Tratamentos térmicos [2]
15
UNIVERSIDADE FEDERAL DE SÃO CARLOS CCET – CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS Apostila 3 Processamento de Materiais Metálicos Tópico: Tratamentos Térmicos Prof. Dr. José Eduardo Spinelli
-
Upload
danilo-bittencourt-fernandes -
Category
Documents
-
view
248 -
download
5
Transcript of Tratamentos térmicos [2]
![Page 1: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/1.jpg)
UNIVERSIDADE FEDERAL DE SÃO CARLOS
CCET – CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS
Apostila 3
Processamento de Materiais
Metálicos Tópico: Tratamentos Térmicos
Prof. Dr. José Eduardo Spinelli
![Page 2: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/2.jpg)
Sumário
1. Considerações iniciais ............................................................................................................ 2
2. Diagramas .............................................................................................................................. 3
2.1. Diagrama Ferro-Cementita ..................................................................................................... 3
2.2. Curvas TTT e TRC ................................................................................................................. 3
3. Classificação dos processos ................................................................................................... 5
3.1. Recozimento ................................................................................................................... 5
3.2. Normalização .................................................................................................................. 6
3.3. Têmpera .......................................................................................................................... 7
3.3.1. Temperabilidade ......................................................................................................... 8
3.4. Revenimento ................................................................................................................... 9
3.5. Austêmpera ..................................................................................................................... 9
3.6. Martêmpera ................................................................................................................... 10
3.7. Solubilização e envelhecimento ................................................................................... 11
4. Principais microestruturas dos aços ..................................................................................... 12
5. Questões ............................................................................................................................... 14
![Page 3: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/3.jpg)
1. Considerações iniciais
Tratamentos térmicos são operações de aquecimento e resfriamento controlados, a fim de
se obter uma determinada microestrutura em um metal. As principais variáveis que influenciam
os tratamentos térmicos são:
Temperatura: A temperatura é um fator primordial que deve ser controlada com base
nas informações de diagramas de fases ou através de curvas TTT (temperatura,
tempo, transformação) e TRC (transformação em resfriamento contínuo).
Tempo: quanto maior for este parâmetro, maior será a certeza de completa dissolução
das fases para posterior transformação, porém quanto maior for o tempo, maior será a
tendência à oxidação do metal e também maior será o tamanho de grão obtido.
Taxa de resfriamento: A taxa de resfriamento é dependente do meio de resfriamento
da peça (água, óleo, banho de sais são alguns exemplos). É um fator essencial a ser
considerado na cinética de transformação das fases e também no surgimento de
defeitos como trincas ou empenamentos.
Atmosfera do forno: este parâmetro será importante para evitar problemas com
relação à oxidação ou descarbonetação, por exemplo. Podem ser usados aquecimento
em banho de sais fundidos ou até mesmo vácuo.
Os principais tratamentos térmicos para os metais são:
Recozimento;
Normalização;
Têmpera / revenimento;
Austêmpera;
Martêmpera;
Solubilização e envelhecimento (exemplo: ligas de Alumínio).
![Page 4: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/4.jpg)
2. Diagramas
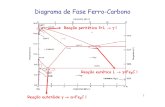
2.1. Diagrama Ferro-Cementita
Os diagramas de fases são ferramentas indispensáveis para se compreender e verificar
quais são as fases de equilíbrio de um material a uma dada temperatura, de acordo com sua
composição química. A figura 1 ilustra o diagrama de fases Ferro-Carbono. Vale ressaltar que
para os aços, muitos de seus tratamentos térmicos envolvem o processo de austenitização (ou
seja, elevação da temperatura até que toda sua estrutura fique austenítica) para posterior
complementação com outro tipo de transformação.
Figura 1 - Diagrama de fases Ferro-Cementita
Apesar disso, sabe-se que na produção industrial do aço, a solidificação e o resfriamento
são muito rápidos para que o equilíbrio termodinâmico seja alcançado. Deve-se então utilizar
outras ferramentas para se prever a microestrutura dos aços a partir da aplicação de diferentes
taxas de resfriamento em diferentes tempos. Esses diagramas estão descritos no próximo
tópico.
2.2. Diagramas TTT e TRC
As curvas TTT são diagramas que identificam a dependência da transformação de fases
em função do tempo e da temperatura, visando a previsão quanto à formação de determinadas
![Page 5: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/5.jpg)
fases em um material. São utilizadas para a previsão da microestrutura final de um material
após impostas certas condições de processo (figura 2).
Figura 2 - Curva TTT para um aço eutetóide.
A obtenção destas curvas se dá através do levantamento de curvas isotérmicas e cálculo
do tempo para a completa transformação do metal para determinada microestrutura. Ou seja, o
resfriamento neste caso deve ser muito rápido para o levantamento destas curvas para um
posterior passo isotérmico até a completa transformação de fase. Na figura 2, t0 representa o
tempo para início da transformação da austenita, enquanto t1 representa o final da
transformação. Apesar destas curvas serem extremamente úteis em alguns casos, sabe-se que
processos industriais ocorrem majoritariamente por resfriamento contínuo e não
isotermicamente como prevê as curvas TTT. Em vista disso, foram desenvolvidas curvas TRC
(transformação por resfriamento contínuo). Ver exemplo figura 3.
Figura 3 - Curva TRC para um aço eutetóide.
![Page 6: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/6.jpg)
3. Classificação dos processos
3.1. Recozimento
O recozimento visa reduzir a dureza do aço, aumentar sua usinabilidade, facilitar o
trabalho a frio e controlar o tamanho de grão. Existem basicamente três tipos principais de
recozimento: o subcrítico, o pleno (ou supercrítico) e a esferoidização.
O recozimento para simples alívio de tensões (subcrítico) pode ser utilizado para
qualquer tipo de metal e visa a remoção de tensões internas presentes no material após um
processamento mecânico ou soldagem, por exemplo. Para os aços, este tipo de transformação é
dado abaixo da linha A1 (figura 4), de forma que não há qualquer tipo de transformação de fase
neste tipo de recozimento.
Figura 4 – Esboço de um diagrama de fase Ferro-Carbono. Detalhe para a faixa de temperatura em que se
realiza o recozimento subcrítico.
O recozimento total ou pleno consiste em austenitizar o aço, resfriando-o lentamente a
seguir. A temperatura será influenciada pelo tipo de aço que sofrerá este tratamento, sendo que
os hipoeutetóides são completamente austenitizados, enquanto os hipereutetóides apenas a
ferrita será austenitizada (figura 5). Isso se dá, pois no resfriamento, ao ser atravessada a linha
de transformação de austenita em cementita, esta fase será formada nos contornos de grão da
austenita, fragilizando assim a peça tratada.
![Page 7: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/7.jpg)
Figura 5 - Diagrama de fase Ferro-Carbono. Detalhe para a faixa de temperatura em que se realiza o
recozimento pleno.
A esferoidização (ou recozimento intercrítico) visa melhorar a conformabilidade a frio
dos aços e melhorar a usinabilidade de aços hipereutetóides e aços ferramenta. O tratamento
consiste na manutenção do aço em uma região próxima e abaixo de sua temperatura A1 (início
da austenitização), de forma que mantendo por períodos suficientes nesta região, irá fazer com
que ocorra o surgimento de carbonetos esferoidizados. Também podem ser aplicados ciclos
acima e abaixo de A1.
3.2. Normalização
A normalização pode ser utilizada para refinamento do tamanho de grão,
homogeneização microestrutural, pré-tratamentos de têmpera, melhoria da usinabilidade e
refino de estruturas brutas de fusão.
Este tratamento consiste na austenitização completa do aço, seguida de resfriamento ao ar
parado ou agitado. A principal diferença deste tipo de tratamento térmico com o recozimento
pleno é a temperatura para aços hipereutetóides (ou seja, neste caso qualquer tipo de aço deve
ser totalmente austenitizado para garantir homogeneização da microestrutura) e a taxa de
resfriamento neste caso ser relativamente maior em comparação com o recozimento. A figura 6
ilustra a faixa de temperatura de operação de um tratamento de normalização.
![Page 8: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/8.jpg)
Figura 6 - Diagrama de fase Ferro-Carbono. Detalhe para a faixa de temperatura em que se realiza a
normalização.
3.3. Têmpera
Uma das características mais importantes dos aços como materiais de construção
mecânica é a possibilidade de desenvolver ótimas combinações de resistência e tenacidade
(medida pela resistência ao impacto). A estrutura que classicamente permite tais combinações é
a estrutura martensítica revenida.
Este tratamento consiste em resfriar o aço após sua austenitização, a uma velocidade
suficientemente rápida para evitar transformações perlíticas e bainíticas na peça em questão,
obtendo-se uma microestrutura martensítica metaestável.
Figura 7 - Diagrama TTT - em evidência o tratamento de têmpera seguido do revenimento para um
determinado tipo de aço.
![Page 9: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/9.jpg)
Para o controle da taxa de resfriamento, utilizam-se diversos meios de têmpera, com
diferentes capacidades para extração de calor, ou severidades. Os meios mais comuns são água
(pura, com sais ou adições de polímeros), óleo e ar, mas também podem ser utilizados outros
meios gasosos (argônio, hélio, nitrogênio).
A severidade do resfriamento na têmpera provoca a geração de gradientes de temperatura
entre o centro e a superfície da peça, gerando tensões internas devido a contração do aço
durante o resfriamento e a expansão associada à transformação martensítica. Dependendo da
magnitude destas tensões, podem ocorrer deformação plástica (empenamento), ruptura (trincas
de têmpera) e tensões residuais. Quanto mais severo o meio de resfriamento maior o risco de
ocorrerem trincas e maiores serão suas deformações.
3.3.1. Temperabilidade
O conceito de temperabilidade está associado à capacidade de endurecimento do aço
durante o resfriamento rápido (têmpera), ou seja, sua capacidade em evitar a ocorrência de
transformações difusionais. Pode ser determinada pela taxa de resfriamento crítica, ensaio de
Grossmann e ensaio Jominy. Os principais fatores que afetam a temperabilidade são: elementos
de liga dissolvidos na austenita, tamanho de grão e homogeneidade da austenita. A seguir está
descrito como se dá o ensaio Jominy.
Ensaio Jominy
O ensaio Jominy consiste na utilização de uma barra com dimensões normatizadas,
submetida à austenitização e posteriormente resfriada com um jato de água em condições
padrões. Em seguida mede-se a dureza longitudinalmente ao longo do corpo de prova e
compara-se a “penetração da dureza” para diferentes aços.
Figura 8 - Ilustração de uma barra submetida a um ensaio Jominy
![Page 10: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/10.jpg)
Figura 9 - Resultado de um ensaio Jominy para aços com diferentes teores de Carbono. Pode-se verificar
que quanto maior o teor deste elemento, maior será a temperabilidade do material.
3.4. Revenimento
A martensita logo após a têmpera é uma microestrutura extremamente dura e frágil, não
sendo possível sua utilização neste estado devido à presença de tensões internas. Para se atingir
níveis adequados de tenacidade e resistência mecânica, após a têmpera é realizado o
revenimento, que consiste em aquecer uniformemente a peça até uma temperatura abaixo
daquela de austenitização, mantendo o aço por tempo suficiente para que haja equalização da
microestrutura e obtenção das propriedades desejadas.
As mudanças nas propriedades dos aços dependem da temperatura e tempo de
revenimento. Geralmente ocorre uma redução brusca da dureza nos primeiros minutos, mas
após algumas horas a dureza mantém-se constante. Assim, após atingido este patamar, caso seja
necessário continuar com o revenimento, será necessário aumentar a temperatura de tratamento
térmico.
3.5. Austêmpera
A austêmpera é um processo de transformação isotérmica para a produção da estrutura
bainítica. O processo, assim como a maioria dos tratamentos térmicos, se inicia através da
austenitização do aço, seguido de um resfriamento rápido até a uma temperatura acima de MI.
Após esta etapa pode-se finalizar o tratamento resfriando a peça ao ar.
O objetivo deste tratamento térmico é obter produtos com alta ductilidade e resistência ao
impacto, sem perda excessiva de dureza. A principal vantagem deste processo com relação à
têmpera convencional é a redução da perda de material por trincas e empenos, bem como
![Page 11: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/11.jpg)
melhoramento da precisão dimensional. A desvantagem é que este processo só é possível para
uma quantidade limitada de aços.
Figura 10 - Representação esquemática do processo de austêmpera usando como referência uma curva
TTT.
3.6. Martêmpera
A martêmpera é um processo que visa a diminuição do gradiente de temperatura em uma
peça quando esta sofre o processo de têmpera. Neste processo, o resfriamento é interrompido
por alguns instantes a uma temperatura pouco superior a MI (temperatura de inicio da
transformação martensítica), de modo a eliminar ou diminuir os gradientes térmicos presentes,
prosseguindo em seguida com a transformação da estrutura para martensítica.
Este processo, apesar de ter o seu custo maior com relação à têmpera convencional, gera
uma menor quantidade de perdas de peças por trincas e empenamentos.
Figura 11 - Representação esquemática do processo de martêmpera.
![Page 12: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/12.jpg)
3.7. Solubilização e envelhecimento
O processo de solubilização e envelhecimento, diferentemente dos processos já citados
(cuja aplicação é mais voltada para os aços), possui como principal aplicação as ligas de
Alumínio da série 2XXX, 6XXX e 7XXX.
Este processo consiste na sequencia de operações que deve resultar em uma dispersão
uniforme de precipitados coerentes e de pequeno tamanho em uma matriz macia e dúctil. A
principal vantagem da precipitação é aumentar o limite de escoamento de muitos materiais
metálicos por tratamentos térmicos e sem alterar a massa específica. Dessa forma, a razão
limite de escoamento / massa específica de uma liga pode ser aumentada usando este processo.
Para que o endurecimento por precipitação seja possível, é necessário que uma segunda
fase seja solúvel em temperaturas elevadas e que diminua esta solubilidade com o decréscimo
da temperatura (ou seja, é necessário verificar o diagrama de fases da liga correspondente).
Além disso, o material deve suportar um resfriamento rápido sem empenar ou trincar.
Inicialmente deve-se elevar a temperatura do material até uma temperatura acima da linha
Solvus do diagrama de fases da liga, de forma que os precipitados sejam completamente
dissolvidos. Após esta etapa, submete-se o material a um resfriamento rápido denominado
têmpera, causando assim a produção de uma microestrutura metaestável, já que a partir deste
resfriamento os precipitados continuam dissolvidos.
A etapa final é denominada precipitação ou envelhecimento. A principal diferença entre
estes processos se dá pela temperatura em que ocorre o processo de nucleação dos precipitados.
A precipitação consiste na elevação da temperatura acima da ambiente para diminuir os tempos
de tratamento térmico. Já o envelhecimento consiste na manutenção do material à temperatura
ambiente, sendo que os tempos de formação dos precipitados neste caso será relativamente
superior à precipitação em si.
Figura 12 - Representação do processo de solubilização e posterior precipitação de uma liga. T0 representa a
temperatura de solubilização e T2 representa a temperatura de precipitação.
![Page 13: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/13.jpg)
4. Principais microestruturas dos aços
Aço hipoeutetóide (AISI/ABNT 1020). Microestrutura: branco - ferrita e preto - perlita
Aço hipereutetóide (AISI/ABNT 1095). Microestrutura: cementita em volta de grãos perlíticos
Aço AISI/ABNT 1095 após o processo de esferoidização
![Page 14: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/14.jpg)
Perlita. Aço eutetóide (AISI/ABNT 1080)
Martensita
Martensita revenida
![Page 15: Tratamentos térmicos [2]](https://reader035.fdocumentos.com/reader035/viewer/2022081722/577c7f161a28abe054a32c82/html5/thumbnails/15.jpg)
5. Questões
5.1. Em um processo industrial, uma empresa realiza a têmpera de diversas peças feitas em
aço. A partir de uma mudança de demanda do mercado, foi necessário a substituição
destas peças para outro tipo de aço. Após algumas semanas, a empresa verificou um
aumento considerável no número de peças rejeitadas por conta de defeitos como trincas
e empenamentos após a têmpera.
Explique quais as possíveis causas deste problema e como esta empresa poderá
solucionar este problema alterando apenas as variáveis relacionadas ao tratamento
térmico?
5.2. Qual a principal diferença entre o processo de martêmpera e austêmpera?
5.3. Qual a função do ensaio Jominy e qual o resultado que se obtém a partir deste ensaio?
5.4. Três amostras de um aço hipereutetóide foram submetidas cada uma a um tipo de
recozimento (subcrítico, pleno, esferoidização). Cite as diferenças microestruturais
presentes após o tratamento térmico de cada amostra.
5.5. Quais os principais requisitos para uma liga ser tratável por precipitação?