TÉCNICO EM SEGURANÇA DO TRABALHO - Notícias · conjunto de princípios, normas e funções. Este...
57
COLÉGIO ESTADUAL POLIVALENTE – EFMP LONDRINA-PR ADMINISTRAÇÃO GERAL TÉCNICO EM SEGURANÇA DO TRABALHO Aluno: _____________________________________________ Nº ______ Turma: _______ Professor Antonio C. Camargo Londrina-PR, 2010
Transcript of TÉCNICO EM SEGURANÇA DO TRABALHO - Notícias · conjunto de princípios, normas e funções. Este...
COLÉGIO ESTADUAL POLIVALENTE – EFMP LONDRINA-PR
ADMINISTRAÇÃO GERAL TÉCNICO EM SEGURANÇA DO TRABALHO
Aluno: _____________________________________________ Nº ______ Turma: _______
Professor Antonio C. Camargo
Londrina-PR, 2010
2
A IMPORTÂNCIA DA ADMINISTRAÇÃO A ADMINISTRAÇÃO é responsável pelo sucesso ou fracasso de um negócio. Sua
necessidade surge em qualquer lugar, principalmente onde haja um grupo de indivíduos com objetivos claros e definidos e que pretenda obter certeza de que os problemas que poderão surgir serão minimizados ou até mesmo evitados. Inclusive em uma sala de aulas, onde o curso que pretendemos concluir seja o Técnico em Segurança do Trabalho.
Estudaremos aquilo que é básico da administração e da arte de administrar, para que compreendamos o que envolve as decisões dos administradores e principalmente para que também na Segurança do Trabalho possamos optar e decidir pelo caminho mais acertado e que represente o melhor resultado para cada ação e encontro de soluções.
DEFINIÇÕES DE ADMINISTRAÇÃO, ADMINISTRAR E PRINCÍPIOS ADMINISTRATIVOS
Normalmente, cada autor aborda a administração sob um aspecto, não permitindo a formação de uma filosofia única. Historicamente a administração científica é definida como sendo aquela que utiliza métodos da ciência para tomar decisões e estabelecer um curso (caminho) de ação.
Sabendo que na civilização em que vivemos o esforço cooperativo do homem constitui a base fundamental da sociedade, para a pergunta “o que é administrar?”, com certeza, já temos uma resposta. Mas ainda é necessário recorrermos a alguns autores que com suas fundamentações teóricas, certamente, iremos acrescentar outras referências e constatar que o assunto sempre requer um aprofundamento. Fazemos isso em vista de que em uma época de complexidades, transformações, mudanças e incertezas como as atuais, administrar é uma das mais importantes atividades humanas e por vezes complexa. É a tarefa que todos os envolvidos na organização empresarial, seja de que natureza for, devem minimamente estar esclarecidos. Segundo alguns autores, a tarefa de Administrar é: “O trabalho envolvendo a combinação e direção da utilização dos recursos necessários para atingir objetivos específicos” (David Hamptom, 1983). “Um conjunto de quatro processos básicos: planejamento, organização, liderança e controle, o que pressupõe um conjunto de papéis: interpessoal (representante, líder, elo de ligação), informacional (monitor, disseminador, interlocutor) e decisorial (empreendedor, conciliador, alocador, negociador)” (Henry Mintzberg, 1973, citado por David Hampton, 1983). “Um processo pelo qual o administrador cria, dirige, mantém, opera e controla uma organização” (Eunice Kwasnicka, 1995). “O processo que tem como finalidade garantir a eficiência (processos adequados) e a eficácia (produtos, resultados esperados) de um sistema” (Antônio César Maximiliano, 1985). “Interpretar os objetivos propostos pela organização e transforma-los em ação organizacional por meio do planejamento, organização, direção e controle de todos os esforços realizados em todas as áreas e em todos os níveis da organização, a fim de alcançar tais objetivos de maneira eficiente e eficaz” (Idalberto Chiavenato, 2001). Assim, a administração é um sistema estruturado e intuitivo que consolida um conjunto de princípios, normas e funções. Este tem o objetivo de alavancar harmoniosamente o processo de planejamento de situações futuras desejadas e seu posterior controle de eficiência e produtividade, bem como a organização e direção dos recursos empresariais para os resultados esperados, com a minimização de conflitos interpessoais.
A tarefa da administração é a de conseguir fazer as coisas por meio das pessoas e dos recursos disponíveis de maneira eficaz e eficiente. As principais funções de um administrador em uma organização são:
3
Planejamento: identificar quais são os objetivos da organização, quais são os meios disponíveis para atingi-los e qual a melhor forma de utilizá-los. Organização: consiste em implementar o plano estratégico, alocando os recursos disponíveis de forma otimizada. Direção ou Liderança: trata-se da manutenção das rotinas operacionais e do estimulo a iniciativas inovadoras, garantindo um alto grau de motivação e uma permanente troca entre o cumprimento dos objetivos da organização e os dos indivíduos que nela trabalham. Avaliação e Controle: identificar problemas internos à empresa e inerentes ao seu ambiente externo, buscando ajustar as variáveis controladas. O resultado desta avaliação servirá de base para a retomada do processo de planejamento, em um ciclo contínuo. Os princípios estabelecidos para a administração, no início do século XX, previam uma administração rígida, onde o chefe ou o proprietário, no caso de pequena empresa, eram os donos absolutos das decisões, a autoridade vinha de cima para baixo e as suas atividades principais eram mandar fazer as tarefas e controlá-las com muito rigor. O objetivo principal da organização era produzir mais e com maior eficiência para que o lucro fosse maior. Com o passar dos anos, introduziram-se novas variáveis no processo administrativo, e houve necessidade de estabelecer novas premissas. Hoje podemos considerar que a administração é feita de maneira mais flexível, e considera-se a empresa como uma união de esforços em torno de uma série de metas e objetivos. Alguns dos princípios modernos da administração traduzem as seguintes filosofias: - todos os membros da organização participam da sua administração, uma vez que estão relacionados pelo menos com uma atividade; - com a divisão do trabalho, dividem-se também a autoridade e a responsabilidade de cada um. O poder é conquistado na base da competência, da realização e da interação, e não imposto; - a valorização do pessoal é feita sem discriminação, uma vez que uma organização tem necessidade tanto de pessoal técnico como de administrativo; - a implementação e a execução da política estão inseparavelmente interligadas e exigem a interação entre grande variedade de membros da organização em todos os níveis; - considerando que todas as organizações enfrentam problemas imprevistos, elas devem estar preparadas para solucionar esses problemas de forma criativa, com condições de fazer novas combinações de recursos; - não existem regras administrativas que posam ser aplicadas automaticamente a todos os problemas. Assim como as situações mudam os princípios da administração precisam mudar também para poder enfrentar as novas condições; - uma organização nuca está fundamentada em apenas um objetivo, mas sim em um grupo de objetivos que são às vezes gerados em cadeia. Por exemplo, produzir com eficiência gera a obtenção de maior rentabilidade, que por sua vez está ligada à manutenção dos custos baixos; - não é somente o homem de topo que está interagindo com o ambiente externo e sofrendo pressões do meio. Em uma organização existe um grande número de pessoas de todos os níveis hierárquicos capazes de interagir com qualquer um dos segmentos do ambiente externo; - uma organização é parte integrante de um sistema maior e depende de intercâmbio mantido com esse sistema, ou seja, ela não é auto-suficiente para se manter. Cabe ressaltar que não é possível definir uma teoria válida universalmente. Em toda a literatura da ciência administrativa o que podemos encontrar é uma segmentação da teoria enfatizando administração pública, administração de hospitais, de universidades etc. Parece haver um consenso razoável sobre a necessidade de administrar governos, exércitos,
4
empresas, prisões, sistemas de ensinos, igrejas e fundações filantrópicas, porém não podemos dizer que para administrarmos essa gama de organizações heterogêneas e complexas podemos usar os mesmos princípios e normas administrativas. É difícil dizer onde a teoria é teoria ou filosofia, porém as idéias colocadas acima têm a pretensão de ser genéricas, cabendo ao administrador a tarefa de adaptá-las às condições adequadas às suas necessidades.
HISTÓRICO DA ADMINISTRAÇÃO, SURGIMENTO DAS PRIMEIRAS EMPRESAS,
PRECURSORES DA ADMINISTRAÇÃO CIENTÍFICA E ORGANIZAÇÃO DAS MODERNAS EMPRESAS.
Onde se inicia a história da administração é puramente uma questão de escolha. Podemos, por exemplo, começar pela Antigüidade, Idade Média ou Renascimento. Alguns preferem iniciar pela Revolução Industrial.
A Antigüidade caracteriza-se por ter sido uma época particularmente produtiva para as ciências. Seus pensadores e filósofos criaram e desenvolveram muitas áreas do conhecimento humano, com tal profundidade que até hoje se fazem sentir os efeitos de seus trabalhos, porém, em relação à administração nunca foram encontradas obras que comprovem seu desenvolvimento na Antigüidade. Na verdade a administração constitui o resultado histórico e integrado da contribuição cumulativa de numerosos precursores, filósofos, físicos, economistas, estadistas e empresários que, no decorrer dos tempos, foram cada qual em sua área de atividades, desenvolvendo e divulgando suas obras e teorias. Por isso, a moderna ADMINISTRAÇÃO utiliza conceitos e princípios empregados nas Ciências Matemáticas, Ciências Humanas (como a Psicologia, Sociologia, Biologia, Educação...), e também no Direito, Engenharia etc.
A história mostra que a maioria dos empreendimentos militares, sociais, políticos, econômicos e religiosos teve uma estrutura orgânica piramidal que retrata uma estrutura hierárquica, concentrando no vértice as funções de poder e decisão. A teoria da estrutura hierárquica não é nova: Platão, Aristóteles e Hamurabi já tratavam dela. A bíblia relata os conselhos de Jetro, sogro de Moisés e sacerdote de Midiã, que, notando as dificuldades do genro em atender ao povo e julgar suas lides, após aguardar o líder durante o dia inteiro em uma fila, à espera de suas decisões para cada caso, disse a Moisés: “Representa o povo perante Deus. Leva a Deus as suas causas, ensina-lhes os estatutos e as leis, e faze-lhes saber o caminho em que devem andar e a obra que devem fazer. Procura dentre o povo homens capazes, tementes a Deus, homens de verdade, aos quais aborreça a avareza. Põe-nos sobre elas, por chefes de 1.000, chefes de 100, chefes de 50 e chefes de 10, para que julguem este povo em todo tempo. Se isso fizeres, e assim Deus te mandar, poderás então suportar e, assim, também, todo esse povo tornará em paz ao seu lugar”.
Referências pré-históricas acerca das magníficas construções erigidas, e as da Antigüidade no Egito, na Mesopotâmia e na Assíria, testemunham a existência, em épocas remotas, de dirigentes capazes de planejar e guiar os esforços de milhares de trabalhadores em monumentais obras que perduram até nossos dias. Os papiros egípcios atribuídos à época de 1.300 a.C. já indicam a importância da organização e administração da burocracia pública no antigo Egito. Podemos pensar a administração, também, na Antigüidade além da construção de uma pirâmide, a estrutura de uma cidade como Atenas e a administração de um império tão vasto como o Império romano. Estes feitos certamente revelam conhecimentos de administração. O fato é que neste período predominava um forte preconceito em relação ao trabalho, a tal ponto que era considerado uma atividade desprezível, haja vista a escravidão que era legalizada, oferecendo solução fácil aos problemas práticos e, ao mesmo tempo, criando uma inevitável correlação entre o trabalho e o escravo.
5
Os antigos acreditavam que havia dois campos opostos e possíveis de atuação: o intelectual, cabível aos cidadãos, e o material, cabível aos escravos. A aplicação das ciências em problemas práticos era condenada.
Na Idade Média, embora ela tenha sido bem mais rica e eficiente o domínio da técnica que na Antigüidade, as condições ainda não permitiram o desenvolvimento de uma abordagem racional ao trabalho, nem grandes alterações nas aplicações práticas das ciências, permanecendo ainda os preconceitos, onde os nobres, por exemplo, se orgulhavam de não trabalhar. A crença religiosa e o misticismo assumiram grande importância social, a ponto de, na época, ter sido pensamento generalizado que todas as coisas eram dirigidas e controladas por Deus e que somente a Ele caberia mudá-las e isso interferia no trabalho.
Com o Renascimento a estrutura social da Idade Média, baseada no misticismo e na tradição, dá lugar a uma nova ordem social calcada na objetividade e na racionalidade, iniciando-se uma transformação de tratamento ao trabalho que culminará séculos depois com Taylor e Fayol. Leonardo da Vinci (1452-1519), por exemplo, revela-se um adepto das aplicações práticas da ciência e condena as ciências que não nasçam da experiência ou que não permitam aplicações práticas.
Feitos os destaques anteriores, podemos concluir que somente com as revoluções ocorridas na indústria é que se inicia a sistematização e aprofundamento de estudos da administração como ciência. Colocamos revoluções no singular por considerarmos que o mundo vive atualmente uma nova era industrial. Esta pode ser chamada de uma revolução, nossa terceira Revolução Industrial. A Revolução Industrial se constitui numa profunda transformação na cultura material do Ocidente e, usualmente consideramos que a primeira Revolução Industrial iniciou-se por volta de 1700, com uma Revolução Agrícola onde a aplicação das máquinas-ferramentas, possibilitou a criação de fábricas e um movimento das pessoas migrarem do campo para as indústrias na cidade, buscando melhores oportunidades. Isso se deu principalmente na Inglaterra o país que mais tinha condições para efetuar grandes mudanças, pois havia abundância de mão-de-obra, de capitais, de meios de transporte e de novas tecnologias: o vapor. A comercialização dos produtos agrícolas através dos transportes marítimos trouxe para os ingleses ao mesmo tempo o desenvolvimento do mercado financeiro inglês e a hegemonia marítima. Mediante essas condições a idéia se espalha pelo mundo, e outros países com características iguais às da Inglaterra, em termos de desenvolvimento e acúmulo de capitais, também as adota. Como conseqüências são provocadas profundas mudanças econômicas, sociais e políticas, entre elas: o crescimento populacional onde durante o século XIX duplica-se a população da Europa; rápida e intensa urbanização; o desenvolvimento industrial se inicia; aperfeiçoam-se os meios de transporte; incrementa-se o comércio interno e o internacional; e há a distribuição das riquezas e do poder entre os países, principalmente da Europa Ocidental.
Não se pode afirmar que a Revolução Industrial tem início numa data fixa, mas foi nos fins do século XVIII que ela tomou grande impulso, realidade que ainda sentimos nos dias atuais, onde apesar do decréscimo do número de pessoas que trabalham diretamente no campo, sua produtividade continua aumentando e agora chegando à indústria, onde também o número de trabalhadores diretos está diminuindo e a questão da produtividade também segue a mesma tendência de aumento. O fato é que, na conjuntura européia, com todo o desenvolvimento e a realidade citada as indústrias se ressentem de melhor administração, pois passam a enfrentar situações jamais ocorridas até então, quais são: crescimento acelerado; utilização de máquinas; emprego de grande número de pessoas; a produção acontecendo em larga escala; atendimento a mercados maiores e mais diferentes e acirramento das disputas por mercados através da concorrência.
6
Cansadas de se adaptarem à nova situação, que se dava na medida do possível por tentativa, erro e acerto, é que para as empresas surgiram as primeiras obras que buscavam a aplicação do método científico no estudo do trabalho. Além disso, tornou-se necessária a especialização e a divisão do trabalho. E foi em 1878 que Frederick Taylor iniciou sua fascinante carreira como pioneiro no desenvolvimento da administração científica.
Dentro do processo histórico da contribuição de Taylor para a ciência administrativa podemos considerar duas fases distintas no seu trabalho. A primeira com a publicação do seu livro Shop Management (Administração da Oficina) em 1903, onde ele preocupou-se com problemas de racionalização do trabalho utilizando para isso as técnicas de Estudos dos Tempos e Movimentos – uma preocupação com a produtividade, o tempo e a remuneração. Os resultados desse primeiro trabalho não foram os esperados, pois o estudo não considerava o elemento humano, tornando-se um processo mecânico e monótono para o trabalhador, sem dar a ele a possibilidade de tornar sua tarefa mais amena e suportável. Nessa fase Taylor introduziu os princípios de: racionalização das tarefas eliminando movimentos inúteis; explorar melhor as aptidões do indivíduo, ou seja, selecioná-lo mais cientificamente de acordo com sua capacidade; distribuição uniforme do trabalho; remuneração móvel, ou seja, segundo o nível de produção de cada indivíduo. A segunda fase de Taylor foi quando ele introduziu a administração científica. Ele observou, por exemplo, que a administração não tinha um claro conceito das responsabilidades que eram aplicadas padrões de desempenho, que as decisões gerenciais eram baseadas em intuição ou experiência passada. Nessa época escreveu o livro The principles of Scientific Management (Os Princípios da Administração Científica). Taylor agora procurou olhar para algumas técnicas tais como: sistema de incentivo, estudo de tempos e métodos e outras que pudessem aumentar a eficiência. Pensando na eficiência ele considerou muito o comportamento do trabalhador e daí seus princípios que são: 1) Os administradores deveriam desenvolver um método científico para cada elemento do trabalho de um homem a fim de substituir as velhas regras, ou seja, planejar o trabalho do operário; 2) Os administradores deveriam selecionar cientificamente, treinando posteriormente os trabalhadores, ou seja, formar a mão-de-obra; 3) Os administradores deveriam cooperar com os trabalhadores para garantir que as tarefas fossem executadas de acordo com os métodos científicos desenvolvidos, ou seja, controlar o trabalho; 4) Deveria haver igual divisão de tarefas e responsabilidades entre administradores e operários. Administradores deveriam executar tarefas para as quais são mais indicados, tais como planejar a execução das tarefas. Na realidade, aqui, Taylor estava introduzindo os quatro processos administrativos que servem de orientação à ciência administrativa até o dia de hoje, que são: Planejamento, Organização, Execução e Controle. A obra e o pensamento de Taylor é que se põe em andamento uma transformação na indústria, aquilo que será chamada de a segunda Revolução Industrial começando no início de 1900 com o advento das linhas de montagem e o conceito de produção em massa de Ford. Nessa época, grandes e caros sistemas de manufatura, chamados de linhas transfer, faziam parte da tendência. Estes sistemas tinham enormes mecanismos automáticos de movimentação de materiais dos quais surgiu o termo automação. O objetivo era desenvolver “ilhas de automação (rígida)”. Este tipo de automação é hoje chamado de fixa em contraste à automação flexível, que envolve equipamentos programáveis. Nos últimos anos, a terceira Revolução Industrial desenvolve-se tão dramaticamente quanto as antecedentes. Esta revolução envolve computadores para controle de processos e do sistema como um todo, incluindo o sistema de informações. A mesma tendência daquilo que aconteceu no campo, na primeira Revolução Industrial, está ocorrendo na indústria, onde um menor número de pessoas estará trabalhando no chão de fábrica (com tarefas rudes), contra um maior número que estará com tarefas complexas; desempregados; ou trabalhando com prestação de serviços ou a fabricação de produtos em empresas fundos de quintais.
7
A empresa moderna, seja qual for, exige maior qualificação, conhecimento e meios mais efetivos de transferência de informações sobre a qualidade e a quantidade de produtos fabricados. O nível básico de conhecimento da mão-de-obra industrial deve ser elevado para aumentar sua produtividade e, em conseqüência, aumentar a lucratividade. Informação tem valor e custo, e a empresa moderna necessita de melhores sistemas de informação e de pessoas capazes de analisar, programar e lidar com estas informações que vem e vão para o chão de fábrica. Uma característica única do conhecimento e da informação é que eles não seguem as leis da conservação de energia. Conhecimento e informação são sinérgicos, cada um promovendo o desenvolvimento do outro. Assim, à medida que os trabalhadores têm melhor grau de educação e informação acerca de como o sistema funciona, este sistema funcionará melhor. Processos e sistemas produtivos tendem a se tornar mais simples à medida que são automatizados. Normalmente, produtos são reprojetados para que possam ser processados ou montados automaticamente. O que estimula esta, última, revolução industrial que nos referimos é a competição gerada pela globalização nos vários produtos e mercados. Os preços tornaram-se mais competitivos e o nível de qualidade subiu. As empresas japonesas, grandes precursoras deste novo movimento, tiveram uma meta e participação econômica fundamental desde a Segunda Guerra Mundial: pleno emprego através da industrialização. Elas procuraram obter o domínio de mercado em áreas específicas e selecionadas, como, por exemplo, a da fabricação de semicondutores. A característica comum na escolha dessas áreas foi o desenvolvimento da tecnologia, e as táticas japonesas foram as seguintes: - Além de se concentraram em produtos que necessitavam de alta tecnologia para atingir qualidade importaram a tecnologia de todo o mundo, ao invés de desenvolverem-na eles mesmos. Por exemplo, toda a indústria de semicondutores japonesa foi montada a partir da compra dos direitos do processo básico de produção de semicondutores da Texas Instruments por US$ 25.000,00; - Desenvolveram um novo e diferente sistema produtivo, que era flexível e que entregava os pedidos nos prazos, ao menor custo possível, e de forma contínua. Educaram suas forças de trabalho e colocaram seus maiores talentos em engenharia de chão de fábrica, não em salas de projetos. Ao invés de desenvolver uma nova ratoeira, eles desenvolveram uma nova forma de produzir ratoeiras de qualidade superior e de custo inferior; - Desenvolveram um sistema que produz artigos de qualidade superior. Acreditam no Controle de Qualidade Total e ensinam isto a qualquer um, do presidente da companhia até cada operador. Eles se transformaram de um país que produzia artigos de má qualidade para uma nação que fornece aos clientes produtos de alta confiabilidade. A implantação destas táticas foi governada por dois conceitos fundamentais, que muitos fabricantes concordam, mas a diferença está na profundidade com que os japoneses as praticam: (1) Acreditam firmemente que a indústria precisa eliminar perdas e, (2) cultivam um grande respeito pelas pessoas. Nestes últimos tempos a globalização acompanhada da formação de blocos econômicos e eminências de crises financeiras é justamente o fator que impulsiona países como o Japão, Taiwan, Coréia Alemanha, EUA, Suécia e o Brasil a reagirem, se posicionarem e se fortalecerem na busca de alternativas para o enfrentamento da nova realidade no que diz respeito à organização industrial e comércio internacional. Quando um país percebe que a única maneira de se desenvolver competitivamente é através do uso da inteligência e comprometimento de suas pessoas está entrando na nova era da economia baseada no conhecimento e não mais nos recursos. A realidade está aí, e não existe uma fórmula padrão de qual rota seguir. As empresas ao redor do mundo, assim como as brasileiras, têm pela frente desafios organizacionais de mudanças a enfrentar, de maneira a se tornarem competidoras. Desafios que não permitem o enfrentamento através da simples utilização de tecnologia e de recursos
8
financeiros, mas sim, da capacidade de organizar as pessoas de maneira a gerenciar oportunidades e resultados. Para alcançar estes desafios, não será possível copiar outros. Cada um tem que encontrar o seu próprio caminho. Passam a ter sucesso organizações dotadas de visão de futuro, de iniciativa na ação e com agilidade em seus processos, ou seja, com capacidade para reagir às mudanças do ambiente externo que a cerca – adaptação rápida e eficiente dos seus produtos, das suas estratégias, da sua cultura e do seu processo gerencial. Mudar, para as organizações, passa a ser adaptar-se, criar condições e comportar-se de acordo com as tendências de mercado. Para isso é, necessário que aprendam e absorvam novas técnicas; que estudem; analisem; aceitem criticamente as mudanças e se adaptem a elas como parte integrante da cultura organizacional.
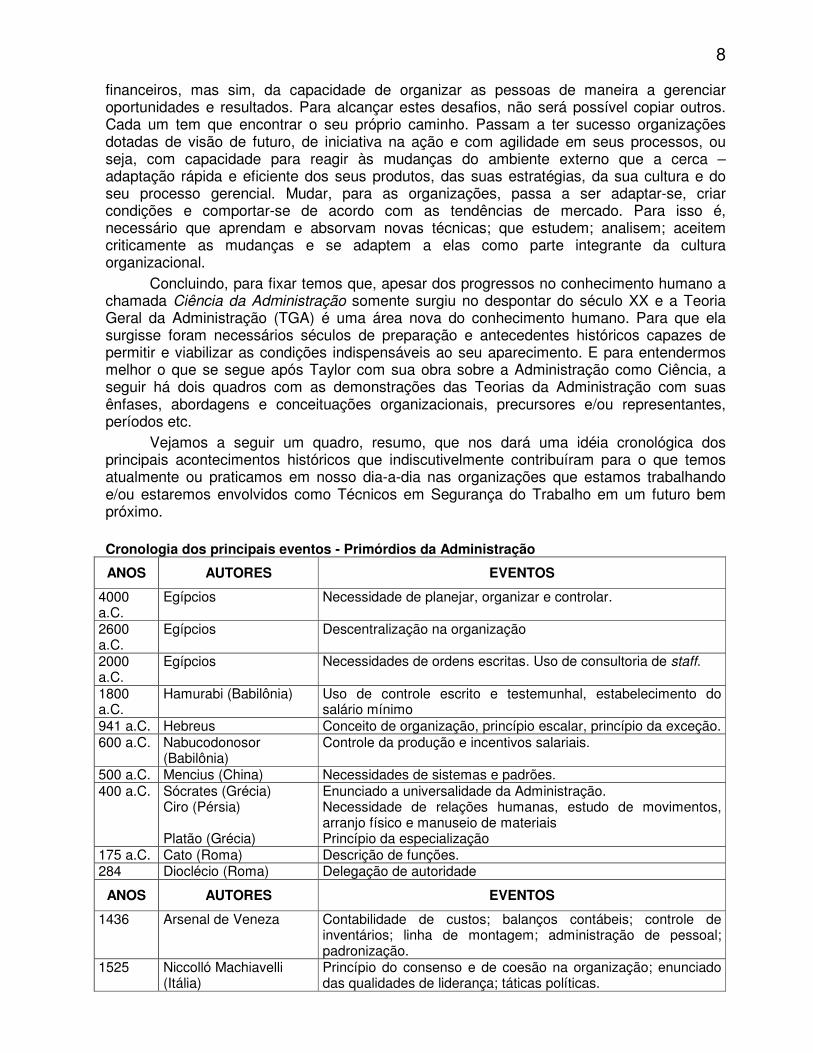
Concluindo, para fixar temos que, apesar dos progressos no conhecimento humano a chamada Ciência da Administração somente surgiu no despontar do século XX e a Teoria Geral da Administração (TGA) é uma área nova do conhecimento humano. Para que ela surgisse foram necessários séculos de preparação e antecedentes históricos capazes de permitir e viabilizar as condições indispensáveis ao seu aparecimento. E para entendermos melhor o que se segue após Taylor com sua obra sobre a Administração como Ciência, a seguir há dois quadros com as demonstrações das Teorias da Administração com suas ênfases, abordagens e conceituações organizacionais, precursores e/ou representantes, períodos etc. Vejamos a seguir um quadro, resumo, que nos dará uma idéia cronológica dos principais acontecimentos históricos que indiscutivelmente contribuíram para o que temos atualmente ou praticamos em nosso dia-a-dia nas organizações que estamos trabalhando e/ou estaremos envolvidos como Técnicos em Segurança do Trabalho em um futuro bem próximo.
Cronologia dos principais eventos - Primórdios da Administração
ANOS AUTORES EVENTOS
4000 a.C.
Egípcios Necessidade de planejar, organizar e controlar.
2600 a.C.
Egípcios Descentralização na organização
2000 a.C.
Egípcios Necessidades de ordens escritas. Uso de consultoria de staff.
1800 a.C.
Hamurabi (Babilônia) Uso de controle escrito e testemunhal, estabelecimento do salário mínimo
941 a.C. Hebreus Conceito de organização, princípio escalar, princípio da exceção. 600 a.C. Nabucodonosor
(Babilônia) Controle da produção e incentivos salariais.
500 a.C. Mencius (China) Necessidades de sistemas e padrões. 400 a.C. Sócrates (Grécia)
Ciro (Pérsia) Platão (Grécia)
Enunciado a universalidade da Administração. Necessidade de relações humanas, estudo de movimentos, arranjo físico e manuseio de materiais Princípio da especialização
175 a.C. Cato (Roma) Descrição de funções. 284 Dioclécio (Roma) Delegação de autoridade
ANOS AUTORES EVENTOS
1436 Arsenal de Veneza Contabilidade de custos; balanços contábeis; controle de inventários; linha de montagem; administração de pessoal; padronização.
1525 Niccolló Machiavelli (Itália)
Princípio do consenso e de coesão na organização; enunciado das qualidades de liderança; táticas políticas.
9
1767 Sir James Stuaart (Inglaterra)
Teoria da fonte de autoridade; impacto da automação; diferenciação entre gerentes e operários; especialização.
1776 Adam Smith (Inglaterra) Princípio de especialização dos operários; conceito de controle 1799 Eli Whitney (EUA) Método científico; contabilidade de custos e controle da
qualidade; amplitude administrativa. 1800 James Watt
Matew Bouton (Inglaterra)
Procedimentos padronizados de operação; especificações; métodos de trabalho; planejamento;, incentivo salarial; tempos padrões; gratificações natalinas; auditoria.
1810 Robert Owen (Inglaterra)
Práticas de pessoal; treinamento dos operários; planos de casas para os operários.
1832 Charles Babbage (Inglaterra)
Ênfase na abordagem cientifica e na especialização; divisão do trabalho; estudo de tempos e movimentos; contabilidade de custos; efeitos das cores na eficiência do operário.
1856 Daniel C. McCallum (EUA)
Uso do organograma para estrutura organizacional; administração sistemática em ferrovias.
1886 Henry Metcalf (EUA) Arte da administração; ciência da Administração. 1900 Frederick W. Taylor
(EUA) Administração científica; cooperação entre operários e gerência; prêmios de produção; princípio de exceção; estudo de tempos e métodos; ênfase no planejamento e controle.
ESCOLAS POR ÊNFASE TEMÁTICA E CRONOLÓGICA
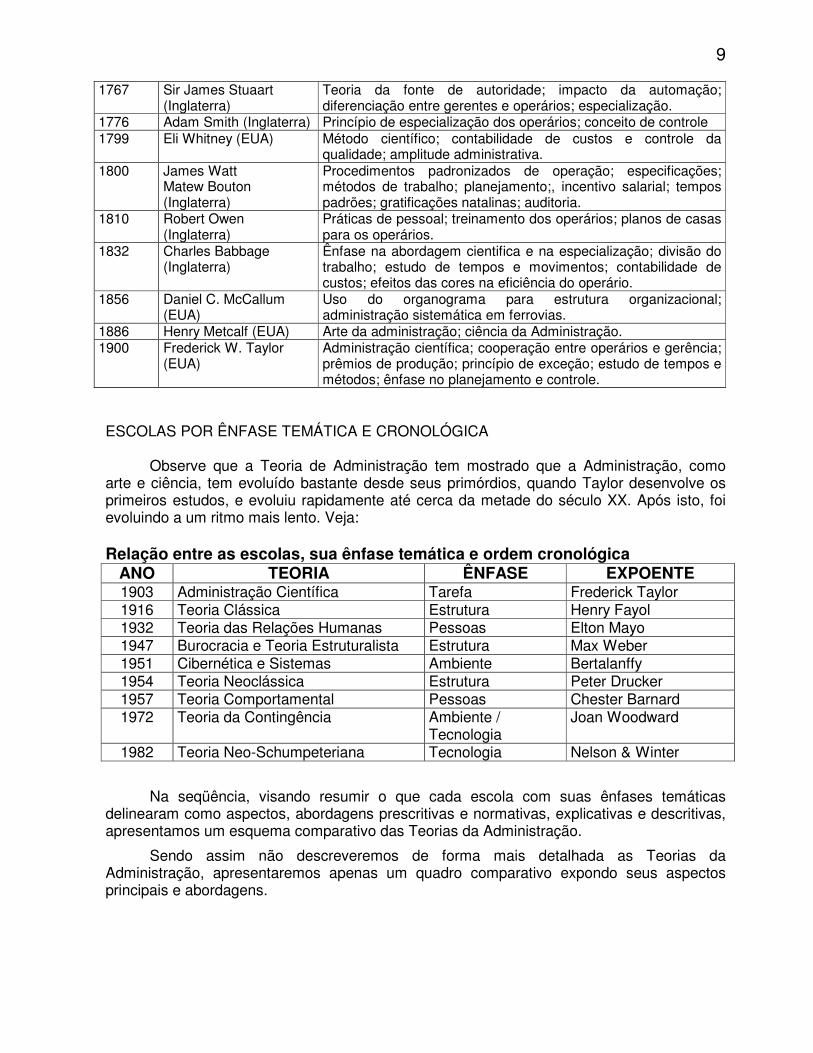
Observe que a Teoria de Administração tem mostrado que a Administração, como arte e ciência, tem evoluído bastante desde seus primórdios, quando Taylor desenvolve os primeiros estudos, e evoluiu rapidamente até cerca da metade do século XX. Após isto, foi evoluindo a um ritmo mais lento. Veja: Relação entre as escolas, sua ênfase temática e ordem cronológica
ANO TEORIA ÊNFASE EXPOENTE 1903 Administração Científica Tarefa Frederick Taylor 1916 Teoria Clássica Estrutura Henry Fayol 1932 Teoria das Relações Humanas Pessoas Elton Mayo 1947 Burocracia e Teoria Estruturalista Estrutura Max Weber 1951 Cibernética e Sistemas Ambiente Bertalanffy 1954 Teoria Neoclássica Estrutura Peter Drucker 1957 Teoria Comportamental Pessoas Chester Barnard 1972 Teoria da Contingência Ambiente /
Tecnologia Joan Woodward
1982 Teoria Neo-Schumpeteriana Tecnologia Nelson & Winter
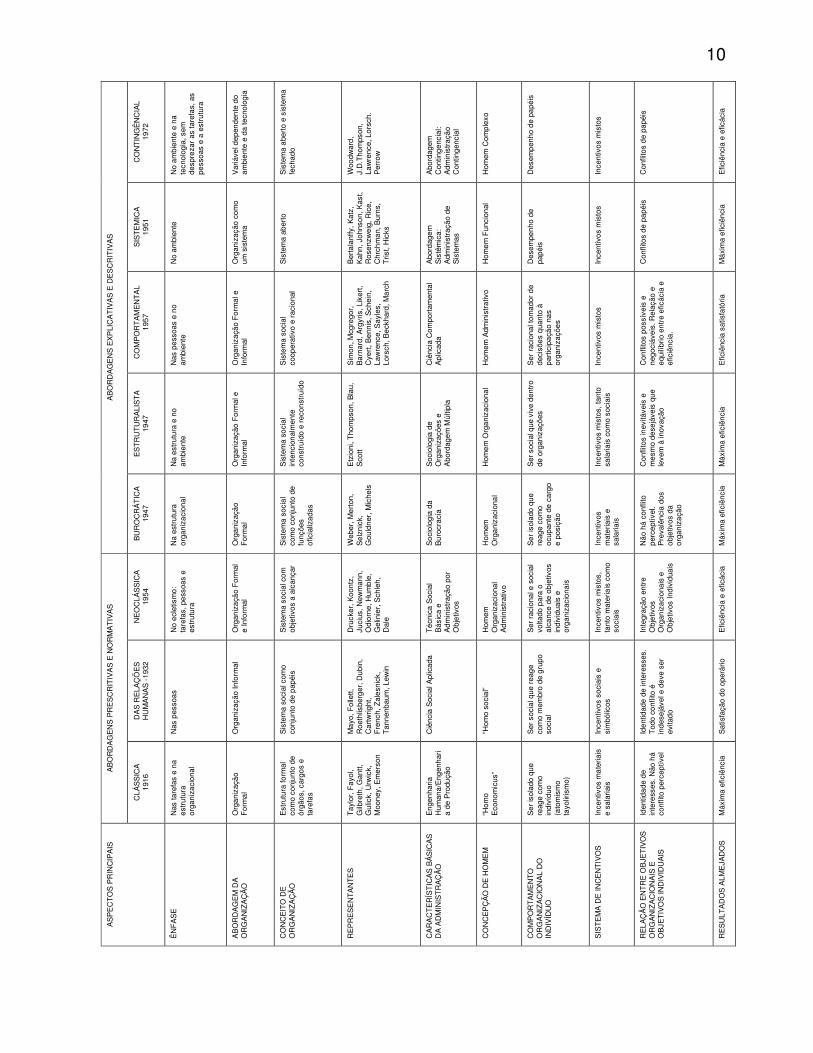
Na seqüência, visando resumir o que cada escola com suas ênfases temáticas delinearam como aspectos, abordagens prescritivas e normativas, explicativas e descritivas, apresentamos um esquema comparativo das Teorias da Administração.
Sendo assim não descreveremos de forma mais detalhada as Teorias da Administração, apresentaremos apenas um quadro comparativo expondo seus aspectos principais e abordagens.
10
CO
NT
ING
ÊN
CIA
L 19
72
No
ambi
ente
e n
a te
cnol
ogia
, sem
de
spre
zar
as ta
refa
s, a
s pe
ssoa
s e
a es
trut
ura
Var
iáve
l dep
ende
nte
do
ambi
ente
e d
a te
cnol
ogia
Sis
tem
a ab
erto
e s
iste
ma
fech
ado
Woo
dwar
d,
J.D
.Tho
mps
on,
Law
renc
e, L
orsc
h.
Per
row
Abo
rdag
em
Con
tinge
ncia
l: A
dmin
istr
ação
C
ontin
genc
ial
Hom
em C
ompl
exo
Des
empe
nho
de p
apéi
s
Ince
ntiv
os m
isto
s
Con
flito
s de
pap
éis
Efic
iênc
ia e
efic
ácia
SIS
TE
MIC
A
1951
No
ambi
ente
Org
aniz
ação
com
o um
sis
tem
a
Sis
tem
a ab
erto
Ber
tala
nffy
, Kat
z,
Kah
n, J
ohns
on, K
ast,
Ros
enzw
eig,
Ric
e,
Chr
chm
an, B
urns
, T
rist,
Hic
ks
Abo
rdag
em
Sis
têm
ica:
A
dmin
istr
ação
de
Sis
tem
as
Hom
em F
unci
onal
Des
empe
nho
de
papé
is
Ince
ntiv
os m
isto
s
Con
flito
s de
pap
éis
Máx
ima
efic
iênc
ia
CO
MP
OR
TA
ME
NT
AL
1957
Nas
pes
soas
e n
o am
bien
te
Org
aniz
ação
For
mal
e
Info
rmal
Sis
tem
a so
cial
co
oper
ativ
o e
raci
onal
Sim
on, M
cgre
gor,
B
arna
rd, A
rgyr
is, L
iker
t, C
yert
, Ben
nis,
Sch
ein,
La
wre
nce,
Say
les,
Lo
rsch
, Bec
khar
d, M
arch
Ciê
ncia
Com
port
amen
tal
Apl
icad
a
Hom
em A
dmin
istr
ativ
o
Ser
rac
iona
l tom
ador
de
deci
sões
qua
nto
à pa
rtic
ipaç
ão n
as
orga
niza
ções
Ince
ntiv
os m
isto
s
Con
flito
s po
ssív
eis
e ne
goci
ávei
s. R
elaç
ão e
eq
uilíb
rio e
ntre
efic
ácia
e
efic
iênc
ia.
Efic
iênc
ia s
atis
fató
ria
ES
TR
UT
UR
ALI
ST
A
1947
Na
estr
utur
a e
no
ambi
ente
Org
aniz
ação
For
mal
e
Info
rmal
Sis
tem
a so
cial
in
tenc
iona
lmen
te
cons
truí
do e
rec
onst
ruíd
o
Etz
ioni
, Tho
mps
on, B
lau,
S
cott
Soc
iolo
gia
de
Org
aniz
açõe
s e
Abo
rdag
em M
últip
la
Hom
em O
rgan
izac
iona
l
Ser
soc
ial q
ue v
ive
dent
ro
de o
rgan
izaç
ões
Ince
ntiv
os m
isto
s, ta
nto
sala
riais
com
o so
ciai
s
Con
flito
s in
evitá
veis
e
mes
mo
dese
jáve
is q
ue
leve
m à
inov
ação
Máx
ima
efic
iênc
ia
AB
OR
DA
GE
NS
EX
PLI
CA
TIV
AS
E D
ES
CR
ITIV
AS
BU
RO
CR
ÁT
ICA
19
47
Na
estr
utur
a or
gani
zaci
onal
Org
aniz
ação
F
orm
al
Sis
tem
a so
cial
co
mo
conj
unto
de
funç
ões
ofic
ializ
adas
Web
er, M
erto
n,
Sel
znic
k,
Gou
ldne
r, M
iche
ls
Soc
iolo
gia
da
Bur
ocra
cia
Hom
em
Org
aniz
acio
nal
Ser
isol
ado
que
reag
e co
mo
ocup
ante
de
carg
o e
posi
ção
Ince
ntiv
os
mat
eria
is e
sa
laria
is
Não
há
conf
lito
perc
eptív
el.
Pre
valê
ncia
dos
ob
jetiv
os d
a or
gani
zaçã
o
Máx
ima
efic
iênc
ia
NE
OC
LÁS
SIC
A
1954
No
ecle
tism
o:
tare
fas,
pes
soas
e
estr
utur
a
Org
aniz
ação
For
mal
e
Info
rmal
Sis
tem
a so
cial
com
ob
jetiv
os a
alc
ança
r
Dru
cker
, Koo
ntz,
Ju
cius
, New
man
n,
Odi
orne
, Hum
ble,
G
elin
ier,
Sch
leh,
D
ale
Téc
nica
Soc
ial
Bás
ica
e A
dmin
istr
ação
por
O
bjet
ivos
Hom
em
Org
aniz
acio
nal
Adm
inis
trat
ivo
Ser
rac
iona
l e s
ocia
l vo
ltado
par
a o
alca
nce
de o
bjet
ivos
in
divi
duai
s e
orga
niza
cion
ais
Ince
ntiv
os m
isto
s,
tant
o m
ater
iais
com
o so
ciai
s
Inte
graç
ão e
ntre
O
bjet
ivos
O
rgan
izac
iona
is e
O
bjet
ivos
Indi
vidu
ais
Efic
iênc
ia e
efic
ácia
DA
S R
ELA
ÇÕ
ES
H
UM
AN
AS
-19
32
Nas
pes
soas
Org
aniz
ação
Info
rmal
Sis
tem
a so
cial
com
o co
njun
to d
e pa
péis
May
o, F
olle
tt,
Roe
thlis
berg
er, D
ubin
, C
artw
right
, F
renc
h, Z
ales
nick
, T
anne
nbau
m, L
ewin
Ciê
ncia
Soc
ial A
plic
ada
“Hom
o so
cial
”
Ser
soc
ial q
ue r
eage
co
mo
mem
bro
de g
rupo
so
cial
Ince
ntiv
os s
ocia
is e
si
mbó
licos
Iden
tidad
e de
inte
ress
es.
Tod
o co
nflit
o é
inde
sejá
vel e
dev
e se
r ev
itado
Sat
isfa
ção
do o
perá
rio
AB
OR
DA
GE
NS
PR
ES
CR
ITIV
AS
E N
OR
MA
TIV
AS
CLÁ
SS
ICA
19
16
Nas
tare
fas
e na
es
trut
ura
orga
niza
cion
al
Org
aniz
ação
F
orm
al
Est
rutu
ra fo
rmal
co
mo
conj
unto
de
órgã
os, c
argo
s e
tare
fas
Tay
lor,
Fay
ol,
Gilb
reth
, Gan
tt,
Gul
ick,
Urw
ick,
M
oone
y, E
mer
son
Eng
enha
ria
Hum
ana/
Eng
enha
ria
de P
rodu
ção
“Hom
o E
cono
mic
us”
Ser
isol
ado
que
reag
e co
mo
indi
vídu
o (a
tom
ism
o ta
yolir
ism
o)
Ince
ntiv
os m
ater
iais
e
sala
riais
Iden
tidad
e de
in
tere
sses
. Não
há
conf
lito
perc
eptív
el
Máx
ima
efic
iênc
ia
AS
PE
CT
OS
PR
INC
IPA
IS
ÊN
FA
SE
AB
OR
DA
GE
M D
A
OR
GA
NIZ
AÇ
ÃO
CO
NC
EIT
O D
E
OR
GA
NIZ
AÇ
ÃO
RE
PR
ES
EN
TA
NT
ES
CA
RA
CT
ER
ÍST
ICA
S B
ÁS
ICA
S
DA
AD
MIN
IST
RA
ÇÃ
O
CO
NC
EP
ÇÃ
O D
E H
OM
EM
CO
MP
OR
TA
ME
NT
O
OR
GA
NIZ
AC
ION
AL
DO
IN
DIV
ÍDU
O
SIS
TE
MA
DE
INC
EN
TIV
OS
RE
LAÇ
ÃO
EN
TR
E O
BJE
TIV
OS
O
RG
AN
IZA
CIO
NA
IS E
O
BJE
TIV
OS
IND
IVID
UA
IS
RE
SU
LTA
DO
S A
LME
JAD
OS
11
OUTRAS TENDÊNCIAS, PENSAMENTOS E CLASSIFICAÇÕES DE ADMINISTRAÇÃO Em vista das transformações que acontecem em nosso tempo, especialmente no mundo das tecnologias algumas novas classificações para a Administração passaram a fazer parte do debate e serem citadas principalmente em palestras, simpósios e seminários que pretendem discutir o tema e apresentar saídas para as crises que fatalmente um mundo globalizado produz. Dentre as classificações aparecem: Administração Empreendedora, Administração Virtual, Administração Holística e Administração por Objetivos (APO). ADMINISTRAÇÃO EMPREENDEDORA Segundo os debatedores e palestrantes atuais que discutem o tema há a afirmação de que a origem da Administração Empreendedora data do ano de 1800, quando o economista francês Baptiste Say definiu como entrepreneur (empresário/empreendedor) o indivíduo que transfere recursos econômicos de um setor de produtividade mais baixa para um de produtividade mais elevada e de maior rendimento. Peter Drucker afirma “O empreendedor está sempre buscando a mudança, reage a ela e a explora como sendo uma oportunidade criada (nova e diferente, que muda e transforma os valores). Não restringe seu empreendimento a aspectos econômicos, convive com riscos e incertezas – inova” (DRUCKER, 1987). A inovação sugere alguns aspectos importantes, tais como os impactos que ela pode provocar e a habilidade que o empreendedor deve ter ao edificar negócios que geram empregos e a manutenção da inovação no seu negócio, diferenciando e mantendo-o competitivo no mercado. A inovação sistemática consiste na busca deliberada e organizada de mudanças, bem como na análise sistemática das oportunidades que estas mudanças podem oferecer para a inovação econômica ou social. Como fonte de oportunidades inovadoras tem-se o inesperado, a incongruência, a necessidade de inovação, as mudanças na estrutura, as mudanças demográficas, as mudanças em percepção, disposição e significado e o conhecimento novo. A Administração Empreendedora considera os seguintes princípios, como básicos para o espírito inovador: não programar a inovação, a menos que seja necessária; deve haver um responsável, mas todos devem sentir a sua necessidade; administrar a crise em pequenas doses; a única maneira de inovar é tentar algo sempre; estimular a inovação não é suficiente, é preciso ter liberdade para agir, libertar o gênio criativo do trabalhador; focalizar a inovação na competitividade e; só quem manda pode livrar a empresa da burocracia. Relaciona também três caminhos para atingi-la: primeiro – os funcionários tornarem-se proprietários ou acionistas da empresa; segundo – os funcionários possuírem um pedaço da empresa – entrepreneurs e; terceiro – os funcionários serem donos do trabalho que realizam. A simples participação nos lucros também seria um caminho. Segundo os simpatizantes da idéia o entrepreneurismo (empreendedorismo) é uma alternativa para resgatar a capacidade de inovação da empresa – única forma de mantê-la competitiva. Propõe a completa reorganização do negócio em função do trabalho, indicando a necessidade de reestruturação do negócio em função dos seus processos reais componentes. ADMINSITRAÇÃO VIRTUAL Devido ao avanço tecnológico, às transformações no campo da comunicação e informação e o administrador necessitando dispor de um sistema e rede de contatos cada vez mais eficaz, tem se tornado mais evidente a utilização de instrumentos como a Intranet, Internet, Vídeo-conferência, comércio eletrônico etc. O emprego desses recursos ou atividades reunidas passou a fazer parte de um novo conceito de administrar, chamado de Administração Virtual.
12
A partir de David & Manole que criaram a expressão Administração Virtual, resgatando o trabalho de alguns autores (Toffler e Davis& Davidson), podemos entender a corporação virtual como um fenômeno previsto desde a década de 60 com o surgimento da indústria da informática. Esses autores procuram explicar as mudanças ocorridas na sociedade através da sucessão de ciclos econômicos provocada pelo desenvolvimento tecnológico associada à evolução da demanda dos consumidores. Toffler considera a evolução da humanidade como uma sucessão de ondas de civilizações, cada uma com suas próprias características e particularidades, que são sucedidas a partir do momento em que entram em crise e surge uma nova onda conflitante com a anterior. - A primeira onda corresponderia à Civilização Agrícola que durou cerca de 10.000 anos. - A segunda onda corresponderia à Civilização Industrial - que como estudamos anteriormente, com o consumo em massa, grande concentração de capital e poder, divisão do trabalho, produção seriada, especialização, gigantismo das instituições - perduraria 300 anos e não estaria extinta, entraria em crise na década de 80 devido ao desenvolvimento da terceira onda. - A terceira onda é denominada Sociedade Superindustrial, nascente nos anos 70 e que nos anos 90 estaria no auge, corresponde à Civilização Contemporânea, com novos estilos de vida, novos valores para a sociedade, flexibilidade, diversificação, customização da produção, busca de maior autonomia no trabalho e de políticas mais democráticas, entre outros aspectos. Davis & Davidson também visualizam a evolução tecnológica do ser humano em ciclos com as seguintes fases: gestação, crescimento, maturidade e envelhecimento. Dizem ainda que há um choque antes de um ciclo absorver totalmente o outro: o primeiro ciclo seria a Economia Agrícola; o segundo a Economia Industrial; o terceiro a Economia da Informação que teria começado nos anos 70 e que atualmente estaria em fase de crescimento; e o quarto ciclo estaria nascendo a partir dos anos 90 e é chamado de Bio-economia com a inteligência artificial, engenharia genética e miniaturização. A partir das concepções de Davis & Davidson e Davidow & Manole temos um total de cinco funções da informação: geração, processamento, armazenamento, transmissão e ação. De acordo com o Instituto de Economia de Classe Média, em Trier na Alemanha, a Administração Virtual se define: pela maneira como se utiliza a tecnologia de informação, infra-estrutura, indústria de informática e processamento de dados; através do modo de prestar um serviço; e pelo seu papel desempenhado na transmissão da informação em tempo real.
A economia e a administração baseadas na informação em tempo real possibilitam: produtos personalizados; respostas muito mais rápidas; produção no ponto de entrega; redução dos custos e despesas fixas; redução de estoques e capital de giro; melhor precisão e padrão nos produtos e serviços; ligação orgânica de todas as partes envolvidas no negócio; efetiva globalização de mercados.
Dito isto resultam pelo menos quatro tipos de administradores virtuais, sendo: - Os Pioneiros – desenvolvem novos produtos e criam mercados completamente novos, tais como comércio eletrônico, softwares específicos etc. - Os Reformadores – desenvolvem hardwares e softwares para dirigir de maneira inovadora mercados pré-existentes. Exemplos: Casas de leilão, comércio de automóveis, mediação de empregos etc. - Os Multiplicadores – usam as novas técnicas em relação a novos serviços como provedores de Internet. - Os Guerrilheiros do Mercado – pela Internet fazem concorrência entre outras empresas já estabelecidas no mercado, no mesmo ramo de atividades. Exemplos: Livrarias, Lojas de vinhos, Lojas de CD´s etc.
13
É muito comum os administradores citados utilizarem a mesma técnica, a Internet, porém outras tecnologias de comunicação também podem fazer parte de seus arsenais como: computadores de última geração por satélite, cabos óticos ou não. O que interessa nesses casos é o fato de todos estarem utilizando formas de comércio virtual, ou seja, estarem negociando algo que se sabe existe, mas que no momento da transação comercial não pode ser sentido por qualquer dos sentidos (mesmo que a música dos CD`s chegue muito perto, não se podem tocar os próprios). Este mesmo conceito de virtualidade pode ser usado quando relacionado com outras atividades dentro de uma organização. Um fato é certo, a arquitetura da informação só é possível pela interação da indústria de informática com a de telecomunicações mostrando as várias combinações possíveis entre forma e função da informação, e com um maior desenvolvimento dessa tecnologia é de se esperar que surjam novos modelos de administração, neste milênio, alicerçados no desenvolvimento tecnológico. ADMINISTRAÇÃO HOLÍSTICA A Administração Holística surge da reflexão sobre a palavra Holística e sobre a Visão Holística das coisas. Holismo origina-se do grego holos que significa todo. Heráclito de Éfeso, filósofo que viveu no século VI antes de Cristo, já dizia: “A parte é diferente do todo, mas também é o mesmo que o todo. A essência é o todo e a parte”. Holística pode, também, ser designada pela força vital responsável pela formação de conjuntos; esta mesma força seria a formadora dos átomos e moléculas, no plano físico; da célula no plano biológico; das idéias e personalidade, no plano psicológico; e da espiritualidade, no plano espiritual. O próprio universo seria um conjunto em constante formação. Com referência a origem do termo Visão Holística, isto acontece em 1926, quando o general sul-africano Ian Cristian Smuts o utilizou para determinar o fator operativo fundamental referente à criação de conjuntos no universo, como o princípio responsável pelo progresso. A teoria do Holismo defende, portanto que o homem é um ser indivisível, que não pode ser entendido através de uma análise separada de suas diferentes partes. Busca uma sabedoria sistêmica. Visão Holística, que é uma forma de perceber a realidade. A característica da Administração Holística é a empresa não ser mais vista como um conjunto de departamentos, que executam atividades isoladas, mas como um corpo uno, um sistema aberto em contínua interação com o ambiente. A síntese da Administração Holística é que os dois lados do cérebro devem ser interligados (visão global) à não matéria e o tempo real (tudo deve ser feito ao mesmo tempo), o fim da estrutura de cargos (noção de autoridade extirpada). O seu processo de implantação requer: um diagnóstico da empresa, análise do meio externo; identificação do núcleo da empresa; estabelecimento da missão; e reconhecimento dos valores da empresa e definição das políticas da empresa. A Administração Holística procura resgatar os valores do homem, despertando em cada empresário a visão das mudanças que se fazem sentir em decorrência do terceiro milênio, do mercado globalizado de hoje, das necessidades reais como as relações internas e externas que dependem da capacidade criativa, da parceria entre as empresas, do trabalho em equipe e do estímulo ao empreendedorismo de seus colaboradores, da consciência em conviver em harmonia com o meio ambiente e conseguir superar suas dificuldade de forma simples e natural. Na administração convencional o dirigente utiliza a organização como veículo para buscar um objetivo fixado. Na Administração Holística, é preciso saber o que se quer fazer, para se decidir como fazer. A estratégia puxa a organização, fixando seu futuro. Na reinvenção das organizações como autores e divulgadores das idéias, na abordagem holística, temos, entre outros: Henry Mintzberg, Hubert Lanier, Alvin Toffler, Stanley Davis, Tom Peter e Max Pagés.
14
Além dos autores citados temos ainda Naisbitt e Aburdene, os quais em particular, citarão dez pontos que segundo eles, caracterizam uma reinvenção das organizações, os quais são: - As empresas que conseguirem criar um clima favorável à realização pessoal poderão contar com pessoal mais bem dotado; - Nas empresas o novo papel do dirigente é o de cultivar e manter um ambiente propício ao desenvolvimento pessoal; - Os sistemas de remuneração atuam como estímulos ao recompensarem o desempenho e a inovação; - O emprego permanente de tempo completo perde terreno para outras formas de prestação de serviços; - O estilo de gestão autoritário, hierarquizado, cede lugar à administração tipo “rede”; - As empresas passam a ser verdadeiras federações de empreendedores internos, funcionários sob uma mesma razão social; - No novo modelo de empresa a qualidade é primordial; - A intuição passa a assumir um papel cada vez mais relevante; - As grandes empresas, para serem competitivas em um mercado em evolução constante precisam adotar os valores próprios das pequenas empresas; - Na nova empresa de informação, ou novo modelo que está sendo reinventado para as empresas, o centro de interesse se desloca da infra-estrutura para a qualidade de vida. Para nos aprofundarmos mais em como poderíamos comparar a abordagem Holística com outras abordagens, no caso a Mecanicista, abaixo apresentamos um quadro com as diferenças, com relação ao momento vivenciado pela humanidade:
NA VISÃO MECANICISTA NA VISÃO HOLÍSTICA O Mundo caminha para uma catástrofe O mundo caminha para uma melhoria global VALORES PREDOMINANTES: -Individualismo -Burocratização/Centralização -Autoritarismo/ditaduras -Competição -Egoísmo/egocentrismo -Auto-suficiência e competição entre os países (especulação, capitalismo selvagem) Globalização (corporativismo, formação grupos econômicos pela defesa do capital)
VALORES PREDOMINANTES: -Individualidade em harmonia com a coletividade -Descentralização -Liderança/democracia -Cooperação -Altruísmo -Desenvolvimento de valores éticos (amor, solidariedade, plenitude) -Globalização (cooperação para o desenvolvimento de todos os países e povos)
Para os adeptos do holismo, estamos vivenciando o acaso de um mundo repleto de problemas, em que impera o materialismo, e o alvorecer de uma nova era, onde os valores humanísticos estão cada vez mais presentes na vida de todos, de modo a produzir uma sociedade espiritualizada, baseada em conceitos holísticos e conseqüentemente mais plena e feliz. Apresenta como risco o fato da visão holística estar mais para uma forma de pensar, de perceber a realidade, do que para um efetivo modelo de administração.
ADMINISTRAÇÃO POR OBJETIVOS (APO) A Administração por Objetivos, também conhecida por Administração por Resultados,
enfatiza a fixação participativa de metas atingíveis, verificáveis e mensuráveis e não é uma idéia muito recente. É uma proposta originalmente feita há mais de 50 anos, como um meio de usar os objetivos para motivar as pessoas, em vez de controlá-las. Hoje em dia, nenhuma introdução aos conceitos básicos de Administração seria completa sem uma discussão sobre esse tema que a Teoria Neoclássica deslocou da atenção antes fixada nas atividades
15
meio para os objetivos ou finalidades da organização. A teorização da Administração por Objetivos efetivamente se dá quando em 1954, Peter Drucker, pai da APO, publicou um livro destacando sua caracterização substituindo o enfoque baseado nos processos pelo enfoque nos resultados. O trabalho deixou de ser um fim em si mesmo para alcançar resultados. Passou da eficiência para a eficácia.
As principais idéias giravam em torno da descentralização e fixação de objetivos para cada área importante da empresa e centralização de controles. Cada departamento escolheria como atingir seus resultados. Aboliram-se os órgãos de staff, ficando a cargo de cada departamento a criação de serviços de que necessitasse para atingir seus objetivos, o que fortalece a posição de autoridade dos respectivos gerentes. É um processo pelo qual, gerentes e subordinados identificam objetivos comuns, definem as áreas de responsabilidade de cada um em termos de resultados e utilizam esses objetivos como guias para sua atividade. A APO é um método no qual as metas são definidas por gerentes e subordinados, as responsabilidades são especificadas para cada um em função dos resultados esperados, que passam a constituir padrões de desempenho sob os quais ambos serão avaliados e serve como base para os novos esquemas de avaliação de desempenho humano, remuneração flexível e, sobretudo, para compatibilização entre os objetivos organizacionais e os objetivos individuais.
Principais características da Administração por Objetivos: -Estabelecimento conjunto de objetivos entre o gerente e o subordinado - o gerente e o seu subordinado participam ativamente do processo de estabelecer e fixar objetivos. Trata-se de um processo de negociação de ambos. -Estabelecimento de Objetivos para cada Departamento ou Posição - Os objetivos podem ser determinados metas, alvos ou finalidades. Os objetivos devem ser quantificados (numéricos) e com tempos predeterminados. -Interligação entre os vários objetivos departamentais - Os objetivos de vários departamentos devem estar interligados, mesmo que estejam apoiados em princípios diferentes. Essa ligação deve envolver objetivos comerciais com objetivos de produção, ou objetivos de um nível com níveis superiores e inferiores. -Ênfase na mensuração e no controle de resultados - A partir dos objetivos traçados, são elaborados os planos táticos. Na seqüência dos planos táticos, serão traçados os planos operacionais. Em todos os planos táticos e operacionais, torna-se necessário mensurar os resultados atingidos e compara-los com os resultados planejados. Se um objetivo não pode ser medido, seus resultados não podem ser alcançados. -Contínua avaliação, revisão e reciclagem dos planos - A avaliação permite que novas providências sejam tomadas para o período seguinte. Há um ciclo típico da APO que envolve os seguintes passos: a) A partir dos objetivos organizacionais e planejamento estratégico, estabelecem-se os objetivos departamentais. b) O gerente estabelece o plano tático para alcançar os objetivos departamentais. c) O gerente e seus subordinados elaboram os planos operacionais. d) Os resultados dos planos são avaliados e comparados com os objetivos fixados. e) De acordo com os resultados, procede-se à revisão e reajuste dos planos. f) No ciclo seguinte estabelecem-se os objetivos táticos para o departamento, em função dos resultados anteriores. g) Repete-se a seqüência do ciclo anterior. - Participações atuantes de gerentes e subordinados - A intensa participação gerente/subordinado oferece ao processo muito mais características de controle por objetivos que administração por objetivos.
16
- Apoio intensivo do staff - A APO requer um apoio intenso de um staff treinado e preparado, pois os demais membros da organização têm que se dedicar às suas atividades fins.
Na questão da fixação dos objetivos as metas gerenciais devem coincidir com o exercício fiscal da empresa. Um objetivo é um enunciado escrito sobre resultados a serem alcançados num período determinado. O objetivo deve ser quantificado, difícil, relevante e compatível. O quanto possível números. A quase totalidade dos objetivos é quantificada. 1. Critério de escolha dos objetivos a) Procurar atividades que tenham maior impacto sobre os resultados; b) O objetivo deve ser específico, mensurável, claro e basear-se em dados concretos: o que, quanto, quando. c) Focalizar objetivos na atividade e não nas pessoas; d) Detalhar cada objetivo em metas subsidiárias; e) Usar linguagem compreensível pelos gerentes; f) Manter-se nos princípios da administração. Evitar dispersão para objetivos secundários; g) O objetivo deve indicar os resultados mas, não os métodos. Indica o quanto, mas não o
como. h) O objetivo deve ser difícil (desafiador), mas não a ponto de ser impossível; i) O objetivo deve significar uma demanda de esforço suficiente para todo o ano fiscal da
empresa; j) O objetivo deve estar ligado ao plano de lucro das empresas;
2. Alguns objetivos mais comuns: a) Posição competitiva no mercado; b) Inovação e criatividade dos produtos; c) Produtividade, eficiência e qualidade; d) Aplicação rentável dos recursos físicos e financeiros; e) Taxa de dividendos ou índice de retorno de capital investido (lucro); f) Qualidade da administração e desenvolvimento de executivos; g) Responsabilidade pública e social da empresa; h) Satisfação do cliente; i) Competitividade no cenário global. Hierarquia dos objetivos
Os objetivos precisam ser escalonados em ordem de importância, relevância e prioridade, existindo três níveis de objetivos: 1. Estratégicos – Objetivos organizacionais: abrangem a organização como um todo e são
de longo prazo; 2. Táticos – Objetivos departamentais: abrangem as unidades ou departamentos e são de
médio prazo; 3. Operacionais – Referentes a cada atividade ou tarefa: suas características básicas são:
detalhamento e curto prazo. Em relação aos Planejamentos Estratégicos e Táticos o antigo conceito militar define
estratégia como a aplicação em larga escala de forças contra algum inimigo. Em termos empresariais, definimos como a mobilização de todos os recursos da empresa no âmbito global visando atingir seus objetivos a longo prazo. Tática é um esquema específico de emprego de recursos dentro de uma estratégia geral. No plano militar, uma mobilização de tropa é uma tática dentro de uma estratégia mais ampla. Para entendermos melhor o plano gerencial, o orçamento anual ou o plano anual de investimentos é um plano tático dentro de uma estratégia global a longo prazo.
A diferença básica entre estratégia e tática vê-se no quadro a seguir:
17
ESTRATÉGIA TÁTICA Envolve a organização como uma totalidade
Refere-se a cada departamento ou unidade
É um meio para alcançar objetivos organizacionais
É um meio para alcançar objetivos departamentais
É orientada para longo prazo É orientada para médio e curto prazo É decidida no nível institucional da organização
É definida no nível intermediário – gerentes/unidades
Na Administração por Objetivos os objetivos devem ser estabelecidos na forma de
declarações concisas sobre as realizações almejadas. Não se deve, por exemplo, simplesmente expressar o desejo de cortar custos, melhorar os serviços ou aumentar a qualidade. Estas intenções precisam ser convertidas em metas atingíveis, que possam ser mensuradas e avaliadas. Cortar os custos do departamento em 7%; melhorar o serviço, garantindo que os pedidos por telefone sejam processados em até 24 horas; ou aumentar a qualidade, mantendo abaixo de 1% as devoluções de produtos vendidos. Os objetivos não são fixados unilateralmente pelos chefes e repassados aos subordinados, as metas impostas são substituídas por outras determinadas de maneira participativa. O chefe e os subordinados escolhem em conjunto os objetivos e entram em acordo na forma de avaliá-los e atingi-los. Cada objetivo tem um tempo determinado para ser atingido. Geralmente os prazos são de três meses, seis meses ou um ano. Chefes e subordinados têm objetivos específicos e um prazo determinado para atingi-los.
O ingrediente final da administração por objetivos é o feedback do desempenho. É um aspecto importante avaliar constantemente o progresso em relação às metas estabelecidas. A maneira ideal de fazer isto é fornecer o feedback contínuo aos indivíduos, para que possam monitorar e corrigir suas próprias ações.
TÉCNICAS DE ADMINISTRAÇÃO EMPREGADAS NO ORIENTE
1 - ADMINISTRAÇÃO NO MODELO JAPONÊS
1.1 - Introdução
As características da Administração no modelo japonês são o resultado do desenvolvimento histórico daquela sociedade, envolvendo aspectos sociais, culturais e tecnológicos, que devido ao tamanho do País 377.812 km2 (22,5 vezes menor que o Brasil, com 53% de sua área ser montanhosa, 7% é área vulcânica, restando 40% para estradas, rios, cidades e agricultura) a sobrevivência depende da busca constante de inovação tecnológica e desenvolvimento de recursos humanos. No campo do trabalho as principais características do Japão que podemos citar são:
- Problema de fadiga crônica; - Salários por senioridade; - Rotação de cargos e atividades operacionais; - Extensivas jornadas de trabalho; - Empregos vitalícios/estáveis; - Treinamento no próprio trabalho; - Discrepâncias salariais e benefícios sociais; - Promoções internas; - Alto grau de escolaridade.
Para a Administração no modelo japonês, aqui, vamos priorizar a experiência nominada por Womack, Jones e Roos (1992) e também por Markert (1994) de “Produção Enxuta”; por Castro (1993) de “Reestruturação Industrial”; por Benjamin Coriat (1994) de “Ohnismo” numa referência a Ohno, que era engenheiro da Toyota e que se tornou célebre por pensar novas formas de organizar a produção e o trabalho, dentro das peculiaridades da sociedade japonesa; por Harvey (também 1994) de “Acumulação Flexível”; e por Antunes (1995) de “TOYOTISMO”. Vamos estudá-la por ser, neste momento, o modelo que se expande pela maior parte do mundo, cujos conceitos e filosofias entraram definitivamente no Brasil com a criação do PBQP (Programa Brasileiro da Qualidade e da Produtividade), em 1990. O modelo citado é o que deu origem a um grupo de palavras mágicas, que segundo Castro, ganhou lugar (...) tanto no discurso acadêmico, quanto no discurso gerencial: just-
18
in-time (JIT), kanban, kaisen, controle de qualidade total (total quality control, o TQC), controle estatístico de processo (CEP), manutenção preventiva total, círculo de controle de qualidade (CCQ) etc.
Os teóricos da “Produção Enxuta/Toyotismo/...” consideram que as inovações de técnicas gerenciais japonesas se transformaram em modelo, porque a indústria automobilística japonesa provocou uma “segunda revolução na indústria automobilística” mundial. Castro afirma que, segundo esses autores: “(...) estaríamos em face de um novo modo de produzir, universalizável e, por isso mesmo, independente dos condicionantes - institucionais e comportamentais - (...)”. Markert, afirma que esses autores partem do princípio que a produção enxuta: “(...) não somente irá substituir as rígidas estruturas de trabalho do taylorismo, mas também condenar ao desaparecimento os empreendimentos que não integrarem esse conceito em sua estratégia de produção. (...)”.
Esses autores procuram demonstrar que a organização do trabalho sob o Toyotismo, por eles chamada de “Produção Enxuta”, representa um salto de qualidade em relação à “Produção em Massa” fordista. Tratam a empresa Toyota como se fosse uma comunidade, reforçando a “ideologia do trabalho”, ou seja, o mito que atribui o sucesso da economia japonesa nas últimas décadas à harmonia histórica das relações de trabalho no Japão, onde – segundo o mito – se trabalha muito, sem contestação. Em nenhum momento, fazendo referência aos conflitos capital/trabalho, existentes no Japão após a Segunda Guerra. Os conflitos e as greves que ocorreram na década de 50, a repressão e a perseguição, assim como a destruição do movimento sindical, simplesmente desaparecem da história idílica da “Produção Enxuta”.
Os autores do livro A Máquina que Mudou o Mundo, Womack, Jones e Roos (1992), livro utilizado para a divulgação do milagre japonês na Administração, constroem uma imagem idílica da “produção enxuta”, procurando contrastá-la com a “produção em massa” fordista, que segundo eles, provocava o stress pelo trabalho. No Toyotismo é o contrário, melhora as condições de trabalho, pois: “(...) dota os trabalhadores das qualificações necessárias para terem controle sobre o ambiente de trabalho e enfrentarem o desafio contínuo de fazer o trabalho funcionar mais tranqüilamente; (...) oferece uma tensão criativa (...) na resolução de complexos problemas (...); (...) é uma forma superior de o ser humano produzir bens. Ela propicia melhores produtos, numa maior variedade, e a um custo inferior. Igualmente importante, ela propicia um trabalho mais desafiador e gratificante para empregados em todos os níveis, da fábrica à alta administração. Segue-se que o mundo inteiro deveria adotar a produção enxuta, e o mais rápido possível”.
“A Máquina que Mudou o Mundo”, traz informações importantes, principalmente comparando a produtividade do trabalho de empresas que adotam a “produção enxuta” com aquelas que persistem no “sistema tradicional”: Enquanto os japoneses utilizariam 485 funcionários nas equipes de projeto de um veículo, os norte-americanos utilizariam 903 funcionários; os japoneses elaborariam a média de 2,3 tipos de carrocerias por carro novo, contra 1,7 dos norte-americanos; os japoneses teriam 18% de percentual médio de peças partilhadas, contra 38% dos norte-americanos; os japoneses teriam 51% de participação dos fornecedores na engenharia, contra 14% dos norte-americanos; os japoneses teriam de 10 a 20% de participação no custo de mudanças dos moldes, enquanto os norte-americanos teriam de 30 a 50%. O Toyotismo é, na verdade, uma série de procedimentos técnicos e organizacionais do trabalho, desenvolvido no Japão a partir do início da década de 50, espalhando-se pelo mundo ocidental a partir do desenvolvimento da crise da “produção em massa” fundada no Taylorismo/Fordismo a partir da década de 70.
Vale registrar aqui uma importante observação de Markert, que afirma: “(...) os autores desse estudo sublinham os sucessos ‘internos’ do modelo Toyota para os efeitos de racionalização das empresas, porém, quase não discutem as conseqüências sobre a organização do trabalho ou sobre as suas relações, e nem tocam no problema das conseqüências sociais”. Analisando o fenômeno Toyotista, Gounet nos esclarece que: “(...) é uma resposta à crise do fordismo dos anos 70. Ao invés do trabalho desqualificado, o operário torna-se polivalente. Ao invés da linha individualizada, ele se integra em uma equipe. Ao invés de produzir veículos em massa para pessoas que não conhece, ele fabrica um elemento para a ‘satisfação’ da equipe que está na seqüência da sua linha”. Antunes observa que Gounet vai além, para com ironia afirmar que: “Em síntese, com o toyotismo, parece desaparecer o trabalho repetitivo, ultra simples, desmotivante e embrutecedor. Finalmente, estamos na fase do enriquecimento das tarefas, da satisfação do consumidor, do controle de qualidade”.
19
“As inovações organizacionais, que se originaram na Toyota, no Japão, espalhando-se pelo ocidente nas últimas décadas, tèm uma importância histórica comparável às inovações introduzidas no início do século pelo taylorismo e pelo fordismo” (Coriat, 1994). O Toyotismo para se viabilizar como um novo “paradigma de produção”, teve que derrotar um dos sindicalismos mais combativos do período imediatamente posterior à guerra. Só se firmou como uma forma flexível de organização da produção por meio do autoritarismo e da repressão. Foi necessário destruir a organização autônoma dos trabalhadores para que os sistemas Just-in-time e os Círculos de Controle de Qualidade (CCQ) etc. se desenvolvessem sem oposição, desta forma construiu-se a relação “harmônica” entre o capital e o trabalho no Japão.
1.2 - A essência do modelo
O sistema Toyota, segundo Ohno, teve sua origem “(...) na necessidade particular em que se encontrava o Japão de produzir pequenas quantidades de numerosos modelos de produtos; em seguida evoluiu para tornar-se um verdadeiro sistema de produção. Dada a sua origem, este sistema é particularmente bom na diversificação. Enquanto o sistema clássico de produção de massa planificado é relativamente refratário à mudança, o sistema Toyota, ao contrário, revela-se muito plástico; ele adapta-se bem às condições de diversificação mais difíceis. É porque ele foi concebido para isso.” O problema que para Ohno se colocava, é o mesmo que se colocava para o capital japonês, no pós-guerra, quando decidiram investir na indústria automobilística, ou seja, atender a necessidade interna do mercado que exigia produtos diferenciados com pedidos pequenos.
Os capitalistas japoneses, a princípio, teriam que produzir para um mercado reduzido, que exigia uma lógica de organização da produção e do trabalho diferente da lógica da produção em massa do Fordismo. Os japoneses tinham que ser tão competitivos quanto os norte-americanos, sob pena de sucumbirem. Nesta perspectiva, Ohno partiu para a busca da construção de outros mecanismos de ganhos de produtividade, reduzindo o quadro de pessoal, aumentando o controle e a extração de mais-valia sobre o trabalho para garantir o processo de acumulação de capital. Busca-se então aplicar o Fordismo na indústria Toyota, mas adaptando-o às condições próprias do Japão. Era realmente necessário “Pensar pelo avesso”.
A idéia de aplicar no arquipélago japonês um Fordismo adaptado à realidade local era antiga, pois já em 1933 Kiichiro Toyoda, presidente da Toyota escrevia: “Quanto ao método produtivo, tiraremos partido da experiência norte-americana de produção em série. Mas não o copiaremos. Vamos lançar mão de nosso potencial de pesquisa e criatividade para conceber um método produtivo adaptado à situação de nosso país.” Com isso procuram evitar a produção em massa de base fordista. O processo de acumulação capitalista no Japão exigia segundo afirma Coriat: “(...) Pensar não a grande, mas a pequena série; não a padronização e a uniformidade do produto, mas sua diferença, sua variedade, tal é o ‘espírito Toyota’. O resto todo depende disso. Os dois ‘pilares’ do método, por mais importantes que sejam, só assumem sua significação verdadeira sob esta luz e sob este imperativo próprio do ohnismo: buscar origens e naturezas de ganhos de produtividade inéditas, fora dos recursos das economias de escala e da padronização taylorista e fordista, isso na pequena série de produção simultânea de produtos diferenciados e variados.”
Trilhando por este caminho, Ohno faz duas importantes descobertas que passará a nortear a organização da Toyota, que são: “a fábrica mínima”, e a “administração pelos olhos”. Quanto à “fábrica mínima”, Ohno parte do princípio que era necessário reduzir a fábrica, pois, “(...) atrás do estoque há um ‘excesso de pessoal’, excesso de pessoas empregadas em relação ao nível da demanda solúvel e efetivamente escoada. Da mesma forma, e necessariamente se o estoque é permanente, há atrás do estoque o excesso de equipamento. Assim, primeira descoberta de princípio: partir do estoque e daquilo que está sendo gerado pela produção indica e localiza as vias e os pontos de aplicação onde ganhos de produtividade podem ser obtidos: dispensando os estoques, dispensa-se também o excesso de equipamento.”
Ohno buscava dessa forma, com a “fábrica mínima”, produzir também com um mínimo de pessoal, para aumentar a produtividade do trabalho, diminuir custos e garantir os lucros. Conforme Ohno, citado por Coriat: “Na Toyota o conceito de economia é indissociável da busca da ‘redução de efetivos’ e da ‘redução dos custos’. A redução dos efetivos é, com efeito, considerada como um meio de realizar a redução dos custos que é claramente uma condição essencial de sobrevivência e do crescimento de um negócio.” A lógica desse processo é clara, reduzindo-se os estoques, reduz-se
20
também o excesso de pessoal. Aqui é que se está diante do modelo de racionalização da produção, que contrasta com o modelo Taylorista/Fordista. Observemos o que escreve Ohno: “Há duas maneiras de aumentar a produtividade. Uma é a de aumentar as quantidades produzidas, a outra é a de reduzir o pessoal de produção. A primeira maneira é, evidentemente, a mais popular. Ela é também a mais fácil. A outra, com efeito, implica repensar, em todos os seus detalhes, a organização do trabalho.”
Com idéia da organização da “fábrica mínima” é que se desenvolveu a flexibilização do trabalho e da produção, que se deu por meio dos sistemas just-in-time entre outros que analisaremos mais a frente. Esses sistemas permitiram à Toyota um processo de racionalização do trabalho superior ao alcançado pelo Taylorismo/Fordismo, que produzindo com a noção de “estoque mínimo” e de “efetivo mínimo”, reduziu-se o quadro de empregados na empresa, mas procedeu-se a um aumento da produtividade.
A lógica citada está diretamente ligada com a segunda descoberta de Ohno, ou seja, com a “administração pelos olhos”, que é um dos fundamentos do “método Toyota” e que tornou possível, segundo Coriat, “uma organização geral da produção”, que permitiu às empresas “(...) fazer emergir à superfície, tornar ‘visíveis’, no sentido próprio do termo, todos os possíveis ‘excessos gordurosos’, tudo aquilo que não é imperativamente necessário à entrega dos produtos vendidos.(...)” Ao desenvolver o princípio de “administração pelos olhos”, Ohno intensificou o controle sobre os trabalhadores. Trata-se de criar condições para que a gerência tenha permanentemente uma visão sobre o que está ocorrendo na fábrica, por meio de cartazes, chamados de Andon, que são afixados nas seções e que indicam as condições gerais de desenvolvimento da produção.
Ohno desenvolveu um conceito e um princípio de produção que nominou de autonomação, um neologismo formado pela junção das palavras autonomia e automação. Na verdade, Ohno se apropriou de uma técnica criada anteriormente por K.Toyoda para evitar desperdícios provocados por lançadeiras de teares na produção têxtil. A técnica desenvolvida por Toyoda foi importante porque: “(...) concebe máquinas de tear munidas de dispositivos que permitem a parada automática da máquina no caso em que uma anomalia qualquer viesse a se manifestar (...)”. Esta técnica de Toyoda, uma vez apropriada por Ohno, este vai aplicá-la na linha de produção do setor automobilístico, atribuindo-lhe o conceito de autonomação, com a idéia de dotar as máquinas automáticas de autonomia, fazendo-as parar automaticamente assim que apresentar qualquer defeito na produção. Esta técnica é revolucionária, porque permite aumentar ainda mais a produtividade e está na origem do trabalhador polivalente. Coriat afirma que: “(...) Este ponto é absolutamente notável, pois se refere tanto aos dispositivos mecânicos introduzidos no coração das máquinas quanto aos dispositivos organizacionais que dizem respeito à execução do trabalho humano.”
Desta forma, Ohno envolve o elemento humano no processo de autonomação, criando o conceito de auto-ativação, fazendo com que a autonomação não funcione apenas com máquinas automáticas, mas também naquelas em que o elemento humano tenha que ser o responsável pela eliminação dos defeitos na produção.
O modelo de organização da produção e do trabalho, desenvolvido por Ohno, busca a construção de um trabalhador polivalente, visando linearizar a produção. O Toyotismo desenvolveu dois tipos de trabalhador polivalente que são: o “Polivalente Rotineiro” não possui qualificação profissional; executa sempre tarefas semelhantes às que executava anteriormente; suas tarefas são sempre rotinizadas, onde é sempre a chefia que determina o que esse trabalhador deve fazer, como fazer e em que circunstância fazer; é submetido a uma intensificação do trabalho, recebe mais tarefas para executar no mesmo período de tempo; não tem evolução profissional podendo até ganhar um pouco mais do que antes, mas faz basicamente a mesma coisa, com mais intensidade. Já o “Polivalente Qualificado” domina o ciclo produtivo; prepara a máquina; decide sobre a seqüência de atividades a serem feitas; diagnostica falhas no processo produtivo e age sobre elas; previne a produção fora da especificação, entre outras coisas. Desta forma, produz-se, então, uma “concepção da organização do trabalho em torno de postos polivalentes”.
Efetivamente o Toyotismo ao desenvolver os conceitos de “autonomação” e de “auto-ativação” conseguiu desespecializar os operários, impondo um processo de intensificação do trabalho por meio de uma brutal racionalização que criou a figura do trabalhador polivalente multifuncional. Os trabalhadores só aceitaram trabalhar mediante as exigências do Toyotismo, em
21
decorrência da correlação de força desfavorável. A princípio, reagiram contra este brutal ataque à qualificação profissional, protestaram, fizeram greves etc., mas como vimos foram derrotados.
O Toyotismo conduziu ao desenvolvimento de inovações sucessivas criando uma divisão do trabalho diferente da do Taylorismo e do Fordismo, pois a gestão da qualidade é reintegrada por meio da auto-ativação, “uma preocupação em evitar rebotalhos e defeitos” nos atos elementares da produção. O que diferencia esta concepção de organização do trabalho e gestão da produção do Taylorismo/Fordismo, segundo Coriat, é que não se procede, no Japão, a um processo de destruição do “saber-fazer” do operário, nem à sua decomposição em gestos elementares, mas, pelo contrário, “(...) a via japonesa vai avançar pela desespecialização dos profissionais para transformá-los não em operários parcelares, mas em plurioperadores, em profissionais polivalentes, em ‘trabalhadores multifuncionais’(...)”
Antunes nos esclarece que a polivalência é um meio para satisfazer “(...) às exigências mais individualizadas de mercado, no melhor tempo e com melhor ‘qualidade’, é preciso que a produção se sustente num processo produtivo flexível, que permita ao operário operar várias máquinas (...). É a chamada ‘polivalência’ do trabalhador japonês, que mais do que expressão e exemplo de uma maior qualificação, estampa a capacidade do trabalhador em operar com várias máquinas, combinando ‘várias’ tarefas simples’(...)”.
Desde a década de 50, na Toyota, um trabalhador opera cinco máquinas ou mais. A automação permite que, enquanto quatro delas funcionam normalmente, ele carrega e descarrega insumos, além de preparar uma quinta máquina. Quando se obriga a operar duas máquinas ao mesmo tempo ele solicita ajuda a outro trabalhador. O trabalho, no Toyotismo, não é mais individualizado, como ocorria na racionalização Taylorista/Fordista. A produção é feita através do trabalho em equipe, ao contrário do que ocorria no Fordismo, cuja relação era um homem/uma máquina. No Toyotismo a relação é de um grupo de operários diante de todo um sistema automatizado que exige um trabalhador polivalente para operar várias máquinas ao mesmo tempo, além de ajudar outro trabalhador quando isso se fizer necessário. Ele desenvolveu formas eficientes de manipulação, dominação, vigilância e controle sobre o trabalho. Os sistemas Just-In-Time/Kanban e os Círculos de Controle de Qualidade se constituem num processo de racionalização do trabalho superior ao desenvolvido pelo Taylorismo/Fordismo. Por tudo isso, o Toyotismo é o grande mote do capital no fim do século e início do milênio.
O Toyotismo se firmou como modelo de organização do trabalho e gestão da produção ao conseguir impor também o seu método aos fornecedores (fábricas de autopeças), o que lhe permitiu ditar as suas condições de trabalho para outras empresas. Segundo afirma Gounet: “A Toyota impõe aos fornecedores seu sistema de produção: máxima flexibilidade, obrigação de instalar-se em um raio de 20 km de suas fábricas, para reduzir o transporte, emprego do kanban dentro da fábrica de auto-peças e entre esta e a Toyota... Aproveitando as condições mais penosas de trabalho nas subcontratadas (os custos salariais são geralmente inferiores em 30 a 50%), a montadora fixa as condições de preço, prazo e qualidade destas empresas, de modo a produzir veículos a baixo custo, just-in-time e de qualidade impecável.”
Já que tocamos anteriormente no Just-In-Time, Kanban, Controle de Qualidade etc., adiante de uma maneira mais pormenorizada e segmentada está o que efetivamente cada um destes sistemas impõe como organizadores da produção.
1.3 – Sistemática de Produção
a) KAIZEN - KAI = sentido de “repetição” ZEN = “estado de perfeição”
Kaizen significa melhoria contínua com vista à satisfação da tríade da empresa eficaz, ou seja, a satisfação do cliente, do funcionário e do capital. Kaizen é uma filosofia, que prevê o envolvimento de todos dentro da organização desde operários até diretores, unidos em busca da melhoria contínua. Principais características:
- Foco nas pessoas; - Mudança comportamental; - Perspectiva em longo prazo;
- Estímulo e incentivo às pessoas para buscarem melhores maneiras de desempenhar suas atividades;
- Recompensas por disciplina, participação, administração do tempo, moral e comunicação.
22
Com essa visão de aperfeiçoamento contínuo, passa-se metodicamente a perseguir desperdícios; atividades que não agregam valor; movimentos desnecessários; perdas que ocorrem exatamente onde as coisas são feitas – no chão da fábrica.
O Kaizen está relacionado com duas idéias básicas: a manutenção e o melhoramento. A manutenção são os esforços direcionados para que os níveis de qualidade e produtividade que são atingidos em todos os setores da empresa não sofram quedas. O melhoramento, por sua vez, está relacionado com a conquista de novos patamares de crescimento.
b) JUST-IN-TIME – é o material certo, disponível na hora certa, no local certo, no exato momento de sua utilização. Esse conceito baseia-se na percepção de que se chegar tarde há paralisação do processo produtivo, e chegando muito cedo haverá um simples acúmulo de material sem utilidade naquele momento, requerendo espaço e capital, entre outros.
A origem dos sistemas just-in-time/kanban, no Japão, está no contexto da crise produtiva enfrentada pelo capital japonês, na década de 50, momento em que as empresas praticaram um processo de demissões em massa. Nesta época, passa a ocorrer um aumento de encomendas de equipamentos para guerra feitos à Toyota, para abastecer as tropas americanas em decorrência da guerra da Coréia. Este fato provocou um aumento da demanda. Convém destacar que Henry Ford aplicou este conceito no início do século XX nas linhas de montagem de automóveis. Ele dizia: “eles podem tê-lo em qualquer cor que queiram desde que seja preto”. Para esclarecer Ford só produzia um modelo de carro e apenas na cor preta.
Os sistemas just-in-time/kanban não consistem apenas num processo de redução do estoque de matérias-primas por meio de entregas em intervalos e lotes menores, dentro da lógica desenvolvida por Ohno de “fábrica mínima”. Faz-se necessário analisar as transformações que esses princípios introduziram internamente à fábrica, no trabalho e no sistema de informações que norteiam a produção.
A atual concepção dada ao conceito Just in Time é o combate ao desperdício de maneira contínua. As sete categorias de desperdício são: de produção; de espera; de transporte; de processamento; de movimentação; de produzir peças defeituosas; e de estoques.
As metas colocadas pelo JIT são amplas, é um processo contínuo (Kaizen):
- Zero defeitos; - Estoques zero; - Quebra zero;
- Tempo zero de preparação; - Movimentação zero; - Tempo de espera zero;
- Lote unitário (uma peça de cada vez)
c) KANBAN – significa cartão, é uma das ferramentas do Just-in-Time.
Os sistemas tradicionais de organização empurram os materiais, ou seja, cada máquina, setor ou linha, à medida que terminavam a ordem de serviço recebida “empurravam” o material para o próximo posto, setor ou almoxarifado. No conceito Kanban essa visão muda. Temos o efeito de “puxar” a produção; as ordens de serviço com quantidades predefinidas que são “emitidas” pelo próprio usuário, que irá utilizar este determinado material toda vez que for necessário. Que é o princípio de reposição.
O conceito de puxar tem o efeito de se nivelar e sincronizar a produção com fluxo unitário com um a minimização de estoques em processo e, passando a aplicá-lo também para os fornecedores, obteve uma redução de estoques, do inventário todo da empresa de maneira surpreendente. Ocasionando um alto giro de estoques.
Podemos entender o sistema Kanban como um meio de controlar os estoques. A sua preocupação se justifica:
- Os recursos financeiros são escassos;
- A administração deve ser criativa para poder realizar muito com poucos recursos;
- Os recursos estão muitas vezes disponíveis como investimentos em capital de giro na forma de estoques;
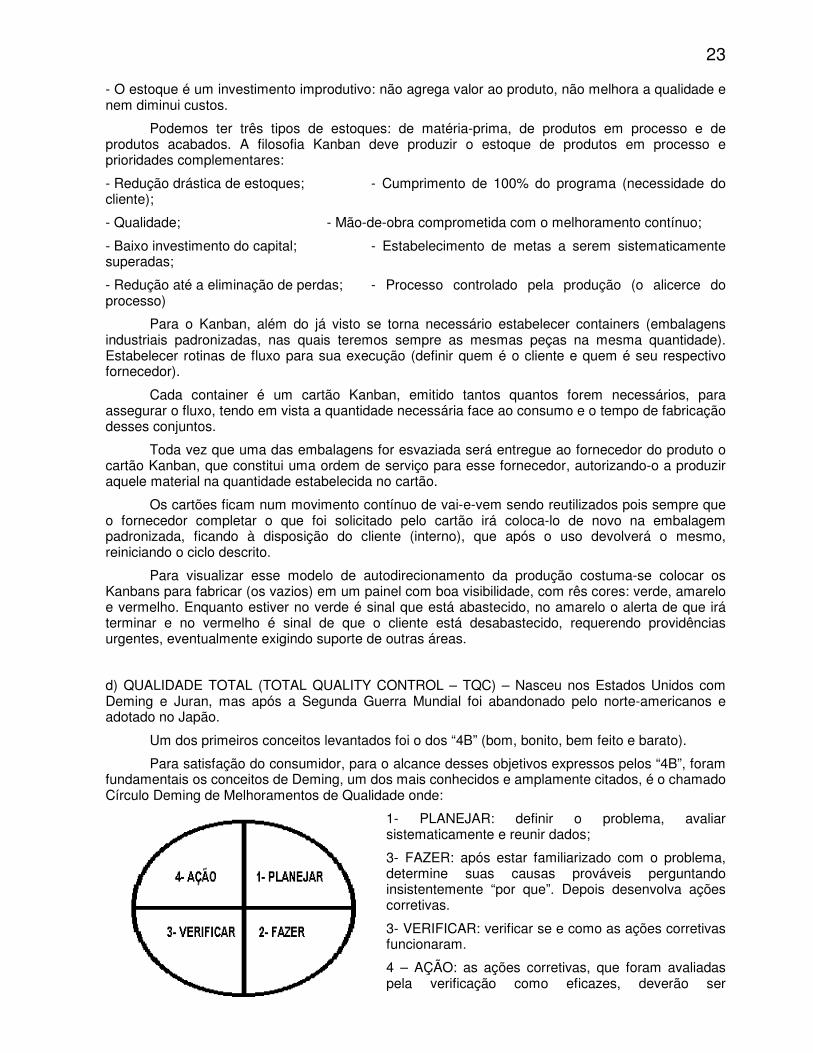
23
- O estoque é um investimento improdutivo: não agrega valor ao produto, não melhora a qualidade e nem diminui custos.
Podemos ter três tipos de estoques: de matéria-prima, de produtos em processo e de produtos acabados. A filosofia Kanban deve produzir o estoque de produtos em processo e prioridades complementares:
- Redução drástica de estoques; - Cumprimento de 100% do programa (necessidade do cliente);
- Qualidade; - Mão-de-obra comprometida com o melhoramento contínuo;
- Baixo investimento do capital; - Estabelecimento de metas a serem sistematicamente superadas;
- Redução até a eliminação de perdas; - Processo controlado pela produção (o alicerce do processo)
Para o Kanban, além do já visto se torna necessário estabelecer containers (embalagens industriais padronizadas, nas quais teremos sempre as mesmas peças na mesma quantidade). Estabelecer rotinas de fluxo para sua execução (definir quem é o cliente e quem é seu respectivo fornecedor).
Cada container é um cartão Kanban, emitido tantos quantos forem necessários, para assegurar o fluxo, tendo em vista a quantidade necessária face ao consumo e o tempo de fabricação desses conjuntos.
Toda vez que uma das embalagens for esvaziada será entregue ao fornecedor do produto o cartão Kanban, que constitui uma ordem de serviço para esse fornecedor, autorizando-o a produzir aquele material na quantidade estabelecida no cartão.
Os cartões ficam num movimento contínuo de vai-e-vem sendo reutilizados pois sempre que o fornecedor completar o que foi solicitado pelo cartão irá coloca-lo de novo na embalagem padronizada, ficando à disposição do cliente (interno), que após o uso devolverá o mesmo, reiniciando o ciclo descrito.
Para visualizar esse modelo de autodirecionamento da produção costuma-se colocar os Kanbans para fabricar (os vazios) em um painel com boa visibilidade, com rês cores: verde, amarelo e vermelho. Enquanto estiver no verde é sinal que está abastecido, no amarelo o alerta de que irá terminar e no vermelho é sinal de que o cliente está desabastecido, requerendo providências urgentes, eventualmente exigindo suporte de outras áreas.
d) QUALIDADE TOTAL (TOTAL QUALITY CONTROL – TQC) – Nasceu nos Estados Unidos com Deming e Juran, mas após a Segunda Guerra Mundial foi abandonado pelo norte-americanos e adotado no Japão.
Um dos primeiros conceitos levantados foi o dos “4B” (bom, bonito, bem feito e barato).
Para satisfação do consumidor, para o alcance desses objetivos expressos pelos “4B”, foram fundamentais os conceitos de Deming, um dos mais conhecidos e amplamente citados, é o chamado Círculo Deming de Melhoramentos de Qualidade onde:
1- PLANEJAR: definir o problema, avaliar sistematicamente e reunir dados;
3- FAZER: após estar familiarizado com o problema, determine suas causas prováveis perguntando insistentemente “por que”. Depois desenvolva ações corretivas.
3- VERIFICAR: verificar se e como as ações corretivas funcionaram.
4 – AÇÃO: as ações corretivas, que foram avaliadas pela verificação como eficazes, deverão ser
24
padronizadas e divulgadas para todos para evitar a repetição.
Lema: Fazer certo na primeira vez!
Como aspectos mais importantes do Controle de Qualidade Total podemos destacar:
- Controle do processo;
- Visibilidade da qualidade: estabelecimento de padrões de qualidade mensuráveis;
- Disciplina da Qualidade: comportamentos de todos;
- Parada de produção: em caso de imprevistos, a pressão por quantidade produzida fica em segundo lugar, qualidade em primeiro;
- Autocorreção: quem gerou defeitos deve corrigi-los;
- Diminuição dos lotes: conceito Just in Time de qualidade;
- Organização e limpeza da fábrica: 5S;
- Não trabalhar no limite da capacidade: para evitar estrangulamentos em caso de quebra;
- Verificação diária dos equipamentos: manutenção preventiva pelo próprio pessoal da produção.
e) CÍRCULOS DE CONTROLE DA QUALIDADE (CCQ) - Representam uma poderosa arma do TQC. Representada ao nível do chão de fábrica, cuja constituição deve ser estipulada e suportada em termos de infra-estrutura e condições de trabalho pela empresa.
Pode-se afirmar que os CCQ´s partilham com a Administração a responsabilidade de localizar e resolver problemas de coordenação e produtividade. Por serem constituídos por pessoas do nível operacional (sentindo-se valorizadas), notam os pequenos problemas, as pequenas coisas que saem erradas no dia-a-dia, cujas conseqüências e somatório, no entanto fazem transformar o que ra “pequeno” em grande.
Metodologia: Identificar problemas; Analisar problemas; e Achar soluções para problemas (elaborando propostas).
O princípio participativo costuma ser algo como: Você é um especialista naquilo que faz. Ninguém conhece melhor a sua tarefa do que você mesmo. Você tem consciência dos problemas e obstáculos que impedem você de fazer um trabalho bem-feito.
f) METODOLOGIA 5S – HOUSEKEEPING (administração interna: a) casa. b) negócio. c) dinheiro para as despesas de casa). PROGRAMA DOS 5 SENSOS – 5S
É possível eliminar o desperdício (tudo aquilo que gera custo extra) em cinco fases, com base no método 5S, surgido no Japão no fim da década de 60. Esse método foi um dos fatores que ajudaram na recuperação de empresas japonesas e serviram de base para a implantação dos programas de Qualidade Total naquele país. Conheça abaixo cada uma de suas fases:
1ª Fase: SEIRI (DESCARTE/ORGANIZAÇÃO) – Tenha só o necessário, na quantidade certa. Cada pessoa deve saber diferenciar o útil do inútil. Só o que tem utilidade deve estar disponível e o que não é útil deve ser eliminado. Assim, ela pode se concentrar apenas naquilo que útil. As vantagens do descarte são:
- A redução da necessidade de espaço de estoque, de gastos com sistemas de armazenamento, transporte e seguros;
- A facilidade do transporte interno, do arranjo físico, do controle de produção, da execução do trabalho no tempo previsto;
- O descarte de compra de materiais e componentes em duplicidade e, também, de danos a materiais ou produtos armazenados;
- O aumento do retorno do capital empregado;
- A maximização da produtividade das máquinas e de pessoas envolvidas;
25
- A incorporação de maior senso de organização e economia, menos cansaço físico, maior facilidade de operação.
2ª Fase: SEITON (ARRUMAÇÃO/ORDEM) – Um lugar para cada coisa. Cada coisa tem o seu único e exclusivo lugar, após o uso. Tudo deve estar sempre disponível e próximo do local de uso. Ter o que é necessário, na quantidade certa, na qualidade certa, na hora certa e lugar certo, traz vantagens como:
- A economia de tempo na busca do que é preciso operar;
- A diminuição do controle de estoque e de produção;
- A agilidade do transporte interno, controle de produção e a execução do trabalho no prazo;
- A orientação para a compra de materiais de produtos armazenados;
- O aumento do retorno do capital;
- A maximização da produtividade das pessoas e das máquinas;
- A racionalização do trabalho, melhorando o ambiente e diminuindo o cansaço físico e mental
3ª Fase: SEISO (LIMPEZA/ZELO) – Gente merece o melhor ambiente. Cada pessoa deve saber a importância de estar em um ambiente limpo. Cada pessoa na empresa deve, antes e depois de qualquer trabalho realizado, retirar o lixo produzido e dar-lhe o fim previamente acordado. Ambiente limpo lembra qualidade e segurança. O desenvolvimento do senso de limpeza proporciona:
- Maior produtividade das pessoas, das máquinas e dos materiais;
- Facilidade na venda do produto ou do serviço;
- Diminuição nas perdas e danos de materiais e de produtos;
- Melhoria da imagem (interna e externa) da empresa.
4ª Fase: SEIKETSU (HIGIENE/PADRONIZAÇÃO) – Qualidade de vida no trabalho. Higiene é manutenção da limpeza e da ordem. Quem exige e faz qualidade cuida muito da aparência. Em um ambiente limpo, a segurança é maior. Ter a empresa limpa e asseada requer gastos com sistema e material de limpeza, mas suas vantagens são muitas no que diz respeito:
- A facilidade de segurança e de melhor desempenho dos empregados;
- A diminuição de danos à saúde do operário e do consumidor;
- A melhoria da imagem da empresa internamente e para o cliente;
- A elevação do nível de satisfação e motivação do pessoal para com o trabalho da empresa.
5ª Fase: SHITSUKE (DISCIPLINA) – Ordem, rotina e constante aperfeiçoamento. É a rotinização da melhoria alcançada, a obediência à rotina, a busca constante da melhoria, a educação do ser humano. A disciplina traz vantagens como:
- A redução da necessidade de controle;
- A facilidade de execução de toda e qualquer tarefa;
- A diminuição de perdas oriundas do não surgimento de rotinas;
- A previsão do resultado final de qualquer operação
- O respeito ao padrão de qualidade dos produtos e a redução da necessidade de controles, pressões etc.
g) POKA-YOKE – Conceito amplamente difundido na indústria japonesa, o poka-yoke pode ser entendido como todo e qualquer dispositivo que auxilie na prevenção de erros no processo produtivo. É uma ferramenta para se atingir zero defeito e, eventualmente eliminar as inspeções de controle de qualidade no final de uma linha de produção. Poka-yoke pode ser traduzido como “à prova de rros” ou “isento de falhas”.
26
A idéia é a de respeito à inteligência dos trabalhadores do chão-de-fábrica (o chamado “saber operário”). Ou seja, assumindo as tarefas repetitivas ou ações que dependem apenas da memória, o poka-yoke libera o tempo e a mente do trabalhador para que ele se dedique a atividades mais criativas.
h) PROCESSO DECISÓRIO EM GRUPO E COLETIVISMO
- Desobstrução dos meios de comunicação e fluxo amplo de informações;
- Iniciativa de baixo para cima (bottom-up);
- Envolvimento coletivo (participação);
- Busca do consenso;
- Executivo na função de conciliador e coordenador.
Senso de equipe e de cooperação são a chave para qualquer sucesso no trabalho japonês. Esse grupismo e coletivismo desencorajam qualquer um em uma organização a ser um “bolo solitário”. Isso não significa que a sociedade japonesa suprimiu o individualismo, mas é uma questão de prioridade. “considerar a dinâmica de grupo” (kikubari) é uma frase falada ao longo de toda a vida, de pai para filho, de professor para o aluno e de superior para subordinado.
O coletivismo tem vital importância no sistema de emprego vitalício. Um indivíduo entra numa companhia como membro da “nossa companhia”. “Meu” trabalho ou “minha” opinião são totalmente secundários para os objetivos da organização.
A busca do consenso nas discussões referentes aos vários aspectos da empresa norteia toda a conduta da empresa japonesa. Na busca de soluções para problemas complexos a decisão unânime é a resposta. Como se pode atingir decisões unânimes todo o tempo? Simples. Se três de dez pessoas se opõem a certa proposta, a votação é postergada até que essas pessoas sejam persuadidas a aderir à maioria. Aqueles que não têm essa habilidade de pré-barganha ou pré-negociação nunca chegarão até o topo. É importante salientar que nesse processo a oportunidade de expressar sua opinião é dada a todos.
i) KEIRETSU e os sistemas de subcontratação – é o novo padrão de relações inter-empresariais, constituem-se em inovações institucionais que têm contribuído para o intenso desenvolvimento econômico japonês.
As pequenas e médias empresas fornecedoras de matérias-primas, peças e componentes são classificadas de acordo com seu nível de capacitação tecnológica e capacidade produtiva. A partir dessa idéia, as empresas industriais são organizadas em grupos hierárquicos, na forma de uma estrutura piramidal. Nesta estrutura, a empresa localizada no topo da pirâmide, empresa-mãe, é a responsável pela montagem final do produto, repassando “para baixo” da pirâmide, ou seja, para as empresas subcontratadas, as encomendas das peças e componentes necessários à montagem do produto final.
No primeiro nível de subcontratação, encontram-se as empresas que fornecem sistemas ou subconjuntos mais complexos de peças ou componentes, tais como um sistema de freios de veículos, um motor para um aparelho eletrodoméstico etc. São em geral empresas de médio e, às vezes, de grande porte, altamente especializadas e dinâmicas em seus respectivos mercados, e, vias de regra, participam de forma cooperativa de todo o desenvolvimento do projeto do produto junto à “empresa-mãe”.
Nos demais níveis intermediários encontram-se as empresas especializadas no fornecimento de matérias-primas básicas (aço, plástico, tecidos etc.), assim como empresas fornecedoras de peças ou componentes individuais (parafusos, porcas, arruelas etc.). Quanto ao seu porte, podem variar entre pequenas, médias e, em alguns casos, mesmo grandes empresas. São empresas especializadas em um determinado tipo de produto, variando os modelos, tamanhos, formas etc.
Na base da pirâmide se localizam as micros e pequenas empresas (em muitos casos empresas familiares), que executam um conjunto de tarefas com baixo nível de conteúdo tecnológico, apresentando, em conseqüência, níveis inferiores de salários-médios, produtividade e
27
valor agregado por trabalhador, em comparação às empresas de níveis superiores da pirâmide. Operam, via-de-regra, em regime de encomendas e em tempo parcial e, neste sentido, são conhecidas como “empresas-flutuantes”.
2- LUCKY-GOLDSTAR: ADMINISTRAÇÃO, ESTILO COREANO.
Quando as companhias japonesas começaram a fabricar nos Estados Unidos, muitas pessoas riram de algumas de suas esquisitices empresariais, como os exercícios, antes do trabalho. Logo os analistas ficaram abalados com a eficiência do estilo japonês de administração. Os coreanos chegam como os japoneses, instalando suas fábricas e trazendo sua versão de "harmonia" administrativa. Dúzias de organizações sul-coreanas abriram escritórios nos Estados Unidos e algumas iniciaram operações e fabricação, nestes últimos anos. O Grupo Lucky-Goldstar abriu em 1983 uma fábrica de aparelhos de TVs em cores em Hunstville, no Alabama. Em 1985, o Grupo Samsung também começou a produzir TVs em cores, numa fábrica em Roxbury Township, em Nova Jérsei.
Apostando na possibilidade de fabricar com lucros nos Estados Unidos, exatamente quando os industriais americanos reclamam amargamente e até mesmo vão para outros países por causa da competição estrangeira, os coreanos contam com a capacidade de fundir aos métodos americanos seu estilo tradicional de administração.
A administração coreana estimula uma atmosfera familiar, onde os empregados interagem livremente com os executivos e compartilham um forte comprometimento com o sucesso da empresa. Agindo mais como um patriarca gentil do que como o presidente da fábrica da Goldstar of América, P. W. Suh assumiu a tarefa delicada de enxertar em Dixie os princípios de administração coreanos. O Sr. Suh admite ter havido momentos constrangedores - como a relutância de alguns trabalhadores americanos em usarem uniformes - mas empregados e administradores geralmente apreciam o resultado.
"Você não acreditaria no que a Goldstar faz por nós", diz Rachei Cothren, fazendo uma pausa em seu trabalho na linha de montagem. "Meu marido estava no hospital, para uma grande cirurgia, e alguns membros da administração vieram me apoiar o tempo todo. O Sr. Suh veio e ficou comigo na UTI, e trouxe livros e revistas."
Essa imagem, cuidadosamente cultivada, de uma empresa imbuída de consideração que lembra uma família feliz, é característica do estilo coreano de administrar. Mas essa consideração não é gratuita. Ela se destina a manter os sindicatos à distância e a estimular na força de trabalho o tipo de lealdade e de entusiasmo que irá gerar mais televisores por hora do que são conseguidos pelo estilo americano de administrar.
Uma medida desse sucesso é a média de 1% na taxa diária de absenteísmo (faltas ao trabalho) na Goldstar, comparada com os 5% das empresas americanas.
A idéia é importar métodos coreanos de administração, ao invés de televisores coreanos. Esses métodos estão associados a um milagre econômico que produziu nos últimos 25 anos um crescimento econômico na Coréia do Sul ainda mais acelerado do que no Japão. O crescimento coreano foi três vezes mais rápido do que o dos Estados Unidos. A principal arma no arsenal coreano é sua filosofia de administração, o que os coreanos chamam de inhwa, ou harmonia. Na Coréia do Sul, a Lucky-Goldstar é um exemplo dessa teoria.
"Se estivermos com pressa, podemos pedir aos empregados que tenham a consideração especial de fazer as coisas de modo diferente", diz D. H. Koo, presidente das operações internacionais para o Grupo Lucky-Goldstar, explicando a abordagem coreana. "E eles vão atender. Mas nos Estados Unidos, talvez eles não liguem se houver pressa."
O Sr. Koo e seus colegas nas salas de diretoria da Lucky-Goldstar desejam que os empregados da fábrica de Huntsville sejam solidários com a empresa e para isso estão tentando transplantar a inhwa. "Espero dedicação e lealdade no futuro, se ajudarmos a nossa família," disse o Sr. Suh, usando o termo "família" para se referir à sua força de trabalho.
Falar aos empregados sobre os objetivos da empresa, e até mesmo pedir ajuda, são princípios básicos da Goldstar. "Reuniões de família" são feitas mensalmente com todo o pessoal, e
28
as discussões sobre qualidade são programadas a cada duas semanas. Além disso, são usadas bonificações para aumentar o entusiasmo. Cerca de três dias por semana os trabalhadores recebem um bônus - no valor de uma hora extra de trabalho - caso suas linhas de montagem tenham aumentado a produção mantendo os níveis de qualidade.
Os empregados também recebem 50 dólares em dinheiro caso não faltem a um único dia de trabalho durante três meses. Métodos semelhantes de administração são usados na fábrica da Samsung em Roxbury Township. Ali também os empregados são chamados de família, e é enfatizada a interação entre trabalhadores e executivos.
Um dos motivos para os coreanos terem começado a fabricar nos Estados Unidos é seu medo de que regras protecionistas mantenham seus produtos fora dos mercados americanos. Em várias ocasiões, a Goldstar viu-se diante de tribunais dos EUA, acusada de dumping (ou seja, de oferecer produtos por menos do que o seu valor real). No caso mais recente, a Goldstar foi um dos principais acusados num processo que alegava que equipamentos telefônicos para pequenas empresas no valor de 275 milhões de dólares tinham sido dumped (subapreciados), o que viola a lei americana.
A despeito de seus esforços, a Goldstar está achando particularmente difícil penetrar no mercado americano, porque a empresa não tem um produto de marca conhecida e os clientes já criaram lealdade por produtos americanos e japoneses. Além disso, as mudanças políticas na Coréia do Sul estão ameaçando a filosofia e a viabilidade econômica da Goldstar e de outras chaebol (palavra coreana para grandes empresas de propriedade e direção familiar). As chaebol já foram o orgulho do país, e podiam contar com um governo autoritário para pagar suas contas, colocar os sindicatos fora da lei, manter os salários baixos e barrar a competição estrangeira. Hoje em dia, entretanto, a Coréia do Sul está ficando mais democrática e igualitária, de modo que as chaebol perderam os favores.
As greves de trabalhadores ajudaram os salários coreanos a subir em 60%, solapando uma das vantagens básicas que os produtores coreanos tinham sobre os competidores. As autoridades do governo esperam que empresas menores e mais ágeis liderem no futuro a economia coreana e por isso cortaram a ajuda às chaebol.Essas mudanças ameaçam a sobrevivência das chaebol. A estratégia comum a elas tem sido a de deixar firmas americanas e japonesas desenvolverem novos produtos, que elas então copiam e fabricam com a barata mão-de-obra coreana, obtendo uma vantagem competitiva nos preços. Entretanto, dada a velocidade das mudanças tecnológicas hoje em dia, as empresas enfrentam enormes pressões para estar na linha de frente da pesquisa, para especializar seus produtos e para reagir rapidamente às mudanças.
Como a Goldstar tem um comprometimento com a inhwa, e uma abordagem democrática à administração e à tomada de decisão, ela pode estar mais bem equipada para enfrentar esses desafios do que as chaebol mais hierárquicas, que ainda refletem os interesses familiares.
Todas essas forças irão testar o vigor da capacidade gerencial e da filosofia empresarial da Goldstar. Ao fabricar nos Estados Unidos, ela obteve importantes vantagens de mercado e um acesso mais seguro ao insaciável mercado americano de produtos de alta tecnologia. Mesmo assim, é a habilidade da Goldstar de desenvolver o espírito de inhwa na sua sede que poderá determinar a sobrevivência da empresa.
3- CONSIDERAÇÕES FINAIS
As várias análises a respeito do chamado milagre japonês procuram ressaltar as inovações tecnológicas e as técnicas de administração. Entretanto, a nosso ver, o desenvolvimento de qualquer nação ou comunidade (coreana, norte-americana, italiana, brasileira etc.), em qualquer época e lugar sempre esteve fundamentada em aspectos sociais, econômicos, culturais e institucionais bem mais amplos do que as técnicas.
Quando se pensa nas possibilidades de adoção ou adaptação das técnicas para outra realidade, como a brasileira, há de se relativizar a idéia da universalidade do modelo japonês, por exemplo. Ao se desconsiderar as diferenças na dinâmica das relações sociais, pode-se estar cometendo um grave erro de interpretação.
29
No caso do Brasil, uma nação de dimensões continentais, com significativos contrastes regionais, sociais, econômicos e culturais, as possibilidades de se atingir um patamar superior de desenvolvimento industrial encontra ainda sérios obstáculos. A abertura comercial do início dos anos 1990 e o acirramento da concorrência advindo do processo de globalização da economia vêm impondo às empresas do setor industrial uma urgente necessidade de rever seus antigos paradigmas de gestão e de produção.
Nesse sentido, as buscas permanentes de maiores níveis de qualidade e de produtividade deverão condicionar as estratégias das empresas que pretendam continuar competitivas. Para a consecução deste objetivo, cabe às empresas, além de buscar compreender as técnicas e modelos aplicados com sucesso em qualquer parte do mundo, terem abertura e consciência necessárias para uma busca permanente de inovações no sentido mais amplo, nos níveis tecnológico, organizacional, mercadológico e financeiro. Para viabilizar tal objetivo, faz-se necessária muita informação e uma boa dose de criatividade.
FORMAS MODERNAS DE ORGANIZAÇÃO COMERCIAL MUNDIAL E AS DECISÕES ADMINISTRATIVAS
1- GLOBALIZAÇÃO
Apesar de virmos tratando deste tema quando estudamos os assuntos anteriores, na intenção de reforçá-lo dentro de uma reflexão própria para o mesmo, podemos dizer que trata-se de um processo de grandes mudanças que nas últimas décadas tem ocorrido em todo o planeta, com repercussões nas mais específicas sociedades.
O homem, empreendedor por natureza, busca durante seu desenvolvimento a união e associações com as quais identificasse convergência de interesses. Assim surgem as associações e modernos blocos econômicos (NAFTA, MERCOSUL, UNIÃO EUROPÉIA etc.).
Conclui-se que cada vez mais os blocos ganham destaque, uma vez que mais de 75% da população e mais de 85% da produção mundial são provenientes e comercializados por estes blocos.
MERCOSUL ////////////////////////////// Argentina Bolívia* Brasil Chile* Paraguai Uruguai Área(Km2) 2.766.889 1.098.581 8.511.965 656.626 406.752 176.215 População(milhões) 36,1 7,7 163 5,3 5,6 3,2
* Associados especiais
No MERCOSUL que tem como associados principais Brasil, Argentina Uruguai e Paraguai e associados especiais o Chile e a Bolívia para se ter uma idéia da importância do Brasil em relação aos demais países, este responde com uma extensão territorial 62,5% e uma população que equivale a 73,8% do total dos seis países. A superfície brasileira equivale a dos outros 12 vizinhos sul-americanos.
Esta realidade associada a muitas outras requer que pessoas e organizações ampliem sua visão e busquem nas parcerias transparentes a capacitação para a expansão dos seus mercados. Isto possibilita que competidores tornem-se aliados somando esforços na busca de objetivos comuns. Aí é que surgem as grandes fusões, pois somente os mais aptos sobreviverão nessa batalha global.
Explorar as melhores condições em cada país tem sido regra geral. Isto muitas vezes não é feito pelo próprio país e sim por outros países com maiores recursos financeiros disponíveis. Por isso, algumas multinacionais se instalam em países como a China, Indonésia ou o Brasil, buscando mão-de-obra abundante, matérias-primas ou mesmo potencial de mercado consumidor. Empresas do Japão, a Coréia entre outros vão para países como os EUA.
Exemplos de deslocamentos: A BASF que é uma empresa alemã instalou três novas unidades em países asiáticos. A GRADIENTE que é uma empresa brasileira se instalou na China pois os custos totais de produção lá são menores que aqui. A ESTRELA deixou de ser indústria e

30
passa a ser distribuidora de brinquedos vindos dos países tigres asiáticos, pois não tinha preço competitivo devido ao custo da mão-de-obra e questões tributárias.
2- REENGENHARIA
Fazer reengenharia em uma empresa significa abandonar velhos sistemas e começar de novo, analisando a atual estrutura, desde o princípio e elaborando uma forma melhor de trabalhar (reinvenção da empresa). Para se fazer reengenharia em uma empresa é necessário levar em consideração questões do tipo: Como fazer? Por onde começar? Quem deve estar comprometido? De onde vêm as idéias para mudança radical? A definição formal de reengenharia baseia-se em repensar e reestruturar radicalmente os processos empresariais visando alcançar drásticas melhorias com base em quatro palavras básicas:
-Fundamental: ato de formular as questões básicas inerentes a empresa e seu funcionamento;
-Radical: significa ir a raiz das coisas, jogando fora o antigo e introduzindo o novo, e não apenas fazer mudanças superficiais;
-Drástica: diz respeito a saltos quânticos no desempenho e não apenas a melhorias marginais;
-Processos: envolve um estudo acerca dos processos de produção, analisando entradas de dados necessárias e a saída emperrada (objetivo), sendo este estudo muito importante, uma vez que grande parte dos homens de negócios não está preparada para entender ou lidar com processos, mas sim com tarefas, serviços, pessoas etc.
É importante saber que reengenharia empresarial não é apenas para empresas com problemas na produção, mas também para aquelas que pretendem maximizar a sua produção e não pode ser confundida com automação, reengenharia de software, reestruturação, reorganização, deshierarquização, nivelamento da empresa, downsizing(miniaturização) etc. Reengenharia é na verdade um novo começo.
3- SÉRIE ISO
A ISO (International Organization for Standardization – Organização Internacional de Normalização) trata de uma organização não governamental, das Nações Unidas, fundada na Suíça em 23 de fevereiro de 1947 com o objetivo de ser o fórum internacional de normalização, para o que atua como entidade harmonizadora das diversas agências nacionais. Participam desta organização entidades de normalização de mais de 100 países, inclusive o Brasil, os quais são classificados em P (Participantes) e O (Observadores). Noventa e cinco por cento da produção mundial estão representados na ISO e a diferença fundamental entre P e O é o direito de votação que os membros de P têm nos vários Comitês Técnicos, Subcomitês e Grupos de Trabalho.
Para exercer seus direitos, é exigido que os países estejam em dia com suas cotas anuais de participação e atuem de forma direta no processo de elaboração e aperfeiçoamento das normas.
Essas normas são representadas principalmente pela série 9000 que foi incorporada às normas da ABNT (Associação Brasileira de Normas Técnicas), no INMETRO (Instituto Nacional de Metrologia Normalização de Qualidade Industrial), além da série NB-9000.
A ISO 9000 é o “certificado de qualidade” desejado por todas as organizações que pleiteiam atingir altos padrões de qualidade. Estabelece os requisitos mínimos de garantia de qualidade que permitem a avaliação de empresas e têm sua aplicação abrangente e multidisciplinar às seguintes categorias genéricas de produto: hardware, software, materiais em processo e produtos. É um fator de marketing e comprometimento para com o constante melhoramento das operações da empresa.
Para sua a obtenção é necessário que se sigam metodologias de trabalho e regras (incluindo aí a ABNT e o INMETRO) que quando respeitadas poderão definir o melhor caminho para a organização alcançar a certificação. A certificação não é permanente e auditorias que são efetuadas em períodos que variam de dois a cinco anos definem os padrões a serem seguidos para obtenção da renovação da certificação. A série 9000 é composta por quatro normas a saber:
31
ISO 9000: norma que trata dos “padrões de administração e garantia da qualidade, diretrizes de seleção e uso”.
ISO 9001: normas contratuais para sistemas de garantia da qualidade em relação a projeto, desenvolvimento, produção, instalação e assistência técnica.
ISO 9002: trata das normas contratuais referentes às questões de produção e instalação, especificando quais os requisitos que devem satisfazer sistemas de qualidade em contratos onde as partes exigem demonstração da capacidade de fornecedores para controlar os processos que conduzem à aceitação do produto fornecido.
ISO 9003: norma que trata do modelo para garantia da qualidade em inspeções finais e testes realizados nos produtos.
ISO 9004: norma que dita as diretrizes gerais para o desenvolvimento e implantação dos sistemas de qualidade. São objetivos organizacionais, responsabilidades da administração, princípio dos sistemas de qualidade, qualidade em marketing, qualidade e controle de produção desde a concepção até a utilização do produto. É portanto a norma guia para a gestão do sistema da qualidade.
Aqui estão oito dos princípios de administração adotados pela ISO 9000, e que acompanham as tendências mais modernas em administração de negócios:
Organização focada no cliente: As organizações dependem de seus clientes e portanto têm a obrigação de compreender as necessidades atuais e futuras dos clientes, atender aos requisitos dos clientes e lutar para exceder as expectativas dos clientes.
Liderança: Os líderes criam a unidade de propósito e direção de uma organização. Eles têm a obrigação de criar e manter um ambiente interno em que as pessoas tornam-se plenamente envolvidas na realização dos objetivos da organização.
Envolvimento das pessoas: Pessoas de todos os níveis são a essência de uma organização e seu envolvimento pleno permite que suas competências e habilidades sejam aplicadas em benefício da organização.
Abordagem pro processos: Um resultado desejado é realizado de modo eficiente quando os recursos e atividades envolvidas são administrados como um processo.
Abordagem sistêmica da administração: Identificar, entender e administrar um sistema de processos inter relacionados visando um objetivo dado contribui para a eficácia e eficiência de uma organização.
Melhoria contínua: A melhoria contínua deve ser um objetivo permanente da organização.
Decisões baseadas em fatos: Decisões eficazes são baseadas na análise de dados e informações.
Relacionamentos mutuamente benéficos com fornecedores: As organizações e seus fornecedores são interdependentes e um relacionamento de benefício mutuo potencializa a aptidão de ambas as partes para criar valor.
Na verdade podemos perceber que se trata de uma proposta de qualidade que enxerga a empresa como um todo sistêmico, que se relaciona com clientes e fornecedores para a consecução de seu objetivo maior. Logo a ISO pode ser definida como um conjunto de regras mínimas, com o objetivo de orientar cada parte da empresa para que execute corretamente, e no tempo definido, a sua tarefa, em harmonia com outras, estando todas direcionadas para o objetivo comum da empresa ou organização.
O fato é que caracterizada por um sistema que assegura qualidade de um produto ou serviço, a ISO 9000 tornou-se o mais comum padrão da qualidade descrevendo requisitos para o sistema administrativo de uma empresa visando determinar a efetividade do sistema da qualidade com os padrões de referência adotados, o padrão exige que ações corretivas e preventivas sejam implementadas, eliminando causas de não-conformidades existentes ou potenciais.
Além da Série ISO 9000 a partir do final de 1996, a ISO (Organização Internacional de Normalização) colocou à disposição da comunidade mundial as primeiras normas da Série ISO 14000, ISO 14001 e ISO 14004 (Sistemas de Gestão Ambiental), ISO 14010, ISO 14011 e ISO 14012 (Auditoria Ambiental), de um conjunto de 28 normas que deverão compor a Série.
32
Em relação as Normas de Rotulagem Ambiental (Rótulos e Declarações Ambientais) se apresentam as ISO 14020, ISO 14021, ISO 14024, ISO 14025.
A Série ISO 14040 Gestão Ambiental (Princípios e Estrutura) especifica a estrutura geral, princípios e requisitos para conduzir e relatar estudos de avaliação do ciclo de vida, não incluindo as técnicas de avaliação do ciclo de vida em detalhes. Relacionadas a ela estão as ISO 14041, ISO 14042, ISO 14043, ISO 14047, ISO 14048, ISO 14049.
O objetivo geral da ISO 14000 é fornecer assistência para as organizações na implantação ou no aprimoramento de um Sistema de Gestão Ambiental (SGA). Ela é consistente com a meta de “Desenvolvimento Sustentável” e é compatível com diferentes estruturas culturais, sociais e organizacionais. Um SGA oferece ordem e consistência para os esforços organizacionais no atendimento às preocupações ambientais através de alocação de recursos, definição de responsabilidades, avaliações correntes das práticas, procedimentos e processos.
A ISO 14.000 oferece diretrizes para o desenvolvimento e implementação de princípios e sistemas de gestão ambiental, bem como sua coordenação com outros sistemas gerenciais.
Tais diretrizes são aplicáveis a qualquer organização, independentemente do tamanho, tipo ou nível de maturidade, que esteja interessada em desenvolver, implementar e/ou aprimorar um SGA.
As diretrizes são destinadas ao uso interno como uma ferramenta gerencial voluntária, não sendo apropriada para uso por parte de entidades de Certificação/Registro de SGA, como uma norma de especificações. Baseiam-se nos elementos centrais da especificação para SGA encontrados na ISO 14.001 e incluem importantes elementos adicionais para um Sistema de Gestão Ambiental amplo.
Os benefícios práticos que a norma ISO 14000 oferece incluem melhor controle ambiental e benefícios financeiros resultantes da redução de gastos com energia e redução dos desperdícios.
Os Princípios e Elementos de um Sistema de Gestão Ambiental segundo a norma ISO 14000 são:
Princípio 1: Uma organização deve focalizar aquilo que precisa ser feito - deve assegurar comprometimento ao SGA e definir sua política.
Princípio 2: Uma organização deve formular um plano para cumprir com sua política ambiental.
Princípio 3: Para uma efetiva implantação, uma organização deve desenvolver as capacidades e apoiar os mecanismos necessários para o alcance de suas políticas, objetivos e metas.
Princípio 4: Uma organização deve medir, monitorar e avaliar sua performance ambiental.
Princípio 5: Uma organização deve rever e continuamente aperfeiçoar seu sistema de gestão ambiental, com o objetivo de aprimorar sua performance ambiental geral.
Com isto em mente, o SGA é mais observado como uma estrutura de organização, a ser continuamente monitorada e renovada, visando fornecer orientação efetiva para as atividades ambientais de uma organização, em resposta a fatores internos e externos em alteração. Todos os membros de uma organização devem assumir a responsabilidade pela melhoria ambiental.
33
PROJETOS DE PLANTAS DE LAYOUT
INTRODUÇÃO
Ao se iniciar o processo de implantação de uma indústria, um dos problemas fundamentais a ser resolvido é a definição do local onde se instalará a indústria. A localização da indústria pode ser analisada em duas etapas: a macrolocalização e a microlocalização.
A macrolocalização é a etapa mais ampla pois visa definir a região onde se deverá implantar a indústria, levando em consideração fatores de ordem econômica e fatores de ordem técnica.
Os fatores de ordem econômica são : matéria-prima, mercado, transporte e mão de obra. Do ponto de vista da Higiene e Segurança, as recomendações são:
- minimizar a probabilidade de ocorrer um acidente por manuseio e transporte;
- evitar distúrbios funcionais, intoxicações ou morte aos consumidores, no caso de serem perecíveis os produtos ou matérias primas;
- evitar que a empresa comece a operar sem que a mão de obra receba um treinamento de Segurança e Higiene Industrial.
Os fatores de ordem técnica são: água, energia, resíduos, comunicação, clima, leis e impostos. Em relação a estes itens, para garantir que os agentes não atuem sobre a integridade física e psíquica do homem, aconselha-se verificar a disponibilidade atual e futura, temperatura efetiva, variações sazonais, composição química, velocidade, direção e sentido do vento, leis e isenção de impostos.
Uma vez definida a região, parte-se para a escolha do local efetivo de implantação da indústria, definindo-se assim sua microlocalização. Nesta etapa prevalecerão os fatores técnicos. Para tal, a fim de evitar que as condições inseguras surjam a partir das próprias características do terreno, deve-se analisar uma série de fatores. As condições inseguras poderão ser provenientes de: deslizamento de terra, deslizamento de pedras, riscos de inundação, dimensões insuficientes para atender as expansões futuras, não existência de água potável, não existência de meios de comunicação e de um sistema rodo-ferroviário, fluvial e aéreo, não existência de um plano atual e futuro de coleta de lixo, transporte coletivo, esgoto sanitário, etc.
Tendo especificado o terreno, a próxima etapa é definir o arranjo mais adequado de homens, equipamentos e materiais sobre uma determinada área física, dispondo esses elementos de forma a minimizar os transportes, eliminar os pontos críticos da produção e suprimir as demoras desnecessárias entre várias atividades.
Entra-se assim, na fase de elaboração do layout ou arranjo físico das instalações da empresa.
Nesta fase, estabelece-se a posição relativa entre as diversas áreas. Os modelos de fluxo e as inter-relações entre as diversas áreas são visualizados, tendo-se a noção clara do fluxo industrial, desde a entrada das matérias-primas até a saída do produto. Depois, defini-se claramente a localização de cada máquina, posto de trabalho.
Dito de uma forma simples, definir o arranjo físico é decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção.
O arranjo físico é, portanto, uma das etapas finais, e só pode ser elaborado depois de definida uma série de itens como o volume de produção, seleção do equipamento produtivo.
O principal campo do arranjo físico é internamente a empresa, definindo e integrando os elementos produtivos. Não é somente uma disposição racional das máquinas mas também, o estudo das condições humanas de trabalho (iluminação, ventilação, etc.); de corredores eficientes; de como evitar controles desnecessários; de armários e bancadas ao lado das máquinas; de qual meio de transporte vai ser utilizado para movimentação da peça.
O planejamento de um arranjo físico é recomendável a qualquer empresa, grande ou pequena. Com um bom arranjo físico obtêm-se resultados surpreendentes na redução de custos de operação e no aumento da produtividade e eficiência. Na implantação de uma nova empresa, esse planejamento é imprescindível. Naquelas já montadas, uma mudança no processo de produção ou
34
fluxo do serviço introdução de novos produtos ou serviços, a necessidade de redução de custos, a expansão de uma seção, etc. necessitam de uma modificação no arranjo.
O estudo do layout pode ser feito para fábricas, escritórios, lojas, supermercados, bancos, etc.
ARRANJO FÍSICO - CONCEITOS GERAIS
CONCEITO DE ARRANJO FÍSICO
Dentro do quadro geral de uma empresa, um papel importante está reservado ao arranjo físico (layout). Fazer o arranjo físico de uma área qualquer é planejar e integrar os caminhos dos componentes de um produto ou serviço, a fim de obter o relacionamento mais eficiente e econômico entre o pessoal, equipamentos e materiais que se movimentam.
Dito de uma forma simples, definir o arranjo físico é decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção.
O arranjo físico procura uma combinação ótima das instalações industriais e de tudo que concorre para a produção, dentro de um espaço disponível. Visa harmonizar e integrar equipamento, mão de obra, material, áreas de movimentação, estocagem, administração, mão de obra indireta, enfim todos os itens que possibilitam uma atividade industrial.
Ao se elaborar, portanto, o arranjo físico deve-se procurar a disposição que melhor conjugue os equipamentos com os homens e com as fases do processo ou serviços, de forma a permitir o máximo rendimento dos fatores de produção, através da menor distância e no menor tempo possível.
OBJETIVOS DO ARRANJO FÍSICO
Melhorar a Utilização do Espaço Disponível:
- menor quantidade de material em processo;
- distâncias minimizadas de movimentação de materiais, serviços e pessoas;
- disposição racional das seções.
Aumentar a Moral e a Satisfação do Trabalho:
- ordem no ambiente e limpeza;
- sanitários.
Incrementar a Produção:- fluxo mais racional.
Redução de Manuseio:- utilização da movimentação no processo produtivo.
Redução do Tempo de Manufatura: - reduzindo demoras e distâncias.
Redução dos Custos Indiretos:
- menos congestionamento e confusão;
- menos manuseio (menor perda e danos de materiais, etc)
PRINCÍPIOS DO ARRANJO FÍSICO
Para se conseguir os seus objetivos, o arranjo físico se utiliza dos seguintes princípios gerais, que devem ser obedecidos por todos os estudos.
Integração - Os diversos elementos (fatores diretos e indiretos ligados a produção) devem estar integrados, pois a falha em qualquer um deles resultará numa ineficiência global. Todos os pequenos pormenores da empresa devem ser estudados, colocados em posições determinadas e dimensionados de forma adequada; como por exemplo, a posição dos bebedouros, saídas do pessoal, etc.

35
Mínima Distância - O transporte nada acrescenta ao produto ou serviço. Deve-se procurar uma maneira de reduzir ao mínimo as distâncias entre as operações para evitar esforços inúteis, confusões e custos.
Obediência ao Fluxo das Operações - As disposições das áreas e locais de trabalho devem obedecer às exigências das operações de maneira que homens, materiais e equipamentos se movem em fluxo contínuo, organizado e de acordo com a seqüência lógica do processo de manufatura ou serviço. Devem ser evitados cruzamentos e retornos que causam interferência e congestionamentos. Eliminar obstáculos a fim de garantir melhores fluxos de materiais e seqüência de trabalho dentro da empresa, reduzindo materiais em processo mantendo-os em contínuo movimento.
Racionalização de Espaço - Utilizar da melhor maneira o espaço e se possível as 3 dimensões.
Satisfação e Segurança - A satisfação e a segurança do homem são muito importantes. Um melhor aspecto das áreas de trabalho promove tanto a elevação da moral do trabalhador quanto a redução de riscos de acidentes.
Flexibilidade - Este é um princípio que, notadamente na atual condição de avanço tecnológico, deve ser atentamente considerado pelo projetista de layout. São freqüentes e rápidas as necessidades de mudança do projeto do produto, mudanças de métodos e sistemas de trabalho. A falta de atenção a essas alterações pode levar uma empresa ao obsoletismo. No projeto do layout deve-se considerar que as condições vão mudar e que o mesmo deve ser fácil de mudar e de se adaptar as novas condições.
COMO SURGE O PROBLEMA DO ARRANJO FÍSICO
O problema do arranjo físico é essencialmente dinâmico.
Basicamente, o arranjo físico busca integrar material, mão de obra e equipamento. A modificação de qualquer um deles pode tornar inadequado o arranjo físico existente. Dessa forma, é importante que o setor responsável pelo arranjo físico possua um sistema de informação adequado que forneça com a devida antecedência as alterações a serem verificadas.
Devem ser questionados os seguintes itens para verificar se um layout necessita ou não de alterações são:
Obsolescência das Instalações
- Novos produtos ou novos serviços estão sendo projetados?
- Estes produtos exigirão modificações no método de trabalho, fluxo de materiais ou equipamentos empregados?
- Haverá utilização de novas áreas de estocagem?
Redução dos Custos de Produção
- Haverá corte de pessoal e/ou paradas de equipamentos e diminuição de movimentação de materiais?
Variação na Demanda
- A produção atual satisfaz as estimativas de vendas?
- Os equipamentos de transporte e manuseio serão suficientes?
Ambiente de Trabalho Inadequado
- As condições de iluminação, ventilação e temperatura são satisfatórias?
- Pode o ruído ser isolado?
- Os locais para lavatórios são adequados?
Condições Inseguras
- Existe excesso de material ao lado da máquina?
36
- A área é adequada para o posto de trabalho? Existência de área que comporta apenas um equipamento, onde na realidade há dois?
- Os materiais inflamáveis estão colocados em área Segura?
- Existem muitos acidentes de trabalho?
- Há espaço para tráfego e operação de máquinas?
- O tipo de piso é adequado para a atividade?
- A faixa demarcatória protege o trabalhador dos meios utilizados para o manuseio de materiais?
Manuseio Excessivo
- Os materiais percorrem grandes distâncias?
A CHAVE DOS PROBLEMAS DE ARRANJO FÍSICO
Os problemas de arranjo físico geralmente recaem em dois elementos básicos que são:
Produto (ou material ou serviço) - entende-se por produto o que é produzido ou feito pela empresa ou área em questão, a matéria prima ou peças compradas, peças montadas, mercadorias acabadas e/ou serviços prestados ou processados.
Quantidade (ou volume): representa o quanto de cada item deve ser feito ou serviços executados.
Esses elementos, direta ou indiretamente, são responsáveis por todas as características, fatores e condições do planejamento. É importante, portanto, coletar os fatos, estimativas e informações sobre esses dois elementos. Eles representam a chave da resolução dos problemas de arranjo físico.
Em função da variedade dos produtos e da quantidade, defini-se qual tipo de processo que será adotado : processo contínuo, processo em lotes, processo por projeto, etc.
De posse das informações, devemos obter informações sobre o roteiro (ou processo) se-gundo o qual o produto será fabricado ou serviço será executado.
Os equipamentos e os postos de trabalho a serem utilizados dependem das operações de transformação. Também a movimentação de materiais através das áreas depende do roteiro ou seqüência de operações. Logo as operações envolvidas no roteiro ou processo e sua seqüência são informações que devem ser obtidas.
TIPOS DE ARRANJO FÍSICO
Depois que o tipo de processo foi selecionado, o tipo básico de arranjo físico deve ser definido. O tipo de arranjo físico é a forma geral do arranjo de recursos produtivos da operação e é em grande parte determinado pelo tipo de produto, tipo de processo de produção e volume de produção.
Existem quatro tipos básicos de arranjo físico dos quais a maioria dos arranjos se deriva:
- arranjo posicional ou por posição fixa - arranjo funcional ou por processo
- arranjo linear ou por produto - arranjo de grupo ou celular
Arranjo Posicional ou por Posição Fixa (Project Shop) - Neste tipo de layout, o material permanece parado enquanto que o homem e o equipamento se movimentam ao redor. Atualmente, sua aplicação se restringe principalmente a caso onde o material, ou o componente principal, é difícil de ser movimentado, sendo mais fácil transportar equipamentos, homens e componentes até o material imobilizado. É o caso típico de montagem de grandes máquinas, montagens de navios, de prédios, barragens, grandes aeronaves, etc.
O número de itens finais normalmente não é muito grande, mas o tamanho do lote dos componentes para o item final pode variar de pequeno a muito grande.
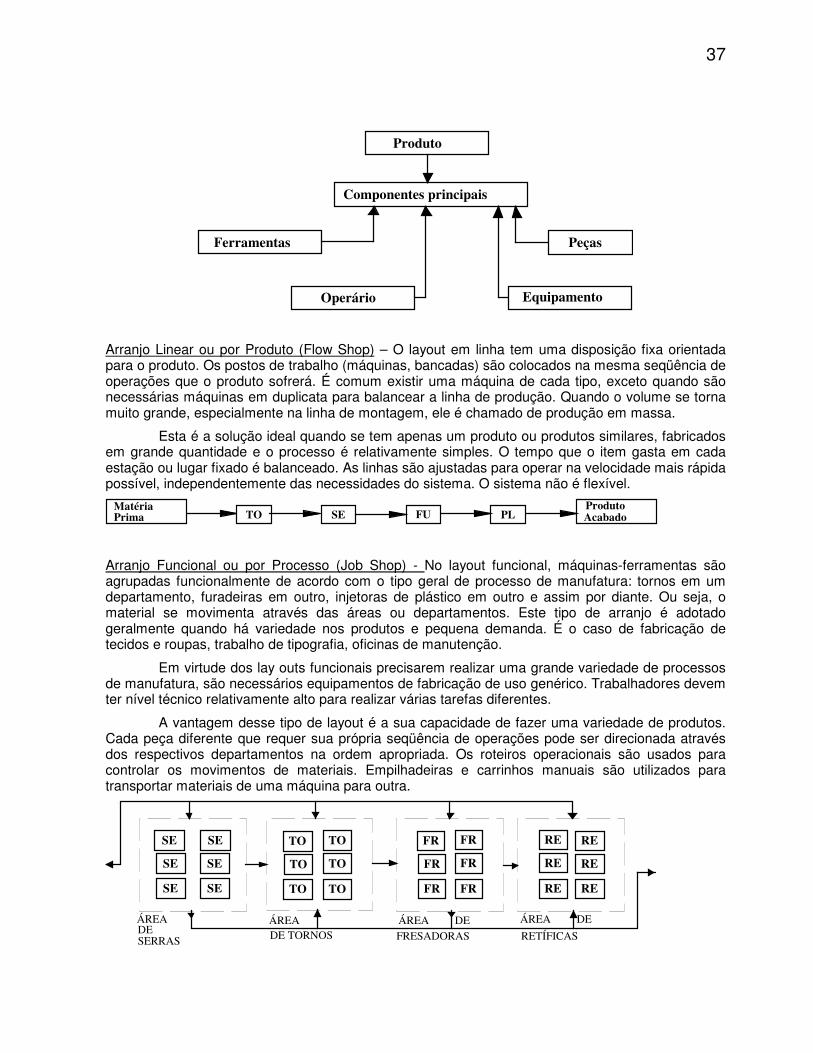
37
Produto
Componentes principais
Ferramentas
Operário Equipamento
Peças
Arranjo Linear ou por Produto (Flow Shop) – O layout em linha tem uma disposição fixa orientada para o produto. Os postos de trabalho (máquinas, bancadas) são colocados na mesma seqüência de operações que o produto sofrerá. É comum existir uma máquina de cada tipo, exceto quando são necessárias máquinas em duplicata para balancear a linha de produção. Quando o volume se torna muito grande, especialmente na linha de montagem, ele é chamado de produção em massa.
Esta é a solução ideal quando se tem apenas um produto ou produtos similares, fabricados em grande quantidade e o processo é relativamente simples. O tempo que o item gasta em cada estação ou lugar fixado é balanceado. As linhas são ajustadas para operar na velocidade mais rápida possível, independentemente das necessidades do sistema. O sistema não é flexível.
MatériaPrima TO SE PLFU
ProdutoAcabado
Arranjo Funcional ou por Processo (Job Shop) - No layout funcional, máquinas-ferramentas são agrupadas funcionalmente de acordo com o tipo geral de processo de manufatura: tornos em um departamento, furadeiras em outro, injetoras de plástico em outro e assim por diante. Ou seja, o material se movimenta através das áreas ou departamentos. Este tipo de arranjo é adotado geralmente quando há variedade nos produtos e pequena demanda. É o caso de fabricação de tecidos e roupas, trabalho de tipografia, oficinas de manutenção.
Em virtude dos lay outs funcionais precisarem realizar uma grande variedade de processos de manufatura, são necessários equipamentos de fabricação de uso genérico. Trabalhadores devem ter nível técnico relativamente alto para realizar várias tarefas diferentes.
A vantagem desse tipo de layout é a sua capacidade de fazer uma variedade de produtos. Cada peça diferente que requer sua própria seqüência de operações pode ser direcionada através dos respectivos departamentos na ordem apropriada. Os roteiros operacionais são usados para controlar os movimentos de materiais. Empilhadeiras e carrinhos manuais são utilizados para transportar materiais de uma máquina para outra.
SE SE
SE SE
SE SE
TO TO
TO TO
TO TO
FR FR
FR FR
FR FR
RE RE
RE RE
RE RE
ÁREA ÁREA DE ÁREA DEÁREA
SERRASDE DE TORNOS FRESADORAS RETÍFICAS
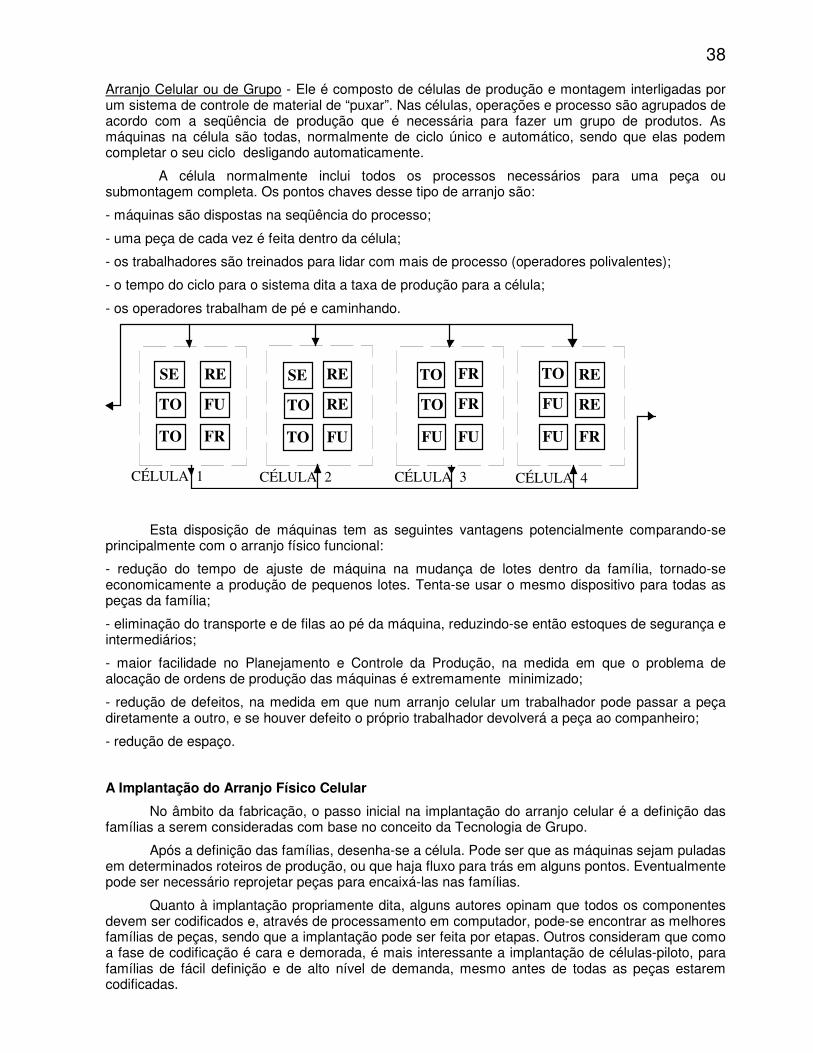
38
Arranjo Celular ou de Grupo - Ele é composto de células de produção e montagem interligadas por um sistema de controle de material de “puxar”. Nas células, operações e processo são agrupados de acordo com a seqüência de produção que é necessária para fazer um grupo de produtos. As máquinas na célula são todas, normalmente de ciclo único e automático, sendo que elas podem completar o seu ciclo desligando automaticamente.
A célula normalmente inclui todos os processos necessários para uma peça ou submontagem completa. Os pontos chaves desse tipo de arranjo são:
- máquinas são dispostas na seqüência do processo;
- uma peça de cada vez é feita dentro da célula;
- os trabalhadores são treinados para lidar com mais de processo (operadores polivalentes);
- o tempo do ciclo para o sistema dita a taxa de produção para a célula;
- os operadores trabalham de pé e caminhando.
SE RE
TO FU
TO FR
SE RE
TO RE
TO FU
TO FR
TO FR
FU FU
TO RE
FU RE
FU FR
CÉLULA 1 CÉLULA 2 CÉLULA 3 CÉLULA 4
Esta disposição de máquinas tem as seguintes vantagens potencialmente comparando-se principalmente com o arranjo físico funcional:
- redução do tempo de ajuste de máquina na mudança de lotes dentro da família, tornado-se economicamente a produção de pequenos lotes. Tenta-se usar o mesmo dispositivo para todas as peças da família;
- eliminação do transporte e de filas ao pé da máquina, reduzindo-se então estoques de segurança e intermediários;
- maior facilidade no Planejamento e Controle da Produção, na medida em que o problema de alocação de ordens de produção das máquinas é extremamente minimizado;
- redução de defeitos, na medida em que num arranjo celular um trabalhador pode passar a peça diretamente a outro, e se houver defeito o próprio trabalhador devolverá a peça ao companheiro;
- redução de espaço.
A Implantação do Arranjo Físico Celular
No âmbito da fabricação, o passo inicial na implantação do arranjo celular é a definição das famílias a serem consideradas com base no conceito da Tecnologia de Grupo.
Após a definição das famílias, desenha-se a célula. Pode ser que as máquinas sejam puladas em determinados roteiros de produção, ou que haja fluxo para trás em alguns pontos. Eventualmente pode ser necessário reprojetar peças para encaixá-las nas famílias.
Quanto à implantação propriamente dita, alguns autores opinam que todos os componentes devem ser codificados e, através de processamento em computador, pode-se encontrar as melhores famílias de peças, sendo que a implantação pode ser feita por etapas. Outros consideram que como a fase de codificação é cara e demorada, é mais interessante a implantação de células-piloto, para famílias de fácil definição e de alto nível de demanda, mesmo antes de todas as peças estarem codificadas.
39
Deve-se ressaltar que é difícil mudar qualquer sistema, em particular um sistema inteiro de produção. Deve-se considerar neste processo um objetivo de longo prazo. A movimentação de máquinas pode ser difícil por problemas de peso, sistemas hidráulicos, elétricos e pneumáticos a elas acoplados.
Por isso, alguns autores apontam como a estratégia mais adequada a conversão, em etapas, porções do sistema funcional para o arranjo em células, implicando na progressiva redefinição do sistema de projeto/produção. É um processo de longo prazo.
FATORES A SEREM ESTUDADOS NA ELABORAÇÃO DO ARRANJO FÍSICO
Ao se elaborar um arranjo físico, os principais fatores a serem estudados são: material, máquinas, mão-de-obra, movimentação, armazenamento, edifícios, mudanças e serviços auxiliares.
Material - São considerados todos os materiais que são processados e manipulados no setor : matéria prima, material em processo, produto final, embalagem, etc. Estudam-se dimensões, pesos, quantidade, características físicas, químicas. O processo de produção deve ser detalhado: tipos, seqüência e tempos padrões das operações. Deve-se procurar:
- que o fluxo do material seja de acordo com o processo;
- diminuir o manuseio dos produtos (menos riscos de acidentes);
- diminuir o percurso dos produtos e mão de obra.
Máquinas - Levam-se em conta todos os equipamentos utilizados na produção, na manutenção, em medidas e controle e no transporte. Listam-se informações sobre:
- identificação do equipamento (nome, tipo, acessórios, etc.);
- dimensões e peso;
- áreas necessárias para operação e manutenção;
- operadores necessários;
- suprimento de energia elétrica, gás, água, ar comprimido, vapor, etc.;
- periculosidade, ruído, calor, etc.;
- possibilidade de desmontagem das máquinas;
- ocupação prevista para a máquina;
- características operacionais: tipos de operação e velocidade.
Deverão ser estudados :
- dimensionamento da área necessária (visando diminuir acidentes, facilitar operação no posto de trabalho e movimentação do operador, segurança do operador);
- posicionamento do equipamento em função do processo, tipo de equipamento ( ruído, periculosidade).
Mão-de-Obra - Inclui todo o pessoal direto e indireto da fábrica, observando-se as áreas necessárias para o desenvolvimento do trabalho de cada elemento. Deve-se:
- obter todas as informações sobre as condições de trabalho (iluminação, barulho, vibração, limpeza, segurança, ventilação) e do pessoal necessário (qualificação, quantidade e sexo).
- dimensionar o banheiro, vestuário, serviços auxiliares (restaurantes e/ou refeitório), bebedouros em função do número de pessoas;
- posicionar o banheiro, vestuário, etc. em função do fluxo das pessoas;
Movimentação - Este é um dos principais fatores na elaboração do arranjo físico. Deverão ser analisados:
- percurso seguido pelo material, máquinas e pessoal com as especificações das distâncias;
- tipos de transportes usados;

40
- manuseio (freqüência, razão, esforço físico necessário, tempo utilizado);
- espaço existente para a movimentação.
- dimensionamento da largura do corredor em função dos equipamentos, meio de transporte, etc.;
- segurança dos funcionários e visitantes;
- acesso aos meios de combate de incêndio, meios auxiliares, etc.
Armazenamento - Considera-se o armazenamento de todos os materiais, inclusive aqueles em processo (esperas intermediárias existentes antes de uma dada operação), nos seguintes aspectos: localização, dimensões, métodos de armazenagem, tempo de espera, cuidados especiais. Deverão ser estudados:
- dimensionamento em função do material (em processo e final);
- dimensionamento dos corredores do depósito;
- diminuição da estocagem em processo;
- dimensionamento dos corredores do depósito;
- distância das prateleiras com paredes, etc.
Serviços Auxiliares - Incluem os espaços destinados à manutenção, controles e inspeção, escritório (sala de espera, treinamento, conferências), laboratórios, equipamentos e linhas auxiliares (ar, vapor, gás, etc.), facilidades (restaurantes, vestiários, lavatórios, relógio ponto, estacionamento).
Mudanças - Inclui todas as modificações que afetam as condições existentes (material, máquinas, homens, manuseio, estoques, serviços e edifícios.)
Edifício - Estudam-se: área, compartimentos, estruturas, tetos, acessos, rampas, escadas, elevadores e outras características do edifício.
ESTUDO DO FLUXO
NOÇÕES PRELIMINARES
As formas básicas de fluxo são:
1 2 3 4
1 4 5 8
LINHA RETAAplicável quando o processo é simples.Sempre que possível,utilizar este tipo.
Aplicável quando a linha de produçãoé maior que a permitida pela área físicada fábrica.
Aplicável quando se deseja que oproduto final termine em localvizinho à entrada.
Aplicável quando se deseja retornar um produtode origem.
ZIG-ZAG
2 3 6 7
1 2 3 4
8 7 6 5
2 3
5
4
6
1
Forma de U
CIRCULAR
41
Os tipos de fluxo podem ser agrupados em quatro níveis:
- Por edifícios (prédio), onde se estuda o fluxo geral da fábrica de maneira que seus diversos fluxos se relacionem bem entre si e com o meio externo, obtendo-se como resposta a localização dos edifícios.
- Por departamentos (produção), estuda-se o fluxo entre os departamentos e obtém como resposta a localização dos departamentos.
- Por seções de trabalho (polimento), estuda-se o fluxo da seção tem-se como resposta a localização das diversas estações de trabalho.
- Por estações de trabalho (máquina específica), estuda-se o fluxo da estação de trabalho e tem-se como resposta a localização dos diversos componentes da estação de trabalho.
ESTUDO DO FLUXO POR DEPARTAMENTOS
Deve-se procurar:
- definir os setores produtivos, através do estudo das atividades que serão desenvolvidas na empresa;
- definir os setores auxiliares;
- levantar o fluxo do material através dos setores definidos anteriormente.
A etapa seguinte é a de posicionamento dos setores produtivos e auxiliares, racionalizando o fluxo e posicionando próximos os setores que possuem relacionamento de trabalho. É o gráfico das relações de atividades dos setores.
A partir do esquema das relações de atividades, deve-se fazer o cálculo das áreas necessárias aos setores e então, elaborar o gráfico de relações das áreas.
ESTUDO DO FLUXO POR SEÇÕES DE TRABALHO
A análise do fluxo de materiais consiste na determinação da melhor seqüência de movimentação dos materiais através das etapas exigidas pelo processo e a determinação da intensidade desses movimentos. O fluxo deve permitir que o material se movimente progressi-vamente durante o processo, sem retornos, desvios, cruzamentos, etc.
O estudo do fluxo interno pode ser elaborado da seguinte forma:
- para um ou poucos produtos (ou serviços) através da Carta de Processo ou Gráfico do Fluxo do Processo;
- para vários produtos (ou serviços) através da carta de Múltiplos Processos ou Carta DE-PARA.
Gráfico Do Fluxo Processo ou Carta do Processo
Essa técnica registra um processo de maneira compacta, a fim de tornar possível sua melhor compreensão e posterior melhoria. O gráfico representa os diversos passos ou eventos que ocorrem durante a execução de um processo ou procedimento, incluindo informações consideradas, para fins de análise, tais como: necessidade de tempo e distância de percurso. Para descrição dos eventos realizados, a técnica utiliza os elementos de um processo e seus respectivos símbolos que foram normalizados pela ASME (American Society of Mechanical Engineers) : operação, transporte, inspeção, armazenamento e demora.
Operação ( � ) : é qualquer ação do homem ou da máquina que produz uma modificação do material e /ou que contribui para execução de um trabalho. Uma operação também ocorre quando uma informação é dada ou recebida, ou quando se verifica planejamento ou cálculo. Exemplo: serrar uma tábua, ligar uma máquina, colocar material na máquina.
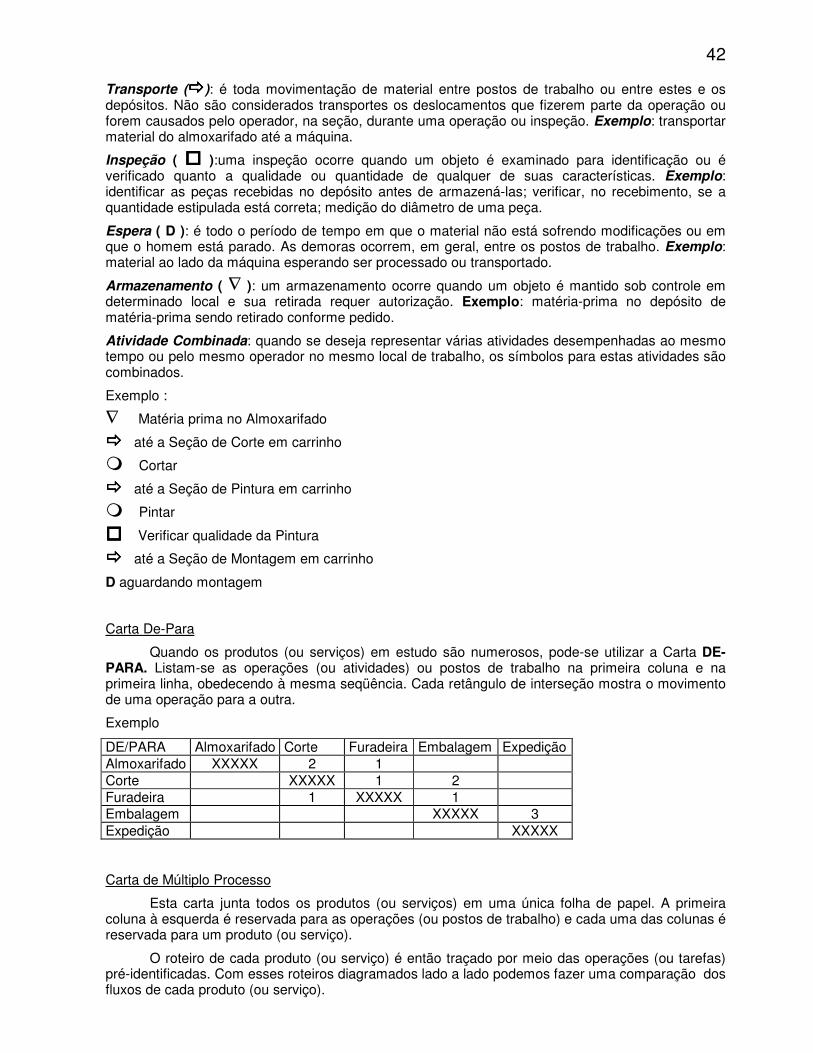
42
Transporte (����): é toda movimentação de material entre postos de trabalho ou entre estes e os depósitos. Não são considerados transportes os deslocamentos que fizerem parte da operação ou forem causados pelo operador, na seção, durante uma operação ou inspeção. Exemplo: transportar material do almoxarifado até a máquina.
Inspeção ( ���� ):uma inspeção ocorre quando um objeto é examinado para identificação ou é verificado quanto a qualidade ou quantidade de qualquer de suas características. Exemplo: identificar as peças recebidas no depósito antes de armazená-las; verificar, no recebimento, se a quantidade estipulada está correta; medição do diâmetro de uma peça.
Espera ( D ): é todo o período de tempo em que o material não está sofrendo modificações ou em que o homem está parado. As demoras ocorrem, em geral, entre os postos de trabalho. Exemplo: material ao lado da máquina esperando ser processado ou transportado.
Armazenamento ( ∇ ): um armazenamento ocorre quando um objeto é mantido sob controle em determinado local e sua retirada requer autorização. Exemplo: matéria-prima no depósito de matéria-prima sendo retirado conforme pedido.
Atividade Combinada: quando se deseja representar várias atividades desempenhadas ao mesmo tempo ou pelo mesmo operador no mesmo local de trabalho, os símbolos para estas atividades são combinados.
Exemplo :
∇ Matéria prima no Almoxarifado
���� até a Seção de Corte em carrinho
� Cortar
���� até a Seção de Pintura em carrinho
� Pintar
���� Verificar qualidade da Pintura
���� até a Seção de Montagem em carrinho
D aguardando montagem
Carta De-Para
Quando os produtos (ou serviços) em estudo são numerosos, pode-se utilizar a Carta DE-PARA. Listam-se as operações (ou atividades) ou postos de trabalho na primeira coluna e na primeira linha, obedecendo à mesma seqüência. Cada retângulo de interseção mostra o movimento de uma operação para a outra.
Exemplo
DE/PARA Almoxarifado Corte Furadeira Embalagem Expedição Almoxarifado XXXXX 2 1 Corte XXXXX 1 2 Furadeira 1 XXXXX 1 Embalagem XXXXX 3 Expedição XXXXX
Carta de Múltiplo Processo
Esta carta junta todos os produtos (ou serviços) em uma única folha de papel. A primeira coluna à esquerda é reservada para as operações (ou postos de trabalho) e cada uma das colunas é reservada para um produto (ou serviço).
O roteiro de cada produto (ou serviço) é então traçado por meio das operações (ou tarefas) pré-identificadas. Com esses roteiros diagramados lado a lado podemos fazer uma comparação dos fluxos de cada produto (ou serviço).

43
O objetivo é obter um fluxo progressivo com o mínimo de retornos e aproximar ao máximo as operações (ou tarefas) ou posto de trabalho entre as quais haja uma alta intensidade de fluxo.
Exemplo:
PRODUTO
POSTO
PRODUTO A PRODUTO B PRODUTO C
ALMOXARIFADO
CORTE
C.Q.
FURADEIRA
EXPEDIÇÃO
DIMENSIONAMENTO DE ÁREAS
DIMENSIONAMENTO DO CENTRO DE PRODUÇÃO - Deverão ser dimensionadas as seguintes áreas:
Área para o Equipamento - é a projeção estática do equipamento, o espaço necessário para o seu posicionamento na fábrica.
Área para o Processo - é a área indispensável ao equipamento para que esse possa executar perfeitamente e sem limitações as suas operações de processamento. Deve ser considerado o espaço para a alimentação das máquinas, o deslocamento de componentes da máquina, o espaço necessário para a retirada da peça depois do processamento, a colocação e retirada de dispositivos, etc.
Área para Operador na Operação - há três tipos de área para o operador:
- o deslocamento do operador relativamente à máquina onde são levantadas as diferentes posições de trabalho do operador na operação e os deslocamentos necessários para atingir essas diferentes posições;
- em cada posição, estuda-se a movimentação que o operário deve efetuar para a realização do trabalho, levando-se em conta os deslocamentos dos membros envolvidos nessa atividade;
- em ambos os casos, devem-se analisar ainda os aspectos de segurança, plena liberdade de movimentação, necessidade e dimensionamento de assentos para operários, e alguns aspectos psicológicos envolvidos, como sensação de enclausuramento, de falta de segurança ou semelhantes.
Área para Acesso dos Operadores - deve-se estudar como será feita a entrada e a saída do operador no centro de produção. Esse acesso deverá ser de tal forma a permitir livre movimentação com segurança e rapidez.
Área para Acesso e para a Manutenção - deve-se considerar que a manutenção é imprescindível em quase todos os processos industriais, logo é necessária a destinação de áreas para que a manutenção possa livremente efetuar as tarefas de sua responsabilidade. Devem ser levantadas as
1 1
2
5 5
3
4
2
1
4
3
2 3
4
44
áreas para serviços regulares de manutenção preventiva, corretiva, lubrificação, limpeza, inspeção, substituição de peças. Deve-se considerar que a manutenção, por freqüentes vezes, deve agir com os equipamentos próximos em pleno funcionamento, e que esse trabalho não deve interromper o ciclo normal dos equipamentos vizinhos, e nem deve o homem da manutenção estar sujeito a acidentes provocados pelo seu mau posicionamento.
Área para o Acesso dos Meios de Transportes e Movimentação - o meio de transporte necessita constantemente retirar e colocar peças para o processamento. Deve-se, então, prever que:
- há necessidade de o transporte atingir o centro de produção;
- o transporte necessita retirar e colocar material.
No caso de monovias, pontes rolantes, a movimentação é feita utilizando-se a terceira dimensão. Neste caso o acesso à estação de trabalho se torna bastante simples, pois basta o acesso do operário do transporte. No caso de empilhadeiras, carrinhos, o acesso deverá existir para o meio de transporte e para o seu operador.
Área para Matérias Primas não Processadas - quando a peça é transportada em lotes, e fica ao lado da máquina à espera do processamento, deve-se reservar área para essa demora. Este dimensionamento está estritamente relacionado com a programação, e pode-se adotar, como cuidado principal, o dimensionamento da área, prevendo-se as condições mais desfavoráveis para que, se esta vier a ocorrer, não se vá prejudicar o funcionamento do centro de produção.
Área para Peças Processadas - São válidas as considerações apresentadas para as matérias primas não processadas.
Área para Refugos, Cavacos, Resíduos - os processos de usinagem com remoção de cavacos, bem como determinadas operações industriais, produzem sobras de matérias primas que muitas vezes, são de volume significativo, o que conduz à necessidade da previsão de área especificamente destinada para tal fim.
Área para Ferramentas, Dispositivos, Instrumentos - muitas vezes a programação se encarrega do transporte do ferramental necessário à operação, que é entregue no centro da produção juntamente com a matéria prima a ser processada, utilizando, dessa forma, a área já dimensionada para materiais. Em algumas indústrias, entretanto, o ferramental é colocado ao lado da máquina e o operário é responsável pela sua guarda e manutenção. Outras vezes a programação libera as ferramentas das usinagens de um dia de trabalho, e a área deve ser tal que, nas piores condições , possibilite a guarda do ferramental.
Área para Serviços de Fábrica - o centro de produção pode exigir alguns serviços de fábrica: água, iluminação, ventilação, aquecimento, ar comprimido. Deve-se localizar essas áreas de forma a não prejudicar o seu bom desempenho. Convém lembrar que esses serviços estão em posição fixada em relação ao equipamento e que não podem ocupar áreas vitais para o processamento e movimentação. Deve-se então :
- definir os serviços de fábrica que são necessários;
- verificar como esses serviços são conduzidos ao centro de produção;
- levantar as suas dimensões;
- verificar o seu relacionamento com o centro de produção.
Área para Atendimento aos Dispositivos Legais - a análise do trabalho e o dimensionamento correto de área conduzem a um projeto que sem dúvida possibilita o desempenho da operação industrial com conforto e segurança. Dessa forma, como decorrência, teremos satisfeito os textos legais correlatos ou que, especificamente, determinam condições para os centros de produção.
A Consolidação das Leis do Trabalho, em seu título II - das normas gerais de tutela do trabalho, cap. V - Segurança e Higiene do trabalho, seções I a XXIII, estabelecem uma série de determinações a serem obedecidas quando do dimensionamento.
Art. 188 - Em nenhum local de trabalho poderá haver acúmulos de máquinas, materiais ou produtos acabados, de tal forma que constitua risco de acidentes para os empregados.
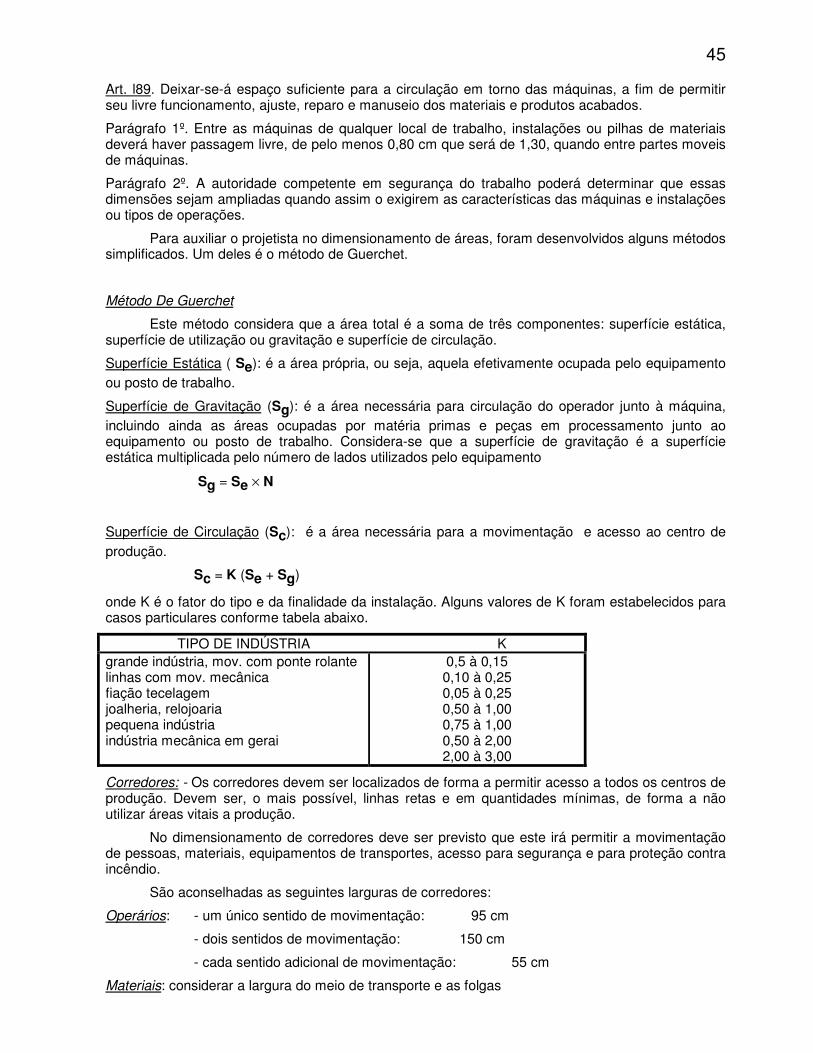
45
Art. l89. Deixar-se-á espaço suficiente para a circulação em torno das máquinas, a fim de permitir seu livre funcionamento, ajuste, reparo e manuseio dos materiais e produtos acabados.
Parágrafo 1º. Entre as máquinas de qualquer local de trabalho, instalações ou pilhas de materiais deverá haver passagem livre, de pelo menos 0,80 cm que será de 1,30, quando entre partes moveis de máquinas.
Parágrafo 2º. A autoridade competente em segurança do trabalho poderá determinar que essas dimensões sejam ampliadas quando assim o exigirem as características das máquinas e instalações ou tipos de operações.
Para auxiliar o projetista no dimensionamento de áreas, foram desenvolvidos alguns métodos simplificados. Um deles é o método de Guerchet.
Método De Guerchet
Este método considera que a área total é a soma de três componentes: superfície estática, superfície de utilização ou gravitação e superfície de circulação.
Superfície Estática ( Se): é a área própria, ou seja, aquela efetivamente ocupada pelo equipamento ou posto de trabalho.
Superfície de Gravitação (Sg): é a área necessária para circulação do operador junto à máquina, incluindo ainda as áreas ocupadas por matéria primas e peças em processamento junto ao equipamento ou posto de trabalho. Considera-se que a superfície de gravitação é a superfície estática multiplicada pelo número de lados utilizados pelo equipamento
Sg = Se × N
Superfície de Circulação (Sc): é a área necessária para a movimentação e acesso ao centro de produção.
Sc = K (Se + Sg)
onde K é o fator do tipo e da finalidade da instalação. Alguns valores de K foram estabelecidos para casos particulares conforme tabela abaixo.
TIPO DE INDÚSTRIA K grande indústria, mov. com ponte rolante linhas com mov. mecânica fiação tecelagem joalheria, relojoaria pequena indústria indústria mecânica em gerai
0,5 à 0,15 0,10 à 0,25 0,05 à 0,25 0,50 à 1,00 0,75 à 1,00 0,50 à 2,00 2,00 à 3,00
Corredores: - Os corredores devem ser localizados de forma a permitir acesso a todos os centros de produção. Devem ser, o mais possível, linhas retas e em quantidades mínimas, de forma a não utilizar áreas vitais a produção.
No dimensionamento de corredores deve ser previsto que este irá permitir a movimentação de pessoas, materiais, equipamentos de transportes, acesso para segurança e para proteção contra incêndio.
São aconselhadas as seguintes larguras de corredores:
Operários: - um único sentido de movimentação: 95 cm
- dois sentidos de movimentação: 150 cm
- cada sentido adicional de movimentação: 55 cm
Materiais: considerar a largura do meio de transporte e as folgas
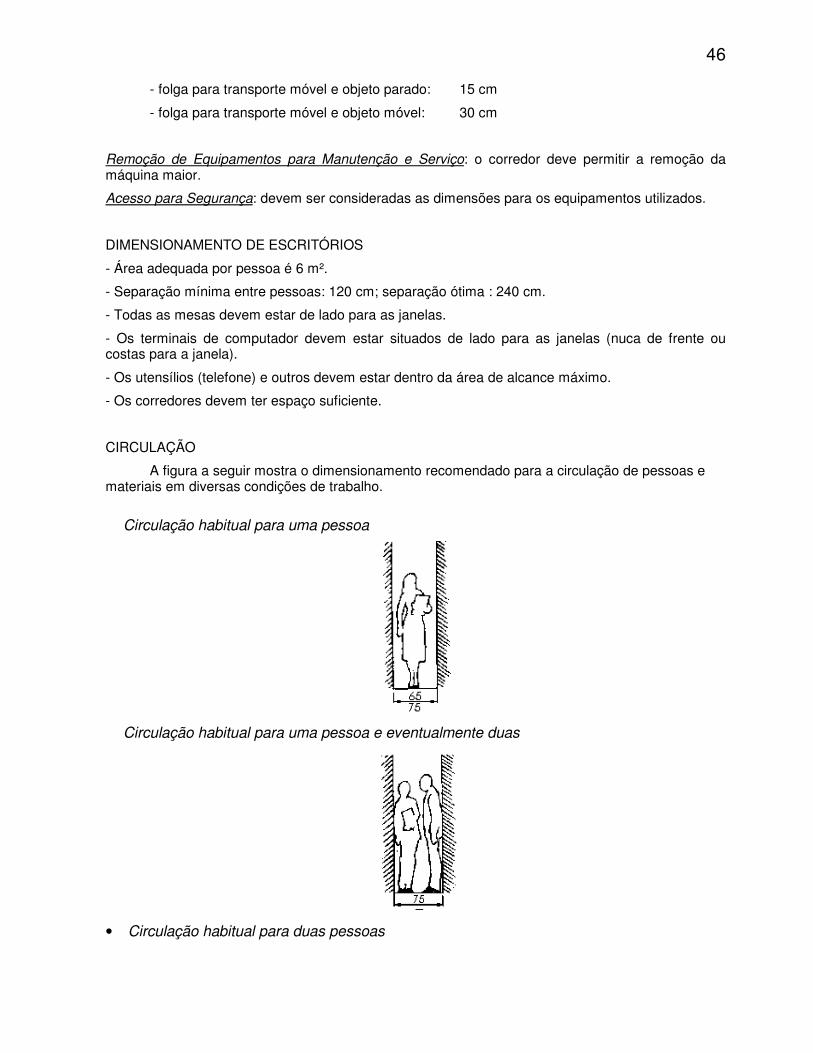
46
- folga para transporte móvel e objeto parado: 15 cm
- folga para transporte móvel e objeto móvel: 30 cm
Remoção de Equipamentos para Manutenção e Serviço: o corredor deve permitir a remoção da máquina maior.
Acesso para Segurança: devem ser consideradas as dimensões para os equipamentos utilizados.
DIMENSIONAMENTO DE ESCRITÓRIOS
- Área adequada por pessoa é 6 m².
- Separação mínima entre pessoas: 120 cm; separação ótima : 240 cm.
- Todas as mesas devem estar de lado para as janelas.
- Os terminais de computador devem estar situados de lado para as janelas (nuca de frente ou costas para a janela).
- Os utensílios (telefone) e outros devem estar dentro da área de alcance máximo.
- Os corredores devem ter espaço suficiente.
CIRCULAÇÃO
A figura a seguir mostra o dimensionamento recomendado para a circulação de pessoas e materiais em diversas condições de trabalho.
� Circulação habitual para uma pessoa
� Circulação habitual para uma pessoa e eventualmente duas
• Circulação habitual para duas pessoas
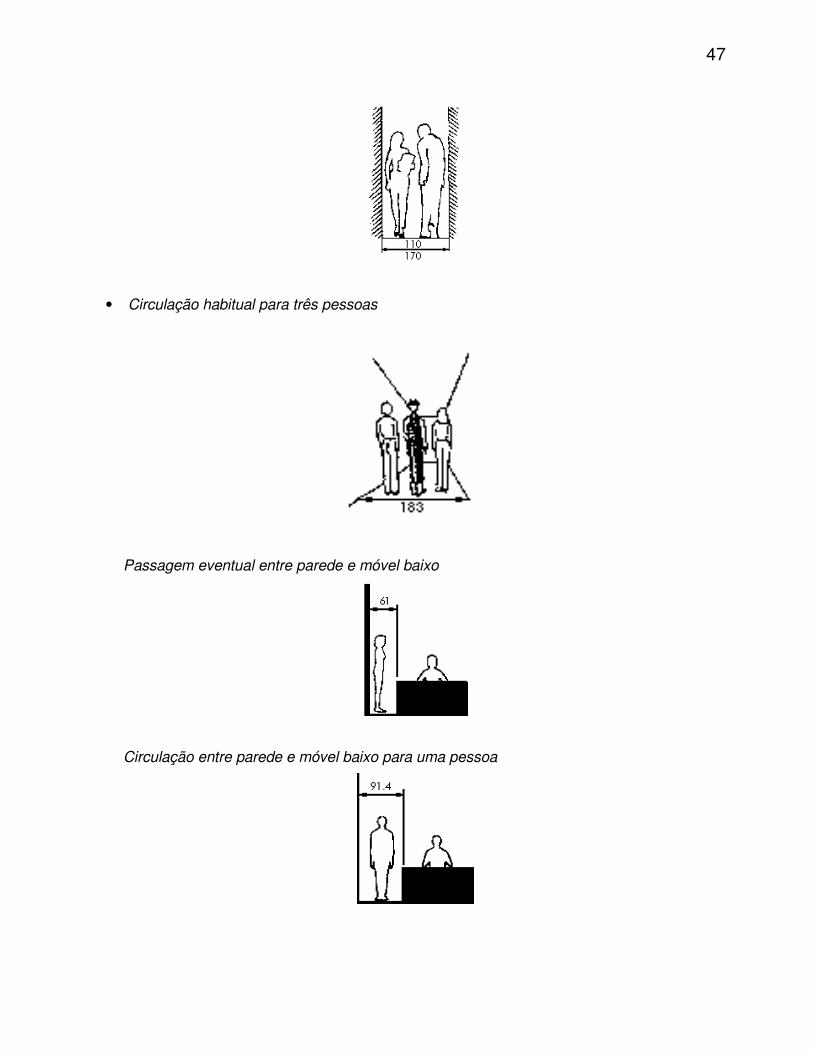
47
• Circulação habitual para três pessoas
� Passagem eventual entre parede e móvel baixo
� Circulação entre parede e móvel baixo para uma pessoa
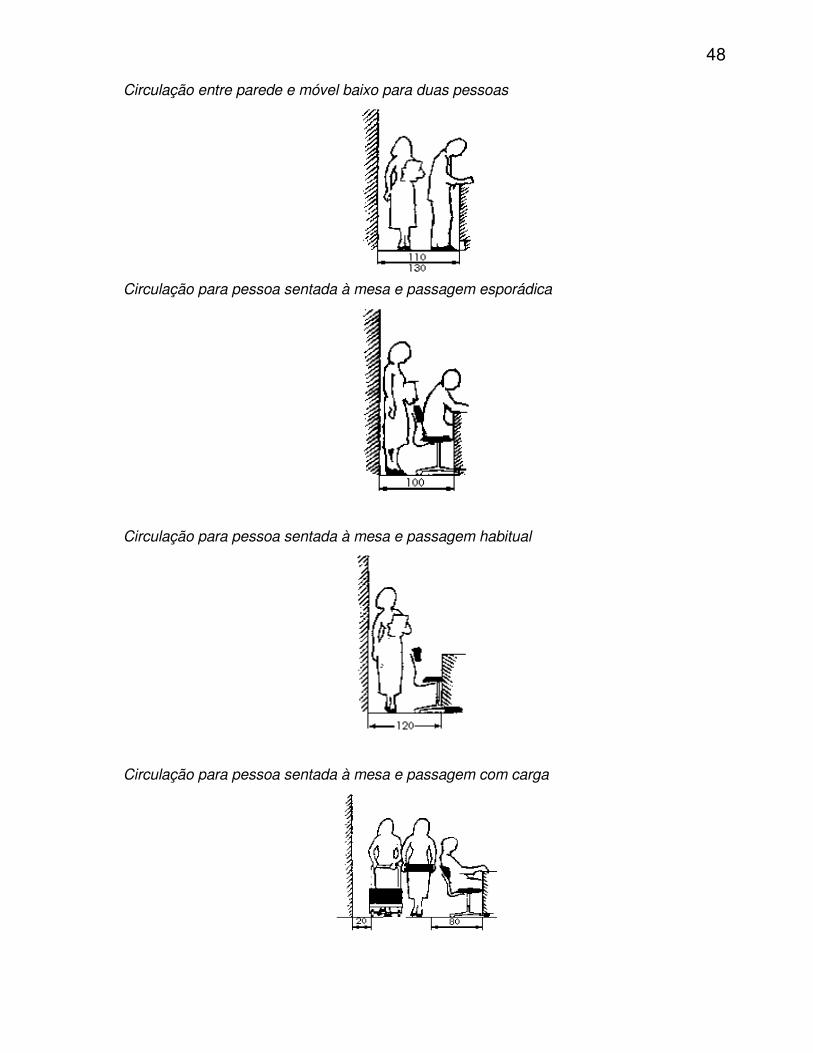
48
� Circulação entre parede e móvel baixo para duas pessoas
� Circulação para pessoa sentada à mesa e passagem esporádica
� Circulação para pessoa sentada à mesa e passagem habitual
� Circulação para pessoa sentada à mesa e passagem com carga
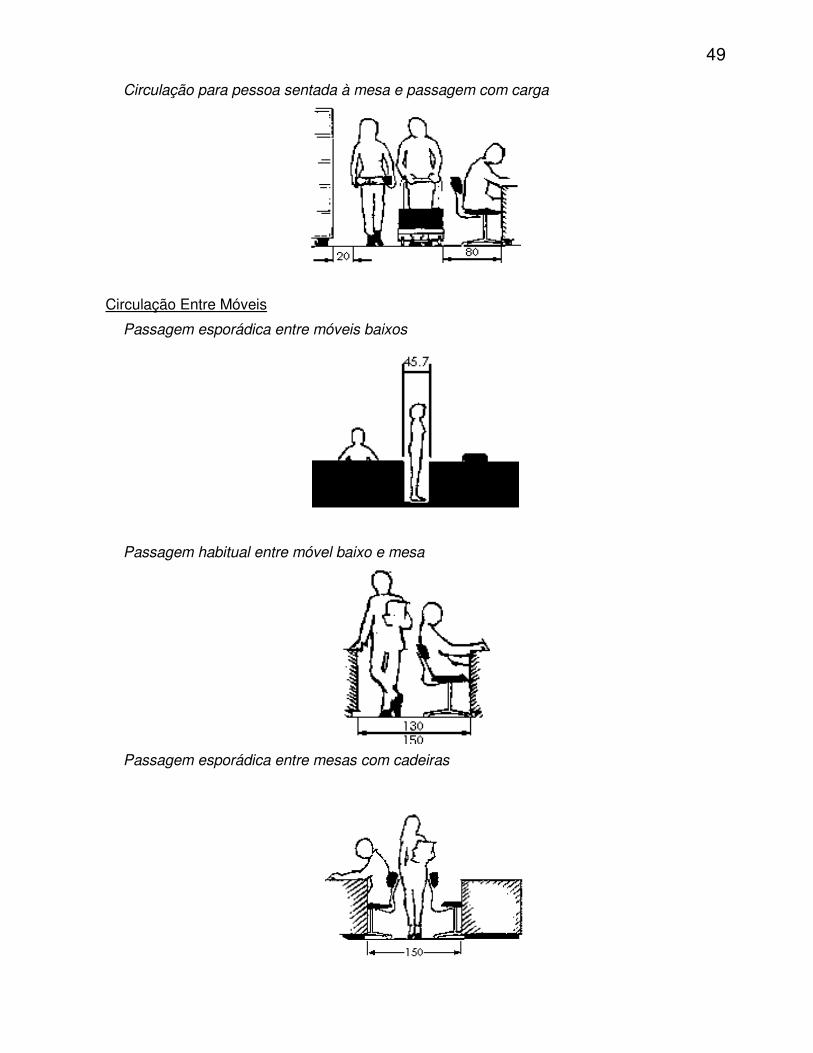
49
� Circulação para pessoa sentada à mesa e passagem com carga
Circulação Entre Móveis
� Passagem esporádica entre móveis baixos
� Passagem habitual entre móvel baixo e mesa
� Passagem esporádica entre mesas com cadeiras
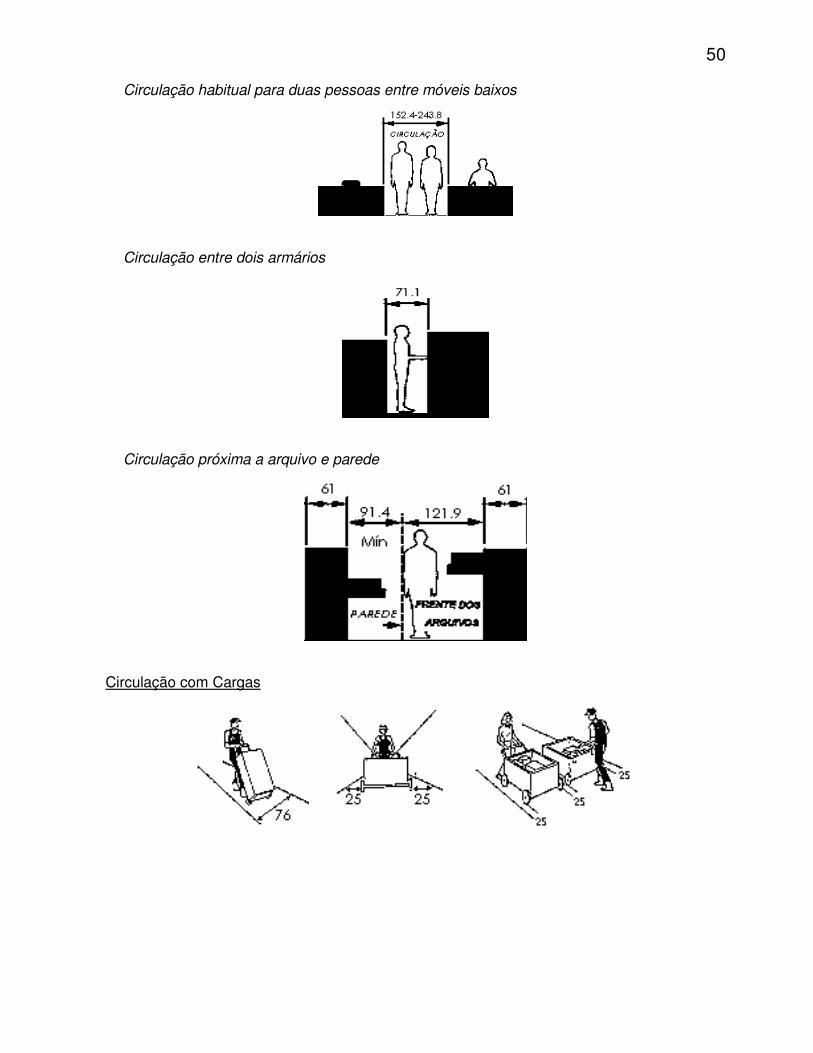
50
� Circulação habitual para duas pessoas entre móveis baixos
� Circulação entre dois armários
� Circulação próxima a arquivo e parede
Circulação com Cargas
51
REGRAS BÁSICAS DE ERGONOMIA NA ORGANIZAÇÃO DO LAYOUT
1. Deve-se prever espaços mínimos compatíveis com as necessidades das pessoas, segundo o tipo de serviço.
2. Deve-se evitar grandes distâncias entre as pessoas, mesmo que exista espaço sobrando.
3. Deve-se reduzir ao mínimo a movimentação das pessoas.
4. Deve-se ajustar ao máximo o posicionamento das pessoas de acordo com o seu grau de interdependência no trabalho. Especialmente importante é avaliar a necessidade de comunicação entre as diversas operações de modo a situar as operações em posição de máxima facilidade.
5. A área de trabalho deve ser organizada de tal forma que o produto tenha um fluxo crescente ao longo da mesma, em uma direção, evitando-se ao máximo o retorno do mesmo no contra-fluxo.
6. Deve-se tomar todos os cuidados para evitar que o corpo humano atinja partes de máquinas ao se movimentar, ou que partes móveis de máquinas atinjam o ser humano ao se movimentarem.
7. Garantir que o trabalho intelectual seja feito longe de ruas movimentadas e de máquinas produtoras de ruído.
8. Posicionar os postos de trabalho com alto empenho visual mais próximos da luz natural.
9. Estudar a posição do sol e sua variação ao longo do dia, de tal forma que a luz direta não atinja nenhum posto de trabalho.
10. Manter sempre as áreas industriais bem demarcadas, de forma a preservar a organização e respeitar os limites estabelecidos.
11. Situar a mesa da supervisão em posição tal que os subordinados possam ver o supervisor.
MÉTODOS PARA ELABORAÇÃO DO ARRANJO FÍSICO (LAYOUT)
Serão apresentados a seguir alguns exemplos de métodos simples para análise de layout.
Método de Torques com Valores Corrigidos
Este método baseia-se no cálculo do volume corrigido. Procedimento:
a) determinar para cada produto (ou serviço) a seqüência de operação e quantidade de transporte;
b) determinar os fatores de importância para cada produto ou transporte (se houver);
c) calcular o volume corrigido (quantidade de transporte x fator de importância) para cada transporte;
d) determinar as distâncias dos transportes (medida do centro da unidade origem para o centro do corredor, do centro do corredor até o centro da unidade destino);
e) calcular as distâncias de transporte corrigidos (distâncias do transporte x fator de fluxo contrário);
f) determinar o TORQUE do layout. O torque é o somatório dos produtos do volume corrigido pela distância de transporte corrigida;
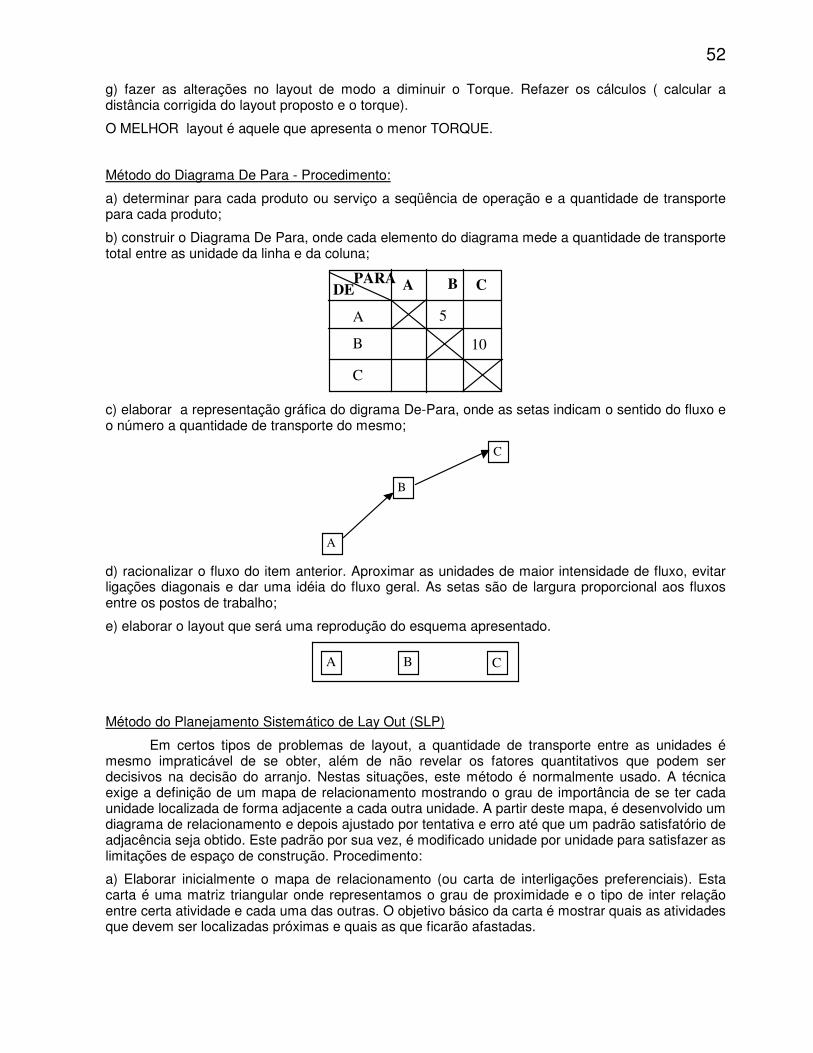
52
g) fazer as alterações no layout de modo a diminuir o Torque. Refazer os cálculos ( calcular a distância corrigida do layout proposto e o torque).
O MELHOR layout é aquele que apresenta o menor TORQUE.
Método do Diagrama De Para - Procedimento:
a) determinar para cada produto ou serviço a seqüência de operação e a quantidade de transporte para cada produto;
b) construir o Diagrama De Para, onde cada elemento do diagrama mede a quantidade de transporte total entre as unidade da linha e da coluna;
PARADE A B C
A
B
C
10
5
c) elaborar a representação gráfica do digrama De-Para, onde as setas indicam o sentido do fluxo e o número a quantidade de transporte do mesmo;
A
B
C
d) racionalizar o fluxo do item anterior. Aproximar as unidades de maior intensidade de fluxo, evitar ligações diagonais e dar uma idéia do fluxo geral. As setas são de largura proporcional aos fluxos entre os postos de trabalho;
e) elaborar o layout que será uma reprodução do esquema apresentado.
A B C
Método do Planejamento Sistemático de Lay Out (SLP)
Em certos tipos de problemas de layout, a quantidade de transporte entre as unidades é mesmo impraticável de se obter, além de não revelar os fatores quantitativos que podem ser decisivos na decisão do arranjo. Nestas situações, este método é normalmente usado. A técnica exige a definição de um mapa de relacionamento mostrando o grau de importância de se ter cada unidade localizada de forma adjacente a cada outra unidade. A partir deste mapa, é desenvolvido um diagrama de relacionamento e depois ajustado por tentativa e erro até que um padrão satisfatório de adjacência seja obtido. Este padrão por sua vez, é modificado unidade por unidade para satisfazer as limitações de espaço de construção. Procedimento:
a) Elaborar inicialmente o mapa de relacionamento (ou carta de interligações preferenciais). Esta carta é uma matriz triangular onde representamos o grau de proximidade e o tipo de inter relação entre certa atividade e cada uma das outras. O objetivo básico da carta é mostrar quais as atividades que devem ser localizadas próximas e quais as que ficarão afastadas.

53
1
2
3
4
56
5
10
Esta "unidade" mostraa inter-relação dasatividades 1 e 4.
a
A parte superior é destinadapara a classificação das vogais(importância da inter-relação).
A parte inferior mostraa "razão" de proximidadeclassificação anterior).
Classif. INTER-RELAÇÃOAbsolutamentenecessáriaMuito importanteDesprezível
Indesejável
A
Desprezível
EIOUX
COR
Pouco importante
vermelho
laranjaverdeazul
marron
Classificar a importânciada proximidade relativanecessária ou desejadaentre cada par deatividades utilizandoa classificaçãodas vogais.
b) baseado no mapa de inter-relação, elaborar o diagrama de relacionamento;
1 2 3
4 5
c) elaborar um layout inicial baseado no diagrama de relacionamentos ignorando espaços e restrições de construção;
1 2 3
4 5
d) elaborar o layout final já ajustado à área e as restrições.
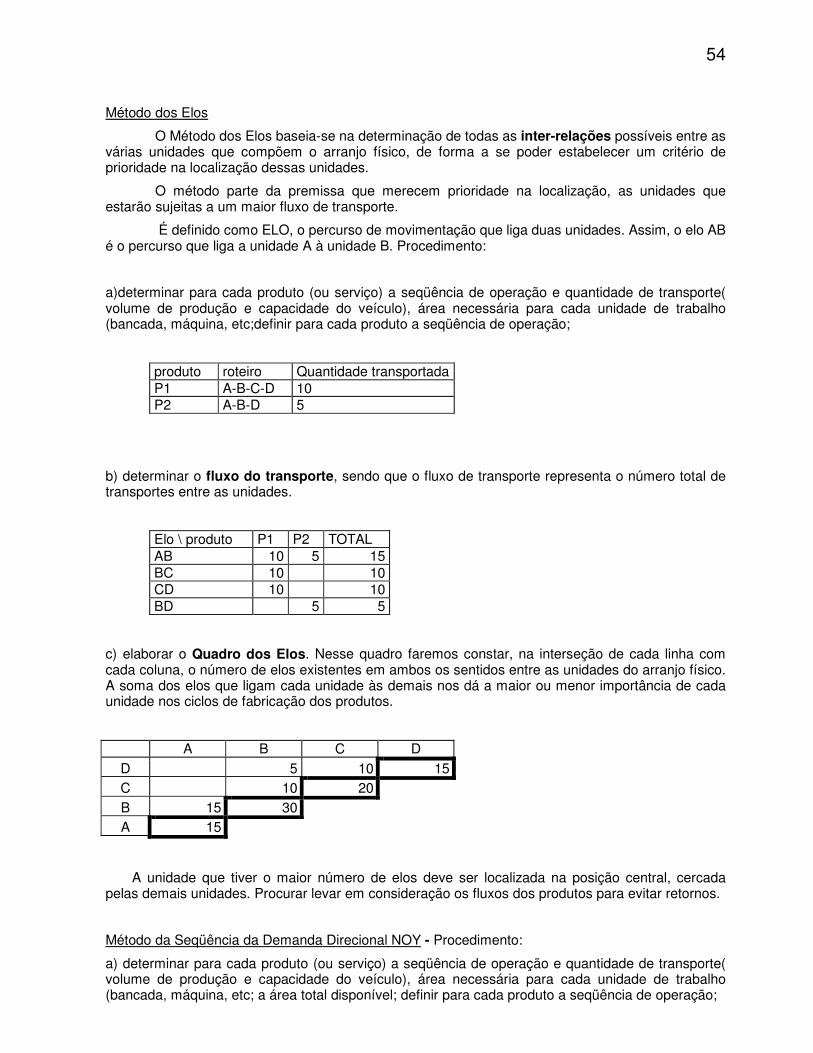
54
Método dos Elos
O Método dos Elos baseia-se na determinação de todas as inter-relações possíveis entre as várias unidades que compõem o arranjo físico, de forma a se poder estabelecer um critério de prioridade na localização dessas unidades.
O método parte da premissa que merecem prioridade na localização, as unidades que estarão sujeitas a um maior fluxo de transporte.
É definido como ELO, o percurso de movimentação que liga duas unidades. Assim, o elo AB é o percurso que liga a unidade A à unidade B. Procedimento:
a)determinar para cada produto (ou serviço) a seqüência de operação e quantidade de transporte( volume de produção e capacidade do veículo), área necessária para cada unidade de trabalho (bancada, máquina, etc;definir para cada produto a seqüência de operação;
produto roteiro Quantidade transportada P1 A-B-C-D 10 P2 A-B-D 5
b) determinar o fluxo do transporte, sendo que o fluxo de transporte representa o número total de transportes entre as unidades.
Elo \ produto P1 P2 TOTAL AB 10 5 15 BC 10 10 CD 10 10 BD 5 5
c) elaborar o Quadro dos Elos. Nesse quadro faremos constar, na interseção de cada linha com cada coluna, o número de elos existentes em ambos os sentidos entre as unidades do arranjo físico. A soma dos elos que ligam cada unidade às demais nos dá a maior ou menor importância de cada unidade nos ciclos de fabricação dos produtos.
A B C D D 5 10 15 C 10 20 B 15 30 A 15
A unidade que tiver o maior número de elos deve ser localizada na posição central, cercada pelas demais unidades. Procurar levar em consideração os fluxos dos produtos para evitar retornos.
Método da Seqüência da Demanda Direcional NOY - Procedimento:
a) determinar para cada produto (ou serviço) a seqüência de operação e quantidade de transporte( volume de produção e capacidade do veículo), área necessária para cada unidade de trabalho (bancada, máquina, etc; a área total disponível; definir para cada produto a seqüência de operação;
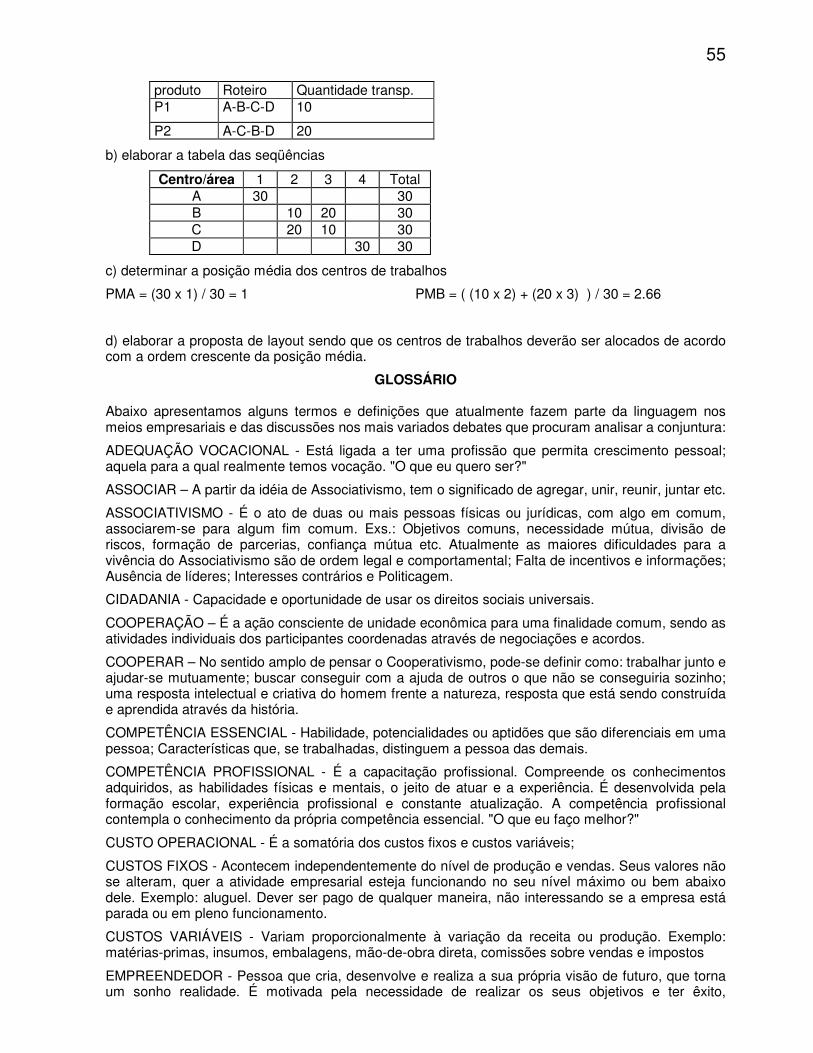
55
produto Roteiro Quantidade transp. P1 A-B-C-D 10
P2 A-C-B-D 20
b) elaborar a tabela das seqüências
Centro/área 1 2 3 4 Total A 30 30 B 10 20 30 C 20 10 30 D 30 30
c) determinar a posição média dos centros de trabalhos
PMA = (30 x 1) / 30 = 1 PMB = ( (10 x 2) + (20 x 3) ) / 30 = 2.66
d) elaborar a proposta de layout sendo que os centros de trabalhos deverão ser alocados de acordo com a ordem crescente da posição média.
GLOSSÁRIO Abaixo apresentamos alguns termos e definições que atualmente fazem parte da linguagem nos meios empresariais e das discussões nos mais variados debates que procuram analisar a conjuntura:
ADEQUAÇÃO VOCACIONAL - Está ligada a ter uma profissão que permita crescimento pessoal; aquela para a qual realmente temos vocação. "O que eu quero ser?"
ASSOCIAR – A partir da idéia de Associativismo, tem o significado de agregar, unir, reunir, juntar etc.
ASSOCIATIVISMO - É o ato de duas ou mais pessoas físicas ou jurídicas, com algo em comum, associarem-se para algum fim comum. Exs.: Objetivos comuns, necessidade mútua, divisão de riscos, formação de parcerias, confiança mútua etc. Atualmente as maiores dificuldades para a vivência do Associativismo são de ordem legal e comportamental; Falta de incentivos e informações; Ausência de líderes; Interesses contrários e Politicagem.
CIDADANIA - Capacidade e oportunidade de usar os direitos sociais universais.
COOPERAÇÃO – É a ação consciente de unidade econômica para uma finalidade comum, sendo as atividades individuais dos participantes coordenadas através de negociações e acordos.
COOPERAR – No sentido amplo de pensar o Cooperativismo, pode-se definir como: trabalhar junto e ajudar-se mutuamente; buscar conseguir com a ajuda de outros o que não se conseguiria sozinho; uma resposta intelectual e criativa do homem frente a natureza, resposta que está sendo construída e aprendida através da história.
COMPETÊNCIA ESSENCIAL - Habilidade, potencialidades ou aptidões que são diferenciais em uma pessoa; Características que, se trabalhadas, distinguem a pessoa das demais.
COMPETÊNCIA PROFISSIONAL - É a capacitação profissional. Compreende os conhecimentos adquiridos, as habilidades físicas e mentais, o jeito de atuar e a experiência. É desenvolvida pela formação escolar, experiência profissional e constante atualização. A competência profissional contempla o conhecimento da própria competência essencial. "O que eu faço melhor?"
CUSTO OPERACIONAL - É a somatória dos custos fixos e custos variáveis;
CUSTOS FIXOS - Acontecem independentemente do nível de produção e vendas. Seus valores não se alteram, quer a atividade empresarial esteja funcionando no seu nível máximo ou bem abaixo dele. Exemplo: aluguel. Dever ser pago de qualquer maneira, não interessando se a empresa está parada ou em pleno funcionamento.
CUSTOS VARIÁVEIS - Variam proporcionalmente à variação da receita ou produção. Exemplo: matérias-primas, insumos, embalagens, mão-de-obra direta, comissões sobre vendas e impostos
EMPREENDEDOR - Pessoa que cria, desenvolve e realiza a sua própria visão de futuro, que torna um sonho realidade. É motivada pela necessidade de realizar os seus objetivos e ter êxito,

56
motivação, norteada por valores éticos e morais. É a pessoa que desenvolve comportamentos que a leva ao sucesso, que conhece suas competências essenciais e transforma aquilo que tem de melhor em ações.O empreendedor possui a capacidade de fixar metas para si e trabalha para alcançá-las, transformando um sonho em realidade. Ela sabe que é importante, portanto, ter claro onde se quer chegar, quais são seus objetivos profissionais e de vida, quais as ferramentas, condições pessoais e parcerias que precisam estabelecer para ajudar a chegar lá.
EMPREENDEDORISMO - Segundo Timmons, “é a habilidade de criar e construir algo a partir, praticamente do nada; fundamentalmente é um ato humano e criativo. É encontrar energia pessoal para iniciar e construir uma empresa ou organização (...). Empreendedorismo é a habilidade de construir um time para complementar suas próprias habilidades e talentos.”
EMPREGABILIDADE - Pode ser entendida como condição de ter trabalho sempre. Hoje não é suficiente apenas preocupar-se em ter um emprego, mas sim, em exercer seus conhecimentos, habilidades e atitudes de forma sintonizadas com as novas necessidades de mercado. Um profissional com empregabilidade tem suas chances de atuação ampliadas, pois tem capacidade de gerar trabalho. É aquele que tem condições de se inserir, com sucesso, no mercado de trabalho, seja através de um emprego, como profissional autônomo ou dono de seu próprio negócio.
ÉTICA – Segundo Betinho, “É um conjunto de princípios e valores que guiam e orientam as relações humanas. Esses princípios devem ter características universais, precisam ser válidos para todas as pessoas e para sempre. O primeiro código de ética de se tem notícia, principalmente para quem possui formação católica, cristã, são os dez mandamentos. Regras como ‘não matarás’, ‘não desejarás a mulher do próximo’, ‘não roubarás’, são apresentadas como propostas fundadoras da civilização ocidental e cristã”.
GLOBALIZAÇÃO – Na economia, é o processo através do qual se expande, e onde as fronteiras nacionais parecem mesmo desaparecer, no movimento de expansão. Trata-se da continuação do processo de internacionalização do capital, que se iniciou com a extensão do comércio de mercadorias e serviços, passou pela expansão dos empréstimos e financiamentos e, em seguida generalizou o deslocamento do capital industrial através do desenvolvimento das multinacionais. A fase atual simplesmente chamada globalização, caracteriza-se por: a) deslocamento espacial das diferentes etapas do processo produtivo, de forma a integrar vantagens nacionais diferentes; b) desenvolvimento tecnológico acentuado, nas áreas de telemática e informática, usando-o de forma a possibilitar o deslocamento espacial das fases de produção e reduzindo o tempo e espaço no processo de comercialização; c) simplificação do trabalho, para permitir o deslocamento espacial da mão-de-obra; d) igualdade de padrões de consumo, para permitir aumento de escala; e) mobilidade externa da capitais, buscando rentabilidade máxima e curto prazo; e f) difusão(embora desigual) dos preços e padrões de gestão e produção, mantendo, todavia, diferença de condições produtivas que são aproveitadas no deslocamento da produção.
IDONEIDADE - É ter valores pessoais como ética, ser correto e honesto, cumprir prazos e promessas. "É o respeito ao outro".
LIBERALISMO – Ideologia que justifica e defende os princípios do capitalismo, baseado na propriedade privada, na liberdade de empresa, o que significa nenhuma intervenção do Estado na economia. Significa a liberdade de pensamento, o individualismo. Seu objetivo fundamental é o lucro individual.
LUCRO LÍQUIDO OPERACIONAL - É o que a empresa realmente lucra depois de descontar a receita operacional todos os custos fixos e variáveis. Lucro líquido operacional = receita operacional - custo operacional.
MARXISMO – Teoria econômica, social e política que contém, as idéias de Karl Marx e de seu amigo Frederick Engels e a todas as correntes que se desenvolveram baseadas nessas idéias e princípios. Se o liberalismo é a fundamentação e justificação do capitalismo, o marxismo é, ao contrário, uma profunda crítica ao capitalismo. Nele está a teoria de que as coisas valem pela quantidade de trabalho que custa para produzi-la e, avança argumentando que o capitalismo é um sistema baseado na exploração dos trabalhadores, coisa que para os liberais não existe. Marx argumenta que mediante o salário não se paga todo o trabalho ao trabalhador, o salário só representa uma parte do trabalho do operário e a outra parte fica com o capitalista.
57
METAS - Passos que deverão ser dados para alcançar a visão; Etapas determinadas que deverão ser gradativamente alcançadas.
MORAL – Segundo Betinho, “Enquanto a ética tem a ver com princípios mais abrangentes e universais e moral se refere mais a determinados campos da conduta humana. Fala-se por exemplo de uma moral sexual, uma moral comercial. Pode-se dizer que a ética dura mais tempo, e que a moral e os costumes prendem-se mais a determinados períodos. Uma nasce da outra. É como se a ética fosse algo maior e a moral fosse algo mais limitado, restrito, circunscrito”.
NEOLIBERALISMO – Neo, quer dizer novo e Liberalismo que se refere ao pensamento que serviu de base do capitalismo desde o seu princípio. Denomina-se Novo porque ressurge depois de aproximadamente 40 anos, nos quais se praticou outro tipo de política econômica na qual o Estado intervinha de maneira considerável em todos os âmbitos da economia, inspirados na teoria, Keynesiana. O Neoliberalismo interpreta a atual crise econômica como o resultado da excessiva intervenção do Estado na economia praticada desde a crise mundial dos anos 30. O Neoliberalismo pretende que a empresa privada retome as rédeas de economia que haviam sido arrebatadas pelo Estado. Para os neoliberais o Estado só serve para perturbar a ordem natural das leis do mercado, o qual é capaz de regular-se a si mesmo. São suas soluções: de privatização e liberalização da economia e desaparecimento de programas de seguridade social; de construção e moradia do Estado; leis de salário mínimo; legislação a favor dos sindicatos; impostos às importações; controle de preços (feijão arroz, milho etc); subsídios etc. O principal objetivo, para o Neoliberalismo é a maximização dos lucros dos empresários privados (lucro econômico)
PLANO DE NEGÓCIO - Estudo prévio que avalia se vale a pena abrir um determinado empreendimento. Tem por objetivos: Antecipar dificuldades que só seriam vistas na "prática"; Orientar o empreendedor com relação às decisões antes de iniciar o negócio; Acompanhar permanentemente a evolução do empreendimento e comparando o previsto com o realizado, nas fases de criação, decolagem e consolidação da atividade empresarial; Ajuda a reduzir o risco de fracasso.
RECEITA OPERACIONAL - É o resultado da venda de produtos ou serviços durante um determinado período de tempo, geralmente mensal. Receita Operacional = quantidade de produtos vendidos x preço de venda.
REDE DE CONTATOS OU RELACIONAMENTOS - É a rede de pessoas que podem ajudá-lo a solucionar problemas e que podem incentivá-lo a encontrar mais trabalho. É a rede de relacionamentos e amizades que facilitará acesso à informações adequadas. O mercado valoriza o profissional que apresenta soluções para seu cliente ou seu empregador. Ter ações empreendedoras é apresentar essas soluções, é inovar, criar, transformar a realidade, mostrar resultados e responsabilizar-se por eles.
STAFF- Quadro de especialistas para proporcionar conselhos e serviços de assistência aos administradores de linha, não diretamente responsáveis pela execução exata das metas da empresa.
SAÚDE FÍSICA E MENTAL - Cuidar da saúde é buscar continuamente o equilíbrio entre o trabalho e o lazer, entre a obrigação e a diversão, entre o papel profissional e os demais papéis que desempenhamos na vida: filho, irmão, colega, pai, mãe, cidadão, vizinho, profissional.
VALORES - Princípios que regem as ações de uma pessoa; Referências que norteiam a conduta de um indivíduo.
VISÃO - Projeção de imagem no futuro do que quero ser, do que eu quero realizar; Ideal atingível, o que me leva na direção dos objetivos; Sonho a ser concretizado.