Tema: Tratamento Térmico ESTUDO DA ADIÇÃO DE ETANOL AO …
10
* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil. Tema: Tratamento Térmico ESTUDO DA ADIÇÃO DE ETANOL AO GÁS NATURAL NA CEMENTAÇÃO DO AÇO DIN 17NICRMO5 NA FABRICAÇÃO DE ENGRENAGENS* Rogério Pinto Coelho Catalão 1 Omar Kayyam Ribas 2 André França Bragança 3 José Rubens Gonçalves Carneiro 4 Pedro Paiva Brito 5 Resumo No presente trabalho utilizou-se etanol no tratamento de cementação de engrenagens de aço DIN17NiCrMo5 utilizadas em transmissões automotivas. O processo de cementação foi realizado em fornos industriais contínuos utilizando gás natural e etanol como agentes cementantes às temperaturas de 870°C, 890°C e 930°C após o qual as peças foram temperadas e revenidas. As amostras tratadas foram submetidas à análise de fases por difração de raios-X e as microestruturas foram caracterizadas por microscopia ótica. O tamanho de grão austenítico das amostras tratadas foi determinado em 20 ± 2 μm com percentual de austenita retida entre 20% e 30%. A adição de etanol elevou o teor de CO na atmosfera do forno. Foi determinada a variação do teor de carbono em profundidade nas amostras tratadas, o que permitiu o cálculo das constantes de difusão do carbono na austenita. Palavras-chave: Cementação; Etanol; Austenita retida; Difusão. CARBURIZING OF DIN 17NICRMO5 STEEL GEARS IN NATURAL GAS AND ETHANOL ATMOSPHERE Abstract In the present work DIN 17NiCrMo5 steel gears used in automotive transmission systems were submitted to a carburizing thermo-chemical treatment. The carburizing process was carried out in industrial furnaces with controlled atmospheres of ethanol and natural gas at temperatures of 870°C, 890°C and 930°C. After the carburizing, the samples were submitted phase analysis by X-ray diffraction and the depth resolved carbon concentration gradients were determined. Microstructure characterization was performed by applying optical and scanning electron microscopy. Residual austenite was detected in the amounts of 20%-30% with an average grain size of 20 ± 2 μm. The addition of ethanol allowed for CO enrichment in the furnace atmosphere. The diffusion constants of carbon in austenite could be determined. Keywords: Carburizing; Ethanol; Retained austenite; Diffusion. 1 Estudante de Pós-Graduação em Engenharia Mecânica, PUC-MG, Tecnólogo de Processos, Fiat Powertrain, Betim, MG, Brasil. 2 Estudante de Pós-Graduação em Engenharia Mecânica, PUC-MG, Tecnólogo de Processos, Fiat Powertrain, Betim, MG, Brasil. 3 Estudante de Pós-Graduação em Engenharia Mecânica, CEFET-MG, Belo Horizonte, MG, Brasil. 4 Dr. Msc., Engenheiro Mecânico, Professor Adjunto IV, Departamento de Engenharia Mecânica, Pontifícia Universidade Católica de Minas Gerais, MG, Brasil. 5 Dr.-Ing. Msc., Engenheiro Mecânico, Professor Adjunto IV, Departamento de Engenharia Mecânica, Pontifícia Universidade Católica de Minas Gerais, MG, Brasil. ISSN 1516-392X 3294
Transcript of Tema: Tratamento Térmico ESTUDO DA ADIÇÃO DE ETANOL AO …

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
Tema: Tratamento Térmico
ESTUDO DA ADIÇÃO DE ETANOL AO GÁS NATURAL NA CEMENTAÇÃO DO AÇO DIN 17NICRMO5 NA FABRICAÇÃO
DE ENGRENAGENS*
Rogério Pinto Coelho Catalão1
Omar Kayyam Ribas2
André França Bragança3
José Rubens Gonçalves Carneiro4
Pedro Paiva Brito5
Resumo No presente trabalho utilizou-se etanol no tratamento de cementação de engrenagens de aço DIN17NiCrMo5 utilizadas em transmissões automotivas. O processo de cementação foi realizado em fornos industriais contínuos utilizando gás natural e etanol como agentes cementantes às temperaturas de 870°C, 890°C e 930°C após o qual as peças foram temperadas e revenidas. As amostras tratadas foram submetidas à análise de fases por difração de raios-X e as microestruturas foram caracterizadas por microscopia ótica. O tamanho de grão austenítico das amostras tratadas foi determinado em 20 ± 2 μm com percentual de austenita retida entre 20% e 30%. A adição de etanol elevou o teor de CO na atmosfera do forno. Foi determinada a variação do teor de carbono em profundidade nas amostras tratadas, o que permitiu o cálculo das constantes de difusão do carbono na austenita. Palavras-chave: Cementação; Etanol; Austenita retida; Difusão.
CARBURIZING OF DIN 17NICRMO5 STEEL GEARS IN NATURAL GAS AND ETHANOL ATMOSPHERE
Abstract In the present work DIN 17NiCrMo5 steel gears used in automotive transmission systems were submitted to a carburizing thermo-chemical treatment. The carburizing process was carried out in industrial furnaces with controlled atmospheres of ethanol and natural gas at temperatures of 870°C, 890°C and 930°C. After the carburizing, the samples were submitted phase analysis by X-ray diffraction and the depth resolved carbon concentration gradients were determined. Microstructure characterization was performed by applying optical and scanning electron microscopy. Residual austenite was detected in the amounts of 20%-30% with an average grain size of 20 ± 2 μm. The addition of ethanol allowed for CO enrichment in the furnace atmosphere. The diffusion constants of carbon in austenite could be determined. Keywords: Carburizing; Ethanol; Retained austenite; Diffusion. 1 Estudante de Pós-Graduação em Engenharia Mecânica, PUC-MG, Tecnólogo de Processos, Fiat
Powertrain, Betim, MG, Brasil. 2 Estudante de Pós-Graduação em Engenharia Mecânica, PUC-MG, Tecnólogo de Processos, Fiat
Powertrain, Betim, MG, Brasil. 3 Estudante de Pós-Graduação em Engenharia Mecânica, CEFET-MG, Belo Horizonte, MG, Brasil. 4 Dr. Msc., Engenheiro Mecânico, Professor Adjunto IV, Departamento de Engenharia Mecânica,
Pontifícia Universidade Católica de Minas Gerais, MG, Brasil. 5 Dr.-Ing. Msc., Engenheiro Mecânico, Professor Adjunto IV, Departamento de Engenharia
Mecânica, Pontifícia Universidade Católica de Minas Gerais, MG, Brasil.
ISSN 1516-392X
3294

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
1 INTRODUÇÃO
A indústria automobilística passa por um processo de mudança em decorrência da inovação tecnológica em seus processos e gestão. A intensificação da concorrência, pressões econômicas, legislativas e ambientais impostas pelo governo e sociedade levaram à busca por produtos ecologicamente corretos, duráveis e de baixo custo. Inserem-se nesse contexto as transmissões manuais e automáticas, responsáveis pela transferência da potência desenvolvida no motor para as rodas. A expectativa de vida de sistemas mecânicos depende dos componentes mais críticos desse sistema, que, no caso das transmissões, são as engrenagens. O aumento da vida útil de engrenagens em sistemas de transmissão automotivos pode ser alcançado mediante a aplicação de técnicas de modificação superficial, por meio das quais se podem elevar a resistência mecânica, à corrosão e ao desgaste dos componentes além de criar efeito de barreira térmica. Os problemas relacionados com a fadiga, que é o principal mecanismo de falha de componentes de máquina tais como engrenagens e eixos, também podem ser mitigados com tratamentos mecânicos e termoquímicos de modificação de superfície. Particularmente, os materiais suscetíveis à transformação causada por deformação têm atraído atenção dos pesquisadores devido às possibilidades aumento da taxa de encruamento e extensão da faixa de alongamento uniforme [1]. Dentre os tratamentos termoquímicos e mecânicos mais importantes, incluem-se a cementação, nitretação, cianetação, carbonitretação, “shot peening” e impacto por cavitação de água [2,3]. Os tratamentos termoquímicos alteram a composição química superficial do aço, e podem ser seguidos ou precedidos de tratamento térmico adequado. Há diversos métodos de endurecimento superficial dos aços em escala industrial com a finalidade de possibilitar ganho na resistência ao desgaste e à fadiga, dentre eles cementação a gás ou líquida, a vácuo e a plasma, seguidos de têmpera e revenimento. A cementação gasosa é aplicada na indústria automobilística em razão de produção de volumes elevados [4]. A cementação é uma das técnicas mais utilizadas para aumentar a resistência ao desgaste superficial de componentes de máquina submetidos à fadiga por flexão e de contato por introduzir tensões residuais compressivas na superfície e subsuperfície. Em trabalho, essas tensões residuais se opõem às tensões originárias das cargas externas aplicadas e melhoram o desempenho do componente [5]. No tratamento térmico, especialmente na cementação seguida de têmpera, mudanças na microestrutura, geração de tensões internas e deformação plástica exercem efeitos no desempenho dos componentes. As técnicas de tratamento térmico podem ser desenvolvidas à custa de experimentos e materiais, mas, também, através de simulação numérica o que propiciou avanço na tecnologia de processo de cementação a gás padrão e baixa pressão, ligas, equipamentos e controle [6]. A ocorrência de defeitos no processo de cementação (oxidação, descarbonetação, estruturas não martensíticas, etc.) pode levar à redução da dureza na camada superficial do material, bem como o estabelecimento de tensões residuais de tração levando à redução da resistência à fadiga do componente. O processo de cementação é difusional, descrito pela segunda lei de Fick e consiste na introdução de carbono na superfície de uma peça pela sua inserção em meio rico em carbono. Atualmente, questões de custo ditaram a substituição de atmosferas gasosas ricas em propano (C3H8) por gás natural. Devido à sua menor concentração de carbono, o gás natural possui menor capacidade de carbonetação que o propano, ocasionando aumento dos tempos de tratamento em processos de cementação.
ISSN 1516-392X
3295

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
Uma forma de se elevar a capacidade de carbonetação durante a cementação é o enriquecimento de CO na atmosfera do forno, o que pode ser atingido pela adição de álcool etílico anidro (C3H8COOH). No presente trabalho, foi realizado um estudo do processo de tratamento termoquímico de cementação utilizando atmosfera de gás natural enriquecida com álcool etílico aplicado a engrenagens fabricadas em aço DIN 17NiCrMo5 de um sistema de transmissão automotiva. A importância desse estudo reside em razão da existência de lacuna no conhecimento dos efeitos da introdução desse combustível brasileiro em processo de tratamento termoquímico realizado em fornos convencionais e os efeitos nas propriedades superficiais dos componentes mecânicos. 2 MATERIAIS E MÉTODOS 2.1 Análise Química e Metalográfica A análise química foi feita em corpos-de-prova de aço DIN 17NiCrMo5 com dimensões 50x50x19 mm em espectrômetro ótico de emissão retirados da engrenagem de um sistema de transmissão automotiva. Os elementos químicos carbono e enxofre foram analisados em equipamento marca Leco a partir de limalhas obtidas desses corpos-de-prova com brocas de 3/16”. Na Tabela 1 é apresentada a composição química do aço utilizado no presente trabalho. Tabela 1. Composição química do aço DIN 17NiCrMo5 utilizado no presente trabalho (% peso) Elemento C Si Mn P S Ni Cr Mo Cu Al
Especificação (min-máx)
0,15-0,20
0,15-0,35
0,45-0,65
<0,035 0,02-0,04
1,65-2,00
0,40-0,60
0,20-0,30
<0,30 0,02-0,05
Coroa 0,20 0,20 0,56 0,013 0,021 1,67 0,53 0,24 0,18 0,02
Eixo 0,20 0,20 0,57 0,014 0,026 1,71 0,53 0,24 0,18 0,02
As amostras para análise metalográfica foram cortadas na direção normal ao forjamento. Essas amostras foram fresadas e, posteriormente, preparadas em lixas com granulometrias de 180, 240, 320, 400, 500, 600 e 1200 mesh. Em seguida, foi feito polimento de acabamento em feltro impregnado com pasta de diamante com dimensões 9, 3 e 1 mícrons. Para análise da microestrutura, estas amostras foram atacadas com nital 5%, e, posteriormente, analisadas em microscópio ótico marca Zeiss, com aumento máximo de 1000X. 2.2 Tratamento de Cementação O processo de cementação gasosa foi aplicado a engrenagens de sistema de transmissão automotiva, fabricados a partir de aço DIN 17NiCrMo5. Para composição da atmosfera gasosa utilizada no processo de cementação foram utilizados gás natural e etanol. O gás natural foi inicialmente misturado em proporção volumétrica de gás/ar de 1 para 3. A mistura resultante foi comprimida antes da passagem por um catalisador de NiO, onde houve aquecimento por meio de resistência elétrica até a temperatura de 1020°C à pressão de 650mbar. Nessas condições, ocorre decomposição da mistura gasosa em C, O2 e H2 a partir dos quais se obtém CO e CO2, após resfriamento em trocador de calor. A adição de etanol foi feita na tubulação em zonas de pré-aquecimento (1ª zona) e de cementação (2ª
ISSN 1516-392X
3296

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
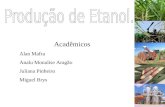
zona) dos fornos de tratamento térmico, promovendo a elevação do potencial de carbono. A adição de etanol eliminou o oxigênio residual que penetrou no forno através da porta de alimentação no carregamento. O volume de etanol adicionado variou entre 1,2 a 1,8 l/h nessas câmaras. As peças permaneceram na 1ª e 2ª zonas durante 140 minutos nas temperaturas de 870, 890 e 930°C e, em seguida, deslocaram-se automaticamente até a 3ª zona de difusão, a temperatura de 830°C onde permaneceram por 50 minutos com posterior resfriamento em óleo. Após o tratamento térmico, foi feita a limpeza das peças através de jateamento de água aquecida a 50°C com desengraxante alcalino a 3%. Em seguida, as peças passaram pelo processo de revenimento na temperatura de 150°C por 90 minutos. O teor de CO e CO2 em na zona de cementação do forno, determinado como função da vazão de etanol é apresentado na Figura 1.
Figura 1. Composição química da atmosfera do forno na zona de cementação em função da vazão de etanol utilizada.
2.3 Análise por Difração de Raios-X As frações volumétricas de austenita retida e martensita α podem ser quantificadas por difração de raios-X (DRX) comparação direta (Sugimoto; Usui; Kobayashi; Hashimoto, 1992). Esse método utiliza a integração dos picos de difração mais intensos dos planos da austenita caracterizados por (111), (200), (220) e, também, da martensita α caracteizados por (110), (200), (211) e (220). No presente trabalho, a fração relativa de cada fase presente foi determinada pelo método Rietveld, no software MAUD versão 2.26 [7]. A análise foi realizada com uma fonte laboratorial de radiação Cu Kα com resolução do ângulo de difração (2θ) igual a 0,02°.
ISSN 1516-392X
3297

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
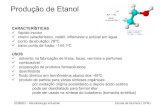
3 RESULTADOS E DISCUSSÃO 3.1 Microestrutura Na Figura 2(a), 2(b) e 2(c) é apresentada a microestrutura dos aços submetidos a tratamento de cementação às temperaturas de 870, 890 e 930°C, respectivamente. Observa-se os contornos de grão austeníticos revelados pelo ataque. Utilizando-se o método de Hilliard foi obtido o tamanho de grão médio, respectivamente, 20+-2µm; 22+-3 µm e 38,5+-4 µm. A redução desse tamanho de grão pode ser obtida com a adição de nióbio na faix de 0,04 a 0,08% ou através de dupla têmpera [8,9]. Há três modos mais efetivos para melhorar a resistência à fadiga de engrenagens cementadas quais sejam, acréscimo nas tensões compressivas superficiais, refinamento do tamanho de grão austenítico e minimização da oxidação intergranular nos contornos de grão austeníticos durante a cementação [10]. Morris et al. [11] mostraram que, no caso de aços martensíticos, deve-se conhecer o tamanho dos blocos ou pacotes cristalograficamente coerentes como os parâmetros que afetam a resistência. O refino de grão austenítico reduz o comprimento as ripas, então o tamanho dos blocos reduz [11].
Figura 2. Contornos de grão austeníticos revelados por ataque com TEPOL para as amostras cementadas a (a) 870 °C, (b) 890 °C e 930°C. Na Figura 3 é apresentada a superfície a da engrenagem na região do diâmetro primitivo com a presença de oxidação intergranular. A redução da oxidação intergranular pode ser devida a queima do oxigênio pela maior presença de carbono
20 μm 20 μm
20 μm
(a) (b)
(c)
ISSN 1516-392X
3298

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
ocasionada da decomposição do álcool. Essa vantagem na adição do álcool é importante, uma vez que a oxidação intergranular pode reduzir a resistência à fadiga do componente [12].
Figura 3. Amostra cementada a 930°C observada no FEG evidenciando oxidação intergranular em intensidade reduzida. 3.2 Análise Quantitativa de Fases Os resultados das análises de difração de raios-X efetuadas nas amostras cementadas a 870, 890 e 930°C são apresentados nas Figuras 4, 5 e 6, respectivamente. A fração das fases (em % peso) calculadas para as peças cementadas a 870 °C foi de 82,0% de martensita e 18,0% de austenita com erro de 0,86%. Para as peças cementadas a 890°C encontrou-se 96,1% de martensita e 3,9% de austenita com erro de 0,32% enquanto que para as amostras tratadas a 930°C as frações detectadas foram 77,5% de martensita e 22,5% de austenita com erro de 0,90%. Não se observou uma variação consistente da fração de austenita retida com respeito à temperatura de cementação utilizada.
Figura 4. Difractograma para a amostra de aço DIN 17NiCrMo5 submetida a tratamento de cementação a 870°C.
2 μm
ISSN 1516-392X
3299

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
Figura 5. Difractograma para a amostra de aço DIN 17NiCrMo5 submetida a tratamento de cementação a 890°C.
Figura 6. Difractograma para a amostra de aço DIN 17NiCrMo5 submetida a tratamento de cementação a 930°C.
3.3 Análise do Processo de Cementação Na Figura 7 é apresentada a evolução do teor de carbono após cementação para engrenagens tratadas nas temperaturas de 870, 890 e 930°C. As curvas apresentadas na Figura 7 representam, para cada temperatura de tratamento, a média de 3 valores para a concentração de carbono. Para a temperatura de tratamento de 870°C, observa-se que o teor de carbono atingido na superfície situou-se em torno de 0,7%. Esse teor de carbono se mantém até profundidades de 0,15mm, e a partir daí, decresce até a profundidade de 0,75mm quando então atinge o valor da composição química nominal do aço. Ao se aumentar a temperatura de austenitização para 890°C, reduziu-se o potencial de carbono da atmosfera preservando o tempo de resfriamento entre as temperaturas de 890 e 840°C o que ocasionou a queda do teor de carbono da superfície e, também, o perfil de carbono
ISSN 1516-392X
3300

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
com a profundidade. Por fim, para a temperatura de tratamento 930°C, retornou-se ao potencial de carbono da atmosfera inicial preservando o tempo de resfriamento entre as temperaturas de 930 e 840°C o que ocasionou elevação do teor de carbono da superfície e, também, deslocamento da evolução do perfil de carbono para maiores profundidades.
Figura 7. Evolução do teor médio de carbono com a profundidade para as temperaturas de 870, 890 e 930°C. Obtidas as curvas experimentais de evolução do carbono com a distância para as diferentes temperaturas de cementação, realizou-se o ajuste das curvas pela Equação (1):
𝐶𝑋 − 𝐶0 =𝑀
√𝜋𝐷𝑡 𝑒𝑥𝑝 (−
𝑥2
4𝐷𝑡) (1)
Onde Cx é concentração de carbono a uma profundidade x, C0 é a concentração inicial de carbono do aço, t é o tempo de tratamento e D o coeficiente de difusão. Pelo ajuste das curvas experimentais à Equação (1), foi possível determinar o valor da energia de ativação para a difusão do carbono na austenita, conforme apresentado nas Figuras 8 e 9. As demais constantes necessárias para o cálculo do coeficiente de difusão também foram determinadas:
𝐷 = 𝐷0 𝑒𝑥𝑝 (−𝑄
𝑅𝑇) (2)
Onde Q é a energia de ativação para a difusão, T a temperatura absoluta, R a constante dos gases e Do um parâmetro independente da temperatura. Os valores obtidos (Figura 8) foram: Q = 158,5kJ/mol e D0 = 47,5mm2/s. Valores típicos para essas constantes encontrados na literatura são D0 = 23mm2/s e Q = 148kJ/mol. [13]. Observa-se que os coeficientes de difusão de carbono na austenita obtidos experimentalmente foram sistematicamente uma ordem de grandeza superiores aos valores da literatura. Essa discrepância de resultados pode ser justificada pelo controle maior da atmosfera do forno e, também, adição de etanol no forno o que disponibilizou maior carbono para difusão e pressão no interior do equipamento.
ISSN 1516-392X
3301

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
Figura 8. Cálculo da energia de ativação para a difusão de carbono na austenita.
Figura 9. Cálculo da constante M versus 1/T, conforme Equação (1).
4 CONCLUSÃO No presente trabalho engrenagens de DIN 17NiCrMo5 foram submetidas a tratamento termoquímico de cementação em atmosfera de gás natural e etanol nas temperaturas de 870, 890 e 930°C. A adição de etanol ao gás natural levou ao aumento do teor de CO da atmosfera dos fornos de tratamento, o que indica a possibilidade de aumento da velocidade do processo no estágio de enriquecimento de carbono nas peças. Após o processo de cementação, as amostras foram temperadas e revenidas. A análise de fases indicou presença de austenita retida em todas as amostras tratadas, com tamanho médio de grão de 20 ± 2 μm. A variação da concentração de carbono em profundidade das amostras foi determinada
ISSN 1516-392X
3302

* Contribuição técnica ao 69º Congresso Anual da ABM – Internacional e ao 14º ENEMET - Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, 21 a 25 de julho de 2014, São Paulo, SP, Brasil.
experimentalmente o que possibilitou a determinação das constantes de difusão do carbono na austenita. Agradecimentos Os autores agradecem à Fundação de Amparo à Pesquisa de Minas Gerais (FAPEMIG) pelo financiamento da pesquisa realizada. REFERÊNCIAS 1 Liang X, Zhang XM, Gautier E, Zhang JS. Microstructural characterization of
transformable Fe-Mn alloys at different length scales. Materials Characterization. 2009;60:1224-31.
2 Soyama H, Macodiyo DO. Fatigue strength improvement of gears using cavitation shotless peening. Tribology Letters. 2005;18:181-184.
3 Qin M, Ju DY, Oba R. Investigation of the influence of incidence angle on the process capability of water cavitation peening. Surface & Coatings Technology. 2006;201:1409-13.
4 Krauss G. Metals Handbook – Heat Treatment. ASM International; 1991. 5 Belassel M, Pineault J, Can AC, Can AC. The effect of high temperature gas
carburizing on bending fatigue strength of SAE 8620 steel. Materials and Design. 2009;30:1792-97.
6 Gorockiewicz R, Lapinski A. Structure of the carbon layer deposited on the steel surface after low pressure carburizing. Vaccum. 2010;85:429-433.
7 Lutterotti L, Matthies S, Wenk HR. MAUD (Material Analysis Using Diffraction): a user friendly Java program for Rietveld Texture Analysis and more. Proceeding of the twelfth international conference on textures of materials. Ottowa. 1999;1:1599.
8 Ma L, Wang MQ, Shi J, Hui WJ, Dong H. Influence of niobium microalloying on rotating bending fatigue properties of case carburized steels. Materials Science and Engineering A. 2008;498:258-265.
9 Kim HJ, Kweon YG. High cycle fatigue behavior of gas-carburized medium carbon Cr-Mo steel. Metallurgical and Materials Transactions. 1995;27A:2557-64.
10 Liu Y, Wang M, Shi J, Hui W, Fan G, Dong H. Fatigue properties of two case hardening steels after carburization. International Journal of Fatigue. 2009;31:292-299.
11 Morris Junior JW, Guo Z, Krenn CR, Kim YH. The limits of strength and toughness in steel. International of Iron and Steel Institute of Japanese. 2001;41:599-611.
12 Santos DB, Saleh AA, Gazder AA, Carman A, Duarte DM, Ribeiro EAS, Gonzalez BM, Pereloma E. Effect of annealing on the microstructure and mechanical properties of cold rolled Fe24Mn3Al2Si1Ni0.06C TWIP steel. Materials Science and Engineering. A. 2011;528(10-11):3545-55.
13 Callister Jr WD, Rethwisch DG. Ciência e Engenharia de Materiais: Uma Introdução. 8ª edição. Rio de Janeiro: LTC; 2012.
ISSN 1516-392X
3303