UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
59
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA Renan de Carvalho Bezerra Redução da resistência mecânica do aço API X65 após formação de tubos ERW e avaliação da influência do tratamento de amostras Lorena 2014
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
Renan de Carvalho Bezerra
Redução da resistência mecânica do aço API X65 após formação de tubos ERW e avaliação
da influência do tratamento de amostras
Lorena
2014

Renan de Carvalho Bezerra
Redução da resistência mecânica do aço API X65 após formação de tubos ERW e
avaliação da influência do tratamento de amostras
Trabalho de Graduação apresentado
à escola de Engenharia de Lorena da
Universidade de São Paulo para
obtenção do título de Engenheiro de
Materiais.
Orientador: Prof. Dr. Carlos Ângelo Nunes
Lorena
2014

Dedico este trabalho à minha mãe, Francisca
Gonçalves do Nascimento Bezerra, ao meu pai,
Narciso Manoel de Carvalho Bezerra, ao meu irmão
Raunilson de Carvalho Bezerra, minha namorada
Bárbara Freitas e aos meus familiares e amigos por
sempre me apoiarem nesta jornada e estarem
constantemente ao meu lado.

AGRADECIMENTOS
A minha família que construiu os alicerces de minha educação.
Ao Prof. Dr. Carlos Angelo Nunes pela orientação e ensinamentos durante todo
este trabalho.
Aos meus orientadores de estágio Adriano Pinto Silva e Fernando Fernandes da
Silva, e todos os funcionários da empresa onde realizei o estágio, que de alguma
forma participaram na conclusão desse trabalho.
Ao departamento de qualidade da TenarisConfab que me auxiliou sempre que
possível na realização dos ensaios.
Todos os professores e funcionários da universidade pelo auxílio e paciência.
Aos meus amigos de graduação, Marcos Benedetti Groblackner, Allan da Silva
Santos, Guilherme Ribeiro, Murilo Parodi Ricci Grilo, Pedro Henrique Caritá, Vitor
Fachini, EM09 e diversos outros espalhados pelas repúblicas em Lorena.
Aos meus amigos e irmãos de república, Luiz Gustavo Camargo Alvim, Conrado
Landucci, André Boing, Élcio Junior, Giovani Diccini, Luis Paulo de Sousa, Renato
Tanaka, Rafael Kitamura, Ronaldo Santos, Bruno Simba, Eduardo Pinheiro, Lucas
Dahab, Lucas Braga, Thiago Fidêncio e, principalmente, Bruno Oliveira Silva pela
amizade e consideração durante todo o período de graduação.


“O sucesso nasce do querer, da
determinação e persistência em se
chegar a um objetivo. Mesmo não
atingindo o alvo, quem busca e vence
obstáculos, no mínimo fará coisas
admiráveis."
José de Alencar


Resumo
BEZERRA, R. C. Redução da resistência mecânica do aço API X65 após formação
de tubos ERW e avaliação da influência do tratamento de amostras. 2014. Escola
de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
Durante as últimas décadas, a produção de tubos para transporte de óleo e gás,
tanto para consumo residencial e industrial quanto para geração de energia, tem
se intensificado de maneira bastante agressiva. Este tipo de produto é
acompanhado por procedimentos e especificações bem rígidas visando garantir
um produto de alto padrão.
Para aliar espessuras finas, alta resistência, alta produtividade e baixo custo, o
processo de fabricação ERW é comumente utilizado para fabricação de tubos
API. Buscando entender a influência da formação nas propriedades mecânicas
deste material, foi utilizado um aço API X65 que passou por uma formação
contínua e com solda longitudinal.
Foram realizados ensaios de tração transversal prismático e cilíndrico, além de
uma análise de dureza Vickers para caracterizar este material antes e após a
formação do produto. Posteriormente foi analisada a influência do achatamento
de amostras e também de um possível tratamento de revestimento polimérico
superficial.
Palavras-chave: Aço API. Efeito Bauschinger. Propriedades mecânicas. Queda de
resistência.

Abstract
BEZERRA, R. C. Reduction of strength of API X65 steel after ERW pipe
manufacturing and evaluation of influence of sample treatment. 2014. Escola
de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
During the last decades, the pipe manufacturing for oil and gas transport , both for
residential and industrial consume and for energy generation has been agressively
intensified. This kind of product is supported of very strict procedures and
specification to ensure the high quality of the product.
To combine thin wall thickness, high resistance, high productivity and low cost, the
ERW forming process is often used for API pipes manufacturing. Looking forward
understanding the influence of forming on mechanical properties of this material,
an API X65 steel pipe manufactured by continuous process with longitudinal weld
was used.
It was performed prismatic and cylindrical transversal traction test besides a
Vickers hardness analysis to characterize this material before and after
manufacturing. Posteriorly the influence of specimen flattening and also the
treatment by a superficial polymeric coating were analyzed.
Key-words: API steel. Bauschinger Effect. Mechanical Properties. Drop resistance.
Lista de Siglas
ARBL – Alta Resistência Baixa Liga
ASTM – American Society for Test and Materials
C – Carbonno
Mn - Manganês
P – Fósforo
S – Enxofre
Si – Silício
Cr – Cromo
Ni – Níquel
Cu – Cobre
Ti – Titânio
B – Boro
V – Vanádio
BLAR – Baixa Liga Alta Resistência
API – American Petroleum Institute
PSL – Product Specification Level
ERW – Electric Resistance Welding
BD – Break Down
FP – Fin Pass

Lista de Figuras
Figura 1 - Composições químicas típicas de aços de alta resistência e baixa liga
(CIMM) .................................................................................................................. 21
Figura 2 - Relação entre diâmetro de grão ferrítico e tensão limite de escoamento
em um aço ARBL. (Hou, et al., 2003) ................................................................... 22
Figura 3 - Denominações ASTM e limites de escoamento de alguns aços ARBL
(CIMM) .................................................................................................................. 23
Figura 4 - Micrografia de três aços ARBL, mostrando o tamanho de grão de cada
uma delas. (HILDEBRAND, 2001) ........................................................................ 24
Figura 5 - Trajetórias de laminação e resfriamento para laminação convencional,
laminação com normalização e laminação termomecânica controlada. (SIEMENS,
2002) ..................................................................................................................... 26
Figura 6 - Representação do processo de laminação controlada (GORNI;
SILVEIRA; REIS, 2009) ........................................................................................ 28
Figura 7 - Composições químicas para tubos com costura da norma API 5L PSL1
(API 2012) ............................................................................................................. 29
Figura 8 - Composições químicas para tubos com costura da norma API 5L PSL2
(API 2012) ............................................................................................................. 30
Figura 9 - Requerimentos para os resultados dos testes de tração para PSL1 (API
2012) ..................................................................................................................... 31
Figura 10 - Requerimentos para os resultados dos testes de tração para PSL2
(API 2012) ............................................................................................................. 33
Figura 11 - Representação esquemática do layout de produção de tubos pelo
processo de soldagem ERW (TenarisConfab) ...................................................... 35
Figura 12 - Pré-formação da chapa – Rolos do Break Down ................................ 36
Figura 13 - Representação do desenvolvimento da bobina durante o processo de
formação de tubos com soldagem ERW. (TenarisConfab) ................................... 37
Figura 14 - Representação esquemática do Efeito Bauschinger (ABEL, 1987) .... 38
Figura 15 - Localização da retirada de amostras para teste de tração transversal
prismático. A: Anel proveniente do tubo; B: Anel achatado para retirada de
amostra e confecção do corpo de prova (ASTM, 2010). ....................................... 41
Figura 16 - Corpo de prova para realização de teste de tração transversal
prismático .............................................................................................................. 42

Figura 17 - Equipamento ZWICK ROELL, utilizado para efetuar testes de tração
transversal prismáticos ......................................................................................... 43
Figura 18 - Modelo do corpo de prova utilizado no teste de tração cilíndrico; A =
32mm e D = 4mm (ASTM 370, 2010) ................................................................... 44
Figura 19 - Equipamento 810 MTS, utilizado para realização dos ensaios de teste
de tração transversal cilíndrico.............................................................................. 44
Figura 20 - Pontos de identação para ensaio de dureza Vickers HV10 ................ 45
Figura 21 - Comparação entre o limite de escoamento médio encontrado entre
bobina, tubos e tubos com simulação de revestimento ......................................... 47
Figura 22 - Comparação entre os resultados encontrados em tubos, tubos com
simulação de revestimento e o limite mínimo API ................................................. 48
Figura 23 - Comparação de limite de escoamento médio entre bobina, tubos e
tubos com simulação de revestimento .................................................................. 50
Figura 24 - Gráfico indicando a influência do achatamento de amostras no
resultado de limite de escoamento médio ............................................................. 51
Figura 25 - Comparação dos valores de dureza Vickers HV10 encontrados em
bobinas, tubos e tubos com simulação de revestimento ....................................... 53
Figura 26 - Influência do achatamento de amostras nos resultados de dureza em
tubos ..................................................................................................................... 54
Figura 27 - Influência do achatamento de amostras nos resultados de tubos com
simulação de revestimento ................................................................................... 55
Lista de Tabela
Tabela 1 - Resultados do teste de tração transversal prismático .......................... 46
Tabela 2 - Resultados dos testes de tração transversal cilíndrico ........................ 49
Tabela 3 - Resultados do ensaios de dureza Vickers HV10 ................................. 52

Sumário
Resumo ................................................................................................................. 10
Abstract ................................................................................................................. 11
1 Introdução .......................................................................................................... 18
2 Revisão Bibliográfica .......................................................................................... 20
2.1 Aços Alta Resistência e Baixa Liga (ARBL) ................................................. 20
2.1.1 Refino de Grão nos Aços ARBL ............................................................ 23
2.1.2 Endurecimento por Precipitação nos Aços ARBL ................................. 25
2.1.3 Laminação controlada e Resfriamento Controlado de Aços ARBL ....... 25
2.2 Requisitos da norma API 5L ........................................................................ 28
2.2.1 Composição Química ............................................................................ 29
2.2.2 Propriedades de tração ......................................................................... 31
2.3 Processo de fabricação de tubos por soldagem de resistência elétrica de
alta frequência ................................................................................................... 34
2.4 Efeito Bauschinger ...................................................................................... 38
2.4.1 Efeito Bauschinger em Line Pipes ........................................................ 39
3 Materiais e Métodos ........................................................................................... 41
3.1 Teste de Tração Transversal Prismático ..................................................... 41
3.2 Teste de Tração Transversal Cilíndrico ....................................................... 43
3.3 Dureza ......................................................................................................... 44
4 Resultados e Discussão ..................................................................................... 46
4.1 Teste de Tração Transversal Prismático ..................................................... 46
4.2 Teste de Tração Transversal Cilíndrico ....................................................... 48
4.3 Dureza ......................................................................................................... 51
5 Conclusão .......................................................................................................... 56
6 Referências Bibliográficas .................................................................................. 58

18
1 Introdução
Durantes as últimas décadas, a produção de tubos para transporte de óleo e gás,
tanto para consumo residencial e industrial quanto para geração de energia, tem
se intensificado de maneira bastante agressiva. Este tipo de produto é
acompanhado por procedimentos e especificações bem rígidas visando garantir
um produto de alto padrão.
Para isso, faz-se necessário o atendimento das especificações exigidas por
norma através de um processo de baixo custo e altamente produtivo. Dos
métodos atuais de produção de tubos soldados para a indústria de gasodutos e
oleodutos, a fabricação de tubos pelo processo ERW é o que apresenta as
características em questão.
Para abranger diversos tipos de aplicação, o mercado tem exigido a produção de
tubos com alta resistência aliados a baixa espessura, para conseguir produtos de
peso bastante baixo. Para isso, tem-se buscado a produção de tubos com grau
maiores que API X60 em plantas ERW, que garantem alto padrão de qualidade,
alta produtividade e baixo custo.
Sabe-se que, na fabricação de tubos, todo o processo de formação influencia nas
propriedades mecânicas apresentados pelos tubos. Produtos de grau alto sofrem
uma maior influencia da formação, podendo o produto final ter uma resistência
mecânica ainda mais baixa do que a da matéria-prima, mesmo após toda a
conformação do material. Geralmente, este decréscimo de resistência é
associada ao Efeito Bauschinger sofrido pelo material durante a formação.
Outro fator que pode contribuir para a alteração da resistência do material, é a
forma com qual as amostras retiradas de tubos já formados são tratadas. Em
métodos convencionais para a área, amostras prismáticas e achatadas são
amplamente utilizadas, embora possam causar uma alteração nas propriedades
do material.
Buscando entender os efeitos da formação e a influencia no tratamento de
amostras nos resultados de resistência mecânica dos tubos, será realizado um
estudo que visa comparar os resultados de resistência mecânica através de

19
métodos já utilizados (ensaios de tração transversal prismáticos) com métodos
alternativos (ensaios de tração cilíndricos). Juntamente a isso, será também
avaliado a evolução da dureza do material durante formação. Além disso, será
também avaliada uma possível influência do ciclo de revestimento polimérico
geralmente aplicado neste tipos de tubos.
Neste presente estudo será utilizado o aço API X65 como matéria-prima base
para análise, produzidos através de uma formação contínua e soldados pelo
processo ERW (Electric Resistance Welding).

20
2 Revisão Bibliográfica
2.1 Aços Alta Resistência e Baixa Liga (ARBL)
A literatura classifica aços ARBL como aqueles resultantes de um processo de
manufatura no qual é inferido a aplicação de técnicas de endurecimento por
precipitação, refino de grão e adição de elementos microligantes associados a
etapas de laminação controlada. Sua composição química é especialmente
desenvolvida para proporcionar a esses materiais uma elevada resistência
mecânica. Apesar disso, se comparado a aços de outras categorias, esse tipo
específico de aço não possui alto teor de liga agregado, pois a quantidade de
microligantes é muito baixa. Os aços ARBL são caracterizados pelo elevado limite
de resistência, boa tenacidade a baixas temperaturas, boa conformabilidade e
boa soldabilidade. Na condição de laminados, estes aços podem ser produzidos
com limite de escoamento a partir de 290 MPa e limite de resistência partir de 415
MPa. Os graus de classificação dos aços ARBL são definidos de acordo com a
faixa de limite de escoamento alcançada pelo material [LESLIE, 1981].
O início do desenvolvimento dos aços ARBL deu-se na década de 1930 com a
adição de pequenas quantidades de nióbio para configurar no endurecimento dos
mesmos. Porém, a falta de demanda de nióbio resultou em um breque no
desenvolvimento destes tipos de aços. A partir da década de 1950 passou a
haver um maior interesse pelo desenvolvimento de aços que tivessem uma boa
soldabilidade aliado a alta resistência e tenacidade, por conta da produção de
tubulações para óleo e gás. Inicialmente, os primeiros projetos de
desenvolvimento de aços ARBL buscavam um aumento na resistência a tração.
Posteriormente houve a necessidade de buscar fatores para conduzir ao aumento
de tenacidade e conformabilidade. Com isso, foi dado início a redução do teor de
carbono (0,3% para 0,27%) e um aumento no teor de manganês para valores
próximo de 1,5% [LESLIE, 1981].
A figura 1 mostra as composições químicas típicas dos aços ARBL.

21
Figura 1 - Composições químicas típicas de aços de alta resistência e baixa liga (CIMM)
Além da composição química, passou-se a examinar efeitos de outros
fenômenos no aumento de limite de escoamento nesses tipos de materiais.
Primeiramente foi realizado um estudo indicativo no refino de grãos, utilizando
alumínio para alcançar tais condições. Observou-se então um aumento do limite
de escoamento assim como uma redução na temperatura de transição de
impacto. [PICKERING, 1978]
22
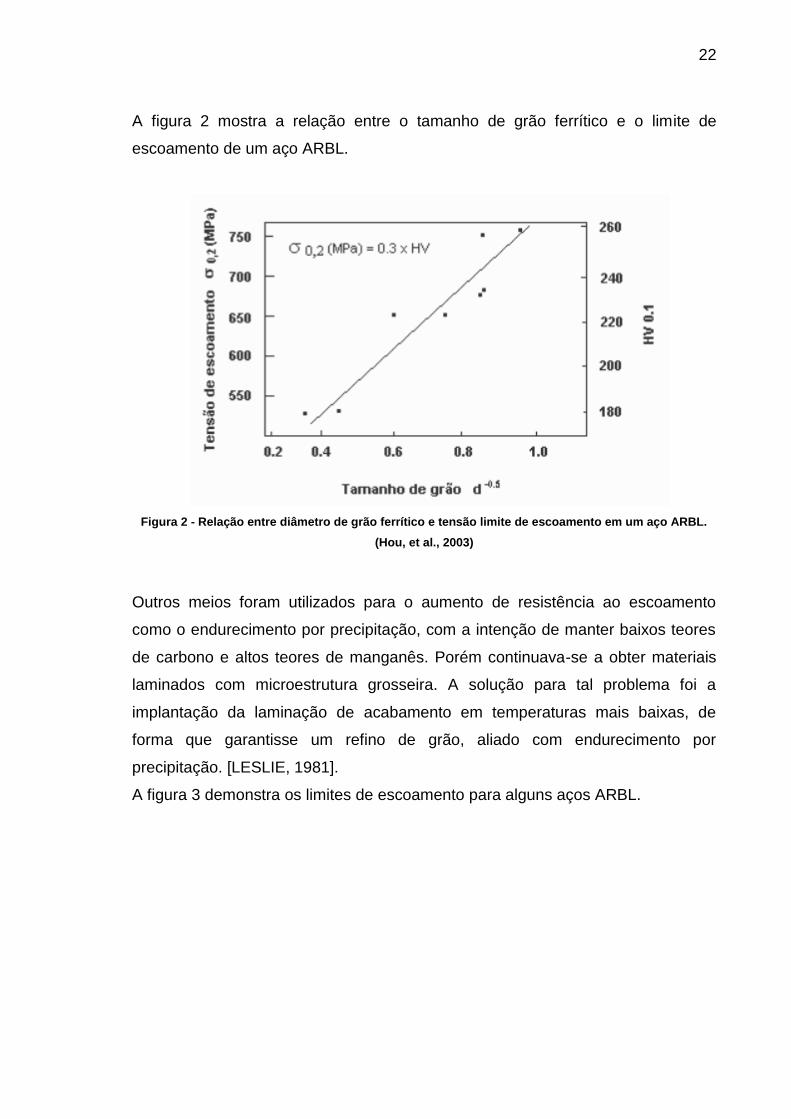
A figura 2 mostra a relação entre o tamanho de grão ferrítico e o limite de
escoamento de um aço ARBL.
Figura 2 - Relação entre diâmetro de grão ferrítico e tensão limite de escoamento em um aço ARBL.
(Hou, et al., 2003)
Outros meios foram utilizados para o aumento de resistência ao escoamento
como o endurecimento por precipitação, com a intenção de manter baixos teores
de carbono e altos teores de manganês. Porém continuava-se a obter materiais
laminados com microestrutura grosseira. A solução para tal problema foi a
implantação da laminação de acabamento em temperaturas mais baixas, de
forma que garantisse um refino de grão, aliado com endurecimento por
precipitação. [LESLIE, 1981].
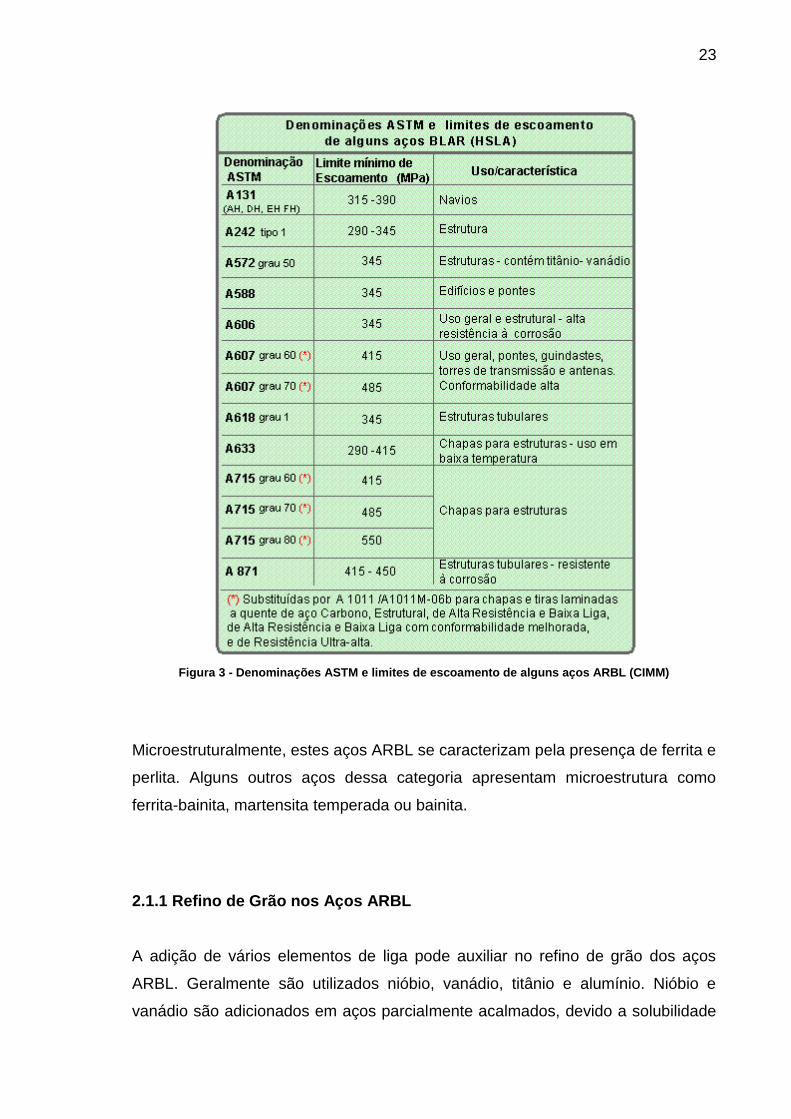
A figura 3 demonstra os limites de escoamento para alguns aços ARBL.
23
Figura 3 - Denominações ASTM e limites de escoamento de alguns aços ARBL (CIMM)
Microestruturalmente, estes aços ARBL se caracterizam pela presença de ferrita e
perlita. Alguns outros aços dessa categoria apresentam microestrutura como
ferrita-bainita, martensita temperada ou bainita.
2.1.1 Refino de Grão nos Aços ARBL
A adição de vários elementos de liga pode auxiliar no refino de grão dos aços
ARBL. Geralmente são utilizados nióbio, vanádio, titânio e alumínio. Nióbio e
vanádio são adicionados em aços parcialmente acalmados, devido a solubilidade

24
em austenita. Esses elementos tendem a formar carbetos e nitretos que
favorecem o refino de grão no resfriamento.
O refino de grão ferrítico pode ser alcançado mediante restrição do aumento do
grão austenítico e pela inibição da recristalização da austenita na laminação a
quente, favorecendo a transformação de austenita para ferrita, a partir de uma
austenita não recristalizada.
No início da laminação a quente, todos os elementos microligantes de refino de
grão estão geralmente solubilizados na austenita. A medida que a temperatura de
trabalho vai diminuindo, ocorre a precipitação de partículas destes elementos, que
dificultam o crescimento de grão da austenita e inibem a recristalização dos grãos
deformados de austenita. A eficiência dos elementos microligantes pode ser
diretamente comparada com a solubilidade de seus carbetos nas fases presentes
no aço. (HILDEBRAND, 2001)
A figura 4 apresenta diferentes tipos de microestrutura juntamente com o tamanho
de grão para diferentes tipos de aços ARBL.
Figura 4 - Micrografia de três aços ARBL, mostrando o tamanho de grão de cada uma delas.
(HILDEBRAND, 2001)
Na figura 4 (a) é possível observar um aço ASTM 7, com microestrutura ferrítica-
perlítica com tamanho de grão grande. Em (b) temos um aço ASTM 10 com
microestrutura semelhante ao ASTM 7, porém com uma estrutura de grãos mais

25
refinada. Na figura 4 (c) é possível observar que a microestutura é mais uniforme
o tamanho de grão é mais fino, em comparação com as outros micrografias
apresentadas na figura.
2.1.2 Endurecimento por Precipitação nos Aços ARBL
As partículas que se formam na fase austenítica para frear o crescimento de grão
do aço não garantem alta resistência em si, pois, geralmente, são de grandes
dimensões e bem espaçadas entre si. Para que as partículas sejam de fato
endurecedoras elas devem ter tamanhos pequenos e terem menor distância
possível entre elas. Estas partículas geralmente se formam em temperaturas mais
baixas, já na transformação austenita-ferrita ou até na ferrita durante o
resfriamento.
Na transformação austenita-ferrita ocorre um decréscimo de solubilidade dos
carbetos e nitretos. Sendo assim, ocorre a nucleação e crescimento desses
precipitados na interface de transformação que resulta numa configuração de
precipitados nos planos e linhas dessas interfaces. A redução do espaçamento
dessas partículas pode ser observada com o aumento da taxa de resfriamento.
A precipitação de interfase pode ser observada em aços contendo tungstênio,
vanádio, nióbio, molibidênio, cromo e titânio. Essa facilidade de nucleação e
crescimento na interface pode ser explicada pelo aumento da concentração de
carbono na frente de transformação migrante, dada pela expulsão de carbono da
austenita.
O tamanho das partículas formadas na interface ou na ferrita após toda a
transformação de fase pode ser de até 5 nm, muito menores do que àquelas
encontradas na austenita para controlar o tamanho de grão. Por conta desse
tamanho muito menor, aliado com a pequena distância entre elas, essas
partículas tornam-se poderosos agentes endurecedores. (AKHLAGUI, 2002)
2.1.3 Laminação controlada e Resfriamento Controlado de Aços ARBL

26
O desenvolvimento dos aços ARBL com a ação de microligantes como Nb, Ti e V
tornaram possíveis que estes elementos auxiliassem no refino do grão austenítico
e também no endurecimento por precipitação destes materiais. (AKHLAGUI,
2002)
Foi desenvolvida, para estes tipos de aços, a laminação termomecanicamente
controlada que procura contribuir com o aumento de resistência mecânica
utilizando a ação dos microligantes para maximizar seus efeitos de controlar o
tamanho de grão além de formar precipitados. (GORNI, 2007).
Figura 5 - Trajetórias de laminação e resfriamento para laminação convencional, laminação com
normalização e laminação termomecânica controlada. (SIEMENS, 2002)
A laminação controlada pode ser divida em três etapas:
- Deformação na região austenítica
- Fase de espera

27
- Laminação de acabamento
2.1.3.1 Deformação na região austenítica
Na primeira etapa da laminação controlada, os grãos austeníticos, que se
encontram grosseiros, são deformados em altas temperaturas, no qual ocorre a
recristalização completa desta fase, promovendo então o refino de grão
austenítico. A deformação aplicada deve ser alta o suficiente para promover a
recristalização da austenita em cada passe.
2.1.3.2 Fase de Espera
Nesta fase a laminação é interrompida pois o material encontra-se numa região
no qual poderá promover o surgimento de uma microestrutura de grãos com
tamanhos heterogêneos, que prejudica a tenacidade do material. Isso ocorre pois
os elementos microligantes podem promover uma recristalização intermitente da
austenita.
2.1.3.3 Laminação de acabamento
Nesta etapa é realizada a deformação do aço numa temperatura acima da linha
A3 e abaixo da temperatura de recristalização da austenita. Essa deformação é
capaz de promover um encruamento nos grãos austenítios e, por conseqüência,
deixá-los achatados (TEOH, 1995).
Foi observado que a formação de ferrita proveniente de austenita totalmente
recristalizada ocorre de maneira seletiva em regiãos com maior concentração de
carbono e manganês. Essa nucleação preferencial pode acarretar em grãos
ferríticas de tamanhos heterogêneos, podendo prejudicar as propriedades do
material (KOZASU, 1992).
Caso a formação da ferrita ocorra em temperaturas mais baixas, a cinética de
transformação é fortemente acelerada principalmente pela energia provinda da

28
deformação realizada na austenita. Sendo assim, concentração dos elementos de
liga é deixada de lado no que diz respeito a nucleação de grãos ferríticos,
tornando-se homogênea em todo o material. Além disso, as presenças de
contornos e subcontornos aumentam devido a deformação, aumentando ainda
mais a velocidade de nucleação da ferrita pois promovem também a nucleação
intergranular. (KASPAR, 1983).
Figura 6 - Representação do processo de laminação controlada (GORNI; SILVEIRA; REIS, 2009)
A Figura 6 mostra a representação ilustrativa do processo de laminação
controlada mostrando as temperaturas de trabalho e suas microestruturas.
2.2 Requisitos da norma API 5L
Os aços que são utilizados na fabricação de tubos para transporte de óleo e gás
são fabricados de modo a atender os requisitos especificados na norma API 5L
[API, 2012], cuja edição mais recente entrou em vigor em Julho de 2013. Vale
lembrar que a referida norma estabelece requisitos para “tubos”, e não para
matérias-primas (entenda como matéria-prima as chapas e/ou bobinas de aço).
29
A norma API 5L estabelece diversas classes para tubos, sendo que a terminologia
adotada para as mesmas é baseada no limite de escoamento do aço utilizado
para a fabricação do tubo, exceção feita para as designações dos graus A e B,
que não fazem referência ao limite do escoamento. Esta terminologia consiste em
utilizar números acompanhando as letras A ou X: tais números referem-se ao
mínimo limite de escoamento do tubo, expresso em ksi. Exemplo: Tubo API 5L
X70, significa que o tubo foi fabricado segundo a norma API 5L e que o grau do
material é X70, ou seja, o material com que o
tubo em questão foi fabricado apresenta no mínimo um limite de escoamento de
70.000 psi, equivalente a 485MPa.
A norma API 5L introduz um termo “PSL” (Product Specification Level) dividindo
as classes de tubos em dois níveis:
- PSL 1: abrange os graus A25 até X70
- PSL 2: abrange os graus B até X120, que impõe requisitos adicionais, como por
exemplo, limites máximos para escoamento e resistência, tenacidade obrigatória
e maiores restrições de composição química.
2.2.1 Composição Química
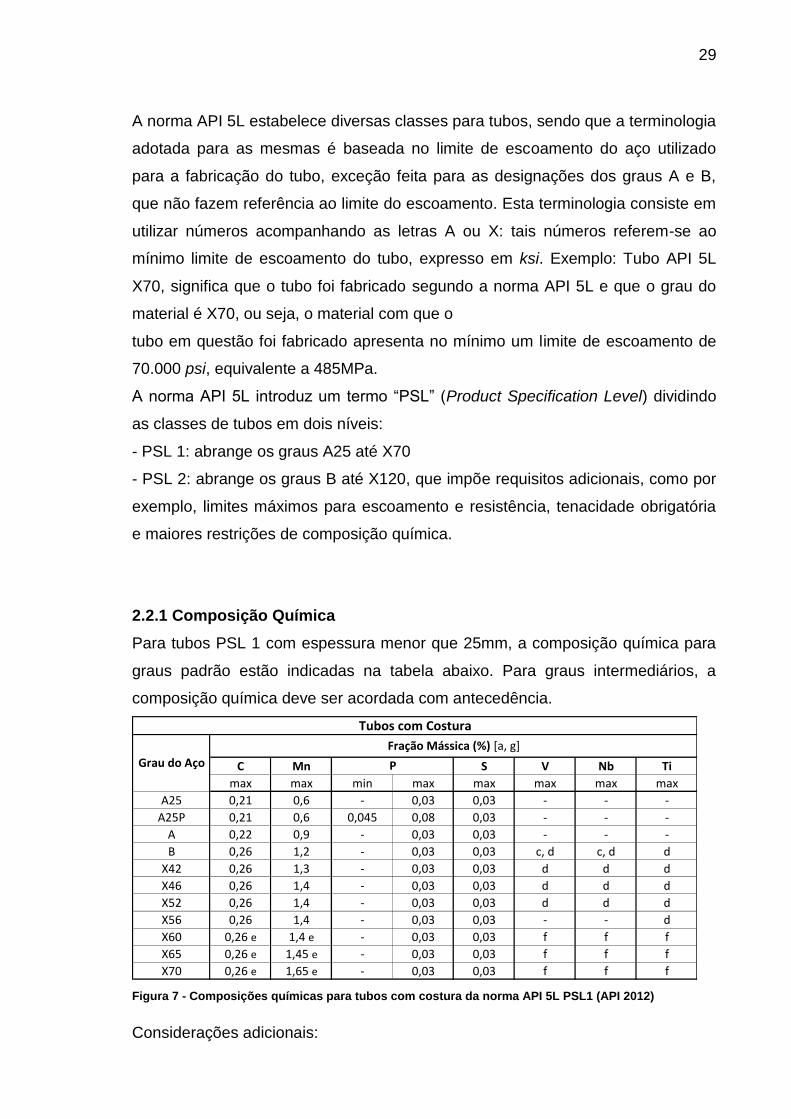
Para tubos PSL 1 com espessura menor que 25mm, a composição química para
graus padrão estão indicadas na tabela abaixo. Para graus intermediários, a
composição química deve ser acordada com antecedência.
Figura 7 - Composições químicas para tubos com costura da norma API 5L PSL1 (API 2012)
Considerações adicionais:
C Mn S V Nb Ti
max max min max max max max max
A25 0,21 0,6 - 0,03 0,03 - - -
A25P 0,21 0,6 0,045 0,08 0,03 - - -
A 0,22 0,9 - 0,03 0,03 - - -
B 0,26 1,2 - 0,03 0,03 c, d c, d d
X42 0,26 1,3 - 0,03 0,03 d d d
X46 0,26 1,4 - 0,03 0,03 d d d
X52 0,26 1,4 - 0,03 0,03 d d d
X56 0,26 1,4 - 0,03 0,03 - - d
X60 0,26 e 1,4 e - 0,03 0,03 f f f
X65 0,26 e 1,45 e - 0,03 0,03 f f f
X70 0,26 e 1,65 e - 0,03 0,03 f f f
Tubos com Costura
Fração Mássica (%) [a, g]
PGrau do Aço

30
a) Cu ≤ 0,50%; Ni ≤ 0,50%; Cr ≤ 0,50%; Mo ≤ 0,15%
b) Para cada redução de 0,01% da concentração máxima de carbono, um
incremento de 0,05% da concentração máxima de Mn é permitido, até um máximo
de 1,65% de graus maiores ou iguais a B e menores ou iguais a X52; até um
máximo de 1,75% para graus maiores que X52 e menores que X70; até um
máximo de 2,00% para grau X70.]
c) Salvo acordo, Nb + V ≤ 0,06%
d) Nb + V + Ti ≤ 0,15%
e) Salvo acordo
f) Salvo acordo, Nb + V+ Ti ≤ 0,15%
g) Nenhuma adição intencional de B é permitida e o residual de B ≤ 0,001%.
Para tubos PSL 2 com espessura menor que 25mm, a composição química para
graus padrão estão indicadas na tabela abaixo. Para graus intermediários, a
composição química deve ser acordada com antecedência.
Figura 8 - Composições químicas para tubos com costura da norma API 5L PSL2 (API 2012)
Considerações adicionais:
a) Com base na análise de produtos. O CEIIW é aplicável se C > 0,12% e o CEPCM
é aplicável se C ≤ 0,12%.
C [b] Si Mn [b] P S V Nb Ti Outros CEIIW CEPcm
BM 0,22 0,45 1,2 0,025 0,15 0,05 0,05 0,04 e, l 0,43 0,25
X42M 0,22 0,45 1,3 0,025 0,15 0,05 0,05 0,04 e, l 0,43 0,25
X46M 0,22 0,45 1,3 0,025 0,15 0,05 0,05 0,04 e, l 0,43 0,25
X52M 0,22 0,45 1,4 0,025 0,15 d d d e, l 0,43 0,25
X56M 0,22 0,45 1,4 0,025 0,15 d d d e, l 0,43 0,25
X60M 0,12 [f] 0,45 [f] 1,60 [f] 0,025 0,15 g g g h, l 0,43 0,25
X65M 0,12 [f] 0,45 [f] 1,60 [f] 0,025 0,15 g g g h, l 0,43 0,25
X70M 0,12 [f] 0,45 [f] 1,70 [f] 0,025 0,15 g g g h, l 0,43 0,25
X80M 0,12 [f] 0,45 [f] 1,85 [f] 0,025 0,15 g g g i, l 0,43 [f] 0,25
X90M 0,1 0,55 [f] 2,10 [f] 0,02 0,1 g g g i, l 0,25
X100M 0,1 0,55 [f] 2,10 [f] 0,02 0,1 g g g i, j 0,25
X120M 0,1 0,55 [f] 2,10 [f] 0,02 0,1 g g g i, j 0,25
-
Tubos com Costura
Fração Mássica (% máxima) Carbono Equivalente (% máxima) [a]Grau do
Aço
31
b) Para cada redução de 0,01% da concentração máxima de carbono, um
incremento de 0,05% da concentração máxima de Mn é permitido, até um máximo
de 1,65% de graus maiores ou iguais a B e menores ou iguais a X52; até um
máximo de 1,75% para graus maiores que X52 e menores que X70; até um
máximo de 2,00% para grau X70.]
c) Salvo acordo, Nb + V ≤ 0,06%
d) Nb + V + Ti ≤ 0,15%
e) Salvo acordo, Cu ≤ 0,50 %; Ni ≤ 0,50 %; Cr ≤ 0,50% and Mo ≤ 0, 50 %.
f) Salvo acordo.
g) Salvo acordo, Nb + V + Ti ≤ 0,15 %.
h) Salvo acordo, Cu ≤ 0,50 %; Ni ≤ 0,50 %; Cr ≤ 0,50% and Mo ≤ 0, 50%.
i) Salvo acordo, Cu ≤ 0,50 %; Ni ≤ 0,50 %; Cr ≤ 0,50% and Mo ≤ 0, 50%.
j) B ≤ 0,004%.
k) Salvo acordo, Cu ≤ 0,50 %; Ni ≤ 1,00 %; Cr ≤ 0,55% and Mo ≤ 0, 80 %.
l) Para todos os tubos de grau PSL2, exceto aqueles com a consideração j)
aplicada, o seguinte é aplicável: salvo acordo, a adição intencional de B não é
permitida e B residual ≤ 0,001%.
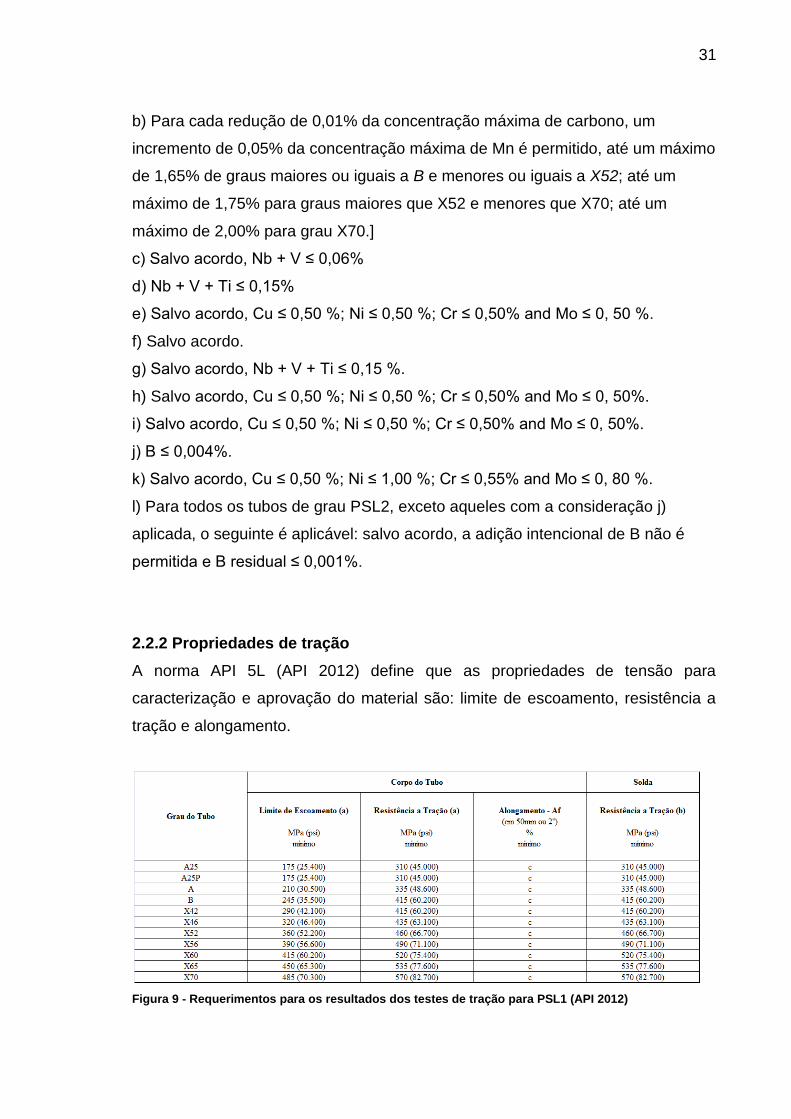
2.2.2 Propriedades de tração
A norma API 5L (API 2012) define que as propriedades de tensão para
caracterização e aprovação do material são: limite de escoamento, resistência a
tração e alongamento.
Figura 9 - Requerimentos para os resultados dos testes de tração para PSL1 (API 2012)
32
Considerações adicionais:
a) Para graus intermediários, a diferença entre a resistência à tração mínima
especificada e o limite de escoamento mínimo especificado para o corpo do tubo
deve ser o constante da tabela para o grau imediatamente superior.
b) Para graus intermediários, a resistência à tração mínima especificada para a
solda deve ser o mesmo valor que foi determinado para o corpo do tubo usando a
consideração a).
c) O alongamento mínimo especificado, Af, expresso em percentagem e
arredondado para o mais próximo por cento.

33
Figura 10 - Requerimentos para os resultados dos testes de tração para PSL2 (API 2012)
Considerações adicionais:
a) Para graus intermediários, a diferença entre o limite de escoamento máximo
especificado e o limite de escoamento mínimo especificado deve ser o constante
da tabela para o grau imediatamente superior, e a diferença entre a resistência à
tração mínima especificada e o limite de escoamento mínimo especificado deve
ser o constante da tabela para o grau imediatamente superior. Para graus
intermediários até ao grau L320 ou X46, a resistência a tração deve ser ≤ 655

34
MPa (95 000 psi). Para graus intermediários superiores a L320 ou X46 e inferiores
a L555 ou X80, a resistência a tração deve ser ≤ 760 MPa (110 200 psi). Para
graus intermediários superiores a L555 ou X80, a resistência máxima a tração
admissível será obtido por interpolação. Para as unidades SI, o valor calculado
será arredondado para o mais próximo 5 MPa. Para unidades USC, o valor
calculado será arredondado para o mais próximo de 100 psi.
b) Para graus > L625 ou X90, Rp0,2 é aplicável.
c) Esse limite se aplica para tubos com diâmetro menor que 12,75””.
d) Para graus intermediários, a resistência à tração mínima especificada para a
solda deve ser o mesmo valor que foi determinado para o corpo do tubo usando a
consideração a).
e) Para tubos que requerem testes longitudinais, o limite de escoamento máximo
deve ser ≤ 495 MPa (71 800 psi).
f) O alongamento mínimo especificado, Af, expresso em percentagem e
arredondado para o mais próximo por cento.
g) Valores mínimo de Rt0,5/Rm podem ser especificados por acordo.
h) Para graus > L625 ou X90, Rp0,2/Rm é aplicável. Valores mínimos podem ser
especificados por acordo.
2.3 Processo de fabricação de tubos por soldagem de resistência
elétrica de alta frequência
O processo de fabricação de tubos com costura por resistência elétrica de alta
freqüência consiste em no processamento contínuo de bobinas de aço,
geralmente ARBL, através de diversos rolos formadores que tem como objetivo a
conformação gradativa do aço até que tenha a forma de coroa para a ocorrência
da soldagem posterior. Feito isso, a bobina já soldada é submetida a um
tratamento térmico na região de soldagem que tem como objetivo reduzir a
fragilidade da região soldada. Após a etapa de tratamento térmico tem-se a etapa
de calibração das bobinas, visando o ajuste geral de empena, ovalização,
diâmetro e perímetro. É um processo considerado de baixo custo e muito
produtivo se comparado a outros métodos de soldagem para tubos destinados a

35
indústria petrolífera, como àqueles conformados pelo processo UOE e com
soldagem por arco submerso.
Na TenarisConfab é possível realizar a confecção de tubos com diâmetro nominal
entre 4,5” e 20”, sendo possível alcançar espessuras de até 0,575”. A figura 11
mostra, esquematicamente, o processo de produção de tubos na TenarisConfab.
Figura 11 - Representação esquemática do layout de produção de tubos pelo processo de soldagem
ERW (TenarisConfab)
Primeiramente a bobina é girada em um equipamento de forma que sua ponta
alcance uma mesa tracionadora que é composta por diversos rolos aplainadores,
conhecido como calandragem.
Após o endireitamento, a bobina passa por facas circulares que cortam de 10 a
15mm de cada lateral da bobina visando deixar a chapa numa largura ideal para
processamento sem variação dimensional (largura de corte) além de proporcionar
uma qualidade de borda essencial para o processo de soldagem, como
paralelismo e limpeza.
Após determinada a largura de corte, as bobinas começam o processo de
conformação. Inicialmente tem-se a pré-formação através de rolos côncavos e
convexos num equipamento de leva o nome de “break down”. Após esta etapa, a
chapa passa pelo conformador de bordas, responsável por garantir um encontro
ideal para as bordas no processo de soldagem.

36
Figura 12 - Pré-formação da chapa – Rolos do Break Down
É possível observar já nesta etapa que as bobinas começam a sofrer um
estiramento lateral, aumentando sua largura. Após a etapa de pré-formação, a
bobina é encaminhada a uma cadeia de rolos, que tem como objetivo a
conformação gradual da mesma dando uma forma circular a bobina. Nesta etapa
também é possível observar um grande estiramento da bobina, elevando ainda
mais sua largura.
Após a cadeia de rolos, a bobina segue para os passos de haleta, que consiste
numa série de rolos conformadores que tem como objetivo comprimir a chapa
para que esta atinja a forma e perímetro ideal para soldagem. Nesta etapa é
possível observar numa redução de largura da chapa.
A figura abaixo demonstra o desenvolvimento da bobina durante todo o processo
de formação do processo ERW.
37
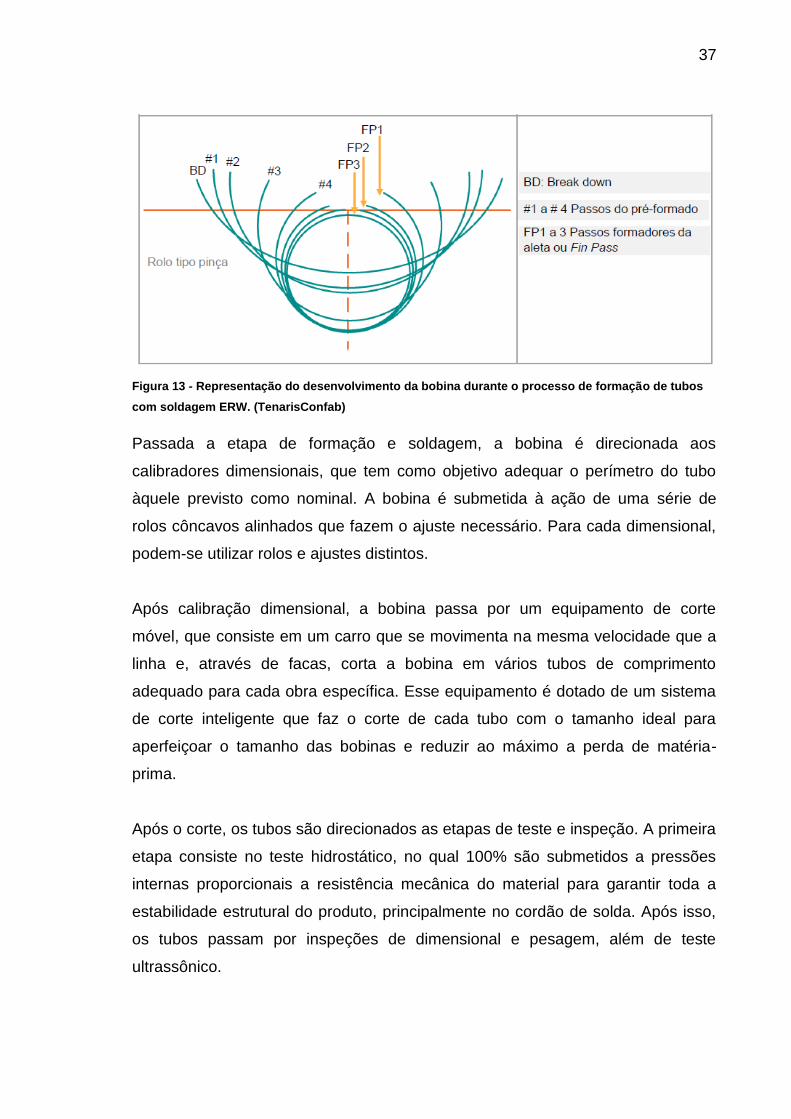
Figura 13 - Representação do desenvolvimento da bobina durante o processo de formação de tubos
com soldagem ERW. (TenarisConfab)
Passada a etapa de formação e soldagem, a bobina é direcionada aos
calibradores dimensionais, que tem como objetivo adequar o perímetro do tubo
àquele previsto como nominal. A bobina é submetida à ação de uma série de
rolos côncavos alinhados que fazem o ajuste necessário. Para cada dimensional,
podem-se utilizar rolos e ajustes distintos.
Após calibração dimensional, a bobina passa por um equipamento de corte
móvel, que consiste em um carro que se movimenta na mesma velocidade que a
linha e, através de facas, corta a bobina em vários tubos de comprimento
adequado para cada obra específica. Esse equipamento é dotado de um sistema
de corte inteligente que faz o corte de cada tubo com o tamanho ideal para
aperfeiçoar o tamanho das bobinas e reduzir ao máximo a perda de matéria-
prima.
Após o corte, os tubos são direcionados as etapas de teste e inspeção. A primeira
etapa consiste no teste hidrostático, no qual 100% são submetidos a pressões
internas proporcionais a resistência mecânica do material para garantir toda a
estabilidade estrutural do produto, principalmente no cordão de solda. Após isso,
os tubos passam por inspeções de dimensional e pesagem, além de teste
ultrassônico.

38
2.4 Efeito Bauschinger
A figura 14 mostra, esquematicamente, o comportamento de muitos materiais
durante deformação no sentido inicial e reverso.
Figura 14 - Representação esquemática do Efeito Bauschinger (ABEL, 1987)
Quando um material é deformado na direção axial até o regime plástico, é
descarregado, posteriormente sendo carregado na direção oposta é possível
observar uma queda do limite de escoamento durante a carga no sentido oposto
se comparado com àquele encontrado no sentido inicial. (YAN, 1998)
O Efeito Bauschinger é caracterizado não só por uma deformação plástica
prematura durante o carregamento reverso quando comparado ao carregamento
inicial, como também é acompanhado por um amolecimento permanente do
material ou não encruamento do mesmo. (MCCLINTOCK, 1966)
39
O Efeito Bauschinger pode ser explicado através da teoria das tensão residuais
localizadas. Essa teoria explica que, após deformação plástica no sentido inicial e
descarregamento, o material acumula tensões internas, semelhante àquelas
encontradas no empilhamento de discordâncias nos contornos de grão, que
agem contra a deformação no sentido inicial. Porém, quando o carregamento é
iniciado na direção oposta, essas tensões agem em favor do deslocamento no
sentido reverso, explicando assim a queda do limite de escoamento. (MASING,
1926)
Outra teoria encontrada para explicar a redução do limite de escoamento no
carregamento inverso é a teoria de deslocamento. Após o carregamento inicial e
deformação plástica, é possível observar-se no material um empilhamento de
discordâncias considerável. Após a carga reversa, discordâncias de sinais
opostos poderão interagir e se aniquilarem reduzindo tanto o encruamento quanto
o ponto de escoamento do material. (OROWAN, 1958)
2.4.1 Efeito Bauschinger em Line Pipes
Diversos estudos têm sido apresentados visando identificar a influência do Efeito
Bauschinger na formação de tubos para a indústria petrolífera. São analisados
diversos fatores como pré-deformação e microestrutura. São analisados também
a influência do Efeito Bauschinger em tubos que sofrem solicitação de tração
transversal ao seu comprimento.
Kostryzhev (KOSTRYZHEV et al, 2009) estudou o efeito do Efeito Bauschinger
em aços microligados com Nb e V. Foi observado que quanto maior a densidade
de partículas dispostas na matriz, maior será o decréscimo de resistência no
material, medido pelo parâmetro Bauschinger (BE).
O efeito da pré-deformação no Efeito Bauschinger foi investigado em um estudo
realizado em chapas X70 e X80 através de testes de tração-compressão. Foi
observado que a menor redução de limite de escoamento foi observada com uma
pré-deformação de 1%, enquanto o ponto máximo foi encontrado com pré-
deformação de 2%. Após essa pré-deformação, é observada uma nova queda na
redução de limite de escoamento nos materiais. Neste mesmo estudo foi

40
observada uma influência da microestrutura na redução do limite de escoamento
com fatores como a densidade de martensita-austenita e tamanho de grão.
Quanto maior a quantidade de martensita-austenita presente na microestrutura,
maior será a redução do limite de escoamento no material. O mesmo efeito no
limite de escoamento foi observado quando o tamanho de grão foi reduzido.
(SOHN et al, 2013)
Geralmente todo o decréscimo de limite de escoamento encontrado nos tubos é
direcionado ao Efeito Bauschinger. Porém a forma na qual são tiradas as
amostras para os ensaios podem influir diretamente no resultado encontrado.
Existem três formas de amostras para se realizar esse tipo de ensaio: corpos de
prova em toda espessura achatados, amostras cilíndricas e anéis. Grandes
diferenças podem ser encontradas quando são relacionadas amostras das duas
primeiras formas. Ensaios realizados com corpos de prova retirados de amostras
achatadas mostram uma queda maior no limite de escoamento se comparada a
queda apresentada pelas amostras cilíndricas. (PYSHMINTSEV, 2012)

41
3 Materiais e Métodos
Para o presente trabalho foram utilizadas amostras provenientes de uma obra que
tinha como objetivo a formação de tubos com soldagem ERW com diâmetro de
16’’ e 0,344’’ de espessura com grau API X65. Para a realização do trabalho
foram realizados testes de tração prismático, tração cilíndrico e dureza.
3.1 Teste de Tração Transversal Prismático
Foram realizados testes de tração transversal com amostras prismáticas
provenientes do corpo do tubo, localizados a 180° a junta soldada. Para a
realização deste ensaio, as amostras retiradas de um tubo formado são
achatadas a frio para a confecção do corpo de prova para teste, como mostrado
na figura abaixo.
Figura 15 - Localização da retirada de amostras para teste de tração transversal prismático. A: Anel proveniente do tubo; B: Anel achatado para retirada de amostra e confecção do corpo de prova
(ASTM A370, 2010).
Para ensaios de tração prismático são utilizadas amostras que contemplam toda a
espessura da parede do tubo. Com isso, as amostras apresentam-se da seguinte
maneira:
42
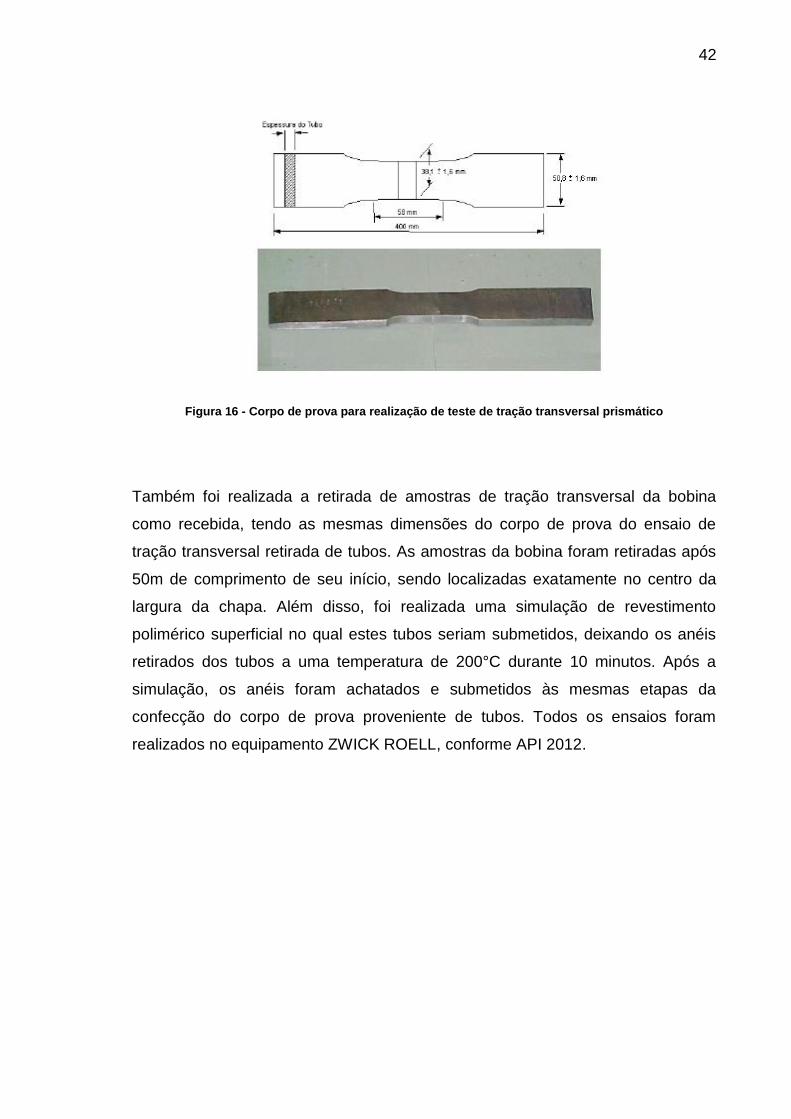
Figura 16 - Corpo de prova para realização de teste de tração transversal prismático
Também foi realizada a retirada de amostras de tração transversal da bobina
como recebida, tendo as mesmas dimensões do corpo de prova do ensaio de
tração transversal retirada de tubos. As amostras da bobina foram retiradas após
50m de comprimento de seu início, sendo localizadas exatamente no centro da
largura da chapa. Além disso, foi realizada uma simulação de revestimento
polimérico superficial no qual estes tubos seriam submetidos, deixando os anéis
retirados dos tubos a uma temperatura de 200°C durante 10 minutos. Após a
simulação, os anéis foram achatados e submetidos às mesmas etapas da
confecção do corpo de prova proveniente de tubos. Todos os ensaios foram
realizados no equipamento ZWICK ROELL, conforme API 2012.
43
Figura 17 - Equipamento ZWICK ROELL, utilizado para efetuar testes de tração transversal prismáticos
3.2 Teste de Tração Transversal Cilíndrico
Também foi realizada a retirada de amostras para ensaios de tração cilíndricos,
tendo como objetivo avaliar se existe a influência do achatamento a frio dos anéis
dos tubos no resultado de tração transversal prismático. As amostras foram
retiradas de bobinas, tubos formados e anéis de tubos formados submetidos a
simulação de revestimento. A retirada de amostras de tubos formados foi feita de
forma que algumas amostras fossem retiradas de anéis achatados e outras de
tubos sem a submissão do achatamento a frio.
Devido a baixa espessura do material em questão, as amostras utilizadas para
este experimento possuem dimensões de mini corpos de prova, com diâmetro de
4 mm e comprimento útil de 32mm. Os testes foram realizados no 810 MATERIAL
TEST SYSTEM, conforme ASTM 370.

44
Figura 18 - Modelo do corpo de prova utilizado no teste de tração cilíndrico; A = 32mm e D = 4mm (ASTM 370, 2010)
Figura 19 - Equipamento 810 MTS, utilizado para realização dos ensaios de teste de tração transversal cilíndrico
3.3 Dureza
A dureza significa a resistência à penetração de um metal duro em outro
fornecendo uma informação de grande importância para a Engenharia. Para o
presente estudo, foi empregada a utilização do equipamento LEITZ WETZLAR
7181 para a medição de dureza Vickers HV10.
Na bobina como recebido, foi realizada a retirada de amostra no centro da largura
da chapa, após 50m de comprimento do início da mesma. Também foram
retiradas amostras de dureza no corpo dos tubos formados, a 180° da solda, tanto

45
de amostras achatadas a frio como de amostras sem a submissão deste
achatamento.
O ensaio foi realizado conforme norma API 2012.
Figura 20 - Pontos de identação para ensaio de dureza Vickers HV10

46
4 Resultados e Discussão
4.1 Teste de Tração Transversal Prismático
A tabela 1 mostra os resultados obtidos nos testes de tração transversal
prismático:
Tabela 1 - Resultados do teste de tração transversal prismático
Amostra Situação
Limite de
Escoamento
(MPa)
Limite de
Resistência
(MPa)
LE/LR
TT 01 Bobina 488 572 0,85
TT 02 Bobina 482 565 0,85
TT 03 Bobina 498 584 0,85
TT 04 Tubo 445 573 0,78
TT 05 Tubo 450 572 0,79
TT 06 Tubo 429 567 0,76
TT 07 Revestimento 452 575 0,79
TT 08 Revestimento 464 583 0,80
TT 09 Revestimento 471 588 0,80
Com os resultados encontrados pode-se observar que há um decréscimo de limite
de escoamento após a formação dos tubos. Enquanto as amostras retiradas de
bobina (TT 01, TT 02 e TT 03) apresentam resultado médio de 489 MPa, o limite
de escoamento em tubos atingem apenas 441 MPa de média. Esse decréscimo
de mais de 45 MPa após toda a conformação dos tubos pode ser atribuído ao
Efeito Bauschinger, que tem por característica a redução do limite de escoamento
dos materiais. Se comparado os valores de limite de resistência, pode-se
observar que não existem diferenças significativas entre àqueles encontrados
entre bobinas e tubos, apresentando resultados médio de 574 MPa e 570 MPa,
respectivamente. Estes resultados impactam diretamente na razão elástica do
material, sendo este reduzido após a formação dos tubos.
47
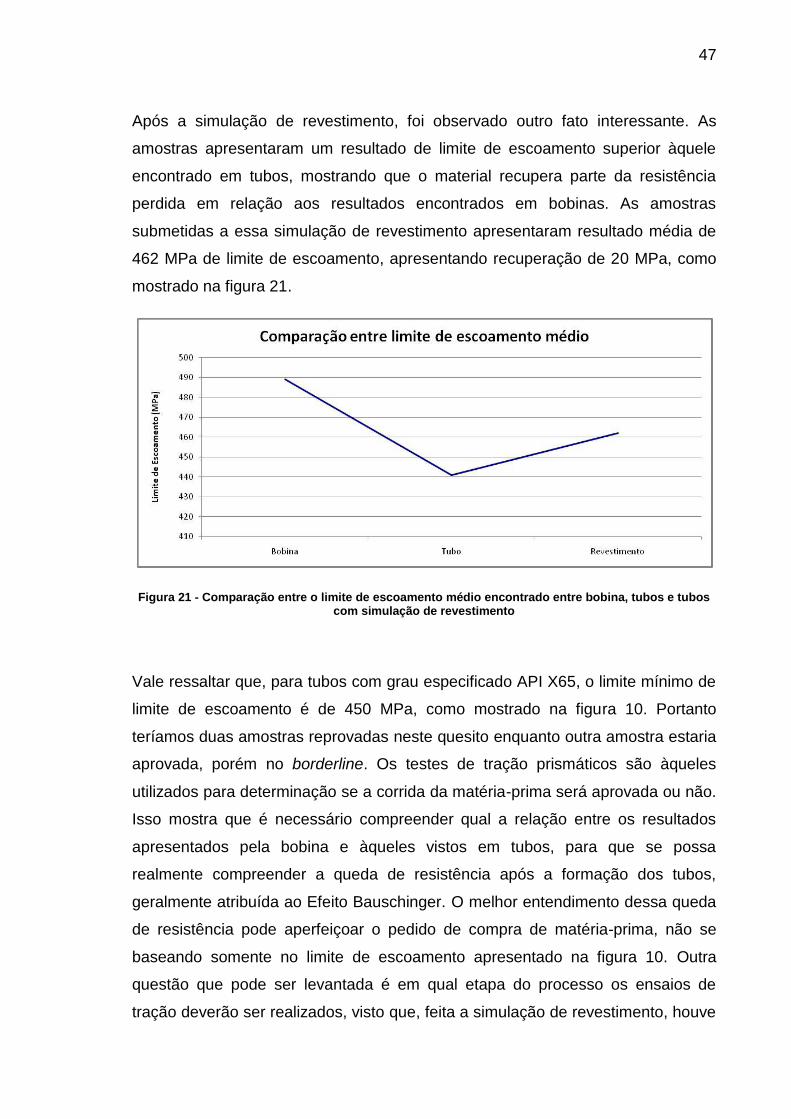
Após a simulação de revestimento, foi observado outro fato interessante. As
amostras apresentaram um resultado de limite de escoamento superior àquele
encontrado em tubos, mostrando que o material recupera parte da resistência
perdida em relação aos resultados encontrados em bobinas. As amostras
submetidas a essa simulação de revestimento apresentaram resultado média de
462 MPa de limite de escoamento, apresentando recuperação de 20 MPa, como
mostrado na figura 21.
Figura 21 - Comparação entre o limite de escoamento médio encontrado entre bobina, tubos e tubos com simulação de revestimento
Vale ressaltar que, para tubos com grau especificado API X65, o limite mínimo de
limite de escoamento é de 450 MPa, como mostrado na figura 10. Portanto
teríamos duas amostras reprovadas neste quesito enquanto outra amostra estaria
aprovada, porém no borderline. Os testes de tração prismáticos são àqueles
utilizados para determinação se a corrida da matéria-prima será aprovada ou não.
Isso mostra que é necessário compreender qual a relação entre os resultados
apresentados pela bobina e àqueles vistos em tubos, para que se possa
realmente compreender a queda de resistência após a formação dos tubos,
geralmente atribuída ao Efeito Bauschinger. O melhor entendimento dessa queda
de resistência pode aperfeiçoar o pedido de compra de matéria-prima, não se
baseando somente no limite de escoamento apresentado na figura 10. Outra
questão que pode ser levantada é em qual etapa do processo os ensaios de
tração deverão ser realizados, visto que, feita a simulação de revestimento, houve

48
uma alteração no limite de escoamento do material, mostrando que mesmo em
uma temperatura e tempo relativamente pequenos, há a influência dos mesmos
nos resultados.
Figura 22 - Comparação entre os resultados encontrados em tubos, tubos com simulação de revestimento e o limite mínimo API
Pode ser observado que todas as amostras retiradas após a simulação de
revestimento estariam, de acordo com a API 2012, aprovadas.
4.2 Teste de Tração Transversal Cilíndrico
A tabela 2 apresenta os resultados obtidos no teste de tração transversal
cilíndrico:

49
Tabela 2 - Resultados dos testes de tração transversal cilíndrico
Amostra Situação Limite de
Escoamento (MPa)
Média (MPa)
Desvio Padrão
TCT 01
Bobina
701
613 132 TCT 02 678
TCT 03 461
TCT 04
Tubo
409
400 27 TCT 05 422
TCT 06 371
TCT 07
Revestimento
475
468 8 TCT 08 460
TCT 09 470
TCT 10
Tubo Achatado
415
413 5 TCT 11 407
TCT 12 416
TCT 13 Revestimento
Achatado
486
479 16 TCT 14 491
TCT 15 461
De acordo com os resultados obtidos, é possível observar que o teste de tração
transversal cilíndrico apresenta uma mesma tendência dos resultados
apresentados pelos ensaios de tração transversal prismático. Os resultados
apresentados pelas amostras retiradas da bobina são os maiores, seguidos
daqueles apresentados por tubos com simulação de revestimento e tubos,
respectivamente.

50
Figura 23 - Comparação de limite de escoamento médio entre bobina, tubos e tubos com simulação de revestimento
As bobinas durante a conformação apresentam etapas trativas e etapas
compressivas. As etapas trativas (break down, cage roller) fazem parte do início
da conformação, enquanto as etapas compressivas (fin pass, calibradores) fazem
parte do final da conformação. Portanto ao fim da conformação, o material pode
estar com tensões internas residuais compressivas consideráveis. Ao ser
realizado o teste de tração, essas tensões residuais podem favorecer a
movimentação de discordâncias na direção de tração, fazendo com o que o limite
de escoamento seja reduzido no ensaio em tubos.
Pode ser observado que, mesmo sendo curto e com uma temperatura baixa, a
simulação do ciclo de revestimento pode fazer com que as tensões internas
residuais que auxiliam na movimentação de discordância no movimento de tração
sejam aliviadas, fazendo com que o limite de escoamento após o ciclo de
revestimento seja mais alto do que aquele apresentado em tubos. Pode-se dizer
que o ciclo de revestimento atenua o Efeito Bauschinger no ensaio de tração,
corroborando com os resultados obtidos nos ensaios de tração prismáticos.
A influência do achatamento de amostras nos resultados obtidos é bastante baixa.
Pode-se observar um pequeno aumento de resistência nas amostras, sendo em
tubos com simulação de revestimento ou não.

51
Figura 24 - Gráfico indicando a influência do achatamento de amostras no resultado de limite de escoamento médio
Na ação de achatamento de amostras, a superfície externa do material sofre com
a ação de forças compressivas, enquanto a superfície interna sofre com forças
trativas. A ação das forças trativas na superfície interna pode eliminar parte da
influência causada pelas tensões residuais resultantes da formação do tubo, visto
que elas atuarão diretamente no achatamento das amostras. Sendo assim, com
uma quantidade de tensões residuais concentrada somente na superfície externa
do tubo, pode-se observar um ligeiro aumento de resistência no resultados
obtidos em amostras achatadas, tanto em tubos quanto nas amostras com
simulação de revestimento.
A ação do achatamento pode atuar como um elemento atenuante do Efeito
Bauschinger no ensaio de tração transversal, assim como o ciclo de revestimento.
Dessa maneira, é possível observar que, dos testes realizados em tubos, aqueles
que possuem os maiores valores são os que foram achatados e sofreram com a
ação de revestimento.
4.3 Dureza
A tabela 3 apresenta os resultados obtidos no ensaio de dureza Vickers HV10:

52
Tabela 3 - Resultados do ensaios de dureza Vickers HV10
Amostra Condição
LINHA A LINHA B LINHA C
Média Geral
1 2 3 Média 1 2 3 Média 1 2 3 Média
DB Bobina 191 188 190 190 187 186 186 186 191 193 193 192 189
DT Tubo 218 220 216 218 219 212 216 216 227 224 220 224 219
DTR Revestimento 216 212 205 211 206 209 200 205 217 214 217 216 211
DTA Tubo Achatado 209 208 214 210 203 204 205 204 206 208 207 207 207
DTRA Revestimento
Achatado 203 202 207 204 193 198 191 194 201 203 203 202 200

53
Os resultados de dureza mostram uma tendência oposta daquela apresentada
pelos ensaios de tração transversal. Enquanto nos ensaios de tração víamos uma
queda considerável do limite de escoamento entre bobina e tubo e depois uma
recuperação de parte dessa resistência perdida após a simulação de
revestimento, nos ensaios de dureza vemos exatamente o inverso. Os valores de
dureza encontrados nas amostras de bobina são os menores se comparados
entre tubos e tubos com simulação de revestimento, sendo que os valores das
amostras de tubos são os mais elevados.
Figura 25 - Comparação dos valores de dureza Vickers HV10 encontrados em bobinas, tubos e tubos com simulação de revestimento
Os materiais após passarem com uma conformação a frio, geralmente
apresentam aumento de resistência devido ao encruamento (multiplicação de
discordâncias, aumento de tensões internas residuais). Este fato pode ser
comprovado pelo aumento de dureza encontrado nos tubos, se comparado com
as bobinas. Após esse material passar por um pequeno ciclo térmico, pode haver
o alívio de tensões residuais e uma possível aniquilação de discordâncias,
fazendo com que os resultados de dureza decresçam. Essa maior quantidade de
tensões internas, que provoca o aumento de resistência em tubos, altera o
comportamento do material quando solicitado em tração. Essas tensões residuais,
que atuam contra a deformação em compressão do material, facilitam o

54
escoamento no sentido de tração. Isso pode explicar o valor alto de dureza e o
baixo limite de escoamento em tração encontrado em tubos.
De maneira inversa, a mesma explicação funciona para avaliar o comportamento
do material após o revestimento. Feito o ciclo térmico, como dito acima, pode
ocorrer o alívio de tensões residuais e, consequentemente, o decréscimo no valor
de dureza. Porém, com a queda de tensão residual, diminui também a “ajuda” que
essa tensão dá quando o material é solicitado em tração. Isso pode explicar o
valor de limite de escoamento maior encontrado em tubos revestidos do que
aqueles encontrados em tubos sem a simulação de revestimento.
Em relação ao achatamento das amostras, pode-se observar o comportamento da
dureza nas figuras 26 e 27.
Figura 26 - Influência do achatamento de amostras nos resultados de dureza em tubos
55
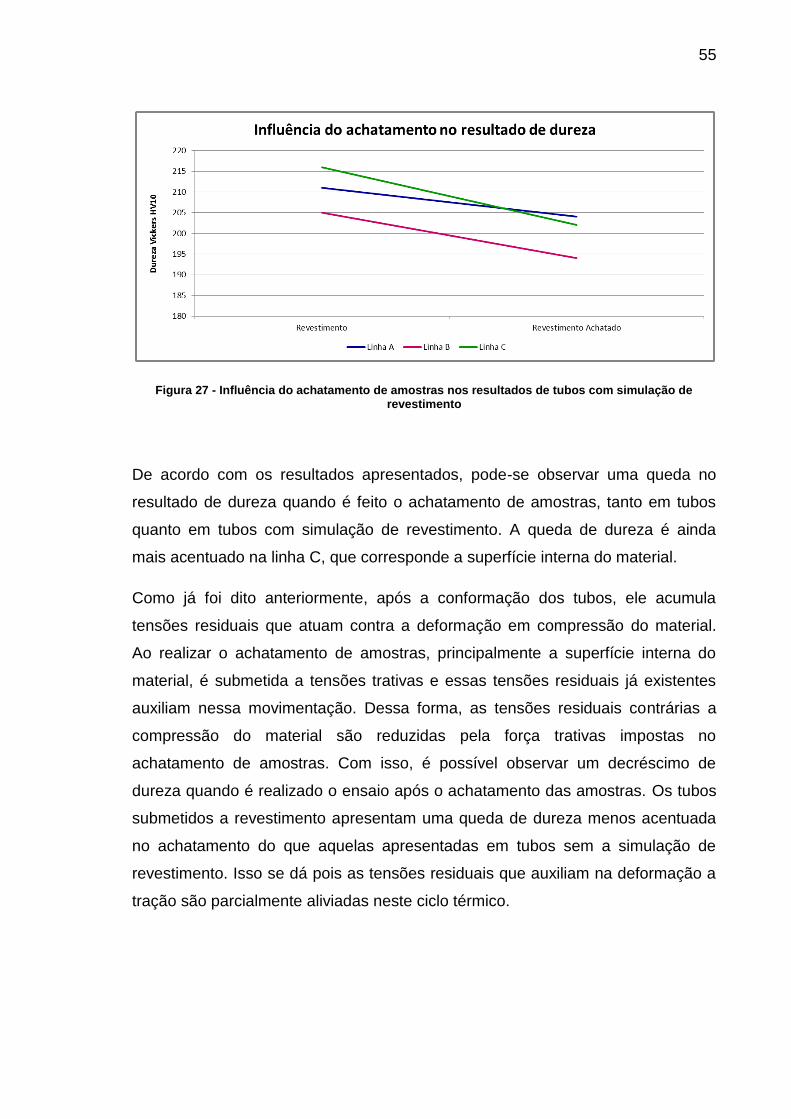
Figura 27 - Influência do achatamento de amostras nos resultados de tubos com simulação de revestimento
De acordo com os resultados apresentados, pode-se observar uma queda no
resultado de dureza quando é feito o achatamento de amostras, tanto em tubos
quanto em tubos com simulação de revestimento. A queda de dureza é ainda
mais acentuado na linha C, que corresponde a superfície interna do material.
Como já foi dito anteriormente, após a conformação dos tubos, ele acumula
tensões residuais que atuam contra a deformação em compressão do material.
Ao realizar o achatamento de amostras, principalmente a superfície interna do
material, é submetida a tensões trativas e essas tensões residuais já existentes
auxiliam nessa movimentação. Dessa forma, as tensões residuais contrárias a
compressão do material são reduzidas pela força trativas impostas no
achatamento de amostras. Com isso, é possível observar um decréscimo de
dureza quando é realizado o ensaio após o achatamento das amostras. Os tubos
submetidos a revestimento apresentam uma queda de dureza menos acentuada
no achatamento do que aquelas apresentadas em tubos sem a simulação de
revestimento. Isso se dá pois as tensões residuais que auxiliam na deformação a
tração são parcialmente aliviadas neste ciclo térmico.

56
5 Conclusão
Os ensaios de tração transversal prismáticos mostraram que os tubos tem um
limite de escoamento menor do que aqueles encontrados em bobina. A simulação
do ciclo de revestimento mostrou que o material recupera parte da resistência
quando o ensaio é realizado após esta etapa.
Os ensaios de tração transversal cilíndrico indicam a mesma tendência
apresentada pelos ensaios de tração prismáticos. Os tubos tem um menor limite
de escoamento se comparado com bobinas e tubos com simulação de
revestimento.
O achatamento de amostras apresentam uma influência muito pequena nos
resultados apresentados nos ensaios de tração cilíndricos, mostrando um
aumento menor que 5%.
Nos ensaios de dureza é possível observar uma tendência oposta àquela vista
nos ensaios de tração transversal. Os resultados encontrados em tubos são os
mais elevados, seguidos de tubos com simulação de revestimento e bobinas.
O achatamento de amostras tem uma tendência em reduzir os valores de dureza,
tanto em tubos quanto em tubos revestidos, sendo que a queda mais acentuada é
encontrada em tubos sem a simulação do revestimento.
Toda a tensão interna adquirida pelo material durante a conformação do tubo age
de forma positiva com relação aos valores de dureza, visto que o material tem um
aumento desta grandeza, se comparado as bobinas. Por outro lado, essa tensão
interna, que age contra a movimentação de discordâncias no sentido final da
conformação do tubo, que é de compressão, acaba auxiliando na deformação
precoce dos materiais quando solicitados em tração. Essa queda do limite de
escoamento durante o ensaio de tração pode ser atribuída ao Efeito Bauschinger.
Ao realizar-se a simulação de revestimento é observado uma queda nos valores
de dureza, tendo em vista que existe um relaxamento das tensões internas do
material. Com o relaxamento destas tensões internas, há um menor auxílio destas
tensões no sentido de tração destes material, acarretando em valores de limite de

57
escoamento maiores, reduzindo a influência do Efeito Bauschinger no resultado
final de tração.
58
6 Referências Bibliográficas
API 2012, AMERICAN PETROLEUM INSTITUTE. Specification for Line Pipe – API Specification 5L. 45nd Edition. 2012. LESLIE, W. C. The Physical Metallurgy of Steels, McGraw – Hill Book Company, New York, p. 189 – 201, 1981. PICKERING, F. B. Physical Metallurgy and the Design of Steels, Applied Science Publishers Ltd., London, p. 60-68, 1978. HILDEBRAND, H. G.; GRAF, M.; KALWA, C. Development and production of high strenght pipeline steels. Niobium, p. 1-28, 2001. AKHLAGHI, S., et AL., Precipitation bahaviour of a grade 100 strutural steel”, Canadian Metallurgical Quaterly, vol. 41, p. 111-119, Canadá, 2002. GORNI, A. A.; SILVEIRA, J. H. D.; REIS, J. S. S. Estudo avalia o desenvolvimento de chapas de aço com grão ultrafino. Revista corte e conformação de materiais, 2007. TEOH, L. L. Journal of Materials Processing Technology 48, p. 475-481, 1995. KOZASU, I. Processing – Termomechanical Controlled Processing. Materials Science and Technology – A compreensive treatment: Constitution and Properties of Steels, vol. 7, p. 186-217, 1992. KASPAR, R., et AL. Gefuegezeiligkeit in warmbreitband aus mikrolegiertem bauhtahl. Archive fuer das Eisenhuettenwesen, p. 273-276, 1893. HOU, H.; CHEN, Q.; LIU, Q.; DONG, H. Grain refinement of a Nb–Ti microalloyed steel through heavy deformation controlled cooling. Journal of Materials Processing Technology 137, p. 173–176, 2003. GORNI, A. A.; SILVEIRA, J. H. D.; REIS, J. S. S. Aços microligados na fabricação de tubos soldados com grande diâmetro. Revista Tubo & Companhia, vol. 26, p. 52-63, 2009. ABEL, A. Historical perspectives and some of the main features of the
Bauschinger Effect. Materials Forum. 10, p 11-25, 1987.
YAN, Jun. Study of Bauschinger Effect in various spring steels. Dissertação de
Mestrado, Universidade de Toronto, 1998.
MCCLINTOCK, F. A.; ARGON, A. S. Mechanical behavior of materials. Addison-
Wesley, p. 185, 1966.
59
MASING, G. IBID. p. 135, 1926.
OROWAN, E. Cause and effect of internal stresses - internal stresses and fatigue
in metal. Detroit, 1958.
GOSTRYZHEV, A. G.; STANGWOOD, M.; DAVIS, C. L. Baushinger Effect in Nb
and V alloyed line-pipe steel. Ironmaking and Steelmaking, vol.36, p. 186-192,
2009.
SHON, S. S.; HAN, S. Y.; SHIN, S. Y.; BAE, J.; LEE S. Effects of Microstruture
and Pre-strain on Bauschinger Effect in API X70 and X80 Linepipe Steels. Met.
Mater. Int., vol. 19, p. 423-431, 2013.
PYSHMINTSEV, I. Y.; PUMPYANSKYI, D. A.; MARCHENKO, L . G.;
STOLYAROV, V. I. Strenght and Bauschinger Effect in TMCP Line Pipe Steels,
2012.
ASTM A370. Standard Test Methods and Definitions for Mechanical Testing of
Steel Products, 2010.