SOLDAGEM SUBAQUÁTICA - workshopmanutencao.com.br · Soldagem, Metalurgia da Soldagem, Ensaios e...
76
UFMG LRSS Soldagem Subaquática SOLDAGEM SUBAQUÁTICA Prof. Alexandre Queiroz Bracarense Universidade Federal de Minas Gerais Departamento de Engenharia Mecânica Laboratório de Robótica Soldagem e Simulação
Transcript of SOLDAGEM SUBAQUÁTICA - workshopmanutencao.com.br · Soldagem, Metalurgia da Soldagem, Ensaios e...
UFMG
LRSS
Sold
agem
Suba
quát
ica
SOLDAGEM SUBAQUÁTICA
Prof. Alexandre Queiroz BracarenseUniversidade Federal de Minas Gerais
Departamento de Engenharia MecânicaLaboratório de Robótica Soldagem e Simulação

UFMG
LRSS
Sold
agem
Suba
quát
ica
UFMG – Universidade Federal de Minas Gerais
DEMEC – Departamento de Engenharia Mecânica
LRSS – Laboratório de Robótica Soldagem e Simulação
MG – BH – UFMG

UFMG
LRSS
Sold
agem
Suba
quát
ica
LRSS
Estudar fenômenos físicos, químicos, mecânicos e metalúrgicos para automatizar processos de
soldagem
Ajudar tecnicamente e cientificamente profissionais e empresas da área de automação
da soldagem a desenvolver e implementar novas tecnologias alem de realizar consultoria em
robótica, soldagem e simulação.
Filosofia
Proposta
UFMG
LRSS
Sold
agem
Suba
quát
ica
LRSS - Atuações
Processo de soldagem, metalurgia da soldagem, fisica da soldagem, ensaios não destrutivos, robótica e controle e
automação.
Ensino – Graduação e pós graduação
Soldagem subaquática molhada, soldagem robotizada e corrosão
Pesquisa
Soldagem robotizada, caracterização, análise, projeto de soldas, elementos finitos, etc.
Extensão - Serviço
UFMG
LRSS
Sold
agem
Suba
quát
ica
LRSS – Ensino Níveis
Formação de engenheiros mecânicos e metalúrgicos.
Formação de soldadores no CIPMOI.
Engenharia
Soldadores
Formação de mestres e doutores na especialização de soldagem e robótica com disciplinas teóricas e práticas sobre Processos de
Soldagem, Metalurgia da Soldagem, Ensaios e Robótica.
Mestrado e Doutorado (Pós-Graduação strito senso)
CTA- (ABS (Associação Brasileira de Soldagem) e IIW (International Institute of Welding)) – Formação de engenheiro de soldgem
Internacional
Especialista (Pós-Graduação lato senso)

UFMG
LRSS
Sold
agem
Suba
quát
ica
É único (soldagem e corte), por ser realizado emambiente submerso.
Os procedimentos de soldagem e corte subaquáticosexistem para praticamente qualquer tarefa requerida.Basicamente manutenção.
Tem crescido devido o crescente interesse naexploração, perfuração e recuperação de óleo e gásnatural no mar pela indústria do petróleo e porcompanhias energéticas para manutenção dehidroelétricas.
3 pontos
SOLDAGEM SUBAQUÁTICA

UFMG
LRSS
Sold
agem
Suba
quát
ica
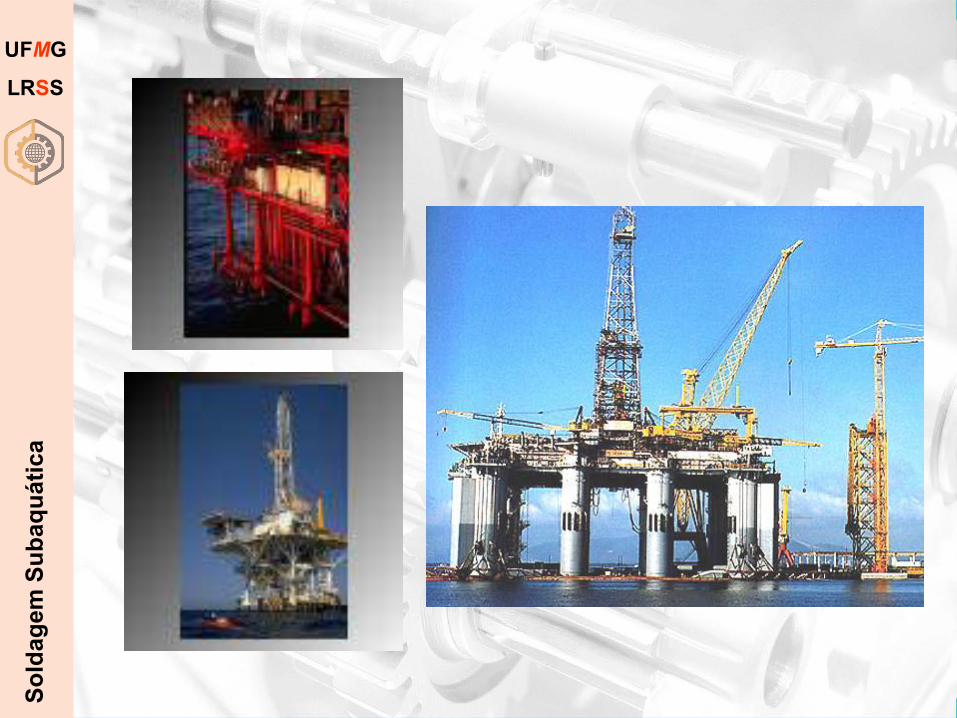
Soldagem subaquática úmida para reparos em componentesde estruturas offshore.
Golfo do México
ALGUNS EXEMPLOS
UFMG
LRSS
Sold
agem
Suba
quát
ica

UFMG
LRSS
Sold
agem
Suba
quát
ica
Trincas de fadiga

UFMG
LRSS
Sold
agem
Suba
quát
ica
Montagem de um braço horizontal

UFMG
LRSS
Sold
agem
Suba
quát
ica

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem de abraçadeiras

UFMG
LRSS
Sold
agem
Suba
quát
ica
Estruturadanificada

UFMG
LRSS
Sold
agem
Suba
quát
ica
EstruturaRecuperada

UFMG
LRSS
Sold
agem
Suba
quát
ica
Reparo

UFMG
LRSS
Sold
agem
Suba
quát
ica

UFMG
LRSS
Sold
agem
Suba
quát
ica

UFMG
LRSS
Sold
agem
Suba
quát
ica
Principais problemas a serem resolvidos no caso de reparos:
– Corrosão; – Trinca por fadiga;– Trincas por impacto de navios;– Deformações causadas por tempestade;– Modificações estruturais;– Descargas elétricas.

UFMG
LRSS
Sold
agem
Suba
quát
ica
1)Soldagem subaquática seca, mais conhecida como soldagem hiperbárica, a qual é geralmente feita com o auxílio de câmaras das quais a água é removida. São 4 tipos:
Soldagem seca localizada Soldagem em caixa seca Soldagem em habitat ou câmara hiperbárica Soldagem em câmara
2)Soldagem subaquática molhada, já mostrada, na qual asoldagem é feita debaixo d’água diretamente exposta aoambiente aquoso. É a mais “interessante”!!
BASICAMENTE EXISTEM DOIS TIPOS DE SOLDAGEMSUBAQUÁTICA:

UFMG
LRSS
Sold
agem
Suba
quát
ica
CLASSES DE SOLDAAWS D3.6 e PETROBRAS N 2036b
CLASSE A – Qualidade estrutural. Atende requisitos de tenacidade.Normalmente alcançada com a seca.
CLASSE B – Qualidade estrutural limitada. Alcançável com a úmida.
CLASSE C – Fixação de elementos não estruturais a membros estruturais. Oprincipal objetivo é não provocar trincas no membro estrutural. Facilmentealcançável com a úmida.
CLASSE O – Regida por outro código ou norma.
CLASSE P – Exclusiva na N-2036 b - Fixação de elementos não estruturais amembros ou componentes não estruturais.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Virtualmente todos os processos de soldagem tem sidoexperimentados submersos, em laboratório ou em condiçõesnaturais.
A maior parte dos desenvolvimentos consistem de modificaçõesnos procedimentos conhecidos que auxiliam a isolar o processode soldagem da água circundante.
• Soldagem submersa em ambiente seco – em “habitat” oucâmara - GMAW, GTAW, PAW e SMAW.
• Soldagem em ambiente seco – caixa seca ou localizada –SMAW, GMAW e FCAW.
• Soldagem úmida ou MOLHADA – SMAW e recentementeFCAW e FW.

UFMG
LRSS
Sold
agem
Suba
quát
ica
SOLDAGEM A SECOO volume contendo o arco e a região aser soldada, no todo ou em parte, éseparado da água por meio de umenvoltório cheio de gás a pressãoambiente, com aberturas parapermitir o acesso.Soldas de maior qualidade -Geralmente Classe A

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem Seca Localizada
Esta câmara proporciona uma região protegida entre a peça de trabalho e oambiente úmido e possui espaço suficiente para o eletrodo ou a tocha desoldagem.
Para soldagem SMAW o tamanho do envoltório é umponto crítico, e deve ser dimensionado de acordocom o volume de gás a ser gerado no arco. Muito gástrará uma tendência do abrigo se desprender dapeça de trabalho, enquanto que uma pequenaquantidade de gás pode ser ineficiente para removera água do abrigo.
Para o processo GMAW pode-se usar aindauma pequena câmara móvel a qual contéma tocha e que move, junto com omergulhador ao longo do cordão de soldaque se deseje fazer. A tocha é manipuladacomo se faz na soldagem na superfície.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem em Caixa SecaA soldagem é realizada em uma câmara, preenchida com um gás, grande obastante para acomodar a área de trabalho e a cabeça e parte superior docorpo do soldador/mergulhador, vestido em um traje de mergulho completo.Esta montagem remove a água de uma região bem maior que no casoanterior.A água é removida por uma mistura de gases pressurizados, porém ohidrogênio não é completamente removido por causa da alta umidade quefica dentro das câmaras.A alta temperatura e alta umidade presente na câmara fazem com que ascondições de trabalho sejam péssimas. Porém, o problema de visibilidade eestabilidade posicional são resolvidos.Este processo é mais caro que o anterior, mas justificável em alguns casos.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem em Habitat ou câmara hiperbáricaA água é deslocada de uma grande câmara, por meio da injeção de um gásem seu interior.A área de solda é completamente isolada da água, mas se encontra napressão do local correspondente a altura da coluna de água.Os soldadores não utilizam trajes de mergulho nesta câmara e existeespaço suficiente para a realização dos preparativos para a soldagem eposicionamento de equipamentos.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem em câmaraA soldagem é realizada em uma câmara, a pressão de 1 atm, que é montadaao redor do local onde devem ser realizados os trabalhos. Nestas condições asoldagem praticamente não é afetada pelas propriedades da água ou pelosefeitos da profundidade.

UFMG
LRSS
Sold
agem
Suba
quát
ica
SOLDAGEM MOLHADA
Como o próprio nome diz é asoldagem feita debaixo d’água. Asdificuldades geradas pelo ambienteaquoso tem sido verificadas desde oinício do século passado.soldas de menor qualidade -Geralmente Classe B ou C
Além da própria dificuldade operacionaldo processo, as soldas subaquáticasMOLHADAS sofrem um efeito do rápidoresfriamento devido à água que circundao ambiente, causando uma maiorsusceptibilidade a trincas por hidrogênioe reduzindo drasticamente o limite deresistência e a dutilidade, comparando-se com soldas feitas na superfície.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Desde muito tempo, a soldagem subaquática MOLHADA, e mesmo a SECA,tem sido evitada, exceto em situações especialmente favoráveis, ou emreparos temporários;
Recentemente, a soldagem subaquática MOLHADA é utilizada apenas paratrabalhos de reparos temporários e em ambientes desfavoráveis;
Em breve porém, não será possível pré-fabricar na superfície todas asestruturas necessárias, devido ao crescente aumento e complexidade doscomponentes subaquáticos;
Devido a este fato, o interesse na soldagem subaquática e as pesquisas nestecampo vêm crescendo em todo o mundo.

UFMG
LRSS
Sold
agem
Suba
quát
ica
PROCESSOS DE SOLDAGEM MOLHADA
SOLDAGEM MOLHADA COM ELETRODOS REVESTIDOSLargamente aplicada em águas rasas. Ainda em estágio de desenvolvimento buscando atingir qualidadeestrutural.SOLDAGEM MOLHADA COM ARAME TUBULARAinda em estágio de desenvolvimento buscando atingir qualidade estrutural. Poucas aplicações de campo sãoconhecidas, todas em águas rasas.PROCESSO MIG/MAGTestado apenas em laboratório. Nenhuma aplicação de campo é conhecida em virtude da pouca estabilidadedo processo.SOLDAGEM COM CORTINA GASOSAUtiliza os processos MIG/MAG ou arame tubular. Embora seja possível obter qualidade estrutural, não sãoconhecidas aplicações de campo por dificuldades operacionais. A maior limitação é a pouca visibilidadedecorrente da intensa evolução de bolhas do gás de proteção.SOLDAGEM POR ATRITOEmpregado na soldagem de estojos em estruturas para fixação de diversos dispositivos temporários oupermanentes. Existem equipamentos e consumíveis comercialmente disponíveis. O processo é pouco sensívelao aumento da pressão e passível de automação. É, portanto, muito promissor.SOLDAGEM POR EXPLOSÃOO processo é pouco sensível ao aumento da pressão. Embora não seja aplicado no campo, apresenta potencialpara reparo em águas profundas considerando a possibilidade de automação.SOLDAGEM ALUMINOTÉRMICATestado para soldagem de contato elétrico de anodos com bons resultados. Não tem sido empregado nocampo.

UFMG
LRSS
Sold
agem
Suba
quát
ica
SOLDAGEM MOLHADA COM ELETRODOS REVESTIDOS

UFMG
LRSS
Sold
agem
Suba
quát
ica
SOLDAGEM MOLHADA COM ARAME TUBULAR

UFMG
LRSS
Sold
agem
Suba
quát
ica
POSIÇÕES
DE
SOLDAGEM

UFMG
LRSS
Sold
agem
Suba
quát
ica
Nas flutuantesA maioria dos danos ocorrem aprofundidades de apenas 20m;As plataformas flutuantes são classificadascomo “navios”;Devido a condição, as soldas serão quaseiguais as soldas da construção do navio;Docagem é muito cara!!
Por que soldagem subaquática molhada é interessante para o Brasil?
81 plataformas fixas.14 unidades semi-submersíveis flutuantes.44 unidades flutuantes (FPSO’s – Floating, Prodution, Storage and Offloading).
Plataformas na costa Brasileira – Maio de 2018
- IBP
Fixas Flutuantes

UFMG
LRSS
Sold
agem
Suba
quát
ica
Dificuldades operacionais
O processo de soldagem requer uma boa visibilidade e um tempoconsiderável. Ambos requerimentos são difíceis em ambientessubaquáticos;
A falta de visibilidade causa problemas, não apenas durante asoldagem propriamente dita, atrapalhando o bomposicionamento e controle do cordão de solda, mas também geraum grande obstáculo para o mergulhador posicionar e manipularo equipamento;
Esta desorientação faz de cada movimento um movimento lentoe complicado;
Estas péssimas condições requerem procedimentos de segurançamais elaborados e, consequentemente, mais demorados.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Devido à série de demandas impostas ao mergulhador em relação aoprocedimento de descompressão, o tempo em que ele permanece no fundo élimitado e muito caro;
Novas técnicas de mergulho estão sendo utilizadas mais regularmente emconjunto com operações de soldagem subaquática. Problemas de suporte àsobrevivência do mergulhador estão sendo resolvidos através de misturaspara respiração mais sofisticadas, equipamentos, procedimentos operacionaise equipamentos de monitoramento;
A soldagem da junta propriamente dita se torna apenas uma pequena partede uma operação bem sucedida de soldagem subaquática;
Nenhum eletrodo revestido tinha sido, até pouco tempo, especialmentedesenvolvido para a soldagem subaquática. Os eletrodos em uso foramselecionados dentre aqueles que são utilizados fora d’água e adaptados paraas aplicações debaixo d’água. O tipo de eletrodo mais utilizado na soldagemsubaquática é o rutílico (Exx13) e o material mais utilizado para fazer aproteção a prova d’água é o verniz tipo vinílico ou a parafina.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Em operação, o revestimento queima mais devagar do que a alma parapropiciar um comprimento de arco adequado, simplificando a operação desoldagem. Nestas condições, o arco opera na cavidade, parcialmente protegidoda água que circunda o ambiente – soldagem por arraste.
Por causa da pequena visibilidade, frequentemente observada na soldagemsubaquática, é mais desejável que se solde com uma guia para o eletrodo.Por esta razão, juntas em T e sobrepostas são as preferidas. Juntas de toposão muito difíceis de soldar manualmente com eletrodo revestido em geral.
Juntas mais utilizadas em soldagem subaquática molhada:

UFMG
LRSS
Sold
agem
Suba
quát
ica
Fontes de soldagem de pelo menos 300A DC;
Cabo de soldagem extra-flexível com o tamanho mínimo de 2/0 e cabos terra;
Interruptor de duplo pólo;
Porta-eletrodo totalmente isolado;
Roupa de mergulhador equipada com comunicadores;
Proteção para olhos;
Luvas de borracha;
Escova, Picadeira e Lixadeira.
Equipamento para a soldagem subaquática com eletrodo revestido:

UFMG
LRSS
Sold
agem
Suba
quát
ica
a) A pressão hiperbárica acentua a instabilidade do arco pela constrição do arco e aumento na densidade de energia;
b) A possibilidade do sopro magnético é aumentada;
c) A dissociação da água promove a absorção de hidrogênio pelo metal de solda;
d) O ambiente, ou seja, o grande volume de água ao redor da região de solda promove uma elevada taxa de resfriamento no material.
e) O aumento na pressão provoca perda de manganês e silício e um aumento nas quantidades de carbono e oxigênio no metal de solda de aço.
VARIÁVEIS ESSENCIAIS

UFMG
LRSS
Sold
agem
Suba
quát
ica
Alta taxa de resfriamento
Alta dureza da ZTA
Trinca na ZTA
Poros
Mn e Si (inclusões)
H no metalH2O
O no metal
H2O
C no metal CO
Redução da Tenacidade e Resistência
Falta de Fusão Apr. de escóriaInstabilidade do Arco
EFEITOS DA ÁGUA NA QUALIDADE DAS JUNTASSUBAQUATICAS MOLHADAS

UFMG
LRSS
Sold
agem
Suba
quát
ica
PRINCIPAL PROBLEMA - POROS
O gás contido nos poros é constituído principalmente de hidrogênio, seguido de vapor de água, CO2 e O2.

UFMG
LRSS
Sold
agem
Suba
quát
ica
A porosidade no metal de solda aumenta com o aumento da profundidade de soldagem

UFMG
LRSS
Sold
agem
Suba
quát
ica
INFLUÊNCIA DA POROSIDADE NA RESISTÊNCIA AO IMPACTO
o aumento da quantidade de poros reduz a resistência ao impacto do metal de solda
0 3 6 9 120
10
20
30
40
50
Ener
gia
Abso
rvid
a C
harp
y-V
a 0
°C (J
)
Porosidade no Corpo-de-Prova (% vol.)

UFMG
LRSS
Sold
agem
Suba
quát
ica
ABSORÇÃO DE GASES - AUMENTO DO TEOR DE OXIGÊNIOE PERDA DE ELEMENTOS DE LIGA DESOXIDANTES
(Ibarra, Grubbs e Olson, 1987)

UFMG
LRSS
Sold
agem
Suba
quát
ica
Absorção de Gases
Aumento do Teor de Oxigênio
e Formação de inclusões
Óxidos de Al, Si, Mn, Fe, Ti

UFMG
LRSS
Sold
agem
Suba
quát
ica
OUTRO PROBLEMA: FISSURAÇÃO INDUZIDA POR HIDROGÊNIO

UFMG
LRSS
Sold
agem
Suba
quát
ica
TEOR DE HIDROGÊNIO EM SOLDAS MOLHADAS
• O teor de hidrogênio das soldas molhadas varia com o tipo de revestimento do eletrodo;
• Eletrodos oxidantes depositam soldas com o mais baixo teor de hidrogênio difusível.
(Gooch, 1983)
Eletrodos rutílicos – melhores em aspectos operacionais: remoção de
escória, aspecto do cordão, estabilidade do arco – São os comerciais

UFMG
LRSS
Sold
agem
Suba
quát
ica
0 1 2 3 4 5
15
20
25
30
35
40
45
Ener
gia A
bsor
vida
@ 0o C
(J)
Teor de Níquel no Metal de Solda (Peso)
Baixo Teor de Hidrogênio,
Propriedades Mecânicas,
Porosidade, Operabilidade.
Adição de Ni ao Revestimento.
[O]=2200 ppm
(Pope e Liu, 1995)
(Medeiros e Liu 1998)
Eletrodo oxidante – pesquisa de brasileiros

UFMG
LRSS
Sold
agem
Suba
quát
ica
Em geral, a tensão necessária na soldagem subaquática é maior do que na soldagem na superfície. Isto é devido aos seguintes fatos:
Por outro lado para manter o mesmo aporte de calor durante a soldagem a tensão deve aumentar.
• Devido ao rápido resfriamento, uma maior quantidade de calor se dissipa para a água e um maior aporte de calor é necessário. Com isso, uma tensão maior é necessária.
• O alto hidrogênio presente na região do arco aumenta a resistência elétrica da região o que ocasiona uma maior tensão.
• Com o aumento da profundidade (pressão),o diâmetro da coluna do arco diminui ecomo mais corrente estará disponível(densidade de corrente aumenta), a tensãotende a diminuir.
EFEITOS DA ÁGUA NAS VARIÁVEIS OPERACIONAIS

UFMG
LRSS
Sold
agem
Suba
quát
ica
A densidade de corrente nas soldas subaquáticas chega a ser de 5 a 10 vezes maior do que as densidades de corrente das soldas feitas na superfície.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Vaso para soldagem subaquática molhada. Resiste à pressões internas
equivalentes à 200 metros de profundidade
SOLDAGEM SUBAQUÁTICA ÚMIDA – LRSS – UFMG - 1996Aquário para soldagem subaquática molhada.
Vista dentro do tanque

UFMG
LRSS
Sold
agem
Suba
quát
ica
Dispositivos para soldagem porgravidade – Soldagem porarraste
PLANO
VERTICAL DESCENDENTE
SOBRE CABEÇA
ABERTURA DO ARCO
Boia

UFMG
LRSS
Sold
agem
Suba
quát
ica
Alguns resultados
Foi estudado a combinação de 3 eletrodos (E7018 (básico),
E6013 (rutílico) e E7024 (rutílico com pó de ferro)), 3 aços (A36, A572 e API 5L –
X50) e 3 profundidades (50, 100 e 150m).
PRIMEIRO PROJETO

UFMG
LRSS
Sold
agem
Suba
quát
ica
E6013 - 50 metros
E6013 - 100 metros
50m
100m
E6013 E7018 E7024
290A
290A
CORDÕES SOBRE CHAPA

UFMG
LRSS
Sold
agem
Suba
quát
ica
E6013 - 50 metros
E6013 - 100 metros
SOLDAGEM EM CHANFRO

UFMG
LRSS
Sold
agem
Suba
quát
ica
Porosidade
Geometria do Cordão
Localização dos Poros
Micro/Macrografias
DESENVOLVIMENTO DE METODOLOGIAS

UFMG
LRSS
Sold
agem
Suba
quát
ica
Eletrodo E6013 a 50 metros, Aço A-36
Amostra APorosidade
2,9% Amostra BPorosidade
1,1% Amostra CPorosidade
0,3%
UM DOS ESTUDOS

UFMG
LRSS
Sold
agem
Suba
quát
ica
Amostra APorosidade
11,3% Amostra BPorosidade
4,4% Amostra CPorosidade
2,1%
Eletrodo E7024 a 50 metros, Aço A-572

UFMG
LRSS
Sold
agem
Suba
quát
ica
A-36 50 m
05
1015202530
A B CAmostra
Poro
sida
de (%
)E6013(+)E6013(+)E6013(-)E7018(+)E7018(+)E7018(-)E7024(+)E7024(+)E7024(-)
A-36 100 m
05
10152025303540
A B CAmostra
Poro
sida
de (%
)E6013(+)E6013(+)E6013(-)E7018(+)E7018(+)E7018(-)E7024(+)E7024(+)E7024(-)

UFMG
LRSS
Sold
agem
Suba
quát
ica
E6013agua260(+)
0
10
20
30
40
50
60
70
80
20 30 40 50 60 70 80Tempo (s)
Tem
pera
tura
(ºC
)
ASSOCIOU-SE ESTA DIMINUIÇÃO DE POROSIDADE NO FINAL DO CORDÃOAO AQUECIMENTO DO ELETRODO

UFMG
LRSS
Sold
agem
Suba
quát
ica
PROJETO CSMjaneiro 2007 a dezembro 2018
• Aumentar o conhecimento sobre os fenômenos dasoldagem subaquática molhada;
• Desenvolver um eletrodo com o mais baixo teor dehidrogênio difusível possível (eletrodo oxidante) mantendoa operacionabilidade aceitável (eletrodo rutílico);
• Avaliar técnicas que permitam qualificar o procedimentodentro da qualificação CLASSE A (qualidade estrutural).
Objetivos
Desenvolvimento de um eletrodo oxi-rutilico

UFMG
LRSS
Sold
agem
Suba
quát
ica
• FASE 1 - Avaliação de 5 eletrodos comerciais (4 rutílicos e 1 oxidante) para soldagem molhada em pequena lâmina d’água (0,5m);
• FASE 2 - Fabricação e avaliação de corridas de eletrodos experimentais do tipo oxi-rutílico;
• FASE 3 - Fabricação e avaliação de novas corridas (F1 a F4) de eletrodos experimentais a partir dos melhores Resultados da fase 2 -TESTE DE CAMPO (MAR);
• FASE 4 – Soldagem de juntas a 10m e 20m com eletrodos comerciais e experimentais selecionados – EM LABORATÓRIO E EM CAMPO (MAR);
FASES

UFMG
LRSS
Sold
agem
Suba
quát
ica
Fase 1 – Avaliação dos Eletrodos comerciaisNautica (N) (USA) – R$ 70,00 / kg - rutílico
Hydroweld (W) (USA) – R$ 195,10 / kg - rutílico
Broco - Soft touch (S) (USA) – R$ 145,70 / kg - rutílico
Broco – Easy touch (T) (USA) – R$ 121,40 /kg - rutílico
OK 4140 – ESAB (A) (Brasileiro) - -------------- - oxidante
Corte longitudinal. Mag 50X
Todos os eletrodos rutilicos comerciais se comportaram bem durante a soldagem.
Problemas detectados: baixa dutilidade com baixa elongação e alto teor de hidrogênio o que
leva a trincas de hidrogênio.O eletrodo oxidante era muito
ruim!
Trincas

UFMG
LRSS
Sold
agem
Suba
quát
ica
E2 – 18,8
E3 – 30,8
E1 – 27,8
E4 – 21,63
E5 – 17,51
E6 – 35,08
E7 – 13,43
E8 – 19,03
A1 – 20,43
SiO2 em peso
TiO2
27,818,8
30,8
17,5
21,6
35,0
13,4
19,3
20,423
17
18
13
19
17
22
22
Medeiros Fe2O3 – SiO2 – CaCO3
31
39
28
31
30 4
8
26
37
41
472
3
27
92
44
40
42
Pope Fe2O3 – SiO2 – TiO2
SiO2Fe2O3
Fase 2 - Formulações

UFMG
LRSS
Sold
agem
Suba
quát
ica
Fabricação e avaliação de novas corridas de eletrodosexperimentais e testes de campo.
Fase 3 - Formulações
FASE 4 – Soldagem de juntas a 10m e 20m
Eletrodos comerciais: W, S e AEletrodos experimentais: F2 e F4

UFMG
LRSS
Sold
agem
Suba
quát
ica
Soldagem no campo
Na cidade de CAMPOS no SENAI
No PIER no porto de SALVADOR

UFMG
LRSS
Sold
agem
Suba
quát
ica
TESTES REALIZADOS
• Determinação do teor de hidrogênio difusível;
• Análise macrográfica e caracterização microestrutural por microscopia ótica;
• Determinação da composição química do metal de solda (com exceção dooxigênio) por espectrometria de emissão ótica;
• Determinação do teor de oxigênio do metal de solda com equipamentoLECO;
• Quantificação e análise química das inclusões por microscopia eletrônica devarredura;
• Medição de dureza Vickers com carga de 1kg e 5kg;
• Ensaios de tração transversal e de tração do metal de solda;
• Ensaios Charpy V a 0ºC
• Avaliação da soldabilidade operatória por indicadores de aspecto, degeometria de cordão e de estabilidade do arco elétrico.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Hidrogênio difusível - Todos os eletrodos
Hidrogênio difusível (profundidade = 0,5m)
0
20
40
60
80
100
120
W1 N1 T1 S1 A1 E1 E2 E3 E4 E5 E6 E7 E8
Eletrodo
Hdif
(ml/1
00g)
Comerciais rutílicos
Comercial oxidante
Experimentais Oxi-rutílicos

UFMG
LRSS
Sold
agem
Suba
quát
ica
Comparação entre macrografias de múltiplos passes de soldas depositados com 2 eletrodos comerciais e 1 experimental em duas profundidades.
ESAB - Wetweld 70

UFMG
LRSS
Sold
agem
Suba
quát
ica

UFMG
LRSS
Sold
agem
Suba
quát
ica
AS PESQUISAS CONTINUAM NO LRSS – UFMGDESENVOLVIMENTO DO ARAME TUBULAR

UFMG
LRSS
Sold
agem
Suba
quát
ica
Desenvolvimento da tocha para soldagem
A tocha desenvolvida possui
um sistema de vedação na saída do
arameque impede a
entrada de água na região do bico de
contato.
Sem o sistema
de vedação
Com osistema
de vedação

UFMG
LRSS
Sold
agem
Suba
quát
ica
Desenvolvimento de estudo de Fadiga subaquática
Flexo rotação para poder usar no tanque.

UFMG
LRSS
Sold
agem
Suba
quát
ica
Os resultadosmostraram que a vida a fadigadiminui com a
pressão da água.
Pressurizados – 5 atm
Refrigerados
Lamina d´água

UFMG
LRSS
Sold
agem
Suba
quát
ica
CP normalizado
Fadiga subaquatica com corpo de prova de CTOD
Trinca

UFMG
LRSS
Sold
agem
Suba
quát
ica
Nestes últimos 21 anos foram desenvolvidos no LRSS – UFMGna área de soldagem subaquática
3 produtos (eletrodo WETWELD70, massa para abrir arco e dispositivo desoldagem)
10 dissertações (Marcelo Teodoro Assunção(2018), Andrés Mauricio MorenoUribe (2018), Marcelo Teodoro Assunção (2017), Aline Gonçalvez deSouza(2016), Luis Edmundo Ramírez Luna (2013), Ariel Rodriguez Arias (2012),Weslley Carlos Dias da Silva (2012), Frederico Oliveira Rosa (2012), LucianoGeraldo Damasceno Andrade (2010), Ezequiel Caires Pereira Pessoa (2003))
5 teses (Ariel Rodrigues Arias (2017), Claudio Turani (2009), Carlos AlbertoCarvalho Castro (2007), Ezequiel Caires Pereira Pessoa (2007)e Roberto DiLorenzo (2005))
~20 trabalhos de graduação
~100 publicações (nacionais e internacionais)


![A sociedade subaquática do Boto-Cinza · 1 0 [Entrevista] sobre o comportamento de cetáceos. 12 O som na vida dos cetáceos. 14 A sociedade subaquática do Boto-Cinza. 19 Golfinhos-rotadores:](https://static.fdocumentos.com/doc/165x107/5f54d08725c3e16a50094f8f/a-sociedade-subaqutica-do-boto-cinza-1-0-entrevista-sobre-o-comportamento-de.jpg)