UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
76
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA LUANA VICENTE DO NASCIMENTO Efeito da temperatura de recozimento sobre as propriedades mecânicas e microestrutura da liga AA5182 em função do grau de redução a frio Lorena 2014
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
LUANA VICENTE DO NASCIMENTO
Efeito da temperatura de recozimento sobre as propriedades mecânicas e
microestrutura da liga AA5182 em função do grau de redução a frio
Lorena
2014


LUANA VICENTE DO NASCIMENTO
Efeito da temperatura de recozimento sobre as propriedades mecânicas e
microestrutura da liga AA5182 em função do grau de redução a frio
Trabalho de Graduação apresentado à
Escola de Engenharia de Lorena da
Universidade de São Paulo para
obtenção do título de Engenheiro de
Materiais.
Orientador: Prof. Dra. Sandra Giacomin
Schneider
Co-orientador: Prof. MSc. Alexandre
Sartori
Lorena
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha Catalográfica Elaborada pela Biblioteca Especializada em Engenharia de Materiais
USP/EEL
Nascimento, Luana Vicente do
Efeito da temperatura de recozimento sobre as propriedades mecânicas
e microestrutura da liga AA5182 em função do grau de redução a frio. /
Luana Vicente do Nascimento ; orientador Sandra Giacomin Schneider--
Lorena, 2014.
75f.:il.
Trabalho apresentado como requisito parcial para obtenção do grau de
Engenheiro de Materiais– Escola de Engenharia de Lorena - Universidade
de São Paulo.
1. Alumínio 2. Laminação 3. Liga AA5182 4. Propriedades
mecânicas 5. Recristalização I. Título.
CDU 669.1

Aos meus pais que adiaram tantos planos
em favor da minha formação e que sempre
apoiaram minhas decisões.
À minha irmã pela credibilidade e apoio
durante esse caminho.


AGRADECIMENTOS
À minha família pelo apoio, compreensão e por acreditar que seria possível.
Aos amigos Salma Santos e Enéias Dias Moraes que me acompanharam, me
apoiaram e me deram ânimo não somente na realização deste trabalho, mas em toda a
graduação.
Ao cunhado e amigo Jefferson William pela ajuda na elaboração dessa
monografia.
Ao Prof. Dr. Carlos Alberto Baldan pela gentileza em executar a laminação.
À Prof. Dra. Sandra Giacomin Schneider pela cooperação neste trabalho e no meu
desenvolvimento durante a graduação.
À Novelis do Brasil Ltda. pelo incentivo e apoio no desenvolvimento deste
trabalho.
Aos colegas da Tecnologia (Novelis do Brasil) que foram coautores deste
trabalho, em especial, ao Eng. Alexandre Sartori pelo tema, direcionamento e incentivo, ao
Téc. Márcio Rocha que me ajudou na preparação metalográfica, ao Téc. Ramon Silva que
realizou os ensaios mecânicos e ao Téc. Felipe Pereira que me ajudou em todas as etapas
deste trabalho.
Aos Gestores Matheus Guedes, Luciano Gouveia Silva e ao Especialista Luiz
Murad pelo apoio, incentivo e compreensão.

Que a felicidade não dependa do tempo,
nem da paisagem, nem da sorte, nem do
dinheiro. Que ela possa vir com toda a
simplicidade, de dentro para fora, de cada
um para todos.
Carlos Drummond de Andrade

RESUMO
Nascimento, L. V. Efeito da temperatura de recozimento sobre as propriedades
mecânicas e microestrutura da liga AA5182 em função do grau de redução a frio.
2014. 75p. Trabalho de conclusão de curso (Engenharia de materiais) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
A liga de alumínio AA5182 em forma de chapa é utilizada atualmente no Brasil
principalmente na manufatura de tampas de bebidas. O presente trabalho visa estudar o
efeito da temperatura de recozimento sobre a microestrutura e, conseqüentemente, sobre as
propriedades mecânicas da liga AA5182, em função do grau de redução a frio, com a
finalidade de desenvolver novos produtos com essa liga. Partiu-se de 61 amostras obtidas
por laminação a quente com dimensões 210 x 300 mm, onde a espessura é um parâmetro
confidencial. Essas amostras foram laminadas a frio em cinco graus de redução diferentes:
12, 20, 40, 60 e 80%. Desta forma, para cada set-up do laminador foram produzidas 12
chapas. Esse material foi recozido isotermicamente em onze temperaturas, de 140 a 340°C,
com variação de 20 °C entre elas. Para cada temperatura, foi colocada uma chapa de cada
espessura no forno durante 1 hora. Para análise das propriedades mecânicas foram
realizados ensaios de tração e para análise da microestrutura, utilizou-se microscopia
óptica convencional. Através das curvas de recozimento e micrografias obtiveram-se as
temperaturas onde ocorre apenas recuperação, recozimento parcial e recristalização
completa para cada grau de redução. Quanto maior o grau de redução a frio da amostra,
menor foi a temperatura de recristalização e menor o tamanho médio de grão obtido pós
recozimento. Assim, a amostra laminada a frio a 80% de redução, recristalizou a 280 °C
com tamanho de grão de 10 µm, enquanto que a amostra com 12% de redução recristalizou
a 340 °C com tamanho médio de grão de 95 µm.
Palavras chave: Alumínio. Laminação. Liga AA5182. Propriedades mecânicas.
Recristalização.

ABSTRACT
Nascimento, L. V. Effect of annealing temperature on the mechanical properties and
microstructure of alloy AA5182 as a function of degree of cold reduction. 2015. 75p.
Graduate work (Materials engineering) – Escola de Engenharia de Lorena, Universidade de
São Paulo, Lorena, 2014
The aluminum alloy AA5182 sheet is currently used in Brazil mainly in the manufacture of
lids of beverage cans. The present work aims to study the effect of annealing temperature
on the microstructure and consequently on the mechanical properties of the alloy AA5182,
according to the degree of cold reduction, in order to develop new products with this alloy.
Starting from 61 samples obtained by hot rolling with dimensions 210 x 300 mm, where
the thickness is a confidential parameter. These samples were cold rolled in five different
degrees of reduction: 12, 20, 40, 60 and 80%. Thus, for each set-up of the roller 12 sheets
were produced. This material was isothermally annealed in eleven temperatures from 140
to 340 ° C, with a range of 20 ° C between them. For each temperature, was put a sheet of
each thickness in the oven for 1 hour. Tensile tests were performed to analyze the
mechanical properties and optical microscopy for microstructural analysis. Through the
annealing curves and micrographs were obtained the temperatures recovery, partial
annealing and complete recrystallization each degree of reduction. As higher the degree of
cold reduction of the sample, as lower the recrystallization temperature and the smaller the
average grain size obtained after annealing. Thus, the sample cold rolled to 80% reduction
recrystallized at 280 ° C with grain size of 10 µm, while the sample with 12% reduction
recrystallized at 340 ° C with an average grain size of 95 µm.
Keywords: Aluminum. Rolling. Alloy AA5182. Mechanical properties. Recrystallization.

SUMÁRIO
1 INTRODUÇÃO, JUSTIFICATIVA E OBJETIVOS............................................ 12
2 REVISÃO BIBLIOGRÁFICA ............................................................................. 14
2.1 Considerações gerais sobre o alumínio ................................................................... 14
2.2 Classificação das ligas de alumínio ....................................................................... 16
2.2.1 Classificação quanto ao processo de fabricação ................................................. 16
2.2.2 Classificação quanto a têmpera ......................................................................... 17
2.2.3 Classificação quanto à composição química ...................................................... 19
2.3 Aspectos metalúrgicos da liga AA5182 ................................................................ 21
2.3.1 Estrutura de solidificação da AA5182 obtida por “Direct Chill” ....................... 22
2.3.2 Estrutura de partículas da AA5182 DC após homogeneização .......................... 24
2.3.3 O estado encruado ............................................................................................... 28
2.3.4 Recozimento ...................................................................................................... 33
2.3.4.1 Recuperação .................................................................................................... 34
2.3.4.2 Recristalização ................................................................................................. 35
3 MATERIAIS E MÉTODOS .................................................................................. 39
3.1 Materiais ................................................................................................................ 39
3.2 Métodos ................................................................................................................. 42
3.2.1 Recozimento ....................................................................................................... 42
3.2.2 Ensaio de Tração ................................................................................................. 43
3.2.3 Preparação Metalográfica ................................................................................... 43

3.2.4 Microscopia Óptica .......................................................................................... 44
4 RESULTADOS E DISCUSSÃO ........................................................................... 46
4.1 Ensaio de tração uniaxial - Efeito da temperatura de recozimento sobre as
propriedades mecânicas .................................................................................... 46
4.2 Microscopia óptica - Efeito da temperatura de recozimento sobre a
microestrutura ............................................................................................................... 52
4.3 Correlação entre propriedades mecânicas, microestrutura e grau de redução a
frio ..................................................................................................................... 64
5 CONCLUSÕES ..................................................................................................... 69
Referências ................................................................................................................... 70


12
1. INTRODUÇÃO, JUSTIFICATIVA E OBJETIVOS
O alumínio apresenta uma excepcional combinação de propriedades a qual o torna
um dos mais versáteis materiais utilizados na engenharia e indústria em geral
(ABAL,2014). O alumínio segue o aço entre os metais de maior consumo anual, sendo o
mais importante dos metais não ferrosos (UNIVERSIDADE FEDERAL DO PARANÁ,
2014). Nos últimos 15 anos, a produção do alumínio no Brasil cresceu a uma taxa média de
3,9% ao ano. Um estudo recente da Fundação Getúlio Vargas (FGV) realizou projeções
sobre o consumo de alumínio para o Brasil e para o mundo. A perspectiva para o Brasil é
de um crescimento com taxa média de 4,1% ao ano até 2015. (REVISTA ALUMÍNIO,
2014).
As ligas de alumínio têm várias aplicações e um dos campos mais atraentes é o
que exige elevada resistência específica, como o setor automotivo (STRAFFELINI;
FONTANARI; ZADRA, 2013). O uso de ligas de alumínio na indústria automobilística e
de transporte em geral duplicou ao longo das últimas décadas, principalmente devido a sua
elevada relação resistência/peso e infinita capacidade de reciclagem (YU et al., 2005),
características que vão ao encontro da atual necessidade e preocupação em reduzir o
consumo de combustível pelos automóveis e, conseqüentemente, reduzir a emissão de
gases causadores do efeito estufa (ROHATGI et al., 2014).
Neste contexto, as ligas Al-Mg, como a AA5182, mostram-se atraentes por
apresentarem boa formabilidade e boa resistência à corrosão. A AA5182 consiste numa
liga não tratável termicamente, deste modo, sua resistência mecânica é aumentada através
do trabalho a frio. No entanto, há um limitado conhecimento publicado sobre o
comportamento mecânico pós-recozimento dessa liga.
No Brasil, os produtos laminados da liga AA5182 são comercializados
principalmente para o mercado de embalagens de bebidas, como can end, e há um interesse
em aproveitar as características favoráveis da liga em outras aplicações.
É conhecido que as propriedades mecânicas de um material são diretamente
relacionadas a sua microestrutura e esta, ao processamento térmico e mecânico aos quais o
material foi submetido. Definir outras aplicações para um material envolve também um
estudo sobre o comportamento mecânico deste em variadas condições de processamento
térmico e mecânico.

13
Assim, o presente trabalho tem por objetivo construir curvas de recozimento da
liga AA5182 laminada a frio a 12, 20, 40, 60 e 80% de redução e estudar o efeito da
temperatura de recozimento sobre a microestrutura e propriedades mecânicas da liga em
função do grau de redução, visando desenvolvimento de novos produtos.
14
2. REVISÃO BIBLIOGRÁFICA
2.2 Considerações gerais sobre o alumínio
Embora o alumínio seja o terceiro elemento mais abundante na crosta terrestre, é o
metal mais jovem usado em escala industrial, começando a ser produzido comercialmente
a cerca de 150 anos (ABAL, 2014a).
Em 1821, foi descoberto pelo francês P. Berthier um minério avermelhado que
continha 52% de óxido de alumínio. Foi então descoberta a bauxita, o minério mais
comum do alumínio (ABAL, 2014a).
Em 1855, numa exposição em Paris, tornou-se público o processo de obtenção do
alumínio através da redução eletrolítica da alumina dissolvida em banho fundido de criolita
( ). Esse procedimento foi desenvolvido separadamente e patenteado quase que
simultaneamente pelo norte americano Charles Martin Hall e pelo francês Paul Louis
Toussaint Héroult. A descoberta desse processo, que ficou conhecido como Hall-Héroult,
foi o que permitiu o estabelecimento da indústria global do alumínio e ainda é o principal
processo de obtenção desse metal.
O primeiro lingote de alumínio produzido no Hemisfério Sul foi feito na fábrica
da Elquisa na cidade de Ouro Preto (MG) em 1945 (ABAL, 2014a).
Com a demanda crescente por este metal, a rota de produção primária do alumínio
não deveria ser uma preocupação, tendo em vista sua abundância na crosta terrestre,
Tabela 1. Contudo, são necessárias de 4-7 toneladas de bauxita para produzir 2 ton de
alumina e, para cada 2 ton de alumina é possível produzir apenas 1 ton do metal. Assim, o
processo de obtenção do alumínio primário possui baixa eficiência, gera muitos resíduos e
possui elevado consumo de energia. Estima-se que para cada tonelada de alumina
produzida, 5 toneladas de resíduos são geradas e o consumo energético médio da indústria
brasileira para a produção de alumínio é da ordem de 15 MWh/t de alumínio (PIRES,
2002).

15
Tabela 1 – Abundância média na crosta terrestre para alguns elementos. (MEADOWS et.
al, 1992, modificado)
Elemento Abundância média na crosta terreste (%)
Au 0,00000035
Ag 0,0000075
Hg 0,0000089
W 0,00011
Mo 0,00013
Sn 0,00017
Pb 0,0012
Co 0,0025
Cu 0,0063
Ni 0,0089
Zn 0,0094
Cr 0,011
Mn 0,13
Ti 0,64
Fe 5,82
Al 8,3
O alumínio reúne características físicas e químicas que o torna um dos mais
versáteis materiais utilizados na indústria. Possui ponto de fusão de 660°C, o que é
relativamente baixo se comparado com o do aço, que é da ordem de 1570°C. A leveza é
uma das características mais atraentes do alumínio, seu peso específico é de
aproximadamente 2,70 g/cm³. Possui uma fina e invisível camada de óxido que o protege
de oxidações posteriores, proporcionando elevada resistência à corrosão (ABAL, 2014b).
Apresenta boa condutibilidade elétrica; um condutor de alumínio pode conduzir
tanta corrente quanto um condutor de cobre que é mais caro e duas vezes mais pesado. Sua
condutibilidade térmica é 4,5 vezes maior do que a do aço e possui uma refletividade
acima de 80%, o que o torna ideal na utilização em luminárias (ABAL, 2014b).
Como não é um material magnético, o alumínio é, com freqüência, utilizado como
proteção em equipamentos eletrônicos e, por não produzir faísca, pode ser utilizado na
16
estocagem de substâncias inflamáveis ou explosivas, assim como, em caminhões-tanque de
transporte de combustível.
Consiste em um importante elemento de barreira à luz, é impermeável à ação de
umidade e do oxigênio, o que faz da folha de alumínio um dos materiais mais versáteis no
mercado de embalagens.
Essas características tornam a aplicação do alumínio e de suas ligas vantajosa em
diversos segmentos da indústria, desde utensílios domésticos à indústria aeronáutica.
Como principais vantagens em seu uso estão a reciclabilidade e a alta relação
resistência/peso. O alumínio pode ser infinitamente reciclado, o que resulta em economia
de matéria-prima, de energia e menor descarte de resíduos. A alta relação resistência/peso
é importante na indústria automobilística e de transporte conferindo economia de energia e
nos demais setores, maior durabilidade.
O alumínio pode combinar-se com a maioria dos metais de engenharia, chamados
de elementos de liga. Com isso, é possível manipular composição química e condições de
processo, ajustando características tecnológicas de acordo com a aplicação do produto
(ABAL, 2014).
2.2 Classificação das ligas de alumínio
Nesta seção são apresentados os três critérios de classificação do alumínio e suas
ligas segundo a Aluminum Association, os quais são: processo de fabricação, têmpera e
composição química. Esse texto é baseado nos trabalhos de PATROCINIO,2011; SOUZA,
2012 e ABAL, 2008.
2.2.1 Classificação quanto ao processo de fabricação
Destacam-se dois principais grupos: ligas fundidas e ligas trabalháveis. A
principal característica que os diferencia é o alongamento, baixo para o primeiro grupo e

17
alto para o segundo, permitindo posterior trabalho a quente e/ou a frio para o grupo de
ligas trabalháveis.
Ao grupo de ligas trabalháveis pertencem aquelas em que a forma final do
produto é obtida a partir de transformações de semimanufaturados (lâminas, chapas, folhas,
perfis, forjados), os quais são obtidos a partir de transformações mecânicas de tarugos ou
placas. Os processos de conformação mecânica mais comuns na produção desses
semimanufaturados são:
Laminação
Extrusão
Trefilação
Forjamento
2.2.2 Classificação quanto a têmpera
Têmpera consiste no estado que o material adquire após ação de deformações
plásticas a quente ou a frio, por tratamentos térmicos ou pela combinação de ambos, dando
aos produtos estruturas e propriedades características (ABAL, 2008).
As ligas de alumínio trabalháveis são ainda classificadas em tratáveis e não
tratáveis termicamente. As primeiras são aquelas que permitem aumento de resistência
mecânica e mudança microestrutural através do aquecimento e resfriamento rápido. As não
tratáveis termicamente são aquelas em que o incremento na resistência mecânica só é
possível através de trabalho a frio. É nesta classificação que se encaixam a maioria dos
produtos laminados de alumínio no Brasil, e estes produtos são comercializados de acordo
com suas respectivas têmperas:
“F” (Como fabricado) - Possuem essa têmpera os produtos obtidos por conformação
mecânica onde, durante o processamento não houve controle especial de temperatura ou
de encruamento.
“O” (Recozido) - Aplica-se aos produtos comercializados na sua menor condição de
resistência mecânica.

18
“H” (Encruado) - É aplicável a maioria dos produtos laminados não tratáveis
termicamente. É acompanhada por mais 2 algarismos que permitem identificar o
processo aplicado e o grau de encruamento do material.
HXX
Grau de encruamento (1, 2, 4, 6, 8, 9)
Processo aplicado (1, 2, 3)
No processo aplicado, os números 1, 2 e 3 significam liga encruada, liga encruada
e parcialmente recozida, liga encruada e estabilizada, respectivamente. O número 3 no
processo aplicado indica que a liga foi trabalhada a frio e em seguida passou por um
tratamento térmico em temperatura baixa, com o objetivo de aliviar as tensões internas
geradas com o trabalho a frio. Este processo é muito aplicado em ligas Al-Mg, visando
promover estabilidade dimensional e de propriedades mecânicas.
Os números indicativos do grau de encruamento mostram o grau de
endurecimento por trabalho a frio ao qual o semimanufaturado foi submetido. A Tabela 2
relaciona os graus de encruamento com os respectivos significados industriais e valores de
redução aproximados.
Tabela 2 – Grau de encruamento das ligas de alumínio. (THE ALUMINUM, 1990)
Grau Termo comercial Redução (%)
1 1/8 Duro 15
2 1/4 Duro 20
4 1/2 Duro 35
6 3/4 Duro 60
8 Duro 75
9 Extra - Duro 85
19
2.2.3 Classificação quanto à composição química
O sistema de nomenclatura designado pela American National Standard (ANSI)
H35.1 da Aluminum Association para ligas de alumínio trabalháveis ou não por processos
de conformação, consiste de 4 dígitos, onde o primeiro define o grupo de ligas e indica seu
principal elemento, como na Tabela 3.
O grupo 1XXX corresponde ao alumínio comercialmente puro, não-ligado, que
possua no mínimo 99,00 % de pureza. Os grupos de 2XXX a 7XXX classificam as ligas de
acordo com o principal ou com os principais elementos de liga. O segundo dígito indica se
a liga é a original, se for zero, ou se foi modificada, se estiver entre 1 e 9.
Tabela 3 – Principais elementos por grupos de liga. (ABAL, 2008)
Grupo Designação
Alumínio mínimo 99,00% de pureza 1XXX
Cobre 2XXX
Manganês 3XXX
Silício 4XXX
Magnésio 5XXX
Magnésio e Silício 6XXX
Zinco 7XXX
Outros elementos 8XXX
Série não utilizada 9XXX
Grupo 1XXX
Alumínio com grau de pureza igual ou superior a 99,00 %. O material deste grupo
é caracterizado por possuir excelente resistência a corrosão, elevada condutibilidade
térmica e elétrica, excelente trabalhabilidade e baixa resistência mecânica. Assim, é
comumente aplicado em trocadores de calor e na indústria química.

20
Grupo 2XXX
São ligas termicamente tratáveis e possuem como principal elemento de liga o
cobre. Se submetidas a tratamento térmico adequado, sua resistência mecânica pode
exceder a resistência dos aços de médio carbono.
Apesar da elevada resistência mecânica, apresentam alta ductibilidade, boa
usinabilidade e baixa resistência a corrosão. No caso de chapas, para minimizar problemas
de corrosão intergranular utiliza-se de um revestimento superficial de alumínio (1XXX) ou
de ligas de alumínio do grupo 6XXX, como exemplo, o CLAD.
A mais conhecida deste grupo é a 2024, usada principalmente na indústria
aeronáutica.
Grupo 3XXX
Como principal elemento de liga este grupo possui o manganês. Essas ligas
apresentam resistência à corrosão e conformabilidade semelhantes às ligas do grupo
1XXX. Não são classificadas como termicamente tratáveis, pois apenas para composições
acima de 1,5 % em peso de manganês o tratamento é eficiente no aumento de resistência
mecânica e é raro neste grupo uma liga ultrapassar esse limite. Como principal
representante tem-se a liga 3003, uma das mais versáteis, aplicada desde utensílios
domésticos a equipamentos de veículos em geral.
Grupo 4XXX
O principal elemento de liga deste grupo é o silício. Este elemento é acrescentado
com o objetivo de diminuir a temperatura de fusão dessas ligas. Deste modo, as ligas desse
grupo são usadas em varetas de solda, utilizadas na soldagem das ligas dos grupos 1XXX,
3XXX e 6XXX e na técnica de brasagem.
Grupo 5XXX
O magnésio é o principal elemento de liga desse grupo. Quando o magnésio é
usado como principal elemento de liga ou com o manganês, confere à liga de moderada à
elevada resistência mecânica, por isso, as ligas pertencentes a esse grupo são as mais
resistentes. Em geral, a resistência mecânica aumenta com teores crescentes de magnésio.
Possuem também alta resistência à corrosão, porém, com elevados teores de Mg e sob
condições de tensão tornam-se susceptíveis ao fenômeno de corrosão sob tensão. São
versáteis e são amplamente aplicadas na área de transporte, automobilística e embarcações.

21
Grupo 6XXX
Contêm magnésio e silício como principais elementos de liga. São ligas tratadas
termicamente de moderada resistência mecânica, sendo menos resistentes do que as ligas
dos grupos 2XXX e 7XXX. Possuem proporções aproximadamente iguais de magnésio e
silício para a formação de silicato de magnésio, o que as tornam termicamente tratáveis.
São aplicadas como elementos estruturais, vagões ferroviários, carroceria de ônibus, entre
outras. A mais utilizada deste grupo, correspondendo a liga mais versátil entre as tratáveis
termicamente, é a 6061.
Grupo 7XXX
Esse grupo tem como principal elemento de liga o zinco e quando apresenta uma
pequena quantidade de magnésios, essas ligas tornam-se termicamente tratáveis. São tão
resistentes quanto o aço estrutural, no entanto, necessitam de proteção superficial. As ligas
desse grupo são utilizadas quando o fator resistência/peso é o principal, como na indústria
aeronáutica. A mais conhecida e resistente desse grupo é a 7075.
2.3 Aspectos metalúrgicos da liga AA5182
A liga em estudo, AA5182, pertence ao grupo 5XXX e trata-se de uma liga não
tratável termicamente. Desta forma, suas propriedades mecânicas são melhoradas a partir
da formação de solução sólida e deformação a frio.
Partículas intermetálicas em ligas de alumínio possuem um efeito significativo
sobre o desenvolvimento da microestrutura e propriedades mecânicas durante o
processamento após a solidificação do material. Tamanho, densidade e distribuição dessas
partículas afetam a textura de laminação, anisotropia, formabilidade, tamanho de grão
recristalizado e qualidade superficial do material acabado.
Na solidificação de ligas de alumínio que contêm Fe, Mn e Si, os intermetálicos
se formam nas regiões interdendríticas. Como conseqüência de uma morfologia ramificada
irregular e de uma elevada densidade de defeitos de crescimento, a estrutura dos
intermetálicos é instável.
Durante os processos térmicos e mecânicos após a solidificação (homogeneização,
trabalho a quente e a frio), as partículas intermetálicas primárias sofrem alterações de

22
morfologia. Crescem durante exposição térmica e são quebradas e redistribuídas durante a
deformação. (PATROCINIO, 2011)
Assim, para dar suporte às discussões sobre o efeito do grau de redução e da
temperatura de recozimento sobre as propriedades mecânicas e microestrutura da liga
AA5182, nesta seção serão apresentados estudos e conceitos sobre os principais aspectos
metalúrgicos desse material, desde a estrutura bruta de fusão à chapa produzida por
laminação a frio, que influenciam nos processos de recuperação e recristalização.
2.3.1 Estrutura de solidificação da AA5182 obtida por “Direct Chill”
Na estrutura de solidificação da liga AA5182 o espaçamento do braço dendrítico e
o tamanho dos grãos diminuem com o aumento da taxa de resfriamento local do lingote.
Com isso, na área central o espaçamento dendrítico e o tamanho dos grãos são muito
grandes, o que também resulta na formação de uma linha central de segregação na placa.
De acordo com o trabalho de LI; Arnberg (2004a), as partículas primárias
dominantes na estrutura bruta de fusão da liga comercial AA5182 obtida via processo
“Direct Chill” são (Fe, Mn), sendo m = 4,0 – 4,4, (Fe, Mn) e Si. A formação
de (Fe, Mn) como uma fase principal de partículas primárias que contém ferro na liga
AA5182 foi relatada pela primeira vez neste trabalho. Antes disso, acreditava-se ser
(Fe, Mn) ao invés de (Fe, Mn). Na liga como fundido existem principalmente dois
tipos de partículas primárias localizadas nos contornos de grão: um esqueleto branco ou em
forma de placas de partículas que contêm Fe, e um esqueleto escuro da fase Si, como
pode ser observado na Figura 1.

23
Figura 1 – Imagem MEV (BE) partículas primárias eutéticas numa placa da liga 5182 com
(a) 10 mm e (b) 250 mm de distância à superfície da placa (LI; ARNBERG, 2004a
modificado)
Verifica-se com a Figura 2 que há um aumento no tamanho médio das partículas
com o aumento da distância destas à superfície da placa. No entanto, não ocorre variação
da fração em área através da espessura do material, sendo que esse valor tem sido medido
como sendo de 0,8 + ou – 0,1% para as partículas que contêm ferro e 0,4 + ou – 0,05%
para as partículas de Si.
Figura 2 – Evolução do tamanho das partículas primárias através da espessura da placa
bruta de fusão (LI; ARNBERG, 2004a, modificado).
As partículas (Fe, Mn) e (Fe, Mn) diferem tanto em morfologia quanto em
composição. Ambas as fases apresentam de 0,2 a 0,6% em peso de Si, no entanto, o teor de
Mn na fase (Fe, Mn) é superior a 4,0% em peso enquanto que na fase (Fe, Mn) esse

24
teor está em torno de 3,0 %. A (Fe, Mn) tem forma alongada como uma haste longa;
cresce de forma facetada e possui algumas direções preferenciais de crescimento. A
(Fe, Mn) na liga AA5182 consiste de ramos grosseiros ou blocos irregulares, que pode
facilmente mudar sua direção de crescimento. A morfologia dessas duas fases é
apresentada na Figura 3.
Figura 3 – Imagem MEV (BE) das fases (a) (Fe, Mn) e (b) (Fe, Mn) na liga 5182
bruta de fusão (LI; ARNBERG, 2004a, modificado).
2.3.2 Estrutura de partículas da AA5182 DC após homogeneização
Um tratamento de homogeneização deve ser realizado antes da deformação a
quente de ligas de alumínio obtidas via “Direct Chill” (DC) a fim de eliminar
microsegregação e obter um desejável tamanho e distribuição das partículas intermetálicas,
incluindo as grandes partículas eutéticas primárias formadas durante a solidificação e os
finos precipitados dispersóides formados durante o tratamento térmico posterior. O
tamanho, a morfologia e a distribuição das partículas constituintes têm uma forte influência
sobre o comportamento na recristalização e moldabilidade da liga. Existem poucos estudos
sobre a evolução de partículas primárias durante o tratamento de pré-aquecimento (LI;
ARNBERG, 2004b).
Um típico procedimento industrial de homogeneização da liga AA5182 consiste
em um tratamento térmico a 520 °C por 7h (LI; ARNBERG, 2004b).
25
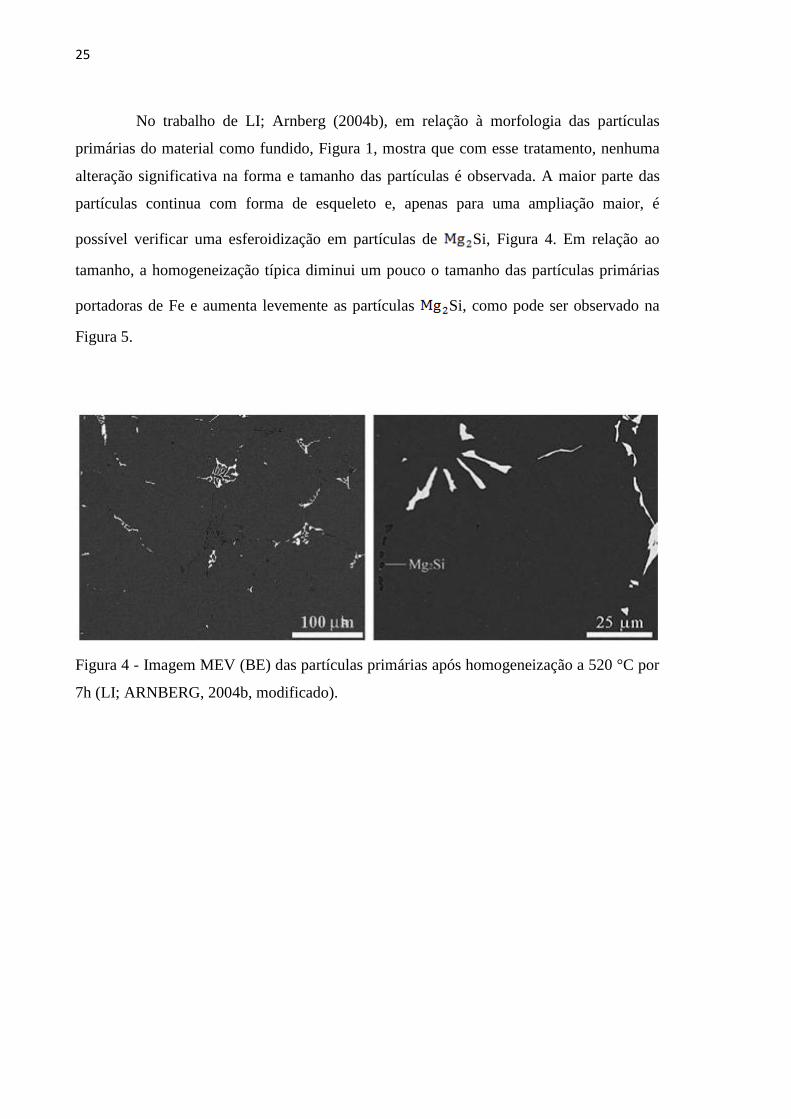
No trabalho de LI; Arnberg (2004b), em relação à morfologia das partículas
primárias do material como fundido, Figura 1, mostra que com esse tratamento, nenhuma
alteração significativa na forma e tamanho das partículas é observada. A maior parte das
partículas continua com forma de esqueleto e, apenas para uma ampliação maior, é
possível verificar uma esferoidização em partículas de Si, Figura 4. Em relação ao
tamanho, a homogeneização típica diminui um pouco o tamanho das partículas primárias
portadoras de Fe e aumenta levemente as partículas Si, como pode ser observado na
Figura 5.
Figura 4 - Imagem MEV (BE) das partículas primárias após homogeneização a 520 °C por
7h (LI; ARNBERG, 2004b, modificado).

26
Figura 5 - Evolução do tamanho das partículas primárias em função do tempo de
homogeneização a 520 °C (LI; ARNBERG, 2004b, modificado)
Apesar disso, dois fenômenos importantes para os processos subseqüentes da liga
ocorrem durante a homogeneização: a dissolução de grande parte das partículas de Si e
uma transformação de fase das partículas de (Fe, Mn) observada nesse mesmo
trabalho, uma transformação eutetóide expressa pela reação:
(Fe, Mn) (Fe, Mn) + (m-3)Al
a qual acredita-se ser benéfica para a quebra e dissolução dessas partículas na laminação a
quente. Durante esse processo, as partículas primárias de (Fe, Mn) e (Fe, Mn) são
facilmente fragmentadas e tendem a ficar alinhadas com a direção de laminação. Essas
partículas têm uma importante influência no processo de recristalização, devido ao
fenômeno de nucleação estimulada por partículas, a qual tende a produzir núcleos com
orientação aleatória (KAMAT, 1996).
Nessa transformação, muitas partículas portadoras de Fe mudam para uma
estrutura lamelar distribuída com muitas áreas escuras, onde as lamelas escuras
correspondem ao alumínio puro, como mostrado na Figura 6.

27
Figura 6 – Imagem MEV (BE) de partículas primária portadora de Fe após
homogeneização a 520 °C por 7h (LI; ARNBERG, 2004b, modificado)
De acordo com o diagrama de fases Al-Fe-Mn, (Fe, Mn) é uma fase estável,
enquanto que (Fe, Mn) é metaestável. Acredita-se que a nucleação ocorra na interface
partículas – matriz, devido à elevada densidade de deslocamentos nessa região. Um ou
vários cristais de (Fe, Mn) pode nuclear na mesma partícula de (Fe, Mn). Após a
nucleação, (Fe, Mn) cresce dentro do volume da partícula (Fe, Mn) numa forma de
crescimento dendrítico. A taxa de crescimento de (Fe, Mn) na massa de (Fe, Mn) é
controlada difusionalmente e, por conseguinte, depende fortemente da temperatura de
aquecimento. Um gráfico da fração de partículas transformadas em função do tempo e
temperatura de tratamento está ilustrado na Figura 7 e representa a cinética dessa reação.

28
Figura 7 – Fração de partículas transformadas na transformação eutetóide para tratamento
isotérmico a 470 e 520 °C (LI; ARNBERG, 2004b, modificado)
2.3.3 O estado encruado
É conhecido que um metal ao ser deformado a frio tem algumas de suas
propriedades alteradas, tais como o aumento da resistência mecânica, a diminuição da
densidade e da condutividade elétrica, entre outras (GONÇALVES, 2003). Essas
mudanças de propriedades são de grande interesse, não somente teórico, como também
industrial, visto que a taxa de “endurecimento” durante a deformação influencia as forças
necessárias para se deformar o metal, como também, os métodos de trabalho mecânico a
serem empregados. Esse endurecimento, ou tecnicamente, encruamento, é o fenômeno
segundo o qual um metal dúctil se torna mais duro e mais resistente à deformação quando é
deformado plasticamente (CALLISTER, 2008). Isso se deve basicamente ao impedimento
da movimentação das discordâncias durante o trabalho a frio. Entre os principais
obstáculos à livre movimentação de discordâncias estão:
Outras discordâncias
Átomos de soluto
Contornos de grão e de subgrão
Partículas de segunda fase
29
Contudo, tendo em vista que os monocristais de metais puros também apresentam
encruamento acentuado, pode-se concluir que a interação entre discordâncias deve ser a
variável mais importante desse fenômeno (GONÇALVES, 2003).
Alguns eventos importantes ocorrem durante a deformação plástica de um
policristal. São eles: (PADILHA, 2005)
Mudança de forma dos grãos
A orientação dos grãos muda e, geralmente, eles adquirem orientação preferencial
(textura de deformação)
A quantidade (área) de contornos de grão por unidade de volume aumenta
A quantidade de defeitos puntiformes e de discordâncias por unidade de volume
aumenta de várias ordens de grandeza
Com essas mudanças, a energia interna do material é aumentada. De 2 a 10 % da energia
utilizada na deformação é armazenada no metal na forma de defeitos cristalinos
(DOHERTY, 1974).
Para posterior entendimento da recristalização é importante entender o
desenvolvimento da microestrutura do material deformado. Afetam essa microestrutura
fatores tais como:
Energia de defeito de empilhamento
Átomos de soluto em solução sólida
Efeito de partículas de segunda fase
Tamanho de grão inicial
A distribuição de discordância em um metal encruado é fortemente dependente da
EDE. O alumínio é um metal CFC que apresenta elevada energia de falha de
empilhamento (EDE); 163 erg/cm² (LOW, 2000). Desta forma, uma estrutura celular é
desenvolvida para deformações superiores a 0,1 (GONÇALVES, 2003). Nos metais de alta
EDE como o alumínio e suas ligas, as discordâncias possuem maior mobilidade, pois
apresentam discordâncias dissociadas em parciais próximas umas das outras, favorecendo
o escorregamento com desvio e escalada. Assim, as discordâncias têm maior probabilidade
de interagir, de se aniquilarem (de sinais opostos) ou se multiplicarem (de sinais iguais) e,
com isso, esses metais tendem a apresentar uma distribuição heterogênea de discordâncias,
como ilustrado nas Figuras 8 e 9.

30
Figura 8 - Arranjo celular esquemático de discordâncias em um metal de alta EDE
encruado (HUMPHREYS; HATHERLY, 2004, modificado)
Figura 9 – MET Estrutura de células de discordâncias. (HUMPHREYS; HATHERLY,
2004, modificado)
O contrário ocorre para metais de baixa EDE, onde as discordâncias têm menor
mobilidade promovendo uma distribuição plana (homogênea) na microestrutura
(PADILHA, 2005), como ilustrado na Figura 10.

31
Figura 10 - Arranjo esquemático de discordâncias homogeneamente distribuídas em um
grão de metal com baixa EDE (HUMPHREYS; HATHERLY, 2004, modificado)
Átomos de soluto em solução sólida também exercem um importante papel na
microestrutura do material deformado a frio. Além de poderem aumentar ou diminuir a
EDE do metal, como o Mg que reduz um pouco a EDE do alumínio (CHOWDHURY,
2005), átomos de soluto interagem com discordâncias, influenciando no estado encruado.
Assim como as discordâncias, átomos de soluto também impõem campos de tensão na rede
cristalina. Desta forma, durante o trabalho a frio, esses átomos tendem a migrar e segregar
ao redor das discordâncias, de modo a reduzir a deformação global na rede ao redor das
destas (CALLISTER, 2008; PADILHA, 2005). Essa interação restringe a mobilidade das
discordâncias, favorecendo o encruamento.
O tamanho dos átomos de magnésio é aproximadamente 12% maior do que o
tamanho dos átomos de alumínio (ZOU et. al, 2014), assim, introduzem tensões
compressivas sobre os átomos vizinhos quando estão em solução sólida, distribuídos na
rede CFC do Al. Em ligas Al-Mg, o Mg interage fortemente com as discordâncias
(SAUVAGE et al., 2014), bloqueando severamente escorregamento com desvio (Cross
slip), o que dificulta a formação de células de discordâncias. Como resultado, tem-se o
desenvolvimento de emaranhados com elevada densidade de discordâncias, distribuídos
uniformemente pela microestrutura (ZHAO; WEN; MORRIS, 2004). Isso eleva
consideravelmente a energia acumulada na deformação plástica. Assim, em relação ao
alumínio puro, as ligas Al-Mg apresentam maiores valores de propriedades mecânicas
(limite de resistência a tração, limite de escoamento) devido, principalmente, ao reforço
por solução sólida que os átomos de Mg exercem sobre a matriz de alumínio (SAUVAGE
et al., 2014).

32
O estudo do efeito de partículas de segunda fase é muito importante não somente
para o entendimento da microestrutura de deformação de ligas de alumínio, como também,
da conseqüente microestrutura resultante após recozimento. Todas as ligas de alumínio
apresentam em sua microestrutura partículas de segunda fase, as quais influenciam a
microestrutura de recristalização. Além disso, o entendimento da formação e distribuição
dessas partículas pode ser usado para controlar a evolução microestrutural durante os
processos termomecâncos (GONÇALVES, 2003).
É conhecido que o efeito de partículas de segunda fase na evolução da
microestrutura de um metal trabalhado a frio está associado ao tamanho delas. Contudo,
independentemente do tamanho, para um mesmo grau de deformação, uma liga contendo
partículas apresenta maior densidade de discordâncias do que uma liga isenta de partículas
(PADILHA, 2005). Neste estudo, a análise restringe-se a partículas grosseiras (maiores do
que 1µm).
Quando um metal que contém partículas micrométricas (maiores do que 1µm) e
indeformáveis em relação à matriz, é submetido a um processo de conformação, as regiões
ao redor das partículas são submetidas a uma deformação maior do que as demais regiões.
Como conseqüência, estas regiões possuem elevada densidade de discordâncias e um
gradiente de deformação é produzido ao redor dessas partículas. A essa região é dado o
nome de Zona de deformação da partícula. Esta zona pode ter a extensão de cerca de uma
vez o diâmetro da partícula e, associado a ela, pode existir ainda uma banda de deformação
que pode alcançar a dez vezes o diâmetro da partícula. (GONÇALVES, 2003). Uma
ilustração do efeito dessas partículas grosseiras está representada na Figura 11.

33
Figura 11 - Estrutura esquemática da deformação heterogênea na região de interface entre
matriz e partículas grosseiras (HUMPHREYS; HATHERLY, 2004, modificado)
Desta forma, temos que, EDE, átomos de soluto e partículas de segunda fase são
os principais fatores que influenciam a distribuição de defeitos (discordâncias) em ligas de
alumínio encruadas, aumentando a energia interna do sistema, o que rege os processos
térmicos subseqüentes.
2.3.4 Recozimento
As propriedades e microestruturas de um metal encruado podem ser revertidas aos
seus estados anteriores ao trabalho a frio através de um tratamento térmico apropriado,
conhecido por recozimento. Essa restauração é resultante de dois processos distintos que
ocorrem em temperaturas relativamente elevadas: recuperação e recristalização; que
podem ser seguidas por crescimento de grão (CALLISTER, 2008). Alguns trabalhos
relatam que durante o tratamento térmico de recozimento do alumínio e suas ligas, após a
deformação, há três estágios da evolução da microestrutura, ou seja, recuperação,
recristalização parcial e recristalização completa seguida por crescimento de grãos (ZOU
et. al, 2014).

34
2.3.4.1 Recuperação
A recuperação corresponde ao estágio do recozimento, antes ou durante à
recristalização, em que as propriedades do material como eram antes da deformação são
parcialmente restauradas, sem que haja migração de contornos de alto ângulo
(HUMPHREYS; HATHERLY, 2004).
Durante esse processo, a energia interna é diminuída devido à movimentação de
discordâncias. Dois principais fenômenos ocorrem durante a recuperação: aniquilação de
discordâncias e formação de subestruturas de discordâncias (PATROCINIO, 2011),
fazendo com que a densidade destas, a energia interna e, conseqüentemente, a resistência
do metal diminua. A aniquilação ocorre quando discordâncias com sinais contrários
deslizam uma em direção a outra. As discordâncias que não sofreram aniquilação tendem a
se rearranjarem em subestruturas de menor energia, num processo conhecido por
poligonização, formando os subgrãos (PATROCINIO, 2011).
A recuperação tende a ocorrer em temperaturas mais baixas do que a
recristalização, entre 0,2 a 0,3 da (temperatura absoluta de fusão) (HUMPHREYS,
2004). A Figura 12 ilustra os estágios do fenômeno de recuperação em um metal.

35
Figura 12 - Etapas da recuperação de um metal após deformação plástica (HUMPHREYS;
HATHERLY, 2004, modificado)
2.3.4.2 Recristalização
A recristalização pode ser compreendida como uma transformação de fases a qual
se dá por nucleação e crescimento. Ocorre a eliminação de defeitos cristalinos por meio da
migração de contornos de alto ângulo, sendo a força motriz para o fenômeno ocorrer, a
energia armazenada na deformação (PADILHA, 1977). Como conseqüência, as
propriedades mecânicas que foram alteradas no trabalho a frio são restauradas aos seus
valores anteriores à deformação e, desta forma, o metal se torna menos resistente, porém,
mais dúctil (CALLISTER, 2008). Um exemplo da mudança nos valores de propriedades
mecânicas durante o recozimento está apresentado na Figura 13, onde uma liga AA5083
sofreu uma redução a frio de 10% por laminação a frio e foi recozida em diferentes
temperaturas.

36
Figura 13 – Evolução da microdureza Vickers da liga AA5083 deformada a frio a 10% e
recozida isotermicamente em diferentes temperaturas por 2h. Também é apresentada uma
comparação entre os valores obtidos pela técnica de aniquilação de pósitrons (ZOU et. al,
2014, modificado)
A recristalização ocorre geralmente na faixa de 0,3 a 0,6 de , e seu início é dado
num processo de rearranjo de discordâncias de modo a formar uma região livre de defeitos
associada a um contorno de alto ângulo que seja capaz de migrar rapidamente sobre a
matriz encruada, numa etapa denominada nucleação (PADILHA, 2005).
Os núcleos de recristalização são regiões pré-existentes no material no estado
encruado, decorrente de uma deformação plástica heterogênea. Como exemplo de
heterogeneidades de deformação tem-se:
Bandas de deformação. Muito freqüente em materiais que apresentam elevada energia
de defeito de empilhamento, como o alumínio.
Bandas de dobramento.
Bandas de transição. São estruturas de discordâncias que delimitam a fronteira entre
bandas de deformação e são caracterizadas por uma mudança abrupta de orientação,
desempenhando um importante papel na nucleação de novos grãos.
Bandas de cisalhamento. Ocorrem durante a laminação (SANDIM, 2003)
Como apresentado no item 3.3.3, nas ligas de alumínio, como a AA5182, as
partículas de segunda fase micrométricas também são importantes heterogeneidades de

37
deformação, propiciando um efeito denominado de Nucleação Estimulada por Partículas,
favorecendo e acelerando a recristalização (GONÇALVES, 2003).
Em geral, a nucleação apresenta um tempo de incubação para o recozimento
isotérmico, que corresponde a um processo lento de formação do núcleo. Após esse
período, os contornos de alto ângulo avançam rapidamente sobre a matriz encruada e a
recristalização procede até que as frentes de reação se encontrem (PADILHA, 2005).
Assim, a recristalização é um fenômeno que depende tanto do tempo como da temperatura.
Contudo, não existe uma temperatura de recristalização fixada e a recristalização do
alumínio deformado poderia ocorrer em qualquer temperatura acima de -273 °C. No
entanto, o tempo necessário para ocorrer a completa recristalização tornaria esse processo
inviável industrialmente (MAO,2003).
A microestrutura resultante da recristalização é fortemente dependente da
microestrutura do estado encruado, a qual também está relacionada ao grau de redução.
Assim, das “leis” de recristalização sintetizadas por Burke e Turnbull em 1952, temos que
quanto menor o grau de deformação, maior a temperatura para início da recristalização;
quanto maior o grau de deformação e/ou menor a temperatura de recozimento, menor é o
tamanho de grão final (PADILHA, 2005). Desta forma, usando técnicas de severa
deformação plástica (SPD), tem sido demonstrado que estruturas ultrafinas de grão (UFG)
podem ser conseguidas em diversos metais e ligas metálicas (SAUVAGE et al., 2014).
Após completa recristalização a microestrutura de grãos recristalizados ainda não
é a mais estável, pois há uma grande densidade de contornos de grão, que são regiões de
elevada energia. Assim, a energia dos contornos passa a atuar como potencial
termodinâmico para o crescimento dos grãos, diminuindo a área desses contornos
(PADILHA, 2005). Como os contornos atuam como bloqueio à movimentação das
discordâncias, a menor densidade desses contornos causa redução nos valores de
propriedades do material (LI et al., 2011), como ilustrado na Figura 14.

38
Figura 14 - Efeito do tempo de recozimento a 350°C nos valores de tensão de escoamento
e tamanho de grão da liga AA5182 reduzida a frio entre 10 e 20% (LI et al., 2011,
modificado)
A dependência do tamanho de grão com os valores de propriedades tem uma
importância tecnológica. Para materiais aplicados em baixas temperaturas, torna-se
interessante microestrutura de granulação fina, uma vez que esta aumenta a resistência do
produto. O contrário ocorre para materiais que trabalham em temperaturas mais elevadas,
onde grãos maiores tornam-se mais aplicáveis, entre outros fatores, porque aumentam a
resistência à Fluência (FERRARI, 2008).
Assim, o conhecimento da evolução da microestrutura durante processamento
termomecânico propicia um controle eficaz sobre os valores de propriedades, o que vai
influenciar e definir aplicação e performance dos produtos metálicos.

39
3. MATERIAIS E MÉTODOS
A escolha do material e da metodologia usados nesse trabalho vão ao encontro
dos interesses da empresa Novelis do Brasil Ltda em desenvolver novos produtos com a
liga AA5182. Atualmente, no Brasil, esta liga é comercializada pela empresa
principalmente para o mercado de bebidas, como can end e é conhecido que a AA5182 tem
elevada resistência mecânica, resistência à corrosão e alta relação resistência/peso, o que a
torna muito interessante para a aplicação em outras vertentes da indústria, como
automobilística, naval e de transportes no geral.
Como essa liga na empresa é qualificada para comercialização após teste de
tração, as curvas de recozimento desse estudo foram levantadas com base nos resultados
desse tipo de ensaio mecânico. Como se desejava mapear o comportamento da liga para
diversas condições de processamento (temperatura e grau de redução a frio) e, tendo em
vista que esses resultados não estão publicados na literatura, foi necessário um grande
número de ensaios de tração (182), o que para a empresa, é um número bem pequeno. O
trabalho poderia ser realizado com outra metodologia, usando planejamento de
experimentos e outros ensaios, como o de dureza na construção das curvas, no entanto, o
objetivo desse projeto não seria alcançado.
3.1 Materiais
O material usado neste estudo foi a liga comercial AA5182 produzida e cedida pela
empresa Novelis do Brasil Ltda (Pindamonhangaba – SP). A placa da liga AA5182
utilizada neste estudo foi produzida pelo processo “Direct Chill” (DC) com espessura em
torno de 640 mm. A composição química dessa liga especificada pela “Aluminum
Association” é apresentada na Tabela 4.

40
Tabela 4 – Composição Química da liga 5182 especificada pela (THE ALUMINUM,
2009)
Si Fe Cu Mn Mg Cr Ni Zn Ti
0,20 0,35 0,15 0,20-0,50 4,0-5,0 0,10 ... 0,25 0,10
Composição Química AA5182
Após vazamento, a placa foi faceada a uma profundidade que varia entre 8 e 10
mm. Essa usinagem tem como objetivo remover a camada bruta de fusão, a qual possui
segregações e defeitos oriundos do processo de refusão. Na sequência, a placa passou por
um tratamento térmico de homogeneização entre 450 e 520 °C em um forno intermitente
do tipo PIT por um tempo total entre 14 e 20 h. Os principais objetivos desse tratamento
são eliminar microssegregações, aliviar tensões residuais que possam ocorrer durante o
processo de vazamento, promover a transformação de fases (Fe, Mn) em (Fe, Mn)
e garantir que a placa atinja uma temperatura adequada para laminação a quente.
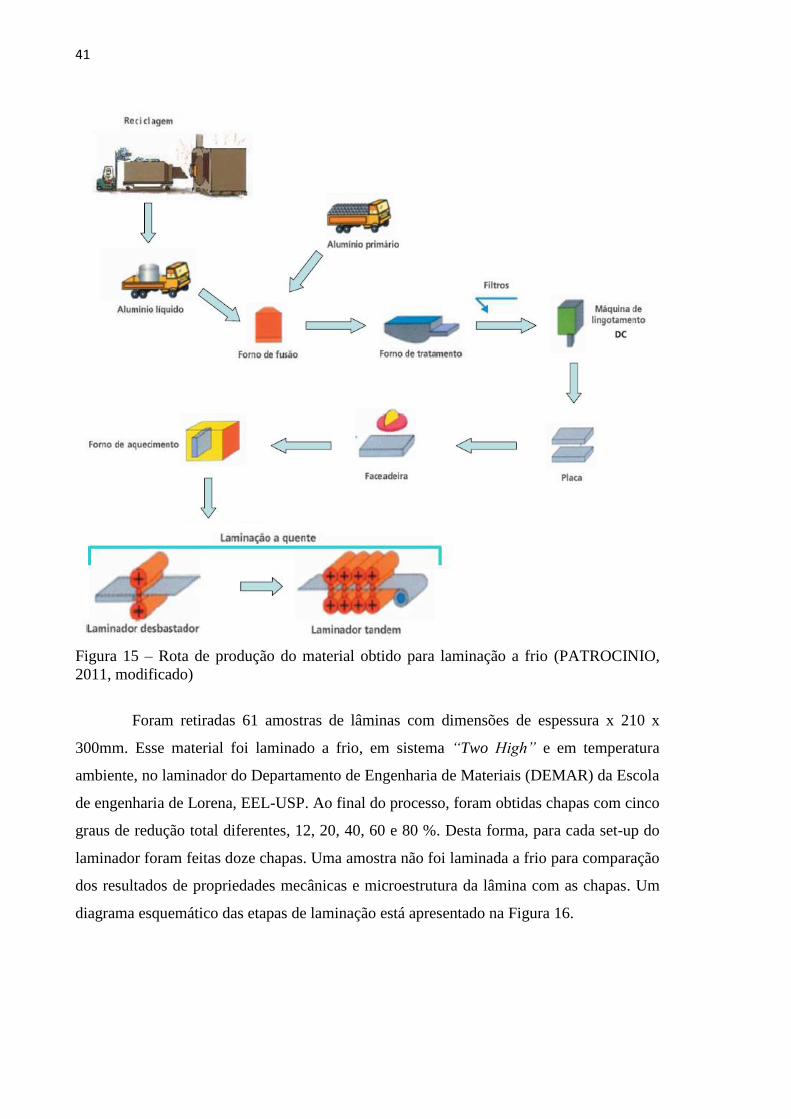
Na etapa de laminação a quente, primeiramente a placa passou por um laminador
desbastador onde sofreu uma redução na espessura em torno de 95 %. Em seguida, esse
material foi laminado num laminador de tiras a quente de quatro cadeiras. A temperatura
final de laminação deste material ficou entre 300 e 340 °C. A espessura final desta etapa do
processo é um parâmetro confidencial. A rota de produção do material utilizado neste
trabalho desde a refusão à laminação a quente está representada na Figura 15.
41
Figura 15 – Rota de produção do material obtido para laminação a frio (PATROCINIO,
2011, modificado)
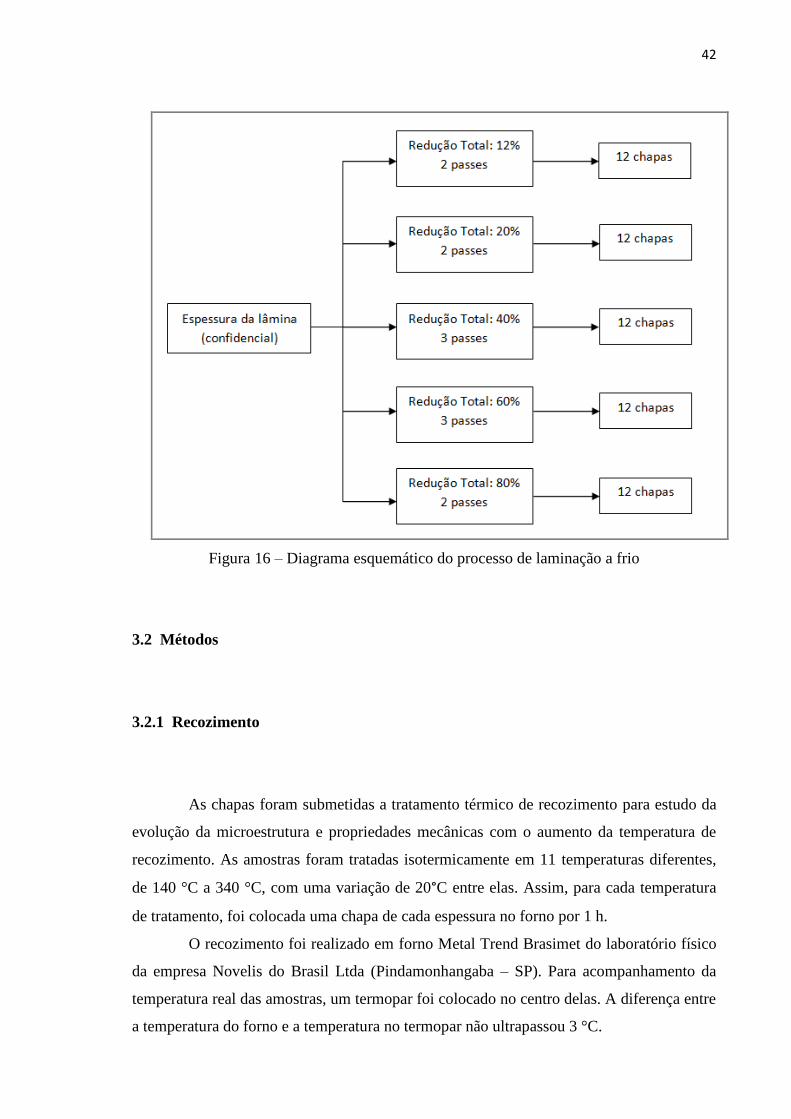
Foram retiradas 61 amostras de lâminas com dimensões de espessura x 210 x
300mm. Esse material foi laminado a frio, em sistema “Two High” e em temperatura
ambiente, no laminador do Departamento de Engenharia de Materiais (DEMAR) da Escola
de engenharia de Lorena, EEL-USP. Ao final do processo, foram obtidas chapas com cinco
graus de redução total diferentes, 12, 20, 40, 60 e 80 %. Desta forma, para cada set-up do
laminador foram feitas doze chapas. Uma amostra não foi laminada a frio para comparação
dos resultados de propriedades mecânicas e microestrutura da lâmina com as chapas. Um
diagrama esquemático das etapas de laminação está apresentado na Figura 16.
42
Figura 16 – Diagrama esquemático do processo de laminação a frio
3.2 Métodos
3.2.1 Recozimento
As chapas foram submetidas a tratamento térmico de recozimento para estudo da
evolução da microestrutura e propriedades mecânicas com o aumento da temperatura de
recozimento. As amostras foram tratadas isotermicamente em 11 temperaturas diferentes,
de 140 °C a 340 °C, com uma variação de 20°C entre elas. Assim, para cada temperatura
de tratamento, foi colocada uma chapa de cada espessura no forno por 1 h.
O recozimento foi realizado em forno Metal Trend Brasimet do laboratório físico
da empresa Novelis do Brasil Ltda (Pindamonhangaba – SP). Para acompanhamento da
temperatura real das amostras, um termopar foi colocado no centro delas. A diferença entre
a temperatura do forno e a temperatura no termopar não ultrapassou 3 °C.

43
3.2.2 Ensaio de Tração
Após o recozimento, foram realizados ensaios de tração em três corpos de prova
(CDP) de cada chapa, totalizando 183 ensaios. As amostras foram ensaiadas na direção 0°
em relação à direção de laminação, de acordo com a norma ABNT NBR 7549. Para
confecção dos corpos de prova foi utilizada uma serra de fita vertical e uma fresa. O
acabamento foi realizado com lima.
Para todos os corpos de prova mediu-se a espessura e a largura da região útil com
auxílio de um micrômetro Mitutoyo modelo 293-521-30. Essas medidas foram utilizadas
para o cálculo da área útil da secção transversal dos corpos de prova.
O ensaio foi realizado em uma máquina de tração PIW modelo ZD 10/90,
equipada com uma célula de carga de 200 kg Kratos modelo KM e um software de ensaio
de tração desenvolvido pela Novelis. Utilizou-se um extensômetro MTS modelo 634 12F-
25 “gage length” de 25 mm para medida do alongamento.
A preparação dos corpos de prova, como também, os ensaios de tração foram
realizados no laboratório físico da empresa Novelis (Pindamonhangaba-SP) obedecendo à
norma ASTM B 557-02.
3.2.3 Preparação Metalográfica
Utilizou-se uma serra de fita vertical para cortar as amostras em pequenos
retângulos com tamanho médio de 15 x 10 mm. As amostras foram embutidas a quente de
forma que o sentido de laminação ficasse na superfície da baquelite. Na etapa de lixamento
foi utilizada a seguinte sequência de granas: 220, 400 e 600, todas as lixas sendo de SiC.
Foi utilizado água como refrigerante. O polimento das amostras foi feito em três etapas. Na
primeira, como abrasivo utilizou-se pasta de diamante 4,0 μm e, como lubrificante,
etilenoglicol em um pano “Texmet” (Buehler) com uma carga de 3500 g por 10 min. Na
segunda etapa, utilizou-se 5,0 g de MgO em pó diluídos em 30 mL de água destilada, em
um pano “Microcloth” (Buehler) com uma carga de 3500 g por 7 min. Na última etapa, as
amostras foram polidas com uma solução de 10 mL de sílica coloidal e 20 mL de água

44
destilada em um pano “Microcloth” (Buehler) com uma carga de 3500 g por 3 min. Após
cada etapa de polimento as amostras foram lavadas com água corrente e detergente neutro.
Foram secas com ar comprimido.
Para verificar a evolução da recristalização durante o recozimento, as amostras
passaram por um ataque eletrolítico com uma solução de 3,33% de e 96,67% de
água destilada. Como cátodo foi utilizado um disco de alumínio comercialmente puro. No
ataque foi usada uma corrente de 1 A e uma tensão de 20 V por 3 min. Durante todo o
tempo a solução estava sob agitação.
3.2.4 Microscopia Óptica
As amostras com 12, 20, 40, 60 e 80% de redução de espessura, recozidas a 180,
240, 280, 300, 320 e 340 °C, foram observadas ao microscópio ótico Nikon Eclipse
modelo ME 600 e para aquisição das micrografias, um software analisador de imagem
Omnimet Enterprise acoplado ao microscópio. As amostras sem tratamento térmico
(encruadas) também foram observadas.
Para medida de tamanho médio de grão foi utilizado o software Omnimet
Enterprise e a norma ASTM Methods E112.
A Figura 17 apresenta um fluxograma esquemático da metodologia usada nesse
estudo.

45
Laminação a frio
Recozimento
Ensaio de Tração
Microscopia óptica
Análise das propriedades mecânicas e
construção das curvas de
recozimento
Evolução da microestrutura
com a temperatura de recozimento e
grau de redução
Figura 17 - Fluxograma esquemático da metodologia utilizada neste estudo

46
4. RESULTADOS E DISCUSSÃO
Há um limitado conhecimento publicado sobre o comportamento mecânico pós-
recozimento da liga AA5182-O trabalhada a frio, principalmente, no que se refere a um
modelo de material recozido que possa ser usado como simulação (LI et al., 2011). Deste
modo, as discussões desse trabalho são baseadas na literatura clássica sobre encruamento,
recuperação e recristalização.
Esse item será discutido em três etapas. Primeiramente será apresentado o efeito
da temperatura de recozimento sobre as curvas de propriedades mecânicas. Depois, será
discutido o efeito do recozimento sobre a microestrutura e, por último, as curvas serão
correlacionadas à evolução microestrutural da liga A5182.
4.1 Ensaio de tração uniaxial - Efeito da temperatura de recozimento sobre as
propriedades mecânicas
Foram realizados ensaios de tração a 0° do sentido de laminação. Os limites de
resistência ) e de escoamento atendem às especificações da Aluminum Association.
Com uma amostra da lâmina e com uma chapa encruada de cada espessura final,
foi possível levantar a curva de encruamento com base nos valores de limite de escoamento
Figura 18. Esse resultado confirma a elevada capacidade de encruamento da liga AA5182,
associada principalmente ao efeito dos átomos de Mg em solução sólida, pois da condição
de lâmina recozida para chapa com 80% de redução, o valor do aumenta em quase 3
vezes. Acredita-se que os átomos de Mg em solução sólida arrastam-se com as
discordâncias durante a deformação plástica a frio, favorecendo o encruamento (ZOU et
al.,2014).

47
Figura 18 - Curva de encruamento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução
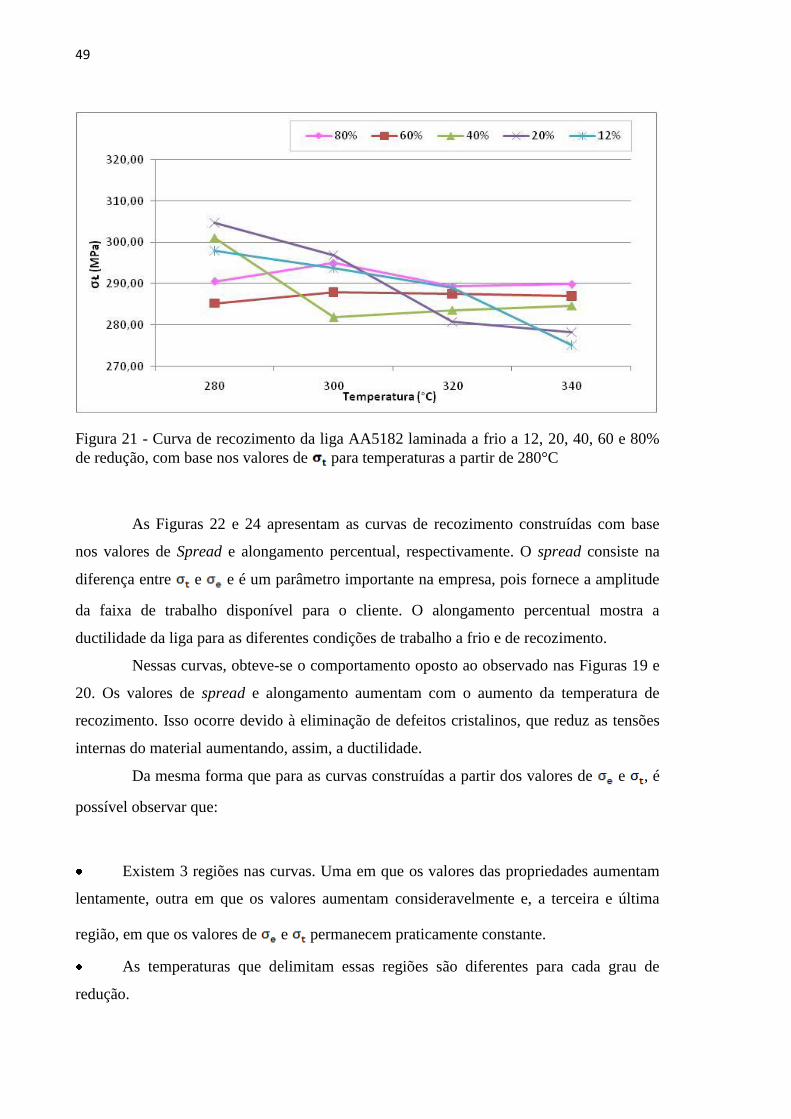
As curvas de recozimento apresentadas pelas Figuras 19 e 20 mostram o efeito do
tratamento térmico de 1 hora sobre as propriedades mecânicas da liga. Na Figura 21 pode-
se observar melhor o efeito das temperaturas mais elevadas sobre o . Como se era
esperado, os valores de e decrescem com o aumento da temperatura de recozimento.
Além disso, pode-se observar que:
Existem 3 regiões nessas curvas. Uma em que os valores das propriedades caem
lentamente, outra em que os valores diminuem consideravelmente e, a terceira e última
região, em que os valores de e permanecem praticamente constante.
As temperaturas que delimitam essas regiões são diferentes para cada grau de
redução.
Quanto maior o grau de redução, maior os valores de e tanto no início como
no final da curva. No início (amostras sem tratamento térmico) devido ao grau de
endurecimento, que é maior quanto maior for o grau de trabalho a frio; no final, devido à
microestrutura resultante. Como exemplo, a amostra que sofreu 80% de redução na
laminação a frio, apresentou = 388,6 MPa na condição sem tratamento térmico (S/T) e
= 154,6 MPa na condição recozida a 340°C, enquanto que o material que sofreu 12% de
redução, apresentou = 256,4 MPa e = 108,1 MPa, respectivamente para as mesmas
condições.

48
Essa configuração das curvas é devido a dois processos metalúrgicos que ocorrem durante
o recozimento: recuperação e recristalização estática. Essas observações serão retomadas e
melhor discutidas após a apresentação das micrografias.
Figura 19 – Curva de recozimento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução, com base nos valores de
Figura 20 – Curva de recozimento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução, com base nos valores de
49
Figura 21 - Curva de recozimento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução, com base nos valores de para temperaturas a partir de 280°C
As Figuras 22 e 24 apresentam as curvas de recozimento construídas com base
nos valores de Spread e alongamento percentual, respectivamente. O spread consiste na
diferença entre e e é um parâmetro importante na empresa, pois fornece a amplitude
da faixa de trabalho disponível para o cliente. O alongamento percentual mostra a
ductilidade da liga para as diferentes condições de trabalho a frio e de recozimento.
Nessas curvas, obteve-se o comportamento oposto ao observado nas Figuras 19 e
20. Os valores de spread e alongamento aumentam com o aumento da temperatura de
recozimento. Isso ocorre devido à eliminação de defeitos cristalinos, que reduz as tensões
internas do material aumentando, assim, a ductilidade.
Da mesma forma que para as curvas construídas a partir dos valores de e , é
possível observar que:
Existem 3 regiões nas curvas. Uma em que os valores das propriedades aumentam
lentamente, outra em que os valores aumentam consideravelmente e, a terceira e última
região, em que os valores de e permanecem praticamente constante.
As temperaturas que delimitam essas regiões são diferentes para cada grau de
redução.

50
Quanto maior o grau de redução, menor os valores de spread e alongamento, tanto
no início como no final da curva.
Figura 22 - Curva de recozimento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução, com base nos valores de spread.
O aumento do spread indica que o limite de escoamento é mais sensível às
mudanças microestruturais do que o limite de resistência a tração. Outra ilustração do
spread está representada na Figura 23, onde se observa o distanciamento das curvas de e
com o aumento da temperatura de recozimento para a amostra submetida a 80% de
redução.

51
Figura 23 – Evolução do Spread durante o recozimento em diferentes temperaturas para a
amostra laminada a frio a 80% de redução
Figura 24 - Curva de recozimento da liga AA5182 laminada a frio a 12, 20, 40, 60 e 80%
de redução, com base nos valores de alongamento.
Alguns desvios pontuais nos valores do alongamento são observados na Figura
24, como o valor 18,3 a 320°C da amostra que sofreu 12% de redução, quando, pela
evolução da curva, esse valor deveria estar próximo de 20. Esses pequenos desvios
encontrados são associados aos corpos de prova preparados por usinagem, que apresentam
um formato aproximado ao da norma ABNT NBR 7549.
52
4.2 Microscopia óptica - Efeito da temperatura de recozimento sobre a
microestrutura
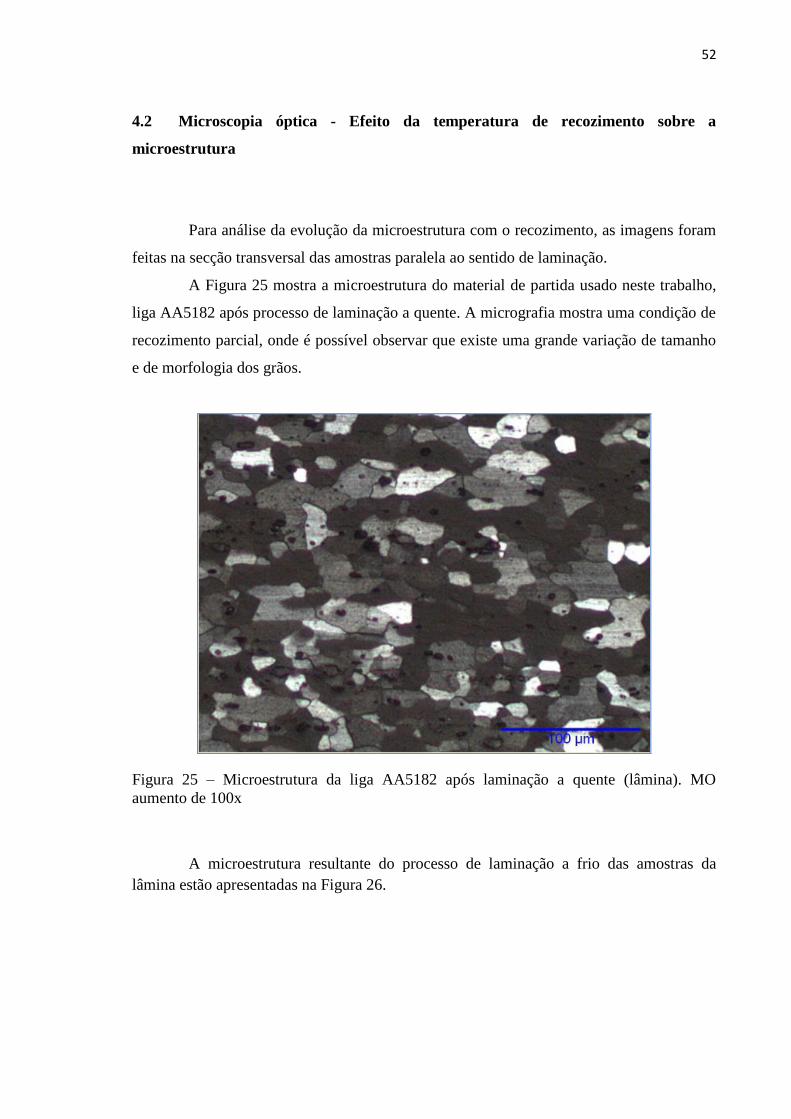
Para análise da evolução da microestrutura com o recozimento, as imagens foram
feitas na secção transversal das amostras paralela ao sentido de laminação.
A Figura 25 mostra a microestrutura do material de partida usado neste trabalho,
liga AA5182 após processo de laminação a quente. A micrografia mostra uma condição de
recozimento parcial, onde é possível observar que existe uma grande variação de tamanho
e de morfologia dos grãos.
Figura 25 – Microestrutura da liga AA5182 após laminação a quente (lâmina). MO
aumento de 100x
A microestrutura resultante do processo de laminação a frio das amostras da
lâmina estão apresentadas na Figura 26.

53
Figura 26: Evolução da microestrutura do material encruado; a) 12%, b) 20%, c) 40%, d)
60% e e) 80% de redução. MO aumento de 100x
a) b)
c) d)
e)

54
Como pode ser observado, com o aumento do grau de redução de 12 a 80%, os
grãos são mais intensamente deformados no sentido da laminação e há um aumento
considerável da densidade de contornos de grão, onde, para a Figura 26 e) os grãos já não
são mais nitidamente distinguidos.
Para a construção das curvas de recozimento, as amostras foram tratadas em 11
temperaturas, de 140°C a 340°C, com variação de 20°C entre elas. De acordo com os
resultados das curvas, foram selecionadas as temperaturas de interesse para análise da
microestrutura. Assim, foram feitas imagens para as amostras recozidas nas temperaturas
de 180, 240, 280, 300, 320 e 340 °C.
A Figura 27 mostra as microestruturas resultantes do recozimento a 180 °C.

55
Figura 27: Evolução da microestrutura do material recozido a 180°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x.
e)
d) c)
a) b)

56
Da Figura 27, observa-se que no recozimento a 180 °C houve apenas recuperação,
pois a morfologia dos grãos não sofreu nenhuma alteração. A Figura 28 mostra a
microestrutura das amostras recozidas a 240 °C.
Figura 28: Evolução da microestrutura do material recozido a 240°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x.
e)
d) c)
a) b)

57
Para o recozimento a 240 °C também não se observa alteração na microestrutura
em relação àquela do material encruado, indicando que, para essas condições de redução a
frio, o tratamento térmico até essa temperatura resulta apenas em recuperação.
A Figura 29 apresenta a microestrutura resultante do recozimento a 280 °C.
Figura 29: Evolução da microestrutura do material recozido a 280°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x
e)
d) c)
a) b)

58
Os materiais laminados a frio a 60 e 80% de redução recristalizaram no
recozimento isotérmico a 280 °C, onde se pode observar a formação de novos grãos com
morfologia equiaxial distribuídos de forma homogênea. Para a amostra que foi submetida a
40% de redução a frio também se observa uma diferença considerável da microestrutura
tratada a 280 °C em relação à tratada a 240 °C. Contudo, a 280 °C, essa amostra encontra-
se parcialmente recozida, onde a recristalização não teve potencial suficiente para se
completar. Isso ocorre devido à competição entre recristalização e recuperação, já que o
potencial termodinâmico para ambos os fenômenos ocorrerem é a energia acumulada na
forma de defeitos cristalinos, especialmente discordâncias. Recuperação e recristalização
se superpõem cronologicamente numa amostra durante o recozimento, mas quanto menor a
temperatura do tratamento térmico, maior é a participação da recuperação no processo
global de amolecimento; isso porque a energia de ativação para a recuperação é, em geral,
menor do que para a recristalização. (PADILHA, 2005).
Até 280 °C nenhuma alteração na microestrutura das amostras laminadas a frio a
12 e 20% de redução foi observada. A Figura 30 mostra a microestrutura das amostras
recozidas a 300 °C. Nessa temperatura, a amostra deformada a 40% de redução foi
completamente recristalizada e a amostra com 20% de redução sofreu recozimento parcial,
apresentando grãos menos alongados em relação a sua microestrutura a 280 °C. Para a
amostra com 12% de redução, ainda nenhuma alteração em relação à microestrutura do
estado encruado foi observada.

59
Figura 30: Evolução da microestrutura do material recozido a 300°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x.
e)
c) d)
a) b)

60
A Figura 31 apresenta a microestrutura resultante do recozimento a 320 °C para as
amostras laminadas a 12, 20, 40, 60 e 80% de redução. Para essa temperatura, a amostra
com 20% de redução sofre completa recristalização. Na amostra com 12% de redução
continua predominando recuperação e para as demais, recristalizadas em temperaturas
inferiores a 320 °C, nenhuma alteração, como crescimento de grão, nessa microestrutura
recristalizada foi observada com o aumento da temperatura de recozimento.
Figura 31: Evolução da microestrutura do material recozido a 320°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x.
e)
d) c)
a) b)
61
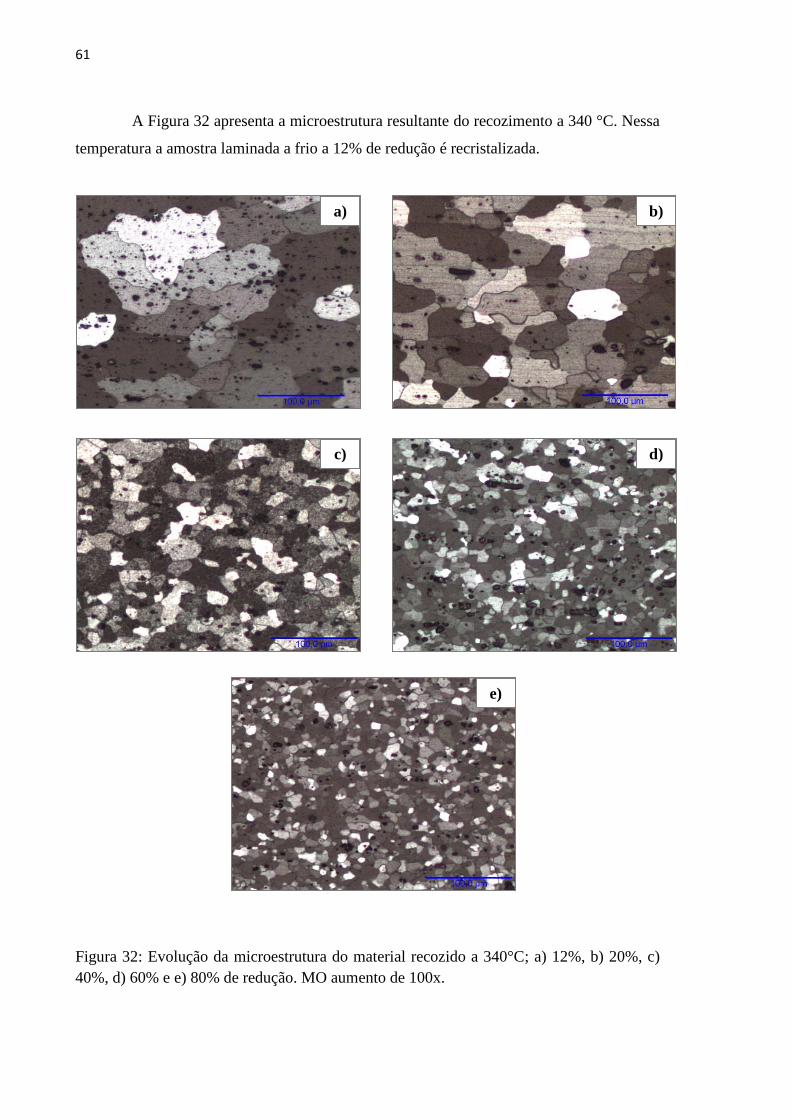
A Figura 32 apresenta a microestrutura resultante do recozimento a 340 °C. Nessa
temperatura a amostra laminada a frio a 12% de redução é recristalizada.
Figura 32: Evolução da microestrutura do material recozido a 340°C; a) 12%, b) 20%, c)
40%, d) 60% e e) 80% de redução. MO aumento de 100x.
e)
d) c)
a) b)

62
Nesse ponto, para os cinco graus de redução aplicados, é possível notar duas
principais diferenças entre as amostras:
Temperatura de recristalização
Tamanho médio de grão recristalizado
Como o principal potencial termodinâmico para ocorrência da recristalização
consiste na energia acumulada na deformação, as amostras com 60 e 80% de redução
possuem um potencial maior para recristalizar e, por isso, recristalizaram em temperatura
mais baixa do que as demais amostras (280 °C). Da mesma forma, a amostra laminada a
frio a 12% apresentou a maior temperatura de recristalização (340 °C), já que por ter um
potencial menor necessitava de mais energia para recristalizar. A Tabela 5 mostra a
temperatura de recristalização para os respectivos graus de redução aplicados nesse
trabalho.
Tabela 5 - Temperatura de recristalização para os respectivos graus de redução a frio da
liga AA5182
Redução a frio (%)Temperatura de
recristalização (°C)
12 340
20 320
40 300
60 280
80 280
A Figura 32 mostra que há uma considerável diferença entre os tamanhos médios
dos grãos recristalizados para as amostras laminadas a frio entre 12 e 80% de redução.
Observa-se que quanto menor o grau de redução maior o tamanho de grão final. Esse
resultado também é coerente com a literatura (PADILHA, 2005) e está relacionado à
quantidade de núcleos gerados na deformação. Como na recristalização as frentes de
reação (contornos de grão) avançam até que se toquem mutuamente, um elevado grau de
deformação a frio propicia maior quantidade de potenciais núcleos de recristalização e,
desta forma, a distância média percorrida por esses núcleos até que encontre outro e pare
de crescer durante o recozimento é menor quanto maior for o grau de redução. Em ligas de

63
alumínio, como regiões preferenciais para nucleação estão as heterogeneidades de
deformação bandas de cisalhamento, bandas de deformação e regiões ao redor de
partículas de segunda fase (SANDIM, 2003; GONÇALVES, 2003). A Tabela 6 apresenta
o tamanho médio dos grãos recristalizados em função do grau de redução de acordo o
método de comparação da norma ASTM Methods E112.
Tabela 6 - Tamanho médio de grão recristalizado em função do grau de redução a frio
Redução a frio (%) nº ASTM tamanho (µm)
12 3,5 95
20 5,5 47
40 8,0 20
60 9,0 14
80 10,0 10
A Tabela 6 mostra como o tamanho de grão recristalizado é sensível ao grau de
deformação a frio na liga AA5182, indicando que para reduções maiores que 80% podem
ser gerados grãos da ordem de nanômetros (nm). Para diversas ligas e metais tem sido
demonstrado que estrutura de grãos ultrafinos (nanométricos) pode ser produzida por
deformação plástica severa (SPD). Os mecanismos de refinamento de grão durante SPD
são controlados pela geração de discordâncias e pela forma com que elas se rearranjam
formando, inicialmente, contornos de baixo ângulo (células de discordâncias) e, no
decorrer da deformação, contornos de alto ângulo. Esse refino de grão por deformação em
ligas Al-Mg está fortemente relacionado ao teor de Mg, onde um pequeno aumento desse
teor pode reduzir significativamente o tamanho médio dos grãos recristalizados
(SAUVAGE et al., 2014).
Em relação às partículas de segunda fase, a Figura 32, com todas as amostras
recristalizadas, apresenta uma distribuição homogênea dessas partículas através da
espessura das chapas, o que propicia também uma distribuição homogênea de tamanho de
grão, já que atuam no processo de nucleação. Uma ilustração da sensibilidade da
microestrutura da liga AA5182 à deformação e às partículas de segunda fase está
apresentada na Figura 33, a qual compara a recristalização no centro e na superfície da
espessura da amostra laminada a 60% de redução e recozida a 280 °C. Na superfície,
região mais próxima aos cilindros de laminação, observa-se uma quantidade maior de
partículas e uma granulação mais fina. Isso é resultado de uma deformação mais intensa

64
nas regiões mais próximas aos cilindros. A quebra das partículas é mais efetiva e o
encruamento um pouco maior nessas regiões, proporcionando maior quantidade de núcleos
de recristalização e, conseqüentemente, granulação mais fina nessas regiões.
Figura 33: Comparação entre a recristalização na superfície a) e no centro b) da amostra
com 60% de redução recozida a 280°C. MO aumento de 100x.
4.3 Correlação entre propriedades mecânicas, microestrutura e grau de redução a
frio
A fim de correlacionar a temperatura de recozimento com a microestrutura e,
conseqüentemente, com as propriedades mecânicas em função do grau de redução, segue
uma comparação entre as amostras com 20 e 60% de redução.
As Figuras 34 e 35 correlacionam microestrutura e grau de deformação com os
três estágios da curva citados no item 4.1. Na condição sem tratamento térmico (S/T),
possui maior valor de tensão limite de escoamento , a amostra com 60% de redução
devido ao seu maior grau de encruamento, onde se observa grãos bem mais deformados na
direção de laminação do que a amostra laminada a 20%. No final da curva, a 340 °C,
possui maior valor de a amostra com 60% de redução devido sua microestrutura de
grãos mais finos do que a amostra com 20%, pois é conhecido que os contornos de grão
atuam como barreiras à movimentação de discordâncias durante a deformação plástica,
com isso, quanto mais fina a microestrutura de grãos, maior a densidade dessas barreiras e
b) a)
65
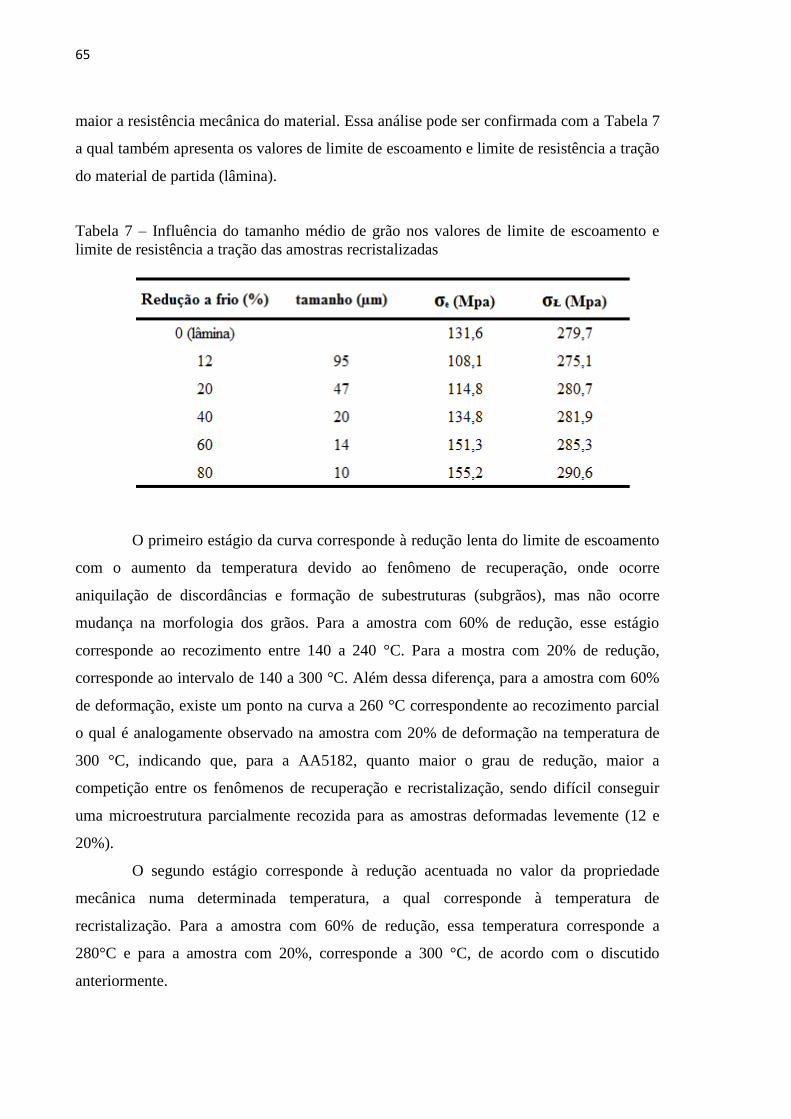
maior a resistência mecânica do material. Essa análise pode ser confirmada com a Tabela 7
a qual também apresenta os valores de limite de escoamento e limite de resistência a tração
do material de partida (lâmina).
Tabela 7 – Influência do tamanho médio de grão nos valores de limite de escoamento e
limite de resistência a tração das amostras recristalizadas
O primeiro estágio da curva corresponde à redução lenta do limite de escoamento
com o aumento da temperatura devido ao fenômeno de recuperação, onde ocorre
aniquilação de discordâncias e formação de subestruturas (subgrãos), mas não ocorre
mudança na morfologia dos grãos. Para a amostra com 60% de redução, esse estágio
corresponde ao recozimento entre 140 a 240 °C. Para a mostra com 20% de redução,
corresponde ao intervalo de 140 a 300 °C. Além dessa diferença, para a amostra com 60%
de deformação, existe um ponto na curva a 260 °C correspondente ao recozimento parcial
o qual é analogamente observado na amostra com 20% de deformação na temperatura de
300 °C, indicando que, para a AA5182, quanto maior o grau de redução, maior a
competição entre os fenômenos de recuperação e recristalização, sendo difícil conseguir
uma microestrutura parcialmente recozida para as amostras deformadas levemente (12 e
20%).
O segundo estágio corresponde à redução acentuada no valor da propriedade
mecânica numa determinada temperatura, a qual corresponde à temperatura de
recristalização. Para a amostra com 60% de redução, essa temperatura corresponde a
280°C e para a amostra com 20%, corresponde a 300 °C, de acordo com o discutido
anteriormente.

66
O terceiro e último estágio observado nas curvas de recozimento corresponde ao
patamar formado a partir da temperatura de recristalização, onde as propriedades
mecânicas não se alteram com o aumento da temperatura de recozimento. Esse resultado
confirma o que foi observado nas micrografias, em que, acima da temperatura de
recristalização, o recozimento durante 1 hora não gera mudanças microestruturais, como
crescimento de grão, para as amostras com as condições de processamento mecânico
usados nesse estudo.
Figura 34 - Estágios da curva de recozimento com base nos valores de para a amostra
com 60% de redução. É apresentada também a microestrutura para cada estágio.

67
Figura 35 - Estágios da curva de recozimento com base nos valores de com suas
respectivas microestruturas para a amostra com 20% de redução em comparação com a
amostra com 60% de redução.
A Figura 36 sintetiza todo o conceito abordado nesse estudo comparando a
evolução da microestrutura das amostras com elevado e baixo grau de redução, 12 e 80%
respectivamente, mostrando também, as propriedades mecânicas para o material
recristalizado.
Figura 36 – Comparação entre a evolução da microestrutura durante o recozimento para as
amostras laminadas a frio a 12 e 80% de redução.

68
Da Figura 36 pode-se observar que para a liga AA5182 uma estrutura fina de
grãos pode ser facilmente conseguida por deformação e este resultado está fortemente
relacionado aos átomos de Mg em solução sólida e ao efeito das partículas de segunda fase
distribuídas homogeneamente no material. Sabe-se que a única maneira de ganhar
resistência mecânica e ductilidade concomitantemente num material é através do refino de
grão, pois grãos mais finos contribuem para uma deformação mais homogênea,
favorecendo a ductilidade. No entanto, no desenvolvimento de novos produtos com a liga
AA5182, ambas as microestruturas apresentadas na Figura 36, como também, as
resultantes de reduções intermediárias a 12 e 80%, tornam-se interessantes, pois, para
aplicação em temperatura ambiente, em geral, é desejável microestrutura de grãos finos
para garantir maior resistência mecânica. Contudo, para uma aplicação num ambiente
corrosivo, uma granulação mais grosseira torna-se vantajosa, já que os contornos de grão
são regiões mais reativas e, nesse contexto, microestrutura como a observada na amostra
reduzida a 12% pode ser mais resistente à degradação por corrosão.

69
5. CONCLUSÕES
O comportamento mecânico pós-recozimento da liga AA5182 foi estudado com
base na microestrutura e nas curvas de recozimento construídas através de ensaios de
tração. As variáveis desse estudo foram grau de redução a frio e temperatura de tratamento
térmico. As conclusões específicas são:
A liga apresenta uma elevada capacidade de encruamento, onde limite de
escoamento e limite de resistência a tração, respectivamente, subiram de 131,6 MPa e
279,7 MPa (lâmina recozida) para aproximadamente 390 MPa e 415 MPa (chapa com 80%
de redução).
O refino de grão para essa liga pode ser facilmente conseguido por severa
deformação plástica. Esse comportamento está diretamente relacionado à forte interação
dos átomos de Mg com as discordâncias, a geração destas e a forma com que se rearranjam
para formar contornos de alto ângulo.
Foi mais difícil conseguir a condição de recozimento parcial para as amostras
pouco deformadas, 12 e 20%, onde nas curvas, esta condição não é tão claramente
observada quanto para as amostras com maior grau de deformação.
Definir as temperaturas de recuperação, recozimento parcial e recristalização
completa para chapas da liga AA5182 com diferentes espessuras consiste numa etapa
muito importante do estudo para aplicação desse material em outras vertentes da indústria,
principalmente porque após a laminação a frio, a liga passa por outros processos de
conformação no cliente e a performance do produto final está fortemente relacionada às
propriedades e microestrutura da chapa.

70
Referências
ABAL. Associação Brasileira do Alumínio. A indústria: História. Disponível em:
<http://www.abal.org.br>. Acesso em: 20 jan. 2014.
ABAL. Associação Brasileira do Alumínio. Características químicas e físicas.
Disponível em: <http://www.abal.org.br>. Acesso em: 20 jan. 2014.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Coletânea de Normas Técnicas: alumínio
e suas ligas. ABAL. São Paulo, 2008. 758p.
CALLISTER, W. D. Jr. Ciência e Engenharia de Materiais: uma introdução. 7ª ed. LTC,
2008.
CHOWDHURY, S. G. Development of texture during cold rolling in AA5182 alloy.
Scripta Materialia, v. 52, p. 99–105, 2005.
DOHERTY, R. D. The deformed state and the nucleation of recrystalization. Metal
Science Journal, v. 8, p. 132 – 142, 1974.
FERRARI, R. B. Caracterização de liga metálica a base de alumínio – magnésio obtida
por método convencional após tratamentos termomecânicos visando estruturas
microcristalinas. 2008. 85f. Tese (Mestrado) – Instituto de Pesquisas Energéticas e
Nucleares, São Paulo, 2008.
GOLOVIN, I. S.; MIKHAYLOVSKAYA, A. V.; SINNING, H. R. Role of the β–phase in
grain boundary and dislocation anelasticity in binary Al-Mg alloys. Journal of Alloys and
Compounds, p. 622 - 632, 2013.
71
GONÇALVES, M. Processamento termomecânico e evolução microestrutural de ligas
de alumínio: aspectos da metalurgia física fundamental. In: Textura e relações de
orientação. TSCHIPTSCHIN, A. P. e outros (eds), 2ª Edição, p. 329 – 348, IPEN, São
Paulo, 2003.
HUMPHREYS, F. J.; HATHERLY, M. Recristallization and related annealing
phenomena. 2ª ed. Oxford, Kidlington, 2004. 556p.
KAMAT, R. G. AA3104 Can-body stock ingot: Characterization and homogenization.
Journal of Metals, v. 48, n. 6, p. 34 – 38, 1966.
LI, J. et al. The effect of prestrain and subsequent annealing on the mechanical behavior of
AA5182-O. Materials Science and Engineering A, v. 528, p. 3905–3914, 2011.
LI, Y. J.; ARNBERG, L. A eutectoid phase transformation for de primary intermetallic
particle from (Fe, Mn) to (Fe, Mn) in AA5182 alloy. Acta materialia, v.52, p.
2945 – 2952, 2004b.
LI, Y. J.; ARNBERG, L. Solidification structures and phase selection of iron-bearing
eutectic particles in a DC-cast AA5182 alloy. Acta Materialia, v. 52, p. 2673–2681,
2004a.
LOW. M. Determinação do estágio inicial da recristalização em ligas de alumínio por
difração de raios-x. 2000. 124f. Tese (Mestrado) – Instituto de Pesquisas Energéticas e
Nucleares, São Paulo, 2000.
MAO, W. Recrystallization and grain growth. In: HANDBOOK of Aluminum. New
York: Taylor & Francis, 2003. v. 1, p. 211 – 258.
MEADOWS, D. H.; MEADOWS, D. L.; RANDRES, J. Beyond the Limits. Chelsea
Green Publishing, 1992.
72
PADILHA, A. F.; SICILIANO J. F. Encruamento, recristalização, crescimento de grão
e textura. São Paulo: ABM, 2005.
PADILHA, A. F. Competição entre recuperação e recristalização em uma liga de
alumínio contendo dispersão de precipitados. 1977. 81f. Dissertação (Doutorado) -
Universidade de São Paulo. São Paulo, 1977
PATROCINIO, P. R. G. Caracterização da textura e do orelhamento (“earing”) da liga
AA3104 após a redução a frio. 2011. 117f. Tese (Mestrado) – Universidade de São Paulo,
São Paulo. 2011
PIRES, M. M., Influência do teor de zinco e do processamento termomecânico nas
propriedades mecânicas e na resistência a corrosão da liga de alumínio AA3104. 2002.
111f. Tese (Mestrado) – Universidade Estadual Paulista. Guaratinguetá. 2002.
REVISTA ALUMÍNIO. Perspectivas do mercado de alumínio. Disponível em:
<http://www.revistaaluminio.com.br. Acesso em: 25 mai. 2014.
ROHATGI, A. et al. An investigation of enhanced formability in AA5182-O Al during
high-rate free-forming at room-temperature: Quantification of deformation history.
Journal of Materials Processing Technology, v. 214, p. 722 – 732, 2014.
SANDIM, H. R. Heterogeneidades de deformação: uma visão microscópica. In: Textura e
relações de orientação. TSCHIPTSCHIN, A. P. e outros (eds), 2ª Edição, p. 19 – 34, IPEN,
São Paulo, 2003.
SAUVAGE, X. et al. Atomic-scale analysis of the segregation and precipitation
mechanisms in a severely deformed Al–Mg alloy. Acta Materialia, v.72, p. 125–136,
2014.
SOUZA, F. M. Estudo da microestrutura, da textura cristalográfica e da
recristalização em chapas obtidas por lingotamento contínuo e semicontínuo da liga
de alumínio AA4006. 2012. 129f. Dissertação (Doutorado) - Universidade de São Paulo,
São Paulo, 2012.

73
STRAFFELINI, G.; FONTANARI, V.; ZADRA, M. Influence of specimen width on the
deformation and fracture behaviour of AA5182 sheets. Engineering Fracture Mechanics,
v. 109, p. 262–272, 2013.
THE ALUMINUM ASSOCIATION. Aluminum Standart and Data, 1990. p. 15.
THE ALUMINUM ASSOCIATION. International Alloy Designations and Chemical
Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys, 2009.
37 p.
UNIVERSIDADE FEDERAL DO PARANÁ. Departamento de Engenharia Mecânica.
Fundamentos do alumínio. Disponível em: <ftp://ftp.demec.ufpr.br/disciplinas>. Acesso
em: 25 mai. 2014.
WEN. W; MORRIS, J. G. The effect of cold rolling and annealing on the serrated yielding
phenomenon of AA5182 aluminum alloy. Materials Science and Engineering A, v. 373,
p. 204–216, 2004
YU, X. F.; ZHAO, Y. M.; WEN, X. Y.; ZHAI, T. A study of mechanical isotropy of
continuous cast and direct chill cast AA5182 Al alloys. Materials Science and
Engineering A, v. 394, p. 376–384, 2005.
ZOU, B. et al. Microstructure evolution of heavily deformed AA5083 Al–Mg alloy
studied by positron annihilation spectroscopy. Applied Surface Science, v. 296, p.
154–157, 2014.
ZHAO, Y. M.; WEN, W.; MORRIS, J. G. The differences in particle structures and
recrystallization behaviors between DC and CC AA5052 aluminum alloys. Materials
Science and Engineering A, v.373, p.167–174, 2004.