UNIVERSIDADE ESTADUAL DE FEIRA DE ... - ENGENHARIA CIVILcivil.uefs.br/DOCUMENTOS/FRANCISCO CARLOS...
57
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA DEPARTAMENTO DE TECNOLOGIA CURSO DE ENGENHARIA CIVIL Francisco Carlos Costa de Oliveira EXECUÇÃO DE PAINÉIS ESTRUTURAIS PRÉ-MOLDADOS EM CONCRETO ARMADO: ESTUDO DE CASO Feira de Santana 2009
Transcript of UNIVERSIDADE ESTADUAL DE FEIRA DE ... - ENGENHARIA CIVILcivil.uefs.br/DOCUMENTOS/FRANCISCO CARLOS...

I
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA
DEPARTAMENTO DE TECNOLOGIA
CURSO DE ENGENHARIA CIVIL
Francisco Carlos Costa de Oliveira
EXECUÇÃO DE PAINÉIS ESTRUTURAIS PRÉ-MOLDADOS
EM CONCRETO ARMADO: ESTUDO DE CASO
Feira de Santana
2009
I
Francisco Carlos Costa de Oliveira.
EXECUÇÃO DE PAINÉIS ESTRUTURAIS PRÉ-MOLDADOS
EM CONCRETO ARMADO: ESTUDO DE CASO
Projeto de Trabalho de Conclusão
de Curso da Universidade
Estadual de Feira de Santana,
como requisito parcial à obtenção
de titulo de Bacharel em
Engenharia Civil.
Orientador: Profº. M.Sc. Antonio Freitas da Silva Filho.
Feira de Santana
2009
II
Francisco Carlos Costa de Oliveira.
EXECUÇÃO DE PAINÉIS ESTRUTURAIS PRÉ-MOLDADOS
EM CONCRETO ARMADO: ESTUDO DE CASO
Trabalho de Conclusão de Curso para obtenção título de
Bacharel em Engenharia Civil.
Feira de Santana, Março de 2009.
Banca Examinadora:
Profº M.Sc. Antonio Freitas da S. Filho ____________________
Universidade Estadual de Feira de Santana
Profº M.Sc. Cristóvão César C. Cordeiro ____________________
Universidade Estadual de Feira de Santana
Profº Especialista Carlos Antonio Alves de Queiroz ____________________
Universidade Estadual de Feira de Santana

III
AGRADECIMENTOS
A Deus pelo dom da vida, e por ter me concedido o dom de amar essa profissão
maravilhosa.
Aos meus pais Francisco Carlos e Ana Maria, pelo amor e apoio incondicional
nesses 26 anos de vida;
Aos meus irmãos Igor e Karol, pela alegria, pelo companheirismo;
Aos meus avôs, Rosalva Ferreira (em memória) e Antonio Patrício (em memória);
José Ferreira Costa e Simone Victória, meus amores e exemplos para toda uma
vida.
Ao meu tio e grande amigo Ayrton Borges D. Filho, pelo exemplo de dignidade,
profissionalismo e por sempre acreditar em meu potencial.
À minha namorada Márcia Macedo, pelo seu apoio, suas palavras de conforto e
motivação, por estar sempre ao meu lado.
Ao meu orientador Antonio Freitas, pela paciência, pela disponibilidade e pelo
apoio.
Aos amigos Antoniel Queiroz, Antônio Carlos Lobo, Djavan Aragão, Ednardo
Freire, Eduardo Chagas, Fabiane Lopes, Osvaldo Ribeiro, Thiago Silva, William
Peixoto, pelos grandes momentos vividos nessa caminhada, pelos babas e
encontros no Quatro Estações.
A todas as pessoas que convivi ao longo dessa caminhada com certeza,
também, estão guardadas em meu coração.

IV
“O degrau de uma escada não
serve simplesmente para que
alguém permaneça em cima dele,
destina-se a sustentar o pé de um
homem pelo tempo suficiente para
que ele coloque o outro um pouco
mais alto.”
Thomas Huxley

V
EXECUÇÃO DE PAINÉIS ESTRUTURAIS
PRÉ-MOLDADOS EM CONCRETO ARMADO
RESUMO
Há pouco tempo, a construção seguia um sistema convencional, normalmente
com a superestrutura em concreto armado e fechamento em alvenaria de bloco
cerâmico. Com o avanço tecnológico e a necessidade cada vez maior de reduzir
custos e, principalmente, aumentar a agilidade do processo construtivo, algumas
empresas da indústria da construção civil buscam implantar novos sistemas:
como a produção de painéis pré-moldados ou pré-fabricados de concreto armado
que, justapostos, formam andares e edifícios completos. Elementos pré-
moldados são uma opção para aumentar a racionalização no processo
construtivo. Eles associam-se a particularidades desse processo com relação à
rapidez de execução, rígido controle de qualidade, coordenação modular e alto
nível organizacional da produção. O presente trabalho pretende estudar a
execução dos painéis portantes, que são estruturas pré-moldadas, aplicados na
execução de edifícios de múltiplos pavimentos, em uma obra na cidade de Feira
de Santana, favorecendo a industrialização e a racionalização dos processos,
bem como a redução do prazo de execução da obra, com isso, elevando a
produtividade. O método oferece inúmeras vantagens, dentre as quais podemos
citar: controle de qualidade, baixos custos de manutenção, facilidade de
planejamento e controle de tempos e, principalmente, menor tempo de execução.
Mas, também, possui algumas desvantagens como: alto investimento inicial,
necessidade de grandes espaços para concretagens e estocagens,
impossibilidade de alteração do lay out da edificação, necessidade de
profissionais capacitados.
Palavras-chaves: Painéis; Pré-moldados; Racionalização.

VI
EXECUTION OF PANEL STRUCTURALS
PRÉ-MOLDADOS IN ARMED CONCRETE
ABSTRACT
It has little time, all construction followed a conventional system, normally with the
superstructure in armed concrete and closing in masonry of ceramic block. With
the technological advance and the necessity each bigger time to reduce costs
and, mainly, to increase the agility of the constructive process, the industry of the
civil construction search to implant a new system: the production of panels daily
pay-molded or prefabricated of armed concrete that, juxtaposed, complete floors
and buildings form. Daily pay-molded elements are an option to increase the
rationalization in the constructive process. They associate it particularitities of this
process with regard to the rapidity of execution, rigid quality control, modular
coordination and high organizacional level of the production. The present work
intends to study the execution of the portantes panels, that are daily pay-molded
structures, applied in the execution of buildings of multiple floors, favoring the
industrialization and the rationalization of the processes, as well as the reduction
of the stated period of execution of the workmanship, with this, raising the
productivity. The method offers innumerable advantages, amongst which we can
cite: quality control, basses maintenance costs, easiness of planning and control
of times and, mainly, minor execution time. But, also, it possesss some
disadvantages as: high initial investment, necessity of great spaces for
concretagens and estocagens, impossibility of alteration of lay out of the
construction, necessity of able professionals.
Word-keys: Panels; Daily pay-molded; Rationalization.

VII
LISTA DE FIGURAS
Figura 1 Modelo de Processo na filosofia gerencial tradicional 19
Figura 2 Modelo de Processo de Construção Enxuta 20
Figura 3 Fluxograma de produção de elementos pré-moldados 25
Figura 4 Juntas entre painéis internos 30
Figura 5 Junta entre painéis externos de canto 31
Figura 6 Junta entra painéis externos e laje 31
Figura 7 Junta entre pré-laje e complemento “in loco” 32
Figura 8 Fôrma horizontal de painel 36
Figura 9 Fôrma vertical de painel 36
Figura 10 Fluxograma de produção das armaduras 37
Figura 11 Espaçadores plásticos utilizados em painéis 38
Figura 12 Detalhe de montagem das telas unidas por espaçadores 39
Figura 13 Detalhes dos aços: a) para soldas; b) para desforma 39
Figura 14 Armação do painel com instalação elétrica 40

VIII
Figura 15 Verificação da dimensão da bateria 41
Figura 16 Concretagem do painel em forma horizontal 42
Figura 17 Adensamento do concreto com vibrador tipo agulha 42
Figura 18 Concretagem e adensamento em forma vertical 43
Figura 19 Rolo para criar aderência na pré-laje 43
Figura 20 Desforma de pré-laje 44
Figura 21 Desforma de painel em forma vertical 45
Figura 22 Painel sendo transportado 45
Figura 23 Painel montado e escorado 46
Figura 24 Grauteamento entre painéis 47
Figura 25 Edificação montada 47

IX
LISTA DE SIGLAS E ABREVIATURAS
IPT – Instituto de Pesquisas Tecnológicas do Estado de São Paulo
JIT – Just in Time.
Fck – Resistência à compressão característica do concreto

X
SUMÁRIO
1.0 INTRODUÇÃO 12
1.1 JUSTIFICATIVA 13
1.2 OBJETIVOS 14
1.2.1 OBJETIVO GERAL 14
1.2.2 OBJETIVO ESPECÍFICO 14
1.3 METODOLOGIA 15
2.0 CONSTRUÇÃO CIVIL 16
2.1 A CONSTRUÇÃO 16
2.2 CONSTRUÇÃO ENXUTA 17
2.2.1 BASE CONCEITUAL 18
2.3 RACIONALIZAÇÃO 20
3.0 PAINÉIS ESTRUTURAIS 22
3.1 HISTÓRIA DA PRÉ-FABRICAÇÃO 22
3.2 OS PRÉ-MOLDADOS E O AUMENTO DA PRODUTIVIDADE 23
3.3 PADRONIZAÇÃO 24
3.4 ORGANIZAÇÃO DO CANTEIRO DE OBRA 24
3.5 ASPECTOS DE PRODUÇÃO 25
3.5.1 FORMAS 26
3.5.2 AÇO 27
3.5.3 ARRANJO 27
3.5.4 JUNTAS 28
4. ESTUDO DE CASO - EXECUÇÃO DE PAINÉIS 34
4.1 DESCRIÇÃO DA EMPRESA E DA OBRA 34
4.2 FÔRMAS 35
4.3 ARMAÇÃO DOS PAINÉIS 37
4.4 CONCRETAGEM DOS PAINÉIS 40
4.5 IÇAMENTO, CURA E TRANSPORTE DOS PAINÉIS 43
4.6 MONTAGEM DE PAINÉIS 46

XI
5.0 CONSIDERAÇÕES FINAIS 49
REFERÊNCIAS 51
ANEXOS 54
12
1.0 INTRODUÇÃO
A globalização trouxe mudanças significativas em todos os mercados,
principalmente na indústria da construção. Essas mudanças acarretaram em
grande competitividade entre as empresas e uma das formas de diferenciação é
a inovação tecnológica.
Segundo SCARDOELLI et al (1994), a indústria da construção tem papel
fundamental no desenvolvimento do país, apesar disso é um setor que apresenta
um grande atraso tecnológico, que pode ser caracterizado pelos seguintes
aspectos:
· Mão-de-obra sem qualificação, com alta rotatividade e de baixa produtividade;
· Resistência às inovações tecnológicas;
· Elevada incidência de não conformidade de materiais, componentes, sistemas
construtivos e serviços;
· Baixa exigência das empresas do setor em relação aos produtores de materiais;
· Baixa exigência por parte do consumidor final;
· Desperdícios significativos de material e de tempo ao longo da produção;
Uma das formas de buscar a redução desse atraso é com técnicas associadas à
utilização de elementos pré-fabricados de concreto.
A base da industrialização é a racionalização. Quando medidas racionalizadas
são aplicadas, aumenta o nível organizacional dos processos. Entende-se por
industrialização da construção o “processo evolutivo” que, através de ações
organizacionais e de implementação de inovações tecnológicas, métodos de
trabalho, técnicas de planejamento e controle objetiva incrementar a

13
produtividade e o nível de produção e aprimorar o desempenho da atividade
construtiva.(FRANCO, 1992)
A repetição causada pela pré-fabricação melhora a eficiência, reduz custos,
reduz desperdícios, refletindo diretamente na produtividade da mão de obra.
Devido, também, a esse fato há de se ter cuidado para não se repetirem os
erros.( SAYEGH,2009)
Tem se buscado cada vez mais alternativas para tornarem as construções mais
limpas, no que diz respeito a situação ambiental (redução dos resíduos da
construção civil), mais ágeis e mais baratas.
Esses sistemas requerem grandes investimentos iniciais em equipamentos e
máquinas, porém possibilitam economia considerável nos custos finais das
obras, versatilidade e redução nos prazos de conclusão, além de proporcionar
segurança, baixa manutenção e facilidade de implantação em lugares distantes e
com pouca infra-estrutura.(Barros, 1998).
Os painéis são peças de concreto armado com função estrutural, são executados
em formas verticais e horizontais em canteiros de obra devidamente
estruturados, transportados com equipamentos de grande porte (gruas, pórticos)
e usados como paredes, prontos para receberem acabamento final (pintura e
cerâmica) sem a necessidade do revestimento (chapisco, reboco, emboço).
1.1 JUSTIFICATIVA
Há sempre uma barreira quando se fala em inovação tecnológica. Existe uma
dificuldade na introdução de inovações tecnológicas devido à resistência dos
próprios usuários em aceitá-la. Eles se opõem a qualquer tecnologia diferente da
tradicional.(Santana,1987)
Hoje em dia, para aumentar a produtividade e reduzir os custos, tem se buscado
racionalizar os processos construtivos. A grande competitividade do mercado

14
atual faz com que as empresas busquem melhorar a eficiência do processo,
eliminando etapas construtivas, minimizando interferências entre os subsistemas
e elevando a qualidade do produto final. Adotar soluções voltadas à
industrialização, principalmente com a pré-fabricação, pode ser um caminho para
melhorar a eficiência do processo.
Atualmente a preocupação com a situação ambiental, tem estimulado o
desenvolvimento tecnológico, pois cada vez mais o mundo está se voltando para
a redução de resíduos e todos os tipos de poluição. Estão buscando cada vez
mais a utilização de técnicas menos agressivas ao ambiente.
É importante conhecer a execução de uma peça estrutural deste tipo, suas
fôrmas, armação e concretagem, pois trará benefícios no conhecimento técnico e
gerencial, mostrando que o processo em estudo deverá reduzir custos no final da
obra, pois é controlado, com mão de obra reduzida e uma enorme rapidez de
fabricação.
1.2 OBJETIVOS
1.2.1 OBJETIVO GERAL
Estudar a execução de painéis estruturais pré-moldados em concreto armado.
1.2.2 OBJETIVO ESPECÍFICO
Analisar os elementos pré-moldados sob aspectos executivos, listando-se
vantagens e desvantagens.
15
1.3 METODOLOGIA
A presente monografia dar-se-á através de um embasamento teórico inicial no
campo do histórico da pré-fabricação e da evolução do sistema.
Posteriormente um estudo de caso foi feito em uma obra que utiliza esta
tecnologia.
E complementando o estudo e a pesquisa, analisar criticamente a utilização
deste sistema construtivo.
16
2.0 CONSTRUÇÃO CIVIL
2.1 A CONSTRUÇÃO
Nas civilizações primitivas, o homem empregava os materiais como encontrava
na natureza. Depois começou a trabalhá-los, modelá-los às suas necessidades.
Aos poucos ele passou a demandar de materiais de maior resistência,
durabilidade e melhor aparência. Precisavam de um material trabalhável e
resistente, surgiu daí o concreto.
Aproveitaram o avanço tecnológico e técnicas mais avançadas, para procurar
melhorar o padrão e reduzir o custo. O aprimoramento das técnicas em uso exige
o cumprimento de tarefas de identificação de necessidades, ordenação de
prioridades, realização de pesquisas, treinamento, implantação do sistema,
análises de desempenho, etc.
A indústria da construção civil está buscando cada vez mais estratégias de
modernização do setor, onde a racionalização construtiva tem papel fundamental.
Nesse sentido, as tendências mais notáveis relacionam-se ao emprego de
sistemas total ou parcialmente pré-fabricados.
Apresentando baixo controle de qualidade, baixa produtividade, grande
desperdício, a indústria da construção civil tem sido considerada uma indústria
atrasada.(EL DEBS, 2000)
As atividades artesanais são substituídas por uniformidade e continuidade
executiva (repetição), características das modalidades operacionais
mecanizadas, características da industrialização.(Ciribini apud ROSSO, 1980)
Uma das formas de reduzir esse atraso é empregar técnicas associadas à
utilização de elementos pré-moldados de concreto.

17
Segundo Sabbatini (1989), “evoluir no sentido de aperfeiçoar-se como indústria é
o caminho natural da construção civil”, portanto, industrializar-se para a
construção é sinônimo de evoluir.
A aplicação de pré-fabricados nos processos construtivos tem como objetivo
proporcionar um aumento da racionalização, elevando a produtividade e
reduzindo desperdícios e custos. Além da rapidez de execução com um rígido
controle de qualidade.
2.2 CONSTRUÇÃO ENXUTA
A construção enxuta é um paradigma de gestão da produção que é baseado nos
conceitos da produção enxuta. O novo paradigma de entendimento da função
produção que envolve o desenvolvimento de uma nova teoria de administração é
denominado produção enxuta. Koskela (1992) afirma ainda que as idéias da
produção enxuta tiveram origem no Japão, na década de 50, e a sua aplicação
mais proeminente aconteceu no sistema de produção da Toyota.
O Sistema Toyota de Produção caracteriza-se pela “produção com estoque zero,
ou sem estoque, o que equivale dizer que cada processo é abastecido com os
itens necessários, na quantidade necessária, no momento necessário, ou seja,
just-in-time” (SHINGO, 1996).
O foco principal está voltado para combater o desperdício, devendo-se
desenvolver uma nova cultura gerencial que busca atender a cinco princípios
fundamentais: especificar precisamente o valor; identificar as cadeias de fluxos
de valor de cada produto e subproduto ou serviço; fazer fluir o desempenho de
fluxos de valor sem interrupções; deixar que o cliente acione o fluxo de produção;
e perseguir a perfeição.(WOMACK et al apud SAN MARTIN, 1999)
Diferente da filosofia tradicional da produção que é entendida como várias
operações, que são controladas, uma por uma, para obter menores custos, a

18
nova filosofia de produção é entendida como um fluxo de processo de materiais e
informações, que são controladas para obter menor variabilidade e tempo de
ciclo, e aperfeiçoar continuamente em relação às perdas.(KOSKELA, 1992)
Já os princípios da construção enxuta identificados por Koskela (1992) são:
1. Redução da parcela de atividades que não agregam valor;
2. Aumentar o valor de saída através de considerações sistemáticas das
necessidades do consumidor;
3. Reduzir a variabilidade;
4. Reduzir o tempo de ciclo;
5. Simplificar reduzindo o número de passos, partes e ligações;
6. Aumentar a flexibilidade de saída;
7. Aumentar a transparência do processo;
8. Focar o controle no processo completo;
9. Introduzir a melhoria contínua no processo;
10. Balancear melhorias de fluxo com melhorias de conversão;
11. Benchmark (comparação com as melhorias práticas)
Baseado nos conceitos de produção enxuta, Koskela (1992) os interpretou,
agrupando-os ao sub-setor de edificações, propondo o desenvolvimento de uma
teoria fundamentada nas idéias da teoria da produção enxuta.
2.2.1 BASE CONCEITUAL
Atualmente, ainda, o processo de produção é entendido como “um conjunto de
atividades de conversão, que transforma os insumos (materiais, informações) em
produtos intermediários (alvenaria, estrutura, revestimento) ao final em
edificação”, conforme ilustrado na Figura 1.(FORMOSO, 2005)

19
Figura 1: Modelo de processo na filosofia gerencial tradicional.
Uma execução de estrutura envolve a execução fôrmas, montagem de
armaduras, concretagem, cura, desfôrma e reescoramento. Assim dentro da
concepção de processo de produção, o empenho para redução de custo total
está direcionado para a redução de custo de cada fragmento de processo
(subprocesso), e também o valor do produto de um subprocesso está associado
ao custo dos seus insumos.(Formoso, 2005)
Conforme San Martin (1999) apud Santos (2000, p. 8) tem-se as seguintes
definições para processo e operação:
• “Processo é o fluxo definido pelos materiais, constituído por uma seqüência de
eventos, em que esses são transformados no produto final. Esses eventos
podem ser caracterizados como conversão ou processamento, inspeção, espera
ou transporte”.
• “Operação é o fluxo definido pelas pessoas ou máquinas, constituído pela
seqüência de ações (ou trabalhos) executadas sobre os materiais. Essas ações
também podem ser caracterizadas como conversão ou processamento, inspeção
ou transporte / deslocamento e ainda outras que não coincidem com as
atividades dos fluxos de processos”.
O modelo de processo da construção enxuta, por sua vez, assume que um
processo consiste em um fluxo de materiais, desde a matéria prima até o produto
final, sendo o mesmo constituído por atividades de transporte, espera,
20
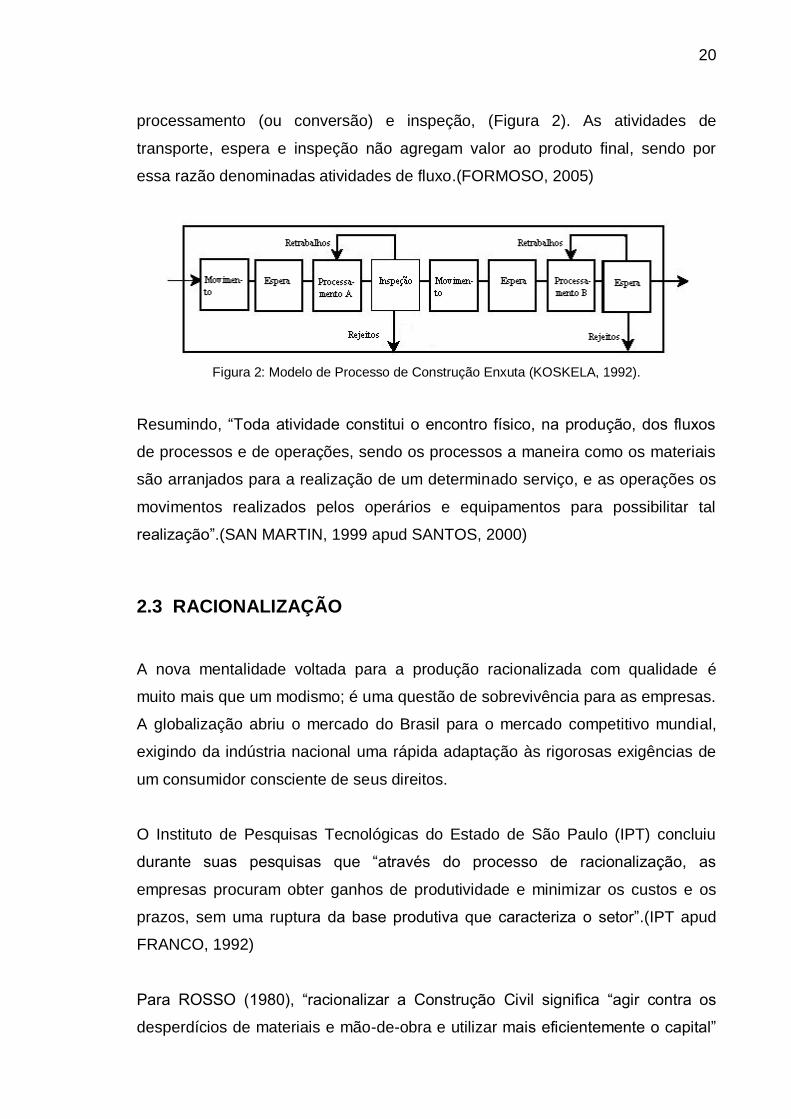
processamento (ou conversão) e inspeção, (Figura 2). As atividades de
transporte, espera e inspeção não agregam valor ao produto final, sendo por
essa razão denominadas atividades de fluxo.(FORMOSO, 2005)
Figura 2: Modelo de Processo de Construção Enxuta (KOSKELA, 1992).
Resumindo, “Toda atividade constitui o encontro físico, na produção, dos fluxos
de processos e de operações, sendo os processos a maneira como os materiais
são arranjados para a realização de um determinado serviço, e as operações os
movimentos realizados pelos operários e equipamentos para possibilitar tal
realização”.(SAN MARTIN, 1999 apud SANTOS, 2000)
2.3 RACIONALIZAÇÃO
A nova mentalidade voltada para a produção racionalizada com qualidade é
muito mais que um modismo; é uma questão de sobrevivência para as empresas.
A globalização abriu o mercado do Brasil para o mercado competitivo mundial,
exigindo da indústria nacional uma rápida adaptação às rigorosas exigências de
um consumidor consciente de seus direitos.
O Instituto de Pesquisas Tecnológicas do Estado de São Paulo (IPT) concluiu
durante suas pesquisas que “através do processo de racionalização, as
empresas procuram obter ganhos de produtividade e minimizar os custos e os
prazos, sem uma ruptura da base produtiva que caracteriza o setor”.(IPT apud
FRANCO, 1992)
Para ROSSO (1980), “racionalizar a Construção Civil significa “agir contra os
desperdícios de materiais e mão-de-obra e utilizar mais eficientemente o capital”
21
e completa explicando que isso se faz por meio da aplicação de princípios de
planejamento e gerenciamento, com objetivo de eliminar a casualidade das
decisões”.
SABBATINI (1989) propõe sua definição sobre o tema, a qual foi aceita e
adotada por vários autores, inclusive neste trabalho. Esta definição prescreve
que a “racionalização da construção é o processo dinâmico que torna possível a
otimização do uso dos recursos humanos, materiais, organizacionais,
tecnológicos e financeiros, visando atingir objetivos fixados nos planos de
desenvolvimento de cada país e de acordo com a realidade sócio-econômica
própria”.
A racionalização deve estar presente em todas as fases do processo, desde as
concepções iniciais, passando pelo desenvolvimento do projeto, até atingir a
etapa de produção.
22
3.0 PAINÉIS ESTRUTURAIS
3.1 HISTÓRIA DA PRÉ-FABRICAÇÃO
A história da Pré-fabricação divide-se em dois períodos. O primeiro vai de 1867 a
1930, e caracteriza-se pelo emprego das peças de concreto armado
principalmente em obras de estradas, ao nível do solo ou subsolo. Nesse
período, por volta de 1920 a protensão se tornou realidade pelo trabalho do
engenheiro francês E. Freyssinet. Já o segundo período começa em 1930 até os
dias atuais. Em meados dos anos 40 o concreto “in situ” foi largamente usado,
havendo pouco emprego de peças pré-fabricadas.(MILMAN, 1971).
Após a Segunda Guerra Mundial, a Europa estava destruída. Era necessário o
emprego de uma tecnologia construtiva rápida para solucionar o problema da
moradia. Os elementos pré-fabricados ganharam espaço e foram responsáveis
pela maioria das construções.(MILMAN, 1971)
A utilização em massa da pré-fabricação na área da habitação, naquela época,
criou uma espécie de marca, que associava a construção com pré-fabricado.
No Brasil, as construções pré-fabricadas de concreto surgiram por volta da
década de sessenta (1960), exatamente em 1959 na construção do Centro de
abastecimento de São Sebastião, e em 1966 na construção do Conjunto
Residencial José Anchieta, em Vigário Geral.(MILMAN, 1971)
O sistema construtivo painel portante começou a ser utilizado. De acordo com
Franco (2005), com todos os objetivos técnicos atingidos, tais como
estanqueidade, isolamento térmico e acústico, baixos custos de manutenção e
produção, alto índice de produtividade, satisfação do cliente e competitividade de
mercado, o sistema permite novos desafios, ou seja, a produção de edifícios de
diversos pavimentos.
23
As suas principais funções são a compartimentação da edificação e o
oferecimento, aos ambientes construídos, das condições para o desenvolvimento
das atividades previstas. As vedações, além de servirem de suporte e proteção
às instalações prediais e aos equipamentos de utilização do edifício, criam
também condições de habitabilidade e segurança (FRANCO,1998). Na produção
de edifícios, as vedações verticais também têm um papel importante (BARROS,
1998a; CARDOSO, 1998), por influenciarem e serem responsáveis por algumas
características, dentre as quais pode-se citar:
• Determinação de diretrizes para o planejamento e programação da execução
da edificação.
• Determinação do potencial de racionalização da produção, pois possui
interfaces com outros subsistemas (instalações prediais, esquadrias,
revestimentos e estrutura).
• Participação como elemento estrutural (alvenaria estrutural), ou servir de
travamento da estrutura de concreto armado, ou ainda servir apenas de
fechamento da edificação.
• Profunda relação com a ocorrência de problemas patológicos. A maior
organização e limpeza do canteiro, melhor qualidade no produto final, rapidez e
facilidade na execução das vedações, maior precisão geométrica e menor
desperdício de materiais são algumas das vantagens do emprego de painéis pré-
fabricados sobre a alvenaria tradicional. Porém, para a introdução de tecnologias
pré-fabricadas no mercado nacional, existem algumas limitações que deverão ser
superadas antes da introdução de quaisquer tecnologias racionalizadas para
vedações.
3.2 OS PRÉ-MOLDADOS E O AUMENTO DA PRODUTIVIDADE
O objetivo maior da racionalização é aproveitar melhor os recursos disponíveis
em todas as fases do empreendimento. Embora apresente uma definição clara,
24
torna-se difícil encontrar um parâmetro para quantificar “o grau ou nível de
racionalização”. À primeira vista, uma possibilidade é a utilização do conceito de
produtividade como proposto por FRANCO (1992).
A utilização de pré-moldados preenche as condições para serem rotulados
instrumentos de melhoria da produtividade na execução de uma estrutura.
Os elementos pré-fabricados apresentam diversas vantagens técnico-
econômicas que permitem otimizar tanto a execução da obra, como a qualidade
do produto final, principalmente com a diminuição de desperdício de material na
execução de detalhes de obra, anteriormente resolvidos de modo artesanal.
(MEDEIROS & SABBATINI 1994)
3.3 PADRONIZAÇÃO
A padronização é uma maneira de alcançar ganhos de produtividade.
Padronização é definida por ROSSO (1966) como “a aplicação de normas a um
ciclo de produção ou a um setor industrial completo com objetivo de estabilizar o
produto ou o processo de produção”. Com a padronização conseguimos reduzir a
variabilidade, um dos princípios da construção enxuta.
A padronização reduz as improvisações e otimiza as atividades desenvolvidas na
construção civil, tendo impacto direto na redução de desperdícios.(ROSSO,
1966)
3.4 ORGANIZAÇÃO DO CANTEIRO DE OBRA
Produzir mais com menor custo e em menos tempo é atualmente, o maior
desafio da engenharia. Na Construção Civil, a “fábrica” que se movimenta não o
produto. Então é necessário um bom planejamento do canteiro para evitar
possíveis problemas futuros com o lay out.

25
Montagem
da armação
transporte
Concretagem: Lançamento Adensamento
Cura
embutidos
desforma
Preparo do concreto
Preparo das armaduras
Peça pronta
O canteiro de obra deve ser organizado de forma a otimizar o fluxo de materiais e
pessoas, com toda segurança. A correta estocagem de materiais e componentes
reduzirá as perdas.(Manual Sistema Construtivo Painel Portante, v.1)
As peças pré-moldadas podem ser produzidas no canteiro ou confeccionadas em
um local determinado e transportada para a obra. Nas duas situações, é
necessário que haja um canteiro organizado, com definições de espaços
previamente destinados a estes elementos. No primeiro caso, é necessário
espaço suficiente para estocagem do elemento até a sua utilização definitiva,
com definições de fluxos de transporte. A forma de transporte dos pré-moldados
já deve estar definida previamente ao planejamento do canteiro, permitindo
melhor interação entre o local de armazenamento e equipamentos de
içamento.(Manual Sistema Construtivo Painel Portante, v.1)
3.5 ASPECTOS DE PRODUÇÃO
A execução de painéis estruturais pré-moldados em concreto armado, é um
processo amplo e diversificado. Este processo será mostrado em diferentes
etapas, todas com sua devida importância, conforme a Figura 3.
Figura 3: Fluxograma de produção de elementos pré-moldados ( BARROS; MELHADO,1998)
Produção e preparo
das fôrmas

26
Os painéis de concreto podem ser produzidos na própria obra, reduzindo custos
com transportes, se houver espaço suficiente ou podem ser produzidos
industrialmente. A mistura dos agregados constituintes do concreto é efetuada
através de dosagem experimental, meticulosamente estudada, sendo necessário
avaliar as qualidades e propriedades dos materiais em função das características
e desempenho do concreto especificado em projeto. Em geral, as misturas
contêm agregados com dimensão máxima característica inferior a 20 mm e, no
caso de componentes não revestidos, com teor de finos suficiente para garantir o
acabamento superficial desejado.(DAWSON, 1995)
Para painéis de concreto, a relação água/cimento recomendada é de 0,4 para a
obtenção de um concreto de consistência plástica, com menor absorção de água
e menor retração hidráulica, para a garantia dos requisitos de segurança
estrutural, estanqueidade e durabilidade do painel.(ANDRIOLO, 1984; METHA,
1994)
3.5.1 FÔRMAS
A escolha do material do molde é determinada pela possibilidade de
reaproveitamento da fôrma, pelo acabamento do painel, o que tem grande
influência nos custos de produção, e pelas dimensões das peças, que
determinam a resistência requerida da fôrma. As fôrmas em aço têm custo alto,
mas possibilitam uma maior precisão e podem ser utilizadas até 150
vezes.(DAWSON, 1995)
A desfôrma deve ser feita, aproximadamente, após 16 horas do preenchimento
ou até o painel adquirir resistência, de 6 Mpa, suficiente para os esforços que
incidirão durante a desfôrma, o manuseio, o transporte e o içamento. Os painéis
devem ser submetidos à cura úmida por no mínimo sete dias.(Manual Sistema
Construtivo Painel Portante, v.1)

27
3.5.2 AÇO
As armaduras prontas são muito utilizadas na pré-fabricação. Elas se preparam
em série, com tamanhos definidos ou em tamanhos especiais. São, geralmente,
soldadas e atendem a quaisquer tipos de peças - pré-lajes, painéis, pilares – sem
perda de pontas. Sabemos que em obras que usam barras de aço com 12 m de
comprimento, cortam e dobram esse aço, dão sobras que podem chegar até a 15
– 20%, conforme a habilidade dos profissionais.(MILMAN, 1971).
Com a utilização de telas conseguimos eliminar as atividades, de corta e dobra,
que não agregam valor. Simplificando, reduzindo o número de passos.
3.5.3 ARRANJO
As construções feitas com peças pré-fabricadas são, em sua maior parte,
constituídas de painéis portantes. Essa prática conduz a eliminação de colunas e
vigas, trazendo economia ao sistema.
De acordo com sua função as paredes se classificam em:
Paredes portantes
Paredes divisórias
Paredes de contraventamento
As paredes portantes recebem as cargas da edificação. As divisórias, como o
próprio nome já diz, servem apenas para dividir uma grande área. Elas não têm
capacidade para receber carga. Já as de contraventamento dão estabilidade a
edificação.(MILMAN, 1971)
A geometria e a forma do painel são determinadas em projeto, considerando
ainda fatores de produção e manuseio. É importante que na fase de projeto
procure-se reduzir o número de tipos de painéis a serem utilizados, garantindo
uma maior padronização na produção. A padronização da fôrma reduz
28
significativamente os custos de produção, pois aumenta a velocidade de
produção e reduz custos operacionais, o tempo de detalhamento e confecção de
moldes, riscos de erros de detalhamento e de produção. Em algumas situações,
os moldes podem ser projetados para receberem ajuste dimensional e atender a
uma gama maior de painéis.
As condições de exposição e a tipologia da edificação alimentam a etapa de
dimensionamento os painéis, que ainda deve considerar as solicitações
mecânicas, envolvendo a ação do vento, do peso próprio e os esforços durante a
desfôrma e manuseio em atendimento do requisito de segurança estrutural. Além
disso, o peso dos painéis define as maneiras de realizar o transporte e içamento
(PCI, 1989).
Em painéis não estruturais, a definição da espessura do cobrimento depende:
• da dimensão máxima característica do agregado.
• dos meios utilizados para manter a armação na devida posição durante a
concretagem.
• das características e qualidade do concreto.
• do tipo de acabamento final.
• da agressividade do ambiente de exposição
3.5.4 JUNTAS
Devido a variação de temperatura e até sobrecargas, ocorre uma movimentação
da estrutura. Essas movimentações causam tensões que levam ao aparecimento
de fissuras que comprometem o desempenho da edificação. As juntas têm por
finalidade permitir que essas expansões e contrações ocorram sem afetar a

29
integridade dos constituintes do sistema de vedação.(Manual Sistema
Construtivo Painel Portante, v.1)
Para o desempenho adequado do sistema de vedação em painéis de concreto, é
imprescindível um bom desempenho das juntas, seja em termos de
estanqueidade ou de acomodação da movimentação das peças.(DAWSON,
1995).
Entre painéis, e outros elementos estruturais, devem-se estabelecer uniões
apropriadas (secas e argamassadas). As argamassadas são as que vão
preenchendo a folga entre as peças com argamassa de cimento ou com
concreto. Já as secas são as formadas através de soldagens de pontos
estratégicos entre essas peças.(MILMAN, 1971).
As juntas constituem as linhas de separação horizontais ou verticais entre os
painéis de concreto justapostos ou sobrepostos, devendo ser de alguma forma
seladas. As juntas horizontais têm função similar às pingadeiras e estão sujeitas
a esforços de compressão originários do peso próprio dos painéis. Já as juntas
verticais estão mais sujeitas às intempéries e tendem a canalizar a água da
chuva, exigindo maiores cuidados quanto à vedação(PCI, 1989; DAWSON,
1995).
No modelo estudado as juntas podem ser de quatro tipos:(Manual Sistema
Construtivo Painel Portante, v.1)
(a)Junta entre Painéis Internos de Concreto
Esta junta tem como objetivo permitir uma ligação entre os painéis garantindo o
posicionamento na montagem, sem a função de transmissão de esforços por
cisalhamento. A principal dificuldade encontrada é a de conseguir um material
que tenha boa aderência aos dois painéis e absorva qualquer tipo de deformação
sem transmitir para a massa de acabamento que deve se limitar a região da junta
uma vez que os painéis recebem pintura direta. Como observamos na Figura 4.
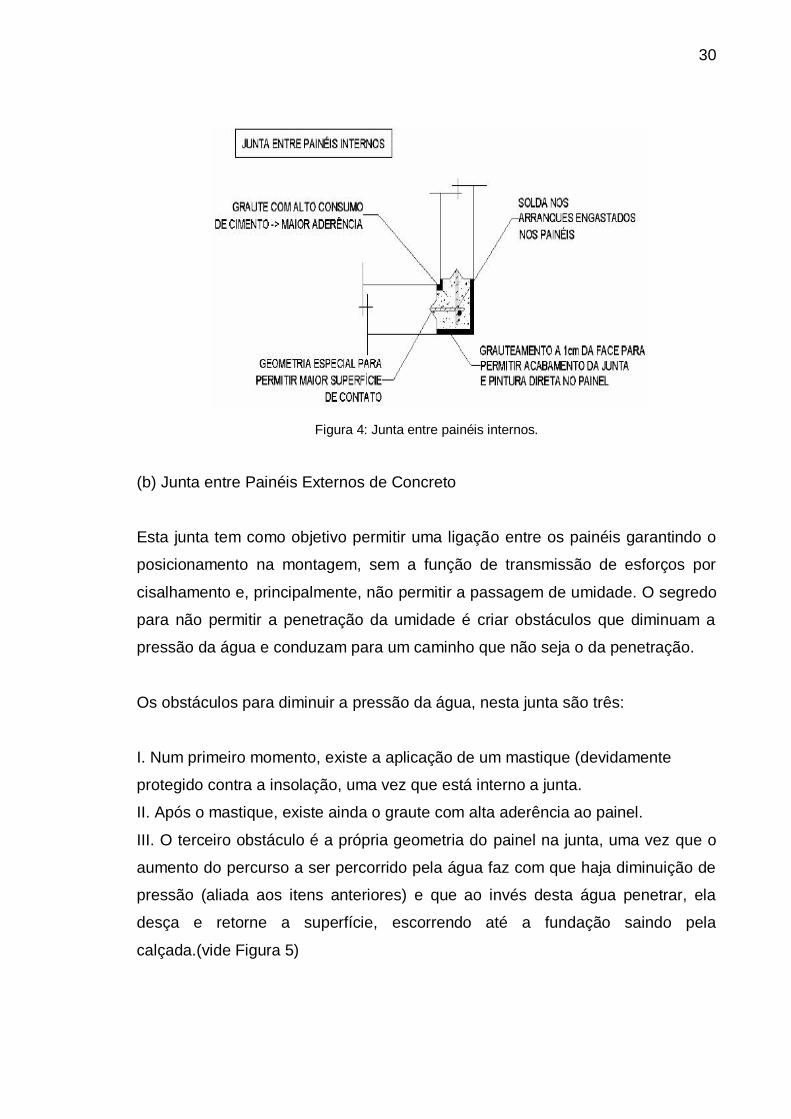
30
Figura 4: Junta entre painéis internos.
(b) Junta entre Painéis Externos de Concreto
Esta junta tem como objetivo permitir uma ligação entre os painéis garantindo o
posicionamento na montagem, sem a função de transmissão de esforços por
cisalhamento e, principalmente, não permitir a passagem de umidade. O segredo
para não permitir a penetração da umidade é criar obstáculos que diminuam a
pressão da água e conduzam para um caminho que não seja o da penetração.
Os obstáculos para diminuir a pressão da água, nesta junta são três:
I. Num primeiro momento, existe a aplicação de um mastique (devidamente
protegido contra a insolação, uma vez que está interno a junta.
II. Após o mastique, existe ainda o graute com alta aderência ao painel.
III. O terceiro obstáculo é a própria geometria do painel na junta, uma vez que o
aumento do percurso a ser percorrido pela água faz com que haja diminuição de
pressão (aliada aos itens anteriores) e que ao invés desta água penetrar, ela
desça e retorne a superfície, escorrendo até a fundação saindo pela
calçada.(vide Figura 5)

31
Figura 5: Junta entre painéis externos de canto.
(c) Junta entre Painéis Externos de Concreto e Laje
Esta junta tem como objetivo permitir o apoio uniforme da pré-laje nos painéis
sem a introdução de tensões localizadas, além de impedir a penetração de água
do meio externo e gabaritar ao complemento “in loco” de forma a permitir o uso
de laje zero, sem contra-piso. Ver Figura 6.
Figura 6: Junta entre painéis externos e laje.

32
(d) Junta entre Pré-Laje e Complemento “in loco”
A laje é formada de uma composição entre um elemento pré-moldado e um
complemento “in loco”. Ela tem seu desempenho estrutural diretamente ligado
com a qualidade da ligação entre os dois elementos. Esta ligação poderia ser
feita através de produtos químicos, ou seja, adesivos a base epoxi, de alto custo
e eficiência diretamente proporcional a qualidade de aplicação.
A união dois elementos é garantida por:
I. Alta rugosidade da face superior da pré-laje, provocada pela passagem de um
equipamento semelhante a um pé de carneiro, após a concretagem da pré-laje.
II. Armações de ligação entre os dois concretos, utilizadas com o objetivo de
içamento da peça e que contribuem para esta monolitização da junta entre os
dois concretos. Como observamos na Figura 7.
Figura 7: Junta entre pré-laje e complemento “in loco”.
Os selantes das juntas garantem a estanqueidade das fachadas, sendo que esta
característica depende do tipo de polímero, do detalhamento das juntas e das
condições de exposição. Estes polímeros são suscetíveis a fatores de
degradação resultantes da combinação de efeitos atmosféricos, radiação solar,

33
calor, oxigênio, água e microorganismos, que contribuem para a diminuição da
vida útil e do desempenho das juntas.(PCI, 1989; DAWSON, 1995).
As juntas nunca devem "atravessar" aberturas, e devem estar completamente
inseridas em uma única peça de concreto para minimizar os problemas de
movimentação diferencial entre os elementos e as dificuldades de selagem (PCI,
1989). Embora os fabricantes de vedações continuem a usar juntas de selantes,
possivelmente por serem mais fáceis de detalhar e executar, as juntas de
gaxetas podem oferecer um produto de junta mais estável, particularmente
quando usadas em conjunto com a barreira de ar.
34
4. ESTUDO DE CASO: EXECUÇÃO DE PAINÉIS
4.1 DESCRIÇÃO DA EMPRESA E DA OBRA
A empresa escolhida para avaliação e estudo do sistema Painéis Portantes, é
uma pioneira no uso de elementos pré-fabricados em obras no eixo Bahia,
Sergipe.
Uma Unidade Industrial foi criada em 1980 para consumo próprio. Inicialmente
destinada à fabricação de blocos de concreto, a unidade industrial passa a
vislumbrar novas atuações, face aos altos custos com insumos e ao
descontentamento de seus proprietários com a técnica construtiva convencional.
A partir do ano de 1984, Aracaju, capital do estado de Sergipe, passa a ter as
primeiras obras com pré-lajes e pré-vigas.
Na década de 1990, a empresa investe ainda mais em industrialização, e dessa
vez com características de uma linha de produção. É o início das obras com
painéis portantes.
A obra estudada está situada na Rua Macário Cerqueira S/N no Bairro Muchila
na cidade de Feira de Santana – BA próximo a rotatória de acesso ao Bairro
Feira X e à Panificadora Rios.
O empreendimento consiste na construção de um condomínio residencial de
cinco edificações de dez pavimentos com cinco unidades por andar. A área total
construída será de 23.918,05 m².
Este sistema é desenvolvido com pequenas equipes e prazos curtos, fatores
estes preponderantes para minimizar as oportunidades de acidentes.(Manual
Sistema Construtivo Painel Portante, v.1)
35
As etapas para confecção de painéis são as seguintes:
– Fabricação e preparação das fôrmas;
– Montagem da armação;
– Concretagem;
– Desforma, cura e transporte;
– Montagem dos painéis.
4.2 FÔRMAS
As fôrmas podem ser consideradas como o conjunto de componentes cujas
funções principais são:
– Servir como modelador;
– Conter o concreto fresco e sustentá-lo até que tenha resistência
suficiente para se sustentar por si só;
– Proporcionar à superfície do concreto a textura requerida.
Qualquer irregularidade nas fôrmas trará futuros retrabalhos, gerando custos
indesejáveis para a obra, por isso têm grande influência no acabamento final dos
painéis. Na obra as formas utilizadas são metálicas, pois proporcionam uma
superfície lisa e plana em toda sua dimensão, maior resistência as vibrações,
adensamento do concreto, além de um reaproveitamento numeroso, a depender
da manutenção e exposição, podendo ser utilizadas em diferentes obras,
reduzindo custos a longo prazo.(PEDREIRA DE FREITAS, 2008.)
As fôrmas podem ser dispostas à fabricação dos painéis tanto verticalmente
como horizontalmente, conforme pode ser observado através das figuras 8 e 9.
As formas verticais denominam-se “baterias”, até pela quantidade de peças
próximas. Já as fôrmas horizontais, denominam-se “bandejas”. São concretadas
separadamente, com maior facilidade para lançamentos e espalhamento de
concretos convencionais na sua extensão, porém os custos com a mão-de-obra
aumentam, pois é necessário acabamentos pós-concretagem.(Manual Sistema
Construtivo Painel Portante, v.1)

36
Figura 8: Fôrma horizontal de painel (2008).
Figura 9: Fôrma vertical de painel (2008).

37
4.3 ARMAÇÃO DOS PAINÉIS
O aço é um material estreitamente ligado à racionalização do processo de
produção, pois além de constituir a estrutura do edifício, constitui ao mesmo
tempo a sua vedação vertical, o que proporciona elevada produtividade para a
execução do edifício. Na execução da armação são utilizadas telas soldadas,
pois além da rapidez e agilidade adquirida com sua utilização, pretende-se
eliminar as perdas, pois as telas são fabricadas sobre medida.
Os aços são cortados e dobrados de acordo com o especificado em projeto, por
máquinas apropriadas (maior rapidez), iniciando a preparação para a montagem
da armadura.(Manual Sistema Constrtutivo Painel Portante, v.1)
Atualmente, o serviço de corte e dobra de aço já pode ser encontrado
industrialmente por empresas especializadas, eliminando desperdícios de
material (perda zero) e conseqüentemente, economia de custos.
Com a utilização de aço cortado e dobrado eliminamos os passos corta e dobra,
demonstrados na Figura 10, passos onde há maior desperdício de materiais.
Figura 10: Fluxograma de produção das armaduras (BARROS; MELHADO, 1998).
As telas são unidas por espaçadores, em geral material plástico com dupla
função - distanciar as telas e garantir o recobrimento da mesma (vide Figura 11).

38
Em seguida, os aços previamente preparados vão sendo amarrados nas telas,
tanto os de reforços estruturais como os de içamentos e soldas. A ligação entre
barras de aço, estribos e telas, é feita através da utilização de arame recozido.
Figura 11: Espaçadores plásticos utilizados em painéis (2006)
Alguns detalhes ficam para o instante em que a armadura é colocada na fôrma,
adaptando-se aos testeiros, que são anteparos colocados na forma para
definição das arestas de canto do painel antes do seu fechamento. Dois
problemas fundamentais devem ser evitados: falta do cobrimento de concreto
especificado (normalmente da ordem de 20mm para concretos convencionais) e
o posicionamento incorreto da armadura definido no projeto. Daí torna-se
necessário observar a correta utilização dos espaçadores, garantindo uma maior
durabilidade da peça.
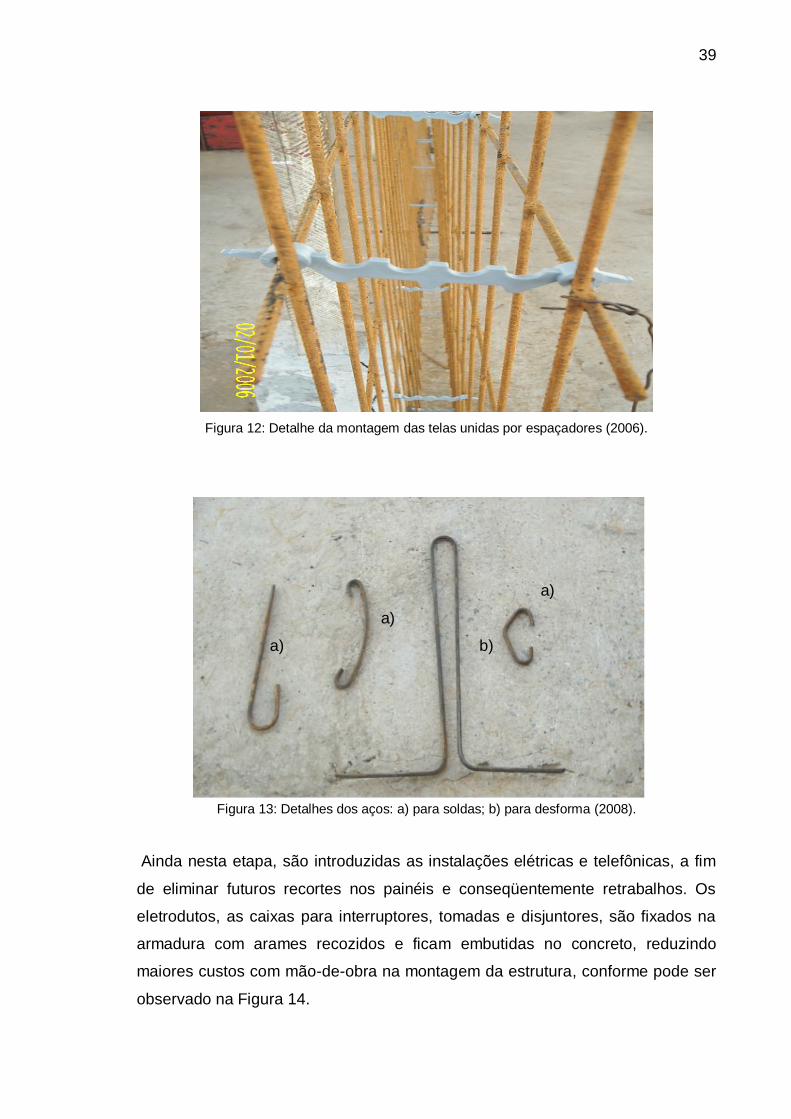
As figuras 12 e 13 apresentam detalhe da montagem da armação focando a
utilização de espaçadores (Figura 12) e dos aços para soldas e içamento dos
painéis (Figura 13).
39
Figura 12: Detalhe da montagem das telas unidas por espaçadores (2006).
a)
a)
a) b)
Figura 13: Detalhes dos aços: a) para soldas; b) para desforma (2008).
Ainda nesta etapa, são introduzidas as instalações elétricas e telefônicas, a fim
de eliminar futuros recortes nos painéis e conseqüentemente retrabalhos. Os
eletrodutos, as caixas para interruptores, tomadas e disjuntores, são fixados na
armadura com arames recozidos e ficam embutidas no concreto, reduzindo
maiores custos com mão-de-obra na montagem da estrutura, conforme pode ser
observado na Figura 14.

40
As instalações hidro-sanitárias não são embutidas como as elétricas, pois
necessitam de manutenção durante a vida útil. Para isso, existem espaços nos
painéis e nas pré-lajes (negativos), facilitando o trabalho dos instaladores.
Também é utilizado shaft´s para passagem das tubulações.
Figura 14: Armação do painel com instalação elétrica. (2008).
4.4 CONCRETAGEM DOS PAINÉIS
As características do concreto utilizado nos painéis são especificadas em projeto
quanto à resistência à compressão, abatimento e cobrimentos das armaduras.
No caso do empreendimento estudado a resistência característica do concreto é
de 25 MPa e o abatimento é de (200±20) mm, para a concretagem dos painéis e
pré-lajes, pois necessitam de um concreto bem fluido, sobretudo na utilização da
bateria.
As etapas de execução do concreto vão desde a caracterização e
armazenamentos dos materiais componentes (cimento,areia,brita,água), estudo
de dosagem, ajustes e comprovação do traço até o preparo, que pode ser na
obra ou em empresas especializadas. No primeiro caso, o proprietário ou alguém
designado por ele é o responsável. No segundo caso, a central dosadora
(concreteira) é quem assume toda a responsabilidade pela execução.
41
De uma forma ou de outra, o importante é que o concreto seja preparado,
controlado e recebido seguindo recomendações da NBR 12655/2005, a qual fixa
as condições exigíveis, destinado à execução de estruturas de concreto. Para
ensaios de comprovação, antes do seu lançamento, é medido o abatimento e
retirado amostras, constituídas de quatro corpos de prova cilíndricos para futuros
ensaios de resistência à compressão. O primeiro define a resistência mínima
para içamento, que deve ser de 6MPa com aproximadamente 16 horas. O
segundo, prevendo o comportamento, é feito aos 07 dias, devendo atingir cerca
de 80% do solicitado. Os dois últimos ensaios, são feitos aos 28 dias, onde
deverá apresentar a resistência à compressão definida no projeto, os ensaios de
compressão são realizados segundo a NBR-5739, Concreto – Ensaio de
compressão de corpos-de-prova cilíndricos.
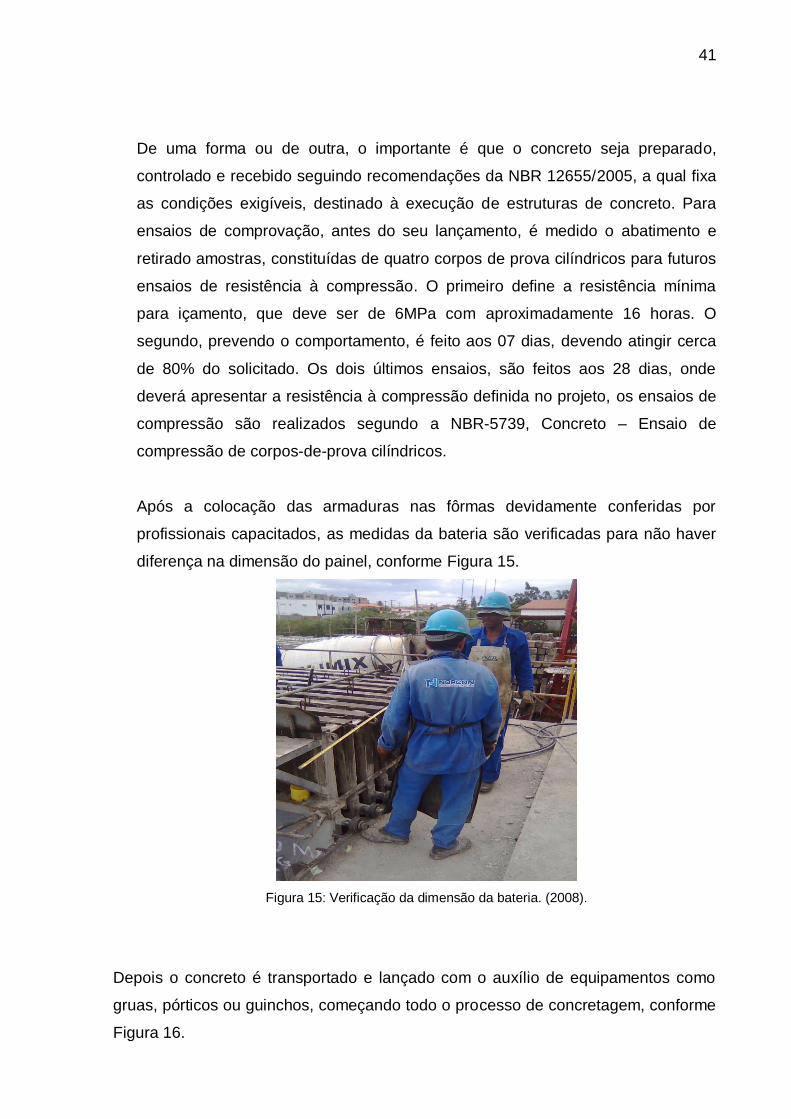
Após a colocação das armaduras nas fôrmas devidamente conferidas por
profissionais capacitados, as medidas da bateria são verificadas para não haver
diferença na dimensão do painel, conforme Figura 15.
Figura 15: Verificação da dimensão da bateria. (2008).
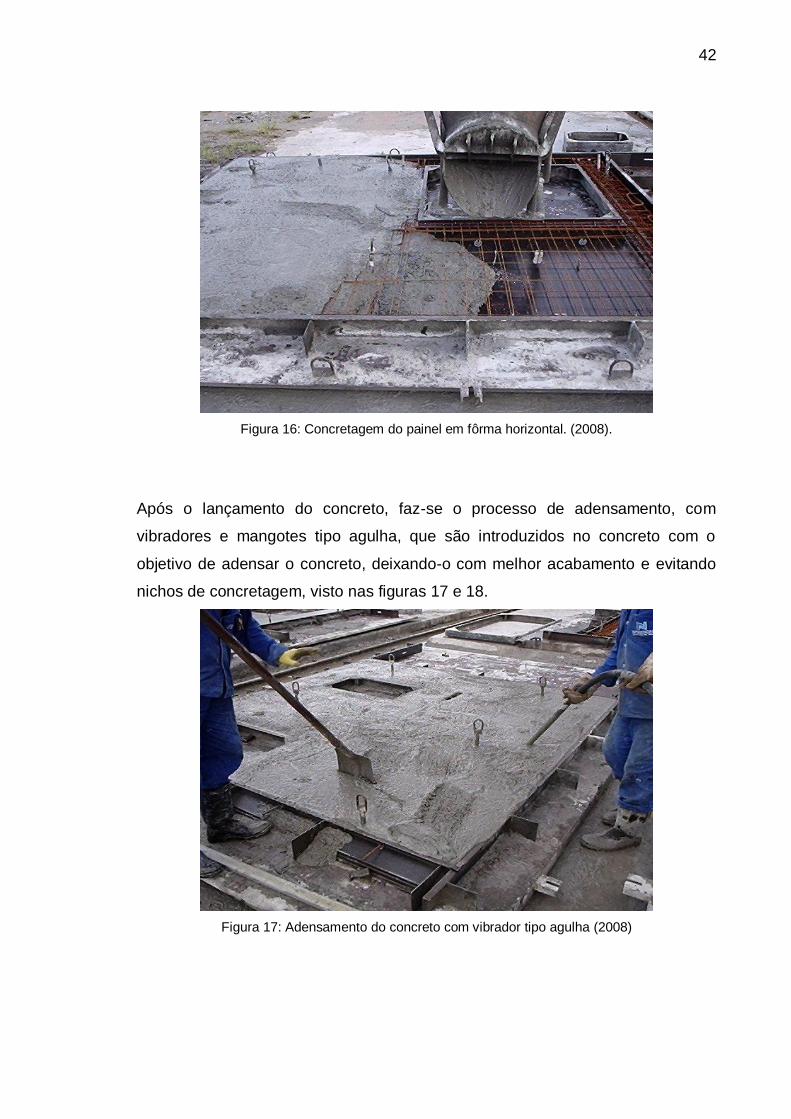
Depois o concreto é transportado e lançado com o auxílio de equipamentos como
gruas, pórticos ou guinchos, começando todo o processo de concretagem, conforme
Figura 16.
42
Figura 16: Concretagem do painel em fôrma horizontal. (2008).
Após o lançamento do concreto, faz-se o processo de adensamento, com
vibradores e mangotes tipo agulha, que são introduzidos no concreto com o
objetivo de adensar o concreto, deixando-o com melhor acabamento e evitando
nichos de concretagem, visto nas figuras 17 e 18.
Figura 17: Adensamento do concreto com vibrador tipo agulha (2008)

43
Figura 18: Concretagem e adensamento em fôrma vertical. (2006)
No caso da execução das pré-lajes, após a concretagem da peça, quando o
concreto está começando a dar pega (endurecendo), passa-se uma espécie de
rolo para que o complemento da laje feito “in loco” tenha maior aderência.
Podemos observar na figura 19.
Figura 19: Rolo para criar aderência na pré laje. (2008)
44
4.5 IÇAMENTO, CURA E TRANSPORTE DOS PAINÉIS
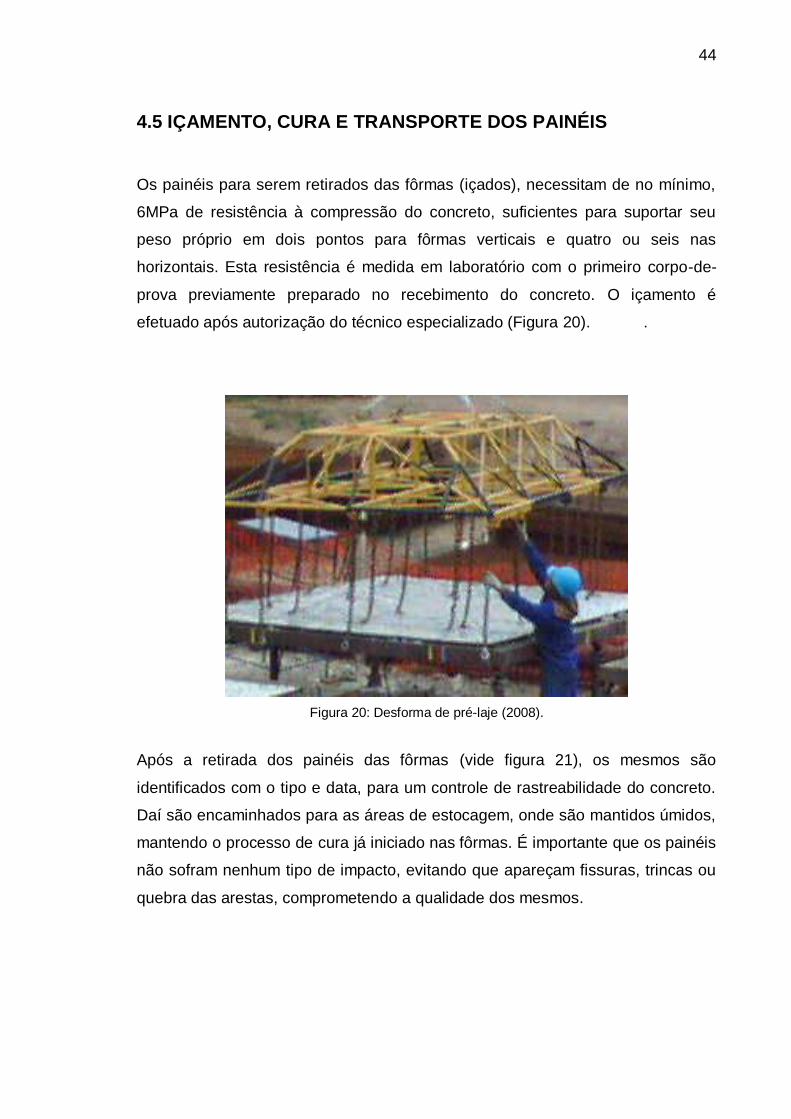
Os painéis para serem retirados das fôrmas (içados), necessitam de no mínimo,
6MPa de resistência à compressão do concreto, suficientes para suportar seu
peso próprio em dois pontos para fôrmas verticais e quatro ou seis nas
horizontais. Esta resistência é medida em laboratório com o primeiro corpo-de-
prova previamente preparado no recebimento do concreto. O içamento é
efetuado após autorização do técnico especializado (Figura 20). .
Figura 20: Desforma de pré-laje (2008).
Após a retirada dos painéis das fôrmas (vide figura 21), os mesmos são
identificados com o tipo e data, para um controle de rastreabilidade do concreto.
Daí são encaminhados para as áreas de estocagem, onde são mantidos úmidos,
mantendo o processo de cura já iniciado nas fôrmas. É importante que os painéis
não sofram nenhum tipo de impacto, evitando que apareçam fissuras, trincas ou
quebra das arestas, comprometendo a qualidade dos mesmos.

45
Figura 21: Desforma de painel em fôrma vertical.
Com aproximadamente sete dias, as peças já atingem mais de 80% da sua
resistência final (esperada aos 28 dias), podendo ser transportadas para os
locais de montagem em caminhões devidamente equipados com cavaletes
metálicos (vide figura 22). Os painéis são distribuídos nestes transportes de
forma semelhante, levando em consideração o seu peso.
Figura 22: Painel sendo transportado
46
4.6 MONTAGEM DE PAINÉIS
Com os painéis já estocados nos locais pré-determinados para a montagem e
feita a marcação dos eixos da edificação e das posições finais dos painéis com
riscos feitos no piso, inicia-se, então, o processo de montagem. Os painéis são
erguidos com o auxílio de gruas ou guinchos e cabos de aço pré-dimensionados
para a carga máxima das peças. Os painéis são colocados na posição correta,
sobre uma camada de argamassa, para nivelar e distribuir os esforços, com dois
centímetros de altura e largura igual ao do painel, alinhados, aprumados e
devidamente escorados, para então serem unidos uns aos outros com solda
elétrica nos ganchos que ficaram expostos ao concreto.
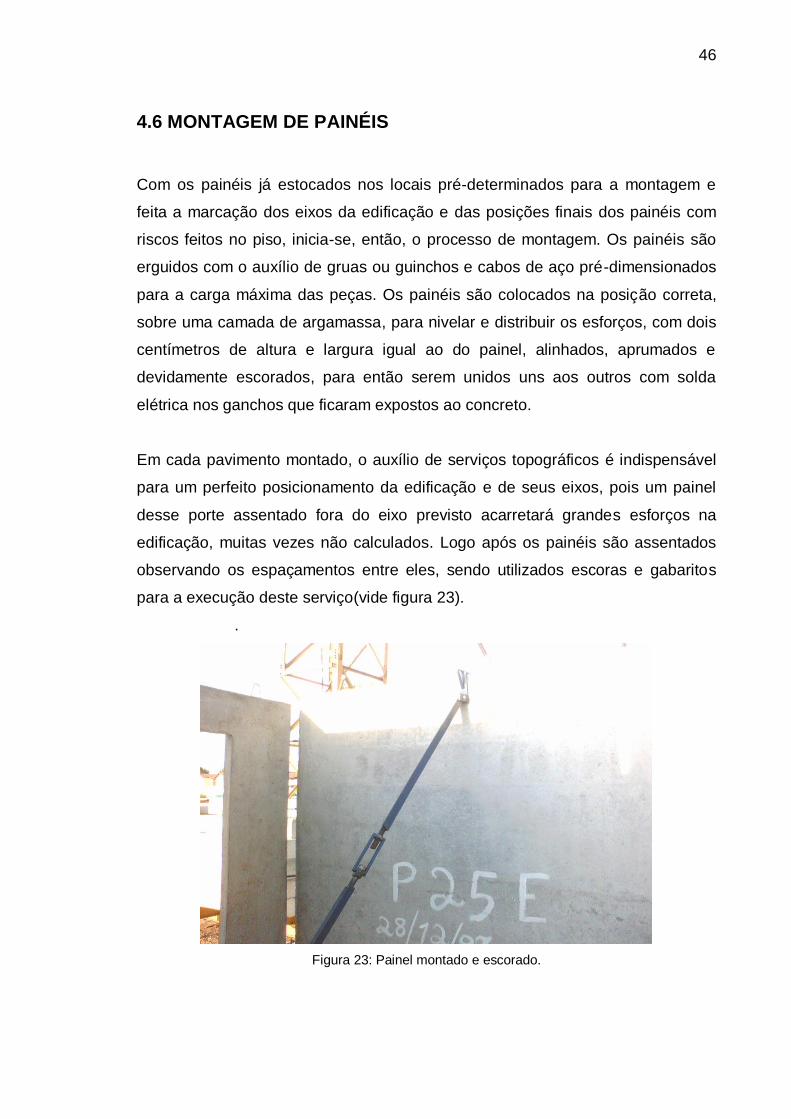
Em cada pavimento montado, o auxílio de serviços topográficos é indispensável
para um perfeito posicionamento da edificação e de seus eixos, pois um painel
desse porte assentado fora do eixo previsto acarretará grandes esforços na
edificação, muitas vezes não calculados. Logo após os painéis são assentados
observando os espaçamentos entre eles, sendo utilizados escoras e gabaritos
para a execução deste serviço(vide figura 23).
.
Figura 23: Painel montado e escorado.

47
Após o posicionamento de todos os painéis do pavimento, os espaços gerados
entre painéis são preenchidos com graute, que é um concreto com alto grau de
resistência e bastante fluido, garantindo uma boa aderência nos painéis (vide
figura 24).
Figura 24: Grauteamento entre painéis.
Após a montagem do pavimento, sua fachada, assim como seu interior estão
preparados após a execução do tratamento das juntas, para receber acabamento
final. A aplicação de cerâmica, massa corrida, tinta e textura são feitas
diretamente no painel, sem a utilização de qualquer tipo de argamassa. A Figura
25 retrata um detalhe de uma edificação montada.
Figura 25: Edificação montada.

48
Sob a ótica da construção enxuta, alguns princípios são aplicados no sistema de
painéis estruturais pré-moldados em concreto armado, como, principalmente:
Redução da parcela de atividades que não agregam valor;
Reduzir a variabilidade;
Simplificar reduzindo o número de passos, partes e ligações;
Introduzir a melhoria contínua no processo;

49
5.0 CONSIDERAÇÕES FINAIS
A escolha de um método construtivo com componentes pré-fabricados, no caso
específico deste trabalho, de painéis pré-moldados em concreto armado,
geralmente ocorre porque o construtor está em busca de velocidade de
execução, de racionalização do processo, da melhora na qualidade do produto e
do processo, e, conseqüentemente, do incremento dos níveis de industrialização.
Atualmente o mercado impõe, cada vez mais, obras com prazos de execução
curtos, com isso devemos cada vez mais estar à procura de novos e práticos
métodos construtivos que nos atendam tanto financeiramente, quanto em
rapidez.
O método construtivo é muito prático, que oferece inúmeras vantagens. Dentre
as quais podemos citar:
Controle de qualidade;
Segurança do trabalho;
Baixos custos de manutenção;
Facilidade de planejamento e controle de tempos;
Menor tempo de execução
Dessas vantagens a que mais se destaca é o menor tempo de execução. Com o
uso de equipes reduzidas e com menor tempo de execução, conseguimos reduzir
passos, que é um dos princípios da construção enxuta.
50
Os painéis estruturais em estudo devem ter uma atenção especial quanto à sua
fabricação. Os painéis transmitem todas as cargas para as fundações, sendo sua
execução de uma grande responsabilidade, devendo existir um controle de todas
as etapas da sua fabricação, bem como seu transporte e montagem final. Assim,
buscam-se intensamente novas alternativas para o crescimento e
desenvolvimento da construção civil, tornando-a mais racionalizada, com
menores custos, facilitando a competitividade no mercado industrial.
Como todo processo, este também tem suas desvantagens:
Alto investimento inicial para aquisição de máquinas e equipamentos como
gruas e fôrmas metálicas;
Necessidade de grandes espaços para concretagens e estocagem;
Impossibilidade de alteração do lay-out da edificação para reformas;
Necessidade de capacitação de profissionais de projetos e de execução.
Para o desenvolvimento de futuros trabalhos sugere-se:
Estudo de outros métodos de construção industrializados, comparando
com o método tradicional.
Avaliação da segurança do trabalho em obras que utilizam o sistema
construtivo painéis estruturais em concreto armado, em função da equipe
reduzida necessária para execução dos serviços.
Utilização de aditivos no concreto para melhorar o conforto térmico em
edificações que utilizam o sistema construtivo painéis estruturais em
concreto armado.

51
REFERÊNCIAS
ANDRIOLO, F.R. Construções de concreto: Manual de prática para controle e
execução. São Paulo: Pini, 1984.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (1994). NBR-5739 -
Concreto - Ensaio de compressão de corpos-de-prova cilíndricos.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (2005). NBR-12655 -
Concreto - Preparo, controle e recebimento.
BARROS, Mercia Maria S. Bottura; MELHADO, Silvio Burrattino.
Recomendações para a produção de estruturas de concreto armado em edifícios.
Projeto EPUSP/SENAI. São Paulo, 1998.
BARROS, M.M.S.B. O desafio da implantação de inovações tecnológicas no
sistema produtivo das empresas construturas. In: Tecnologia e gestão na
produção de edifícios: seminário vedações verticais. Anais... São Paulo: EPUSP,
1998a. p. 249 – 285.
CARDOSO, F.F. A gestão da produção de vedações verticais: Alternativas para a
mudança necessária. In: Tecnologia e gestão na produção de edifícios:
Seminário vedações verticais. Anais... São Paulo: EPUSP, 1998. p. 187 – 220.
DAWSON, S. Cast in Concrete: Reconstructed Stone and precast concrete – A
guide for achitects. London: Architectural Cladding Association, 1995. 99 p.
EL DEBS, M.K. (2000). Concreto pré-moldado: fundamentos e aplicações. São
Carlos. Escola de Engenharia de São Carlos/USP – projeto REENGE.
52
FRANCO, L.S. Aplicação de diretrizes de racionalização construtiva para
evolução tecnológica dos processos construtivos em alvenaria estrutural não
armada. 1992. Tese (Doutorado) – Escola Politécnica, Universidade de São
Paulo, São Paulo.
FRANCO, L.S. Notas de aula do curso de especialização em Gestão e tecnologia
da produção de edifícios. Resumos... Salvador, UFBA, 2005.
FORMOSO, Carlos T. Notas de aula do curso de especialização em Gestão e
tecnologia da produção de edifícios. Resumos... Salvador, UFBA, 2005.
KOSKELA, L.; Application of the New Production Philosophy to Construction.
Finlândia, Agosto, 1992, 75p.
MANUAL DO SISTEMA CONSTRUTIVO PAINEL PORTANTE. NORCON.
Versão 1.0, 63p
MEDEIROS, J.S.; SABBATINI, F.H. (1994). Componentes pré-moldados de
concreto armado para a construção de edifícios habitacionais. In: 5th
INTERNATIONAL SEMINAR ON STRUCTURAL MASONRY FOR DEVELOPING
COUNTRIES, 1994, Florianópolis, BR, 1994. Anais Florianópolis: UFSC/
University of Edinburg/ ANTAC. v.1, p.491-497.
METHA, P.K. Concreto: Estrutura, propriedades e materiais. São Paulo: Gloso,
1993. 573 p.
MILMAN, Boruch. Pré-Fabricação de Edifícios. Universidade Federal do Rio de
Janeiro. 1971.
PEDREIRA DE FREITAS. Sistema Construtivo de Painéis Portantes. Disponível
em:<http://www.pedreiradefreitas.com.br>Acesso em: 05 de agosto de 2008.
PRECAST/PRESTRESSED CONCRETE INSTITUTE – PCI. Architectural
Precast Concrete. Chicago, Precast/Prestressed Concrete Institute, 1989. 340 p.

53
ROSSO, T. Racionalização da Construção. São Paulo, FAUUSP, 1980. 300p.
ROSSO, T. Pré-fabricação, a coordenação modular: teoria e pratica. São Paulo,
Instituto de Engenharia, 1966.
SABBATINI, Fernando H. Desenvolvimento de métodos, processos e sistemas
construtivos: formulação e aplicação de uma metodologia. Tese (Doutorado).
Escola Politécnica, Universidade de São Paulo. São Paulo, 1989.
SAYEGH, Simone; Geração Pré-fabricação a limpo. Disponível na Internet.
http://www.piniweb.com.br/construcao/noticias/pre-fabricacao-a-limpo-79435-
1.asp. 10 fev 2009.
SAN MARTIN, A.P. Método de avaliação de sistemas construtivos para habitação
de interesse social sob o ponto de vista de gestão de processos de produção.
Dissertação (Mestrado em Engenharia Civil) Florianópolis: Programa de Pós-
Graduação em Engenharia Civil, Universidade Federal do Rio Grande do Sul,
1999 140p.
SANTANA, M.J.A. Transferência de Tecnologia para a População de Baixa
Renda Visando a autoconstrução São Carlos, 1987. 206p. Dissertação
(Mestrado) Escola de Engenharia de São Carlos, Universidade de São Paulo.
SANTOS, Débora de G. Analise construtiva dos tipos de laje utilizados nos
sistemas estruturais das edificações de Florianópolis. Florianópolis, SC, 2000.
p.5-15. Dissertação (mestrado em Engenharia Civil). Programa de pós graduação
em Engenharia Civil da Universidade Federal de Santa Catarina, UFSC.
SCARDOELLI, SILVA, FORMOSO, HEINECK, Lisiane S., Maria F.S., Carlos
T.,Luiz F.M; “Melhorias de Qualidade e produtividade”, Porto Alegre, Edição
SEBRAE/RS, 1994.
SHINGO, S. O Sistema Toyota de produção: do ponto de vista da engenharia de
produção. Porto Alegre-RS: Artes Médicas, 1996.

54
ANEXOS

55

56