SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA … · em primeiro plano, passam a ser vistos, pela...
14
SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA MANUTENÇÃO NA INDÚSTRIA PETROQUÍMICA Rafael Garcia Rodrigues (UFRGS) [email protected] Giovana Savitri Pasa (UFRGS) [email protected] O presente artigo descreve um estudo realizado com vistas ao aprimoramento da gestão da manutenção no setor de ensaque de resinas de uma indústria petroquímica de segunda geração. O objetivo principal consistiu no desenvolvimento de uma sisstemática para gerenciar, programar e planejar a manutenção nas linhas de produção de ensaque das resinas termoplásticas. Também aplicou-se, na área de manutenção, a lógica de processo: equipamentos críticos e complexos, que do ponto de vista atual da manutenção, ficariam necessariamente em primeiro plano, passam a ser vistos, pela lógica de processo, segundo sua posição e influência no fluxo produtivo. Para concretizar a pesquisa, buscaram-se os seguintes objetivos intermediários: i) obter a compreensão do processo; ii) coletar dados do processo; iii) analisar sistematicamente os dados coletados; iv) construir uma lógica de programação da produção; v) construir uma sistemática para realizar a programação da produção; vi) construir uma lógica de interface entre a programação da produção e a programação da manutenção; vii) controlar o processo através de indicadores de desempenho. A partir da aplicação da sistemática foram obtidos, na planta em estudo, resultados satisfatórios. Em 10 meses a disponibilidade de máquina, que representa o percentual de tempo que os equipamentos ficaram disponíveis para a produção, teve um aumento significativo de 63,98% para 95,24%. Por essa razão, a sistemática foi disseminada e atualmente é utilizada nas demais plantas da organização. Palavras-chaves: manutenção XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão. Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Transcript of SISTEMÁTICA DE PLANEJAMENTO E PROGRAMAÇÃO DA … · em primeiro plano, passam a ser vistos, pela...
SISTEMÁTICA DE PLANEJAMENTO E
PROGRAMAÇÃO DA MANUTENÇÃO
NA INDÚSTRIA PETROQUÍMICA
Rafael Garcia Rodrigues (UFRGS)
Giovana Savitri Pasa (UFRGS)
O presente artigo descreve um estudo realizado com vistas ao
aprimoramento da gestão da manutenção no setor de ensaque de
resinas de uma indústria petroquímica de segunda geração. O objetivo
principal consistiu no desenvolvimento de uma sisstemática para
gerenciar, programar e planejar a manutenção nas linhas de produção
de ensaque das resinas termoplásticas. Também aplicou-se, na área de
manutenção, a lógica de processo: equipamentos críticos e complexos,
que do ponto de vista atual da manutenção, ficariam necessariamente
em primeiro plano, passam a ser vistos, pela lógica de processo,
segundo sua posição e influência no fluxo produtivo. Para concretizar
a pesquisa, buscaram-se os seguintes objetivos intermediários: i) obter
a compreensão do processo; ii) coletar dados do processo; iii) analisar
sistematicamente os dados coletados; iv) construir uma lógica de
programação da produção; v) construir uma sistemática para realizar
a programação da produção; vi) construir uma lógica de interface
entre a programação da produção e a programação da manutenção;
vii) controlar o processo através de indicadores de desempenho. A
partir da aplicação da sistemática foram obtidos, na planta em estudo,
resultados satisfatórios. Em 10 meses a disponibilidade de máquina,
que representa o percentual de tempo que os equipamentos ficaram
disponíveis para a produção, teve um aumento significativo de 63,98%
para 95,24%. Por essa razão, a sistemática foi disseminada e
atualmente é utilizada nas demais plantas da organização.
Palavras-chaves: manutenção
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
O setor petroquímico vem buscando aprimorar seus processos de manutenção. Ele tem a
característica de ser intensivo em capital, apresentando sua competitividade diretamente
associada a ganhos de escala. Isso vem conduzindo a uma realidade de fusões e
incorporações, em que as empresas maiores vêm formando conglomerados que competem
entre si. Os processos abrangidos têm, necessariamente, que apresentar altas taxas de
utilização, sendo que um dos fundamentos dessa alta utilização é a manutenção.
Com a modernização e automação dos processos de fabricação e atividades fabris, a
manutenção industrial vem ganhando importância nos resultados financeiros das empresas,
sendo vista como fonte de lucratividade. São requeridos novos modelos de gestão, uma vez
que a manutenção, como os demais setores da empresa, deve ter como principal objetivo
contribuir ao core business (KARDEC; RIBEIRO, 2002). Os homens de manutenção estão
admitindo uma nova postura perante as mudanças tecnológicas das plantas de produção. Essa
postura está relacionada a uma conscientização de quão importante é a manutenção para a
qualidade final do produto, a segurança e o meio ambiente, além da constante pressão para
atingir alto nível de disponibilidade e confiabilidade dos ativos, buscando sempre a redução
dos custos. Isso exige novas habilidades e novos comportamentos do pessoal de manutenção,
desde o gerente até o executor.
Um aspecto fundamental para a manutenção é a compreensão da sua relação intrínseca com a
programação da produção. Por um lado, a manutenção deve garantir a maior disponibilidade
possível dos recursos de produção através da conservação dos mesmos. Porém, por outro
lado, é preciso que a manutenção ocupe tempo operacional dos recursos de produção para que
possa realizar suas ações de conservação. Então, uma gestão da manutenção eficiente e eficaz
necessita programar-se tendo como referência a programação da produção associada aos
recursos em questão.
O presente artigo descreve um estudo realizado com vistas ao aprimoramento da gestão da
manutenção no setor de ensaque de resinas de uma indústria petroquímica de segunda
geração. Foi realizada uma pesquisa-ação que, segundo Thiollent (2003), é um tipo de
pesquisa concebida e realizada em estreita associação com uma "ação ou resolução de um
problema coletivo" no qual os pesquisadores e os participantes representativos da situação
estão envolvidos de modo cooperativo.
O objetivo principal consistiu no desenvolvimento de uma sistemática para gerenciar,
programar e planejar a manutenção nas linhas de produção de ensaque das resinas
termoplásticas. Também aplicou-se, na área de manutenção, a lógica de processo:
equipamentos críticos e complexos, que do ponto de vista atual da manutenção, ficariam
necessariamente em primeiro plano, passam a ser vistos, pela lógica de processo, segundo sua
posição e influência no fluxo produtivo.
Para concretizar a pesquisa, buscaram-se os seguintes objetivos intermediários: i) obter a
compreensão do processo; ii) coletar dados do processo; iii) analisar sistematicamente os
dados coletados; iv) construir uma lógica de programação da produção; v) construir uma
sistemática para realizar a programação da produção; vi) construir uma lógica de interface
entre a programação da produção e a programação da manutenção; vii) controlar o processo
através de indicadores de desempenho.
Objetivando a praticidade e a objetividade do trabalho foi abordada somente uma das cinco
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
linhas de ensaque que a empresa possui. Visto que essa linha possui todos os equipamentos
necessários para envasar o produto, o modelo proposto é funcional e flexível do ponto de vista
da manutenção e do setor de produção, podendo ser aplicado não somente em indústrias
petroquímicas como também na indústria de cereais e de mineração, por exemplo.
A partir da aplicação da sistemática foram obtidos, na planta em estudo, resultados
satisfatórios. A estrutura da manutenção foi alterada para um modelo baseado em processos,
com responsáveis indicados para cada subprocesso. Passou a ser possível, então, conhecer,
com três dias de antecedência, os momentos em que a produção poderia ser parada,
permitindo o planejamento e organização dos recursos necessários para a intervenção. Em 10
meses a disponibilidade de máquina, que representa o percentual de tempo que os
equipamentos ficaram disponíveis para a produção, teve um aumento significativo de 63,98%
para 95,24%. Por essa razão, a sistemática foi disseminada e atualmente é utilizada nas
demais plantas da organização.
O texto estrutura-se iniciando por esta seção, em que são apresentados o contexto e os
objetivos da pesquisa. A segunda seção revisa teoricamente a lógica de processos e a
manutenção. A terceira seção descreve o processo de ensaque na empresa. Na seção quatro
são descritos os passos realizados para a elaboração da sistemática. Os resultados são
expostos na seção cinco. Finalmente, a seção seis apresenta as considerações finais e
conclusões.
2. Fundamentação teórica
2.1 Definição de Manutenção
A manutenção é definida pela NBR 5462 como a combinação de ações técnicas e
administrativas, incluindo aquelas de supervisão, destinadas a manter ou recolocar um item
em um estado no qual possa desempenhar uma função requerida (DRUMOND, 2004). Ou
seja, manter significa fazer tudo o que for preciso para assegurar que um equipamento
continue a desempenhar as funções para as quais foi projetado, num nível de desempenho
exigido (XENOS, 2004).
Segundo Pinto e Xavier (2001), a organização da manutenção de qualquer empresa deve estar
voltada para a gerência e a solução dos problemas na produção, de modo integrado às demais
atividades. As atividades de manutenção podem incluir atividades relacionadas com o
tratamento das falhas – detecção, reparo, investigação das causas fundamentais e
estabelecimento de contramedidas para a sua reincidência. Entretanto, estas devem ser as
atividades esporádicas e não podem se transformar no meio de vida das equipes de
manutenção. Tratar falhas em equipamentos pode ser um bom negócio somente para as
empresas que vivem de assistência técnica, através de venda de peças de reposição e de mão-
de-obra. Para aqueles que precisam dos equipamentos para produzir seus produtos e serviços,
as falhas são um desastre (XENOS, 2004).
2.2 Estruturas de Manutenção
Segundo Furtado (2001), a estrutura da manutenção pode ser de quatro tipos: (i)
centralizada, (ii) descentralizada, (iii) mista e (iv) matricial. Considerando que os dois
primeiros tipos são conhecidos, e que o terceiro é uma combinação dos dois primeiros, cabem
esclarecimentos sobre o tipo matricial. No sistema matricial, o atendimento aos postos de
trabalho é realizado por equipes multidisciplinares, objetivando a integração da manutenção
com a produção. A organização matricial proporciona maior eficiência e especialização,
porém requer mais esforços de concordância a fim de evitar conflitos. Neste caso a
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
manutenção está subordinada ao gerente de manutenção com posição hierárquica igual a
gerente de produção (SILVA, 2004). O sistema matricial gera uma maior cooperação entre os
setores de produção e manutenção, pois forma um grupo de trabalho preocupado com a
funcionalidade do processo (PINTO; XAVIER, 2001).
Quanto aos métodos de manutenção, conforme Pinto e Xavier (2001) as práticas básicas
definem os tipos principais de manutenção como sendo: corretiva não planejada, corretiva
planejada, preventiva, preditiva, detectiva e engenharia de manutenção. Segundo Xenos
(2004), o melhor método pode ser a combinação desses métodos, de maneira a garantir uma
melhor eficiência dos equipamentos, analisando-se sempre a relação entre o custo da
manutenção e o custo total de uma falha.
2.3 Planejamento e Programação da Manutenção
Viana (2002) define plano de manutenção como o conjunto de informações necessárias para a
orientação perfeita da atividade de manutenção preventiva, e os distribui em categorias: (i)
inspeções visuais; (ii) roteiro de lubrificação; (iii) troca de itens de desgaste; (iv) plano
preventivo. Para Pinto e Xavier (2001), o planejamento da manutenção executa as atividades
de detalhamento dos serviços (definição das principais tarefas, recursos tempo de execução
para cada); microdetalhamento (sistemáticas e máquinas que poderão se constituir em
gargalos ou caminhos críticos na cadeia de programação); orçamento dos serviços e
facilitação de serviço (análise prévia dos orçamentos e aprovação dos custos).
As informações do plano de manutenção devem ser continuamente revisadas com base nos
resultados reais das inspeções, reformas e trocas de componentes e peças, realizadas no chão-
de-fábrica. Além disso, os dados de tratamento de falhas precisam ser registrados e
analisados, através de um sistema formal de tratamento de falhas. O resultado desta análise é
fonte de informação essencial para a elaboração e revisão periódica do plano de manutenção.
Uma vez elaborado o plano de manutenção, é possível dimensionar os recursos de mão de
obra e materiais de modo a atender exatamente às necessidades de manutenção dos
equipamentos. Isto permite otimizar a utilização da mão-de-obra e minimizar o custo do
estoque de peças de reposição sem prejudicar a disponibilidade dos equipamentos e sem
correr o risco de possuir um grande estoque de peças de reposição, onde existe de tudo, menos
o que é necessário (XENOS, 2004).
Finalmente, deve ser criado um procedimento para formulação do plano e da organização de
manutenção onde fique visível que os programas de manutenção preventiva relacionam-se
diretamente com os programas de produção. Percebe-se, claramente, ser impossível conceber
um plano de manutenção preventiva desligado dos planos de produção ou vice-versa
(KELLY; HARRIS, 1980).
2.4 Gestão voltada a processos
As duas principais formas de se visualizar uma organização são a ótica departamentalizada e a
de processo. Sob o ponto de vista de departamentos, a empresa baseia-se em um organograma
focalizando sempre a especialização, sustentada pela forte estrutura departamental. Esta é uma
conseqüência da antiga divisão do trabalho, onde a empresa era organizada de acordo com a
hierarquia de responsabilidade (OSTRENGA; OZAN; HARWOOD, 1997). Segundo Franco
(2005), a interpretação de que as organizações consistem da união de seus processos leva à
alteração da concepção na qual as empresas buscam um melhor desempenho de seus
departamentos separadamente, para uma visão em que os processos são os principais objetos
de gestão.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Considera-se que processos são quaisquer atividades ou conjuntos de atividades que tomam
entradas, adicionam valor a elas, e fornecem saídas a um cliente específico. Os processos têm
a característica da interfuncionalidade, pois atravessam as fronteiras dos departamentos. Por
isso, são chamados de horizontais ou interdepartamentais, já que se desenvolvem
ortogonalmente à estrutura vertical típica das organizações departamentalizadas. Outra
característica importante é sua associação à idéia de cadeia de valor, ou seja, uma coleção de
atividades que envolvem a empresa de ponta a ponta com o propósito de entregar um
resultado a um cliente ou usuário final (GONÇALVES, 2000). Segundo Hammer (1998), na
organização voltada para processos, todos têm uma visão ampla. É o oposto do que ocorreu na
Revolução Industrial, que pregava “especialize-se e concentre-se”. As organizações
orientadas para processos dizem “veja o quadro maior e tenha um foco mais amplo”. O
mesmo autor expõe que a alma da empresa orientada para processos é o trabalho em equipe e
a cooperação, assim como a responsabilidade e o desejo de fazer um trabalho melhor.
É por meio da análise dos processos que se identificam os problemas relacionados às
operações executadas em cada processo e suas causas, fator este de suma importância ao
aperfeiçoamento das atividades. Com uma melhor visualização dos processos, através de seus
fluxos, é possível identificar as áreas com oportunidades de melhorias e os fatores-chave de
cada processo, para atender plenamente aos anseios, tanto dos clientes internos quanto dos
clientes externos. O mapeamento tem por finalidade priorizar ações de melhorias,
identificando os processos de negócios mais críticos. Por meio desse mapeamento do processo
as pessoas podem ver quando, onde e de que forma melhorar o processo produtivo.
(FRANCO, 2005).
3. Descrição do processo nas linhas de ensaque
Esta seção abrange a descrição do processo de ensaque em si, bem como das atividades
realizadas com a finalidade de desenvolver a sistemática de gestão. Cabe destacar que
processo de ensaque e processo de produção são utilizados neste texto como sinônimos,
uma vez que a produção do setor em estudo consiste em realizar o ensaque. A razão de
manterem-se os dois termos é o fato de que diversas figuras trazem planilhas e telas de
softwares efetivamente utilizados na empresa, em que constam alternativamente as duas
formas, respeitando os hábitos de terminologia vigentes na empresa.
3.1 Localização do processo de ensaque dentro da empresa
A logística da Petroquímica X estudada envolve ensaque, armazenagem, expedição e
transporte. O processo inicia no ensaque em embalagens podem ser sacos ou big bags. Há
dois departamentos de ensaque: DEP1 e DEP2. Cada uma das três linhas do DEP1 possui
dois silos de ensaque, com capacidade de 130 toneladas cada um. Entretanto, não se deve
manter mais do que 20 toneladas em cada silo durante a operação. Os motivos são:
contaminação: se ocorrer a fabricação de material fora da especificação, quanto
mais produto houver no silo, maior a perda, em caso de contaminação, devido ao
sistema de homogeneização dos silos;
testes: há necessidade de fazer teste de produto sempre que houver mudança nas
características das resinas termoplásticas. Para que ocorram esses testes, deve haver
um silo vazio, onde será alocado o material até que sejam corrigidos os parâmetros
de processo necessários para que sejam obtidas as características desejadas.
Em cada linha, devem-se manter, no mínimo, dois silos intermediários vazios, pelos mesmos
motivos mencionados. Após o ensaque, o produto fica armazenado nas dependências da
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
petroquímica ou em depósitos externos.
3.1 Descrição do processo de ensaque (ou processo de produção) dentro da empresa
O processo de ensaque é responsável por envasar o produto, com qualidade aceitável pelo
cliente e nos padrões definidos pela empresa com o objetivo de assegurar segurança no
transporte e na movimentação no depósito. É do ensaque a tarefa de não acumular produto
nos silos, pelos motivos já explicados anteriormente. As cinco linhas de ensaque são
praticamente idênticas, diferenciando-se apenas na marca e modelo dos equipamentos.
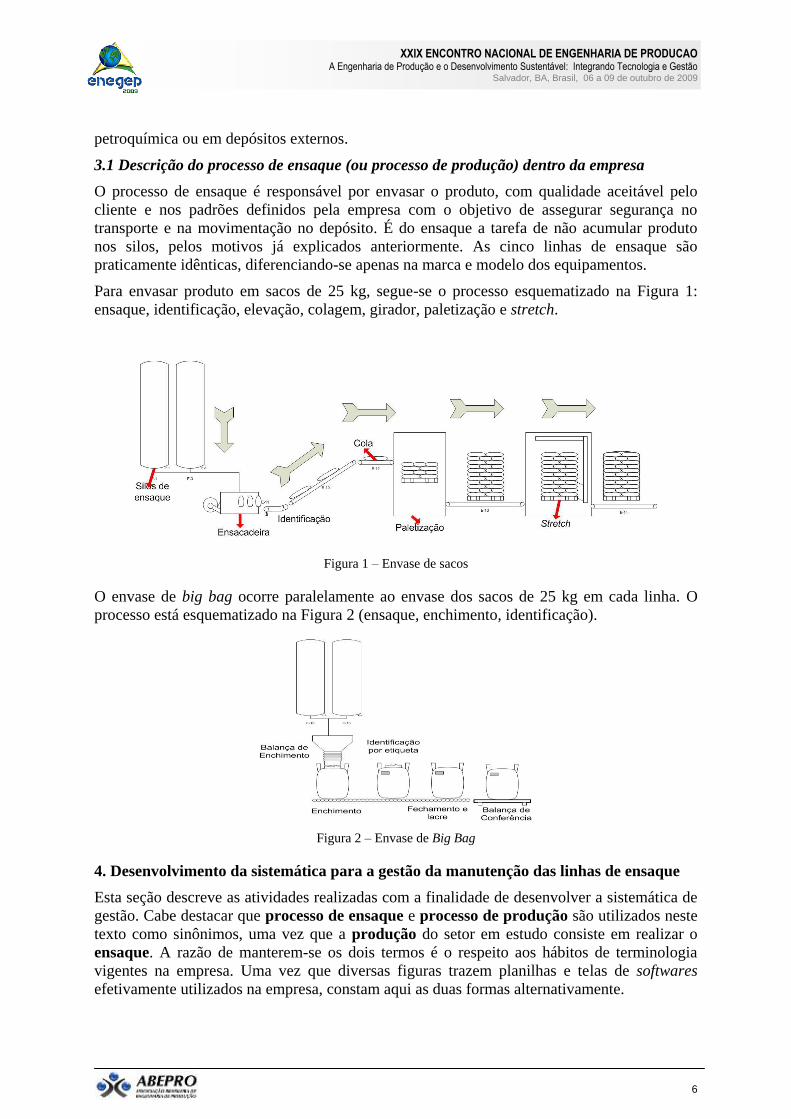
Para envasar produto em sacos de 25 kg, segue-se o processo esquematizado na Figura 1:
ensaque, identificação, elevação, colagem, girador, paletização e stretch.
Figura 1 – Envase de sacos
O envase de big bag ocorre paralelamente ao envase dos sacos de 25 kg em cada linha. O
processo está esquematizado na Figura 2 (ensaque, enchimento, identificação).
Figura 2 – Envase de Big Bag
4. Desenvolvimento da sistemática para a gestão da manutenção das linhas de ensaque
Esta seção descreve as atividades realizadas com a finalidade de desenvolver a sistemática de
gestão. Cabe destacar que processo de ensaque e processo de produção são utilizados neste
texto como sinônimos, uma vez que a produção do setor em estudo consiste em realizar o
ensaque. A razão de manterem-se os dois termos é o respeito aos hábitos de terminologia
vigentes na empresa. Uma vez que diversas figuras trazem planilhas e telas de softwares
efetivamente utilizados na empresa, constam aqui as duas formas alternativamente.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
4.1 Conhecimento sobre o Processo
Esta pesquisa foi feita nos moldes de uma pesquisa-ação. Isso foi possível pelo fato de o
pesquisador ser o funcionário da empresa responsável pela gestão da manutenção das linhas
de ensaque, o que facilitou a etapa de aquisição de conhecimento sobre o processo.
Através de observações das etapas do processo de ensaque feitas cotidianamente e de
entrevistas informais feitas aos operadores das linhas de produção foi possível entender o
fluxo do produto para, posteriormente, entender o fluxo das informações de controle do
processo. Por meio de auditorias em planilhas eletrônicas que contém os registros dos lotes e
dos turnos foi possível compreender os procedimentos até então utilizados para guardar e,
principalmente, fornecer informações sobre o processo.
4.2 Coleta dos dados
A coleta de dados sobre o processo de ensaque foi viabilizada por meio do desenvolvimento
e implantação, feitas pelo pesquisador, de planilhas operacionais. Os dados coletados foram: a
quantidade de produto acumulado em cada silo; a identificação do lote do produto que está em
cada silo; o total produzido no turno, a carga média da planta no turno, o total ensacado, o
nome dos encarregados de produção que trabalharam no turno e a situação de cada silo. Os
dados eram inseridos através de um formulário e repassados a uma tabela, em formato de
banco de dados, de maneira automática, através de programação, facilitando o processo de
interface com os encarregados de produção.
As informações de manutenção foram retiradas dos registros das ordens de serviço, que
passaram a ser digitalizadas. O conteúdo consistia das informações retiradas de um formulário
impresso que os técnicos de manutenção preenchem ao finalizarem uma intervenção. Esse
conteúdo era lançado, então, na planilha que continha o número da ordem de serviço,
descrição do serviço, o nome do técnico responsável pela intervenção, o tipo de intervenção
(corretiva, preventiva, preditiva) e a duração do serviço.
4.3 Análise dos dados
Durante essa etapa, os dados coletados foram organizados e analisados, com o objetivo de
entender as características do processo. Essa análise era realizada em dois momentos: por
ocasião da atualização das planilhas, para evitar que dados errados fossem inseridos no banco
de dados, e semanalmente, para identificar possíveis tendências no processo.
Visto que a principal exigência do setor de ensaque era manter no máximo 20 toneladas de
produto nos silos do DEP1, através da construção de um painel de acúmulo semanal nos silos
(vide ilustração na Figura 3) verificou-se que em poucos momentos a quantidade de produto
nos silos de ensaque foi inferior a 20 toneladas. Esse fato caracterizava uma ineficiência do
processo de ensaque em atender a exigência da planta petroquímica.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
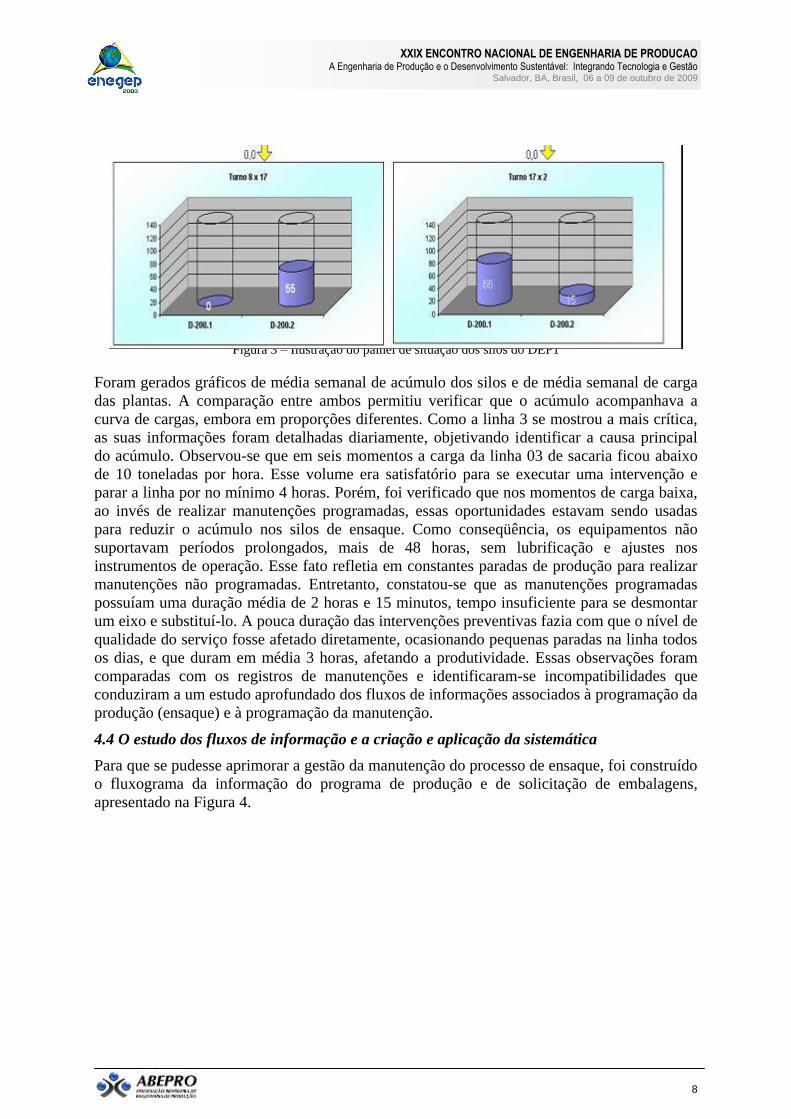
Figura 3 – Ilustração do painel de situação dos silos do DEP1
Foram gerados gráficos de média semanal de acúmulo dos silos e de média semanal de carga
das plantas. A comparação entre ambos permitiu verificar que o acúmulo acompanhava a
curva de cargas, embora em proporções diferentes. Como a linha 3 se mostrou a mais crítica,
as suas informações foram detalhadas diariamente, objetivando identificar a causa principal
do acúmulo. Observou-se que em seis momentos a carga da linha 03 de sacaria ficou abaixo
de 10 toneladas por hora. Esse volume era satisfatório para se executar uma intervenção e
parar a linha por no mínimo 4 horas. Porém, foi verificado que nos momentos de carga baixa,
ao invés de realizar manutenções programadas, essas oportunidades estavam sendo usadas
para reduzir o acúmulo nos silos de ensaque. Como conseqüência, os equipamentos não
suportavam períodos prolongados, mais de 48 horas, sem lubrificação e ajustes nos
instrumentos de operação. Esse fato refletia em constantes paradas de produção para realizar
manutenções não programadas. Entretanto, constatou-se que as manutenções programadas
possuíam uma duração média de 2 horas e 15 minutos, tempo insuficiente para se desmontar
um eixo e substituí-lo. A pouca duração das intervenções preventivas fazia com que o nível de
qualidade do serviço fosse afetado diretamente, ocasionando pequenas paradas na linha todos
os dias, e que duram em média 3 horas, afetando a produtividade. Essas observações foram
comparadas com os registros de manutenções e identificaram-se incompatibilidades que
conduziram a um estudo aprofundado dos fluxos de informações associados à programação da
produção (ensaque) e à programação da manutenção.
4.4 O estudo dos fluxos de informação e a criação e aplicação da sistemática
Para que se pudesse aprimorar a gestão da manutenção do processo de ensaque, foi construído
o fluxograma da informação do programa de produção e de solicitação de embalagens,
apresentado na Figura 4.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
DEPARTAMENTO
COMERCIAL
DEPARTAMENTO
DE LOGÍSTICA
DEPARTAMENTO
DE PCP
DEPARTAMENTO
DE PRODUÇÃO
EMBALAGEM
PRODUTO
PRODUTO DATA
E QUANTIDADE
ENSAQUE
EMBALAGEM
E QUANTIDADE
QUANTIDADE
JÁ ENVASADA
QUANTIDADE
JÁ ENVASADA
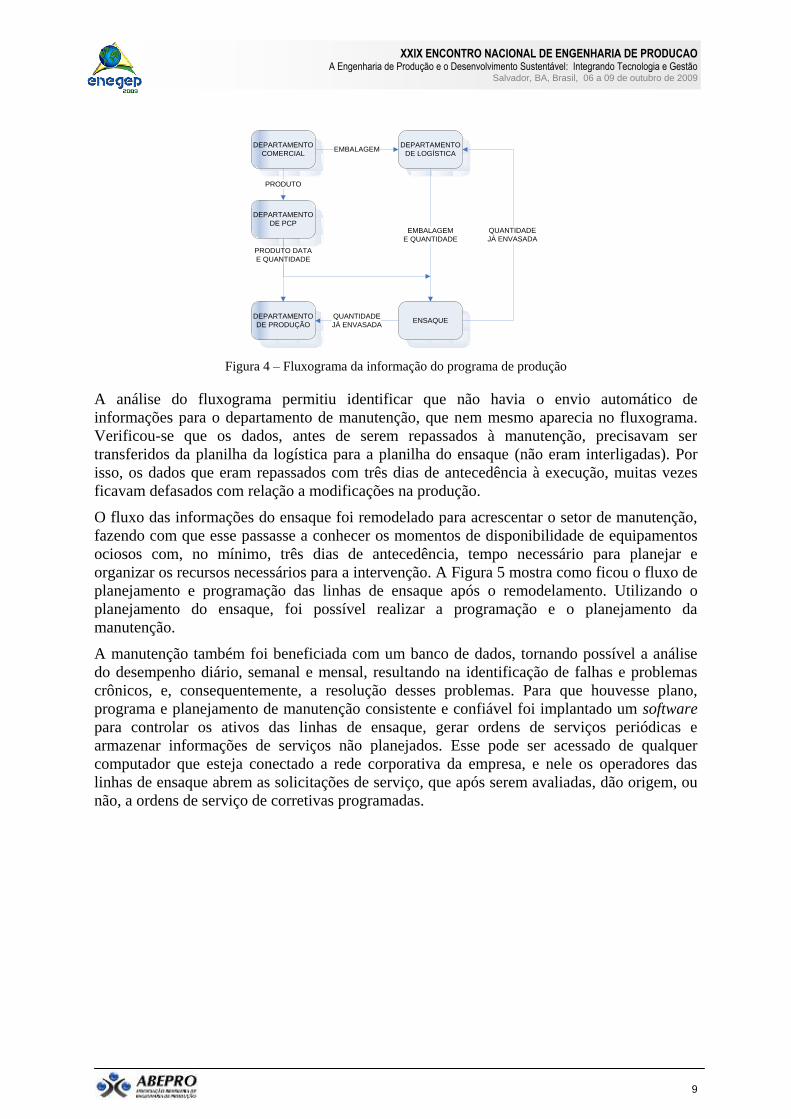
Figura 4 – Fluxograma da informação do programa de produção
A análise do fluxograma permitiu identificar que não havia o envio automático de
informações para o departamento de manutenção, que nem mesmo aparecia no fluxograma.
Verificou-se que os dados, antes de serem repassados à manutenção, precisavam ser
transferidos da planilha da logística para a planilha do ensaque (não eram interligadas). Por
isso, os dados que eram repassados com três dias de antecedência à execução, muitas vezes
ficavam defasados com relação a modificações na produção.
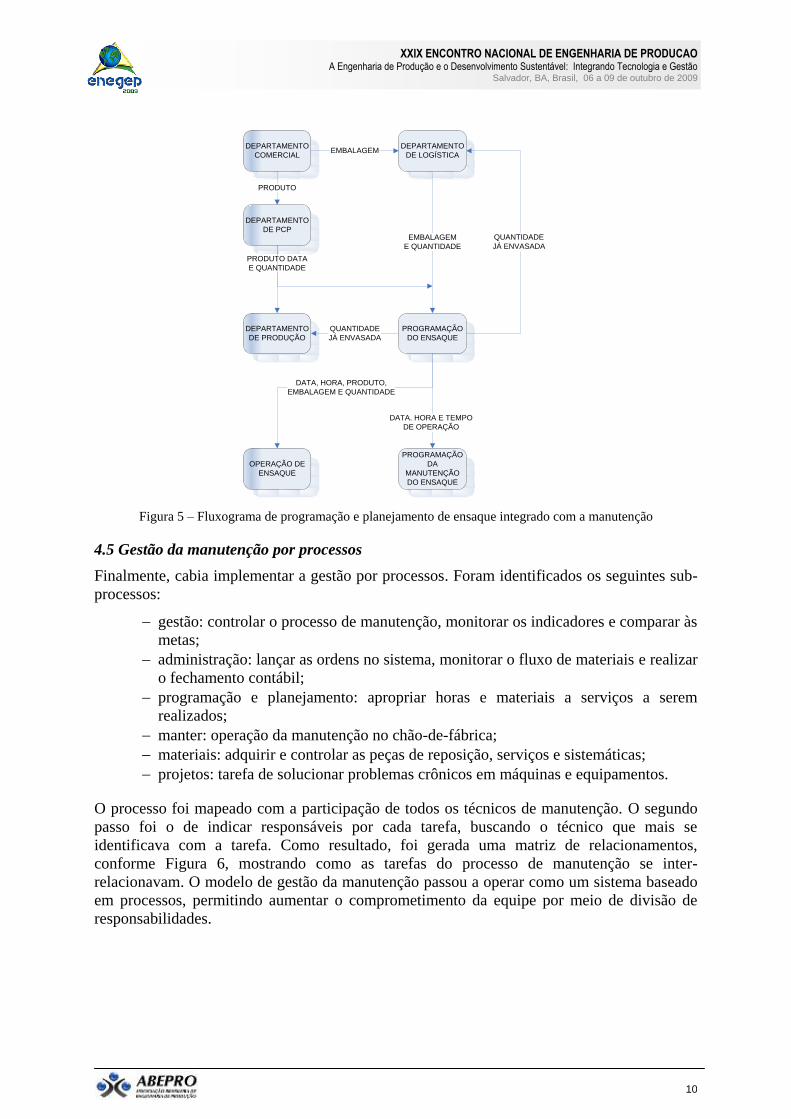
O fluxo das informações do ensaque foi remodelado para acrescentar o setor de manutenção,
fazendo com que esse passasse a conhecer os momentos de disponibilidade de equipamentos
ociosos com, no mínimo, três dias de antecedência, tempo necessário para planejar e
organizar os recursos necessários para a intervenção. A Figura 5 mostra como ficou o fluxo de
planejamento e programação das linhas de ensaque após o remodelamento. Utilizando o
planejamento do ensaque, foi possível realizar a programação e o planejamento da
manutenção.
A manutenção também foi beneficiada com um banco de dados, tornando possível a análise
do desempenho diário, semanal e mensal, resultando na identificação de falhas e problemas
crônicos, e, consequentemente, a resolução desses problemas. Para que houvesse plano,
programa e planejamento de manutenção consistente e confiável foi implantado um software
para controlar os ativos das linhas de ensaque, gerar ordens de serviços periódicas e
armazenar informações de serviços não planejados. Esse pode ser acessado de qualquer
computador que esteja conectado a rede corporativa da empresa, e nele os operadores das
linhas de ensaque abrem as solicitações de serviço, que após serem avaliadas, dão origem, ou
não, a ordens de serviço de corretivas programadas.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
DEPARTAMENTO
COMERCIAL
DEPARTAMENTO
DE LOGÍSTICA
DEPARTAMENTO
DE PCP
DEPARTAMENTO
DE PRODUÇÃO
EMBALAGEM
PRODUTO
PRODUTO DATA
E QUANTIDADE
PROGRAMAÇÃO
DO ENSAQUE
EMBALAGEM
E QUANTIDADE
QUANTIDADE
JÁ ENVASADA
QUANTIDADE
JÁ ENVASADA
OPERAÇÃO DE
ENSAQUE
PROGRAMAÇÃO
DA
MANUTENÇÃO
DO ENSAQUE
DATA. HORA E TEMPO
DE OPERAÇÃO
DATA, HORA, PRODUTO,
EMBALAGEM E QUANTIDADE
Figura 5 – Fluxograma de programação e planejamento de ensaque integrado com a manutenção
4.5 Gestão da manutenção por processos
Finalmente, cabia implementar a gestão por processos. Foram identificados os seguintes sub-
processos:
gestão: controlar o processo de manutenção, monitorar os indicadores e comparar às
metas;
administração: lançar as ordens no sistema, monitorar o fluxo de materiais e realizar
o fechamento contábil;
programação e planejamento: apropriar horas e materiais a serviços a serem
realizados;
manter: operação da manutenção no chão-de-fábrica;
materiais: adquirir e controlar as peças de reposição, serviços e sistemáticas;
projetos: tarefa de solucionar problemas crônicos em máquinas e equipamentos.
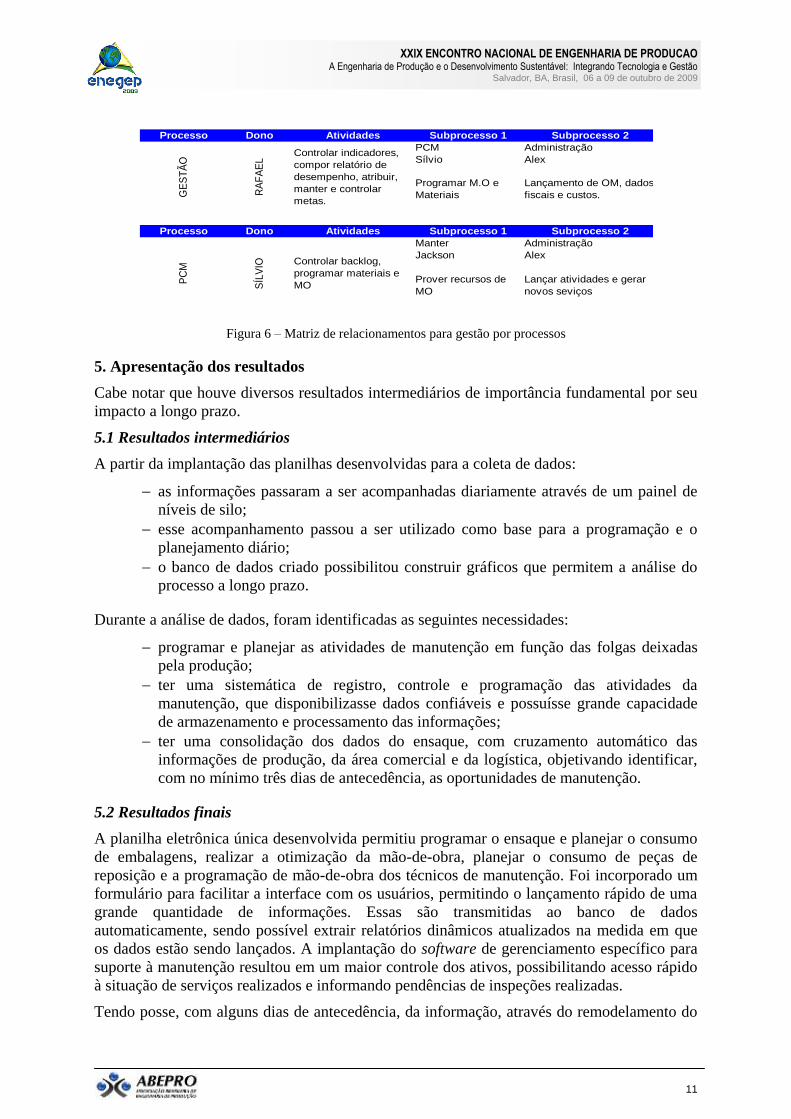
O processo foi mapeado com a participação de todos os técnicos de manutenção. O segundo
passo foi o de indicar responsáveis por cada tarefa, buscando o técnico que mais se
identificava com a tarefa. Como resultado, foi gerada uma matriz de relacionamentos,
conforme Figura 6, mostrando como as tarefas do processo de manutenção se inter-
relacionavam. O modelo de gestão da manutenção passou a operar como um sistema baseado
em processos, permitindo aumentar o comprometimento da equipe por meio de divisão de
responsabilidades.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
PCM Administração Materiais Manter Projetos
Sílvio Alex Rafael Jackson Gott
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
Manter Administração Materiais Gestão Projetos
Jackson Alex Rafael Rafael Gott
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
PCM Administração Materiais Gestão Projetos
Sílvio Alex Rafael Rafael Gott
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
PCM Manter Materiais Gestão
Sílvio Jackson Rafael Rafael
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
PCM Manter Administrativo Gestão Projetos
Sílvio Jackson Alex Rafael Gott
Processo Dono Atividades Subprocesso 1 Subprocesso 2 Subprocesso 3 Subprocesso 4 Subprocesso 5
PCM Manter Materiais Gestão
Sílvio Jackson Rafael Rafael
Prover MO.
Prover peças
necessárias para alterar
equipamentos
Controlar projetos
executados e elaborar
relatórios de ganhos.PR
OJE
TO
GO
TT Elaborar projetos para
solucionar problemas
crônicos nas máquinas
Programar serviços
para alterações de
máquina
Controlar a vida útil das
peçasControlar custos
Gerar indicadores
mensais de custos
Informar inadequação de
paçase prover alteração
MA
TE
RIA
IS
RA
FA
EL
Prover materiais e/ou
serviços.Informar
necessidades de
materiais
Executar os planos de
manutenção, informar
pendências
Prover recursos
materiaisControlar indicadoresA
DM
IN.
ALE
X
Lançar serviços
realizados, gerar OM
programadas, controlar
NF e gerar controles
Solicitar OM`s de
pendências.
Gerar planos diariamenteProver recursos
materiais
Controlar indicadores
de apropriação de
horas
Auxílio no dignóstico de
problemasMA
NT
ER
JAC
KS
ON Elaborar planos de
manutenção,
descriminando as
atividades
Corrigir os tempos e
as atividades.
Lançar atividades e gerar
novos seviços
Prover recursos
materiais
Controlar indicadores
de apropriação de
horas
Solicitar programação para
execução dos serviços
PC
M
SÍL
VIO Controlar backlog,
programar materiais e
MOProver recursos de
MO
Lançamento de OM, dados
fiscais e custos.
Lançamento de OM,
dados fiscais e custos.
Distribuição de
atividades e
organização da equipe
solucionar problemas
crônicosGE
ST
ÃO
RA
FA
EL
Controlar indicadores,
compor relatório de
desempenho, atribuir,
manter e controlar
metas.
Programar M.O e
Materiais
Figura 6 – Matriz de relacionamentos para gestão por processos
5. Apresentação dos resultados
Cabe notar que houve diversos resultados intermediários de importância fundamental por seu
impacto a longo prazo.
5.1 Resultados intermediários
A partir da implantação das planilhas desenvolvidas para a coleta de dados:
as informações passaram a ser acompanhadas diariamente através de um painel de
níveis de silo;
esse acompanhamento passou a ser utilizado como base para a programação e o
planejamento diário;
o banco de dados criado possibilitou construir gráficos que permitem a análise do
processo a longo prazo.
Durante a análise de dados, foram identificadas as seguintes necessidades:
programar e planejar as atividades de manutenção em função das folgas deixadas
pela produção;
ter uma sistemática de registro, controle e programação das atividades da
manutenção, que disponibilizasse dados confiáveis e possuísse grande capacidade
de armazenamento e processamento das informações;
ter uma consolidação dos dados do ensaque, com cruzamento automático das
informações de produção, da área comercial e da logística, objetivando identificar,
com no mínimo três dias de antecedência, as oportunidades de manutenção.
5.2 Resultados finais
A planilha eletrônica única desenvolvida permitiu programar o ensaque e planejar o consumo
de embalagens, realizar a otimização da mão-de-obra, planejar o consumo de peças de
reposição e a programação de mão-de-obra dos técnicos de manutenção. Foi incorporado um
formulário para facilitar a interface com os usuários, permitindo o lançamento rápido de uma
grande quantidade de informações. Essas são transmitidas ao banco de dados
automaticamente, sendo possível extrair relatórios dinâmicos atualizados na medida em que
os dados estão sendo lançados. A implantação do software de gerenciamento específico para
suporte à manutenção resultou em um maior controle dos ativos, possibilitando acesso rápido
à situação de serviços realizados e informando pendências de inspeções realizadas.
Tendo posse, com alguns dias de antecedência, da informação, através do remodelamento do
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
seu fluxo, de redução de carga nos recursos do ensaque e sabendo as anormalidades dos
equipamentos, foi possível planejar os recursos necessários antes de a intervenção começar,
diminuindo a incidência de erros e a perda de tempo para prover peças e procedimentos no
período de máquina parada. Esse fato possibilitou executar mais serviços em menos tempo.
O uso do software de gerenciamento da manutenção possibilitou um controle mais preciso do
desempenho do processo de manutenção das linhas de ensaque. Passaram-se a utilizar os
relatórios do banco de dados para gerar automaticamente os seguintes indicadores de
manutenção:
DM (disponibilidade de máquina): relação entre a diferença do número total de
horas de um período e o número total de horas de manutenção, dividido pelo
número total de horas;
MTBF (tempo médio entre falhas): relação entre o tempo total de horas trabalhadas
de um equipamento pelo número de intervenções corretivas, em um período
observado. Quando não houver falhas no período o MTBF será igual ao número de
horas trabalhadas no período;
MTBF = Σ horas trabalhadas / n° de intervenções corretivas [horas]
MTTR (tempo médio de reparo): relação entre as horas de manutenção pelo número
de intervenções totais em um período observado;
MP (manutenções programadas): relação entre o número de manutenções
programadas e o número total de intervenções.
Através da sistematização da programação e do planejamento da manutenção diminuiu-se a
ocorrência de inúmeros erros, como por exemplo, incompatibilidade de peças, mau
dimensionamento da mão-de-obra e falta de recursos.
A disponibilidade de máquina, que representa o percentual de tempo que os equipamentos
ficaram disponíveis para serem usados pela produção, teve um aumento significativo de
63,98% para 95,24%, em 10 meses.
O MTBF – tempo médio entre falhas, passou de 8,9 horas para 28,3 sem ocorrência de falha
nas máquinas do ensaque.
O índice de manutenções programadas foi aumentando à medida que o trabalho estava sendo
realizado; no inicio, as manutenções programadas eram em pequena quantidade e
predominavam as não programadas que, por sua vez eram longas, afetando diretamente a
disponibilidade do equipamento. As intervenções não programadas passaram a ser mais
rápidas, visto que os grandes serviços (mais demorados) passaram a ser executados nas
intervenções programadas.
O acúmulo médio dos silos das linhas 01, 02 e 03, um dos principais indicadores de
desempenho, não ultrapassou 20 toneladas, o que foi bastante satisfatório.
6. Conclusões
Foi apresentada, neste trabalho, uma reestruturação na gestão da manutenção da linha de
ensaque de uma petroquímica. Realizou-se o entendimento do processo através de
observações, o que favoreceu e facilitou a etapa de coleta de dados. Os dados foram
analisados através de painéis gráficos, diariamente, o que possibilitou a criação uma dinâmica
de programação de produção e de uma sistemática para esse fim. Foi desenvolvida uma
interface entre o setor de produção e o de manutenção, objetivando aumentar a capacidade de
previsão de possibilidade de manutenções através de equipamentos parados por falta de
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
demanda. Após a implantação da sistemática, foi possível comparar os benefícios por
indicadores de desempenho. Através da apresentação dos resultados, nota-se o benefício do
planejamento e da integração da programação da manutenção com a programação de
processos industriais, como, por exemplo, operação do ensaque e manutenção, tratados nesse
trabalho. Os resultados são significativos (como mostram os indicadores mostrados
anteriormente) já nas primeiras semanas de implantação. Os benefícios da manutenção
possuir um banco de dados contendo informações dos serviços realizados e de pendências,
refletem na facilidade de programar intervenções e focalizam em problemas crônicos. Na
medida em que são resolvidas as grandes pendências, automaticamente indicadores, tais como
disponibilidade de máquina, melhoram.
Sistemáticas informatizadas como planilhas e banco de dados são fundamentais para o bom
andamento da implantação do projeto. Sem a utilização de planilhas eletrônicas para
consolidar as informações de forma automatizada, seria praticamente impossível e inviável a
implantação total do planejamento e programação da manutenção no processo de ensaque. O
software de gerenciamento da manutenção utilizado foi responsável pela consolidação das
informações referentes aos serviços de manutenção, e impactou diretamente em indicadores
de confiabilidade, como por exemplo MTBF – tempo médio entre falhas, o qual passou de 8,9
horas para 28,3 sem ocorrência de falha nas máquinas do ensaque. O principal indicador do
processo de ensaque, acúmulo dos silos, não apresentou acúmulo acima de 20 toneladas, que é
o limite contratual. Esses resultados se devem ao aumento da capacidade de prever redução de
produção e, consequentemente, a um melhor aproveitamento destes períodos para a
manutenção, devido a uma melhor preparação das intervenções.
A sistemática se mostrou capaz de auxiliar a rotina de manutenção industrial em processos
que possuam capacidade muito próxima da demanda, e que exijam completa relação entre as
operações de manutenção e de produção no processo de planejamento das atividades, seja de
curto ou longo prazo. Isso foi reafirmado pela disseminação da sistemática para as demais
plantas da empresa no país.
Referências
DRUMOND, M. R. Manual do sistema de gerenciamento da manutenção: Companhia Vale do Rio Doce. Belo
Horizonte, 2004.
FRANCO, R. Metodologia Para Implantação da Gestão Por Processos em Empresas do Setor Metal-Mecânico.
Florianópolis: UFSC, 2002. 101 p. Dissertação (Mestrado) - Programa de Pós-Graduação em Engenharia de
Produção, Universidade Federal de Santa Catarina, Florianópolis, 2005.
FURTADO, Eduardo J. de A. A. Gestão de Manutenção em Empresas Têxteis de Grande Porte.
Florianópolis:UFSC, 2002. 95p. Dissertação (Mestrado) - Programa de Pós-Graduação em Engenharia de
Produção, Universidade Federal de Santa Catarina, Florianópolis, 2001.
GONÇALVES, José Ernesto Lima. As empresas são grandes coleções de processos. Revista de Administração
de Empresas, São Paulo, v. 40, n. 1, p. 6-19, jan./mar. 2000.
HAMMER, Michael. A empresa voltada para processos. Revista HSM Management, São Paulo, n. 9, p. 6-9,
jul./ago. 1998.
KARDEC, A.; RIBEIRO, H. Gestão Estratégica e Manutenção Autônoma, Rio de Janeiro: Qualitymark Editora,
2002.
KELLY, A. e HARRIS, M.J. Administração da Manutenção Industrial, São Paulo: IBP, 1980
OSTRENGA, Michael R.; OZAN, Terrence R.; HARWOOD, Robert D.MacIlhattan. Guia da Ernst e Young
para gestão total dos custos. Rio de Janeiro: Record, 1997.
PINTO, A. K., XAVIER, J. A. N. Manutenção: Função Estratégica. Rio de Janeiro: Qualitymark, 2001.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
S.A.E. Reliability and Maintainability Guideline for Manufacturing Machinery and Equipment. Michigan:
National Center for Manufacturing Sciences, Inc., 1993. ISBN 1- 56091-362-2.
SILVA, R. Gerenciamento do setor de manutenção. Taubaté: UNITAU, 2004. 92p. Monografia (Pós Graduação,
Gestão Industrial) – Pró Reitoria de Pesquisa e Pós-Graduação, Universidade de Taubaté, Taubaté, 2004.
SOUZA. A. Gerenciamento da manutenção eletrônica de máquinas críticas em uma indústria automobilística.
Taubaté: UNITAU, 2003. 82p. Monografia (Especialização em MBA – Gerência de Produção) – Departamento
de Economia, Contabilidade, Administração e Secretariado, Universidade de Taubaté, Taubaté, 2003.
THIOLLENT, M. Metodologia da Pesquisa-Ação. São Paulo: Cortez, 2003.
VIANA, H. PCM: planejamento e controle de manutenção, Rio de Janeiro: Qualitymark, 2002.
XENOS, H. Gerenciando a Manutenção Produtiva. Minas Gerais: INDG, 2004.