Teoria de ConTrole Moderno - uniasselvi.com.br
248
Indaial – 2021 TEORIA DE CONTROLE MODERNO 1 a Edição
Transcript of Teoria de ConTrole Moderno - uniasselvi.com.br
Indaial – 2021
Teoria de ConTrole Moderno
1a Edição

Copyright © UNIASSELVI 2021
Elaboração:Sagah Educação S.A.
Revisão e Diagramação:
Centro Universitário Leonardo da Vinci – UNIASSELVI
Conteúdo produzido
Copyright © Sagah Educação S.A.
Impresso por:
apresenTaçãoPrezado acadêmico, bem-vindo à disciplina Teoria de Controle
Moderno!
Você, acadêmico da Educação à Distância, deve saber que existem fatores importantes para um bom desempenho: disciplina, organização e um horário de estudos predefinido para se obter o sucesso. Na sua caminhada acadêmica, você é quem faz a diferença. Como todo texto técnico, por vezes, denso, você necessitará de papel, lápis, borracha, calculadora científica e muita concentração. Lembre-se de que o estudo é algo primoroso. Aproveite essa motivação para iniciar a leitura do livro didático.
Este livro está dividido em três unidades, que abordarão diferentes
aspectos dos circuitos e aplicações com amplificadores operacionais.
Na Unidade 1, serão apresentados os conceitos básicos de automação e de controle, automação de processos e o significado de sistemas em malha aberta e em malha fechada.
Na Unidade 2, será estudado o comportamento dos sistemas de malha aberta e de malha fechada, as suas aplicações, o princípio de realimentação negativa e a importância das funções de transferência na representação de sistemas.
Por fim, na Unidade 3, será feita uma abordagem da representação de sistemas através dos diagramas de blocos. Também serão analisadas as características técnicas das instrumentações analógica e digital.
Apesar de este livro ser um material destinado à formação geral para os cursos de Engenharia, é importante que você, prezado acadêmico, tenha estudado, previamente, alguma disciplina de Circuitos Elétricos e Eletrônica Básica, pois diversos temas serão abordados, aqui, de maneira superficial, considerando que estes já sejam do seu entendimento.
Estimamos que, ao término deste estudo, você tenha agregado, a sua experiência de acadêmico, um mínimo de entendimento dos circuitos e das aplicações, envolvendo o uso de amplificadores operacionais, a fim de lidar com esse tema de forma satisfatória nas áreas acadêmica e profissional. Destaca-se, ainda, a necessidade do contínuo aprimoramento através de atualizações e do aprofundamento dos temas estudados.
Bons estudos!
Os autores.

Você já me conhece das outras disciplinas? Não? É calouro? Enfim, tanto para você que está chegando agora à UNIASSELVI quanto para você que já é veterano, há novi-dades em nosso material.
Na Educação a Distância, o livro impresso, entregue a todos os acadêmicos desde 2005, é o material base da disciplina. A partir de 2017, nossos livros estão de visual novo, com um formato mais prático, que cabe na bolsa e facilita a leitura.
O conteúdo continua na íntegra, mas a estrutura interna foi aperfeiçoada com nova diagra-mação no texto, aproveitando ao máximo o espaço da página, o que também contribui para diminuir a extração de árvores para produção de folhas de papel, por exemplo.
Assim, a UNIASSELVI, preocupando-se com o impacto de nossas ações sobre o ambiente, apresenta também este livro no formato digital. Assim, você, acadêmico, tem a possibilida-de de estudá-lo com versatilidade nas telas do celular, tablet ou computador. Eu mesmo, UNI, ganhei um novo layout, você me verá frequentemente e surgirei para apresentar dicas de vídeos e outras fontes de conhecimento que complementam o assun-to em questão.
Todos esses ajustes foram pensados a partir de relatos que recebemos nas pesquisas institucionais sobre os materiais impressos, para que você, nossa maior prioridade, possa continuar seus estudos com um material de qualidade.
Aproveito o momento para convidá-lo para um bate-papo sobre o Exame Nacional de Desempenho de Estudantes – ENADE. Bons estudos!
NOTA

Olá, acadêmico! Iniciamos agora mais uma disciplina e com ela um novo conhecimento.
Com o objetivo de enriquecer seu conhecimento, construímos, além do livro que está em suas mãos, uma rica trilha de aprendizagem, por meio dela você terá contato com o vídeo da disciplina, o objeto de aprendizagem, materiais complemen-tares, entre outros, todos pensados e construídos na intenção de auxiliar seu crescimento.
Acesse o QR Code, que levará ao AVA, e veja as novidades que preparamos para seu estudo.
Conte conosco, estaremos juntos nesta caminhada!
LEMBRETE
suMário
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE ......................... 1
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS ..................................................... 31 INTRODUÇÃO ................................................................................................................................... 32 CONCEITOS BÁSICOS DE AUTOMAÇÃO ................................................................................. 43 AUTOMAÇÃO EM PROCESSOS INDUSTRIAIS ....................................................................... 44 TRABALHO MANUAL EM AMBIENTES AUTOMATIZADOS .............................................. 65 RAZÕES PARA AUTOMAÇÃO ....................................................................................................... 76 AUTOMAÇÃO DE SISTEMAS PRODUTIVOS ........................................................................... 9
6.1 SISTEMAS DE MANUFATURA ................................................................................................. 106.2 SISTEMAS PRODUTIVOS - AUTOMAÇÃO ............................................................................ 13
7 ESTRATÉGIA DE MIGRAÇÃO PARA A AUTOMAÇÃO ........................................................ 168 IMPACTOS DA AUTOMAÇÃO NA MELHORIA DE PRODUTOS ...................................... 179 DESVANTAGENS DOS SISTEMAS DE AUTOMAÇÃO ......................................................... 1710 VANTAGENS DOS SISTEMAS DE AUTOMAÇÃO ............................................................... 18RESUMO DO TÓPICO 1..................................................................................................................... 19AUTOATIVIDADE .............................................................................................................................. 20
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO ............................................ 251 INTRODUÇÃO .................................................................................................................................. 252 ACIONAMENTO DE ENTRADAS E DE SAÍDAS .................................................................... 253 COMPONENTES DE HARDWARE PARA AUTOMAÇÃO ..................................................... 264 ELEMENTOS DE CONTROLE DE PROCESSOS ....................................................................... 355 ENTRADAS, PROCESSAMENTO E SAÍDAS ............................................................................ 376 SISTEMAS DE PRODUÇÃO E AUTOMAÇÃO ......................................................................... 39RESUMO DO TÓPICO 2..................................................................................................................... 46AUTOATIVIDADE .............................................................................................................................. 47
TÓPICO 3 — CONCEITOS BÁSICOS DE CONTROLE .............................................................. 511 INTRODUÇÃO ................................................................................................................................. 51 2 CONCEITOS BÁSICOS DE CONTROLE .................................................................................... 513 TIPOS DE CONTROLE .................................................................................................................... 53LEITURA COMPLEMENTAR ............................................................................................................ 58RESUMO DO TÓPICO 3..................................................................................................................... 69AUTOATIVIDADE .............................................................................................................................. 70
REFERÊNCIAS ...................................................................................................................................... 72
UNIDADE 2 — SISTEMAS DE CONTROLE EM MALHAS ABERTA E FECHADA ................... 75
TÓPICO 1 — SISTEMAS DE CONTROLE ..................................................................................... 771 INTRODUÇÃO ................................................................................................................................. 772 TEORIAS E CONCEITOS DOS SISTEMAS DE CONTROLE ................................................ 77
2.1 TEORIA DOS ERROS ................................................................................................................... 78

2.2 SISTEMAS REGULADORES AUTOMÁTICOS ..................................................................... 792.3 TIPOS DE SISTEMAS DE CONTROLE .................................................................................... 79
3 FUNDAMENTOS DE PROJETO EM SISTEMAS DE CONTROLE ..................................... 823.1 PROBLEMAS COMUNS EM PROJETOS DE SISTEMAS DE CONTROLE ........................ 833.2 PROCEDIMENTOS BÁSICOS EM PROJETOS DE SISTEMAS DE CONTROLE ................... 84
4 MODELOS DE SISTEMA DE CONTROLE ................................................................................. 844.1 PERSPECTIVAS DOS SISTEMAS DE CONTROLE ............................................................... 85
4.1.1 Perspectiva funcional ......................................................................................................... 854.1.2 Perspectiva estrutural ......................................................................................................... 854.1.3 Perspectiva comportamental ............................................................................................. 86
4.2 TIPOS DE SINAIS ........................................................................................................................ 864.3 SISTEMA DE CONTROLE: MODELOS .................................................................................. 88
4.3.1 Modelos estáticos e modelos dinâmicos ......................................................................... 884.3.2 Modelos invariantes no tempo e modelos variantes no tempo ................................... 884.3.3 Modelos lineares e modelos não lineares ........................................................................ 894.3.4 Modelos determinísticos e estocásticos ........................................................................... 894.3.5 Modelos a estado discreto e modelos a estado contínuo .............................................. 894.3.6 Modelos a estado contínuo ................................................................................................. 90
4.4 CLASSIFICAÇÃO DE MODELOS, SEGUNDO A REPRESENTAÇÃO .............................. 914.4.1 Modelos Funcionais ............................................................................................................. 914.4.2 Diagrama de circuitos hidráulico e pneumático ............................................................ 924.4.3 Diagrama de circuito elétrico ............................................................................................ 924.4.4 Modelos estruturais ............................................................................................................. 924.4.5 Desenho técnico projetivo (desenho mecânico) .............................................................. 924.4.6 Diagrama E/R e diagrama de classes ............................................................................... 93
RESUMO DO TÓPICO 1..................................................................................................................... 94AUTOATIVIDADE .............................................................................................................................. 95
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA .................................................................................................... 991 INTRODUÇÃO .................................................................................................................................. 992 SISTEMAS DE CONTROLE EM MALHA ABERTA ................................................................. 99
2.1 VANTAGENS E DESVANTAGENS DOS SISTEMAS DE MALHA ABERTA .................. 1002.2 CONTROLE MANUAL ............................................................................................................ 1012.3 APLICAÇÕES DOS SISTEMAS QUE OPERAM A MALHA ABERTA ............................. 101
3 SISTEMAS OPERANDO EM MALHA FECHADA COM REALIMENTAÇÃO NEGATIVA .................................................................................................. 103
3.1 SISTEMAS DE CONTROLE EM MALHA FECHADA ........................................................ 1043.2 VANTAGENS E DESVANTAGENS DOS SISTEMAS EM MALHA FECHADA ................... 1053.3 REALIMENTAÇÃO NEGATIVA ............................................................................................. 106
RESUMO DO TÓPICO 2................................................................................................................... 111AUTOATIVIDADE ............................................................................................................................ 113
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA ......................................................................... 1171 INTRODUÇÃO ............................................................................................................................... 1172 DEFINIÇÃO DE FUNÇÃO DE TRANSFERÊNCIA ................................................................ 117
2.1 FUNÇÕES DE TRANSFERÊNCIA EM DIFERENTES SISTEMAS .................................... 1173 MÉTODO DAS TRANSFORMADAS DE LAPLACE ............................................................. 119
3.1 SISTEMAS DE SEGUNDA ORDEM ........................................................................................ 1243.1.1 Sistema de segunda ordem com entrada em degrau ................................................... 1243.1.2 Sistemas em série .............................................................................................................. 126
3.2 SISTEMAS COM MALHAS DE REALIMENTAÇÃO .......................................................... 127
3.3 PLANOS ...................................................................................................................................... 1303.4 COMPENSAÇÃO ...................................................................................................................... 130
LEITURA COMPLEMENTAR .......................................................................................................... 132RESUMO DO TÓPICO 3................................................................................................................... 145AUTOATIVIDADE ............................................................................................................................ 147
REFERÊNCIAS .................................................................................................................................... 149
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS ...................................................................... 151
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS ................................................... 1531 INTRODUÇÃO ............................................................................................................................... 1532 REPRESENTAÇÃO DE SISTEMAS ............................................................................................. 153
2.1 REPRESENTAÇÃO DE SISTEMAS POR MEIO DE BLOCOS ........................................... 1532.2 DIAGRAMAS DE BLOCOS ...................................................................................................... 159
3 SISTEMAS SUPERVISORES ........................................................................................................ 1643.1 INDÚSTRIAS DE PROCESSOS E INDÚSTRIAS DE PRODUÇÃO DISCRETA .................... 1643.2 CONTROLE CONTÍNUO VERSUS CONTROLE DISCRETO ............................................ 166
3.2.1 Controle contínuo .............................................................................................................. 1673.2.2 Controle de sistemas com atuadores lógicos ................................................................. 1683.2.3 Controlador em lógica ladder para um atuador lógico ................................................. 1693.2.4 Controle de sistemas com atuadores contínuos ............................................................ 169
3.3 NOÇÕES DE SISTEMAS SUPERVISÓRIOS ........................................................................... 1703.3.1 Características do software supervisório ....................................................................... 1703.3.2 Sistemas SCADA ................................................................................................................ 171
RESUMO DO TÓPICO 1................................................................................................................... 173AUTOATIVIDADE ............................................................................................................................ 175
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL ............................................ 1771 INTRODUÇÃO ............................................................................................................................... 1772 MODOS DE CONTROLE ............................................................................................................. 177
2.1 AÇÃO PID.................................................................................................................................... 1822.1.1 Controlador pneumático com ação PID ......................................................................... 1832.1.2 Circuitos de controle com ação PID ................................................................................ 183
2.2 CONTROLADOR ELETRÔNICO PID .................................................................................... 1862.3 SINTONIA DE CONTROLADORES PID .............................................................................. 189
2.3.1 Regras de sintonia de Ziegler – Nichols ......................................................................... 1892.4 INSTRUMENTAÇÃO ANALÓGICA ..................................................................................... 190
2.4.1 Circuitos analógicos .......................................................................................................... 1902.4.2 Amplificadores operacionais ............................................................................................ 1912.4.3 Amplificadores de corrente .............................................................................................. 1932.4.4 Amplificadores diferenciais ............................................................................................. 1942.4.5 Amplificadores não lineares ............................................................................................. 1942.4.6 Amplificador de instrumentação ..................................................................................... 195
2.5 CIRCUITOS DIGITAIS .............................................................................................................. 1962.5.1 Sinais digitais ...................................................................................................................... 1972.5.2 Circuitos lógicos ................................................................................................................. 1972.5.3 Conversão analógica-digital ............................................................................................. 198
2.6 TRANSMISSÃO ANALÓGICA ................................................................................................ 2002.6.1 Considerações sobre ruído ............................................................................................... 2002.6.2 Sinais de tensão .................................................................................................................. 2022.6.3 Sinais de corrente ............................................................................................................... 203
2.6.4 Conversão de sinais ........................................................................................................... 2042.6.5 Termopares ......................................................................................................................... 2052.6.6 Transmissão digital .......................................................................................................... 2062.6.7 Sensores inteligentes ........................................................................................................ 207
RESUMO DO TÓPICO 2................................................................................................................... 210AUTOATIVIDADE ............................................................................................................................ 212
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL ............................................................................... 2151 INTRODUÇÃO ............................................................................................................................... 2152 AUTOMAÇÃO ................................................................................................................................. 215
2.1 CONTROLADORES LÓGICOS PROGRAMÁVEIS .............................................................. 2182.1.1 Estrutura básica de um CLP ............................................................................................. 2182.1.2 Entrada/saída...................................................................................................................... 2192.1.3 Entrada de programas ....................................................................................................... 2212.1.4 Tipos de CLPs ..................................................................................................................... 2222.1.5 Robôs e robótica ................................................................................................................. 2232.1.6 Robôs articulados .............................................................................................................. 2232.1.7 Robôs SCARA .................................................................................................................... 2242.1.8 Robôs cartesianos ............................................................................................................... 2252.1.9 Robôs paralelos .................................................................................................................. 226
2.2 NOÇÕES BÁSICAS E TERMINOLOGIA DE ROBÔS .......................................................... 227LEITURA COMPLEMENTAR .......................................................................................................... 229RESUMO DO TÓPICO 3................................................................................................................... 234AUTOATIVIDADE ............................................................................................................................ 236
REFERÊNCIAS .................................................................................................................................... 238
1
UNIDADE 1 —
CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE
CONTROLE
OBJETIVOS DE APRENDIZAGEM
PLANO DE ESTUDOS
A partir do estudo desta unidade, você deverá ser capaz de:
• apresentar os aspectos da automação de sistemas produtivos;• instruir acerca dos conceitos básicos de automação;• introduzir noções de acionamento de entradas e de saídas;• estudar os sistemas de produção e de automação;• familiarizar o acadêmico com os conceitos de controle.
Esta unidade está dividida em três tópicos. No decorrer da unidade, você encontrará autoatividades com o objetivo de reforçar o conteúdo apresentado.
TÓPICO 1 – AUTOMAÇÃO DE SISTEMAS PRODUTIVOSTÓPICO 2 – SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃOTÓPICO 3 – CONCEITOS BÁSICOS DE CONTROLE
Preparado para ampliar seus conhecimentos? Respire e vamos em frente! Procure um ambiente que facilite a concentração, assim absorverá melhor as informações.
CHAMADA

2
3
TÓPICO 1 — UNIDADE 1
AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
1 INTRODUÇÃO
As cadeias produtivas são compostas por diversos maquinários, em etapas distintas, para a conclusão da produção de um produto. Com o decorrer das tecnologias, mais especificamente, após a aplicação da eletrônica e da computação com a indústria, essas cadeias vêm sendo automatizadas para garantir o aumento de produtividade sem perda na qualidade do produto produzido.
Nesta unidade, você verá os conceitos iniciais da automação e as suas aplicações. A automação tem sido peça-chave para que uma indústria continue sendo competitiva, disponibilizando produtos com confiabilidade assegurada e atendendo às demandas do mercado globalizado.
A automação e os sistemas de produção estão se aproximando desde o século XX, com a incorporação de robôs e de outros recursos tecnológicos aplicados às etapas de produção. Diversos conceitos surgem e é importante conhecê-los para identificar onde a automação se impõe nas indústrias.
Com relação aos conceitos básicos de automação, você verá como relacionar sistemas produtivos automatizados, diagnosticar a necessidade do trabalho manual em parte da cadeia de produção e descrever as razões para se implementar a automação.
Os sistemas produtivos sofreram diversas modificações ao longo das revoluções industriais. Atualmente, a indústria de manufatura consta de processos complexos, que exigem alto grau de integração para o correto funcionamento. Nesse sentido, a automação dos sistemas de manufatura apresenta soluções integrativas entre os processos produtivos, além de proporcionar melhorias na qualidade do produto e no aumento da produção.
Para implantar tais sistemas, são necessários estudos da estrutura produtiva e a aplicação de diversas estratégias, como realização de operações simultâneas e combinadas, melhoria na armazenagem etc.
Acerca da automação de sistemas produtivos, você verá o sistema de manufatura e a implementação de automação nesse sistema. Ainda, conhecerá estratégias para a automação de sistemas produtivos e os impactos da automação sobre a qualidade do produto.

UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
4
2 CONCEITOS BÁSICOS DE AUTOMAÇÃO
Neste item, você verá os conceitos introdutórios relacionados à automação industrial, automação que está presente desde o século XX e se mantém em foco em razão de melhorias nas taxas de produtividade e de qualidade do produto final.
Serão elucidados o relacionamento de sistemas de produção automatizados, o diagnóstico da necessidade de trabalho manual e a descrição das razões para se ter automação aplicada.
3 AUTOMAÇÃO EM PROCESSOS INDUSTRIAIS
Processos produtivos têm várias cadeias e células dedicadas para a produção de parte de um produto final. Anteriormente, isso era feito de forma manual: um operador realizava a tarefa A, em seguida, ia para um outro operador, que realizava a tarefa B, até chegar no produto finalizado.
FIGURA 1 – LINHA DE PRODUÇÃO UTILIZANDO MÃO DE OBRA SOMENTE HUMANA
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
Com o passar do tempo, mais exatamente, na chamada Primeira Revolução Industrial, máquinas a vapor foram incorporadas ao processo, aperfeiçoando, assim, mais tarefas que podiam ser feitas por um mesmo operador, porém, utilizando menos força e mais rapidez.
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
5
Com a incorporação da eletricidade em etapas da produção, além da montagem de linhas e de cadeias produtivas, essa evolução foi gerando, nas indústrias, uma busca por máquinas cada vez mais rápidas, para ganhar em aspectos, como produtividade (BOLTON, 2010). No entanto, mesmo com máquinas mais rápidas, a repetição de processos em cadeias de produção provoca um estresse sobre o trabalhador, tornando a sua rotina cansativa ao longo da jornada de trabalho. Essa perda de produtividade e de atenção do operador gera uma perda de qualidade do produto final, fato que leva a produzir mais peças refugadas e que merecem o retrabalho.
No século XX, a automação, que vem da palavra latina automatus, que significa mover por si só, aparece mais claramente, isso porque há o uso de controladores lógicos programáveis, além da invenção e do uso de robôs industriais. Então, vários processos podiam ser substituídos pelo uso desses equipamentos integrados.
A automação é um sistema que busca o controle de ações antes feitas por operadores humanos, além de realizar medições e de fazer correções, caso algum desvio seja percebido (NATALE, 2008). Hoje, a automação se encontra em uma etapa chamada de Indústria 4.0, na qual a integração de componentes e de máquinas é o cerne dessa filosofia de trabalho. Diversos conceitos foram inventados com essa nova terminologia e ditam, hoje, a indústria do século XXI.
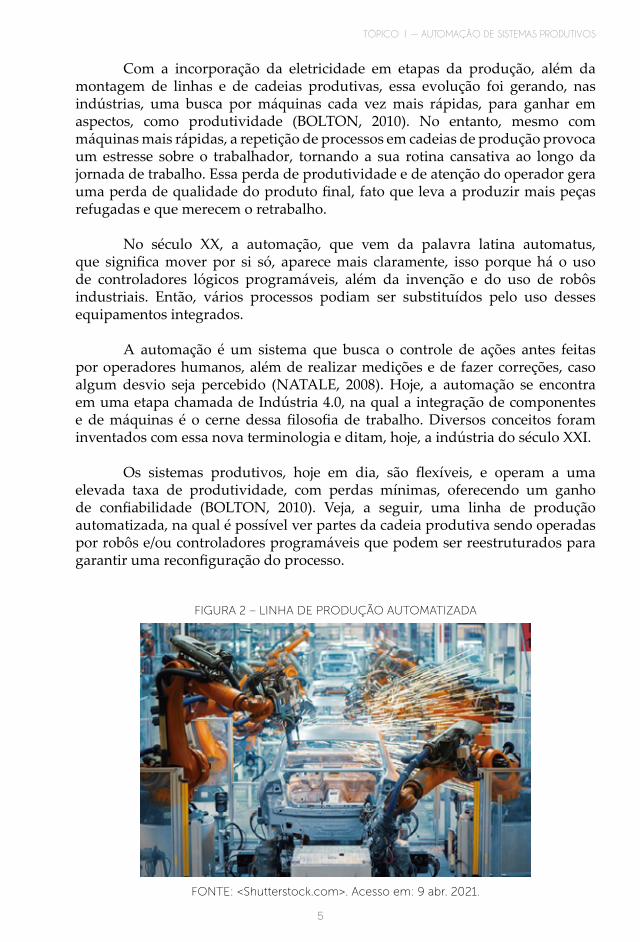
Os sistemas produtivos, hoje em dia, são flexíveis, e operam a uma elevada taxa de produtividade, com perdas mínimas, oferecendo um ganho de confiabilidade (BOLTON, 2010). Veja, a seguir, uma linha de produção automatizada, na qual é possível ver partes da cadeia produtiva sendo operadas por robôs e/ou controladores programáveis que podem ser reestruturados para garantir uma reconfiguração do processo.
FIGURA 2 – LINHA DE PRODUÇÃO AUTOMATIZADA
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.

UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
6
A palavra manufatura é muito utilizada por engenheiros e por pessoas da área técnica, quando se refere à produção de uma fábrica. No entanto, olhando no dicionário Michaelis, a manufatura é o trabalho realizado à mão ou em máquina caseira. Dessa forma, quando uma linha está automatizada, não podemos dizer que a manufatura está automatizada, mas, sim, que a linha de produção está. Esse é um equívoco comum quando tratamos de temas práticos de produção de produtos.
NOTA
4 TRABALHO MANUAL EM AMBIENTES AUTOMATIZADOS
A existência da automação cria um mito que tudo pode e deve ser automatizado. No entanto, isso não deve ser levado com tanto rigor, visto que várias tarefas devem, ainda, ser feitas por operadores humanos, e a sua importância se sobressai em relação a uma máquina aplicada no seu lugar (LAMB, 2015).
Um bom exemplo está em etapas de manutenção e de controle de qualidade, especialmente, no setor de alimentos, além dos operadores que devem estar a postos para atuar caso alguma das máquinas venha a apresentar algum mau funcionamento. Outro exemplo está na produção têxtil e de indústria de sapatos. Essa linha de produtos é complexa e um robô ou algum sistema de automação não consegue garantir o mesmo tipo de qualidade que um operador fazendo à mão garantiria. Em situações como essa, produtores até aproveitam e etiquetam os seus produtos com um selo de qualidade, assegurando “produto feito à mão”, garantindo que há a qualidade imposta por um operador qualificado.
Outro motivo para manter partes da produção com operações manuais é quando o retorno do investimento não é dado em um prazo adequado, ou seja, imagine que parte de uma linha de produção queira ser automatizada com um robô transportador. O robô custa cerca de US$ 200 mil, mas, durante o dia todo, realiza cerca de 20 operações. O tempo de espera para retorno desse investimento é muito longo, e, portanto, é ideal manter um operador manual para fazer o mesmo trabalho, que exige menor custo.
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
7
5 RAZÕES PARA AUTOMAÇÃO
Para se automatizar partes de processos, é necessário levantar vários pontos de análise e, a partir deles, se é possível atingir os cinco objetivos listados a seguir (FRANCHI, 2011).
1. Aumento na produtividade dos seus colaboradores: automatizar um processo de fabricação aumenta o seu volume de produção e a produtividade, tendo grande produção com menos horas de trabalho.
2. Redução de custos com mão de obra: o investimento em máquinas para substituir trabalhos manuais se tornou economicamente justificável, quando levado em conta o tempo de retorno do investimento.
FIGURA 3 – APLICAÇÃO DE UM ROBÔ PARA MANIPULAÇÃO DE UMA PEÇA EM UM CENTRO DE USINAGEM
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
Veja, no link a seguir, a agenda brasileira para a Indústria 4.0. Essa agenda apresenta fatos e números acerca da Quarta Revolução Industrial, elaborada pela Agência Brasileira do Desenvolvimento Industrial, para iniciar a elucidação de como está a automação no século XXI e como o Brasil vem se posicionando quanto a isso: http://www.industria40.gov.br/.
DICAS
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
8
3. Eliminação de tarefas repetitivas, desgastantes e sem sentido: eliminar tarefas rotineiras, entediantes e eventualmente perigosas. Automatizar esses processos melhora as condições de trabalho dentro da sua fábrica, garantindo mais produtividade e qualidade.
4. A segurança e o bem-estar dos seus funcionários: a automação de um processo transfere o trabalho de um colaborador para uma máquina – transformando a sua participação ativa na fabricação do produto em um trabalho de supervisão e de operação do equipamento – e aumenta os níveis de segurança.
5. Melhora na qualidade e competitividade dos seus produtos: a automação gera não somente o aumento da sua produção em relação à confecção manual, mas, também, torna o processo de fabricação uniforme e em conformidade com padrões de qualidade, com redução de refugos e produtos defeituosos.
Com esses objetivos alcançados, a automação pode ser aplicada em qualquer setor industrial. Na indústria têxtil, a produção de fios e/ou de peças acabadas é obtida com a substituição de partes do processo por maquinários automatizados. O processo inteiro, possivelmente, não deve estar automatizado, pois algumas etapas (especialmente, na fase de acabamento) exigem o toque do operador humano para dar qualidade, como visto anteriormente. No entanto, a automação de outras partes, que exigem repetição de movimentos e melhorias de segurança para o operador, gera um produto final de melhor qualidade e com grande quantidade.
No setor de mineração, o grande problema está na manipulação de cargas pesadas e que são transportadas em grande quantidade. Outro problema está no ambiente de trabalho. Minas ou indústrias de transformação (siderúrgicas) são ambientes hostis, insalubres e com alto grau de periculosidade envolvido.
Levando em consideração a problemática, a implementação de sistemas automatizados, por exemplo, esteiras transportadoras, elevadores de carga ou outro processo integrado, que envolva diminuição do contato direto entre operador e matéria-prima, deve gerar ganhos na qualidade do ambiente de trabalho e na quantidade processada, além da rapidez desse processo. A automação, nessa situação, atinge várias razões antes mencionadas.
No setor aeroespacial, a qualidade da produção de peças que compõem aviões ou sistemas aeronáuticos é regulamentada não somente por agências nacionais. Produtos aeroespaciais devem obedecer a uma série de exigências impostas por órgãos internacionais, como os padrões americanos e europeus, para que, assim, o seu produto esteja com qualidade assegurada e disponibilizada ao mercado mundial.
Várias peças são de complexidade elevada, além de que devem ser testadas com ensaios não destrutivos, medições por máquinas tridimensionais e outros equipamentos de alta exatidão e precisão. A automação entra em ação
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
9
para garantir a melhoria da qualidade desses produtos, além da flexibilização, quando for exigida a produção de peças diferentes.
Células de produção, que contenham máquinas de comando numérico computadorizado (CNC), são integradas com máquinas tridimensionais do tipo máquina de medição por coordenadas (MMC), buscando uma produção eficiente e dentro das tolerâncias exigidas. A produção dessas peças gera um número de série para garantir a rastreabilidade do componente feito e atender às normas internacionais.
6 AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
A manufatura tem a sua origem nas produções manuais, porém, vem sofrendo processos de automação, os quais têm tornado, cada vez mais, mecanizadas e automáticas as plantas industriais. A evolução da tecnologia computacional alavancou a manufatura, auxiliando-a desde a operação dos processos, como o posterior gerenciamento da planta fabril. A partir da aplicação de diversas estratégias, é possível implantar, além de implementar e de gerenciar um sistema de automação e, com isso, melhorar a qualidade do produto, reduzir custos, diminuir desperdícios e falhas.
A automação de sistemas produtivos torna um processo mais eficiente e menos oneroso, uma vez que evita desperdícios, diminui o tempo de processamento e aumenta a capacidade de produção das máquinas. Para isso, precisa-se identificar o tipo de automação a ser utilizado em uma implantação, além de garantir que as diversas estratégias propostas sejam aplicadas, obtendo a qualidade do produto.
Você estudará o que é o sistema de manufatura e como implementar uma automação nesse sistema, além de identificar estratégias para a automação de sistemas produtivos e, por fim, analisar os impactos da automação sobre a qualidade do produto.
Acesse, por meio do link a seguir, um site independente de notícias de automação e de instrumentação industrial no Brasil. Nele, é possível ver notícias da automação, da instrumentação e do controle de processos, além de vagas de cursos e de trabalho divulgadas abertamente: https://www.automacaoindustrial.info/. Veja, também, um artigo que trata do que é automação, de forma bem introdutória: https://www.automacaoindustrial.info/o-que-e-automacao-industrial/.
DICAS

UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
10
6.1 SISTEMAS DE MANUFATURA
Um sistema de manufatura pode ser definido como uma coleção de equipamentos e de recursos humanos integrados, assim como Lamb (2015) descreve, no século XXI, o termo se aplica, com mais frequência, à produção industrial, em que a principal função é transformar grandes quantidades de matéria-prima em produtos. Esse processo, em geral, acontece em vários estágios; um produto obtido de um processo se torna um de vários componentes necessários em outros processos. Para que o sistema de manufatura se mantenha em produção, são necessários recursos humanos periodicamente ou, até mesmo, em tempo integral. Segue a posição do sistema de manufatura no sistema de produção como um todo. A montagem, a conversão, o empacotamento e o processamento/tratamento por lotes são exemplos de operações de manufatura.
FIGURA 4 – POSIÇÃO DO SISTEMA DE MANUFATURA EM UM SISTEMA DE PRODUÇÃO
FONTE: Adaptada de Groover (2011)
Para ter um sistema de manufatura em operação, são necessários vários componentes, que, geralmente, incluem:
• Máquinas de produção, assim como ferramentas, dispositivos de fixação e outros itens relacionados.
• Sistema de manuseio de material.• Sistema de computador para coordenar e/ou controlar os componentes
anteriores.• Trabalhadores para operarem e manusearem o sistema.
Segundo Black (1991), o processo de automação, para contemplar o sistema de manufatura, é iniciado por meio do planejamento de um novo processo ou de um já existente, a partir de um estudo de viabilidade, em que devem ser considerados as limitações e os ganhos na utilização de robôs industriais ou
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
11
dispositivos dedicados. A automação da manufatura pode ser dividida em três grandes grupos: automação rígida, automação programável e automação flexível, que serão descritas a seguir.
• AUTOMAÇÃO RÍGIDA
A automação rígida é um sistema no qual a sequência das operações de processamento (ou montagem) é definida pela configuração do equipamento. Como Bayer, Eckhardt e Machado (2011) destacam, essas operações são simples, porém, a integração e a coordenação das operações o tornam um sistema complexo, o que contribui com as características desse sistema: é um sistema com alto investimento inicial em equipamentos e engenharia personalizada, tem altas taxas de produção e é inflexível para absorver mudanças na produção.
Esse tipo de automação, normalmente, é justificado em produtos com alta taxa de demanda, fazendo com que o custo inicial do equipamento seja diluído na grande quantidade de unidades produzidas. A automação rígida é utilizada, por exemplo, em linhas de montagem e em linhas de transferência.
FIGURA 5 – LINHA DE PRODUÇÃO COM SISTEMA DE AUTOMAÇÃO RÍGIDA
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
• AUTOMAÇÃO PROGRAMÁVEL
A automação programável é um sistema no qual o equipamento de produção é projetado com a capacidade de modificar a sequência de operações, de modo a acomodar diferentes configurações de produtos. Bayer, Eckhardt e Machado (2011) citam que essas operações são controladas por um programa
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
12
que contém informações codificadas para que o sistema possa ler e interpretar os comandos. Diferente da automação rígida, na automação programável, novos produtos podem ser fabricados, o que contribui com as características desse sistema: é um sistema que tem alto investimento em equipamentos de uso geral; é utilizado para baixa taxa de produção, se comparado à automação rígida; tem flexibilidade para absorver mudanças na produção; e é de fácil adaptação para a produção em lote.
Esse tipo de automação, normalmente, é justificado em produtos com baixa e com média produção, que podem ser produzidos em lote, assim, a cada lote, é possível produzir um novo produto. A automação programável é utilizada, por exemplo, em máquinas-ferramenta de comando numérico, em robôs industriais e em controladores lógicos programáveis.
FIGURA 6 – PLACA DE CIRCUITO IMPRESSO SENDO CONFECCIONADA POR MÁQUINA DE COMANDO NUMÉRICO COMPUTADORIZADO (CNC)
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
• AUTOMAÇÃO FLEXÍVEL
A automação flexível, segundo Bayer, Eckhardt e Machado (2011), é um sistema capaz de produzir uma variedade de peças (ou produtos), com vantagem de não perder tempo nas trocas das configurações de um modelo de produto para outro. Esse sistema pode produzir diferentes produtos sem a exigência de que sejam produzidos por lote. Assim, as características desse sistema são: alto investimento em um sistema com engenharia personalizada, produção contínua para uma variedade de tipos de produtos, utilização para taxas médias de produção e flexibilidade para absorver variações de projetos do produto.

TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
13
6.2 SISTEMAS PRODUTIVOS - AUTOMAÇÃO
Em uma empresa que contém um sistema de produção que opera de modo manual ou administrativo, pode ser empregada a automação em alguns componentes. Segundo Groover (2011), em um sistema de produção, os elementos automatizados podem ser separados em duas categorias: automação dos sistemas de produção da fábrica e controle computadorizado dos sistemas
Esse tipo de automação, normalmente, é justificado em produtos com baixa taxa de demanda e poucas modificações entres os produtos, pois as diferenças entre as peças processadas pelo sistema não são significativas e, portanto, o volume de alterações exigidas entre os modelos é mínimo. A automação flexível é utilizada, por exemplo, em sistemas de manufatura para execução de operações de máquinas.
FIGURA 7 – ROBÔS SOLDADORES EM LINHAS DE MONTAGEM DE VEÍCULOS - OS ROBÔS PO-DEM SER PROGRAMADOS PARA DIFERENTES TIPOS DE SOLDAGEM EM DIFERENTES MODE-
LOS DE AUTOMÓVEIS
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
Para entender os exemplos citados em cada tópico, leia a dissertação a seguir: http://repositorio.unicamp.br/jspui/handle/REPOSIP/264328.
DICAS
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
14
de apoio à produção. Essas duas categorias se encontram em alguns momentos, quando consideramos os sistemas de produção modernos, já que os sistemas de produção automatizados, operando na fábrica, normalmente, são implementados por sistemas computacionais e conectados aos sistemas de apoio à produção e aos sistemas de gerenciamento de informações em funcionamento na fábrica e nos níveis da operação.
Para que essa automação seja implementada em um sistema de produção, Groover (1980) definiu 10 estratégias que serão descritas a seguir. As 10 estratégias formam uma lista de verificação de possibilidades para melhorar o sistema de produção por meio da automação. Elas não devem ser consideradas exclusivas. Na maioria das situações, múltiplas estratégias podem ser implementadas em um projeto de melhoria.
1. Especialização das operações: como primeira estratégia, analogamente à especialização da mão de obra, objetivando o aumento da produtividade de trabalho, são utilizados equipamentos especiais projetados para a execução de uma única operação para atingir a maior eficiência possível.
2. Operações combinadas: nessa estratégia, é necessária a redução do número de máquinas ou estações de trabalho de produção. Esse objetivo é atingido se mais de uma operação for executada pela mesma máquina. Para isso, a produção deve ser realizada em uma sequência de operações e são aplicadas em peças complexas. Com essa estratégia, são obtidos resultados na redução de esforços no tratamento de materiais, no tempo não operacional, no tempo de espera e no tempo de processamento de pedido.
3. Operações simultâneas: essa estratégia tem o objetivo de tornar simultâneas as operações combinadas, colocando duas ou mais operações de processamento (ou montagem), de forma simultânea, sobre a mesma peça, para que o tempo total de processamento seja reduzido.
4. Interação nas operações: essa estratégia tem o objetivo de ligar diferentes estações de trabalho e um único mecanismo integrado, de forma que as peças sejam transferidas de forma automatizada entre as estações. A aplicação dessa estratégia reduz a quantidade de centros de trabalhos isolados. Com mais de um centro de trabalho, peças diferentes podem ser processadas de forma simultânea, o que aumenta a produção do sistema.
5. Aumento da flexibilidade: essa estratégia utiliza o conceito da automação flexível, ou seja, tenta alcançar a máxima utilização do equipamento na produção de uma unidade encomendada em situações de volume médio para uma variedade de peças ou de produtos. Os objetivos dessa estratégia são: a redução do tempo de programação e a configuração da máquina de produção, o que reduz o tempo total de conclusão da produção em menos processos.
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
15
6. Melhoria na armazenagem e manuseio de materiais: essa estratégia tem o objetivo de reduzir o tempo improdutivo, o que reduz o tempo total de conclusão da produção e o número de processos.
7. Inspeção on-line: essa estratégia tem o objetivo de inspecionar o produto enquanto ele é fabricado, assim, é possível realizar correções no processo, além de evitar produtos de baixa qualidade. Isso reduz o descarte e garante que o produto atenda às especificações do projeto.
8. Otimização de controle do processo: essa estratégia tem o objetivo de tornar mais eficientes a operação dos processos individuais e os equipamentos associados. Com ela, o tempo de processamento individual pode gerar redução e, ainda, aumentar a qualidade do produto.
9. Controle de operações de fábrica: essa estratégia tem o objetivo de se tornar mais eficiente nas operações agregadas na fábrica, de modo a gerenciar e a coordenar de forma eficaz. A sua implementação, normalmente, envolve a presença de uma rede computacional de alto nível na fábrica.
10.Manufatura integrada por computador: essa estratégia tem o objetivo de majorar a estratégia anterior, como uso extensivo de aplicações computacionais, banco de dados e redes de computadores em toda a fábrica, com o intuito de integrar as operações da fábrica com a engenharia de projetos e as funções de negócio da empresa.
FIGURA 8 – PRODUÇÃO DE REFRIGERANTES; O TRANSPORTE DO PRODUTO ATÉ A ARMAZE-NAGEM É CONSTITUÍDO POR SISTEMAS DE AUTOMAÇÃO, O QUE TRAZ BENEFÍCIOS QUAN-
TO À PRODUTIVIDADE E MELHORA O CONTROLE E O GERENCIAMENTO DA PLANTA
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.

UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
16
7 ESTRATÉGIA DE MIGRAÇÃO PARA A AUTOMAÇÃO
Pensando nas pressões competitivas do mercado em lançar novos produtos, Groover (2011) ainda propôs uma estratégia não tão econômica como as descritas anteriormente, mas que se justifica quando o produto se torna bem-sucedido e tem uma alta demanda futura, a automação da produção em fases.
• Fase 1: produção manual: aplicada na introdução de um novo produto, utilizando uma única célula tripulada que opera de forma independente.
• Fase 2: produção automatizada: aplicada quando se justifica a automação com o aumento da demanda pelo produto. Para isso, utiliza-se uma única célula automatizada que opera de forma independente. As peças são movidas, manualmente, entre estações de trabalho.
• Fase 3: produção automatizada integrada: aplicada quando se justifica a automação em razão da certeza de que o produto deve ser produzido em massa por vários anos. Para isso, utiliza-se um sistema automatizado de multiestações com operações em série e transferência automatizada das unidades de trabalho entre as estações.
Essa estratégia será ilustrada a seguir Segundo Groover (2011), os detalhes da estratégia de migração para a automação variam de empresa para empresa, dependendo do tipo de produto que produz e dos processos de produção que executa.
FIGURA 9 – UMA TÍPICA ESTRATÉGIA DE MIGRAÇÃO PARA A AUTOMAÇÃO
FONTE: Adaptada de Groover (2011)
TÓPICO 1 — AUTOMAÇÃO DE SISTEMAS PRODUTIVOS
17
8 IMPACTOS DA AUTOMAÇÃO NA MELHORIA DE PRODUTOS
Nos tópicos anteriores, foram vistas formas para implementar a automação industrial, porém, com ela, também é necessário se preocupar com a melhoria de produtos, pois, por necessidade ou pela exigência do mercado, as empresas buscam diferenciais competitivos, os quais agregam valores aos seus produtos.
Uma definição adequada para a qualidade é a utilizada por Juran e Gryna (1992), na qual eles dizem que qualidade consiste em verificar se as características do produto estão indo ao encontro das necessidades dos clientes e se, assim, estão proporcionando a satisfação deles em relação ao produto.
A definição de qualidade de Juran e Gryna (1992) trata um pouco mais a respeito da finalidade e da funcionalidade de um produto, mas se pode definir a qualidade de um produto, também, a partir de critérios de acabamento, durabilidade e minimização de falhas.
Quando se trata do produto em si, a qualidade é uma junção de variáveis que podem ser comparadas e controladas por medição, sendo que produtos de uma mesma linhagem precisam apresentar as mesmas características, não podendo haver diferenciação entre eles. Já quando se trata da fabricação, a qualidade é a adequação a normas e a especificações padronizadas, ou seja, deve-se garantir que o processo de fabricação siga um procedimento adequado para manter a qualidade do produto.
Tendo isso em vista, os impactos causados pela automação, na melhoria de produtos, podem oferecer vantagens e desvantagens, como será apresentado a seguir.
9 DESVANTAGENS DOS SISTEMAS DE AUTOMAÇÃO
Segundo Rodrigues ([201-?]), ao se utilizar o sistema de manufatura, algumas desvantagens podem ser observadas na automação, como:
• Longo período de planejamento: para implantar um sistema de automação da manufatura em uma fábrica, é necessário que sejam planejados os processos e as linhas de produção que serão integrados, o que demanda tempo para tal atividade.
• Falta de conhecimento técnico na implementação e na gestão: há a necessidade de profissionais qualificados e capacitados para utilizar e para gerenciar o sistema.
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
18
• Dispendiosa implementação, manutenção e energia: assim como citado anteriormente, são necessários profissionais capacitados para executar a implementação e a manutenção adequadas do sistema, e é utilizado alto consumo de energia para que o sistema permaneça em funcionamento. Tais atividades demandam altos custos.
• Requer vários anos de instalação: em muitos casos, pelo alto custo envolvido no processo de automação, são necessários vários anos para que o sistema esteja totalmente em operação.
• Resistência do trabalhador: em razão das mudanças bruscas geradas pela automação, a resistência do trabalhador pode ser um ponto problemático à implantação do sistema.
10 VANTAGENS DOS SISTEMAS DE AUTOMAÇÃO
Segundo Kalpakjian e Schmid (2001), as vantagens que surgem ao se implantar um sistema de manufatura são:
• Aumento da produtividade: trabalhos repetitivos e cansativos são substituídos pela automação, cabendo, ao trabalhador, a coordenação e a execução de tarefas que exijam tomadas de decisão.
• Redução de custos da mão de obra: com a automação, diminuem os custos com mão de obra em trabalhos mais simples e, com a manutenção adequada, as máquinas se tornam mais eficientes e duradouras.
• Redução ou eliminação do trabalho rotineiro manual ou burocrático: tais atividades são substituídas pela automação dos sistemas.
• Melhora da segurança do trabalhador: equipamentos automatizados operam sozinhos em ambientes hostis, pois são projetados para suportar temperaturas extremas, ambientes poluídos e todo tipo de problema, nesse caso, as máquinas substituem trabalhadores nesses ambientes.
• Redução do o lead-time de manufatura: em razão da automação, o tempo total decorrido entre um pedido realizado por um cliente até a sua entrega efetiva é reduzido de forma significativa.
• Aumento da qualidade: com a automação, todos os produtos terão o mesmo padrão de qualidade, desde que sejam adequadamente mantidos.
• Competitividade: com o auxílio de máquinas automatizadas, é possível diminuir custos de produção, além de manter o padrão de qualidade e de produzir em escala para atender demandas, o que torna a produção altamente competitiva.

19
Neste tópico, você aprendeu que:
• Processos produtivos têm várias cadeias e células dedicadas para a produção de parte de um produto final. Anteriormente, isso era feito de forma manual, mas, com o passar do tempo, máquinas foram incorporadas ao processo, aperfeiçoando, assim, mais tarefas que podiam ser feitas por um mesmo operador, porém, utilizando menos força e mais rapidez.
• Para automatizar partes de processos, é necessário levantar pontos de análise para atingir objetivos, como: aumento na produtividade, redução de custos com mão de obra, eliminação de tarefas repetitivas, aumento de segurança e bem-estar dos funcionários, e melhora na qualidade e na competitividade dos produtos.
• Um sistema de manufatura pode ser definido como uma coleção de equipamentos e de recursos humanos integrados. A principal função é transformar grandes quantidades de matéria-prima em produtos.
• Para que a automação seja implementada em um sistema de produção, múltiplas estratégias podem ser implementadas em um projeto de melhoria, como a especialização das operações, operações combinadas, inspeção on-line, otimização de controle do processo, controle de operações de fábrica etc.
RESUMO DO TÓPICO 1
20
1 É comum que, durante a formação acadêmica/profissional, sejam feitas referências aos processos de automação e de produção com palavras e expressões diferentes. Qual das seguintes denominações se deve ter atenção quando tratados dos assuntos de automação?
a) ( ) Manufatura.b) ( ) Linha de produção.c) ( ) Cadeia de produção.d) ( ) Sistema produtivo.e) ( ) Processo industrial.
2 A automação está presente em fábricas desde a chamada 3ª Revolução Industrial, com a aplicação de robôs e de CLPs com os processos de fabricação e máquinas. Qual a definição básica de automação?
a) ( ) Automação acontece quando há produção em massa.b) ( ) Automação é a organização do sistema produtivo.c) ( ) É um sistema automático que substitui uma tarefa anteriormente feita
manualmente.d) ( ) É a troca definitiva de máquinas em uma empresa.e) ( ) É quando o sistema de produção é visto por computadores. 3 A automação pode ser aplicada com o uso de robôs em tarefas repetidas
e que exigem precisão, ainda, com o uso de controladores que podem ser reconfigurados a fim de garantir flexibilidade do processo. Com a chegada da automação, trabalhos manuais:
a) ( ) Ainda são necessários em algumas etapas, devido à incapacidade de substituir uma parte do processo e/ou a automação não é viável por razões financeiras.
b) ( ) É facultativo o uso de trabalhos manuais, pois depende da gerência da fábrica ou do perfil organizacional da empresa.
c) ( ) É dispensável o uso de mão de obra manual, pois é sempre mais onerosa do que a automatizada.
d) ( ) Não é mais preciso o uso de mão de obra manual, pois, uma vez automatizado um sistema, é incompatível as duas coexistirem.
e) ( ) Não é possível o uso de tarefas manuais, pois todas as etapas podem ser automatizadas.
4 Na história da evolução industrial, diversas modificações do processo aplicado em fábrica e a disponibilidade de máquinas foram existindo, variando desde a 1ª Revolução até a 4ª Revolução. Qual inovação tecnológica aconteceu na chamada indústria 4.0?
AUTOATIVIDADE
21
a) ( ) Máquina a vapor.b) ( ) Uso da eletricidade.c) ( ) Manufatura aditiva (Impressão 3D).d) ( ) Robôs.e) ( ) Controladores lógicos programáveis – CLP.
5 Na história da evolução industrial, diversas modificações do processo aplicado em fábrica e a disponibilidade de máquinas foram existindo, variando desde a 1ª Revolução até a 4ª Revolução. Qual inovação tecnológica surgiu na 2ª Revolução Industrial?
a) ( ) Produção em massa.b) ( ) Controlador lógico programável – CLP.c) ( ) Máquina a vapor.d) ( ) Robôs.e) ( ) Impressão 3D.
6 Sabe-se que a automação industrial nasceu da necessidade de aumento da flexibilização, de rapidez da produção e da redução de custos das empresas de manufatura ou de processos contínuos, a fim de que elas pudessem se adequar rapidamente às necessidades do consumidor e, assim, manterem-se competitivas em um mercado cada vez mais exigente. Com base nisso, indique a alternativa que apresenta aspectos corretos da automação:
a) ( ) A automação industrial é implementada apenas para proporcionar agilidade de processos e barateamento dos custos de produção.
b) ( ) O processo de automação diminui o processo de adequação às necessidades no mercado.
a) ( ) Com o processo de automação, a qualidade é aumentada e os custos são reduzidos, permitindo que a empresa seja competitiva por mais tempo.
d) ( ) Com o processo de automação, os custos para a empresa aumentam significativamente.
e) ( ) No uso da automação em uma linha de produção, as pessoas se tornam obsoletas e são demitidas em massa, gerando o colapso da economia regional.
7 Segundo Groover (2011), a automação rígida é um sistema no qual a sequência das operações de processamento (ou montagem) é definida pela configuração do equipamento. Essas operações são simples, porém, a integração e a coordenação das operações o tornam um sistema complexo. Com base nesse conceito, indique a alternativa que apresenta as características que descrevem a automação rígida.
a) ( ) A automação rígida é um sistema com alto investimento inicial em equipamentos e em engenharia personalizada, apresenta altas taxas de produção e é inflexível para absorver mudanças na produção.

22
b) ( ) A automação rígida é um sistema com alto investimento em equipamentos de uso geral, apresenta flexibilidade para absorver mudanças na produção e é de fácil adaptação para produção em lote.
c) ( ) A automação rígida é um sistema com alto investimento em engenharia personalizada, de produção contínua para uma variedade de tipos de produtos, utilizado para taxa média de produção e com flexibilidade para absorver variações de projetos do produto.
d) ( ) A automação rígida é um sistema com alto investimento inicial em equipamentos e engenharia personalizada, apresenta produção contínua para uma variedade de tipos de produtos e é de fácil adaptação para produção em lote.
e) ( ) A automação rígida é um sistema com alto investimento em equipamentos de uso geral, apresenta altas taxas de produção, é de fácil adaptação para produção em lote e é inflexível para absorver mudanças na produção.
8 A automação de sistemas produtivos consiste em aplicar diversos equipamentos e mão de obra especializados para integrar diversos elementos de uma fábrica, com a finalidade de apresentar um melhor controle do processo e, consequentemente, um melhor gerenciamento da empresa. Diante disso, considere o seguinte cenário hipotético:
I- Uma empresa de sapatos tem apresentado diversos acidentes na fábrica, que geram afastamentos de funcionários e uma consequente perda na produção.
II- Além disso, devido ao mau posicionamento de certas máquinas, certos produtos saem com problemas de acabamento.
A partir do exposto, indique a alternativa que apresenta duas vantagens que a automação proporcionaria, respectivamente, às proposições I e II.
a) ( ) Mais qualidade e mais produtividade.b) ( ) Mais produtividade e melhora da segurança do trabalhador.c) ( ) Mais qualidade e baixo custo.d) ( ) Mais produtividade e mais qualidade.e) ( ) Pouco tempo de produção e melhora da segurança do trabalhador.
9 No processo de implantação de sistemas de automação, deve-se identificar o tipo de automação a ser usado, depois, avaliar quais elementos devem ser automatizados e, por fim, pode-se aplicar diversas estratégias para garantir uma melhoria no processo produtivo. Das estratégias a seguir, indique aquela que trata da qualificação e da capacitação da mão de obra:
a) ( ) Especialização das operações.b) ( ) Operações simultâneas.c) ( ) Operações combinadas.d) ( ) Otimização de controle do processo.e) ( ) Melhoria na armazenagem e no manuseio de materiais.

23
10 Uma fábrica de mochilas escolares produz 500 mochilas por dia, em 15 diferentes modelos. A automação dessa fábrica permite a produção de médios volumes em poucas variações de modelo, utilizando diversas células de trabalho interligadas. Nesse caso, que tipo de automação está sendo referido?
a) ( ) Automação rígida.b) ( ) Automação flexível.c) ( ) Automação programável.d) ( ) Automação robusta.e) ( ) Automação complexa.

24

25
TÓPICO 2 — UNIDADE 1
SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
1 INTRODUÇÃO
A automação está presente em, praticamente, todas as atividades humanas, seja residencial, comercial ou industrial. A automação industrial surgiu para facilitar os processos produtivos, executando tarefas repetitivas e melhorando a produtividade e a confiabilidade. Entretanto, para que a automação seja confiável, é preciso que o hardware de entrada e saída seja acionado de forma correta, para que informações do processo sejam transferidas entre sensores, controladores e atuadores.
Neste tópico, você estudará os componentes de hardware para automação, os elementos de controle de processos e a inter-relação entre entradas, processamento e saídas.
O consumo de produtos personalizados tem desafiado a indústria de manufatura atual. Por muitos anos, o conceito de produção em massa – fabricação de um mesmo produto em grande escala – foi fortemente difundido. Contudo, hoje, a tendência para diversas versões de um mesmo produto tem exigido constantes adaptações para manter o dinamismo e a qualidade na produção.
A indústria recorre a técnicas modernas de controle e de automatização das suas linhas de produção para conseguir se manter no mercado. Dessa forma, você também terá uma visão geral dos sistemas de produção e dos recursos utilizados na automatização dos processos industriais.
2 ACIONAMENTO DE ENTRADAS E DE SAÍDAS
A necessidade de aumento da produtividade fez com que a automação industrial transformasse os sistemas automáticos, por volta do início do século XX, com o uso de computadores, servomecanismos, controladores programáveis etc., permitindo que máquinas fossem controladas para executar os seus trabalhos.
Para que a execução da automação industrial seja correta, é preciso que haja uma interação entre as entradas e as saídas, de forma que os processos possam ser controlados. Assim, neste tópico, você estudará os diferentes componentes de hardware para automação e os principais elementos de controle de processos. Por fim, você compreenderá a inter-relação entre entradas, processamento e saídas.
26
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
3 COMPONENTES DE HARDWARE PARA AUTOMAÇÃO
A automação industrial, por meio do uso de comandos lógicos programáveis e de equipamentos mecanizados, permite que processos industriais sejam controlados, garantindo os seus resultados. Contudo, para garantir a sinergia entre os processos, é preciso a integração entre a eletrônica, que implementa os hardwares, a mecânica, que abrange os dispositivos atuadores e demais hardwares, e a tecnologia da informação, que engloba os softwares de controle do sistema, conforme leciona Siembra Automação ([2019?]).
Os softwares podem ser considerados a parte lógica que fornece instruções para os hardwares, que são a parte física. Os hardwares podem ser controladores, interfaces de operador, sensores, controles de potência e distribuição, atuadores de movimento, motores de corrente contínua (CC) e corrente alternada (CA) e elementos de máquinas e mecanismos. A seguir, você estudará um pouco de cada um dos componentes de hardware.
• Controladores
Os controladores são componentes que, segundo Lamb (2015), fornecem computação, cálculos e gerenciamento da parte das entradas e das saídas (I/O, do inglês in/out) do sistema de automação. Podem ser o núcleo do sistema, ou podem estar ligados em rede de forma distribuída, por todo o sistema. Segundo Camargo (2014), o controle pode ser manual ou automático, sendo, esse último, utilizado para automação industrial. Esse controle pode ser feito por meio de malha fechada ou malha aberta, como veremos com detalhes ao longo desta unidade. Alguns exemplos de controladores são computadores, sistemas de controle distribuídos e controladores lógicos programáveis (CLPs ou PLCs, do inglês Programmable Logic Controllers).
• Interfaces de operador
As interfaces de operador, também chamadas de interface homem-máquina (IHM), são componentes que necessitam de uma interação com o homem para que ativem dispositivos ou processos. Alguns exemplos são mouses, botões do tipo push button, chaves, botões de membrana e telas sensíveis ao toque.
Para a interface com o operador, são necessários hardwares e softwares, em que o usuário envia sinais de entrada para um sistema ou controlador, e o sistema controla os efeitos de saída. Essa interface deve ser simples, necessitando que uma entrada mínima produza o resultado esperado.
As interfaces baseadas em textos não têm a obrigatoriedade de botões de entrada, como o exemplo a seguir.

TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
27
FIGURA 10 – DISPLAY DE TEXTO
FONTE: Lamb (2015, p. 75)
As interfaces gráficas ilustram a máquina ou a linha de produção, podendo ser monocromáticas ou coloridas, com botões tipo membrana e/ou telas sensíveis ao toque. As telas sensíveis ao toque (touch screens) permitem a interação com o que é exibido na tela de forma direta, diferente do que ocorre com o uso do mouse, por exemplo. O local de toque é medido nas coordenadas X e Y, de forma analógica. As telas sensíveis ao toque podem usar diferentes tecnologias, acerca das quais não vamos nos aprofundar nesta unidade: resistivas, ondas acústicas de superfície, capacitivas, infravermelho, imageamento óptico, sinal dispersivo e reconhecimento de pulsos acústicos.
Segundo a Brasil Logic Sistemas ([2019?]), a Sociedade Internacional de Automação (ISA, do inglês International Society of Automation) possui o documento ISA 101 para padronização das IHMs, de forma a padronizar o design, a funcionalidade, o display e a interação entre os operadores e as IHMs. A ISA 101 é um conjunto de recomendações obtidas através do consenso de profissionais da indústria, desenvolvedores, fabricantes e acadêmicos relacionados à automação industrial para criar melhores interfaces homem-máquina e lidar com elas de forma otimizada, segura e produtiva, conforme aponta a Brasil Logic Sistemas ([2019?]).
• Sensores
Os sensores são componentes que fornecem dados de entrada para os sistemas de controle. Eles podem ser digitais ou analógicos, possuindo diferentes formatos e aplicações. Os sensores digitais fornecem um sinal de liga ou desliga (on ou off). Alguns exemplos são: botões, chaves, fechamentos de contato, sensores fotoelétricos e sensores de proximidade. Já os sensores analógicos produzem uma saída que é proporcional à propriedade que foi medida. Sensores de pressão, força, fluxo, torque, cor, refletividade, distância, dimensões e temperatura são alguns exemplos de sensores analógicos.
Veja, a seguir, alguns tipos de sensores, conforme apresentado pela Engerey (2017):

28
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
• Indutivos: são, também, conhecidos como sensores de proximidade. Tratam-se de dispositivos eletrônicos empregados no ambiente industrial, na detecção de partes e de peças metálicas de ferro, aço, alumínio, latão e aço inox.
• Capacitivos: são sensores capazes de detectar qualquer tipo de massa, sendo empregados quando é necessária a detecção de materiais não metálicos, como plásticos, madeiras e resinas. Ainda, são utilizados para a detecção do nível de líquidos e sólidos.
• Fotoelétricos: são sensores capazes de detectar partes e peças de máquinas automáticas e produtos manufaturados na linha de produção.
• Lasers: são sensores com alta sensibilidade e alta precisão (se comparados aos sensores fotoelétricos tradicionais).
• Magnéticos: são sensores destinados à detecção de campos magnéticos gerados por ímãs (ou um acionador magnético), podendo ser utilizados para fazer o monitoramento de cilindros pneumáticos e válvulas lineares.
Transdutores lineares: são sensores empregados na detecção da posição sem contato. Dessa forma, reduzem o desgaste de peças e aumentam a vida útil do transdutor. Esses sensores apresentam resistência mecânica à vibração e a choques, podendo ser utilizados em ambientes considerados hostis, até mesmo, naqueles que apresentam agentes contaminantes ou pó.
• Controle de potência e distribuição
É importante que máquinas e linhas de equipamentos de automação, em caso de necessidade, tenham a possibilidade de se desconectar da energia. Os desconectores são “[...] um conjunto de contatos classificados pela quantidade de corrente que eles devem parar por meios manuais de atuação”, segundo Lamb (2015, p. 105).
Os disjuntores protegem o circuito de uma falha elétrica, removendo a energia. São classificados em função da corrente, projetados para disparar, e pela máxima corrente que podem interromper. Os disjuntores interrompem a corrente automaticamente, mas necessitam de reinício manual do circuito. Já os fusíveis são utilizados como forma de proteção para sobrecarga. Podem ter diferentes formas, tamanhos e materiais. A tira metálica ou o elemento de fio depende da corrente que está especificada para o suporte. Conforme Lamb (2015), os fusíveis são instalados em série, e a maioria utilizada em indústria é do tipo cartucho.
A principal diferença entre o disjuntor e o fusível é que o primeiro não precisa ser substituído após a sua utilização, sendo necessária apenas a reativação. Por outro lado, os fusíveis reagem de forma mais rápida.
NOTA
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
29
Segundo o portal Mecatrônica Automação Industrial (2019), existem cinco razões para escolher os disjuntores em vez dos fusíveis. Os disjuntores:
• mantêm o desempenho ao longo do tempo, sendo possível testá-los;• em condições de sobrecarga, disparam até 1.000 vezes mais rápido do que os
fusíveis;• oferecem muita segurança, pois as conexões dos disjuntores são protegidas;• possibilitam a redução de custos, em comparação aos fusíveis — são requeridos
três fusíveis para um circuito de três fases, necessitando de um armário maior, em função da grande dissipação térmica, e, quando um de três fusíveis abrir, todos os três fusíveis devem ser substituídos;
• apresentam alta funcionalidade, pois podem ter funções adicionais, como proteção de falta à terra, coordenação com outros disjuntores etc.
Os blocos de distribuição permitem que cabos e fios sejam distribuídos para múltiplos circuitos por meio da fixação por parafusos ou grampos. Já os blocos terminais fazem a conexão de fios e de cabos e gerenciam a fiação, podendo ser fixados por parafusos ou grampos de mola.
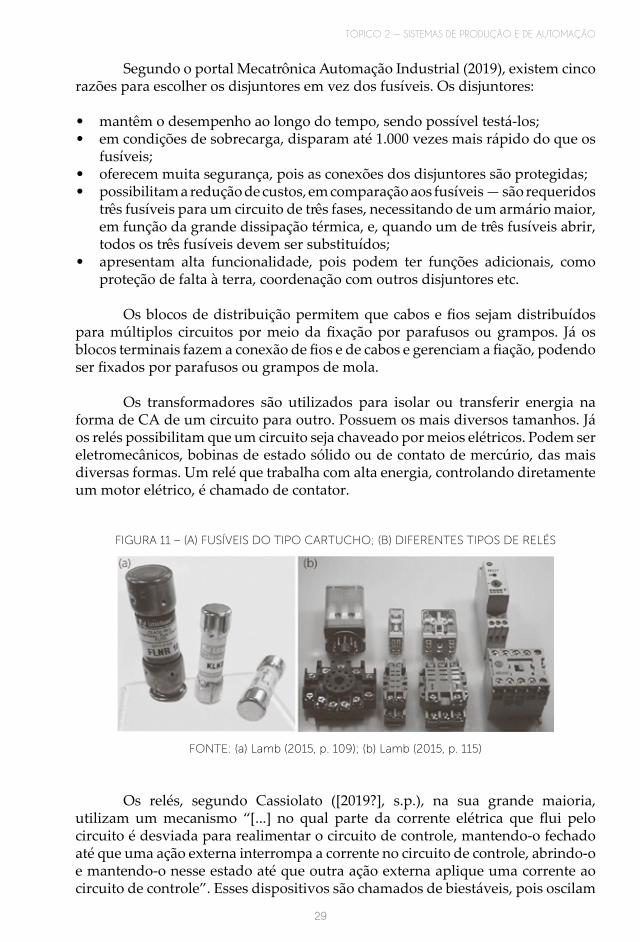
Os transformadores são utilizados para isolar ou transferir energia na forma de CA de um circuito para outro. Possuem os mais diversos tamanhos. Já os relés possibilitam que um circuito seja chaveado por meios elétricos. Podem ser eletromecânicos, bobinas de estado sólido ou de contato de mercúrio, das mais diversas formas. Um relé que trabalha com alta energia, controlando diretamente um motor elétrico, é chamado de contator.
FIGURA 11 – (A) FUSÍVEIS DO TIPO CARTUCHO; (B) DIFERENTES TIPOS DE RELÉS
FONTE: (a) Lamb (2015, p. 109); (b) Lamb (2015, p. 115)
Os relés, segundo Cassiolato ([2019?], s.p.), na sua grande maioria, utilizam um mecanismo “[...] no qual parte da corrente elétrica que flui pelo circuito é desviada para realimentar o circuito de controle, mantendo-o fechado até que uma ação externa interrompa a corrente no circuito de controle, abrindo-o e mantendo-o nesse estado até que outra ação externa aplique uma corrente ao circuito de controle”. Esses dispositivos são chamados de biestáveis, pois oscilam

30
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
entre dois estados que não se alteram sozinhos, sendo necessária uma ação externa. Por sua vez, os temporizadores reagem a um sinal ou à alimentação de energia e mudam um conjunto de contatos com base em um atraso. Podem ser mecânicos, eletromecânicos ou eletrônicos, nos formatos analógico e digital.
O cabeamento e a fiação são responsáveis pela distribuição de energia e de sinais por todo o sistema, conectando dispositivos de controle e componentes de distribuição dentro do sistema. Os fios, geralmente, são produzidos em cobre ou alumínio, cobertos por um isolamento termoplástico de diferentes cores. Os cabos são compostos por um conjunto de fios isolados dentro de um revestimento de proteção. A conexão de fios ou de cabos pode ser feita com blocos terminais ou por meio de emendas (friso ou solda).
• Atuadores e movimento
Atuador é “[...] o elemento que produz movimento, atendendo a comandos, com o objetivo de corrigir ou alterar uma variável de processo”, segundo Camargo (2014, s.p.). Os atuadores, que podem ser lineares, rotativos ou uma combinação dos dois, são responsáveis por movimentar ferramentas em uma máquina. Segundo Lamb (2015, p. 126), “os atuadores lineares são usados para gerar movimento rotativo ao empurrarem uma peça rotativa em um eixo. Já os dispositivos rotativos, como motores, podem ser usados para gerar movimento linear por meio de uma correia ou de um parafuso de esfera”.
Segundo Master Tecnologia Industrial ([2019?]), os atuadores mais comuns na automação são os cilindros pneumáticos e os motores CA ou CC. Os atuadores podem utilizar energia fluida, como a hidráulica (geralmente óleo) ou a pneumática (ar comprimido ou outros gases inertes). Os que utilizam energia hidráulica são capazes de suportar maiores forças e pressões, ideais para aplicação em prensas, mas sempre sendo preciso tomar cuidado para que não ocorra vazamento de fluido.
De acordo com Master Tecnologia Industrial ([2019?], s.p.), “[...] a automação pneumática é, normalmente, mais simples, barata e segura do que os outros tipos de automação”. O ar utilizado em sistemas pneumáticos pode ser fornecido a partir de um sistema para toda a planta. Já no caso de sistemas hidráulicos, é preciso uma bomba dedicada para cada equipamento, além da necessidade de resfriamento do óleo.
Os atuadores elétricos, geralmente, são utilizados onde não há disponibilidade de ar ou há a necessidade de precisão. Conforme apontado em Master Tecnologia Industrial ([2019?], s.p.), “[...] têm, normalmente, um custo maior, porém, com uma melhor precisão”, sendo adequados para movimentos angulares e de rotação.
Além do atuador, existe, também, o elemento final de controle, que é o “[...] dispositivo que controla diretamente o fluxo de material ou energia a ser entregue ao processo sob controle, provocando uma oscilação na variável
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
31
manipulada”, segundo Camargo (2014, s.p.). Os principais elementos finais de controle são as válvulas de controle, que, conforme Camargo (2014), controlam, basicamente, o sentido do movimento e a velocidade de pressão. “Válvulas direcionais controlam o sentido do movimento, válvulas de fluxo controlam a velocidade do fluido e válvulas reguladoras de pressão controlam a pressão”, segundo Camargo (2014, s.p.).
Conforme leciona Lamb (2015), os controladores de movimento controlam posições e velocidades por meio de métodos analógicos ou analógicos digitalmente convertidos, utilizando válvulas proporcionais hidráulicas ou pneumáticas, atuadores lineares ou motores elétricos. O controle de movimento é a base da robótica e de máquinas-ferramenta por comando numérico computadorizado. Assim, a seguir, será ilustrado um sistema de controle de movimento.
FIGURA 12 – SISTEMA DE CONTROLE DE MOVIMENTO
FONTE: Lamb (2015, p. 131)
• Motores CA e CC
Nas máquinas elétricas que realizam conversão eletromecânica de energia, se a conversão é de energia mecânica em elétrica, temos um gerador. Já quando a conversão é de energia elétrica em mecânica, temos um motor. O motor CA é composto por duas partes: um estator com bobinas alimentadas por CA e um rotor conectado ao eixo de saída. Segundo Lamb (2015, p. 133), “o torque é fornecido ao rotor pelo campo rotativo gerado pela corrente alternada”. Os motores CA podem ser síncronos, quando o rotor gira na mesma velocidade que a CA é aplicada, ou assíncronos, para o caso contrário.
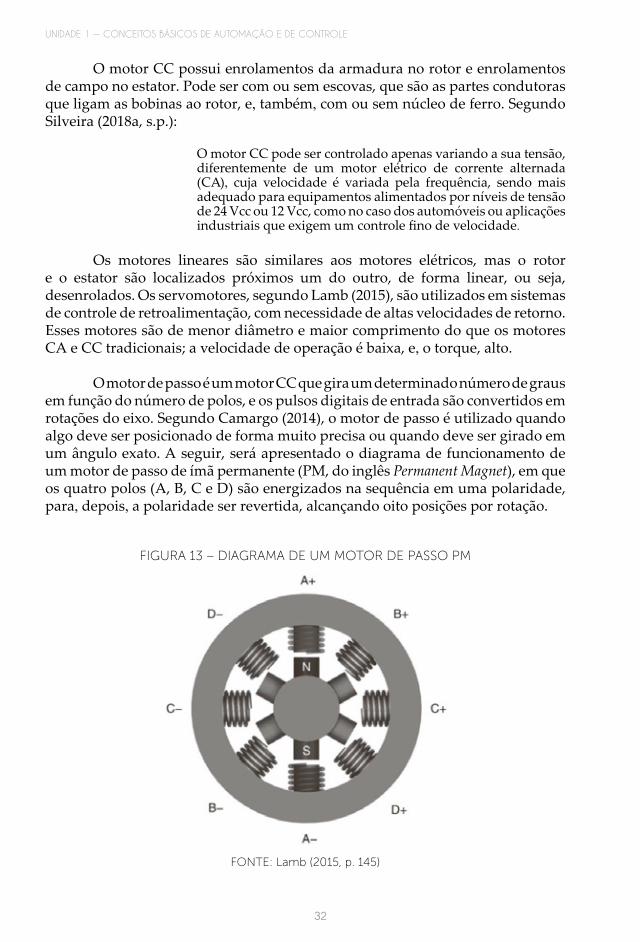
32
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
O motor CC possui enrolamentos da armadura no rotor e enrolamentos de campo no estator. Pode ser com ou sem escovas, que são as partes condutoras que ligam as bobinas ao rotor, e, também, com ou sem núcleo de ferro. Segundo Silveira (2018a, s.p.):
O motor CC pode ser controlado apenas variando a sua tensão, diferentemente de um motor elétrico de corrente alternada (CA), cuja velocidade é variada pela frequência, sendo mais adequado para equipamentos alimentados por níveis de tensão de 24 Vcc ou 12 Vcc, como no caso dos automóveis ou aplicações industriais que exigem um controle fino de velocidade.
Os motores lineares são similares aos motores elétricos, mas o rotor e o estator são localizados próximos um do outro, de forma linear, ou seja, desenrolados. Os servomotores, segundo Lamb (2015), são utilizados em sistemas de controle de retroalimentação, com necessidade de altas velocidades de retorno. Esses motores são de menor diâmetro e maior comprimento do que os motores CA e CC tradicionais; a velocidade de operação é baixa, e, o torque, alto.
O motor de passo é um motor CC que gira um determinado número de graus em função do número de polos, e os pulsos digitais de entrada são convertidos em rotações do eixo. Segundo Camargo (2014), o motor de passo é utilizado quando algo deve ser posicionado de forma muito precisa ou quando deve ser girado em um ângulo exato. A seguir, será apresentado o diagrama de funcionamento de um motor de passo de ímã permanente (PM, do inglês Permanent Magnet), em que os quatro polos (A, B, C e D) são energizados na sequência em uma polaridade, para, depois, a polaridade ser revertida, alcançando oito posições por rotação.
FIGURA 13 – DIAGRAMA DE UM MOTOR DE PASSO PM
FONTE: Lamb (2015, p. 145)

TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
33
Os inversores de frequência variável (VFDs, do inglês Variable Frequency Drives) convertem a energia de estado sólido. “Eles, primeiramente, convertem uma tensão CA de entrada em CC e, em seguida, reconstroem uma forma de onda CA ao alterar a alimentação CC rapidamente na frequência e tensão desejadas para aproximar um sinal senoidal”, segundo Lamb (2015, p. 145). Segundo Silveira (2019, s.p.), “é um tipo de controlador que tem a função de acionar um motor elétrico e, ao mesmo tempo, variar a frequência e a tensão que é fornecida ao motor com o objetivo de controlar a sua velocidade e potência consumida”. Conforme Silveira (2019), o VFD também é conhecido como drive de velocidade variável, drive ajustável da velocidade, drive de frequência ajustável, drive CA, microdrive ou, até mesmo, inversor.
• Elementos de máquinas e mecanismos
Um mecanismo transfere ou transforma a força. Lamb (2015) aponta, como exemplos: alavanca, roda e eixo, polia, plano inclinado, rampa, parafuso, engrenagens, cames, rolamentos, acoplamentos, garras, freios, correias e correntes. Os dispositivos acionados por cames permitem que um movimento de rotação seja transformado em movimento linear.
O came, que é um disco circular ou oval, conduz um eixo linearmente (seguidor) com o auxílio de uma mola, para que came e seguidor permaneçam sempre em contato. A seguir, será apresentado um esquema de operação do came.
A catraca permite que o movimento seja realizado somente em uma direção. Quando se desejam movimentos em direções opostas, utiliza-se uma lingueta de mola, que é encaixada nos dentes. Esses sistemas são utilizados em mecanismos de levantamento.
FIGURA 14 – (A) OPERAÇÃO DO CAME; (B) CATRACA E LINGUETA
FONTE: (a) Lamb (2015, p. 148); Lamb (2015, p. 149)

34
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
As engrenagens transformam o movimento rotativo de uma velocidade, direção ou força em outro movimento rotativo. Possuem dentes levemente inclinados, que se encaixam em outros dispositivos dentados. A combinação de diversas engrenagens é chamada de trem de engrenagens. O tipo mais comum de engrenagem é a roda dentada cilíndrica, que engrena eixos paralelos. Quando é externa, os eixos giram em direções opostas, quando é interna, os eixos giram na mesma direção.
Na engrenagem helicoidal, os dentes são cortados em ângulo, podendo engrenar eixos não paralelos. São mais silenciosas do que as rodas dentadas e, geralmente, são utilizadas em aplicações que exigem altas velocidades. As engrenagens chanfradas são cônicas, com dentes em ângulo, sendo capazes de conectar dois eixos em intersecções. Já as engrenagens sem-fim transmitem o movimento em um ângulo reto para o eixo.
FIGURA 15 – (A) ENGRENAGEM HELICOIDAL; (B) ENGRENAGEM CHANFRADA; E (C) ENGRENA-GEM SEM-FIM
FONTE: (a) Lamb (2015, p. 151); (b) Lamb (2015, p. 151); (c) Lamb (2015, p. 152)
Os rolamentos permitem movimento relativo (deslizante ou rotacional) entre duas ou mais partes em contato. Existem rolamentos de esferas, de rolos, a ar etc. Os rolamentos com rolos lineares e trilhos são os mais utilizados para orientação de movimentos lineares.
As polias, também chamadas de roldanas, são utilizadas para transportar uma correia, uma corrente ou um cabo. As suas dimensões estão diretamente relacionadas às mudanças de velocidade, e elas podem ser combinadas para produzir vantagem mecânica e redução de velocidade. O uso mais comum, no ramo industrial, é com correias dentadas.
Os servomecanismos são uma combinação de hardware mecânico e de controle, que, a partir do retorno, controla um sistema. Esse retorno é dado na forma de erro ou de diferença entre o que foi monitorado e o que era desejado. Um atuador hidráulico é um exemplo de servomecanismo. O fuso de esfera “[...] é um atuador mecânico linear que transforma movimento rotativo em movimento

TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
35
linear com pouca fricção”, segundo Lamb (2015, p. 158). Os atuadores lineares acionados por correia utilizam correia dentada e engrenagens para movimentar o que está anexado à correia. Algumas desvantagens são as chances de escorregar e os danos na correia em casos de carga muito pesada.
A embreagem possibilita que elementos rotativos sejam engrenados ou desengrenados. A embreagem mais comum é a de fricção, podendo ser acionada por força pneumática, hidráulica, magnética etc. Os freios param, rapidamente, um elemento rotativo, com o uso de um disco ou bloco, podendo ser de forma pneumática, hidráulica, elétrica ou mecânica.
4 ELEMENTOS DE CONTROLE DE PROCESSOS
A automação industrial pode ser dividida em parte operacional, que são os hardwares, vistos na seção anterior, e parte de controle, que é a parte programável, tema desta parte. O controle de processos pode ocorrer de forma manual, quando há uma dependência das ações realizadas pelo ser humano para que certa grandeza física seja mantida o mais próximo possível do valor de referência. Camargo (2014) cita, como exemplo, o ato de tomar banho com chuveiro elétrico. Já o controle automático, como ocorre com a automação, não necessita da intervenção humana, como é o caso do controle do nível em caixas de água, com o uso de boias. O controle automático não necessita, obrigatoriamente, ser eletrônico, mas, na maioria das vezes, ele é, em função dos avanços da eletrônica e da computação.
Um sistema de controle pode ser de malha aberta ou de malha fechada (realimentado). O sistema de malha aberta não utiliza medições da variável controlada do sistema, pois se espera que as operações realizadas sejam sempre suficientes para produzir o resultado esperado. No sistema realimentado, “[...] o valor da variável utilizada para controlar o sistema depende diretamente da medida de uma variável de saída desse mesmo sistema”, conforme leciona Camargo (2014, s.p.). Os sensores são os elementos que tornam isso possível, pois enviam, ao controlador, o valor medido da variável de interesse.
A seguir, o processo será o sistema que será objeto da ação do sistema de controle; setpoint, o ponto de operação desejado do sistema; a variável controlada, o sistema tenta manter constante; a variável manipulada, aquela sobre a qual o controlador atua; e distúrbio é a alteração da variável de carga.
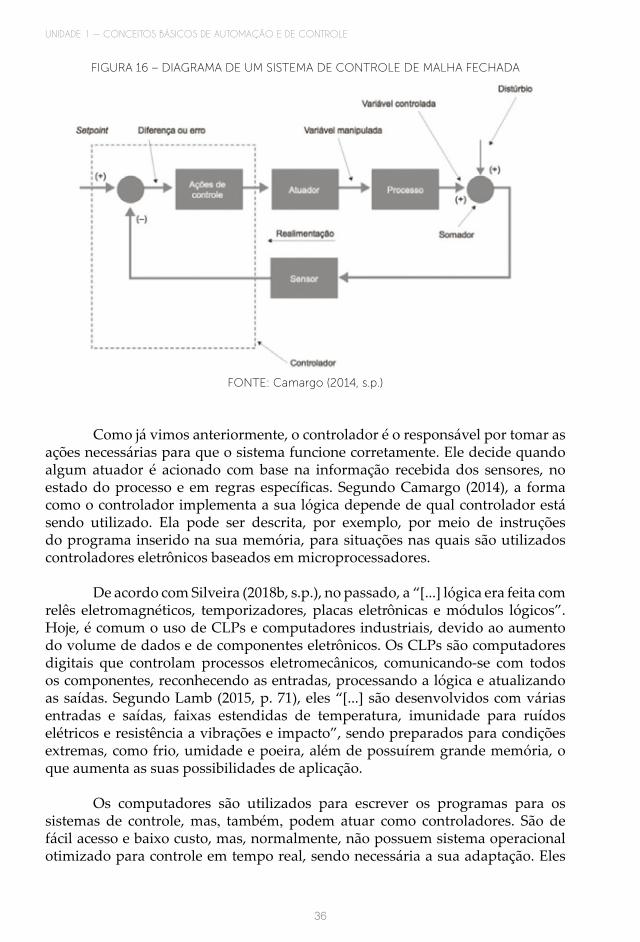
36
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
FIGURA 16 – DIAGRAMA DE UM SISTEMA DE CONTROLE DE MALHA FECHADA
FONTE: Camargo (2014, s.p.)
Como já vimos anteriormente, o controlador é o responsável por tomar as ações necessárias para que o sistema funcione corretamente. Ele decide quando algum atuador é acionado com base na informação recebida dos sensores, no estado do processo e em regras específicas. Segundo Camargo (2014), a forma como o controlador implementa a sua lógica depende de qual controlador está sendo utilizado. Ela pode ser descrita, por exemplo, por meio de instruções do programa inserido na sua memória, para situações nas quais são utilizados controladores eletrônicos baseados em microprocessadores.
De acordo com Silveira (2018b, s.p.), no passado, a “[...] lógica era feita com relês eletromagnéticos, temporizadores, placas eletrônicas e módulos lógicos”. Hoje, é comum o uso de CLPs e computadores industriais, devido ao aumento do volume de dados e de componentes eletrônicos. Os CLPs são computadores digitais que controlam processos eletromecânicos, comunicando-se com todos os componentes, reconhecendo as entradas, processando a lógica e atualizando as saídas. Segundo Lamb (2015, p. 71), eles “[...] são desenvolvidos com várias entradas e saídas, faixas estendidas de temperatura, imunidade para ruídos elétricos e resistência a vibrações e impacto”, sendo preparados para condições extremas, como frio, umidade e poeira, além de possuírem grande memória, o que aumenta as suas possibilidades de aplicação.
Os computadores são utilizados para escrever os programas para os sistemas de controle, mas, também, podem atuar como controladores. São de fácil acesso e baixo custo, mas, normalmente, não possuem sistema operacional otimizado para controle em tempo real, sendo necessária a sua adaptação. Eles
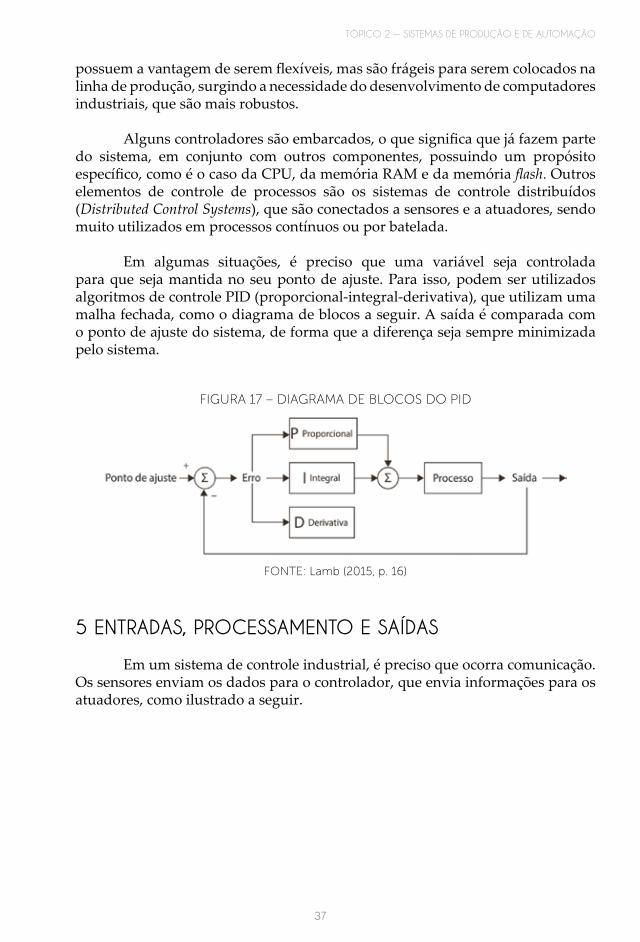
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
37
possuem a vantagem de serem flexíveis, mas são frágeis para serem colocados na linha de produção, surgindo a necessidade do desenvolvimento de computadores industriais, que são mais robustos.
Alguns controladores são embarcados, o que significa que já fazem parte do sistema, em conjunto com outros componentes, possuindo um propósito específico, como é o caso da CPU, da memória RAM e da memória flash. Outros elementos de controle de processos são os sistemas de controle distribuídos (Distributed Control Systems), que são conectados a sensores e a atuadores, sendo muito utilizados em processos contínuos ou por batelada.
Em algumas situações, é preciso que uma variável seja controlada para que seja mantida no seu ponto de ajuste. Para isso, podem ser utilizados algoritmos de controle PID (proporcional-integral-derivativa), que utilizam uma malha fechada, como o diagrama de blocos a seguir. A saída é comparada com o ponto de ajuste do sistema, de forma que a diferença seja sempre minimizada pelo sistema.
FIGURA 17 – DIAGRAMA DE BLOCOS DO PID
FONTE: Lamb (2015, p. 16)
5 ENTRADAS, PROCESSAMENTO E SAÍDAS
Em um sistema de controle industrial, é preciso que ocorra comunicação. Os sensores enviam os dados para o controlador, que envia informações para os atuadores, como ilustrado a seguir.
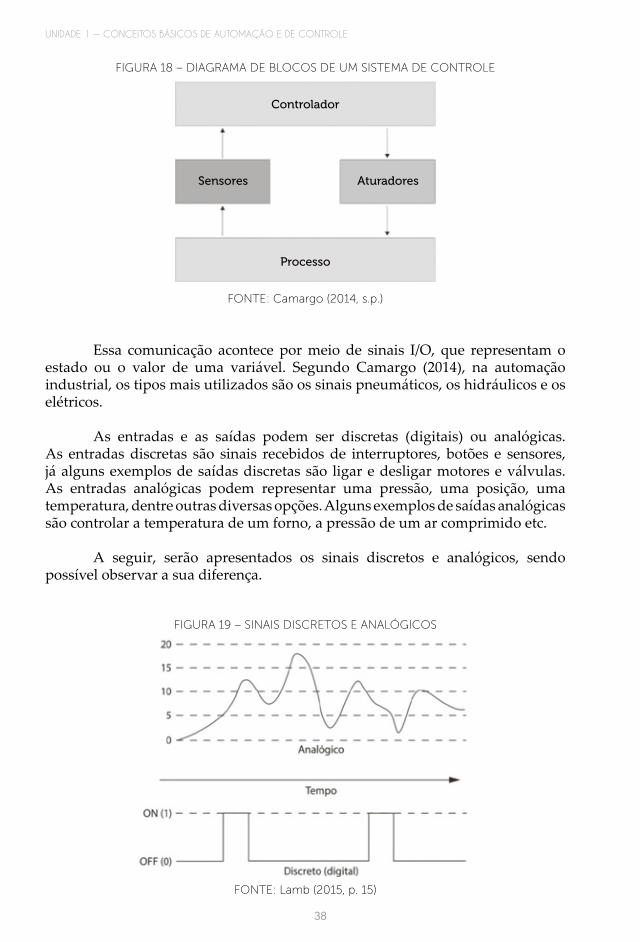
38
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
FIGURA 18 – DIAGRAMA DE BLOCOS DE UM SISTEMA DE CONTROLE
FONTE: Camargo (2014, s.p.)
Essa comunicação acontece por meio de sinais I/O, que representam o estado ou o valor de uma variável. Segundo Camargo (2014), na automação industrial, os tipos mais utilizados são os sinais pneumáticos, os hidráulicos e os elétricos.
As entradas e as saídas podem ser discretas (digitais) ou analógicas. As entradas discretas são sinais recebidos de interruptores, botões e sensores, já alguns exemplos de saídas discretas são ligar e desligar motores e válvulas. As entradas analógicas podem representar uma pressão, uma posição, uma temperatura, dentre outras diversas opções. Alguns exemplos de saídas analógicas são controlar a temperatura de um forno, a pressão de um ar comprimido etc.
A seguir, serão apresentados os sinais discretos e analógicos, sendo possível observar a sua diferença.
FIGURA 19 – SINAIS DISCRETOS E ANALÓGICOS
FONTE: Lamb (2015, p. 15)
Controlador
Sensores Aturadores
Processo

TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
39
Devido à grande complexidade das operações industriais, os sistemas de automação devem possuir redes de comunicação que garantam velocidade e segurança na troca de dados entre todos os dispositivos envolvidos no processo (sensores, atuadores, computadores, controladores etc.), conforme leciona Siembra Automação ([2019?]). Os métodos de comunicação são utilizados para transferir essas grandes quantidades de informação.
Os dispositivos são interligados por meio de uma rede de comunicação, em que cada elemento é chamado de nó. Veja, a seguir, algumas formas de comunicação.
• Serial: “sequências digitais de uns e zeros enviadas por um fio simples. Elas podem alternar entre envio e recebimento de dados ou ter uma linha dedicada para cada tipo de sinal”, segundo Lamb (2015, p. 19).
• Paralela: múltiplos dígitos podem ser transmitidos de forma paralela, aumentando a taxa de transferência de dados, mas, também, o custo com cabeamento.
• Ethernet: é uma estrutura para a tecnologia de redes de computadores, sendo bem mais veloz do que a serial e a paralela.
• USB: permite a comunicação entre dispositivos periféricos de computadores.• Wireless: são redes de computadores que não são ligados por cabos, conectando
equipamentos distantes entre si.
De acordo com Camargo (2014), os sinais passam por processos de aquisi-ção, condicionamento, transmissão, processamento e representação. A aquisição do sinal começa com a medida do valor da variável física, com o uso dos sensores, para que, depois, ocorra o condicionamento. A transmissão, normalmente, ocorre de forma pneumática ou elétrica, mas, em algumas situações, é preciso que o sinal seja convertido para que seja recebido pelos receptores (indicador, registrador, controlador, alarme, computador, atuador etc.), que representam os resultados.
6 SISTEMAS DE PRODUÇÃO E AUTOMAÇÃO
Neste texto, você terá uma visão geral dos sistemas de produção industrial e dos recursos utilizados na automatização dos processos industriais.
• Sistemas de produção industrial
Os sistemas de produção são indispensáveis na era industrial. Os atuais processos de produção devem considerar os aspectos econômicos do mundo moderno, como globalização, terceirização, qualidade, eficiência operacional, automação etc. A seguir, você poderá conferir mais características desses aspectos.
40
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
QUADRO 1 – ASPECTOS ECONÔMICOS DO MUNDO MODERNO
FONTE: O autor
A seguir, você encontrará um panorama geral dos sistemas de produção, abordando como o controle e a automação podem beneficiá-los.
Um sistema de produção é a integração de mais de uma estação de trabalho, automatizada ou manual, buscando um efeito colaborativo. São exemplos desses sistemas: linhas de produção ou de montagem e células de manufatura.
Nas instalações da fábrica, os equipamentos, normalmente, são organizados em grupos lógicos, que podem ser formados por células individuais de trabalho, em que há apenas um trabalhador responsável, além de vários equipamentos e grupos de pessoas trabalhando, mas há três categorias básicas quanto à participação humana nos sistemas de produção: sistemas de trabalho manual, sistemas trabalhador-máquina e sistemas automatizados.
Globalização Países da América Latina e Ásia se tornam importantes fornecedores de produtos manufaturados.
Terceirização Oferta de mão de obra barata de países subdesenvolvidos e incentivos fiscais.
Qualidade Os clientes exigem que os produtos adquiridos sejam de alta qualidade.
Eficiência operacional
Eficiência nas operações superam algumas desvantagens, principalmente, em relação ao custo de mão de obra.
Automação Redução de custos com mão de obra e melhora na qualidade e na consistência do produto.
Segundo Antunes et al. (2008), processo é um fluxo integrado de materiais do início ao fim da produção. Em alguns pontos desse fluxo, aparecem pessoas e máqui-nas (p. ex.: trabalhadores de transporte, operadores de torno mecânico, operadores de inspeção). Em outros pontos, a análise da função processo indica, apenas, que existe um material ou um lote de material parado.
NOTA
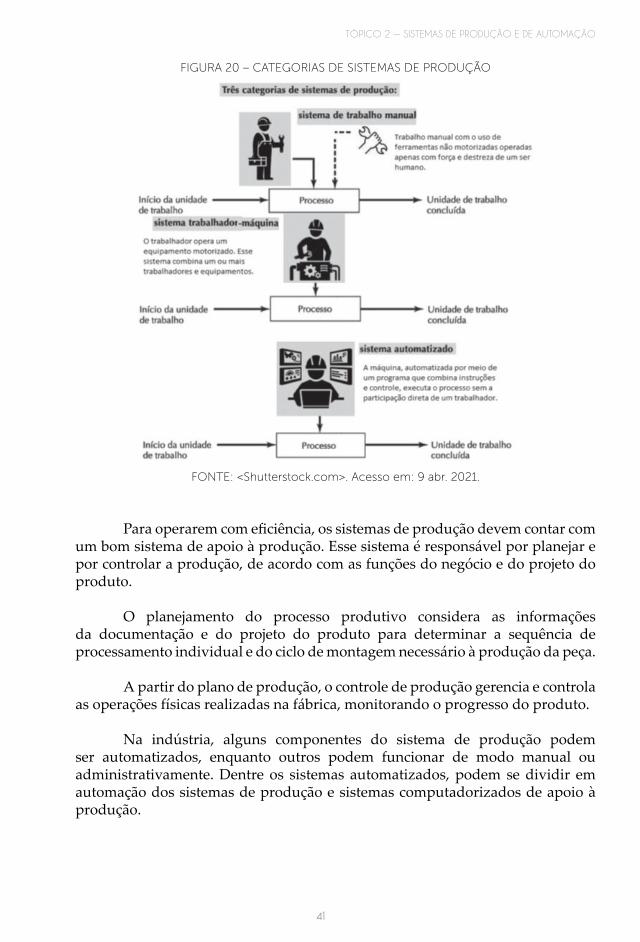
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
41
FIGURA 20 – CATEGORIAS DE SISTEMAS DE PRODUÇÃO
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
Para operarem com eficiência, os sistemas de produção devem contar com um bom sistema de apoio à produção. Esse sistema é responsável por planejar e por controlar a produção, de acordo com as funções do negócio e do projeto do produto.
O planejamento do processo produtivo considera as informações da documentação e do projeto do produto para determinar a sequência de processamento individual e do ciclo de montagem necessário à produção da peça.
A partir do plano de produção, o controle de produção gerencia e controla as operações físicas realizadas na fábrica, monitorando o progresso do produto.
Na indústria, alguns componentes do sistema de produção podem ser automatizados, enquanto outros podem funcionar de modo manual ou administrativamente. Dentre os sistemas automatizados, podem se dividir em automação dos sistemas de produção e sistemas computadorizados de apoio à produção.

42
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
Hoje, esses dois sistemas se fundem para implementar um sistema de produção automatizado. Em uma indústria, normalmente, são necessários recursos computacionais que são conectados aos sistemas de apoio à produção e aos sistemas de controle do funcionamento da fábrica.
• O controle nos sistemas de produção
Você convive com sistemas de controle no seu dia a dia e, muitas vezes, talvez nem perceba. É o caso das escadas rolantes e de sistemas de controle de temperatura, presentes em ares-condicionados, por exemplo. Outros equipamentos dependem de sistemas assim: elevadores, geladeiras, chuveiros, até foguetes e satélites.
FIGURA 21 – EXEMPLOS DE SISTEMAS DE CONTROLE (AR-CONDICIONADO, FOGUETES)
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
Antes de iniciar os estudos dos sistemas de controle, é necessário que você conheça algumas definições. A seguir, traremos, de modo esquemático, quatro definições importantes para o nosso assunto: sistema, controle, controlador e sistema de controle.
O termo “manufatura assistida por computador” é utilizado para indicar o amplo uso de computadores nos sistemas de produção.
NOTA
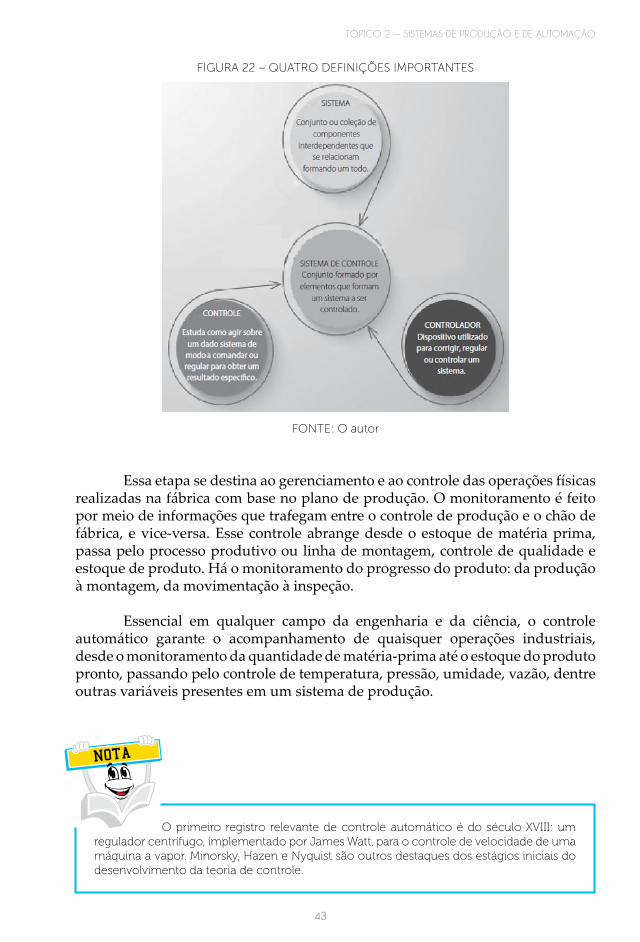
TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
43
FIGURA 22 – QUATRO DEFINIÇÕES IMPORTANTES
FONTE: O autor
Essa etapa se destina ao gerenciamento e ao controle das operações físicas realizadas na fábrica com base no plano de produção. O monitoramento é feito por meio de informações que trafegam entre o controle de produção e o chão de fábrica, e vice-versa. Esse controle abrange desde o estoque de matéria prima, passa pelo processo produtivo ou linha de montagem, controle de qualidade e estoque de produto. Há o monitoramento do progresso do produto: da produção à montagem, da movimentação à inspeção.
Essencial em qualquer campo da engenharia e da ciência, o controle automático garante o acompanhamento de quaisquer operações industriais, desde o monitoramento da quantidade de matéria-prima até o estoque do produto pronto, passando pelo controle de temperatura, pressão, umidade, vazão, dentre outras variáveis presentes em um sistema de produção.
O primeiro registro relevante de controle automático é do século XVIII: um regulador centrífugo, implementado por James Watt, para o controle de velocidade de uma máquina a vapor. Minorsky, Hazen e Nyquist são outros destaques dos estágios iniciais do desenvolvimento da teoria de controle.
NOTA
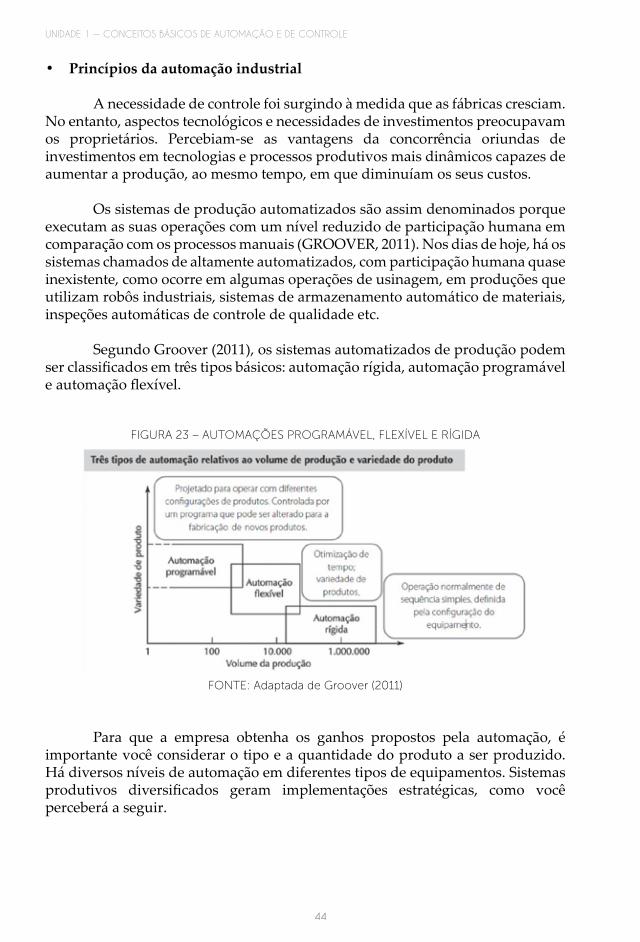
44
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
• Princípios da automação industrial
A necessidade de controle foi surgindo à medida que as fábricas cresciam. No entanto, aspectos tecnológicos e necessidades de investimentos preocupavam os proprietários. Percebiam-se as vantagens da concorrência oriundas de investimentos em tecnologias e processos produtivos mais dinâmicos capazes de aumentar a produção, ao mesmo tempo, em que diminuíam os seus custos.
Os sistemas de produção automatizados são assim denominados porque executam as suas operações com um nível reduzido de participação humana em comparação com os processos manuais (GROOVER, 2011). Nos dias de hoje, há os sistemas chamados de altamente automatizados, com participação humana quase inexistente, como ocorre em algumas operações de usinagem, em produções que utilizam robôs industriais, sistemas de armazenamento automático de materiais, inspeções automáticas de controle de qualidade etc.
Segundo Groover (2011), os sistemas automatizados de produção podem ser classificados em três tipos básicos: automação rígida, automação programável e automação flexível.
FIGURA 23 – AUTOMAÇÕES PROGRAMÁVEL, FLEXÍVEL E RÍGIDA
FONTE: Adaptada de Groover (2011)
Para que a empresa obtenha os ganhos propostos pela automação, é importante você considerar o tipo e a quantidade do produto a ser produzido. Há diversos níveis de automação em diferentes tipos de equipamentos. Sistemas produtivos diversificados geram implementações estratégicas, como você perceberá a seguir.

TÓPICO 2 — SISTEMAS DE PRODUÇÃO E DE AUTOMAÇÃO
45
QUADRO 2 – DEZ ESTRATÉGIAS DE AUTOMAÇÃO
FONTE: Adaptado de Seleme e Seleme (2013)
Estratégia Resultado esperado1 – Especialização de operações Reduz o tempo de operação.
2 – Operações combinadas Reduz o número de máquinas, o tempo de trabalho manual e o tempo de não operação.
3 – Operações simultâneasReduz o tempo da operação, o número de máquinas, o tempo de trabalho manual e o tempo de não operação.
4 – Integrações de operações Reduz o número de máquinas, o tempo de trabalho manual e o tempo de não operação.
5 – Aumento de flexibilidade Reduz o tempo de produção, o trabalho em processo e a utilização.
6 – Melhoramento do manuseio material e armazenamento
Reduz o tempo de não operação, o tempo de produção e o trabalho em processo.
7 – Inspeção on-line Reduz o tempo de não operação, as perdas e o desperdício.
8 – Controle de processo e otimização
Reduz o tempo de operação, as perdas e o desperdício.
9 – Controle de operações da planta
Reduz o tempo de não operação, o tempo de produção e a utilização.
10 - Manufatura integrada por computador
Reduz o tempo de produção, o tempo de projeto, a utilização e o tempo de planejamento da produção.
A automatização reduz o tempo de ciclos de produção, melhora a qualidade e a consistência do produto. Equipamentos automatizados compensam as desvantagens dos custos com a mão de obra.
NOTA
46
RESUMO DO TÓPICO 2
Neste tópico, você aprendeu que:
• A necessidade de aumento da produtividade fez com que a automação industrial transformasse os sistemas automáticos, por volta do início do século XX, com o uso de computadores, servomecanismos, controladores programáveis etc., permitindo que máquinas fossem controladas para executar os seus trabalhos.
• A automação industrial, por meio do uso de comandos lógicos programáveis e de equipamentos mecanizados, permite que processos industriais sejam controlados, garantindo os seus resultados.
• A automação industrial pode ser dividida em parte operacional, que são os hardwares, e em parte de controle, que é a parte programável.
• Os computadores são utilizados para escrever os programas para os sistemas de controle, mas, também, podem atuar como controladores.
• Os sistemas de produção são indispensáveis na era industrial e que os atuais processos de produção devem considerar os aspectos econômicos do mundo moderno, como globalização, terceirização, qualidade, eficiência operacional, e automação.

47
1 O sucesso da automação industrial depende da escolha adequada do hardware que deve ser utilizado. Selecione a alternativa que apresenta o hardware que possibilita a interface com o operador:
a) ( ) Bloco de distribuição.b) ( ) Tela sensível ao toque.c) ( ) Controlador de movimento.d) ( ) Controlador lógico programável.e) ( ) Inversor de frequência variável.
2 Máquinas e equipamentos necessitam que a energia seja desconectada em situações extremas e, para isso, existem algumas possibilidades de desconectores. Selecione a alternativa que apresenta dois desconectores.
a) ( ) Came e relé.b) ( ) Sensor e relé.c) ( ) Tela e fusível.d) ( ) Disjuntor e fusível.e) ( ) Disjuntor e sensor.
3 O controle dos processos pode ocorrer de forma manual ou automática, sendo, esta última, por meio da automação industrial. O sistema de controle com malha fechada é realimentado com informações de saída. Selecione a alternativa que apresenta a variável que o sistema tenta manter constante.
a) ( ) Variável manipulada.b) ( ) Variável controlada.c) ( ) Variável alternativa.d) ( ) Variável definitiva.e) ( ) Variável subjetiva.
4 Os controladores lógicos programáveis (CLPs) são equipamentos relativamente recentes que surgiram em substituição a outros controladores, como relés eletromagnéticos, temporizadores, placas eletrônicas e módulos lógicos. Selecione a alternativa que apresenta uma característica dos CLPs :
a) ( ) São frágeis para serem colocados na linha de produção.b) ( ) Já vêm embarcados em todos os equipamentos.c) ( ) São equipados com uma entrada e uma saída.d) ( ) Têm resistência à vibração e ao impacto.e) ( ) Têm memória limitada.
AUTOATIVIDADE
48
5 Em um sistema de controle industrial, é preciso que ocorra comunicação entre o processo e o controlador. Para isso, são recebidas informações dos sensores, permitindo que os atuadores realizem as suas funções. Selecione a alternativa que apresenta um exemplo de sinal de entrada discreta :
a) ( ) Posição de um pistão.b) ( ) Temperatura de um forno.c) ( ) Acionamento de um botão.d) ( ) Velocidade de injeção em um molde.e) ( ) Pressão em um sistema de ar comprimido.
6 Qual alternativa apresenta três das realidades econômicas do mundo moderno as quais os processos industriais atuais tendem a buscar?
a) ( ) Terceirização, qualidade e produção manual.b) ( ) Globalização, mão de obra própria e eficiência operacional.c) ( ) Produção manual, qualidade e globalização.d) ( ) Eficiência operacional, produção manual e terceirização.e) ( ) Terceirização, globalização e qualidade.
7 Em qual sistema de produção a máquina tem um programa que combina instruções e controle e executa o processo sem a participação direta do trabalhador?
a) ( ) Sistema de produção artesanal.b) ( ) Sistema trabalhador-máquina.c) ( ) Sistema automatizado.d) ( ) Sistema de trabalho manual.e) ( ) Sistema de manufatura.
8 Um conjunto constituído por elementos que formam um sistema a ser controlado é:
a) ( ) Controle.b) ( ) Sistema.c) ( ) Controlador.d) ( ) Sistema de controle.e) ( ) Manufatura assistida por computador.
9 Quem foi o autor do primeiro grande registro histórico de aplicação de controle automático – um controlador de velocidade para uma máquina a vapor, em 1769?
49
a) ( ) Minorsky.b) ( ) James Watt.c) ( ) Hazen.d) ( ) Nyquist.e) ( ) George Devol.
10 Qual das 10 estratégias apresentadas tem, como resultado esperado, a redução do tempo da operação, do número de máquinas, do tempo de trabalho manual e do tempo de não operação?
a) ( ) Operações simultâneas.b) ( ) Operações combinadas.c) ( ) Inspeção on-line.d) ( ) Integrações de operações.e) ( ) Manufatura integrada por computador.
50

51
TÓPICO 3 — UNIDADE 1
CONCEITOS BÁSICOS DE CONTROLE
1 INTRODUÇÃO
No controle industrial, um grande número de variáveis, que compreende desde a vazão, temperatura e pressão, até o tempo e a distância, pode ser detectado simultaneamente. Todas podem ser variáveis interdependentes em um único processo que exige sistemas de microprocessador complexos e desempenham um controle total. Devido aos rápidos avanços na tecnologia, os instrumentos, atualmente, em uso, podem se tornar obsoletos em um futuro próximo, visto que novas técnicas de medição mais eficientes são constantemente concebidas.
As mudanças são impulsionadas pela necessidade de melhorar a exatidão, a qualidade, a precisão e o desempenho. Para medir parâmetros de forma precisa, foram desenvolvidas técnicas que eram impossíveis há poucos anos.
2 CONCEITOS BÁSICOS DE CONTROLE
Você aprenderá a definição básica de controle, a diferença entre controle direto e controle indireto, entre controle contínuo e controle discreto, além de outras definições importantes para a continuidade dos estudos.
• Contexto histórico
Desde que a humanidade passou a produzir os bens dos quais necessitava, surgiu, também, a necessidade de controlar esse processo. Com isso, foram se definindo os conceitos de manufatura e de sistema produtivo.
Os procedimentos que envolvem a manufatura foram sendo ordenados, divididos em etapas ou fases.
No processo de manufatura, o ser humano era o responsável pelo controle e pela execução de todos os procedimentos envolvidos. Com isso, além da baixa produtividade, a qualidade dependia totalmente da habilidade humana.
A partir do surgimento da máquina a vapor, nasce a ideia de se utilizarem máquinas, também, no sistema produtivo. Mesmo não tendo, ainda, elementos de controle automático, e dependendo do ser humano para o controle das suas ações, as máquinas representavam um avanço, comparadas à força e à velocidade humanas.

52
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
Quando James Watt inventou um regulador mecânico para a pressão do vapor, as máquinas passaram a ter um papel significativo na indústria, pois, com um dispositivo regulando a pressão do vapor automaticamente, a máquina podia efetuar uma etapa de um processo. Começa a surgir, então, o processo industrial, no lugar do processo de manufatura, no qual as máquinas faziam parte do processo produtivo.
Mesmo com a atuação das máquinas, o controle do processo ainda não era feito de modo automático, pois toda ação da máquina dependia da supervisão e do comando humanos. Agora, o objetivo era que a máquina tivesse cada vez mais autonomia no processo de fabricação, isto é, controle automático de processo. Contudo, era difícil conseguir apenas com elementos mecânicos, o que impediu os avanços. No século XX, com a eletricidade, vieram os controles elétricos e eletrônicos, mais versáteis e dinâmicos do que os controles mecânicos, estabelecendo, de vez, a automação de processos nos dias de hoje.
• Definição de controle
Conforme será visto a seguir, o controle estuda como agir sobre determinado sistema, de modo a comandar ou a regular para obter um resultado específico. A teoria de controle moderna tem aplicação não só no ramo da engenharia, mas tem mostrado resultados significativos em outras áreas (como medicina, economia e biologia).
De modo sucinto, você pode dizer que o objetivo do controle é atingir um determinado valor de saída, denominado de ponto de ajuste ou SP (set-point). A estratégia de controle é o modo como esses objetivos são atingidos.
FIGURA 24 – EXEMPLO DE CONTROLE MANUAL
FONTE: O autor
TÓPICO 3 — CONCEITOS BÁSICOS DE CONTROLE
53
3 TIPOS DE CONTROLE
• Controles manual e automático
Os controles estão divididos em dois grandes grupos, o controle manual e o controle automático.
O controle, seja manual, seja automático, não está presente apenas na indústria ou em grandes processos tecnológicos. No nosso cotidiano, o controle está presente no nosso banho, mantendo a temperatura da água agradável; ao acendermos uma lâmpada etc.
No controle manual, o processo é controlado por meio de dispositivos manuais, de modo que o operador passa a ser responsável diretamente pelo trabalho, processando, de modo manual, o sinal que atua diretamente no dispositivo de controle.
O objetivo do controle automático é manter uma variável estável ou condicioná-la a um determinado valor. Para atingir o valor desejado, o sistema de controle deve conhecer a variável a ser controlada, o desvio aceitável e o sinal de correção para, assim, aplicar uma ação de controle que possa reduzir ou anular o desvio. Esse tipo de controle é muito utilizado, atualmente, na indústria.
FIGURA 25 – EXEMPLO DE CONTROLE AUTOMÁTICO
FONTE: <Shutterstock.com>. Acesso em: 9 abr. 2021.
54
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
Na indústria, há um grande número de variáveis que podem ser controladas, desde pressão, vazão e temperatura, até tempo e distância. Com os avanços tecnológicos, muitos instrumentos, hoje, utilizados, podem se tornar obsoletos em pouco tempo, pois novas técnicas, mais eficientes, são constantemente desenvolvidas.
NOTA
• Controle contínuo e controle discreto
Nas indústrias de processos, os sistemas de controle tendem a priorizar o controle de variáveis e parâmetros contínuos. As indústrias de produção, no entanto, fabricam produtos e peças discretas, e a tendência é que os seus controladores enfatizem as variáveis e os parâmetros discretos. As operações de produção possuem dois tipos básicos de variáveis e parâmetros e, também, dois tipos básicos de controle:
• Controle contínuo: as variáveis e os parâmetros são contínuos e analógicos.• Controle discreto: as variáveis e os parâmetros são discretos e, na maioria das
vezes, discretos binários.
A maioria das operações industriais de processo e de produção discreta, na prática, inclui variáveis e parâmetros contínuos como discretos. Assim, muitos controladores industriais são projetados com capacidade de receber, operar e transmitir os dois tipos de sinais e dados.
Na década de 1960, os controladores analógicos começaram a ser substituídos por computadores digitais em aplicações de controle contínuo de processos, desse modo, as variáveis contínuas de processo não foram mais medidas de forma contínua. Ao contrário disso, são recolhidas periodicamente, formando um sistema discreto de amostragem de dados que se aproximam dos sinais de controle transmitidos, anteriormente, por controladores analógicos. Assim, no controle de processos com computadores digitais, variáveis e parâmetros contínuos também possuem características de dados discretos. No projeto da interface, entre o processo e o computador, e nos algoritmos de controle usados pelo controlador, essas características devem ser consideradas.
A seguir, Groover (2011) comparará os controles contínuo e discreto.
TÓPICO 3 — CONCEITOS BÁSICOS DE CONTROLE
55
QUADRO 3 – COMPARAÇÃO ENTRE CONTROLE CONTÍNUO E CONTROLE DISCRETO
FONTE: Adaptado de Groover (2011)
• Controle direto e controle indireto
Normalmente, para obter um melhor resultado, opta-se por medir, além de controlar, diretamente, as variáveis que mostram o estado do sistema ou a qualidade do produto.
Medir e controlar, diretamente, a qualidade do produto, nos sistemas de controle de processos, não são tarefas fáceis, porque essa qualidade pode ser difícil de medir. Muitas vezes, é necessário controlar uma variável secundária. Variáveis, como temperatura e pressão, por exemplo, estão diretamente relacionadas com a qualidade, portanto, podem ser controladas. Contudo, outras variáveis podem afetar a relação entre a qualidade e a variável medida, por isso, talvez, o controle indireto de um sistema não seja tão eficiente quanto o controle direto. Mesmo sendo difícil, é sempre preferível controlar a variável primária diretamente.
Fator decomparação
Controle contínuo nasindústrias de processo
Controle discreto nasindústrias de produção
discreta
Medidas típicas de saída de produto
Medidas de peso, medidas de volume de líquidos, medidas de volume de sólidos
Número de peças, número de produtos
Medidas típicas de qualidade
Consistência, concentração da solução, ausência de contaminantes, conformidade com as especificações
Dimensões, acabamento superficial, aparência, ausência de defeitos, confiabilidade do produto
Variáveis e parâmetros típicos Temperatura, vazão, pressão Posição, velocidade,
aceleração, força
Sensores típicosMedidores de fluxo, termopares, sensores de pressão
Interruptores de fim de curso, sensores fotoelétricos, extensômetros, sensores piezoelétricos
Atuadores típicos Válvulas, aquecedores, bombas
Interruptores, motores, pistões
Constantes típicas de tempode processo
Segundos, minutos, horas Menos de um segundo

56
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
• Outras definições
Agora, você aprenderá outras definições importantes para o estudo dos sistemas de controle.
• Controladores: atuando como núcleo ou ligados em rede, os controladores fornecem a computação, os cálculos e o gerenciamento da parte de I/O de um sistema de automação. Dois tipos de controladores são os computadores e os CLPS.
• Computadores: ferramenta responsável por programar os sistemas de controle, os computadores funcionam, também, como o controlador real em algumas máquinas. Isso é vantajoso, pois tem custo relativamente baixo, devido à ampla disponibilidade.
• Controladores lógicos programáveis (CLPs): controlam processos eletromecânicos e, embora sejam, basicamente, computadores digitais, têm várias entradas e saídas, resistência a vibrações e impactos, temperaturas extremas e ruídos elétricos que os diferem dos computadores de uso geral.
• Planta: parte ou um conjunto de itens de uma máquina/equipamento que pode funcionar conjuntamente, a fim de desempenhar determinada operação. Nos nossos estudos, denominaremos, como uma planta, qualquer objeto físico a ser controlado.
• Processos: Ibarz e Barbosa-Cánovas (2002) definem um processo como o conjunto de atividades ou operações industriais que modifica as propriedades das matérias-primas com o propósito de obter produtos que atendam às necessidades da sociedade. Nos nossos estudos, denominaremos, de “processo”, qualquer operação a ser controlada.
• Sistemas: é uma combinação de componentes que atuam, em conjunto, para atingir determinado objetivo.
• Distúrbio: é um sinal que pode afetar, adversamente, o valor da saída de um sistema.
• Controle realimentado: é uma operação que, na presença de distúrbios, busca reduzir a diferença entre a saída de um sistema e a entrada de referência, operando com base nessa diferença.
• Variável do processo (PV): quantidade, propriedade ou condição física medida para que se possa efetuar a indicação e/ou controle do processo (nesse caso, também chamada de variável controlada).
• Variável manipulada (MV): grandeza operada com a finalidade de manter a variável controlada no valor desejado.
• Set-point (SP): valor desejado estabelecido previamente como referência.• Set Valor (SV): ponto de controle no qual o valor controlado deve permanecer.• Desvio: valor resultante da diferença entre o valor desejado e o valor real da
variável controlada.• Ganho: o valor resultante do quociente entre o sinal de saída e o sinal de
entrada. A entrada e a saída devem ser expressas na mesma unidade.• Servomecanismos: também são chamados de sistemas de controle de posição,
ou seja, sistemas de controle realimentado em que a saída é alguma posição mecânica, de velocidade ou aceleração.

TÓPICO 3 — CONCEITOS BÁSICOS DE CONTROLE
57
• No nosso cotidiano
No nosso cotidiano, convivemos, constantemente, com sistemas automáticos, que foram criados para facilitar as nossas vidas. Convivemos com automação o tempo todo e, muitas vezes, nem notamos, conforme poderemos observar a seguir:
FIGURA 26 – SISTEMAS AUTOMATIZADOS NO DIA A DIA
FONTE: <https://sagahcm.sagah.com.br/sagahcm/sagah_ua_dinamica/23964173#pratique>. Acesso em: 9 abr. 2021.

58
UNIDADE 1 — CONCEITOS BÁSICOS DE AUTOMAÇÃO E DE CONTROLE
LEITURA COMPLEMENTAR
SISTEMAS FLEXÍVEIS DE MANUFATURA: DEFINIÇÕES E QUADRO DE TRABALHO PARA FUTURA PESQUISA
Vagner Gerhard Mancio¹; Miguel Afonso Sellitto²
Programa de Pós-Graduação em Engenharia de Produção e Sistemas – PPGEPS - Universidade do Vale do Rio dos Sinos – UNISINOS – São Leopoldo/RS – Brasil - ¹
[email protected]; ² [email protected] Revista GEINTEC– ISSN: 2237-0722. Aracaju/SE. Vol.7, n.2, p.3760-3773,
abr/maio/jun – 2017 D.O.I.: 10.7198/geintec.v7.i2.709
Resumo
O objetivo deste artigo é oferecer uma revisão conceitual dos Sistemas Flexíveis de Manufatura (FMS). Ao fim, construiu-se um quadro de trabalho que pode ser útil para organizar o esforço em futuras pesquisas em FMS’s. Os equipamentos típicos presentes em FMS são: máquinas-ferramenta, movimentadores, manipuladores, estruturas de armazenagem e transelevadores, e inspetores, todos automáticos. Os softwares típicos de gerenciamento incluem CAD, CAE, CAM, CAPP e redes industriais robustas. A revisão apontou que algumas técnicas gerenciais podem ser tema de futura pesquisa, como formação de células e otimização de rotas e picking. Palavras-chave: manufatura flexível, automação, manufatura integrada, máquinas-ferramenta.
1. INTRODUÇÃO
A competitividade do mercado de manufatura se intensificou a partir da década de 1960, quando custo e qualidade passaram a ser as principais preocupações dos fabricantes, em detrimento do volume de produção, até então predominante. Mais tarde, com a crescente complexidade do mercado, velocidade de entrega e flexibilidade de manufatura, também se tornaram importantes dimensões de competição (ZHANG et al., 2006). Em particular, a flexibilidade é a dimensão que permite, a empresas de manufatura, operarem em ambientes incertos e turbulentos. Com esse novo perfil estratégico, a partir dos anos 1990, as empresas de manufatura passaram a ser mais flexíveis nas suas operações (TRACEY et al., 1999), lançando mão dos chamados Sistemas Flexíveis de Manufatura (Flexible Manufacturing System - FMS). Com FMS´s, fabricantes se tornaram mais ágeis, rompendo o clássico trade-off entre velocidade e qualidade. Embora exija alto investimento inicial, o que eleva o custo fixo, o FMS pode contribuir para a competitividade de uma empresa em mercados turbulentos (BOUCHER, 2012).
59
Um FMS é um sistema de manufatura com alguma flexibilidade que permite que o sistema reaja a mudanças, previstas ou imprevistas. Essa flexibilidade pode ser de máquina, que consiste na habilidade de alterar o sistema para produzir novos produtos e novas combinações de produtos; ou pode ser de roteamento, que consiste na habilidade de usar múltiplas máquinas para executar a mesma operação (TONI; TONCHIA, 1998). Um FMS é, usualmente, composto por máquinas-ferramenta, controlado por computador e apoiado por dispositivos automatizados de movimentação de materiais. Máquinas-ferramenta são numericamente controladas e podem processar, simultaneamente, volumes médios de uma variedade média de peças: a tecnologia foi concebida para atingir a eficiência no equilíbrio entre volume e variedade de peças (BROWNE et al., 1984).
Outra definição para FMS é: um arranjo de máquinas automáticas interligadas por um sistema de movimentação automatizado, em paletes ou em outro tipo de contenedor, controlado por computador central (SHIVANAND et al., 2006). Um FMS também pode ser entendido como uma célula de manufatura automatizada, composta por estações de processamento (normalmente, máquinas-ferramentas), interligadas por um sistema automatizado de manuseio e armazenamento de material e controladas por um sistema distribuído de computação industrial. Um FMS pode processar variados tipos de peças simultaneamente nas diversas estações de trabalho, ajustando-se ao mix e à demanda do mercado (GROOVER, 2011).
Medina e Crispim (2010) afirmam que, normalmente, justifica-se a automação com base apenas na economia de mão de obra, mas a redução da variabilidade do processo automatizado pode trazer ganhos mais significativos do que a simples redução de custos. A aplicação de alta tecnologia, e, em particular, de FMS’s, deve ser avaliada por múltiplas dimensões estratégicas, como as apontadas por Boyer (1998): custo, qualidade, flexibilidade e entrega. Tal consideração torna a análise de FMS um problema de decisão multicriterial, como em Sellitto et al. (2006) e Rosa et al. (2006).
Conforme Rezaie e Ostadi (2007), na época da sua pesquisa, houve crescente preocupação com a perda de competitividade na manufatura. A introdução de FMS ajudou a recuperar a competitividade não apenas com melhorias na produtividade geral e na qualidade final do produto, mas, também, por redução de vulnerabilidades devidas a variações de demanda e do mix de produtos.
O objetivo deste artigo é oferecer uma revisão conceitual dos FMS. Os objetivos específicos são: revisar tipos de manufatura segundo o layout, em particular, o layout celular, mais adequado a FMS’s; revisar elementos típicos de FMS’s (equipamentos e software); e construir um quadro de trabalho que possa ser útil para organizar o esforço em futuras pesquisas em FMS’s. Algumas pesquisas recentes similares foram usadas neste artigo: Elmaraghy e Caggiano (2014) estudaram os resultados que podem ser esperados na implantação de células de
60
manufatura em sistemas flexíveis de manufatura (FMS). Fritzen e Saurin (2014) avaliaram os resultados de implantação de mudanças estratégicas em células de manufatura na indústria automotiva. Santos e Barbosa (2015) apresentaram diretrizes estratégicas para processos de automação em manufatura avançada na indústria automotiva. Mourtzis et al. (2014), Soares et al. (2011) e Hansen et al. (2014) exploraram a simulação computacional em práticas de manufatura celular. Costa (2013) explorou a tecnologia RFID na automação de uma célula de manufatura.
2. FMS’S E SISTEMAS DE MANUFATURA
Um FMS é um conjunto integrado de máquinas de processamento e equipamentos de manipulação, controlados por computador para processamento automático de peças paletizadas. É especialmente eficaz na produção de volume médio e variedade média de peças e representa um compromisso entre alta flexibilidade do job-shop e alta taxa de produção de linhas Transfer. Pode tratar um número limitado de famílias de peças semelhantes entre si, usando tecnologia de grupo, apresentando, ao mesmo tempo, benefícios da economia de escopo e alcançando a eficiência da economia de escala (ELMARAGHY; CAGGIANO, 2014).
SFM podem ser úteis em operações em rede, nas quais muitos pequenos fabricantes contemplam um grande comprador, conferindo, à gestão da cadeia produtiva, uma capacidade de competição baseada na flexibilidade (PEREIRA et al., 2011). Também podem ser úteis quando se deseja desenvolver sistema de manufatura sustentável (MURAKAMI et al., 2015).
Em um primeiro momento, a indústria fornecedora de FMS não experimentou os altos níveis de crescimento característicos de outras indústrias de automação (HANDFIELD; PAGELL, 1995).
O fato principal que explica o baixo crescimento inicial é que muitos pioneiros do FMS, ou seja, indústrias manufatureiras que desenvolveram e utilizaram a tecnologia, tornaram-se fornecedores de equipamentos, sem maior vocação comercial (CAPELLI, 2008). Com isso, esses fornecedores se preocuparam muito mais com o estado-da-arte tecnológica dos FMS do que com os resultados auferidos por clientes (HANDFIELD; PAGELL, 1995). Mais recentemente, observa-se que a indústria fornecedora de FMS passou a cresceu a partir do ano 2000.
FMS’s, preferencialmente, exigem layouts celulares e Tecnologia de Grupo (TG) para a sua instalação. Para que se entenda o que é o layout celular, é desejável descrever, também, os demais tipos de layout: por produto (flow-shop), por processo (job-shop), baseado em tecnologia de grupo (manufatura celular), e de posição fixa (project-shop) (ASKIN; STANDRIDGE, 1993).
61
O layout de posição fixa (project-shop) é mais utilizado para produtos de grande porte, como navios, aviões e edificações, em que o tamanho do produto faz com que seja impraticável deslocá-lo: é mais viável transportar o recurso de produção até o produto em fabricação. Peças e processos, como equipamentos de solda e maquinaria, são levados até o produto (ASKIN;STANDRIDGE, 1993). O layout de produto (flow-shop) serve a um produto específico, usualmente, em linha de fluxo: as máquinas são organizadas de modo que o produto flua da primeira estação para a segunda, da segunda para a terceira, e assim sucessivamente, até o final da linha. Linhas de montagem e linhas de transferência (linhas Transfer) são exemplos de layouts de produto e têm, como vantagens, o baixíssimo tempo de produção e o reduzido estoque em processo. O layout de proceso (job-shop) serve quando a produção exige lotes pequenos e grande variedade de produtos e de peças. Máquinas semelhantes são agrupadas por departamentos. Por exemplo, tornos e fresadoras podem formar um departamento diferente e isolado de estações de pintura. Layouts de processos são caracterizados por tempos de produção mais longos e por grande estoque em processo. A dispersão geográfica dos processos pode dificultar o fluxo de material, mas garante alta eficiência e aprendizagem por acúmulo de experiência específica em cada processo (FLINN; JACOBS, 1986).
A manufatura celular mescla características e vantagens de layouts de processo e de produtos, usualmente, com substancial redução no tempo de atravessamento e no estoque em processo. Partes e peças semelhantes são agrupadas em quantidade e volume de produção suficientes, as famílias de peças, organizadas por métodos analíticos conhecidos por Tecnologia de Grupo (TG) (BUZACOTT; SHANTHIKUMAR, 1992). Tais métodos comparecem na literatura, mas há amplo espaço para mais pesquisa, pois a eficiência da manufatura celular depende da eficiência das heurísticas usadas no seu planejamento (RENZI et al., 2014). Layouts celulares são mais adequados para operações de médio volume e média variedade.
Se a produção anual de uma operação se encontrar entre 5 e 75 mil peças por ano, possivelmente, célula de manufatura e FMS sejam uma boa alternativa. Abaixo desse intervalo, vale mais um sistema do tipo job-shop; acima, um sistema do tipo flow-shop (GROOVER, 2011).
3. EQUIPAMENTOS TÍPICOS CONSTITUINTES DE FMS’S
FMS são constituídos, usualmente, por máquinas CNC, magazine de ferramentas, movimentadores, manipuladores, armazenadores, e inspetores de material (BROWNE et al., 1984).
3.1 MÁQUINAS-FERRAMENTA CNC
Uma máquina-ferramenta CNC (Controle Numérico Computadorizado) deve integrar três elementos essenciais: a máquina e os seus controladores, a peça a ser trabalhada, e a ferramenta que trabalhará a peça. Os elementos básicos de
62
uma máquina-ferramenta com CNC são: base da máquina; dispositivos para manejo de peças; dispositivos para manejo de ferramentas; acionamentos de peças e de ferramentas; comandos dos acionamentos; e comandos lógico-programáveis e sensores (WITTE, 1998). Centros de trabalho baseados em máquinas-ferramenta CNC são dispositivos automatizados e que são capazes de executar múltiplas operações de processamento, dada a variedade de ferramentas que podem utilizar. Um centro de trabalho inclui, ao menos, uma máquina-ferramenta CNC equipada com magazine de ferramentas, cuja função é permitir, na mesma peça, e com uma única preparação, executar múltiplas operações sequenciais (fresagem, furação, brunimento etc.) (DAVIM; CORREA, 2006). O setup é automático e, praticamente, instantâneo, necessitando de mínima ou nenhuma atenção humana (SALES, 1989).
O número de eixos de uma máquina CNC está associado às possibilidades de deslocamento da ferramenta no espaço tridimensional que permitem o processamento de geometrias tridimensionais complexas (LEITE et al., 2010). A programação CNC se vale da definição dos elementos geométricos (dimensões e sólidos 3D) e tecnológicos (matéria-prima e ferramentas), podendo ocorrer manualmente, por programação gráfica interativa, ou de forma integrada, com sistemas CAD/CAM (VALERI; TRABASSO, 2003). Equipamentos CNC, geralmente, possuem sistemas automatizados de carregamento e de descarregamento e troca de ferramentas (LEITE et al., 2010).
3.2 MAGAZINE DE FERRAMENTAS
O magazine de ferramentas é o local utilizado para armazenagem temporária das ferramentas que são usadas nos diversos programas de um equipamento CNC. O magazine permite que a máquina realize múltiplas operações com trocas de ferramentas, praticamente simultâneas, obtendo um altíssimo nível de eficiência (GÓMEZ; LORENA, 1998).
As várias abordagens estruturais já propostas para a construção de magazines de ferramentas podem ser divididas em dois grupos: foco na mudança de ferramenta e foco no armazenamento de ferramenta na máquina. O critério de seleção se baseia na definição do modo de troca das ferramentas: se trocadas manualmente, ou se trocadas automaticamente. Ao preparar as ferramentas, é importante perturbar, o mínimo possível, o processo de produção: ou as ferramentas necessárias durante o período de manufatura podem ser colocadas em um buffer, integrado à máquina, ou as ferramentas são trocadas em paralelo com a produção, quando for o caso da mudança de tarefa. Ainda, são trocadas durante a manutenção da máquina (LEITE et al., 2010).

63
3.3 MOVIMENTADORES DE MATERIAIS: AGVS E TRANSPORTADORES
A movimentação de materiais no FMS ocorre em paletes e contenedores, transportados em veículos guiados automáticos (Automated Guided Vehicle System, AGVS) ou em transportadores.
AGVS são veículos sem condutor, programados autonomamente para seguir um caminho guiado em fábricas automatizadas e em instalações de paletes e contenedores de movimentação. Os principais benefícios dos AGVs são a redução dos custos de mão de obra, redução de acidentes, e acréscimo de velocidade e precisão do veículo (SHIVANAND et al., 2006). As principais técnicas utilizadas para movimentação do AGVS são: (i) orientação com cabos subterrâneos que definem caminhos fixos; (ii) comando sem fio que permite que as trajetórias sejam modificadas; (iii) orientação sem fio, por comando ótico ou por linhas pintadas no piso; (iv) orientação sem fio e referenciada remotamente, com encoders óticos que rastreiam a trajetória; (v) orientação sem fio referenciada por laser, com scanners que rastreiam a trajetória; (vi) orientação sem fio referenciada por cálculo combinado, baseado em algoritmos de rastreamento; e (vii) orientação sem fio referenciada por balizas. As principais funcionalidades e propriedades de AGVS são: (i) orientação: permite que o veículo siga uma trajetória desejada; (ii) encaminhamento: habilidade para tomar decisões ao longo do caminho, a fim de otimizar as rotas de produção; (iii) administração do tráfego: habilidade para evitar colisões; e (iv) transferência de carga: habilidade para carregar e descarregar materiais. Os principais tipos de AGVS existentes em manufatura: (i) AGVS de reboques (Towing ou Tugger AGVS); (ii) AGVS de Unidades de Carga (Unit Load AGVS), com plataformas que permitem transporte e transferência automática da carga; (iii) AGVS de Carga Leve (Ligth Load AGVS), com alta agilidade para pequenos espaços; (iv) AGVS para Linha de Montagem (AGVS Assembly Line Vehicles), específicos para abastecimento de linhas de montagem; e (v) AGVS de Empilhadeira (Fork Truck AGVS), que reproduzem as habilidades de empilhadeiras convencionais, porém, sem condutor (BARBERA; PEREZ, 2010).
Transportadores (conveyors) são utilizados para mover materiais padronizados por percursos fixos. Podem ser: de roletes, de rodízios, de esteiras, de correntes, de piso, e aéreos (GROOVER, 2011). A SSI Schäfer (2009) descreve os tipos de transportadores apropriados para FMS: (i) com estação de abastecimento ao nível do solo e elevador; (ii) com rolos de alimentação preparados para lanças de empilhadeiras ou porta-paletes; (iii) para transporte horizontal de carga; (iv) para transporte vertical de cargas; (v) com rolos e correntes em conjunto para alterações de direções da carga; (vi) com rolos em curva; e (vii) com esteiras inclinadas.

64
3.4 MANIPULADORES DE MATERIAIS: ROBÔS
O robô é o principal equipamento para manipulação automática de materiais em FMS. Um robô industrial é uma máquina programável, de aplicação geral, e que possui determinadas características antropomórficas (semelhantes a humanos), como semelhança com braços, resposta a estímulos sensoriais, comunicação com outras máquinas, e capacidade de tomada de decisões (GROOVER, 2011).
Romano e Dutra (2002) descrevem os componentes básicos de um robô para aplicação industrial: (i) manipular mecânica: consiste na combinação de elementos estruturais rígidos (corpos e elos) conectados por articulações (juntas), sendo o primeiro corpo denominado de base e, o último, de terminal, que sustenta o efetuador (garra ou ferramenta); (ii) atuadores: convertem energia elétrica, hidráulica ou pneumática em potência mecânica para movimentação; (iii) sensores: fornecem parâmetros do comportamento do manipulador, geralmente, posição, velocidade, força, ou torque; (iv) unidade de controle: gerencia e monitora os parâmetros operacionais requeridos; (v) unidade de potência: fornece a potência necessária à movimentação dos atuadores; e (vi) efetuador: é o elemento final de ligação entre o robô e o processo, como uma garra ou ferramenta.
Estremote (2009) classificou os robôs em: (i) inteligentes, capazes de interagir com o ambiente por sensores e de tomar decisões em tempo real; (ii) aprendizes, capazes de repetir uma sequência de movimentos realizados por operador humano; e (iii) autômatos, que cumprem um programa sem capacidade de interagir com o ambiente. Romano e Dutra (2002) e Rosário (2009) classificaram robôs conforme a sua característica de movimentação: (i) cartesianos/pórtico (cartesian/gantry robot), com movimentos descritos por coordenadas cartesianos (três translações); (ii) cilíndricos (cylindrical robot), com movimentos descritos por coordenadas cilíndricas (duas translações e uma rotação); (iii) esféricos (spherical robot), com movimentos descritos por coordenadas esféricas (uma translação e duas rotações); (iv) SCARA (Selective Compliance Assembly Robot Arm), com movimentos livres no plano xy e restritos no plano z, específicos para montagem de componentes de pequenas dimensões, como placas eletrônicas (BOADA et al., 2014); e (v) articulados ou antropomórficos (articulated robot), de uso geral, com formato semelhante ao humano. Shivanand et al. (2006) classificam robôs conforme sua aplicação industrial: (i) Soldagem; (ii) Pintura; (iii) Operações de montagem; e (iv) Paletização e Manuseio.
3.5 ARMAZENADORES DE MATERIAIS: ESTRUTURAS DE ARMAZENAGEM E TRANSELEVADORES
Em FMS’s, cargas são armazenadas ou recuperadas sem participação humana por sistemas de armazenagem e recuperação automáticas (Automated Storage and Retrieval System - AS/RS), compostos por estruturas de armazenagem e transelevadores. Estruturas de armazenagem são constituídas por perfis, formando estantes ou outros tipos de equipamentos de sustentação, próprias
65
para receberem e guardarem cargas paletizadas ou acondicionadas em outros tipos de contenedores. Transelevadores são estruturas móveis com capacidade das movimentações horizontal e vertical de grande velocidade, com o objetivo de levar ou trazer pallets ou contenedores entre as estruturas de armazenagem e as linhas de abastecimento de máquinas CNC (GROOVE, 2011).
Os objetivos de automação de operações de armazenamento e recuperação de materiais são: (i) aumentar a capacidade e a densidade de armazenamento; (ii) recuperar espaço de chão da fábrica; (iii) melhorar a acuracidade e a segurança; (iv) reduzir custos; e (v) melhorar o serviço ao consumidor (GROOVER, 2011). Shivanand et al. (2006) descrevem várias classes de AS/RS: (i) unidades de carga individuais de manuseio de paletes com capacidades variáveis; e (ii) carrossel AS/RS, integrando estruturas de armazenagem e transelevadores em sistemas unificados. Um importante problema de pesquisa é a otimização de rotas de AVGS e transelevadores e da ocupação de armazenadores em FMS.
3.6 INSPETORES DE PEÇAS
Medição coordenada por máquina (Coordinate Measuring Machine - CMM) pode jogar importante papel na inspeção de precisão, constituindo alternativa mais rápida e precisa do que os métodos convencionais de medição de peças complexas (SHIVANAND et al., 2006).
CMMs podem capturar informação da superfície de uma peça, segundo dois tipos de apalpação: ponto a ponto e por varredura ou scanning. Outra forma de medição por contato são os braços articulados de medição (BAMs), que usam articulações com 5, 6 ou 7 graus de liberdade e medidores angulares de precisão (enconders) para determinar a posição do apalpador. Por fim, medição fotogramétrica pode determinar o tamanho e a forma de objetos pela análise de duas ou de mais imagens bidimensionais (LIMA, 2006).
4. GERENCIAMENTO TÍPICO DE FMS: MANUFATURA INTEGRADA POR COMPUTADOR
Integração da Manufatura por Computador é elemento central no gerenciamento de FMS’s. A CIM (Computer Integrated Manufacturing - CIM) é a integração de todas as atividades envolvidas na manufatura: compra, venda, projeto, planejamento, administração, finanças e produção. A integração ocorre através de rede de comunicação e de software gerenciador. A CIM gerencia execução, supervisão e controle das atividades nos diversos setores da empresa, tornando possível a operação integrada dos setores (BELOTTI JR., 2010).
Os pacotes de softwares que, normalmente, fazem parte da estrutura de um CIM, são: CAD – Computer Aided Design, CAE – Computer Aided Engineering, CAM – Computer Aided Manufacturing e CAPP – Computer Aided Process. Projetos executados em CAD são testados no CAE, geram códigos CAM para a execução nas máquinas CNC, cuja produção é organizada no CAPP (PEIXOTO, 2012).
66
Segue um sistema de manufatura integrada por computador.
FIGURA 1 – MANUFATURA INTEGRADA POR COMPUTADOR - CIM
FONTE: Peixoto (2012)
Na figura, CAD, CAE e CAPP rodam em sistema centralizado, gerando código CAM para os controladores individuais das máquinas, que realimentam o desempenho para o CAPP (reorganização do processo) ou para o CAD (reprojeto da peça) (PEIXOTO, 2012). O CAD é um sistema gráfico computacional interativo utilizado para modelagem geométrica, descrição matemática da geometria do projeto e preparação rápida de desenhos de alta precisão. A principal utilização do CAD é a integração com os sistemas CAE e CAM. O modelo construído no CAD é transmitido para o CAM, no qual é simulada e programada a usinagem na máquina CNC (BELOTTI JR., 2010). O CAD tem capacidade de representar figuras em planos 2 e 3D. Embora o plano 2D necessite de menos espaço de memória, podendo dar respostas mais rápidas, é o plano 3D que permite que superfícies mais complexas sejam exploradas. Algoritmos têm sido desenvolvidos para aplicações específicas, como obtenção de massa e peso de componentes, centro de gravidade, momento de inércia, análises com o método dos elementos finitos, compilação de tecnologia de grupo e planejamento de processos (SILVA, 2006).
Dado um modelo fornecido pelo CAD, cabe, ao CAE, executar simulações de ensaios para avaliação de propriedades e do comportamento dos materiais em situações de uso, submetidos à variação de fatores de stress externos, como temperatura e força. Em uma peça mecânica, podem ser calculados tensões, deslocamentos, distribuição de temperatura, fluxo de calor da peça etc. O CAE contribui para redução de tempo e de custos de projeto, elevando, substancialmente, a qualidade do produto final (BELOTTI JR., 2010).
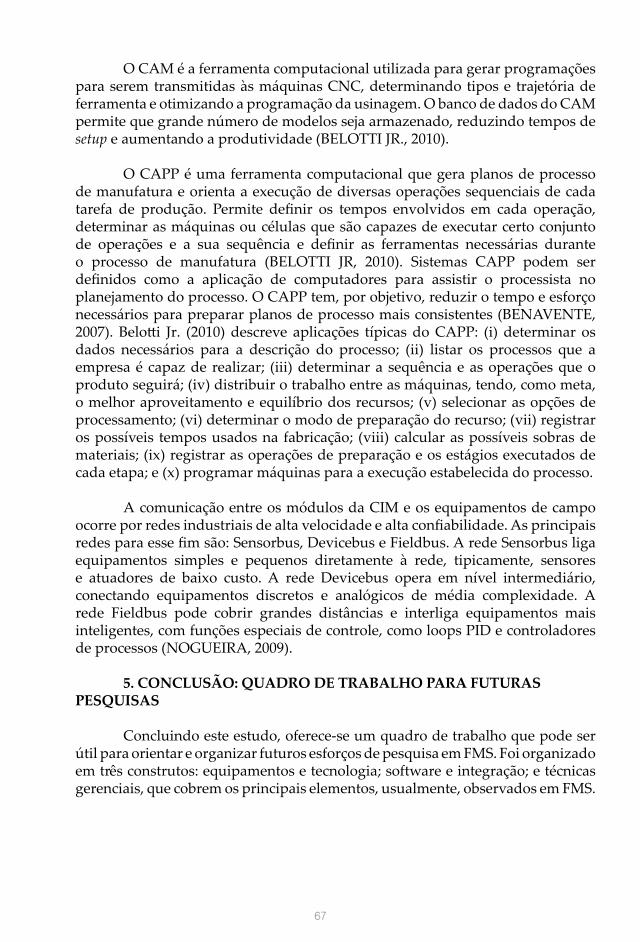
67
O CAM é a ferramenta computacional utilizada para gerar programações para serem transmitidas às máquinas CNC, determinando tipos e trajetória de ferramenta e otimizando a programação da usinagem. O banco de dados do CAM permite que grande número de modelos seja armazenado, reduzindo tempos de setup e aumentando a produtividade (BELOTTI JR., 2010).
O CAPP é uma ferramenta computacional que gera planos de processo de manufatura e orienta a execução de diversas operações sequenciais de cada tarefa de produção. Permite definir os tempos envolvidos em cada operação, determinar as máquinas ou células que são capazes de executar certo conjunto de operações e a sua sequência e definir as ferramentas necessárias durante o processo de manufatura (BELOTTI JR, 2010). Sistemas CAPP podem ser definidos como a aplicação de computadores para assistir o processista no planejamento do processo. O CAPP tem, por objetivo, reduzir o tempo e esforço necessários para preparar planos de processo mais consistentes (BENAVENTE, 2007). Belotti Jr. (2010) descreve aplicações típicas do CAPP: (i) determinar os dados necessários para a descrição do processo; (ii) listar os processos que a empresa é capaz de realizar; (iii) determinar a sequência e as operações que o produto seguirá; (iv) distribuir o trabalho entre as máquinas, tendo, como meta, o melhor aproveitamento e equilíbrio dos recursos; (v) selecionar as opções de processamento; (vi) determinar o modo de preparação do recurso; (vii) registrar os possíveis tempos usados na fabricação; (viii) calcular as possíveis sobras de materiais; (ix) registrar as operações de preparação e os estágios executados de cada etapa; e (x) programar máquinas para a execução estabelecida do processo.
A comunicação entre os módulos da CIM e os equipamentos de campo ocorre por redes industriais de alta velocidade e alta confiabilidade. As principais redes para esse fim são: Sensorbus, Devicebus e Fieldbus. A rede Sensorbus liga equipamentos simples e pequenos diretamente à rede, tipicamente, sensores e atuadores de baixo custo. A rede Devicebus opera em nível intermediário, conectando equipamentos discretos e analógicos de média complexidade. A rede Fieldbus pode cobrir grandes distâncias e interliga equipamentos mais inteligentes, com funções especiais de controle, como loops PID e controladores de processos (NOGUEIRA, 2009).
5. CONCLUSÃO: QUADRO DE TRABALHO PARA FUTURAS PESQUISAS
Concluindo este estudo, oferece-se um quadro de trabalho que pode ser útil para orientar e organizar futuros esforços de pesquisa em FMS. Foi organizado em três construtos: equipamentos e tecnologia; software e integração; e técnicas gerenciais, que cobrem os principais elementos, usualmente, observados em FMS.

68
O artigo pretende ter contribuído com uma revisão de elementos que, usualmente, comparecem em FMS. Futuras pesquisas nas engenharias mecânica, elétrica, mecatrônica e de produção podem se valer do quadro proposto para classificar e distribuir os esforços de pesquisa.
69
RESUMO DO TÓPICO 3
Neste tópico, você aprendeu que:
• No controle industrial, um grande número de variáveis, que compreende desde a vazão, temperatura e pressão, até o tempo e a distância, pode ser detectado simultaneamente.
• Desde que a humanidade passou a produzir os bens dos quais necessitava, surgiu, também, a necessidade de controlar esse processo. Com isso, foram se definindo os conceitos de manufatura e de sistema produtivo.
• Os controles estão divididos em dois grandes grupos, o controle manual e o controle automático.
• As operações de produção possuem dois tipos básicos de variáveis e parâmetros e, também, dois tipos básicos de controle. Controle contínuo: as variáveis e os parâmetros são contínuos e analógicos. Controle discreto: as variáveis e os parâmetros são discretos e, na maioria das vezes, discretos binários.
Ficou alguma dúvida? Construímos uma trilha de aprendizagem pensando em facilitar sua compreensão. Acesse o QR Code, que levará ao AVA, e veja as novidades que preparamos para seu estudo.
CHAMADA
70
1 Quando, efetivamente, surgiu a automação de processos?
a) ( ) Com o surgimento da máquina a vapor.b) ( ) Quando o homem passou a produzir os seus próprios bens. c) ( ) Nos processos de manufaturas. d) ( ) Com o surgimento da eletricidade.e) ( ) Com o controle manual.
2 Um dos fatores que difere controle contínuo de controle discreto nas indústrias está relacionado à temperatura, vazão e pressão. Que fator é esse?
a) ( ) Medidas típicas de saída de produto. b) ( ) Sensores típicos. c) ( ) Atuadores típicos. d) ( ) Constantes típicas de tempo de processo.e) ( ) Variáveis e parâmetros de processo.
3 No ________ ___________, o processo é controlado por meio de dispositivos manuais, de modo que o operador passa a ser o responsável direto pelo trabalho. Assinale a alternativa que preenche corretamente as lacunas:
a) ( ) Controle discreto. b) ( ) Controle automático. c) ( ) Controle contínuo. d) ( ) Controle manual.e) ( ) Controle direto.
4 Dos exemplos citados a seguir, qual dispositivo pode ser empregado no controle automático?
a) ( ) Dispositivo de máquina a vapor, inventado por James Watt.b) ( ) Chuveiro tradicional doméstico.c) ( ) Interruptor de luz.d) ( ) Controladores lógicos programáveis.e) ( ) Válvula mecânica.
5 Dentre as definições importantes destacadas para o estudo dos sistemas de controle, uma delas é: “parte ou um conjunto de itens de uma máquina/equipamento que podem funcionar em conjunto, a fim de desempenhar determinada operação”. A qual das alternativas a seguir pertence essa definição?
AUTOATIVIDADE

71
a) ( ) Computadores.b) ( ) Planta.c) ( ) Sistemas.d) ( ) Servomecanismos.e) ( ) Processos.
72
REFERÊNCIAS
ANTUNES, J. et al. Sistemas de produção: conceitos e práticas para projetos e gestão da produção enxuta. Porto Alegre: Bookman, 2008.
BAYER, F. M.; ECKHARDT, M.; MACHADO, R. Automação de sistemas. 4. ed. Santa Maria, 2011.
BLACK, J. T. The design of the factory with a future. New York: McGraw‑Hill, 1991.
BOLTON, W. Mecatrônica: uma abordagem multidisciplinar. 4. ed. Porto Ale-gre: Bookman, 2010.
BRASIL LOGIC SISTEMAS. Regulamentando a interface homem máquina: conheça a ISA 101. [2019?]. Disponível em: http://www.blsistemas.com.br/re-gulamentando--a-interface-homem-maquina-conheca-a-isa-101/. Acesso em: 24 dez. 2019.
CAMARGO, V. L. A. de. Elementos de automação. São Paulo: Érica, 2014. CASSIOLATO, C. Relés x sensores. [2019?]. Disponível em: http://www.smar.com/brasil/artigo-tecnico/reles-x-sensores. Acesso em: 24 dez. 2019.
ENGEREY. Tipos e aplicações de sensores na indústria. 2017. Disponível em: http://www.engerey.com.br/blog/tipos-e-aplicacoes-de-sensores-na-industria. Acesso em: 24 dez. 2019.
FRANCHI, C. M. Controle de processos industriais: princípios e aplicações. São Paulo: Érica, 2011.
GROOVER, M. P. Automação industrial e sistemas de manufatura. 3. ed. São Paulo: Pearson Prentice Hall, 2011.
GROOVER, M. P. Automation, production systems, and computer-aided ma-nufacturing. Englewood Cliffs: Prentice Hall, 1980.
IBARZ, A.; BARBOSA-CÁNOVAS, G. V. Unit operations in food engineering. [S.l.]: CRC, 2002.
JURAN, J. M.; GRYNA, F. M. Controle de qualidade. São Paulo: Makron Books, 1992.
KALPAKJIAN, S.; SCHMID, S. R. Manufacturing engineering and technology. 4. ed. São Paulo: Pearson, 2001.

73
LAMB, F. Automação industrial na prática. Porto Alegre: AMGH, 2015.
MASTER TECNOLOGIA INDUSTRIAL. Tudo sobre automação industrial. [2019?]. Disponível em: https://www.mtibrasil.com.br/tudo-sobre-automacao-in-dustrial.php. Acesso em: 24 dez. 2019.
MECATRÔNICA AUTOMAÇÃO INDUSTRIAL. Proteção de motores: 5 razões para escolher disjuntores ao invés de fusíveis. 2019. Disponível em: http://meca-tronicasbs.com.br/protecao-de-motores/. Acesso em: 24 dez. 2019.
NATALE, F. Automação industrial. 10. ed. São Paulo: Saraiva, 2008.
RODRIGUES, A. R. Sistemas de manufatura: notas de aula. São Carlos: USP, [201-?]. Disponível em: https://edisciplinas.usp.br/pluginfile.php/3206278/mod_resource/content/1/Sistemas%20de%20Manufatura.pdf. Acesso em: 18 jan. 2020.
SELEME, R.; SELEME, R. B. Automação da produção: abordagem gerencial. Curitiba: InterSaberes, 2013.
SIEMBRA AUTOMAÇÃO. O que é automação industrial. [2019?]. Disponível em: https://www.siembra.com.br/noticias/o-que-e-automacao-industrial/. Aces-so em: 24 dez. 2019.
SILVEIRA, C. B. O que faz o inversor de frequência e como especificar? 2019. Disponível em: https://www.citisystems.com.br/inversor-de-frequencia/. Acesso em: 24 dez. 2019.
SILVEIRA, C. B. Motor CC: saiba como funciona e de que forma especificar. 2018a. Disponível em: https://www.citisystems.com.br/motor-cc/. Acesso em: 24 dez. 2019.
SILVEIRA, C. B. O que é automação industrial. 2018b. Disponível em: https://www.citisystems.com.br/o-que-e-automacao-industrial/. Acesso em: 24 dez. 2019.

74

75
UNIDADE 2 —
SISTEMAS DE CONTROLE EMMALHAS ABERTA E FECHADA
OBJETIVOS DE APRENDIZAGEM
A partir do estudo desta unidade, você deverá ser capaz de:
• reconhecer os conceitos importantes relativos aos sistemas de controle; • diferenciar modelos de sistemas de controle; • entender o funcionamento das malhas de controle;• entender como é feita a classificação dos sistemas de controle; • diferenciar modelos de sistemas de controle; • reconhecer os modelos, de acordo com a representação; • identificar os sistemas de controle em malha aberta; • reconhecer as vantagens e as desvantagens dos sistemas de controle em
malha aberta; • identificar as diversas aplicações dos sistemas que operam em malha
aberta; • diferenciar os sistemas de controle em malha fechada dos em malha
aberta; • reconhecer as vantagens e as desvantagens da aplicação do sistema de
malha fechada; • entender o conceito de realimentação negativa; • conhecer as funções de transferência; • reconhecer a utilização das funções de transferência em diferentes sis-
temas; • resolver funções de transferência com o método de transformadas de
Laplace.
76
PLANO DE ESTUDOS
Esta unidade está dividida em três tópicos. No decorrer da unidade, você encontrará autoatividades com o objetivo de reforçar o conteúdo apresentado.
TÓPICO 1 – SISTEMAS DE CONTROLE TÓPICO 2 – SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADATÓPICO 3 – FUNÇÕES DE TRANSFERÊNCIA
Preparado para ampliar seus conhecimentos? Respire e vamos em frente! Procure um ambiente que facilite a concentração, assim absorverá melhor as informações.
CHAMADA
77
UNIDADE 2
1 INTRODUÇÃO
Neste tópico, você aprenderá relevantes teorias e conceitos dos sistemas de controle, como a teoria dos erros, a exatidão e a precisão. Após uma breve introdução do sistema regulador automático, você terá uma ideia dos diferentes modelos de sistemas de controle industriais. Por fim, reconhecerá os fundamentos básicos para a construção de um projeto de sistemas de controle automático.
2 TEORIAS E CONCEITOS DOS SISTEMAS DE CONTROLE
Normalmente, os sistemas relativos às áreas de automação e de controle, mecatrônica e engenharia de software podem ser divididos em diversos subsistemas relacionados entre si. Por sua vez, esses subsistemas podem se subdividir, sucessivamente, até chegar aos seus fundamentos básicos. Esses tipos de estruturas estabelecem interações difíceis de serem calculadas. Assim, é preferível o estudo de partes isoladas para se chegar, de modo mais seguro, a um comportamento global. Esses sistemas são considerados complexos, já que o todo é mais do que a soma das partes, ou seja, mesmo conhecendo as propriedades das partes e as leis das suas interações, não é simples concluir a respeito das especificidades do todo. Para facilitar o estudo e a análise de projetos de sistemas, faremos descrições simplificadas com destaque para alguns detalhes ou propriedades. Desse modo, algumas descrições serão denominadas de modelos. Além disso, para tornar as definições um pouco mais concretas, serão apresentados exemplos da aplicação de alguns sistemas.
TÓPICO 1 —
SISTEMAS DE CONTROLE
Os sistemas de controle automático, hoje, têm larga aplicação, além de interesse, desde o controle de processos, em geral, até áreas mais específicas, como na aeronáutica, na biomedicina e no controle de tráfego e de satélites.
NOTA

UNIDADE 2 — SISTEMAS DE CONTROLE EM
78
2.1 TEORIA DOS ERROS
O estudo dos erros, em sistemas de controle, leva a formas mais eficientes e exatas de se efetuar um controle. É considerado erro tudo que é indesejável ao sistema.
Denomina-se erro o desvio verificado entre um valor real e um valor efetivamente encontrado. Os erros podem ser classificados de duas formas. O erro determinístico ou sistemático decorre de uma folga ou desajuste, origina-se de um desvio fixo entre a grandeza lida e a esperada. Sempre é repetido nas mesmas condições. Pode ocorrer por um erro de um extensômetro, por exemplo, decorrente da temperatura. A sua eliminação pode ser feita por meio de compensação. O erro aleatório não pode ser modelado, isto é, não pode ser previsto; ocorre por fatores imponderáveis. O erro aleatório só pode ser dimensionado por meio da análise estatística. Na natureza, costumam ocorrer os dois tipos de erros simultaneamente. Com base nessa classificação dos erros, foram definidos dois conceitos básicos para caracterizar os desvios: exatidão e precisão. A exatidão considera o desvio médio de uma medida em relação ao valor real, isto é, indica o quão próximo do valor, aceito como referência, está o valor medido. A baixa exatidão é causada por erros determinísticos. A precisão é uma medida muito próxima do valor real, ou seja, indica o quanto as medidas repetidas se aproximam umas das outras. É causada pelo erro aleatório. Seguem, ilustrados, esses dois tipos de conceitos.
FIGURA 1 – EXATIDÃO X PRECISÃO
FONTE: Adaptada de Pereira (2013)
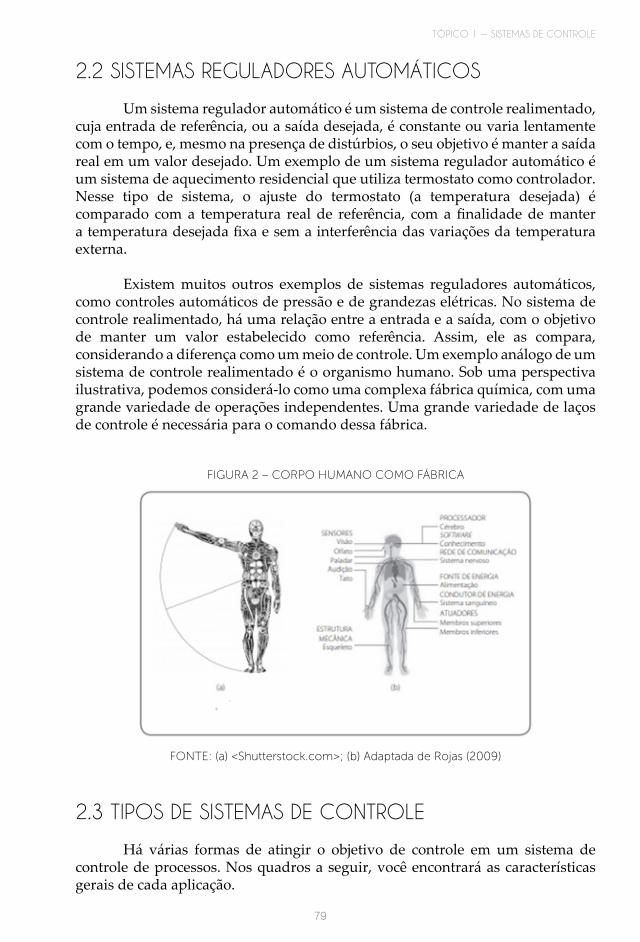
TÓPICO 1 — SISTEMAS DE CONTROLE
79
2.2 SISTEMAS REGULADORES AUTOMÁTICOS
Um sistema regulador automático é um sistema de controle realimentado, cuja entrada de referência, ou a saída desejada, é constante ou varia lentamente com o tempo, e, mesmo na presença de distúrbios, o seu objetivo é manter a saída real em um valor desejado. Um exemplo de um sistema regulador automático é um sistema de aquecimento residencial que utiliza termostato como controlador. Nesse tipo de sistema, o ajuste do termostato (a temperatura desejada) é comparado com a temperatura real de referência, com a finalidade de manter a temperatura desejada fixa e sem a interferência das variações da temperatura externa.
Existem muitos outros exemplos de sistemas reguladores automáticos, como controles automáticos de pressão e de grandezas elétricas. No sistema de controle realimentado, há uma relação entre a entrada e a saída, com o objetivo de manter um valor estabelecido como referência. Assim, ele as compara, considerando a diferença como um meio de controle. Um exemplo análogo de um sistema de controle realimentado é o organismo humano. Sob uma perspectiva ilustrativa, podemos considerá-lo como uma complexa fábrica química, com uma grande variedade de operações independentes. Uma grande variedade de laços de controle é necessária para o comando dessa fábrica.
FIGURA 2 – CORPO HUMANO COMO FÁBRICA
FONTE: (a) <Shutterstock.com>; (b) Adaptada de Rojas (2009)
2.3 TIPOS DE SISTEMAS DE CONTROLE
Há várias formas de atingir o objetivo de controle em um sistema de controle de processos. Nos quadros a seguir, você encontrará as características gerais de cada aplicação.
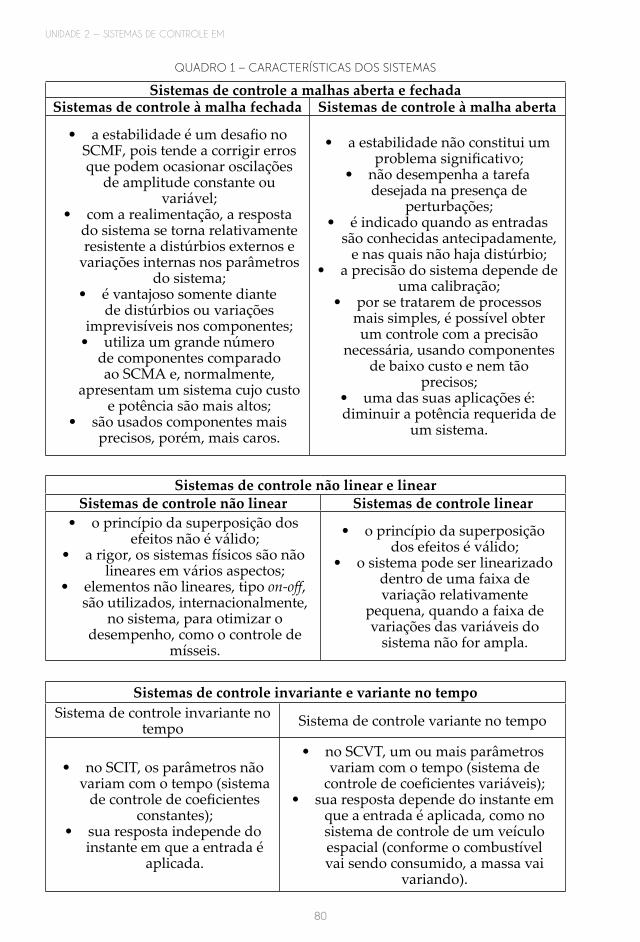
UNIDADE 2 — SISTEMAS DE CONTROLE EM
80
QUADRO 1 – CARACTERÍSTICAS DOS SISTEMAS
Sistemas de controle a malhas aberta e fechadaSistemas de controle à malha fechada Sistemas de controle à malha aberta
• a estabilidade é um desafio no SCMF, pois tende a corrigir erros que podem ocasionar oscilações
de amplitude constante ou variável;
• com a realimentação, a resposta do sistema se torna relativamente resistente a distúrbios externos e
variações internas nos parâmetros do sistema;
• é vantajoso somente diante de distúrbios ou variações
imprevisíveis nos componentes;• utiliza um grande número
de componentes comparado ao SCMA e, normalmente,
apresentam um sistema cujo custo e potência são mais altos;
• são usados componentes mais precisos, porém, mais caros.
• a estabilidade não constitui um problema significativo;
• não desempenha a tarefa desejada na presença de
perturbações;• é indicado quando as entradas
são conhecidas antecipadamente, e nas quais não haja distúrbio;
• a precisão do sistema depende de uma calibração;
• por se tratarem de processos mais simples, é possível obter um controle com a precisão
necessária, usando componentes de baixo custo e nem tão
precisos;• uma das suas aplicações é: diminuir a potência requerida de
um sistema.
Sistemas de controle não linear e linearSistemas de controle não linear Sistemas de controle linear
• o princípio da superposição dos efeitos não é válido;
• a rigor, os sistemas físicos são não lineares em vários aspectos;
• elementos não lineares, tipo on-off, são utilizados, internacionalmente,
no sistema, para otimizar o desempenho, como o controle de
mísseis.
• o princípio da superposição dos efeitos é válido;
• o sistema pode ser linearizado dentro de uma faixa de variação relativamente
pequena, quando a faixa de variações das variáveis do
sistema não for ampla.
Sistemas de controle invariante e variante no tempoSistema de controle invariante no
tempo Sistema de controle variante no tempo
• no SCIT, os parâmetros não variam com o tempo (sistema
de controle de coeficientes constantes);
• sua resposta independe do instante em que a entrada é
aplicada.
• no SCVT, um ou mais parâmetros variam com o tempo (sistema de
controle de coeficientes variáveis);• sua resposta depende do instante em
que a entrada é aplicada, como no sistema de controle de um veículo espacial (conforme o combustível vai sendo consumido, a massa vai
variando).
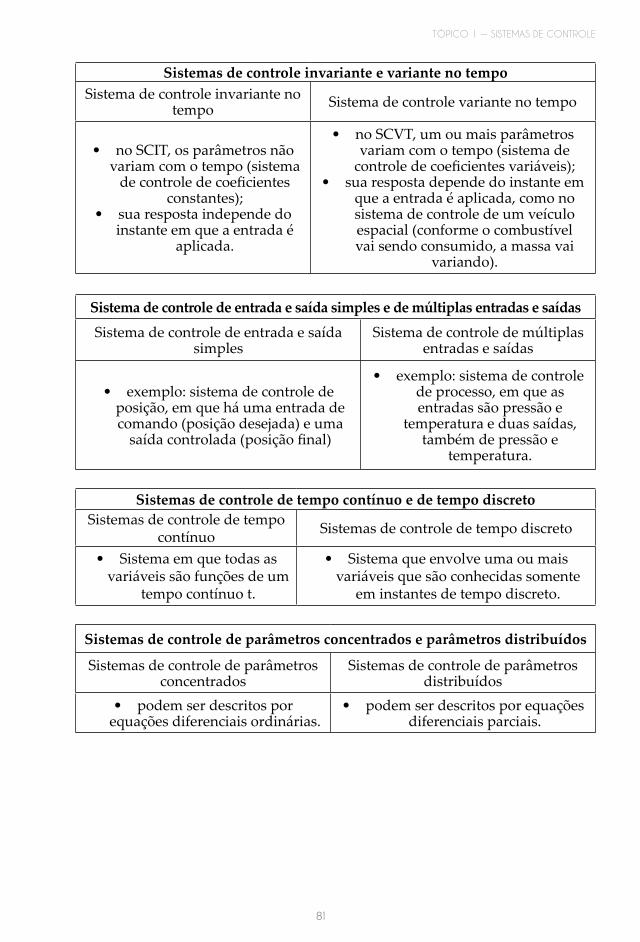
TÓPICO 1 — SISTEMAS DE CONTROLE
81
Sistemas de controle invariante e variante no tempoSistema de controle invariante no
tempo Sistema de controle variante no tempo
• no SCIT, os parâmetros não variam com o tempo (sistema
de controle de coeficientes constantes);
• sua resposta independe do instante em que a entrada é
aplicada.
• no SCVT, um ou mais parâmetros variam com o tempo (sistema de
controle de coeficientes variáveis);• sua resposta depende do instante em
que a entrada é aplicada, como no sistema de controle de um veículo espacial (conforme o combustível vai sendo consumido, a massa vai
variando).
Sistema de controle de entrada e saída simples e de múltiplas entradas e saídas
Sistema de controle de entrada e saída simples
Sistema de controle de múltiplas entradas e saídas
• exemplo: sistema de controle de posição, em que há uma entrada de comando (posição desejada) e uma
saída controlada (posição final)
• exemplo: sistema de controle de processo, em que as entradas são pressão e
temperatura e duas saídas, também de pressão e
temperatura.
Sistemas de controle de tempo contínuo e de tempo discretoSistemas de controle de tempo
contínuo Sistemas de controle de tempo discreto
• Sistema em que todas as variáveis são funções de um
tempo contínuo t.
• Sistema que envolve uma ou mais variáveis que são conhecidas somente
em instantes de tempo discreto.
Sistemas de controle de parâmetros concentrados e parâmetros distribuídos
Sistemas de controle de parâmetros concentrados
Sistemas de controle de parâmetros distribuídos
• podem ser descritos por equações diferenciais ordinárias.
• podem ser descritos por equações diferenciais parciais.
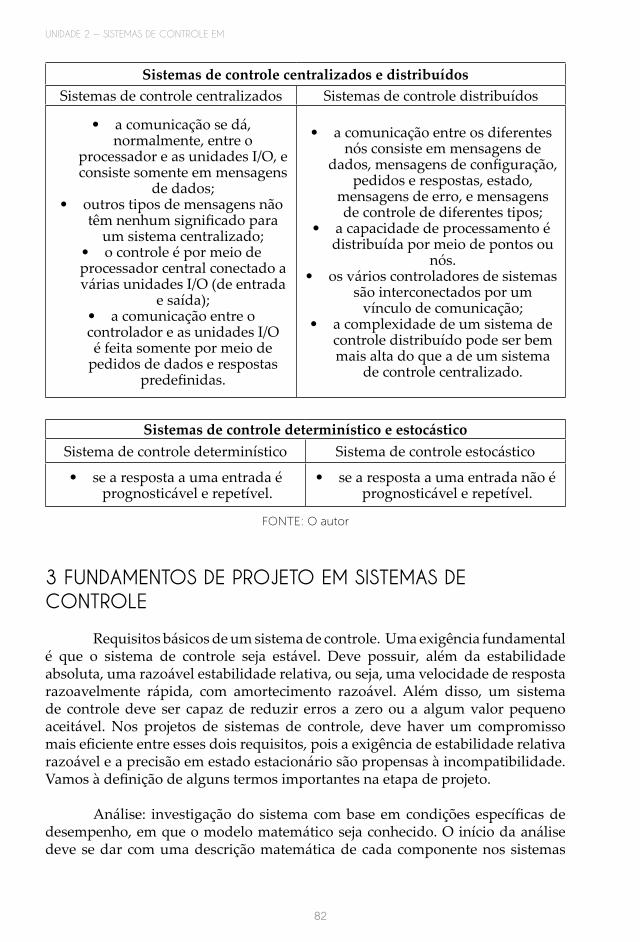
UNIDADE 2 — SISTEMAS DE CONTROLE EM
82
Sistemas de controle centralizados e distribuídosSistemas de controle centralizados Sistemas de controle distribuídos
• a comunicação se dá, normalmente, entre o
processador e as unidades I/O, e consiste somente em mensagens
de dados;• outros tipos de mensagens não
têm nenhum significado para um sistema centralizado;
• o controle é por meio de processador central conectado a várias unidades I/O (de entrada
e saída);• a comunicação entre o controlador e as unidades I/O é feita somente por meio de
pedidos de dados e respostas predefinidas.
• a comunicação entre os diferentes nós consiste em mensagens de
dados, mensagens de configuração, pedidos e respostas, estado,
mensagens de erro, e mensagens de controle de diferentes tipos;
• a capacidade de processamento é distribuída por meio de pontos ou
nós.• os vários controladores de sistemas
são interconectados por um vínculo de comunicação;
• a complexidade de um sistema de controle distribuído pode ser bem mais alta do que a de um sistema
de controle centralizado.
Sistemas de controle determinístico e estocásticoSistema de controle determinístico Sistema de controle estocástico
• se a resposta a uma entrada é prognosticável e repetível.
• se a resposta a uma entrada não é prognosticável e repetível.
FONTE: O autor
3 FUNDAMENTOS DE PROJETO EM SISTEMAS DE CONTROLE
Requisitos básicos de um sistema de controle. Uma exigência fundamental é que o sistema de controle seja estável. Deve possuir, além da estabilidade absoluta, uma razoável estabilidade relativa, ou seja, uma velocidade de resposta razoavelmente rápida, com amortecimento razoável. Além disso, um sistema de controle deve ser capaz de reduzir erros a zero ou a algum valor pequeno aceitável. Nos projetos de sistemas de controle, deve haver um compromisso mais eficiente entre esses dois requisitos, pois a exigência de estabilidade relativa razoável e a precisão em estado estacionário são propensas à incompatibilidade. Vamos à definição de alguns termos importantes na etapa de projeto.
Análise: investigação do sistema com base em condições específicas de desempenho, em que o modelo matemático seja conhecido. O início da análise deve se dar com uma descrição matemática de cada componente nos sistemas
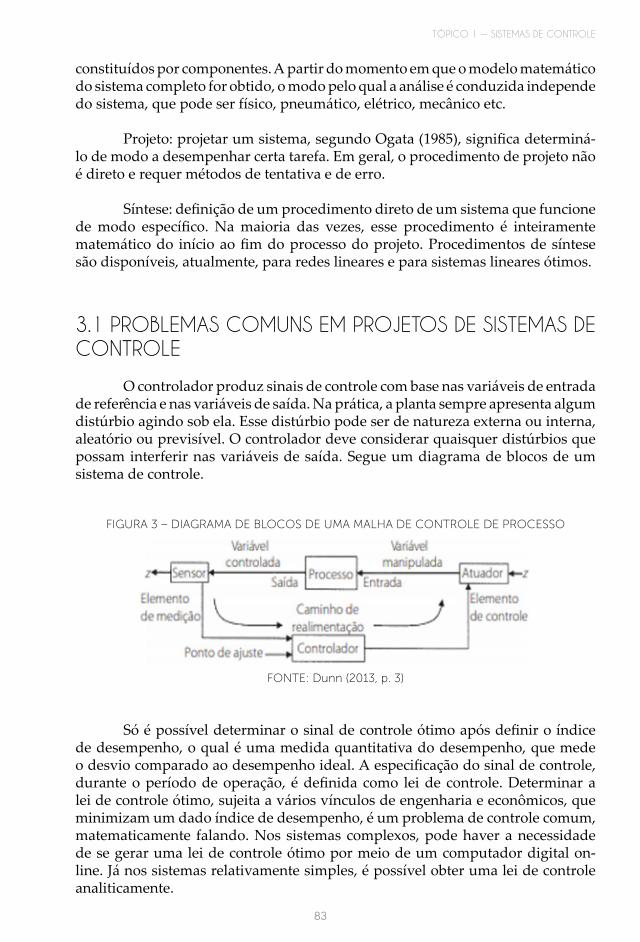
TÓPICO 1 — SISTEMAS DE CONTROLE
83
constituídos por componentes. A partir do momento em que o modelo matemático do sistema completo for obtido, o modo pelo qual a análise é conduzida independe do sistema, que pode ser físico, pneumático, elétrico, mecânico etc.
Projeto: projetar um sistema, segundo Ogata (1985), significa determiná-
lo de modo a desempenhar certa tarefa. Em geral, o procedimento de projeto não é direto e requer métodos de tentativa e de erro.
Síntese: definição de um procedimento direto de um sistema que funcione de modo específico. Na maioria das vezes, esse procedimento é inteiramente matemático do início ao fim do processo do projeto. Procedimentos de síntese são disponíveis, atualmente, para redes lineares e para sistemas lineares ótimos.
3.1 PROBLEMAS COMUNS EM PROJETOS DE SISTEMAS DE CONTROLE
O controlador produz sinais de controle com base nas variáveis de entrada de referência e nas variáveis de saída. Na prática, a planta sempre apresenta algum distúrbio agindo sob ela. Esse distúrbio pode ser de natureza externa ou interna, aleatório ou previsível. O controlador deve considerar quaisquer distúrbios que possam interferir nas variáveis de saída. Segue um diagrama de blocos de um sistema de controle.
FIGURA 3 – DIAGRAMA DE BLOCOS DE UMA MALHA DE CONTROLE DE PROCESSO
FONTE: Dunn (2013, p. 3)
Só é possível determinar o sinal de controle ótimo após definir o índice de desempenho, o qual é uma medida quantitativa do desempenho, que mede o desvio comparado ao desempenho ideal. A especificação do sinal de controle, durante o período de operação, é definida como lei de controle. Determinar a lei de controle ótimo, sujeita a vários vínculos de engenharia e econômicos, que minimizam um dado índice de desempenho, é um problema de controle comum, matematicamente falando. Nos sistemas complexos, pode haver a necessidade de se gerar uma lei de controle ótimo por meio de um computador digital on-line. Já nos sistemas relativamente simples, é possível obter uma lei de controle analiticamente.
UNIDADE 2 — SISTEMAS DE CONTROLE EM
84
3.2 PROCEDIMENTOS BÁSICOS EM PROJETOS DE SISTEMAS DE CONTROLE
Como princípio básico para projetos de qualquer sistema de controle prático, está a especificação de desempenho. É importante considerar, também, que algumas das especificações podem não ser realistas. Desse modo, elas devem ser revistas nos estágios iniciais do projeto.
O ajuste de ganho é o primeiro passo na busca de um desempenho
satisfatório. Contudo, muitas vezes, as tentativas de ajustar alteram o comportamento do sistema de modo que ele passa a não atender às especificações desejadas, o que pode exigir alterações estruturais no projeto, o que é chamado de compensação. Um elemento chamado de compensador pode ser adicionado ao projeto para compensar o desempenho deficiente do projeto original. No processo de projetar o sistema, outro procedimento é fundamental: a montagem de um modelo matemático com o ajuste de parâmetros de um compensador. A etapa de verificação de desempenho do sistema, que analisa cada ajuste de parâmetros, requer muito tempo. Desse modo, é possível usar um software, como o MATLAB, por exemplo, para reduzir o trabalho matemático exaustivo necessário para essa verificação. Após a conclusão de um modelo matemático adequado, deve ser construído um protótipo e testar. Assim, procedimentos da teoria de erros sempre são úteis, e os ajustes necessários devem ser feitos para contemplar os requisitos de desempenho, garantindo confiança e economia.
4 MODELOS DE SISTEMA DE CONTROLE
Agora, você aprenderá os modelos de Sistemas de Controle, desde as perspectivas que os definem, os tipos de sinais, a classificação por modelos e as aplicações.
Lembre-se de que a parte mais importante do projeto de sistemas de controle é estabelecer, precisamente, as especificações de desempenho, de forma que elas gerem um sistema de controle ótimo para o fim estabelecido (OGATA, 2010).
ATENCAO
TÓPICO 1 — SISTEMAS DE CONTROLE
85
4.1 PERSPECTIVAS DOS SISTEMAS DE CONTROLE
Como você sabe, durante a análise ou o projeto, normalmente, são realizadas descrições simplificadas que destacam alguns detalhes ou propriedades do sistema, mas acabam suprimindo outros. Essas descrições simplificadas podem ser chamadas de abstrações, que, formalmente, seriam o resultado da aplicação de uma ou mais perspectivas ao sistema ou a parte dele, de forma que se possa criar modelos daquelas porções do sistema, incluídas na abstração, por meio da teoria fornecida pelas perspectivas. Você pode dizer, então, que os modelos de sistemas evidenciam o entendimento em relação a uma abstração.
4.1.1 Perspectiva funcional
Antes de falar dos conceitos de perspectiva funcional ou de modelo funcional, é importante que você conheça a definição do termo função. Denomina-se função a capacidade pretendida de desempenhar uma ação ou um conjunto de ações. Essa capacidade pode não ser garantida pelo comportamento efetivo do sistema, pois, talvez, ele também não se comporte da forma esperada.
Sistemas elementares, ou, até mesmo, os extremamente complexos, são capazes de realizar funções ou provocar efeitos. Um botão “liga/desliga”, por exemplo, normalmente, aberto (NA), utilizado em circuitos elétricos. Ao ser acionado pelo operador, a função do botão é permitir que haja tensão no terminal de saída, desde que haja tensão no terminal de entrada. Os componentes (contatores, relé com temporização, motores, resistência e controlador de temperatura) presentes no circuito elétrico têm as suas funções definidas, de acordo com o modo como foram desenvolvidos. A interligação adequada desses componentes forma um sistema global em que a função pode ser o controle de temperatura de um fluido, aquecendo-o e o resfriando, conforme a temperatura desejada e estabelecida pelo operador. Veja que a função global é obtida pela interação de vários dispositivos, cada um com uma função particular dentro do circuito. Desse modo, um diagrama de circuito é um modelo funcional, pois apresenta a função exata de cada componente no sistema e as suas inter-relações.
4.1.2 Perspectiva estrutural
Com base na perspectiva estrutural, é possível determinar onde as funções são implementadas. O termo estrutura significa arranjo interno, ordem, organização, decomposição, segmentação, conformação, constituição ou construção de um sistema, de modo que a estrutura é formada por uma rede de elementos. Um modelo estrutural, então, é aquele que representa o conjunto de elementos em um sistema e o conjunto de relações que conecta esses elementos entre si. Essas relações podem indicar conexões físicas ou de comunicação ou

UNIDADE 2 — SISTEMAS DE CONTROLE EM
86
relações hierárquicas, para auxiliar as possíveis associações conceituais que podem ser estabelecidas entre os componentes.
4.1.3 Perspectiva comportamental
Pela perspectiva comportamental, você analisa como ou quando a função do sistema é executada. Considerando que os efeitos produzidos para o meio externo dependem da execução de uma função, o comportamento indica quando esses efeitos devem aparecer e de que forma eles se manifestam ao longo do tempo, normalmente, determinado por aplicações sobre todo o sistema. Para complementarmos a definição de modelo comportamental, é bom que você conheça os tipos de sinais.
4.2 TIPOS DE SINAIS
Os sinais são variáveis físicas monitoráveis por seu estado ou parâmetros associados com o tempo. Os estados podem ser, por exemplo, a amplitude e a polaridade (positiva ou negativa) das variáveis, e a duração de pulso em um sinal PWM (modulado por largura de pulso) é um exemplo de parâmetro relacionado ao tempo.
Exemplos de sinais:
• a tensão elétrica fornecida por um sensor-pressão, em que a amplitude carrega a informação acerca da pressão presente no sistema medido;
• a posição de um ponteiro de um velocímetro transmite a informação da velocidade do veículo;
• conhecendo o deslocamento aplicado a uma mola, você pode saber a quantidade de energia armazenada nela.
Um sinal, do ponto de vista matemático, é caracterizado pela relação entre uma variável dependente relacionada a uma variável independente, por meio de uma função matemática. Quando uma variável assume todos os valores em um intervalo de existência independente, é considerada contínua; considerada discreta, quando assume apenas valores determinados em um intervalo de existência. As variáveis dependentes são classificadas de contínuas e discretas desse mesmo modo. Considerando que os sinais são compostos de variável independente e variável dependente, a classificação dos sinais ocorre da seguinte forma:
• Sinais contínuos (no tempo): a variável independente, tempo, é contínua. São denominados de sinais analógicos quando contínuos, com amplitude contínua; e, denominados de sinais quantizados, quando contínuos, com amplitude discreta.
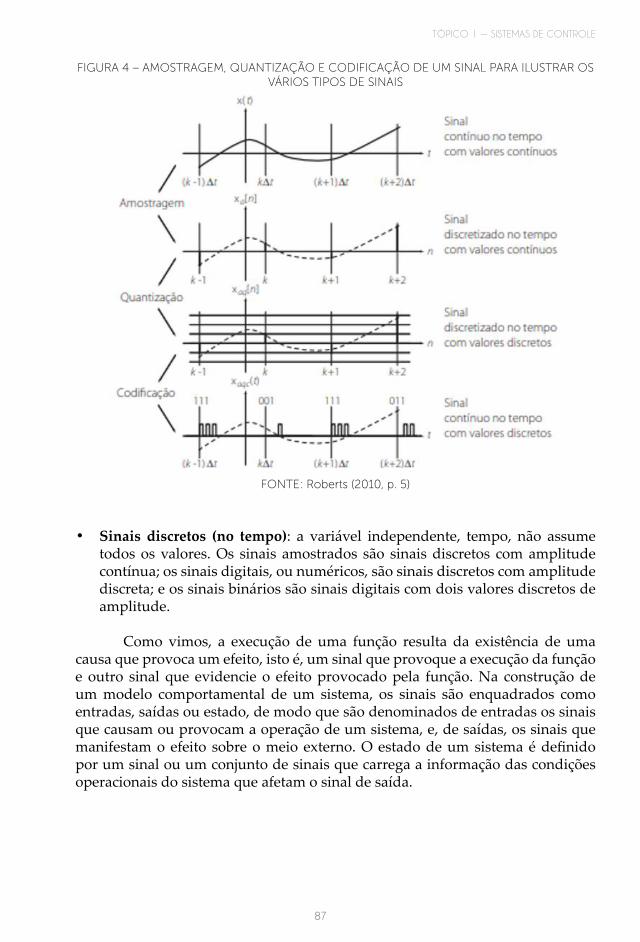
TÓPICO 1 — SISTEMAS DE CONTROLE
87
FIGURA 4 – AMOSTRAGEM, QUANTIZAÇÃO E CODIFICAÇÃO DE UM SINAL PARA ILUSTRAR OS VÁRIOS TIPOS DE SINAIS
FONTE: Roberts (2010, p. 5)
• Sinais discretos (no tempo): a variável independente, tempo, não assume todos os valores. Os sinais amostrados são sinais discretos com amplitude contínua; os sinais digitais, ou numéricos, são sinais discretos com amplitude discreta; e os sinais binários são sinais digitais com dois valores discretos de amplitude.
Como vimos, a execução de uma função resulta da existência de uma causa que provoca um efeito, isto é, um sinal que provoque a execução da função e outro sinal que evidencie o efeito provocado pela função. Na construção de um modelo comportamental de um sistema, os sinais são enquadrados como entradas, saídas ou estado, de modo que são denominados de entradas os sinais que causam ou provocam a operação de um sistema, e, de saídas, os sinais que manifestam o efeito sobre o meio externo. O estado de um sistema é definido por um sinal ou um conjunto de sinais que carrega a informação das condições operacionais do sistema que afetam o sinal de saída.
UNIDADE 2 — SISTEMAS DE CONTROLE EM
88
O comportamento de um sistema pode ser definido como a relação da entrada ou excitação, proveniente do ambiente externo, com o estado interno e com a saída ou influência que exerce sobre o ambiente externo.
NOTA
4.3 SISTEMA DE CONTROLE: MODELOS
Os modelos de sistemas podem ser classificados sob vários aspectos:
• Estáticos ou dinâmicos. • Invariantes ou variantes no tempo. • Lineares ou não lineares. • Determinísticos ou estocásticos. • A estado discreto ou a estado contínuo.
4.3.1 Modelos estáticos e modelos dinâmicos
Os sistemas estáticos são sistemas que respondem, instantaneamente, à excitação aplicada, e a resposta não depende das condições anteriores à aplicação da excitação (condições iniciais). Por isso, são denominados, também, de sistemas de memória nula. Por exemplo, os circuitos puramente resistivos, como um circuito formado por um resistor de 1 Ω, que pode ser ligado a uma bateria de 1 A, independentemente da corrente que estiver passando no resistor antes do fechamento da chave (MAYA; LEONARDI, 2014). Já os sistemas dinâmicos possuem memória, ou seja, o seu comportamento depende das condições iniciais. Nos modelos dinâmicos, os valores das saídas dependem de valores passados nas entradas, e o seu modelo matemático sempre inclui equações diferenciais. Os estáticos visam representar o estado de um sistema em um instante ou que, nas suas formulações, não se leva em conta a variável tempo, utilizando apenas equações de natureza algébrica.
4.3.2 Modelos invariantes no tempo e modelos variantes no tempo
Os modelos são invariantes no tempo se um atraso ou avanço de tempo na entrada provoca deslocamento idêntico na saída. Já nas variantes no tempo, os seus parâmetros se modificam com o tempo. A maioria dos sistemas físicos,
TÓPICO 1 — SISTEMAS DE CONTROLE
89
dentro dos limites das aplicações técnicas, pode ser considerada invariantes no tempo. Um exemplo clássico de sistemas de parâmetros variáveis são os foguetes e os mísseis, cuja massa se altera com a queima de combustível.
4.3.3 Modelos lineares e modelos não lineares
Um sistema linear é aquele que atende aos princípios da homogeneidade e da sobreposição de efeitos. Segundo esses princípios, o sistema deve contemplar duas condições seguintes (MAYA; LEONARDI, 2014):
• Princípio da homogeneidade: se a resposta do sistema a uma excitação u1 (t) for y1 (t), a resposta a uma excitação m vezes maior será m u1 (t).
• Princípio da superposição: se a resposta do sistema à excitação u1 (t) for y1 (t), e a resposta a uma outra excitação u2 (t) for y2 (t), então, a resposta à soma das excitações, u1 (t) + u2 (t), será resposta respectiva, u2 (t) + y2 (t).
Os não lineares criam novas frequências de um modo permanente, ou seja, o sinal de saída pode apresentar frequências que não estão presentes no sinal de entrada.
4.3.4 Modelos determinísticos e estocásticos
Os modelos determinísticos são os que, nas suas formulações, não fazem uso de variáveis aleatórias. O resultado do sistema é predeterminado em função dos dados de entrada. Já os estocásticos podem empregar uma ou mais variáveis aleatórias. O resultado do sistema não depende somente dos dados de entrada, mas, também, de outros fatores, normalmente, aleatórios. Requerem um modelo probabilístico.
Matematicamente, os modelos dos sistemas lineares são constituídos por equações (diferenciais e algébricas) lineares.
NOTA

UNIDADE 2 — SISTEMAS DE CONTROLE EM
90
4.3.5 Modelos a estado discreto e modelos a estado contínuo
Os modelos a estado discreto descrevem o sistema, utilizando variáveis de estado, entradas e saídas com amplitude discreta. A mudança de um estado para outro, no sistema, é chamada de transição de estado, e se manifesta somente quando ocorre um evento instantâneo, como o acionamento de um botão. A detecção de que uma temperatura é alcançada no processo ou por uma ocorrência da natureza (p. ex.: o início do anoitecer).
Muitos equipamentos utilizados na automação e no controle de processos
possuem um componente que mede o tempo, como os microcomputadores. Dentro dos modelos a estado discreto, há dois tipos de eventos que podem ou não estar sincronizados com esse “relógio interno”:
• Sistemas guiados pelo tempo: as mudanças de estado são sincronizadas com o tempo, pois, a cada instante marcado pelo relógio, um evento pode ser selecionado, provocando a transição de estado. O tempo é responsável por qualquer possível mudança de estado.
• Sistemas guiados por eventos: os eventos ocorrem, independentemente dos instantes marcados pelo relógio. Logo, eles não são sincronizados com o tempo e, tampouco, sincronizados entre si (assíncronos).
Nenhum sistema é discreto ou contínuo por natureza. O que ocorre é o enquadramento adequado quando se analisa o seu comportamento. A indicação de um sistema, como sendo a estado contínuo ou a estado discreto, dá-se com base no que se observa e no que se deseja documentar acerca dele. Os modelos comportamentais possuem um sentido dinâmico, descrevendo as mudanças de estado e de saída que ocorrem ao longo do tempo. Nos casos em que não há memória (para os sistemas físicos, é preciso não se considerar o armazenamento de energia), o sistema é visto como instantâneo (comportamento instantâneo), já que a resposta depende somente do valor da entrada, não se identificando variáveis de estado. Dependendo do tipo do sinal processado pelo sistema, veja, agora, as diferentes classes de modelos comportamentais existentes.
4.3.6 Modelos a estado contínuo
Descrevem o sistema, utilizando variáveis de estado, entradas e saídas, com amplitude contínua. Quando o tempo muda, geralmente, muda o estado também.
• Modelos contínuos no tempo: neste modelo, não só a amplitude dos sinais é contínua, a variável independente também é. O sistema opera sobre entradas analógicas e gera saídas e estados analógicos. Para descrever a relação entre

TÓPICO 1 — SISTEMAS DE CONTROLE
91
as variáveis, empregam-se equações diferenciais. • Modelos discretos no tempo: a amplitude dos sinais é contínua, porém, a
variável independente é discreta, isto é, as variáveis de entrada, de saída e de estado são modificadas somente em instantes discretos. Esses sistemas, normalmente, são expressos por meio de equações de diferenciais.
Nos modelos contínuos e discretos no tempo, as variáveis de estado mudam continuamente no tempo. Por esse motivo, esses sistemas são conhecidos, também, como guiados pelo tempo. A variável “tempo” é uma variável independente, da qual todas as entradas, saídas e estados são dependentes. É representada por t, no tempo contínuo, e k, no tempo discreto.
4.4 CLASSIFICAÇÃO DE MODELOS, SEGUNDO A REPRESENTAÇÃO
Com a classificação de modelos com base na perspectiva, o profissional compreende que tipo de informação ele pode obter do modelo. Se ele souber o que um diagrama ou uma equação pode descrever, no momento de um projeto ou manutenção de um equipamento, a atividade deve ser executada com mais facilidade e êxito. Contudo, com relação à representação, há, também, outros modelos, com a seguinte classificação:
• Modelo icônico: é uma representação altamente semelhante ao sistema real. Apresenta uma equivalência geométrica, de modo que preserva as proporções e as formas do sistema que se deseja representar. Ex.: fotografias, plantas, maquetes, desenhos mecânicos, mapas etc.
• Modelo analógico: é um sistema de manipulação consideravelmente fácil, que possui uma correspondência, normalmente, comportamental, com o sistema em estudo e as suas variáveis. Normalmente, não apresenta muita semelhança visual com sistema real. Ex.: circuitos elétricos utilizados para representar sistemas mecânicos.
• Modelo simbólico ou matemático: utiliza elementos idealizados que possuem as características essenciais dos componentes do sistema e com relacionamento descrito por meio de uma expressão matemática. Ex.: expressões matemáticas em geral, descrições por variáveis de estado e por função transferência, equações booleanas etc.
• Modelo diagramático ou esquemático: é formado por um conjunto de linhas e símbolos gráficos que reproduz as características estruturais, comportamentais ou funcionais do sistema real. Descreve aspectos essenciais do sistema, destacando uma única faceta e, normalmente, há pouca semelhança visual. Ex.: diagramas de circuitos hidráulicos, pneumáticos e elétricos, gráficos de barras, gráficos X-Y e X-T, diagrama de transição de estados, tabelas de decisão etc.
• Modelo em linguagem natural: descrição de características do sistema, utilizando linguagem natural. Ex.: lista de requisitos.
UNIDADE 2 — SISTEMAS DE CONTROLE EM
92
4.4.1 Modelos Funcionais
Observe, a seguir, os modelos funcionais.
4.4.2 Diagrama de circuitos hidráulico e pneumático
Nos diagramas de circuitos, estão documentados os dispositivos a serem implementados e a forma de interligação entre eles. São imprescindíveis nas etapas de projeto, construção e manutenção de equipamentos. Normalmente, são acompanhados de uma lista com as especificações dos componentes utilizados.
4.4.3 Diagrama de circuito elétrico
Para a área de automação de máquinas, não há uma norma internacional que forneça as recomendações específicas para a elaboração de diagramas de circuitos elétricos. Contudo, a norma IEC 60617, partes 1 a 11 (INTERNATIONAL ELECTROTECHNICAL COMMISSION, 1997), apresenta um grande número de recomendações referente a símbolos gráficos para diagramas, que pode ser aplicado na automação industrial.
4.4.4 Modelos estruturais A estrutura de sistemas é descrita, basicamente, por meio de representações
gráficas que incluem desenhos mecânicos, diagramas entidade/relacionamento, diagrama de classes (desenvolvimento de software orientado por objetos) e plantas. A seguir, você verá dois modelos.
Conforme as normas ISO 1219-1 (INTERNATIONAL STANDARD ORGANIZATION, 2006) e ISO 1219-2 (ISO, 2012), os símbolos empregados são denominados de símbolos funcionais, que determinam o tipo de componente a ser empregado, porém, a forma construtiva desse componente não é detalhada.
NOTA
TÓPICO 1 — SISTEMAS DE CONTROLE
93
4.4.5 Desenho técnico projetivo (desenho mecânico)
O desenho técnico projetivo é o resultado da projeção do objeto, em um ou mais planos, correspondente às vistas ortográficas e às perspectivas. Por meio das perspectivas, é possível uma percepção mais fácil da forma do objeto.
4.4.6 Diagrama E/R e diagrama de classes
Além do desenho mecânico, outra forma de especificar a estrutura de um sistema é por meio de diagramas hierárquicos e da inter-relação entre as partes, como é o caso dos diagramas E/R (Entidade/Relacionamento), empregados para especificar bases de dados, e os diagramas de classes, usados na engenharia de software.
DUNN, W. C. Fundamentos de instrumentação industrial e controle de processos. Porto Alegre: Bookman, 2013. NISE, N. S. Engenharia de sistemas de controle. Rio de Janeiro: LTC, 2002.
DICAS
94
Neste tópico, você aprendeu que:
• Controle é o processo de fazer com que uma variável do sistema assuma um determinado valor, chamado de valor de referência.
• Um sistema projetado para manter uma saída fixa, independentemente dos distúrbios presentes, é chamado de regulação ou controle de regulação.
• No controle de malha aberta, o sistema resultante não contém um sensor para medição da saída e, assim, não há uma ação de correção para fazer com que a saída seja igual ao sinal de referência.
• No controle de malha fechada, o sistema inclui um sensor para medir o sinal de saída e utiliza a realimentação para influenciar na variável de controle.
• Diagramas de blocos são úteis para a visualização da estrutura do sistema e o fluxo de informações no sistema de controle. Os diagramas de blocos mais comuns representam as relações matemáticas entre os sinais em um sistema de controle.
• As teorias e as técnicas de projeto de controle passaram a ser divididas em duas categorias: métodos de controle clássico, baseados no uso das transfor-madas de Laplace e Fourier, que foram os métodos dominantes no campo de controle até cerca de 1960, enquanto métodos de controle moderno são baseados em equações diferenciais na forma de espaço de estados e foram introduzidos no campo a partir de década de 1960. Muitas ligações foram descobertas entre as duas categorias, e engenheiros bem preparados devem estar familiarizados com ambas as técnicas.
RESUMO DO TÓPICO 1
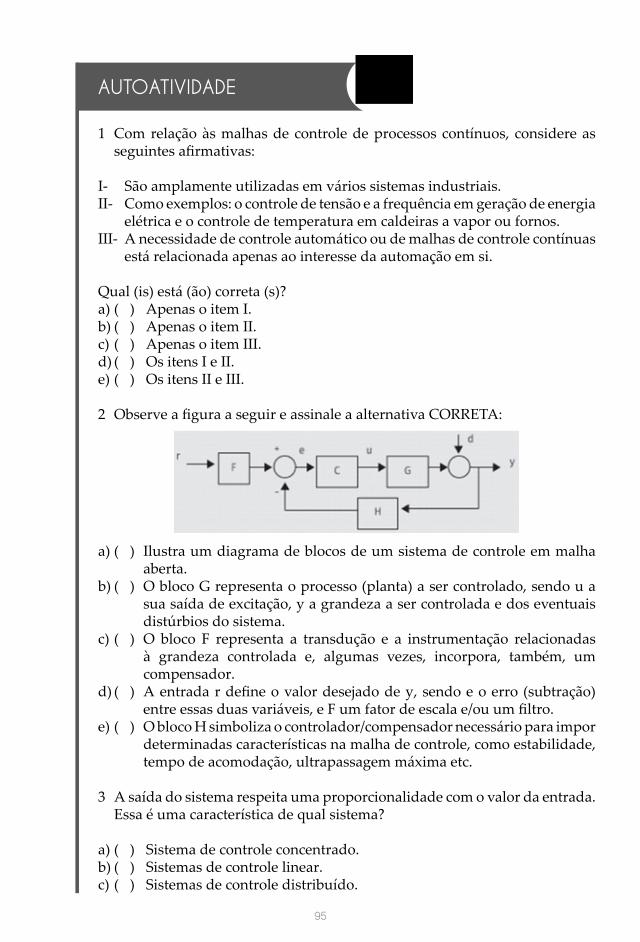
95
1 Com relação às malhas de controle de processos contínuos, considere as seguintes afirmativas:
I- São amplamente utilizadas em vários sistemas industriais. II- Como exemplos: o controle de tensão e a frequência em geração de energia
elétrica e o controle de temperatura em caldeiras a vapor ou fornos. III- A necessidade de controle automático ou de malhas de controle contínuas
está relacionada apenas ao interesse da automação em si.
Qual (is) está (ão) correta (s)? a) ( ) Apenas o item I. b) ( ) Apenas o item II. c) ( ) Apenas o item III. d) ( ) Os itens I e II. e) ( ) Os itens II e III.
2 Observe a figura a seguir e assinale a alternativa CORRETA:
a) ( ) Ilustra um diagrama de blocos de um sistema de controle em malha aberta.
b) ( ) O bloco G representa o processo (planta) a ser controlado, sendo u a sua saída de excitação, y a grandeza a ser controlada e dos eventuais distúrbios do sistema.
c) ( ) O bloco F representa a transdução e a instrumentação relacionadas à grandeza controlada e, algumas vezes, incorpora, também, um compensador.
d) ( ) A entrada r define o valor desejado de y, sendo e o erro (subtração) entre essas duas variáveis, e F um fator de escala e/ou um filtro.
e) ( ) O bloco H simboliza o controlador/compensador necessário para impor determinadas características na malha de controle, como estabilidade, tempo de acomodação, ultrapassagem máxima etc.
3 A saída do sistema respeita uma proporcionalidade com o valor da entrada. Essa é uma característica de qual sistema?
a) ( ) Sistema de controle concentrado. b) ( ) Sistemas de controle linear. c) ( ) Sistemas de controle distribuído.
AUTOATIVIDADE

96
d) ( ) Sistemas de controle não linear. e) ( ) Sistemas de controle estacionário.
4 Analise as afirmações acerca das finalidades dos controladores ou compensadores nas malhas de controle, assinalando V para verdadeiro, ou F, para falso:
( ) Estabilizar sistemas instáveis. ( ) Alterar características de respostas dinâmicas. ( ) Atenuar eventuais distúrbios ou alterações de parâmetros que um
processo, planta ou sistema físico possa apresentar. A alternativa que apresenta a sequência CORRETA é: a) ( ) V, V, V. b) ( ) F, V, F. c) ( ) V, F, V. d) ( ) V, F, F. e) ( ) F, V, V
5 Analise as assertivas a seguir:
I- Uma malha de controle deve apresentar resposta oscilatória e não ultrapassar o valor da faixa de erro especificada, pois isso caracteriza um sistema de controle instável.
II- No sistema de controle distribuído, é possível analisar as variáveis isoladamente, como se estivessem concentradas em um ponto.
III- A entrada de referência é, também, conhecida como set point.
Qual (is) está (ão) correta (s)? a) ( ) Apenas a II. b) ( ) Apenas a III. c) ( ) Apenas a I e a II. d) ( ) Apenas a II e a III. e) ( ) I, II e III.
6 Considerando a perspectiva estrutural, indique qual das características a seguir pertence a esses modelos:
a) ( ) Os componentes (contatores, relé com temporização, motores, resistência e controlador de temperatura) presentes no circuito elétrico têm as suas funções definidas, de acordo como foram desenvolvidos.
b) ( ) É aquela que representa o conjunto de elementos em um sistema e o conjunto de relações que conecta esses elementos entre si.
c) ( ) Como ou quando a função do sistema é executada. d) ( ) Um diagrama de circuito apresenta a função exata de cada componente
no sistema e as suas inter-relações.
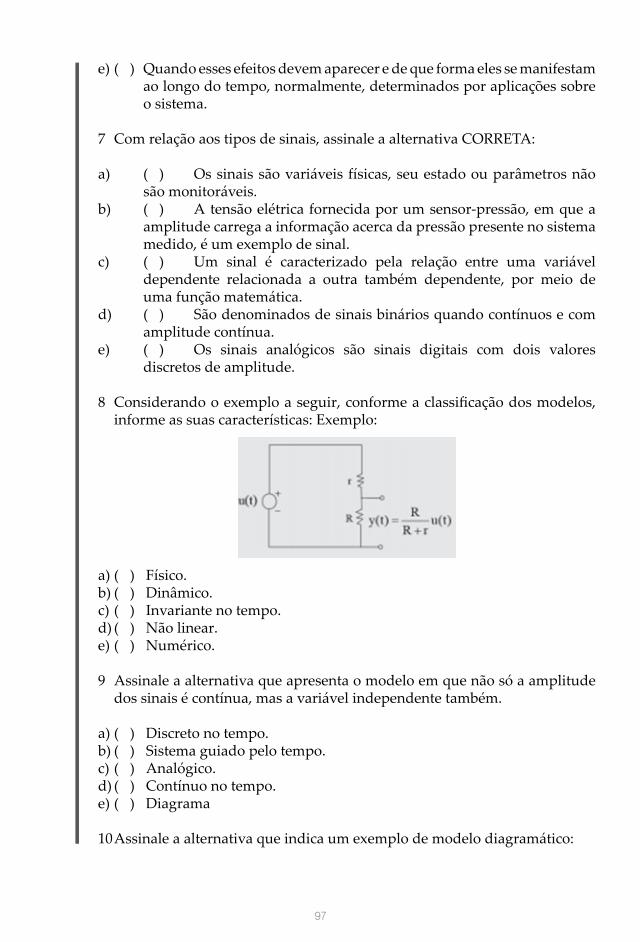
97
e) ( ) Quando esses efeitos devem aparecer e de que forma eles se manifestam ao longo do tempo, normalmente, determinados por aplicações sobre o sistema.
7 Com relação aos tipos de sinais, assinale a alternativa CORRETA: a) ( ) Os sinais são variáveis físicas, seu estado ou parâmetros não
são monitoráveis. b) ( ) A tensão elétrica fornecida por um sensor-pressão, em que a
amplitude carrega a informação acerca da pressão presente no sistema medido, é um exemplo de sinal.
c) ( ) Um sinal é caracterizado pela relação entre uma variável dependente relacionada a outra também dependente, por meio de uma função matemática.
d) ( ) São denominados de sinais binários quando contínuos e com amplitude contínua.
e) ( ) Os sinais analógicos são sinais digitais com dois valores discretos de amplitude.
8 Considerando o exemplo a seguir, conforme a classificação dos modelos, informe as suas características: Exemplo:
a) ( ) Físico.b) ( ) Dinâmico.c) ( ) Invariante no tempo.d) ( ) Não linear.e) ( ) Numérico.
9 Assinale a alternativa que apresenta o modelo em que não só a amplitude dos sinais é contínua, mas a variável independente também.
a) ( ) Discreto no tempo. b) ( ) Sistema guiado pelo tempo. c) ( ) Analógico.d) ( ) Contínuo no tempo. e) ( ) Diagrama
10 Assinale a alternativa que indica um exemplo de modelo diagramático:

98
a) ( ) Maquete. b) ( ) Gráficos de barras. c) ( ) Circuitos elétricos utilizados para representar sistemas mecânicos. d) ( ) Expressões matemáticas em geral. e) ( ) Lista de requisitos.
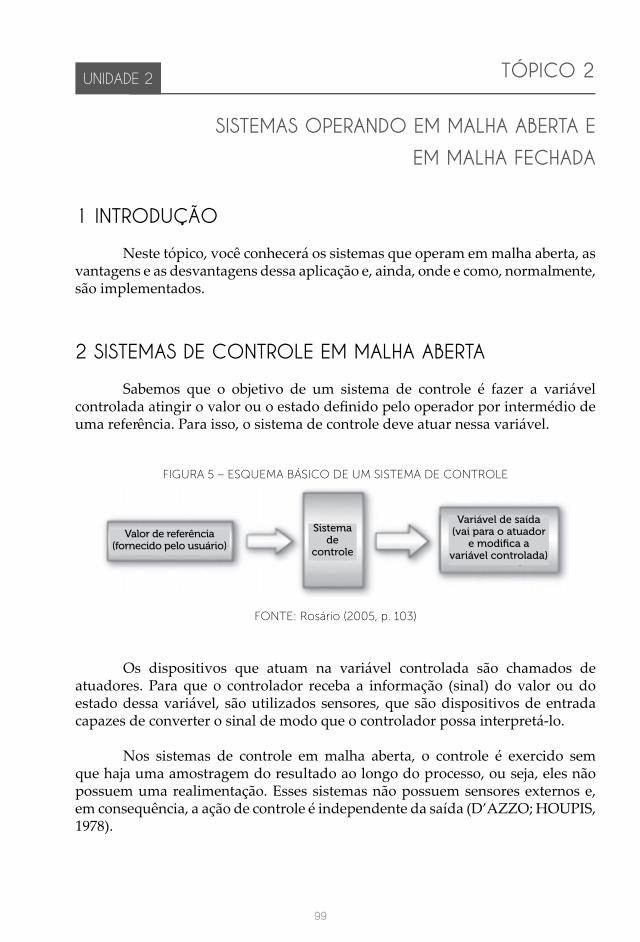
99
UNIDADE 2
1 INTRODUÇÃO
Neste tópico, você conhecerá os sistemas que operam em malha aberta, as vantagens e as desvantagens dessa aplicação e, ainda, onde e como, normalmente, são implementados.
2 SISTEMAS DE CONTROLE EM MALHA ABERTA
Sabemos que o objetivo de um sistema de controle é fazer a variável controlada atingir o valor ou o estado definido pelo operador por intermédio de uma referência. Para isso, o sistema de controle deve atuar nessa variável.
FIGURA 5 – ESQUEMA BÁSICO DE UM SISTEMA DE CONTROLE
FONTE: Rosário (2005, p. 103)
Os dispositivos que atuam na variável controlada são chamados de atuadores. Para que o controlador receba a informação (sinal) do valor ou do estado dessa variável, são utilizados sensores, que são dispositivos de entrada capazes de converter o sinal de modo que o controlador possa interpretá-lo.
Nos sistemas de controle em malha aberta, o controle é exercido sem
que haja uma amostragem do resultado ao longo do processo, ou seja, eles não possuem uma realimentação. Esses sistemas não possuem sensores externos e, em consequência, a ação de controle é independente da saída (D’AZZO; HOUPIS, 1978).
TÓPICO 2 —
SISTEMAS OPERANDO EM MALHA ABERTA E
EM MALHA FECHADA
Valor de referência(fornecido pelo usuário)
Variável de saída (vai para o atuador
e modifica a variável controlada)
Sistema de
controle
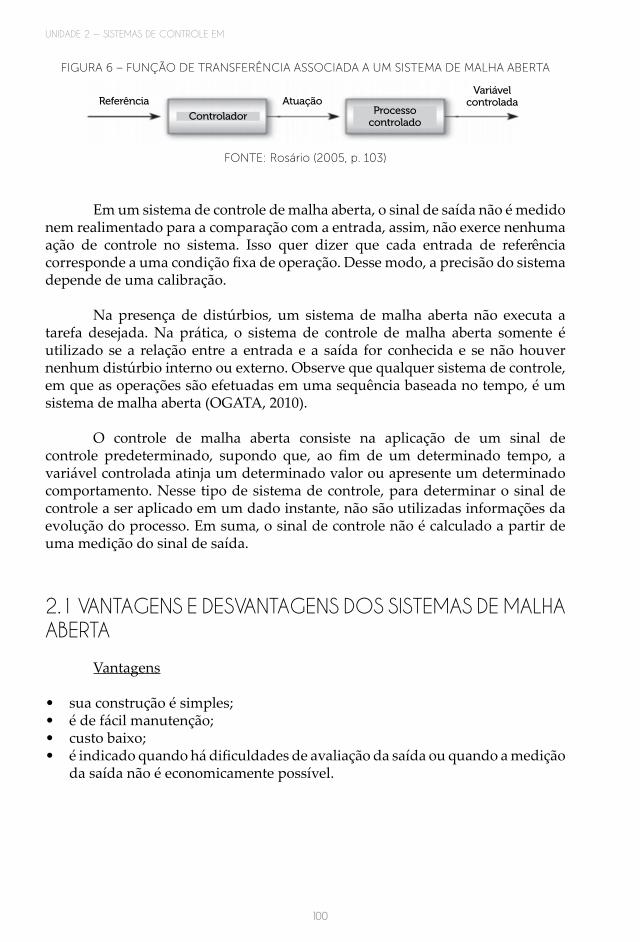
100
UNIDADE 2 — SISTEMAS DE CONTROLE EM
FIGURA 6 – FUNÇÃO DE TRANSFERÊNCIA ASSOCIADA A UM SISTEMA DE MALHA ABERTA
FONTE: Rosário (2005, p. 103)
Em um sistema de controle de malha aberta, o sinal de saída não é medido nem realimentado para a comparação com a entrada, assim, não exerce nenhuma ação de controle no sistema. Isso quer dizer que cada entrada de referência corresponde a uma condição fixa de operação. Desse modo, a precisão do sistema depende de uma calibração.
Na presença de distúrbios, um sistema de malha aberta não executa a tarefa desejada. Na prática, o sistema de controle de malha aberta somente é utilizado se a relação entre a entrada e a saída for conhecida e se não houver nenhum distúrbio interno ou externo. Observe que qualquer sistema de controle, em que as operações são efetuadas em uma sequência baseada no tempo, é um sistema de malha aberta (OGATA, 2010).
O controle de malha aberta consiste na aplicação de um sinal de controle predeterminado, supondo que, ao fim de um determinado tempo, a variável controlada atinja um determinado valor ou apresente um determinado comportamento. Nesse tipo de sistema de controle, para determinar o sinal de controle a ser aplicado em um dado instante, não são utilizadas informações da evolução do processo. Em suma, o sinal de controle não é calculado a partir de uma medição do sinal de saída.
2.1 VANTAGENS E DESVANTAGENS DOS SISTEMAS DE MALHA ABERTA
Vantagens
• sua construção é simples;• é de fácil manutenção; • custo baixo; • é indicado quando há dificuldades de avaliação da saída ou quando a medição
da saída não é economicamente possível.
Controlador
Referência AtuaçãoVariável
controladaProcesso
controlado
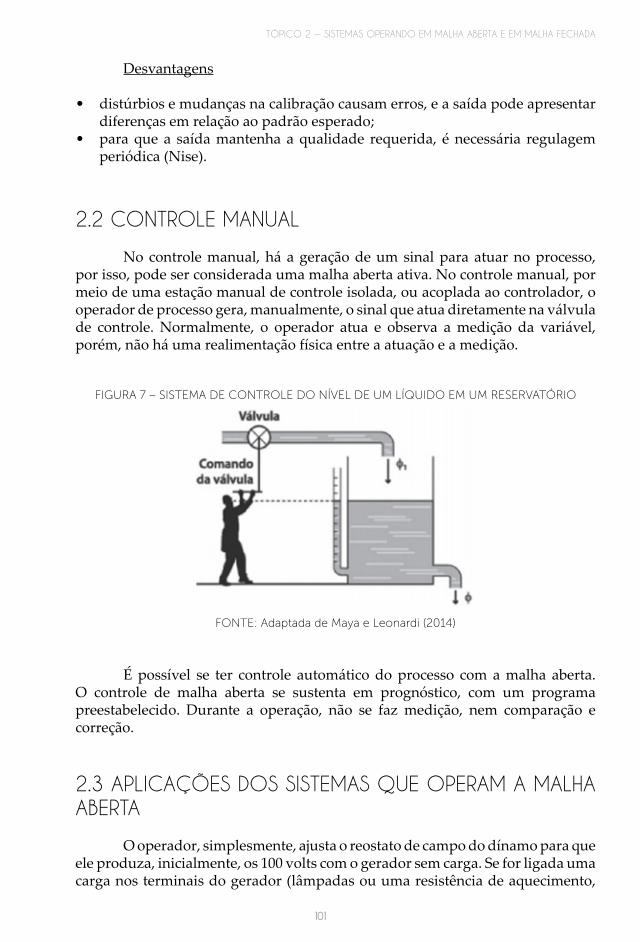
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA
101
Desvantagens
• distúrbios e mudanças na calibração causam erros, e a saída pode apresentar diferenças em relação ao padrão esperado;
• para que a saída mantenha a qualidade requerida, é necessária regulagem periódica (Nise).
2.2 CONTROLE MANUAL
No controle manual, há a geração de um sinal para atuar no processo, por isso, pode ser considerada uma malha aberta ativa. No controle manual, por meio de uma estação manual de controle isolada, ou acoplada ao controlador, o operador de processo gera, manualmente, o sinal que atua diretamente na válvula de controle. Normalmente, o operador atua e observa a medição da variável, porém, não há uma realimentação física entre a atuação e a medição.
FIGURA 7 – SISTEMA DE CONTROLE DO NÍVEL DE UM LÍQUIDO EM UM RESERVATÓRIO
FONTE: Adaptada de Maya e Leonardi (2014)
É possível se ter controle automático do processo com a malha aberta. O controle de malha aberta se sustenta em prognóstico, com um programa preestabelecido. Durante a operação, não se faz medição, nem comparação e correção.
2.3 APLICAÇÕES DOS SISTEMAS QUE OPERAM A MALHA ABERTA
O operador, simplesmente, ajusta o reostato de campo do dínamo para que ele produza, inicialmente, os 100 volts com o gerador sem carga. Se for ligada uma carga nos terminais do gerador (lâmpadas ou uma resistência de aquecimento,
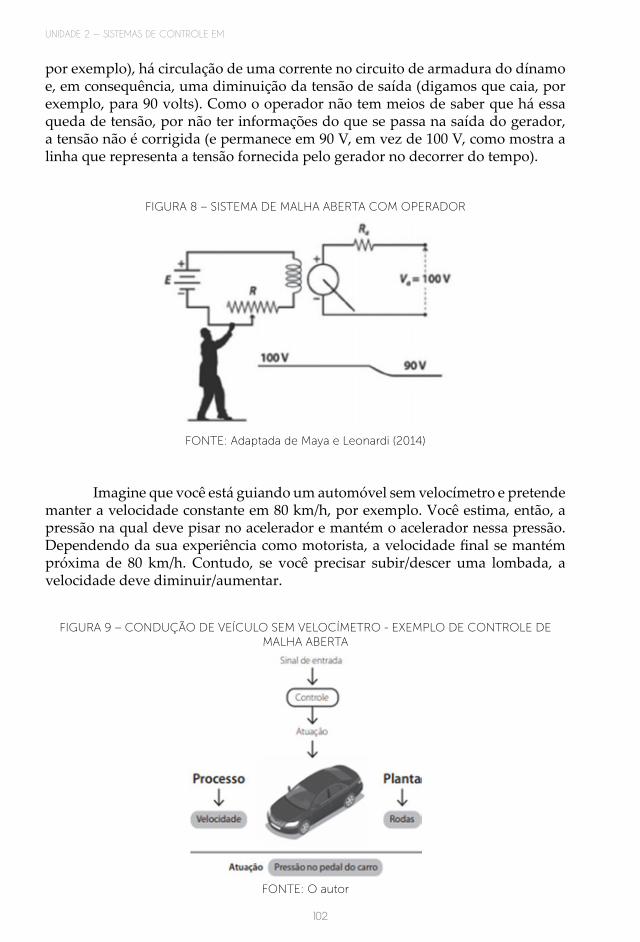
102
UNIDADE 2 — SISTEMAS DE CONTROLE EM
por exemplo), há circulação de uma corrente no circuito de armadura do dínamo e, em consequência, uma diminuição da tensão de saída (digamos que caia, por exemplo, para 90 volts). Como o operador não tem meios de saber que há essa queda de tensão, por não ter informações do que se passa na saída do gerador, a tensão não é corrigida (e permanece em 90 V, em vez de 100 V, como mostra a linha que representa a tensão fornecida pelo gerador no decorrer do tempo).
FIGURA 8 – SISTEMA DE MALHA ABERTA COM OPERADOR
FONTE: Adaptada de Maya e Leonardi (2014)
Imagine que você está guiando um automóvel sem velocímetro e pretende manter a velocidade constante em 80 km/h, por exemplo. Você estima, então, a pressão na qual deve pisar no acelerador e mantém o acelerador nessa pressão. Dependendo da sua experiência como motorista, a velocidade final se mantém próxima de 80 km/h. Contudo, se você precisar subir/descer uma lombada, a velocidade deve diminuir/aumentar.
FIGURA 9 – CONDUÇÃO DE VEÍCULO SEM VELOCÍMETRO - EXEMPLO DE CONTROLE DE MALHA ABERTA
FONTE: O autor
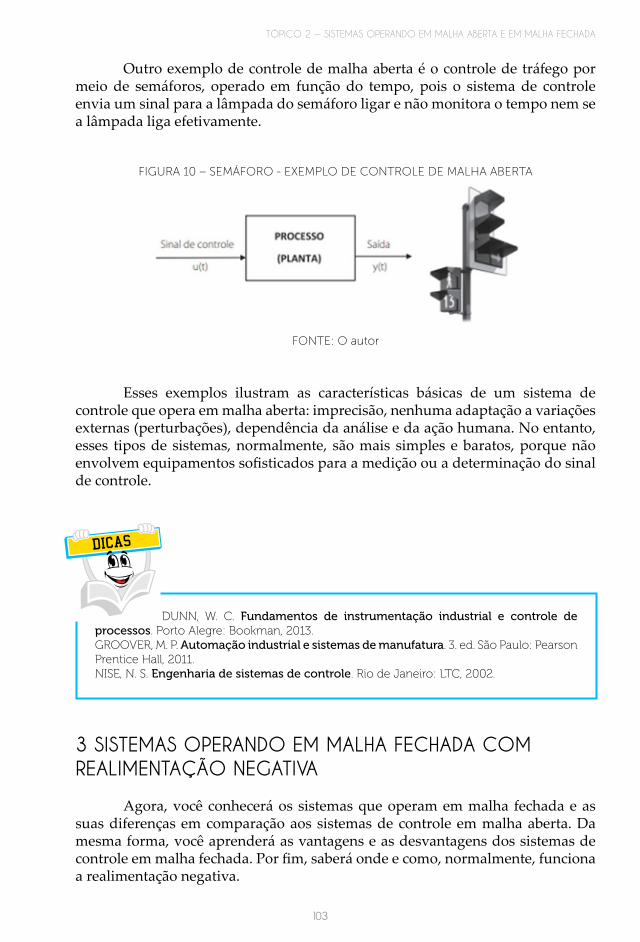
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA
103
Outro exemplo de controle de malha aberta é o controle de tráfego por meio de semáforos, operado em função do tempo, pois o sistema de controle envia um sinal para a lâmpada do semáforo ligar e não monitora o tempo nem se a lâmpada liga efetivamente.
FIGURA 10 – SEMÁFORO - EXEMPLO DE CONTROLE DE MALHA ABERTA
FONTE: O autor
Esses exemplos ilustram as características básicas de um sistema de controle que opera em malha aberta: imprecisão, nenhuma adaptação a variações externas (perturbações), dependência da análise e da ação humana. No entanto, esses tipos de sistemas, normalmente, são mais simples e baratos, porque não envolvem equipamentos sofisticados para a medição ou a determinação do sinal de controle.
3 SISTEMAS OPERANDO EM MALHA FECHADA COM REALIMENTAÇÃO NEGATIVA
Agora, você conhecerá os sistemas que operam em malha fechada e as suas diferenças em comparação aos sistemas de controle em malha aberta. Da mesma forma, você aprenderá as vantagens e as desvantagens dos sistemas de controle em malha fechada. Por fim, saberá onde e como, normalmente, funciona a realimentação negativa.
DUNN, W. C. Fundamentos de instrumentação industrial e controle de processos. Porto Alegre: Bookman, 2013. GROOVER, M. P. Automação industrial e sistemas de manufatura. 3. ed. São Paulo: Pearson Prentice Hall, 2011. NISE, N. S. Engenharia de sistemas de controle. Rio de Janeiro: LTC, 2002.
DICAS
104
UNIDADE 2 — SISTEMAS DE CONTROLE EM
3.1 SISTEMAS DE CONTROLE EM MALHA FECHADA
Como você já sabe, um sistema de controle tenta impor, às variáveis de saída, um determinado comportamento, cujas referências são as variáveis de entrada. Em um sistema de controle com realimentação, a variável de saída é comparada, continuamente, com a referência, que é a variável de entrada, a fim de detectar e de corrigir eventuais desvios do comportamento previsto para o sistema. Assim, as variáveis de entrada também são denominadas de variáveis de referência do sistema de controle. As variáveis de saída são chamadas de controladas.
Segundo Maya e Leonardi (2014), os sistemas de controle com
realimentação podem ser classificados em:
• Sistema regulador: a variável de saída deve manter um valor constante, igual ou proporcional ao valor fixo de referência da variável de entrada São comuns os reguladores de velocidade, de temperatura, de nível líquido em um reservatório etc.
• Sistemas rastreadores ou de acompanhamento (tracking systems): as variáveis de saída devem seguir ou acompanhar as variáveis de entrada. São exemplos os servomecanismos, os sistemas que procuram perseguir um alvo móvel ou uma posição variável de referência.
Um sistema de controle realimentado é aquele que tende a manter uma relação prescrita entre entrada e saída de referência, comparando-as e utilizando a diferença como um meio de controle (OGATA, 2010).
Os sistemas de controle com realimentação também são denominados de sistemas de controle em malha fechada. Como já vimos, os sistemas sem realimentação são chamados de sistemas de controle em malha aberta.
As desvantagens dos sistemas de malha aberta são, especificamente, a sensibilidade a perturbações e a incapacidade de corrigir os efeitos dessas perturbações. Essas deficiências podem ser superadas nos sistemas de malha fechada.
Os sistemas de controle realimentados não se limitam ao campo da engenharia, mas podem ser encontrados em várias outras áreas, como economia e biologia.
NOTA
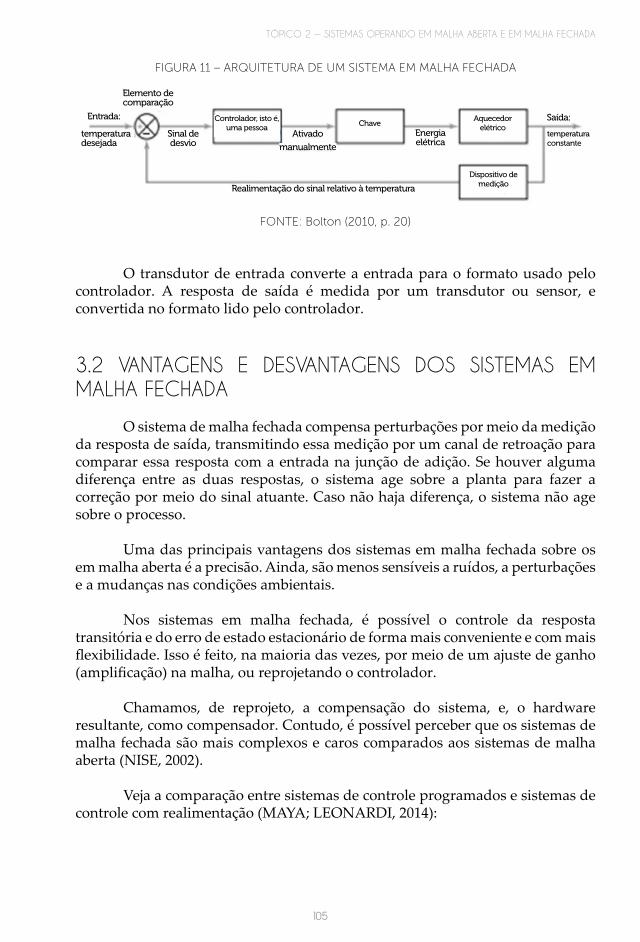
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA
105
FIGURA 11 – ARQUITETURA DE UM SISTEMA EM MALHA FECHADA
FONTE: Bolton (2010, p. 20)
O transdutor de entrada converte a entrada para o formato usado pelo controlador. A resposta de saída é medida por um transdutor ou sensor, e convertida no formato lido pelo controlador.
3.2 VANTAGENS E DESVANTAGENS DOS SISTEMAS EM MALHA FECHADA
O sistema de malha fechada compensa perturbações por meio da medição da resposta de saída, transmitindo essa medição por um canal de retroação para comparar essa resposta com a entrada na junção de adição. Se houver alguma diferença entre as duas respostas, o sistema age sobre a planta para fazer a correção por meio do sinal atuante. Caso não haja diferença, o sistema não age sobre o processo.
Uma das principais vantagens dos sistemas em malha fechada sobre os em malha aberta é a precisão. Ainda, são menos sensíveis a ruídos, a perturbações e a mudanças nas condições ambientais.
Nos sistemas em malha fechada, é possível o controle da resposta transitória e do erro de estado estacionário de forma mais conveniente e com mais flexibilidade. Isso é feito, na maioria das vezes, por meio de um ajuste de ganho (amplificação) na malha, ou reprojetando o controlador.
Chamamos, de reprojeto, a compensação do sistema, e, o hardware resultante, como compensador. Contudo, é possível perceber que os sistemas de malha fechada são mais complexos e caros comparados aos sistemas de malha aberta (NISE, 2002).
Veja a comparação entre sistemas de controle programados e sistemas de controle com realimentação (MAYA; LEONARDI, 2014):
Elemento decomparação
Entrada:
temperatura desejada
Sinal de desvio
Energia elétrica
Controlador, isto é, uma pessoa
Aquecedor elétrico
Dispositivo de medição
temperatura constante
Chave
manualmente
Realimentação do sinal relativo à temperatura
Ativado
Saída:
106
UNIDADE 2 — SISTEMAS DE CONTROLE EM
• Sistema programado: sistema de pontaria de uma luneta fixa em terra firme, para acompanhar a posição de uma estrela. Uma vez que a astronomia permite determinar, com exatidão, a posição da estrela em cada instante, o sistema pode ser programado para posicionar a luneta em função do tempo.
• Sistema de controle em malha fechada: sistema de pontaria de uma luneta situada em uma base móvel (em uma boia em alto-mar, por exemplo) para rastrear a posição de uma estrela. Os desvios de pontaria da luneta, devido às ondas, são detectados com auxílio da realimentação e corrigidos pelo sistema.
3.3 REALIMENTAÇÃO NEGATIVA
Um sistema tem realimentação quando mede uma variável na sua saída e faz a correção na sua entrada, com base nessa medição. Realizar uma realimentação, então, é a operação de medir na saída, além de atuar na entrada. Por exemplo, em um controle de vazão, o elemento sensor é colocado depois da válvula de controle, para não provocar distúrbio na medição, que é feita na entrada do processo, e a atuação, na saída do processo.
A realimentação pode ser positiva ou negativa.
Quando a atuação no processo é feita para aumentar o desvio entre a medição e o ponto de referência, a realimentação é positiva. É feita uma medição e comparada com um valor de referência e, então, atua-se no processo. Quando a medição for maior do que o ponto de ajuste, atua-se para aumentar a medição e, quando for menor, atua-se para diminuir a medição. Uma malha apenas com realimentação positiva leva o sistema para o mínimo ou para o máximo.
No controle de processo, a realimentação, predominantemente positiva, ou não apresenta nenhuma vantagem prática. Para fins de balanceamento, nos circuitos dos controladores, tem-se a realimentação positiva acompanhada da realimentação negativa.
Nas malhas fechadas de controle, normalmente, é utilizado o princípio de realimentação negativa. A realimentação negativa estabiliza o processo e diminui o ganho. Podemos dizer que há cinco partes essenciais em um sistema de controle com malha de realimentação negativa:
• o meio de medição pode ser o elemento sensor ou o transmissor com um elemento sensor. Eleva um sinal proporcional ao valor da variável;
• o mecanismo de comparação entre o valor da variável medida e o ponto de referência estabelecido de modo arbitrário, manual ou remotamente;
• o controlador do processo, que gera, automaticamente, um sinal analógico, que é uma função matemática do erro detectado (diferença entre medição e ponto de ajuste);
• o elemento final de controle, que manipula a variável que influencia na
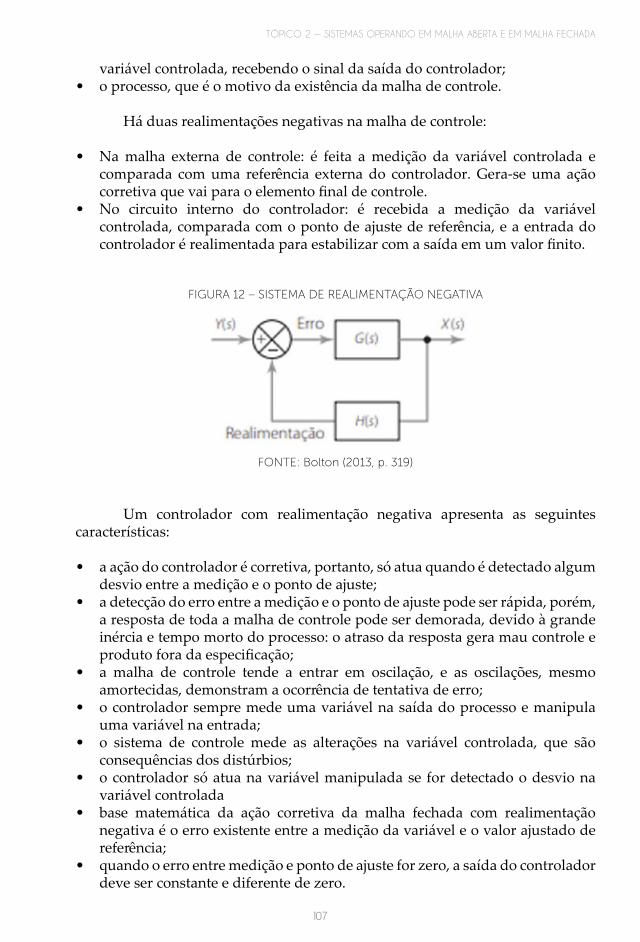
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA
107
variável controlada, recebendo o sinal da saída do controlador;• o processo, que é o motivo da existência da malha de controle.
Há duas realimentações negativas na malha de controle:
• Na malha externa de controle: é feita a medição da variável controlada e comparada com uma referência externa do controlador. Gera-se uma ação corretiva que vai para o elemento final de controle.
• No circuito interno do controlador: é recebida a medição da variável controlada, comparada com o ponto de ajuste de referência, e a entrada do controlador é realimentada para estabilizar com a saída em um valor finito.
FIGURA 12 – SISTEMA DE REALIMENTAÇÃO NEGATIVA
FONTE: Bolton (2013, p. 319)
Um controlador com realimentação negativa apresenta as seguintes características:
• a ação do controlador é corretiva, portanto, só atua quando é detectado algum desvio entre a medição e o ponto de ajuste;
• a detecção do erro entre a medição e o ponto de ajuste pode ser rápida, porém, a resposta de toda a malha de controle pode ser demorada, devido à grande inércia e tempo morto do processo: o atraso da resposta gera mau controle e produto fora da especificação;
• a malha de controle tende a entrar em oscilação, e as oscilações, mesmo amortecidas, demonstram a ocorrência de tentativa de erro;
• o controlador sempre mede uma variável na saída do processo e manipula uma variável na entrada;
• o sistema de controle mede as alterações na variável controlada, que são consequências dos distúrbios;
• o controlador só atua na variável manipulada se for detectado o desvio na variável controlada
• base matemática da ação corretiva da malha fechada com realimentação negativa é o erro existente entre a medição da variável e o valor ajustado de referência;
• quando o erro entre medição e ponto de ajuste for zero, a saída do controlador deve ser constante e diferente de zero.
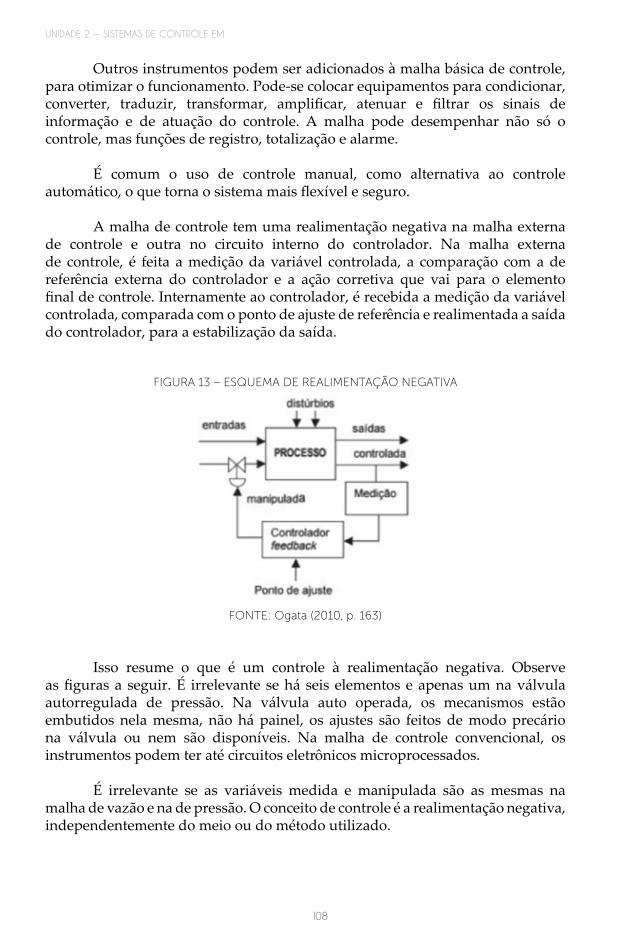
108
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Outros instrumentos podem ser adicionados à malha básica de controle, para otimizar o funcionamento. Pode-se colocar equipamentos para condicionar, converter, traduzir, transformar, amplificar, atenuar e filtrar os sinais de informação e de atuação do controle. A malha pode desempenhar não só o controle, mas funções de registro, totalização e alarme.
É comum o uso de controle manual, como alternativa ao controle automático, o que torna o sistema mais flexível e seguro.
A malha de controle tem uma realimentação negativa na malha externa de controle e outra no circuito interno do controlador. Na malha externa de controle, é feita a medição da variável controlada, a comparação com a de referência externa do controlador e a ação corretiva que vai para o elemento final de controle. Internamente ao controlador, é recebida a medição da variável controlada, comparada com o ponto de ajuste de referência e realimentada a saída do controlador, para a estabilização da saída.
FIGURA 13 – ESQUEMA DE REALIMENTAÇÃO NEGATIVA
FONTE: Ogata (2010, p. 163)
Isso resume o que é um controle à realimentação negativa. Observe as figuras a seguir. É irrelevante se há seis elementos e apenas um na válvula autorregulada de pressão. Na válvula auto operada, os mecanismos estão embutidos nela mesma, não há painel, os ajustes são feitos de modo precário na válvula ou nem são disponíveis. Na malha de controle convencional, os instrumentos podem ter até circuitos eletrônicos microprocessados.
É irrelevante se as variáveis medida e manipulada são as mesmas na malha de vazão e na de pressão. O conceito de controle é a realimentação negativa, independentemente do meio ou do método utilizado.
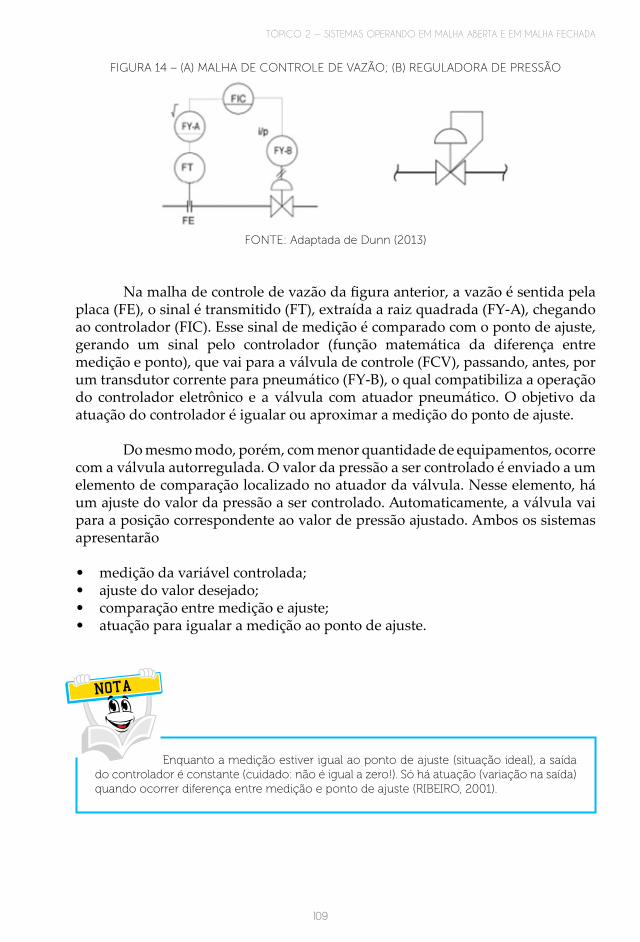
TÓPICO 2 — SISTEMAS OPERANDO EM MALHA ABERTA E EM MALHA FECHADA
109
FIGURA 14 – (A) MALHA DE CONTROLE DE VAZÃO; (B) REGULADORA DE PRESSÃO
FONTE: Adaptada de Dunn (2013)
Na malha de controle de vazão da figura anterior, a vazão é sentida pela placa (FE), o sinal é transmitido (FT), extraída a raiz quadrada (FY-A), chegando ao controlador (FIC). Esse sinal de medição é comparado com o ponto de ajuste, gerando um sinal pelo controlador (função matemática da diferença entre medição e ponto), que vai para a válvula de controle (FCV), passando, antes, por um transdutor corrente para pneumático (FY-B), o qual compatibiliza a operação do controlador eletrônico e a válvula com atuador pneumático. O objetivo da atuação do controlador é igualar ou aproximar a medição do ponto de ajuste.
Do mesmo modo, porém, com menor quantidade de equipamentos, ocorre com a válvula autorregulada. O valor da pressão a ser controlado é enviado a um elemento de comparação localizado no atuador da válvula. Nesse elemento, há um ajuste do valor da pressão a ser controlado. Automaticamente, a válvula vai para a posição correspondente ao valor de pressão ajustado. Ambos os sistemas apresentarão
• medição da variável controlada; • ajuste do valor desejado; • comparação entre medição e ajuste; • atuação para igualar a medição ao ponto de ajuste.
Enquanto a medição estiver igual ao ponto de ajuste (situação ideal), a saída do controlador é constante (cuidado: não é igual a zero!). Só há atuação (variação na saída) quando ocorrer diferença entre medição e ponto de ajuste (RIBEIRO, 2001).
NOTA

110
UNIDADE 2 — SISTEMAS DE CONTROLE EM
A melhor resposta de uma malha de controle é a realimentação negativa, que está longe da perfeição, pois o princípio de funcionamento se baseia em uma imperfeição. Só há controle quando há erro. Mesmo assim, a maioria absoluta dos sistemas de controle se fundamenta no conceito de realimentação negativa. Embora seja lento e suscetível à oscilação, é o mais fácil de ser realizado.
111
RESUMO DO TÓPICO 2
Neste tópico, você aprendeu que:
• O objetivo de um sistema de controle é fazer a variável controlada atingir o valor ou o estado definido pelo operador por intermédio de uma referência.
• Os dispositivos que atuam na variável controlada são chamados de atuadores.
• Sensores são dispositivos de entrada capazes de converter o sinal, de modo
que o controlador possa interpretá-lo.
• Em um sistema de controle de malha aberta, o sinal de saída não é medido nem realimentado para a comparação com a entrada, assim, não exerce nenhuma ação de controle no sistema.
• As vantagens de um sistema de malha aberta são: construção simples, fácil
manutenção, custo baixo, indicado quando há dificuldades de avaliação da saída ou quando a medição da saída não é economicamente possível.
• As desvantagens de um sistema de malha aberta são: distúrbios e mudanças
na calibração causam erros, e a saída pode apresentar diferenças em relação ao padrão esperado. Para que a saída mantenha a qualidade requerida, é necessária regulagem periódica (Nise).
• Em um sistema de controle com realimentação, a variável de saída é comparada, continuamente, com a referência, que é a variável de entrada, a fim de detectar e de corrigir eventuais desvios do comportamento previsto para o sistema.
• Um sistema de controle realimentado é aquele que tende a manter uma relação
prescrita entre entrada e saída de referência, comparando-as e utilizando a diferença como um meio de controle. São, também, denominados de sistemas de controle de malha fechada.
• O sistema de malha fechada compensa perturbações por meio da medição
da resposta de saída. Uma das principais vantagens dos sistemas de malha fechada sobre os de malha aberta é a precisão. São menos sensíveis a ruídos, a perturbações e a mudanças nas condições ambientais.
• Nos sistemas de malha fechada, é possível o controle da resposta transitória e
do erro de estado estacionário de forma mais conveniente e com flexibilidade. Isso é feito, na maioria das vezes, por meio de um ajuste de ganho (amplificação) na malha, ou reprojetando o controlador.
112
• Um sistema tem realimentação quando mede uma variável na saída e faz a correção na entrada, com base nessa medição.
• A realimentação pode ser positiva ou negativa. Quando a atuação no processo
é feita para aumentar o desvio entre a medição e o ponto de referência, a realimentação é positiva.
• Nas malhas fechadas de controle, normalmente, é utilizado o princípio de
realimentação negativa. A realimentação negativa estabiliza o processo e diminui o ganho.
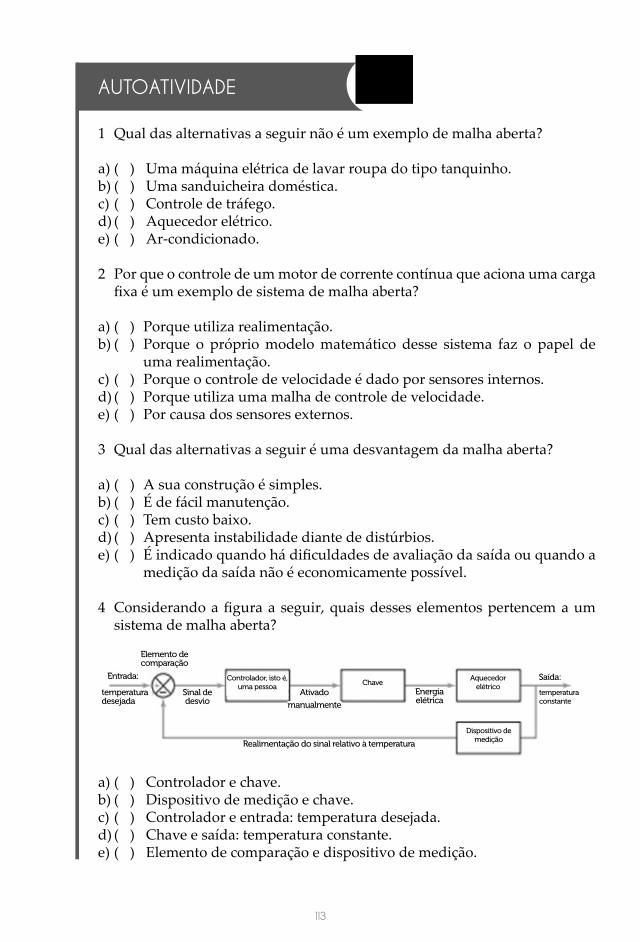
113
1 Qual das alternativas a seguir não é um exemplo de malha aberta?
a) ( ) Uma máquina elétrica de lavar roupa do tipo tanquinho. b) ( ) Uma sanduicheira doméstica. c) ( ) Controle de tráfego. d) ( ) Aquecedor elétrico. e) ( ) Ar-condicionado.
2 Por que o controle de um motor de corrente contínua que aciona uma carga fixa é um exemplo de sistema de malha aberta?
a) ( ) Porque utiliza realimentação.b) ( ) Porque o próprio modelo matemático desse sistema faz o papel de
uma realimentação. c) ( ) Porque o controle de velocidade é dado por sensores internos. d) ( ) Porque utiliza uma malha de controle de velocidade. e) ( ) Por causa dos sensores externos.
3 Qual das alternativas a seguir é uma desvantagem da malha aberta? a) ( ) A sua construção é simples. b) ( ) É de fácil manutenção. c) ( ) Tem custo baixo. d) ( ) Apresenta instabilidade diante de distúrbios. e) ( ) É indicado quando há dificuldades de avaliação da saída ou quando a
medição da saída não é economicamente possível.
4 Considerando a figura a seguir, quais desses elementos pertencem a um sistema de malha aberta?
a) ( ) Controlador e chave.b) ( ) Dispositivo de medição e chave. c) ( ) Controlador e entrada: temperatura desejada. d) ( ) Chave e saída: temperatura constante. e) ( ) Elemento de comparação e dispositivo de medição.
AUTOATIVIDADE
Elemento decomparação
Entrada:
temperatura desejada
Sinal de desvio
Energia elétrica
Controlador, isto é, uma pessoa
Aquecedor elétrico
Dispositivo de medição
temperatura constante
Chave
manualmente
Realimentação do sinal relativo à temperatura
Ativado
Saída:
114
5 Em um sistema de controle com realimentação, a variável de saída é comparada, continuamente, com a referência, que é a variável de entrada, a fim de detectar e de corrigir eventuais desvios do comportamento previsto para o sistema. Com base nessa informação, é CORRETO afirmar que:
a) ( ) As variáveis de entrada também são denominadas de controladas. b) ( ) As variáveis de referência são as de saída. c) ( ) O sistema de controle tenta impor, às variáveis de entrada, um
determinado comportamento. d) ( ) As variáveis de saída são chamadas de controladas.e) ( ) As variáveis de entrada e as de saída podem ser denominadas de
variáveis de referência.
6 Analise as afirmações a seguir e assinale a alternativa CORRETA: a) ( ) No sistema de controle de malha fechada, utiliza-se um atuador para
comparar, continuamente, a saída de um sistema com a condição desejada, além de converter o erro em uma ação de controle com a finalidade de reduzi-lo.
b) ( ) O erro pode diminuir em consequência de alguma alteração nas condições do sistema controlado ou por causa de uma mudança no valor desejado.
c) ( ) O termo controle digital direto é usado quando o computador está em malha aberta e exercendo, assim, o controle.
d) ( ) Modo de controle é a forma como o controlador pode reagir aos sinais de erro.
e) ( ) Um aquecedor elétrico, que é ligado ou desligado manualmente, para aquecer um ambiente, é um exemplo de sistema de controle de malha fechada.
7 Quanto aos sistemas de malha fechada, é CORRETO afirmar: a) ( ) Compensam perturbações por meio da medição da resposta de saída,
transmitindo essa medição por um canal de retroação para comparar essa resposta com a entrada na junção de adição.
b) ( ) Uma das principais vantagens dos sistemas de malha aberta sobre os de malha fechada é a precisão.
c) ( ) São mais sensíveis a ruídos, a perturbações e a mudanças nas condições ambientais.
d) ( ) É possível o controle da resposta transitória e do erro de estado estacionário, porém, menos conveniente e com menor flexibilidade.
e) ( ) Os sistemas de malha fechada são menos complexos e baratos, comparados aos sistemas de malha aberta.
115
8 Analise as alternativas a seguir e assinale a CORRETA: a) ( ) A realimentação é uma medição de uma variável na entrada e faz a
correção na saída, com base nessa medição. b) ( ) A realimentação é sempre negativa. c) ( ) Em um sistema de controle, não existem atrasos (lags).d) ( ) O termo erro de estado estacionário é usado quando não é possível
fazer correção. e) ( ) Um controlador pode receber um sinal de erro como consequência de
uma alteração no valor da variável.
9 Um fator considerado uma vantagem do sistema de malha fechada (SCMF) sobre o de malha aberta (SCMA) é:
a) ( ) Custo.b) ( ) Perturbação. c) ( ) Estabilidade. d) ( ) Potência. e) ( ) Distúrbio.

116
117
UNIDADE 2
1 INTRODUÇÃO
Agora, você conhecerá as funções de transferência e o uso de equações diferenciais. Também aprenderá as funções de transferência nos sistemas com malhas de realimentação. Por fim, verá como determinar, usando as transformadas de Laplace, a resposta de sistemas de primeira e segunda ordens para entradas simples e o efeito da posição dos polos na resposta dos sistemas.
2 DEFINIÇÃO DE FUNÇÃO DE TRANSFERÊNCIA
Na teoria de controle, as funções de transferência são muito utilizadas. Essas funções caracterizam as relações de entrada e de saída de componentes ou de sistemas que podem ser descritos por equações diferenciais lineares invariantes no tempo. Iniciando pela definição de função de transferência, analisaremos como deduzir a função de transferência de um sistema diferencial e, depois, a função de resposta impulsiva.
2.1 FUNÇÕES DE TRANSFERÊNCIA EM DIFERENTES SISTEMAS
A relação entre a transformada de Laplace da saída (função de resposta) e a transformada de Laplace da entrada (função de excitação) é denominada de função de transferência de um sistema, representada por uma equação diferencial linear invariante no tempo, admitindo-se todas as condições iniciais nulas.
TÓPICO 3 —
FUNÇÕES DE TRANSFERÊNCIA
Pierre-Simon Laplace (23/03/1749-02/03/1827), aos 16 anos, entrou para a Universidade de Caen para estudar teologia. Porém, logo, percebeu que o seu talento real era para a matemática. Abandonou a universidade e foi para Paris. Tornou-se amigo de d’Alembert, que lhe assegurou um cargo como professor em uma escola militar. Nos anos seguintes, Laplace produziu vários artigos de alta qualidade acerca de diversos tópicos. Aos 23 anos, foi eleito para a Academia de Paris. Dedicou a maior parte da sua vida às áreas da probabilidade e da mecânica celestial.
NOTA
118
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Considere o sistema linear invariante no tempo definido pela seguinte equação diferencial:
y é a saída do sistema e x é a entrada. A função de transferência desse sistema é a relação entre a transformada de Laplace da saída e a transformada de Laplace da entrada, quando todas as condições iniciais são zero, ou
A aplicabilidade da função de transferência é limitada a sistemas de equações diferenciais lineares invariantes no tempo, mas a utilização do método da função de transferência é vasta na análise e no projeto desses sistemas. Veja outras características da função de transferência de um sistema:
• é um modelo matemático que constitui um método operacional para expressar a equação diferencial que relaciona a variável de saída à variável de entrada;
• é uma propriedade inerente ao sistema, independentemente da amplitude e da natureza da função de entrada ou excitação;
• tem elementos necessários para relacionar a entrada à saída, mas não fornece informação relativa à estrutura física do sistema;
• caso você conheça a função de transferência de um sistema, a saída ou a resposta pode ser estudada para várias formas de entrada, buscando o entendimento da natureza do sistema.
Se não for conhecida, a função de transferência de um sistema pode ser presumida com o auxílio de entradas conhecidas e do estudo das respectivas respostas do sistema. Após a definição, a função de transferência fornece uma descrição completa das características dinâmicas do sistema, independentemente das características físicas.
As funções de transferência de diversos sistemas, fisicamente diferentes, podem ser idênticas.
NOTA
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
119
3 MÉTODO DAS TRANSFORMADAS DE LAPLACE
É natural falar de ganho do amplificador para um sistema amplificador. Isso indica o quanto o sinal de saída é maior do que o de entrada. Nesse caso, é possível que a saída seja determinada em entradas específicas. Observe um exemplo.
Um amplificador com ganho de tensão 10, para uma entrada de tensão 2 mV, apresenta uma saída de 20 mV. Se a entrada for 1 V, a saída deve ser 10 V. O ganho indica a relação matemática entre a saída e a entrada do bloco. É possível indicar quando um sinal está no domínio do tempo por meio de f(t). Contudo, em muitos sistemas, essa relação é representada por uma equação diferencial, não sendo possível uma função apenas com números. No entanto, é possível transformar uma equação diferencial em uma equação algébrica, usando a chamada transformada de Laplace.
A descrição do comportamento dos sistemas em relação ao tempo é feita pelas equações diferenciais que, pelo método de Laplace, são transformadas em equações algébricas simples, sem envolver tempo. Com elas, é possível realizar manipulações algébricas normais. Trata-se de um comportamento no domínio do tempo sendo transformado para o domínio s, representado por F(s).
Para um sistema linear, invariante no tempo, a função de transferência G(s) é:
X(s) é a transformada de Laplace da entrada, e Y(s) é a transformada de Laplace da saída do sistema, supondo que todas as condições iniciais contidas sejam nulas. Conclui-se que a saída Y(s) pode ser escrita como o produto de G(s) e X(s), ou:
Observe que a multiplicação no domínio complexo é equivalente à convolução no domínio de tempo, de maneira que a transformada inversa de Laplace se dê pela seguinte integral de convolução:
Função de resposta impulsiva: considere a saída (resposta) de um sistema linear invariante no tempo a um impulso unitário de entrada quando as condições iniciais são nulas. Como a transformada de Laplace da função impulso unitário é igual à unidade, a transformada de Laplace da saída do sistema é:
Y(s) = G(s)
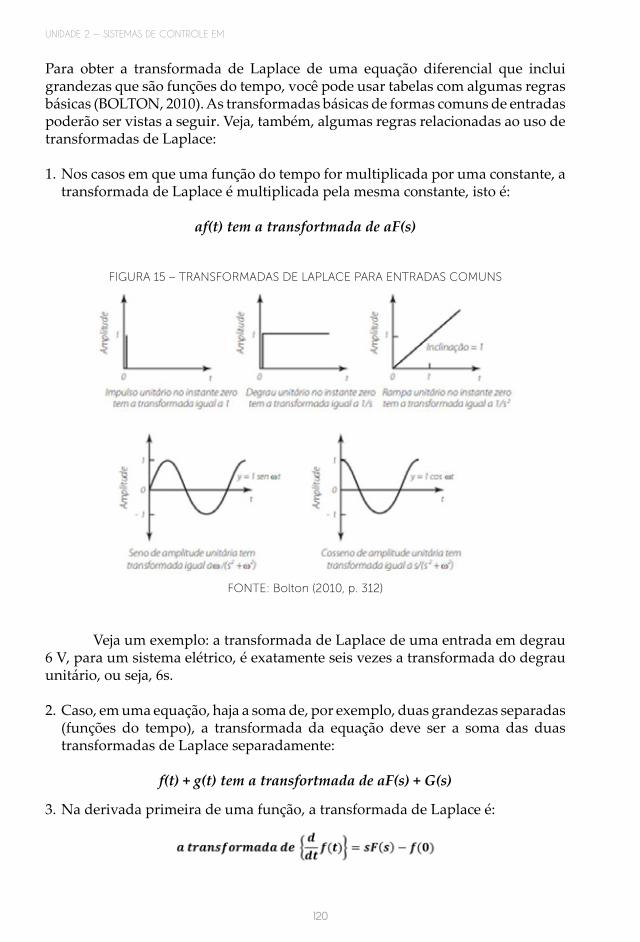
120
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Para obter a transformada de Laplace de uma equação diferencial que inclui grandezas que são funções do tempo, você pode usar tabelas com algumas regras básicas (BOLTON, 2010). As transformadas básicas de formas comuns de entradas poderão ser vistas a seguir. Veja, também, algumas regras relacionadas ao uso de transformadas de Laplace:
1. Nos casos em que uma função do tempo for multiplicada por uma constante, a transformada de Laplace é multiplicada pela mesma constante, isto é:
af(t) tem a transfortmada de aF(s)
FIGURA 15 – TRANSFORMADAS DE LAPLACE PARA ENTRADAS COMUNS
FONTE: Bolton (2010, p. 312)
Veja um exemplo: a transformada de Laplace de uma entrada em degrau 6 V, para um sistema elétrico, é exatamente seis vezes a transformada do degrau unitário, ou seja, 6s.
2. Caso, em uma equação, haja a soma de, por exemplo, duas grandezas separadas (funções do tempo), a transformada da equação deve ser a soma das duas transformadas de Laplace separadamente:
f(t) + g(t) tem a transfortmada de aF(s) + G(s)
3. Na derivada primeira de uma função, a transformada de Laplace é:

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
121
f(0) é o valor inicial de f(t) quando t = 0. Contudo, quando falamos da função de transferência, temos todas as condições iniciais nulas.
4. Na derivada segunda de uma função, a transformada de Laplace é:
O valor inicial da derivada primeira de f (t) é df (0)/dt quando temos t = 0. Entretanto, quando usamos uma função de transferência, as condições iniciais serão todas nulas
5. A transformada de Laplace da integral de uma função é:
Assim, na obtenção das transformadas de equações diferenciais e integrais, quando todas as condições iniciais são nulas, temos:
• Substituição da função tempo f(t) por F (s). • Substituição da derivada primeira• Substituição da derivada segunda • Substituição da integral
Quando ocorrem manipulações algébricas no domínio s, você pode voltar o resultado para o domínio do tempo, usando a tabela de transformadas de modo inverso, isto é, encontrando a função no domínio do tempo correspondente ao resultado no domínio s. Normalmente, a transformada tem que ser rearranjada para ser utilizada do modo como está na tabela.
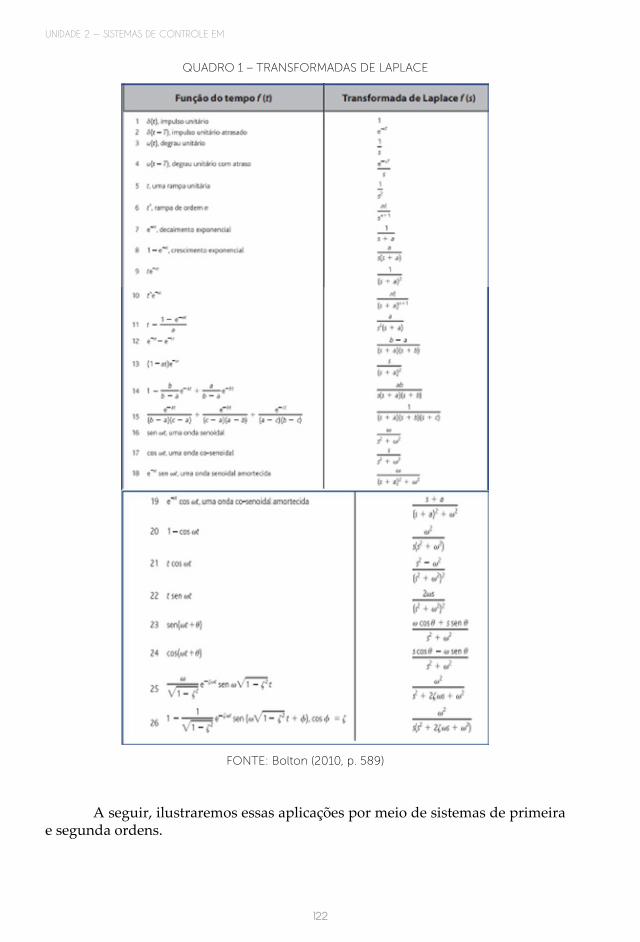
122
UNIDADE 2 — SISTEMAS DE CONTROLE EM
QUADRO 1 – TRANSFORMADAS DE LAPLACE
FONTE: Bolton (2010, p. 589)
A seguir, ilustraremos essas aplicações por meio de sistemas de primeira e segunda ordens.

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
123
Sistemas de primeira ordem, considerando um sistema em que a relação entre a entrada e a saída ocorre por uma equação diferencial. A equação diferencial de um sistema de primeira ordem é dada do seguinte modo:
a1, a0, b0 são constantes, y é a entrada e x é a saída, sendo ambas funções do tempo. A transformada de Laplace dessa equação, com todas as condições iniciais nulas, é:
Assim, podemos escrever a função de transferência G(s) como:
Rearranjando, você obtém:
Sendo G o ganho do sistema nas condições de estado estacionário, isto é, não há o termo dx > dt. (a1> a0) é a constante de tempo Ί do sistema.
Sistema de primeira ordem com entrada em degrau: sistema de primeira ordem sujeito a uma entrada de degrau unitário, então, Y(s) = 1>s e a transformada de saída X(s) é:
Portanto, como temos a transformada na forma a > s (s + a), usando a transformada inversa listada como item 2 na seção anterior, temos:
Agora, você verá um exemplo que ilustra os aspectos apresentados até aqui no que se refere à função de transferência de um sistema de primeira ordem e ao comportamento quando sujeito a uma entrada em degrau:
• Supondo que um circuito que tenha uma resistência R em série, com capacitância C, tenha uma entrada v, a saída seria a diferença de potencial vC no capacitor. A equação diferencial que relaciona a entrada e a saída é:

124
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Então, sendo a transformada de Laplace, com todas as condições iniciais nulas, determine a função de transferência:
Assim, a função de transferência é:
3.1 SISTEMAS DE SEGUNDA ORDEM
Nos sistemas de segunda ordem, a relação entre a entrada y e a saída x é representada por uma equação diferencial da seguinte forma:
a2 , a1 , a0 e b0 são constantes. A transformada de Laplace dessa equação, com todas as condições iniciais nulas, é:
Portanto:
Outra forma de escrever a equação diferencial para um sistema de segunda ordem é:
ωn é a frequência angular natural na qual o sistema oscila e ζ é a razão de amortecimento. A transformada de Laplace dessa equação forma:
Essa equação é a forma geral da função de transferência para um sistema de segunda ordem.
3.1.1 Sistema de segunda ordem com entrada em degrau
Sistema de segunda ordem sujeito a uma entrada de degrau unitário, isto é, Y(s) = 1/s. Assim, a transformada da saída fica:

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
125
Pode ser rearranjada como:
p1 e p2 são as raízes da equação:
Com isso, usando a equação para as raízes de uma equação quadrática:
As duas raízes p1 e p2 são:
Com ζ > 1, o termo da raiz quadrada é real e o sistema é sobre amortecido. Podemos usar o método de frações parciais para determinar a transformada inversa, e dividir a expressão em frações simples. O resultado será:
Essa equação pode ser expandida pelo método de frações parciais, para se ter:
Portanto:
Com ζ > 1, temos:
cos Ø = ζ. Essa é uma oscilação subamortecida. Veja um exemplo do que acabamos de estudar.
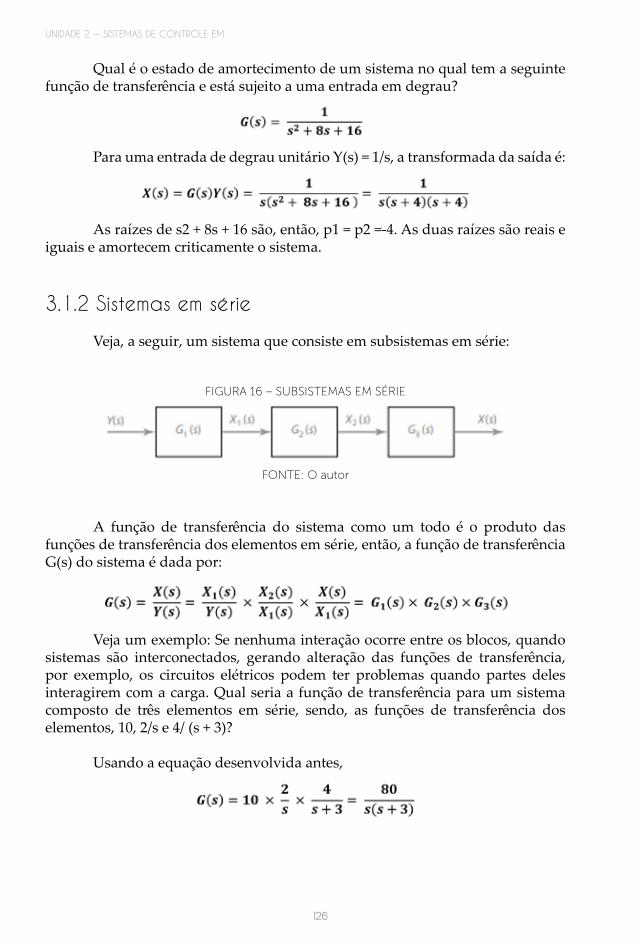
126
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Qual é o estado de amortecimento de um sistema no qual tem a seguinte função de transferência e está sujeito a uma entrada em degrau?
Para uma entrada de degrau unitário Y(s) = 1/s, a transformada da saída é:
As raízes de s2 + 8s + 16 são, então, p1 = p2 =-4. As duas raízes são reais e iguais e amortecem criticamente o sistema.
3.1.2 Sistemas em série
Veja, a seguir, um sistema que consiste em subsistemas em série:
FIGURA 16 – SUBSISTEMAS EM SÉRIE
FONTE: O autor
A função de transferência do sistema como um todo é o produto das funções de transferência dos elementos em série, então, a função de transferência G(s) do sistema é dada por:
Veja um exemplo: Se nenhuma interação ocorre entre os blocos, quando sistemas são interconectados, gerando alteração das funções de transferência, por exemplo, os circuitos elétricos podem ter problemas quando partes deles interagirem com a carga. Qual seria a função de transferência para um sistema composto de três elementos em série, sendo, as funções de transferência dos elementos, 10, 2/s e 4/ (s + 3)?
Usando a equação desenvolvida antes,
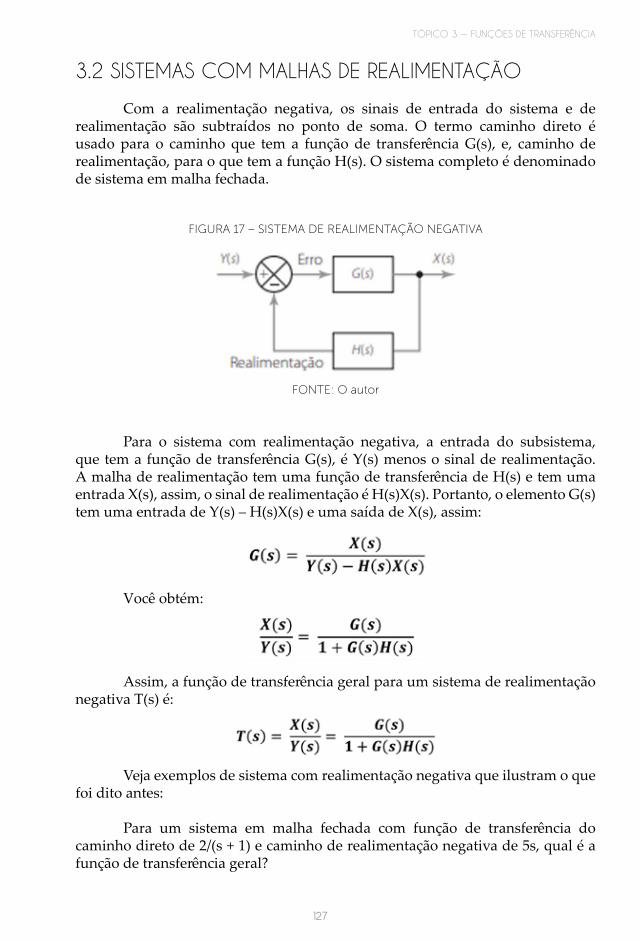
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
127
3.2 SISTEMAS COM MALHAS DE REALIMENTAÇÃO
Com a realimentação negativa, os sinais de entrada do sistema e de realimentação são subtraídos no ponto de soma. O termo caminho direto é usado para o caminho que tem a função de transferência G(s), e, caminho de realimentação, para o que tem a função H(s). O sistema completo é denominado de sistema em malha fechada.
FIGURA 17 – SISTEMA DE REALIMENTAÇÃO NEGATIVA
FONTE: O autor
Para o sistema com realimentação negativa, a entrada do subsistema, que tem a função de transferência G(s), é Y(s) menos o sinal de realimentação. A malha de realimentação tem uma função de transferência de H(s) e tem uma entrada X(s), assim, o sinal de realimentação é H(s)X(s). Portanto, o elemento G(s) tem uma entrada de Y(s) – H(s)X(s) e uma saída de X(s), assim:
Você obtém:
Assim, a função de transferência geral para um sistema de realimentação negativa T(s) é:
Veja exemplos de sistema com realimentação negativa que ilustram o que foi dito antes:
Para um sistema em malha fechada com função de transferência do
caminho direto de 2/(s + 1) e caminho de realimentação negativa de 5s, qual é a função de transferência geral?

128
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Usando a equação desenvolvida:
Efeito da localização dos polos na resposta transiente. Um sistema pode ser definido como estável se, quando ele recebe uma entrada, o seu transiente termina com o tempo, deixando o sistema na condição de estado estacionário. Se o transiente não termina com o tempo, mas aumenta a sua amplitude, e a condição de estado estacionário nunca é atingida, denomina-se de sistema e instável. Considere que a entrada é um impulso unitário em um sistema de primeira ordem com uma função de transferência de G(s) = 1/(s + 1). A saída do sistema X(s) é:
Então, x = e–t . À medida que t aumenta, a saída diminui, tornando-se, no fim, zero. Desse modo, considere a entrada impulso unitário para um sistema com a função de transferência G(s) = 1/(s – 1). A saída é:
Assim, x = et . À medida que t aumenta, a saída aumenta. Portanto, um impulso momentâneo no sistema gera uma saída cada vez maior; este sistema é instável.
Os valores de s, que tornam a função de transferência infinita, são denominados de polos, que são as raízes da equação característica.
Assim, para G(s) = 1/(s + 1), existe um polo de s = –1. Para G(s) = 1/(s – 1), existe um polo de s = +1. S. Um sistema de primeira ordem é estável, então, se o polo é negativo, e instável se ele for positivo. Para um sistema de segunda ordem com função de transferência:
Quando submetido a uma entrada de impulso unitário:

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
129
FIGURA 18 – SISTEMAS DE PRIMEIRA ORDEM - (A) POLO NEGATIVO; (B) POLO POSITIVO
FONTE: Bolton (2010, p. 321)
p1 e p2 são as raízes da equação:
Usando a equação para o cálculo das raízes de uma equação quadrática:
Dependendo do valor do fator de amortecimento, o termo sob o sinal da raiz quadrada pode ser real ou imaginário. Havendo um termo imaginário, a saída apresenta oscilações. Por exemplo, considere que há um sistema de segunda ordem com a função de transferência:
Isto é, p = –2 ± j1. Quando submetido a uma entrada de impulso unitário, a saída é e–2t sen t. A amplitude da oscilação, e–2t, termina conforme o tempo aumenta, e o efeito do impulso é uma oscilação que decai gradualmente. O sistema é estável. Contudo, considere que temos um sistema com a função de transferência:
Então, p = +2 ± j1. Quando submetido a uma entrada de impulso unitário, a saída é e2t sen t. A amplitude da oscilação, e2t, aumenta conforme o tempo aumenta. O sistema é instável. Quando um impulso é aplicado a um sistema, geralmente, a saída é uma soma de termos exponenciais. Caso um só desses termos for uma exponencial crescente, então, a saída continua a crescer e o sistema é instável. Quando há um par de polos, envolvendo termos imaginários positivos ou negativos, então, a saída é oscilante. De acordo com Bolton (2010, p. 322), “um sistema é estável se a parte real de todos os polos for negativa. Um sistema é instável se a parte real de qualquer dos seus polos for positiva”.

130
UNIDADE 2 — SISTEMAS DE CONTROLE EM
FIGURA 19 – SISTEMAS DE SEGUNDA ORDEM
FONTE: Bolton (2010, p. 322)
3.3 PLANOS
As posições dos polos de um sistema podem ser representadas graficamente, pondo, no eixo x, as partes reais, e, no y, as imaginárias. Esse gráfico é denominado de planos. A posição dos polos no plano indica a estabilidade do sistema. Segue esse plano e como a posição das raízes influencia na resposta de um sistema.
FIGURA 20 – O PLANO S
FONTE: Bolton (2010, p. 323)
3.4 COMPENSAÇÃO
A saída de um sistema pode ser instável, ora a resposta é muito lenta, ora há muito overshoot. As respostas às entradas dos sistemas podem ser alteradas, incluindo-se compensadores. Compensador é um bloco que é agregado ao sistema para alterar a sua função de transferência geral para obter as características

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
131
desejadas. Para ilustrar o uso de um compensador, considere um sistema de controle de posição, que possua um caminho de realimentação negativa com uma função de transferência de 1 e dois subsistemas no seu caminho direto: um compensador com uma função de transferência de K e um sistema motor/acionamento com uma função de transferência de 1/s(s + 1). Que valor deve apresentar K para o sistema ser criticamente amortecido? O caminho direto tem uma função de transferência de K/s(s + 1), e o caminho de realimentação tem uma função de transferência de 1. A função de transferência desse sistema é:
O denominador é s2 + s + K. As raízes são:
Para ser criticamente amortecido, temos que ter 1 – 4K = 0, e o compensador tem que ter ganho proporcional de K = 1/4.
132
UNIDADE 2 — SISTEMAS DE CONTROLE EM
LEITURA COMPLEMENTAR
PROJETO E ESTUDO DE CASO DA IMPLEMENTAÇÃO DE UM SISTEMA DE CONTROLE NEBULOSO
Leandro dos Santos CoelhoI Otacílio da M. AlmeidaII
Antonio Augusto R. CoelhoIII
ILaboratório de Automação e Sistemas, Programa de Pós-Graduação em Engenharia de Produção e Sistemas, Pontifícia Universidade Católica do Paraná, Rua Imaculada Conceição, 1155 Prado Velho, 80215-901, Curitiba, PR, Brasil IIDepartamento de Engenharia Elétrica, Universidade Federal do Ceará, Fortaleza, CE, Brasil IIIDepartamento de Automação e Sistemas, Universidade Federal de Santa Catarina, Caixa Postal 476, 88040-900, Florianópolis, SC, Brasil
RESUMO: Este artigo apresenta o projeto de um sistema de controle nebuloso aplicado a um processo não linear multivariável e o panorama do estado da arte da aplicação de sistemas de controle na indústria. O artigo está dividido em duas partes. Inicialmente, é apresentado o projeto de um sistema de controle nebuloso aplicado ao processo de balanço horizontal, um protótipo em escala de laboratório com dois ventiladores acionados por dois motores DC. A seguir, uma visão geral de aspectos de projeto e características de aplicações industriais de controladores nebulosos são apresentadas.
Palavra-chave: Controle nebuloso. Processo. Multivariável. Aplicações industriais.
1 INTRODUÇÃO
Na área de controle de processos, o advento dos computadores propiciou a implementação de algoritmos que não poderiam ser configurados e aplicados, utilizando-se a tecnologia analógica. As filosofias de controle feedforward, controle multivariável, controle ótimo, controle adaptativo e controle inteligente se tornaram alternativas praticáveis. A proliferação das metodologias de controle, denominadas de avançadas, pode ser atribuída aos avanços realizados na indústria eletrônica, especialmente, no desenvolvimento de dispositivos computacionais de baixo custo (anos 70).
O que os usuários denominam de controle clássico e avançado são estratégias de controle dependente do marco de referência adotado. Na década de 40, consideravam-se controladores avançados os controladores que, hoje em dia, são classificados como controladores convencionais ou clássicos, dentre os quais, controle em cascata, feedforward e compensadores avanço-atraso. Durante a década de 60, controle avançado significava algum algoritmo ou estratégia que difere do controlador PID (proporcional, integral e derivativo) clássico.
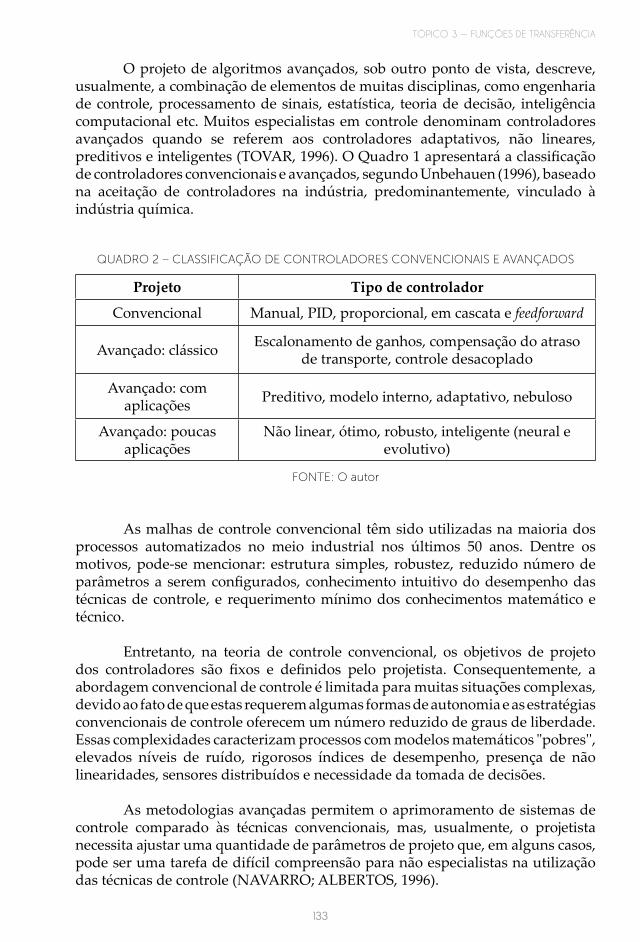
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
133
O projeto de algoritmos avançados, sob outro ponto de vista, descreve, usualmente, a combinação de elementos de muitas disciplinas, como engenharia de controle, processamento de sinais, estatística, teoria de decisão, inteligência computacional etc. Muitos especialistas em controle denominam controladores avançados quando se referem aos controladores adaptativos, não lineares, preditivos e inteligentes (TOVAR, 1996). O Quadro 1 apresentará a classificação de controladores convencionais e avançados, segundo Unbehauen (1996), baseado na aceitação de controladores na indústria, predominantemente, vinculado à indústria química.
QUADRO 2 – CLASSIFICAÇÃO DE CONTROLADORES CONVENCIONAIS E AVANÇADOS
FONTE: O autor
As malhas de controle convencional têm sido utilizadas na maioria dos processos automatizados no meio industrial nos últimos 50 anos. Dentre os motivos, pode-se mencionar: estrutura simples, robustez, reduzido número de parâmetros a serem configurados, conhecimento intuitivo do desempenho das técnicas de controle, e requerimento mínimo dos conhecimentos matemático e técnico.
Entretanto, na teoria de controle convencional, os objetivos de projeto dos controladores são fixos e definidos pelo projetista. Consequentemente, a abordagem convencional de controle é limitada para muitas situações complexas, devido ao fato de que estas requerem algumas formas de autonomia e as estratégias convencionais de controle oferecem um número reduzido de graus de liberdade. Essas complexidades caracterizam processos com modelos matemáticos "pobres'', elevados níveis de ruído, rigorosos índices de desempenho, presença de não linearidades, sensores distribuídos e necessidade da tomada de decisões.
As metodologias avançadas permitem o aprimoramento de sistemas de controle comparado às técnicas convencionais, mas, usualmente, o projetista necessita ajustar uma quantidade de parâmetros de projeto que, em alguns casos, pode ser uma tarefa de difícil compreensão para não especialistas na utilização das técnicas de controle (NAVARRO; ALBERTOS, 1996).
Projeto Tipo de controlador
Convencional Manual, PID, proporcional, em cascata e feedforward
Avançado: clássico Escalonamento de ganhos, compensação do atraso de transporte, controle desacoplado
Avançado: com aplicações Preditivo, modelo interno, adaptativo, nebuloso
Avançado: poucas aplicações
Não linear, ótimo, robusto, inteligente (neural e evolutivo)
134
UNIDADE 2 — SISTEMAS DE CONTROLE EM
O aumento do número de aplicações de controle avançado tem sido motivado por diversos fatores vinculados a benefícios econômicos, como projeto integrado de plantas e em sistemas de controle, flexibilidade na produção, aprimoramento do controle de qualidade, restrições ambientais, requerimentos de economia de energia, tentativas de maximização dos meios do setor produtivo (DE KEYSER, 1998). A análise desses fatores visa que os processos industriais sejam operados de maneira apropriada para atender a requisitos e a normas de qualidade impostas por um mercado cada vez mais competitivo.
A partir dos anos 80, nota-se um acentuado crescimento do número de aplicações e sofisticação dos sistemas de controle avançados que empregam conceitos da teoria dos conjuntos nebulosos (fuzzy), denominados de Sistemas Nebulosos (SNs). A contribuição central dos SNs é por se caracterizar de uma metodologia apta ao tratamento de informação imprecisa, raciocínio aproximado, sistemas baseados em regras e manipulação de termos lingüísticos. Os SNs são uma ferramenta poderosa, possibilitando a expressão de conceitos que não sejam bem definidos, usualmente, empregado um nome ou adjetivo para a descrição. A concepção linguística da teoria dos SNs habilita a fusão de processamento simbólico e computação numérica, provendo uma metodologia apta para problemas de decisão e de controle, motivando a implementação de controladores nebulosos (CNs).
Dentre as vantagens dos CNs sobre os controladores convencionais ou clássicos, têm-se: (i) podem trabalhar com entradas contendo informações imprecisas; (ii) tratam processos complexos, com características de comportamento não linear, elevada ordem, atraso de transporte, e sistemas "mal" definidos; e (iii) possibilitam a implementação do conhecimento e experiência de especialistas utilizando regras linguísticas.
O artigo está dividido em duas partes. Na primeira parte, trata-se do estudo de caso experimental de CN multivariável. O CN é aplicado a um processo não linear MISO (Multi-Input and Single-Output), denominado de balanço horizontal, com características complexas do ponto de vista da engenharia de controle. Na segunda parte do artigo, é apresentada uma visão geral das propostas da academia e um conjunto de aplicações industriais dos CNs.
2 FUNDAMENTOS DE CONTROLE NEBULOSO
A teoria de controle clássica é adequada na resolução de problemas quando o processo é definido adequadamente e falha no tratamento de alguns processos complexos, devido às não linearidades e comportamentos variantes no tempo. Entretanto, operadores humanos, frequentemente, controlam, com sucesso, processos complexos. Esse fato motiva o projeto de controladores baseado na experiência de um operador humano.

TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
135
A essência do controle nebuloso é explorar o conhecimento do operador humano (do processo), de forma a permitir a configuração de projetos de controle com desempenho satisfatório. CN resulta no projeto de sistemas de controle não lineares. Assim, é uma tarefa difícil examinar a influência de cada parâmetro no desempenho e robustez do projeto. O procedimento de projeto adotado para um CN baseado em regras é sintetizado pelos seguintes passos: (i) selecionar as entradas e saídas de controle; (ii) definir as funções de pertinência das entradas e das saídas; (iii) especificar as regras de controle; (iv) selecionar o método de inferência associado às regras de controle; (v) selecionar o método de nebulização e desnebulização; e (vi) avaliar o controlador.
O projeto de CNs se caracteriza pelo tratamento do conhecimento a priori sobre o processo (caso haja) ou é sintetizado através de algoritmos de otimização. Existem diversos métodos para o projeto de um CN, como: modelagem do conhecimento do engenheiro de controle, modelagem das ações de controle e experiência dos operadores humanos, e identificação do processo a ser controlado.
O resultado de um CN baseado em regras apresenta uma superfície de controle codificada em uma base de conhecimento, sob forma de um conjunto de regras, termos linguísticos e fatores de escala, sendo estas executadas por um controlador dedicado, interpretador ou compilador. O projeto dos CNs apresenta um fluxo de dados (Figura 1) que passa pelas fases de: (i) nebulização (fuzzification); (ii) análise e execução de regras; e (iii) desnebulização (defuzzification).
FIGURA 1 – CONFIGURAÇÃO BÁSICA DE CN
A base de conhecimento abrange a base de regras e a base de dados do CN. A base de regras é projetada pela seleção das variáveis de entrada, variáveis de saída e regras de controle. A base de dados é dependente da definição do uni-verso de discurso de cada variável de estado, que está relacionada à seleção das funções de pertinência e dos parâmetros que as regem.
A fase de nebulização converte as variáveis numéricas em variáveis linguísticas, ou seja, transforma os dados crisp em um conjunto nebuloso correspondente. As fases de execução de regras são responsáveis pela avaliação das regras de controle do tipo se <condição> então <conclusão>. Quando uma

136
UNIDADE 2 — SISTEMAS DE CONTROLE EM
regra é ativada, efetua-se um procedimento de cálculo baseado nos valores dos antecedentes e, então, é obtida a saída da regra. A fase de desnebulização – reverso da fase de nebulização – transforma valores da saída do CN em valores crisp.
2.1 EXEMPLO DO PROJETO DE UM CN
2.1.1 Descrição do processo multivariável
O processo balanço horizontal (PBH), ideal para aplicação em tempo real, é composto por uma haste metálica, em cujas extremidades são montados dois motores DC de 12 volts (controle u1 e u2) com hélices plásticas acopladas. O ponto central dessa haste está preso ao eixo de um potenciômetro de precisão, acoplado à parte superior de outra haste metálica, vertical, fixa à base de apoio do protótipo. Essa base de apoio é formada por uma plataforma metálica, sobre a qual também está preso um estojo plástico que protege os circuitos de medição e atuação do processo, servindo de interface entre o controlador a ser utilizado, o usuário e o protótipo (Figura 2).
FIGURA 2 – VISÃO DO PROTÓTIPO PBH
O potenciômetro de precisão é responsável pela medição do ângulo da haste. Com o movimento da haste no plano perpendicular ao potenciômetro, este fornece variações de resistência, que são transformadas, por um circuito transmissor, em valores de tensão também padronizados na faixa de 0 a 5 volts, adequados ao controle digital. As saídas do controlador, também padronizadas em valores de 0 a 5 volts, são aplicadas aos motores, por intermédio de circuitos de acionamento, que transferem torque sobre o posicionamento da haste. Uma mola e uma massa de, aproximadamente, 30 gramas, são inseridas no lado direito da haste do PBH, visando proporcionar diferentes pesos para cada lado da haste.
Esse tipo de processo não linear possui desafios para controladores que podem ser resumidos, como segue: duplo integrador e instabilidade, não linearidades, e a presença de perturbação no momento de inércia. Somente
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
137
a ação de controle proporcional não assegura estabilidade, sendo necessária a estrutura PID para garantir estabilidade e eliminação do erro em regime (FILATOV et al., 1996). Esses problemas motivam a implementação de CNs. O desempenho e os experimentos realizados com o CN abrangem apenas o comportamento servo (mudanças de referência).
2.1.2 Projeto do controlador para o controle de um processo multivariável
O projeto de um CN para uma ou duas dimensões está bem consolidado por diversos trabalhos apresentados na literatura (YAGER; FILEV, 1994; NAVARRO; ALBERTOS, 1996; ISERMANN, 1998; HU et al., 1999), mas existem problemas quanto ao projeto de CNs em aplicações multivariáveis, principalmente, devido a: (i) limite da intuição do especialista para dimensões elevadas; (ii) complicações no tratamento matemático dos conceitos dos SNs em problemas multivariáveis; (iii) crescimento do número de regras; e (iv) uma elucidação simplificada da base de regras para um operador é uma tarefa complexa (GOMIDE et al., 1995; COELHO, 2000).
Recentemente, a literatura tem apresentado alguns estudos da utilização de SNs em controle de processos multivariáveis. Sabe-se que uma das maiores dificuldades no projeto de CNs multivariáveis está relacionada à dimensão e tamanho da base de regras, que, muitas vezes, pode se tornar impraticável para aplicações em tempo real. Procurando superar essa dificuldade, Linkens e Nyongesa (1996) propuseram um esquema hierárquico para o CN multivariável. Utilizando esse esquema, o CN multivariável tem as suas variáveis de estado (entradas) decompostas em pares, formando níveis intermediários de inferência que, por sua vez, são premissas para o próximo nível de inferência até a saída ser obtida. Pode-se mostrar que o número de regras para o CN multivariável hierárquico é uma função linear do número de entradas enquanto que, para o mesmo CN multivariável implementado de forma convencional, a função é exponencial crescente (LINKENS; NYONGESA, 1996). No mesmo enfoque, procurando superar o número excessivo de regras e sistematizar o projeto do controlador, Nie (1997) projetou um CN multivariável utilizando a ideia de desacoplamento entre as malhas de controle e do controle descentralizado.
Na abordagem citada, um CN deve ser projetado para cada malha de controle, que também utiliza desacopladores nebulosos. O CN multivariável, proposto por Qin et al. (1998), baseia-se no conceito de controle de modos deslizantes (sliding-mode control ? SMC) e na semelhança entre este e o conceito de controle nebuloso. Nesse caso, o conjunto de regras do CN são estabelecidas para controlar a distância entre os estados do sistema e o hiperplano de deslizamento (sliding hyperplane). O CN multivariável proposto, assim projetado, foi utilizado para controlar um processo de forno de siderurgia.
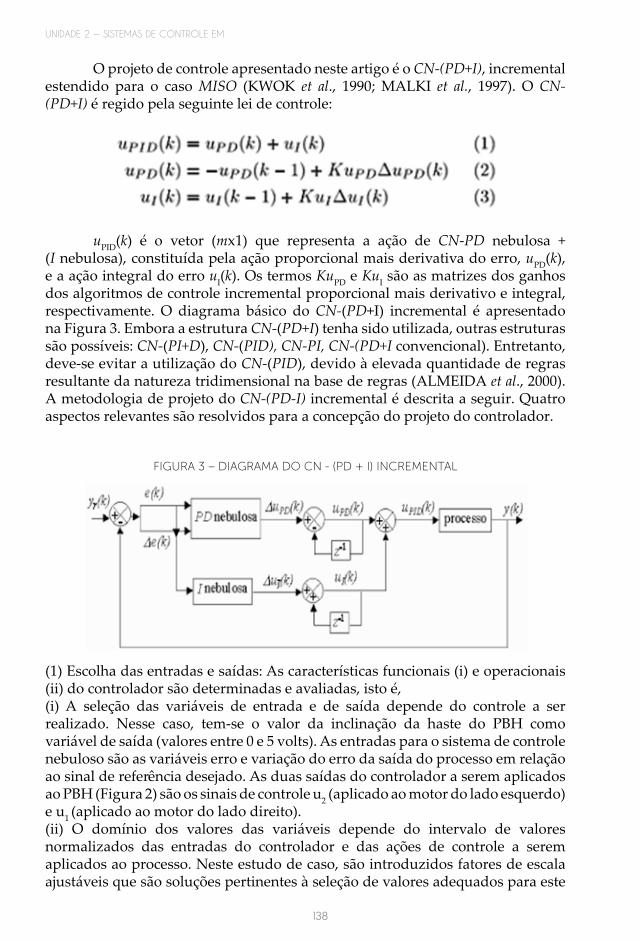
138
UNIDADE 2 — SISTEMAS DE CONTROLE EM
O projeto de controle apresentado neste artigo é o CN-(PD+I), incremental estendido para o caso MISO (KWOK et al., 1990; MALKI et al., 1997). O CN-(PD+I) é regido pela seguinte lei de controle:
uPID(k) é o vetor (mx1) que representa a ação de CN-PD nebulosa + (I nebulosa), constituída pela ação proporcional mais derivativa do erro, uPD(k), e a ação integral do erro uI(k). Os termos KuPD e KuI são as matrizes dos ganhos dos algoritmos de controle incremental proporcional mais derivativo e integral, respectivamente. O diagrama básico do CN-(PD+I) incremental é apresentado na Figura 3. Embora a estrutura CN-(PD+I) tenha sido utilizada, outras estruturas são possíveis: CN-(PI+D), CN-(PID), CN-PI, CN-(PD+I convencional). Entretanto, deve-se evitar a utilização do CN-(PID), devido à elevada quantidade de regras resultante da natureza tridimensional na base de regras (ALMEIDA et al., 2000). A metodologia de projeto do CN-(PD-I) incremental é descrita a seguir. Quatro aspectos relevantes são resolvidos para a concepção do projeto do controlador.
FIGURA 3 – DIAGRAMA DO CN - (PD + I) INCREMENTAL
(1) Escolha das entradas e saídas: As características funcionais (i) e operacionais (ii) do controlador são determinadas e avaliadas, isto é,(i) A seleção das variáveis de entrada e de saída depende do controle a ser realizado. Nesse caso, tem-se o valor da inclinação da haste do PBH como variável de saída (valores entre 0 e 5 volts). As entradas para o sistema de controle nebuloso são as variáveis erro e variação do erro da saída do processo em relação ao sinal de referência desejado. As duas saídas do controlador a serem aplicados ao PBH (Figura 2) são os sinais de controle u2 (aplicado ao motor do lado esquerdo) e u1 (aplicado ao motor do lado direito).(ii) O domínio dos valores das variáveis depende do intervalo de valores normalizados das entradas do controlador e das ações de controle a serem aplicados ao processo. Neste estudo de caso, são introduzidos fatores de escala ajustáveis que são soluções pertinentes à seleção de valores adequados para este
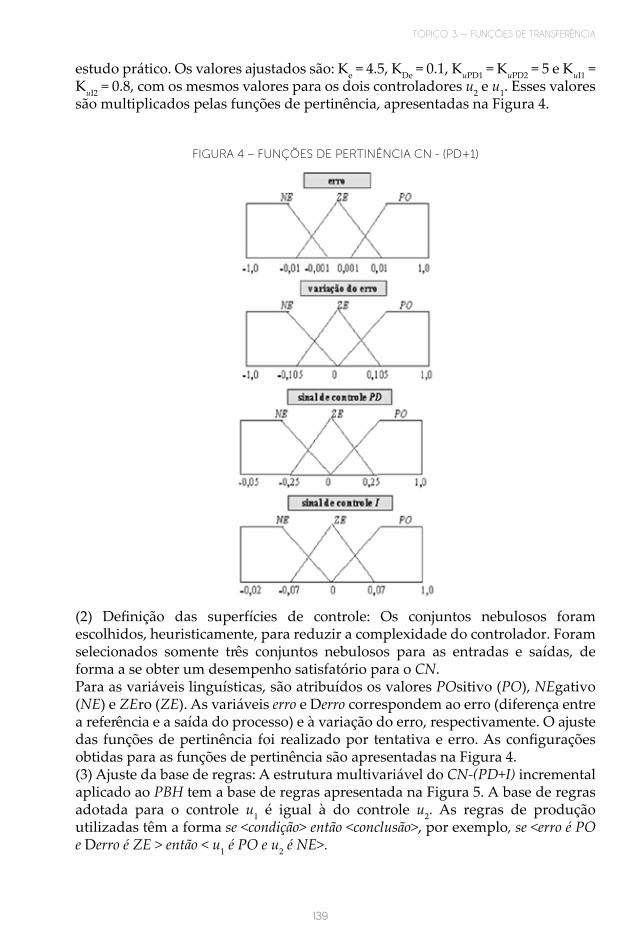
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
139
estudo prático. Os valores ajustados são: Ke = 4.5, KDe = 0.1, KuPD1 = KuPD2 = 5 e KuI1 = KuI2 = 0.8, com os mesmos valores para os dois controladores u2 e u1. Esses valores são multiplicados pelas funções de pertinência, apresentadas na Figura 4.
FIGURA 4 – FUNÇÕES DE PERTINÊNCIA CN - (PD+1)
(2) Definição das superfícies de controle: Os conjuntos nebulosos foram escolhidos, heuristicamente, para reduzir a complexidade do controlador. Foram selecionados somente três conjuntos nebulosos para as entradas e saídas, de forma a se obter um desempenho satisfatório para o CN.Para as variáveis linguísticas, são atribuídos os valores POsitivo (PO), NEgativo (NE) e ZEro (ZE). As variáveis erro e Derro correspondem ao erro (diferença entre a referência e a saída do processo) e à variação do erro, respectivamente. O ajuste das funções de pertinência foi realizado por tentativa e erro. As configurações obtidas para as funções de pertinência são apresentadas na Figura 4.(3) Ajuste da base de regras: A estrutura multivariável do CN-(PD+I) incremental aplicado ao PBH tem a base de regras apresentada na Figura 5. A base de regras adotada para o controle u1 é igual à do controle u2. As regras de produção utilizadas têm a forma se <condição> então <conclusão>, por exemplo, se <erro é PO e Derro é ZE > então < u1 é PO e u2 é NE>.
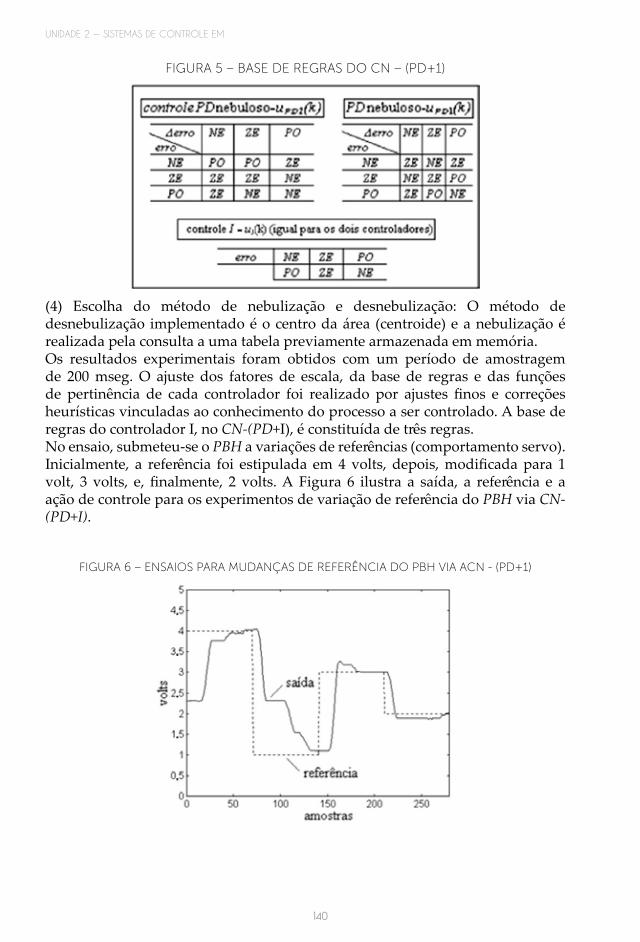
140
UNIDADE 2 — SISTEMAS DE CONTROLE EM
FIGURA 5 – BASE DE REGRAS DO CN – (PD+1)
(4) Escolha do método de nebulização e desnebulização: O método de desnebulização implementado é o centro da área (centroide) e a nebulização é realizada pela consulta a uma tabela previamente armazenada em memória.Os resultados experimentais foram obtidos com um período de amostragem de 200 mseg. O ajuste dos fatores de escala, da base de regras e das funções de pertinência de cada controlador foi realizado por ajustes finos e correções heurísticas vinculadas ao conhecimento do processo a ser controlado. A base de regras do controlador I, no CN-(PD+I), é constituída de três regras.No ensaio, submeteu-se o PBH a variações de referências (comportamento servo). Inicialmente, a referência foi estipulada em 4 volts, depois, modificada para 1 volt, 3 volts, e, finalmente, 2 volts. A Figura 6 ilustra a saída, a referência e a ação de controle para os experimentos de variação de referência do PBH via CN-(PD+I).
FIGURA 6 – ENSAIOS PARA MUDANÇAS DE REFERÊNCIA DO PBH VIA ACN - (PD+1)
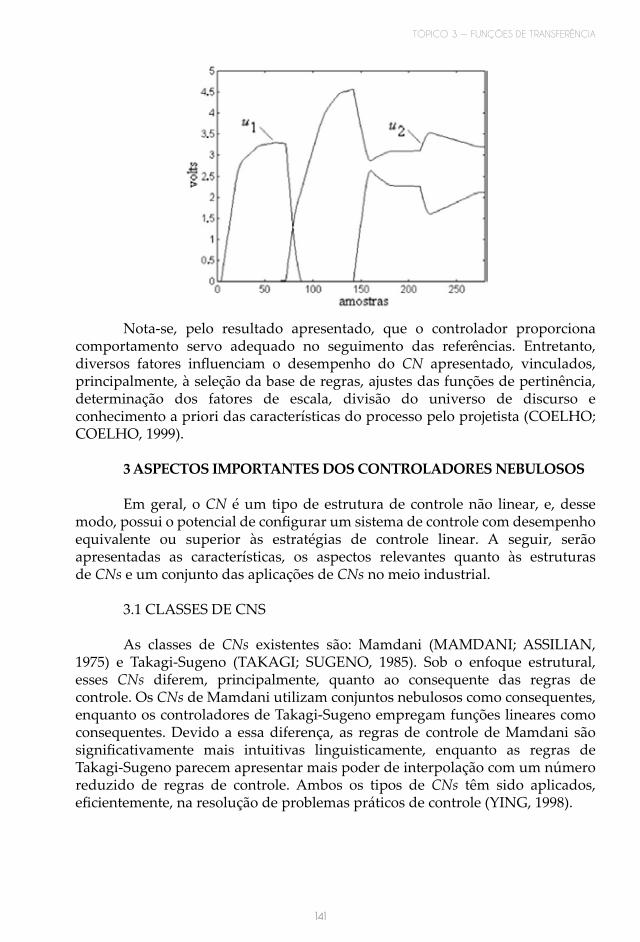
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
141
Nota-se, pelo resultado apresentado, que o controlador proporciona comportamento servo adequado no seguimento das referências. Entretanto, diversos fatores influenciam o desempenho do CN apresentado, vinculados, principalmente, à seleção da base de regras, ajustes das funções de pertinência, determinação dos fatores de escala, divisão do universo de discurso e conhecimento a priori das características do processo pelo projetista (COELHO; COELHO, 1999).
3 ASPECTOS IMPORTANTES DOS CONTROLADORES NEBULOSOS
Em geral, o CN é um tipo de estrutura de controle não linear, e, desse modo, possui o potencial de configurar um sistema de controle com desempenho equivalente ou superior às estratégias de controle linear. A seguir, serão apresentadas as características, os aspectos relevantes quanto às estruturas de CNs e um conjunto das aplicações de CNs no meio industrial.
3.1 CLASSES DE CNS
As classes de CNs existentes são: Mamdani (MAMDANI; ASSILIAN, 1975) e Takagi-Sugeno (TAKAGI; SUGENO, 1985). Sob o enfoque estrutural, esses CNs diferem, principalmente, quanto ao consequente das regras de controle. Os CNs de Mamdani utilizam conjuntos nebulosos como consequentes, enquanto os controladores de Takagi-Sugeno empregam funções lineares como consequentes. Devido a essa diferença, as regras de controle de Mamdani são significativamente mais intuitivas linguisticamente, enquanto as regras de Takagi-Sugeno parecem apresentar mais poder de interpolação com um número reduzido de regras de controle. Ambos os tipos de CNs têm sido aplicados, eficientemente, na resolução de problemas práticos de controle (YING, 1998).
142
UNIDADE 2 — SISTEMAS DE CONTROLE EM
3.2 CN BASEADO EM MODELOS NEBULOSOS
Existem dois tipos de conhecimento que podem ser utilizados para a resolução de problemas complexos: conhecimento objetivo (representado por modelos matemáticos) e subjetivo (representado por informação linguística que é, usualmente, complexa de quantificar pela matemática convencional). Essas duas formas de conhecimento podem ser coordenadas de maneira objetiva, através da utilização dos SNs. As formas de abordar o conhecimento via SNs são: abordagem baseada em modelo e abordagem livre de modelo.
A abordagem baseada em modelo nebuloso é obtida através de métodos de identificação de sistemas que levam em conta as medidas de entrada e de saída do processo. Essa abordagem oferece uma alternativa aos modelos convencionais no tratamento de processos complexos. Os modelos nebulosos? modelos relacionais nebulosos, modelos linguísticos? podem ser utilizados para projeto de um controlador ou podem ser parte de uma estrutura de controle baseada em modelo. Exemplos são: (i) formas de controle local, baseadas em mecanismos de escalonamento de ganhos; (ii) sistemas de controle para processos de fase mínima, baseados em regras do tipo Mamdani, podem ser projetados pela inversão de um modelo nebuloso do processo; e (iii) configuração de algoritmos de controle preditivo pela utilização de modelo nebuloso na forma de um preditor, sendo que as ações de controle são calculadas através de um algoritmo de otimização (KIRIAKIDIS, 1998).
3.3 POR QUE UTILIZAR CONTROLE NEBULOSO?
As principais potencialidades que tornam os CNs relevantes podem ser enumeradas (COELHO; COELHO, 1999): (i) habilidade de controlar processos não lineares: característica relevante à aplicação em identificação e controle de sistemas dinâmicos complexos, com características não lineares e alta ordem; (ii) utilização de termos e expressões utilizados na linguagem natural; (iii) controle de processos quando o modelo matemático não é avaliado ou complexo à aplicação de metodologias da teoria de controle clássico; e (iv) possibilidade da implementação do conhecimento, aspectos intuitivos e experiência de especialista em controle, utilizando-se regras lingüísticas (conhecimentos qualitativo e estruturado) e entradas imprecisas (ao contrário das redes neurais, nas quais o conhecimento é configurado de forma não estruturada e quantitativa).
Os CNs apresentam algumas limitações: (i) alguns autores têm discutido que os CNs são adequados onde o modelo matemático preciso do processo a ser controlado não é avaliado, mas é difícil projetar um controlador em que não se necessita fazer considerações acerca do ambiente; (ii) grande quantidade de parâmetros a ser configurada pelo usuário, como: número de subconjuntos de cada variável, número de regras, seleção do método para a realização das operações lógicas, método de desnebulização e parâmetros das funções de pertinência; e (iii) dificuldade da análise de aspectos de otimalidade, estabilidade e robustez dos CNs.
TÓPICO 3 — FUNÇÕES DE TRANSFERÊNCIA
143
3.4 CN É UMA REALIDADE NO MEIO INDUSTRIAL
Os fundamentos teóricos dos conjuntos nebulosos propostos por L. Zadeh, em 1965, como uma forma alternativa de modelar sistemas complexos e difíceis de serem descritos por técnicas convencionais, motivaram, inicialmente, a validação dos CNs por Mamdani e Assilian (1975).
A primeira aplicação industrial de CN foi o controle de um forno para produção de cimento pela Smidth Co. Ltda em Copenhague, Dinamarca (HOLMBLAD; OSTERGAAD, 1982). A metodologia baseada em CN, neste caso, visou à aquisição da experiência operacional dos operadores e engenheiros de controle no controle manual do processo industrial. Após esse trabalho pioneiro, as vantagens e a simplicidade do projeto dos CNs motivaram os emergentes desenvolvimentos acadêmico e comercial de ambientes e ferramentas de software e hardware com a utilização da tecnologia dos SNs. As mais variadas áreas do conhecimento, principalmente, no Japão (país pioneiro da utilização, em larga escala, desses produtos), e mais recentemente, nos EUA e na Europa, utilizam essa tecnologia (BONISSONE, 1994; GOMIDE et al., 1995; HIROTA; SUGENO, 1995; BARTOS, 1997).
Atualmente, uma grande variedade de produtos industriais e comerciais, baseados em lógica nebulosa, está disponível. Exemplos típicos incluem produtos de consumo direto, como máquinas de lavar roupas (Sanyo), máquinas de lavar louças (Hitachi), geladeiras (Sharp), ares-condicionados (Mistisubichi), fornos de micro-ondas (Sanyo), câmaras de vídeo (Canon, Panasonic), aspiradores de pó (Matsushita) etc. Na indústria automotiva, destacam-se: transmissão automática (Nissan, Lexus), injeção eletrônica, suspensão ativa, veículos autoguiados e robôs móveis (NASA, IBM) etc. Na linha de automação predial, pode-se citar controle de grupos de elevadores (Hitachi, Toshiba), controle de motores (Hitachi), sistema de ventilação de túneis urbanos (Toshiba), controle de tráfego urbano e controle de partida e de parada de trens urbanos e metrôs (Sendai, Tokio) etc.
Em termos de equipamentos manufaturados para controle e automação industrial, o primeiro controlador lógico programável ? PLC (Programable Logic Controller) ? a incorporar a lógica nebulosa foi o ES100, projetado pela OMRON. O CN ,no ES100, apresenta-se combinado com um controlador PID, de forma que o controlador nebuloso resultante é não linear, autoajustável e apresenta desempenho superior ao controlador PID convencional linear, frente às não linearidades inerentes ao processo controlado. O PLC ES100 é completamente programável, monitorado por software e todas as funções básicas são disponíveis a partir do painel frontal do equipamento. O ES100 vem com rotinas internas que implementam algoritmos do tipo rampa, permite a adição de módulos de expansão de entradas e saídas ao sistema e é equipado com portas de comunicação para conexão em rede industrial. O módulo básico do PLC (CPU) vem equipado com termopares (K, J, P, E, L, V, R, S, B, W, PL), termistores (PT100 e JPT100) e conversores A/D e D/A (em corrente e em tensão) (GEBHARDT; ALTROCK, 1996).
144
UNIDADE 2 — SISTEMAS DE CONTROLE EM
Outros fabricantes de PLC's já incorporaram capacidade de controle nebu-loso nos seus controladores industriais. Pode-se citar a série C1, M1, M2, M3, M4 e M5, da ASCON, que são mini-PLC's, programados e monitorados por software em um ambiente Windows. Adicionalmente, possuem entradas tipo termopares, termistores, A/D e D/A de propósito geral e saídas tipo relé contato seco, triacs e lógicas, além de portas de comunicações para configuração em redes industriais. Outro exemplo é o controlador fuzzyPLC, da Kroner Moeller. Esse PLC é equi-pado com entradas e saídas digitais e analógicas configuráveis, capazes de moni-torar mais de 100 pontos de entradas e saídas através de módulos de expansões. Uma importante característica do fuzzyPLC corresponde a sua capacidade de ser programado e monitorado através do software fuzzyTECH, que executa, em um ambiente Windows, e programa uma série de microcontroladores e controlado-res de processos.

145
RESUMO DO TÓPICO 3
Neste tópico, você aprendeu que:
• Na teoria de controle, as funções de transferência são muito utilizadas. Essas funções caracterizam as relações de entrada e de saída de componentes ou de sistemas que podem ser descritos por equações diferenciais lineares invariantes no tempo.
• A relação entre a transformada de Laplace da saída (função de resposta) e a transformada de Laplace da entrada (função de excitação) é denominada de função de transferência de um sistema, representada por uma equação diferencial linear invariante no tempo, admitindo-se todas as condições iniciais nulas.
• Se não for conhecida, a função de transferência de um sistema pode ser presumida com o auxílio de entradas conhecidas e do estudo das respectivas respostas do sistema.
• A descrição do comportamento dos sistemas em relação ao tempo é feita pelas equações diferenciais que, pelo método de Laplace, são transformadas em equações algébricas simples, sem envolver tempo.
• É possível realizar manipulações algébricas normais. Trata-se de um comportamento no domínio do tempo sendo transformado para o domínio s, representado por F(s).
• Para um sistema linear, invariante no tempo, a função de transferência G(s) é:
• X(s) é a transformada de Laplace da entrada, e Y(s) é a transformada de Laplace da saída do sistema, supondo que todas as condições iniciais contidas sejam nulas. Conclui-se que a saída Y(s) pode ser escrita como o produto de G(s) e X(s), ou Y(s) = G(s)X(s).
• Para obter a transformada de Laplace de uma equação diferencial que inclui grandezas que são funções do tempo, você pode usar tabelas e algumas regras básicas.
146
Ficou alguma dúvida? Construímos uma trilha de aprendizagem pensando em facilitar sua compreensão. Acesse o QR Code, que levará ao AVA, e veja as novidades que preparamos para seu estudo.
CHAMADA
• Quando ocorrem manipulações algébricas no domínio s, você pode voltar o resultado para o domínio do tempo, usando a tabela de transformadas de modo inverso, isto é, encontrando a função no domínio do tempo correspondente ao resultado no domínio s. Normalmente, a transformada tem que ser rearranjada para ser utilizada do modo como está na tabela.
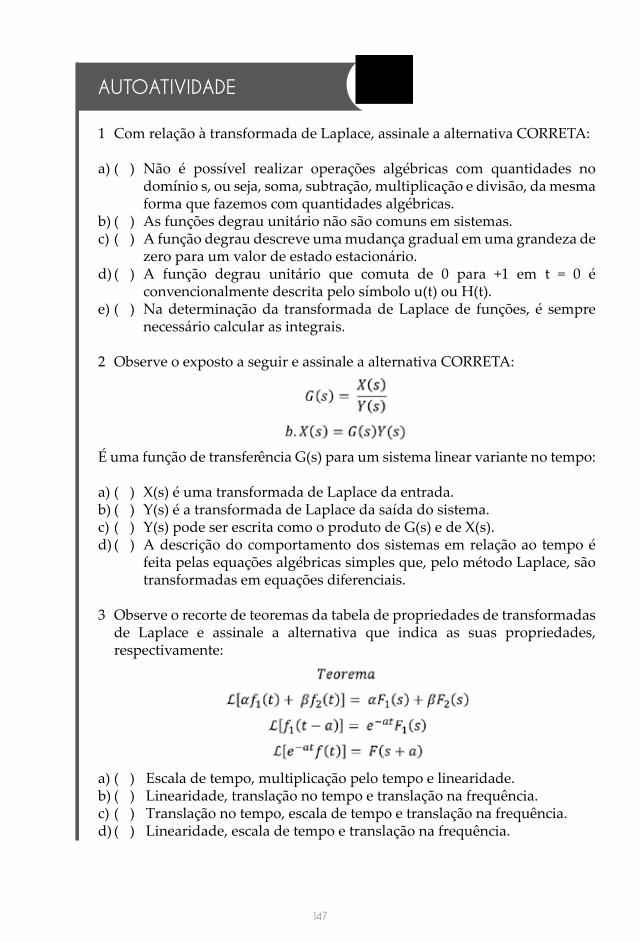
147
1 Com relação à transformada de Laplace, assinale a alternativa CORRETA: a) ( ) Não é possível realizar operações algébricas com quantidades no
domínio s, ou seja, soma, subtração, multiplicação e divisão, da mesma forma que fazemos com quantidades algébricas.
b) ( ) As funções degrau unitário não são comuns em sistemas. c) ( ) A função degrau descreve uma mudança gradual em uma grandeza de
zero para um valor de estado estacionário. d) ( ) A função degrau unitário que comuta de 0 para +1 em t = 0 é
convencionalmente descrita pelo símbolo u(t) ou H(t). e) ( ) Na determinação da transformada de Laplace de funções, é sempre
necessário calcular as integrais.
2 Observe o exposto a seguir e assinale a alternativa CORRETA:
É uma função de transferência G(s) para um sistema linear variante no tempo:
a) ( ) X(s) é uma transformada de Laplace da entrada. b) ( ) Y(s) é a transformada de Laplace da saída do sistema. c) ( ) Y(s) pode ser escrita como o produto de G(s) e de X(s). d) ( ) A descrição do comportamento dos sistemas em relação ao tempo é
feita pelas equações algébricas simples que, pelo método Laplace, são transformadas em equações diferenciais.
3 Observe o recorte de teoremas da tabela de propriedades de transformadas de Laplace e assinale a alternativa que indica as suas propriedades, respectivamente:
a) ( ) Escala de tempo, multiplicação pelo tempo e linearidade. b) ( ) Linearidade, translação no tempo e translação na frequência. c) ( ) Translação no tempo, escala de tempo e translação na frequência. d) ( ) Linearidade, escala de tempo e translação na frequência.
AUTOATIVIDADE
148
4 Com relação às frações parciais, assinale a alternativa CORRETA: a) ( ) Frequentemente, F(s) é uma razão entre dois polinômios e não pode
ser facilmente identificada com uma transformada padrão da Tabela A.16
b) ( ) O processo de converter uma expressão em termos de frações simples é denominado de decomposição em frações reduzidas.
c) ( ) O grau de um polinômio é a menor potência de s na expressão. d) ( ) Quando o grau do numerador é igual ou maior do que o do denominador,
o denominador tem que ser multiplicado pelo numerador. e) ( ) Podemos considerar que existem, basicamente, dois tipos de frações
parciais: os que existem fatores (s + a) repetidos no denominador, e os que o denominador contém fatores quadráticos, e estes não são fatorados sem termos imaginários.
5 Determine o valor inicial da função com transformada de Laplace 5/ (s + 2). a) ( ) 6. b) ( ) 5. c) ( ) 3. d) ( ) 7. e) ( ) 0.

149
REFERÊNCIASBOLTON, W. Mecatrônica: uma abordagem multidisciplinar. 4. ed. Porto Ale-gre: Bookman, 2010.
D’AZZO, J. J.; HOUPIS, C. H. Análise e projeto de sistemas de controle linea-res. Rio de Janeiro: Guanabara Dois, 1978.
DUNN, W. C. Fundamentos de instrumentação industrial e controle de pro-cessos. Porto Alegre: Bookman, 2013.
INTERNATIONAL ELECTROTECHNICAL COMMISSION. IEC 60617:1997. Graphical symbols for diagrams. [S.l]: IEC, 1997.
INTERNATIONAL STANDARD ORGANIZATION. ISO 1219-2:2012. Fluid power systems and components: graphical symbols and circuit diagrams. Part 2: circuit diagrams. Geneva: ISO, 2012
INTERNATIONAL STANDARD ORGANIZATION. ISO 1219-1:2006. Fluid power systems and components: graphic symbols and circuit diagrams. Part 1: graphic symbols for conventional use and data-processing applications. Geneva: ISO, 2006.
ROBERTS, M. J. Fundamentos de sinais e sistemas. Porto Alegre: Artmed, 2010.
MAYA, P.; LEONARDI, F. Controle essencial. 2. ed. São Paulo: Pearson Educa-tion do Brasil, 2014.
NISE, N. S. Engenharia de sistemas de controle. Rio de Janeiro: LTC, 2002.
OGATA, K. Engenharia de controle moderno. Rio de Janeiro: Pearson Prentice Hall, 1985.
OGATA, K. Engenharia de controle moderno. 5. ed. São Paulo: Pearson Prentice Hall, 2010.
PEREIRA, G. O pânico do cálculo de incerteza de medição. 2013. Disponível em: https://www.youtube.com/watch?v=N1flllEMGsY. Acesso em: 15 set. 2016.
RIBEIRO, M. A. Controle de processo: teoria e aplicações. Salvador: Tek Treina-mento & Consultoria, 2001. Disponível em: http://drb-assessoria.com.br/4mve/4.1Controle.pdf. Acesso em: 29 jun. 2016.
ROJAS, J. Apostila de robótica. São José dos Campos: ETEP Faculdades, 2009.
ROSÁRIO, J. M. Princípios de mecatrônica. São Paulo: Prentice Hall, 2005.

150
151
UNIDADE 3 —
AUTOMAÇÃO DE PROCESSOS
OBJETIVOS DE APRENDIZAGEM
PLANO DE ESTUDOS
A partir do estudo desta unidade, você deverá ser capaz de:
• identificar um diagrama de blocos;• diferenciar os diversos tipos utilizados em diferentes operações e tipos
de sistemas;• descrever um diagrama a partir de um modelo matemático;• diferenciar indústrias de processos contínuos das de produção discreta;• identificar um sistema supervisório do tipo Scada;• descrever o funcionamento de controladores de PID.• diferenciar a ação de controle de PID de outras ações de controle;• diferenciar a instrumentação analógica da digital;• identificar o tipo de instrumentação, conforme a aplicação;• comparar dispositivos e instrumentos para a aplicação em controle;• descrever o surgimento e o estabelecimento da automação no contexto
industrial;• identificar os tipos de controle utilizados em linhas automatizadas;• diferenciar os tipos de robôs.
Esta unidade está dividida em três tópicos. No decorrer da unidade, você encontrará autoatividades com o objetivo de reforçar o conteúdo apresentado.
TÓPICO 1 – DIAGRAMAS DE BLOCOS DE PROCESSOS TÓPICO 2 – INSTRUMENTAÇÕES ANALÓGICA E DIGITAL TÓPICO 3 – AUTOMAÇÃO INDUSTRIAL
Preparado para ampliar seus conhecimentos? Respire e vamos em frente! Procure um ambiente que facilite a concentração, assim absorverá melhor as informações.
CHAMADA

152
153
UNIDADE 3
1 INTRODUÇÃO
Existem diversos tipos de sistemas, entretanto, a manipulação ou processamento de sinais de entrada e a emissão de sinais de saída são características comuns a todos. Assim, dado um sistema, o primeiro desafio é construir um diagrama que o represente. Nesse sentido, o diagrama de blocos, um dos objetos do nosso estudo, é um dos métodos gráficos de representação de sistemas.
Nesse viés, estudaremos, também, as indústrias e os seus processos.
Dessa forma, é possível dividir as indústrias e as suas operações de produção em duas categorias básicas: indústrias de processos e indústrias de produção discreta. As indústrias de processos desenvolvem as suas operações de produção em lotes de materiais, porque esses materiais tendem a ser líquidos, como gases, pós e similares; já as indústrias de produção discreta operam em quantidades de materiais, que, normalmente, são peças discretas e produtos.
Assim, neste tópico, você conhecerá um método gráfico de representação
de sistemas: os diagramas de blocos. Aprenderá a definição, os exemplos e a representação dos modelos matemáticos por meio de diagramas de blocos. Ainda, aprenderá um pouco mais acerca da operação de processo contínuo, produção de lotes e processos de fabricação discretos. Verá as diferenças entre controle contínuo e controle discreto e, ainda, saberá como funciona um sistema supervisório, em especial, o sistema Scada.
2 REPRESENTAÇÃO DE SISTEMAS
Acadêmico, iniciaremos os nossos estudos pela representação de sistemas por meio de blocos. Veremos definição, exemplos e como podemos representá-los. Acompanhe!
2.1 REPRESENTAÇÃO DE SISTEMAS POR MEIO DE BLOCOS
Mesmo que existam diversos tipos de sistemas, existem algumas características em comum: um sistema manipula ou processa sinais de entrada e emite sinais de saída. Contudo, dado um sistema, o primeiro desafio é construir
TÓPICO 1 —
DIAGRAMAS DE BLOCOS DE PROCESSOS
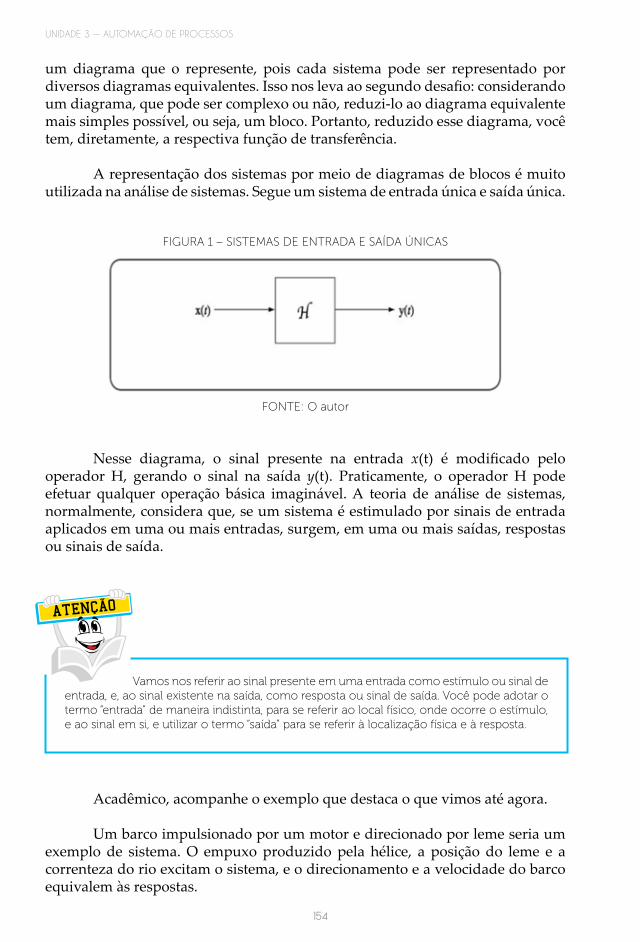
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
154
um diagrama que o represente, pois cada sistema pode ser representado por diversos diagramas equivalentes. Isso nos leva ao segundo desafio: considerando um diagrama, que pode ser complexo ou não, reduzi-lo ao diagrama equivalente mais simples possível, ou seja, um bloco. Portanto, reduzido esse diagrama, você tem, diretamente, a respectiva função de transferência.
A representação dos sistemas por meio de diagramas de blocos é muito utilizada na análise de sistemas. Segue um sistema de entrada única e saída única.
FIGURA 1 – SISTEMAS DE ENTRADA E SAÍDA ÚNICAS
FONTE: O autor
Nesse diagrama, o sinal presente na entrada x(t) é modificado pelo operador H, gerando o sinal na saída y(t). Praticamente, o operador H pode efetuar qualquer operação básica imaginável. A teoria de análise de sistemas, normalmente, considera que, se um sistema é estimulado por sinais de entrada aplicados em uma ou mais entradas, surgem, em uma ou mais saídas, respostas ou sinais de saída.
Acadêmico, acompanhe o exemplo que destaca o que vimos até agora.
Um barco impulsionado por um motor e direcionado por leme seria um exemplo de sistema. O empuxo produzido pela hélice, a posição do leme e a correnteza do rio excitam o sistema, e o direcionamento e a velocidade do barco equivalem às respostas.
Vamos nos referir ao sinal presente em uma entrada como estímulo ou sinal de entrada, e, ao sinal existente na saída, como resposta ou sinal de saída. Você pode adotar o termo “entrada” de maneira indistinta, para se referir ao local físico, onde ocorre o estímulo, e ao sinal em si, e utilizar o termo “saída” para se referir à localização física e à resposta.
ATENCAO
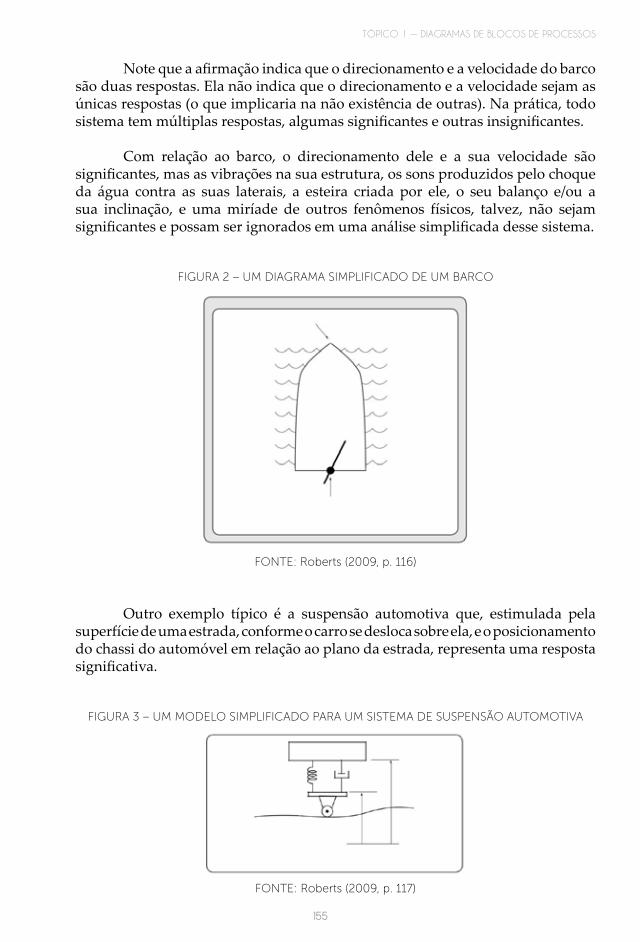
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
155
Note que a afirmação indica que o direcionamento e a velocidade do barco são duas respostas. Ela não indica que o direcionamento e a velocidade sejam as únicas respostas (o que implicaria na não existência de outras). Na prática, todo sistema tem múltiplas respostas, algumas significantes e outras insignificantes.
Com relação ao barco, o direcionamento dele e a sua velocidade são
significantes, mas as vibrações na sua estrutura, os sons produzidos pelo choque da água contra as suas laterais, a esteira criada por ele, o seu balanço e/ou a sua inclinação, e uma miríade de outros fenômenos físicos, talvez, não sejam significantes e possam ser ignorados em uma análise simplificada desse sistema.
FIGURA 2 – UM DIAGRAMA SIMPLIFICADO DE UM BARCO
FONTE: Roberts (2009, p. 116)
Outro exemplo típico é a suspensão automotiva que, estimulada pela superfície de uma estrada, conforme o carro se desloca sobre ela, e o posicionamento do chassi do automóvel em relação ao plano da estrada, representa uma resposta significativa.
FIGURA 3 – UM MODELO SIMPLIFICADO PARA UM SISTEMA DE SUSPENSÃO AUTOMOTIVA
FONTE: Roberts (2009, p. 117)
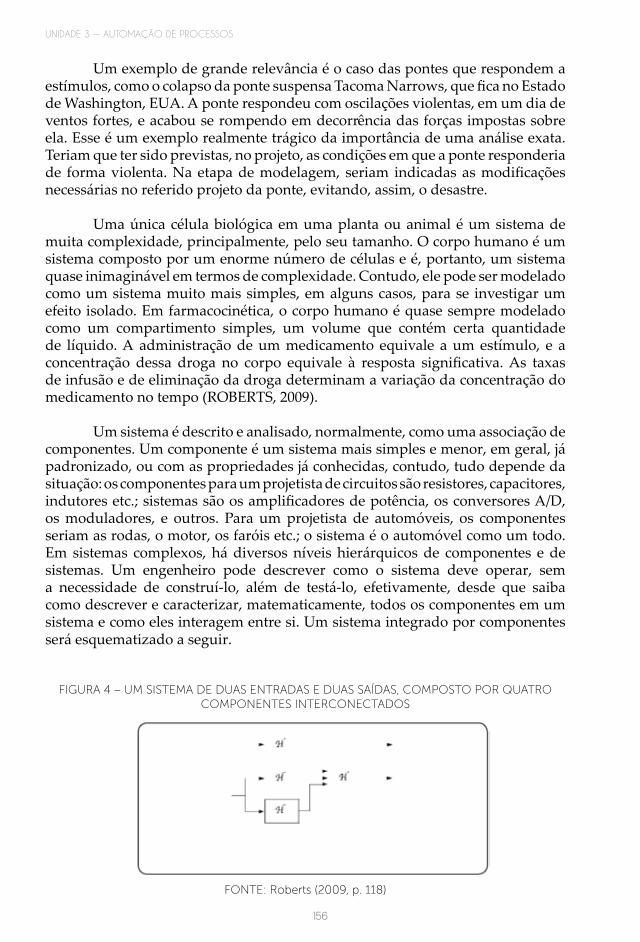
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
156
Um exemplo de grande relevância é o caso das pontes que respondem a estímulos, como o colapso da ponte suspensa Tacoma Narrows, que fica no Estado de Washington, EUA. A ponte respondeu com oscilações violentas, em um dia de ventos fortes, e acabou se rompendo em decorrência das forças impostas sobre ela. Esse é um exemplo realmente trágico da importância de uma análise exata. Teriam que ter sido previstas, no projeto, as condições em que a ponte responderia de forma violenta. Na etapa de modelagem, seriam indicadas as modificações necessárias no referido projeto da ponte, evitando, assim, o desastre.
Uma única célula biológica em uma planta ou animal é um sistema de muita complexidade, principalmente, pelo seu tamanho. O corpo humano é um sistema composto por um enorme número de células e é, portanto, um sistema quase inimaginável em termos de complexidade. Contudo, ele pode ser modelado como um sistema muito mais simples, em alguns casos, para se investigar um efeito isolado. Em farmacocinética, o corpo humano é quase sempre modelado como um compartimento simples, um volume que contém certa quantidade de líquido. A administração de um medicamento equivale a um estímulo, e a concentração dessa droga no corpo equivale à resposta significativa. As taxas de infusão e de eliminação da droga determinam a variação da concentração do medicamento no tempo (ROBERTS, 2009).
Um sistema é descrito e analisado, normalmente, como uma associação de componentes. Um componente é um sistema mais simples e menor, em geral, já padronizado, ou com as propriedades já conhecidas, contudo, tudo depende da situação: os componentes para um projetista de circuitos são resistores, capacitores, indutores etc.; sistemas são os amplificadores de potência, os conversores A/D, os moduladores, e outros. Para um projetista de automóveis, os componentes seriam as rodas, o motor, os faróis etc.; o sistema é o automóvel como um todo. Em sistemas complexos, há diversos níveis hierárquicos de componentes e de sistemas. Um engenheiro pode descrever como o sistema deve operar, sem a necessidade de construí-lo, além de testá-lo, efetivamente, desde que saiba como descrever e caracterizar, matematicamente, todos os componentes em um sistema e como eles interagem entre si. Um sistema integrado por componentes será esquematizado a seguir.
FIGURA 4 – UM SISTEMA DE DUAS ENTRADAS E DUAS SAÍDAS, COMPOSTO POR QUATRO COMPONENTES INTERCONECTADOS
FONTE: Roberts (2009, p. 118)

TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
157
Nos diagramas de blocos, cada sinal de entrada pode ser direcionado para um ou mais blocos, e cada sinal de saída, oriundo de um determinado bloco, pode ser encaminhado a qualquer outro ou outros blocos. Esses sinais não sofrem alterações ao serem direcionados aos blocos, independentemente da quantidade deles. Portanto, não há o efeito de carregamento, como existe para a análise de circuitos. Comparando de forma análoga aos sistemas elétricos, poderia se dizer que todos os blocos têm uma impedância de entrada infinita e uma impedância de saída nula. Há certos tipos de operações, ao se desenhar um diagrama de blocos de sistemas, que são realizadas com tanta frequência que acabam possuindo os seus próprios símbolos gráficos associados para represen-tação nesses diagramas.
As formas mais comuns de representação de amplificador serão mostra-das a seguir.
FIGURA 5 – TRÊS REPRESENTAÇÕES GRÁFICAS DISTINTAS PARA UM AMPLIFICADOR EM UM
DIAGRAMA DE BLOCOS DE UM SISTEMA
FONTE: Roberts (2009, p. 118)
Uma junção somadora admite inúmeros sinais de entrada e o resultado da soma desses sinais é a resposta. Determinados sinais podem ser invertidos antes de serem somados. Logo, esse componente pode, também, produzir a diferença entre dois sinais. Seguem os símbolos gráficos típicos usados na representação de junções somadoras:
Cada autor pode utilizar símbolos diferentes para representar a amplificação em diversas aplicações de análise de sistemas.
NOTA

UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
158
FIGURA 6 – TRÊS REPRESENTAÇÕES GRÁFICAS DIFERENTES PARA UMA JUNÇÃO SOMADO-
RA EM UM DIAGRAMA DE BLOCOS DE UM SISTEMA
FONTE: Roberts (2009, p. 119)
Exemplo de somador: nesse caso, a variável de saída é a soma algébrica das variáveis de entrada, conforme os sinais algébricos associados a cada uma das variáveis, além da entrada do somador.
FIGURA 7 – EXEMPLO DE SOMADOR
FONTE: O autor
Há, também, um caso particular importante, em que o somador pode servir como inversor do sinal de uma variável.
FIGURA 8 – SOMADOR COM INVERSOR DO SINAL
FONTE: O autor
Outro símbolo é o de um integrador que, quando estimulado por qualquer sinal, responde com a integral desse sinal.
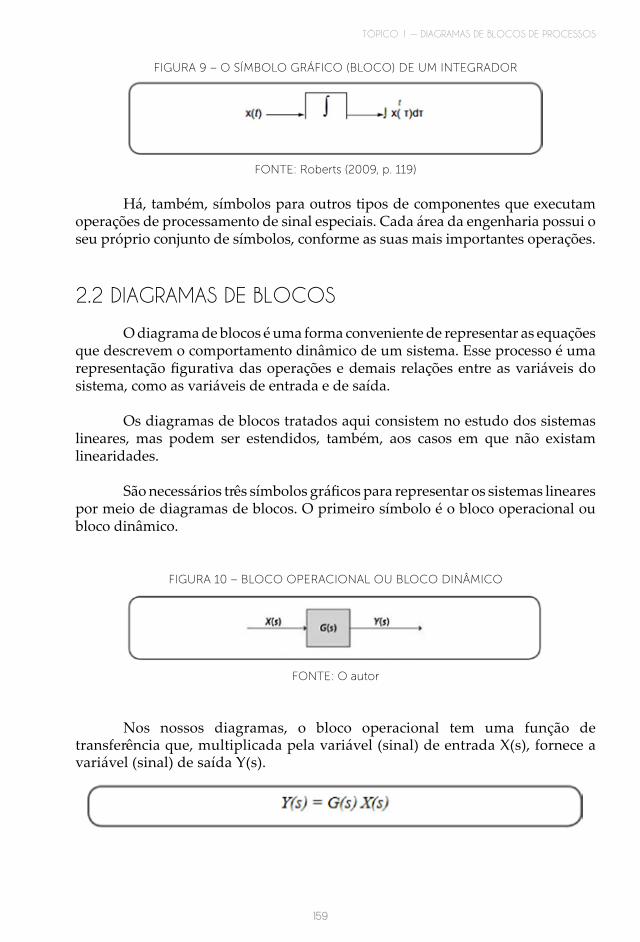
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
159
FIGURA 9 – O SÍMBOLO GRÁFICO (BLOCO) DE UM INTEGRADOR
FONTE: Roberts (2009, p. 119)
Há, também, símbolos para outros tipos de componentes que executam operações de processamento de sinal especiais. Cada área da engenharia possui o seu próprio conjunto de símbolos, conforme as suas mais importantes operações.
2.2 DIAGRAMAS DE BLOCOS
O diagrama de blocos é uma forma conveniente de representar as equações que descrevem o comportamento dinâmico de um sistema. Esse processo é uma representação figurativa das operações e demais relações entre as variáveis do sistema, como as variáveis de entrada e de saída.
Os diagramas de blocos tratados aqui consistem no estudo dos sistemas lineares, mas podem ser estendidos, também, aos casos em que não existam linearidades.
São necessários três símbolos gráficos para representar os sistemas lineares por meio de diagramas de blocos. O primeiro símbolo é o bloco operacional ou bloco dinâmico.
FIGURA 10 – BLOCO OPERACIONAL OU BLOCO DINÂMICO
FONTE: O autor
Nos nossos diagramas, o bloco operacional tem uma função de transferência que, multiplicada pela variável (sinal) de entrada X(s), fornece a variável (sinal) de saída Y(s).

UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
160
Caso especial: se tivermos G(s) = 1, o bloco pode ser dispensado.
FIGURA 11 – CASO ESPECIAL
FONTE: O autor
Outro símbolo é a ramificação, que representa identidade entre a variável de entrada e as de saída.
FIGURA 12 – RAMIFICAÇÃO
FONTE: O autor
Um caso especial de ramificação é a bifurcação, ou seja, quando há um ramo de chegada e apenas dois de saída.
Representação de um sistema por meio de diagramas de blocos: antes mesmo de o sistema ser, de fato, construído, os diagramas de blocos auxiliam um projetista de sistemas a entender as ligações entre os sinais e os componentes. A descrição de um sistema e a sua análise, antes de construí-lo, são conhecidas como modelagem. Os modelos de sistemas trabalhados pelos engenheiros podem estar na forma de equações diferenciais, diagramas de blocos ou simulações em computador. Essa habilidade é especialmente importante em projetos de sistemas complexos e de alto custo, como aeronaves, pontes suspensas, petroleiros, redes de comunicação etc. Assim, o estudo de sistemas trata de como os componentes interconectados atuam em um todo coordenado.
Acadêmico, para ampliar o seu conhecimento a respeito do diagrama de blocos, sugerimos que você assista ao vídeo que trata do assunto em https://www.youtube.com/embed/-q6Kdgiamuw.
DICAS
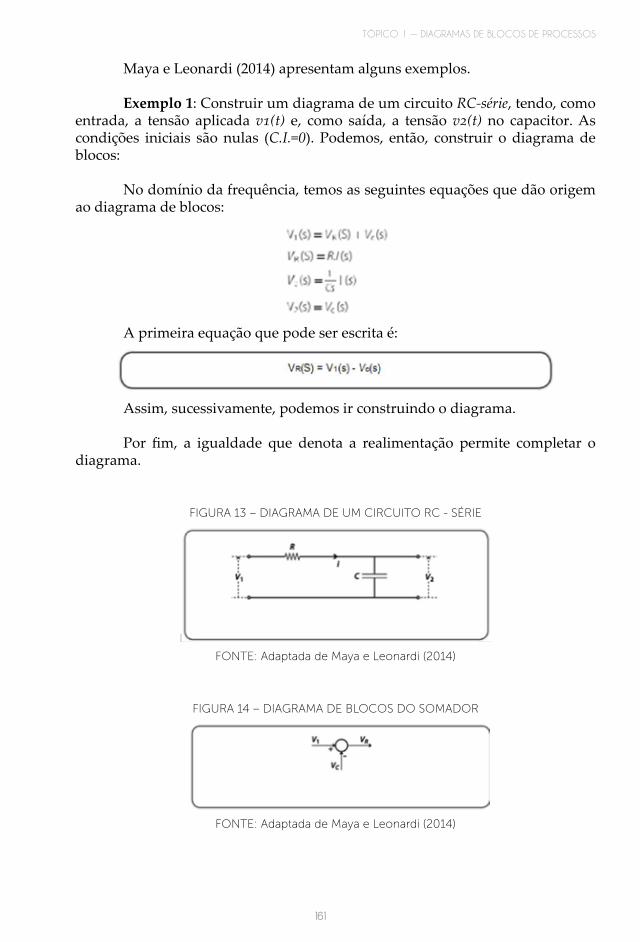
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
161
Maya e Leonardi (2014) apresentam alguns exemplos.
Exemplo 1: Construir um diagrama de um circuito RC-série, tendo, como entrada, a tensão aplicada v1(t) e, como saída, a tensão v2(t) no capacitor. As condições iniciais são nulas (C.I.=0). Podemos, então, construir o diagrama de blocos:
No domínio da frequência, temos as seguintes equações que dão origem ao diagrama de blocos:
A primeira equação que pode ser escrita é:
Assim, sucessivamente, podemos ir construindo o diagrama.
Por fim, a igualdade que denota a realimentação permite completar o diagrama.
FIGURA 13 – DIAGRAMA DE UM CIRCUITO RC - SÉRIE
FONTE: Adaptada de Maya e Leonardi (2014)
FIGURA 14 – DIAGRAMA DE BLOCOS DO SOMADOR
FONTE: Adaptada de Maya e Leonardi (2014)
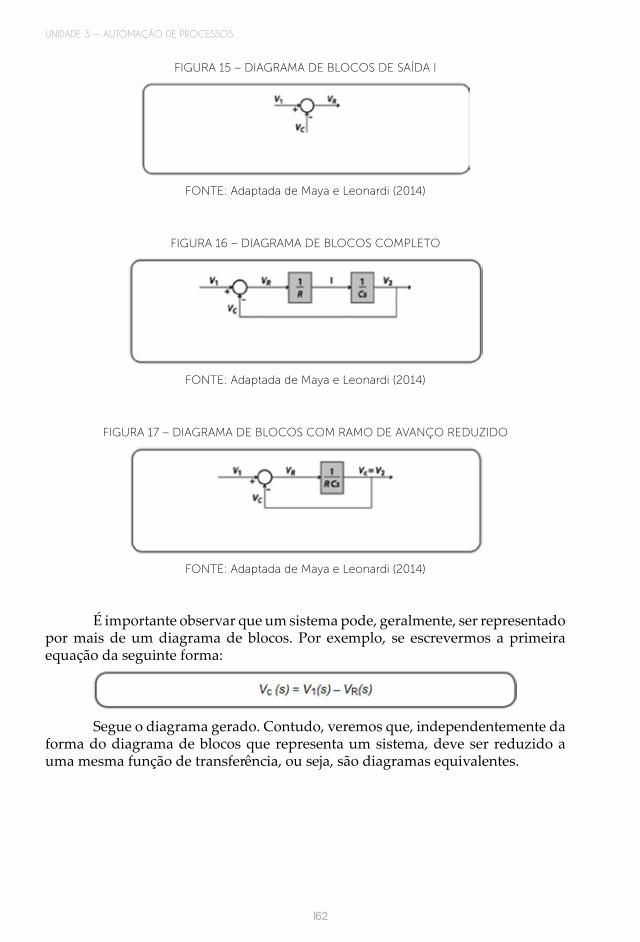
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
162
FIGURA 15 – DIAGRAMA DE BLOCOS DE SAÍDA I
FONTE: Adaptada de Maya e Leonardi (2014)
FIGURA 16 – DIAGRAMA DE BLOCOS COMPLETO
FONTE: Adaptada de Maya e Leonardi (2014)
FIGURA 17 – DIAGRAMA DE BLOCOS COM RAMO DE AVANÇO REDUZIDO
FONTE: Adaptada de Maya e Leonardi (2014)
É importante observar que um sistema pode, geralmente, ser representado por mais de um diagrama de blocos. Por exemplo, se escrevermos a primeira equação da seguinte forma:
Segue o diagrama gerado. Contudo, veremos que, independentemente da forma do diagrama de blocos que representa um sistema, deve ser reduzido a uma mesma função de transferência, ou seja, são diagramas equivalentes.
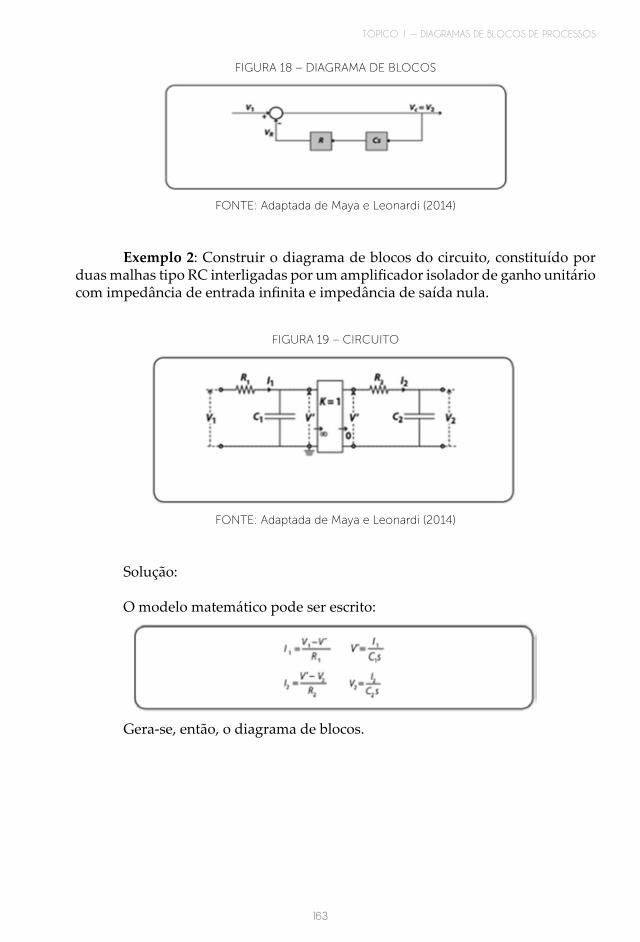
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
163
FIGURA 18 – DIAGRAMA DE BLOCOS
FONTE: Adaptada de Maya e Leonardi (2014)
Exemplo 2: Construir o diagrama de blocos do circuito, constituído por duas malhas tipo RC interligadas por um amplificador isolador de ganho unitário com impedância de entrada infinita e impedância de saída nula.
FIGURA 19 – CIRCUITO
FONTE: Adaptada de Maya e Leonardi (2014)
Solução:
O modelo matemático pode ser escrito:
Gera-se, então, o diagrama de blocos.
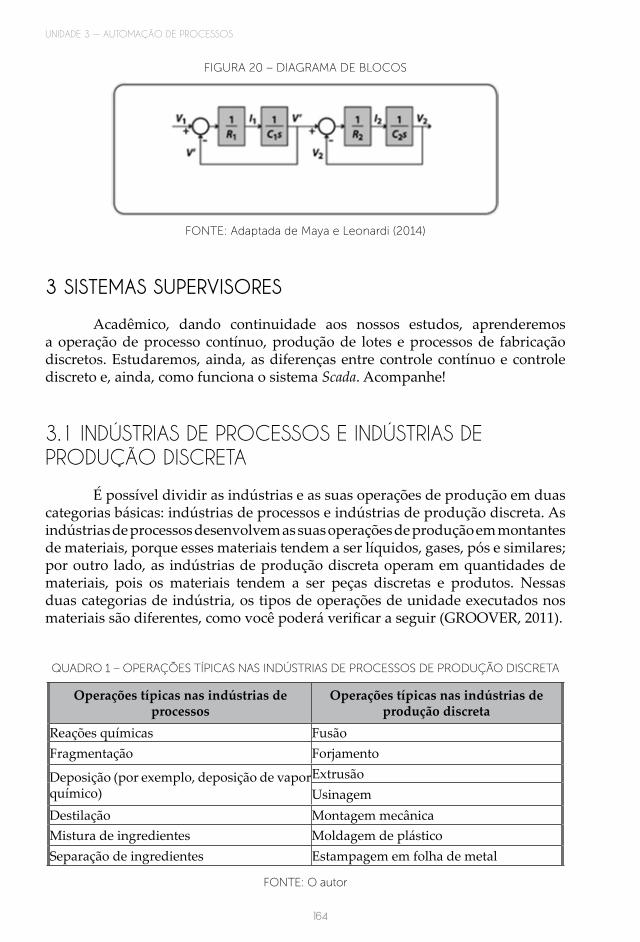
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
164
FIGURA 20 – DIAGRAMA DE BLOCOS
FONTE: Adaptada de Maya e Leonardi (2014)
3 SISTEMAS SUPERVISORES
Acadêmico, dando continuidade aos nossos estudos, aprenderemos a operação de processo contínuo, produção de lotes e processos de fabricação discretos. Estudaremos, ainda, as diferenças entre controle contínuo e controle discreto e, ainda, como funciona o sistema Scada. Acompanhe!
3.1 INDÚSTRIAS DE PROCESSOS E INDÚSTRIAS DE PRODUÇÃO DISCRETA
É possível dividir as indústrias e as suas operações de produção em duas categorias básicas: indústrias de processos e indústrias de produção discreta. As indústrias de processos desenvolvem as suas operações de produção em montantes de materiais, porque esses materiais tendem a ser líquidos, gases, pós e similares; por outro lado, as indústrias de produção discreta operam em quantidades de materiais, pois os materiais tendem a ser peças discretas e produtos. Nessas duas categorias de indústria, os tipos de operações de unidade executados nos materiais são diferentes, como você poderá verificar a seguir (GROOVER, 2011).
QUADRO 1 – OPERAÇÕES TÍPICAS NAS INDÚSTRIAS DE PROCESSOS DE PRODUÇÃO DISCRETA
FONTE: O autor
Operações típicas nas indústrias de processos
Operações típicas nas indústrias de produção discreta
Reações químicas FusãoFragmentação Forjamento
Deposição (por exemplo, deposição de vapor químico)
ExtrusãoUsinagem
Destilação Montagem mecânica Mistura de ingredientes Moldagem de plásticoSeparação de ingredientes Estampagem em folha de metal
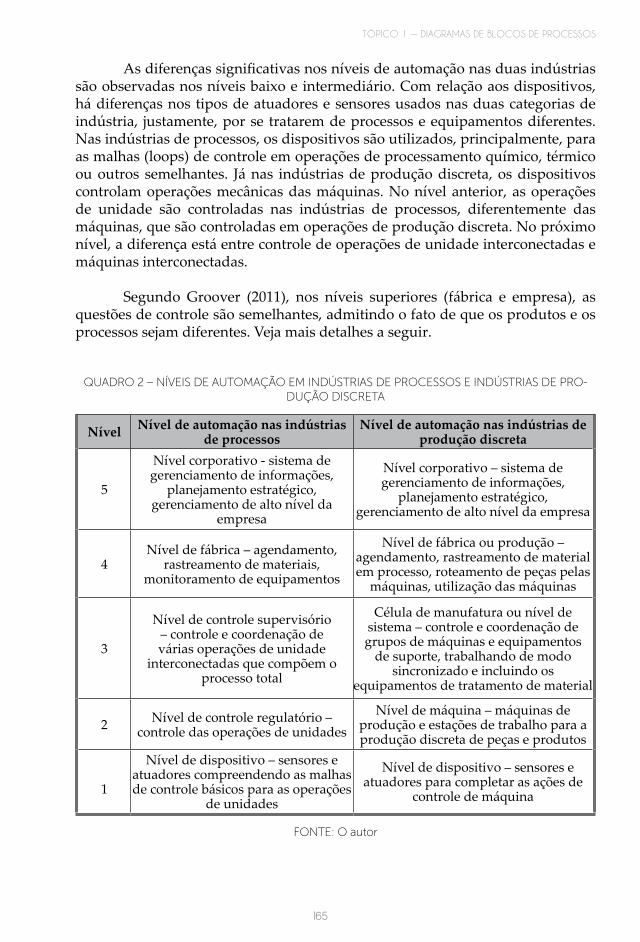
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
165
As diferenças significativas nos níveis de automação nas duas indústrias são observadas nos níveis baixo e intermediário. Com relação aos dispositivos, há diferenças nos tipos de atuadores e sensores usados nas duas categorias de indústria, justamente, por se tratarem de processos e equipamentos diferentes. Nas indústrias de processos, os dispositivos são utilizados, principalmente, para as malhas (loops) de controle em operações de processamento químico, térmico ou outros semelhantes. Já nas indústrias de produção discreta, os dispositivos controlam operações mecânicas das máquinas. No nível anterior, as operações de unidade são controladas nas indústrias de processos, diferentemente das máquinas, que são controladas em operações de produção discreta. No próximo nível, a diferença está entre controle de operações de unidade interconectadas e máquinas interconectadas.
Segundo Groover (2011), nos níveis superiores (fábrica e empresa), as questões de controle são semelhantes, admitindo o fato de que os produtos e os processos sejam diferentes. Veja mais detalhes a seguir.
QUADRO 2 – NÍVEIS DE AUTOMAÇÃO EM INDÚSTRIAS DE PROCESSOS E INDÚSTRIAS DE PRO-DUÇÃO DISCRETA
FONTE: O autor
Nível Nível de automação nas indústrias de processos
Nível de automação nas indústrias de produção discreta
5
Nível corporativo - sistema de gerenciamento de informações,
planejamento estratégico, gerenciamento de alto nível da
empresa
Nível corporativo – sistema de gerenciamento de informações,
planejamento estratégico, gerenciamento de alto nível da empresa
4Nível de fábrica – agendamento,
rastreamento de materiais, monitoramento de equipamentos
Nível de fábrica ou produção – agendamento, rastreamento de material em processo, roteamento de peças pelas
máquinas, utilização das máquinas
3
Nível de controle supervisório – controle e coordenação de várias operações de unidade
interconectadas que compõem o processo total
Célula de manufatura ou nível de sistema – controle e coordenação de grupos de máquinas e equipamentos
de suporte, trabalhando de modo sincronizado e incluindo os
equipamentos de tratamento de material
2 Nível de controle regulatório – controle das operações de unidades
Nível de máquina – máquinas de produção e estações de trabalho para a produção discreta de peças e produtos
1
Nível de dispositivo – sensores e atuadores compreendendo as malhas de controle básicos para as operações
de unidades
Nível de dispositivo – sensores e atuadores para completar as ações de
controle de máquina
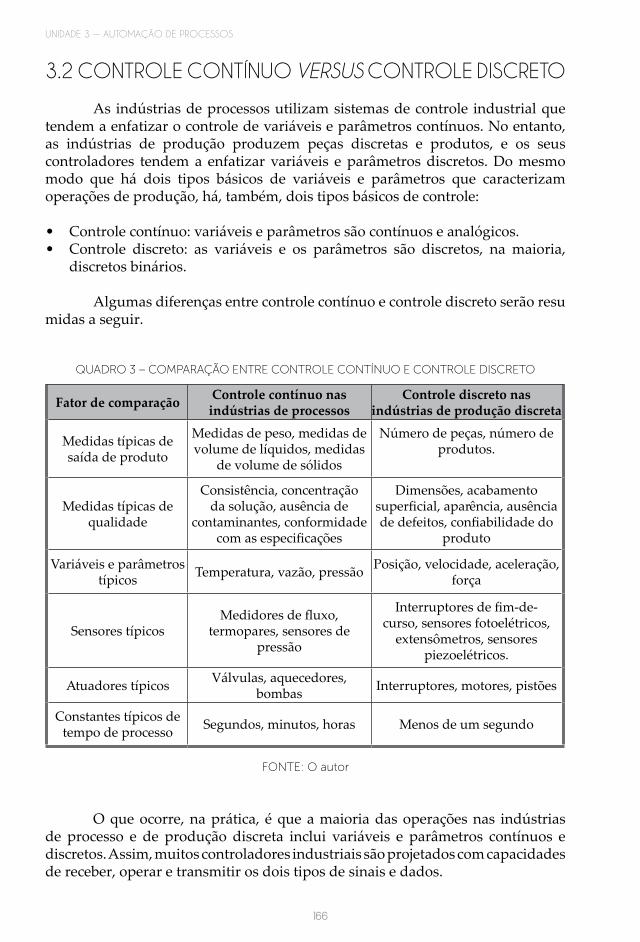
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
166
3.2 CONTROLE CONTÍNUO VERSUS CONTROLE DISCRETO
As indústrias de processos utilizam sistemas de controle industrial que tendem a enfatizar o controle de variáveis e parâmetros contínuos. No entanto, as indústrias de produção produzem peças discretas e produtos, e os seus controladores tendem a enfatizar variáveis e parâmetros discretos. Do mesmo modo que há dois tipos básicos de variáveis e parâmetros que caracterizam operações de produção, há, também, dois tipos básicos de controle:
• Controle contínuo: variáveis e parâmetros são contínuos e analógicos.• Controle discreto: as variáveis e os parâmetros são discretos, na maioria,
discretos binários.
Algumas diferenças entre controle contínuo e controle discreto serão resu midas a seguir.
QUADRO 3 – COMPARAÇÃO ENTRE CONTROLE CONTÍNUO E CONTROLE DISCRETO
FONTE: O autor
O que ocorre, na prática, é que a maioria das operações nas indústrias de processo e de produção discreta inclui variáveis e parâmetros contínuos e discretos. Assim, muitos controladores industriais são projetados com capacidades de receber, operar e transmitir os dois tipos de sinais e dados.
Fator de comparação Controle contínuo nas indústrias de processos
Controle discreto nas indústrias de produção discreta
Medidas típicas de saída de produto
Medidas de peso, medidas de volume de líquidos, medidas
de volume de sólidos
Número de peças, número de produtos.
Medidas típicas de qualidade
Consistência, concentração da solução, ausência de
contaminantes, conformidade com as especificações
Dimensões, acabamento superficial, aparência, ausência de defeitos, confiabilidade do
produto
Variáveis e parâmetros típicos Temperatura, vazão, pressão Posição, velocidade, aceleração,
força
Sensores típicosMedidores de fluxo,
termopares, sensores de pressão
Interruptores de fim-de-curso, sensores fotoelétricos,
extensômetros, sensores piezoelétricos.
Atuadores típicos Válvulas, aquecedores, bombas Interruptores, motores, pistões
Constantes típicos de tempo de processo Segundos, minutos, horas Menos de um segundo
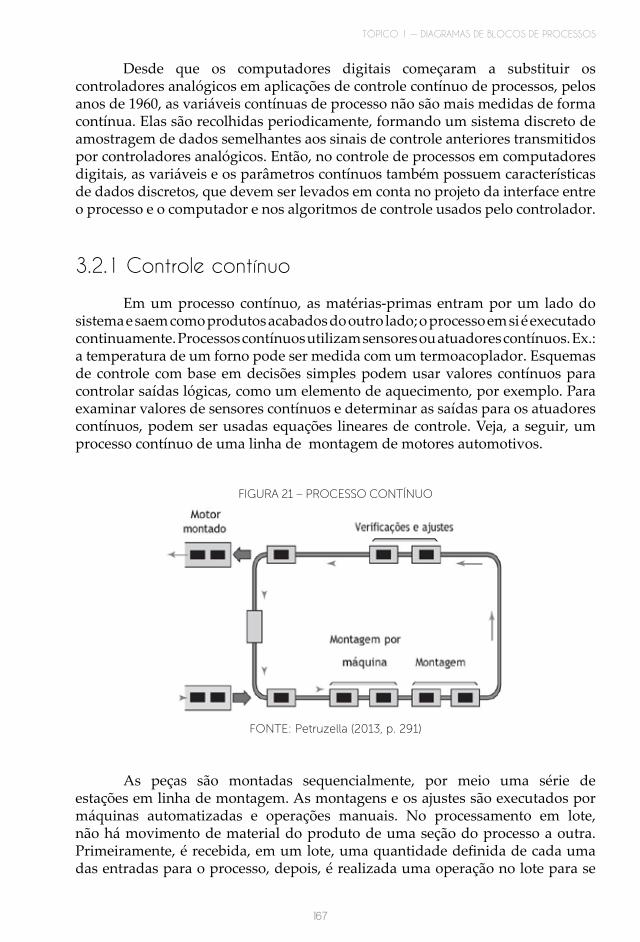
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
167
Desde que os computadores digitais começaram a substituir os controladores analógicos em aplicações de controle contínuo de processos, pelos anos de 1960, as variáveis contínuas de processo não são mais medidas de forma contínua. Elas são recolhidas periodicamente, formando um sistema discreto de amostragem de dados semelhantes aos sinais de controle anteriores transmitidos por controladores analógicos. Então, no controle de processos em computadores digitais, as variáveis e os parâmetros contínuos também possuem características de dados discretos, que devem ser levados em conta no projeto da interface entre o processo e o computador e nos algoritmos de controle usados pelo controlador.
3.2.1 Controle contínuo
Em um processo contínuo, as matérias-primas entram por um lado do sistema e saem como produtos acabados do outro lado; o processo em si é executado continuamente. Processos contínuos utilizam sensores ou atuadores contínuos. Ex.: a temperatura de um forno pode ser medida com um termoacoplador. Esquemas de controle com base em decisões simples podem usar valores contínuos para controlar saídas lógicas, como um elemento de aquecimento, por exemplo. Para examinar valores de sensores contínuos e determinar as saídas para os atuadores contínuos, podem ser usadas equações lineares de controle. Veja, a seguir, um processo contínuo de uma linha de montagem de motores automotivos.
FIGURA 21 – PROCESSO CONTÍNUO
FONTE: Petruzella (2013, p. 291)
As peças são montadas sequencialmente, por meio uma série de estações em linha de montagem. As montagens e os ajustes são executados por máquinas automatizadas e operações manuais. No processamento em lote, não há movimento de material do produto de uma seção do processo a outra. Primeiramente, é recebida, em um lote, uma quantidade definida de cada uma das entradas para o processo, depois, é realizada uma operação no lote para se
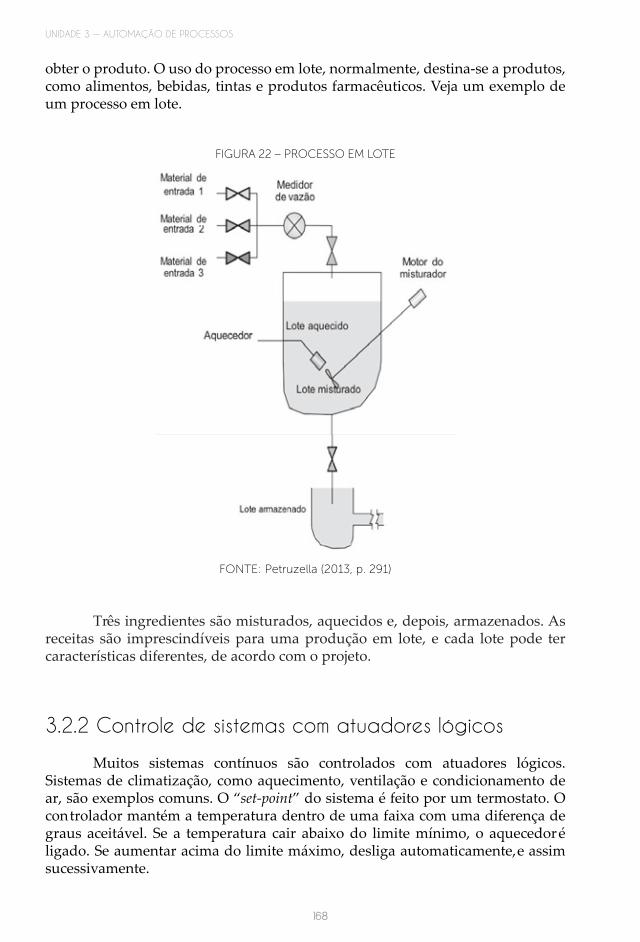
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
168
obter o produto. O uso do processo em lote, normalmente, destina-se a produtos, como alimentos, bebidas, tintas e produtos farmacêuticos. Veja um exemplo de um processo em lote.
FIGURA 22 – PROCESSO EM LOTE
FONTE: Petruzella (2013, p. 291)
Três ingredientes são misturados, aquecidos e, depois, armazenados. As receitas são imprescindíveis para uma produção em lote, e cada lote pode ter características diferentes, de acordo com o projeto.
3.2.2 Controle de sistemas com atuadores lógicos
Muitos sistemas contínuos são controlados com atuadores lógicos. Sistemas de climatização, como aquecimento, ventilação e condicionamento de ar, são exemplos comuns. O “set-point” do sistema é feito por um termostato. O con trolador mantém a temperatura dentro de uma faixa com uma diferença de graus aceitável. Se a temperatura cair abaixo do limite mínimo, o aquecedor é ligado. Se aumentar acima do limite máximo, desliga automaticamente, e assim sucessivamente.
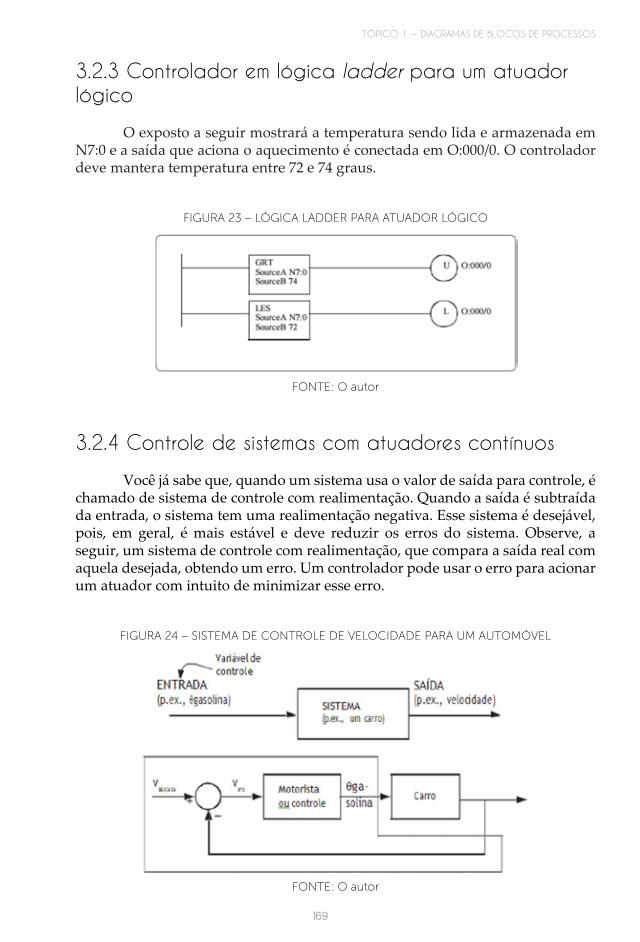
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
169
3.2.3 Controlador em lógica ladder para um atuador lógico
O exposto a seguir mostrará a temperatura sendo lida e armazenada em N7:0 e a saída que aciona o aquecimento é conectada em O:000/0. O controlador deve manter a temperatura entre 72 e 74 graus.
FIGURA 23 – LÓGICA LADDER PARA ATUADOR LÓGICO
FONTE: O autor
3.2.4 Controle de sistemas com atuadores contínuos
Você já sabe que, quando um sistema usa o valor de saída para controle, é chamado de sistema de controle com realimentação. Quando a saída é subtraída da entrada, o sistema tem uma realimentação negativa. Esse sistema é desejável, pois, em geral, é mais estável e deve reduzir os erros do sistema. Observe, a seguir, um sistema de controle com realimentação, que compara a saída real com aquela desejada, obtendo um erro. Um controlador pode usar o erro para acionar um atuador com intuito de minimizar esse erro.
FIGURA 24 – SISTEMA DE CONTROLE DE VELOCIDADE PARA UM AUTOMÓVEL
FONTE: O autor
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
170
A distinção entre indústrias de processos e indústrias de produção discreta se estende às variáveis e aos parâmetros que caracterizam as respectivas operações de produção. Nas indústrias de processos, variáveis e parâmetros que interessam tendem a ser contínuos, já na produção discreta, tendem a ser discretos.
NOTA
3.3 NOÇÕES DE SISTEMAS SUPERVISÓRIOS
Os sistemas supervisórios podem ser considerados o nível mais alto de IHM, pois mostram o que está acontecendo no processo, permitindo que se interfira nele. Com a evolução dos equipamentos industriais e a forte aplicação de sistemas de automação industrial, a atividade de monitorar se tornou complexa. Diferentes arquiteturas de sistemas computacionais têm sido desenvolvidas e propostas para controlar e gerenciar esses sistemas.
Um sistema supervisório é um programa que representa o comportamento
de um processo por meio de figuras e de gráficos, desviando dos algoritmos de controle, apresentando-se como uma interface objetiva entre um operador e o processo.
Nos painéis de comandos e quadros sinóticos, ocorria um simples piscar de lâmpadas. Agora, em vez disso, o operador tem uma melhor interface que o faz, efetivamente, visualizar o abrir e fechar de uma válvula, o ligar de um motor, ou outra informação do processo. Nesse tipo de visualização, é utilizada uma extensa informação de cores e de textos, podendo-se, também, dispor de elementos animados graficamente. Do mesmo modo, para a demonstração do sistema supervisório, também são utilizados gráficos, sinalizando quando uma lâmpada está ligada ou desligada.
3.3.1 Características do software supervisório
O software de supervisão está localizado no controle do processo das redes de comunicação. Adquire dados diretamente dos CLPs (Controladores Lógicos Programáveis) para o computador, pela organização e gerenciamento dos dados. Pode ser configurado para taxas de varredura em diversos CLPs ou entre pontos de um mesmo CLP. O software deve permitir que se desenvolvam estratégias de controle, utilizando funções avançadas, como por meio de módulos dedicados para a implementação de funções matemáticas e lógicas. Com esses módulos, você consegue desenvolver um software-aplicativo de supervisão para o controle das funções do processo. Após a aquisição dos dados, estes podem
TÓPICO 1 — DIAGRAMAS DE BLOCOS DE PROCESSOS
171
ser manipulados, de modo a gerar valores para parâmetros de controle, como “set-points”. Os dados são armazenados em arquivos de dados padronizados, ou apenas utilizados para realização de uma tarefa, podendo ser acessados por programas de usuários para realização de cálculos, alteração de parâmetros e dos próprios valores.
Para o desenvolvimento de aplicativos de supervisão e de controle de processos nas mais diversas áreas, é necessário um hardware, para uma via de comuni cação, que pode ser uma porta serial, uma placa de rede etc.; e um software, pois é necessário que o driver do equipamento esteja sendo executado simulta-neamente com o software de desenvolvimento. Alguns softwares utilizados para a análise de funcionamento de um sistema supervisório são: Elipse Windows, SCADA (Sistemas de Controle Supervisório e Aquisição de Dados ou Supervi- sory Control & Data Aquisition Systems) e DCS (Sistemas de Controle Distribuído ou Distributed Control Systems). Falaremos do SCADA.
3.3.2 Sistemas SCADA
O Controle Supervisório e Aquisição de Dados (Supervisory Control and Data Acquisition), ou SCADA, é uma tecnologia utilizada para o gerenciamento e o controle em unidades industriais nas quais os elementos do processo se encontram distribuídos ao longo de grandes distâncias, de modo que ele possa rastrear e monitorar essas informações.
Tais informações são, inicialmente, coletadas por meio de equipamentos de aquisição de dados, seguidas da manipulação e da análise desses dados e, posteriormente, são apresentadas ao usuário, visualizadas por intermédio de quadros sinóticos animados, com indicações instantâneas das variáveis de processo do cliente. Os dados podem ser analisados dentro do supervisório, por meio de tabelas e gráficos de tendência, ou fora dele, pelos softwares comerciais comuns, como Acess, Excel etc. Além dessas funções, o sistema supervisório pode executar ações com base em parâmetros pré-informados. A troca de dados em um chão de fábrica (planta), com um computador de supervisão, permite o registro de dados, uma mostra dos dados, tendências, baixas (download) de receitas, ajustes de parâmetros selecionados e avaliação da produção de dados em geral. Segue um exemplo de software supervisório.
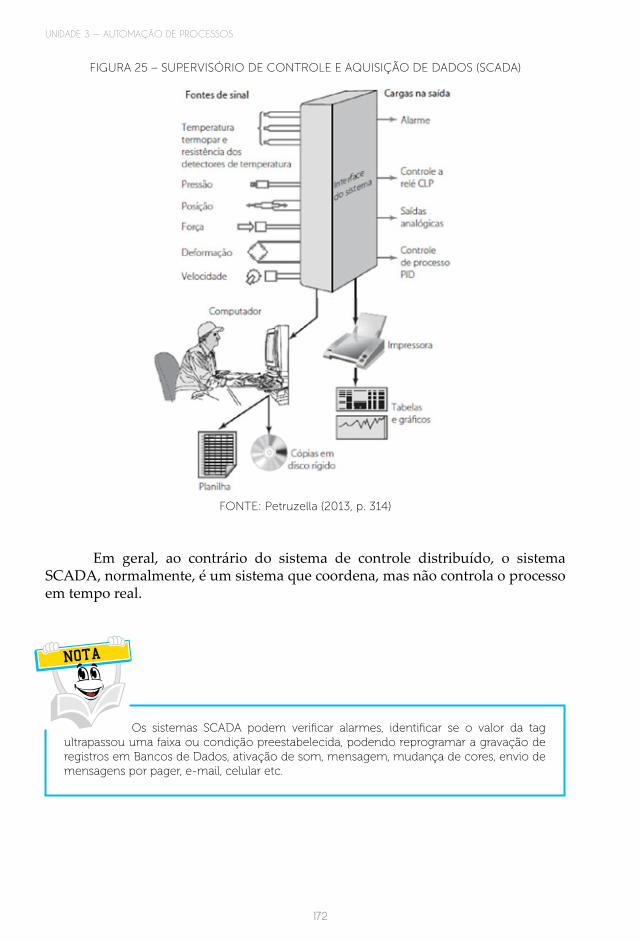
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
172
FIGURA 25 – SUPERVISÓRIO DE CONTROLE E AQUISIÇÃO DE DADOS (SCADA)
FONTE: Petruzella (2013, p. 314)
Em geral, ao contrário do sistema de controle distribuído, o sistema SCADA, normalmente, é um sistema que coordena, mas não controla o processo em tempo real.
Os sistemas SCADA podem verificar alarmes, identificar se o valor da tag ultrapassou uma faixa ou condição preestabelecida, podendo reprogramar a gravação de registros em Bancos de Dados, ativação de som, mensagem, mudança de cores, envio de mensagens por pager, e-mail, celular etc.
NOTA
173
Neste tópico, você aprendeu que:
• A representação dos sistemas por meio de diagramas de blocos é muito utilizada na análise de sistemas.
• Um sistema é descrito e analisado, normalmente, como uma associação de componentes.
• Nos diagramas de blocos, cada sinal de entrada pode ser direcionado para um ou mais blocos, e cada sinal de saída, oriundo de um determinado bloco, pode ser encaminhado a qualquer outro ou outros blocos.
• O diagrama de blocos é uma forma conveniente de representar as equações que descrevem o comportamento dinâmico de um sistema.
• Os diagramas de blocos auxiliam um projetista de sistemas a entender as ligações entre os sinais e os componentes.
• A descrição de um sistema e a sua análise, antes de construí-lo, são conhecidas como modelagem.
• É possível dividir as indústrias e as suas operações de produção em duas categorias básicas: indústrias de processos e indústrias de produção discreta.
• Nas indústrias de processos, os dispositivos são utilizados, principalmente, para as malhas (loops) de controle, em operações de processamento químico, térmico ou outros semelhantes.
• Nas indústrias de produção discreta, os dispositivos controlam operações mecânicas das máquinas.
• Há dois tipos básicos de controle: controle contínuo e controle discreto.
• No controle contínuo, as variáveis e os parâmetros são contínuos e analógicos.
• No controle discreto, as variáveis e os parâmetros são discretos, na maioria, discretos binários.
• Um sistema supervisório é um programa que representa o comportamento de um processo por meio de figuras e gráficos, desviando dos algoritmos de controle, apresentando-se como uma interface objetiva entre um operador e o processo.
RESUMO DO TÓPICO 1

174
• O software de supervisão está localizado no controle do processo das redes de comunicação.
• O Scada é uma tecnologia utilizada para o gerenciamento e o controle em unidades industriais, nas quais os elementos do processo se encontram distribuídos ao longo de grandes distâncias, de modo que ele possa rastrear e monitorar essas informações.
175
1 Com relação aos diagramas de blocos de sistemas, assinale a alternativa CORRETA:
a) ( ) É um método matemático de representação de sistemas.b) ( ) Cada sistema pode ser representado apenas por um diagrama
específico.c) ( ) Com frequência, um sistema é descrito e analisado como uma
associação de componentes.d) ( ) Dado um diagrama complexo, não é possível reduzi-lo a um diagrama
equivalente mais simples, como um bloco.
2 Leia as afirmações a seguir e assinale a alternativa CORRETA:
a) ( ) Com relação ao desenho de diagramas de blocos de sistemas, há certos tipos de operações que não são realizados com tanta frequência e, por isso, possuem símbolos próprios.
b) ( ) Com frequência, um sistema é descrito e analisado como uma associação de componentes.
c) ( ) O amplificador subtrai o seu sinal de entrada por uma constante (seu ganho) para produzir a sua resposta.
d) ( ) Na representação da amplificação, são utilizados símbolos iguais para diversas aplicações de análise de sistemas e por diferentes autores.
3 Leia as sentenças a seguir e assinale a alternativa CORRETA:
a) ( ) As indústrias de produção discreta desenvolvem as suas operações de produção em montantes de materiais, pois eles tendem a ser líquidos, gases, pós e similares.
b) ( ) Reações químicas, mistura de ingredientes e destilação são operações típicas nas indústrias de processos e uma das suas características.
c) ( ) Controle de processo é um controle automatizado que trata de sinais analógicos dos sensores.
d) ( ) Uma das principais características de um sistema de controle centralizado é a possibilidade de distribuição das tarefas de processamento entre vários controladores.
4 Você foi contratado por uma empresa de automação industrial e o seu primeiro trabalho é gerenciar um projeto de implementação de um sistema supervisório em uma linha de montagem de brinquedos. A fabricante vem perdendo mercado e necessita gerenciar melhor as informações do processo produtivo para identificar os pontos de melhoria. O planejamento de qualquer trabalho é fundamental para o seu sucesso e rapidez. Lembrando que é fundamental o envolvimento do cliente. Como você faria o planejamento do sistema supervisório nesse caso?
AUTOATIVIDADE
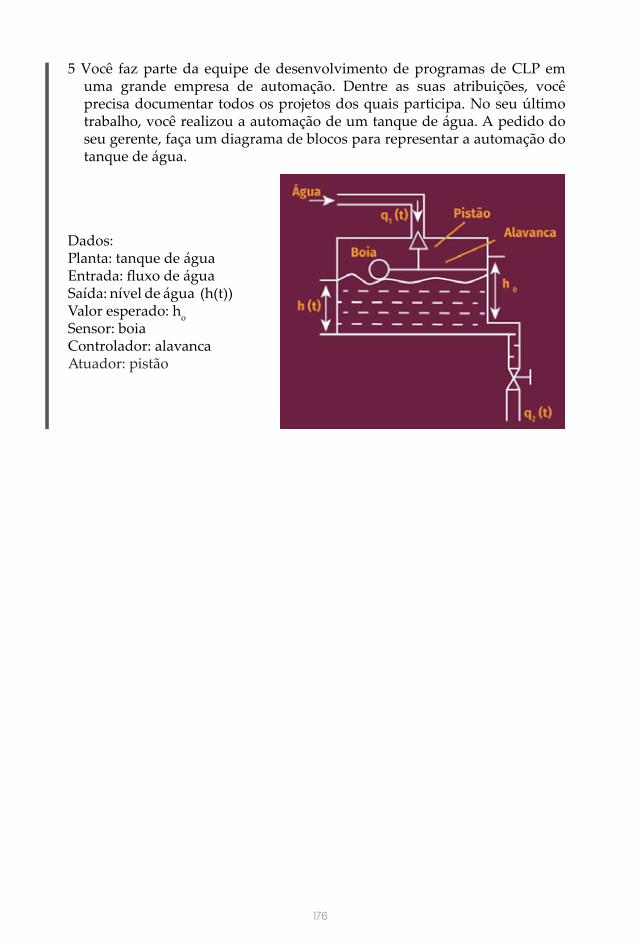
176
5 Você faz parte da equipe de desenvolvimento de programas de CLP em uma grande empresa de automação. Dentre as suas atribuições, você precisa documentar todos os projetos dos quais participa. No seu último trabalho, você realizou a automação de um tanque de água. A pedido do seu gerente, faça um diagrama de blocos para representar a automação do tanque de água.
Dados:Planta: tanque de águaEntrada: fluxo de águaSaída: nível de água (h(t))Valor esperado: hoSensor: boiaControlador: alavancaAtuador: pistão
177
UNIDADE 3
1 INTRODUÇÃO
O PID é, essencialmente, uma equação que o controlador usa para avaliar a variável controlada. Uma das principais vantagens dos controles PID é a sua aplicabilidade, geralmente, compatível com a maioria dos sistemas de controle. Eles são, sobretudo, úteis quando o modelo matemático da planta não é conhecido e, portanto, não podem ser utilizados métodos de projeto analítico.
Nesse contexto, estudaremos, também, a instrumentação. Podemos dizer
que a instrumentação é um conjunto de técnicas que implementa instrumentos de medição, transmissão, indicação e controle de variáveis físicas e químicas em equipamentos de processos industriais de siderúrgicas, petroquímicas, indústrias alimentícias etc.
As chamadas variáveis de processo são grandezas físicas que alteram o
seu valor em função de outras variáveis, como pressão, vazão, nível, temperatura, e outras, cujo monitoramento e controle minimizam a variabilidade na qualidade do produto final, otimizando o processo e contribuindo para uma produção segura e eficiente. A instrumentação pode ser analógica ou digital, o que as difere é o tipo de equipamento ou dispositivo, que pode ser analógico ou digital.
Assim, neste tópico, você conhecerá os diferentes modos de controle. Aprenderá como funciona a ação de controle PID e quais são as suas aplicações. Também terá uma noção de sintonia de controle. Ainda, estudaremos os circuitos analógicos e digitais e a conversão dos sinais digitais em sinais analógicos para o controle com atuadores. Além disso, conheceremos a simbologia-padrão de instrumentos e como são feitas a aferição e a calibração de um equipamento de medição.
2 MODOS DE CONTROLE
Uma unidade de controle pode reagir a um sinal de erro e gerar uma saída para os elementos de correção. Veja, resumidamente, algumas formas de fazer isso:
TÓPICO 2 —
INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
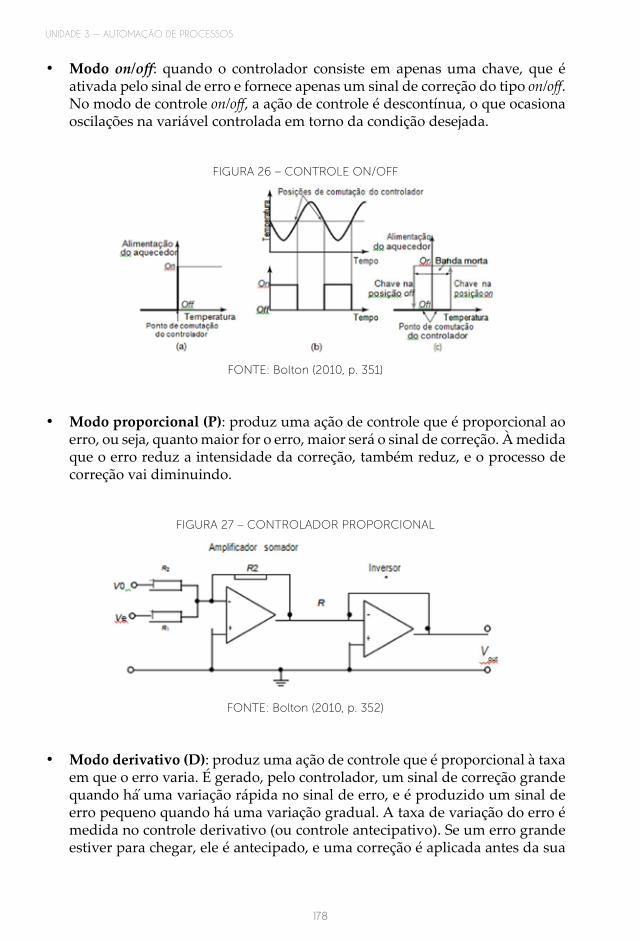
178
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
• Modo on/off: quando o controlador consiste em apenas uma chave, que é ativada pelo sinal de erro e fornece apenas um sinal de correção do tipo on/off. No modo de controle on/off, a ação de controle é descontínua, o que ocasiona oscilações na variável controlada em torno da condição desejada.
FIGURA 26 – CONTROLE ON/OFF
FONTE: Bolton (2010, p. 351)
• Modo proporcional (P): produz uma ação de controle que é proporcional ao erro, ou seja, quanto maior for o erro, maior será o sinal de correção. À medida que o erro reduz a intensidade da correção, também reduz, e o processo de correção vai diminuindo.
FIGURA 27 – CONTROLADOR PROPORCIONAL
FONTE: Bolton (2010, p. 352)
• Modo derivativo (D): produz uma ação de controle que é proporcional à taxa em que o erro varia. É gerado, pelo controlador, um sinal de correção grande quando há́ uma variação rápida no sinal de erro, e é produzido um sinal de erro pequeno quando há uma variação gradual. A taxa de variação do erro é medida no controle derivativo (ou controle antecipativo). Se um erro grande estiver para chegar, ele é antecipado, e uma correção é aplicada antes da sua
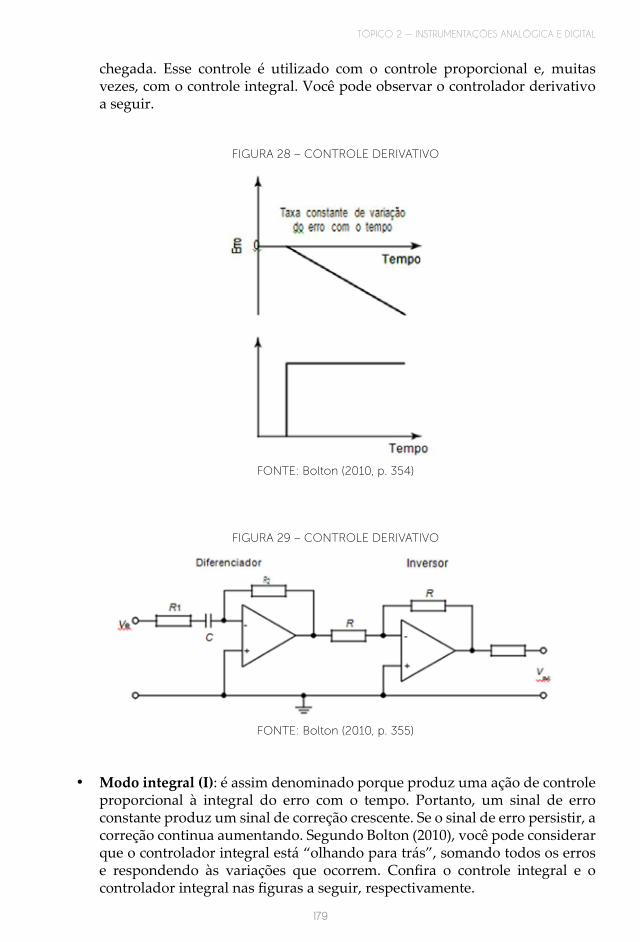
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
179
chegada. Esse controle é utilizado com o controle proporcional e, muitas vezes, com o controle integral. Você pode observar o controlador derivativo a seguir.
FIGURA 28 – CONTROLE DERIVATIVO
FONTE: Bolton (2010, p. 354)
FIGURA 29 – CONTROLE DERIVATIVO
FONTE: Bolton (2010, p. 355)
• Modo integral (I): é assim denominado porque produz uma ação de controle proporcional à integral do erro com o tempo. Portanto, um sinal de erro constante produz um sinal de correção crescente. Se o sinal de erro persistir, a correção continua aumentando. Segundo Bolton (2010), você pode considerar que o controlador integral está “olhando para trás”, somando todos os erros e respondendo às variações que ocorrem. Confira o controle integral e o controlador integral nas figuras a seguir, respectivamente.
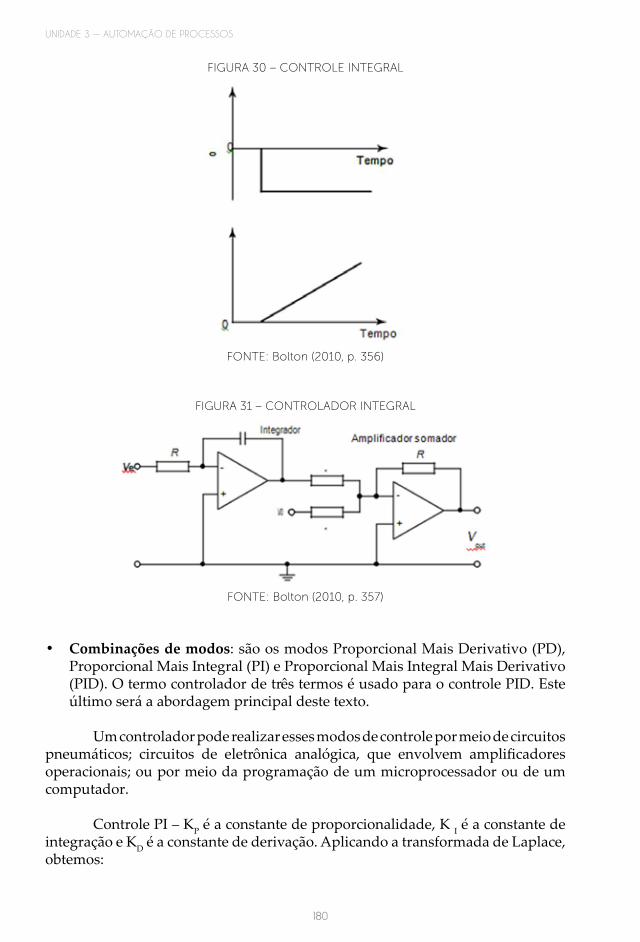
180
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 30 – CONTROLE INTEGRAL
FONTE: Bolton (2010, p. 356)
FIGURA 31 – CONTROLADOR INTEGRAL
FONTE: Bolton (2010, p. 357)
• Combinações de modos: são os modos Proporcional Mais Derivativo (PD), Proporcional Mais Integral (PI) e Proporcional Mais Integral Mais Derivativo (PID). O termo controlador de três termos é usado para o controle PID. Este último será a abordagem principal deste texto.
Um controlador pode realizar esses modos de controle por meio de circuitos pneumáticos; circuitos de eletrônica analógica, que envolvem amplificadores operacionais; ou por meio da programação de um microprocessador ou de um computador.
Controle PI – KP é a constante de proporcionalidade, K I é a constante de integração e KD é a constante de derivação. Aplicando a transformada de Laplace, obtemos:

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
181
Então:
• Controlador PID: é a combinação dos três modos de controle (proporcional, integral e derivativo). Veja a equação que descreve a sua ação:
Observe, com atenção, os gráficos a seguir. Eles comparam os efeitos isolados e combinados da ação integral e da ação proporcional.
FIGURA 32 – EFEITOS DAS AÇÕES PROPORCIONAL + INTEGRAL
FONTE: Bolton (2010, p. 358)

182
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
2.1 AÇÃO PID
No controle dos processos, a ação PID é a corretiva mais empregada. Contudo, há muitos outros tipos de ações de controle baseados no controle PID. Compreender os fundamentos da ação PID ajuda no estudo de outros tipos de controladores. Veja, a seguir, um exemplo do que pode ser encontrado na prática, ilustrado por formas de ondas: A
FIGURA 33 – FORMAS DE ONDA PARA AS AÇÕES PROPORCIONAL E INTEGRAL E FORMAS DE ONDA PARA AS AÇÕES PROPORCIONAL, INTEGRAL E DERIVATIVA
FONTE: Dunn (2013, p. 254)
As funções ou ações de controle não afetam a carga, que é uma função da demanda. O controle serve para garantir que as variáveis se encontrem dentro dos seus limites especificados. Devem ser seguidas as seguintes regras gerais para que uma indicação aproximada da aplicação de controladores PID seja feita em diferentes tipos de malhas:
• O controle de pressão utiliza ações proporcional e integral e, geralmente, não é necessária a ação derivativa.
• O controle de temperatura exige ações proporcional, integral e derivativa, normalmente, com um arranjo integral para longos períodos de tempo.
• O controle de nível requer a ação proporcional e, algumas vezes, a integral, sendo, a ação derivativa, normalmente, desnecessária.
• O controle de vazão utiliza ações proporcional e integral; é, com frequência, desnecessária a ação derivativa.
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
183
No entanto, essas regras são gerais, e cada aplicação possui as suas próprias, especificadas. Além das malhas de realimentação típicas, há outros tipos de malhas de controle utilizadas em controle de processos, como cascata, razão feedforward.
Na implementação de malhas de controle, podem ser utilizados dispositivos pneumáticos, eletrônicos analógicos ou digitais. Os primeiros controladores de processo foram pneumáticos, porém, logo, foram substituídos por sistemas eletrônicos, por fatores, como confiabilidade, baixo custo, pouca manutenção, facilidade na instalação e ajuste, maior precisão, mais velocidade de operação e uso de variáveis múltiplas.
2.1.1 Controlador pneumático com ação PID
Algumas plantas de processamento mais antigas ainda utilizam controladores PID pneumáticos que, ao longo dos anos, desenvolveram muitas configurações, atendendo, adequadamente, a propósitos variados. No entanto, com o surgimento do processamento moderno e o desenvolvimento de controladores eletrônicos, esses controladores estão entrando em desuso.
2.1.2 Circuitos de controle com ação PID
O controle no modo PID pode ser feito por meio de circuitos eletrônicos analógicos ou digitais. Iniciaremos com o estudo dos circuitos analógicos utilizados nas ações individuais. O circuito mostrado a seguir é utilizado para comparar o sinal obtido a partir da variável medida, e a referência para gerar o sinal de erro.
Mais da metade dos controladores industriais em uso, atualmente, emprega esquemas de controle PID ou PID modificado.
NOTA
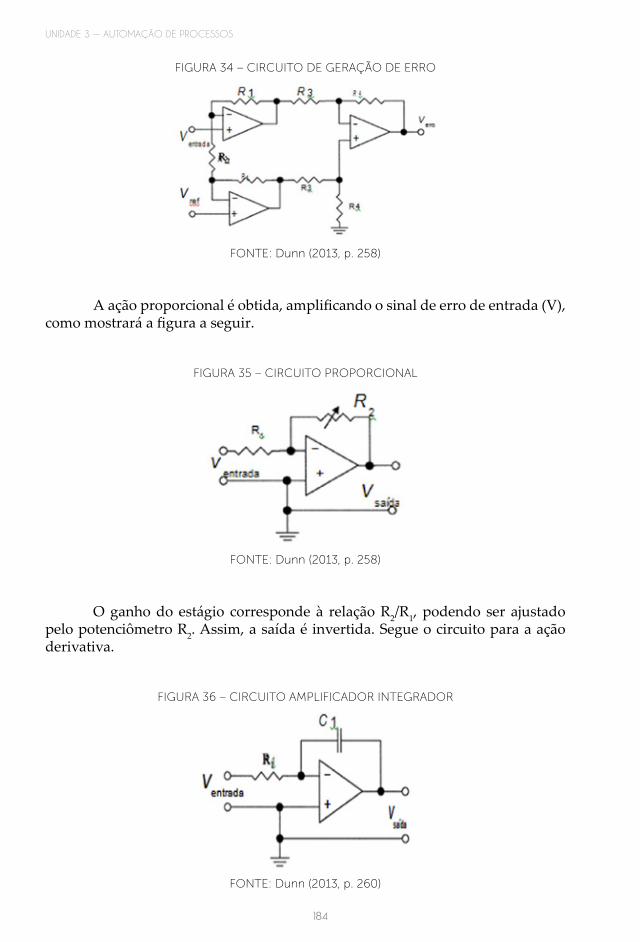
184
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 34 – CIRCUITO DE GERAÇÃO DE ERRO
FONTE: Dunn (2013, p. 258)
A ação proporcional é obtida, amplificando o sinal de erro de entrada (V), como mostrará a figura a seguir.
FIGURA 35 – CIRCUITO PROPORCIONAL
FONTE: Dunn (2013, p. 258)
O ganho do estágio corresponde à relação R2/R1, podendo ser ajustado pelo potenciômetro R2. Assim, a saída é invertida. Segue o circuito para a ação derivativa.
FIGURA 36 – CIRCUITO AMPLIFICADOR INTEGRADOR
FONTE: Dunn (2013, p. 260)

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
185
Para ajustar o tempo da derivação, o resistor de realimentação pode ser substituído por um potenciômetro. O sinal de saída é invertido, mas, se necessário, um estágio amplificador inversor pode converter para a forma não invertida. Seguem as formas de onda do derivador.
FIGURA 37 – FORMAS DE ONDA DO AMPLIFICADOR DERIVADOR
FONTE: Dunn (2013, p. 259)
As ações proporcional e derivativa podem ser combinadas, como no circuito mostrado a seguir.
FIGURA 38 – CIRCUITO DOS AMPLIFICADORES PROPORCIONAL E DERIVADOR
FONTE: Dunn (2013, p. 259)
A ação derivativa ocorre pelo capacitor de entrada C1, e a relação entre as resistências R1 e R2 define a ação proporcional. Segue o sinal de saída invertido:
FIGURA 39 – FORMAS DE ONDAS DOS AMPLIFICADORES PROPORCIONAL E DERIVADOR
FONTE: Dunn (2013, p. 259)
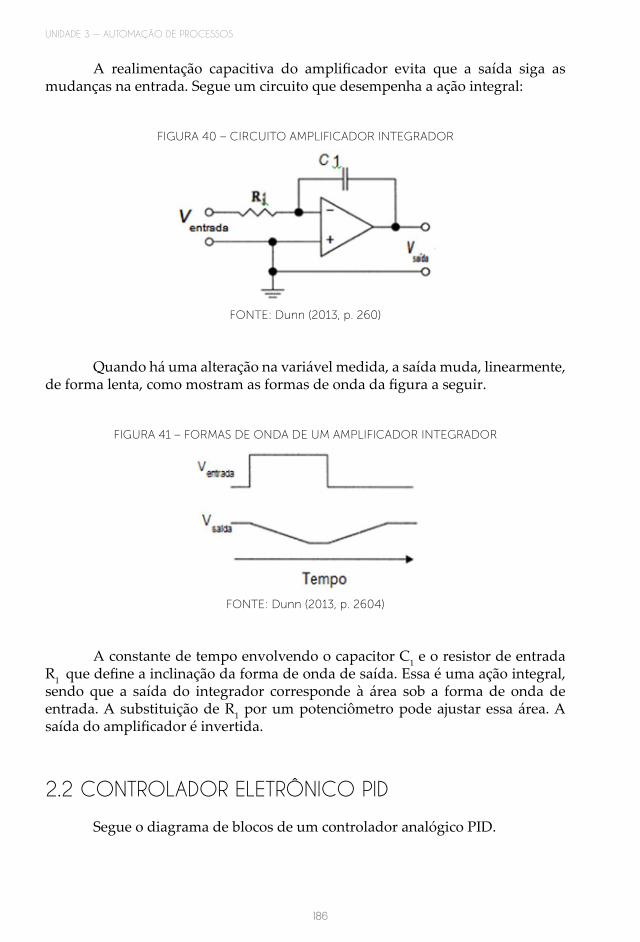
186
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
A realimentação capacitiva do amplificador evita que a saída siga as mudanças na entrada. Segue um circuito que desempenha a ação integral:
FIGURA 40 – CIRCUITO AMPLIFICADOR INTEGRADOR
FONTE: Dunn (2013, p. 260)
Quando há uma alteração na variável medida, a saída muda, linearmente, de forma lenta, como mostram as formas de onda da figura a seguir.
FIGURA 41 – FORMAS DE ONDA DE UM AMPLIFICADOR INTEGRADOR
FONTE: Dunn (2013, p. 2604)
A constante de tempo envolvendo o capacitor C1 e o resistor de entrada R1 que define a inclinação da forma de onda de saída. Essa é uma ação integral, sendo que a saída do integrador corresponde à área sob a forma de onda de entrada. A substituição de R1 por um potenciômetro pode ajustar essa área. A saída do amplificador é invertida.
2.2 CONTROLADOR ELETRÔNICO PID
Segue o diagrama de blocos de um controlador analógico PID.
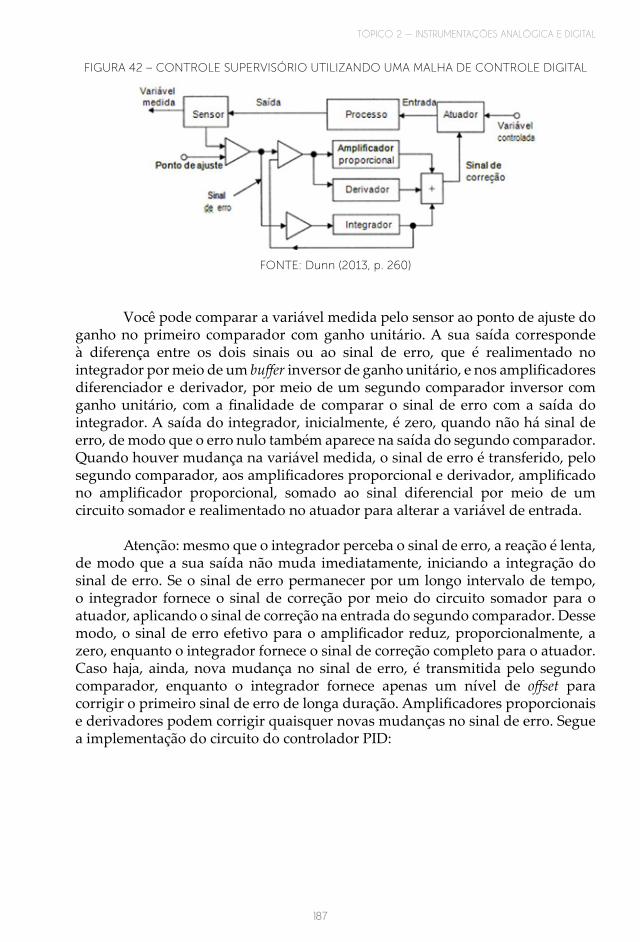
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
187
FIGURA 42 – CONTROLE SUPERVISÓRIO UTILIZANDO UMA MALHA DE CONTROLE DIGITAL
FONTE: Dunn (2013, p. 260)
Você pode comparar a variável medida pelo sensor ao ponto de ajuste do ganho no primeiro comparador com ganho unitário. A sua saída corresponde à diferença entre os dois sinais ou ao sinal de erro, que é realimentado no integrador por meio de um buffer inversor de ganho unitário, e nos amplificadores diferenciador e derivador, por meio de um segundo comparador inversor com ganho unitário, com a finalidade de comparar o sinal de erro com a saída do integrador. A saída do integrador, inicialmente, é zero, quando não há sinal de erro, de modo que o erro nulo também aparece na saída do segundo comparador. Quando houver mudança na variável medida, o sinal de erro é transferido, pelo segundo comparador, aos amplificadores proporcional e derivador, amplificado no amplificador proporcional, somado ao sinal diferencial por meio de um circuito somador e realimentado no atuador para alterar a variável de entrada.
Atenção: mesmo que o integrador perceba o sinal de erro, a reação é lenta, de modo que a sua saída não muda imediatamente, iniciando a integração do sinal de erro. Se o sinal de erro permanecer por um longo intervalo de tempo, o integrador fornece o sinal de correção por meio do circuito somador para o atuador, aplicando o sinal de correção na entrada do segundo comparador. Desse modo, o sinal de erro efetivo para o amplificador reduz, proporcionalmente, a zero, enquanto o integrador fornece o sinal de correção completo para o atuador. Caso haja, ainda, nova mudança no sinal de erro, é transmitida pelo segundo comparador, enquanto o integrador fornece apenas um nível de offset para corrigir o primeiro sinal de erro de longa duração. Amplificadores proporcionais e derivadores podem corrigir quaisquer novas mudanças no sinal de erro. Segue a implementação do circuito do controlador PID:
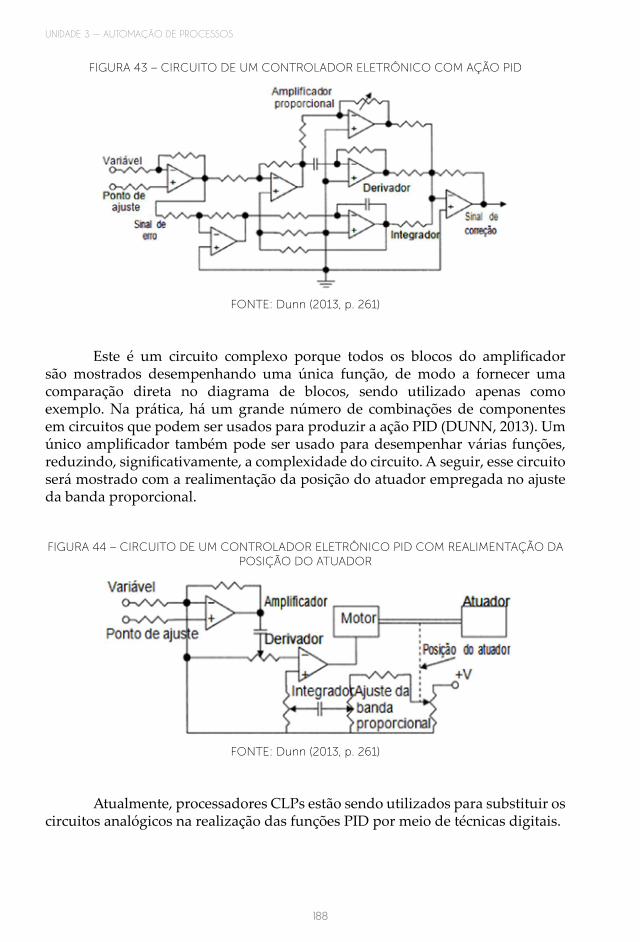
188
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 43 – CIRCUITO DE UM CONTROLADOR ELETRÔNICO COM AÇÃO PID
FONTE: Dunn (2013, p. 261)
Este é um circuito complexo porque todos os blocos do amplificador são mostrados desempenhando uma única função, de modo a fornecer uma comparação direta no diagrama de blocos, sendo utilizado apenas como exemplo. Na prática, há um grande número de combinações de componentes em circuitos que podem ser usados para produzir a ação PID (DUNN, 2013). Um único amplificador também pode ser usado para desempenhar várias funções, reduzindo, significativamente, a complexidade do circuito. A seguir, esse circuito será mostrado com a realimentação da posição do atuador empregada no ajuste da banda proporcional.
FIGURA 44 – CIRCUITO DE UM CONTROLADOR ELETRÔNICO PID COM REALIMENTAÇÃO DA POSIÇÃO DO ATUADOR
FONTE: Dunn (2013, p. 261)
Atualmente, processadores CLPs estão sendo utilizados para substituir os circuitos analógicos na realização das funções PID por meio de técnicas digitais.

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
189
2.3 SINTONIA DE CONTROLADORES PID
Diversos tipos de regras de sintonia vêm sendo propostas na literatura. Como a maioria dos controladores PID é ajustada em campo, com essas regras, os ajustes finos também podem ser feitos em campo. Contudo, estão sendo desenvolvidos métodos de sintonia automática e alguns controladores PID são capazes de fazer a sintonia remotamente. Vamos conferir?!
2.3.1 Regras de sintonia de Ziegler – Nichols
Sintonia do controlador é o processo de selecionar parâmetros do controlador que garantam dada especificação de desempenho. Ziegler e Nichols sugeriram regras para a sintonia de controladores PID (o que significa ajustar os valores de Kp, Ti e Td), com base na resposta experimental ao degrau ou no valor Kp, gerando uma estabilidade marginal, quando somente uma ação proporcional é utilizada.
As regras de Ziegler-Nichols são úteis quando os modelos matemáticos da planta são desconhecidos, mas, também, podem ser aplicadas em projetos de sistemas com modelos matemáticos conhecidos. Elas recomendam um conjunto de valores Kp, Ti e Td, que proporcionam uma operação estável do sistema. Contudo, o sistema resultante pode exibir um sobressinal máximo grande na resposta do degrau, o que é inaceitável. Nesse caso, precisamos fazer uma série de sintonias finas até obter um resultado aceitável. De fato, as regras de sintonia de Ziegler-Nichols fornecem estimativas dos valores dos parâmetros e proporcionam um ponto de partida na sintonia fina, e não os valores definitivos de Kp, Ti e Td, logo na primeira tentativa (OGATA, 2010).
Os controles PID são aplicáveis na maioria dos sistemas de controle, sobretudo, quando o modelo matemático da planta não é conhecido, pois, nesses casos, os métodos de projeto analítico não podem ser utilizados.
NOTA

190
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
2.4 INSTRUMENTAÇÃO ANALÓGICA
A medição analógica ou digital é a mesma: você liga o instrumento na rede, conecta o sinal a ser medido na entrada do instrumento e faz a leitura no mostrador, porém, os métodos e as técnicas são diferentes. A principal diferença entre as duas técnicas é a continuidade no caso analógico, além da representação binária no caso digital.
A saída dos dispositivos sensores ou de medição, normalmente, é convertida em sinais elétricos, de modo que possam ser transmitidos para um controlador remoto para fins de processamento e controle do atuador. Desse modo, além da compreensão do funcionamento dos dispositivos sensores e medição, é importante entender como a eletricidade e a eletrônica são aplicadas na amplificação de sinais. Ainda, é importante que você tenha, também, conhecimentos a respeito dos circuitos de controle e transmissão de sinais elétricos. As grandezas são analógicas por natureza e, assim, os sinais dos sensores são, geralmente, analógicos. Contudo, muitas vezes, você consegue convertê-los diretamente em sinais digitais. Nas transmissões de informações a longas distâncias, você pode empregar sinais analógicos ou digitais. Como os sinais digitais, em comparação aos sinais analógicos, apresentam grande integridade, e os processadores usam sinais digitais, normalmente, essa forma de transmissão é a mais utilizada. Entretanto, é comum a utilização de ambas as formas de transmissão, por isso, você precisa compreender as formas de um sinal.
Veremos, agora, componentes ativos, ou seja, dispositivos ativos capazes de amplificar sinais. Coletivamente, todos esses dispositivos são chamados de eletrônicos.
2.4.1 Circuitos analógicos
Eletrônica analógica é o estudo de circuitos eletrônicos, em que as entradas e as saídas variam continuamente. Sinais provenientes de sensores, normalmente, correspondem a sinais CC com níveis reduzidos, os quais devem ser amplificados antes que possam ser transmitidos a uma unidade de controle central ou utilizados para operar indicadores ou atuadores.
Outras informações acerca do desenvolvimento e da aplicação desses circuitos podem ser encontradas em livros de eletrônica analógica e materiais semelhantes.
DICAS
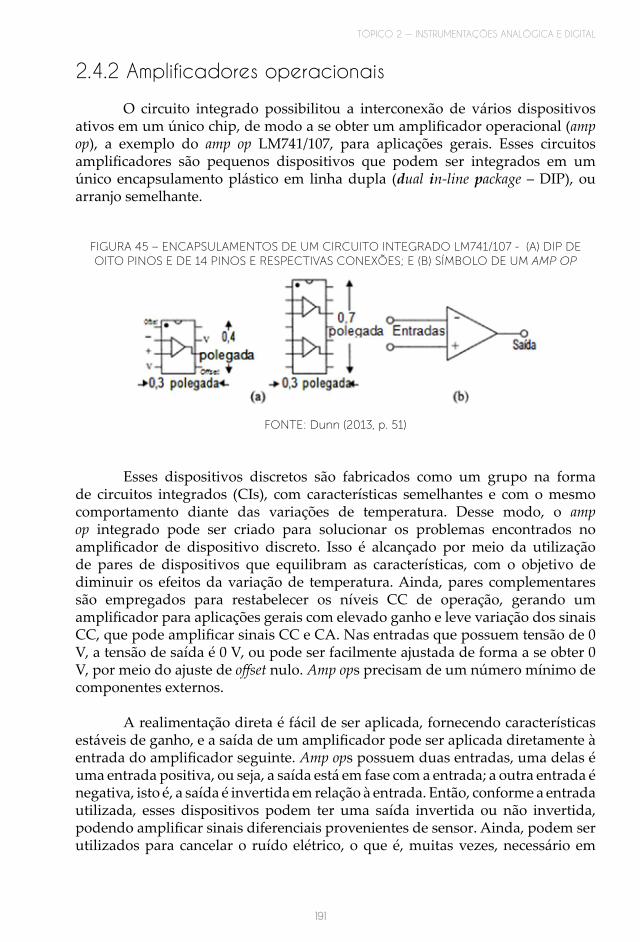
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
191
2.4.2 Amplificadores operacionais
O circuito integrado possibilitou a interconexão de vários dispositivos ativos em um único chip, de modo a se obter um amplificador operacional (amp op), a exemplo do amp op LM741/107, para aplicações gerais. Esses circuitos amplificadores são pequenos dispositivos que podem ser integrados em um único encapsulamento plástico em linha dupla (dual in-line package – DIP), ou arranjo semelhante.
FIGURA 45 – ENCAPSULAMENTOS DE UM CIRCUITO INTEGRADO LM741/107 - (A) DIP DE OITO PINOS E DE 14 PINOS E RESPECTIVAS CONEXÕES; E (B) SÍMBOLO DE UM AMP OP
FONTE: Dunn (2013, p. 51)
Esses dispositivos discretos são fabricados como um grupo na forma
de circuitos integrados (CIs), com características semelhantes e com o mesmo comportamento diante das variações de temperatura. Desse modo, o amp op integrado pode ser criado para solucionar os problemas encontrados no amplificador de dispositivo discreto. Isso é alcançado por meio da utilização de pares de dispositivos que equilibram as características, com o objetivo de diminuir os efeitos da variação de temperatura. Ainda, pares complementares são empregados para restabelecer os níveis CC de operação, gerando um amplificador para aplicações gerais com elevado ganho e leve variação dos sinais CC, que pode amplificar sinais CC e CA. Nas entradas que possuem tensão de 0 V, a tensão de saída é 0 V, ou pode ser facilmente ajustada de forma a se obter 0 V, por meio do ajuste de offset nulo. Amp ops precisam de um número mínimo de componentes externos.
A realimentação direta é fácil de ser aplicada, fornecendo características
estáveis de ganho, e a saída de um amplificador pode ser aplicada diretamente à entrada do amplificador seguinte. Amp ops possuem duas entradas, uma delas é uma entrada positiva, ou seja, a saída está em fase com a entrada; a outra entrada é negativa, isto é, a saída é invertida em relação à entrada. Então, conforme a entrada utilizada, esses dispositivos podem ter uma saída invertida ou não invertida, podendo amplificar sinais diferenciais provenientes de sensor. Ainda, podem ser utilizados para cancelar o ruído elétrico, o que é, muitas vezes, necessário em
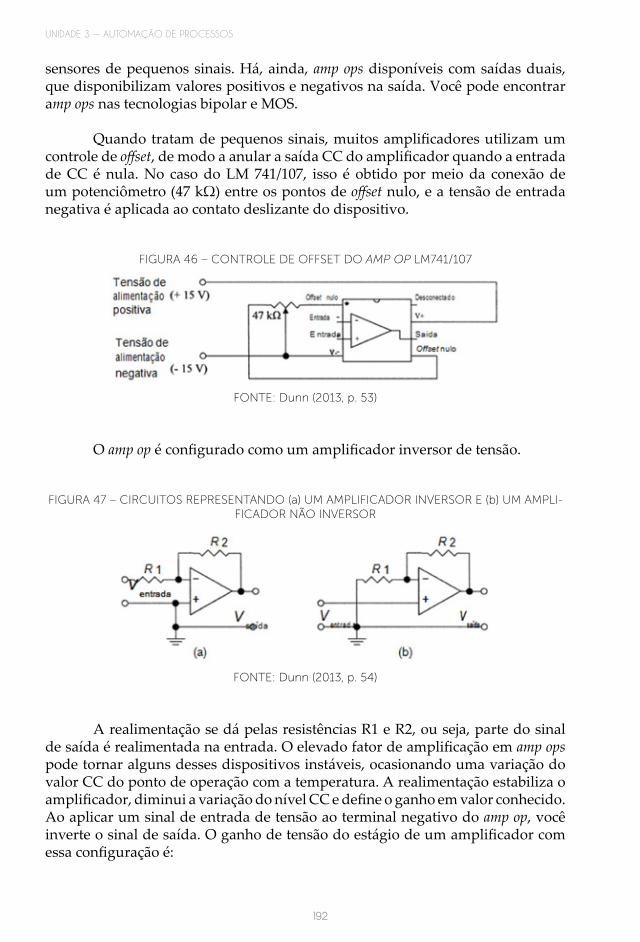
192
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
sensores de pequenos sinais. Há, ainda, amp ops disponíveis com saídas duais, que disponibilizam valores positivos e negativos na saída. Você pode encontrar amp ops nas tecnologias bipolar e MOS.
Quando tratam de pequenos sinais, muitos amplificadores utilizam um controle de offset, de modo a anular a saída CC do amplificador quando a entrada de CC é nula. No caso do LM 741/107, isso é obtido por meio da conexão de um potenciômetro (47 kΩ) entre os pontos de offset nulo, e a tensão de entrada negativa é aplicada ao contato deslizante do dispositivo.
FIGURA 46 – CONTROLE DE OFFSET DO AMP OP LM741/107
FONTE: Dunn (2013, p. 53)
O amp op é configurado como um amplificador inversor de tensão.
FIGURA 47 – CIRCUITOS REPRESENTANDO (a) UM AMPLIFICADOR INVERSOR E (b) UM AMPLI-FICADOR NÃO INVERSOR
FONTE: Dunn (2013, p. 54)
A realimentação se dá pelas resistências R1 e R2, ou seja, parte do sinal de saída é realimentada na entrada. O elevado fator de amplificação em amp ops pode tornar alguns desses dispositivos instáveis, ocasionando uma variação do valor CC do ponto de operação com a temperatura. A realimentação estabiliza o amplificador, diminui a variação do nível CC e define o ganho em valor conhecido. Ao aplicar um sinal de entrada de tensão ao terminal negativo do amp op, você inverte o sinal de saída. O ganho de tensão do estágio de um amplificador com essa configuração é:

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
193
O ganho de tensão do amplificador pode ser ajustado com diferentes valores de R2 ou pode ser modificado com a inserção de um potenciômetro em série com R2. Quando o sinal de entrada é aplicado ao terminal positivo, o circuito é não inversor. O ganho de tensão, nesse caso, é dado por:
Assim, o ganho do amplificador é igual a 1, mais o valor da relação entre as resistências, de modo que o ganho não varie diretamente entre as resistências. Contudo, essa configuração causa uma impedância de entrada elevada (correspondente à impedância do amp op) e uma impedância de saída reduzida.
Essas configurações podem ser utilizadas em amplificação, conversão e CA, porém, os capacitores são, normalmente, utilizados nos amplificadores CA, entre os estágios, para evitar que quaisquer níveis CC de offset existentes afetem os níveis de polarização ou de operação dos amp ops seguintes. É possível definir, na entrada do estágio, o ponto de operação CC de um amplificador CA. Amplificadores CC com ganho elevado são acoplados diretamente e utilizam amp ops especiais, que possuem pouca variação de parâmetros com a temperatura. As fontes de tensão para o amp op são reguladas para reduzir as mudanças de saída que ocorrem com as variações da tensão de alimentação.
2.4.3 Amplificadores de corrente
Dispositivos que amplificam as correntes são denominados de amplificadores de corrente, porém, muitas vezes, um conversor de tensão em corrente, em instrumentação industrial, é chamado de amplificador de corrente. Segue um amplificador de corrente básico e a sua equação de ganho:
FIGURA 48 – CONFIGURAÇÃO BÁSICA DE UM AMPLIFICADOR DE CORRENTE
FONTE: Dunn (2013, p. 56)
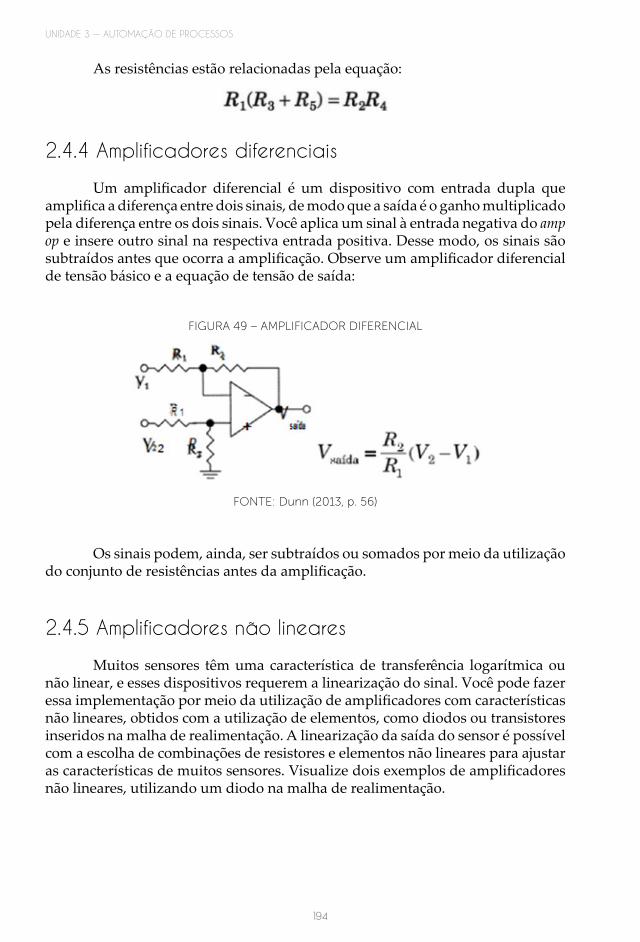
194
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
As resistências estão relacionadas pela equação:
2.4.4 Amplificadores diferenciais
Um amplificador diferencial é um dispositivo com entrada dupla que amplifica a diferença entre dois sinais, de modo que a saída é o ganho multiplicado pela diferença entre os dois sinais. Você aplica um sinal à entrada negativa do amp op e insere outro sinal na respectiva entrada positiva. Desse modo, os sinais são subtraídos antes que ocorra a amplificação. Observe um amplificador diferencial de tensão básico e a equação de tensão de saída:
FIGURA 49 – AMPLIFICADOR DIFERENCIAL
FONTE: Dunn (2013, p. 56)
Os sinais podem, ainda, ser subtraídos ou somados por meio da utilização
do conjunto de resistências antes da amplificação.
2.4.5 Amplificadores não lineares
Muitos sensores têm uma característica de transferência logarítmica ou não linear, e esses dispositivos requerem a linearização do sinal. Você pode fazer essa implementação por meio da utilização de amplificadores com características não lineares, obtidos com a utilização de elementos, como diodos ou transistores inseridos na malha de realimentação. A linearização da saída do sensor é possível com a escolha de combinações de resistores e elementos não lineares para ajustar as características de muitos sensores. Visualize dois exemplos de amplificadores não lineares, utilizando um diodo na malha de realimentação.
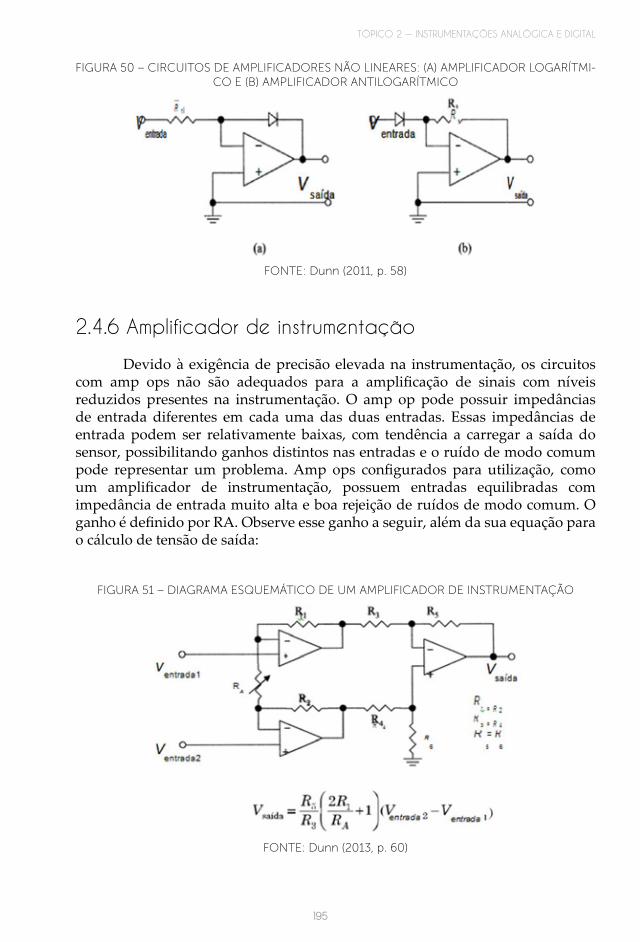
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
195
FIGURA 50 – CIRCUITOS DE AMPLIFICADORES NÃO LINEARES: (A) AMPLIFICADOR LOGARÍTMI-CO E (B) AMPLIFICADOR ANTILOGARÍTMICO
FONTE: Dunn (2011, p. 58)
2.4.6 Amplificador de instrumentação
Devido à exigência de precisão elevada na instrumentação, os circuitos com amp ops não são adequados para a amplificação de sinais com níveis reduzidos presentes na instrumentação. O amp op pode possuir impedâncias de entrada diferentes em cada uma das duas entradas. Essas impedâncias de entrada podem ser relativamente baixas, com tendência a carregar a saída do sensor, possibilitando ganhos distintos nas entradas e o ruído de modo comum pode representar um problema. Amp ops configurados para utilização, como um amplificador de instrumentação, possuem entradas equilibradas com impedância de entrada muito alta e boa rejeição de ruídos de modo comum. O ganho é definido por RA. Observe esse ganho a seguir, além da sua equação para o cálculo de tensão de saída:
FIGURA 51 – DIAGRAMA ESQUEMÁTICO DE UM AMPLIFICADOR DE INSTRUMENTAÇÃO
FONTE: Dunn (2013, p. 60)

196
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Já a figura a seguir mostrará um circuito prático em que se usa um amplificador de instrumentação para amplificar o sinal de saída a partir de uma ponte resistiva; o resistor R6 é utilizado para ajustar o nível de offset nulo do sinal.
FIGURA 52 – AMPLIFICADOR DE INSTRUMENTAÇÃO UTILIZADO NO AJUSTE DE OFFSET E AMPLIFICAÇÃO DE UM SINAL PROVENIENTE DE UM CIRCUITO EM PONTE
FONTE: Dunn (2013, p. 60)
2.5 CIRCUITOS DIGITAIS
Eletrônica digital é o estudo dos circuitos eletrônicos em que as entradas e as saídas são limitadas a dois níveis lógicos. A abordagem adequada dos tópicos, envolvendo tecnologia digital, exige um estudo mais aprofundado. Neste texto, analisaremos apenas alguns tópicos básicos.
Os circuitos digitais apresentam muitas vantagens sobre os circuitos analógicos. Os sinais analógicos são facilmente convertidos em sinais digitais, utilizando conversores analógicos-digitais (A/D) comercialmente disponíveis. Em projetos atuais, os circuitos digitais são utilizados sempre que possível. Dunn (2013) destaca algumas das vantagens dos circuitos digitais:
• menor consumo de energia;• melhor relação custo-benefício;
Com relação à aplicação de circuitos analógicos e digitais em instrumentação, é importante destacar que sensores e funções de instrumentação são analógicos por natureza.
NOTA
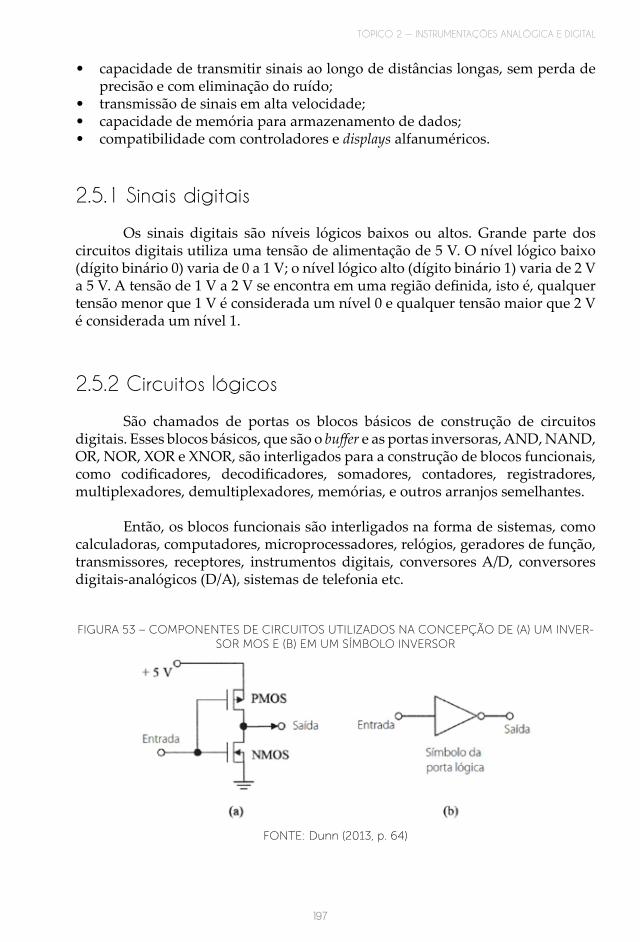
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
197
• capacidade de transmitir sinais ao longo de distâncias longas, sem perda de precisão e com eliminação do ruído;
• transmissão de sinais em alta velocidade;• capacidade de memória para armazenamento de dados;• compatibilidade com controladores e displays alfanuméricos.
2.5.1 Sinais digitais
Os sinais digitais são níveis lógicos baixos ou altos. Grande parte dos circuitos digitais utiliza uma tensão de alimentação de 5 V. O nível lógico baixo (dígito binário 0) varia de 0 a 1 V; o nível lógico alto (dígito binário 1) varia de 2 V a 5 V. A tensão de 1 V a 2 V se encontra em uma região definida, isto é, qualquer tensão menor que 1 V é considerada um nível 0 e qualquer tensão maior que 2 V é considerada um nível 1.
2.5.2 Circuitos lógicos
São chamados de portas os blocos básicos de construção de circuitos digitais. Esses blocos básicos, que são o buffer e as portas inversoras, AND, NAND, OR, NOR, XOR e XNOR, são interligados para a construção de blocos funcionais, como codificadores, decodificadores, somadores, contadores, registradores, multiplexadores, demultiplexadores, memórias, e outros arranjos semelhantes.
Então, os blocos funcionais são interligados na forma de sistemas, como calculadoras, computadores, microprocessadores, relógios, geradores de função, transmissores, receptores, instrumentos digitais, conversores A/D, conversores digitais-analógicos (D/A), sistemas de telefonia etc.
FIGURA 53 – COMPONENTES DE CIRCUITOS UTILIZADOS NA CONCEPÇÃO DE (A) UM INVER-SOR MOS E (B) EM UM SÍMBOLO INVERSOR
FONTE: Dunn (2013, p. 64)
198
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Quando a entrada da porta é baixa (0), o transistor MOS de canal positivo (positive MOS–PMOS) está “LIGADO” e o transistor MOS negativo (negative MOS–NMOS) está “DESLIGADO”, de modo que a saída é mantida em nível alto (1). Quando a entrada é alta (1), o transistor PMOS está “DESLIGADO” e o transistor NMOS está “LIGADO”, mantendo a saída baixa (0), fazendo o sinal de entrada ser invertido na saída. Um dos dispositivos MOS está sempre “DESLIGADO”, de modo que o circuito não drena qualquer corrente da fonte (exceto durante a comutação), o que torna os circuitos CMOS muito eficientes em termos de baixo consumo de energia.
2.5.3 Conversão analógica-digital
A amplitude de um sinal analógico pode ser representada por um número digital, por exemplo, uma palavra de oito bits pode representar números, até 255, sendo capaz de representar uma tensão ou corrente analógica com precisão de 1 a 255 (considerando que a conversão é precisa em termos de 1 bit) ou precisão de 0,4%. Do mesmo modo, palavras de 10 e 12 bits podem representar sinais analógicos, com precisão de 0,1% e 0,025%, respectivamente (DUNN, 2013).
Estão disponíveis, comercialmente, conversores A/D na forma de CIs para aplicações em instrumentação. Você pode utilizar várias técnicas para a conversão de sinais analógicos em digitais, como veremos a seguir.
Os conversores flash apresentam precisão limitada com saída de seis bits e tempo de conversão de 33 ns, são muito rápidos, porém, caros. O dispositivo pode fazer amostragens de tensão analógica 30 milhões de vezes por segundo.
A técnica de aproximações sucessivas demonstra velocidade alta, custo médio e boa precisão. O dispositivo dessa natureza é capaz de converter uma tensão analógica de 12 bits em 20 μs, e apresenta custo elevado. Já o dispositivo de baixo custo pode converter um sinal analógico de oito bits em 30 μs.
Em conversores com velocidade baixa e custo médio, você pode utilizar redes de resistores em escada, que possuem um tempo de conversão de 12 bits em cerca de 5 ms.
Conversores de rampa dupla são dispositivos com custo e velocidade baixos, mas apresentam boa precisão e são muito tolerantes à existência de elevados níveis de ruído no sinal analógico. A conversão de 12 bits leva cerca de 20 ms. Os sinais analógicos mudam constantemente, por isso, para que um conversor realize a sua medição, é utilizada uma técnica de amostragem e retenção para capturar o nível de tensão em um instante de tempo específico. Veja esse circuito e as formas de onda a seguir.

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
199
FIGURA 54 – (a) CIRCUITO DE AMOSTRAGEM E RETENÇÃO E (b) RESPECTIVAS FORMAS DE ONDA
FONTE: Dunn (2013, p. 64)
O transistor de efeito de campo de canal N (Field Effect Transistor –
FET), no circuito de amostragem e retenção, quando é “LIGADO”, possui baixa impedância, e alta impedância quando é “DESLIGADO”. Quando o FET está “LIGADO”, a tensão no capacitor C é a mesma da tensão de entrada analógica, permanecendo o nível CC da tensão analógica quando o FET está “DESLIGADO”. No período de bloqueio do transistor, o conversor A/D mede o nível CC da tensão analógica, e o converte em um sinal digital. Conforme a frequência de amostragem do conversor A/D vai se tornando maior do que a frequência do sinal analógico, é possível que a amplitude variável do sinal analógico seja representada na forma digital durante cada período de amostragem, com armazenagem na memória.
Um conversor D/A pode regenerar o sinal analógico a partir do sinal digital. Em um CI comercial de oito bits, a entrada analógica é convertida em um byte de informação digital após passados alguns milissegundos. Uma alternativa ao conversor A/D é a conversão de tensão em frequência, em que a tensão analógica é convertida em uma frequência. Existem CIs comerciais disponíveis para tal finalidade, como o LM 331, que possuem relação linear entre a tensão e a frequência.
FIGURA 55 – TIPOS DISTINTOS DE CONVERSORES: (a) CONVERSOR A/D LM 0804 E (b)
FONTE: Dunn (2013, p. 66)
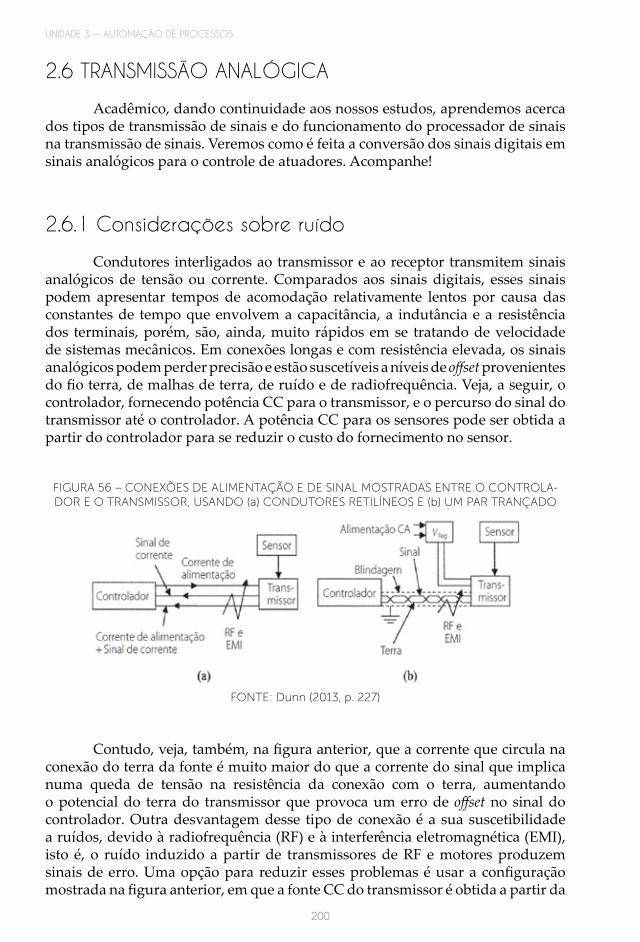
200
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
2.6 TRANSMISSÃO ANALÓGICA
Acadêmico, dando continuidade aos nossos estudos, aprendemos acerca dos tipos de transmissão de sinais e do funcionamento do processador de sinais na transmissão de sinais. Veremos como é feita a conversão dos sinais digitais em sinais analógicos para o controle de atuadores. Acompanhe!
2.6.1 Considerações sobre ruído
Condutores interligados ao transmissor e ao receptor transmitem sinais analógicos de tensão ou corrente. Comparados aos sinais digitais, esses sinais podem apresentar tempos de acomodação relativamente lentos por causa das constantes de tempo que envolvem a capacitância, a indutância e a resistência dos terminais, porém, são, ainda, muito rápidos em se tratando de velocidade de sistemas mecânicos. Em conexões longas e com resistência elevada, os sinais analógicos podem perder precisão e estão suscetíveis a níveis de offset provenientes do fio terra, de malhas de terra, de ruído e de radiofrequência. Veja, a seguir, o controlador, fornecendo potência CC para o transmissor, e o percurso do sinal do transmissor até o controlador. A potência CC para os sensores pode ser obtida a partir do controlador para se reduzir o custo do fornecimento no sensor.
FIGURA 56 – CONEXÕES DE ALIMENTAÇÃO E DE SINAL MOSTRADAS ENTRE O CONTROLA-DOR E O TRANSMISSOR, USANDO (a) CONDUTORES RETILÍNEOS E (b) UM PAR TRANÇADO
FONTE: Dunn (2013, p. 227)
Contudo, veja, também, na figura anterior, que a corrente que circula na conexão do terra da fonte é muito maior do que a corrente do sinal que implica numa queda de tensão na resistência da conexão com o terra, aumentando o potencial do terra do transmissor que provoca um erro de offset no sinal do controlador. Outra desvantagem desse tipo de conexão é a sua suscetibilidade a ruídos, devido à radiofrequência (RF) e à interferência eletromagnética (EMI), isto é, o ruído induzido a partir de transmissores de RF e motores produzem sinais de erro. Uma opção para reduzir esses problemas é usar a configuração mostrada na figura anterior, em que a fonte CC do transmissor é obtida a partir da

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
201
tensão CA de alimentação, por meio de um transformador de isolamento e de um regulador de tensão no transmissor. A conexão de terra é utilizada somente para o caminho de retorno do sinal. Os condutores de retorno do sinal e de terra são blindados por meio de um revestimento aterrado. Os ruídos de RF, EMI e o ruído induzido em ambas as conexões são reduzidos pela blindagem. As fontes devem ser reguladas para que as variações nas tensões de alimentação não produzam alterações na tensão de offset e no ganho do sensor/transmissor.
Segue um método otimizado para minimizar a captação de RF e de EMI.
FIGURA 57 – CONEXÃO BLINDADA DE UM SINAL DIFERENCIAL ENTRE O CONTROLADOR E O TRANSMISSORT
FONTE: Dunn (2013, p. 227)
Nesse caso, o transmissor envia um sinal diferencial, usando um par trançado blindado. A redução do ruído captado afeta, igualmente, ambos os sinais, que são cancelados no receptor diferencial do controlador. Normalmente, os sinais diferenciais não são afetados por níveis de offset gerados pelo aterramento. Um sinal de tensão de saída diferencial pode ser gerado, utilizando o circuito representado a seguir.
FIGURA 58 – AMPLIFICADOR DIFERENCIAL COM SAÍDAS BUFFER
FONTE: Dunn (2013, p. 229)

202
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Os estágios de saída possuem ganho unitário, que fornecem a impedância de saída reduzida e sinais iguais em oposição de fase.
2.6.2 Sinais de tensão
Os sinais de tensão são, normalmente, padronizados nas faixas de tensão de 0 V a 5 V, 0 V a 10 V, ou 0 V a 12 V, sendo, a primeira faixa, a mais comum. Os requisitos do transmissor são (DUNN, 2013):
• baixa impedância de saída para permitir que o amplificador seja capaz de acionar uma ampla variedade de cargas sem que ocorra variação da tensão de saída;
• pequena variação das grandezas em função da temperatura;• pequena variação do nível de offset;• nível de ruído reduzido.
Veja, a seguir, um transmissor com um sinal de tensão de saída.
FIGURA 59 – EFEITO DE RESISTÊNCIA E CAPACITÂNCIA DOS TERMINAIS EM SINAIS DE TENSÃO
FONTE: Dunn (2013, p. 229)
Existem, também, amp ops com saídas diferenciais comercialmente disponí-veis, os quais você pode utilizar para acionar o estágio de saída do tipo buffer.
NOTA

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
203
A baixa impedância de saída possibilita que o circuito carregue a capacitância da linha, apresentando um tempo de acomodação reduzido, porém, a tensão de entrada do controlador Ventrada pode ser menor do que a tensão de saída do transmissor Vsaída, em decorrência das perdas na resistência dos cabos se o receptor drenar corrente, isto é:
Para minimizar a perda do sinal, a resistência interna do controlador deve ser muito alta em relação à resistência de cabos e conexões. Um sinal diferencial semelhante ao que vimos na figura anterior elimina o ruído proveniente do terra e problemas de offset.
2.6.3 Sinais de corrente
Os sinais de corrente são padronizados em duas faixas: de 4 mA a 20 mA e 10 mA a 50 mA: 0 mA indica uma condição de falha. Atualmente, a primeira faixa é o padrão aceitável.
Os requisitos do transmissor são (DUNN, 2013):
• impedância de saída elevada, de modo que a corrente de saída não varie com a carga;
• temperatura reduzida;• pequena variação do nível de offset;• nível de ruído reduzido.
Observe, a seguir, um transmissor com uma corrente de saída.
FIGURA 60 – EFEITO DE RESISTÊNCIA E CAPACITÂNCIA DOS TERMINAIS EM SINAIS DE CORRENTE
FONTE: Dunn (2013, p. 229)
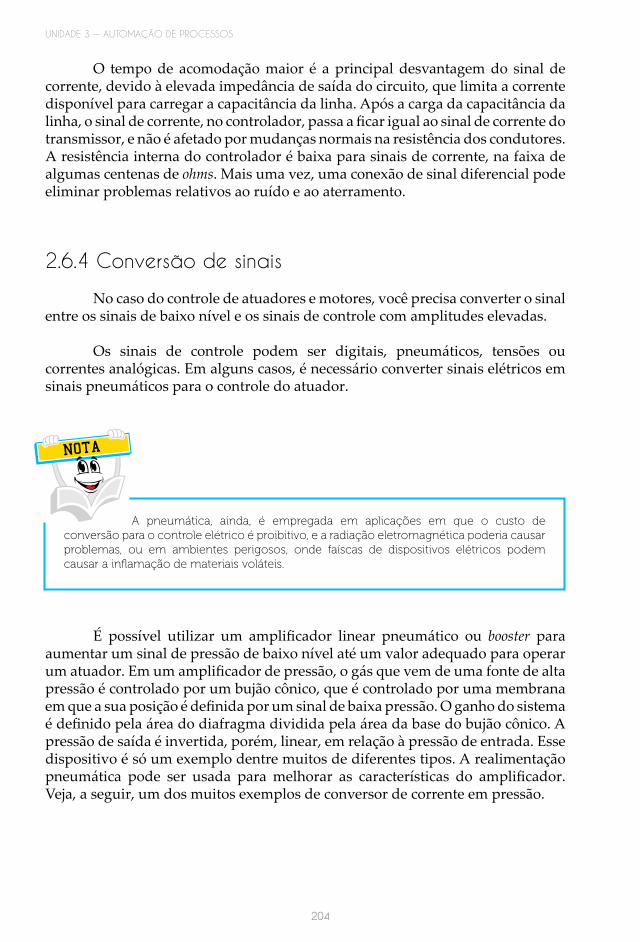
204
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
O tempo de acomodação maior é a principal desvantagem do sinal de corrente, devido à elevada impedância de saída do circuito, que limita a corrente disponível para carregar a capacitância da linha. Após a carga da capacitância da linha, o sinal de corrente, no controlador, passa a ficar igual ao sinal de corrente do transmissor, e não é afetado por mudanças normais na resistência dos condutores. A resistência interna do controlador é baixa para sinais de corrente, na faixa de algumas centenas de ohms. Mais uma vez, uma conexão de sinal diferencial pode eliminar problemas relativos ao ruído e ao aterramento.
2.6.4 Conversão de sinais
No caso do controle de atuadores e motores, você precisa converter o sinal entre os sinais de baixo nível e os sinais de controle com amplitudes elevadas.
Os sinais de controle podem ser digitais, pneumáticos, tensões ou correntes analógicas. Em alguns casos, é necessário converter sinais elétricos em sinais pneumáticos para o controle do atuador.
É possível utilizar um amplificador linear pneumático ou booster para aumentar um sinal de pressão de baixo nível até um valor adequado para operar um atuador. Em um amplificador de pressão, o gás que vem de uma fonte de alta pressão é controlado por um bujão cônico, que é controlado por uma membrana em que a sua posição é definida por um sinal de baixa pressão. O ganho do sistema é definido pela área do diafragma dividida pela área da base do bujão cônico. A pressão de saída é invertida, porém, linear, em relação à pressão de entrada. Esse dispositivo é só um exemplo dentre muitos de diferentes tipos. A realimentação pneumática pode ser usada para melhorar as características do amplificador. Veja, a seguir, um dos muitos exemplos de conversor de corrente em pressão.
A pneumática, ainda, é empregada em aplicações em que o custo de conversão para o controle elétrico é proibitivo, e a radiação eletromagnética poderia causar problemas, ou em ambientes perigosos, onde faíscas de dispositivos elétricos podem causar a inflamação de materiais voláteis.
NOTA
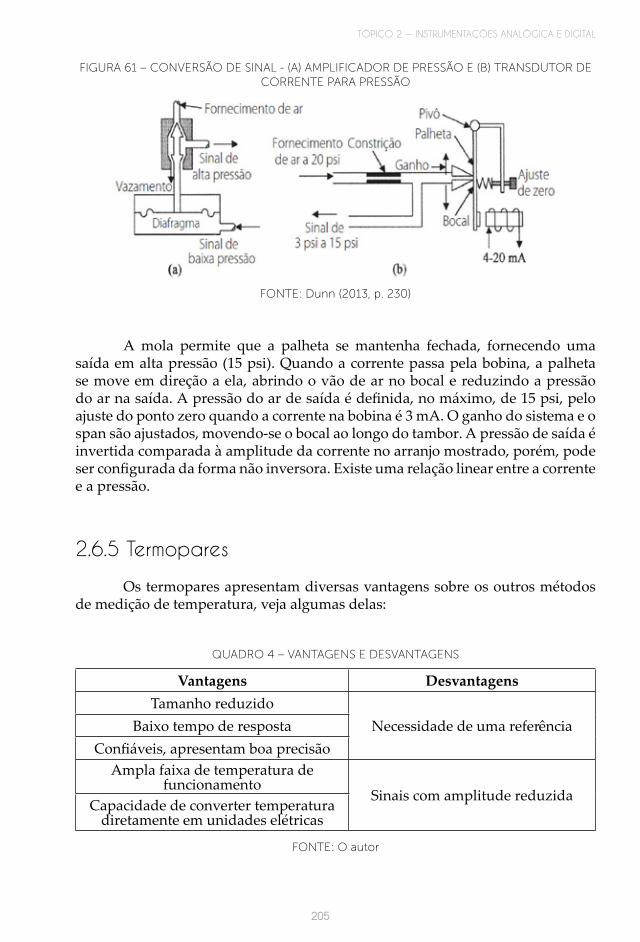
TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
205
FIGURA 61 – CONVERSÃO DE SINAL - (A) AMPLIFICADOR DE PRESSÃO E (B) TRANSDUTOR DE CORRENTE PARA PRESSÃO
FONTE: Dunn (2013, p. 230)
A mola permite que a palheta se mantenha fechada, fornecendo uma saída em alta pressão (15 psi). Quando a corrente passa pela bobina, a palheta se move em direção a ela, abrindo o vão de ar no bocal e reduzindo a pressão do ar na saída. A pressão do ar de saída é definida, no máximo, de 15 psi, pelo ajuste do ponto zero quando a corrente na bobina é 3 mA. O ganho do sistema e o span são ajustados, movendo-se o bocal ao longo do tambor. A pressão de saída é invertida comparada à amplitude da corrente no arranjo mostrado, porém, pode ser configurada da forma não inversora. Existe uma relação linear entre a corrente e a pressão.
2.6.5 Termopares
Os termopares apresentam diversas vantagens sobre os outros métodos de medição de temperatura, veja algumas delas:
QUADRO 4 – VANTAGENS E DESVANTAGENS
FONTE: O autor
Vantagens DesvantagensTamanho reduzido
Necessidade de uma referência Baixo tempo de respostaConfiáveis, apresentam boa precisão
Ampla faixa de temperatura de funcionamento
Sinais com amplitude reduzidaCapacidade de converter temperatura
diretamente em unidades elétricas
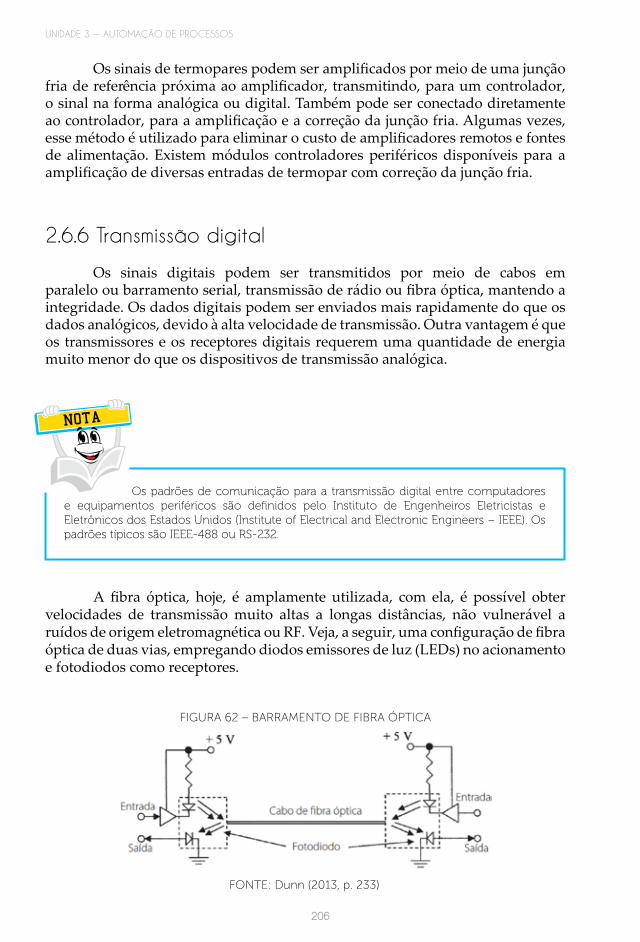
206
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Os sinais de termopares podem ser amplificados por meio de uma junção fria de referência próxima ao amplificador, transmitindo, para um controlador, o sinal na forma analógica ou digital. Também pode ser conectado diretamente ao controlador, para a amplificação e a correção da junção fria. Algumas vezes, esse método é utilizado para eliminar o custo de amplificadores remotos e fontes de alimentação. Existem módulos controladores periféricos disponíveis para a amplificação de diversas entradas de termopar com correção da junção fria.
2.6.6 Transmissão digital
Os sinais digitais podem ser transmitidos por meio de cabos em paralelo ou barramento serial, transmissão de rádio ou fibra óptica, mantendo a integridade. Os dados digitais podem ser enviados mais rapidamente do que os dados analógicos, devido à alta velocidade de transmissão. Outra vantagem é que os transmissores e os receptores digitais requerem uma quantidade de energia muito menor do que os dispositivos de transmissão analógica.
A fibra óptica, hoje, é amplamente utilizada, com ela, é possível obter velocidades de transmissão muito altas a longas distâncias, não vulnerável a ruídos de origem eletromagnética ou RF. Veja, a seguir, uma configuração de fibra óptica de duas vias, empregando diodos emissores de luz (LEDs) no acionamento e fotodiodos como receptores.
FIGURA 62 – BARRAMENTO DE FIBRA ÓPTICA
FONTE: Dunn (2013, p. 233)
Os padrões de comunicação para a transmissão digital entre computadores e equipamentos periféricos são definidos pelo Instituto de Engenheiros Eletricistas e Eletrônicos dos Estados Unidos (Institute of Electrical and Electronic Engineers – IEEE). Os padrões típicos são IEEE-488 ou RS-232.
NOTA

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
207
Sistemas de controle de processo baseados em computador são flexíveis e possuem um processador central com a capacidade de adicionar unidades de interfaceamento de forma limitada. As unidades de interfaceamento podem ser receptores empregados para receber a informação analógica e/ou digital emitidas pelos sensores de monitoramento, ou transmissores para enviar informações no intuito de controlar os atuadores. Uma unidade receptora típica formada por oito amplificadores analógicos com conversores analógicos-digitais (A/D), caracterizando uma interface com oito dispositivos transmissores analógicos que altera e converte os dados no formato digital para a interface com o processador. Há unidades de interfaceamento que contêm amplificadores de termopares ou pontes para a utilização com sensores resistivos.
Para cada atuador controlado, uma unidade transmissora de dados tem a capacidade de controlar oito atuadores, incluindo oito conversores digitais-analógicos (D/A) para converter os dados digitais na forma analógica. Você pode ver esse conjunto a seguir, cada entrada ou saída requer o seu próprio cabo ou barramento de interconexão.
FIGURA 63 – SISTEMA DE PROCESSAMENTO COM ENTRADAS E SAÍDAS INDIVIDUAIS PARA
CADA VARIÁVEL
FONTE: Dunn (2013, p. 234)
2.6.7 Sensores inteligentes
É denominada de sensor inteligente a integração entre o sensor, um conversor A/D, um processador, um conversor D/A para o controle do atuador e os dispositivos semelhantes. Os circuitos eletrônicos do sensor inteligente possuem todos os dispositivos necessários para estabelecer uma interface com o sensor, amplificar o sinal, aplicar o controle proporcional, integral e derivativo (PID), medir a temperatura para corrigir possíveis variações dessa grandeza no processo, corrigir a não linearidade do sensor, um conversor A/D converter o sinal na forma digital para o processador interno e um conversor D/A converter o sinal novamente na forma analógica para o controle do atuador.
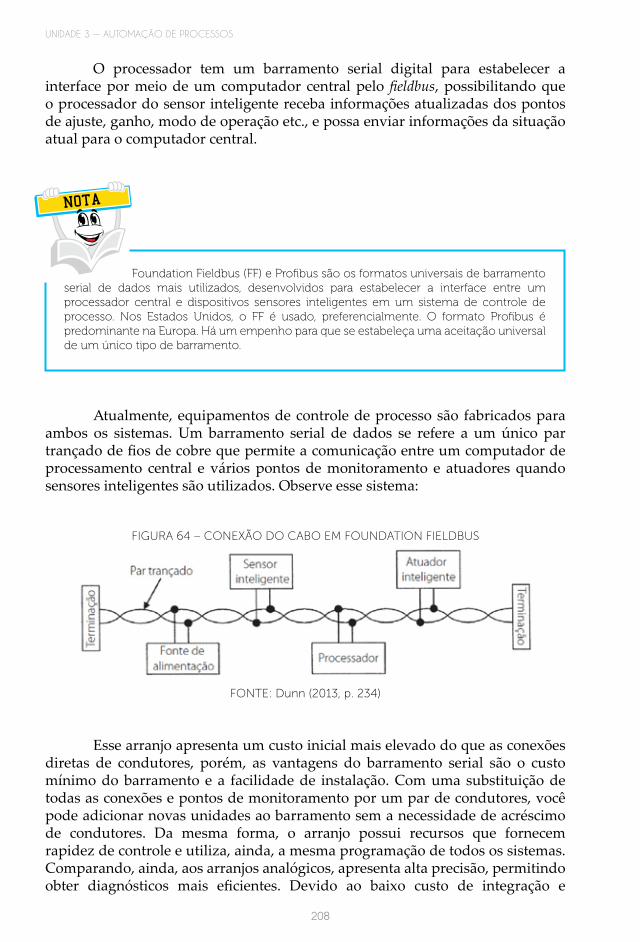
208
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
O processador tem um barramento serial digital para estabelecer a interface por meio de um computador central pelo fieldbus, possibilitando que o processador do sensor inteligente receba informações atualizadas dos pontos de ajuste, ganho, modo de operação etc., e possa enviar informações da situação atual para o computador central.
Atualmente, equipamentos de controle de processo são fabricados para ambos os sistemas. Um barramento serial de dados se refere a um único par trançado de fios de cobre que permite a comunicação entre um computador de processamento central e vários pontos de monitoramento e atuadores quando sensores inteligentes são utilizados. Observe esse sistema:
FIGURA 64 – CONEXÃO DO CABO EM FOUNDATION FIELDBUS
FONTE: Dunn (2013, p. 234)
Esse arranjo apresenta um custo inicial mais elevado do que as conexões diretas de condutores, porém, as vantagens do barramento serial são o custo mínimo do barramento e a facilidade de instalação. Com uma substituição de todas as conexões e pontos de monitoramento por um par de condutores, você pode adicionar novas unidades ao barramento sem a necessidade de acréscimo de condutores. Da mesma forma, o arranjo possui recursos que fornecem rapidez de controle e utiliza, ainda, a mesma programação de todos os sistemas. Comparando, ainda, aos arranjos analógicos, apresenta alta precisão, permitindo obter diagnósticos mais eficientes. Devido ao baixo custo de integração e
Foundation Fieldbus (FF) e Profibus são os formatos universais de barramento serial de dados mais utilizados, desenvolvidos para estabelecer a interface entre um processador central e dispositivos sensores inteligentes em um sistema de controle de processo. Nos Estados Unidos, o FF é usado, preferencialmente. O formato Profibus é predominante na Europa. Há um empenho para que se estabeleça uma aceitação universal de um único tipo de barramento.
NOTA

TÓPICO 2 — INSTRUMENTAÇÕES ANALÓGICA E DIGITAL
209
desenvolvimento, esses sistemas de barramentos, que utilizam multiplexação por divisão de tempo, tornam-se mais viáveis economicamente.
O pacote de dados seriais do processador central contém o endereço da unidade periférica que se encontra sob endereçamento em um determinado intervalo de tempo, além dos dados enviados. No FF, a corrente fornecida por uma fonte de corrente constante é modulada digitalmente. Informações de FF são fornecidas nas normas ISA 50.02.
Uma desvantagem do FF é que o rompimento de um condutor ou qualquer outra falha no barramento é capaz de desativar todo o processo, o que, no método de conexão direta, apenas desativaria um sensor. Contudo, isso pode ser evitado, utilizando um barramento redundante de suporte em paralelo com o primeiro barramento. Então, o segundo barramento daria suporte em caso de um mau funcionamento.
210
RESUMO DO TÓPICO 2
Neste tópico, você aprendeu que:
• Uma unidade de controle pode reagir a um sinal de erro e gerar uma saída para os elementos de correção, sendo algumas formas: modo on/off; modo proporcional; modo derivativo; modo integral; combinações de modo e controlador PID.
• A ação PID é a corretiva mais empregada.
• O controle, no modo PID, pode ser feito por meio de circuitos eletrônicos analógicos ou digitais.
• Na implementação de malhas de controle, podem ser utilizados dispositivos pneumáticos, eletrônicos analógicos ou digitais.
• As regras de Ziegler-Nichols são úteis quando os modelos matemáticos da planta são desconhecidos, mas, também, podem ser aplicadas em projetos de sistemas com modelos matemáticos conhecidos.
• Na instrumentação analógica, a medição analógica ou digital é a mesma, sendo que a principal diferença entre as duas técnicas é a continuidade no caso analógico e a representação binária no caso digital.
• A eletrônica é o estudo de circuitos eletrônicos, em que as entradas e as saídas variam continuamente.
• A eletrônica digital é o estudo dos circuitos eletrônicos em que as entradas e as saídas são limitadas a dois níveis lógicos.
• Os circuitos digitais apresentam muitas vantagens sobre os circuitos analógicos.
• Os sinais digitais são níveis lógicos baixos ou altos. Grande parte dos circuitos digitais utiliza uma tensão de alimentação de 5 V.
• Os circuitos lógicos são chamados de portas, os blocos básicos, de construção de circuitos digitais.
• Os condutores interligados ao transmissor e ao receptor transmitem sinais analógicos de tensão ou de corrente.
• Os sinais de tensão são, normalmente, padronizados nas faixas de tensão de 0 V a 5 V, 0 V a 10 V, ou 0 V a 12 V, sendo, a primeira faixa, a mais comum.
211
• Os sinais de corrente são padronizados em duas faixas: de 4 mA a 20 mA e 10 mA a 50 mA: 0 mA indica uma condição de falha.
• Os sinais digitais podem ser transmitidos por meio de cabos em paralelo ou barramento serial, transmissão de rádio ou fibra óptica, mantendo a integridade.
• É denominado de sensor inteligente a integração entre o sensor, um conversor A/D, um processador, um conversor D/A para o controle do atuador e os dispositivos semelhantes.
212
1 Com relação à ação de controle PID, assinale a alternativa CORRETA:
a) ( ) No controle dos processos, a ação PID é uma corretiva pouco empregada.
b) ( ) É a combinação dos dois modos de controle: proporcional e derivativo.c) ( ) A carga é uma função da demanda e é afetada pelas ações de controle.d) ( ) O papel do controle é assegurar que as variáveis se encontrem dentro
dos limites especificados.
2 Produz uma ação de controle que é proporcional à taxa em que o erro varia. É gerado, pelo controlador, um sinal de correção grande quando há uma variação rápida no sinal de erro, e produzido um sinal de erro pequeno quando há uma variação gradual. Essa é uma característica de qual modo de controle?
a) ( ) Modo integral.b) ( ) Modo proporcional.c) ( ) Modo derivativo.d) ( ) Combinação de modos.
3 Leia as alternativas a seguir e assinale a sentença CORRETA:
a) ( ) A medição analógica ou digital é a mesma: liga-se o instrumento na rede, o sinal a ser medido se conecta à entrada do instrumento e se faz a leitura no mostrador.
b) ( ) A saída dos dispositivos sensores ou de medição, normalmente, é convertida em sinais analógicos.
c) ( ) Nas transmissões de informações a longas distâncias, podem ser empregados somente sinais analógicos.
d) ( ) Eletrônica digital é o estudo de circuitos eletrônicos em que as entradas e as saídas variam continuamente.
4 Você é analista de manutenção de uma empresa fabricante de medidores eletrônicos de energia. Mediante a sua experiência na área, você sabe que o INMETRO determina que toda a empresa que trabalha com esse produto necessita ter ambientes com temperatura controlada a 21 graus. Certa vez, notou-se que os controladores, responsáveis por manter a temperatura da fábrica, estavam oscilando muito, causando a parada da linha produtiva. Sabe-se que esses controladores utilizam sistema de controle PID e que um funcionário alterou, acidentalmente, um dos coeficientes (proporcional, integral ou derivativo). Analisando as falhas desse processo, indique qual coeficiente foi alterado. Justifique a sua opinião.
AUTOATIVIDADE

213
5 Você trabalha em uma indústria e foi designado para avaliar um instrumento de medição de pressão que trabalha de 0 a 10 bar e, para esse range, fornece, na saída, um sinal de 4 a 20 mA. Essa solicitação foi feita pelo seu gestor, que necessita saber a sensibilidade do instrumento para realizar a troca dele por outro com as mesmas características. Dadas essas informações, determine a sensibilidade do instrumento.
INSTRUMENTO DE MEDIÇÃO

214

215
UNIDADE 3
1 INTRODUÇÃO
Dá-se o nome de automação ao uso de comandos lógicos programáveis e de equipamentos mecanizados em substituição das atividades manuais, que envolvem as tomadas de decisão e comandos-resposta de seres humanos.
A automação, contudo, vai além da mecanização, porque reduz a
necessidade de envolvimentos sensorial e mental humanos, sendo, sobretudo, essencial na otimização da produtividade.
Historicamente, a mecanização ajudou os humanos na realização de tarefas com exigências físicas. A automação, porém, vai além da mecanização, pois reduz a necessidade de requisitos sensoriais e mentais humanos, além de otimizar a produtividade.
Neste tópico, você conhecerá um pouco da história e dos princípios de automação. Além disso, estudará os seus principais elementos, que são os controladores lógicos programáveis e os robôs, dos tipos articulados, SCARA e paralelos, além das suas aplicações.
2 AUTOMAÇÃO
Dá-se o nome de automação ao uso de comandos lógicos programáveis e de equipamentos mecanizados na substituição das atividades manuais que envolvem tomadas de decisão e comandos-resposta de seres humanos.
A mecanização, historicamente, ajudou os humanos na realização de tarefas que exigiam habilidades físicas, como o uso dos mecanismos de temporização para disparar a lingueta da alavanca de uma catraca.
TÓPICO 3 —
AUTOMAÇÃO INDUSTRIAL
216
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
O termo automação foi criado na década de 1940, por um engenheiro da Ford Motor Company, que descreveu vários sistemas, nos quais ações e controles automáticos substituíam o esforço e a inteligência humanos.
NOTA
No início da automação, os dispositivos de controle eram eletromecânicos por natureza. A parte lógica era feita por meio de relés e de temporizadores intertravados, e a intervenção humana acontecia em alguns pontos que exigiam tomadas de decisão. Era possível realizar sequências simples de movimento lógico, como ligar e desligar motores e atuadores, por meio de relés, temporizadores, botões, posicionados mecânicos e sensores. Com o surgimento dos computadores e dos dispositivos de hardware, esses controles se tornaram menores, mais flexíveis e com baixo custo de aplicação e modificação.
Desenvolvidos nas décadas de 1970 e 1980 pela Modicon, os primeiros controladores lógicos programáveis surgiram em resposta ao desafio proposto pela GM: o desenvolvimento de um hardware que substituísse a lógica de relé com fio. À medida que a tecnologia evoluiu e aumentou o número de empresas de automação no mercado, novos produtos de controle foram sendo desenvolvidos. Hoje em dia, há inúmeros dispositivos de controle lógicos computadorizados desenvolvidos por centenas de fabricantes para contemplar a indústria.
Veja algumas vantagens e desvantagens da automação, segundo Lamb (2015):
Algumas vantagens
• trabalho pesado ou monótono pode ser substituído;• tarefas em ambientes perigosos, como aqueles com temperaturas extremas ou
atmosferas radioativas e tóxicas, podem ser substituídas;• tarefas que estão além da capacidade humana podem ser facilitadas (a
manipulação de elementos minúsculos ou as exigências para se fabricar um produto de forma muito rápida ou muito lenta etc.);
• as grandes produções são mais rápidas e os custos de mão de obra são menores por produto em comparação com as operações manuais equivalentes;
• os sistemas de automação conseguem incorporar facilmente inspeções e verificações, o que pode reduzir o número de produtos fora do padrão de produção, permitindo o controle estatístico de processo, gerando produtos mais consistentes e uniformes;
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
217
• a automação serve como catalisador para a melhoria da economia das empresas e da sociedade: por exemplo, o produto nacional bruto e o padrão de vida da Alemanha e do Japão aumentaram drasticamente no século XX, em grande parte, por esses países terem incorporado a automação na sua produção de armas, automóveis, têxteis e outros bens para exportação;
• os sistemas de automação não ficam doentes.
Algumas desvantagens
• a tecnologia atual ainda não é capaz de automatizar todas as tarefas, como na produção ou montagem de produtos cujos componentes têm inconsistência de tamanhos ou nas tarefas nas quais a habilidade manual é necessária. Alguns produtos precisam da manipulação humana;
• algumas vezes, há alto custo em automatizar uma atividade do que realizá-la de forma manual. A automação é aplicável em processos repetitivos, consistentes e que envolvem um grande volume de produtos;
• é difícil prever, com precisão, o custo de pesquisa e desenvolvimento para automatizar um processo. Já que esse custo pode ter um grande impacto sobre a rentabilidade, muitas vezes, você descobre que não existiram vantagens econômicas na automação de um processo somente quando ela já foi implantada. Contudo, com o surgimento e a continuidade do crescimento de diferentes tipos de linhas de produção, você consegue fazer estimativas mais precisas com base em projetos anteriores;
• os custos iniciais são relativamente altos. A automação de um novo processo, ou a construção de uma nova planta, precisa de um investimento alto, em comparação com o custo unitário do produto. Com relação a hardware e a uma mão de obra, inclusive, as máquinas que já possuem os custos de desenvolvimento recuperados se tornam caras. O custo pode ser proibitivo para as linhas de produção personalizadas, em que o manuseio de ferramentas e de produtos deve ser realizado;
• muitas vezes, é necessário um departamento de manutenção qualificado para consertar e manter os sistemas de automação em bom funcionamento. Falhas no sistema de automação podem gerar perdas totais de produção ou produção defeituosa.
Ao que parece, as vantagens superam as desvantagens. Por um lado, você pode constatar que os países que adotam a automação apresentam um padrão de vida mais elevado do que aqueles que não a adotam. Por outro lado, há uma preocupação em relação aos trabalhadores que perdem os seus empregos devido à automação das suas tarefas. Talvez, seja preciso repensar as qualificações profissionais para que os trabalhadores possam permanecer nesse novo modelo de indústria. Afinal, uma coisa é certa: a produtividade aumenta com a aplicação adequada de técnicas de automação.

218
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
2.1 CONTROLADORES LÓGICOS PROGRAMÁVEIS
O Controlador Lógico Programável (CLP) é um equipamento eletrônico que usa uma memória programável para armazenar instruções e implementar funções de lógica, sequenciamento, temporização, contagem e aritméticas para o controle de máquinas e de processos, com o intuito de facilitar a programação, cujas funções principais estão nas implementações lógicas e operações de comutação.
Dispositivos de entrada, como chaves, e dispositivos de saída, como motores, por exemplo, são controlados e conectados no CLP. O controlador monitora entradas e saídas, de acordo com o programa que o operador armazena no CLP para controlar as máquinas ou os processos.
Na sua origem, os CLPs foram projetados para substituir os sistemas que usavam relés interconectados e sistemas de controle lógico de temporização. Uma grande vantagem dos CLPs é a possibilidade de modificar o sistema de controle sem a necessidade de refazer as conexões nos dispositivos de entrada e de saída. A função do operador, nesses casos, é inserir um conjunto de instruções diferentes. Os sistemas com CLPs são muito mais rápidos do que os sistemas com relé, o que os torna flexíveis e úteis para processos de controle que variam totalmente na sua natureza e complexidade.
Os CLPs têm diversas semelhanças com os computadores, mas certas características são específicas do seu uso como controladores:
• são robustos e projetados para aguentar vibrações, ruído, temperaturas e umidade;
• o interfaceamento de entradas e saídas é interno ao controlador;• são facilmente programáveis.
2.1.1 Estrutura básica de um CLP
A estrutura básica de um CLP é formada, essencialmente, por uma Unidade Central de Processamento (CPU), memória e interfaces de entrada/saída. Todos os processos e controles da CPU são internos ao CLP. Possui um clock com uma frequência típica entre 1 e 8 MHz, que determina a velocidade de operação do CLP e fornece a temporização e o sincronismo para todos os dispositivos do sistema. Veja, a seguir, a estrutura interna de um CLP:
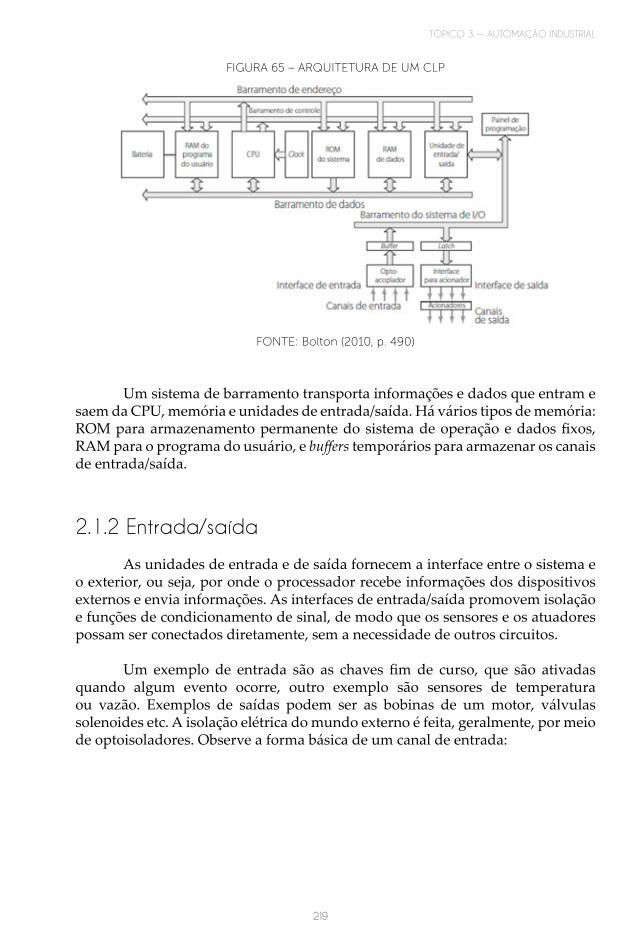
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
219
FIGURA 65 – ARQUITETURA DE UM CLP
FONTE: Bolton (2010, p. 490)
Um sistema de barramento transporta informações e dados que entram e saem da CPU, memória e unidades de entrada/saída. Há vários tipos de memória: ROM para armazenamento permanente do sistema de operação e dados fixos, RAM para o programa do usuário, e buffers temporários para armazenar os canais de entrada/saída.
2.1.2 Entrada/saída
As unidades de entrada e de saída fornecem a interface entre o sistema e o exterior, ou seja, por onde o processador recebe informações dos dispositivos externos e envia informações. As interfaces de entrada/saída promovem isolação e funções de condicionamento de sinal, de modo que os sensores e os atuadores possam ser conectados diretamente, sem a necessidade de outros circuitos.
Um exemplo de entrada são as chaves fim de curso, que são ativadas quando algum evento ocorre, outro exemplo são sensores de temperatura ou vazão. Exemplos de saídas podem ser as bobinas de um motor, válvulas solenoides etc. A isolação elétrica do mundo externo é feita, geralmente, por meio de optoisoladores. Observe a forma básica de um canal de entrada:

220
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 66 – CANAL DE ENTRADA
FONTE: Bolton (2010, p. 491)
O sinal digital que, normalmente, é compatível com o microprocessador no CLP, é 5 V CC. Contudo, o condicionamento com isolação de sinal no canal de entrada possibilita que a entrada receba uma ampla faixa de sinais. Por isso, com um CLP maior, podemos ter possíveis tensões de entrada de 5 V, 24 V, 110 V e 240 V. Um CLP pequeno pode ter apenas um valor de tensão de entrada, como 24 V. Uma unidade de saída digital tem nível de 5 V. As saídas são especificadas como de tipo relé, transistor ou triac. Nas do tipo relé, o sinal da saída do CLP é usado internamente, para operar um relé, e, dessa forma, consegue comutar correntes da ordem de alguns amperes no circuito externo. O relé isola o CLP do circuito externo e pode ser usado na comutação de sinais CC e CA, porém, os relés são relativamente lentos na resposta. A saída do tipo transistor o utiliza para comutar a corrente no circuito externo. Esse tipo proporciona uma ação de comutação mais rápida. Os optoisoladores são usados com chaves de transistor para estabelecer isolação entre o circuito externo e o CLP.
A saída com transistor é usada somente em comutação CC. As saídas com triac podem ser usadas para controlar cargas externas conectadas em fontes de alimentação CA. Então, podemos ter saídas que podem ser um sinal de comutação de 24 V, 100 mA, uma tensão CC de 110 V, 1 A ou, ainda, 240 V, 1 Aca, ou 240 V, 2 A CA a partir de um canal de saída com triac. Em um CLP pequeno, todas as saídas podem ser de um tipo, como 240 Vca, 1 A. Entretanto, com CLPs modulares, uma faixa de saída pode ser acomodada, selecionando-se os módulos a serem usados. A maneira com que os dispositivos CC são conectados a um CLP são descritas pelos termos de fornecimento de corrente e absorção de corrente. No fornecimento de corrente, convencionalmente falando, do positivo para o negativo, um dispositivo de entrada recebe corrente do módulo de entrada. Se a corrente flui de um módulo de saída para uma carga, então, o módulo de saída fornece corrente.

TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
221
FIGURA 67 – (A), (B) FORNECIMENTO DE CORRENTE
FONTE: Bolton (2010, p. 492)
Na absorção de corrente, um dispositivo de entrada fornece corrente para o módulo de entrada. Se a corrente flui de uma carga para um módulo de saída, então, esse módulo absorve corrente.
FIGURA 68 – (C), (D) ABSORÇÃO DE CORRENTE (CONTINUAÇÃO)
FONTE: Bolton (2010, p. 492)
A unidade de entrada/saída fornece a interface entre o sistema e o mundo externo, possibilitando que conexões sejam feitas por meio dos canais de entrada/saída com dispositivos de entrada, como sensores e dispositivos de saída, como motores e solenoides. Ainda, por meio de unidades de entrada/saída, os programas são inseridos a partir de um painel de programação. Cada ponto de entrada/saída tem um único endereço que pode ser usado pela CPU. É como se fosse uma fila de casas ao longo de uma rua: o número 10 pode ser a “casa” usada como entrada por um determinado sensor, enquanto o número 45 pode ser a “casa” usada por uma saída de um determinado motor (BOLTON, 2010).
2.1.3 Entrada de programas
Os programas são inseridos na unidade de entrada/saída a partir de um pequeno dispositivo manual de programação, consoles desktop com uma unidade de display visual (VDU), teclado e display, ou por meio de uma conexão com um computador pessoal (PC), que é carregado com um pacote de software
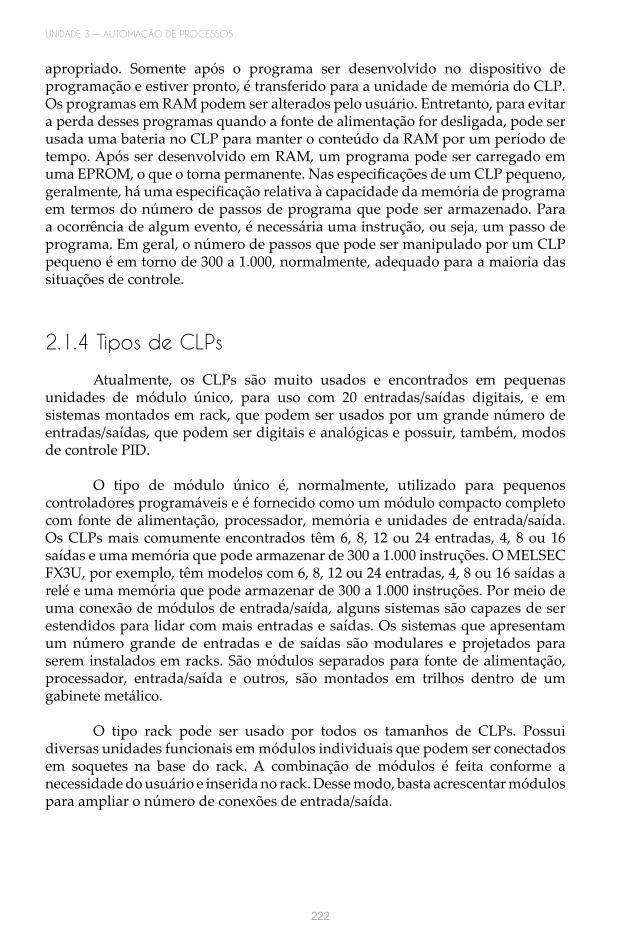
222
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
apropriado. Somente após o programa ser desenvolvido no dispositivo de programação e estiver pronto, é transferido para a unidade de memória do CLP. Os programas em RAM podem ser alterados pelo usuário. Entretanto, para evitar a perda desses programas quando a fonte de alimentação for desligada, pode ser usada uma bateria no CLP para manter o conteúdo da RAM por um período de tempo. Após ser desenvolvido em RAM, um programa pode ser carregado em uma EPROM, o que o torna permanente. Nas especificações de um CLP pequeno, geralmente, há uma especificação relativa à capacidade da memória de programa em termos do número de passos de programa que pode ser armazenado. Para a ocorrência de algum evento, é necessária uma instrução, ou seja, um passo de programa. Em geral, o número de passos que pode ser manipulado por um CLP pequeno é em torno de 300 a 1.000, normalmente, adequado para a maioria das situações de controle.
2.1.4 Tipos de CLPs
Atualmente, os CLPs são muito usados e encontrados em pequenas unidades de módulo único, para uso com 20 entradas/saídas digitais, e em sistemas montados em rack, que podem ser usados por um grande número de entradas/saídas, que podem ser digitais e analógicas e possuir, também, modos de controle PID.
O tipo de módulo único é, normalmente, utilizado para pequenos controladores programáveis e é fornecido como um módulo compacto completo com fonte de alimentação, processador, memória e unidades de entrada/saída. Os CLPs mais comumente encontrados têm 6, 8, 12 ou 24 entradas, 4, 8 ou 16 saídas e uma memória que pode armazenar de 300 a 1.000 instruções. O MELSEC FX3U, por exemplo, têm modelos com 6, 8, 12 ou 24 entradas, 4, 8 ou 16 saídas a relé e uma memória que pode armazenar de 300 a 1.000 instruções. Por meio de uma conexão de módulos de entrada/saída, alguns sistemas são capazes de ser estendidos para lidar com mais entradas e saídas. Os sistemas que apresentam um número grande de entradas e de saídas são modulares e projetados para serem instalados em racks. São módulos separados para fonte de alimentação, processador, entrada/saída e outros, são montados em trilhos dentro de um gabinete metálico.
O tipo rack pode ser usado por todos os tamanhos de CLPs. Possui diversas unidades funcionais em módulos individuais que podem ser conectados em soquetes na base do rack. A combinação de módulos é feita conforme a necessidade do usuário e inserida no rack. Desse modo, basta acrescentar módulos para ampliar o número de conexões de entrada/saída.
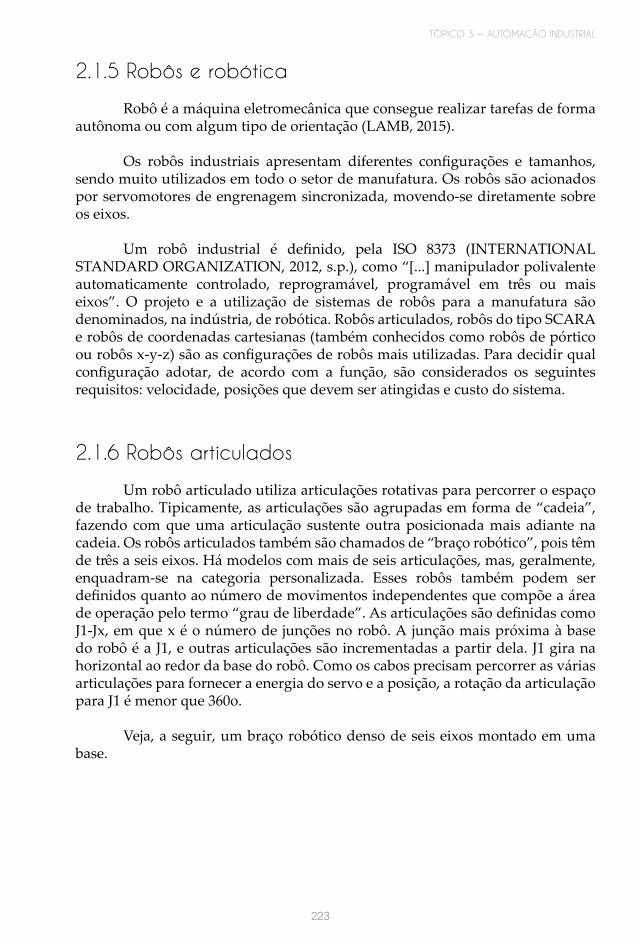
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
223
2.1.5 Robôs e robótica
Robô é a máquina eletromecânica que consegue realizar tarefas de forma autônoma ou com algum tipo de orientação (LAMB, 2015).
Os robôs industriais apresentam diferentes configurações e tamanhos, sendo muito utilizados em todo o setor de manufatura. Os robôs são acionados por servomotores de engrenagem sincronizada, movendo-se diretamente sobre os eixos.
Um robô industrial é definido, pela ISO 8373 (INTERNATIONAL STANDARD ORGANIZATION, 2012, s.p.), como “[...] manipulador polivalente automaticamente controlado, reprogramável, programável em três ou mais eixos”. O projeto e a utilização de sistemas de robôs para a manufatura são denominados, na indústria, de robótica. Robôs articulados, robôs do tipo SCARA e robôs de coordenadas cartesianas (também conhecidos como robôs de pórtico ou robôs x-y-z) são as configurações de robôs mais utilizadas. Para decidir qual configuração adotar, de acordo com a função, são considerados os seguintes requisitos: velocidade, posições que devem ser atingidas e custo do sistema.
2.1.6 Robôs articulados
Um robô articulado utiliza articulações rotativas para percorrer o espaço de trabalho. Tipicamente, as articulações são agrupadas em forma de “cadeia”, fazendo com que uma articulação sustente outra posicionada mais adiante na cadeia. Os robôs articulados também são chamados de “braço robótico”, pois têm de três a seis eixos. Há modelos com mais de seis articulações, mas, geralmente, enquadram-se na categoria personalizada. Esses robôs também podem ser definidos quanto ao número de movimentos independentes que compõe a área de operação pelo termo “grau de liberdade”. As articulações são definidas como J1-Jx, em que x é o número de junções no robô. A junção mais próxima à base do robô é a J1, e outras articulações são incrementadas a partir dela. J1 gira na horizontal ao redor da base do robô. Como os cabos precisam percorrer as várias articulações para fornecer a energia do servo e a posição, a rotação da articulação para J1 é menor que 360o.
Veja, a seguir, um braço robótico denso de seis eixos montado em uma base.
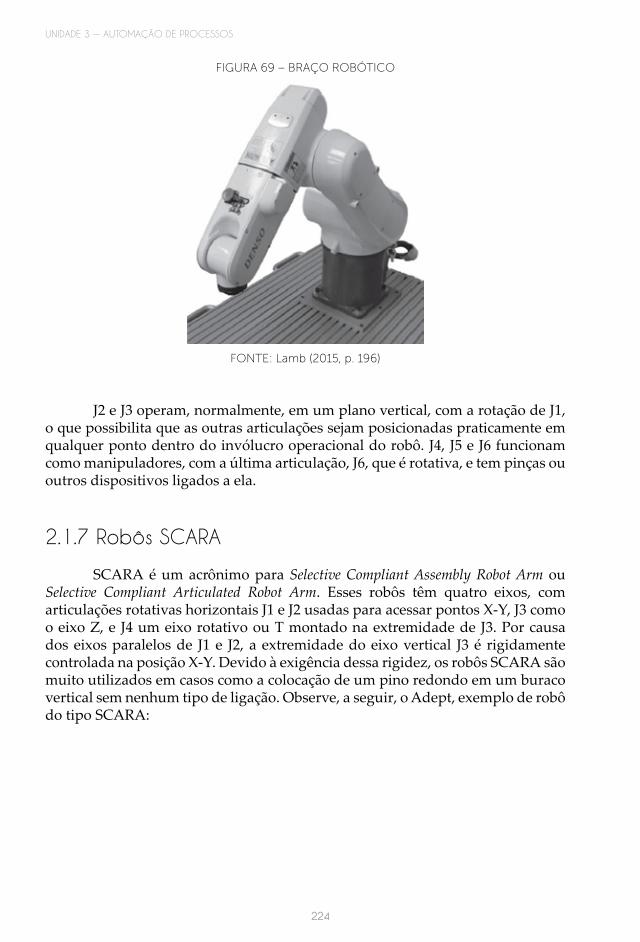
224
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 69 – BRAÇO ROBÓTICO
FONTE: Lamb (2015, p. 196)
J2 e J3 operam, normalmente, em um plano vertical, com a rotação de J1, o que possibilita que as outras articulações sejam posicionadas praticamente em qualquer ponto dentro do invólucro operacional do robô. J4, J5 e J6 funcionam como manipuladores, com a última articulação, J6, que é rotativa, e tem pinças ou outros dispositivos ligados a ela.
2.1.7 Robôs SCARA
SCARA é um acrônimo para Selective Compliant Assembly Robot Arm ou Selective Compliant Articulated Robot Arm. Esses robôs têm quatro eixos, com articulações rotativas horizontais J1 e J2 usadas para acessar pontos X-Y, J3 como o eixo Z, e J4 um eixo rotativo ou T montado na extremidade de J3. Por causa dos eixos paralelos de J1 e J2, a extremidade do eixo vertical J3 é rigidamente controlada na posição X-Y. Devido à exigência dessa rigidez, os robôs SCARA são muito utilizados em casos como a colocação de um pino redondo em um buraco vertical sem nenhum tipo de ligação. Observe, a seguir, o Adept, exemplo de robô do tipo SCARA:
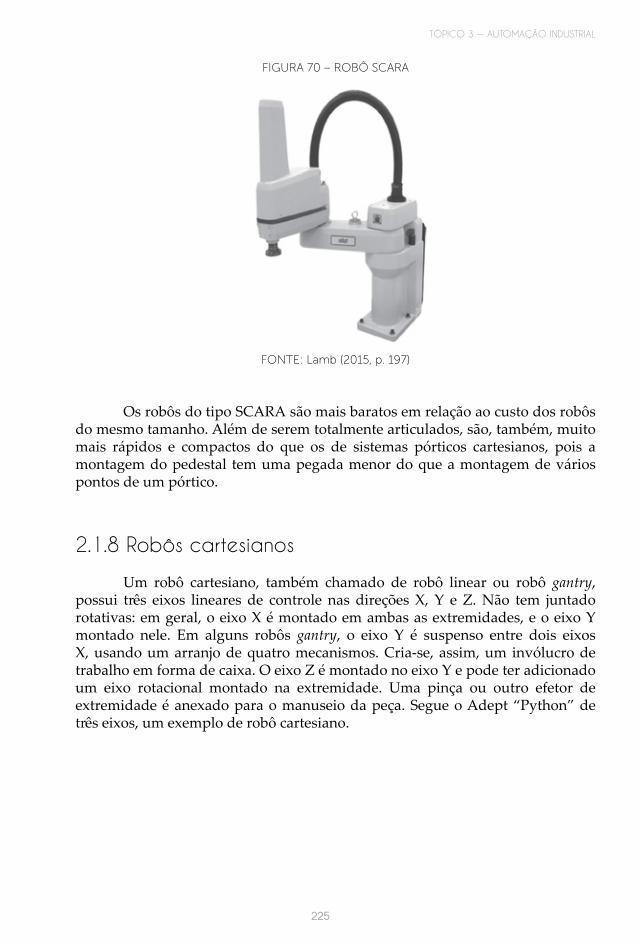
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
225
FIGURA 70 – ROBÔ SCARA
FONTE: Lamb (2015, p. 197)
Os robôs do tipo SCARA são mais baratos em relação ao custo dos robôs do mesmo tamanho. Além de serem totalmente articulados, são, também, muito mais rápidos e compactos do que os de sistemas pórticos cartesianos, pois a montagem do pedestal tem uma pegada menor do que a montagem de vários pontos de um pórtico.
2.1.8 Robôs cartesianos
Um robô cartesiano, também chamado de robô linear ou robô gantry, possui três eixos lineares de controle nas direções X, Y e Z. Não tem juntado rotativas: em geral, o eixo X é montado em ambas as extremidades, e o eixo Y montado nele. Em alguns robôs gantry, o eixo Y é suspenso entre dois eixos X, usando um arranjo de quatro mecanismos. Cria-se, assim, um invólucro de trabalho em forma de caixa. O eixo Z é montado no eixo Y e pode ter adicionado um eixo rotacional montado na extremidade. Uma pinça ou outro efetor de extremidade é anexado para o manuseio da peça. Segue o Adept “Python” de três eixos, um exemplo de robô cartesiano.
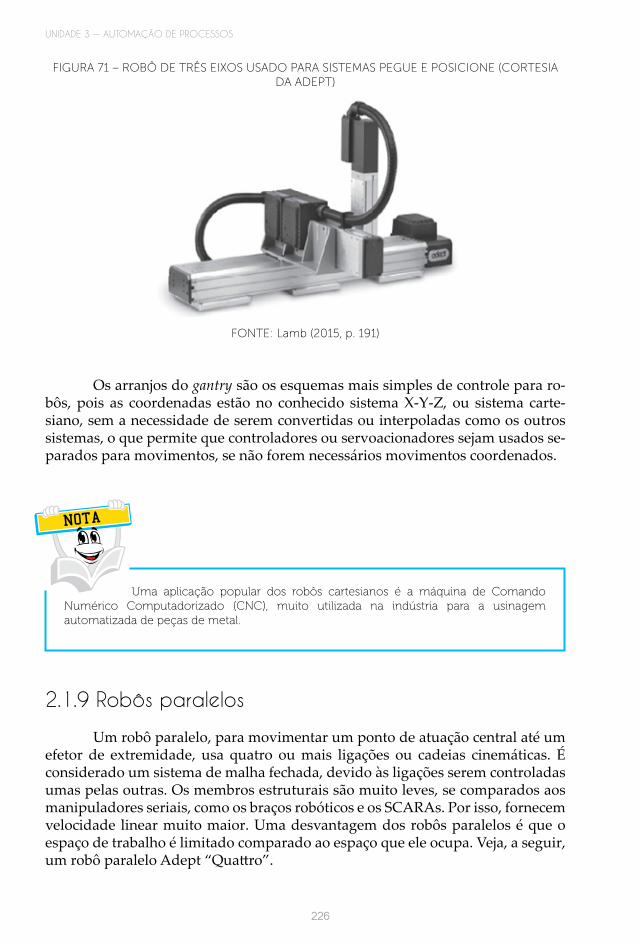
226
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
FIGURA 71 – ROBÔ DE TRÊS EIXOS USADO PARA SISTEMAS PEGUE E POSICIONE (CORTESIA DA ADEPT)
FONTE: Lamb (2015, p. 191)
Os arranjos do gantry são os esquemas mais simples de controle para ro-bôs, pois as coordenadas estão no conhecido sistema X-Y-Z, ou sistema carte-siano, sem a necessidade de serem convertidas ou interpoladas como os outros sistemas, o que permite que controladores ou servoacionadores sejam usados se-parados para movimentos, se não forem necessários movimentos coordenados.
2.1.9 Robôs paralelos
Um robô paralelo, para movimentar um ponto de atuação central até um efetor de extremidade, usa quatro ou mais ligações ou cadeias cinemáticas. É considerado um sistema de malha fechada, devido às ligações serem controladas umas pelas outras. Os membros estruturais são muito leves, se comparados aos manipuladores seriais, como os braços robóticos e os SCARAs. Por isso, fornecem velocidade linear muito maior. Uma desvantagem dos robôs paralelos é que o espaço de trabalho é limitado comparado ao espaço que ele ocupa. Veja, a seguir, um robô paralelo Adept “Quattro”.
Uma aplicação popular dos robôs cartesianos é a máquina de Comando Numérico Computadorizado (CNC), muito utilizada na indústria para a usinagem automatizada de peças de metal.
NOTA
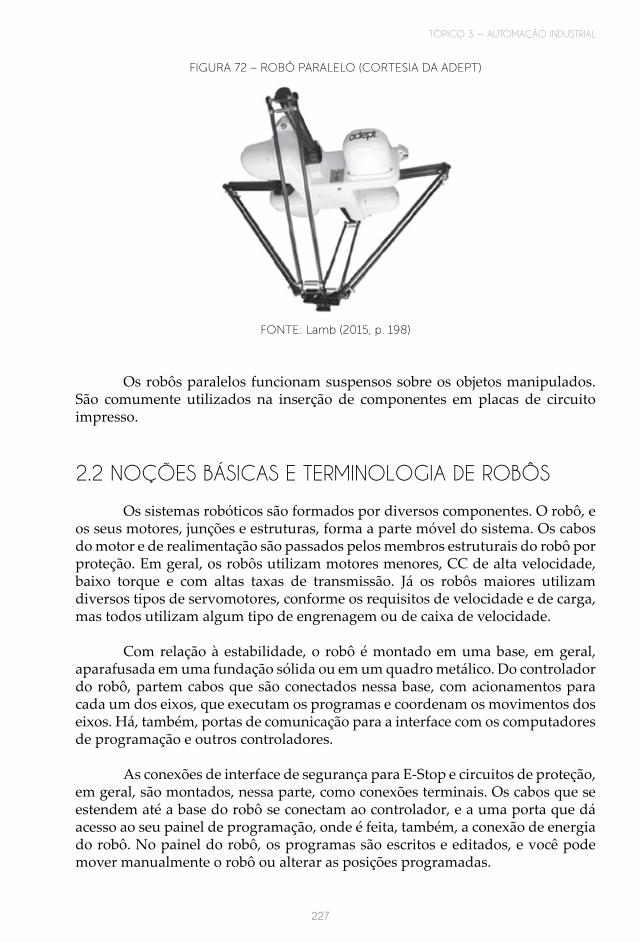
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
227
FIGURA 72 – ROBÔ PARALELO (CORTESIA DA ADEPT)
FONTE: Lamb (2015, p. 198)
Os robôs paralelos funcionam suspensos sobre os objetos manipulados. São comumente utilizados na inserção de componentes em placas de circuito impresso.
2.2 NOÇÕES BÁSICAS E TERMINOLOGIA DE ROBÔS
Os sistemas robóticos são formados por diversos componentes. O robô, e os seus motores, junções e estruturas, forma a parte móvel do sistema. Os cabos do motor e de realimentação são passados pelos membros estruturais do robô por proteção. Em geral, os robôs utilizam motores menores, CC de alta velocidade, baixo torque e com altas taxas de transmissão. Já os robôs maiores utilizam diversos tipos de servomotores, conforme os requisitos de velocidade e de carga, mas todos utilizam algum tipo de engrenagem ou de caixa de velocidade.
Com relação à estabilidade, o robô é montado em uma base, em geral, aparafusada em uma fundação sólida ou em um quadro metálico. Do controlador do robô, partem cabos que são conectados nessa base, com acionamentos para cada um dos eixos, que executam os programas e coordenam os movimentos dos eixos. Há, também, portas de comunicação para a interface com os computadores de programação e outros controladores.
As conexões de interface de segurança para E-Stop e circuitos de proteção, em geral, são montados, nessa parte, como conexões terminais. Os cabos que se estendem até a base do robô se conectam ao controlador, e a uma porta que dá acesso ao seu painel de programação, onde é feita, também, a conexão de energia do robô. No painel do robô, os programas são escritos e editados, e você pode mover manualmente o robô ou alterar as posições programadas.

228
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Os painéis se assemelham a uma IHM com telas do tipo sensível ao toque e um teclado de membrana. Possuem, também, um botão do tipo E-Stop para integração com os circuitos de proteção de máquinas. Nos movimentos manuais do robô, uma chave do tipo dead-man, incorporada ao painel, deve ser pressionada. O efetor de extremidade é colocado no limite de trabalho do robô e usado para manipular peças e para transportar uma ponta de solda ou uma cabeça pulverizadora. Os efetores de extremidade podem transportar pinças hidráulicas ou pneumáticas, ímãs, copos de sucção ou vários outros tipos de ferramentas. Alguns efetores de extremidade são complexos, com vários atuadores e sensores. Câmeras e dispositivos de medida também são montados nos efetores de extremidade. Conforme o fabricante, a terminologia de robôs e robótica pode variar muito.
As especificações para um robô são formadas pela análise do produto e dos movimentos necessários. A carga, ou a capacidade de transporte, é a quantidade de peso que o robô pode levantar, que pode ser afetada pela exigência de velocidade, aceleração e força.
A cinemática é o arranjo de membros rígidos e junções, conforme descrito anteriormente. A escolha entre configurações articuladas, SCARA, cartesiana ou de outro tipo envolve a determinação do invólucro dos pontos que precisam ser acessados, além do ângulo.

TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
229
INSTRUMENTAÇÃO DE UM TÚNEL DE VENTO E CONTROLE DE ENSAIOS
Fábio H. de Godoi Marcos V. Bido Gomes
Luis S. NetoVitor M. Serafim
Alexandre B. Campo Celso Filipini
RESUMO: O projeto consiste na construção e na instrumentação de um túnel de vento e no desenvolvimento de sistema de aquisição de dados, supervisão e controle de ensaios para um corpo de prova aerodinâmico inserido no seu interior. Os componentes que compõem o sistema são: corpo do túnel de vento, com 2,8 metros de comprimento; módulo de supervisão e controle baseado na plataforma LabVIEW; e um exaustor axial com potência 1/3 HP, com rotação máxima de 1650 rpm com inversor e sensores para leitura de dados. Um conjunto de sensores do sistema mede grandezas em diversos pontos, como temperatura e pressão, para verificar as condições internas do túnel de vento; velocidade, para análise do deslocamento de ar na área de teste; e deformação da estrutura em que está apoiado o corpo de prova (strain-gauges), devida à força provocada pelo deslocamento do ar que flui ao redor. A aquisição dos dados é feita através do programa criado na plataforma LabVIEW e a interface entre os sensores e o programa ocorre por meio de uma placa de aquisição USB 6211. Foram utilizados diversos Toolkits da plataforma LabVIEW, como Vision Acquisition, NI Diadem 2010, 3D Mesh Graph, Script linguagem C e outros.
Introdução
Diversas aplicações necessitam de ensaios que devem ser realizados em túneis de vento, como aquelas relacionadas à aeronáutica ou à automobilística. No entanto, esse equipamento possui grande complexidade e os dados necessários para que o uso seja otimizado só podem ser obtidos através de diversos instrumentos de medição para as diversas grandezas envolvidas. A seguir, será descrito o túnel de vento, propriamente dito, assim como os instrumentos e os sistemas eletrônicos necessários para a operação. Após a descrição da parte física, é apresentado o programa desenvolvido para monitoramento e operação do sistema.
LEITURA COMPLEMENTAR
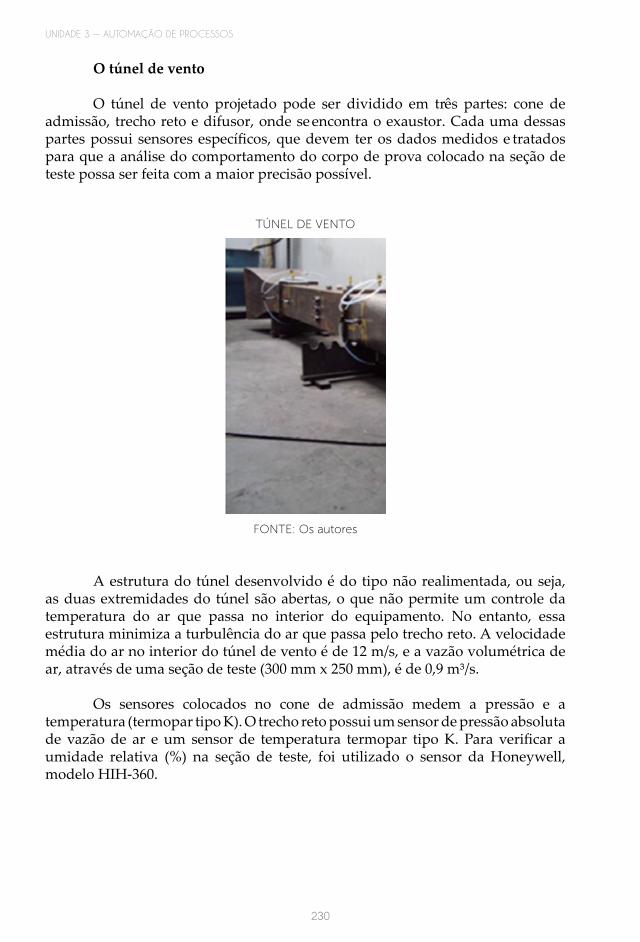
230
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
O túnel de vento
O túnel de vento projetado pode ser dividido em três partes: cone de admissão, trecho reto e difusor, onde se encontra o exaustor. Cada uma dessas partes possui sensores específicos, que devem ter os dados medidos e tratados para que a análise do comportamento do corpo de prova colocado na seção de teste possa ser feita com a maior precisão possível.
TÚNEL DE VENTO
FONTE: Os autores
A estrutura do túnel desenvolvido é do tipo não realimentada, ou seja, as duas extremidades do túnel são abertas, o que não permite um controle da temperatura do ar que passa no interior do equipamento. No entanto, essa estrutura minimiza a turbulência do ar que passa pelo trecho reto. A velocidade média do ar no interior do túnel de vento é de 12 m/s, e a vazão volumétrica de ar, através de uma seção de teste (300 mm x 250 mm), é de 0,9 m³/s.
Os sensores colocados no cone de admissão medem a pressão e a temperatura (termopar tipo K). O trecho reto possui um sensor de pressão absoluta de vazão de ar e um sensor de temperatura termopar tipo K. Para verificar a umidade relativa (%) na seção de teste, foi utilizado o sensor da Honeywell, modelo HIH-360.
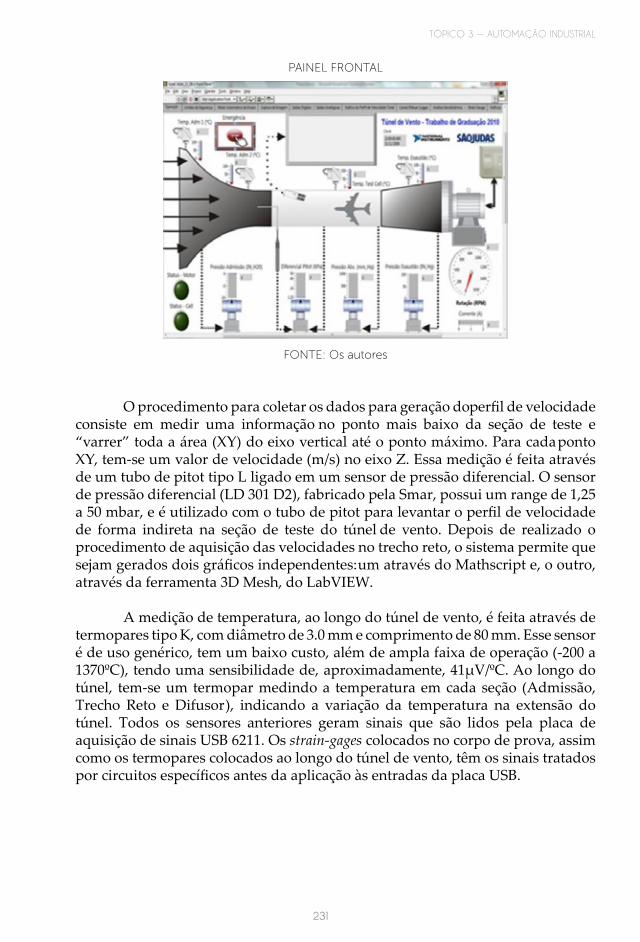
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
231
PAINEL FRONTAL
FONTE: Os autores
O procedimento para coletar os dados para geração do perfil de velocidade consiste em medir uma informação no ponto mais baixo da seção de teste e “varrer” toda a área (XY) do eixo vertical até o ponto máximo. Para cada ponto XY, tem-se um valor de velocidade (m/s) no eixo Z. Essa medição é feita através de um tubo de pitot tipo L ligado em um sensor de pressão diferencial. O sensor de pressão diferencial (LD 301 D2), fabricado pela Smar, possui um range de 1,25 a 50 mbar, e é utilizado com o tubo de pitot para levantar o perfil de velocidade de forma indireta na seção de teste do túnel de vento. Depois de realizado o procedimento de aquisição das velocidades no trecho reto, o sistema permite que sejam gerados dois gráficos independentes: um através do Mathscript e, o outro, através da ferramenta 3D Mesh, do LabVIEW.
A medição de temperatura, ao longo do túnel de vento, é feita através de termopares tipo K, com diâmetro de 3.0 mm e comprimento de 80 mm. Esse sensor é de uso genérico, tem um baixo custo, além de ampla faixa de operação (-200 a 1370ºC), tendo uma sensibilidade de, aproximadamente, 41μV/ºC. Ao longo do túnel, tem-se um termopar medindo a temperatura em cada seção (Admissão, Trecho Reto e Difusor), indicando a variação da temperatura na extensão do túnel. Todos os sensores anteriores geram sinais que são lidos pela placa de aquisição de sinais USB 6211. Os strain-gages colocados no corpo de prova, assim como os termopares colocados ao longo do túnel de vento, têm os sinais tratados por circuitos específicos antes da aplicação às entradas da placa USB.
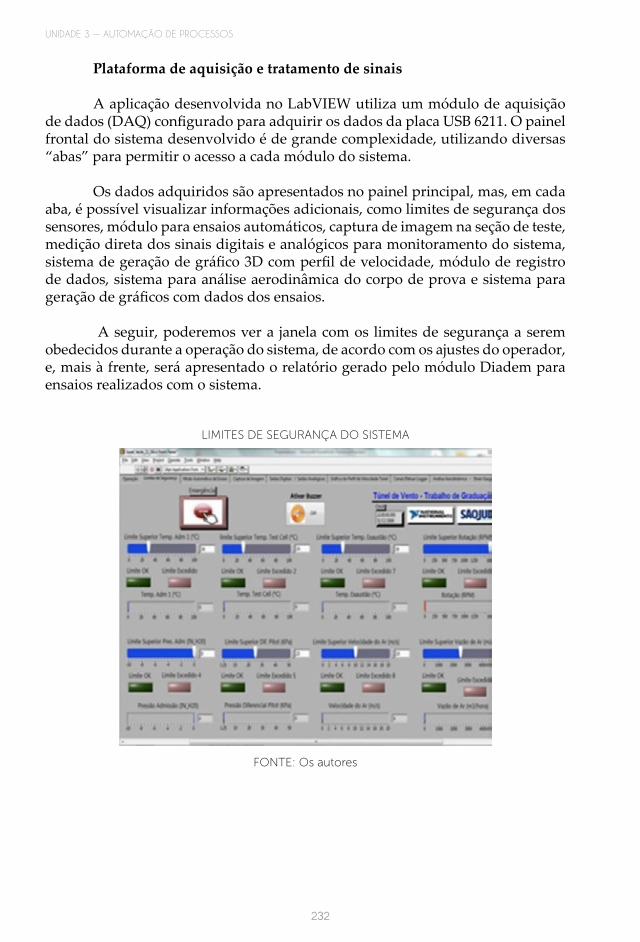
232
UNIDADE 3 — AUTOMAÇÃO DE PROCESSOS
Plataforma de aquisição e tratamento de sinais
A aplicação desenvolvida no LabVIEW utiliza um módulo de aquisição de dados (DAQ) configurado para adquirir os dados da placa USB 6211. O painel frontal do sistema desenvolvido é de grande complexidade, utilizando diversas “abas” para permitir o acesso a cada módulo do sistema.
Os dados adquiridos são apresentados no painel principal, mas, em cada aba, é possível visualizar informações adicionais, como limites de segurança dos sensores, módulo para ensaios automáticos, captura de imagem na seção de teste, medição direta dos sinais digitais e analógicos para monitoramento do sistema, sistema de geração de gráfico 3D com perfil de velocidade, módulo de registro de dados, sistema para análise aerodinâmica do corpo de prova e sistema para geração de gráficos com dados dos ensaios.
A seguir, poderemos ver a janela com os limites de segurança a serem obedecidos durante a operação do sistema, de acordo com os ajustes do operador, e, mais à frente, será apresentado o relatório gerado pelo módulo Diadem para ensaios realizados com o sistema.
LIMITES DE SEGURANÇA DO SISTEMA
FONTE: Os autores
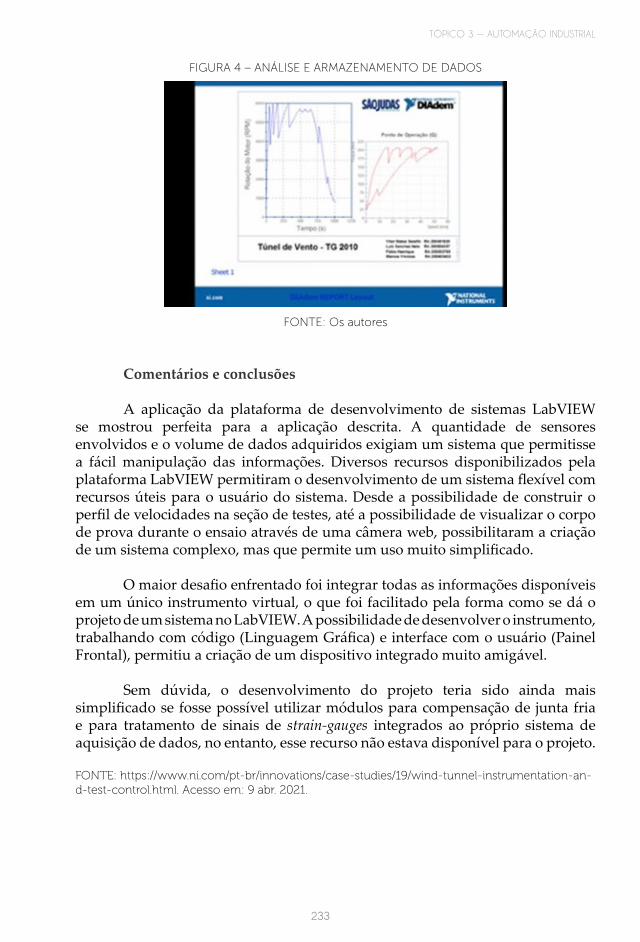
TÓPICO 3 — AUTOMAÇÃO INDUSTRIAL
233
FIGURA 4 – ANÁLISE E ARMAZENAMENTO DE DADOS
FONTE: Os autores
Comentários e conclusões
A aplicação da plataforma de desenvolvimento de sistemas LabVIEW se mostrou perfeita para a aplicação descrita. A quantidade de sensores envolvidos e o volume de dados adquiridos exigiam um sistema que permitisse a fácil manipulação das informações. Diversos recursos disponibilizados pela plataforma LabVIEW permitiram o desenvolvimento de um sistema flexível com recursos úteis para o usuário do sistema. Desde a possibilidade de construir o perfil de velocidades na seção de testes, até a possibilidade de visualizar o corpo de prova durante o ensaio através de uma câmera web, possibilitaram a criação de um sistema complexo, mas que permite um uso muito simplificado.
O maior desafio enfrentado foi integrar todas as informações disponíveis em um único instrumento virtual, o que foi facilitado pela forma como se dá o projeto de um sistema no LabVIEW. A possibilidade de desenvolver o instrumento, trabalhando com código (Linguagem Gráfica) e interface com o usuário (Painel Frontal), permitiu a criação de um dispositivo integrado muito amigável.
Sem dúvida, o desenvolvimento do projeto teria sido ainda mais simplificado se fosse possível utilizar módulos para compensação de junta fria e para tratamento de sinais de strain-gauges integrados ao próprio sistema de aquisição de dados, no entanto, esse recurso não estava disponível para o projeto.
FONTE: https://www.ni.com/pt-br/innovations/case-studies/19/wind-tunnel-instrumentation-an-d-test-control.html. Acesso em: 9 abr. 2021.

234
RESUMO DO TÓPICO 3
Neste tópico, você aprendeu que:
• Dá-se o nome de automação ao uso de comandos lógicos programáveis e de equipamentos mecanizados na substituição das atividades manuais que envolvem tomadas de decisão e comandos-resposta de seres humanos.
• No início da automação, os dispositivos de controle eram eletromecânicos por natureza. A parte lógica era feita por meio de relés e de temporizadores intertravados, e a intervenção humana acontecia em alguns pontos que exigiam tomadas de decisão.
• O Controlador Lógico Programável (CLP) é um equipamento eletrônico que usa uma memória programável para armazenar instruções e para implementar funções de lógica, sequenciamento, temporização, contagem e aritméticas para o controle de máquinas e de processos.
• O controlador monitora entradas e saídas, de acordo com o programa que o operador armazena no CLP para controlar as máquinas ou processos.
• A estrutura básica de um CLP é formada, essencialmente, por uma unidade central de processamento (CPU), memória e interfaces de entrada/saída.
• As unidades de entrada e de saída fornecem a interface entre o sistema e o exterior. Os programas são inseridos na unidade de entrada/saída a partir de um pequeno dispositivo manual de programação, consoles desktop com uma unidade de display visual (VDU), teclado e display, ou por meio de uma conexão com um computador pessoal (PC), que é carregado com um pacote de software apropriado.
• O robô é a máquina eletromecânica que consegue realizar tarefas de forma autônoma ou com algum tipo de orientação.
235
Ficou alguma dúvida? Construímos uma trilha de aprendizagem pensando em facilitar sua compreensão. Acesse o QR Code, que levará ao AVA, e veja as novidades que preparamos para seu estudo.
CHAMADA
• Os robôs são acionados por servomotores de engrenagem sincronizada, movendo-se diretamente sobre eixos.
• Os sistemas robóticos são formados por diversos componentes. O robô, e os seus motores, junções e estruturas, formam a parte móvel do sistema.
236
1 Com relação à automação, é CORRETO afirmar que:
a) ( ) A mecanização, historicamente, nunca ajudou os humanos.b) ( ) Dá-se o nome de automação ao uso de comandos manuais e de
equipamentos mecanizados na substituição das atividades humanas.c) ( ) O termo automação foi criado na década de 1970, por um engenheiro
da Ford Motor Company, que descreveu um sistema no qual ações e controles manuais eram empregados na produção.
d) ( ) No início da automação, era possível realizar sequências simples de movimento lógico, como ligar e desligar motores e atuadores, por meio de relés, temporizadores, botões, posicionados mecânicos e sensores.
2 Analise as alternativas a seguir e assinale a que é considerada uma desvantagem da automação:
a) ( ) Inspeções e verificações.b) ( ) Custos iniciais.c) ( ) Catalisador para a economia.d) ( ) Substituição do trabalho pesado e tarefas em ambientes perigosos.
3 Com relação aos Controladores Lógicos Programáveis (CLP), assinale a alternativa CORRETA:
a) ( ) Na sua origem, os CLP foram projetados como uma substituição aos sistemas que usavam CNC.
b) ( ) Uma desvantagem dos CLP é a impossibilidade de modificações dos sistemas de controle, sem a necessidade de refazer conexões.
c) ( ) Os sistemas com CLP são muito mais lentos do que os sistemas com relé.
d) ( ) Eles são robustos e projetados para aguentar vibrações.
4 Você trabalha na área de melhoria contínua de uma grande empresa e é responsável pela programação de Controladores Lógicos Programáveis (CLP). Dentre as ações de melhoria, está a automatização dos equipamentos antigos, com o uso do CLP. Como primeiro projeto, você recebeu o esquema elétrico, apresentado na figura a seguir. A sua tarefa será transformar o esquema elétrico em linguagem Ladder.
AUTOATIVIDADE
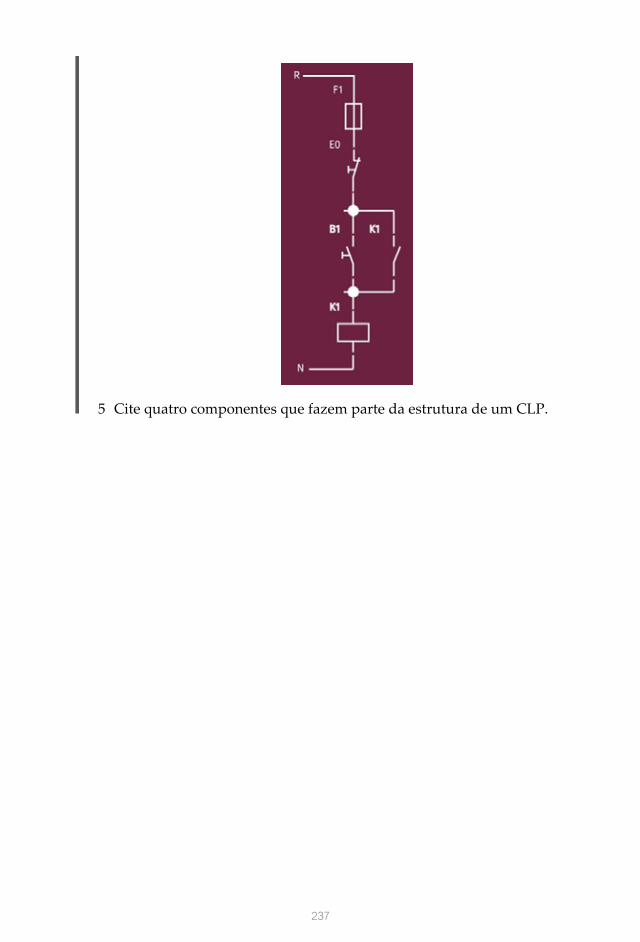
237
5 Cite quatro componentes que fazem parte da estrutura de um CLP.

238
REFERÊNCIAS
BOLTON, W. Mecatrônica: uma abordagem multidisciplinar. 4. ed. Porto Ale-gre: Bookman, 2010.
DUNN, W. C. Fundamentos de instrumentação industrial e controle de pro-cessos. Porto Alegre: Bookman, 2013.
GROOVER, M. P. Automação industrial e sistemas de manufatura. 3. ed. São Paulo: Pearson Prentice Hall, 2011.
INTERNATIONAL STANDARD ORGANIZATION. ISO 8373:2012. Robots and robotic devices: vocabular. Geneva: ISO, 2012.
LAMB, F. Automação industrial na prática. Porto Alegre: AMGH, 2015. MAYA, P.; LEONARDI, F. Controle essencial. 2. ed. São Paulo: Pearson Educa-tion do Brasil, 2014.
OGATA, K. Engenharia de controle moderno. 5. ed. São Paulo: Pearson Prentice Hall, 2010.
PETRUZELLA, F. D. Controladores lógicos programáveis. 4. ed. São Paulo: AMGH, 2013.
ROBERTS, M. J. Fundamentos de sinais e sistemas. Porto Alegre: AMGH, 2009.


![SZONDI, Peter. Teoria do drama moderno [1880 … Szondi 02.pdf · SZONDI, Peter. Teoria do drama moderno [1880-1950]. São Paulo: Cosac & Naify, 2001. Bibliografia complementar -](https://static.fdocumentos.com/doc/165x107/5b8a79f57f8b9ac1328c4def/szondi-peter-teoria-do-drama-moderno-1880-szondi-02pdf-szondi-peter-teoria.jpg)