TEMA 1 - elearning.iefp.pt · Sensibilizar os formandos para a transformação dos mercados e o...
44
Transcript of TEMA 1 - elearning.iefp.pt · Sensibilizar os formandos para a transformação dos mercados e o...



1
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
TEMA 1:
TEMA 2:
P.03
P.13
A TRANSFORMAÇÃO DOS MERCADOS
TECNOLOGIAS AVANÇADAS NA CONFECÇÃO

2
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS

3
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
OBJECTIVOS
1. Sensibilizar os formandos para a transformação dos mercados e o desenvolvimentotecnológico.
2. Conhecer os aspectos relacionados com o alfaiate electrónico e com a massificaçãoda produção personalizada.
CONTEÚDO PROGRAMÁTICO
1.1 Introdução 04
1.2 Transformação dos mercados 04
1.3 Massificação da produção personalizada 06
1.3.1 Software e equipamento 08

4
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
1.1 INTRODUÇÃO
O processo de construção de uma peça de vestuário, apesar dos grandes avançostecnológicos em todos os domínios, continua no essencial imutável, com as fases decorte, costura e acabamento a serem sequencialmente executadas.
Obviamente, as transformações do mercado obrigaram as empresas a modificarem assuas formas de organização e a optimizar o funcionamento dos equipamentos.
De uma fase de produção de grandes encomendas, de pouca variedade de produtos,passamos agora para uma fase de pequenas e variadas séries e curtos prazos de entrega.
Num passado não muito longínquo, em que a procura excedia a oferta, produzia-seprimeiro e vendia-se depois.
Hoje, face á globalização dos mercados, e numa conjuntura em que a oferta supera aprocura, é necessário vender primeiro e produzir depois, normalmente séries curtas evariadas e prazos de entrega reduzidos.
Esta mudança estrutural teve reflexos necessariamente em alguns equipamentos eessencialmente em termos organizacionais das empresas.
Novos conceitos de venda, flexibilidade, prazos curtos, qualidade, moda, são alguns dosfactores que obrigam a uma participação muito mais integrada e coordenada de todosos sectores da empresa.
A relação fácil, rigorosa e eficaz entre o sector comercial e o sector técnico é condiçãonecessária para a competitividade das empresas.
A implementação e gestão de sistemas de informação são um factor determinante nasrelações intra-empresa, de forma a maximizar a capacidade produtiva da empresa.
Um exemplo da grande necessidade da correcta e intensa troca de informação pode serdado pela designada “mass customization”, onde de uma forma industrial e em grandeescala, se pretende proporcionar ao consumidor um tratamento diferenciado, e que setraduz por exemplo no desenvolvimento de equipamentos adaptados a esta corrente,nomeadamente o body scanner.
Também os equipamentos apresentam alguma evolução. Depois de uma fase ocorridahá quase duas décadas, com grandes esforços no sentido de se desenvolverem sistemasautomatizados, estamos agora no primado da flexibilidade e qualidade, reflectindo issoas evoluções tecnológicas que vão sendo apresentadas.
1.2 TRANSFORMAÇÃO DOS MERCADOS
O modelo industrial de produção em massa foi desafiado por um clima de instabilidadeeconómica, mudanças nas necessidades dos clientes e uma tecnologia emergente. Asempresas não podem continuar a fazer negócios sem considerar o impacto da turbulênciano mercado. A força motriz nestes novos mercados é o cliente, sendo a tecnologia ofactor motor.
Se nos questionarmos sobre quem comanda o futuro da Industria, iremos com certeza

5
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
apercebermo-nos que não é o sistema de controlo dos fornecedores, nem tão pouco osindustriais. É sem dúvida o cliente que tem o controlo final nas empresas industriaisdeste próximo século.
Fazendo uma viagem ao passado, há 250 anos atrás, se alguém quisesse uma cadeiraia ao carpinteiro. Um novo par de sapatos vinha do sapateiro uma semana depois de selhe ter fornecido as medidas. Esta cadeira e estes sapatos eram feitos especialmentepara nós - por encomenda. Com certeza haveria mais alguém com cadeiras e com sapatos,mas não exactamente com os mesmos.
A produção artesanal era um modo de vida e o único a nível produtivo. Porém, trouxecertas inconsistências e prazos de entrega longos.
Assim, antes da revolução industrial, os clientes eram satisfeitos um de cada vez, devidoà falta de tecnologia.
A nível de confecção não havia máquinas ou inovação que permitisse aos alfaiates ecostureiras fazer um grande volume de vestuário ao mesmo tempo. Tudo era feitomanualmente, sendo cada artigo de vestuário único, o que o tornava caro. Assim, poucaspessoas tinham mais do que algumas peças essenciais de vestuário.
Porém em 1913, Henry Ford tornou-se pioneiro das linhas de montagens e o mundomudou para sempre. Foi então possível produzir carros em tempos recorde, levandoassim a possibilidade de ter automóvel à classe média. No entanto, embora ele fossecapaz de produzir automóveis que tinham deixado de ser um símbolo de riqueza, Fordnão podia oferecer variedade às pessoas, chegando mesmo a afirmar “Os clientes podemter qualquer cor, desde que seja preto”.
Hoje em dia os consumidores são bombardeados a todos os níveis com alternativassem conta. O “preto” deixou de ser a única opção. Tudo leva a crer que a necessidade detanta variedade é devida à interface cada vez mais degradada que se estabeleceu entreo produtor e o consumidor. Longe vão os dias em que os produtores estavam acessíveisaos consumidores para que estes lhes dissessem exactamente o que queriam. O esforçopara alcançar economias de escala ultrapassou a importância da atenção pessoal.
Mas ventos de mudança avizinham-se. Em adição à alta qualidade, baixo custo e entregarápida, alguns clientes exigem agora produtos que se ajustem perfeitamente às suasnecessidades. Estamos assim a passar por uma envolvente onde as empresas vãocomeçar a combinar a produção em massa e o “feito por medida”, de forma a obterpersonalização em massa (mass customization).
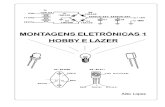
A figura 1 mostra a evolução da produção desde os anos 1900 até hoje. De notar que setrata de uma evolução contínua. Tal como não se passou do artesanato para a produçãoem massa do dia para a noite, a passagem agora para a personalização em massa nãoirá ocorrer num salto brusco. De facto, ainda que uma política de personalização emmassa venha a ser implementada, deverá ainda subsistir a produção em massa numaescala apreciável – por vezes, quem sabe, na mesma empresa.

6
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
São já evidentes os sinais da personalização em massa: podemos criar os nossos próprioscartões de visita; os confeccionadores oferecem-nos a oportunidade de criar os jeansque melhor se ajustam através do fornecimento das nossas medidas exactas, etc.
Não se deve porém confundir variedade com personalização em massa. A variedade épor si só, como já foi referido, um sintoma de que os clientes necessitam de produtosmais específicos, indo de encontro às suas necessidades. Todavia, a personalização emmassa deu um passo em frente produzindo somente o que o consumidor deseja e nadamais.
A par da personalização em massa, a técnica está a estender-se à web. Por exemplo, aconhecida livraria Amazon tem implementada uma base de dados que regista as comprasdos seus clientes. Através desta informação, são enviadas sugestões de livrosrecomendados, nos quais os clientes poderão eventualmente estar interessados, combase no seu passado em compras.
A implementação desta nova tecnologia, que poderá ter igualmente aplicação na indústriade confecção, reflecte a nova maneira como os gestores encaram os clientes. No mercadoda personalização em massa as empresas não deverão pensar mais em “cotas demercado” mas sim em “cotas de clientes”.
Assim, talvez seja uma questão de tempo antes que a personalização em massa sejaabraçada pela maior parte dos confeccionadores, pelo menos para alguns dos seusartigos.
1.3 MASSIFICAÇÃO DA PRODUÇÃO PERSONALIZADA
A personalização em massa é uma produção de bens numa base personalizada. É semdúvida uma estratégia para atrair e reter clientes individuais (Alexander, 2001).
Reduções nos inventários de produto acabado e de produtos em vias de fabricaçãopermitem que os produtos feitos por medida sejam comercializados ao mesmo ou talveza mais baixo preço que os produtos produzidos em massa.
Os avanços na produção e na tecnologia levaram as empresas a níveis de eficiência e
Figura 1 - Evolução da produção
Tip
olo
gia
de p
rodu
ção
Personalização em massa
Produção em massa maior variedade
Produção em massa
Artesanato
1900s 1980s

7
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
de economias de escala. No entanto, as empresas estão agora a olhar, com algumretrocesso, para os serviços dos tempos anteriores à Revolução Industrial, de forma amelhor satisfazer os clientes do “novo millenium”. O que dai irá resultar será, ou já énalguns casos, a personalização em massa. É assim mandatário que as empresas sedebrucem sobre as novas perspectivas dos clientes.
Parece lógico que o custo de um modelo personalizado seja superior ao de um produtoobtido pelo sistema de produção em massa. No entanto os produtores acreditam que, deuma forma global, os benefícios irão ultrapassar os custos inerentes.
Podemos citar como benefícios da personalização em massa (Liu, 2001):
- Menos devoluções por parte dos clientes;
- Clientes mais fidelizados (devido à personalização dos produtos);
- Ausência de inventário de produtos acabados;
- Ausência de armazém, o que leva à eliminação da necessidade de baixar os preços(saldos) para escoar os produtos.
Um benefício que a indústria de confecção pode alcançar com a personalização emmassa é, de facto, a redução de produtos acabados em armazém. Com efeito no sistemade produção tradicional, as empresas devem proceder à previsão da procura com algumaantecedência. Mas se estas previsões não forem as mais correctas, daí resultará umacréscimo de alguns produtos em armazém.
Qualquer consumidor desejou já algum dia ter uma camisa com as mangas mais curtasou mais compridas, ou com uma gola diferente, talvez mais bolsos, ou simplesmentecom outro tecido ou desenho. Estes produtos personificados estavam até agora somenteacessíveis a quem podia pagar vestuário feito em alfaiatarias, o que na maior parte doscasos só se aplicava a fatos de homem.
O surgimento do alfaiate electrónico, para além de vestuário por medida, irá permitir aosconsumidores, individualmente, escolher o modelo, tecido, cor, com uma simulação 3Ddo modelo criado num corpo virtual, à imagem de cada um.
Tal como o microprocessador revolucionou a indústria dos computadores, as tecnologiasde personalização em massa têm o poder de redefinir a indústria do vestuário.
A personalização em massa é suportada pelas tecnologias de informação que integrama massificação da produção personalizada.
No âmbito da produção de vestuário, a personalização massificada pode ser dividida emtrês categorias:
PERSONALIZAÇÃO
O cliente encomenda produtos individuais produzidos em massa e personalizadossegundo o seu pedido. Por exemplo, pode personalizar uma camisa do golf com assuas iniciais, numa cor à sua escolha.

8
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
AJUSTAR
Orientação para requisitos dimensionais e do melhor ajuste. As medidas dos clientessão importadas para a unidade de fabricação de vestuário e a peça de vestuário éconfeccionada à medida de forma a obedecer a estes requisitos.
DESIGN
O consumidor participa electronicamente no design e na definição da cor e noutrosparâmetros do vestuário personalizado.
Desenvolvimentos tecnológicos avançados, tais como a determinação automática dasmedidas do corpo sem necessidade de contacto físico, combinado com um ciclo defabricação curto e flexível, podem tornar a produção de vestuário personalizado umaalternativa economicamente viável e verdadeiramente inovadora em relação à produçãoem massa.
1.3.1 SOFTWARE E EQUIPAMENTO
Se a personalização em massa, no âmbito da confecção de vestuário para clientesindividualizados, é realmente o futuro das empresas de confecção, a chave para o sucessoestá essencialmente nas tecnologias de informação.
Para isso, são necessários a utilização de um software que faça a interface com o clientee uma base de dados para manter a informação sobre as preferências do cliente.
A indústria de vestuário parece assim ter um grande futuro em termos de personalizaçãoem massa, porque cada pessoa tem um corpo com formas diferentes e gostos diferentes.Desta forma, os confeccionadores irão necessitar de sistemas de aquisição de dadoselectrónicos que capturem as medidas das pessoas, quer em lojas, quer através daWeb.
Deverá também estar disponível um software que coordene a recepção de encomendascom a aquisição das matérias-primas e a entrega de produtos acabados, e sistemasCAD capazes de converter o desejo/projecto do consumidor em peças cortadas,posteriormente montadas de forma a obter a peça de vestuário por medida.
A personalização em massa irá significar inevitavelmente, quer para o produtor, querpara o fornecedor de matéria-prima, uma exigência de uma maior flexibilidade em termosde produção e prazos de entrega “Just-in-Time”.
Como contribuição para este novo conceito, aparecem, entre outras, as tecnologiasdesenvolvidas pela Gerber e pela Lectra para desenho e produção automática e integradade vestuário. Este conceito irá, possivelmente afastar-nos da produção tradicional porlotes (Harari, 2000).
Irá assim ser desenvolvido um planeamento baseado na seguinte premissa: ”Que produtosproduzir numa dada linha ou célula?”. Cada operação é completada em cada unidade.Os materiais e componentes são colocados na sala de produção (ou entregues “Just-in-Time” para chegar à estação de trabalho quando necessário).

9
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
Desta forma, o fluxo de produção necessita um rearranjo, desde a tradicional organizaçãoem departamentos até ao trabalho em células ou linhas compostas por todo oequipamento necessário à produção particular de um artigo, de forma a minimizardesperdícios como o transporte e o manuseamento. O esboço das linhas deverá incluira sincronização, para que todos os recursos sejam correctamente aproveitados.
Os métodos de custeio deverão ser modificados, devido à ausência de relatóriosdetalhados e aos novos métodos de programação necessários. Alguns estudos apontampara uma redução até 80% do lead time (tempo de fabricação), dado que quase todos ostempos de movimentação e os tempos de espera são eliminados e condensados embreves intervalos correspondentes ao manuseamento da peça de uma máquina para aseguinte.
Outro benefício significativo para a personalização em massa, é o aumento previsto daqualidade do produto. Com efeito, na produção em lotes, um processo defeituoso poderásomente ser detectado ao fim de alguns dias, ou no mínimo na operação seguinte, quandojá foi produzido um grande número de produtos defeituosos.
Contrastando com esta situação, quando produzimos uma operação imediatamente aseguir a outra, quaisquer não conformidades ou problemas de produção tornam-seimediatamente aparentes, antes de outros itens serem produzidos, possibilitando assimde imediato a sua resolução.
Em termos de equipamentos produtivos, a maior diferença em relação ao tradicionalsistema de produção em massa é o surgimento de máquinas de corte automáticas paracorte mono-folha, que permitem cortar com rapidez e facilidade tecidos individuais comrigor e sem grandes tempos de preparação. A grande maioria destes sistemas permite ocorte de vários tipos de materiais: plástico para moldes, cartolina, tecido, etc. Para umamaior economia de tempo, agora mais do que nunca importante, os parâmetros de corte,ligados a uma determinada matéria, podem ser armazenados, protegidos ou modificados.A capacidade multiferramentas destes sistemas permite utilizar variados acessórios paraexecução de diversas funções: cortar, furar, perfurar, picotar e riscar. Estes sistemas decorte são compatíveis com a maioria do software CAD para confecção.
Em suma, podemos dizer que a personalização massificada não será mais que a gestãoproactiva da variedade.

10
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens distribuidos por 4 secções identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4 e deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
A personificação em massa pode ser ser dividida em diferentes categorias:
C1
C2
C3
C4
Massificação.
Personalização.
Ajustar.Design.
TOTAL
Os benefícios obtidos com a personalização em massa são:
A1
A2
A3
A4
Menos devoluções por parte dos clientes.
Aumento dos stocks.
Clientes mais fidelizados.Aumento das reclamações.
TOTAL
O mercado actualmente caracteriza-se por:
B1
B2B3
B4
Pequenas e variadas séries e curtos prazos de entrega.
Produzir primeiro e vende-se depois.
Prazos longos e grandes séries.Grande variedade de produtos e de qualidade.
TOTAL
Indique quais as afirmações verdadeiras:
D1
D2
D3
D4
Com a personalização em massa verifica-se um aumento de produtos acabados em armazém.
Um benefício significativo para a personalização em massa, é o aumento previsto da qualidade do produto.
Em adição à alta qualidade, baixo custo e entrega rápida, alguns clientes exigem agora produtos que se ajustem perfeitamente às suas necessidades.
A personalização em massa é uma produção de bens numa base personalizada.
TOTAL

11
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-1M-1M-1M-1M-1 TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOA TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
SOLUÇÃO DOS EXERCICIOS
Os benefícios obtidos com a personalização em massa são:
A1
A2
A3
A4
Menos devoluções por parte dos clientes.
Aumento dos stocks.
Clientes mais fidelizados.Aumento das reclamações.
TOTAL
O mercado actualmente caracteriza-se por:
B1
B2B3
B4
Pequenas e variadas séries e curtos prazos de entrega.
Produzir primeiro e vende-se depois.
Prazos longos e grandes séries.Grande variedade de produtos e de qualidade.
TOTAL
A personificação em massa pode ser ser dividida em diferentes categorias:
C1
C2
C3
C4
Massificação.
Personalização.
Ajustar.Design.
TOTAL
Indique quais as afirmações verdadeiras:
D1
D2
D3
D4
Com a personalização em massa verifica-se um aumento de produtos acabados em armazém.
Um benefício significativo para a personalização em massa, é o aumento previsto da qualidade do produto.
Em adição à alta qualidade, baixo custo e entrega rápida, alguns clientes exigem agora produtos que se ajustem perfeitamente às suas necessidades.
A personalização em massa é uma produção de bens numa base personalizada.
TOTAL

12
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
A TRANSFA TRANSFA TRANSFA TRANSFA TRANSFORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERORMAÇÃO DOS MERCCCCCADOSADOSADOSADOSADOS
BIBLIOGRAFIA
[1] FERREIRA, F.B.N. - “A study of thread tensions on a lockstitch sewing machine”. PhDthesis, University of Leeds. Leeds, UK, 1991.
[2] GRAZINA, M.R.; CARVALHO, M.L. – “Alfaiate electrónico: perspectivas tecnológicas”.
[3] HARARI, D. - “Mass customization: body double”. Textile Months, Junho 2000, p. 22 -26.
[4] Informação técnica:
GERBER Technology:
- GERBERcutter DCS 1500
- AccuMarrk 100 e 200
- Artworks Studio
- Silhouete 2000
- Pattern Design 2000
- Sp 150
- DCS 1500
- Web PDM
LECTRA Systèmes:
- Body Scanner 3D
- Lectra FitNet
- ProSpin
- TopSpin
- Versalis
INVESTRÓNICA Sistemas:
- Invesmark Futura
- Made To Measure MTM
- PGS
- MGS
SIPROFIT:
- Alfaiate Electrónico
[5] PINTO, E. - “Alfaiate electrónico: novo modelo de negócio na fileira da moda”. Moda eConfecção. n.º 15 (Janeiro 2001), p. 22 - 23.

13
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
OBJECTIVOS
1. Conhecer os sistemas de medida automática do corpo.
2. Identificar os procedimentos de scanning e de configuração do sistema de determinaçãoautomática das medidas.
3. Indicar as variações características dos parâmetros de costura durante a formação doponto.
4. Conhecer o efeito de alguns factores nos parâmetros de costura.
CONTEÚDO PROGRAMÁTICO
2.1 Introdução 14
2.2 Sistema de medida automática do corpo 14
2.2.1 Procedimento de scanning 16
2.2.2 Configuração do sistema de determinação automática das medidas 17
2.3 Evolução tecnológica a nível da fabricação 20
2.4 Inovação ao nível da costura 23
2.4.1 Introdução 23
2.4.2 Variações características dos parâmetros de costura durante a
formação do ponto 25
2.4.2.1 Variação da tensão nas linhas de costura 25
2.4.2.2 Variação das forças de penetração da agulha 27
2.4.2.3 Variação do deslocamento e força do calcador 28
2.4.3 Estudo do efeito de alguns factores nos parâmetros de costura 29
2.4.4 Stitcheck como indicador quantitativo da qualidade da costura 33
2.4.5 Conclusões 35
2.4.6 Perspectivas futuras 35

14
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
2.1 INTRODUÇÃO
A confecção de vestuário começou por ser um processo artesanal, sendo os alfaiates eas costureiras os responsáveis pela confecção de todo o vestuário. Neste processo, osclientes tinham o vestuário à medida do seu corpo, mas encomendavam-no sem qualquerpossibilidade de visualização ou experimentação dos modelos e esperavam mais oumenos tempo, conforme a capacidade de resposta.
Todo este processo implicava ainda a deslocação ao alfaiate ou à costureira para arealização de provas do vestuário.
A evolução da sociedade, nas suas mais diversas áreas, provocou o aparecimento dovestuário pronto-a-vestir, à disposição dos clientes nas lojas. O pronto-a-vestir tem comovantagem o facto de ser possível experimentar as peças de vestuário e a sua aquisiçãoimediata.
No entanto, este vestuário não foi confeccionado à medida do corpo de nenhum cliente,mas sim com base num conjunto de tamanhos pré-definidos.
A exigência de alguns clientes manteve até aos dias de hoje alguns alfaiates e costureiras,embora estes clientes preferissem certamente dispor de uma forma de aquisição maisrápida e mais simples.
Para além disso, o cliente actual não só procura produtos de qualidade, como pretendeinfluenciar o corte e respectivas opções, obtendo assim produtos de vestuário queexprimam a sua individualidade ou que as realcem, contestando assim o que o mundoda moda dita.
Desta situação nasce a Mass Customization, que implementa cadeias de venda, produçãoe distribuição de vestuário por medida, recorrendo às novas tecnologias de informação,comunicação e electrónica.
Este novo paradigma utiliza as vantagens da economia de escala para a fabricaçãopersonalizada de peças de vestuário.
Para além de responder às necessidades efectivas de um novo segmento de mercado,o cliente final, este novo desafio permitirá que a indústria do vestuário dê os primeirospassos para intervir em mercados mais alargados. O cruzamento das várias competênciasimportantes para o cluster do têxtil permitirá o desenvolvimento de soluções não sótecnologicamente avançadas, como também adaptadas às necessidades dos seusutilizadores finais.
2.2 SISTEMA DE MEDIDA AUTOMÁTICA DO CORPO
A tecnologia actual mostra a possibilidade de produzir produtos personalizados no âmbitoda indústria de confecção com equipamento adequado.
Este novo processo de confecção proporciona a aquisição de vestuário à medida, com apossibilidade de visualizar uma simulação realista dos modelos escolhidos num corpocom medidas do cliente antes de encomendar, sendo o tempo de espera reduzido, umavez que são utilizadas as novas tecnologias de comunicação para troca de informação

15
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
com as infra-estruturas das confecções. Estes sistemas têm ainda a vantagem de asmedidas serem determinadas automaticamente, isto é, sem a intervenção de qualqueroperador, uma vez que são utilizadas tecnologias de aquisição e processamento digitalde imagem para esse fim.
Tradicionalmente, os alfaiates especializados tiravam as medidas, criando os seus própriospadrões para as alterações, sem referência a quaisquer tabelas de medidas para vestuário,o que podia levar a algumas incongruências.
Várias empresas, a nível internacional, desenvolveram e comercializam dispositivos decaptura ou scanners de forma a desenvolver medidas consistentes do corpo humano.
Textile/Clothing Technology Corporation, também conhecida por [TC]2, desenvolveu umsistema de medição do corpo a três dimensões que usa um sistema de medição porscanner com luz branca capaz de capturar 48 medidas do corpo em segundos. Asimagens, uma série densa de pontos “mapeados” pelo corpo, são convertidas em medidasatravés de um programa informático. Estas imagens podem ser então descarregadaspara um programa de criação de moldes, como seja o Gerber’s Accumark Made ToMeasure, para criar um molde feito à medida.
O sistema Gerber’s Accumark Made To Measure (MTM) pode ser usado em qualquersistema de medição do corpo, quer seja manual ou totalmente automático. A essênciado sistema MTM é a facilidade de entrada dos dados e processamento da informação.Uma vez que a encomenda MTM chega, são escolhidos os moldes correctos do modelopretendido, sendo os mesmos alterados de forma a corresponder às medidas epreferências do cliente. É assim criada uma ordem, que é de seguida enviada para oplotter ou para o sistema de corte. O sistema permite também fazer o seguimento daordem de fabrico, ou de consultar alguns detalhes de uma ordem pelo nome do cliente.
A Telmat Industrie, sediada em França, desenvolveu um sistema de medição automáticado corpo e consequente emissão das medidas do vestuário denominado SYMCAD-SCAN.Em menos de 30 segundos, cada medida é calculada em pontos pré-definidos, capturadapor uma câmara ligada ao computador, para comparação com vários perfis padrão. Estainformação é analisada, sendo de seguida sugerido o “melhor tamanho”.
A informação das medidas é dada ao cliente sob a forma de um cartão SYMCAD BodyCard. Quando o cliente voltar à loja para comprar outras peças de vestuário, a carta éintroduzida num leitor e a nova encomenda é processada. TELMAT instalou uma sériede sistemas SYMCARD em lugares operacionais, incluindo a Marinha Francesa e oMinistério da Defesa do Reino Unido, de forma a poder responder, no caso dosfardamentos com vestuário feito por medida.
No que respeita à LECTRA, também procedeu a alguns desenvolvimentos nessa área.O BODY SCANNER 3D pode ser utilizado por retalhistas de moda, fabricantes de roupa,comércio via Internet, marcas e etiquetas privadas e fornecedores de serviços via Internet.
As medidas do cliente são tiradas na loja com o BODY SCANNER. Estas medidas sãoautomaticamente integradas no servidor FITNET de onde a ordem é directamentevalidada, sendo de seguida enviada, via Internet, ao local de produção.

16
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
Uma vez que a ordem foi dada, o Modaris produz automaticamente o molde personalizado,sem nenhuma participação do modelista. A realização do plano de corte para as peçasé então feita automaticamente pelo Diamino Expert, estando assim o plano pronto a sercortado pelo sistema automatizado de corte TopSpin. A produção realiza-seimediatamente, sendo assim reduzidos os prazos de entrega ao mínimo.
O módulo do Modaris - Modaris FitNet apresenta as mesmas características do Modarisem termos de organização, utilização, desempenho e fiabilidade, e é utilizado parapreparar os moldes personalizados, sendo as peças derivadas automaticamenteadaptadas a partir da peça principal.
Desta forma qualquer peça pode ser personalizada em alguns minutos para responderaos pedidos do cliente, dando assim uma maior possibilidade de escolha no ponto devenda.
É porém certo que a personalização por si só, como seja a escolha da cor e algunsacessórios, não exigem sistemas sofisticados de medida. No entanto, os dados devemser sempre recolhidos de forma a processar a encomenda.
2.2.1 PROCEDIMENTO DE SCANNING
O BODY SCANNER 3D da Lectra consiste em 4 unidades cada uma incluindo duascâmaras CCD e um laser de classe 1 inócuo para os olhos. As unidades são fixadas àparede de provadores, por exemplo. O cliente deve despir-se e permanecer em pé empose natural. Durante o scanning usa-se uma roupa interior ou roupa desportiva apertada,como seja roupa de ginástica. O sistema captura a superfície do corpo humano e produzuma representação tridimensional do mesmo. Pode-se dizer que o BODY SCANNERserve de porta de entrada para o mundo digital, pois assim que o cliente sai do scanner,o seu irmão gémeo digital permanece no computador para ser o seu representantevirtual a partir de então, como acontece aliás com todos os outros sistemas de mediçãodo corpo.
O software ScanWorX calcula então asmedidas corporais e compara-as com tabelasintegradas de medidas estandardizadas. Asmedidas ideias são combinadas e sugeridas.
Nas lojas, o Lectra FitNet propõe uma vastaescolha de modelos e tecidos, oferecendomúltiplas combinações. O cliente escolheassim um modelo adaptado às suasnecessidades e ao seu gosto. Trata-se, no fimde contas, de uma ferramenta que permite àempresa criar a apresentação da sua própriacolecção, facilmente modificável, consoanteo que a empresa deseja apresentar em cadaponto de venda, em cada país, etc.
Figura 1 - Lectra Body Scanner

17
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
O Lectra FitNet permite ainda ao cliente visualizar no ecrã e no ponto de venda, como jáfoi referido, os materiais disponíveis para o seu modelo. Poderá então criar as combinaçõesdos materiais, das cores e dos padrões, para conceber o modelo à sua escolha, tendoem conta todas as suas especificações físicas e as suas solicitações (por exemplo, maislargo à volta do pulso que tem o relógio).
Mais recentemente, surgiu, em Portugal, o Alfaiate Electrónico, desenvolvido pelo Siprofit.Este sistema torna possível a compra de vestuário à medida numa loja de pronto-a-vestir tradicional. Determina automaticamente as medidas do cliente, simula numapasserelle virtual o cliente vestido com o modelo seleccionado e envia, em formato digital,a informação relativa à encomenda para a unidade de produção (Pinto, 2001).
O alfaiate electrónico é constituído pelos seguintes sistemas:
Body Scanner 3D- para determinação rigorosa das medidas de clientes, constituído poruma cabine circular, e aquisição de imagem através de câmaras CCD estáticas ereconstituição tridimensional do corpo.
Simulação de vestuário- subsistema para simular graficamente o cliente vestido commodelos, padrões e cores escolhidas do catálogo.
Gestão- subsistema responsável pela gestão do Alfaiate Electrónico desde que o clientetira as medidas, faz a encomenda e envia a informação em formato digital para as unidadesde produção.
O cliente interessado em adquirir peças devestuário à sua medida, em primeiro lugardeve seleccionar o(s) modelo(s) no catálogodigital para depois tirar as medidas. Após taloperação o cliente visualiza a simulação dosmodelos que escolheu vestidos numhumanoíde com as suas medidas e amovimentar-se numa passerelle.
Este processo é interactivo, isto é, o clientepode voltar atrás e seleccionar novos modelospara posterior simulação. Aquando da decisãode aquisição, o sistema envia em formatodigital para a unidade produtiva todas asinformações necessárias à execução da peçade vestuário seleccionada.
2.2.2 CONFIGURAÇÃO DO SISTEMA DE DETERMINAÇÃO AUTOMÁTICA DASMEDIDAS
Várias tecnologias foram desenvolvidas no que respeita aos sistemas de determinaçãoautomática das medidas do corpo, utilizando desde o vídeo 2D, a scanners por laser, oumedições com luz branca.
Figura 2 - Alfaiate electrónico- Siprofit

18
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
De forma a obter uma representação tridimensional do corpo sem o uso e o custo dolaser, [TC]2 fez a abordagem através da medida de perfil por luz branca, tendo um tempode aquisição curto, uma boa reprodutibilidade e um custo relativamente baixo (Bruner,2001).
O sistema de determinação automática demedidas foi concebido para realizar umacobertura informativa dos requisitos docorpo humano.
O sistema usa seis sensores de superfícieestacionários, de forma a que cada umcapture um segmento de área. Estessegmentos de área estão combinadosformando uma superfície integrada quecobre as áreas críticas do corpo necessáriaspara a confecção de vestuário.
Cada sensor consiste num projector e numacâmara que forma um triângulo com oobjecto ou corpo, como mostrado na figura3.
O desenho varia de intensidadesinusoidalmente numa direcção e éinvariável na direcção perpendicular. Osdesenhos projectados são obtidos por umacâmara CCD (figura 4).
São adquiridas 4 imagens por sensor. Dadoque existem 6 sensores no total, leva assim
à obtenção de 48 imagens no total.
Um output intermédio do processo estárepresentado na figura 5. As vistasindividuais são combinadas, conhecendo aorientação exacta de cada umarelativamente às outras. A orientação derivade um scanning de um objecto de referência,de tamanho e or ientação conhecidos,procedendo-se desta forma à calibração dosistema.
O conjunto dos dados primários resultantesestá representado na figura 6. Estes pontossão os pontos calculados sem qualqueralisamento ou tratamento posterior daimagem.
Figura 4 - Imagens da câmara de desenhos sinusoídais
Figura 3 - Triângulo entre o projector e câmara e o alvo
Figura 5 – Seis vistas individuais dos dados 3D

19
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
Os dados primários são de seguida processados (figura 7), segundo uma determinadasequência que inclui:
- Filtração dos dados que remove qualquer ponto disperso;
- Segmentação do corpo em membros (pernas, braços, tronco, etc.);
- Alisamento destinado a remover algum ruído;
- Preenchimento do esquema, com a finalidade de fechar pequenas falhas no desenho;
- Compressão, à razão de 100:1.
A vantagem primordial de usar os dados apóseste processamento é que irá permitir acr iação de algoritmos de extracção demedidas, mais precisas e repetitivas que asobtidas a partir de dados primários antes dotratamento da imagem.
A extracção das medidas é assim automática,isto é, ocorre sem a intervenção do operador.Uma listagem das medidas é mostrada nafigura 8.
Vários sistemas CAD para criação e alteraçãode moldes podem ser usados em conjuntocom o sistema acima descrito, de forma a criaros moldes personalizados para o cliente.Adicionalmente, como já foi anteriormentereferido no que respeita a outros sistemas,existe a possibilidade do cliente visualizar oajustar e a aparência do vestuário feito à
Figura 6 - Conjunto de dados 3D Figura 7 - Dados de base processados
Figura 8 - Listagens de medidas

20
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
medida em simulação virtual.
A peça de vestuário é tratada numa imagem 3D, por forma a que o cliente possa aprovaro ajustar e a aparência, antes da confecção propriamente dita (figura 9).
2.3. EVOLUÇÃO TECNOLÓGICA A NÍVEL DA FABRICAÇÃO
Voltando ao processo de produção, uma vez registada a encomenda, o modelopersonalizado é automaticamente realizado, em termos de modelagem, pelo softwareadequado, sem qualquer intervenção do modelista.
O mesmo se passa com a colocação das peças do modelo, obtendo-se, desta forma, oplano de corte.
A produção é então efectuada no tempo devido usando tecnologias de corte rápido emmáquinas de corte mono - folha, dado tratar-se de produção personalizada, em quetemos uma peça unitária a confeccionar, com todas as adaptações pretendidas pordeterminado cliente.
Algumas empresas irão, certamente, encarar este novo tipo de produção como umalinha de amostras. A Gerber, por exemplo, possui na sua lista de produtos, algunsdesenvolvimentos recentes e com aperfeiçoamentos tecnológicos, no âmbito do ciclo deconfecção de amostras, processo SampleSuite, sendo possível a produção de uma peçade roupa em poucas horas.
Indicam-se de seguida os produtos que fazem parte da solução completa da GerberSampleSuite:
Artworks Studio para criar e modificar esboços conceptuais e tecidos. A impressoratêxtil Digital ENCAD proporciona uma impressão instantânea de desenhos de tecido;Silhouette 2000 e Pattern Design 2000 para a elaboração de moldes; SP-150 umariscadora compacta para riscos rápidos em rolos de papel contínuo.
O cortador de amostras DCS 1500 corta tecidos de camada simples, mesmo com asmais complexas peças de moldes. Visto que todos os cortes e entalhes são cortadoscom precisão, os modelistas de amostras são capazes de montar as peças de vestuário
Figura 9-Sumário do processo de confecção de vestuário feito por medida
3D Point Cloud
Landmark Detection
Automatic Measurement
Extraction
Virtual Try-On
DXF Cut File
Commercial Pattern Alteration Package

21
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
sem perder tempo com ajustes.
O WebPDM está na vanguarda da administração electrónica de dados sem utilizar papel.O WebPDM é um sistema de tempo real de administração de dados utilizado por retalhistase fabricantes para reduzir os ciclos de desenvolvimento de produto, para seguir todas asmodificações e evitar erros dispendiosos devidos a lapsos de comunicação.
Outros desenvolvimentos foram porém efectuados encarando a personalizaçãomassificada por si só e não como um paralelo com a produção de amostras. A Lectranomeadamente, oferece um sistema de corte automático mono-folha - ProSpin. Estesistema permite cortar diversas matérias, em sequência, garantindo assim um fluxo deprodução contínuo, tendo sido concebido para a produção de vestuário personalizado epequenas séries.
O ProSpin está associado ao Lectra FitNet para a solução da mass costumization,permitindo assim uma produção rápida de vestuário personalizado.
Ainda dentro da Lectra e quanto a sistemas de corte em mono - folha, aparece o sistemaTopSpin que se integra igualmente na produção de vestuário personalizado ou pormedida, estando também associado à solução Lectra FitNet. A aceleração e velocidadede corte garantem uma boa produtividade. A superfície de corte do tapete, combinadacom o avanço contínuo da matéria facilitam uma produção contínua e suprimem aoperação de estendimento tradicional.
O sistema ProSpin pode ser completado com algumas opções como seja a PostPrintque imprime etiquetas contendo todas as informações desejadas pelo utilizador e coloca-se automaticamente nas peças cortadas durante a sua transferência para a zona dedescarga. O risco de erro é minimizado e a triagem das peças simplificada, sendoigualmente garantida a rastreabilidade das peças ao longo do processo.
O sistema Eclipse permite ao TopSpin efectuar o corte enquanto o tecido avança. Como Eclipse, a alimentação da matéria, o corte e a etiquetagem fazem-se numa só operação,o que permite um aumento de produtividade que poderá chegar a 10%.
Tudo assenta, como se pode ver, na redução do tempo de fabricação e no aumento daprodutividade, dado a constante mudança de matérias, modelos e, até nalguns casos,produtos.
Por sua vez a Investronica apresenta uma solução para a gestão integrada do desenhoao fabrico, Invesmark Futura, com um módulo Made To Measure (MTM), apresentando-se como uma solução automatizada integral para a confecção industrial à medida (figura10).
A recepção das encomendas de confecção à medida pode ser realizada por introduçãodos dados realizada em cada posto de venda, sendo transmitidas por Internet ao sistemaMTM. As encomendas de confecção à medida podem também proceder do computadorde gestão corporativa e chegar ao sistema MTM mediante transferência de ficheiros. Osistema MTM processa uma encomenda ou lote de encomendas de modo automático.Para cada componente (tecido, forro, entretela, etc.) de cada peça da encomenda, o

22
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
MTM leva a cabo as seguintes tarefas:
- Realização automática de modificações dos moldes (tecido, forro, entretelas, etc.)da peça de referência para conseguir os moldes da peça adaptada ao cliente individual.As modificações dos moldes são realizadas sobre o tamanho de referência maispróximo ao cliente, tal como identificado no posto de venda.
- Encaixe automático das marcações necessárias para o fabrico da peça.
Para poder oferecer uma peça de confecção à medida nos pontos de venda, basta realizaras seguintes actividades:
- Desenhar os moldes da peça de referência. Este desenho pode ser realizado porcriação ou transformação mediante o sistema CAD PGS (Pattern Generation System).
- Encaixar as marcações de referência, que serão usadas como modelo noprocessamento das encomendas de confecção à medida. Esta tarefa é realizadamediante o sistema gerador de marcações MGS (Marker Generation System).
- Definir o conjunto de modificações que é possível realizar para a adaptação da peçaa cada cliente, por exemplo: encurtar manga, subir ombro, etc. O conjunto demodificações pode ser definido utilizando o módulo MTM.
O sistema MTM está integrado com o Invesmark Futura, de onde se obtém a definiçãodas peças, as ferramentas adequadas para realizar as transformações necessárias e a
Figura 10 - Processo MTM- Invesmark futura da Investrónica
DEFINIÇÃO DOVESTUÁRIO
REGRAS DETRANSFORMAÇÃO
FABRICO
INVESMARKDATA BASE
WEBSERVER
CRIAÇÃO DAMARCADA
DEFINICÃO DO PLANOE MEDIDAS
ORDEM DE FABRICO
INVES-MODE PROCONCORTE
PONTOS DE VENDA
ORDEM DE FABRICO
INTERNET
COLECÇÃO
PROCESSO DE CONFECÇÃO À MEDIDA

23
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
geração automática de moldes e marcações.
Para colocar em comunicação os pontos de venda com a unidade produtiva, o sistemaMTM utiliza uma rede por meio de “Web Browser” standard como Navigator e InternetExplorer. Pode assim realizar-se o acompanhamento das encomendas a partir do pontode venda mediante Internet.
2.4 INOVAÇÃO AO NÍVEL DA COSTURA
2.4.1 INTRODUÇÃO
Durante a última década, na Universidade do Minho, tem vindo a ser realizada investigaçãomultidisciplinar no domínio da costura, no sentido de desenvolver um sistema de controloque garanta a afinação automática da máquina de costura durante a produção,nomeadamente no que respeita às tensões de linha e o seu consumo num dos maisusados pontos de costura, o ponto orlado tipo 504.
Para que seja possível manter um aceitável nível de competitividade na indústria daconfecção em países europeus, as empresas devem responder aos requisitos dosmercados, nomeadamente quantidades pequenas, prazos curtos, número crescente deestilos em produção e especificações de qualidade mais rigorosas. Neste contexto, ostempos de afinação das máquinas de costura e outros tempos não produtivos devem serreduzidos ao mínimo.
O conhecimento mais aprofundado da relação entre a tensão gerada nas linhas e oconsumo real das linhas, aliado ao conhecimento das mais importantes fases no ciclode formação do ponto, possibilita o desenvolvimento de sistemas de controlo das máquinasde costura mais flexíveis e eficazes, permitindo melhores resultados em termos daprodução e qualidade.
O BANCO DE ENSAIOS
O sistema utilizado para aquisição, armazenamento e análise dos ensaios efectuados éformado por um conjunto de dispositivos deaquisição de dados, nomeadamente sensoresextensiométricos, sensores piezoeléctricos,LVDT, encoders digitais e hardware paracondicionamento e processamento de sinais(figura 11).
Figura 11

24
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
POSICIONAMENTO DOS DISPOSITIVOS NA MÁQUINA DE COSTURA CORTA-E-COSE
Os dispositivos estão ligados a uma placa de aquisição de dados que se encontra instaladanum computador.
Um programa informático, desenvolvido em Labview, permite efectuar várias tarefas,nomeadamente: a calibração de todos os dispositivos; a visualização gráfica, em temporeal, dos resultados de cada um dos parâmetros em análise; a possibilidade de exportaçãoda informação sobre os sinais para posterior análise estatística; funções deprocessamento de sinal: filtragem digital, rotinas para extracção de valores relevantesem cada sinal, representação gráfica em diferentes tipos de escalas; e funcionalidadesde estatística básica para uma mais rápida avaliação dos resultados.
A figura 12 e 13 mostram, respectivamente, os sensores de medição da tensão naslinhas da laçadeira superior e laçadeira inferior e na linha da agulha, colocados entre orespectivo tensor dessa linha e a zona de formação do ponto.
Estes sensores de alta sensibilidade possuemum caminho guia em silicone, que permitediminuir a fricção existente entre a linha e oponto de contacto com o sensor e evitar queo mesmo se mova da sua posição de percursoideal.
Para medição dos consumos de linha foramutilizados três encoders digitais, um para cadauma das linhas, e são apresentados na figura14.
Para medição do deslocamento vertical docalcador, foi utilizado um dispositivo
Figura 12 - Posicionamento dos sensoresextensómetros das linhas das laçadeiras superiore inferior
Figura 13 - Posicionamento do sensorextensómetro da linha da agulha
Figura 14 - Encoders para medição do consumode linha da agulha, laçadeira superior e laçadeirainferior

25
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
electrónico LVDT (Linear Variable Differential Transformer) que produz um sinal de saídaeléctrico proporcional ao deslocamento do calcador no seu movimento de subida poracção do arrastador. Este dispositivo permite a monitorização em tempo real do movimentodo calcador, fornecendo assim informação sobre a dinâmica do sistema de alimentaçãoda máquina de costura.
A medição da força na barra do calcador e na barra da agulha é feita usando sensorespiezoeléctricos, colocados nas respectivas barras.
2.4.2 VARIAÇÕES CARACTERÍSTICAS DOS PARÂMETROS DE COSTURA DURANTEA FORMAÇÃO DO PONTO
Neste ponto serão apresentadas as curvas tipo de cada um dos factores analisados:
- variação das tensões de linha geradas em cada uma das linhas envolvidas naformação do ponto tipo 504 (agulha, laçadeira superior e laçadeira inferior) duranteum ciclo completo da máquina de costura (um ponto de costura);
- força desenvolvida na barra da agulha aquando da penetração da agulha no material;
- força desenvolvida na barra do calcador;
- deslocamento do calcador.
Simultaneamente, será efectuada a correspondência entre os principais picos em cadauma das curvas e os eventos de formação do ponto a eles associados.
2.4.2.1 VARIAÇÃO DA TENSÃO NAS LINHAS DE COSTURA
As figuras 15, 16 e 17 mostram a variação típica da tensão nas linhas da agulha, laçadeirasuperior e laçadeira inferior durante um ciclo da formação do ponto.
Figura 15 - Evolução da tensão média na linha da agulha durante a formação de um ponto de costura
P1Ag
P2AgP3Ag P4Ag

26
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
Observando os sinais obtidos, é possível verificar que durante a formação do ponto decostura tipo 504 numa máquina de corta-e-cose, ocorrem quatro picos de tensão bemdefinidos nas linhas da agulha e laçadeira inferior e três picos na linha da laçadeirasuperior, sendo a sua forma e a fase de ocorrência no ciclo do ponto repetidas nosvários ensaios.
O primeiro pico nas três linhas de costura ocorre no momento em que a agulha inicia asua descida, a laçadeira inferior começa a mover-se para a esquerda, e a laçadeirasuperior continua a efectuar o seu movimento para a esquerda, levando consigo a linhada laçadeira inferior (que a sobrepõem).
O segundo pico nas linhas acontece quando a agulha se encontra a descer. Nesta fase,a laçada da linha da agulha solta-se da laçadeira inferior, a qual se encontra a deslocarpara a esquerda, e cuja linha está quase a soltar-se da laçadeira superior, enquantoesta se desloca para a direita.
O terceiro pico surge quando a agulha ainda se encontra no movimento de descida e alinha da laçadeira inferior se solta da laçadeira superior e vai contra a linha da laçadeira
P1Ls
P2Ls
P3Ls
Figura 16 - Evolução da tensão média na linha da laçadeira superior durante a formação de um ponto de costura
Figura 17 - Evolução da tensão média na linha da laçadeira inferior durante a formação de um ponto de costura
P1Li
P2Li
P3Li
P4Li

27
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
superior.
O quarto pico nas linhas coincide com o momento em que o ponto está a ser apertado,a agulha se aproxima do ponto mais inferior, a laçadeira inferior está na posição mais àdireita e a laçadeira superior continua a descer e a apertar o ponto.
A figura 18 apresenta a variação simultânea da tensão nas três linhas, durante um cicloda formação do ponto.
Verifica-se que as linhas da agulha e laçadeira inferior apresentam um comportamentosemelhante com a ocorrência em cada uma de quatro picos de tensão, ligeiramentedesfasados. A linha da laçadeira superior apresenta apenas três picos de tensãosignificativos, ligeiramente desfasados com os da laçadeira inferior.
A análise detalhada dos eventos associados à variação da tensão nas diferentes linhaslevou à escolha da fase de ocorrência do segundo pico como a mais significativa paracaracterização do ponto formado.
2.4.2.2 VARIAÇÃO DAS FORÇAS DE PENETRAÇÃO DA AGULHA
A figura 19 representa o gráfico tipo de variação da força desenvolvida na barra daagulha aquando da penetração da agulha no material, durante um ciclo completo damáquina de costura.
Como consequência da penetração da agulha no material, desenvolvem-se forças nabarra da agulha. Nesta análise foram considerados três picos de força: o primeiro picocorresponde ao primeiro contacto da ponta da agulha com o material a ser costurado; osegundo pico corresponde à entrada do corpo da agulha (olhal e lâmina); o terceiro picocorresponde à força de retirada da agulha, isto é, à força sentida aquando da inversãodo movimento da agulha após atingir a posição mais inferior.
Figura 18 - Tensões nas linhas da agulha, laçadeira superior e laçadeira inferior durante a formação de um pontode costura
P1Ag
P2AgP3Ag
P4Ag
P1Li
P2LiP3Li P4Li
P1Ls
P2Ls
P3Ls

28
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
2.4.2.3 VARIAÇÃO DO DESLOCAMENTO E FORÇA DO CALCADOR
A figura 20 apresenta a variação do deslocamento do calcador durante um ciclo completode costura.
Pela análise do gráfico da figura anterior e dos valores obtidos para o deslocamento docalcador, observa-se que se desenvolvem dois picos de deslocamento bem definidos. Oprimeiro pico ocorre aquando do deslocamento do material durante a subida do arrastadoracima do espelho para movimentar o material durante a formação do ponto. O segundopico de deslocamento é consequência da perda de contacto entre o calcador e o materialapós este ter atingido a sua posição inferior pela descida do arrastador abaixo da superfíciedo espelho.
A figura 21 apresenta a variação relativa das forças desenvolvidas na barra do calcadordurante um ciclo completo de costura.
É possível observar que se desenvolvem dois picos de deslocamento principais. O primeiropico ocorre quando se inicia o arraste do material a ser costurado, com a subida doarrastador, e o segundo pico no momento em que termina o arraste, coincidindo com o
Figura 19 - Variação da força desenvolvida na barra da agulha durante um ciclo completo da máquina de costura
FPAg1
FPAg2
FPAg3
For
ça (
cN)
- 1000
- 2000
5000
4000
3000
2000
1000
0
-3000150 200 250 300 350 400 480
Figura 20 - Variação do deslocamento do calcador durante um ciclo completo da máquina de costura.
DC2
DC1
Des
loca
me
nto
(mm
)

29
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
momento em que o calcador termina o seu primeiro deslocamento.
2.4.3 ESTUDO DO EFEITO DE ALGUNS FACTORES NOS PARÂMETROS DECOSTURA
Múltiplos ensaios foram realizados em condições de costura diferentes, nomeadamentediferentes afinações da máquina e diferentes materiais.
É apresentada uma análise sobre o efeito da pré-tensão nos principais parâmetros decostura, principalmente sobre as tensões e consumos das linhas da agulha, laçadeirasuperior e laçadeira inferior.
Será também referido, de uma forma geral, o efeito na força desenvolvida na barra daagulha como consequência da penetração da agulha, no deslocamento e forçadesenvolvida na barra do calcador e na qualidade da costura.
ESTUDO DO EFEITO DA PRÉ-TENSÃO NOS PARÂMETROS DE COSTURA, DURANTEA FORMAÇÃO DO PONTO.
A pré-tensão aplicada a cada uma das linhas representa um dos principais factores cominfluência na qualidade da costura, estando a ocorrência de defeitos na costura muitasvezes associada a deficientes ajustes da tensão nas linhas. Será por isso importanteavaliar a forma como a pré-tensão influencia os diversos parâmetros de costura, emdiferentes condições de costura.
Nesse sentido, foi efectuada uma comparação entre costuras realizadas em provetes demalha iguais, mas com diferentes afinações da pré-tensão nas linhas de costura.
A figura 22 representa a variação da tensão em cada uma das linhas, em função davariação da pré-tensão na linha da agulha e dos valores de tensão registados nas outraslinhas.
Pela análise dos resultados e do gráfico representado, é visível a influência da variaçãoda pré-tensão na linha da agulha na tensão desenvolvida na linha da laçadeira inferior ea inexistência de influência sobre a tensão na linha da laçadeira superior.
Figura 21 - Variação da força do calcador durante um ciclo completo da máquina de costura
FC1FC2
250225200175150125100
7550250
- 25- 50- 75
- 100- 125- 150- 175- 200
For
ça (
cN)

30
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
A figura 23 representa o comportamento dos quatro picos da linha da agulha.
De modo a avaliar qual das equações deverá ser a mais adequada a uma posteriorutilização no controlo da qualidade da costura, foi variada a tensão numa das outraslinhas, de modo a que esta fosse nula, como consequência de um ponto falso ou de umaquebra de linha.
A figura 24 mostra o efeito dessa variação num dos picos da linha da agulha quando ovalor de tensão na linha da laçadeira inferior é zero.
Da análise das equações obtidas para cada um dos picos de tensão é possível verificarque a equação definida em função do valor da pré-tensão e dos valores de tensão nasrestantes linhas é a que melhor representa a variação da tensão em cada um dos picos,quando comparada com a equação em que a variável independente é apenas a pré-tensão. Tal facto, deve-se à existência de uma inter-relação entre as linhas, justificadapelo contacto existente entre as mesmas durante a formação do ponto (esta interacção
P1AGP2AGP3AGP4AGP1LSP2LSP3LSP1LIP2LIP3LIP4LI
280
220
160
100
40
-20140 160 180 200 220 240 260 280 300 320
Tens
ão (
cN)
Pré-Tensão (cN)
Figura 22 - Variação da tensão para os principais picos de tensão absoluta na linha da agulha, laçadeira superiore laçadeira inferior para diferentes valores de pré-tensão na linha da agulha
Figura 23 - Variação da tensão para os quatro picos de tensão na linha da agulha em função da pré-tensão nalinha da agulha e da tensão nas outras linhas e em função apenas da pré-tensão
350
300
250
150
50
100 150 200 250 300 350
Tens
ão
Agu
lha
(cN
)
Pré-Tensão Agulha (cN)
200
0
100

31
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
entre as linhas é comprovada pela descrição da formação do ponto efectuada atrás).
Consequentemente, a tensão desenvolvida em cada uma das linhas durante a formaçãodo ponto não depende apenas do valor de pré-tensão ajustado no tensor, mas tambémda tensão nas outras linhas.
Em resumo, é possível definir a forma como varia a tensão nos principais picos em cadauma das linhas em função dos valores de pré-tensão nessa linha e dos valores de tensãonas outras linhas e através do controlo da variação da tensão numa das linhas é possíveldetectar a quebra de linha e a ocorrência de um ponto falso originado pelas outras duaslinhas.
RELAÇÕES ENTRE PICOS DE TENSÃO
Procurando efectuar uma análise conjunta dos resultados obtidos nos diversos ensaiosreferidos anteriormente, tendo em consideração a formação do ponto de costura, foramrelacionados os valores absolutos dos picos de tensão.
A figura 25 representa a relação entre os segundos picos de tensão das linhas da agulhae laçadeira inferior, para os diferentes ensaios em que a pré-tensão das diferentes linhasfoi variada.
Verifica-se que de acordo com as condições de costura é possível identificar uma zonabem definida relativa a uma determinada condição de costura, à excepção da diminuiçãoda pré-tensão na linha da laçadeira superior.
No entanto, quando a pré-tensão varia na linha de costura que não é considerada narelação, em cada uma das situações apresentadas, não se observam efeitos significativosrelativamente à zona referente ao ponto ajustado, pelo que através da relação apenasentre os segundos picos de tensão entre duas linhas é difícil definir relações de tensãopara cada uma das linhas, de forma a obter-se um ponto ajustado.
Figura 24 - Variação da tensão para um pico de tensão na linha da agulha em situação de ponto normal equando o valor de tensão na linha da laçadeira inferior é zero
700
600
500
300
100
100 150 200 250 300 350
P3A
g (
cN)
Pré-Tensão (cN)
400
0
200
P3Ag P3Ag
Variação P3Ag.VP
Variação P3Ag

32
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
Assim, da análise dos dados, tendo por objectivo avaliar a influência da pré-tensão nastensões geradas nas linhas durante o ciclo de formação do ponto, conclui-se que:
- Existe um padrão bem definido para a forma como a tensão da linha varia em cadaponto de costura;
- O valor absoluto de cada um dos picos de tensão é função da pré-tensão aplicadano pré-tensor de linha;
- Existe uma relação importante entre a tensão na linha da agulha e a tensão na linhada laçadeira inferior;
- A linha da laçadeira superior, embora importante para a formação do ponto,desempenha um papel menor, funcionando fundamentalmente como uma linhaseguidora;
- É possível definir uma relação que representa a variação da tensão em cada um dospicos das três linhas, que é função da pré-tensão nessa linha e dos valores de tensãoverificados nas outras duas linhas;
- É possível detectar a ocorrência de quebra de linha ou de um ponto falso pelocontrolo da variação da tensão em cada uma das linhas;
- O segundo pico de tensão é aquele que melhor representa a influência que a tensãoda linha tem na qualidade da costura;
- Não é possível controlar a qualidade da costura apenas com a medição dos valoresde tensão, nomeadamente através do segundo pico em cada uma das linhas.
CONSUMOS DE LINHA
Relativamente aos consumos de linha, verificou-se que:
- O consumo de linha é proporcional à pré-tensão aplicada em cada uma das linhas;
- A relação entre as linhas da agulha e laçadeira inferior é comprovada em termos deconsumos. Quando variamos a pré-tensão na linha da agulha, os consumos da linhada agulha e da linha da laçadeira inferior variam inversamente;
Figura 25 - Relação entre os segundos picos de tensão absoluta na linha da agulha e linha da laçadeira inferior
50 100 200 240
P2
Li (
cN)
P2Ag (cN)
2080 120 140 160 180 220
25
30
35
40
45
50
55
60
65
70
75
TA
TI
FA
TS
AJ FS
FI

33
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
- O consumo total por ponto tende a manter-se constante, através da compensaçãode consumos por parte das outras linhas em que a pré-tensão não é alterada.
FORÇAS DE PENETRAÇÃO DA AGULHA
No que respeita às forças desenvolvidas na barra da agulha aquando da penetração daagulha no material, foi observado que:
- O valor de pré-tensão na linha da agulha influencia os valores das forçasdesenvolvidas na barra da agulha, como consequência da penetração da agulha nomaterial, diminuindo quando a pré-tensão é reduzida e aumentado quando o ponto étensionado;
- A variação da pré-tensão nas linhas das laçadeiras superior e inferior não afecta asforças na barra da agulha.
DESLOCAMENTO E FORÇA DO CALCADOR
Quanto ao deslocamento do calcador e às forças desenvolvidas na barra do calcador,determinou-se que o valor de pré-tensão nas linhas não influencia os valores dedeslocamento do calcador, nem as forças desenvolvidas na barra do calcador.
2.4.4 STITCHECK COMO INDICADOR QUANTITATIVO DA QUALIDADE DA COSTURA
A avaliação da qualidade de uma costura é normalmente efectuada através de umaanálise visual do seu aspecto, não existindo ainda um parâmetro objectivo que permitagarantir que a costura apresenta uma boa qualidade. Podemos determinar a suaresistência e deslizamento, mas não quantificar a qualidade. Neste capítulo será efectuadauma tentativa de quantificação da qualidade da costura.
Para tal serão utilizados apenas dois dos parâmetros analisados nos pontos anteriores,a tensão de linha e o consumo de linha.
No sentido de definir um coeficiente que permita uma classificação quantitativa daqualidade das costuras, e após a definição das relações utilizando apenas os valores detensão de linha, que conforme verificado anteriormente se mostraram insuficientes paracaracterizar a qualidade das costuras, foi estabelecida uma relação entre as tensões delinha e o correspondente consumo de linha em cada ponto de costura, uma vez que aformação do ponto de costura depende destas duas variáveis.
De facto, para o ponto balanceado, as linhas das laçadeiras deverão cruzar-se a meio daespessura do material a ser costurado, mas essa situação poderá ocorrer em trêssituações distintas: estando ambas as linhas demasiado frouxas (aumentando o consumodas linhas); estando ambas as linhas demasiado tensionadas (diminuindo o consumodas linhas); estando as linhas correctamente tensionadas de acordo com a finalidadepretendida para o ponto (sendo este o consumo ideal das linhas).
Situação semelhante é aplicada à linha da agulha, que se pretende que seguresuficientemente o ponto, sem que quebre com o alongamento pretendido para a costura

34
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
(diminuindo o consumo de linha), nem fique demasiado solta, sendo visível a laçada emambos os lados (aumentando o consumo de linha), pelo que se torna necessárioestabelecer uma relação entre o adequado tensionamento das linhas e o adequadoconsumo, que caracterize o ponto correctamente equilibrado.
Assim, no sentido de procurar estabelecer uma relação entre os picos máximos de tensãoabsoluta e o correspondente consumo de linha em cada um dos elementos envolvidosna formação do ponto – agulha, laçadeira superior e laçadeira inferior – foram analisadasas relações entre os diferentes picos de tensão em cada uma das linhas e o seu consumo.
Conforme já foi referido, verificou-se que o segundo pico de tensão nas três linhas é oque apresenta os melhores valores da variação da tensão de linha com a variação dapré-tensão.
Além disso, conforme também apresentado, o segundo pico ocorre num momentoimportante da formação do ponto de costura em que as linhas estão a soltar-se daslaçadeiras para fecharem o ponto, a laçada da linha da agulha solta-se da laçadeirainferior, vai contra a linha da laçadeira inferior e a linha da laçadeira inferior solta-se dalaçadeira superior. Por estes motivos, foi seleccionado o segundo pico de tensão para astrês linhas.
Após análise do comportamento previsível para cada uma das linhas aquando da variaçãoda pré-tensão, foi escolhida a relação entre picos de tensão e entre consumos de linha,para avaliar a qualidade da costura:
(P2Ag + P2Ls)/P2Li e (CLAg + CLLs)/CLLi
em que:
P2Ag - Segundo pico de tensão na linha da agulha;
P2Ls - Segundo pico de tensão absoluta na linha da laçadeira superior;
P2Li - Segundo pico de tensão absoluta na linha da laçadeira inferior;
CLAg - Consumo de linha da agulha;
CLLs - Consumo de linha da laçadeira superior;
CLLi - Consumo de linha da laçadeira inferior.
Ao quociente entre as relações de tensões de linha e as relações de consumospara as três linhas de costura, foi dada a designação de Stitcheck.
A sua representação gráfica é apresentada na figura 26.
Pela sua observação, podemos verificar que é possível identificar com clareza cadaposição do parâmetro Stitcheck para o ponto ajustado e para cada tipo de ponto nãoajustado, quer se trate de um ponto desajustado apenas numa das linhas, em duas das

35
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
linhas ou nas três linhas de costura envolvidas na formação do ponto tipo 504.
Estes resultados demonstram que a conjugação das tensões geradas durante o ciclo decostura e o consumo das linhas poderá ser um bom indicador das condições de formaçãodo ponto e consequente qualidade da costura. De facto, verifica-se que a alteração singularou múltipla das pré-tensões gera um comportamento deste parâmetro que é bemdeterminado e previsível, possibilitando assim a classificação automática e objectiva daqualidade da costura.
2.4.5 CONCLUSÕES
Usando o factor Stitchek, é possível realizar a avaliação da costura em tempo real,considerando as suas características mais importantes, de forma a classificarobjectivamente a qualidade de cada costura.
O equipamento pode também ser usado para avaliar a costurabilidade e determinar ocomportamento de diversos parâmetros e aprofundar o conhecimento neste domínio.
O resultado final será a avaliação objectiva e automática da qualidade da costura e apossibilidade de automaticamente actuar na afinação da máquina, de forma a garantir aqualidade da costura e prevenir costuras defeituosas.
2.4.6 PERSPECTIVAS FUTURAS
O banco de ensaios está a ser utilizado no âmbito de outros trabalhos, onde se pretendeavaliar outras variáveis e assim inferir sobre as suas reais potencialidades,nomeadamente: efectuar ensaios a diferentes velocidades de costura; avaliar diferentesacabamentos dos materiais e respectiva influência no desempenho da costura; estudaras melhores relações número agulha / linha de costura; estudar os diferentes tipos delinha de costura e sua influência na costurabilidade.
Por outro lado, o fecho da malha de controlo, possibilitando a actuação sobre o ajuste dapré-tensão nas linhas, tendo como base o estudo efectuado em termos da variação datensão nos principais picos em cada uma das linhas e o parâmetro Stitcheck, é também
Figura 26 - Stitcheck para diferentes ajustamentos da tensão das linhas da agulha e das lançadeiras
NLT
BALANCED
ULHT
NHT
LLHT
ULLT
LLLT

36
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
objecto de estudo.
Relativamente aos resultados apresentados, por questões de custos e posicionamentofísico, existe a necessidade de procurar reduzir os parâmetros de controlo ao mínimopossível, assim como procurar componentes de dimensões cada vez mais reduzidas.Neste campo, a evolução da micro-electrónica e da mecatrónica, com o surgimento regularde dispositivos cada vez mais pequenos e de mais baixo custo, facilitará a sua integraçãonuma máquina de costura para comercialização.
Em termos de medição das tensões de linha, a concentração apenas na linha da agulhapoderá, numa situação ideal, ser suficiente. No entanto, terá que ser melhor avaliada anecessidade de manter também a linha da laçadeira inferior. Para tal, haverá necessidadede procurar novas relações que garantam resultados semelhantes aos do factor Stitcheck,ou que em conjunto com outros parâmetros o permitam efectuar a custos mais reduzidos.
Finalmente, a análise efectuada na máquina de costura corta-e-cose poderá ser tambémestendida a outro tipo de máquinas, nomeadamente a máquina de ponto preso, medindoa tensão e o consumo da linha da agulha e da linha da canela.

37
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens distribuidas por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4 e deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Os produtos que fazem parte da solução completa da são:Gerber SampleSuite
A1
A2A3
A4
Artworks Studio.
ProSpin.
Pattern Design 2000.Silhouette 2000.
TOTAL
O parâmetro Stitcheck serve para medir:
B1
B2B3
B4
A resistência da costura.
A qualidade da costura.
A força de rebentamento da costura.A elasticidade da costura.
TOTAL
Indique quais as afirmações verdadeiras:
C1
C2
C3
C4
Existe uma relação importante entre a tensão na linha da agulha e a tensão na linha da laçadeira inferior.
Não é possível detectar a ocorrência de quebra de linha ou de um ponto falso pelo controlo da variação da tensão em cada uma das linhas.
A pré-tensão aplicada a cada uma das linhas representa um dos principais factores com influência na qualidade da costura.
Como consequência da penetração da agulha no material, desenvolvem-se forças na barra da agulha.
TOTAL
Indique quais as afirmações verdadeiras:
D1
D2
D3
D4
DCS 1500 - cortador de amostras.
CAD PGS (Pattern Generation System) - corte automático mono-folha.
PostPrint - impressora de etiquetas.ProSpin - corte automático mono-folha.
TOTAL

38
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
SOLUÇÃO DOS EXERCICIOS
Os produtos que fazem parte da solução completa da são:Gerber SampleSuite
A1
A2
A3
A4
Artworks Studio.
ProSpin.
Pattern Design 2000.Silhouette 2000.
TOTAL
O parâmetro Stitcheck serve para medir:
B1
B2
B3
B4
A resistência da costura.
A qualidade da costura.
A força de rebentamento da costura.A elasticidade da costura.
TOTAL
Indique quais as afirmações verdadeiras:
C1
C2
C3
C4
Existe uma relação importante entre a tensão na linha da agulha e a tensão na linha da laçadeira inferior.
Não é possível detectar a ocorrência de quebra de linha ou de um ponto falso pelo controlo da variação da tensão em cada uma das linhas.
A pré-tensão aplicada a cada uma das linhas representa um dos principais factores com influência na qualidade da costura.
Como consequência da penetração da agulha no material, desenvolvem-se forças na barra da agulha.
TOTAL
Indique quais as afirmações verdadeiras:
D1
D2D3
D4
DCS 1500 - cortador de amostras.
CAD PGS (Pattern Generation System) - corte automático mono-folha.
PostPrint - impressora de etiquetas.ProSpin - corte automático mono-folha.
TOTAL

39
M-1M-1M-1M-1M-1TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
BIBLIOGRAFIA
[1] CARVALHO, M.A. - Estudo das tensões nas linhas na máquina de costura corta ecose. Guimarães, Portugal: Universidade do Minho, 2003. Tese de Mestrado.
[2] CARVALHO, M.A.; FERREIRA, F.B.N. – “Automatic seam control and qualification onsewing machines”. Proceedings of the IASTED International Conference - Measurementand Control. Pittsburgh, Pennsylvania, USA, 2001.
[3] CARVALHO, M.A.; FERREIRA, F.B.N. – “On-line seam qualification and control in asewing machine”. Proceedings of the IFAC Workshop on Manufacturing, Modelling,Management and Control – MIM 2001. Prague, Czech Republic, 2001.
[4] CARVALHO, M.A. - Estudo das relações entre os parâmetros de controlo. Propriedadesdos materiais e condições de regulação numa máquina de costura corta e cose. Braga,Portugal: Universidade do Minho, 2003. Tese de Doutoramento.
[5] FERREIRA, F.B.N. – “A study of thread tensions on a lockstitch sewing machine”.PhD thesis, University of Leeds. Leeds, UK, 1991.
[6] HARARI, D. - “Mass customization: body double”. Textile Months, Junho 2000, p. 22 -26.
[7] Informação técnica:
GERBER Technology:
- GERBERcutter DCS 1500
- AccuMarrk 100 e 200
- Artworks Studio
- Silhouete 2000
- Pattern Design 2000
- Sp 150
- DCS 1500
- Web PDM
LECTRA Systèmes:
- Body Scanner 3D
- Lectra FitNet
- ProSpin
- TopSpin
- Versalis
INVESTRÓNICA Sistemas:
- Invesmark Futura
- Made To Measure MTM
- PGS

40
M-1M-1M-1M-1M-1TECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃOTECNOLOGIA DE CONFECÇÃO
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
TECNOLTECNOLTECNOLTECNOLTECNOLOGIAS AOGIAS AOGIAS AOGIAS AOGIAS AVVVVVANÇADANÇADANÇADANÇADANÇADAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃOAS NA CONFECÇÃO
- MGS
SIPROFIT:
- Alfaiate Electrónico
[8] LAING, Raechel; WEBSTER, Janet - “Stitches and seams”. Manchester, UK: The TextileInstitute, 1998. 141 p. ISBN 1-870812-73-5.
[9] PINTO, E. - “Alfaiate electrónico: novo modelo de negócio na fileira da moda”. Moda eConfecção. n.º 15 (Janeiro 2001), p. 22 - 23.