UNIVERSIDADE FEDERAL DE SÃO CARLOS - deciv.ufscar.br · é utilizado o concreto auto-adensável em...
67
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA CIVIL Painel Pré-moldado em Concreto Convencional Vibrado e Auto-Adensável Hugo da Silva Cruz Trabalho de Conclusão de Curso apresentado ao Departamento de Engenharia Civil da Universidade Federal de São Carlos como parte dos requisitos para a conclusão da graduação em Engenharia Civil Orientador: Prof.Dr.Fernando Menezes de Almeida Filho. São Carlos 2012
Transcript of UNIVERSIDADE FEDERAL DE SÃO CARLOS - deciv.ufscar.br · é utilizado o concreto auto-adensável em...
UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA CIVIL
Painel Pré-moldado em Concreto Convencional Vibrado e Auto-Adensável
Hugo da Silva Cruz
Trabalho de Conclusão de Curso apresentado ao Departamento de Engenharia Civil da Universidade Federal de São Carlos como parte dos requisitos para a conclusão da graduação em Engenharia Civil Orientador: Prof.Dr.Fernando Menezes de Almeida Filho.
São Carlos 2012

DEDICATÓRIA
Dedico principalmente aos meus pais Sérgio e Helen, que são os verdadeiros pilares da minha formação.

RESUMO
Neste trabalho há a busca de dados que possam demonstrar os reias benefícios da
utilização do concreto auto-adensável na produção dos painéis pré-moldados. Para isso, é
realizada uma descrição primeiramente do material auto-adensável, indicando suas
principais características que o difere do concreto convencional vibrado, além de apresentar
os ensaios a serem realizados afim de garantir suas propriedades.
Em seguida o elemento painél pré-moldado é abordado com um breve histórico de
sua utilização e características. Em seguida é detalhado o seu processo de produção e as
patologias oriundas de erros nessa etapa.
Uma análise fazendo um comparativo econômico entre o concreto convencional e o
auto-adensável para a produção dos painéis, e a geração de resíduos causados por um
sistema construtivo convencional e um sistema construtivo em painéis pré-moldados
também são feitas afim de intensificar o apelo deste trabalho que é o de realçar os
benefícios que surgem quando o painél em concreto auto-adensável é utilizado.
Este estudo é importante pois há a necessidade de se atender ao déficit habitacional
existente no Brasil, sendo que utilizando o sistema construtivo em painéis pré-moldados há
a possibilidade de atender de uma forma mais rápida com qualidade e de forma econômica.
Palavras-chave: Concreto Auto-Adensável, Painél Pré-moldado

ABSTRACT
ABSTRACT
This work is the search data that can demostrate the benefits of using self-
compacting concrete in the production of precast panels. For this, we first performed a
description of the material self compacting concrete, indicating its main characteristics that
differ from conventional vibrated concrete, besides presenting the testes in order to ensure
their properties.
Then the element precast panel is covered with a brief history of its use ando
characteristics. Following is detailed production process and pathologies arising from error in
this step.
Making a comparative economic analysis between the conventional concrete and
self-compacting concrete panels for their production, and waste caused by a convencional
construction system and a precast construction system are also made in order to enhance
the appeal of this work is to highlight the benefits that arise when the panel of self-
compacting concrete is used.
This study is important because there is a need to fill and decrease the habitacional
deficit in Brazil, and the precast construction system using the precast panel make this
opportunity real whithout losing quality.
Key-words: Self-compacting concrete,precast painel

SUMÁRIO
1. INTRODUÇÃO .................................................................................................................. 8
1.1 Objetivos .................................................................................................................... 9
1.2 Metodologia ............................................................................................................... 9
1.3 Justificativa ............................................................................................................. 10
1.4 Estruturação de Texto ............................................................................................ 11
2. CONCRETO AUTO-ADENSÁVEL ............................................................................... 13
2.1 Materiais constituintes ........................................................................................... 13 2.1.1 cimento ................................................................................................................. 14
2.1.2 Adições Minerais .................................................................................................. 14 2.1.3 Agregados Miudos ................................................................................................ 15
2.1.4 Agregados Graúdos .............................................................................................. 15 2.1.5 Aditivos ................................................................................................................ 15 2.1.6 Modificadores de Viscosidade ............................................................................. 16 2.1.7 Água ..................................................................................................................... 16
3. PROPRIEDADES DO CONCRETO AUTO-ADENSÁVEL NO ESTADO FRESCO . 17
3.1 Slump flow test ........................................................................................................ 18
3.2 slump flow t50 test .................................................................................................. 19
3.3 V-funnel test: ........................................................................................................... 20
3.4 L-box test ................................................................................................................. 21
3.5 U-box test ................................................................................................................. 22
4. PROPRIEDADES DO CONCRETO AUTO-ADENSÁVEL NO ESTADO
ENDURECIDO ....................................................................................................................... 25
5. Painél Pré-moldado ......................................................................................................... 27
5.1 Produção Painéis Pré-moldados em CCV ............................................................ 33 5.1.1 Fôrmas .................................................................................................................. 33 5.1.2 Armação................................................................................................................ 35
5.1.3 Concretagem dos Painéis ...................................................................................... 37 5.1.4 Içamento e Cura .................................................................................................... 39
5.1.5 Processo de Montagem ......................................................................................... 40
5.2 Produção de Painéis pré-moldados em concreto auto-adensável ....................... 41
5.3 Produtividade dos Painéis ...................................................................................... 45
5.4 Patologias ................................................................................................................. 47 5.4.1 manchas ................................................................................................................ 48 5.4.2 bolhas .................................................................................................................... 48 5.4.3 fissuras .................................................................................................................. 50
5.4.4 quebras .................................................................................................................. 51
5.5 Modos e Efeitos de Falha na Fabricação de Painéis Pré-moldados ................... 52
6. Resíduos Sólidos: Tipologia Convencional x Pré-moldado ........................................... 57
6.1 Identificação Empreendimento 1 (CONVENCIONAL) ..................................... 58
6.2 Identificação Empreendimento 2 (PRÉ-MOLDADA) ........................................ 60
7. COMPARATIVO ECONÔMICO ................................................................................... 62
7.1 Industria de pré-moldado ...................................................................................... 62
8. Conclusões ....................................................................................................................... 64
REFERÊNCIAS ...................................................................................................................... 67

8
1. INTRODUÇÃO
A habitação é determinada como um direito previsto na Constituição da República,
porém historicamente sempre apresentou seu número inferior ao necessário. O déficit
habitacional brasileiro ao invés de diminuir, sempre teve seu valor aumentado
paulatinamente mesmo com políticas habitacionais criadas para tentar frear esse
crescimento.
Ultimo dado coletado nos mostra que o déficit habitacional está em torno dos 7
milhões de casas. Uma das ultimas ações do Estado para impedir o crescimento do déficit
habitacional é o conhecido programa “Minha Casa, Minha Vida”, em que auxilia o comprador
com crédito e longos parcelamentos facilitando então a aquisição de seu próprio imóvel.
Para que as construtoras participem deste programa social, têm que atender
requisitos básicos de serviços que vão proporcionar ao usuário final um adequado nível de
conforto e segurança mínimos necessários para a sua sobrevivência, previstos em Lei.
A segurança, conforto, adequabilidade ambiental e demais outros itens que são
envolvidos na concepção da habitação estão apresentados na norma desempenho (15575),
em que são listados todos os itens necessários à habitação apresentando para cada item o
seu requisito mínimo, ou seja, qualquer construtora que por ventura deseje participar do
programa “Minha Casa, Minha Vida”, necessita pelo menos proporcionar os requisitos
mínimos previstos em norma.
Com os requisitos mínimos compreendidos, é possível participar de programas
habitacionais através de vários sistemas construtivos, no Brasil, são usados os sistemas
viga-pilar, alvenaria estrutural, painéis pré-moldados, painéis pré-fabricados. Cada um
destes sistemas construtivos apresentam uma qualidade específica, por exemplo o sistema
viga pilar tem um custo menor em relação aos painéis pré-fabricados, porém esses
apresentam maior velocidade de construção proporcionando uma liquidez maior.
Os painéis pré-fabricados apresentam qualidades que devem ser considerados
quando da escolha do sistema construtivo que será utilizado, entre as principais são a
velocidade de produção, limpeza do canteiro de obras e diminuição da quantidade de mão-
de-obra envolvida no processo. Caso este painel seja produzido com o concreto auto-
adensável suas qualidade só tendem a ser aumentadas, devido as possibilidades que este
material proporciona em relação ao concreto convencional.

9
O concreto auto-adensável (CAA) é um material desenvolvido no final da década de
80, no Japão, e tem por característica principal a não necessidade de ser adensado. Com o
seu peso próprio, o material é capaz de permear entre as armaduras da estrutura,
preenchendo todos os espaços possíveis sem a necessidade de adensamento,
proporcionando assim vantagens como o aumento da durabilidade da estrutura, possibilita a
concretagem em seções reduzidas entre outras.
Portanto se for adotado o sistema construtivo em painéis pré-fabricados com o uso
do concreto auto-adensável, o resultado será em um acréscimo de vantagens muito
importante para a aplicação em programas sociais voltados para a habitação de interesse
social, visto que esta demanda uma velocidade e qualidade de produção alta para pelo
menos frear o crescimento do déficit habitacional.
1.1 OBJETIVOS
Este trabalho tem por objetivo estudar as características do concreto auto-adensável,
diferenciando-o do concreto convencional, e avaliar a sua utilização para a produção de
painéis pré-moldados como possível melhoria no processo de obtenção, analisando o seu
processo de produção e tipologia de sistema construtivo. Serão abordados ainda:
Custo do sistema construtivo
Controle de Qualidade
Atividades envolvidas
Processos de execução
Conforto Térmico e Acústico
1.2 METODOLOGIA
Neste trabalho os dados e informações apresentadas são fundamentalmente
baseados em artigos, teses de mestrado e dissertações de doutorado em que será estudada
a utilização do concreto auto-adensável na produção de painéis pré-moldados e que
melhorias isso pode ocasionar. Diante da dificuldade em se encontrar empresa disponível à
visitação e aberta a questionamentos, todos os estudos de caso aqui descritos são estudos
já realizados por outros estudantes de diversas partes do país.
Será feito um estudo referente ao concreto auto-adensável em que o objetivo
encontra-se em buscar uma descrição das propriedades reológicas do material e os ensaios
10
inerentes a este para que se garanta as propriedades como trabalhabilidade, coesão e
resistência a segregação que diferencia o material dos concretos convencionais.
Em seguida o assunto abordado será o do painel pré-moldado, fazendo com que
este seja caracterizado, através de informações disponíveis em dissertações de doutorado,
assim com o painel descrito teremos uma melhor compreensão de suas características,
qualidades, vantagens e desvantagens na sua utilização. Outro item abordado será o
processo de produção dos painéis pré-moldados, que vem comentado através de um estudo
de caso já realizado que se tornou trabalho de conclusão de curso, e a comparação entre os
concretos convencionais e o auto-adensável, procurando entender as mudanças que
implicam na utilização de um ou outro, bem como as patologias presentes que são descritas
caso a caso.
São abordados também assuntos como a geração de resíduos nos sistemas
construtivos convencionais e pré-moldado, em que se faz um comparativo entre o volume
gerado entre as duas obras,um comparativo econômico entre os concretos convencionais e
auto-adensável, itens abordados estes que são de grande importância para que se possa
chegar a uma conclusão quanto a utilização ou não do concreto auto-adensável na
produção de painéis pré-moldados, informações estas encontradas em estudos de caso já
realizados.
1.3 JUSTIFICATIVA
O Brasil tem um quadro de déficit habitacional historicamente antigo e que se
encontra num estado avançado nos dias de hoje. Na tentativa de reduzir a carência
habitacional da população, o governo brasileiro elaborou uma política habitacional que vem
desempenhando um projeto nunca antes realizado no país. Conhecido como “Minha Casa,
Minha Vida”, este projeto alavancou o mercado de construção habitacional brasileiro.
Englobando residências térreas e pequenos edifícios, construtoras se empenham ao
máximo para conseguir participar deste projeto, utilizando das mais variadas soluções
construtivas afim de atender as necessidades mínimas de uma habitação e trazer lucro à
sua empresa.
As soluções construtivas utilizadas são sistema em alvenaria, sistema tradicional
viga-pilar, painéis pré-moldados e pré-fabricados em concreto auto-adensável. Estes
sistemas têm cada um suas características específicas, não sendo estes pior ou melhor do
que outro sistema, apenas mais adequado ou não para uma situação específica.
De forma mais concisa será estudado os painéis pré-moldados em concreto auto-
adensável de forma a entender as etapas necessárias para a sua construção e aplicação no

11
canteiro de obras, fazendo uma análise sobre a melhoria do painel pré-moldado quando se
é utilizado o concreto auto-adensável em relação ao concreto convencional.
O concreto auto-adensável foi um material desenvolvido no Japão na década de 80
que teve seu uso em obras iniciado na década de 90, principalmente no Japão e Europa. Na
América Latina sua freqüência de utilização ainda é pequena se comparado aos países do
velho mundo. Uma das barreiras que teoricamente e erroneamente tendem a justificar a não
propagação desta tecnologia em nosso país é o seu custo mais elevado se comparado com
o concreto convencional.
Porém, esta nova tecnologia apresenta várias vantagens que justificam o seu
elevado custo inicial de utilização. Entre as vantagens encontradas podemos citar a
diminuição da mão-de-obra no canteiro, a diminuição de ruídos na obra, a melhoria da
saúde dos operários no canteiro o aumento da produtividade e entre outras.
Com estas vantagens descritas, entende-se que é de extrema importância o estudo
do processo de produção de painéis pré-moldados em concreto auto-adensável tanto para
as construtoras como para os programas de interesse social lançados pelo governo
brasileiro, visto que com a grande necessidade em atender a demanda de habitações
sociais no país, a velocidade de produção se faz necessária e se torna um valor importante
a ser considerado em projeto.
1.4 ESTRUTURAÇÃO DE TEXTO
Capítulo 1 - Apresenta uma breve introdução sobre o tema do trabalho,
mostrando os objetivos e justificando o tema a ser estudado.
Capítulo 2 - Comenta sobre os materiais constituintes do concreto auto-
adensável
Capítulo 3 - Descreve as propriedades do concreto no estado fresco e seus
ensaios
Capítulo 4 - Diz respeito às propriedades do concreto auto-adensável no
estado endurecido, mostrando o que o difere em relação ao concreto
convencional
Capítulo 5 - Cita características do painél pré-moldado e as etapas para a
produção do mesmo
Capítulo 6 - Relaciona as possíveis patologias presentes nos elementos de
concreto

12
Capítulo 7 - Relaciona a quantidade de resíduos gerada por uma obra
convencional e outra que utiliza sistema construtivo em painél pré-moldado.
Capítulo 8 - Faz um comparativo econômico entre os concretos convencional
e auto-adensável, mostrando os custos relacionados a cada serviço.
Capítulo 9 – Apresenta as conclusões mediante os dados apresentados no
desenvolvimento do trabalho.

13
2. CONCRETO AUTO-ADENSÁVEL
O concreto auto-adensável foi desenvolvido a partir da necessidade de se conseguir
um material que proporcionasse estruturas mais duráveis, dispensando ou diminuindo a
necessidade de mão-de-obra na sua concepção ganhando assim em termos de custo e
economia de tempo.
Pode ser definido com um concreto de alta resistência a segregação, que pode ser
lançado em formas com alta taxa de armadura e mesmo assim irá através de seu peso
próprio ser adensado sem a necessidade de equipamentos externos, um material que tem
excelente deformabilidade e habilidade de passagem.
A resistência a segregação no concreto auto-adensável é diretamente relacionada
com a dimensão do agregado utilizado em sua composição. Esta característica tem por
princípio a capacidade de manter o CAA uniforme em todas as etapas em que este esta
relacionado sendo elas o transporte, lançamento e adensamento garantindo portanto, a
homogeneidade do material.
Habilidade de passagem nada mais é do que a característica do CAA que o permite
percorrer formas com altas taxas de armadura e preencher todos os espaços vazios de
forma satisfatória.
A trabalhabilidade pode ser determinada na prática através do teste de abatimento
de cone, assim com o ensaio é possível medir tanto o espalhamento do concreto como
também o abatimento do próprio. Para classificar a trabalhabilidade do concreto com
parâmetros reológicos, os mais utilizados são as tensões de escoamento e a viscosidade
plástica.
2.1 MATERIAIS CONSTITUINTES
Os mesmos materiais utilizados para a constituição d
o concreto convencional é usado para o CAA, contando com maior quantidade de
finos e aditivos plastificantes. A seleção dos materiais não é uma atividade simples, pois não
há regras totalmente objetivas que permitam a escolha mais adequada destes materiais,
porém há um consenso de que algumas características dos materiais influem no
comportamento das misturas, sendo então possível otimizar as propriedades reológicas e
mecânicas do concreto.

14
A seguir será feito considerações sobre os materiais utilizados para a produção do
CAA.
2.1.1 CIMENTO
Para o CAA não há uma distinção específica em relação ao cimento que já é
utilizado para a concepção dos concretos estruturais convencionais, sendo assim o melhor
cimento indicado é aquele que apresenta baixa variação em termos de resistência à
compressão.
O cimento para o CAA é importante quando consideramos a necessidade de água e
trabalhabilidade da mistura, para os quais os fatores de controle são a granulometria do
cimento e a quantidade de aluminato de cálcio (C3A). No caso em questão, quanto menor for
a concentração de C3A mais fácil será o seu controle reológico.
Teores acima de 10% de C3A no cimento podem resultar em perda da fluidez
dificultando a aplicação do CAA em obras.
Em relação a finura temos que quanto maior a superfície específica do cimento,
maior será a quantidade das partículas em contato com a água, o que reduz a tensão de
escoamento e aumenta a viscosidade da mistura. Portanto como para aumentar a coesão
da mistura a busca por finos é elevada, cimentos com maior superfície específica são mais
apropriados, contudo tem-se que tomar um cuidado maior em relação ao calor de
hidratação e retração do concreto.
2.1.2 ADIÇÕES MINERAIS
A adição mineral tem por objetivo aumentar a coesão da mistura e evitar a
segregação do agregado graúdo. Para isso, estas devem ser escolhidas depois de uma
analise técnica e econômica, sendo viável desde que a sua área superficial seja maior do
que a do componente que substitui.
A adição mineral é tão importante para a resistência a segregação como é também
para a resistência e durabilidade do concreto, física e quimicamente.
O efeito químico da adição mineral é obtido através da reação com o hidróxido de
Cálcio – Ca(OH)2 que se forma durante a hidratação do cimento Portland, que então deriva
um composto denominado silicato hidratado de cálcio (C-S-H) que aumenta a durabilidade
do concreto e o seu desempenho mecânico pois este preenche os vazios presentes na
pasta de cimento, reações estas conhecidas como pozolânicas.
Para o efeito físico, o mesmo pode ser dividido em três ações principais:
Efeito fíler: consiste no aumento da densidade da mistura devido à ocupação
dos vazios pelas partículas das adições,

15
Refinamento da estrutura de poros e dos produtos de hidratação, que têm
como origem as partículas das adições que agem como pontos de nucleação
para os produtos de hidratação,
Redução ou eliminação do acúmulo de água retida nos agregados graúdos,
alterando assim a microestrutura da zona de transição.
2.1.3 AGREGADOS MIUDOS
Na produção do CAA, todas as areias são indicadas, sendos estas areias naturais ou
industriais. As areias naturais são mais indicadas pois apresentam textura mais lisa e forma
mais arredondada, sendo que as areis de origem industrial deve-se tomar um cuidado maior
devido a descontinuidade granulométrica apresentada, o que pode ser corrigido com a
adição de outra areia.
Para a seleção do agregado miúdo, deve-se atentar quanto à demanda de água,
porque é esta demanda que influi na coesão e fluidez do concreto. Segundo Okamura e
Ouchi(2003), quanto mais angulosa for a partícula do agregado miúdo, maior será a
resistência ao cisalhamento das argamassas, dificultando a deformabilidade do concreto.
Define-se o agregado miúdo com módulo de finura com variações não maiores que
+-0,2 para garantir a estabilidade das propriedades reológicas durante a produção (GÓMES
e MAESTRO, 2005.
2.1.4 AGREGADOS GRAÚDOS
(Gomes e Maestro (2005) indicam que para o agregado graúdo sua dimensão
máxima não seja superior a 2/3 do espaçamento entre barras ou ¾ do cobrimento mínimo
para as armaduras, restrições estas que têm como intuito garantir a passagem do concreto
pelos obstáculos e minimizar o risco de segregação. Com estas restrições, de uma forma
geral as dimensões dos agregados fica compreendido entre 12,5 a 19mm.
Abordando agora a forma do agregado, como os agregados que possuem forma
mais angular e áspera beneficiam na aderência com a pasta de cimento mas caso seja
muito angulado faz com que o consumo de água para a mistura aumente, é indicado que o
agregado apresente coeficiente de forma o mais próximo possível de 1.
2.1.5 ADITIVOS
Um dos principais diferenciais do CCV para o CAA é o uso de aditivos,que podem
ser classificados em 2 principais, são eles os aditivos superplastificante e os modificadores
de viscosidade. De forma concisa os aditivos superplastificantes permitem alta fluidez na
mistura enquanto que os modificadores de viscosidade proporcionam um aumento na
coesão o que deixa o concreto menos propicio a segregar.

16
De forma resumida, podemos classificar os aditivos superplastificantes em quatro
categorias, de acordo com a sua composição química (HARTMANN)
I. Lignosulfatos, responsável por retardar a pega do cimento por incorporar ar,
II. Sais Sulfonatos de Policondensado de naftaleno e formaldeído, não
incorporam ar e também não retardam a pega do cimento,
III. Melamina Sulfonato
IV. Policarboxilatos
È possível afirmar que todo o aditivo superplastificante proporciona aumento de
trabalhabilidade ao cimento, uns com efeito mais eficaz do que outros, pois quanto maior a
finura do cimento, menor a eficácia do aditivo resultado da diminuição da absorção do
número de moléculas absorvidas na superfície dos grãos de cimento (BUCHER).
TUTIKIAN ET AL. (2007) afirma através de ensaios que quanto maior a
trabalhabilidade inicial com aditivo superplastificante, mais rápida é a sua perda com o
tempo. Além disso a variação da temperatura influi na perda de consistência, uma vez que
temperaturas acima de 32ºC ocasionam uma perda drástica do abatimento, como solução é
possível utilizar água gelada ou lascas de gelo para manter a temperatura do concreto e
estabilizar a pega do mesmo.
2.1.6 MODIFICADORES DE VISCOSIDADE
É definido como um produto à base de polissacarídeos que quando adicionados ao
concreto melhoram a coesão, evitando a segregação e limitando a perda de água por
exsudação.
Outra vantagem em sua utilização é que podem dispensar ou diminuir o uso de
aditivos minerais, que possuem custo alto, pois o VMA substitui componentes finos do
concreto fazendo com que diminua a área superficial da mistura e assim o consumo de
água.
Mesmo que seu uso não seja incontestável no CAA, seu uso quando feito de forma
conjunta com os superplastificantes resulta em uma mistura de grande fluidez e estáveis.
Porém há um cuidado quanto a sua utilização, segundo Otaviano(2007) a compatibilidade
entre os aditivos deve ser feita para evitar resultados como retardamento de pega,
alteração no desenvolvimento de resistência nas primeiras idades, coesão excessiva e
aumento da retração por secagem.
2.1.7 ÁGUA
Para o CAA, a qualidade da água deve ser a mesma que em relação ao CVV, assim
este elemento constituinte não se difere entre a misturas.

17
3. PROPRIEDADES DO CONCRETO
AUTO-ADENSÁVEL NO ESTADO
FRESCO
O concreto auto-adensável tem por característica ser extremamente fluido e
simultaneamente apresenta uma boa viscosidade para permitir que o agregado graúdo seja
carregado em todo trajeto sem a sua segregação. Por se tratar de características
extremamente opostas, há uma necessidade da correta dosagem do concreto para que este
nível de trabalhabilidade seja atingido no estado fresco.
Assim foram desenvolvidos equipamentos que conferem as características do
concreto, avaliando o seu desempenho. Por um lado, é necessário advertir que estes
ensaios ainda não foram normalizados, portanto há uma série de divergências relacionadas
às especificações e medidas. Nos ensaios as características analisadas são a fluidez,
capacidade de fluir coeso e a resistência a segregação, sendo que para cada característica
a ser avaliada há um grupo de ensaios específicos, sendo estes mais práticos do que
outros.
Pode-se organizar os ensaios em uma tabela, no qual é organizado o ensaio devido
a sua utilização, propriedades avaliadas e grau de relevância (Peterssen 1999).
TABELA - 1. Ensaios e grau de utilização.
Fonte: TUTIKIAN ,2007.

18
Na tabela 1, temos indicado que “xxx” como altamente recomendável, “xx” como
recomendável, “x” como pouco recomendável e “N” como não relevante, o que se leva a
perceber que não há um único ensaio que consiga avaliar de forma altamente recomendável
as três características do concreto, fluidez, habilidade passante e coesão.
3.1 SLUMP FLOW TEST
Desenvolvido no Japão, este ensaio é responsável por medir a capacidade do
concreto em fluir livremente sem segregar, sendo a sua medida o diâmetro do círculo
formado pelo concreto. Este ensaio pode ser descrito como uma adaptação ao ensaio de
abatimento de cone para concreto extremamente fluidos.
Através deste ensaio é possível identificar visualmente se o concreto esta
segregando ou não, isso é possível através da analise ao concreto ao fim do seu
espalhamento, se houver uma “pilha” central de agregado e somente a pasta de cimento
envolta, significa que o concreto apresenta baixa viscosidade e esta segregando o seu
material. Por outro lado, se o mesmo ao fim do espalhamento apresenta-se de forma
homogênea, então esta mistura apresenta boa viscosidade e resistência a segregação. A
seguir identificamos através das figuras, os dois casos, sendo o primeiro sem segregação e
o segundo com segregação.
Figura 1 - CAA sem segregação.
Fonte:TUTIKIAN e DAL MOLIN,2008.

19
Figura 2 - CAA com segregação visível.
Fonte: TUTIKIAN e DAL MOLIN,2008.
O procedimento do ensaio em si é bem simples, necessitando apenas de uma
pessoa o que o potencializa a ser possível a sua utilização no canteiro de obras. Como
materiais necessários é preciso uma base quadrada (100x 100 cm) no qual esta não
absorva água e não provoque atrito, e um tronco de cone com as mesmas características
que a base.
Resumidamente o processo do ensaio consiste em inicialmente umedecer a base e o
tronco de cone para que não absorvam água do concreto, feito isso é nivelada a base em
local firme e colocado o tronco de cone sobre o círculo de raio igual a 20 cm anteriormente
desenhado. Assim o tronco de cone é preenchido com o concreto sem que haja nenhum tipo
de adensamento externo feito, deixando atuar somente a força da gravidade para o mesmo.
Com tudo preparado é feito então o levantamento vertical do cone permitindo que o
concreto flua sem obstáculos. Com a mistura já inerte sobre a base é medido o diâmetro do
espalhamento em duas direções perpendiculares uma à outra, sendo que a média destas
medidas é o valor do slump flow, com a observação visual de que houve ou não
segregação.
3.2 SLUMP FLOW T50 TEST
Este ensaio é uma variação do slump flow, tendo por diferenças a necessidade de
mais uma pessoa, um cronômetro e o circulo traçado na base do experimento que agora
passa a ser de 50 cm.
O ensaio consiste no mesmo procedimento se comparado com o slump flow test,
porém ao se levantar o tronco de cone, a segunda pessoa deverá acionar o cronômetro e

20
marcar o tempo até que o concreto atinja algum ponto do círculo de 50 cm traçado
anteriormente. Como conclusão se o tempo for muito alto, caracteriza a mistura como muito
fluida, e se o tempo for muito baixo é dito que o concreto está muito coeso e deve ser
corrigido.
3.3 V-FUNNEL TEST:
Ensaio apropriado para agregados graúdos de 20 mm como diâmetro máximo tem
com realização duas possibilidades de aparelho a se utilizar como mostra a figura a seguir.
Figura 3 - V- Funnels. Fonte: GOMES,2002
Ilustrado o equipamento, deve-se entender que na parte inferior dos mesmo há uma
porta que dá início ao experimento ao abri-la. Tendo este experimento como medida o
tempo, é de fácil compreensão, pois ao se abrir a porta inferiro é medido o tempo necessário
para que todo o material escoe do funil, tendo como característica sendo avaliada a fluidez
da mistura.
Figura 4 - Ensaio sendo realizado. Fonte: TUTIKIAN e CARPENA, 2008

21
Como procedimento para o início do experimento, temos primeiramente que o
aparelho deve ser fixado e nivelado para que não se movimente durante o ensaio. Sua
estrutura deve ser umedecida anteriormente para que não haja a captura de água do
concreto pela mistura. O concreto deve ser posto no funil de forma que o seu excesso seja
retirado e então se abre a porta do funil juntamente com o acionamento do cronômetro. O
resultado do experimento é o tempo em que o concreto leva para esvaziar o funil.
3.4 L-BOX TEST
Este ensaio consiste em um equipamento com forma de L em que apresenta uma
porta dividindo a parte vertical da horizontal, sendo que nessa transição há barras de aço
simulando uma armadura real em que o concreto irá transpor. O L-box mensura a fluidez
simultaneamente com a capacidade de passar por obstáculos coeso.
Figura 5 - Equipamento L-Box
Fonte:TUTIKIAN,2008.
O procedimento do ensaio é simples, o equipamento deve ser umedecido
anteriormente e com a sua porta divisória fechada é preenchido com o concreto a ser
estudado, aguardando então 1 minuto para a estabilização da mistura, e então ao abre-se a
porta divisória simultaneamente com o acionamento do cronômetro para a marcação do
tempo que consiste em identificar em que intervalo de tempo, na parte horizontal o concreto
atingi 20 cm e 40 cm de percurso, previamente marcado no aparelho.
Mede-se as alturas iniciais (H1) e final (H2), sendo a razão entre os valores dentro do
intervalo 0,8 e 1,0, a seguir temos a ilustração das medidas interessadas.

22
Figura 6 - Ilustração das dimensões L-Box
Fonte: TUTIKIAN,2008.
Neste ensaio temos que quanto mais fluida for a mistura, mais rápido a mesma
chegará aos 40cm e mais nivelada ela terminará além do que, se a mistura estiver
segregando, a argamassa do concreto irá chegar primeiro aos 40cm se comparado com o
agregado graúdo que ficará segregado, próximo as barras de aço.
3.5 U-BOX TEST
Trata-se de um equipamento em forma de U em que um portão móvel e barras de
aço de diâmetro 12,5mm separam dois compartimentos interligados. O processo de ensaio
consiste em umedecer a estrutura para que não haja interferência por parte de absorção de
água do concreto pela estrutura, e então com o portão fechado preencher um dos
compartimentos e aguardar 1 minuto para a estabilização, ao fim do primeiro minuto o
portão deve ser aberto, o concreto então passa através da armação e começa a preencher o
outro compartimento anteriormente vazio. Assim que essa movimentação se estabilizar,
deve-se medir as alturas R1 e R2, sendo estas as alturas respectivamente do primeiro
compartimento preenchido e do segundo compartimento preenchido somente com a
abertura do portão.

23
Figura 7 - Dimensões equipamento U-Box.
Fonte: TUTIKIAN e DAL MOLIN,2008
Como conclusão do ensaio temos que quanto mais fluida for a mistura, menor será a
diferença entre as alturas de cada compartimento, tendo como limite máximo a diferença de
30mm, para considerar uma boa fluidez do concreto auto-adensável, além do que a
observação visual é muito importante para identificar qualquer ponto de segregação do
material.
Figura 8 - Estrutura do equipamento U-box.
Fonte: TUTIKIAN e DAL MOLIN,2008)
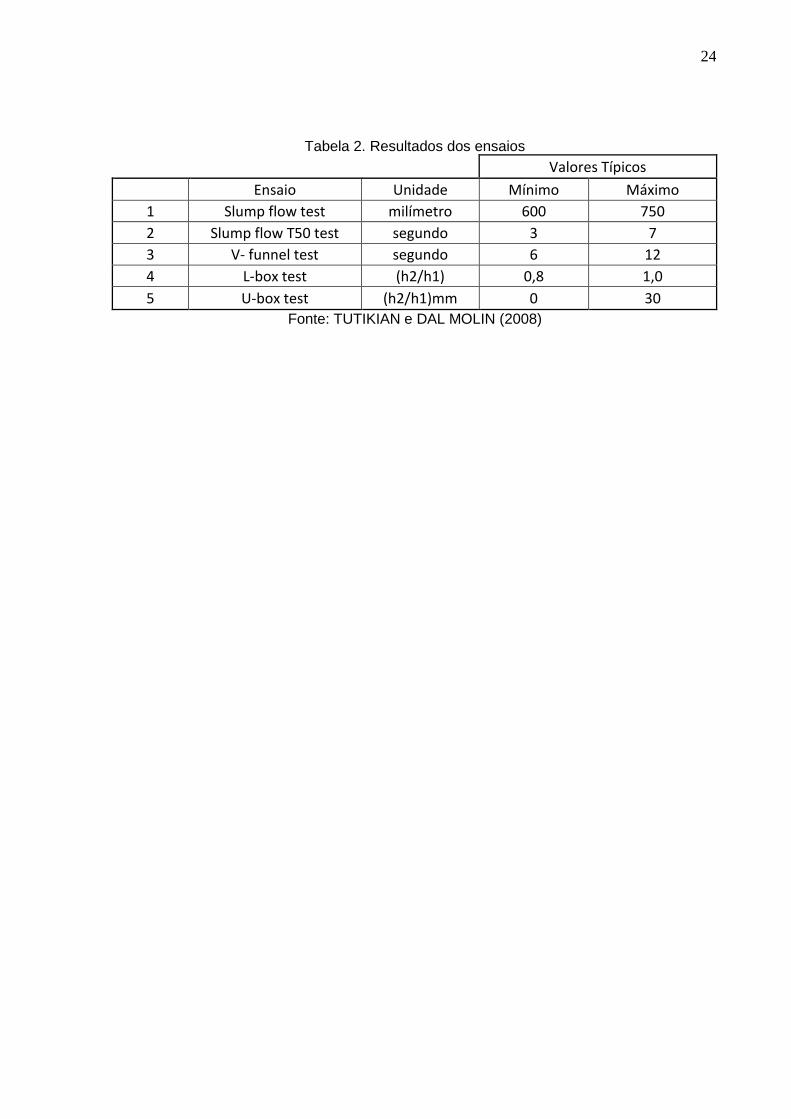
Diante dos ensaios apresentados, é possível organizar uma tabela em que se
apresente os valores mínimos e máximos aceitos por grande parte dos pesquisadores para
os ensaios, já que estes não são normalizados.
24
Tabela 2. Resultados dos ensaios
Valores Típicos
Ensaio Unidade Mínimo Máximo
1 Slump flow test milímetro 600 750
2 Slump flow T50 test segundo 3 7
3 V- funnel test segundo 6 12
4 L-box test (h2/h1) 0,8 1,0
5 U-box test (h2/h1)mm 0 30
Fonte: TUTIKIAN e DAL MOLIN (2008)
25
4. PROPRIEDADES DO CONCRETO
AUTO-ADENSÁVEL NO ESTADO
ENDURECIDO
O CAA em seu estado endurecido não difere muito do concreto convencional, sendo
importante tomar alguns cuidados durante a dosagem do mesmo para que não ocorram
futuras patologias como a fissuração de secagem caso o concreto seja dosado com alto
consumo de cimento ou ter a sua pega inicial retardada caso o teor de aditivo
superplastificante utilizado for muito grande.
A principal diferença entre o auto-adensável e o concreto convencional para o estado
endurecido é que o concreto convencional esta sujeito durante o seu processo de
concretagem a fatores que interferem diretamente na sua qualidade final, no caso a
compactação e o adensamento, fatores estes que não existem, pois não há necessidade
para o auto-adensável.
Além disso o lançamento e colocação, no ponto final de aplicação, para o CAA
requer muito menos mão-de-obra ou habilidade no intuito de se obter um produto com nível
de uniformidade e densidade adequados.
Segundo TUTIKIAN E DAL MOLIN, é possível afirmar que o uso CAA acarreta numa
durabilidade do concreto maior visto que reduz o potencial de erro humano, adensamento,
além do que com dosagens similares em relação água/cimento a resistência do CAA é pelo
menos igual ao concreto convencional vibrado e apresenta o mesmo desenvolvimento
conforme o decorrer do tempo para a mesma classe de resistência. A resistência à tração
também tem seu valor similar ao do CCV de mesma classe, como a retração por secagem.
Contudo, as retrações químicas e por secagem tendem a aumentar, quando se
utiliza quantidades maiores de argamassa para produzir o CAA, e o módulo de elasticidade
reduzir visto que os agregados graúdos são os principais responsáveis por essa
propriedade.
Uma pesquisa realizada por Manuel (2005) afim de identificar a variabilidade do CAA
no estado fresco, nos mostra que com o aumento do teor de argamassa variando entre 54%
a 75% há uma interferência no módulo de elasticidade, fazendo com que o valor desta
propriedade diminua quando o concreto apresente teor de argamassa igual a 65% ou mais.

26
Manuel (2005) ainda afirma que com concretos convencionais e auto-adensáveis,
ambos com 54% de teor de argamassa, se comparados o auto-adensável apresenta
desempenho levemente superior devido ao seu melhor adensamento e empacotamento por
conta da presença dos finos.
Figura 9 - Módulo de deformação do CAA e CCV em função do teor de argamassa
Fonte: Manuel, 2005.
Já para as outras propriedade mecânicas do concreto, Tutikian (2007) realizou
ensaios de penetração de íons de cloretos em um CCV e em outro seis CAA, variando os
seus traços e finos. O resultado foi que a variação nos valores das propriedades do concreto
se dá pela presença ou ausência dos finos pozolânicos e não pelo concreto ser ou não auto-
adensável.
De acordo com isso é sensato admitir que no estado endurecido, o concreto auto-
adensável é no mínimo igual ao convencional, sendo suas propriedades dependentes de
como a mistura foi dosada.

27
5. Painél Pré-moldado
Historicamente o desenvolvimento e uso do painel pré-moldado iniciou devido a
necessidade de um processo construtivo de alta velocidade para que se pudesse reconstruir
a Europa, que estava praticamente demolida após o evento 2 Guerra Mundial. No Brasil,
com o crescente aumento do déficit populacional, principalmente nos grandes centros
urbanos como a cidade de São Paulo, foi criado em 1966 O Banco Nacional de Habitação-
BNH, com o intuito de frear este crescimento com a construção de habitações populares
através do sistema construtivo tradicional. Porém somente na metade da década de 70 é
que o BNH passou a incentivar o uso de novas tecnologias construtivas aplicadas para a
população de baixa renda introduzindo o uso de elementos pré-fabricados (OLIVEIRA,
2002). Contudo, com a crise econômica no começo da década de 80, fez com que o
desenvolvimento do setor de pré-fabricados se estagnasse ao afetar o principal sistema de
sustentação do mercado, o Sistema Financeiro de Habitação (Farah, 1992), por isso a
utilização de sistemas construtivos com elementos pré-fabricados, atualmente, é mais
presente em construções industriais, comerciais e hoteleiros.
Um elemento pré-fabricado surge de um processo de industrialização não muito
comum na indústria da construção civil, ao ponto que o fato de industrializar implica em
buscar no processo o aumento de produtividade, planejamento e racionalização (OLIVEIRA,
SABBATINI, 2001).
Variados são os tipos de sistemas construtivos que podem ser empregados para a
concepção de uma habitação popular, variando desde o sistema tradicional constituído
basicamente por vigas, pilares e blocos de vedação a até pesquisas recentes em que se
estuda a possibilidade do uso de sistema construtivo em madeira de reflorestamento
(BONIM, 2006)
A tecnologia de painéis pré-moldados apresenta um custo maior para ser utilizado se
comparado ao sistema construtivo tradicional devido ao seu processo de fabricação e
tecnologia disponível necessária, como equipamentos específicos e controle da qualidade
dos materiais utilizados, assim seu uso só se justifica se houver um aumento da
produtividade da execução dos serviços de vedação da fachada, otimização do uso da mão-
de-obra e a eliminação de algumas etapas de obra como a execução do revestimento
externo, requisitos estes que já estão incorporados como característica do sistema
construtivo (OLIVEIRA, SABBATINI, 2001).

28
O uso de painéis pré-fabricados pode ser combinado com a utilização do concreto
auto-adensável, na forma de buscar um processo mais industrial e racionalizado, o que
potencializa os benefícios que cada um tem a oferecer, seja na eliminação de etapas ao
excluir a necessidade de adensamento do concreto ou na velocidade de instalação do painel
pré-fabricado. A velocidade de concepção de um empreendimento habitacional com
interesse social será enorme se esta tecnologia for utilizada de forma eficiente,
potencializando ao máximo suas características. Com isso o direito a habitação é
estabelecido de uma forma mais ágil para aqueles que ainda pretendem realizar o sonho de
suas vidas.
Importante para o estudo deste trabalho é o sistema construtivo em painéis pré-
fabricados, pois apresenta vantagens diferenciadas como a sua rápida instalação e bom
isolamento acústico. Dentro deste sistema construtivo é possível dividir o uso dos painéis
em duas tipologias, uma denominada paredes transversais e outra paredes de contorno. A
tipologia paredes transversais tem por característica ter os painéis que se encontram
perpendiculares à fachada frontal como os resistentes às cargas, enquanto que na tipologia
paredes de contorno, os painéis pré-fabricados formam somente o contorno externo da
edificação (Acker, 2002).
Figura 10 - Sistema de paredes transversais com painéis de fachada
Fonte: Apostila Sistemas Construtivos, Ufscar

29
Figura 11 - Sistema de painéis de contorno
Fonte: Apostila Sistemas Construtivos, Ufscar
Todas as fachadas que se utilizam dos painéis pré-moldados são constituídos do
próprio painél em si além dos dispositivos de fixação e as juntas. Para estas fachadas o
concreto que da forma ao painél deve ser capaz de garantir segurança estrutural; resistência
ao fogo e apresentar durabilidade compatível a do edifício do qual fará parte como
componente do subsistema de vedação vertical de fachadas.
O elemento painel pode ser classificado quanto ao formato da sua seção transversal,
segundo o American Concrete Institute, em maciços, alveolares, nervurados e sanduiches,
como ilustra as figuras a seguir:
Figura 12 - Classificação ACI
Fonte: OLIVEIRA,2002
O painél maciço tem por característica ser um elemento com a seção tranversal
completamente preenchida pelo mesmo material, o que já o difere para o painél alveolar que

30
apresenta espaços vazios ao longo de todo o comprimento do elemento o que o torna um
elemento mais leve se comparado ao maciço.
Para a tipologia sanduiche é característico a presença de duas camadas de concreto
separadas por uma camada de material não estrutural, podendo ser EPS, com finalidade de
isolamento acústico e térmico, e por fim o painél nervurado que é reforçado por um sistema
de nervuras em uma ou duas direções do elemento.
Com relação ao acabamento superficial externo, os painéis também são
classificados caso haja ou não revestimento. Quando não houver revestimento o painél é
utilizado aparente com a textura e cor que o concreto apresenta, e quando houver a
necessidade do revestimento, este pode ser feito com revestimento incorporado no
processo de moldagem e após a desforma.
Há portanto, critérios de desempenho que os painéis devem cumprir sendo estes que
dizem respeito à segurança, habitabilidade e durabilidade. Os critérios que medem o nível
de segurança estão relacionados a capacidade estrutural e de resistência ao fogo, critérios
relacionados a habitabilidade avaliam o desempenho termo-acústico, já os critérios sobre
durabilidade mensuram qualitativamente as características do material para que este
contribua no prolongamento da vida útil do painel e consequentemente da edificação, o que
é dependente da composição do concreto ou a espessura de cobrimento das armaduras
(OLIVEIRA, 2002).
È de importante consideração que, quando se diz que o critério de segurança
relaciona a capacidade estrutural do elemento, não representa simplesmente que esse é
satisfatoriamente portante enquanto já instalado, mas sim que durante todo o seu processo
de fabricação que compreende a desforma, armazenamento, transporte e montagem este
resistiu às solicitações inerentes a cada processo.
A resistência ao fogo é testada através de ensaios em que são verificados o
comportamento estrutural e o da transmissão de calor. O comportamento estrutural está
diretamente ligado as características físicas do concreto em questão que vão influenciar na
desagregação do concreto quando submetido a altas temperaturas (lascamentos
explosivos).
Segundo Oliveira (2002), o elemento painel pré-fabricado arquitetônico de concreto é
definido como um composto de unidades pré-fabricadas em formas padronizadas,
necessariamente com revestimento em pelo menos uma das duas faces, normalmente a
externa, com função de fechamento, fixados na estrutura-suporte por meio de dispositivos
de fixação metálica.

31
Tão importante quanto o correto dimensionamento do painel pré-moldado, é a sua
fixação entre os elementos e a estrutura, uma vez que é essa ligação que vai garantir a
segurança e estabilidade estrutural. O material mais utilizado para se fazer esta fixação é o
metal devido a suas características de ductilidade e resistência mecânica, os principais
utilizados são aço carbono, aço aclimável e aço inoxidável (OLIVEIRA 2002).
Para a fixação, o PCI (1989), nos diz que os painéis são fixados em quatro pontos,
dois suportam o peso próprio do painél e os outros dois resistem às forças laterais e
movimentações diferenciais entre o painél e a estrutura, subdividindo estas fixações de
acordo com a sua função em três tipos:
Fixações de alinhamento: responsável por impedir o deslocamento relativo
entre painéis e contribui também para alinhar o painel durante a montagem;
sendo estas fixações aparafusadas ou soldadas;
Figura 13 - Seções ortogonais ao plano do painél.
Fonte: OLIVEIRA,2004.
Fixações de apoio vertical: é responsável por transferir a carga do peso
próprio do painél à estrutura, sendo as fixações soldadas ou aparafusadas;

32
Figura 14 - Seções em corte ortogonal ao plano do painel e vista lateral.
Fonte: OLIVEIRA, 2004.
Fixações de apoio lateral: tem por função transmitir os esforços horizontais
oriundos da ação do vento.
Figura 15 - Seções em corte ortogonal ao plano do painél.
Fonte: OLIVEIRA, 2004.
33
5.1 PRODUÇÃO PAINÉIS PRÉ-MOLDADOS EM CCV
Os painéis pré-moldados podem ser produzidos na obra, a fim de diminuir o custo
com o transporte se houver espaço no canteiro, ou ser produzido industrialmente, o que
implica num maior controle de qualidade dos insumos utilizados.
Para o processo de produção dos painéis, há diversas atividades envolvidas sendo
elas:
Fabricação e preparação das fôrmas
Montagem da Armação
Concretagem
Desforma, Cura e Transporte
Montagem dos Painéis
Para a descrição do processo como um todo, foi utilizado um estudo de caso
realizado por Oliveira (2009), que fez todo o acompanhamento do processo de produção de
painéis pré-moldados realizado por uma construtora em Feira de Santana-BA, para um
empreendimento residencial que se constitua em cinco edificações com dez pavimentos
cada sendo cinco apartamentos por andar, totalizando uma área construída de 23918,05 m².
Desta forma, a seguir é feita o detalhamento da produção dos painéis em todas as
suas etapas.
5.1.1 FÔRMAS
As principais funções de um conjunto de fôrmas são a de servir como modelador,
conter o concreto fresco e sustentar o mesmo até o ponto que atinja a resistência mínima
para se sustentar sozinho e proporcionar à superfície do concreto a textura desejada.
Os materiais mais utilizados para a confecção das fôrmas são a madeira e o metal,
tendo em menor escala a utilização pelas empresas do plástico e da resina poliéster com
fibra de vidro, porém seu pouco uso se justifica devido ao alto custo dos materiais ou pela
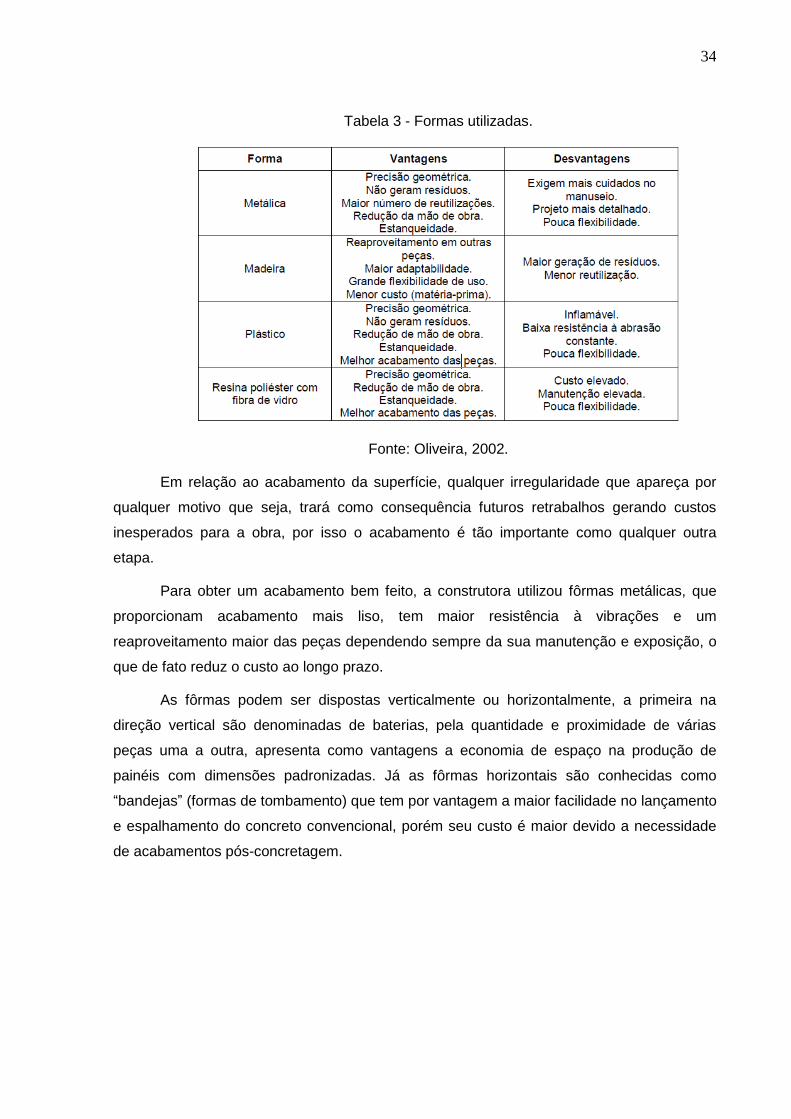
dificuldade de fabricação. Temos na tabela abaixo, as vantagens e desvantagens de cada
material utilizado para as fôrmas.
34
Tabela 3 - Formas utilizadas.
Fonte: Oliveira, 2002.
Em relação ao acabamento da superfície, qualquer irregularidade que apareça por
qualquer motivo que seja, trará como consequência futuros retrabalhos gerando custos
inesperados para a obra, por isso o acabamento é tão importante como qualquer outra
etapa.
Para obter um acabamento bem feito, a construtora utilizou fôrmas metálicas, que
proporcionam acabamento mais liso, tem maior resistência à vibrações e um
reaproveitamento maior das peças dependendo sempre da sua manutenção e exposição, o
que de fato reduz o custo ao longo prazo.
As fôrmas podem ser dispostas verticalmente ou horizontalmente, a primeira na
direção vertical são denominadas de baterias, pela quantidade e proximidade de várias
peças uma a outra, apresenta como vantagens a economia de espaço na produção de
painéis com dimensões padronizadas. Já as fôrmas horizontais são conhecidas como
“bandejas” (formas de tombamento) que tem por vantagem a maior facilidade no lançamento
e espalhamento do concreto convencional, porém seu custo é maior devido a necessidade
de acabamentos pós-concretagem.

35
Figura 18 - Forma de Tombamento.
Fonte: Almeida, 2010.
Figura 19 - Fôrma Painél Horizontal.
Fonte: OLIVEIRA, 2009. Figura 20 - Forma tipo bateria.
Fonte: Almeida, 2010.
5.1.2 ARMAÇÃO
A armação pode ser tanto feita em obra, tendo assim responsáveis pelo corte e
dobra do aço, como também ser comprado pronto através de empresas especializadas que

36
se comprometem a entregar a armação pronta, o que reduz a zero o desperdício de aço no
canteiro de obra.
No caso desta obra em questão, o aço foi cortado e dobrado “in-loco”, o que implicou
em um certo volume de desperdício. As telas que são utilizada nos painéis são unidas por
espaçadores plásticos que têm por função garantir o correto distanciamento das telas e o
exato cobrimento requerido, e assim, com as telas prontas os demais aços (estruturais e de
içamento) vão sendo amarrados de acordo com a sua posição prevista em projeto.
Figura 21 - Espaçadores utilizados no painél.
Fonte: Oliveira,2009
Com a utilização dos espaçadores, tenta-se garantir o correto posicionamento das
armações, porém dois problemas são corriqueiramente encontrados, o primeiro é o não
cobrimento mínimo específicado em projeto,normalmente valor próximo a 20mm, e o
incorreto posicionamento da armação..
As figuras apresentadas a seguir, mostram a montagem da armação com a utilização
dos espaçadores, e dos aços para soldas e içamentos dos painéis.
Figura 22 - Detalhe das telas unidas por espaçadores.
Fonte: OLIVEIRA, 2009.

37
Figura 23 - Detalhes dos aços: a) para soldas; b) para desforma
Fonte: OLIVEIRA, 2009.
Com a montagem das duas telas é possível então fixar através de arames recozidos
as instalações elétricas e telefônicas, com isso eliminando recortes e retrabalhos no canteiro
de obras e diminuindo custos com a mão de obra. Já as instalações hidro-sanitárias não são
embutidas nos painéis pelo simples motivo de que necessitam de manutenção ao longo de
sua vida útil. Na figura abaixo, temos representado a armação já com a instalação elétrica
amarrada junto às telas.
Figura 24 - Instalação Elétrica
Fonte: OLIVEIRA, 2009.
5.1.3 CONCRETAGEM DOS PAINÉIS
O concreto utilizado para os painéis, varia de acordo com o que está em projeto
devido a finalidade de cada painél. No estudo realizado por Oliveira (2009), a obra em
questão utilizou um concreto com 25MPa e abatimento de cone de (200±20)mm devido a

38
necessidade de um concreto bem fluido para o lançamento nas fôrmas dispostas
verticalmente.
Com o concreto devidamente pronto, antes de seu lançamento é feito 4 corpos de
prova para testes. O primeiro irá definir a resistência mínima do concreto para içamento, que
deve ser de 6MPa em aproximadamente 16 horas, o segundo prevendo o comportamento
deve atingir em 7 dias 80% da resistência solicitada. E por fim, os dois últimos ensaios
devem ser feito aos 28 dias e o corpo de prova deverá apresentar a resistência à
compressão definida em projeto.
Se a armação já esta devidamente locada na fôrma, e a conferência com o projeto já
foi feita, inicia-se o processo de transporte e lançamento do concreto que é feito com a
ajuda de gruas, pórticos ou guinchos, como mostra a figura a seguir.
Figura 25 - Concretagem em fôrma horizontal
Fonte: OLIVEIRA, 2009.
Já que o concreto utilizado pela obra não é o auto-adensável, há portanto a
necessidade de adensamento através de um funcionário que introduz no concreto o vibrador
agulha, deixando assim o concreto com melhor acabamento e eliminando os nichos de
concretagem.
Figura 26 - Adensamento com vibrador tipo agulha
39
Fonte: OLIVEIRA, 2009.
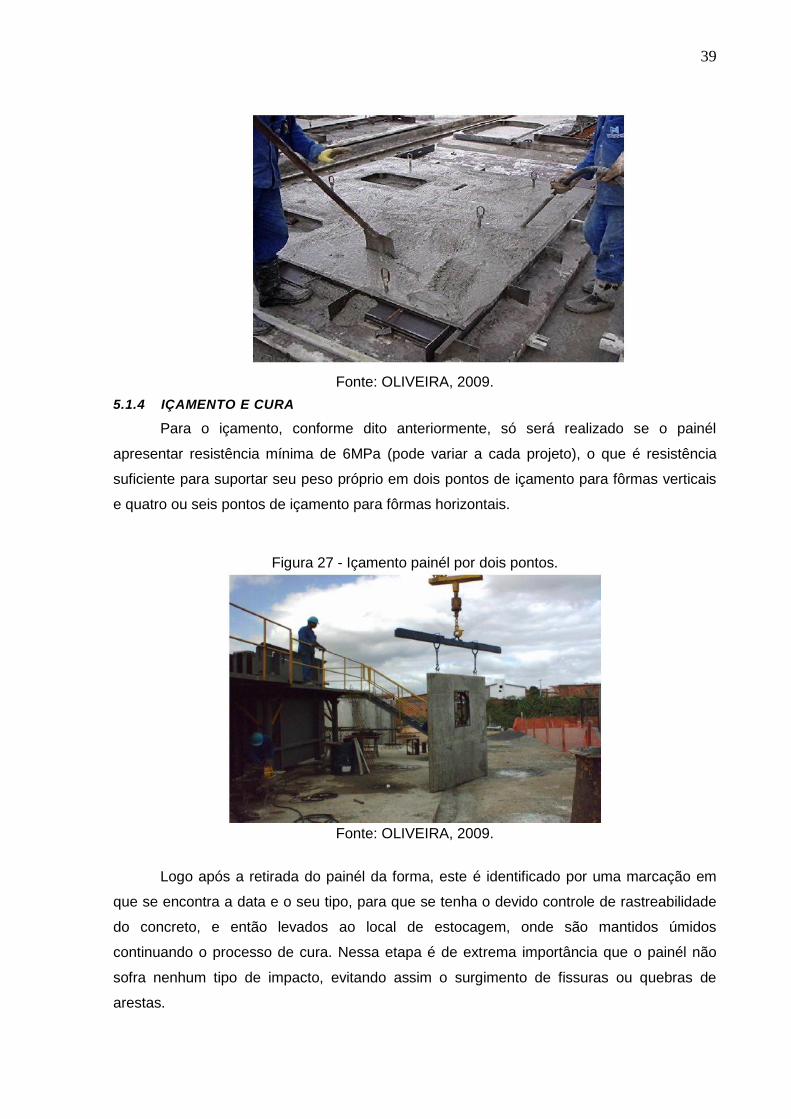
5.1.4 IÇAMENTO E CURA
Para o içamento, conforme dito anteriormente, só será realizado se o painél
apresentar resistência mínima de 6MPa (pode variar a cada projeto), o que é resistência
suficiente para suportar seu peso próprio em dois pontos de içamento para fôrmas verticais
e quatro ou seis pontos de içamento para fôrmas horizontais.
Figura 27 - Içamento painél por dois pontos.
Fonte: OLIVEIRA, 2009.
Logo após a retirada do painél da forma, este é identificado por uma marcação em
que se encontra a data e o seu tipo, para que se tenha o devido controle de rastreabilidade
do concreto, e então levados ao local de estocagem, onde são mantidos úmidos
continuando o processo de cura. Nessa etapa é de extrema importância que o painél não
sofra nenhum tipo de impacto, evitando assim o surgimento de fissuras ou quebras de
arestas.
40
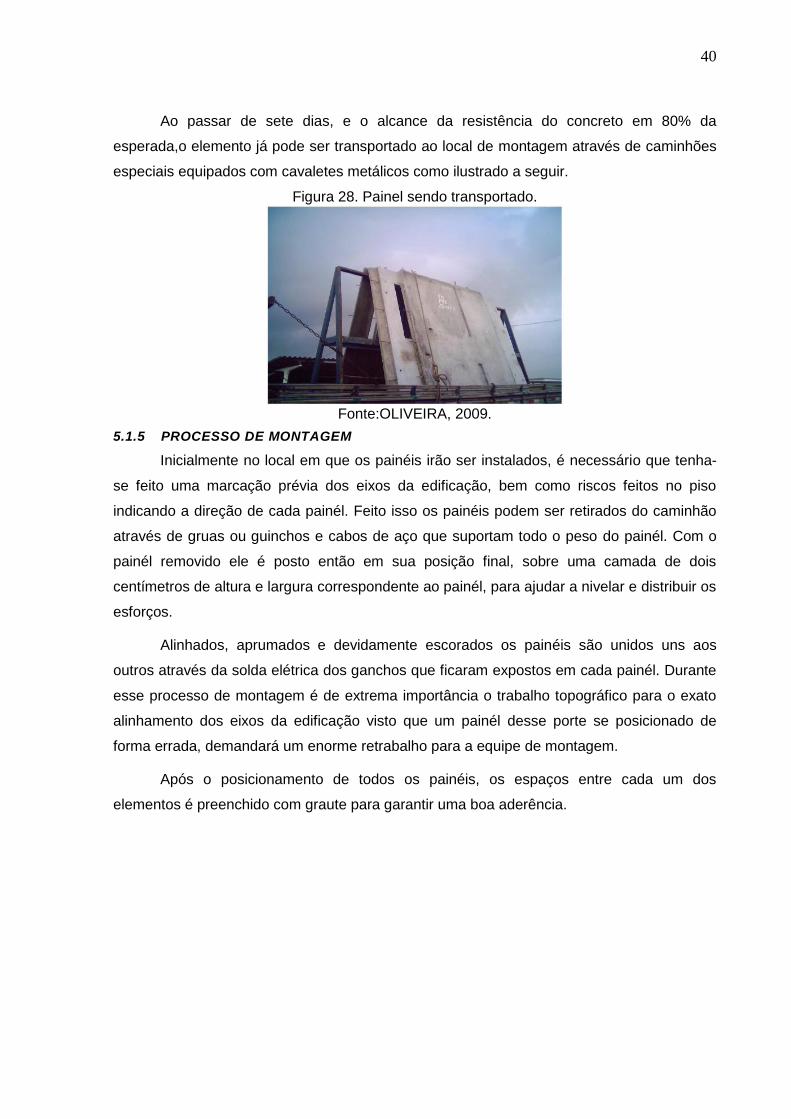
Ao passar de sete dias, e o alcance da resistência do concreto em 80% da
esperada,o elemento já pode ser transportado ao local de montagem através de caminhões
especiais equipados com cavaletes metálicos como ilustrado a seguir.
Figura 28. Painel sendo transportado.
Fonte:OLIVEIRA, 2009.
5.1.5 PROCESSO DE MONTAGEM
Inicialmente no local em que os painéis irão ser instalados, é necessário que tenha-
se feito uma marcação prévia dos eixos da edificação, bem como riscos feitos no piso
indicando a direção de cada painél. Feito isso os painéis podem ser retirados do caminhão
através de gruas ou guinchos e cabos de aço que suportam todo o peso do painél. Com o
painél removido ele é posto então em sua posição final, sobre uma camada de dois
centímetros de altura e largura correspondente ao painél, para ajudar a nivelar e distribuir os
esforços.
Alinhados, aprumados e devidamente escorados os painéis são unidos uns aos
outros através da solda elétrica dos ganchos que ficaram expostos em cada painél. Durante
esse processo de montagem é de extrema importância o trabalho topográfico para o exato
alinhamento dos eixos da edificação visto que um painél desse porte se posicionado de
forma errada, demandará um enorme retrabalho para a equipe de montagem.
Após o posicionamento de todos os painéis, os espaços entre cada um dos
elementos é preenchido com graute para garantir uma boa aderência.

41
Figura 29 - Preenchimento das juntas com graute.
Fonte: OLIVEIRA, 2009.
Vencida estas etapas, os painéis já estão preparados para receber o acabamento
final, sendo que a aplicação de cerâmica, massa corrida ou tinta são feitas diretamente
sobre a superfície do painel sem a utilização de qualquer tipo de argamassa.
Figura 30 - Vista dos prédios com elementos pré-moldados.
Fonte: OLIVEIRA, 2009.
5.2 PRODUÇÃO DE PAINÉIS PRÉ-MOLDADOS EM CONCRETO AUTO-ADENSÁVEL
Para a fabricação dos painéis em concreto auto-adensável, pouco se altera em
relação ao concreto convencional, porém o resultado do produto final tem suas diferenças.
As etapas de preparação das fôrmas, armação içamento e cura são praticamente as
mesmas, sendo a etapa que se diferencia é a da concretagem, devido a diferença de
material usado.
42
A primeira diferença está na relação da pressão exercida pelo concreto nas fôrmas
na etapa de concretagem, já que segundo TutiKian(2007) a utilização do concreto auto-
adensável faz com que aumente a pressão exercida nas fôrmas caso seja comparado com o
concreto convencional, ocorrendo o risco das fôrmas cederem comprometendo a obra.
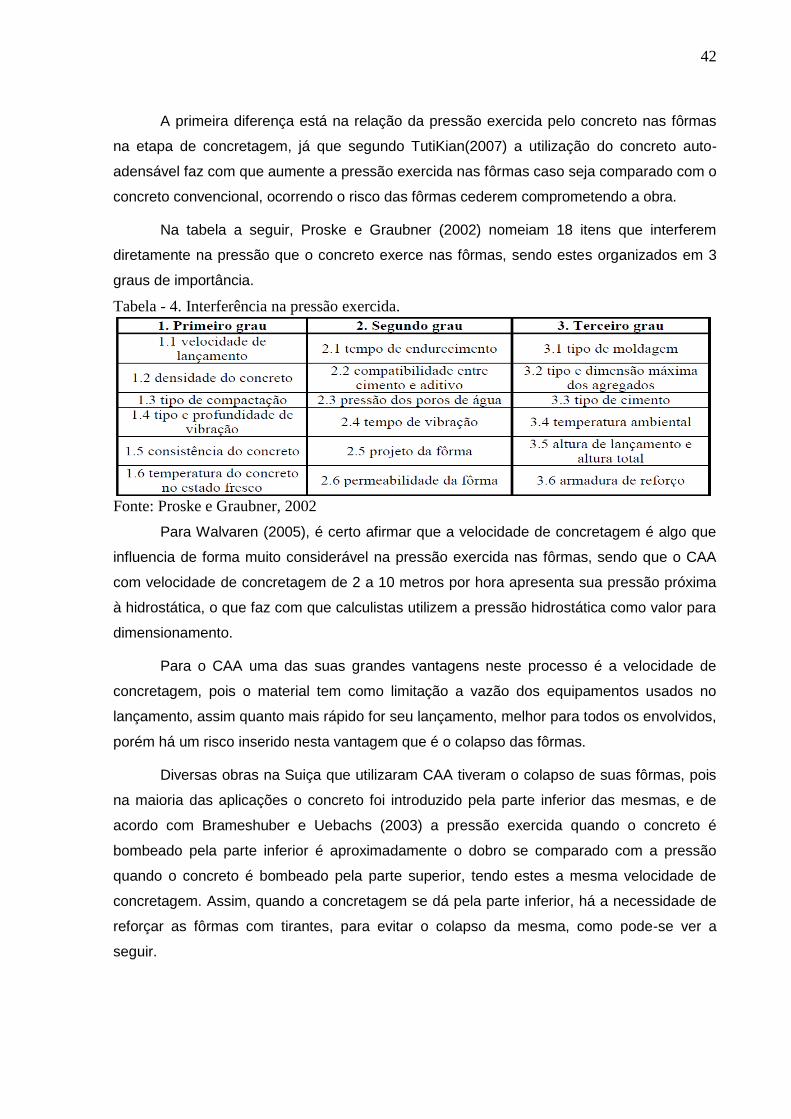
Na tabela a seguir, Proske e Graubner (2002) nomeiam 18 itens que interferem
diretamente na pressão que o concreto exerce nas fôrmas, sendo estes organizados em 3
graus de importância.
Tabela - 4. Interferência na pressão exercida.
Fonte: Proske e Graubner, 2002
Para Walvaren (2005), é certo afirmar que a velocidade de concretagem é algo que
influencia de forma muito considerável na pressão exercida nas fôrmas, sendo que o CAA
com velocidade de concretagem de 2 a 10 metros por hora apresenta sua pressão próxima
à hidrostática, o que faz com que calculistas utilizem a pressão hidrostática como valor para
dimensionamento.
Para o CAA uma das suas grandes vantagens neste processo é a velocidade de
concretagem, pois o material tem como limitação a vazão dos equipamentos usados no
lançamento, assim quanto mais rápido for seu lançamento, melhor para todos os envolvidos,
porém há um risco inserido nesta vantagem que é o colapso das fôrmas.
Diversas obras na Suiça que utilizaram CAA tiveram o colapso de suas fôrmas, pois
na maioria das aplicações o concreto foi introduzido pela parte inferior das mesmas, e de
acordo com Brameshuber e Uebachs (2003) a pressão exercida quando o concreto é
bombeado pela parte inferior é aproximadamente o dobro se comparado com a pressão
quando o concreto é bombeado pela parte superior, tendo estes a mesma velocidade de
concretagem. Assim, quando a concretagem se dá pela parte inferior, há a necessidade de
reforçar as fôrmas com tirantes, para evitar o colapso da mesma, como pode-se ver a
seguir.

43
Figura 31 - Concretagem pela parte inferior
Fonte: Almeida,2010
Além desta diferença quanto a pressão atuante nas fôrmas, a utilização do concreto
auto-adensável no processo de fabricação acarreta em muitas vantagens no processo,
vantagens estas que não ficam somente focadas no produto em si, mas como também na
qualidade de saúde do trabalhador e economia de energia. Podemos citar como vantagens
no processo:
Acelera a construção, por ter velocidade de lançamento rápida e não precisa
de adensamento
Reduz a mão de obra no canteiro, pois elimina a etapa de vibração e é de
fácil espalhamento,
Melhora o acabamento final da superfície,
Aumenta a durabilidade, evitando falhas de concretagem devido à má
vibração do concreto,
Permite grande liberdade de fôrmas e dimensões com altas taxas de
armadura,
Elimina o barulho de vibração, o que é relevante para obras em centros
urbanos ou concretagens noturnas,
Local de trabalho mais seguro, pois quanto menos trabalhadores, menor é o
risco de acidentes,
Implica em ganho ecológico, devido a utilização de resíduos industriais em
sua composição, como cinza volante, escória de alto forno ou cinza de casca
de arroz,

44
Se computados todos os ganhos, pode significar em redução do custo final da
estrutura ou concreto.
Das vantagens citadas acima, a melhora no acabamento da estrutura, quando utiliza-
se o concreto auto-adensável, e o aumento da durabilidade são aspectos muito relevantes,
pois além de diminuir patologias, diminui também a necessidade de retrabalhos para a
correção da estrutura. Graças a habilidade do CAA em não precisar de adensamento, o
produto ganha muito em qualidade, é o que pode-se notar nas figuras seguintes.
Figura 32 - Concretagem em CAA branco, utilizando poucos trabalhadores
Fonte: Tutikian e Dal Molin, 2008
Figura 33 - Painéis em CAA aparentes.
Fonte: Tutikian e Dal Molin, 2008.
45
5.3 PRODUTIVIDADE DOS PAINÉIS
Entende-se que com o controle no processo de produção, transporte e instalação
bem realizados, a opção por utilizar o painel pré-fabricado proporciona benefícios que
dificilmente iriam ser atingidos através do sistema construtivo convencional, devido a esta
tecnologia é possível acelerar o processo de construção sem diminuir na qualidade final do
produto em questão. Basta imaginar que no canteiro de obras, o trabalho não será de
confecção do elemento e sim da montagem e fixação, ou seja, processos e horas
trabalhadas no canteiro de obras serão eliminados, o que permite uma rapidez de execução
muito maior, fator que é de alto interesse para os programas preocupados em fornecer
habitação para a população de baixa renda no país.
No Brasil Oliveira, Souza e Sabatinni, realizaram em uma obra de um
empreendimento hoteleiro o estudo da produtividade da mão de obra na fase de execução
da montagem da fachada.
Nesta fase de montagem, Oliveira,Souza e Sabatinni identificam outras atividades
que compõem o processo como um todo, sendo elas:
Içamento dos painéis, através de gruas ou guindastes, da carreta ou local de
estoque.
Posicionamento, alinhamento por meio do aparafusamento na parte inferior
do painél, e soldagem do “insert” da parte superior da viga.
Pintura com tintura anti-corrosiva dos “inserts” metálicos dos painéis, após o
término da sua fixação definitiva.
Existem ainda atividades denominadas de atividades de apoio que estão presentes
diretamente na etapa de montagem, são elas o corte das lajes para que o “insert “ metálico
da parte superior do painel possa apoiar diretamente na viga, colocação de ancoragem nas
lajes, porque quando o painel esta sendo posto e não for alinhado por aparafusamento na
parte inferior, o alinhamento deve ser feito através das ancoragens aparafusadas nas lajes.

46
Figura 16 - Croqui das atividades essenciais e de apoio.
Fonte: OLIVEIRA (2004).
No estudo de caso realizado por Oliveira (2004), o empreendimento em que se
analisou a produtividade constituía-se em 2 torres sendo estas em estrutura metálica
utilizando os painéis pré-fabricados em suas fachadas e a utilização de gesso acartonado
nas divisões internas, com lajes tipo steel-deck. A equipe responsável pelos serviços
relacionados aos painéis, para uma das torres, era formada por 7 funcionários, sendo 1
encarregado, 2 montadores, 02 soldadores, 1 mandador de placas e 1 ajudante.
Diante disto, durante 10 dias consecutivos foram medidos as quantidades de
serviços realizados por dia, quantos homens trabalharam em cada atividade e as suas
respectivas horas para a conclusão do serviço, o que resultou em tabelas que mostram a
produtividade da montagem dos painéis pré-moldados através do cálculo da RUP (razão
unitária de produtividade) que é a unidade básica de produtividade representada pela razão
em hora homem por quantidade de serviço.
TABELA 2 - RUP relativo as tarefas, (Içamento/Posicionamento/ajuste/soldagem)
Fonte: OLIVEIRA,2004.

47
Figura 17 - Produtividade- içamento/ posicionamento/ajuste/soldagem.
Fonte: OLIVEIRA,2004
Analisando os dados de produtividade, Oliveira (2004) afirma que os resultados
ainda não foram melhores devido à interferências externas como o atraso da fornecedora
em enviar os painéis pré-moldados, o que acarretou em uma montagem não sequencial,
pois vieram painéis de diferentes pavimentos na mesma entrega, o que ocasionou em uma
movimentação da mão de obra e dos equipamentos que não era necessária, além do atraso
no envio do projeto de corte das lajes e ancoragens que acarretou na execução da
estrutura, porém com o repasse do serviço de corte das lajes e ancoragens para a equipe
de montagem, o que fez com que sua produtividade diminuísse.
Sendo assim a RUP tida como meta para a empresa que fornece os painéis, 10
placas montadas com juntas seladas por dia, que equivale a 6 Hh/unidade de placa não foi
atingida devido à falta de coordenação de projetos e planejamento adequado da logística do
canteiro de obras, o que é de extrema importância para que o sistema construtivo em painél
pré-moldado apresente suas vantagens e justifique o seu uso no empreendimento.
5.4 PATOLOGIAS
Os tipos de patologias mais comuns em concretos pré-fabricados e que geram
custos elevados de manutenção e acabamento da peça, além da interferência na resistência
mecânica, podem ser listados como:

48
5.4.1 MANCHAS
Segundo FACHINETTO (2002) é comum utilizar óleos e graxas residuais da indústria
mecânica para a desmoldagem do concreto. Esses produtos, por possuírem muitas
impurezas, provocam manchas escuras no concreto pré-fabricado.
Figura 34 - Mancha escura em superfície de elemento.
Fonte: Boesing, 2011.
As empresas de pré-fabricados têm utilizado diversos produtos existentes no
mercado, todos denominados desmoldantes. As matérias-primas são as mais diversas,
como banha animal, ceras, óleos minerais, diesel, dentre outros. Alguns produtos são
solúveis em água e, quando usados em ambientes expostos à chuva, podem ser lavados,
não realizando o efeito desejado e, consequentemente, a peça apresenta manchas na
superfície.
Objetivando a redução dos custos de produção, empresas aplicam desmoldantes de
baixo custo, que quando se apresentam inadequados geram patologias que exigem a
aplicação de pasta de cimento na superfície da peça, como se fosse uma maquiagem,
gastando para esse trabalho muitas horas dos operários e com resultados questionáveis.
Alguns agregados lamelares e alongados poderão proporcionar manchas na
superfície do concreto que tendem a suavizar com o passar do tempo. A proximidade do
agregado lamelar/alongado na superfície da peça e a pequena película de argamassa que o
reveste são responsáveis pelas diferenças de tonalidades (TERZIAN, 2005).
5.4.2 BOLHAS
Segundo (FORTES, 2004) o aparecimento das bolhas em concreto pré-fabricado é
devido ao tipo de desmoldante utilizado nas formas. Já (RODRIGUES, 1995), acredita que
as bolhas em estruturas de concreto estão relacionadas ao excesso de água na produção
49
de concreto. A utilização de óleos e graxas residuais para a desmoldagem do concreto leva
a retenção de água superficial, dando origem a bolhas e vazios depois do concreto
endurecido, ou seja, eles permitem a adesão das bolhas ao desmoldante. O ideal é que a
bolha atinja a superfície e possa escapar. Essa oportunidade ocorre quando as misturas não
são muito coesas (FACHINETTO, 2002). Ainda, JOUKOSKI, PORTELLA, GARCIA, e
colaboradores (2002) afirmam através de ensaios que o óleo reciclado de motor, quando
utilizado como desmoldantes, em contato com a alcalinidade do concreto saponifica,
produzindo uma espuma semelhante a bolhas de sabão.
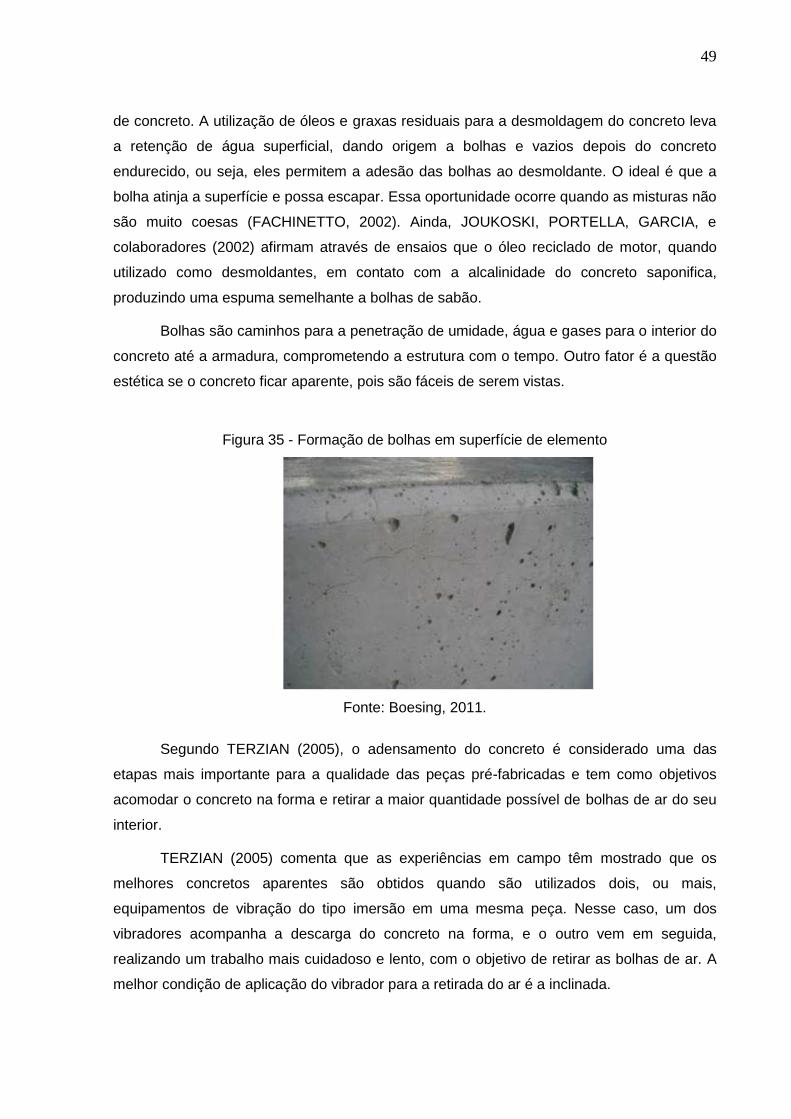
Bolhas são caminhos para a penetração de umidade, água e gases para o interior do
concreto até a armadura, comprometendo a estrutura com o tempo. Outro fator é a questão
estética se o concreto ficar aparente, pois são fáceis de serem vistas.
Figura 35 - Formação de bolhas em superfície de elemento
Fonte: Boesing, 2011.
Segundo TERZIAN (2005), o adensamento do concreto é considerado uma das
etapas mais importante para a qualidade das peças pré-fabricadas e tem como objetivos
acomodar o concreto na forma e retirar a maior quantidade possível de bolhas de ar do seu
interior.
TERZIAN (2005) comenta que as experiências em campo têm mostrado que os
melhores concretos aparentes são obtidos quando são utilizados dois, ou mais,
equipamentos de vibração do tipo imersão em uma mesma peça. Nesse caso, um dos
vibradores acompanha a descarga do concreto na forma, e o outro vem em seguida,
realizando um trabalho mais cuidadoso e lento, com o objetivo de retirar as bolhas de ar. A
melhor condição de aplicação do vibrador para a retirada do ar é a inclinada.

50
Em cada ponto de vibração, a inclinação deve ser realizada em quatro posições:
frente, atrás e laterais. O tempo de vibração em cada posição deve ser o suficiente para
permitir a saída das bolhas de ar. Para a mudança da posição, o vibrador deve ser retirado e
reintroduzido ao concreto, evitando o deslocamento horizontal no seu interior.
5.4.3 FISSURAS
Ocorrem em concretos pré-fabricados por basicamente dois fatores: cura mal
executada ou a utilização de material de forma inconveniente para a preparação do
concreto.
No primeiro caso, a cura no concreto deve ser feita mantendo a temperatura
controlada, para que essa água fundamental para a hidratação do cimento não evapore.
Uma excessiva evaporação da água forma vazios, e uma grande quantidade desses vazios,
com a retração plástica, dá origem a fissura do concreto.
Caso o consumo de cimento por metro cúbico seja elevado, o grande calor de
hidratação, quando não controlado, pode originar trincas, o que já compromete a estrutura.
Podem ser causas de fissuras a utilização de um material inconveniente para a fabricação
da forma e o excesso de água à mistura de concreto. Outra possibilidade é a utilização de
agregados como os seixos rolados que não promovem uma ótima aderência entre o
concreto e a pasta.
Fissuras e trincas na superfície do concreto diminuem a durabilidade da peça, pois
aumentam a sua permeabilidade e podem diminuir a sua resistência (HELENE,1995).
Figura 36 - Trinca em superfície.
Fonte: Boesing, 2011.
Admite-se fissura como a abertura ocasionada por ruptura de um material ou
componente, inferior ou igual a 0,5 mm e trinca com abertura superior a 0,5 mm e inferior a
1,0 mm.

51
5.4.4 QUEBRAS
Têm origem, basicamente, na má desmoldagem, isso ocorre devido a utilização de
desmoldante incompatível com a forma, quebrando alguns pontos localizados do concreto,
por exemplo, ou fazendo com que parte do concreto fique presa à forma, ocasionando um
arranque de parte do elemento. Nesses caso, o reparo é feito com concreto, microconcreto,
graute ou massa epóxi.
Figura 37 – Falha na desforma,arranque de concreto
Fonte: Almeida, 2010
Ainda, as quebras poderão ser originadas pelo saque prematuro quando o concreto
ainda não possui resistência ao manuseio. Ao sacar as peças com idades mínimas (ou
horas) algumas delas quebram, mesmo com um traço pré-estudado.
Figura 38 - Quebra em quina de viga
Fonte: Boesing, 2009
Neste caso, os procedimentos adotados são verificar: a quantidade de água utilizada;
se o aditivo superplastificante provocou algum tipo de retardo de pega, e; qual a temperatura
ambiente durante o procedimento de preparação da massa e durante o manuseio. Quando
as peças quebram devido ao manuseio, geralmente são condenadas e inutilizadas.

52
5.5 MODOS E EFEITOS DE FALHA NA FABRICAÇÃO DE PAINÉIS PRÉ-MOLDADOS
Segundo a afirmação de Gonzales et al.(2010), empreendimentos de habitação
social têm muito interesse na redução de custos visto que são obras com foco no baixo
custo e têm alto nível de repetição e que considera vantajoso o uso do sistema construtivo
pré-moldado, devido as suas vantagens apresentadas, como rapidez de produção no
canteiro de obra e diminuição da mão de obra.
No entanto, alguns problemas são inerentes ao pré-moldado e um deles está
ligado a falta de controle de qualidade e consequente gasto excessivo com retrabalhos.
Uma solução proposta no artigo de Farina (2007) é o uso da ferramenta FMEA (Análise de
Modos e Efeitos de Falhas) que busca justamente a melhoria da qualidade no processo.
De acordo com a definição de FOGLIATTO e RIBEIRO (2009), a FMEA é uma
ferramenta de identificação de falhas que podem ocorrer num processo ou produto, tendo
por objetivo identificar e analisar as falhas e trazer soluções que possam diminuir o risco
destas falhas acontecerem novamente. Tudo isso feito de forma coordenada visando a
criação de um método que possa se tornar referência para o processo como um todo.
Para esta ferramenta, são aplicados 3 índices que qualificam e quantificam as falhas
devido o seu grau de importância e frequência. O primeiro deles é a ocorrência (O), em que
todas as possibilidades de falhas devem ser consideradas e descritas, sendo que para cada
falha deve haver um valor de ocorrência,valor este que deve ser encontrado no registro
histórico do processo.
Os valores atribuídos ao índice ocorrência são:
Tabela 5. Classificação da ocorrência
Ocorrência do modo de falha
Frequência Índice
(O)
Remota 1 em 1500000 1
Muito Baixa
1 em 15000 2
1 em 5000 3
Baixa 1 em 2000 4
1 em 400 5
Moderada 1em80 6
1 em 20 7
Alta 1 em 8 8
1 em 3 9
Muito Alta 1 em 2 10
Fonte: Adaptado de: Silva ET al., 2006.

53
O segundo índice, denominado índice de detecção (D) é o valor que representa a
frequência em que a falha não é detectada antes que chegue ao cliente (FOGLIATTO E
RIBEIRO,2009;IQA,1977). A seguir temos os valores atribuídos ao índice.
Tabela 6. Escala do índice de detecção
Detecção pelo meio de controle Índice (D)
Muito Alta Praticamente certo que o
modo de falha será detectado
1
2
Alta Alta probabilidade de o
modo de falha ser detectado 3
4
Moderada O modo de falha pode ser
detectado 5
6
Baixa Baixa probabilidade de
detectar o modo de falha 7
8
Muito Baixa Provavelmente o modo de falha não será detectado
9
10
Fonte: Adaptado de Fogliato e Ribeiro, 2009.
Já o terceiro índice denominado severidade é a intensidade do efeito da falha sobre
o cliente, posto na seguinte escala.
Tabela 7. Classificação de Severidade.
Severidade do efeito do modo de falha Índice
(S)
Mínima Mínimo efeito no desempenho,
provavelmente não será percebido pelo cliente
1
2
Baixa Provoca leve insatisfação, com apenas
leve queda de desempenho.
3
4
Moderada Provoca insatisfação devido à perda de desempenho ou mau funcionamento.
5
6
Alta Provoca alta insatisfação do cliente 7
8
Muito Alta
Compromete a segurança da operação ou envolve infração a regulamentos
9
10
Fonte: Adaptado de Fogliato e Ribeiro, 2009.

54
Sendo quantificado estes três índices apresentados acima, surge então o índice de
risco (R), que é resultado da multiplicação simples da severidade (S), ocorrência (O) e
detecção (D). Índice R este, que possibilita identificar e priorizar itens que tiveram um
resultado de risco alto para que se possa buscar ações para reduzir sua ocorrência.
O índice risco portanto, pode ter o seu valor entre 1, o que seria um baixíssimo risco
ao cliente, e 1000 que representaria um risco crítico. Fernandes (2005) determina que para
o processo ser 90% confiável, os modos de falha com um risco de 100 sejam considerados
os limitantes, a partir dos quais seja necessário realizar ações de melhoria.
Uma pesquisa realizada por Farina (2007) realizou a utilização da ferramenta FMEA
em uma construtora de grande porte com matriz localizada na cidade de São Paulo, que
atua em todos os perfis de venda na construção de unidades residenciais, que com o
crescimento de programas habitacionais no país, esta criou recentemente um segmento
exclusivo para obras voltadas para classe C e D. Devido a essa demanda criaram duas
fábricas de painéis pré-moldados com o objetivo de fornecer material para sua própria obra.
Os painéis produzidos são elementos estruturais do prédio, que formam tanto a
fachada como fazem as divisões do espaço interno em cômodos. Como o processo de
fabricação é o que apresentava maior incidência de problemas e retrabalho buscou-se a
utilização da FMEA para identificação e possível solução.
A partir do fluxograma foi possível definir quais informações seriam necessárias para
a execução do estudo da FMEA, coletados os dados as informações referentes a
ocorrências de falhas no processo foram reunidas e então construída a planilha da FMEA
que relaciona a operação, o modo potencial de falha, efeito, o índice
severidade(S),causa,índice de ocorrência(O), controle de prevenção, controle de detecção,
índice de detecção (D) e índice de risco (R).
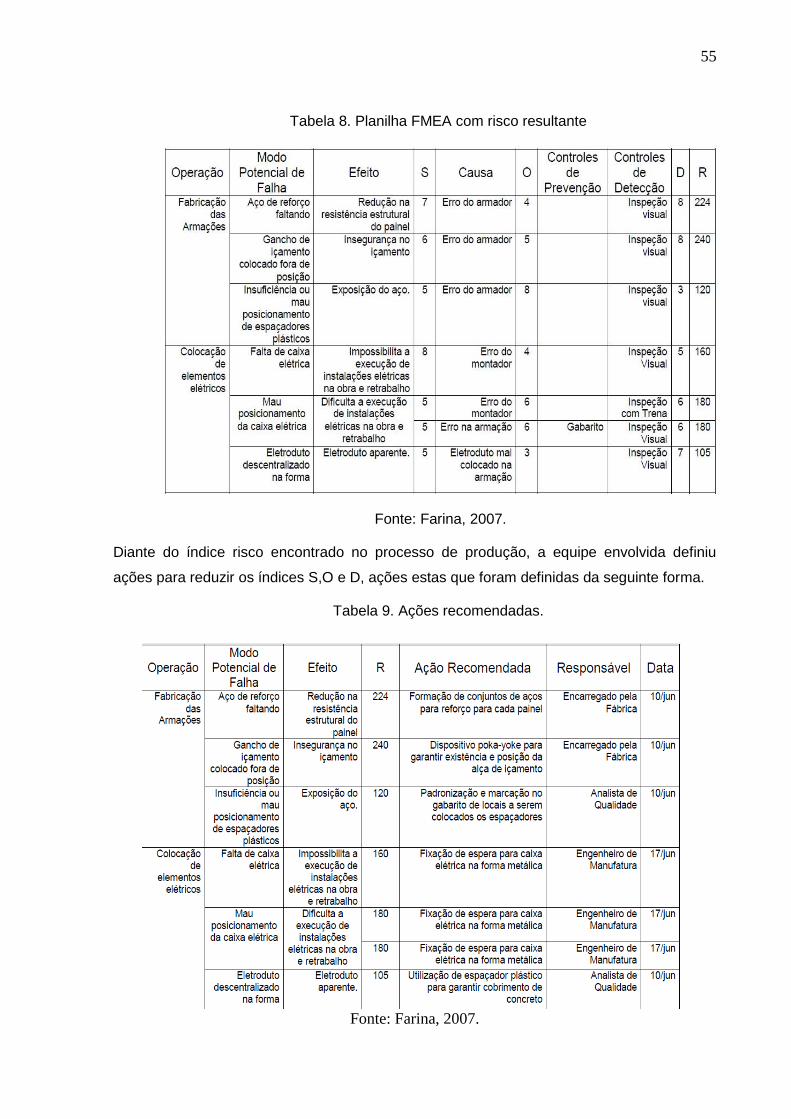
55
Tabela 8. Planilha FMEA com risco resultante
Fonte: Farina, 2007.
Diante do índice risco encontrado no processo de produção, a equipe envolvida definiu
ações para reduzir os índices S,O e D, ações estas que foram definidas da seguinte forma.
Tabela 9. Ações recomendadas.
Fonte: Farina, 2007.

56
De todas as ações recomendadas na FMEA algumas não foram possíveis de serem
realizadas devido a falta de mão-de-obra ou espaço, no entanto a maioria das ações
surtiram efeito positivo e após ser testada a sua funcionalidade na produção de uma painél
separado, foi aprovado e expandido para o resto do processo.
Após a sua aplicação houve uma reavaliação dos índices de ocorrência, severidade
e detecção dos itens que foram realizados as melhorias e chegou-se em um resultado muito
satisfatório devido a diminuição expressiva do índice de risco como pode-se observar na
tabela seguinte, em que temos respectivamente nas ultimas colunas, índice de severidade
(S), índice de ocorrência (O), índice de detecção (D) e índice de risco (R).
Tabela 10 – Ações efetuadas e novo cálculo de risco.
Fonte: Farina, 2007.
Desta forma, através da ferramenta FMEA foi possível identificar as deficiências do
processo e o mais importante, encontrar o porquê destas deficiências, que no caso deste
processo, estava em grande parte no erro humano durante as operações de armações dos
painéis. Sendo ainda que as ações de melhorias realizadas tornaram-se muito funcionais e
eficientes, como por exemplo, a padronização na colocação de espaçadores plásticos, que
trouxe com isso o correto posicionamento do mesmo que resulta no revestimento necessário
de concreto sobre a armação de aço, reduzindo a quantidade total deste material gasto.
57
Ou ainda a fixação das tampas das caixas elétricas, que além de alertar sobre a sua
existência, indica a sua correta posição agilizando a montagem.
De acordo com todos os resultados, podemos concluir que a aplicação da FMEA
tronou-se eficaz na análise do processo de fabricação, e somente com essa análise é que
foi possível ter uma maior compreensão da produção dos painéis em si e a sua dificuldade.
Chegando então em algumas melhorias no processo sem nenhum custo adicional ao
processo, porém tendo como dificuldade a falta de dados históricos sobre a qualidade do
processo.
6. Resíduos Sólidos: Tipologia Convencional x Pré-moldado
Todo o sistema construtivo gera um volume de resíduos, sendo este desperdício ou
não, variando o seu volume conforme a fase em que a obra se encontra. O Conselho
Nacional do Meio Ambiente (CONAMA) classifica os resíduos por classes e assim denomina
os resíduos de classe A, como sendo resíduos reutilizáveis ou recicláveis como agregado,
tais como resíduos de construção, demolição, reformas e reparos de pavimentação e
edificações, materiais cerâmicos, argamassa, concreto e resíduos do processo de
fabricação ou demolição de peças pré-moldadas em concreto.
Para estes resíduos classificados como classe “A”, Cruz (2010) realizou um estudo
através de uma construtora do estado de Sergipe, em que se avaliou o volume de resíduos
gerados tanto para uma obra com sistema construtivo convencional, como para uma que se
utilizava de elementos pré-moldados (painéis), fazendo um comparativo entre as diversas
fases afim de identificar qual sistema construtivo gera mais volume de resíduos.
Para esta análise, a quantificação dos resíduos foi feita através de dados
informativos disponibilizados nos tickets de pesagem emitidos pela EMSURB, pois para
cada retirada de resíduos classe “A” dos empreendimentos que é encaminhada para uma
área disponibilizada pela prefeitura de Aracaju, é emitido um ticket que contem a data de
descarte do resíduo e a pesagem do mesmo. Assim foi possível organizar as informações
em uma tabela onde pode-se correlacionar as datas de retiradas dos resíduos com o
respectivo volume, com isto é possível identificar quais etapas da obra ocasionam maiores
volumes de desperdício.
58
Segundo Cruz (2010), o estudo comparativo dos resíduos sólidos nas duas tipologias
em análise, demonstra um grande diferencial no quantitativo de resíduos classe “A” gerados
nos dois tipos de obra. È possível visualizar esta diferença nos gráficos de geração de
resíduos juntamente com o cronograma da obra. Se analisado as informações
disponibilizadas pela EMSURB no início das obras, principalmente na fase de fundação, é
possível identificar que o volume de resíduos gerado é muito pequena para ambas as obras
visto que o volume em sua maioria é reutilizada por exemplo no aterro feito no próprio
canteiro de obra, não necessitando assim ser despejado na área da prefeitura. Visto que
esse volume é muito baixo, este não chegou a entrar como dados consideráveis na
pesquisa realizada por Cruz (2009).
De forma mais aplicada, os dados encontrados para cada uma das obras são
organizados nos tópicos a seguir, o que facilitará a visualização da grande diferença de
volume gerado por cada obra.
6.1 IDENTIFICAÇÃO EMPREENDIMENTO 1 (CONVENCIONAL)
Com o sistema construtivo convencional, este empreendimento caracterizou-se por
ter uma área total de 7.467,16m², sendo a sua fundação feita em sapata e a estrutura em
concreto e aço, sendo que todos os seus elementos estruturais foram moldados “in-loco”.
Nesta obra houve a preocupação em se aplicar o PGRCC (Programa de
Gerenciamento de Resíduos da Construção Civil), onde nos primeiros meses a equipe
técnica e operacional recebeu um treinamento em que se enfatiza o impacto causado pelos
resíduos da construção civil, na tentativa de conscientizar os trabalhadores, durante a
execução de seus serviços em obra, em tentar reduzir ao máximo o volume de resíduos
gerado.
Ao caminhar da execução do empreendimento, os resultados coletados por Cruz
(2010) sobre a geração de resíduos classe “A” mostrou que esta atingiu valores maiores nos
meses de março a maio de 2009, intervalo este que corresponde aos serviços de alvenaria,
revestimento interno e revestimento externo. A seguir temos o cronograma apresentado pelo
corpo técnico da obra.
Tabela 11 - Cronograma da obra 1.

59
Fonte: Cruz, 2010.
Para os serviços que apresentaram maiores volumes gerados temos que, na
alvenaria, foram utilizados blocos cerâmicos que eram recebidos em paletes, e
transportados até o respectivo pavimento de aplicação, e por mais que em projeto foi
indicado a utilização de meio blocos, foi inevitável a quebra de alguns blocos, contribuindo
para o aumento do volume de resíduos.
Os revestimentos internos foram realizados com argamassa convencional no piso,
contra-piso e porcelanato de revestimento, e o revestimento externo feito com pastilhas
cerâmicas. Nestas fases de reboco e contra-piso, Santana (2009) obsevou um alto consumo
de argamassa e um grande volume de resíduo provocado pelo desperdício deste material,
além de um agravante no processo que se dá devido a vontade dos compradores, no caso
do apartamento, de mudar a disposição da alvenaria já especificada em projeto, obrigando
assim a retrabalhos inesperados.
Um item importante a se destacar, foi que mesmo a argamassa utilizada pela obra
serem entregues embaladas em sacos (semi-pronta), as embalagens comumente
rasgavam, desperdiçando assim o material previamente misturado.
A seguir, temos o gráfico, citado anteriormente, em que é possível identificar
justamente os períodos da obra em que se tem maior volume de resíduos gerado, sendo
eles nas fases de alvenaria e revestimentos, apresentando também alguns picos de volume,
correspondentes aos meses de janeiro, julho e agosto de 2008, provavelmente nas fases de
estrutura.
Figura 39 - Volume de resíduos por mês
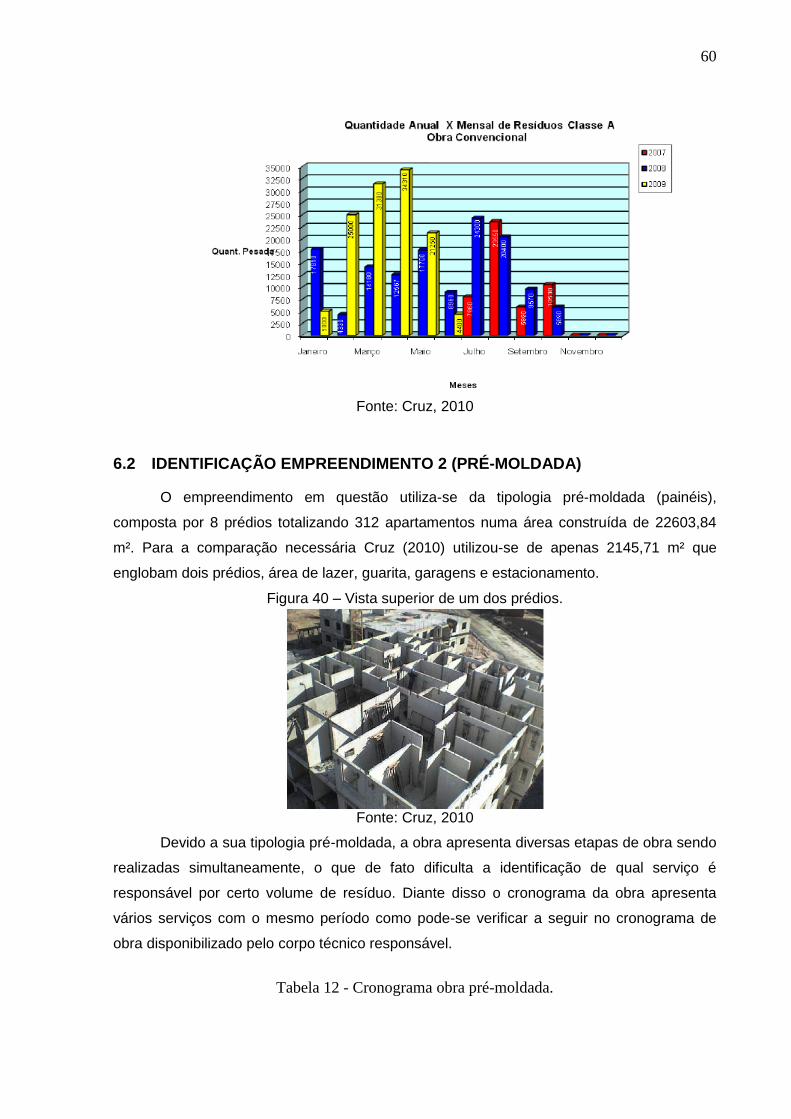
60
Fonte: Cruz, 2010
6.2 IDENTIFICAÇÃO EMPREENDIMENTO 2 (PRÉ-MOLDADA)
O empreendimento em questão utiliza-se da tipologia pré-moldada (painéis),
composta por 8 prédios totalizando 312 apartamentos numa área construída de 22603,84
m². Para a comparação necessária Cruz (2010) utilizou-se de apenas 2145,71 m² que
englobam dois prédios, área de lazer, guarita, garagens e estacionamento.
Figura 40 – Vista superior de um dos prédios.
Fonte: Cruz, 2010
Devido a sua tipologia pré-moldada, a obra apresenta diversas etapas de obra sendo
realizadas simultaneamente, o que de fato dificulta a identificação de qual serviço é
responsável por certo volume de resíduo. Diante disso o cronograma da obra apresenta
vários serviços com o mesmo período como pode-se verificar a seguir no cronograma de
obra disponibilizado pelo corpo técnico responsável.
Tabela 12 - Cronograma obra pré-moldada.

61
Fonte: Cruz, 2010.
Igual ao ocorrido na obra tipo convencional, Santana (2009) descreve que este
empreendimento em sua fase de fundação apresentou um volume muito baixo de resíduo
gerado até o início da montagem da estrutura.
A fase de estrutura é composta totalmente por painéis e lajes pré-moldados que são
encaixadas e grauteadas na obra, o que resulta também em um baixo volume de resíduo
gerado visto que os elementos estruturais já estão prontos.
A seguir, é apresentado um gráfico feito por Santana (2009) que relaciona o mês e
ano com o volume de resíduo gerado. A partir dele é possível fazer uma análise observando
que o volume de resíduo atingi seu valor máximo somente na fase de revestimento cerâmico
do piso, pois nesta obra não existe alvenaria de vedação e nem necessidade de reboco nas
paredes, os painéis já chegam com os locais das instalações definidos, eliminando a
necessidade do rasgo do painél no canteiro de obra. Abaixo é possível visualizar o gráfico
referente ao volume gerado e seu respectivo período.
Figura 41 - Quantitativo de resíduos na obra pré-moldada

62
Fonte: Cruz, 2010.
Diante dos dados obtidos pelas duas obras, fica evidente a grande diferença no
volume de resíduos classe “A” gerado entre as obras. Por se tratar de uma tipologia que
oferece à obra rapidez no processo e eliminação de etapas como levantamento de alvenaria
e reboco, a tipologia pré-moldada leva uma considerável vantagem sobre o sistema
convencional. Apesar de por apresentar diversas etapas acontecendo ao mesmo tempo no
canteiro de obras, ainda assim o volume é inferior ao sistema convencional, diferença essa
que se acentua principalmente nas fase de revestimento e alvenaria. Portanto, de acordo
com Santana (2009) é possível afirmar que o sistema pré-moldado apresenta padrões de
sustentabilidade superiores ao sistema convencional, o que é um enorme atrativo para
qualquer empreendimento.
7. COMPARATIVO ECONÔMICO Deve-se partir do princípio que o CAA pode representar uma redução direta no custo
final da obra por ter o custo de insumos mais a mão de obra menores do que o CCV além
de outras vantagens como eliminação de reparos na estrutura, diminuição dos ruídos e
aumento na velocidade de concretagem.
Segundo Tutikian e Dal Molin (2008), é muito importante salientar que para utilizar o
CAA nas edificações não é necessário um investimento inicial visto que se utiliza as
mesmas fôrmas, equipamentos e materiais do CCV, assim basta que as empresas passem
a optar por eles em sua utilização.
Já para as indústrias de pré-moldados é necessário que se tenha um silo para
armazenar o material fino que dá a resistência à segregação do CAA, porém este
investimento tem retorno certo em empresas que apresentam processos de concretagem
controlados, e por se tratar de um concreto com alta tecnologia a empresa passará a
aumentar a durabilidade de suas estruturas aumentando a qualidade final das mesmas. De
forma sucinta irá ser apresentado locais em que o CAA foi aplicado e como este foi
viabilizado em ocasião.
7.1 INDUSTRIA DE PRÉ-MOLDADO
Relatado por Tutikian ET AL. (2005), foi feito um trabalho em que se buscou a
comparação dos custos globais entre o CAA e o CCV, que tomou todas as etapas do

63
processo desde a composição dos insumos até a fase de reparos. Como resultado, temos a
tabela a seguir que resume e apresenta os resultados encontrados.
Tabela 13 - Custo dos Serviços.
Empresa A
Etapa CCV CAA
Número Pessoas Custo (R$/m³) Número Pessoas Custo (R$/m³)
Composição do Concreto 0 142,46 0 177,29
Mistura do Concreto 1 3,43 1 3,43
Transporte 1 15,49 1 15,49
Aplicação do desmoldante 3 10,66 3 10,66
Adensamento 5 26,7 2 5,34
Acabamento 4 7,03 2 4,41
Reparos 2 14,55 0 0
Total 216,89 210,19
Fonte: Tutikian et al, 2005.
Analisando os resultados encontrados é garantido afirmar que apesar do custo dos
materiais para o CAA terem um acréscimo de 24% em relação ao CCV, no custo global este
apresenta um valor 3% inferior ao do CCV. Valor este possível graças a redução muito
significativa de 80% nas etapas de adensamento e acabamento e na eliminação da
necessidade de reparos.
Uma melhoria que traz também uma redução indireta no custo da produção é a
diminuição de ruídos, pois com a utilização do concreto auto-adensável os equipamentos
utilizados para o adensamento são eliminados, com isso há uma redução dos ruídos em
fábrica, o que possibilita a melhoria de qualidade auditiva dos operários, podendo até a
eliminar a necessidade de equipamentos de proteção individual auditivo.
Um estudo realizado por Sánches (2008) acompanhou a tentativa das indústrias em
diminuir os ruídos oriundos da produção de elementos pré-moldados e constatou que com a
utilização do concreto convencional era possível chegar a um nível de ruído em torno de
102dB enquanto que ao passar a utilizar o concreto auto-adensável a indústria conseguia
atingir o nível de ruído por volta de 80dB, um valor tolerável utilizando proteções auditivas
adequadas o que traz bem estar ao operário, mantendo a qualidade dos elementos e
aumentando a durabilidade das fôrmas.
Figura 42 – Diminuição dos níveis de ruído
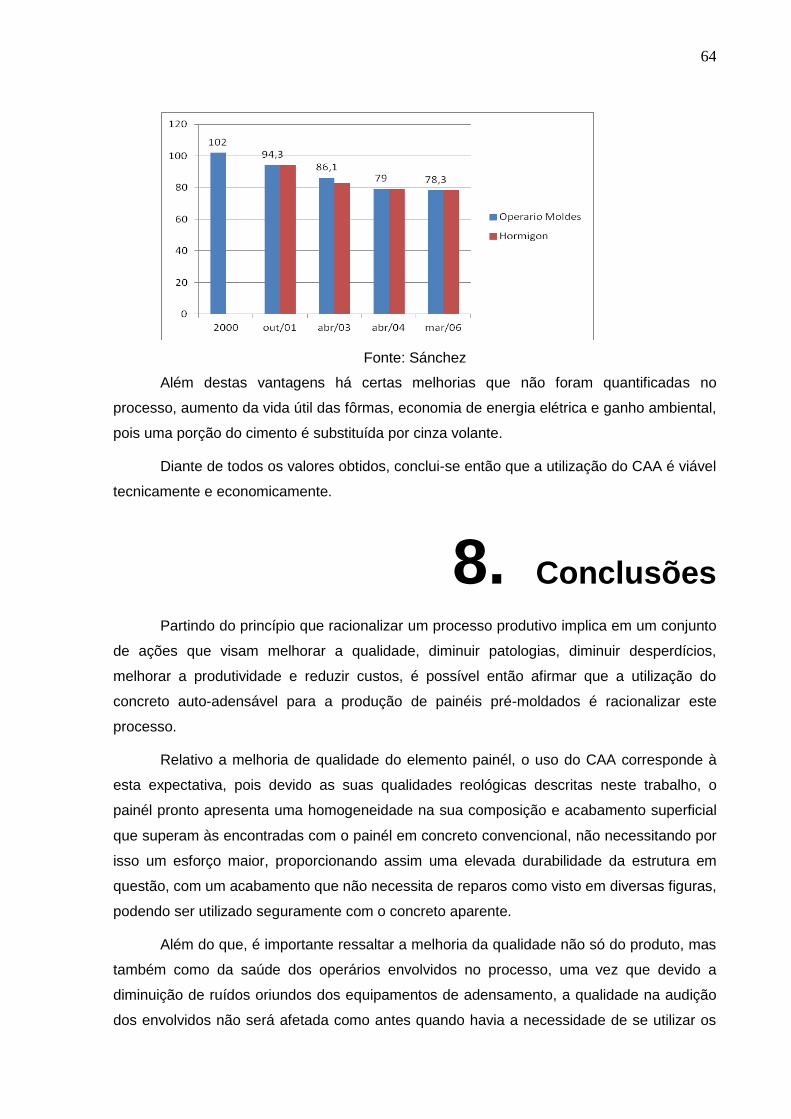
64
Fonte: Sánchez
Além destas vantagens há certas melhorias que não foram quantificadas no
processo, aumento da vida útil das fôrmas, economia de energia elétrica e ganho ambiental,
pois uma porção do cimento é substituída por cinza volante.
Diante de todos os valores obtidos, conclui-se então que a utilização do CAA é viável
tecnicamente e economicamente.
8. Conclusões
Partindo do princípio que racionalizar um processo produtivo implica em um conjunto
de ações que visam melhorar a qualidade, diminuir patologias, diminuir desperdícios,
melhorar a produtividade e reduzir custos, é possível então afirmar que a utilização do
concreto auto-adensável para a produção de painéis pré-moldados é racionalizar este
processo.
Relativo a melhoria de qualidade do elemento painél, o uso do CAA corresponde à
esta expectativa, pois devido as suas qualidades reológicas descritas neste trabalho, o
painél pronto apresenta uma homogeneidade na sua composição e acabamento superficial
que superam às encontradas com o painél em concreto convencional, não necessitando por
isso um esforço maior, proporcionando assim uma elevada durabilidade da estrutura em
questão, com um acabamento que não necessita de reparos como visto em diversas figuras,
podendo ser utilizado seguramente com o concreto aparente.
Além do que, é importante ressaltar a melhoria da qualidade não só do produto, mas
também como da saúde dos operários envolvidos no processo, uma vez que devido a
diminuição de ruídos oriundos dos equipamentos de adensamento, a qualidade na audição
dos envolvidos não será afetada como antes quando havia a necessidade de se utilizar os
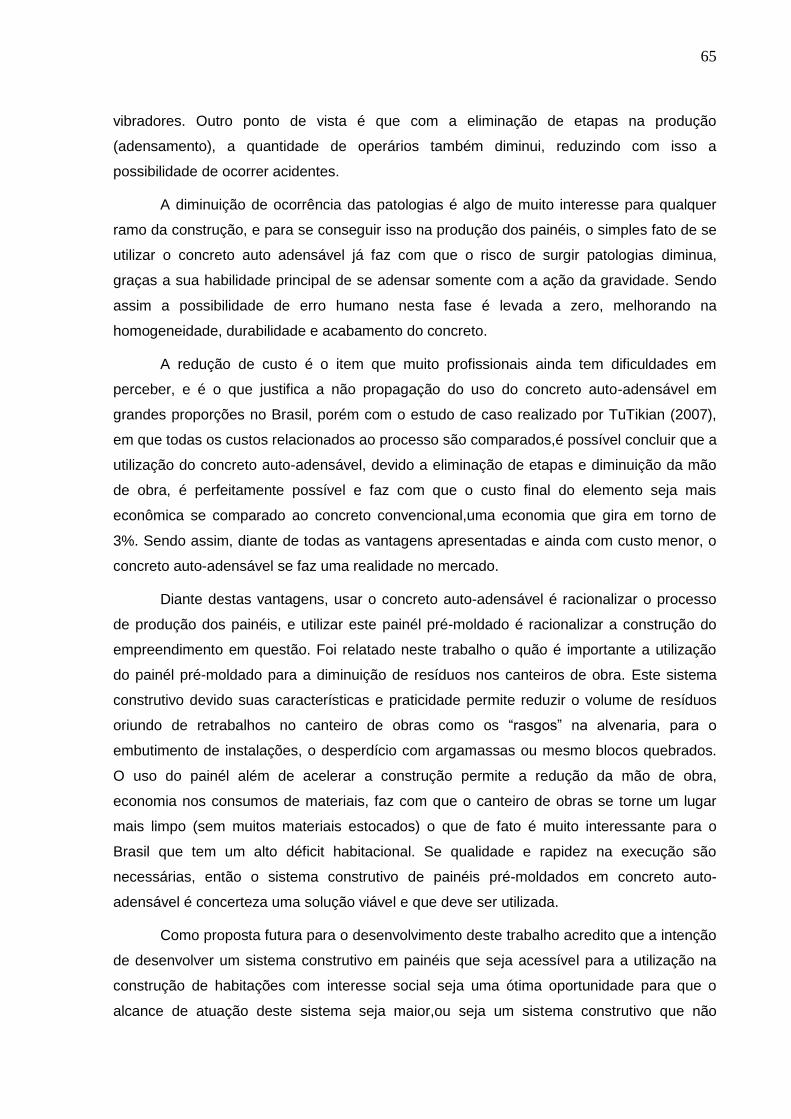
65
vibradores. Outro ponto de vista é que com a eliminação de etapas na produção
(adensamento), a quantidade de operários também diminui, reduzindo com isso a
possibilidade de ocorrer acidentes.
A diminuição de ocorrência das patologias é algo de muito interesse para qualquer
ramo da construção, e para se conseguir isso na produção dos painéis, o simples fato de se
utilizar o concreto auto adensável já faz com que o risco de surgir patologias diminua,
graças a sua habilidade principal de se adensar somente com a ação da gravidade. Sendo
assim a possibilidade de erro humano nesta fase é levada a zero, melhorando na
homogeneidade, durabilidade e acabamento do concreto.
A redução de custo é o item que muito profissionais ainda tem dificuldades em
perceber, e é o que justifica a não propagação do uso do concreto auto-adensável em
grandes proporções no Brasil, porém com o estudo de caso realizado por TuTikian (2007),
em que todas os custos relacionados ao processo são comparados,é possível concluir que a
utilização do concreto auto-adensável, devido a eliminação de etapas e diminuição da mão
de obra, é perfeitamente possível e faz com que o custo final do elemento seja mais
econômica se comparado ao concreto convencional,uma economia que gira em torno de
3%. Sendo assim, diante de todas as vantagens apresentadas e ainda com custo menor, o
concreto auto-adensável se faz uma realidade no mercado.
Diante destas vantagens, usar o concreto auto-adensável é racionalizar o processo
de produção dos painéis, e utilizar este painél pré-moldado é racionalizar a construção do
empreendimento em questão. Foi relatado neste trabalho o quão é importante a utilização
do painél pré-moldado para a diminuição de resíduos nos canteiros de obra. Este sistema
construtivo devido suas características e praticidade permite reduzir o volume de resíduos
oriundo de retrabalhos no canteiro de obras como os “rasgos” na alvenaria, para o
embutimento de instalações, o desperdício com argamassas ou mesmo blocos quebrados.
O uso do painél além de acelerar a construção permite a redução da mão de obra,
economia nos consumos de materiais, faz com que o canteiro de obras se torne um lugar
mais limpo (sem muitos materiais estocados) o que de fato é muito interessante para o
Brasil que tem um alto déficit habitacional. Se qualidade e rapidez na execução são
necessárias, então o sistema construtivo de painéis pré-moldados em concreto auto-
adensável é concerteza uma solução viável e que deve ser utilizada.
Como proposta futura para o desenvolvimento deste trabalho acredito que a intenção
de desenvolver um sistema construtivo em painéis que seja acessível para a utilização na
construção de habitações com interesse social seja uma ótima oportunidade para que o
alcance de atuação deste sistema seja maior,ou seja um sistema construtivo que não

66
necessite de muitos equipamentos para sua aplicação, de forma que nos conhecidos
“mutirões” seja possível utilizá-lo.Além disso o estudo de melhorias da qualidade do
concreto auto-adensável seria importante, avaliando assim seus materiais constituintes e a
melhor forma de dosá-lo, acarretando portanto em melhorias também no processo de
produção dos painéis pré-moldados.

67
REFERÊNCIAS
ABIKO, A.K.; ORNSTEIN, S.W. Inserção Urbana e Avaliação Pós-Ocupação da Habitação de Interesse Social. Coletânea Habitare. Disponível em: http://www.habitare.org.br/publicacao_coletanea.aspx
ACKER, A.V. Manual de Sistemas Pré-fabricados de Concreto. São Carlos: Ufscar/ Departamento de Engenharia Civil, 2003. 129 p. Apostila.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.02:136.01.001: Desempenho de edifícios habitacionais de até 5 pavimentos- Parte 1: Requisitos gerais, Rio de Janeiro, 2004.53 p.
BARBOSA, et. al. (2004). A influênca da adição de finos basálticos nas características reológicas e mecânicas dos concretos auto-adensáveis. In: 46o Congresso Brasileiro do Concreto – IBRACON, Florianópolis, Brasil, 14-18 de agosto de 2004, Anais...,Editores: Ivo J. Padaratz & Túlio N. Bittencourt, ISBN: 85-98576-02-6, Florianópolis, Trabalho CBC0162, p.II.7-II22.
BONIM, L.C; AMORIM, S.R.L. Inovação Técnológica na Construção Habitacional. Coletânea Habitare. Porto Alegre, v.6. 2006. Disponível em : http://www.habitare.org.br/publicacao_coletanea.aspx
CRUZ, I. S.;CRUZ, I.S.; GERAÇÃO DE RESIDUOS SÓLIDOS DA CONSTRUÇÃO CIVIL EM CANTEIROS DE OBRAS CONVENCIONAL E PAINEL: ESTUDO DE CASO DE UMA CONSTRUTORA EM ARACAJU/SE. In: 3° Simpósio Iberoamericano de Ingenieria de Resíduos. Disponível em: http://www.lenhs.ct.ufpb.br/seminario/?page_id=995
FARAH, M.F.S. Tecnologia, processo de trabalho e construção habitacional. 1992. 297p. Tese (Doutorado). Faculdade de Filosofia, letras e Ciências Humanas, Universidade de São Paulo. São Paulo.
FARINA, D.K.; Análise de modos e efeitos de falha na fabricação de painéis de concreto pré-moldados. Porto Alegre: Ufrgs/Departamento de Engenharia de Produção,2011.22p. Disponível em: http://www.lume.ufrgs.br/handle/10183/33177
Filho, F.M.A. Contribuição ao Estudo da Aderência Entre Barras de Aço e Concretos Auto-Adensáveis. São Carlos: Escola de Engenharia de São Carlos, da Universiade de São Paulo, 2006. Disponível em: http://www.teses.usp.br/teses/disponiveis/18/18134/tde-28112006-171927/fr.php
GOMES, P.C.C.; GETTU,R .; AGULLÓ, L. (2003). Uma nova metodologia para a obtenção do concreto auto-adensável de alta resistência com aditivos minerias. In : V Simpósio EPUSP sobre Estruturas de Concreto, Anais..., PEC/PCC-EPUSP 7 a 10 de junho, 2003, São Paulo, SP, Brasil, ISBN: 85-86686-18-2, 14 p.
Lay, M.C.D.; Reis A.T.L. Tipos Arquitetônicos e Dimensões dos Espaços da Habitação Social.Ambiente Construído,Porto Alegre,v.2, n.3, p 7-24, set. 2002. Disponível em: http://seer.ufrgs.br/ambienteconstruido/article/view/3424/1839
LOWKE D.; WIEGRINK K.H.; SCHIESSL P. A Simple and significant segregation test for SCC. In: 3o International RILEM Symposium on Self-Compacting Concrete. Islandia,2003.

68
MIZUMOTO ,C.; SEGANTINI, A.A.S.; SALLES, F.M. ESTUDO DE DOSAGEM DE CONCRETO AUTO-ADENSÁVEL PARA USO EM EMPRESAS DE ARTEFATOS DE CIMENTO. In: 2o Workshop “Concreto: Durabilidade, Quallidade e Novas Tecnologias, Ilha Solteira. Disponível em: http://www.dec.feis.unesp.br/pos/producao2006/29.pdf
MONTEIRO ,E.L. et al. CONCRETO AUTO-ADENSÁVEL UMA OPÇÃO PARA OS PRÉ-MOLDADOS. In: 1o Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-moldado; 2005 nov 3-4; São Carlos-AL. Disponível em: http://www.set.eesc.usp.br/1enpppcpm/cd/conteudo/trab_pdf/127.pdf
OLIVEIRA, L.A. Produtividade da Mão de Obra na Execução de Vedação de Fachadas com Painéis Pré-Fabricados Arquitetônicos de Concreto.São Paulo: USP/ Departamento de Engenharia Civil. Disponível em: http://conpar.eng.br/public/Produtividade%20PPAC.pdf
OLIVEIRA, L.A. Tecnologia de Painéis Pré-Fabricados Arquitetônicos de Concreto para Emprego em Fachadas de Edifícios. São Paulo: USP/Departamento de Engenharia Civil, 2002. 191 p. Dissertação para Obtenção do Título de Mestre em Engenharia. Disponível em: http://www.teses.usp.br/teses/disponiveis/3/3146/tde-04062003-100758/publico/Oliveira2002.pdf
OLIVEIRA, F.C.C.; Execução de Painéis Estruturais Pré-moldados em Concreto Armado: Estudo de Caso. Feira de Santana: Universidade Federal de Feira de Santana, 2009. Disponível em: http://civil.uefs.br/DOCUMENTOS/FRANCISCO%20CARLOS%20COSTA%20DE%20OLIVEIRA.pdf
PRIMI, L. Casa Pré-fabricada de Concreto Chega ao Varejo. O Estado de S. Paulo. 2009 setembro 4. Caderno C4.
SANCHEZ, F.G; Hormigón Autocompactante: una apuesta para la disminución de lós niveles de ruído y mejoramiento de La calidad em la producción de elementos prefabricados. In: 1º Congresso Español sobre Hormigón Autocompactante,2008,España. Valencia: Hormigón Autocompactante,2008,p.477- 484.
TUTIKIAN, B.F. Método para Dosagem de Concreto Auto-Adensáveis. Porto Alegre: UFRS/ Departamento de Engenharia Civil, 2004.149 p. Dissertação para Obtenção do Título de Mestre em Engenharia.
TUTIKIAN, B.F; MOLIN,D.C.D; Concreto Auto-adensável.São Paulo:ed.Pini Ltda,2008.v1.