TECNOLÓGICO EMAUTOMAÇÃO INDUSTRIAL...Sistema Furo Base Para obter essas três classes de ajustes,...
41
TECNOLÓGICO EM AUTOMAÇÃO INDUSTRIAL Tecnologia Mecânica Prof. Dr. João Alves Pacheco Aula 08
Transcript of TECNOLÓGICO EMAUTOMAÇÃO INDUSTRIAL...Sistema Furo Base Para obter essas três classes de ajustes,...

TECNOLÓGICO EM AUTOMAÇÃOINDUSTRIAL
Tecnologia Mecânica
Prof. Dr. João Alves Pacheco
Aula 08

Agenda
• Tolerância Dimensional
• Tolerância Geométrica de Forma
• Exercício

Definição
A prática tem demonstrado que as medidas das peçaspodem variar, dentro de certos limites, para mais oupara menos, sem que isto prejudique a qualidade.
Esses desvios aceitáveis nas medidas das peçascaracterizam o que chamamos de tolerânciadimensional.
TOLERÂNCIA

Definição
Em geral, as peças, não funcionam isoladamente ecostuma ser associadas a outras peças, formandoconjuntos desempenham funções determinadas.
TOLERÂNCIA

Definição
As cotas indicadas no desenho técnico são chamadasde dimensões nominais. É impossível executar aspeças com os valores exatos dessas dimensõesporque vários fatores interferem no processo deprodução, tais como imperfeições dos instrumentosde medição e das máquinas, deformações do materiale falhas do operador.
Então, procura-se determinar desvios, dentro dosquais a peça possa funcionar corretamente. Essesdesvios são chamados de afastamentos.
TOLERÂNCIA

Dimensões e Afastamentos
A dimensão nominal do diâmetro do pino é 20 mm. Os
afastamentos e dimensões são:
TOLERÂNCIA
Afastamento Superior = 0,28 mm
Afastamento Inferior = 0,18 mm
Dimensão Máxima = 20,00 + 0,28 = 20,28 mm
Dimensão Mínima = 20,00 + 0,18 = 20,18 mm

Dimensões e Afastamentos
Depois de executado, o diâmetro da peça pode terqualquer valor dentro desses dois limites, inclusiveeles.
A dimensão encontrada, depois de executada a peça,é a dimensão efetiva ou real;
Deve estar entre os valores da dimensão máxima eda dimensão mínima.
TOLERÂNCIA

Dimensões e AfastamentosTOLERÂNCIA
Afastamento Superior = - 0,20 mm
Afastamento Inferior = - 0,41 mm
Dimensão Máxima = 16,00 - 0,20 = 15,80 mm
Dimensão Mínima = 16,00 - 0,41 = 15,59 mm

Dimensões e AfastamentosTOLERÂNCIA
Afastamento Superior = + 0,5 mm
Afastamento Inferior = - 0,5 mm
Dimensão Máxima = 12,0 - 0,5 = 12,5 mm
Dimensão Mínima = 12,0 - 0,5 = 11,5 mm

Cálculo da TolerânciaTOLERÂNCIA
Afastamento Superior = + 0,28 mm
Afastamento Inferior = + 0,15 mm
Dimensão Máxima = 20,00 + 0,28 = 20,28 mm
Dimensão Mínima = 20,00+0,15 = 20,15 mm
Tolerância = Dimensão Máxima – Dimensão Mínima
Tolerância = 20,28 – 20,15 = 0,13 mm

Campo de TolerânciaTOLERÂNCIA
É o conjunto dos valores compreendidos entre oafastamento superior e o afastamento inferior;corresponde ao intervalo que vai da dimensão mínimaà dimensão máxima.
Qualquer dimensão efetiva entre os afastamentossuperior e inferior, inclusive a dimensão máxima e adimensão mínima, está dentro do campo detolerância.

AjustesTOLERÂNCIA
Quando falamos em ajustes, eixo é o nome genéricodado a qualquer peça, ou parte de peça, que funcionaalojada em outra.
Em geral, a superfície externa de um eixo trabalhaacoplada, isto é, unida à superfície interna de um furo.

AjustesTOLERÂNCIA
Em geral, eixos e furos que se encaixam têm amesma dimensão nominal.
O que varia é o campo de tolerância dessas peças.
O tipo de ajuste entre um furo e um eixo depende dosafastamentos determinados.

Ajuste com FolgaTOLERÂNCIA
O eixo se encaixa no furo de modo a deslizar ou girarlivremente.

Ajuste com Folga
TOLERÂNCIA
Os diâmetros do furo e do eixotêm a mesma dimensão nominal:25 mm.
O afastamento superior do eixo é
-20. Assim a dimensão máxima doeixo é:
25 mm - 0,20 mm = 24,80 mm;

Ajuste com Folga
TOLERÂNCIA
A dimensão mínima do furo é:25,00 mm - 0,00 mm = 25,00
Portanto, a dimensão máxima doeixo (24,80 mm) é menor que adimensão mínima do furo (25,00mm) ou seja, um ajuste com folga.
A folga é igual a dimensão mínimado furo menos a dimensãomáxima do eixo.
25,00 mm - 24,80 mm = 0,20 mm

Ajuste com InterferênciaTOLERÂNCIA
O eixo se encaixa no furo com certo esforço, de modo aficar fixo.

Ajuste com InterferênciaTOLERÂNCIA
A cota do furo de 25 mm, o
afastamento superior é +0,21;
na cota do eixo, o afastamento
inferior é +0,28, ou seja, o furo
com dimensão máxima é
menor que o eixo com a
dimensão mínima.
O valor da interferência é
obtido pela diferença entre as
dimensões efetivas do furo e
do eixo.

Ajuste IncertoTOLERÂNCIA
Existem situações intermediárias em que o eixo podese encaixar no furo com folga ou com interferência,dependendo das suas dimensões efetivas.

Ajuste IncertoTOLERÂNCIA
O afastamento superior do eixo(+0,18) é maior que oafastamento inferior do furo(0,00) e o afastamento superiordo furo (+ 0,25) é maior que oafastamento inferior do eixo (+0,02).
Trata-se de um ajuste incerto,pois não é possível prever seas peças acopladas vão serajustadas com folga ou cominterferência.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Consiste num conjunto de princípios, regras e tabelasque possibilita a escolha racional de tolerâncias eajustes de modo a tornar mais econômica a produçãode peças mecânicas intercambiáveis.
Inicialmente foi feito para a produção de peçasmecânicas com até 500 mm de diâmetro; depois, foiampliado para peças com até 3150 mm de diâmetro.
Estabelece uma série de tolerâncias fundamentais quedeterminam a precisão da peça, ou seja, a qualidadede trabalho, uma exigência que varia de peça parapeça, de uma máquina para outra.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Prevê 18 qualidades de trabalho. Essas qualidadessão identificadas pelas letras IT seguidas de numerais.A cada uma delas corresponde um valor de tolerância.
Calibradores Peças Isoladas
Conjuntos Mecânicos

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
A dimensão nominal da cota é 20 mm. A tolerância éindicada por H7. O número 7, indica a qualidade detrabalho; ele está associado a uma qualidade detrabalho da mecânica corrente.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
A tolerância do eixo vem indicada por h7. O numeral 7é indicativo da qualidade de trabalho e, no caso,corresponde à mecânica corrente. A letra h identifica ocampo de tolerância, ou seja, o conjunto de valoresaceitáveis após a execução da peça, que vai dadimensão mínima até a dimensão máxima.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
O sistema ISO estabelece 28 campos de tolerâncias,identificados por letras do alfabeto latino.
Cada letra está associada a um determinado campode tolerância.
Os campos de tolerância para eixo são representadospor letras minúsculas.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Os 28 campos de tolerância para furos sãorepresentados por letras maiúsculas.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
A dimensão nominal comum ao eixo e ao furo é 25mm. A tolerância do furo vem sempre indicada ao alto:H8; a do eixo vem indicada abaixo: g7.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Furo Base
Todos os furos têm a mesma dimensão nominal e amesma tolerância H7; já as tolerâncias dos eixosvariam: f7, k6, p6.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Furo Base
A linha zero, que você vê representada no desenho,serve para indicar a dimensão nominal e fixar a origemdos afastamentos.
No furo A, o eixo A ’ deve girar com folga, num ajustelivre; no furo B, o eixo B’ deve deslizar com leveaderência, num ajuste incerto; no furo C, o eixo C ’pode entrar sob pressão, ficando fixo.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Furo Base
Para obter essas três classes de ajustes, uma vez queas tolerâncias dos furos são constantes, devemosvariar as tolerâncias dos eixos, de acordo com afunção de cada um.
Este sistema de ajuste, em que os valores de
tolerância dos furos fixos, e os dos eixos variam é
chamado de sistema furo-base. Também é conhecido
por furo padrão ou furo único.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Furo Base
Seguem os sistemas furo-base recomendados pelaABNT :
A letra H representa a tolerância do furo base e onumeral indicado ao lado indica a qualidade damecânica.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Eixo Base
Os diferentes ajustes podem ser obtidos se astolerâncias dos eixos mantiverem-se constantes e osfuros forem fabricados com tolerâncias variáveis.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Sistema Eixo Base
Seguem os sistemas eixo-base recomendados pelaABNT :
A letra h representa a tolerância do eixo base e onumeral indicado ao lado indica a qualidade damecânica.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
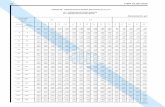
A unidade de medida adotada no sistema ABNT/ISO éo micrometro ou mícron, que equivale à milionésimaparte do metro, isto é, se dividirmos o metro em 1milhão de partes iguais, cada uma vale 1 mícron.
Sua representação é dada pela letra grega µ ( mi )seguida da letra m. Um mícron vale um milésimo demilímetro:
1µm = 0,001mm.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
• 40 H7 => diâmetro do furo é 40 mm.
• Tolerância => H7; a letra representa tolerância defuro padrão; o número 7 indica a qualidade detrabalho, que no caso corresponde a uma mecânicade precisão.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
• 40 H7g6 => diâmetro do furo é 40 mm.
As medidas estão expressas em mícrons, ou seja 1µm= 0,001 mm, então 25 µm = 0,025 mm. Dimensãomáxima do furo é: 40 mm + 0,025 mm = 40,025 mm, ea dimensão mínima é 40 mm, porque o afastamentoinferior é sempre 0 no sistema furo-base.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
• 40 H7g6 => diâmetro do furo é 40 mm.
Para o eixo observe novamente a 9ª linha da tabelaanterior, na direção do eixo g6. Nesse ponto sãoindicados os afastamentos do eixo: 9 µm que é omesmo que 0,009 mm. O afastamento inferior é - 25µm, o mesmo que 0,025 mm.

Sistema de tolerância e ajustes ABNT/ISO
TOLERÂNCIA
Cálculo da dimensão máxima do eixo
• Dimensão nominal: 40,000 mm
• Afastamento superior: - 0,009
• Dimensão máxima: 39,991
• Dimensão nominal: 40,000 mm
• Afastamento inferior: - 0,025
• Dimensão mínima: 39,975 mm
Comparando os afastamentos do furo e do eixoconcluímos que estas peças se ajustarão com folga,porque o afastamento superior do eixo é menor que oafastamento inferior do furo.

EXERCÍCIO