Universidade Federal de São Carlos Departamento de ...versE3o+final.pdf · DCI – Departamento de...
343
Universidade Federal de São Carlos Departamento de Engenharia de Produção Grupo de Estudo e Pesquisa em Qualidade Relatório Final de Projeto de Pesquisa Modelo de Referência para Gestão do Processo de Desenvolvimento de Produto: Aplicações na Indústria Brasileira de Autopeças Coordenador: Prof. Dr. José Carlos de Toledo Período: 01.06. 99 - 30.06.2002 Projeto de pesquisa desenvolvido com o apoio da FAPESP - Fundação de Amparo à Pesquisa do Estado de São Paulo São Carlos/SP Junho/2002
Transcript of Universidade Federal de São Carlos Departamento de ...versE3o+final.pdf · DCI – Departamento de...

Universidade Federal de São Carlos Departamento de Engenharia de Produção Grupo de Estudo e Pesquisa em Qualidade
Relatório Final de Projeto de Pesquisa
Modelo de Referência para Gestão do Processo de Desenvolvimento de Produto: Aplicações na Indústria Brasileira de
Autopeças
Coordenador: Prof. Dr. José Carlos de Toledo
Período: 01.06. 99 - 30.06.2002
Projeto de pesquisa desenvolvido com o apoio da
FAPESP - Fundação de Amparo à Pesquisa do Estado de São Paulo
São Carlos/SP Junho/2002

Equipe
EQUIPE
José Carlos de Toledo (DEP/UFSCar)
Coordenador
Dário Henrique Alliprandini (DEP/UFSCar)
Fernanda Menezes Ferrari (PPGEP/UFSCar)
Manoel Fernando Martins (DEP/UFSCar)
Roberto Antonio Martins (Professor DEP/UFSCar)
Sérgio Luis da Silva (DCI/UFSCar)
Nota:
Também colaboraram no desenvolvimento do projeto Celso Souza Junior (PPGEP/UFSCar),
Mariana Maciel da Silva (PPGEP/UFSCar) e Gilberto Bernasconi (PPGEP/UFSCar)
UFSCar – Universidade Federal de São Carlos
DEP – Departamento de Engenharia de Produção
DCI – Departamento de Ciência da Informação
PPGEP – Programa de Pós-graduação em Engenharia de Produção

Apresentação
APRESENTAÇÃO
O presente relatório se refere às atividades de pesquisa do Projeto Modelo de
Referência para Gestão do Processo de Desenvolvimento de Produto : Aplicações na
Indústria Brasileira de Autopeças, referente ao período de 01.06.1999 a 30.06.2002. Esse
projeto foi enviado à FAPESP como um Projeto Temático, solicitando recursos para um plano
de trabalho de três anos, mas foi aprovado como Auxílio à Pesquisa, por um período de dois
anos. Com a prorrogação do prazo final, por uma ano a mais, autorizada pela FAPESP, foi
possível a conclusão das atividades do projeto em maio de 2002.
De modo geral o projeto foi estruturado em três grandes etapas: (1) revisão
bibliográfica e preparação da pesquisa de campo, (2) realização da pesquisa de campo e
compilação e análise dos dados, e (3) elaboração do modelo de referência, validação,
simulação e difusão dos resultados. A terceira etapa é ampla e complexa, durante o Projeto foi
realizado o máximo possível, chegando-se a uma primeira versão do modelo de referência e
do modelo de simulação.Essas atividades, pela sua própria natureza, tendem a ser construídas
num horizonte de médio prazo.
Em relação à pesquisa de campo encontrou-se uma certa dificuldade de se conseguir
alguns dados junto às empresas, entretanto com o esforço realizado no sentido de
convencimento das empresas, foi possível ter a pesquisa de campo concluída, ainda que não
tenha sido possível conseguir informações para estudo de casos em algumas empresas (GM-
RS, Honda, Toyota e Mercedes Benz-Juiz de Fora). Quanto à pesquisa de campo survey, dos
140 questionários enviados obteve-se resposta de 23 empresas. Algumas outras empresas
chegaram a preencher o questionário, mas a alta administração vetou a sua devolução,
alegando que conteria algumas informações consideradas estratégicas para a empresa. Deve-
se registrar que de modo geral as empresas são um pouco refratárias para passarem e
discutirem informações referentes a desenvolvimento de produto.
Este Relatório está estruturado em 11 capítulos. O capítulo 1 contém a Introdução. O
capítulo 2 contém a conceituação do processo de desenvolvimento de produto. Os capítulos 3
e 4 abordam a questão da gestão do processo de desenvolvimento de produto .O capítulo 5
traz, a partir da revisão bibliográfica, uma caracterização econômica e tecnológica da

Apresentação
indústria de autopeças e das tendências de seu desenvolvimento de produto. O capítulo 6
apresenta um panorama da metodologia e dos instrumentos de pesquisa para a pesquisa de
campo. O capítulo 7 apresenta a pesquisa de campo survey. O capítulo 8 apresenta os estudos
de caso. O capítulo 9 apresenta o modelo de referência proposto da gestão do PDP. O capítulo
10 contém uma revisão bibliográfica sobre dinâmica de sistemas e uma proposta inicial do
modelo de simulação. Por fim o capítulo 11 contém as considerações finais.

Sumário
Página
1. Introdução. . . . . . . . . . 01 2. Conceituando o Processo de Desenvolvimento de Produto. . . . 04
2.1.Evolução do processo de desenvolvimento de produto.. . . . 04 2.2. Conceituação do PDP. . . . . . . . 08
2.2.1. Desenvolvimento de Produto como um Processo. . . . 09 2.3. Etapas do PDP. . . . . . . . . 13
2.3.1. Etapas do Desenvolvimento de Acordo com o APQP. . . 17 2.4. Características Específicas do Processo de Desenvolvimento de Produto. 20 2.5. Fatores Críticos para o Desempenho do Desenvolvimento de Produtos. . 21
3. Gestão do Processo de Desenvolvimento de Produto. . . . . 25
3.1. Estrutura para Gestão do PDP. . . . . . . 25 3.1.1. Estratégia e Planejamento da Tecnologia. . . . . 29 3.1.2. Estratégia e Planejamento de Produto/Mercado. . . . 30 3.1.3. Objetivos e Metas de Desenvolvimento. . . . . 32 3.1.4. O Plano Agregado de Projeto. . . . . . . 35 3.1.5. Gerenciamento dos Projetos Individuais. . . . . 47 3.1.6. Aprendizado Pós-Projeto. . . . . . . 57
4. Tópicos especiais em Gestão do PDP. . . . . . . 59 4.1. Aprendizagem Organizacional no PDP. . . . . . 59
4.1.1. Fontes e Estratégias de Aprendizagem para Equipes de Projeto. . 59 4.1.2. Aprendizagem Organizacional Pós-Projeto. . . . . 64
4.2. Capacidade para o Desenvolvimento de Produtos. . . . . 69 4.2.1. Capacidade Técnica. . . . . . . . 71 4.2.2. Capacidade Gerencial. . . . . . . . 72
4.3. Relacionamento Cliente-Fornecedor no PDP. . . . . 74 4.4. O Processo de Stage-Gates e Revisão Gerencial no PDP. . . . 80
5. A Indústria Brasileira de Autopeças. . . . . . . 85
5.1. Histórico da Indústria Brasileira de Autopeças. . . . . 85 5.2. Panorama Atual da Indústria Brasileira de Autopeças. . . . 90 5.3. O Mercado da Indústria de Autopeças. . . . . . 94 5.4. O Desenvolvimento de Produto na Indústria de Autopeças. . . . 98 5.5. Tendências do Setor para os próximos anos. . . . . . 100
6. Metodologia de Pesquisa . . . . . . . . 107
6.1. Problema de Pesquisa e Objetivo do Projeto. . . . . 107 6.2. Visão Geral da Metodologia. . . . . . . . 109

Sumário
6.3. Amostra e Método para a Pesquisa de Campo Survey. . . . 110 6.4. Amostra e Método para os Estudos de Caso. . . . . 111
7. Análise dos resultados da pesquisa de campo – survey. . . . 113 7.1. Caracterização da amostra. . . . . . . . 113 7.2.Caracterização análise da gestão do PDP. . . . . . 115
7.2.1. Práticas de gestão no PDP. . . . . . . 116 7.2.2. Desempenho no PDP. . . . . . . . 126 7.2.3. Tendências do PDP. . . . . . . . 129
7.3.Conclusões da pesquisa de campo survey. . . . . . 130 8. Estudo de casos sobre projetos de desenvolvimento e co-design na indústria
automotiva brasileira. . . . . . . . . 133 8.1. Introdução. . . . . . . . . . 133 8.2.O desenvolvimento do motor VW 1.0 16 V Turbo. . . . . 133
8.2.1. Introdução. . . . . . . . . 133 8.2.2. Gestão do desenvolvimento de produto. . . . . 135 8.2.3. Envolvimento de fornecedores no desenvolvimento de produto. . 133 8.2.4. Pesquisa de campo. . . . . . . . 139 8.2.5. Principais evidências da pesquisa de campo. . . . . 141 8.2.6. Análise e conclusões. . . . . . . . 150
8.3.Desenvolvimento de produtos na FIAT Auto: projeto da nova versão do Palio (novo Palio). . . . . . . . . 154
8.3.1. Introdução. . . . . . . . . 154 8.3.2. O processo de desenvolvimento de produto da FIAT Auto. . . 155 8.3.3. Envolvimento da FIAT Brasil no desenvolvimento de produto. . 159 8.3.4. Práticas de gestão do DP e seleção de fornecedores. . . . 162 8.3.5. Descrição da participação dos fornecedores no projeto. . . 166 8.3.6. Análise e conclusões. . . . . . . . 172
8.4.Desenvolvimento de produto em novas montadoras instaladas no país. . 176 8.4.1. Panorama das novas montadoras . . . . . . 176 8.4.2. O desenvolvimento de produto nas montadoras francesas
recém-instaladas no Brasil. . . . . . . 180 8.4.2.1. Introdução. . . . . . . . 181 8.4.2.2. O caso da Renault. . . . . . . 183 8.4.2.3. O caso da PSA. . . . . . . 186 8.4.2.4. As empresas fornecedoras ds montadoras francesas. . 190 8.4.2.5. Considerações finais. . . . . . 196
8.4.3. O desenvolvimento de produto na unidade da Ford Camaçari.. . 198 8.4.3.1. Desenvolvimento de produto (Fiesta). . . . 198 8.4.3.2. O fornecedor Cooper Standard. . . . . 201 8.4.3.3. Considerações finais. . . . . . 206

Sumário
9. Modelo de referência para a Gestão do PDP . . . . . 208 9.1. Introdução. . . . . . . . . . 208 9.2. Classes de modelos para o processo de inovação. . . . . 210
9.2.1. Modelos de estágios departamentais. . . . . . 211 9.2.2. Modelos de estágios de atividades. . . . . . 211 9.2.3. Modelos de estágios de decisão. . . . . . 212 9.2.4. Modelos de processo de conversão. . . . . . 213 9.2.5. Modelos responsivos. . . . . . . . 214 9.2.6. Discussão sobre os modelos. . . . . . . 215
9.3. Proposta de modelo referencial para a gestão do PDP (modelo conceitual das dimensões críticas da gestão do processo de desenvolvimento de produtos). 216
9.3.1. Considerações iniciais sobre a proposta. . . . . 217 9.3.2. Visão geral (concepção básica do modelo). . . . . 218 9.3.3. Detalhamento das dimensões. . . . . . . 220
9.4. Considerações finais sobre o modelo. . . . . . 238 10. Simulação dinâmica do modelo de gestão do PDP. . . . . 240
10.1. A dinâmica de sistemas – Systems Dynamics. . . . . . 240 10.1.1. O comportamento dinâmico dos sistemas. . . . . 240 10.1.2. O pensamento sistêmico. . . . . . . 241 10.1.3. Conceitos básicos da abordagem da dinâmica dos sistemas. . . 243 10.1.4. Estruturas básicas computacionais da modelagem da dinâmica
dos sistemas . . . . . . . . 252 10.1.5. Narração de histórias – método para compreensão da realidade. . 256 10.1.6. Validação de modelos dinâmicos. . .. . . . 259 10.1.7. Considerações. . . . . . . . . 262
10.2. A modelagem da estrutura do processo de desenvolvimento de produto. . 262 10.2.1. Por que modelar a estrutura do PDP?. . . . . . 262 10.2.2. APQP – Planejamento Avançado da Qualidade do Produto. . . 264 10.2.3. Relação de precedência entre as etapas e atividades do APQP. . 267
10.3. Diagramas causais associados ao PDP. . . . . . 268 10.4. Modelo proposto sob a forma de diagramas de fluxos e estoques. . . 270
10.1.5. O modelo de uma etapa genérica do PDP . . . . 270 10.1.6. Os recursos humanos e tecnológicos agregados ao modelo. . . 274 10.1.7. O modelo completo da estrutura do PDP. . . . . 279
10.5. A validação do modelo. . . . . . . . 280 10.5.1. Atribuição de valores extremos aos parâmetros do modelo. . . 280
11. Considerações finais do projeto. . . . . . . 286
11.1. Síntese dos resultados da pesquisa. . . . . . . 286 11.2. Perspectivas para a indústria automobilística brasileira e para o
desenvolvimento de produto. . . . . . . 294 11.3. Benefícios e resultados gerais com a realização do projeto. . . 297

Sumário
11.4. Perspectivas e continuidade do tema de pesquisa. . . . . 299 Referências Bibliográficas. . . . . . . . . 302 Anexo 1: Questionário da Pesquisa de levantamento (Survey). . . . 308 Anexo 2: Roteiro utilizado nos estudos de casos. . . . . . 325 Anexo 3: Equações matemáticas presentes no modelo completo das etapas de
simulação dinâmica. . . . . . . . 328 Anexo 4: Estrutura do modelo considerando as 5 etapas do APQP desenvolvido
na simulação dinâmica. . . . . . . . 3

Introdução
1
1. Introdução
O desenvolvimento de produto tem se revelado um processo cada vez mais crítico para
a competitividade das empresas, principalmente com as tendências de crescente globalização
da economia, aumento da diversidade e variedade de produtos e redução do ciclo de vida dos
produtos no mercado.
O processo de desenvolvimento de produto situa-se na interface entre a empresa e o
mercado - daí sua importância estratégica - cabendo a ele: desenvolver um produto que atenda
às expectativas do mercado, em termos da qualidade total do produto; desenvolver o produto
no tempo adequado, ou seja, mais rápido que os concorrentes; e a um custo de projeto
compatível. Além disso, também deve ser assegurada a manufaturabilidade do produto
desenvolvido, ou seja, a facilidade de produzi-lo, atendendo às restrições de custos e de
qualidade na produção.
O desempenho nessa área depende da capacidade das empresas gerenciarem o
processo de desenvolvimento e de aperfeiçoamento dos produtos e de interagirem com o
mercado e com as fontes de inovação tecnológica.
Diversos estudos (ABERNATHY et al. (1983), HAYES et al. (1988), CLARK &
FUJIMOTO (1991), WHELWRIGHT & CLARK (1992), CLARK & WHELWRIGHT
(1993), CLAUSING (1994), WHELWRIGHT & CLARK (1995), CLARK &
WHELWRIGHT (1995), KAPLAN & NORTON (1996), PRASAD (1997)) apontam o papel
central que o Desenvolvimento de Produto tem representado no ambiente competitivo a partir
do final dos anos 80. Além disso, estudos (ROSENBLOOM & CUSUMANO (1987),
GARVIN(1988), CUSUMANO & NOBEOKA (1998)) demonstram que uma importante
parcela da vantagem competitiva da manufatura japonesa advém do modo como os produtos
são projetados, desenvolvidos e aperfeiçoados.
Assim, o lançamento eficaz de novos produtos e a melhoria da qualidade dos produtos
existentes são duas questões de grande relevância para a capacidade competitiva das
empresas. Ambas as atividades compõem o que normalmente se chama de Desenvolvimento
de Produto.
No caso de países em desenvolvimento, o Desenvolvimento de Produto se concentra
em grande parte nas adaptações e melhorias de produtos existentes. As condições econômicas,
tecnológicas e sociais desses países, na maioria dos casos, inibem as inovações radicais e

Introdução
2
tornam as mudanças incrementais de fundamental importância para a competitividade de
diversos segmentos industriais. Os novos produtos tendem a ser desenvolvidos nos países
centrais (onde normalmente estão localizados os centros de desenvolvimento) e são
difundidos nos demais países via transferência internacional de tecnologia. Segundo
FRANSMAN (1986), a atividade tecnológica no terceiro mundo tende a ser quase
exclusivamente incremental, ao invés do tipo movedor-de-fronteiras. Entretanto, ainda
segundo o autor, é importante não subestimar a importância cumulativa da mudança
tecnológica incremental. Estudos de caso permitem observar que a melhoria incremental dos
produtos existentes é tão importante quanto as rupturas tecnológicas e o lançamento de novos
produtos (GEORGHIOU et al. 1986).
Essa visão geral apresentada sobre a importância estratégica e sobre a divisão
internacional de trabalho, em relação ao processo de desenvolvimento de produto,
evidentemente, se manifesta de forma diferenciada conforme a indústria e também conforme
o papel do país na produção mundial do produto em questão. Daí a importância de se estudar
esse processo em uma indústria específica, mas que ao mesmo tempo ocupe um papel
relevante no país e para a qual o desenvolvimento é um processo considerado crítico. Esse é o
caso, por exemplo, da indústria brasileira de autopeças, objeto de estudo da presente pesquisa.
Além disso, essa indústria tem passado por um amplo processo de reestruturação e de maior
concentração da propriedade das empresas, com reflexos evidentes para o desenvolvimento de
produto local.
No Brasil, em muitas indústrias, a tendência é no sentido de uma competência local
para adaptar projetos mundialmente atuais para o mercado local, ou mesmo para participar do
projeto de desenvolvimento se responsabilizando por atividades e ou etapas específicas do
mesmo. Neste segundo caso, a unidade local pode se responsabilizar por etapas do
desenvolvimento e eventualmente ser a responsável pelo fornecimento global, em função da
capacidade de manufatura local. Também podem existir casos específicos em que a unidade
local é a responsável pelo desenvolvimento total de um produto, em função do domínio
tecnológico e de vantagens competitivas no desenvolvimento de determinadas linhas de
produto. Essa possibilidade surge como reflexo de uma alternativa de organização do
desenvolvimento de produto, de uma corporação multinacional, de forma distribuída, a partir
de competências locais distribuídas pelo mundo, em contraposição às alternativas de
desenvolvimento totalmente centralizado ou descentralizado. É o caso, por exemplo, do
desenvolvimento de projetos de ônibus e de caminhões por empresas brasileiras.
Introdução
3
No caso da indústria automobilística e da indústria de autopeças brasileiras observa-se
um movimento no sentido de centralização das atividades de desenvolvimento nas matrizes,
com a conseqüente redução do escopo das atividades de desenvolvimento realizadas aqui no
país, mas ao mesmo tempo observa-se, em alguns segmentos específicos, e numa intensidade
maior do que se espera, movimentos no sentido de ampliação do escopo e de maior autonomia
local em termos de desenvolvimento de produto. Assim, por exemplo, já foi inaugurado no
país um centro de tecnologia na filial brasileira do maior grupo multinacional de autopeças.
Outros exemplos de maior participação local no desenvolvimento de produto são os casos do
desenvolvimento de motores da VW, de componentes eletrônicos da Bosch e do projeto do
novo FIAT Pálio. Além disso, observa-se a possibilidade do Brasil vir a se transformar, nos
próximos anos, num importante polo (provavelmente o maior) de desenvolvimento e
manufatura de veículos adequados a mercados emergentes, o que implicaria num maior
aproveitamento e ampliação da capacidade local para desenvolvimento deste tipo de veículo.
Este projeto de pesquisa aborda o tema da gestão do processo de desenvolvimento de
produto focando as estratégias, abordagens e ferramentas utilizadas. Realiza-se uma pesquisa
do tipo survey, sobre práticas de gestão do desenvolvimento de produto, e estudos de caso
sobre co-design na indústria brasileira de autopeças. Propõe-se um modelo de referência para
gestão deste processo e se estuda aplicações da simulação de dinâmica de sistemas na gestão e
capacitação de pessoal para o desenvolvimento de produto.

Conceituando o processo de desenvolvimento de produto
4
2. Conceituando o processo de desenvolvimento de produto
Este capítulo trata da evolução e conceituação do processo de desenvolvimento de
produto, que irão dar subsídios para a análise da gestão deste processo, que se inicia no
capítulo 3.
2.1. Evolução do processo de desenvolvimento de produto
A evolução do processo de desenvolvimento de produto (PDP) está relacionada à
evolução do modo de gestão geral adotado pela empresa.
De acordo com WOMACK et al. (1992), existem dois modelos básicos de
organizações, que são denominados pelos autores como organizações “burocráticas”
(sistema de produção em massa) e organizações “enxutas” (lean production).
Após a primeira guerra mundial, a indústria automobilística evoluiu da produção
artesanal, caracterizada pelos elevados custos de produção e ausência de consistência e
confiabilidade, para um novo sistema de produção em massa (organizações “burocráticas”),
segundo os autores baseado nas técnicas de Ford. Esse modelo introduziu uma inovação
fundamental que foi a aplicação da intercambialidade das peças projetadas para seus
automóveis. Como conseqüência outras mudanças surgiram, como a linha de montagem
móvel, em que o veículo era movimentado em direção ao trabalhador estacionário,
resultando em melhorias significativas de produtividade e facilidade de manutenção e
operação do veículo, aumentando, assim, a qualidade do produto (WOMACK et al., 1992).
Essas organizações possuem o que se chama de engenharia tradicional, na qual o
projeto é conduzido por departamentos excessivamente especializados, visando obter
produtos padronizados para fabricação em altíssimos volumes (SILVA, 1995).
A partir da década de 50, o sistema de produção em massa se tornou muito comum
em vários países do mundo e já não podia manter as companhias americanas em sua posição
de liderança. A produção em massa ressentia-se com a excessiva verticalização, pouca
flexibilidade e altos custos para o desenvolvimento de produtos. Assim, conforme
WOMACK et al. (1992), nasce no Japão um novo sistema de produção, denominado de

Conceituando o processo de desenvolvimento de produto
5
produção “enxuta” ou lean production (organizações “enxutas”), resultando na grande
vantagem competitiva da indústria automobilística japonesa.
O novo sistema de produção apresenta como características a presença de
trabalhadores capazes de executar diversas tarefas, ou seja, trabalhadores multifuncionais, o
trabalho em equipe e o emprego dos conceitos do aperfeiçoamento contínuo. Em contraste
com as organizações “burocráticas”, nas quais permitia-se a passagem de erros para manter
a linha de produção em funcionamento, no sistema enxuto as linhas de montagem eram
paralisadas caso surgisse um problema, prevenindo, assim, falhas e evitando reparos finais.
Foi introduzido um sistema de solução de problemas, aumentando a qualidade dos produtos
e reduzindo o número de reparos. Com relação ao sistema de suprimentos, os fornecedores
foram classificados por níveis funcionais, sendo que os de primeiro nível participavam do
projeto do novo produto. Além disso, as indústrias passaram a assumir um relacionamento
de cooperação e de longo prazo com seus fornecedores, introduzindo o sistema Just-in-Time
para controlar o fluxo de peças, resultando em uma significativa redução dos estoques.
FERRO (1993) descreve algumas características básicas das organizações
“burocráticas” e “enxutas”. Essas características estão demonstradas na Tabela 2.1. Segundo
TOLEDO (1993), as características desses dois modelos de organização implicam em
diferentes maneiras de administrar as atividades de desenvolvimento de produtos.
De acordo com FERRO (1993), nas organizações “burocráticas” a administração da
pesquisa e desenvolvimento (P&D) apresenta as seguintes características:
Cultura e Subcultura: a P&D é isolada, não integrada à estratégia geral da empresa.
Apresenta cultura própria, linguagem e compreensão dos problemas e sistemas de valores,
com uma hierarquia simbólica de prestígio: quanto mais longe do mercado e do consumidor,
mais legítimo. A alta administração participa pouco das principais definições das metas de
P&D. Existem barreiras organizacionais e de comunicação significativas entre P&D e o
restante da organização.
Comunicação e Informações: há hierarquia e linearidade do fluxo de informações e das
atividades (P&D, Engenharia, Produção, Vendas, Assistência Técnica), vistas como
seqüenciais e cada uma não interagindo com as demais. Os fornecedores só estão
envolvidos em fases posteriores do desenvolvimento, sendo a organização muito auto
suficiente.

Conceituando o processo de desenvolvimento de produto
6
Natureza da Atividade: P&D é considerado como um conjunto de atividades de risco e,
portanto, de difícil mensuração e controle. Há forte resistência a controles e à contabilidade
de custos e análise do retorno de investimentos.
Carreiras: são especializadas, promoção vertical por disciplina, sem mobilidade horizontal
e valorizando-se o aprofundamento e isolamento.
Tabela 2.1. Características Básicas das Organizações “Burocráticas” e “Enxutas”
(FERRO, 1993)
Organizações “Burocráticas” Organizações “Enxutas” Estrutura Apresentam estruturas piramidais
alongadas, com grande distância entre o topo e a base; muitos níveis hierárquicos; estruturas complexas e rígidas; diversidade de áreas de atuação e, com frequência, têm alto grau de verticalização estabelecendo relações de conflito com os fornecedores.
Apresentam estruturas achatadas, com pequena distância entre o topo e a base; poucos níveis hierárquicos; estruturas simples e flexíveis; focalizam-se nas atividades-chave do empreendimento, e atuam com baixo grau de verticalização, apoiando diretamente seus fornecedores.
Cultura Prevalecem relações de desconfiança com seus funcionários advindo maior necessidade de controles; centralização de poder nos níveis mais altos; há uma clara separação entre execução e decisão; inúmeras barreiras interdepartamentais com pouco trabalho em grupo; estilo de liderança baseado no medo e na obediência.
Prevalecem relações de confiança com os funcionários, demandando controles menos rigorosos; apresentam sistemas de poder descentralizados; separação fluída entre execução e decisão; poucas barreiras interdepartamentais e muito trabalho em grupo gerando pouca necessidade de burocracia e controles; estilo de liderança baseado no apoio e suporte.
Carreira Favorece a especialização em áreas particulares de atividade ou conhecimento; expectativa de alta rotatividade de mão de obra e tarefas são bem definidas e formalizadas.
Favorecem a multiqualificação com muita rotação de tarefas; expectativa de pouca rotatividade da mão de obra e menor necessidade de definição clara de tarefas.
Já as organizações “enxutas” apresentam características muito diferentes quanto à
administração de P&D:

Conceituando o processo de desenvolvimento de produto
7
Cultura e Subcultura: a P&D é inserida dentro da estratégia geral da organização. Não tem
subcultura própria. A tecnologia é vista como um elemento fundamental na estratégia e na
capacidade de competir e faz parte da preocupação da alta administração. A preocupação
com o longo prazo combina-se com o curto prazo.
Comunicação e Informações: há simultaneidade e superposição de informações e
atividades. As informações fluem indistintamente. Há maior capacidade de comunicação
entre setores e departamentos, possibilitando esquemas de trabalho em grupo. Os
fornecedores são envolvidos desde o início e há mais facilidade de se fazer alianças
estratégias para desenvolvimento.
Natureza da Atividade: os projetos de P&D são constantemente submetidos a revisão e
avaliação de custos junto com as estratégias de marketing e de produto. Os recursos devem
ser justificados pelas necessidades e controlados e avaliados constantemente.
Carreiras: são generalistas, há promoção tanto vertical quanto horizontal, com muita
mobilidade internamente ao P&D e externa, em outras áreas da organização. O treinamento
e a seleção reforçam os atributos mais gerais como a capacidade de trabalhar em grupo. A
visão ampla pode ser mais importante que a especialidade ou a competência técnica.
O enfoque apresentado pelas organizações “enxutas”, conforme SILVA (1995), tem
ênfase em equipes de desenvolvimento multifuncionais com forte liderança, e com
participação ativa de especialistas de diversas áreas funcionais, representando para essas
organizações um grande salto na produtividade, qualidade dos produtos e resposta rápida às
exigências dos consumidores.
SILVA (1995) cita algumas vantagens competitivas obtidas com o enfoque enxuto
no desenvolvimento de produtos, tais como a maior capacidade de projetar e produzir uma
maior variedade de produtos, atingindo diferentes segmentos do mercado, e a obtenção de
uma maior renovação de produtos, mantendo-os mais atualizados do que a concorrência.
Pode-se utilizar este conjunto de vantagens competitivas na implantação de um
eficiente processo de desenvolvimento de inovações tecnológicas no produto. O projeto
enxuto possibilita uma maior aproximação entre o departamento de pesquisa e
desenvolvimento e a engenharia de produto, tendo como conseqüência uma rápida

Conceituando o processo de desenvolvimento de produto
8
introdução de inovações tecnológicas nos novos modelos, apresentando maior
confiabilidade do produto final e melhor manufaturabilidade.
“As organizações enxutas são capazes de administrar melhor o processo de inovação
tecnológica, pois há uma valorização e estímulo da iniciativa individual e aceita-se erros
como normais. O estímulo à participação ocorre em todas as fases dos projetos, mas
particularmente no início ela é fundamental para que haja consenso sobre os parâmetros
básicos do projeto, evitando divergências posteriores. Desse modo, tomadas as decisões
básicas de modo consensual, o projeto transcorre de forma mais fluída sem divergências.
Como as informações fluem de múltiplas áreas, reduz-se o tempo de desenvolvimento pela
proximidade maior com a produção, pela orientação decisiva e maior sensibilidade da
atividade de P&D às necessidades do mercado(...)” (TOLEDO, 1993).
2.2. Conceituação do PDP
O Processo de Desenvolvimento de Produtos (PDP) encontra-se na interface entre a
empresa e o mercado – daí sua importância estratégica – cabendo a ele: desenvolver um
produto que atenda às expectativas do mercado, em termos de qualidade total do produto;
desenvolver o produto no tempo adequado, ou seja, mais rápido que os concorrentes; e a um
custo de projeto compatível. Além disso, também deve ser assegurada a manufaturabilidade
do produto desenvolvido, ou seja, a facilidade de produzi-lo, atendendo as restrições de
custos e qualidade.
De acordo com CLARK & FUJIMOTO (1991), aquilo que a empresa faz, ou seja,
sua estratégia de produto e como ela se organiza e gerencia o desenvolvimento determinarão
como o produto se sairá no mercado. A maneira como a empresa realiza o desenvolvimento
de produtos - sua velocidade, eficiência, e qualidade do trabalho - irá determinar a
competitividade do produto.
Os autores estudam o desenvolvimento de produtos em um contexto amplo que
inclui desempenho, o ambiente competitivo, e a organização interna da empresa. Esse
contexto é resumido na Figura 2.1, a qual considera que o desempenho no PDP, que é um
importante contribuinte para a competitividade, interage com a estratégia da empresa e com
a sua organização interna, ou ainda, o desempenho em um projeto de desenvolvimento é
determinado pela estratégia de produto da empresa e por suas capacidades no processo
como um todo e sua organização.

Conceituando o processo de desenvolvimento de produto
9
Organização e Gerenciamento
do Desenvolvimentode Produtos
AmbienteCompetitivo
(escolhasestratégicas)
Desempenho doDesenvolvimento
de Produtos
Figura 2.1: Desempenho, Organização e Ambiente do Desenvolvimento de Produtos
(CLARK & FUJIMOTO, 1991, p. 19)
Porém, o relacionamento entre as capacidades da empresa e seu ambiente
competitivo é dinâmico e origina-se em seu contexto histórico. A incerteza e a diversidade
do ambiente de mercado, por exemplo, podem mudar o papel do desenvolvimento de
produtos.
Para manter e melhorar seu desempenho e competitividade, as empresas devem
adaptar suas formas de organizações e de gerenciamento para modelos mais adequados ao
ambiente. Mas também pode ocorrer o caso de um produto influenciar o ambiente do
mercado; a natureza do ambiente de mercado muda quando consumidores e competidores
aprendem com novos produtos e serviços. Assim, organizações e ambientes desenvolvem-se
lado a lado através de um processo de adaptação mútua.
2.2.1. Desenvolvimento de Produto como um Processo
O desenvolvimento de produto pode ser entendido através da compreensão de todas
as atividades que traduzem o conhecimento das necessidades do mercado e das
oportunidades tecnológicas em informações para a produção.
A complexidade do sistema organizacional tem sido uma dificuldade inerente tanto
nos estudos sobre organizações como no estudo do desenvolvimento de produto. Uma
organização é um sistema formado por homens e máquinas com intensas, variadas e
complexas relações entre si, tornando difícil a tarefa de compreendê-la. Portanto, através da
análise deste complexo sistema pode-se tirar informações úteis para as intervenções e
gerenciamento das organizações. Para o estudo do PDP, este complexo sistema dificulta a

Conceituando o processo de desenvolvimento de produto
10
determinação do contorno que delimita a composição de tal processo, já que, na realidade,
todos os elementos do sistema interagem entre si.
O lançamento de um produto novo no mercado, para a maioria das empresas, não é
uma atividade rotineira e sim, o resultado de um esforço que pode durar um tempo
significativo e envolver quase todos os setores funcionais da empresa. Uma característica
organizacional muito específica da atividade de desenvolvimento é que cada projeto pode
apresentar problemas, dificuldades e históricos muito particulares. Além disso, é uma
atividade que influencia o trabalho de praticamente todas as pessoas da organização, já que
o novo produto será produzido, vendido e controlado por todos os setores da organização.
Então, é válido considerar dois aspectos relevantes para o enfoque sobre o desenvolvimento
do produto: o conceito do processo e o fluxo de informações (AMARAL, 1997).
O conceito do processo auxilia na visualização das organizações em termos das
atividades ou como um conjunto de atividades. Processo é um conjunto de atividades
ordenadas num tempo e espaço com entradas e saídas claramente definidas. A partir disso,
fica clara a visão das organizações em termos de integração e eficiência da operação das
empresas (DAVENPORT, 1994).
O fluxo de informações se faz importante à medida que gera entradas e saídas de
conhecimento na análise de desenvolvimento do produto, fluxo de criação, comunicação e
utilização das informações desenvolvidas.
Segundo CLARK & FUJIMOTO (1991) e baseando-se nestes dois aspectos citados,
tem-se que: desenvolvimento de produto é o processo pelo qual uma organização
transforma dados sobre oportunidades de mercado e possibilidades técnicas em bens e
informações para a fabricação de um produto comercial.
Essa definição, baseada em fluxo de informações, permite esclarecer as ligações
críticas dentro da organização e entre a organização e o mercado, possibilitando identificar
os aspectos-chaves de desenvolvimento do produto em um ambiente de competição e a
interação da empresa com o ambiente externo.
Desse modo, pode-se posicionar o PDP dentro do ambiente da empresa e sua relação
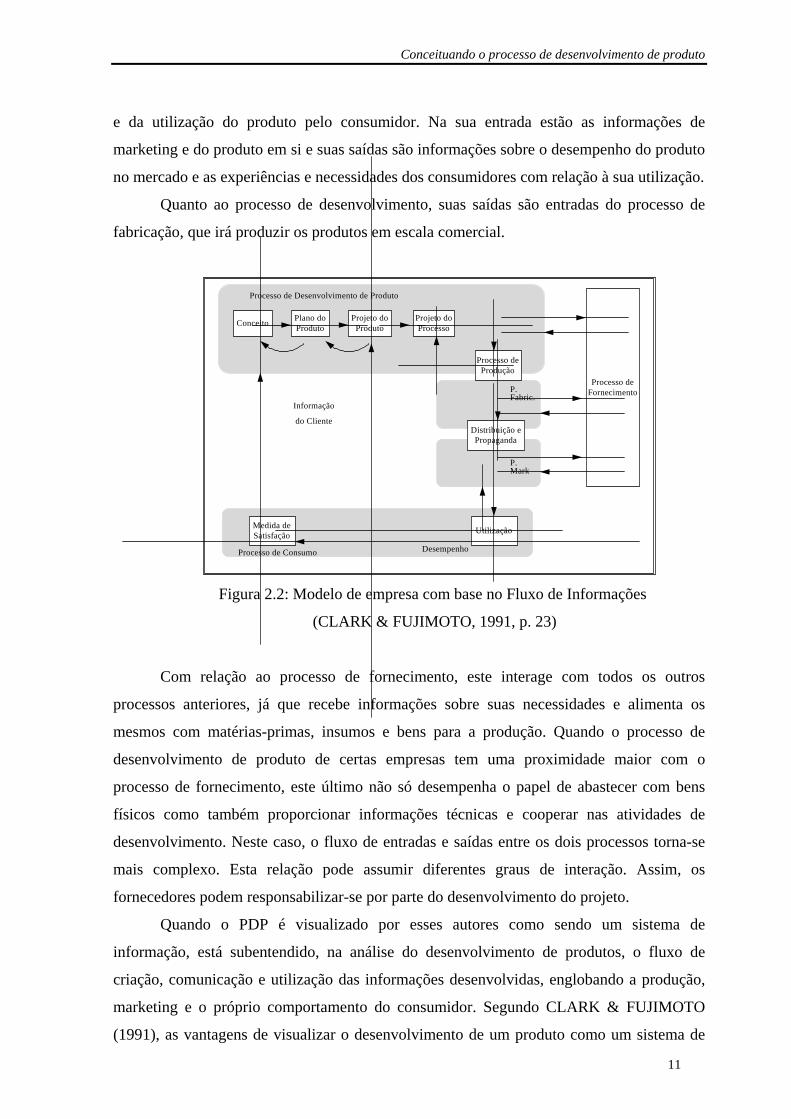
com os outros processos. Esta visualização está esquematizada na Figura 2.2.
As linhas da figura representam o fluxo de informações e as caixas os processos. O
PDP foi destacado por ser o objeto de interesse. Vale ressaltar a inserção do “processo de
consumo” na figura, o qual não faz parte da organização, mas tem um papel importante já
que o desenvolvimento alimenta-se daquilo que nele foi gerado (AMARAL, 1997). Este
processo é composto da distribuição de produtos, informações e serviços a ele relacionados
Conceituando o processo de desenvolvimento de produto
11
e da utilização do produto pelo consumidor. Na sua entrada estão as informações de
marketing e do produto em si e suas saídas são informações sobre o desempenho do produto
no mercado e as experiências e necessidades dos consumidores com relação à sua utilização.
Quanto ao processo de desenvolvimento, suas saídas são entradas do processo de
fabricação, que irá produzir os produtos em escala comercial.
Conceito Plano doProduto
Projeto doProduto
Projeto doProcesso
Processo deProdução
Distribuição ePropaganda
UtilizaçãoMedida deSatisfação
Processo de Desenvolvimento de Produto
P.Fabric.
P.Mark
Processo deFornecimento
Informação
do Cliente
Processo de Consumo Desempenho
Figura 2.2: Modelo de empresa com base no Fluxo de Informações
(CLARK & FUJIMOTO, 1991, p. 23)
Com relação ao processo de fornecimento, este interage com todos os outros
processos anteriores, já que recebe informações sobre suas necessidades e alimenta os
mesmos com matérias-primas, insumos e bens para a produção. Quando o processo de
desenvolvimento de produto de certas empresas tem uma proximidade maior com o
processo de fornecimento, este último não só desempenha o papel de abastecer com bens
físicos como também proporcionar informações técnicas e cooperar nas atividades de
desenvolvimento. Neste caso, o fluxo de entradas e saídas entre os dois processos torna-se
mais complexo. Esta relação pode assumir diferentes graus de interação. Assim, os
fornecedores podem responsabilizar-se por parte do desenvolvimento do projeto.
Quando o PDP é visualizado por esses autores como sendo um sistema de
informação, está subentendido, na análise do desenvolvimento de produtos, o fluxo de
criação, comunicação e utilização das informações desenvolvidas, englobando a produção,
marketing e o próprio comportamento do consumidor. Segundo CLARK & FUJIMOTO
(1991), as vantagens de visualizar o desenvolvimento de um produto como um sistema de

Conceituando o processo de desenvolvimento de produto
12
informação é que esclarece-se as ligações críticas dentro da organização e entre a
organização e o mercado, permitindo identificar os aspectos chave do desenvolvimento de
produtos em um ambiente de intensa competição. Esta visão também promove uma
comunicação com os clientes por meio do produto, que deve ser um objeto físico, que é
apenas o meio ou veículo que fará tal comunicação. O PDP cria uma mensagem com um
determinado valor, que a produção coloca nos produtos reais e que o departamento de
marketing entrega aos clientes-alvo, os quais irão interpretar e gerar experiências de
satisfação ou insatisfação a respeito da informação contida no produto. A Figura 2.3 mostra
essa visão dos autores em contraste com a visão tradicional do processo de desenvolvimento
de produtos utilizada pela maioria das empresas.
A visão tradicional enfatiza o fluxo de materiais, sendo que o processo de
desenvolvimento é considerado uma atividade secundária ou de apoio. Já na visão desses
autores, que enfoca o fluxo de informação, uma maior importância é dada ao
desenvolvimento de produtos.
Visão Tradicional do Desenvolvimento de Produtos:
Fornecedor Produtor Distribuidor Consumidor
Visão do Desenvolvimento de Produtos como um Sistema de Informação:
Desenvolvimento Produção Marketing Consumidor
de Produtos (usuário)
Fluxo de Material
Fluxo de Informação
Figura 2.3: Visão Tradicional do Desenvolvimento de Produtos versus Visão do
Desenvolvimento de Produtos como um Sistema de Informação
(CLARK & FUJIMOTO, 1991, p. 21)

Conceituando o processo de desenvolvimento de produto
13
2.3. Etapas do PDP
A fim de possibilitar um melhor entendimento do processo de desenvolvimento, a
seguir serão apresentadas as etapas que compõem esse processo, definidas por CLARK &
FUJIMOTO (1991) após realizarem um estudo na indústria automobilística (Figura 2.4). É
claro que estas etapas podem sofrer variações de conteúdo ou denominações para cada
empresa em particular.
Conceito Planej.Produto
Engª doProduto
Engª doProcesso
ProduçãoPiloto
Figura 2.4: Etapas do Desenvolvimento de Produtos (CLARK & FUJIMOTO, 1991)
Etapa 1: Geração e Escolha do Conceito do Produto
Um dos principais problemas no desenvolvimento de um produto é a dificuldade de
percepção das necessidades do consumidor, para que sejam traduzidas em decisões de
engenharia.
Nesta etapa, identifica-se o que o consumidor deseja através do resultado das
pesquisas de mercado. Além das informações sobre as necessidades de mercado, busca-se
também informações sobre os competidores, possibilidades tecnológicas, riscos e
viabilidade econômica, padrões e regras do ambiente em uma definição e caracterização
geral do produto. Esta definição compreende parâmetros do produto tais como segmento de
mercado alvo e a inserção neste segmento, metas de preço e características de
funcionalidade, características tecnológicas do produto, a alocação de recursos para o
desenvolvimento do mesmo e, podendo ou não incluir alguns detalhes técnicos mais
específicos (BACON et al., 1994).
Além disso, estas informações são integradas para futuramente serem empregadas na
geração do novo produto. O conceito do produto é um instrumento que guia o time de
desenvolvimento, destacando as características que o produto deve ter e especifica como
suas funções básicas, estruturas e/ou mensagens associadas, irão atrair e satisfazer os
consumidores. A definição do conceito deve incluir questões tais como qual é a função do
produto, ou seja, a descrição em termos de performance e funções técnicas; o que é esse
produto, em termos do perfil, configuração e escolhas dos componentes; quem o produto irá

Conceituando o processo de desenvolvimento de produto
14
servir, ou seja, quem são os consumidores alvo; e o que o produto representa para os
consumidores, em termos de caráter, personalidade e imagem.
Portanto, gerar um conceito efetivo envolve o gerenciamento dos seus inputs
(informações de mercado, planos estratégicos e resultados da engenharia avançada) bem
como um processo de criação do conceito.
Com o intuito de atender as necessidades dos consumidores e sendo esta fase de
fundamental importância para o sucesso do desenvolvimento do produto, a empresa deve
estar em constante contato com os clientes, coletando informações necessárias, para que se
possa estabelecer prioridades nas tomadas de decisões e resolução de trade-offs que podem
surgir durante a elaboração das especificações do produto. Para se alcançar a qualidade
desejada deve partir-se da interação entre produto e consumidor em todas as etapas de
desenvolvimento e todas as fases da vida do produto.
Etapa 2: Planejamento do Produto
É a fase em que o conceito do produto é desmembrado em termos das especificações
do projeto, resultando no estilo, layout, especificações e escolhas técnicas. Nesta fase pode
ser dado o início da construção de modelos físicos tais como mock-ups, ou seja, um modelo
em escala natural do produto construído para realizar avaliações de estilo e de layout
(CLARK & FUJIMOTO, 1991).
Pode-se definir também as metas de desempenho, custo e estilo. Vale dizer que a
escolha estratégica do tipo de produto e a forma pela qual ele é projetado irão determinar o
seu comportamento no mercado e, conseqüentemente, sua competitividade. Estão implícitas
neste procedimento a qualidade, a produtividade e a complexidade relacionadas ao produto.
A equipe deve desenvolver a capacidade de observar, perceber, imaginar e criar
concepções para conceber produtos que atendam a faixas amplas de mercado. A criatividade
da equipe pode significar a diferença quando os competidores estão nivelados em todos os
outros aspectos.
No fim desse estágio, a alta administração deve aprovar o programa de
desenvolvimento para então dar inicio às atividades de engenharia do produto.
Etapa 3: Engenharia do Produto
Compõe-se da transformação das informações geradas na fase anterior em desenhos,
normas e especificações, ou seja, a transformação de informações geradas no Conceito e
Planejamento do Produto em um projeto específico e detalhado do produto, com dimensões

Conceituando o processo de desenvolvimento de produto
15
e características reais, envolvendo a criação de protótipos e realização de testes (CLARK &
FUJIMOTO, 1991). Os protótipos são testados para assegurar que o projeto está de acordo
com as metas originais e com o conceito do produto. Com base nestes testes, os desenhos de
engenharia podem sofrer alterações.
O projeto deve ser concebido para que a qualidade seja melhorada, minimizando as
diferenças entre o previsto e o realizável. Nesta fase, a equipe de projeto tem uma
importância essencial já que deve possuir a capacitação suficiente que possibilite a redução
de erros e, conseqüentemente, o aumento da produtividade e a redução de custos e tempo de
desenvolvimento (lead-time).
Etapa 4: Engenharia do Processo
Esta fase compreende a transformação das informações sobre o projeto do produto
em informações relativas ao projeto do processo, incluindo a materialização dos fatores de
produção como máquinas e ferramental, fluxograma do processo e layout (CLARK &
FUJIMOTO, 1991).
O projeto do processo pode ser determinado considerando-se duas realidades. Uma é
quando se trata de um processo novo específico para o produto desenvolvido e a outra é
quando o processo será desenvolvido a partir da base técnica já instalada na empresa.
Etapa 5: Produção Piloto
Compreende a fase de produção para teste em que se inicia a fabricação do produto
simulando as condições normais de operação da fábrica, de forma a produzir os primeiros
exemplares do produto para teste e realizar os acertos finais no processo de fabricação.
Esta divisão de fases é bastante razoável do ponto de vista acadêmico, dado que ela
baseia-se nos tipos de atividade e numa seqüência lógica de entradas e saídas, de acordo
com a interdependência dos diferentes tipos de atividades. Mas, na prática, tais fases, como
manda a natureza interativa das atividades do processo de desenvolvimento do produto, se
sobrepõem e interagem continuamente, assim como as pessoas envolvidas no projeto
(AMARAL, 1997).
Como ocorre na Engenharia Simultânea, algumas atividades podem ser realizadas
simultaneamente como, por exemplo, a engenharia do processo pode ser realizada de forma
paralela ao projeto básico e detalhado do produto, usando o conceito de DFM (Design for
Manufacturing).
Conceituando o processo de desenvolvimento de produto
16
Após estas etapas ocorre a produção propriamente dita, da qual resultam as unidades
reais do produto, englobando o suprimento de matéria prima, a fabricação e o
gerenciamento da produção (controle da qualidade, planejamento e controle da produção,
manutenção, etc). E por fim, realiza-se a comercialização e atividades pós venda,
envolvendo atividades de venda, marketing e, dependendo do tipo de produto, atividades
como instalação do produto, orientação quanto ao uso e assistência técnica.
Assim, o desenvolvimento de produtos deve ser visto como sendo um macro
processo que envolve uma série de etapas, incluindo desde a identificação das necessidades
do mercado até a fabricação do primeiro lote do produto. E ao se pensar nesse macro
processo, deve-se considerar que cada etapa do desenvolvimento deve ser detalhada em
estágios ou atividades menores, permitindo, assim, uma análise mais consistente dos
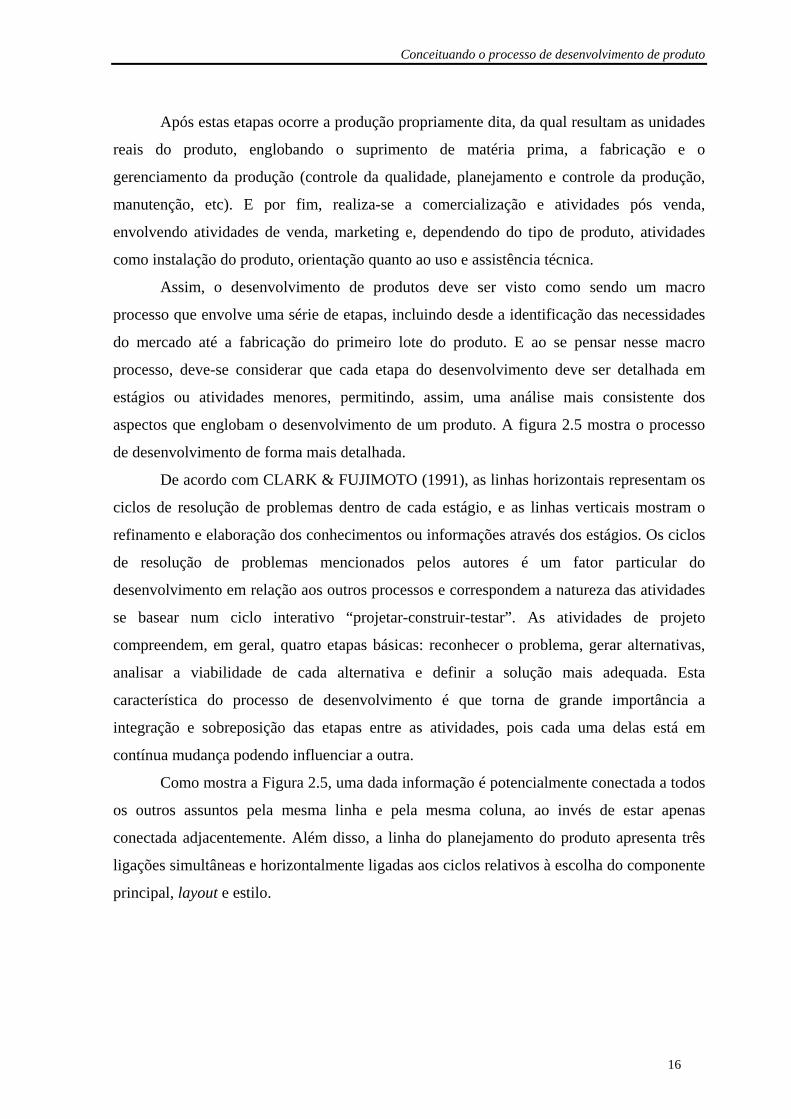
aspectos que englobam o desenvolvimento de um produto. A figura 2.5 mostra o processo
de desenvolvimento de forma mais detalhada.
De acordo com CLARK & FUJIMOTO (1991), as linhas horizontais representam os
ciclos de resolução de problemas dentro de cada estágio, e as linhas verticais mostram o
refinamento e elaboração dos conhecimentos ou informações através dos estágios. Os ciclos
de resolução de problemas mencionados pelos autores é um fator particular do
desenvolvimento em relação aos outros processos e correspondem a natureza das atividades
se basear num ciclo interativo “projetar-construir-testar”. As atividades de projeto
compreendem, em geral, quatro etapas básicas: reconhecer o problema, gerar alternativas,
analisar a viabilidade de cada alternativa e definir a solução mais adequada. Esta
característica do processo de desenvolvimento é que torna de grande importância a
integração e sobreposição das etapas entre as atividades, pois cada uma delas está em
contínua mudança podendo influenciar a outra.
Como mostra a Figura 2.5, uma dada informação é potencialmente conectada a todos
os outros assuntos pela mesma linha e pela mesma coluna, ao invés de estar apenas
conectada adjacentemente. Além disso, a linha do planejamento do produto apresenta três
ligações simultâneas e horizontalmente ligadas aos ciclos relativos à escolha do componente
principal, layout e estilo.

Conceituando o processo de desenvolvimento de produto
17
Escolha doComponente
Pricnipal
Possibilidadedo Processo Protótipo
ProtótipoMecânico
Produto Inspeção
Experiênciado
Consumidor
Avaliação
Plano doProduto Layout Mockup
Possibilidadedo Processo Modelo
Avaliação
ModeloEstiloPossibilidadedo Processo
Modelo dePlástico ouCerâmica
Avaliação
Projeto doProduto
Possibilidadedo Processo Protótipo
Protótipo deEngenharia
AvaliaçãoProjeto doProcesso
LinhaPiloto
ProdutoPiloto
Avaliação
Processo deProdução
PréProdução
Avaliação
Conceito Esboço Esboço do Processo Modelo do Previsão das do Produto Técnico Estilo, Preliminar Modelo Estilo Necessidades Layout, etc Possível Preliminar do Cliente
Produção Mercado
Geraçãodo
Conceito
Planejamentodo Produto
Engenharia doProduto
Engenharia doProcesso
Figura 2.5: Processo de Desenvolvimento Detalhado (CLARK & FUJIMOTO, 1991, p. 27)
2.3.1. Etapas do Desenvolvimento de Acordo com o APQP
Além das etapas definidas por CLARK & FUJIMOTO (1991), torna-se importante
citar o APQP (Advanced Product Quality Planning) que é um manual de referência
específico para o desenvolvimento de produtos da indústria automobilística. Este manual
está inserido na norma QS 9000 que começou a ser elaborada em 1988 por uma força-tarefa

Conceituando o processo de desenvolvimento de produto
18
composta por profissionais das montadoras Chrysler, Ford e General Motors e somente foi
editada em 1994 nos EUA. O objetivo da norma QS 9000 é padronizar sistemas da
qualidade, manuais de referência, procedimentos, terminologias técnicas e relatórios
utilizados por essas três empresas nos seus respectivos fornecedores, facilitando
consequentemente a transação comercial entre elas.
O APQP contém diretrizes gerais que devem ser seguidas pelos fornecedores para
garantir que o produto satisfaça as necessidades dos clientes. A sua utilização durante o
processo de desenvolvimento proporciona uma série de mecanismos formais para a
integração entre as equipes de desenvolvimento do cliente e do fornecedor. Além disso, o
APQP visa também a realização de todos os passos requisitados no prazo estabelecido e a
redução de problemas de qualidade no lançamento do produto. A Figura 2.6 ilustra as etapas
do processo de desenvolvimento de produtos definidas por esse manual.
Planejamento
Desenvolvimento eProjeto do Produto
Desenvolvimento e Projeto doProcesso
Validação do Produto e Processo
Produção
Feedback, Avaliação e Ação Corretiva
ConceitoInicial e
AprovaçãoAprovação
do Programa ProtótipoCorridaPiloto
Lançamento
Figura 2.6: Etapas do Processo de Desenvolvimento de Produtos do APQP
(APQP, 1994, p. 5)
i. Planejamento
Esta etapa consiste em determinar as expectativas e necessidades dos clientes com a
finalidade de planejar e definir um programa da qualidade. Deve-se ter sempre o cliente em
mente, fornecendo, assim, melhores produtos e serviços que os concorrentes. Os inputs
dessa etapa são: a voz do consumidor que compreende reclamações, recomendações, dados
e informações obtidos dos clientes através de pesquisa de mercado, experiência do time e
informações da qualidade; um plano do negócio (custo, investimento, posição do produto,
recursos); a estratégia de mercado (consumidor alvo, pontos de venda e competidores
chave); dados de benchmark do produto e do processo; pressupostos do produto e do
processo (características, inovações técnicas, materiais avançados e novas tecnologias) e
estudos de confiabilidade do produto. Como outputs essa etapa fornece: metas de projeto;

Conceituando o processo de desenvolvimento de produto
19
metas de qualidade e confiabilidade baseadas nas expectativas dos consumidores;
fluxograma preliminar do processo, lista preliminar das características do produto e
processo; plano de garantia do produto (requisitos de design); suporte e compromisso da alta
administração.
ii. Desenvolvimento e Projeto do Produto
Neste momento do processo de desenvolvimento as características do projeto são
melhor especificadas e inicia-se a construção de protótipos para verificar se o produto ou
serviço alcança as expectativas dos consumidores. Um bom projeto deve permitir encontrar
volumes de produção e prazos e atingir os requisitos de engenharia, em termos de qualidade,
confiabilidade, custo de investimento e objetivos de tempo. Portanto, nessa etapa verifica-se
se o projeto do produto está de acordo com os requisitos do cliente, algumas revisões são
realizadas pelo time de projeto com a finalidade de identificar e verificar problemas e para
monitorar o progresso do projeto, os protótipos são construídos, os desenhos de engenharia
são finalizados e as especificações de engenharia e de materiais são definidas. Além disso,
são determinados os requisitos de ferramentas e equipamentos novos, as características do
produto e processo e o suporte da alta administração e compromisso do time.
iii. Desenvolvimento e Projeto do Processo
Esta etapa envolve o desenvolvimento de um sistema de manufatura efetivo,
assegurando que os requisitos do cliente e suas necessidades sejam alcançados. Algumas
características desse sistema são definidas e traça-se um plano de controle da qualidade dos
produtos. Essa etapa apresenta como "outputs" os seguintes itens: normas e especificações
de embalagens, revisão do sistema da qualidade do produto e do processo, fluxograma do
processo de fabricação, layout do chão de fábrica, plano de controle pré lançamento e
estudo preliminar da capacidade do processo.
iv. Validação do Produto e do Processo
Nesta etapa realiza-se a validação do processo de manufatura através da corrida
piloto. Durante esse período, o time de trabalho deve verificar se o plano de controle e o
fluxograma do processo estão sendo corretamente seguidos e devem garantir que os
produtos encontrem os requisitos dos consumidores. Atividades tais como corrida piloto,
avaliação dos sistemas de medição, estudo da capacidade do processo, aprovação inicial da
produção, testes de validação da produção, avaliação da embalagem e elaboração de uma

Conceituando o processo de desenvolvimento de produto
20
plano de controle da produção são executadas durante essa etapa do processo de
desenvolvimento.
v. Feedback, Avaliação e Ação Corretiva
Após a validação e instalação do processo produtivo, avalia-se a efetividade do plano
da qualidade do produto tendo como base o plano de controle da produção. O objetivo desta
etapa é reduzir a variabilidade do processo, verificar se todos os passos do processo de
desenvolvimento vão de encontro às necessidades do cliente e garantir a resolução de
problemas e melhoria contínua.
E, por fim, o processo segue com a produção propriamente dita e o fornecimento de
peças para os clientes.
A seguir serão apresentadas algumas características específicas do processo de
desenvolvimento de produto, finalizando assim o capítulo de conceituação deste processo.
2.4. Características Específicas do Processo de Desenvolvimento de Produto
As características mais importantes do PDP em relação aos outros processos
industriais são: a natureza do ciclo de resolução de problemas e a consistência de detalhes
(AMARAL, 1997).
Uma particularidade do PDP em relação aos outros processos é a natureza de suas
atividades, baseadas num ciclo de “projetar-construir-testar”. As quatro etapas básicas que
constituem as atividades de projeto são: reconhecer o problema, gerar alternativas, analisar a
viabilidade de cada alternativa e definir a solução mais adequada (Figura 2.7). Daí a
importância da integração e sobreposição das fases entre as atividades, pois cada uma delas
está em contínua mudança podendo influenciar a outra (CLARK & FUJIMOTO, 1991).
Além disso, essa particularidade faz com que o retrabalho nesse processo seja mais tolerado,
já que está propagado no meio de alterações consideradas “normais” (TOLEDO, 1994).
CLARK & FUJIMOTO (1991) consideram também um aspecto importante para o
processo de desenvolvimento de produto a consistência dos detalhes, ou seja, a harmonia
entre o todo e cada detalhe que um bom projeto deve possuir, a qual implica em uma
interdependência entre as pessoas que realizam as diferentes atividades de desenvolvimento.
Assim o desempenho do projeto depende tanto da eficiência na resolução de cada problema

Conceituando o processo de desenvolvimento de produto
21
como também do gerenciamento da integração entre as atividades para as quais os ciclos
estão sendo desempenhados.
saída (solução)
4. Tomadade Decisão
3. Avaliação2. Geração deAlternativas
1. Reconhecimentodo Problema
entrada (problema/meta)
Tempo
Nív
el d
e C
onhe
cim
ento
Alto
Baixo
Fluxo de Informação Processamento de Informação
Figura 2.7: Ciclo de Resolução de Problemas (CLARK & FUJIMOTO, 1991, p. 207)
2.5. Fatores Críticos para o Desempenho do Desenvolvimento de Produtos
Para CLARK & FUJIMOTO (1991) e CLARK & WHEELWRIGHT (1993), fatores
tais como o trabalho em equipe, a forma de liderança e condução do projeto na companhia,
o envolvimento de fornecedores e clientes, o desenvolvimento simultâneo e integrado, e a
capacidade da manufatura nas atividades de fabricação de protótipos, ferramental e início
da produção exercem uma influência significativa no desempenho do processo. Além desses
fatores, GRIFFIN (1997) cita outros dois aspectos que fazem parte do conjunto de boas
práticas das empresas bem sucedidas no desenvolvimento de produtos que são: a utilização
de processos formais e estruturados com revisões de fase e com um conjunto integrado de
ferramentas (por exemplo o QFD) e a utilização de estratégias de desenvolvimento tanto no
âmbito de planejamento quanto de projeto.
Um dos primeiros passos do PDP deve ser formular a estratégia de desenvolvimento
tanto para projetos individuais quanto para o processo como um todo e comunicá-la
claramente às pessoas da empresa.
BROWN & EINSENHARDT (1995) se baseiam em três premissas, obtidas do
resultado de pesquisas, com o intuito de construir um conteúdo teórico: (a) o time de
projeto, o líder de projeto, gerente sênior e fornecedores afetam o desempenho do processo
(velocidade e produtividade); (b) o líder do projeto, clientes e gerente sênior afetam a

Conceituando o processo de desenvolvimento de produto
22
eficácia do produto (isto é, o ajuste do produto com a competência da firma e as
necessidades do mercado); e (c) a combinação de um processo eficiente, de um produto
eficaz e um grande mercado originam o sucesso financeiro.
Os fatores que, portanto, afetam o desempenho do processo de desenvolvimento
seriam, de acordo com estudos desses autores, os seguintes:
Time de Projeto
É o responsável direto pelo desenvolvimento, ou seja, esta equipe é que irá
coordenar ou executar todas as atividades de desenvolvimento, convertendo as informações
sobre o mercado em informações para a produção industrial. Os três fatores relacionados
aos times que influenciam no desempenho do processo de desenvolvimento de produto são:
a composição do time, a organização do trabalho e o processo de trabalho.
A interdisciplinaridade dos membros do time (pessoas de vários setores funcionais
da empresa), a existência de um facilitador atuante (membro que mantém a comunicação do
time com outros setores da empresa e externas a ela ) e a afinidade entre os seus membros
(boas relações pessoais entre os membros) são aspectos relacionados à composição do time
que afetam indiscutivelmente o desempenho do processo. Além disso, segundo GRIFFIN
(1997), equipes multifuncionais de projeto com um pouco de autonomia e dedicadas ao
projeto também é um fator de diferenciação entre alta e baixa performance no
desenvolvimento.
Quanto ao processo de trabalho, a comunicação tem um papel importante, seja ela
interna ou externa à empresa. Enquanto a comunicação interna faz gerar ainda mais
informações e é capaz de quebrar barreiras e melhorar o relacionamento entre os membros
do time, a comunicação externa, quando orientada para atividades específicas, possibilita
maior quantidade de informação, diferentes pontos de vista e, quando freqüente, melhora a
capacidade de absorção de informações do time. Isto implica em uma influência direta na
qualidade e produtividade do processo de desenvolvimento.
Quanto à organização de trabalho dos times, as pesquisas mais atuais mostram que,
para produtos mais complexos e de tecnologia mais madura, a melhor maneira de se
organizar é o planejamento e sobreposição das etapas de desenvolvimento. Já para produtos
de tecnologia mais recente, onde as incertezas ocorrem com maior probabilidade, a forma
mais adequada de organização do processo de desenvolvimento é um processo mais flexível
que permita um maior tempo de aprendizagem com fases iniciais mais longas, sendo as
etapas seguintes mais curtas.

Conceituando o processo de desenvolvimento de produto
23
Líder de Projeto
A atuação do líder de projeto afeta fundamentalmente o desempenho do time uma
vez que este atua como ponte entre a equipe e a alta administração, integrando os vários
setores da empresa no processo de desenvolvimento, desde a concepção até a colocação do
produto no mercado, envolvendo áreas funcionais como a engenharia, fabricação, marketing
e vendas.
As funções básicas que um líder deve executar são: ser capaz de resolver conflitos,
isolar o time de problemas exteriores, estabelecer contato com a alta administração e prover
recursos, um bom ambiente de trabalho e uma visão ampla sobre o caminho a ser trilhado
pelo time. Além disso, existem certas características que um líder pode apresentar que são:
a) poder, com sentido de ter responsabilidade pela tomada de decisão, autoridade
organizacional e alto nível hierárquico, qualidade que possibilita ao líder desempenhar suas
funções; b) capacidade de geração e disseminação de uma visão global do projeto entre os
membros do time; e, c) habilidade para gerenciar pequenos grupos.
Gerência
A gerência pode influenciar o projeto de duas maneiras: proporcionando o apoio
necessário ao grupo em termos materiais ou políticos dentro da empresa, de modo que
sustente as decisões do time e capture apoio de outros funcionários da empresa para o
projeto; e também, ajudando no desenvolvimento e comunicação de um forte conceito do
produto.
Segundo BROWN & EISENHARDT (1995), a atuação do gerente afeta o
desempenho do processo tanto em termos de qualidade, rapidez e produtividade, como o
conceito do produto.
Fornecedores e Clientes
O envolvimento dos fornecedores pode influenciar na redução do lead-time do
projeto e aumentar a produtividade, por meio da diminuição da complexidade do projeto e
antecipação dos problemas no projeto pela equipe de desenvolvimento dos fornecedores. Já
no caso dos clientes, pesquisas mostram que o seu envolvimento no desenvolvimento de
produto pode melhorar a definição do conceito. Além dos clientes atuais, as empresas
devem envolver também clientes potenciais no processo de desenvolvimento visando
introduzir no produto as suas necessidades.

Conceituando o processo de desenvolvimento de produto
24
O desenvolvimento simultâneo e integrado se encontra diretamente relacionado com
a capacidade de comunicação entre os diversos agentes envolvidos no processo de
desenvolvimento de produtos e na antecipação da tomada de decisões críticas para o início
do projeto, envolvendo todos os especialistas necessários.
A fim de se obter um elevado grau de integração no processo de desenvolvimento,
torna-se necessário realizar a sobreposição em termos de tempo, conceitos, espaço,
habilidade, métodos, atitudes e filosofia. Segundo NONAKA (1990), as interações
gerenciais e sobreposição de informações são essenciais tanto para a qualidade e taxa de
inovação resultantes do desenvolvimento de produtos, quanto na organização interna e
relações inter organizacionais.
A preocupação com a eficiência das atividades de manufatura, durante o processo de
desenvolvimento, pode afetar significativamente os custos e a qualidade durante a
fabricação. O foco na manufatura, conforme CLARK & FUJIMOTO (1991), deve ser
observado em atividades críticas nas quais ocorre juntamente o processo de
desenvolvimento de produtos e o de fabricação, como, por exemplo, nas atividades que
geram o protótipo de trabalho, que será utilizado para testes do projeto e do processo de
produção e das ferramentas e moldes que serão utilizados na fabricação.
As atividades envolvidas na fabricação de protótipos, ferramentas, moldes e início da
produção apresentam custos elevados e responsabilidades no processo de desenvolvimento e
isso se dá principalmente por elas estarem próximas da produção e, portanto, de grandes
investimentos. Sendo assim, a habilidade de fabricação desses elementos de forma rápida e
eficiente pode ter um efeito decisivo no prazo de desenvolvimento e na produtividade total.
O capítulo seguinte tratará desta gestão do processo de desenvolvimento de produto,
na busca de um melhor de desempenho.
Gestão do processo de desenvolvimento de produto
25
3. Gestão do processo de desenvolvimento de produto
Este capítulo foi desenvolvido para apresentar os principais conceitos sobre gestão do
PDP e sua estrutura tem como base o modelo proposto por CLARK & WHEELRIGHT
(1993).
3.1. Estrutura para Gestão do PDP
A atividade de desenvolvimento, tanto de novos produtos como de novos processos,
tem sido bastante abordada ultimamente no ramo dos negócios. Segundo CLARK &
WHEELWRIGHT (1993), os três tipos de benefícios de um eficiente desenvolvimento são:
posição de mercado, utilização de recursos e renovação ou melhoria organizacional.
Para alcançar tais benefícios a empresa precisa adotar uma estrutura de gerenciamento
do desenvolvimento de produto que a proporcione um retorno financeiro tal como melhorar o
retorno do investimento, garantir margens maiores de lucro, expandir seus volumes de vendas,
aumentar o valor agregado, diminuir custos e aumentar a produtividade.
A maneira com que as organizações pretendem explorar estas vantagens resultantes do
desempenho superior no desenvolvimento de produtos vai depender do ambiente competitivo
em que a empresa atua e do seu plano estratégico de atuação (CLARK & WHEELWRIGHT,
1993). Sendo assim, os grandes produtores devem estar preparados para enfrentar os seguintes
desafios relacionados ao desenvolvimento de produtos (CLARK & FUJIMOTO, 1991):
− identificar e traduzir em conceitos apropriados de produto e projeto de engenharia as
diversificadas, dinâmicas e não articuladas expectativas do consumidor;
− competir com produtos rivais, equilibrando custos e desempenho básico;
− baixos prazos de desenvolvimento (lead time), para permitir rápidas respostas a produtos
concorrentes e melhores possibilidades de antecipar-se no atendimento às expectativas do
consumidor;
− alta produtividade no desenvolvimento, para criação de grande variedade de produtos
através de uma combinação eficaz de recursos de P&D, mantendo-se a competitividade
com relação a custos no desenvolvimento de produtos.

Gestão do processo de desenvolvimento de produto
26
No entanto, ainda pode ocorrer durante o processo (e isso é quase inevitável) uma
grande disparidade entre aquilo que foi planejado e aquilo que de fato está ocorrendo. Por
isso, faz-se necessário a ação corretiva de alguns problemas típicos manifestados durante o
PDP. Estes problemas são:
Alvo em Movimento: Muitas vezes, o conceito do produto e do processo pode não estar de
acordo com a tecnologia ou o mercado. Isso ocorre devido ao estabelecimento de uma
tecnologia que não está suficientemente estável, de um mercado que muda inesperadamente
ou de canais de distribuição que não são favoráveis. O projeto, nestes casos, encontra
dificuldades devido a consistência inadequada do foco durante todo o processo e um eventual
desalinhamento com a realidade.
Conflitos entre Funções: Os desencontros sempre ocorrem dentro da organização. O que
uma parte da organização espera ou imagina e outra parte pode entregar pode não ser
realidade ou mesmo ser impossível. Tais desencontros podem ser resultados de falta de
comunicação entre as funções ou de métodos pouco enérgicos de gerenciamento do projeto.
Problemas Técnicos Inesperados: Projetos de desenvolvimento podem sofrer atrasos e
perdas no meio do curso se os projetos essenciais não estão concluídos ou bem definidos antes
que o processo de desenvolvimento comece. Estes atrasos devem ser considerados para que se
possa superestimar a capacidade técnica da empresa ou para que se possa planejar a falta de
recursos durante o PDP.
Atrasos na Resolução de Problemas: Toda atividade de desenvolvimento de produto
envolve incertezas, quanto a problemas específicos ou conflitos que invariavelmente
aparecem e os recursos necessários para resolvê-los. As empresa costumam alocar todo seu
recurso em requisitos de projetos conhecidos, não deixando nada para aqueles inesperados.
Um vez atrasado, o projeto propicia aumento dos custos e pressões para economizar e mais
problemas aparecem.
Questões Políticas Não Resolvidas: Se os principais planos de ação não estão claramente
articulados e compartilhados, escolhas que deveriam ser feitas constrangem decisões na
questão política para toda a organização. Resolver questões de planos de ação durante o auge

Gestão do processo de desenvolvimento de produto
27
do processo e em níveis seniores da organização (que são melhores instruídos) gera atrasos e
mais complicações.
Quando a realidade não está convincente durante o processo de desenvolvimento, não
é devido a falta de competência do time ou equipe de desenvolvimento. E sim, porque os
gerentes falham em planejar antecipadamente a fim de providenciar recursos e habilidades
necessárias, definir o projeto e suas propostas apropriadamente, e integrar o projeto de
desenvolvimento com estratégias básicas. Preocupar-se com o projeto somente quando alguns
problemas aparecem deixa a organização numa postura de reação. Os gerentes precisam de
uma abordagem mais abrangente e estratégica para aplicar recursos de desenvolvimento,
incluindo tempos de gerenciamento seniores, de modo que seja preventivo e proativo.
De acordo com TOLEDO (1993), considera-se tradicionalmente que o desempenho
em desenvolvimento de produtos depende de fatores diversos tais como investimento em
P&D; capacitação do corpo técnico de engenharia e projeto; capacitação para realização de
protótipos, testes e ensaios; aplicação de equipamentos de auxílio ao desenvolvimento e
projeto e do acesso a informações tecnológicas. Ou seja, tradicionalmente privilegia-se pouco
o modelo e as práticas de gestão do PDP. CLARK & FUJIMOTO (1991) argumentam que,
mais do que os investimentos e recursos empregados, o que diferencia as empresas bem
sucedidas no desenvolvimento de seus produtos é a consistência do padrão global do sistema
de desenvolvimento, o que envolve a estrutura organizacional, capacidade técnica, processos
de resolução de problemas, cultura, estratégia e também a gestão no nível de detalhes das
atividades.
A partir de pesquisas e experiências com empresas com capacidade superior de
desenvolvimento, CLARK & WHEELWRIGHT (1993) sugerem uma estrutura estratégica
para o gerenciamento de desenvolvimento do produto, mostrada na Figura 3.1, que é a base
para este capítulo. Os quatro principais objetivos da estratégia de desenvolvimento que esta
estrutura estabelece são:
− Criação, definição e seleção de uma série de projetos de desenvolvimento que forneceram
produtos e processos superiores;
− Integração e coordenação das tarefas funcionais e técnicas e das unidades organizacionais
envolvidas nas atividades de desenvolvimento durante todo o processo;
− Gerenciamento de esforços convergentes do desenvolvimento para atingir os objetivos da
empresa de forma eficaz e eficiente;

Gestão do processo de desenvolvimento de produto
28
− Criação e melhoramento das capacidades necessárias para fazer do desenvolvimento uma
vantagem competitiva de longo prazo sobre a concorrência.
Avaliação e previsão
tecnológica
Avaliação e previsão
de mercado
Metas eobjetivos de
desenvolvimento
Plano Agregadode
Projeto
Gerenciamentoe execuçãodo projeto
Aprendizado eAperfeiçoamento
Pós-Projeto
Estratégia Tecnológica
Estratégia de Produto e Mercado
Figura 3.1: Estrutura Estratégica para Gerenciamento do Desenvolvimento do Produto
(CLARK & WHEELWRIGHT, 1993)
Nas estruturas tradicionais de gestão de desenvolvimento de produto, as estratégias de
tecnologia e de produto/mercado são integradas somente em cada projeto individual,
dificultando assim, a integração dos projetos individuais entre si e com as estratégias-chave da
empresa (CLARK & WHEELWRIGHT, 1993).
Na estrutura proposta por CLARK & WHEELWRIGHT (1993) adiciona-se duas
atividades essenciais de pré-projetos – objetivos de desenvolvimento e planejamento agregado
do projeto - onde as estratégias de tecnologia, de produto e de mercado podem ser discutidas e
integradas, antes de serem aplicadas aos projetos individuais. Estas atividades providenciam
uma maneira dos gerentes voltarem-se para questões relacionadas à política da empresa e
multidisciplinariedade dos projetos e, ainda um modo de estabelecer limites para os projetos
individuais. Ao limitar o escopo dos projetos individuais, facilita-se o gerenciamento do
projeto de desenvolvimento e o alinhamento das atividades de desenvolvimento de produto
com a estratégia da empresa. Esta estrutura reconhece ainda a necessidade do aprendizado e
fornece mecanismos de capturar e aplicar aprendizado além dos esforços locais dos membros
dos times individuais.
A partir de então, serão explorados cada um dos elementos da estrutura para gestão do
desenvolvimento de produto.
Gestão do processo de desenvolvimento de produto
29
3.1.1. Estratégia e Planejamento da Tecnologia
Segundo PORTER (1980), a estratégia tecnológica é o enfoque que a empresa adota
para o desenvolvimento e uso da tecnologia, constituindo um ingrediente essencial de sua
estratégia competitiva. Ou seja, objetiva orientar a empresa na aquisição, desenvolvimento e
aplicação da capacidade tecnológica para obtenção da vantagem competitiva.
WHEELWRIGHT & CLARK (1992) consideram que uma estratégia tecnológica deve
contemplar o foco, as fontes de capacitação e o momento e freqüência de implantação das
inovações.
Primeiramente, deve ser definido o foco de mudança ou desenvolvimento técnico. A
tecnologia deve incluir o know-how necessário para a empresa criar/desenvolver, produzir,
vender seus produtos e distribuí-los aos consumidores. Uma parcela deste conhecimento pode
estar apoiada na experiência acumulada da empresa ou pode ter origem no conhecimento
científico ou nas atividades de P&D na área. Embora o conhecimento técnico possa ter
diferentes origens e assumir diferentes formas, o mais relevante para a capacidade competitiva
é a sua capacitação técnica da empresa - sua habilidade em utilizar este know-how para obter
resultados interessantes em seus produtos e processos.
O segundo aspecto crítico da estratégia tecnológica diz respeito às fontes de
capacitação. Esta pode ser desenvolvida internamente, através de investimentos em recursos
humanos, equipamentos, laboratórios e metodologias, ou através de projetos de
desenvolvimento avançado. Entretanto, a tecnologia pode também ser adquirida
externamente, através de contratos de pesquisas com universidades, joint ventures,
licenciamentos ou compras de pacotes tecnológicos.
Essas duas fontes não são mutuamente exclusivas e a definição do mix de fontes
internas e externas é um dos aspectos críticos da estratégia tecnológica. Ainda que uma das
fontes possa ser dominante, a outra geralmente também desempenha papel importante.
Mesmo nos casos em que a fonte principal é externa, a empresa necessita de capacitação
interna para avaliar as tecnologias disponíveis no mercado e integrá-las à sua realidade.
Assim, as questões básicas que a estratégia tecnológica deve responder sobre as fontes são:
i) qual o papel das fontes externas e internas?
ii) como elas são integradas?

Gestão do processo de desenvolvimento de produto
30
Após determinar estes dois aspectos, a empresa precisa definir o momento (timing) e a
freqüência de implementação das inovações. O momento envolve tanto questões referentes ao
desenvolvimento da capacidade tecnológica quanto à introdução das inovações no mercado. A
empresa pode optar em ser pioneira ou seguidora das demais empresas do mercado.
A freqüência de inovação e os riscos associados dependerão, em parte, da natureza da
tecnologia e dos mercados envolvidos e em parte da escolha estratégica da empresa. Pensando
em dois extremos, uma empresa pode adotar uma estratégia de inovação baseada em saltos
pequenos e freqüentes, representada por mudanças incrementais na tecnologia que asseguram
melhoria contínua no desempenho. Num outro extremo estaria uma estratégia de grandes
saltos, que permite desenvolver mudanças pouco freqüentes mas de grande escala e que
avançam substancialmente o estado da arte.
3.1.2. Estratégia e Planejamento de Produto/Mercado
Com relação a estratégia de produto e mercado de uma empresa, quatro questões
importantes podem ser definidas:
− quais produtos serão oferecidos (a amplitude e a profundidade da linha de produto)?;
− quem serão os consumidores alvos (as fronteiras dos segmentos de mercado atendidos)?;
− como os produtos chegarão até esses consumidores (os canais de distribuição que serão
utilizados)?;
− por que esses consumidores preferirão nossos produtos em relação aos dos concorrentes?
(atributos e valores diferenciadores proporcionados).
De modo geral, a resposta a essas questões compõe a estratégia de produto e mercado
da empresa.
Segundo WHEELWRIGHT & CLARK (1992), a estratégia de produto e de mercado,
dentro do contexto do PDP, envolve a definição do número de produtos básicos e de produtos
derivados a serem oferecidos, bem como a freqüência da introdução de novos produtos.
Algumas empresa optam em oferecer poucos produtos básicos, que mudam com pouca
freqüência, mas oferecem uma variedade de versões diferenciadas desses produtos básicos.
Outras empresas optam por produtos básicos que mudam com mais freqüência, além de
oferecer diversas variedades. Três diferenças são propostas por TOLEDO (1994) para a
mudança da qualidade do produto:

Gestão do processo de desenvolvimento de produto
31
− a mudança vertical: diferenciação em termos de uma mudança no nível de qualidade a que
pertence o produto, por exemplo, a quilometragem útil de um pneu;
− a mudança horizontal: diferenciação devida a melhor adequação do produto a nichos de
mercado e preferências do consumidor, por exemplo, a posição do porta-malas de um
veículo;
− a mudança inovacional: que representa uma inovação tecnológica em relação ao padrão de
qualidade anterior tornado-a obsoleta, podendo ser esta uma inovação radical ou
incremental, por exemplo, a injeção eletrônica de combustíveis nos motores automotivos.
A inovação incremental introduz alterações relativamente menores no produto
existente, explorando o potencial do projeto básico dominante, na adição de pequenos e
freqüentes saltos em inovações (NELSON & WINTER, 1982). A inovação radical, ao
contrário, está baseada na aplicação conjunta de princípios científicos e de engenharia, que
freqüêntemente abrem novos mercados e aplicações potenciais (ETTLIE, et al, 1984 e
DEWAR & DUTTON, 1986).
Englobando a visão tradicional das mudanças tecnológicas dos produtos, representada
pela inovação radical ou incremental, surge o conceito de "inovação arquitetural”
(arquitetural innovation) (CLARK & HENDERSON, 1990). Enquanto que o
desenvolvimento de um componente pode ser feito de forma independente, o
desenvolvimento de uma nova arquitetura não pode ser separado de um produto específico.
Além disso, como a inovação na arquitetura de um produto envolve a recombinação de
diversos componentes, ocorre uma dependência não somente das diferentes possibilidades de
ligação entre as tecnologias dos diversos componentes, como também das ligações com outros
projetos, incluindo projetos passados.
CLARK & HENDERSON (1990) propõem a seguinte estratégia de inovação do
produto:
− inovação radical: quando há inovações significativas na tecnologia dos componentes e na
tecnologia de combinação dos mesmos;
− inovação incremental: quando não há mudanças significativas na tecnologia dos
componentes e nem na forma de combinação dos mesmos;
− inovação modular: quando se mantém a forma de combinação dos componentes e
modifica-se o conteúdo tecnológico dos componentes;
Gestão do processo de desenvolvimento de produto
32
− inovação arquitetural: quando se mantém a tecnologia dos componentes e muda-se a
tecnologia de combinação dos mesmos, ou seja, modifica-se a arquitetura do produto.
A estratégia do produto e mercado pode estar ligada a projetos de desenvolvimento
específicos através de duas questões fundamentais:
− o número, o momento e a velocidade de mudanças dos produtos básicos;
− o número, o momento e a relação da estratégia de produto e mercado com produtos
derivados.
As decisões sobre estas questões são influenciadas pelos seguintes elementos:
− evolução da tecnologia, ou seja, quanto da mudança tecnológica pode ser utilizada na
próxima geração de produtos básicos.
− Competição, ou seja, o efeito do tempo em que um concorrente introduz no mercado nova
gerações de produtos básicos sobre produtos existentes.
− Retorno de investimento, ou seja, o investimento exigido para desenvolver novos produtos
determina volume de vendas que proporcione retorno suficiente antes que estes produtos
sejam introduzidos no mercado.
− Suporte ao consumidor, ou seja, providenciar um fluxo contínuo de produtos que alimente
as necessidades do mercado e dos canais alvos para produtos novos, personalizados.
− Recursos disponíveis. Geralmente esforços para um novo projeto requer recursos por um
períodos de tempo. Os recursos disponíveis possibilitam a realização de uma certa
quantidade de projetos de novas gerações produtos, pelo menos, a cada dois anos.
O que a empresa irá fazer com a geração de produtos básicos afetará sua abordagem
com os produtos derivados. Enquanto o mercado faz pouca diferença entre produtos básicos e
derivados, para o planejamento de desenvolvimento a distinção é significante por causa das
diferenças dos recursos requeridos para desenvolvê-los e suportá-los.
3.1.3. Objetivos e Metas de Desenvolvimento
Para assegurar consistência e coerência à estratégia de desenvolvimento do produto, a
empresa deve definir suas metas e objetivos básicos de desenvolvimento, alinhando-os às

Gestão do processo de desenvolvimento de produto
33
estratégias tecnológicas e de produto e mercado. Estas metas e objetivos precisam estar
explícitos e, portanto, justapostos para assegurar a compatibilidade e complementaridade.
A proposta deste processo é proporcionar integração tanto no nível agregado
(gerencial) quanto no nível de projetos individuais (operacional). Essas metas variam desde a
participação no mercado (pelo canal e segmento de mercado) até faturamentos e lucros, e
desde prazos para introdução de novas linhas de produtos e alcances de tecnologias até
indicadores de desempenho de novos produtos e processos. Quando efetivamente juntas, estas
metas proporcionam à organização a confiança de que suas estratégias irão fornecer o
desempenho desejado. Elas também podem servir como guia para decisões de investimento e
benchmark de monitoramento.
Em ambientes competitivos, gerentes precisam multiplicar medidas em todas as
dimensões de desempenho (qualidade, produtividade, tempo de desenvolvimento). Além do
mais, a ênfase deve ser no melhoramento das dimensões simultaneamente. Como parte da
estratégia de desenvolvimento, é importante definir quais medidas devem ser usadas e porque
e aplicá-las consistentemente na avaliação do desempenho do PDP.
A Qualidade Total do Produto pode ser definida como sendo o grau com que o
produto desenvolvido satisfaz os desejos e expectativas dos consumidores. Segundo CLARK
& FUJIMOTO (1991), a qualidade total do produto pode ser influenciada tanto pelos atributos
mensuráveis com objetividade, por exemplo, a aceleração e o consumo, no caso de um
veículo, quanto pelos atributos subjetivos como estética e estilo.
O desenvolvimento de produtos afeta a Qualidade Total do Produto em dois níveis
distintos: a nível de projeto, ou seja, da qualidade de projeto, e ao nível da capacidade da
empresa produzir o que foi projetado, ou seja, da qualidade de conformação.
O Tempo de Desenvolvimento expressa a rapidez com que a companhia se desloca da
concepção até a colocação do produto no mercado. Como métricas indiretas tem-se também a
freqüência de introdução de novos modelos e o número de projetos começados e o número de
concluídos.
“Tradicionalmente, a preocupação em maximizar a taxa interna de retorno dos
produtos, fazia com que novos produtos raramente fossem introduzidos, de maneira a se
extrair o máximo de resultado econômico dos produtos existentes. Isso fez com que o tempo
fosse considerado uma variável pouco relevante no desenvolvimento de novos produtos (...)”
(TOLEDO, 1993, p. 146). Porém, frente ao ambiente competitivo atual, o tempo de
desenvolvimento tem se tornado uma variável de grande importância para a capacidade
competitiva da empresa, exercendo um efeito impulsionador no desempenho global do

Gestão do processo de desenvolvimento de produto
34
processo de desenvolvimento. Quanto menor for o prazo de desenvolvimento mais fácil se
torna a atividade de planejamento de novos produtos, pois o risco de enfrentar novos
conceitos de mercado e tecnológicos, quando o produto ainda está em desenvolvimento, se
torna menor.
A única maneira de reduzir o prazo de desenvolvimento, sem adicionar pessoas no
processo ou diminuir a qualidade do produto se dá pela mudança da estrutura básica do
desenvolvimento, através da introdução da solução conjunta e integrada de problemas,
simplificando o processo de engenharia e melhorando a administração de protótipos (CLARK
& FUJIMOTO, 1991) ou através de uma melhor relação e compartilhamento de
conhecimentos inter-projetos (NOBEOKA & CUSUMANO, 1994).
O desenvolvimento de um produto deve ocorrer num tempo adequado, ou seja, a
empresa deve lançar seu produto no mercado mais rápido que o concorrente, mas não pode
ser excessivamente rápido, pois desta forma poderá comprometer o desempenho funcional e
global do produto.
A Produtividade refere-se à quantidade de recursos necessários para conduzir o
projeto da concepção à comercialização. Esses recursos podem envolver: horas de engenharia,
materiais utilizados para a construção de protótipos e de equipamentos, e serviços utilizados
durante o processo de desenvolvimento.
Empresas que possuem alta produtividade em engenharia podem realizar um maior
número de projetos de desenvolvimento com uma dada quantidade de recursos e tornam-se
fontes de produtos inovadores e com maior variedade nas linhas de modelos. Além disso, esse
parâmetro afeta diretamente o custo do produto, pois produtividade em todo o processo de
desenvolvimento, incluindo o uso mais eficiente e compartilhado de ferramentas e moldes,
pode reduzir significativamente o investimento total necessário para manter um programa de
desenvolvimento de produto.
Os três parâmetros básicos descritos anteriormente desempenham um papel particular
no melhoramento global do desempenho e competitividade no desenvolvimento de produtos.
Para se obter um balanceamento otimizado do produto desenvolvido, as empresas devem
buscar a excelência integrada nos três parâmetros.
Segundo WHEELWRIGHT & CLARK (1992) um dos obstáculos para se alcançar
rapidez, eficiência e qualidade é a complexidade e a incerteza que confronta os profissionais
da engenharia, marketing e manufatura, ou seja, a gestão do processo de desenvolvimento é
bastante complexa pois, durante o desenvolvimento de produtos, a empresa se depara com
diversas escolhas e decisões como, por exemplo, a forma com que as tarefas e atividades

Gestão do processo de desenvolvimento de produto
35
devem ser sequenciadas, como o trabalho deve ser organizado e como os esforços devem ser
gerenciados. Além disso, a gestão do desenvolvimento engloba diversos aspectos tais como a
estratégia de desenvolvimento, a organização como um todo (cultura, formas organizacionais,
aprendizagem, liderança), habilidades técnicas, estrutura de etapas e recursos que auxiliam o
processo. Todos esses aspectos são importantes para se entender o processo de
desenvolvimento como um todo e a sua gestão.
Juntas, tempo de desenvolvimento, qualidade, e produtividade, definem o desempenho
do desenvolvimento e, em combinação com outras atividades - vendas, produção, publicidade
e serviço ao consumidor - determinam o impacto do projeto no mercado e sua lucratividade.
3.1.4. O Plano Agregado de Projeto
O desenvolvimento e as mudanças nos produtos são introduzidos seguindo o plano
estratégico de atuação adotado pela empresa, condicionada principalmente pelo ambiente
externo, pela necessidade de manter e aumentar a participação no mercado, reduzir custos e
atender a necessidades específicas de melhoria. Na formulação das estratégias de
desenvolvimento de produtos, utiliza-se de conceitos envolvidos na estratégia tecnológica e
de produtos da empresa, e nas metas e objetivos de mercado traçados pela organização
(CLARK & WHEELWRIGHT, 1993). Também é fundamental a estruturação de um sistema
de seleção e focalização de recursos nos projetos mais atrativos, permitindo-se assim a
decisão sobre quando usar recursos adicionais, quando mandar um produto para o mercado e
quando cancelar um projeto de desenvolvimento (HOUSE & PRICE, 1991).
O plano agregado de projeto consiste em um segundo estágio de integração de
recursos e projetos específicos. A proposta de criar tal plano é assegurar que uma série de
projetos coletivos irão alcançar as metas e objetivos da empresa e formar capacidades
organizacionais necessárias para o sucesso do desenvolvimento.
Apesar de estar ausente na maioria das empresas, o conceito do plano agregado é
simples e direto. Ele engloba todos os tipos de projeto de desenvolvimento desenvolvidos pela
empresa e também é neste plano que a organização decide sobre as estratégias inter-projetos.
3.1.4.1- Tipologias de projetos
Nem todos os projetos de desenvolvimento são totalmente novos e nem todos
apresentam a mesma dificuldade. É válido perceber a diferença nos tipos de projetos de

Gestão do processo de desenvolvimento de produto
36
desenvolvimento quando se trata de gerenciar esse processo e formar um plano agregado de
projetos.
Segundo WHEELWRIGHT & CLARK (1994), uma das maneiras mais úteis de se
classificar os tipos de projeto de desenvolvimento é por meio do grau de mudanças que eles
incorporam, já que esta classificação permite entender as dificuldades e o grau de
comprometimento de recursos envolvidos no projeto. Esses autores classificam os processos
de desenvolvimento de acordo com o grau de inovação do produto e do processo, definindo a
tipologia representada na Figura 3.2.
Projetos de Desenvolvimento/Pesquisa Avançada: projetos que têm o objetivo de criar
conhecimento (know-how) para futuros projetos. Não possuem objetivos comerciais, sendo a
maioria deles inviável economicamente. Em muitas organizações estes projetos são
desenvolvidos por uma estrutura organizacional própria, com recursos e equipamentos
específicos;
Projetos Incrementais ou Derivados: envolvem projetos que criam produtos e processos que
são derivados, híbridos ou pequenas modificações em relação aos já existentes. Estes projetos
não necessitam de muitos esforços já que tratam de alterações em tecnologias dominadas pela
empresa;
Projetos Radicais (breakthrough): são projetos que envolvem significativas modificações no
projeto do produto ou processo já existente, diferindo-se fundamentalmente das gerações
anteriores, podendo criar um novo núcleo ou nova categoria de produtos para a empresa.
Como geralmente são incorporados novas tecnologias ou materiais, eles requerem um
processo de manufatura inovador.
Projetos Plataforma: são projetos que se enquadram entre os incrementais e radicais. São
realizadas alterações representativas no projeto do produto e/ou do processo, mas sem a
introdução de novas tecnologias ou materiais como nos projetos radicais. Plataforma significa
um projeto que serve de base para uma família de produtos. Um exemplo é uma nova
plataforma na indústria automobilística, onde é introduzida uma série de novos processos de
manufatura e mudanças no produto, mas não envolvendo novas tecnologias fundamentais.
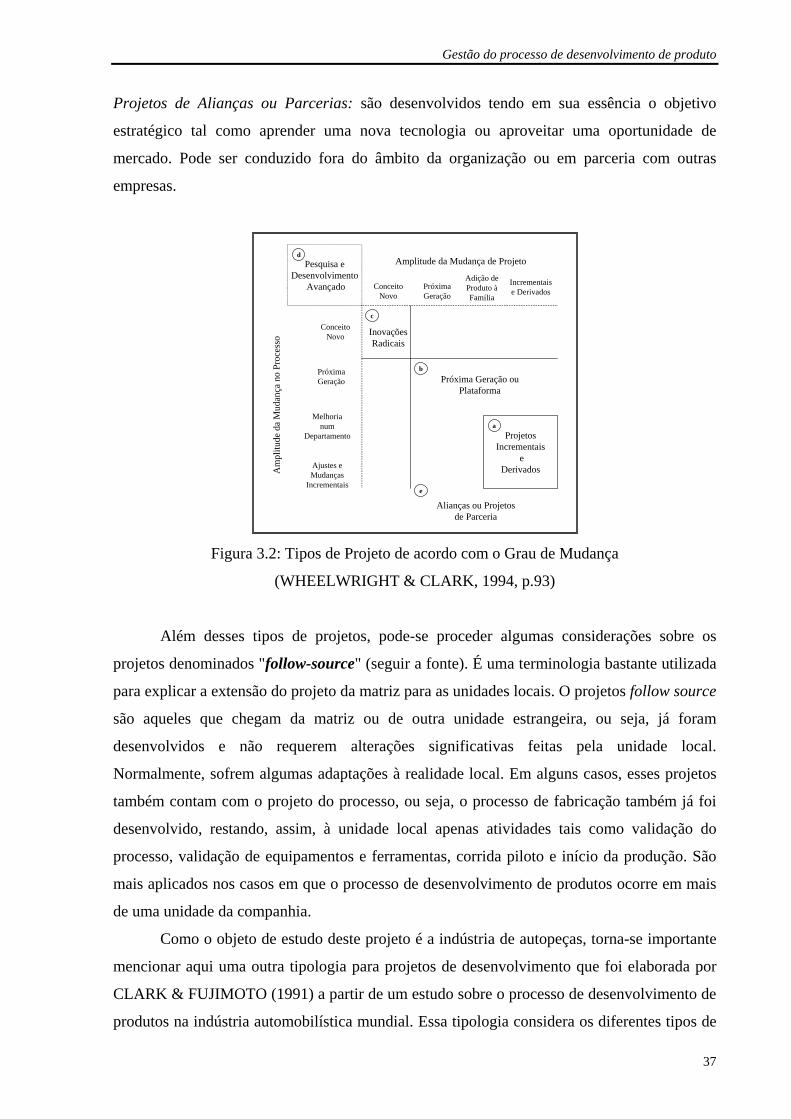
Gestão do processo de desenvolvimento de produto
37
Projetos de Alianças ou Parcerias: são desenvolvidos tendo em sua essência o objetivo
estratégico tal como aprender uma nova tecnologia ou aproveitar uma oportunidade de
mercado. Pode ser conduzido fora do âmbito da organização ou em parceria com outras
empresas.
ProjetosIncrementais
eDerivados
a
b
Próxima Geração ouPlataforma
Pesquisa eDesenvolvimento
Avançado
c
InovaçõesRadicais
e
Alianças ou Projetosde Parceria
ConceitoNovo
ConceitoNovo
PróximaGeração
PróximaGeração
Adição deProduto àFamília
Incrementaise Derivados
Melhorianum
Departamento
Ajustes eMudanças
Incrementais
Amplitude da Mudança de Projetod
Am
plitu
de d
a M
udan
ça n
o Pr
oces
so
Figura 3.2: Tipos de Projeto de acordo com o Grau de Mudança
(WHEELWRIGHT & CLARK, 1994, p.93)
Além desses tipos de projetos, pode-se proceder algumas considerações sobre os
projetos denominados "follow-source" (seguir a fonte). É uma terminologia bastante utilizada
para explicar a extensão do projeto da matriz para as unidades locais. O projetos follow source
são aqueles que chegam da matriz ou de outra unidade estrangeira, ou seja, já foram
desenvolvidos e não requerem alterações significativas feitas pela unidade local.
Normalmente, sofrem algumas adaptações à realidade local. Em alguns casos, esses projetos
também contam com o projeto do processo, ou seja, o processo de fabricação também já foi
desenvolvido, restando, assim, à unidade local apenas atividades tais como validação do
processo, validação de equipamentos e ferramentas, corrida piloto e início da produção. São
mais aplicados nos casos em que o processo de desenvolvimento de produtos ocorre em mais
de uma unidade da companhia.
Como o objeto de estudo deste projeto é a indústria de autopeças, torna-se importante
mencionar aqui uma outra tipologia para projetos de desenvolvimento que foi elaborada por
CLARK & FUJIMOTO (1991) a partir de um estudo sobre o processo de desenvolvimento de
produtos na indústria automobilística mundial. Essa tipologia considera os diferentes tipos de

Gestão do processo de desenvolvimento de produto
38
fluxos de informação entre as montadoras e fornecedores de peças e componentes durante o
desenvolvimento de produtos. De acordo com os autores, existem três tipos de projetos de
desenvolvimento conjunto entre as empresas:
Partes de Propriedade do Fornecedor: os produtos são desenvolvidos e manufaturados pelo
fornecedor e oferecidos às empresas clientes através de catálogos. A vantagem desse tipo de
projeto para a montadora é a economia de escala, pois o mesmo projeto do componente pode
ser compartilhado por muitos veículos, distribuindo os seus custos fixos. A desvantagem, do
ponto de vista da qualidade do projeto, é a ausência de controle por parte da empresa cliente
no conteúdo tecnológico do componente.
Black Box: nesse caso, a montadora fornece requisitos de custo e performance do
componente, formato externo, características da interface e outras informações básicas de
projeto, baseadas no planejamento do veículo e layout, e a empresa fornecedora se encarrega
de desenvolver o subsistema. Esse tipo de projeto possibilita à montadora um maior acesso à
experiência e capacidade de desenvolvimento do fornecedor e proporciona benefícios tais
como alta qualidade de projeto e baixo custo. Porém, projetos black box também apresentam
riscos como, por exemplo, a perda de parte do poder de negociação com os fornecedores
devido à dependência em relação às capacidades de engenharia do mesmo.
Partes de Controle Detalhado do Cliente: esse tipo de projeto concentra atividades de
engenharia básica e detalhada nas montadoras. As empresas fornecedoras de autopeças
possuem a responsabilidade de desenvolver o processo de fabricação e produzir o produto.
Em alguns casos (principalmente partes da carroceria), as montadoras desenvolvem inclusive
o processo de manufatura e constroem ferramentas e equipamentos, restando para as empresas
de autopeças um pouco mais do que o fornecimento de capacidade de produção. Esse projeto
possui vantagem quando uma montadora deseja preservar capacidades tecnológicas de um
componente em particular, controlar o projeto e a qualidade do componente e preservar o
poder de barganha com respeito aos preços das peça fornecidas. Por outro lado, desenvolver
componentes in house pode causar um desvio do foco no veículo como um todo para
componentes e peças e comprometer, assim, a organização da engenharia, tornando a
coordenação dentro da empresa mais difícil.
Gestão do processo de desenvolvimento de produto
39
Este tipo de projeto pode ser direcionado tanto para partes funcionais de um
automóvel como para partes da carroceria.
Atualmente, existem um grupo de fornecedores que estão sendo chamados, dentro da
cadeia da indústria automobilística, de integradores por fornecerem sistemas mais complexos,
assumindo responsabilidades sobre um conjunto maior de subsistemas. O exemplo da parceria
Dana – DaimlerChrysler pode melhor ilustrar este caso:
... Um dos sinais mais evidentes dessas transformações parte de Campo Largo, na região
metropolitana de Curitiba, capital do Paraná.
Numa zona bucólica da cidade, ao lado de um bosque de araucárias, está instalada uma das 330
unidades da Dana Corporation espalhadas pelo mundo. A americana Dana é a Quinta maior
fornecedora mundial de autopeças, com vendas de 10,1 bilhões de dólares no ano passado, 449
milhões das quais, obtidas no Brasil.
Em Campo Largo a Dana vem montando, há quase dois anos, um de seus produtos mais inovadores:
um chassi especial com mais de 300 componentes, com tanque de combustível, suspensões, rodas e
pneus. Trata-se de um sistema responsável por 30 % do custo total de um automóvel. Atualmente, a
Dana monta essa estrutura sob medida para a picape Dodge Dakota, da subsidiária brasileira
DaimlerChrysler, fabricada a cerca de três quilômetros de distância. Eis o detalhe que fez com que a
operação paranaense da Dana se tornasse conhecida no mundo todo: nunca um único fornecedor foi
responsável pela montagem de um sistema tão grande e valioso quanto esse. Nunca, também, uma
montadora dependeu tanto de seus parceiros como a DaimlerChrysler depende da Dana. ...
... A fábrica da Dana funciona exatamente como uma extensão da linha de montagem da
DaimlerChrysler. ...
... “ Como se tratava de um novo país e de um novo produto, aproveitamos para introduzir também
novas formas de relacionamento com nossos fornecedores”, diz o americano Dennis Kelly, presidente
da montadora no Brasil. “ Antes nós ditávamos as regras, os fornecedores ficavam fora do processo e
os contratos eram de curto prazo. Agora trabalhamos em parceria, integrados em todo o projeto, e o
relacionamento tem de ser duradouro.” A experiência de Campo Largo, segundo Kelly, indica que
fornecedores estratégicos terão cada vez mais responsabilidades sobre a produção das montadoras
daqui para frente. ...
... As vantagens encontradas nesse tipo de relacionamento foram:
Estoques e números de fornecedores são reduzidos.
Ao compartilhar trabalho e responsabilidades com o fornecedor, a montadora reduz seus custos e,
pelo menos teoricamente, aumenta o nível da qualidade. Cada peça incorporada ao veículo é uma
oportunidade de erro. No novo processo, o fornecedor se responsabiliza pela fiscalização da
montagem.
A produção é feita de acordo com o que acontece na montadora, como se uma linha fosse espelho da

Gestão do processo de desenvolvimento de produto
40
outra. Informações detalhadas são trocadas eletronicamente pelas empresas durante todo o dia. Isso
permite que a produção do fornecedor seja adequada à demanda da montadora.
A Dana participa da concepção do veículo e dos processos e gerencia os sub-fornecdores. ...
... Esse é um trabalho novo, de experimentação e de revisão de conceitos. ...
(Revista EXAME)
3.1.4.2. Estratégias Inter-Projetos de Desenvolvimento de Produtos
Algumas pesquisas acadêmicas têm enfatizado a estratégia de planejamento e
administração do desenvolvimento de produtos (HAYES et al, 1988; WHEELWRIGHT &
SASSER, 1989; WHEELWRIGHT & CLARK, 1992). Estes autores têm apresentado a
importância de uma efetiva administração estratégica de um produto central, com sua
plataforma diferenciada e projetos derivados, propondo uma estrutura conhecida como mapa
de produtos (product generation map). Seguindo esta mesma linha, MEYER &
UTTERBACK (1993) discutem o gerenciamento de uma família de produtos, enfatizando a
importância do planejamento e administração do portfolio de produtos, focalizando o
desenvolvimento e aplicação que a empresa faz da tecnologia central. Estes conceitos,
administração do mapa de produtos e da família de produtos, estão relacionados, até certo
ponto, a uma estratégia de relação entre diferentes projetos de uma organização.
As diversas estratégias inter-projetos de desenvolvimento de produtos em uma
organização, influenciado pelas transferências tecnológicas e compartilhamento de recursos
de engenharia entre os projetos, com suas conseqüências quanto ao gerenciamento e
desempenho no desenvolvimento do produto, são tratadas com profundidade no conjunto dos
trabalhos de AOSHIMA & CUSUMANO (1992), AOSHIMA (1993), NOBEOKA &
CUSUMANO (1993), NOBEOKA & CUSUMANO (1994a) e NOBEOKA & CUSUMANO
(1994b).
O conhecimento tecnológico é acumulado e transferido de um projeto para outro ao
longo do tempo, podendo ter um impacto significativo em seu desempenho. O resultado
obtido por um determinado projeto de desenvolvimento de um produto pode ser influenciado
pelos tipos de ligações existentes com outros projetos, tanto em desenvolvimento quanto nos
já concluídos. Essas ligações podem se converter em uma eficaz capacidade estratégica da
empresa, em seus projetos de produtos.
Uma das formas de ligação entre projetos, podendo constituir até mesmo em um
mecanismo formal de transferência tecnológica interprojetos, é a transferência dos gerentes de

Gestão do processo de desenvolvimento de produto
41
projeto dentro de uma organização, sendo esses gerentes os elementos portadores do
conhecimento das arquiteturas dos projetos passados (AOSHIMA & CUSUMANO, 1992).
No entanto, as questões mais abrangentes que se colocam é de como transferir o
conhecimento tecnológico e como facilitar o aprendizado entre os diversos projetos
existentes. Essas questões devem ser observadas como pontos relevantes para a estratégia de
desenvolvimento de produtos da organização (AOSHIMA, 1993). Os estudos existentes
sobre desenvolvimento de produto tendem a focalizar somente dois tipos de atividades: o
desenvolvimento tecnológico em cada área funcional e a integridade do produto obtida pela
interação entre as diferentes áreas funcionais. AOSHIMA (1993) destaca a existência de uma
terceira atividade importante no desenvolvimento do produto: a transferência e adaptação de
tecnologias criadas em outros projetos, propondo diversas formas para esta transferência, com
respectivas estruturas organizacionais mais convenientes. Portanto, a transferência
tecnológica inter-projetos, que ocorre através das diversas estratégias inter-projetos de
desenvolvimento de produtos, é uma importante forma de cruzamento do conhecimento entre
os diferentes projetos de uma organização.
Há uma potencial fonte de conflito entre a transferência tecnológica inter-projeto (que
envolve a orientação para o aprendizado inter-projeto), a integridade do produto (que requer
uma abordagem inter-funcional ou por projeto) e o desenvolvimento avançado de seus
componentes (que necessita uma abordagem funcional), conforme apontado por AOSHIMA
(1993). O autor considera crítico uma evolução da transferência tecnológica inter-projeto no
contexto das visões clássicas de gestão de projetos de produtos, como exposto por CLARK &
FUJIMOTO (1991) e WOMACK, et al (1991). NOBEOKA & CUSUMANO (1993)
apontam como restrições ou limitações destes estudos o foco limitado à maximização do
desempenho da estrutura funcional e da estrutura por projeto, não considerando-se as
diferentes abordagens estratégicas inter-projetos.
Tendo como preocupação principal detectar a influência potencial dos diferentes tipos
de estratégias inter-projetos de desenvolvimento de produtos na competitividade da empresa,
NOBEOKA & CUSUMANO (1993), buscam relacionar esses tipos de estratégias com a
produtividade e prazo de execução (tempo de desenvolvimento) do projeto. A partir dos
resultados desta relação, os autores argumentam sobre a estrutura organizacional apropriada e
o processo de gerenciamento dos diferentes tipos de estratégias inter-projetos.
No estudo de NOBEOKA & CUSUMANO (1993), utiliza-se de uma tipologia com
quatro estratégias inter-projetos da plataforma ("core" sub system) no desenvolvimento de
um novo carro. Essa tipologia é dependente da extensão das mudanças feitas, fontes ou

Gestão do processo de desenvolvimento de produto
42
origem do projeto base, o intervalo de transferência do projeto, e o impacto do projeto na
estrutura organizacional e no processo.
As quatro tipologias básicas de estratégias inter-projetos de desenvolvimento de
produtos são: o Projeto Novo (projeto básico totalmente novo); o Projeto Simultâneo (projeto
básico adaptado de outro em desenvolvimento simultâneo); o Projeto Sequencial (projeto
básico adaptado de outro já desenvolvido) e o Projeto Anterior (projeto básico adaptado de
seu antecessor). NOBEOKA & CUSUMANO (1993), propõem uma relação, ilustrada na
Figura 3.3, entre estas diferentes estratégias inter-projetos, idade média da plataforma (ou
parte do modelo), taxa de introdução de novos produtos e crescimento da participação no
mercado.
Figura 3.3: Tipologias inter-projetos de desenvolvimento de produtos
( NOBEOKA & CUSUMANO, 1993)
Observa-se que o uso das estratégias inter-projetos "Seqüencial" e "Simultâneo"
representam uma vantagem no desenvolvimento de um maior número de produtos do que
quando utilizadas as estratégias de projeto "Novo" e "Anterior". Entretanto, o
desenvolvimento de um novo produto utilizando a estratégia "Seqüencial" resulta em uma
tecnologia incorporada mais envelhecida do que na utilização da estratégia "Simultânea". O
uso da estratégia de projeto "Novo", se por um lado representa a criação de produtos
completamente inovadores, por outro tem como lado negativo a baixa taxa de introdução de
novos produtos, para um limite aceitável de custos em que opera a empresa. O foco no
modelo de estratégia de projeto "Anterior" não é vantajoso, tanto sob o ponto de vista da taxa
de introdução de produtos, como da idade do projeto.

Gestão do processo de desenvolvimento de produto
43
O raciocínio empregado na vantagem do projeto "Simultâneo" deve ser o mesmo do
utilizado para justificar a abordagem da engenharia simultânea, ou seja, gerenciar
simultaneamente múltiplos projetos e gerenciar simultaneamente múltiplas funções,
respectivamente.
Com base nos resultados de pesquisa, através da análise de projetos de
desenvolvimento de produtos (novas plataformas) na indústria automobilística do Japão e
EUA, NOBEOKA & CUSUMANO (1994a) concluíram que a estratégia Simultânea é a mais
eficiente em termos de horas de engenharia. Permite-se também que, através desta estratégia,
um projeto base seja transferido para outro projeto com efetivo compartilhamento de tarefas
entre engenheiros dos dois projetos e possibilidades de diversos ajustes mútuos. Os autores
ressaltam também que o gerenciamento de projetos com estratégia Simultânea não comporta
isoladamente nem a abordagem de times (project-team) nem a abordagem funcional.
As potenciais razões para as vantagens, em termos de produtividade, da estratégia
Simultânea são: o menor intervalo de tempo entre o projeto base e o projeto receptor, e a
simultaneidade entre estes dois projetos (NOBEOKA & CUSUMANO, 1994a). Em termos de
gerenciamento, os autores defendem uma evolução do sistema proposto por CLARK &
FUJIMOTO (1992) do gerente de projetos "peso-pesado" para um gerente de múltiplos-
projetos concorrentes, ou uma espécie de chefe dos vários gerentes "peso-pesados".
Considerando-se agora o impacto obtido por esta estratégia no aumento da
participação no mercado, é necessário, na visão de NOBEOKA & CUSUMANO (1994b), que
o desenvolvimento de produtos seja acompanhado ao mesmo tempo do repasse rápido de
informações através dos múltiplos projetos em desenvolvimento, enquanto que estas
informações ainda são novas e competitivas para o mercado. Na argumentação dos autores,
uma estratégia de múltiplos projetos baseada no desenvolvimento simultâneo (rapid design
transfer) é a que melhor permite que isso ocorra.
Para que um projeto do tipo simultâneo tenha o desempenho esperado, como descrito
anteriormente, na incorporação de fatores tecnológicos do projeto base para o projeto
receptor, devem ser previstas e superadas as seguintes questões:
− uma preocupação no planejamento avançado dos projetos para a incorporação futura
destes fatores tecnológicos;
− a previsão das necessidades de ajustes mútuos, compartilhamento de tarefas e desenhos
realizados conjuntamente;

Gestão do processo de desenvolvimento de produto
44
− as particularidades existentes na transferência tecnológica de um projeto base para um
projeto receptor;
− os problemas existentes em projetos "anônimos", ou seja, apenas registrados por desenhos
e especificações, não havendo possibilidade de contato entre pessoas;
− papel do gerente geral na administração multi-projetos.
Considera-se o modelo de CUSUMANO e colaboradores (1992,1993,1994a,1994b)
como o mais aplicável à realidade brasileira, já que tem como seu ponto fundamental analisar
as estratégias inter-projetos principais que ocorrem em uma organização, não se restringindo
apenas às abordagens clássicas do desenvolvimento tecnológico em cada área funcional da
organização, e aperfeiçoa a visão da integridade do produto pela interação entre as diferentes
funções, como proposto por CLARK & FUJIMOTO (1991).
A partir de estudos realizados por SILVA (1995) sobre o PDP na indústria
automobilística brasileira, um modelo de estratégia inter-projetos foi proposto. Tal modelo
apresenta algumas diferenciações em relação ao modelo de CUSUMANO e colaboradores
(1992,1993,1994a,1994b), modificando-se ou complementando-se algumas dimensões que
não se aplicam plenamente a nossa realidade.
Como uma primeira diferenciação, está a análise feita pelos dois modelos às principais
partes ou sistemas de componentes que compõem um veículo. Nos estudos de CUSUMANO
e colaboradores (1992,1993,1994a,1994b), o foco está na análise da estratégia de
desenvolvimento da plataforma de um projeto de um novo carro. Tal argumento justifica-se já
que a plataforma (“core” sub-system) define a arquitetura do automóvel, determinando o grau
geral de funcionalidade e sofisticação de todo o produto, afetando significativamente as
características básicas de todos os outros componentes como a carroceria, motorização, etc. O
projeto de desenvolvimento de uma nova plataforma requer recursos financeiros e de
engenharia mais elevados do que para qualquer outro componente, com possível exceção de
um motor totalmente novo.
No estudo de SILVA (1995), referente a indústria automobilística brasileira, opta-se
por estender a análise não somente à plataforma, mas também a todas as outras partes
relevantes no desenvolvimento do produto (carroceria e motor). A justificativa é que, ao
contrário dos principais mercados mundiais, como o norte-americano, o europeu e o japonês,
que foram objeto de estudo da equipe de CUSUMANO, o mercado brasileiro é de proporções
bem menores, com uma diversidade muito menor de tipos de veículos e, portanto, com um
número bastante restrito de plataformas e de projeto de novas plataformas. É possível então
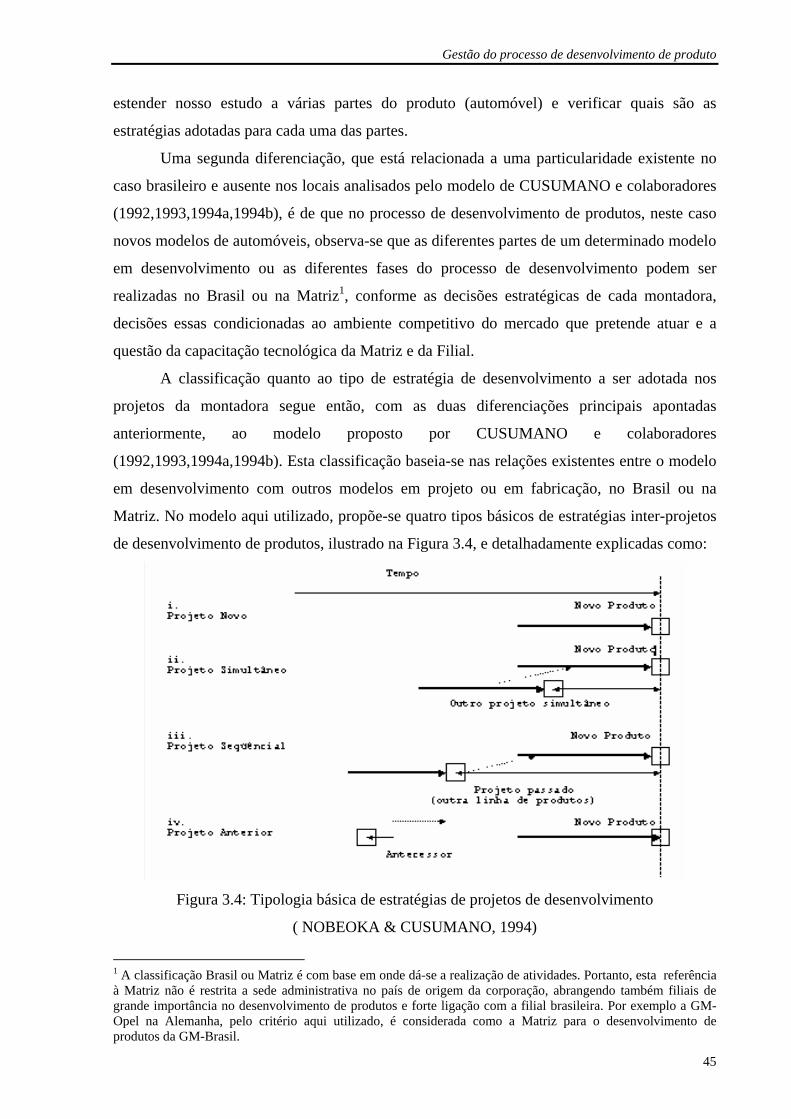
Gestão do processo de desenvolvimento de produto
45
estender nosso estudo a várias partes do produto (automóvel) e verificar quais são as
estratégias adotadas para cada uma das partes.
Uma segunda diferenciação, que está relacionada a uma particularidade existente no
caso brasileiro e ausente nos locais analisados pelo modelo de CUSUMANO e colaboradores
(1992,1993,1994a,1994b), é de que no processo de desenvolvimento de produtos, neste caso
novos modelos de automóveis, observa-se que as diferentes partes de um determinado modelo
em desenvolvimento ou as diferentes fases do processo de desenvolvimento podem ser
realizadas no Brasil ou na Matriz1, conforme as decisões estratégicas de cada montadora,
decisões essas condicionadas ao ambiente competitivo do mercado que pretende atuar e a
questão da capacitação tecnológica da Matriz e da Filial.
A classificação quanto ao tipo de estratégia de desenvolvimento a ser adotada nos
projetos da montadora segue então, com as duas diferenciações principais apontadas
anteriormente, ao modelo proposto por CUSUMANO e colaboradores
(1992,1993,1994a,1994b). Esta classificação baseia-se nas relações existentes entre o modelo
em desenvolvimento com outros modelos em projeto ou em fabricação, no Brasil ou na
Matriz. No modelo aqui utilizado, propõe-se quatro tipos básicos de estratégias inter-projetos
de desenvolvimento de produtos, ilustrado na Figura 3.4, e detalhadamente explicadas como:
Figura 3.4: Tipologia básica de estratégias de projetos de desenvolvimento
( NOBEOKA & CUSUMANO, 1994)
1 A classificação Brasil ou Matriz é com base em onde dá-se a realização de atividades. Portanto, esta referência à Matriz não é restrita a sede administrativa no país de origem da corporação, abrangendo também filiais de grande importância no desenvolvimento de produtos e forte ligação com a filial brasileira. Por exemplo a GM-Opel na Alemanha, pelo critério aqui utilizado, é considerada como a Matriz para o desenvolvimento de produtos da GM-Brasil.

Gestão do processo de desenvolvimento de produto
46
i. Projeto Novo
Quando há um projeto básico totalmente novo, nunca utilizado em outros modelos. A
parte foi desenvolvida exclusivamente para este modelo e não existe em nenhum modelo no
Brasil ou na Matriz.
ii. Projeto Simultâneo
O projeto adota a arquitetura desenvolvida em outro modelo, sendo os dois
desenvolvidos simultaneamente. A parte foi transferência de um modelo lançado até 2 anos
antes no Brasil ou na Matriz. O desenvolvimento do modelo ocorreu simultaneamente ao
desenvolvimento de outro modelo.
iii. Projeto Seqüencial
O projeto adota a arquitetura desenvolvida em outros modelos. A parte foi transferida
de um modelo lançado há mais de 2 anos no Brasil ou na Matriz. O desenvolvimento do
modelo ocorreu após o lançamento de um outro modelo.
iv. Projeto Anterior
Refere-se a um novo produto que é baseado em um antecessor direto (mesmo modelo),
não há mudanças arquiteturais vindas do modelo anterior. A parte é uma modificação ou
adaptação do modelo anterior que está sendo substituído no Brasil.
Pode-se afirmar então, com base na similaridade com a tipologia usada por
CUSUMANO e colaboradores (1992,1993,1994a,1994b), que o Projeto Novo é o mais
complexo devido a praticamente nenhuma interação com outro projeto, sendo apropriado para
incorporar novas tecnologias e inovações ao novo produto. Apresenta um custo de projeto de
engenharia mais elevado, mas em compensação praticamente não apresenta custos de
coordenação com outros projetos.
Os três tipos que envolvem a estratégia de transferência de projeto, são equivalentes a
mudanças incrementais, com três graus diferentes de 'mudança'.
O Projeto Simultâneo, devido a sobreposição cronológica entre dois projetos em
realização, permite que ocorra a incorporação de itens do projeto base enquanto esse ainda
está em desenvolvimento ou relativamente novo, sendo possível ajustes mútuos entre os dois
projetos.

Gestão do processo de desenvolvimento de produto
47
No Projeto Seqüencial, a transferência interprojeto ocorre com um modelo base de
desenvolvimento já encerrado. Dessa forma, os itens transferidos podem estar relativamente
defasados, em comparação com o projeto simultâneo, e adicionalmente, há grandes restrições
quanto às possibilidades de ajustes mútuos entre os dois projetos.
No caso de Projeto Anterior, utiliza-se a essência do projeto base que está sendo
substituído. A simplificação e baixo custo desta estratégia, pelo fato de ser uma transferência
tecnológica na mesma linha de um projeto anterior, tem como contrapartida a utilização de
itens defasados.
No modelo de CUSUMANO e colaboradores (1992,1993,1994a,1994b), foi
determinado o valor de 2 anos da introdução do projeto base como o critério para classificar o
projeto como Projeto Simultâneo ou Projeto Seqüencial. A razão apontada é de que um prazo
maior do que dois anos geralmente não permite sobreposição ou coordenação significativa
entre os dois projetos. O valor de 2 anos também é condizente com o ponto médio (2,25 anos)
do tempo de desenvolvimento médio (4,52 anos) para o desenvolvimento de um novo carro,
como calculado no trabalho de CLARK & FUJIMOTO (1991).
Um outro aspecto do plano agregado é desenvolver o planejamento da capacidade;
com o planejamento dos tipos de projetos a serem desenvolvidos, é possível prever os
recursos necessários para cada um e depois, de uma forma agregada. Quando as organizações
superestimam suas capacitações, a produtividade decai, o número de projetos em processo
aumenta, os projetos demoram para se completarem e há uma queda na proporção de projetos
concluídos.
O último aspecto do plano agregado do PDP é examinar os efeitos dos projetos
propostos nas habilidades e capacidades fundamentais requeridas para o desenvolvimento de
projetos futuros. Isto implica não só em planejar desenvolvimento de recursos como também
providenciar projetos onde contribuições individuais, líderes de projetos e times possam
compartilhar suas habilidades o tempo todo. Este aspecto do planejamento agregado
compreende o fato de que o PDP cria e desenvolve capacitação e habilidades específicas,
além de produtos e processos.
3.1.5. Gerenciamento dos Projetos Individuais
A abordagem da empresa em relação ao gerenciamento do projeto individual também
faz parte da estratégia de desenvolvimento.

Gestão do processo de desenvolvimento de produto
48
Definir projetos individuais que terão prioridade consiste na melhor estratégia de
desenvolvimento. Cada projeto individual precisa criar sua própria estratégia e plano de
desenvolvimento, adequando-os à estratégia de desenvolvimento da empresa.
Ao final de um projeto individual, a empresa necessita de um processo para conectar
os detalhes do projeto com a estratégia e direção geral dos negócios. Uma parte importante
dessa conexão é o estabelecimento de metas claras e mensuráveis que permitam guiar e
assegurar a contribuição dos projetos individuais aos objetivos gerais do desenvolvimento.
Com o projeto firmemente articulado com a estratégia e objetivos da empresa, os
líderes de projeto passam a ter um senso de missão e propostas muito mais definidos. Isto
torna o processo mais simples e traz foco para o trabalho de desenvolvimento atual.
Chegar a uma estratégia de desenvolvimento completa envolve decidir quais
abordagens são necessárias e como estas devem ser desenvolvidas e utilizadas em
circunstâncias diferentes. Os componentes essenciais (elementos) para o gerenciamento de
projetos individuais não precisam estar interligados somente entre eles, mas também ao plano
agregado de projetos e a outros elementos da estratégia de desenvolvimento (Figura 3.5).
Contexto do Projeto Base de Conhecimento Visões e Procedimentos da empresa
Foco do Projeto Escopo e Contexto Complexidade
Planos de Pré-projetos Objetivos e Fases Medidas de Desempenho Incentivos
Estratégia de Projeto
Time de Projeto Composição Organização
Gerenciamento de Projeto Revisão e Evolução Tomadas de decisão Ferramentas
Resolução de Problemas Compilação de Informação Resolução de conflitos Integração funcional
Execução do Projeto
Liderança /TimesRecursos HumanosCustos de ProjetoEficiência dos Projetos
Desempenho do Projeto
Figura 3.5: Integração e Articulação dos Elementos de Gerenciamento de Projetos a Estratégia
de Desenvolvimento (WHEELWRIGHT & CLARK, 1992, p. 52)
Entre as decisões a serem tomadas no gerenciamento de projetos, destacam-se a
estrutura organizacional e as metodologias e ferramentas de apoio, que serão exploradas nos
itens seguintes.

Gestão do processo de desenvolvimento de produto
49
3.1.5.1. Arranjos Organizacionais do Desenvolvimento de Produtos
Existem dois níveis de arranjo organizacional para o processo de desenvolvimento de
produtos: o interno a uma unidade e o inter-unidades. Os tópicos a seguir apresentam os
aspectos mais relevantes sobre essas formas de organização.
Internos a uma Unidade
HANSEL & LOMNITZ (1987), LITKE (1991), MBAG apud KIENITZ (1995),
O’CONNOR (1994) e ROSENAU (1990) definem três arranjos organizacionais possíveis
para o desenvolvimento de produtos internos a uma unidade, todos aceitos e praticados pela
indústria automobilística, inclusive pelas montadoras brasileiras: funcional, matricial e por
projeto puro.
Na organização funcional, que também recebe o nome de organização por influência,
cada área de conhecimento (ex: projeto elétrico, projeto mecânico, qualidade, manufatura,
suporte ao cliente, etc) é colocada em departamentos diferentes, ou seja, todas as pessoas que
se utilizam de um mesmo tipo de conhecimento são agrupadas na mesma unidade.
De acordo com CLARK & FUJIMOTO (1991), os engenheiros são relativamente
especializados e geralmente não existe um único responsável pelo projeto como um todo,
sendo os próprios gerentes funcionais responsáveis pela alocação de recursos e pelo
desempenho de suas funções. Normalmente, os profissionais dos diversos departamentos têm
contato pouco freqüentes, pois não existe a formação de um equipe o que, juntamente com a
ausência de um responsável pelo desenvolvimento como um todo, resulta em uma fraca
integração interdepartamental.
O arranjo organizacional funcional está ilustrado na Figura 3.6.
D1 D2 D3 D4 D5
GerenteFuncional
(GF)GF GFGF GF
NívelOperacional
Figura 3.6: Organização do Desenvolvimento de Produtos Funcional
(CLARK & FUJIMOTO, 1991, p.254)

Gestão do processo de desenvolvimento de produto
50
A organização do processo de desenvolvimento funcional não requer uma alteração na
estrutura formal da empresa e se caracteriza pela grande flexibilidade quanto à utilização da
mão de obra, pela unidade de comando, pelo alto grau de especialização dos profissionais e
pelo uso da comunicação vertical (VASCONCELLOS & HEMSLEY, 1986). Porém, conta
com um baixo nível de integração e quando um arranjo desse tipo precisa lidar com diversos
projetos simultâneos, é comum que surjam problemas de coordenação e comunicação, assim
como a falta de uma visão global do projeto.
A organização matricial baseia-se no arranjo funcional mas se caracteriza pela
sobreposição à organização estrutural tradicional (vertical) de uma organização de projetos
(horizontal), atuando paralelamente ao fluxo do processo de desenvolvimento de produtos
(Figura 3.7). Esse tipo de organização conta com uma equipe multidisciplinar de projeto, que
possui vida finita, e planeja e coordena suas próprias atividades. Os integrantes dessa equipe
desempenham simultaneamente suas atividades nos projetos e nas funções especializadas de
linha, e quando um projeto termina, o grupo se dissolve.
Gerência
EngenhariaEstilo Planejamento
A1 A2
B1 B2 B3
C1 C3
Macro Processo de Desenvolvimento de Produtos
Projeto A
Projeto B
Projeto C
OrganizaçãoTradicional
Responsabilidadesobre Pessoal e
Funcional
Organização do ProjetoResponsabilidade sobre o Projeto
Figura 3.7: Organização do Desenvolvimento de Produtos Matricial
(KIENITZ,1995, p. 50)
Nesse arranjo, a responsabilidade funcional sobre os indivíduos da equipe
multidisciplinar referente às atividades de projeto é do gerente de projeto e a responsabilidade
disciplinar pertence às funções de linha, que também são responsáveis pelo planejamento,
coordenação e execução das tarefas relativas ao projeto executadas na respectiva função de
linha.
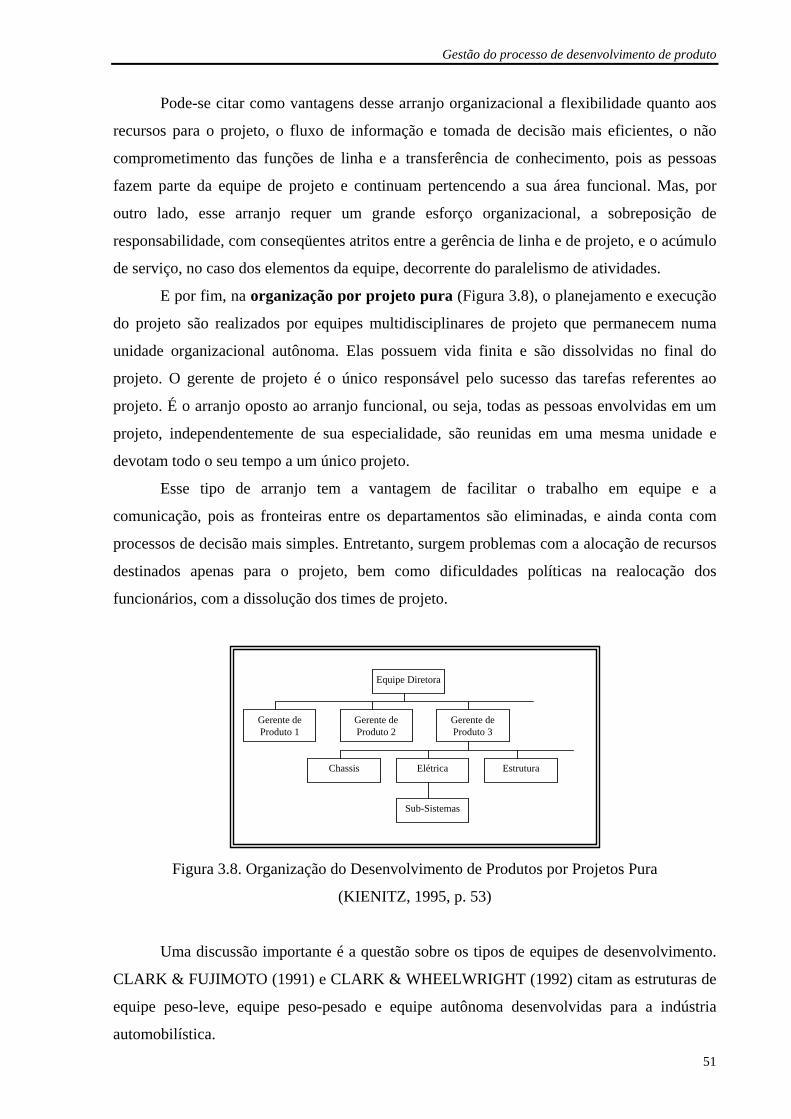
Gestão do processo de desenvolvimento de produto
51
Pode-se citar como vantagens desse arranjo organizacional a flexibilidade quanto aos
recursos para o projeto, o fluxo de informação e tomada de decisão mais eficientes, o não
comprometimento das funções de linha e a transferência de conhecimento, pois as pessoas
fazem parte da equipe de projeto e continuam pertencendo a sua área funcional. Mas, por
outro lado, esse arranjo requer um grande esforço organizacional, a sobreposição de
responsabilidade, com conseqüentes atritos entre a gerência de linha e de projeto, e o acúmulo
de serviço, no caso dos elementos da equipe, decorrente do paralelismo de atividades.
E por fim, na organização por projeto pura (Figura 3.8), o planejamento e execução
do projeto são realizados por equipes multidisciplinares de projeto que permanecem numa
unidade organizacional autônoma. Elas possuem vida finita e são dissolvidas no final do
projeto. O gerente de projeto é o único responsável pelo sucesso das tarefas referentes ao
projeto. É o arranjo oposto ao arranjo funcional, ou seja, todas as pessoas envolvidas em um
projeto, independentemente de sua especialidade, são reunidas em uma mesma unidade e
devotam todo o seu tempo a um único projeto.
Esse tipo de arranjo tem a vantagem de facilitar o trabalho em equipe e a
comunicação, pois as fronteiras entre os departamentos são eliminadas, e ainda conta com
processos de decisão mais simples. Entretanto, surgem problemas com a alocação de recursos
destinados apenas para o projeto, bem como dificuldades políticas na realocação dos
funcionários, com a dissolução dos times de projeto.
Equipe Diretora
Gerente deProduto 1
Gerente deProduto 2
Gerente deProduto 3
EstruturaElétricaChassis
Sub-Sistemas
Figura 3.8. Organização do Desenvolvimento de Produtos por Projetos Pura
(KIENITZ, 1995, p. 53)
Uma discussão importante é a questão sobre os tipos de equipes de desenvolvimento.
CLARK & FUJIMOTO (1991) e CLARK & WHEELWRIGHT (1992) citam as estruturas de
equipe peso-leve, equipe peso-pesado e equipe autônoma desenvolvidas para a indústria
automobilística.

Gestão do processo de desenvolvimento de produto
52
Na estrutura de equipe peso-leve, a organização permanece basicamente funcional e o
nível de especialização dos engenheiros e técnicos é o mesmo da estrutura funcional pura.
Esse arranjo se caracteriza pela adição de um gerente de produto que coordena as atividades
de desenvolvimento através do contato com representantes de ligação de cada área funcional.
O gerente de produto nesse tipo de organização, que é denominado peso leve, não possui
acesso direto às pessoas envolvidas nas atividades de desenvolvimento e ocupa uma posição
hierárquica inferior à dos gerentes departamentais. Não possui o mesmo status e a mesma
força tendo, assim, pouca influência junto aos níveis de decisão da organização. Além disso,
sua influência fora da engenharia de produto (marketing e manufatura) é bastante limitada,
não mantém contato direto com o mercado e não tem responsabilidade pela definição do
conceito do produto. Portanto, suas funções principais são: coletar informações sobre o
andamento do projeto, auxiliar na resolução de conflitos entre departamentos e facilitar o
alcance de objetivos do projeto.
A estrutura de equipe peso-pesado, embora se mantém basicamente funcional,
apresenta um gerente de produto peso pesado com responsabilidade mais ampla. Geralmente é
um funcionário senior da organização e, sendo assim, ocupa uma posição hierárquica no
mínimo equivalente aos gerentes funcionais e, portanto, superior ao gerente peso leve.
Coordena algumas atividades através do pessoal de ligação, mas tem contato direto com os
membros que atuam no desenvolvimento. Além disso, possui influência direta sob as diversas
áreas funcionais e atividades do projeto, são responsáveis não apenas pela coordenação
interna, mas também pelo planejamento e desenvolvimento do conceito do produto e mantém
contato direto com os clientes.
A Tabela 3.1 apresenta uma comparação dos perfis dos gerentes Peso Leve e Peso
Pesado.
Tabela 3.1. Perfis dos Gerentes Peso Leve e Peso Pesado
(CLARK & WHEELWRIGHT, 1992)
Perfil Peso Leve Peso Pesado
Amplitude de coordenação e responsabilidade Limitada Extensa
Influência junto aos níveis de decisão Limitada Extensa
Contato com a equipe de trabalho Limitada Extensa
Contato direto com o cliente Limitada Extensa
Influência no marketing e manufatura Limitada Extensa

Gestão do processo de desenvolvimento de produto
53
Na equipe autônoma de projeto, técnicos de áreas funcionais distintas são deslocados
para a equipe de projetos, passando a responder exclusivamente ao gerente de projeto. Essa
alternativa da equipe autônoma promove liberdade total à equipe para desenvolver seu
projeto, sendo que ela não precisa obedecer às praticas e procedimentos usuais da
organização.
Todas essas variações de arranjos organizacionais têm a finalidade de equilibrar a
necessidade de coordenação entre as áreas envolvidas com o conhecimento específico de cada
uma delas. As alternativas peso-leve e peso-pesado proporcionam à estrutura funcional um
maior grau de coordenação e foco em cada projeto, sem cair na complexidade do arranjo
matricial, enquanto a estrutura de equipe autônoma é mais apropriada à projetos inovadores
dentro da organização. Além disso, à medida em que se desloca da estrutura funcional pura
para a estrutura de equipe autônoma tem-se um maior nível de integração tanto interna (entre
as áreas funcionais) quanto externa (com clientes).
Arranjos Organizacionais Interunidades
Muitas empresas, que são constituídas por diversas unidades produtoras, em diferentes
países ou regiões, possuem departamentos de desenvolvimento de produtos em cada uma de
suas unidades. Os arranjos organizacionais interunidades de desenvolvimento de produtos
estabelecem o grau de relacionamento entre as unidades locais e a presença ou não de um
órgão central de desenvolvimento. Existem três formas organizacionais mais comuns
encontradas. São elas: a centralização, a descentralização e a forma distribuída.
Segundo VASCONCELLOS (1979), o arranjo mais antigo de todos é a centralização,
no qual o poder de decisão e a responsabilidade se concentram em uma única pessoa ou em
um grupo pequeno de pessoas. Na centralização (Figura 3.9), a empresa concentra em sua
matriz a maior parte das atividades de desenvolvimento de produtos, restando para as
unidades locais somente as tarefas de adaptação dos produtos e processos para as condições
locais de cada unidade. Geralmente, num arranjo centralizado as unidades locais de
desenvolvimento de produto são pequenas e dependentes do desenvolvimento central.
Algumas desvantagens desse tipo de arranjo são a baixa velocidade de decisões
operacionais e o maior grau de distorção nas comunicações.

Gestão do processo de desenvolvimento de produto
54
UnidadeCentral
Unidade LocalUnidade Local
Unidade Local
UnidadeLocal
Unidade Local
UnidadeLocal
Figura 3.9: Arranjo Organizacional Centralizado (NAKANO, 1997, p. 23)
No caso do arranjo descentralizado (Figura 3.10) as atividades, o conhecimento e o
poder de decisão estão espalhados entre as unidades locais. A descentralização pode ser de
autoridade, de atividade ou funcional. Quando uma mesma tarefa é realizada em diferentes
unidades da empresa a descentralização é de atividade. Se essas unidades, além de realizarem
a mesma tarefa, também possuírem poder de decisão, então há também uma descentralização
de autoridade, e se hierarquicamente os responsáveis por essas tarefas responderem aos chefes
de suas respectivas unidades, e não ao órgão central, dá-se a descentralização funcional. Esse
tipo de arranjo proporciona algumas vantagens tais como maior velocidade de resposta às
necessidades da unidade, maior adequação às necessidades da unidade e desenvolvimento da
capacidade gerencial local. Dentre as desvantagens, pode-se citar a ocorrência de capacidade
ociosa de recursos humanos e de equipamentos, dificuldade de padronização entre as
unidades, maior dificuldade de coordenação das atividades e duplicação de atividades
interdisciplinares (VASCONCELLOS, 1979).
Unidade Local Unidade Local
Unidade LocalUnidade Local
UnidadeLocal
UnidadeLocal
Figura 3.10: Arranjo Organizacional Descentralizado (NAKANO,1997, p. 24)

Gestão do processo de desenvolvimento de produto
55
Segundo GALBRAITH & LAWLER (1995), a descentralização pode resultar na
fragmentação da organização e ausência de coordenação. Mas a pressão por rapidez, controle
da qualidade na origem e prestação de melhores serviços aos clientes forçam as empresas a
optarem por ela.
Visando evitar alguns problemas da estrutura descentralizada, algumas empresas têm
adotado um arranjo denominado organização distribuída (Figura 3.11) que, de acordo com
GALBRAITH & LAWLER (1995), se caracteriza por tomar algumas atividades e distribui-
las para os melhores locais para sua execução (centros de excelência). Essa organização, ao
contrário da descentralizada, concentra algumas atividades em determinadas unidades, e
diferentemente da organização centralizada, essas unidades não se localizam fisicamente em
um único local e estão mais próximas do mercado do que do órgão central. Nesse tipo de
arranjo, a empresa seleciona, para cada linha de produto, um centro de excelência de pesquisa
e desenvolvimento que se torna responsável pelo desenvolvimento dos projetos desse produto,
pela difusão e suporte às outras unidades.
Unidade Local
Unidade Local
UnidadeLocal
UnidadeLocal
Centro deExcelência
Centro deExcelência
Figura 3.11: Arranjo Organizacional Distribuído (NAKANO, 1997, p. 26)
Porém, esse tipo de arranjo também apresenta algumas dificuldades, como por
exemplo, a atividade distribuída, localizada no centro de excelência, precisa ser avaliada e
premiada por critérios aceitos e aprovados pelas outras unidades locais. Além disso, o centro
de excelência precisa raciocinar de forma global, sempre pensando nas outras unidades, e há a
necessidade de mudanças na empresa tais como no planejamento, na avaliação e nos sistemas
de informação corporativos.

Gestão do processo de desenvolvimento de produto
56
3.1.5.2. Metodologias e Ferramentas de Apoio à Gestão do PDP
Quanto aos recursos que auxiliam o processo de desenvolvimento, pode-se citar
diversas ferramentas e metodologias de apoio à gestão do desenvolvimento de produtos que
podem ser utilizadas por uma empresa visando alcançar um desempenho superior. As
metodologias estatísticas, possuem a finalidade de auxiliar no diagnóstico de problemas da
qualidade de produto, na identificação das causas e no desenvolvimento de soluções, tendo
como base o uso de dados numéricos. Pode-se citar: Confiabilidade, FMEA (Failure Mode
and Effect Analysis) e Método Taguchi (Delineamento de Experimentos). Já as metodologias
organizacionais auxiliam na coordenação, gerenciamento e integração das atividades e
informações pertinentes ao desenvolvimento e aperfeiçoamento de produtos, tendo como
base dados de linguagem. Destacam-se: QFD (Quality Function Deployment), DFMA
(Design for Manufacturing and Assembly) e Engenharia Simultânea.
Além dessas metodologias, pode-se citar o Benchmarking, que permite posicionar a
capacidade competitiva do produto da empresa em relação aos concorrentes e os sistemas
CADAM (Computer Aided Design And Manufacture), uma ferramenta computacional de
projeto e auxílio nas atividades de projeto, de novos produtos ou de melhorias dos produtos já
existentes, bem como na realização de simulações, contribuindo, dentre outras coisas, para a
redução do ciclo projetar-construir-testar.
A escolha e aplicação apropriada destas ferramentas e metodologias, segundo as
necessidades de cada empresa, é uma tarefa complexa por envolver variáveis estratégicas,
organizacionais, de tarefa, de características específicas do produto e das pessoas diretamente
envolvidas.
A seguir será apresentada uma visão sucinta de algumas ferramentas ou metodologias
(TOLEDO, 1997).
Metodologias Organizacionais
QFD – Desdobramento da Função Qualidade: Método sistemático, e integrado, para
identificar as necessidades do cliente e traduzi-las em parâmetros do produto, de seus
componentes, dos processos e dos métodos de controle da produção e da qualidade.

Gestão do processo de desenvolvimento de produto
57
Engenharia Simultânea: A Engenharia Simultânea, também chamada de Engenharia Paralela,
pode ser conceituada como uma maneira estruturada de desenvolvimento simultâneo do
projeto e do processo de um produto, através de equipes multifuncionais (times de projeto).
Benchmarking de Produto: De modo genérico, Benchmarking é um processo contínuo de
medição de produtos, serviços e práticas em relação aos mais fortes concorrentes, ou às
empresas reconhecidas como líderes em suas indústrias. Através do Benchmarking, identifica-
se as melhores práticas e também como atingi-las e adaptá-las à realidade da empresa.
Metodologias Estatísticas
FMEA – Análise do Efeito e Modo de Falhas: Método para análise de falhas em produtos e
processos em uso ou ainda na fase do projeto. Objetiva prever os problemas associados a um
produto ou um processo e permitir a adoção de medidas preventivas, antes que tais problemas
aconteçam.
Planejamento de Experimentos e Método Taguchi: Auxilia no planejamento de experimentos
visando identificar a configuração (parâmetros e tolerâncias) mais adequada para um produto,
que maximize seu desempenho ou torne sua qualidade robusta.
3.1.6. Aprendizado Pós-Projeto
O objetivo do aprendizado pós-projeto é garantir que as lições disponíveis de cada
projeto sejam identificadas, compartilhadas e aplicadas em toda a organização, para que se
possa completar o ciclo do melhoramento contínuo, estabelecendo-se a base para o próximo
ciclo de desenvolvimento.
Aprender com projetos individuais de desenvolvimento tem sido uma meta de difícil
compreensão para muitas organizações. Muitas empresas pensam em melhoramento no
desenvolvimento como uma forma de corrigir erros. Infelizmente, as “idéias” para o
melhoramento são sempre um pouco mais que reações de curto prazo para problemas
experimentados. Juntas, elas podem adicionar novos procedimentos, passos, testes e
organizações que somente aumentam a burocracia do processo.

Gestão do processo de desenvolvimento de produto
58
As empresas bem sucedidas no aprendizado e melhoramento são aquelas que
compreendem um caminho de melhoramento contínuo nas capacidades fundamentais que
conduz a execução do desenvolvimento.
Para fazer do melhoramento contínuo uma realidade, a fase de pós-projeto da
estratégia de desenvolvimento precisa estabelecer “como”, “quem”, “qual” e “onde” deve
ocorrer tal aprendizado. Uma parcela efetiva do como são as auditorias do projeto que
procuram identificar as lições aprendidas e determinar como melhor aplicá-las. O que envolve
investimento em treinamento, novas ferramentas e habilidades tanto em pessoas como em
procedimentos. Este investimento varia desde grupos de suporte aos engenheiros de projeto, e
desde sistemas de planejamento de projeto até as ferramentas utilizadas em projetos de
desenvolvimento (CAD). O quem consiste na organização como um todo. Entretanto, comitês
especiais ou grupos de gerentes bem treinados ajudam a garantir que as lições aprendidas
sejam completamente aplicadas. O onde está nos próprios projetos de desenvolvimento,
utilizando alguns para demonstrar a aplicação de novas ferramentas, outros para treinar
pessoas, mas todos para melhorar, de forma incremental, a capacidade coletiva da organização
(WHEELWRIGHT & CLARK, 1992).
A aprendizagem pós-projeto é abordada com mais detalhes no capítulo seguinte, na
seção sobre Aprendizagem Organizacional no PDP.
O capítulo seguinte trata de tópicos especiais na gestão do PDP, que permeiam vários
dos elementos da estrutura proposta por CLARK & WHEELRIGHT (1993), e por isso não
puderam ser alocados em nenhum item específico.

Tópicos especiais em gestão do PDP
59
4. Tópicos especiais em gestão do PDP
Neste capítulo são apresentados alguns tópicos, cuja importância para a boa gestão do
PDP é relevante, e que farão parte do conjunto de estudos de caso a ser desenvolvido. Os
tópicos abordados até o momento foram aprendizagem organizacional no PDP, capacidade
para o desenvolvimento de produtos, relação cliente-fornecedor e mecanismos de revisão
gerencial. Cada um desses temas está apresentado em sua primeira versão, pois se pretende
desenvolver mais detalhadamente cada um deles, entre outros.
4.1. Aprendizagem Organizacional no PDP
Dois aspectos importantes para o entendimento da aprendizagem organizacional são:
saber como indivíduos e grupos aprendem e como a organização aprende com esses grupos
através da análise do seu desempenho. Estes dois aspectos são tratados a seguir.
Inicialmente estuda-se como os grupos aprendem. No contexto do PDP o foco é como
as equipes responsáveis pelos projetos aprendem de forma a melhorar seu desempenho. São
tratadas as fontes de onde vem o conhecimento para a aprendizagem das equipes e também as
estratégias de aprendizagem a serem utilizadas, isto é, quais são as fontes mais importantes
em função dos diferentes tipos de incerteza impostos pelo projeto.
Logo após, estrutura-se um modelo para entender como a organização aprende através
da análise dos resultados das ações tomadas pelas equipes. Esta análise pode ocorrer após o
término do projeto (aprendizagem pós-projeto) ou ocorrer ao longo da sua execução.
4.1.1. Fontes e Estratégias de Aprendizagem para Equipes de Projeto
O foco aqui é entender de onde vem o conhecimento necessário para as equipes de
desenvolvimento aprenderem para melhorar seu desempenho. Também é intenção delinear
quais fontes são mais importantes para dada situação.
Segundo LYNN (1998), a aprendizagem de uma equipe pode vir das seguintes fontes:
− Aprendizagem Inter-Equipes: é a aprendizagem ganha em outros projetos e
transferidas para o projeto em questão. A transferência de conhecimento entre
equipes pode se dar de um projeto já acabado ou de um projeto desenvolvido

Tópicos especiais em gestão do PDP
60
simultaneamente e que tenha aspectos em comum. Como esse tipo de transferência
de conhecimento está, pelo menos em parte, relacionada com a seção posterior ela
não será detalhada aqui.
− Aprendizagem Intra-Equipes: é a aprendizagem que ocorre dentro do contexto do
projeto, através da experimentação e da resolução de problemas.
− Aprendizagem do Mercado: é a aprendizagem que vem de fora da empresa, do
contato com clientes e fornecedores, através de parcerias com outras empresas e do
monitoramento de concorrentes.
LYNN (1998) relacionou o uso de cada fonte ao grau de inovação do projeto, medida
através das incertezas com relação à tecnologia (produto e processo) e mercado, como indica
a Figura 4.1.
Inovação Evolucionária de
Mercado
Inovação
Incremental
Inovação Evolucionária
Técnica
Inovação
Descontínua
Existente NovaTECNOLOGIA
NovoMERCADO
Existente
Figura 4.1. Tipos de Inovação em Projetos de Desenvolvimento (LYNN, 1998, p.76)
Uma inovação descontínua envolve tanto o desenvolvimento e aplicação de uma
tecnologia nova (para o produto e processo) quanto à entrada em novos mercados. Neste caso,
as incertezas relacionadas ao PDP são grandes. No extremo oposto, encontra-se a inovação
incremental, que consiste de pequenas modificações e melhorias na mesma tecnologia básica
e visando um mercado já conhecido pela empresa. A inovação evolucionária caracteriza-se
por ter uma dimensão (mercado ou tecnologia) nova e outra conhecida.
A Tabela 4.1 mostra os resultados obtidos por LYNN (1998), cujos parâmetros são
descritos a seguir.

Tópicos especiais em gestão do PDP
61
Tabela 4.1. Estratégias de Aprendizagem para Equipes de Projeto (LYNN, 1998, p.90) Aprendizagem Intra
equipe
Aprendizagem Inter
equipes
Aprendizagem do
mercado
Inovação Incremental Extensiva Extensiva Moderada
Inovação
Evolucionária Técnica
Extensiva4 Extensiva Extensiva
Inovação
Evolucionária de
Mercado
Extensiva Restrita Extensiva
Inovação Descontínua Extensiva Restrita Moderada
Inovação Incremental: Sua orientação é pequenas melhorias e redução de custos. A
aprendizagem intra-equipe e inter-equipes são críticas. A equipe precisa utilizar todo o
conhecimento já disponível na organização de forma a não “redescobrir” soluções. Além
disso ela deve ser capaz de completar os ciclos de resolução de problemas de forma rápida e
eficiente. Somente uma moderada aprendizagem de mercado é necessária. Muito embora a
informação sobre clientes e fornecedores seja crítica, é limitado o que pode ser aprendido
sobre os concorrentes devido à alta especificidade dos projetos que incorporam inovações
deste tipo.
Inovação Descontínua: Neste caso, a aprendizagem de mercado também é moderada pois
não é produtivo levantar requisitos dos clientes porque, além de não se saber muito bem,
inicialmente, quem serão os clientes, estes também não têm condições de articular seus
requisitos (ADAMS et al. 1998). Neste caso é mais importante o monitoramento dos
concorrentes. Um exemplo clássico é o caso do P.C. na década de 70. Ninguém considerava
um computador pessoal importante até o dia em que surgiram os primeiros.
Segundo O’CONNOR (1998), para este tipo de inovação, na fase inicial as questões
relacionam-se mais com a tecnologia e que benefícios ela pode trazer, do que questões
detalhadas do mercado. Além disso o processo é mais exploratório e menos guiado pelo
mercado (VERYZER JR., 1998). Uma vez demonstrada a viabilidade de tal tecnologia (esta
transição pode levar anos) o foco passa para a descoberta de consumidores e canais iniciais
apropriados e a escolha entre diversas opções de projeto.
Neste tipo de inovação, uma estratégia é lançar mão de protótipos mais cedo do que o
normal e fabricar versões simplificadas do produto para testar a reação de clientes e parceiros

Tópicos especiais em gestão do PDP
62
apropriados, aprender com os erros, lançar outra versão melhorada, aprender mais e assim
sucessivamente (LYNN et al., 1996; O’CONNOR, 1998; ADAMS et al,. 1998; VERYZER
JR., 1998; MULLINS & SUTHERLAND, 1998).
Um exemplo ilustrativo dessa abordagem é descrito por LYNN et al. (1996). A G.E.
visava introduzir no mercado um tomógrafo computadorizado que fosse capaz de gerar
imagens do corpo inteiro. Como no início não era claro da viabilidade de tal tecnologia ou se
haveria mercado para o produto e quais deveriam ser seus atributos, a estratégia usada foi
lançar um tomógrafo menor, que apenas captasse imagens do tórax. Com isso, foi possível
apreciar a viabilidade da tecnologia (pois o tomógrafo de corpo inteiro só precisaria ser
maior) e a reação dos primeiros clientes que compraram o produto. Através de várias iterações
ao longo de anos de experimentos dessa natureza, foi possível refinar as informações relativas
à tecnologia e mercados.
O critério para a escolha do mercado a ser testado é aquele que permitirá o maior
benefício (aprendizagem) para a empresa. A Tabela 4.2 traça uma comparação entre as
práticas utilizadas para a aprendizagem de mercado sob condições de inovação incremental e
descontínua.
Outro ponto importante com relação à aprendizagem do mercado é descrito por
POWELL et al. (1996). Em segmentos industriais turbulentos, onde a inovação descontínua é
a essencial, como no caso das firmas de biotecnologia, a aprendizagem advinda de parcerias é
muito utilizada, sendo que cada firma tem mais de um parceiro, criando cadeias de
colaboração.
Uma vez que, no caso da inovação descontínua, a equipe deve estar livre para romper
com a tradição, a aprendizagem inter-equipes não é útil e deve ser restrita. Foram encontrados
exemplos na literatura (LYNN, 1998) de projetos que por se basearem fortemente na
aprendizagem passada geraram produto híbridos, que não romperam com a tradição,
descaracterizando a descontinuidade da inovação. O tipo de aprendizagem mais crítico é a que
ocorre dentro da equipe pois esta é que terá que inventar novas soluções.
Inovação Evolucionária Técnica: Assim como nos demais casos, a aprendizagem intra-
equipe deve ser extensiva, pois quanto mais ela conseguir gerar e disseminar o conhecimento
entre seus membros, melhor e mais rápida será a execução do projeto. A aprendizagem inter-
equipes também é crítica para garantir-se a incorporação das invenções desenvolvidas pelas
inovações descontínuas. Como se trata de um produto novo para um mercado já servido pela
empresa, é fundamentais o monitoramento dos produtos concorrentes e de clientes, e também

Tópicos especiais em gestão do PDP
63
o relacionamento com parceiros e fornecedores.
Inovação Evolucionária de Mercado: Como aqui a intenção é expandir o mercado
utilizando-se de uma mesma tecnologia básica que a firma já serve seus canais usuais, o
conhecimento dos clientes bem como o monitoramento das empresas que já atuam naquele
segmento é fundamental, logo a aprendizagem do mercado deve ser extensiva. Já a
aprendizagem inter-equipes tem papel limitado pois a equipe precisa utilizar-se de outros
modelos de marketing, rompendo com os padrões vigentes.
Tabela 4.2. Comparação entre Práticas utilizadas para a Aprendizagem do Mercado sob
Cenários de Inovação Incremental e Descontínua
(MULLINS & SUTHERLAND, 1998, p.229)
Práticas em Mercados
Turbulentos
Comparação com o Desenvolvimento de Derivados em
Mercados Estáveis Foco na experimentação e não na medição. Envolver potenciais usuários na geração de idéias, usar mockups ou protótipos antecipadamente para guiar pesquisa de mercado qualitativa, visando descobrir quais serão os clientes e os benefícios que eles com a inovação
Muita experimentação não é necessária, os requisitos dos clientes e segmentos atendidos são bem conhecidos
Fazer um pouco, vender um pouco. Fazer versões simplificadas e lança-las no mercado rapidamente para testar reação do mercado e modificar o produto à medida que o projeto avança (esta prática só é possível se os custos de fabricação não forem proibitivos)
Tal prática é arriscada em mercados estáveis, pois a firma pode ser surpreendida por um competidor que copie e melhore o seu produto
Limitar pesquisa de mercado quantitativa de larga escala. Utiliza-las para determinar o tamanho do mercado potencial e preço ideal do produto
O tamanho do mercado e as questões de preço são bem conhecidos
Envolver a alta gerência cedo e garantir comprometimento de recursos para todas as fases do projeto antecipadamente
O risco é menor para derivados. O comprometimento da alta gerência não é tão crítico
Criar um ambiente e uma cultura organizacional orientada a inovação e mudança constantes
Mudanças tecnológicas e culturais não são necessárias
Traçar estratégias de marketing para os mercados desejados que diminuam as dificuldades das forças de venda e canais de distribuição em comercializar tal produto
Derivados impõem poucas dificuldades aos canais de distribuição, que já estão acostumados com a comercialização do produto

Tópicos especiais em gestão do PDP
64
Modelo de Aprendizagem Intra-Equipe
Uma vez que a aprendizagem intra-equipe é importante para o bom desempenho do
projeto sob qualquer cenário de inovação apresentado, é mostrado na Figura 4.2 um modelo
que indica práticas que facilitam esta aprendizagem.
LYNN et. al. (1999), numa survey junto a 95 projetos a respeito da aprendizagem
intra-equipes, concluiu que esta afeta a velocidade e o sucesso do desenvolvimento. Foi
verificado também que as seguintes práticas influenciavam a aprendizagem da equipe:
− as metas do projeto devem ser claras e compartilhadas, além de estáveis e ter
suporte da gerência;
− o processo dever ser claro, com marcos e mecanismos que permitam analisar o seu
progresso e custos com relação ao planejado;
− informações chave devem ser registradas e revistas com freqüência, para permitir
que o conhecimento circule pela equipe.
PRÁTICAS
RESULTADOS
APRENDIZAGEM
Documentar Informações
Classificar Informações
Rever InformaçõesSistematicamente
Metas Claras
Metas Estáveis
Suporte
PDP Formal e estruturado
Aquisição deInformações
Implementação dasInformações
Velocidade
Sucesso doProduto
Figura 4.2. Modelo de Aprendizagem Intra-Equipe (LYNN et al.,1999, p.444)
4.1.2. Aprendizagem Organizacional Pós-Projeto
Nesta seção, a intenção é integrar as visões de aprendizagem apresentadas
anteriormente e as considerações sobre aprendizagem organizacional pós-projeto expostas por
WHEELWRIGHT & CLARK (1992). O conteúdo dessa seção servirá de guia para a

Tópicos especiais em gestão do PDP
65
elaboração do modelo, a ser utilizado na pesquisa, para analisar o funcionamento dos
mecanismos de aprendizagem pós-projeto nas empresas estudadas. Tal modelo pode ser
utilizado para analisar os mecanismos de aprendizagem que ocorram durante o projeto. O
tema central dessa seção é a idéia desenvolvida de aprendizagem organizacional como a
identificação e correção de erros, através da análise do desempenho das equipes encarregadas
da execução do projeto.
O processo de desenvolvimento de produtos consiste em uma série de ações tomadas
por indivíduos da organização para transformar certas entradas (informações, recursos, etc.)
em saídas (produtos, processos e serviços), como indica a Figura 4.3.
Entradas Processo Saídas
Conceito Planejamento Engenharia do Produção Fabricação do Produto Produto e Processo Piloto
Necessidades de clientes Produtos,Informações sobre competidores Processos
Tecnologia Serviços Riscos Oportunidades latentes Insatisfação com produtos existentes Recursos
Etc.
Figura 4.3. Ações Típicas do PDP
Estas ações, isto é, como o PDP ocorre em dado momento, são baseadas em normas,
valores, pressupostos, memória e programas coletivos da organização, relativos a este
processo. Ou seja, como a empresa entende que ele deva ser conduzido, em função do seu
grau de conhecimento a respeito do mesmo.
WHEELWRIGHT & CLARK (1992) agrupam os valores a respeito do PDP em cinco
categorias:
− Procedimentos: conhecimento sobre as seqüências específicas de atividades;
− Conhecimento a respeito de métodos e ferramentas utilizados no processo;
− Processo: conhecimento sobre as fases do processo;
− Estrutura: relativo à organização formal, responsabilidades e localização física do
PDP;
− Princípios, no sentido das estratégias utilizadas pela empresa no seu PDP.

Tópicos especiais em gestão do PDP
66
Esses valores guiam as ações, cujo resultado é variável. Aprender significa descobrir o
que precisa ser mudado em função da análise dessas ações.
Se as mudanças ocorrerem no nível das ações, ocorre o circuito simples de
aprendizagem, se ocorrerem no nível dos valores, o circuito duplo. Deve-se ressaltar
novamente a importância de ambos os circuitos. Muitas vezes, o problema não está na
incompatibilidade de algum valor ou na quantidade de conhecimento possuído, mas sim na
implementação das ações conforme o pretendido. Isto é, a organização falha na implantação
de suas políticas. Neste caso, o feedback corretivo deve ser nas ações, mantendo-se os valores
fixos. Por outro lado, o problema pode residir em tais valores, que por serem inadequados ou
por não se ter conhecimento adequado sobre algum deles, geram-se resultados inadequados.
Neste último caso, as cinco categorias citadas servem de guia para se buscar o
conhecimento necessário de forma a poderem ser mudados num processo de aprendizagem
em circuito duplo. Tal circuito está relacionado com a adaptação e sobrevivência em longo
prazo.
É através da observação e análise dos tipos de ações falhas que a empresa vai
descobrir quais valores (circuito duplo) ou ações (circuito simples) devem ser alterados.
Segundo WHEELWRIGHT & CLARK (1992), as ações falhas que mais interessam
são aquelas que afetam a velocidade, eficiência ou eficácia do PDP. Elas são chamadas de
eventos críticos e estão relacionadas com:
− Problemas recorrentes, isto é, problemas que se repetem ao longo do tempo e que
afetam as dimensões de desempenho;
− Processo de tomada de decisão e alocação de recursos;
− Ciclo projetar-construir-testar;
− Integração entre níveis funcionais;
− Atividades ou tarefas específicas cruciais (por exemplo, prototipagem e testes) e
capacidades associadas.
Tais eventos críticos devem ser entendidos pela organização como um sintoma de que
alguma coisa vai mal no seu PDP. Deve-se então, através de métodos sistemáticos, buscarem-
se as causas raiz desses problemas (que pode ou não estar nos valores) e solucioná-los
(fechando o circuito de aprendizagem) de forma que não ocorram mais.
Tópicos especiais em gestão do PDP
67
Devido à complexidade do processo de desenvolvimento, que envolve várias funções e
departamentos e onde as relações de causa e efeito não são óbvias e estão defasadas no tempo,
WHEELWRIGHT & CLARK (1992) consideram crucial que:
− A aprendizagem seja encarada como um processo de equipe, de forma a garantir
uma visão compartilhada, essencial à implantação de novos conceitos de
desenvolvimento;
− A busca de idéias a respeito das fontes dos problemas deve basear-se num modelo
de como o processo funciona;
− A análise deve basear-se em fatos e dados concretos;
− Devem buscar-se padrões com relação aos dados observados;
− Deve-se sempre procurar identificar as causas mais fundamentais para os padrões
obtidos.
Em vista do que foi discutido, a aprendizagem organizacional pós-projeto pode ser
visualizada como um processo de detecção e correção de erros (eventos críticos) que envolve:
− Adquirir e filtrar informações concretas sobre os eventos críticos (diagnóstico do
problema);
− Analisar e interpretar essas informações, num contexto coletivo e baseado num
modelo de como o processo de desenvolvimento de produtos funciona;
− Disseminar e compartilhar os resultados da análise;
− Utilizar os resultados para corrigir os erros, monitorando a implementação das
soluções, fechando o circuito de aprendizagem (simples ou duplo);
− Reter estas informações e o conhecimento gerado.
Tal observação pode ser condensada e representada esquematicamente pela Figura 4.4.

Tópicos especiais em gestão do PDP
68
Valores Fundamentais Ações Erros
Procedimentos P.D.P. Eventos CríticosMétodos e ferramentas Problemas recorrentesProcesso Tomada de decisão eEstrutura alocação de recursosPrincípios Ciclo projetar-construir-testar
Integração FuncionalAtividades e tarefas específicas e capacidades associadas
Mecanismo de Aprendizagem
Reter Adquirir, filtrar, analisar,Informações e interpretar informações
sobre eventos críticos
Utilizar informações Disseminar e Compartilhar informações Monitorar soluções
Circ
uito
Sim
ples
Circ
uito
Dup
lo
Figura 4.4. Modelo de Aprendizagem Organizacional Pós-Projeto
Exemplos de Práticas para a Promoção da Aprendizagem Pós-Projeto
SNYDER & DUARTE (1997) relatam uma prática utilizada por uma empresa de porte
global para promover a aprendizagem pós-projeto numa base ampla.
As equipes analisam e documentam os pontos críticos do processo propondo
melhorias, de acordo com a seguinte seqüência de atividades:
− Documentar, em todas as etapas do processo, o que foi bem sucedido e o que precisa de
melhorias;
− Discutir abertamente o que ocorreu e porque;
− Focar no conteúdo, processo e premissas das atividades da equipe;
− Obter o máximo de perspectivas diferentes;
− Ser aberto a múltiplas interpretações e a uma perspectiva sistêmica;
− Sugerir uma gama de opções para melhoria, considerando uma perspectiva sistêmica.
As informações geradas alimentam um departamento cuja função é criar programas de
treinamento e outros tipos de intervenção projetados para auxiliar a execução da estratégia
global da empresa. Este departamento provê os seguintes tipos de atividades:
− Programas regulares de treinamento e educação para gerentes e membros de equipes de
desenvolvimento a respeito do P.D.P., desde uma visão geral do processo e fatores que
contribuem para o seu sucesso até técnicas específicas de trabalho em grupo, análise de

Tópicos especiais em gestão do PDP
69
mercado, análise de viabilidade técnica, etc.
− Um programa contínuo para atender equipes específicas com problemas, provendo-lhes o
conhecimento disponível.
− Conferências regulares de intercâmbio a respeito das melhores práticas entre unidades.
WHEELWRIGHT & CLARK (1993) defendem uma abordagem onde todo projeto
deve passar por um tipo de auditoria após o seu término. Seria formada uma equipe
multifuncional com o propósito não de “caça às bruxas” mas, simplesmente, analisar eventos
críticos ocorridos e propor melhorias A Tabela 4.3 mostra um exemplo de auditoria pós-
projeto.
4.2. Capacidade para o Desenvolvimento de Produtos
Como já foi mencionado, existem diversos fatores que podem afetar o desempenho do
processo de desenvolvimento de produtos e, sendo assim, as empresas devem estar aptas para
realizar certas atividades envolvidas neste processo.
Em um ambiente no qual o desenvolvimento de produtos ocorre em mais de uma
unidade da organização, mais especificamente no caso de uma empresa que possui sua matriz
no exterior, torna-se muito importante a existência de uma certa compatibilidade entre as
unidades para a realização das atividades de desenvolvimento. A unidade local deve estar apta
para desenvolver o produto ou, então, para desempenhar as atividades de desenvolvimento
necessárias e produzi-lo eficientemente. A capacidade requerida da filial brasileira é
decorrente da divisão de tarefas adotada pela companhia, isto é, depende das atividades do
processo de desenvolvimento que são realizadas pela filial. Por exemplo, se ela realiza as
atividades finais do processo de desenvolvimento (engenharia do processo e/ou produção
piloto), ela necessita de maior capacidade para desenvolver o processo de fabricação, para
elaborar protótipos, para realizar testes e para realizar as corridas piloto e de inicio da
produção.
Neste trabalho, serão consideradas as capacidades técnica e gerencial necessárias para
a condução do projeto na unidade local.
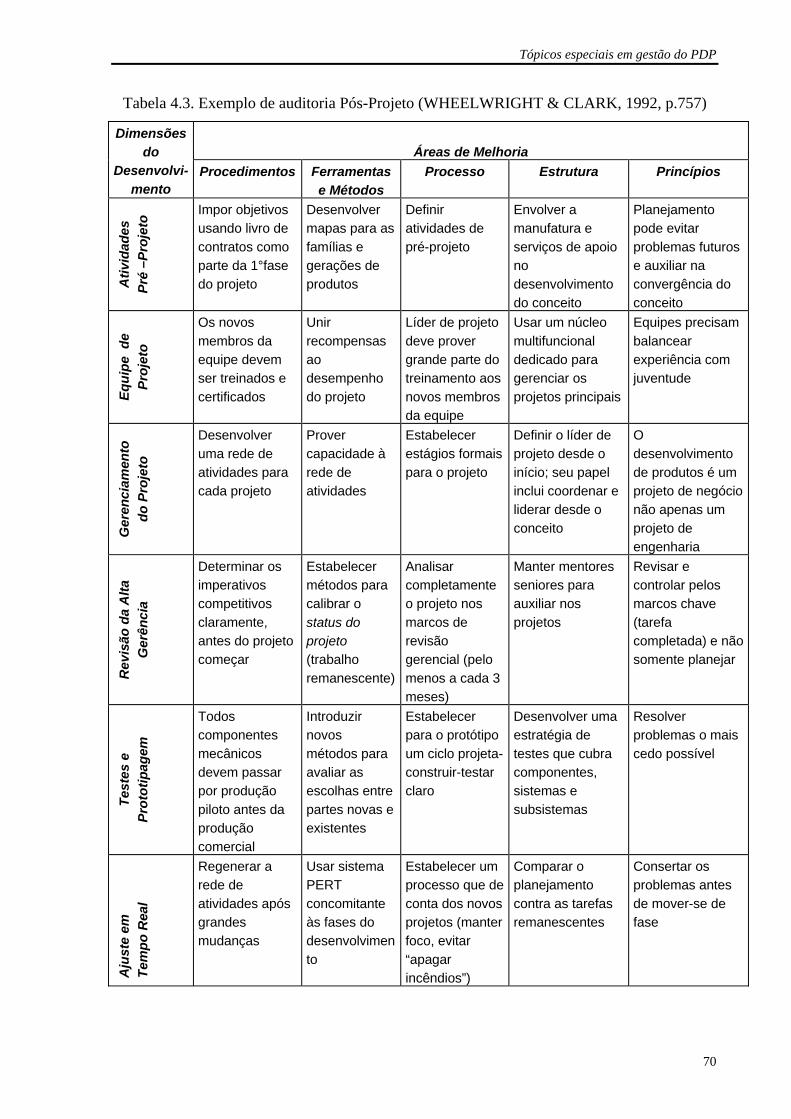
Tópicos especiais em gestão do PDP
70
Tabela 4.3. Exemplo de auditoria Pós-Projeto (WHEELWRIGHT & CLARK, 1992, p.757)
Áreas de Melhoria
Dimensões do
Desenvolvi-mento
Procedimentos Ferramentas e Métodos
Processo Estrutura Princípios
Ativ
idad
es
Pré
–Pro
jeto
Impor objetivos usando livro de contratos como parte da 1°fase do projeto
Desenvolver mapas para as famílias e gerações de produtos
Definir atividades de pré-projeto
Envolver a manufatura e serviços de apoio no desenvolvimento do conceito
Planejamento pode evitar problemas futuros e auxiliar na convergência do conceito
Equi
pe d
e Pr
ojet
o
Os novos membros da equipe devem ser treinados e certificados
Unir recompensas ao desempenho do projeto
Líder de projeto deve prover grande parte do treinamento aos novos membros da equipe
Usar um núcleo multifuncional dedicado para gerenciar os projetos principais
Equipes precisam balancear experiência com juventude
Ger
enci
amen
to
do P
roje
to
Desenvolver uma rede de atividades para cada projeto
Prover capacidade à rede de atividades
Estabelecer estágios formais para o projeto
Definir o líder de projeto desde o início; seu papel inclui coordenar e liderar desde o conceito
O desenvolvimento de produtos é um projeto de negócio não apenas um projeto de engenharia
Rev
isão
da
Alta
G
erên
cia
Determinar os imperativos competitivos claramente, antes do projeto começar
Estabelecer métodos para calibrar o status do projeto (trabalho remanescente)
Analisar completamente o projeto nos marcos de revisão gerencial (pelo menos a cada 3 meses)
Manter mentores seniores para auxiliar nos projetos
Revisar e controlar pelos marcos chave (tarefa completada) e não somente planejar
Test
es e
Pr
otot
ipag
em
Todos componentes mecânicos devem passar por produção piloto antes da produção comercial
Introduzir novos métodos para avaliar as escolhas entre partes novas e existentes
Estabelecer para o protótipo um ciclo projeta-construir-testar claro
Desenvolver uma estratégia de testes que cubra componentes, sistemas e subsistemas
Resolver problemas o mais cedo possível
Aju
ste
em
Tem
po R
eal
Regenerar a rede de atividades após grandes mudanças
Usar sistema PERT concomitante às fases do desenvolvimento
Estabelecer um processo que de conta dos novos projetos (manter foco, evitar “apagar incêndios”)
Comparar o planejamento contra as tarefas remanescentes
Consertar os problemas antes de mover-se de fase

Tópicos especiais em gestão do PDP
71
4.2.1. Capacidade Técnica
A capacidade técnica refere-se às atividades técnicas que compõem as etapas do
processo de desenvolvimento como, por exemplo, realizar a pesquisa de mercado, identificar
requisitos dos clientes, avaliar riscos, avaliar a viabilidade do projeto, definir o conceito do
produto e o conceito do processo, construir protótipos, validar o processo, realizar a corrida
piloto entre outras. Por serem diversas as atividades técnicas do processo de desenvolvimento,
apenas algumas delas serão comentadas a seguir.
De acordo com CLARK & FUJIMOTO (1991), o desenvolvimento de produtos
envolve um número de atividades que são essencialmente de manufatura. Os autores destacam
três atividades principais: fabricação de protótipos, construção de ferramentas e componentes,
e implementação da corrida piloto e inicio da produção.
No caso da fabricação de protótipos, por exemplo, é obviamente uma atividade de
manufatura que se encontra presente no desenvolvimento de produtos. Os protótipos são
construídos não apenas para que os produtos sejam desenvolvidos e lançados mais
rapidamente, mas também para garantir que os requisitos do mercado estejam presentes no
produto desenvolvido. Eles fornecem a primeira oportunidade para avaliar o desempenho do
produto como um todo. Segundo os autores, as dimensões que afetam o desempenho da
fabricação e teste de protótipos são o lead time de produção do protótipo, número e custo por
protótipo elaborado e qualidade dos protótipos.
CLARK & FUJIMOTO (1991) citam dois paradigmas do desenvolvimento de
protótipos: protótipo como detector de problemas e protótipo como modelo mestre. No
primeiro paradigma, os protótipos são utilizados como uma ferramenta para encontrar e
resolver problemas nos estágios iniciais do desenvolvimento de produtos. A construção rápida
de um grande número de protótipos é muito importante neste paradigma pois proporciona
mais oportunidades para identificar e remediar problemas. Já no segundo paradigma, no qual
o protótipo é visto como um modelo mestre que será copiado pelo modelo de produção, existe
a visão do protótipo perfeito, enfatizando a perfeição das funções do produto e não se
preocupando muito com o custo e lead time de fabricação.
De acordo com BARTON et al. (1994), a empresa deve criar protótipos o mais cedo
possível para antecipar a resolução de problemas. Segundo os autores, geralmente, o que
ocorre na prática, é que os protótipos não são criados a tempo suficiente para detectar e
resolver os problemas, são focados em um ou dois componentes e não no sistema como um
todo, as empresas não fabricam os protótipos nos processos de manufatura que irão produzir o

Tópicos especiais em gestão do PDP
72
produto final e os protótipos não são testados em campo, perdendo, assim, a oportunidade de
ver as reações dos clientes.
Todos esses fatores geram inúmeros problemas para a empresa. No primeiro caso, o
desenvolvimento de protótipos com antecedência é crítico, pois as decisões que afetam 85%
dos custos totais do produto final (incluindo sua manufatura, utilização, e manutenção) são
tomadas nos primeiros estágios do desenvolvimento de produtos. Mudanças que são
realizadas em estágios posteriores do desenvolvimento podem gerar aumento nos custos,
redução de qualidade, e atrasos. Portanto, se as mudanças necessárias são realizadas com
maior antecedência, todos esses problemas são minimizados (BARTON et al., 1994).
A construção de ferramentas e componentes, que também é uma atividade de
manufatura envolvida no processo de desenvolvimento de produtos, toma uma grande fração
do lead time da engenharia do processo. Conseqüentemente, um bom desempenho nessa
atividade proporciona vantagens no desempenho global do produto. O desempenho desse
processo é avaliado em termos de lead time e custo (CLARK & FUJIMOTO, 1991).
A partir do momento em que o projeto do produto já se concretizou, os protótipos já
foram construídos e testados e as ferramentas de produção e componentes já foram
produzidos, pode-se dar inicio à corrida piloto, que é um ensaio do sistema de produção
comercial. O desafio da corrida piloto é simular todo o processo precisamente e treinar os
funcionários minimizando custos e cronograma.
Segundo CLARK & FUJIMOTO (1991), uma corrida piloto bem sucedida é seguida
pelo inicio da produção (ramp-up), que começa lentamente e gradualmente vai sendo
acelerada até atingir o volume de produção desejado. O propósito destas duas atividades é
encontrar e solucionar problemas que não foram detectados na produção e teste de protótipos.
São atividades que geram um grande impacto na percepção do mercado e sucesso econômico.
4.2.2. Capacidade Gerencial
Conforme CLARK & FUJIMOTO (1991), o impacto da capacidade técnica no
desenvolvimento de produtos não é simplesmente uma questão de boas práticas de
manufatura. Também é relevante a integração dessa capacidade com outras habilidades
necessárias na empresa. Uma delas é a capacidade gerencial para conduzir o projeto na
empresa, que se refere às atividades envolvidas em todo o processo de desenvolvimento de
produto tais como organização e integração dos times de projeto, liderança de projeto,

Tópicos especiais em gestão do PDP
73
gerenciamento sênior de projetos, integração com clientes e fornecedores, integração das
áreas da empresa e processos de tomada de decisão e alocação de recursos.
De acordo com CLARK & FUJIMOTO (1991), a forma como uma companhia
organiza o desenvolvimento de produtos e a natureza da liderança de projeto exercem forte
influência na definição do número de pessoas envolvidas, na formação de equipes, na
velocidade da resolução de conflitos e na integração interna que se refere à coordenação dos
membros dos times e na integração externa que se preocupa com a incorporação dos
requisitos do consumidor no produto.
Segundo BARTON et al. (1994), mais que qualquer coisa, o sucesso de um projeto em
adquirir competitividade e gerar conhecimento é decorrente de uma visão coerente, forte
liderança e organização para desempenhar as atividades de desenvolvimento. Para CLARK &
FUJIMOTO(1991), liderança e organização representam mais do que autoridade e
organização formal. As atitudes, habilidades e relacionamentos que definem uma organização
informal são fatores críticos para o caráter e a performance do processo de desenvolvimento
de produtos. Liderança no desenvolvimento de produtos não é apenas uma questão de posição
e autoridade. Envolve as práticas e comportamentos que exercem influência sobre os
designers, engenheiros, pessoal de marketing, do chão de fábrica e campo.
Ainda segundo os autores, o gerente de projeto é um elemento fundamental para se
alcançar um bom desempenho no desenvolvimento de produtos, principalmente quando se
trata de um gerente de projeto peso pesado pois, como já mencionado, este se caracteriza por
apresentar alto grau de influência junto aos níveis de decisão da companhia, contato direto
com o cliente, proporcionando dessa forma uma maior integração externa, acesso e contato
direto com os profissionais das demais áreas funcionais, além de possuir total
responsabilidade pela coordenação do processo e pelo planejamento e conceito do produto.
Além da presença de um gerente de projeto peso pesado, promover a integração das
áreas funcionais, bem como envolver fornecedores e clientes no desenvolvimento, podem
gerar resultados positivos para o desempenho do processo.
Com relação ao processo de tomada de decisão, este se refere à autonomia da unidade
local para tomar decisões. Autonomia é definida no trabalho de MARX (1996) sobre Grupos
Semi Autônomos como a capacidade de um grupo ou indivíduo projetar, decidir e
implementar modificações de ritmo, métodos, alocação interna e controle das atividades de
produção, dado um certo aparato técnico-organizacional onde este grupo ou indivíduo atua.
Adaptando a definição acima para esse estudo em particular, pode-se dizer que o poder de
tomada de decisão da unidade local corresponde à sua autonomia para propor, avaliar e

Tópicos especiais em gestão do PDP
74
implementar alterações técnicas e comerciais, bem como alocar recursos necessários durante
o desenvolvimento.
O fato das decisões e implementações de mudanças no projeto estarem centralizadas
na matriz, pode resultar em uma maior lentidão para a tomada de decisão, sendo que as
organizações que operam dessa forma poderão ter dificuldades em sobreviver no ambiente
competitivo atual, no qual o tempo de resposta para a introdução de novos produtos e a
implementação de mudanças em processos e produtos são fatores de grande importância. Por
outro lado, a autonomia, sem uma preparação adequada, pode gerar uma desorganização
generalizada na empresa devido à falta de controle das atividades.
De acordo com BARTON et al. (1994), as empresas necessitam de uma “core
capability”. As capacidades não são apenas habilidades tecnológicas e da força de trabalho.
As empresas devem apresentar capacidade para a ação, que é a essência daquilo que torna
uma organização única na habilidade de fornecer valor aos clientes durante um longo período
de tempo. E essa capacidade, para os autores, consiste em quatro elementos que interagem
entre si: conhecimento e habilidades, que inclui o conhecimento técnico e pessoal; sistemas
gerenciais, incluindo sistemas de incentivo e programas de educação; sistemas físicos, ou
seja, planta, equipamento, ferramentas e sistemas de engenharia que são desenvolvidos
durante anos, e linhas de produção e sistemas de informação que constituem compilações do
conhecimento; e valores, que são as atitudes, comportamentos e normas que estão presentes
em uma corporação.
4.3. Relacionamento Cliente-Fornecedor no PDP
Uma outra dimensão importante das empresas industriais é sua interação com outras
empresas visando a obtenção de insumos e matérias-primas (bens e serviços) para sua
atividade produtiva. Qualquer empresa, de alguma forma, tem que abastecer o seu processo de
fabricação (são raros os casos de empresas totalmente auto-suficientes). Este tipo de aquisição
entre empresas é mais complexo do que a realizada pelo consumidor final no ponto de venda
do produto, envolvendo um tempo muito mais longo de negociação e um conjunto mais
amplo de variáveis interferentes. Mais que qualidade do produto e preço, tal como uma típica
transação feita pelo consumidor final, a transação entre empresas pode envolver também
considerações técnicas, estratégicas e até históricas.
O estudo da transação entre empresas manteve-se por muito tempo utilizando-se dos
mesmos modelos teóricos aplicados no processo de compra, focando o comportamento do

Tópicos especiais em gestão do PDP
75
comprador e dos contratos em si. MACAULEY (1963) apud LAMMING (1993)
pioneiramente sugeriu que os primeiros contratos formais raramente seriam o fator mais
importante da transação comercial entre as empresas, denominando o sistema total que
conduz a transação entre empresas de “relacionamento”. Durante os anos oitenta, este termo
começa então a ser referenciado constantemente na literatura da área até chegar aos dias de
hoje onde ele é amplamente utilizado (LAMMING, 1993).
Assim, o termo relacionamento é adotado como sendo o sistema que determina as
transações comerciais entre duas empresas. A riqueza e a complexidade desse sistema são
grandes na medida que influenciam nestas negociações desde as estratégias das duas
empresas, por sua vez intimamente relacionadas com o ambiente em que se inserem, até as
características pessoais dos representantes das organizações dentro desta transação.
Configurando-se, portanto, uma grande quantidade de variáveis muitas vezes de difícil
identificação.
Em relação ao tema de colaboração cliente-fornecedor no desenvolvimento de produto
a importância deste tópico é a de que este tipo específico de colaboração apresenta-se como
um dos componentes do relacionamento cliente-fornecedor, sendo por ele moldado, ou seja, é
no contexto do relacionamento entre cliente e o fornecedor que se origina e concebe-se a
divisão de esforços entre os setores de desenvolvimento de ambas as empresas.
Os modelos teóricos que buscam entender o relacionamento entre clientes e
fornecedores também não são consensuais. Não há uma teoria geral que explique de maneira
ampla o relacionamento entre clientes e fornecedores e os modelos variam de acordo com o
objetivo para o qual tenham sido desenvolvidos.
Um dos modelos utilizados para se entender o relacionamento entre clientes e
fornecedores é o proposto no trabalho de WILLIANSON referente à abordagem da economia
institucional, ou seja, a teoria dos custos de transação. Os modelos teóricos referentes a esta
linha de pesquisa analisam o relacionamento com base no Custo de Transação, o qual, junto
com o conceito de investimentos especifícos e o poder de barganha de clientes e fornecedores,
determinariam o relacionamento segundo o princípio de que os agentes, as empresas,
buscariam sempre os arranjos institucionais que minimizassem esse custo.
NISHIGUSHI (1994), aborda em seu trabalho o relacionamento cliente-fornecedor no
Japão utilizando como base os conceitos de investimentos específicos do trabalho de
WILLIANSON e, ao medir e comparar dados objetivos e estudos de caso da indústria
japonesa, americana e européia, chega à conclusão que os investimentos específicos não
condicionam a relação, mas, ao contrário, ou seja, são os resultados das estratégias das

Tópicos especiais em gestão do PDP
76
empresas na consolidação do sistema de subcontratação que os determinam. Assim, o nível
maior de investimentos específicos nas relações de subcontratação das empresas japonesas,
em comparação com as empresas ocidentais, encontradas em sua pesquisa, é resultado de
diferentes modelos de sub-contratação vigentes nessas duas regiões. Ele descreve o modelo
japonês denominando-o de Resolução de Problemas (Problem Solving) e os demais como
baseado em barganhas.
Mais preocupado com a organização em si é modelo proposto pelo conjunto de
pesquisadores conhecidos como membros do IMP ou Grupo de Marketing e Compras
Industriais (Industrial Marketing and Purchasing Group). O modelo, descrito pelos autores
como interativo, se baseia no princípio de que compradores e vendedores têm papéis ativos na
transação de compra, realizada dentro de um ambiente composto pela interação entre as
empresas, conforme a Figura 4.5. O modelo possui quatro tipos de variáveis: elementos e
processos de interação; os participantes envolvidos na interação que são os indivíduos e as
organizações; o ambiente no qual se dá a interação e a atmosfera que influencia e é
influenciada pela interação. De acordo com o modelo o relacionamento inicia com a troca de
produtos, informações e outros recursos formando Episódios de Interações que com o tempo
vão delineando o Relacionamento de Longo Prazo (ver entre os círculos da figura). Com o
decorrer do relacionamento expectativas e práticas diversas vão se consolidando de ambos os
lados, tal que se formam as adaptações dos parceiros ao relacionamento. As interações que
ocorrem no relacionamento são classificadas no modelo em dois níveis: no âmbito do
indivíduo há interações entre os interesses e experiência dos atores; e na organização há
interação entre Tecnologia, Estrutura e Estratégia.
Ambiente-Estrutura de Merxcado- Posição Social- Sistema social
Processo de Interação
Organização- Tecnologia- Estrutura- Estratégia
Indivíduo- Interesses- Experiências
Organização- Tecnologia- Estrutura- Estratégia
Indivíduo- Interesses- Experiências
Transações
Longo PrazoInstituicionalização
Adaptações
Atmosfera- Poder de Barganha- Cooperação
- Poder de Barganha- Cooperação
FornecedorCliente
Figura 4.5. Modelo de relacionamento do IMP
(LAMMING, 1993, p. 141)

Tópicos especiais em gestão do PDP
77
Outro modelo de relacionamento cliente-fornecedor é o proposto no trabalho de
HELPER (1991a e 1991b) onde o relacionamento entre cliente e fornecedor é caracterizado
pela forma de resolução dos problemas que surgem durante o relacionamento, por meio de um
espectro que varia entre a estratégia do tipo “voice” (conversa), quando os problemas são
resolvidos na base da discussão e consenso das partes, e estratégia “exit” (da saída), quando
eles são resolvidos por meio da ameaça de um dos negociadores em terminar a relação.
Este modelo foi desenvolvido anteriormente por HIRSCHMAN (1970) apud HELPER
(1991a) e também serviu de base para outro modelo, o de SAKO (1992) apud LAMMING
(1993). Esse modelo prevê também um espectro do mesmo tipo só que baseado no
compromisso entre cliente e fornecedor, utilizando o conceito de “Arms Lenght Contract” e
“Obligational Contract Relation” (ACR-OCR), sendo o primeiro tipo composto pelos
relacionamentos onde os participantes não aceitam manter compromisso e dependência em
relação ao outro parceiro, enquanto no segundo os parceiros mantêm sentimentos de
compromisso e obrigação entre si.
Há ainda trabalho focando relacionamentos em termos do gerenciamento da rede de
fornecedores tal como os de MCBETH et al. apud LAMMING (1993) e SLACK apud
LAMMING (1993) que, incluindo mesmo modelos matemáticos, propõem para empresa líder
o papel de coordenadora da cadeia de suprimentos. E também trabalhos na linha de KANTER
(1985) apud LAMMING (1993), nos quais o relacionamento é analisado como uma forma de
colaboração, sendo o fornecedor um dos parceiros da empresa e também uma das suas fontes
de vantagens. (LAMMING, 1993)
LAMMING (1993) em seu estudo sobre o relacionamento entre cliente e fornecedor
na indústria de autopeça, desenvolveu um modelo empírico, ou seja, por meio das inúmeras
entrevistas com profissionais deste ramo industrial. Seu modelo se baseia nas seguintes
dimensões:
A natureza da competição no mercado: corresponde ao resultado de um conjunto de
variáveis acerca do mercado e do próprio processo de consolidação do relacionamento. Essa
variável compreende o ambiente no qual o relacionamento entre fornecedor e cliente estará
sendo concretizado, definindo se o relacionamento é, por exemplo, baseado no preço,
direcionado para a negociação, baseado no aspecto tecnológico, ou é baseado em colaboração.
Isso depende das características do mercado e a maneira que, historicamente, as empresas se
posicionam frente a essas características no processo de desenvolvimento de relacionamento;
Tópicos especiais em gestão do PDP
78
As bases sobre as quais as decisões sobre fornecimento são tomadas: é um dos indicadores
básicos e mais evidentes na caracterização de um relacionamento. Ele aponta os princípios
pelos quais o cliente se utiliza para a tomada de decisões relativa ao fornecimento, tais como
as práticas de concorrência, critério de preço, critério de múltiplos desempenhos, etc..;
O papel desempenhado pela transferência de dados e informações e a abordagem para o
seu gerenciamento: essa dimensão do relacionamento aponta tanto em direção ao aspecto do
uso (ligado à esfera humana do relacionamento) quanto o aspecto técnico do meio da
comunicação. No primeiro deles inclui-se a integridade da comunicação entre os indivíduos
das distintas organizações, por exemplo, será confiável a informação sobre volume de
produção passada pelo cliente? O segundo, compõe-se das diferenças em investimentos na
tecnologia que suporta a comunicação, a qual tem nos últimos anos tempos apresentado
grande evolução tecnológica (por exemplo, a transferência eletrônica de dados – EDI), de
forma que a diferenciação entre o nível de incorporação dessas tecnologias pelas empresas
constitui um indício do grau de desenvolvimento do relacionamento;
A atitude para o planejamento da capacidade e a abordagem utilizada para gerenciá-la
conjuntamente: em relacionamentos mais evoluídos haveria uma atitude de planejar
conjuntamente a capacidade tal a produzir benefícios a ambos os envolvidos, abordando o
planejamento da capacidade como um problema a ser compartilhado. Outras atitudes podem
ser o planejamento independente, a baseada no fazer ou comprar táticos, e a que enfoca o
planejamento da capacidade como um problema de planejamento estratégico;
As práticas da entrega: essa variável mede os procedimentos adotados para a entrega dos
produtos, sendo a prática comum dos relacionamentos evoluídos, a do verdadeiro Just-in-
time, na qual ambos, fornecedores e clientes, adotam de maneira real o sistema, eliminando
estoques em ambas as empresas e aumentando a freqüência de entrega;
A maneira como as mudanças de preços são negociadas: a simples confrontação em busca
de menores preços num processo de barganha é a prática classicamente utilizada pelas
empresas. Nos relacionamentos mais evoluídos têm emergido formas de negociação mais
sofisticadas em busca de vantagens para ambas as empresas, com diminuição de custos e
prazos dos contratos mais longos;

Tópicos especiais em gestão do PDP
79
A atitude com relação à qualidade do produto e a abordagem para a sua administração:
essa variável diz respeito à abordagem com relação ao gerenciamento da qualidade dentro do
relacionamento. Esse aspecto sofreu profundas alterações devido ao desenvolvimento das
mais recentes abordagens com relação à capacidade, que são as da garantia da qualidade e do
planejamento estratégico da qualidade, de forma a incorporar novas práticas tais como as
avaliações de sistema de garantia da qualidade e novas ferramentas para melhoria e controle
da qualidade;
O papel na pesquisa e desenvolvimento de produto: um aspecto que também caracteriza o
relacionamento entre cliente e fornecedor é o papel do fornecedor no desenvolvimento dos
produtos, sendo prática comum nos relacionamentos mais evoluídos, a participação dos
fornecedores desde as fases iniciais do desenvolvimento do cliente, propiciando apoio técnico
e sugestões de melhorias;
O nível de pressão do relacionamento: o nível de pressão mede o quanto as empresas
envolvidas no relacionamento são forçadas a desenvolver e cumprir os compromissos. Mesmo
numa atmosfera de colaboração é importante um nível de pressão para que o relacionamento
promova a melhoria nos processos e produtos, tal que a sua inexistência privaria a melhoria
contínua.
Outro modelo de relacionamento entre clientes e fornecedores é apresentado por
MERLI (1994), o qual identifica quatro tipos de empresas com relação à orientação das suas
estratégias, identificando, para cada tipo, a abordagem com relação ao gerenciamento da
cadeia de fornecedores. Os quatro tipos de empresas são:
Empresa Burocrática/ Product Out: refere-se ao modelo de empresa dos anos 50 e 60 no
ocidente. São as empresas orientadas para as operações, ou seja, que focam a melhoria do
desempenho na melhoria dos seus processos internos, e orientadas para a organização e o
produto. Sua relação com o mercado é orientada pelos produtos.
Empresa Mercadológica/ Product In: é o modelo das empresas ocidentais dos anos 70 e 80.
Utilizam ainda organização interna orientada para a organização e o produto, orienta-se pelo
mercado.

Tópicos especiais em gestão do PDP
80
Empresa Japonesa dos anos 70 e 80: orienta sua organização interna focando as pessoas e
os processos e a sua relação com o mercado nas suas operações.
Empresa Empreendimento (Market In): refere-se ao modelo das empresas de classe
mundial dos anos 90, nas quais a organização interna é orientada para as pessoas e os
processos e orientada pelo mercado.
Para cada um destes quatro tipos de empresa, com relação às estratégias empresariais,
o autor determina os modelos de gerenciamento da cadeia de fornecimento com base nas
seguintes características: Estratégias, Lógicas Operacionais, Aspectos da Qualidade, Papel do
Comprador. A comparação pode ser visualizada na Tabela 4.4.
MERLI (1994), também propõe um modelo para um novo tipo de relacionamento com
os fornecedores que ele denomina de Comakership, definindo-o por meio do seguinte
conjunto de características: política; relacionamentos operacionais; avaliação dos
fornecedores; gerenciamento da qualidade; logística e marketing de compra.
4.4. O Processo de Revisão Gerencial e o modelo Stage-Gates no PDP
A importância deste conceito está na sua possível relação com a aprendizagem e como
ferramenta de gestão do PDP. É razoável admitir que o desenvolvimento de análise crítica ao
longo de um projeto, somado a reuniões para análise de lições aprendidas pode melhorar a
capacitação operacional (uso de ferramentas, trabalho em equipe, etc.) e a capacitação
gerencial para tomada de decisão, reduzindo o grau de incerteza quanto aos impactos no PDP.
Segundo estudos realizados por COOPER & KLEINSCHMIDT (1999), muitas
empresas líderes têm desenvolvido um processo Stage-Gate sistemático para movimentar-se
ao longo de um projeto de novos produtos composto por várias etapas que vão desde a idéia
até o lançamento. Essas empresas têm incorporado esse processo para sucesso de novos
produtos com intuito de melhorar cada vez mais a eficiência e o tempo de lançamento de seus
produtos.
O fluxo do processo Stage-Gate pode ser melhor visualizado pela Figura 4.6. A
entrada para cada fase é um ponto de revisão, um ponto de controle e decisão de prosseguir ou
não o projeto.

Tópicos especiais em gestão do PDP
81
Tabela 4.4. Modelos de Estratégias de Fornecimento conforme os Tipos de Estratégias
Empresariais
Tipos de Empresas por Estratégia Empresarial Estrutura
do
Modelo
Modelo A: Empresa
Burocrática/ Product Out
Modelo B: Empresa Mercadológica/ Product
In
Modelo C: Empresa Japonesa dos Anos 70 e
80
Modelo D: Empresa Empreendimento
Market In
Est
raté
gia
- Fornecimento de materiais não críticos - % limitada de compra - Levantamento do melhor preço - Relacionamento baseado na força contratual
- Descentralizar ao máximo - % elevada de compra - Número elevado de fornecedores - Incentivar a concorrência
- Descentralizar ao máximo - Criar estímulo próprio - Ter um número limitado de fornecedores - Busca da economia a longo prazo
- Redes logísticas integradas - Parcerias nos negócios/ estratégias conjuntas - Poucos fornecedores de confiança nos fornecimentos estratégicos
Lógi
cas
Ope
raci
onai
s
- Explorar o fornecedor ao máximo - Não aceitar vínculos - Aquisição de lotes individuais - Concorrência a cada pedido
- Aquisição de lotes individuais - Nenhuma garantia ao fornecedor para o futuro - Relacionamento de curto prazo
- Relacionamento de longo prazo - Apoio aos fornecedores - Integração Operacional - Responsabilidade Global dos fornecedores - Pedido em aberto (entregaJIT)
- Relacionamento em longo prazo - Empresas abertas ao longo da cadeia cliente/fornecedor - Pedidos em aberto / fornecimentos sincronizados - Rede de informação comum
Asp
ecto
s da
Qua
lidad
e
- Especificações unilaterais - “Aceitações”/ penalizações
- Especificações do produto - Avaliação Qualitativa dos fornecedores - Aceitação
- Ênfase na aptidão dos processos dos fornecedores - Entrega direto na linha como meta geral - Administração a custos globais da qualidade - Programa conjunto de melhoria
- Qualidade - Envolvimento dos fornecedores nas avaliações do feedback do mercado - QFD - Programas comuns de melhoria
Pap
el d
o C
ompr
ador
- Conseguir o preço mais baixo a cada pedido
- Otimização do orçamento anual - Predisposição de um amplo parque de fornecedores - Ativar concorrência - Administrar através de avaliação do desempenho dos fornecedores
- Administrar e fazer crescer os fornecedores - Integrá-los no sistema empresarial - Otimizar os custos globais
- Marketing de compra - Integrar os fornecedores no sistema empresarial - Make-or-buy globais

Tópicos especiais em gestão do PDP
82
O conceito do sistema Stage-Gate é baseado em experiências, sugestões e observações
de um grande número de empresas e organizações e na pesquisa dos autores COOPER &
KLEINSCHMIDT (1999). Esse conceito já é utilizado de forma óbvia por muitas empresas
com uma estrutura de desenvolvimento de produto bem definida. As denominações para essas
atividades podem ser diferentes: quality gates, toll gates, revisão gerencial, ou mesmo
checklist como proposto no manual do APQP da QS 9000 (este caso não é tão abrangente
como o do sistema Stage-Gate), mas esses autores estão sistematizando esse conhecimento
em uma teoria própria, principalmente para o caso de novos produtos. O sistema Stage-Gate
divide o projeto de novos produtos em fases discretas e identificáveis. Geralmente em quatro,
cinco ou seis etapas. Cada etapa é projetada de forma a reunir informações necessárias para o
projeto mover-se para o próximo ponto de decisão.
Gate1 Stage 1 Gate
2Gate
3Gate
4Gate
5Stage 3 Stage 3 Stage 4 Stage 5 $
Idéia InvestigaçãoPreliminar
ConstruindoNegócio
Desenvolvimento Teste &Validação
Produção &Lançamento
FiltroInicial
SegundoFiltro
Decisãosobre oNegócio
Revisão Pós-Desenvolvimento
Análise da PréComercialização
Revisão Pós-Implementação
Figura 4.6. Um típico processo Stage-Gate para Desenvolvimento de Novos Produtos
(COOPER & KLEINSCHMIDT, 1999)
Cada fase é multifuncional. Não existe a “fase do P&D” ou a “fase de marketing”;
cada uma consiste de atividades paralelas entre pessoas de diferentes áreas da empresa. Os
pontos de revisão servem como pontos de controle da qualidade e decisão para a próxima
ação ou atividade.
Os pontos de revisão são pré-definidos, especificando necessidades de projetos que
“devem ser encontradas” e características desejáveis que “deveriam ser encontradas”. Eles
designam uma saída, ou seja, o que vem depois. Os gerentes seniores de diferentes funções
são quem usualmente conduzem as atividades dos pontos de revisão.
O primeiro ponto de revisão examina as idéias que têm sua origem na pesquisa básica
e são geradas através de técnicas criativas e baseadas no consumidor. O critério desta revisão
tende a ser qualitativo e em pouca quantidade: alinhamento estratégico, viabilidade técnica,
vantagem competitiva e oportunidade atraente.
A primeira fase consiste na investigação preliminar e determina a tecnologia do
projeto e os méritos relacionados ao mercado. Suas atividades incluem uma avaliação
preliminar do mercado (um estudo rápido do tamanho do mercado, do potencial do negócio e

Tópicos especiais em gestão do PDP
83
possível aceitação do negócio no mercado) e uma avaliação preliminar da tecnologia (uma
avaliação dentro da empresa do desenvolvimento do produto proposto e da viabilidade de
produção).
Em seguida, o projeto passa para o segundo ponto de revisão, que tende a ser um
pouco mais rigoroso que o primeiro filtro. Se a decisão nesse ponto é seguir, o projeto passa a
ser mais dispendioso. Os critérios de revisão deste ponto são os mesmos ocorridos no
primeiro ponto de revisão.
A segunda etapa é denominada de investigação detalhada e é onde a gerência
desenvolve o negócio que define o produto e verifica o “valer a pena” do projeto antes de
ocorrer um dispêndio mais intenso. As atividades típicas desta etapa incluem:
(a) um estudo das necessidades e desejos dos consumidores e definição do produto ideal;
(b) análise da competitividade;
(c) testes de conceitos, onde uma representação do produto proposto é apresentada aos
consumidores potenciais para avaliar a provável aceitação;
(d) avaliação técnica que foca a viabilidade do projeto do ponto de vista tecnológico e
econômico;
(e) avaliação da viabilidade, da manufaturabilidade, custos de manufatura e investimentos
necessários;
(f) avaliações legais, de regulamentações e patentes; e,
(g) análise financeira detalhada.
O terceiro ponto de revisão é o último filtro no qual o projeto pode ser cancelado antes
de ocorrerem gastos maiores. Os critérios devem ser firmes e incluir uma repetição rigorosa
dos critérios “dever” e “deveriam” do segundo filtro assim como uma revisão financeira e de
retorno de investimento.
A terceira etapa é a fase do desenvolvimento propriamente dito. A conclusão dessa
fase é um protótipo do produto feito em laboratório e testado. Essa etapa enfatiza o trabalho
técnico, enquanto as atividades de produção e do marketing também procedem em paralelo.
A revisão pós-desenvolvimento do quarto filtro planeja ou projeta uma outra
verificação da atratividade do projeto.
A quarta etapa testa e valida o projeto inteiro – o produto em si, o processo de
produção, a aceitação do consumidor e o lado econômico do projeto. As principais atividades
dessa etapa são:

Tópicos especiais em gestão do PDP
84
(a) testes do produto dentro da empresa a fim de verificar a qualidade e o desempenho do
produto sob condições controladas e de laboratórios;
(b) testes em campo verificam quais as funções do produto sob condições atuais de uso e gera
as intenções de compra do consumidor;
(c) produção piloto ou limitada estabelece o processo de produção e determina os custos de
produção mais precisos;
(d) pré-testes de mercado e testes de mercado ou tentativas de vendas para avaliar a reação
dos consumidores, medir a eficácia do plano de lançamento e determinar a expectativa da
fatia do mercado e de vendas;
(e) análise de revisão financeira para verificar a continuação da viabilidade econômica do
projeto.
A pré-comercialização do negócio é a análise do quinto ponto de revisão. Esse
consiste no filtro final e abre as portas para a comercialização total: o lançamento no mercado
e o ponto de partida da produção e suas operações. É o ponto final no qual o projeto pode ser
ainda cancelado. Os critérios para passar por este filtro estão focados nas características dos
esforços com relação aos prazos, na adequação dos planos de produção e lançamento e na
viabilidade financeira do produto.
A produção final e o lançamento no mercado constituem a quinta etapa do processo
Stage-Gate. Esta etapa envolve colocar o plano de marketing de lançamento e o plano de
operações e produção em ação.
Após todas as etapas e filtros, o sistema ainda estabelece a revisão pós-implementação.
Decorridos de 6 a 18 meses de comercialização, o projeto é concluído, a equipe é dissolvida e
o produto torna-se “regular” na linha. Neste momento, a alta gerência revisa o desempenho do
projeto para avaliar seus pontos fortes e fracos. A principal questão a ser analisada é aquela
que diz respeito ao quanto a empresa pôde aprender com o projeto e o quanto pode melhorar
para os próximos projetos de desenvolvimento. Neste período, o time do projeto e o líder
conduzem as questões e são responsáveis pelo sucesso ou fracasso do projeto após o
lançamento assim como pelos pontos de revisão pós-implementação (COOPER &
KLEINSCHMIDT, 1999).

A indústria brasileira de autopeças
85
5. A indústria brasileira de autopeças
O presente capítulo tem como objetivo relatar aspectos relevantes sobre a indústria
brasileira de autopeças em termos da evolução, do panorama atual, dos mercados, do
desenvolvimento de produtos e das principais tendências para os próximos anos desse setor.
5.1. Histórico da indústria brasileira de autopeças A indústria brasileira de autopeças é composta por empresas que tiveram dois
processos distintos de formação: empresas que se originaram de pequenas oficinas, de
comércio de peças e componentes e de pequenas empresas nacionais atraídas para o setor e,
de outro lado, grandes multinacionais que se instalaram no país, adquirindo empresas
nacionais ou mesmo construindo unidades novas de produção (AMARAL, 1997).
O histórico da indústria brasileira de autopeças acompanha a evolução da indústria
automobilística no país e pode ser dividido em três fases fundamentais (FERRO, 1984). Estas
fases estão descritas a seguir:
1a Fase: Montagem local de veículos importados (até 1950)
A indústria automobilística de produção em massa originou-se nos Estados Unidos no
início deste século. No Brasil, apesar de contar com o início da fabricação de carruagens de
tração animal em 1904 e montar o primeiro Fiat em 1907, somente em 1919 que a Ford
instalou a sua linha de montagem, seguida pela General Motors em 1925. Essas empresas
dominaram a montagem de veículos no país durante as décadas de 30, 40 e 50.
Quanto à indústria de autopeças, antes da Primeira Guerra Mundial a produção era
insignificante, pois a maioria das peças era importada. A produção local era destinada
somente ao mercado de manutenção e reparo de veículos. Porém, durante a Primeira Guerra, a
produção nacional de peças e de componentes ganhou um impulso devido às dificuldades de
importação, aumentando, assim, o número de empresas no setor.
Durante a II Guerra Mundial, o setor de autopeças adquire novamente um impulso
devido novamente às dificuldades de importação de peças para manutenção, pois os países
que as produziam voltaram a produção para materiais bélicos. Entre 1941 e 1950, registrou-se
a criação de 146 empresas produtoras de peças e componentes, com seu mercado voltado em

A indústria brasileira de autopeças
86
sua quase maioria para peças de reposição, com pouquíssimas empresas fornecendo
diretamente para linhas de montagens existentes no país.
2a Fase: Implantação da Indústria Automobilística (de 1950 a 1960)
Em 1950, iniciaram-se as discussões sobre a implantação de uma indústria
automobilística nacional, pois as reservas cambiais acumuladas pelo país durante a guerra
estavam se esgotando com as importações. De acordo com ALMEIDA (1972), em 1951,
apenas o setor automobilístico era responsável por cerca de 14% do total das importações.
Já em 1955, tem-se o registro de 550 empresas fabricantes de autopeças instaladas no
Brasil, passando para 1200 em 1959. A Tabela 5.1 contém um acompanhamento mais preciso
da evolução do número de empresas de autopeças nesse período no Brasil.
Tabela 5.1. Evolução do Número de Empresas de Autopeças no Brasil de 1941 a 1963
(POSTHUMA, 1993)
Ano Número de Empresas
Ano Número de Empresas
1941 12 1955 550 1946 39 1956 700 1948 66 1957 860 1951 106 1958 1.000 1952 250 1959 1.200 1953 300 1962 1.300 1954 360 1963 1.500
De acordo com FERRO (1984), torna-se importante ressaltar a notável expansão do
setor de autopeças nesse período demonstrado na tabela, dado que, a curto e médio prazo, a
indústria automobilística representava uma perspectiva de ótimos negócios para os
empresários, que acabaram tornando-se empresários do setor.
Nessa época, a indústria de autopeças teve que desenvolver rapidamente sua
tecnologia e capacidade de produção para atender ao crescimento da demanda das montadoras
e às exigências do governo em termos de nacionalização de peças e componentes.
3a Fase: A Maturidade da Indústria Automobilística (de 1960 a 1980)
Em 1960, a indústria de autopeças já contava com a presença de 100 grupos
estrangeiros por meio da participação em empresas com capital nacional majoritário. As
empresas estrangeiras possuíam tecnologia de produtos e processos, ou, então, participavam

A indústria brasileira de autopeças
87
com investimentos diretos, possuindo a totalidade ou maioria do capital. No início dessa
década, a indústria automobilística já estava totalmente implantada no país. Essa indústria
apresentava elevada capacidade de produção, com uma diversificação considerável com
relação aos tipos de veículos fabricados, grandes índices de nacionalização e rede ampla de
produtores locais de peças e componentes (FERRO, 1984).
Nesse período, a produção de veículos sofreu um crescimento até 1962, passando, a
partir desse ano, por uma grande crise devido aos problemas causados pelo desequilíbrio entre
a capacidade de mercado e as possibilidades de produção, pois as montadoras trabalhavam
com apenas 50% de sua capacidade, além dos altos custos de peças e componentes nacionais.
Mas, segundo POSTHUMA (1991), as empresas fornecedoras de autopeças não foram
afetadas da mesma forma que as montadoras pelo fato de que elas possuíam capacidade de
produção fixa e a produção era mantida.
Em 1967, a indústria automobilística passa por uma fase de rearranjo com fusões e
incorporações entre as montadoras, o que proporciona a essa indústria uma nova estrutura.
Os anos de 1968 a 1974, são considerados como sendo os anos de ouro para a
indústria automobilística. Essa fase é caracterizada pela inovação de produtos como uma
forma de assegurar o mercado e como tentativa de invadir mercados de concorrentes,
possibilitando um novo crescimento e modernização do setor, com uma taxa de crescimento
de 21% ao ano e atingindo os níveis mais elevados de produção. Nessa época, a indústria de
autopeças, para acompanhar as montadoras, também teve que fazer novos investimentos com
o objetivo de ampliar suas instalações, adquirir máquinas novas e modernas, aprimorar seus
métodos e processos, e garantir a qualidade dos seus produtos. Além disso, a
desnacionalização do ramo de autopeça é desnacionalizada, pois algumas empresas foram
obrigadas a iniciar ou estreitar o relacionamento com empresas estrangeiras com know how
para atender à demanda das montadoras.
Em 1974, das 97 maiores empresas de autopeças classificadas pelos patrimônios
líquidos, responsáveis por 80% do valor total da produção do setor, 32 eram estrangeiras e 63
nacionais. Porém, ao levar em conta o faturamento, a participação nacional no setor de
autopeças era de 52,5% e o estrangeiro 46,5% (OLIVEIRA & POPOUTCHI, 1979). Quanto à
origem do capital das empresas estrangeiras, o predomínio era de empresas alemãs e norte
americanas.
No período de 1974 a 1980, segundo FERRO (1984), alguns fatores como a crise
mundial do petróleo, medidas internas para combater a inflação, gerando restrição ao crédito,
medidas governamentais restritivas do consumo de gasolina, e a restrição ao financiamento de
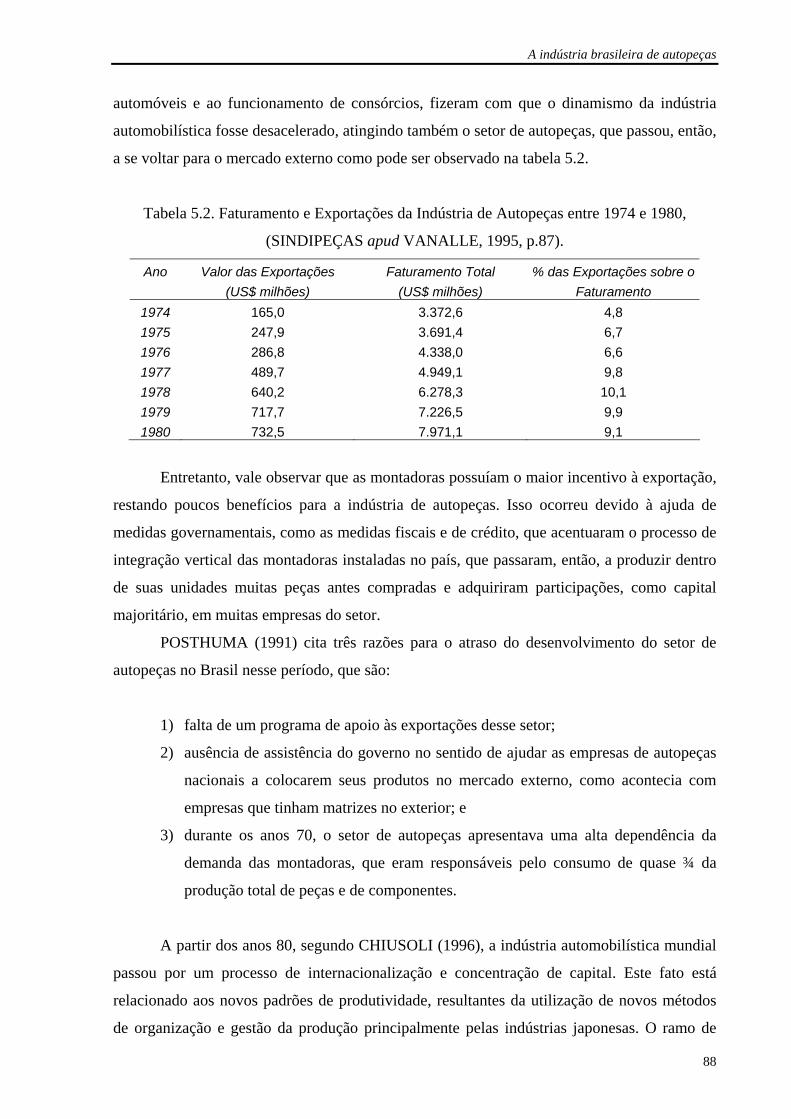
A indústria brasileira de autopeças
88
automóveis e ao funcionamento de consórcios, fizeram com que o dinamismo da indústria
automobilística fosse desacelerado, atingindo também o setor de autopeças, que passou, então,
a se voltar para o mercado externo como pode ser observado na tabela 5.2.
Tabela 5.2. Faturamento e Exportações da Indústria de Autopeças entre 1974 e 1980,
(SINDIPEÇAS apud VANALLE, 1995, p.87).
Ano Valor das Exportações (US$ milhões)
Faturamento Total (US$ milhões)
% das Exportações sobre o Faturamento
1974 165,0 3.372,6 4,8 1975 247,9 3.691,4 6,7 1976 286,8 4.338,0 6,6 1977 489,7 4.949,1 9,8 1978 640,2 6.278,3 10,1 1979 717,7 7.226,5 9,9 1980 732,5 7.971,1 9,1
Entretanto, vale observar que as montadoras possuíam o maior incentivo à exportação,
restando poucos benefícios para a indústria de autopeças. Isso ocorreu devido à ajuda de
medidas governamentais, como as medidas fiscais e de crédito, que acentuaram o processo de
integração vertical das montadoras instaladas no país, que passaram, então, a produzir dentro
de suas unidades muitas peças antes compradas e adquiriram participações, como capital
majoritário, em muitas empresas do setor.
POSTHUMA (1991) cita três razões para o atraso do desenvolvimento do setor de
autopeças no Brasil nesse período, que são:
1) falta de um programa de apoio às exportações desse setor;
2) ausência de assistência do governo no sentido de ajudar as empresas de autopeças
nacionais a colocarem seus produtos no mercado externo, como acontecia com
empresas que tinham matrizes no exterior; e
3) durante os anos 70, o setor de autopeças apresentava uma alta dependência da
demanda das montadoras, que eram responsáveis pelo consumo de quase ¾ da
produção total de peças e de componentes.
A partir dos anos 80, segundo CHIUSOLI (1996), a indústria automobilística mundial
passou por um processo de internacionalização e concentração de capital. Este fato está
relacionado aos novos padrões de produtividade, resultantes da utilização de novos métodos
de organização e gestão da produção principalmente pelas indústrias japonesas. O ramo de

A indústria brasileira de autopeças
89
autopeças, foi marcado por transformações dramáticas, com perspectivas de diminuição do
número de empresas, mesmo com o aumento da produção de veículos.
No caso particular da indústria brasileira de autopeças, até o final dos anos 80, esse
setor caracterizava-se pelo alto grau de subordinação e dependência tecnológica, tanto que
suas possibilidades de crescimento e sobrevivência no mercado tornaram-se dependentes do
seu nível de integração junto à indústria automobilística.
A maioria das indústrias do setor assumia atitudes imitativas e dependentes, deixando
a cargo das montadoras a responsabilidade pela sua evolução tecnológica, acompanhando
apenas as exigências dos clientes. As empresas de autopeças ficavam a mercê das montadoras,
que, por sua vez, utilizavam seu poder de barganha para pressioná-las quando era necessário
(FERRO, 1984).
De acordo com as origens da indústria de autopeças e com sua evolução, POSTHUMA
(1993) apresenta duas importantes características do setor: sua forte integração vertical e a
alta heterogeneidade entre as empresas.
Por surgir e se desenvolver num período em que o país dava os primeiros passos na
industrialização e apresentava uma economia fechada, sem, portanto, que houvesse uma base
de fornecedores qualificados para atendê-los e com pouca concorrência, predominou, nas
empresas desse setor, a estratégia de produzir “in-house”. É comum a existência de empresas
que produzem até a própria embalagem e pequenas peças como molas e outros.
Isso prejudicou o desempenho, tanto aumentando o custo das peças decorrente da
pequena escala de produção, quanto dispersando recursos materiais, humanos, e de tempo
com atividades que poderiam ser executadas por um terceiro. Essa verticalização da indústria
de autopeças também contribui para a dispersão do esforço tecnológico. Em um contexto de
escassez de pessoal técnico qualificado, essas atividades tomavam tempo de produção, de
manutenção de equipamentos e de planejamento que deveriam estar concentrados na linha
principal de produtos da empresa.
Quanto à heterogeneidade entre as empresas, esta está presente no tamanho,
propriedade, sofisticação tecnológica e estratégias de mercado. Aqui, verifica-se a existência
de dois grupos distintos de empresas.
O primeiro grupo, que lidera o mercado, é formado por grandes empresas, sendo a
maioria delas de capital multinacional. Essas empresas adotaram estratégias voltadas para o
mercado externo durante as décadas de 70 e 80, possibilitando seu aprimoramento tecnológico
e de qualidade de produto de acordo com os padrões internacionais de desempenho. Essas
empresas são pioneiras em programas de qualidade, tais como CEP e CCQ, e atualizadas

A indústria brasileira de autopeças
90
tecnologicamente pelo contato com o mais exigente mercado externo. As empresas de capital
multinacional desse grupo possuíam um acesso mais fácil à tecnologia e à experiência com as
novas práticas de gestão disponíveis em suas matrizes. Para as empresas de capital nacional, o
desafio era maior, pois tinham que investir pesadamente na aquisição de tecnologia e em
P&D, bem como nas práticas gerenciais exigidas. Esse mercado apresenta elevadas barreiras
tecnológicas e mercadológicas que dificultam a entrada de novas firmas.
O segundo grupo do setor é composto por pequenas e médias empresas de capital
nacional, que utilizavam tecnologias menos sofisticadas e que ficaram à margem do
movimento de exportação da indústria de autopeças. Esse fato acabou por direcionar a
atuação delas para o mercado de reposição e, na medida do possível, elas procuraram manter
as vendas para as montadoras. Nesse mercado, as barreiras tecnológicas e mercadológicas à
entrada de novos produtores são inferiores e a concorrência é baseada principalmente em
preço, muitas vezes comprometendo a qualidade dos produtos.
5.2. Panorama Atual da Indústria Brasileira de Autopeças A década de 90 pode ser considerada para a indústria de autopeças como sendo um
período de abertura econômica e de reestruturação. Três frentes básicas de mudanças podem
ser observadas: a do processo e organização do trabalho e da produção, a das tecnologias de
produto e de processo, e a das relações interplantas e interfirmas. Além disso, existe uma
interdependência entre essas frentes, o que torna o processo de reestruturação mais complexo
(COSTA, 1998). Essa mesma autora divide a década de noventa em dois períodos: até 1993 e
pós-1993.
De 1990 até 1993, a indústria brasileira de autopeças viveu um período de dificuldades
face à turbulência da economia causada principalmente pelo Plano Collor e pela abertura da
economia que possibilitou às montadoras de veículos o acesso a autopeças importadas.
“As importações são realizadas, de maneira geral, no âmbito do global sourcing, de
modo que as cotações globais de peças feitas pelas matrizes (ou outras unidades) das
montadoras representam uma constante ameaça aos fabricantes locais de substituí-los por
fornecedores internacionais que oferecem o menor preço” (COSTA, 1998:76).
Sob essas condições a relação entre autopeças e montadoras tornou-se, na época,
acentuadamente conflituosa. COSTA (1998) demonstra que durante esse período o
faturamento e a rentabilidade do patrimônio das principais empresas de autopeças reduziu.
Isso contribuiu para que uma parcela das empresas do setor começasse a implementar
programas de melhoria e racionalização visando a recuperar a saúde financeira.

A indústria brasileira de autopeças
91
O ano de 1993 foi um ponto de inflexão nessa situação de dificuldade para a indústria
de autopeças. Neste ano, os primeiros resultados das negociações das câmaras setoriais,
ocorridas em 1992 e 1993, começaram a surgir com o aumento da demanda de automóveis
(boom do automóvel popular) e a estabilização da economia. As montadoras brasileiras de
veículos passaram a procurar se adequar aos padrões internacionais e consideraram na sus
estratégia a parceria com os fornecedores, visando à revitalização de toda a cadeia produtiva.
As estratégias mais comuns em relação aos fornecedores são o global sourcing e o follow-
sourcing.
Nesse sentido, segundo LAFIS (1998), uma grande parte das indústrias de autopeças
está investindo em automação, para modernizar seus processos industriais e aumentar a
produção. Porém, a intensidade dessas modernizações é heterogênea no setor. Um estudo da
consultoria internacional Roland Berger Associados apud LAFIS (1998) indicou que apenas
16% das atuais empresas do setor se modernizaram e são competitivas com o mercado
externo. Outras 40% estão procurando se modernizar, mas 44% das atuais empresas sequer
começaram esse processo.
Na segunda metade da década de 90, pode-se observar o surgimento de um novo
padrão de relacionamento entre montadoras e fornecedores de autopeças no Brasil. Numa
pesquisa empírica com duas montadoras de veículos brasileiras e oito empresas de autopeças
SALERNO et alli (1998) analisou o novo padrão de relacionamento entre as montadoras e
empresas de autopeças em termos da forma de relação contratual, origem do capital do
fornecedor, fornecimento de sistemas ou módulos, atividades de engenharia e
desenvolvimento de produto, logística e gestão de risco.
A abertura da economia brasileira no início da década permitiu que os contratos entre
montadoras de veículos e empresas de autopeças passassem a levar em considerações novos
elementos na formação de preço que ainda é a base da discussão. Uma das questões mais
importantes, de acordo com SALERNO et alli (1998), é a amortização do ferramental. Outro
aspecto relevante é a localização do fornecedor. Neste sentido, o esquema de follow sourcing
pode proporcionar relacionamento de longo prazo com a extensão do contrato de
fornecimento mesmo após a retirada do modelo de mercado (quando a peça precisa estar
disponível somente para o mercado de reposição). Por fim, um outro aspecto importante é
qualificação do fornecedor em termos de qualidade atestado pela certificação do sistema de
gestão da qualidade tipos QS 9000, VDA 6.1, EAQF.E, por exemplo.
Num contexto de global sourcing a origem do capital da empresa de autopeças passa a
ser importante uma vez que a montadora passa a considerar na sua decisão local qual o

A indústria brasileira de autopeças
92
relacionamento entre a matriz e a autopeças. Além disso, os altos custos de desenvolvimento
de produtos e de processos (principalmente ferramental para alguns sistemas) fazem com que
seja preciso a disponibilidade de capital para uma amortização do investimento que não torne
o preço do sistema inviável em relação ao target cost estabelecido pela montadora. Neste
sentido, muitas empresas brasileiras de autopeças foram incorporadas ou se associaram a
empresas multinacionais. RODRIGUES (1999) classificou as estratégias de aquisições e fusão
no setor de autopeças em: investimentos em modular sourcing, investimentos visando a
reestruturação patrimonial e newcomers com perspectivas de exploração de comércio
regional.
Nos investimentos em modular sourcing, os investidores buscam aquisições que
complementem as linhas de produtos para se capacitarem a fornecer módulos ou sistemas.
Casos típicos dessa modalidade são as aquisições da Dana Corp. (divisão de eixos leves da
Braseixos e Indústrias Orlando Stevaux), do grupo BTR (Plascar/Plavigor e Metalúrgica
Carto) e do consórcio Mahle-COFAP-Bradesco (Metal Leve).
Nos investimentos visando a reestruturação patrimonial, os investidores passam a
controlar empresas nas quais eles detinham participação minoritária ou aumentam a
participação. Casos típicos dessa modalidade são as tomadas de controle pela Behr (RCN
Radiadores), Standard Products (Itatiaia Standard Autopeças) e Lucas Varity (Freios Varga).
Vale observar que posteriormente a Lucas Varity foi adquirida pela TRW.
Newcomers procuram a passar atuar no mercado regional por meio da aquisição de
empresas locais, caso do grupo argentino Impsa, que adquiriu uma fábrica da Ford em Jabotão
(PE), ou adquirem empresas nacionais para aumentar o comércio com o país de origem, caso
do grupo mexicano Rassini, que adquiriu a C. Fabrini com vistas a aumentar o intercâmbio
comercial com o México. A tabela 5.3 ilustra o aumento significativo da participação do
capital estrangeiro na indústria brasileira de autopeças em termos de valor do capital,
faturamento e valor do investimento para um universo de 468 empresas.
A maior participação de capital estrangeiro é de origem norte-americana (31,8%) e
alemã (26,4%) somando as participações majoritárias, minoritárias e mistas, segundo
levantamento do SINDIPEÇAS (2001). Vale destacar que a partir de 1995 entrou em vigor o
Regime Automotivo Brasileiro que incentivou a entrada de capital estrangeiro.

A indústria brasileira de autopeças
93
Tabela 5.3. Presença do Capital Estrangeiro na Indústria Brasileira de Autopeças, (adaptado
de SINDIPEÇAS 2001).
1994 2000 Capital
nacional Capital
estrangeiroCapital
nacional Capital
estrangeiro Valor do Capital 51,9% 48,1% 26,5% 73,5% Faturamento em autopeças
52,4% 47,6% 27,0% 73,0%
Valor do investimento 52,0% 48,0% 14,5% 85,5%
O fornecimento de sistemas ou módulos é um fenômeno recente que vai se
consolidando na indústria brasileira de autopeças. Para reduzir os custos de desenvolvimento
de componentes e de gestão de suprimentos, as montadoras estão tendendo a comprar de seus
fornecedores, ditos de primeiro nível, subconjuntos, módulos ou sistemas. Com isso, os custos
de estocagem e emissão e controle de ordens ficam com os sistemistas que passam a gerir a
base de suprimentos de segundo nível. Uma projeção do Office for the Study of Automotive
Transportation da Universidade de Michigan diz que o fornecimento de sistemas, em termos
mundiais, passará de 10% em 1995 para 35% em 2005 e o fornecimento direto reduzirá de
70% em 1995 para 40% em 2005 (ERNEST & YOUNG LLP, 1999).
Entretanto, a adoção de módulos no fornecimento tem limites, pois as montadoras
pretendem manter a fabricação de certos módulos que caracterizam a marca do automóvel,
como por exemplo o motor (DONAVAN, 1999). Outro problema enfrentado pelas
montadoras de veículos é equilibrar o poder do fornecedor, advindo da importância dele no
fornecimento dos módulos, com a vantagem de redução de custos obtida com a adoção dessa
política (DONOVAN, 1999; ERNEST & YOUNG LLP, 1999). Neste sentido, as montadoras
de veículos têm utilizado as suas empresas de autopeças como uma forma de diminuir esse
desequilíbrio, por exemplo Delphi (General Motors), Magnetti Marelli (Fiat) e Visteon
(Ford). Vale observar que algumas dessas empresas fornecem para outras montadoras, caso da
Delphi e Magnetti Marelli.
O quadro atual de reconfiguração em termos de sistemas e global sourcing, e fusões e
aquisições aparentemente deslocou o desenvolvimento de produtos para as matrizes das
empresas de autopeças pela lógica de redução de custo. SALERNO et alli (1998) observaram
casos antagônicos que demonstram a inexistência de um padrão. No caso do projeto Classe A
da Mercedez Benz não foram permitidas adaptações locais. Já nos projetos Palio (Fiat) e Celta
(General Motors), fornecedores locais participaram e desenvolveram sistemas.
FLORENZANO (1999) também encontrou casos parecidos em relação às empresas de
A indústria brasileira de autopeças
94
autopeças de capital multinacional. Em uma delas a atividade de desenvolvimento de produto
diminuiu após a incorporação, mesmo existindo competência local, e outra empresa decidiu
concentrar as atividades de desenvolvimento de produto no Brasil devido à existência de
competência.
A adoção da estratégia de follow sourcing, consolidada na forma de “Consórcio
Modular” (Volkswagen – fábrica de Resende - RJ) e “Condomínio Industrial” (General
Motors – fábrica de Gravataí – RS), somada ao fornecimento de módulos faz com que as
montadoras de veículos obtenham vantagens consideráveis de custos em termos da
simplificação da logística envolvida na disponibilidade de peças para a montagem do veículo.
Entretanto, a proximidade não representa a fabricação de todas os componentes juntos ou
próximos ao cliente (SALERNO et alli, 1998). Outra vantagem proporcionada pela
proximidade é a melhoria do serviço pela empresa de autopeças em termos de melhor
desenvolvimento ou adaptações no desenvolvimento de produto e maior facilidade e rapidez
na solução de problemas de fornecimento.
Por fim, o novo padrão de relacionamento entre montadoras e autopeças é em termos
da gestão do risco. Todas as ações descritas anteriormente evidenciam que novos riscos
precisam ser administrados tais como: seguir a montadora de veículos, fornecer sistemas ou
módulos, os fornecedores das montadoras fornecendo para as concorrentes, etc.
Pode-se dizer que em face das mudanças ocorridas nesta década na economia
brasileira somada aos efeitos do Regime Automotivo e ao novo padrão de relacionamento
entre montadoras de veículos e empresas de autopeças, o setor de autopeças está em
transformação e a direção geral é de fortalecimento de empresas com capacidade produtiva
competitiva e exclusão de empresas marginais. O resultado é um forte processo de
eliminação, fusão e aquisição de empresas gerando, como resultado, uma redução
significativa do número de fornecedores de autopeças.
5.3. O Mercado da indústria de autopeças De acordo com FERRO (1984), o tipo de estrutura de mercado da indústria
automobilística é o oligopólio-diferenciado-concentrado (ou misto), o qual é caracterizado
pela inovação de produtos como forma de garantir o seu mercado, ou como forma de
“invadir” mercados de empresas concorrentes. Sendo essa a estratégia das montadoras, a
indústria de autopeças, por sua vez, se insere em seu contexto com um alto grau de
subordinação e dependência, tanto que suas possibilidades de crescimento e sobrevivência no
mercado tornam-se dependentes do seu nível de integração junto à montadora de veículos.
A indústria brasileira de autopeças
95
Ainda de acordo com esse autor, em termos de indústria automobilística, pode-se
verificar duas possibilidades de mercado abertas a uma empresa de autopeças, que têm sido
bastante atrativos pelas elevadas quantidades e pelas possibilidades de economias de escala
devido às dimensões dos lotes de produção. A primeira possibilidade consiste no mercado das
montadoras, no qual uma empresa produtora de peças e componentes fornece seus produtos
diretamente para a montadora de veículos que irá utilizá-los nas suas linhas de montagem; e a
segunda consiste no mercado de outro fabricante de autopeças, no qual uma empresa fornece
para outras empresas que utilizam seus produtos na montagem de outros produtos mais
complexos, que, por sua vez, serão utilizados nas montadoras.
Existem ainda mais três mercados em que as empresas de autopeças podem atuar.
Segundo esse mesmo autor são eles:
Mercado de reposição: quando as peças e os componentes, após algum tempo, não cumprem
mais suas funções, torna-se necessário realizar a substituição dos mesmos. Dessa maneira, a
empresa fornecedora de autopeças pode vender seus produtos diretamente às oficinas e
revendedoras autorizadas ou, então, enviá-los a uma rede atacadista, que se incumbe de
distribuí-los. Este mercado é caracterizado pela forte concorrência, pois não existe muito
controle de qualidade dos produtos por parte dos consumidores finais.
Mercado de exportação: esse mercado tem crescido muito ultimamente, principalmente com o
Mercosul depois da desvalorização da moeda brasileira, que possibilita uma maior utilização
da política de global sourcing por parte das empresas de autopeças, além da expansão das
exportações de veículos, desde os anos 70 e recentemente intensificada devido à busca
estratégica das montadoras pelo “carro mundial”. A exportação das peças pode ser realizada
por meio das peças embutidas no próprio veículo, que será exportado, pela exportação da peça
em si, ou por meio do atendimento ao mercado de reposição.
Mercado independente da indústria automobilística: compreende a capacidade tecnológica
que a empresa possui em atender outras demandas. Pode-se citar, como exemplo, o caso de
uma empresa do ramo de autopeças que fabrica carpetes para posterior colocação nos
veículos, que também pode produzir carpetes visando atender diferentes demandas como, por
exemplo, o mercado têxtil.

A indústria brasileira de autopeças
96
A divisão do mercado da indústria de autopeças, no que diz respeito aos vários tipos
de unidade produtiva, ao tamanho e origens de capital está demonstrada na Tabela 5.4. Pode-
se observar nessa tabela que as montadoras são responsáveis pelo mercado terminal; as
grandes empresas atendem principalmente às montadoras e ocasionalmente ao mercado de
reposição e exportação; as médias empresas fornecem aos três mercados com variações em
cada caso; e as pequenas empresas repassam seus produtos principalmente ao mercado de
reposição, tendo os dois outros mercados papel menos importante.
Tabela 5.4. Mercado Atingido e Origem do Capital para cada Tipo de Empresa na Indústria
Automobilística do Brasil, FERRO (1984, p. 85).
Tipo de Empresa Origem do Capital Mercado Montadoras Estrangeiro Terminal (consumidor)
Grandes* Produtoras
Nacionais associadas ou estrangeiras
Domínio das montadoras, marginalmente exportação e reposição
Médias Produtoras
Nacionais ou associadas Montadoras, reposição e exportação, variando caso a caso
Pequenas Produtoras
Nacionais Predominantemente reposição, marginalmente exportação e montadoras
A Tabela 5.5 ilustra o desempenho da indústria brasileira de autopeças faturamento e
nela pode-se observar a distribuição do faturamento por tipos de mercado – montadoras,
reposição, exportação e outros fabricantes.
Com base nos dados da Tabela 5.5, a distribuição percentual do faturamento em
termos das vendas para as montadoras de veículos vem declinando desde 1994, devido à
diminuição das vendas e produção de veículos no Brasil. Esse declínio é mais acentuado no
ano de 1999, onde a produção brasileira de veículos deve ficar em torno de 1.350.000
unidades aproximadamente (SINDIPEÇAS, 2000). Por outro lado, o mercado de exportação
de autopeças direta, não incluindo veículos, teve o seu percentual aumentado. Vale destacar
que os maiores importadores de autopeças brasileiras em 2000 foram os Estados Unidos
(34,4%) e Argentina (20,8%) (MDIC-Secex/Decex/Gerest apud SINDIPEÇAS, 2001). Esses
dados mostram que a indústria tem tentado buscar alternativas para escoar a sua produção
com a diminuição do consumo por parte das montadoras de veículos e o consumo estável no
mercado de reposição. Entretanto, a recessão da economia Argentina vem forçando a busca de
novos mercados como por exemplo, o México. As exportações brasileiras de autopeças para o * O critério utilizado para caracterizar o tamanho da empresa foi o número de funcionários. Pequenas empresas possuem menos de 100 funcionários; médias empresas possuem de 100 a 500 funcionários; e grandes empresas possuem mais de 500 funcionários. Embora o tamanho da empresa pode ser caracterizado também por outros fatores como capital investido, faturamento, ramo de atividade, região, etc.
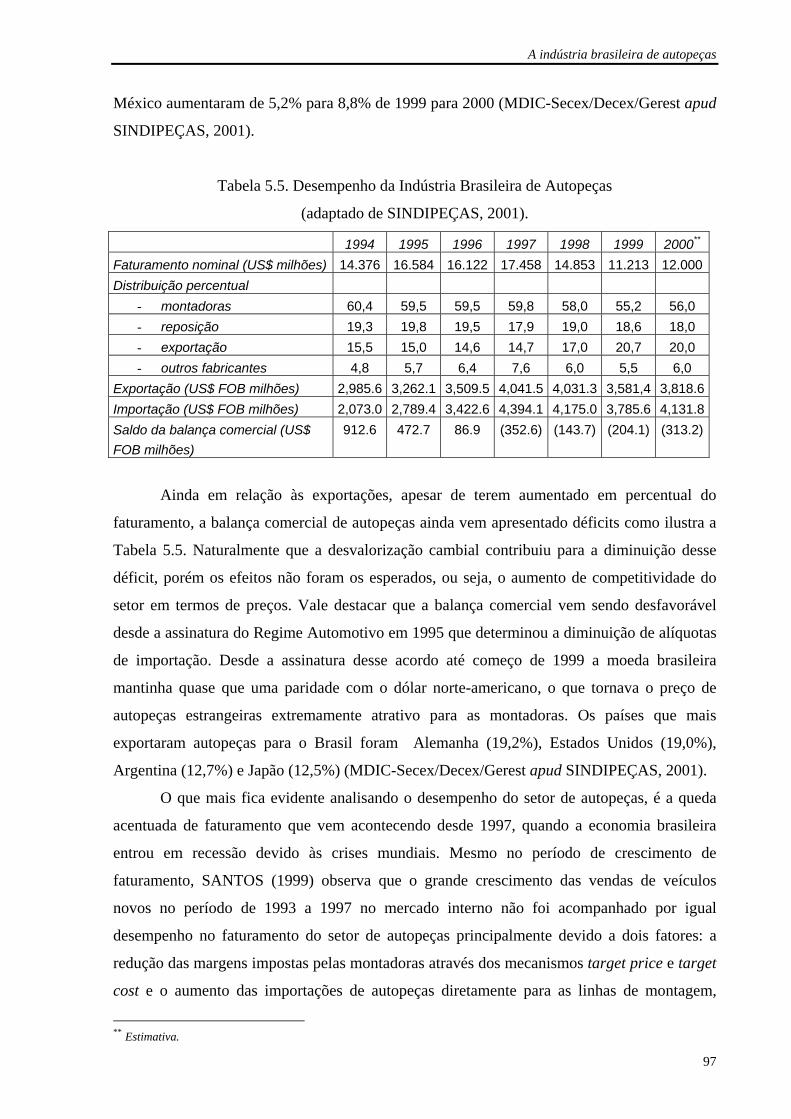
A indústria brasileira de autopeças
97
México aumentaram de 5,2% para 8,8% de 1999 para 2000 (MDIC-Secex/Decex/Gerest apud
SINDIPEÇAS, 2001).
Tabela 5.5. Desempenho da Indústria Brasileira de Autopeças
(adaptado de SINDIPEÇAS, 2001).
1994 1995 1996 1997 1998 1999 2000** Faturamento nominal (US$ milhões) 14.376 16.584 16.122 17.458 14.853 11.213 12.000Distribuição percentual
- montadoras 60,4 59,5 59,5 59,8 58,0 55,2 56,0 - reposição 19,3 19,8 19,5 17,9 19,0 18,6 18,0 - exportação 15,5 15,0 14,6 14,7 17,0 20,7 20,0 - outros fabricantes 4,8 5,7 6,4 7,6 6,0 5,5 6,0
Exportação (US$ FOB milhões) 2,985.6 3,262.1 3,509.5 4,041.5 4,031.3 3,581,4 3,818.6Importação (US$ FOB milhões) 2,073.0 2,789.4 3,422.6 4,394.1 4,175.0 3,785.6 4,131.8Saldo da balança comercial (US$ FOB milhões)
912.6 472.7 86.9 (352.6) (143.7) (204.1) (313.2)
Ainda em relação às exportações, apesar de terem aumentado em percentual do
faturamento, a balança comercial de autopeças ainda vem apresentado déficits como ilustra a
Tabela 5.5. Naturalmente que a desvalorização cambial contribuiu para a diminuição desse
déficit, porém os efeitos não foram os esperados, ou seja, o aumento de competitividade do
setor em termos de preços. Vale destacar que a balança comercial vem sendo desfavorável
desde a assinatura do Regime Automotivo em 1995 que determinou a diminuição de alíquotas
de importação. Desde a assinatura desse acordo até começo de 1999 a moeda brasileira
mantinha quase que uma paridade com o dólar norte-americano, o que tornava o preço de
autopeças estrangeiras extremamente atrativo para as montadoras. Os países que mais
exportaram autopeças para o Brasil foram Alemanha (19,2%), Estados Unidos (19,0%),
Argentina (12,7%) e Japão (12,5%) (MDIC-Secex/Decex/Gerest apud SINDIPEÇAS, 2001).
O que mais fica evidente analisando o desempenho do setor de autopeças, é a queda
acentuada de faturamento que vem acontecendo desde 1997, quando a economia brasileira
entrou em recessão devido às crises mundiais. Mesmo no período de crescimento de
faturamento, SANTOS (1999) observa que o grande crescimento das vendas de veículos
novos no período de 1993 a 1997 no mercado interno não foi acompanhado por igual
desempenho no faturamento do setor de autopeças principalmente devido a dois fatores: a
redução das margens impostas pelas montadoras através dos mecanismos target price e target
cost e o aumento das importações de autopeças diretamente para as linhas de montagem,
** Estimativa.
A indústria brasileira de autopeças
98
devido aos benefícios previstos pelo Regime Automotivo.
Dessa forma, o desempenho da indústria de autopeças parece ser influenciado pela
política das montadoras quanto à prática de preços e a política de importações de peças e
componentes.
5.4. O desenvolvimento de produtos na indústria de autopeças Face às transformações que a indústria automobilística vem sofrendo no mundo, o
desenvolvimento de produto também está sendo modificado. De acordo com SALERNO et
alli (1998), historicamente esse setor vem atuando no Brasil como um verdadeiro pólo de
formação de quadros profissionais competentes em engenharia que, inclusive, tem
impulsionado outros setores da indústria brasileira.
Contudo, esse cenário está se alterando e acompanhando a tendência pela qual passa o
setor automotivo de forte redução da competência local para o desenvolvimento de projetos.
Ocorre que a integração das montadoras instaladas no país com suas matrizes, em termos de
modernização de produtos, está reduzindo a necessidade de competências locais em projeto,
ou seja, as plantas instaladas no Brasil tendem a produzir modelos desenvolvidos
integralmente pela engenharia da matriz.
Tudo isso devido à elevação dos custos de projeto e desenvolvimento de ferramental e
a redução de prazos de desenvolvimento para encurtar o ciclo de vida dos produtos. À medida
que esses custos possam ser absorvidos por produção em escala mundial serão unitariamente
menores, proporcionando preços finais superiores ou mesmo o aumento das margens unitárias
de lucro das montadoras. Apesar de como ilustrado anteriormente existem casos em que a
matriz da empresa de autopeças escolhe o Brasil como centro de desenvolvimento devido à
competência existente.
Além disso, conforme ABRAHAM (1998), com a globalização e o surgimento do
conceito de carro mundial não há mais expectativas para desenvolvimentos exclusivos para
certos países, como ocorreu com a Brasília (Volkswagen), sendo que os veículos
desenvolvidos nos grandes centros como, por exemplo, EUA, Europa e Japão. O objetivo
passa a ser o desenvolvimento de projetos nos principais centros de pesquisa e
desenvolvimento para que esses automóveis sofram o menor número possível de
modificações e adequações.
Porém, é inevitável que as modificações ocorram considerando certos aspectos
culturais, sociais, ambientais e governamentais, permanecendo, assim, um espaço para a
realização de adaptações locais especialmente dos processos de produção, pois os níveis de

A indústria brasileira de autopeças
99
automação e matérias primas são bem diferentes daqueles encontrados na matriz e, dessa
forma, os projetos de produtos devem ser viabilizados nas instalações locais.
Um fator importante nessa área é a relação engenharia local do fornecedor, engenharia
da matriz do fornecedor e engenharia da matriz da montadora, pois existem casos de
desenvolvimento como, por exemplo, o veículo Classe A (Mercedes Benz), em que nem ao
menos está sendo permitida a realização de adaptações locais. Pode-se dizer que quase sempre
há a necessidade de adaptações locais, mas a engenharia local em muitos casos fica restrita a
essas adaptações (SALERNO et alli, 1998).
Quanto aos fornecedores, eles também se enquadram nessa tendência de redução da
competência local para o desenvolvimento. Mas, existe a necessidade de desenvolvimento
local de peças e componentes que não são importados. Nesses casos, as empresas podem
participar do projeto desde o início ou então receber o pacote de especificações já pronto. Um
fator importante decorrente dos veículos mundiais é a rede de fornecedores que se forma a
partir dos projetos, pois a idéia principal é manter os mesmos fornecedores em todo o mundo
para suprir a fabricação dos automóveis nos diversos países e plantas, seguindo os princípios
do global e follow source (ABRAHAM, 1998). É esperado que esses fornecedores possam
participar das etapas iniciais de desenvolvimento do produto e acabem desenvolvendo a
tecnologia necessária para a produção dos componentes com a colaboração das montadoras.
De acordo com SALERNO et alli (1998), contrariando esta tendência de redução da
competência local, o tamanho do mercado nacional, as competências de engenharia já
existentes e a possibilidade de transformar o país em uma base de testes de modelos
destinados especificamente a países com deficiências de infraestrutura (condições precárias de
rodagem, condições climáticas adversas) têm levado algumas montadoras a desenvolver
veículos com larga participação da sua engenharia local e das fornecedoras de autopeças
instaladas no país. Pode-se citar como exemplo os casos Novo Palio da Fiat e o Celta da
General Motors. Apesar desses projetos serem desenvolvidos localmente, a sua coordenação
ou é feita na matriz ou é por elas acompanhada muito de perto.
A indústria de autopeças compreende que a área de desenvolvimento de produtos é
muito importante em termos de investimentos futuros. Conforme POSTHUMA (1993), este
setor deve estar sempre se renovando, devido, principalmente, a 4 fatores:
1) a tendência das montadoras transferirem as responsabilidades de projeto para as
empresas fornecedoras de autopeças;

A indústria brasileira de autopeças
100
2) as mudanças, em um ritmo cada vez maior, nos projetos e na tecnologia dos produtos,
exigidas pelo mercado consumidor;
3) o fornecimento de sistemas de componentes e subconjuntos pré-montados, ao invés de
uma única peça; e
4) a propensão futura para o maior uso da eletrônica e de novos materiais como plástico,
materiais compostos e alumínio, para tornar os produtos mais leves, fortes, duráveis e
menos poluidores.
Considerando as argumentações acima, o desenvolvimento de produto pode vir a ser
um fator muito importante para um fornecedor se qualificar como um sistemista, ou seja,
fornecer módulos ou sistemas para a montadora de veículos (ERNEST & YOUNG LLP,
1999). Com a atribuição da responsabilidade de projeto, fabricação e teste do sistema para o
fornecedor de primeiro nível, o desenvolvimento de produto passa a ser tão importante quanto
à capacidade de fabricação e montagem do sistema. Naturalmente que será também
importante que a empresa candidata a sistemista tenha capacidade de investimento em
pesquisa e desenvolvimento para se manter atualizada tecnologicamente e capacidade de
gestão dos fornecedores de segundo nível.
Neste sentido, as observações de COUTINHO et alli (1994) acerca do baixo
investimento em pesquisa e desenvolvimento por parte das empresas nacionais de autopeças
são importantes, pois essas empresas poderão, no máximo, estarem aptas a serem
fornecedores dos sistemistas face às suas estratégias imitativas e dependentes em termos de
desenvolvimento de produtos.
Portanto, pelo fato da maioria dos casos de desenvolvimento de veículos ser realizado
fora do país e como a montadora passou a desenvolvê-los junto com os fornecedores, possuir
alguma associação com empresas estrangeiras, fornecedoras mundiais, ou ter unidades nos
países centro de desenvolvimento, ou ainda trabalhar junto a centros de pesquisa e
desenvolvimento internacionais, são fatores chave para continuar neste mercado.
5.5. Tendências do setor para os próximos anos Considerando as transformações ocorridas no cenário econômico em conjunto com as
mudanças em curso na indústria automotiva comandadas pelas montadoras, pode-se destacar
algumas tendências para o setor nos próximos anos2.
2 Grandes mudanças tem ocorrido nos papéis desempenhados pelos principais participantes da cadeia automotiva, não só no Brasil mas em todo o mundo. Em uma das mais relevantes, a montadora passa a atuar muito mais na área de engenharia, muitas empresas de autopeças passam a operar como integradoras (fazendo

A indústria brasileira de autopeças
101
Uma dessas tendências diz respeito à continuidade da diminuição do número de
empresas de autopeças no país devido à saída de empresas pequenas e frágeis do mercado e
também pela realização de fusões e aquisições de empresas. A Tabela 5.6 mostra as principais
fusões e aquisições ocorridas na última década (em um levantamento feito antes de 1997 que
foi o período em que mais isto ocorreu).
Tabela 5.6. Principais Transações de Fusões e Aquisições na Indústria de Autopeças
Brasileira, (ABY-AZAR apud AMARAL, 1997, p. 115)
Comprador Adquirido Subsetor do Adquirido Acesita Sifco Eixos e forjados Iochpe Brosol Fechaduras, travas e maçanetas DHB Maxdrive Direções hidráulicas OSA (Plascar) Plavigor Autopeças plásticas BTR OSA Autopeças diversas BTR Cartho Metalúrgica BTR Getoflex Mangueiras Cofap Kadron Escapamentos Iochpe FNV Longarinas / Chassis Dana Rockwell Braseixos Eixos Dana Albarus Partes do motor / forjados Eaton Clark Transmissões Mastra De Maio-Gallo Tanques e escapamentos Cofap / Mahle Metal Leve Pistões e bronzinas
A referida tendência é reforçado pelo mercado favorável às empresas de grande porte,
geralmente de capital estrangeiro, possuidoras de economias de escala, possibilidades de
realização de investimentos tecnológicos e acesso maior à exportação (maiores oportunidades
de sinergia e integração global para a exportação?)3. Segundo o SINDIPEÇAS apud LAFIS
boa parte do trabalho das montadoras) e as empresas de comercialização e serviços buscam a redefinição de seus espaços (vendas, serviços e peças), principalmente com o advento da internet. “Perspectivas para o setor automobilístico em 2002”, Jornal Valor Econômico, 4 de fevereiro de 2002. 3 Ao mesmo tempo em que o Brasil passou a abrigar um número crescente de montadoras, os fabricantes de autopeças nacionais foram se reduzindo, incorporados por meio de fusões e aquisições a multinacionais já instaladas ou entrantes no mercado brasileiro. Estas contam com o que é escasso às nacionais: capital para investir em tecnologia, mobilidade para acompanhar as montadoras onde estas se instalarem, e capacidade de parceria com as montadoras como exigido pelo modo contemporâneo de produção (inclusive no DP, convocadas a participar do DP de novos modelos da montadora, modelos cada vez mais globais). Como conseqüência deste contexto, as autopeças multinacionais atingem uma escala de produção global que lhes garante custos mais competitivos se comparado as autopeças que produzem apenas para o mercado brasileiro. A síntese dessa transformação está na atual participação do capital estrangeiro no setor, hoje dono de cerca de 77% das fábricas de autopeças instaladas no Brasil. “As duas faces do avanço das montadoras no Brasil”, 1º de abril de 2002, e “Indústrias multinacionais já detêm mais de 77% do patrimônio – Autopeças (nacionais) vêem seu mercado minguar”, 13 de março de 2002, ambas noticiadas no Jornal Valor Econômico.

A indústria brasileira de autopeças
102
(1998), dentro de cinco ou seis anos, existirão no mundo cerca de 20 grupos mundiais de
autopeças. Cada um deles deverá faturar cerca de US$15 bilhões por ano e serão responsáveis
pelo desenvolvimento da produção de veículos.
Outra tendência é a consolidação do processo de hierarquização de fornecedores nos
moldes do modelo japonês, como foi alertado por LAMMING (1993). De acordo com esse
modelo, há uma classificação dos fornecedores por níveis, sendo que somente os fornecedores
de primeiro nível, ditos sistemistas, fornecem diretamente para as montadoras, e os demais,
ditos de segundo, terceiro e até quarto nível, fornecem uns para os outros até chegar às
montadoras por meio dos sistemistas.
Os fornecedores de primeiro nível não irão atuar somente como um provedor
específico de peças, mas, como um parceiro pensante e como um grande colaborador para o
desenvolvimento de produtos. Neste caso os sistemistas seriam responsáveis pelo
desenvolvimento e fornecimento de sistemas completos para os veículos, assim como freios,
suspensão, acabamento, etc. (EALEY et. alli, 1996).
A idéia não é reduzir o número de fornecedores da cadeia, mas diminuir o número de
fornecedores diretos de primeiro nível privilegiando aqueles que tenham posição e interesse
em acompanhar as montadoras nos investimentos previstos em mercados emergentes
(ABRAHAM, 1998). Atualmente o objetivo da maioria dos fornecedores é tentar possuir o
status de fornecedor de primeiro nível que, pelo menos na teoria, significa alcançar uma
posição privilegiada e estável como um principal fornecedor de sistemas e parceiro direto da
empresa cliente. Para tanto, os fornecedores deverão ter habilidades e recursos suficientes
para projetar e desenvolver um sistema completo e de forma independente (full service
supplier – fornecedor completo de serviços).
Como candidatos a fornecedores de primeiro nível, além das empresas estrangeiras já
instaladas no país, para as de capital nacional resta apenas a possibilidade de associação (ou
incorporação) pelas estrangeiras para assim se tornar fornecedores de primeiro nível. Mesmo
para os demais fabricantes de autopeças, de segundo nível em diante, acredita-se no
crescimento da participação estrangeira seja pela participação no capital ou seja por acordos
de tecnologia. Já as pequenas e médias empresas, que não vêm investindo em modernização
produtiva e gerencial, tornam-se as mais afetadas pela redução do número de fornecedores da
montadora e pelas crescentes exigências impostas por estas quanto aos requisitos exigidos de
qualidade, preço e tecnologia, para o fornecimento direto a montadora. Por outro lado,
existem empresas de médio porte que poderão continuar atuando no mercado como sub
fornecedoras dos sistemistas e no mercado de reposição.

A indústria brasileira de autopeças
103
Naturalmente que essa tendência de hierarquização e redução do número de
fornecedores depende da capacidade de investimento das empresas sistemistas em pesquisa e
desenvolvimento, gestão do processo de desenvolvimento de produto para inovações
constantes, gestão da cadeia de suprimentos em termos dos fornecedores de segundo e
terceiro níveis e fornecimento global do sistema ou módulo para a montadora de veículos, em
qualquer parte do mundo onde ela operar, seja por meio de global ou follow sourcing.
Dentro desse contexto, uma tendência é as empresas de autopeças candidatas a
sistemistas fortalecerem o processo de desenvolvimento de produtos, com vistas a estarem
plenamente aptas a projetarem, fabricarem, testarem e entregarem tanto para as montadoras
quanto para o mercado de reposição, os sistemas ou módulos que são responsáveis. O
processo de desenvolvimento de produto será vital para a incorporação de novas tecnologias,
que se renovam rapidamente neste setor. Dependendo da estratégia de desenvolvimento de
produto adotada pela empresa de autopeças sistemista, algumas de suas plantas distribuídas no
mundo terão que desenvolver maiores aptidões de desenvolvimento completo ou apenas de
modificações e adaptações locais (SALERNO et alli, 1998; DIAS, 1999).
Neste sentido, algumas empresas locais de autopeças têm chance de se tornarem centro
de desenvolvimento e pesquisa devido à sua capacitação técnica (e do potencial de
crescimento do mercado automotivo brasileiro, aumentando sua importância mundial e a
ênfase nos produtos aqui lançados), sendo fundamental o desenvolvimento ou aprimoramento
da capacidade de gestão do processo de desenvolvimento de produto.
Outra tendência é as empresas de autopeças sistemistas passarem a gerir toda a cadeia
de suprimentos, envolvendo os fornecedores de segundo, terceiro e até quarto nível, que
deixam cad vez mais de fornecer diretamente para a montadora de veículos. Além do
desenvolvimento e gerência dessa rede de fornecedores, a empresa de autopeças precisará
faze-lo não somente em âmbito local, mas globalmente (ERNST & YOUNG LLP, 1999).
Vale destacar que as incorporações e fusões que vêm ocorrendo na indústria
automotiva, principalmente em termos das montadoras, demonstram uma tendência de operar
globalmente e com uma linha diversificada de modelos. Isso irá requer dos sistemistas um
esforço considerável para acompanhar seus clientes no mundo. Uma forma de minimizar os
custos decorrentes da variedade de modelos é a padronização de módulos que depende em
muito da capacidade de desenvolvimento de produto das empresas de autopeças. Por outro
lado, a operação global permitirá aos sistemistas ganhos advindos de economias de escala que
são inatingíveis no momento. Essa tendência reforça a tendência de aquisições e fusões no
setor de autopeças. Esse processo vem sendo liderado por empresas norte-americanas e

A indústria brasileira de autopeças
104
européias (ERNST & YOUNG LLP, 1999).
Uma outra tendência decorrente da hierarquização de fornecedores e da operação
global é a ênfase em qualidade do produto. Devido ao fato de um sistema ou módulo estar
sendo fornecido por uma única empresa de autopeças, o impacto de uma falha de qualidade é
substancialmente maior que no sistema anterior4. Um exemplo desse esforço é a política da
Ford que deseja reduzir os índices de defeitos de peças por milhão em 25% anualmente
(ERNST & YOUNG LLP, 1999).Desse modo, um grande desafio para as empresas
sistemistas será não só a melhoria da qualidade dos produtos e processos internos, mas a
gerência na cadeia de suprimentos no sentido de atingir os índices de qualidade cada vez mais
exigentes das montadoras.
Neste mesmo sentido, outra tendência na indústria é as montadoras de veículos cada
vez mais compartilharem os custos de garantia com os seus fornecedores de primeiro nível.
Essa tarefa será facilitada uma vez que um número menor de fornecedores estará entregando
sistemas ou módulos às montadoras. Além disso, o argumento para que as autopeças assumam
mais os custos de garantia parece lógico já que elas, quando consideradas sistemistas, são
cada vez mais responsáveis e detentoras das tecnologias de projeto e fabricação dos
componentes que compõem os módulos. “Entretanto, enquanto o sistema parece bom no
papel, faze-lo funcionar no mundo real está sendo um grande desafio que ninguém esperava”
(ERNST & YOUNG LLP, 1999:10).
Aparentemente esse problema não poderia (deveria?) estar acontecendo face ao poder
de barganha das montadoras. Entretanto, não se pode deixar de observar que a criação de uma
“elite de fornecedores” (sistemistas) também transfere a eles um poder de barganha muito
grande e será necessário que ambos procurem um ponto comum para o compartilhamento dos
custos de garantia.
Enfim, tomando como base os acontecimentos dos últimos anos, que incluem a
abertura da economia, a globalização dos mercados, a velocidade das mudanças tecnológicas,
a instalação de novas montadoras de veículos no país e mais recentemente, no início de 1999,
a desvalorização do real em relação ao dólar, pode-se concluir que o mercado local e as
montadoras de veículos passam a ganhar maior importância nas estratégias da indústria
automobilística mundial.
No caso da indústria brasileira de autopeças, é preciso fortalecer a sua participação no
4 A falha recente (início de 2002) do sistema de freios produzido pela empresa Continental Teves, que atingiu os principais automóveis das maiores montadoras instaladas no Brasil, mostra a vulnerabilidade existente em uma configuração com um único fornecedor, e ao mesmo tempo valoriza que a busca por uma maior confiabilidade seja extensivamente praticada (“Recall de freios atinge quase 50% dos carros vendidos neste ano”, título de reportagem referente ao problema no jornal Valor Econômico, 13 de fevereiro de 2002).

A indústria brasileira de autopeças
105
mercado internacional de forma a se tornar apta a fornecer suporte tecnológico aos seus
clientes e alcançar escalas de produção bem maiores do que as atuais. Tudo isso com a
finalidade de fazer frente à concorrência mundial.
Na mais atual e abrangente pesquisa em andamento no Brasil sobre aspectos
produtivos e econômicos do setor de autopeças, intitulada “Mapeamento da nova
configuração da cadeia automotiva brasileira”5, os principais resultados já obtidos (via
questionários respondidos por 224 empresas, parcela significativa e representativa da cadeia
automotiva brasileira) indicam algumas importantes tendências para este setor industrial no
Brasil.
As importantes transformações por que passam a indústria automobilística: a reestruturação
interna da produção (fluxo e montagem), as novas relações de fornecimento (modularidade e
sistemistas), e a importância crescente do projeto de produto (plataforma global), causam
profundos impactos em todas as características dessa indústria. Em termos do setor de
autopeças atuante no Brasil, isso tem implicado em:
- Intensificação e domínio da cadeia automotiva brasileira por empresas de capital
estrangeiro (transnacionais): Estas são preponderantes na primeira posição da cadeia (1st
tier, empresa de autopeças que atua direto com a montadora, fornecendo conjuntos,
módulos ou sistemas), enquanto que as nacionais deslocaram-se para os níveis inferiores
(2nd e 3rd, passando cada vez mais a fornecer para o primeiro nível de autopeças e bem
menos diretamente para as montadoras);
- A modernização das operações tem ocorrido essencialmente no 1st tier e bem menos nos
níveis inferiores. Já as certificações ISO 9000 e mesmo QS 9000 são tão difundidas que
praticamente não diferenciam as empresas entre si;
- Contratos de longo prazo (mais de um ano de horizonte) e entregas freqüêntes (1 ou mais
vezes ao dia) são uma prática mais visível nos fornecedores sistemistas / transnacionais
(1st tier);
- Sistemistas concentram as “melhores práticas” e o poder de compra, níveis 2nd e 3rd cada
vez mais distanciados. A acentuada hierarquização da cadeia é um fato em forte
consolidação;
5 Apoiada pelo BNDES e realizada em 2001 pelo Grupo de estudos em Trabalho, Tecnologia e Organização (TTO) da Engenharia de Produção / Escola Politécnica da USP. Mais informações e análises detalhadas dos resultados já obtidos nesta pesquisa podem ser consultados no endereço: www.poli.usp.br/pro/cadeia-automotiva

A indústria brasileira de autopeças
106
- As empresas nos níveis 2nd e 3rd estão, em geral, sobre pressão dupla: do cliente
“sistemista” e do fornecedor “oligopolista” de matéria-prima. Tem um certo esforço de
melhoria do processo de fabricação (atestado pelo elevado percentual de certificação ISO-
9000 e em menor destaque a QS-9000) porém fragilidade e dependência do ponto de vista
tecnológico (desenvolvem pouco ou nenhum projeto de produto);
- As atividades de projeto de produto são distribuídas assimetricamente na cadeia: 76% dos
fornecedores de conjuntos, módulos e sistemas às montadoras (1st tier) alegam ter algum
tipo de atividade de projeto de produto, proporção que vai a 68% dos fornecedores de
componentes às montadoras, contra apenas 40% das empresas de 2nd nível;
- Dados sobre a divisão do trabalho de projeto entre matriz e filial da autopeça permite
afirmar que a concepção do produto e elaboração de desenhos de engenharia ficam nas
matrizes, enquanto que a participação local (da filial brasileira) cresce à medida que nos
afastamos das atividades de concepção e projeto de produto rumo às atividades de
adaptação de produto ou do processo às condições locais (“há uma concentração da
engenharia brasileira em atividades de projeto de processo, e não em projeto de produto”).
As transnacionais realizam no Brasil basicamente atividades de adaptação de projetos
(“tropicalização”), concentrando nas matrizes ou em centros de excelência no exterior as
atividades principais do projeto;
- Praticamente não há empresas nacionais detentoras, autônomamente, de tecnologia
automotiva de ponta. Parcela significativamente majoritária das empresas que declararam
atividades de projeto do produto não detém a propriedade de projeto.
Portanto, o que se pode observar é que a indústria brasileira de autopeças também irá
sofrer uma grande pressão, assim como esta indústria em todo o mundo. A reorganização das
montadoras de veículos e suas estratégias de transferência de responsabilidade de
desenvolvimento, fabricação e testes para os fornecedores de primeiro nível (sistemistas) irá
exigir deles uma reestruturação em vários aspectos aqui citados. Esse novo padrão de
relacionamento, como todo quadro de mudança, oferece riscos e oportunidades que podem vir
a serem aproveitados desde que as empresas se reestruturem a tempo para tanto. Todo esse
esforço pode ter como recompensa relacionamentos mais duradouros com as montadoras que
provavelmente conduzirão ao aumento de lucros.

Metodologia de pesquisa
107
6. METODOLOGIA DE PESQUISA
6.1. Problema de pesquisa e objetivos do projeto O problema geral de pesquisa se refere à necessidade de adequação do processo de
desenvolvimento de produto da indústria brasileira de autopeças, em termos de sua gestão e
capacitação, à nova realidade do ambiente de mercado e tecnológico dessa indústria, que está
implicando em mudanças no papel e na divisão de trabalho entre unidades locais e unidades
centrais (matrizes das empresas), principalmente no caso de multinacionais e de empresas
nacionais recém adquiridas por grupos multinacionais. A Figura 6.1 ilustra o contexto do
problema de pesquisa do projeto.
Mudanças no Ambiente Externo
• Aspectos Econômicos• Aspectos Tecnológicos
Mudanças no Ambiente Interno
• Estratégia Corporativa• Estratégia de Marketing/Produto
Mudanças no Desenvolvimentode Produto• Novos modelos• Novos métodos e ferramentas• Centralização/descentralização• Problemas e práticas atuais
Adequação do Modelo de Gestãodo Desenvolvimento de Produto
• Planejamento estratégico• Estrutura/organização
• Recursos• Medição do desempenho
• Aprendizagem organizacional Figura 6.1. Contexto geral do problema de pesquisa.
O objetivo principal deste projeto de pesquisa é identificar e analisar as práticas
e os principais problemas de gestão do processo de desenvolvimento de produto, na
indústria brasileira de autopeças, e conceber e propor um modelo de referência que
sirva de apoio à gestão deste processo, tendo em vista a melhoria de seu desempenho. O
modelo de gestão que se busca é um modelo conceitual que oriente as atividades de
planejamento estratégico, de estruturação/organização dos recursos, de operacionalização de
atividades e informações, de avaliação do desempenho e de aprendizagem organizacional
deste processo. A análise dos problemas existentes, das práticas adotadas e das variáveis
envolvidas, identificados na pesquisa de campo, orientou a elaboração do modelo de

Metodologia de pesquisa
108
referência (apresentado no capítulo 9). Para tanto, as variáveis chaves (elementos chave)
consideradas no modelo e suas inter-relações foram definidas. A Figura 6.2 mostra o modelo
geral utilizado para a realização das atividades deste projeto, tanto a revisão bibliográfica
quanto as pesquisas de campo.
Figura 6.2. Modelo referencial da pesquisa
Além do objetivo principal pode-se destacar os seguintes objetivos intermediários:
− reconhecimento das etapas, das atividades e da estrutura básica do processo de
desenvolvimento de produto adotado pelas empresas brasileiras de autopeças;
− identificação das principais mudanças no ambiente econômico e tecnológico dessa
indústria e de suas implicações no processo de desenvolvimento de produto das
empresas;
− identificação das principais práticas gerenciais adotadas pelas empresas
(ferramentas e metodologias utilizadas, indicadores de desempenho, mecanismos
de aprendizagem, estrutura organizacional, trabalho em equipe, etc.);
Estrutura e Organização
Recursos eInformação
Atividades eMétodos
PPDDPP
Desempenho
do PDP
Variáveis do Ambiente do PDP
VVaarriiáávveeiiss ddoo AAmmbbiieennttee EEccoonnôômmiiccoo,, TTeeccnnoollóóggiiccoo ee IInnssttiittuucciioonnaall
Estratégia de DP

Metodologia de pesquisa
109
− identificação dos principais problemas e das capacitações requeridas para o bom
desempenho deste processo, tendo em vista as mudanças do ambiente e a divisão
de trabalho interna à industria;
− estudo e proposições de simulação gerencial de dinâmica de sistemas, relativo ao
modelo de referência proposto.
6.2. Visão geral da metodologia Tendo em vista os objetivos propostos, a metodologia adotada para o projeto é a da
pesquisa de campo, com características de pesquisa descritiva e de pesquisa ação, sendo a
coleta de dados desenvolvida por meio de estudo de casos e de levantamentos do tipo survey.
A partir dos dados levantados, foi desenvolvido o modelo de referência por meio de
discussões, de aplicações do Método Delphi e de técnicas de estruturação e de convergência
de dados de linguagem.
Essa metodologia justifica-se à medida que se busca conhecer uma determinada
realidade, e sua dinâmica, bem como teorizar sobre a mesma obtendo-se, ao mesmo tempo,
subsídios para pesquisas futuras mais pontuais e elementos para se propor um modelo de
referência para a gestão do processo de desenvolvimento de produto.
De forma mais detalhada a metodologia adotada é a seguinte:
− revisão bibliográfica sobre gestão do processo de desenvolvimento de produto e
sobre a indústria brasileira de autopeças
− acesso e intercâmbio com grupos de pesquisa, no país e no exterior, com atuação
na área
− entrevistas com especialistas (profissionais de empresas e consultores) em
desenvolvimento de produto e na indústria de autopeças
− formulação detalhada das perguntas e das variáveis de pesquisa
− pesquisa de campo com enfoque qualitativo, do tipo estudo de caso, em um
conjunto de empresas devidamente estratificado (empresas nacionais, empresas
multinacionais, empresas fabricantes de diferentes componentes do automóvel,
multinacionais de diferentes países de origem, empresas com diferentes estratégias
de desenvolvimento de produto), visando a obtenção de dados sobre aspectos
gerais e específicos da gestão do PDP
− pesquisa de campo do tipo survey (levantamento) visando a obtenção de dados
sobre aspectos gerais e específicos da gestão do PDP
− análise dos dados levantados, nos estudos de casos e surveys

Metodologia de pesquisa
110
− concepção e proposição de um modelo de referência para gestão do PDP
− validação do modelo, por meio de discussão com especialistas e profissionais das
empresas e de aplicações de simulação gerencial
− discussão e difusão dos resultados por meio de workshops, relatórios de pesquisa,
publicação de artigos em revistas e de trabalhos em anais de congressos.
A Figura 6.3 apresenta a estrutura geral do método e das etapas a serem desenvolvidas
no projeto.
Resultados EspecíficosResultados Específicos
• Aprendizagem• Trabalho em grupo
• Gestão do desempenho• Gestão do conhecimento
RevisãoBibliográfica
• PDP• Temas relacionados
Pesquisa deCampo
• Estudo de casos• Survey
Análisedos
Dados
• Qualitativa• Quantitativa
Concepção do Modelode Referência
• Dados empíricos• Literatura
Validaçãodo Modelo
• Discussão com especialistas• Simulação gerencial
Resultados GeraisResultados Gerais
• Hipóteses• Requisitos para o modelo
• Principais problemas de gestão• Práticas de gestão
• Métodos e ferramentas utilizados
Modelo para a GestãoModelo para a Gestãodo Desenvolvimentodo Desenvolvimento
de Produtosde Produtos
Figura 6.3. Estrutura geral do método e das etapas do projeto de pesquisa.
6.3. Amostra e método para a pesquisa de campo survey O survey abrange as empresas de grande porte da indústria brasileira de autopeças, nas
quais é mais comum a existência de práticas de desenvolvimento de produto. Considera-se
como empresas de grande parte aquelas que, segundo critério de classificação adotado pelo
SEBRAE, possuem acima de 500 funcionários. Para identificação e localização de tais
empresas, será usado o banco de dados de empresas filiadas ao SINDIPEÇAS. De acordo com
o SINDIPEÇAS existiam no país (entenda-se filiadas a esse Sindicato), no ano de 1999, 90
empresas de autopeças com mais de 500 funcionários. A distribuição geográfica, aproximada,
de tais empresas é a seguinte: 34% localizadas na Grande São Paulo e região do ABCD, 29%
na cidade de São Paulo, 19% no interior de São Paulo e 18% em outros Estados. Ou seja,
trata-se de um segmento da indústria com forte concentração no Estado de São Paulo.

Metodologia de pesquisa
111
Para esse survey foi utilizado como instrumento para pesquisa de campo o
questionário que se encontra no Anexo 1. Esse questionário abrange quatro blocos de
questões:
a) Dados gerais/caracterização da empresa
b) Práticas de gestão do PDP
c) Indicadores de desempenho do PDP
d) Principais tendências do PDP.
6.4. Amostra e método para os estudos de caso Para os estudos de caso, que visou o estudo de práticas e problemas do
desenvolvimento de produtos específicos, tendo como ponto de referência o desenvolvimento
de componentes ou sistemas para famílias de veículos que, sabe-se, tiveram, ou estão tendo,
uma participação relativamente maior e recente da indústria local nas atividades de
desenvolvimento.
As famílias de veículos consideradas para estudo no início do projeto eram:
− Blue Macaw – GM
− Amazon – Ford
− Novo Palio – Fiat
− Novo Gol – VW
Entretanto foi possível realizar os seguintes estudos:
− Motor VW 1.0 16 válvulas
− Novo Palio da Fiat
− Montadoras francesas
− Nova unidade da Ford em Camaçari (modelo Fiesta)
Isso exigiu entrevistas iniciais junto a essas montadoras, para levantamento das
estratégias e atividades locais para o desenvolvimento de componentes/sistemas e em alguns
fornecedores envolvidos.
Os estudos de caso foram desenvolvidos em empresas fornecedoras de
componentes/sistemas para as quatro situações (produtos) citadas anteriormente. Para o caso
do desenvolvimento do motor VW 1.0 16 válvulas, foram conduzidos estudo em três
empresas fornecedoras. Outras três empresas fornecedoras foram visitadas para a realização

Metodologia de pesquisa
112
do caso do Novo Fiat Palio. Por fim, foram visitados dois fornecedores das montadoras
francesas, e um fornecedor do Ford Camaçari.
Os estudos desenvolvidos estão no capítulo 8 deste relatório, quando foram estudadas,
para um projeto específico (para um determinado veículo ou subsistema), as estratégias para o
desenvolvimento, a estrutura e as práticas de gestão adotadas, e o desempenho percebido para
o projeto desenvolvido. Os roteiros de pesquisa utilizados para a realização desses casos
encontram-se no Anexo 2.

Análise dos resultados da pesquisa de campo survey
113
7. Análise dos resultados da pesquisa de campo survey
Este capítulo tem como objetivo analisar os resultados obtidos com o survey realizado,
cujo método foi detalhado no capítulo anterior.
A estrutura deste capítulo está baseada nas seções do questionário do survey, a saber:
e) Dados gerais/caracterização da empresa
f) Práticas de gestão do PDP
g) Indicadores de desempenho do PDP
h) Principais tendências do PDP.
7.1. Caracterização da Amostra
Das 23 empresas pesquisadas, 35% têm nacionalidade do capital Alemã e 30% de
nacionalidade Americana; as outras nacionalidades estão divididas entre Brasil, Itália e Japão.
A Figura 7.1 representa esta distribuição.
0%10%20%30%40%
Alemã
America
na
Brasile
ira
Italia
na
Japo
nesa
Nacionalidade do capital
% d
as e
mpr
esas
pe
squi
sada
s
Figura 7.1. Origem do capital.
Esta distribuição de origem do capital das empresas de autopeças está relacionada à
nacionalidade das empresas líderes na indústria automobilística; a potencialidade do mercado
motivou a atuação de empresas de origens diferentes das pioneiras alemãs e americanas.
Quanto ao número de funcionários (vide Figura 7.2), as empresas pesquisadas podem
ser consideradas, em sua maioria (55%), de grande porte (acima de 500 funcionários). Neste
aspecto, a pesquisa atinge seu objetivo, pois cobre, principalmente, empresas de grande porte
(objetivo da pesquisa), mas também tem a oportunidade de analisar algumas empresas de

Análise dos resultados da pesquisa de campo survey
114
pequeno e médio porte.
Em relação ao faturamento médio anual, a maior parte das empresas (65%) está nas
faixas intermediárias de faturamento, de R$ 25 a R$ 99 milhões e de R$100 a R$499 milhões.
Esses dados podem ser melhor visualizados na Figura 7.3.
Número de funcionários
0 a 99 10%
100 a 49935%
500 a 99920%
acima de 100035%
Figura 7.2. Distribuição das empresas quanto ao número de funcionários.
Faturamento
5%10%
35%30%
10% 10%
0%
10%
20%
30%
40%
abaixo deR$10
milhões
entre R$10e R$ 24milhões
entre R$25e R$ 99milhões
entreR$100 eR$ 499milhões
entreR$500 eR$ 999milhões
acima deR$1 bilhão
Faturamento médio anual
% d
as e
mpr
esas
pes
quis
adas
Figura 7.3. Distribuição das empresas quanto ao faturamento.
Como pode ser observado na figura 7.4, 52% das empresas pesquisadas são
sistemistas, ou seja, elas fornecem sistemas (produtos que correspondem a um conjunto de
componentes) e envolvem a coordenação de fornecedores de segundo nível, ou 2nd tier
supplier, e uma responsabilidade maior quanto à qualidade e ao projeto do produto.
As empresas sistemistas da amostra apresentam maior faturamento médio anual e
também maior número de funcionários, comparadas às empresas não sistemistas. Como a
grande maioria da amostra, as empresas sistemistas não são novas, são empresas antigas que
assumiram este papel nesta indústria.
Pode-se perceber que a exportação é pouco representativa para as empresas estudadas,

Análise dos resultados da pesquisa de campo survey
115
já que 65% delas têm menos que 20% do faturamento advindo da exportação. A Tabela 7.1
detalha mais essa informação.
Não responderam
13%
Sistemistas52%
Não sistemistas
35%
Figura 7.4. Distribuição das empresas sistemistas na amostra.
Tabela 7.1. Distribuição das empresas quanto à exportação.
% do Faturamento
advinda da
exportação
% do total
das empresas
0 a 10% 35%
11% a 20% 30%
21% a 50% 20%
51% a 70% 10%
Acima de 70% 5%
Sintetizando o perfil das empresas de autopeças desta amostra, pode-se afirmar que a
maioria tem capital de origem estrangeira, são empresas de grande porte (seja em termos de
número de funcionários ou de faturamento), assumem o papel de sistemistas e têm seus
clientes, principalmente, no mercado interno.
7.2. Caracterização e Análise da Gestão do Processo de Desenvolvimento de
Produto Neste item, é apresentada a caracterização do PDP das empresas pesquisadas e
descritas as análises realizadas a partir dos dados coletados sobre as práticas de gestão deste
processo. Esta análise também engloba os indicadores de desempenho utilizados, bem como
as tendências para o PDP visualizadas pelos respondentes.

Análise dos resultados da pesquisa de campo survey
116
7.2.1. Práticas de gestão no processo de desenvolvimento de produto
Para análise dos tipos de produtos desenvolvidos foi utilizada a classificação baseada
na intensidade de participação da empresa de autopeças no projeto. Os produtos do tipo
“partes proprietárias das autopeças” e “black-box” têm alta participação das autopeças,
enquanto os produtos do tipo “partes de controle detalhado da montadora” e “adaptação de
partes controladas pelas montadoras” têm baixo envolvimento das autopeças. A Figura 7.5
ilustra essa distribuição na amostra analisada.
Na amostra, 60,7% dos produtos desenvolvidos têm alto envolvimento das autopeças,
confirmando assim, a tendência discutida na literatura, de que as montadoras estariam
passando a responsabilidade dos projetos para os seus fornecedores.
12,4%
48,3%
20,1%10,1%
0,0%10,0%20,0%30,0%40,0%50,0%60,0%
Partesproprietárias da
Autopeças
"Black-box" Partes de controledetalhado damontadora
Adaptação departes
controladas dasmontadoras
Tipos de produtos desenvolvidos
% m
édia
dos
pro
jeto
s
Figura 7.5. Tipos de produtos desenvolvidos conforme participação das autopeças no projeto.
Foram analisados também os tipos de projetos, conforme a intensidade de alterações
envolvidas ou grau de inovação do projeto. Pela Figura 7.6, percebe-se que nesta amostra,
grande parte dos projetos (46,7%) é do tipo “follow-source”, onde as empresas fazem
pequenas alterações, seguindo um projeto vindo da matriz, de outra unidade do grupo ou das
montadoras. O segundo tipo de projeto com maior freqüência nesta amostra é o projeto
plataforma (25,4%), evidenciando a relevância que estes projetos têm nas estratégias de
desenvolvimento de produto do setor de autopeças, representando ¼ dos projetos. As
mudanças radicais são pouco significativas na amostra estudada.
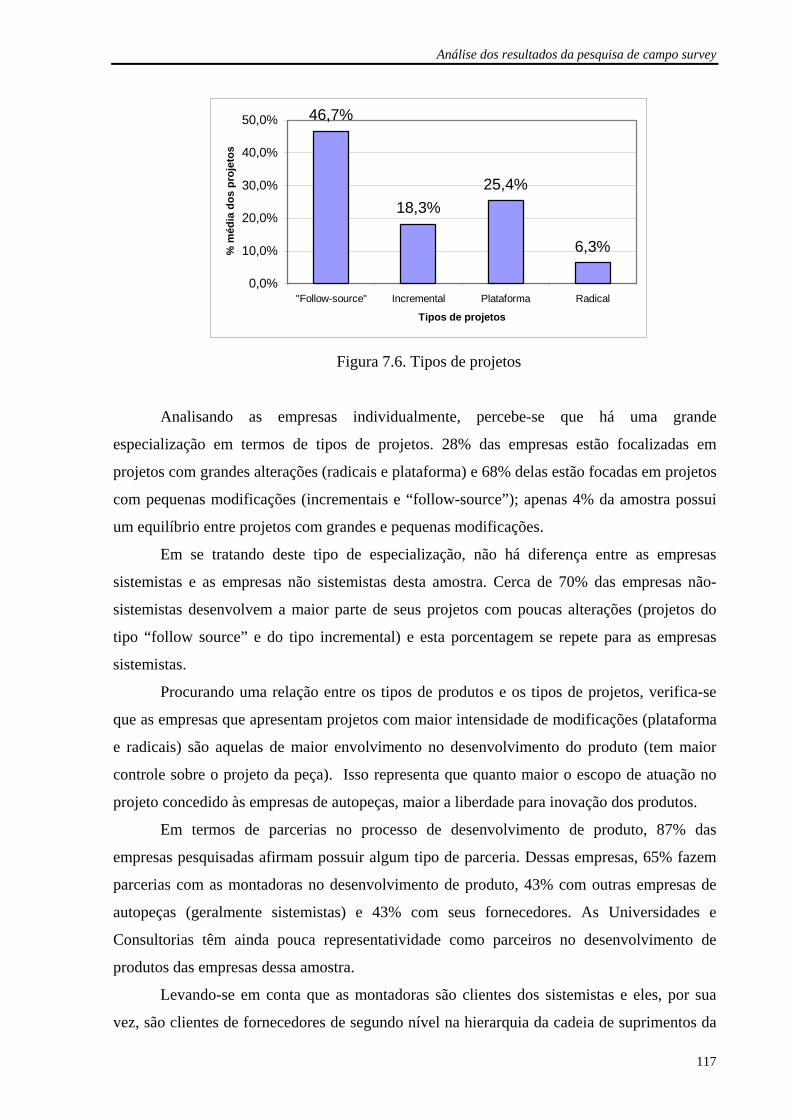
Análise dos resultados da pesquisa de campo survey
117
46,7%
18,3%25,4%
6,3%
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
"Follow-source" Incremental Plataforma Radical
Tipos de projetos
% m
édia
dos
pro
jeto
s
Figura 7.6. Tipos de projetos
Analisando as empresas individualmente, percebe-se que há uma grande
especialização em termos de tipos de projetos. 28% das empresas estão focalizadas em
projetos com grandes alterações (radicais e plataforma) e 68% delas estão focadas em projetos
com pequenas modificações (incrementais e “follow-source”); apenas 4% da amostra possui
um equilíbrio entre projetos com grandes e pequenas modificações.
Em se tratando deste tipo de especialização, não há diferença entre as empresas
sistemistas e as empresas não sistemistas desta amostra. Cerca de 70% das empresas não-
sistemistas desenvolvem a maior parte de seus projetos com poucas alterações (projetos do
tipo “follow source” e do tipo incremental) e esta porcentagem se repete para as empresas
sistemistas.
Procurando uma relação entre os tipos de produtos e os tipos de projetos, verifica-se
que as empresas que apresentam projetos com maior intensidade de modificações (plataforma
e radicais) são aquelas de maior envolvimento no desenvolvimento do produto (tem maior
controle sobre o projeto da peça). Isso representa que quanto maior o escopo de atuação no
projeto concedido às empresas de autopeças, maior a liberdade para inovação dos produtos.
Em termos de parcerias no processo de desenvolvimento de produto, 87% das
empresas pesquisadas afirmam possuir algum tipo de parceria. Dessas empresas, 65% fazem
parcerias com as montadoras no desenvolvimento de produto, 43% com outras empresas de
autopeças (geralmente sistemistas) e 43% com seus fornecedores. As Universidades e
Consultorias têm ainda pouca representatividade como parceiros no desenvolvimento de
produtos das empresas dessa amostra.
Levando-se em conta que as montadoras são clientes dos sistemistas e eles, por sua
vez, são clientes de fornecedores de segundo nível na hierarquia da cadeia de suprimentos da

Análise dos resultados da pesquisa de campo survey
118
indústria automotiva, fica evidente a forte parceria com clientes e fornecedores no
desenvolvimento de produto.
A Figura 7.7 representa outros tipos de parcerias existentes.
65%43%43%
30%26%
17%
0% 20% 40% 60% 80%
Montadoras
Outras autopeças
Fornecedores
Institutos de pesquisa
Universidades
Empresas de consultoriaTi
po d
e pa
rcei
ros
% do total de empresas pesquisadas
Figura 7.7. Tipos de parcerias no PDP
Além dos tipos de parcerias no PDP, foi questionada a intensidade de cada um deles.
Para auxiliar esta indicação, foi apresentada ao respondente uma escala de 1 a 5, conforme a
porcentagem de projetos desenvolvidos em parceria. Foram consideradas parcerias de alta
intensidade os graus 4 e 5.
A Figura 7.8 representa a relação entre os tipos de projetos e a intensidade das
parcerias de forma geral (com montadoras, sistemistas e fornecedores). Percebe-se que nos
projetos do tipo “follow-source” e plataforma, essas parcerias são mais intensas.
32%28%
22% 22%
0%
10%
20%
30%
40%
"Follow-source" Plataforma Incremental Radical
Tipos de projetos
% d
e pr
ojet
os c
om a
lta
inte
nsid
ade
de p
arce
rias
Figura 7.8. Relação entre tipos de projetos e intensidade de parcerias.
Em se tratando da intensidade das parcerias conforme os tipos de parceiros, tem-se
uma maior intensidade nas parcerias com as montadoras, seguida pelas parcerias com as

Análise dos resultados da pesquisa de campo survey
119
empresas sistemistas e depois com os fornecedores (Figura 7.9). A maior representatividade
das montadoras como parceiras no desenvolvimento de produto é encontrada em qualquer
tipo de projeto, não importando a intensidade de alterações realizadas.
Figura 7.9. Relação entre tipos de parceiros e intensidade de parcerias.
Essas iniciativas de parcerias ocorrem, com maior freqüência, nas etapas iniciais do
processo de desenvolvimento: na concepção do produto e no projeto deste (vide Figura 7.10).
A baixa intensidade das parcerias nas demais etapas é explicada por se tratar de etapas onde
são tomadas decisões que têm maior impacto internamente à empresa, no processo de
produção. Essas freqüências são semelhantes para os vários tipos de projeto e também para os
diferentes parceiros.
56%
43%
17% 17% 18%
0%
10%
20%
30%
40%
50%
60%
Concepção Projeto doProduto
Projeto doProcesso
ProduçãoPiloto
Start-up
Etapas do PDP em que ocorrem as parcerias
% d
o to
tal d
e pr
ojet
os
dese
nvol
vido
s em
par
ceria
s
Figura 7.10. Freqüência de parcerias nas etapas do PDP
Acerca da estrutura organizacional utilizada no desenvolvimento de produto há uma
predominância da estrutura mais tradicional, a estrutura funcional, adotada 43% das empresas,
seguida por uma estrutura mais inovadora, a estrutura matricial (adotada por 35%). A Figura
29%
12%
3%
0%
10%
20%
30%
40%
Montadora Sistemista Fornecedores
Tipos de parcerias
% d
e em
pres
as c
om
parc
eria
s de
alta
in
tens
idad
e
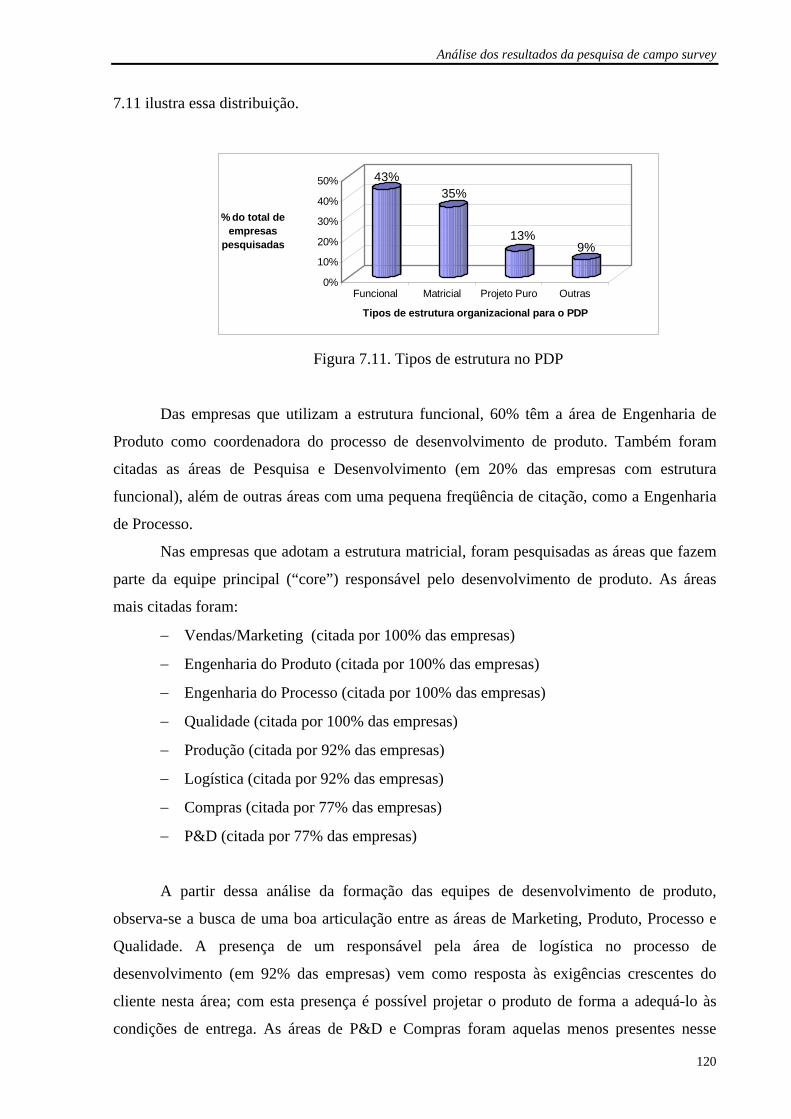
Análise dos resultados da pesquisa de campo survey
120
7.11 ilustra essa distribuição.
43%35%
13%9%
0%
10%
20%
30%
40%
50%
% do total de empresas
pesquisadas
Funcional Matricial Projeto Puro Outras
Tipos de estrutura organizacional para o PDP
Figura 7.11. Tipos de estrutura no PDP
Das empresas que utilizam a estrutura funcional, 60% têm a área de Engenharia de
Produto como coordenadora do processo de desenvolvimento de produto. Também foram
citadas as áreas de Pesquisa e Desenvolvimento (em 20% das empresas com estrutura
funcional), além de outras áreas com uma pequena freqüência de citação, como a Engenharia
de Processo.
Nas empresas que adotam a estrutura matricial, foram pesquisadas as áreas que fazem
parte da equipe principal (“core”) responsável pelo desenvolvimento de produto. As áreas
mais citadas foram:
− Vendas/Marketing (citada por 100% das empresas)
− Engenharia do Produto (citada por 100% das empresas)
− Engenharia do Processo (citada por 100% das empresas)
− Qualidade (citada por 100% das empresas)
− Produção (citada por 92% das empresas)
− Logística (citada por 92% das empresas)
− Compras (citada por 77% das empresas)
− P&D (citada por 77% das empresas)
A partir dessa análise da formação das equipes de desenvolvimento de produto,
observa-se a busca de uma boa articulação entre as áreas de Marketing, Produto, Processo e
Qualidade. A presença de um responsável pela área de logística no processo de
desenvolvimento (em 92% das empresas) vem como resposta às exigências crescentes do
cliente nesta área; com esta presença é possível projetar o produto de forma a adequá-lo às
condições de entrega. As áreas de P&D e Compras foram aquelas menos presentes nesse
Análise dos resultados da pesquisa de campo survey
121
“core team” de desenvolvimento das empresas analisadas, mas ainda assim foram citadas por
77% das empresas com estrutura matricial.
Essas equipes são gerenciadas, em 61% das empresas, por líderes específicos para
cada projeto, que são selecionados pela alta administração, em 52% dos casos, ou pela área
funcional que coordena o PDP, em 35% das empresas analisadas.
Em relação à formalização do processo de desenvolvimento, ressalta-se que 100% das
empresas da amostra utilizam um modelo de referência formal para o PDP. O APQP
(QS9000) é utilizado por 61% das empresas, enquanto o restante faz uso dos modelos de
referência da matriz. Pela alta freqüência de utilização do APQP é possível notar que a QS
9000 tem exercido um papel importante na difusão de modelos de referência para o PDP. O
uso de modelos formais já ocorre entre 2 e 4 anos, em 39% das empresas, mas em 22% da
amostra, existe essa utilização há mais de 5 anos.
Foram analisadas também quais as atividades de desenvolvimento de produto (por
exemplo: pesquisa de mercado, homologação do produto, prototipagem) que são
desenvolvidas pela unidade pesquisada, por outra unidade do grupo, pela matriz ou por
empresas contratadas.
Nesse ponto, pode-se perceber que as unidades locais desenvolvem grande parte das
atividades listadas (algumas unidades chegam a desempenhar todas as atividades). Essa
presença das unidades locais no PDP se intensifica nas atividades relativas às etapas finais do
processo de desenvolvimento de produto (Engenharia do Processo e Produção-Piloto).
Algumas dessas atividades são também desenvolvidas pela matriz das empresas e, em menor
freqüência, por outras unidades da organização. O uso de serviços de empresas contratadas
têm baixa significância, nesta amostra, em termos das atividades do PDP.
Esta informação pode representar a capacidade das unidades locais em termos de
desenvolvimento do produto, que está sendo aproveitada pelos grupos fornecedores de
autopeças.
As atividades menos realizadas pelas unidades locais são as seguintes:
− Pesquisa de mercado (realizada por 70% das unidades locais);
− Identificação de possibilidades tecnológicas (realizada por 74% das unidades
locais);
− Avaliação de estilo e layout (realizada por 78% das unidades locais);
− Realização de testes com protótipos (realizada por 78% das unidades locais).

Análise dos resultados da pesquisa de campo survey
122
Em relação aos chamados “reviews”6 (pontos no processo de desenvolvimento para
reavaliação do projeto e/ou etapa anterior, dos pontos de vista técnico e gerenciais, antes de
avançar para as etapas seguintes), 87% das empresas analisadas os utilizam em seu PDP. Eles
estão presentes em todas as etapas do processo, mas com maior freqüência nas etapas de
projeto do produto (em média, 2,7 “reviews” nessa etapa) e projeto do processo (em média,
1,7 “reviews” nessa etapa). Na fase de “start-up”, os “reviews” são menos freqüentes (em
média, 1,1 “reviews” nessa etapa). Observa-se que o conceito de “reviews”, considerado
como uma boa prática pela literatura da área, vem sendo assimilado e está presente na maioria
das empresas da amostra. Esse conceito já faz parte dos modelos de referência adotados pelas
empresas.
A Figura 7.12 representa a freqüência de utilização de ferramentas de apoio à gestão
do processo de desenvolvimento de produto.
0%20%40%60%80%
100%
FMEA CAD
Bench
marking EDM
Eng. S
imult
ânea
DOE
7 Ferr
. Ger.
da Q
ualid
ade
DFMA
Engen
haria
de V
alor
QFDCAPP
Prototi
page
m rápid
aFTA
Técnic
as de
Sim
ulaçã
oPDM
Tecno
logia
de G
rupo
Método
Taguc
hiTRIZ
Ferramentas utilizadas no PDP
% d
o to
tal d
e em
pres
as q
ue
utili
zam
as
ferr
amen
tas
Figura 7.12. Ferramentas do PDP
As ferramentas mais utilizadas pelas empresas estudadas são:
− FMEA – Failure Mode and Effects Analysis (96%)
− CAD – Computer Aided Design (87%)
− Benchmarking (78%)
− EDM – Eletronic Document Management (74%)
− Engenharia Simultânea (70%)
− DOE – Design of Experiments (61%)
6 Existem outros nomes relacionados aos “reviews”, tais como revisões gerenciais e “stage gates”, mas nesta pesquisa, não houve preocupação em diferenciar essas abordagens.

Análise dos resultados da pesquisa de campo survey
123
O uso mais intenso de FMEA deve estar associado às especificidades do setor e à
própria obrigatoriedade de aplicação presente na QS 9000. No caso da ferramenta CAD, a
expectativa era que 100% das empresas pesquisadas a utilizassem por se tratar de uma
ferramenta básica utilizada em projetos.
As ferramentas menos utilizadas pelas empresas analisadas são:
− Método Taguchi (23%): que pode ser confundido com o DOE, que é uma das
ferramentas mais utilizadas, como consta na Figura 12.
− TRIZ – Teoria da Solução Criativa de Problemas (23%): que é uma ferramenta
relativamente nova, voltada para criatividade e ainda pouco explorada.
− Tecnologia de grupo (30%): o uso desta ferramenta é muito importante já no
projeto do produto, mas o seu uso ainda está muito associado ao PCP
(Planejamento e Controle da Produção), ligado ao conceito de reusability e com a
finalidade de reduzir a variedade de itens.
− PDM – Project Data Management (35%): cujo uso se confunde com determinado
software comercial para gerenciamento de dados de projeto. Além disto, esta
ferramenta esta muito relacionada com a ferramenta EDM, que é uma das
ferramentas mais utilizadas, como consta na Figura 12.
− FTA – Fault Tree Analisys (35%): que pode ser utilizada em conjunto com a
ferramenta FMEA.
− Técnicas de Simulação (35%): apesar de pouco utilizada nesta amostra, sabe-se
que o uso desta ferramenta vem crescendo no PDP das empresas e este uso pode
estar associado a outras ferramentas, como o DOE, por exemplo.
Também foi realizada uma análise do impacto que as ferramentas têm sobre cada um
dos critérios de desempenho do PDP (qualidade, tempo e produtividade), na visão das
empresas. Como esta análise é baseada na percepção das empresas que realmente utilizam
essas ferramentas, optou-se por avaliar apenas as ferramentas utilizadas por mais de 40% das
empresas, conseguindo assim agrupar a percepção de um maior número de entrevistados. Esta
percepção de contribuição da ferramenta no desempenho foi dada numa escala de 1 a 5
(quanto maior o número, maior a contribuição percebida).
Primeiramente, foram destacadas as ferramentas que, segundo as empresas dessa
amostra, mais influenciam o desempenho em qualidade. O resultado pode ser visualizado na
Figura 7.13.

Análise dos resultados da pesquisa de campo survey
124
0,00,51,01,52,02,53,03,54,04,55,0
Grau de contribuição
percebido sobre o desempenho em qualidade do PDP
CA
D
DFM
A
Eng
.S
imul
tâne
a
7 Fe
rr.G
er. d
aQ
ualid
ade
ED
M
FME
A
DO
E
Ben
chm
arki
ng
Eng
enha
riade
Val
or
Ferramentas utilizadas no PDP
Figura 7.13. Ferramentas que mais influenciam o desempenho em qualidade
Ressalta-se neste ponto o quanto a tecnologia de informação é percebida pelas
empresas como grande auxílio na busca pela qualidade (CAD) e também a importância de
projetar os produtos adequados à capacidade do sistema de produção (DFMA), contribuindo
para assegurar a qualidade de conformação.
A Figura 7.14 representa as ferramentas do PDP que mais influenciam o desempenho
em tempo.
CA
D
DFM
A
7 Fe
rr. G
er.d
a Q
ualid
ade
FME
A
0.00.51.01.52.02.53.03.54.04.55.0
Grau de contribuição
percebido sobre o desempenho em
tempo do PDP
Eng
.S
imul
tâne
a
ED
M
DO
E
Ben
chm
arki
ng
Eng
enha
riade
Val
or
Ferramentas utilizadas no PDP
Figura 7.14: Ferramentas do PDP que mais influenciam o desempenho em tempo
Para o critério tempo, as empresas percebem a importância da filosofia da Engenharia
Simultânea, possibilitando a integração entre projeto do produto e do processo, evitando

Análise dos resultados da pesquisa de campo survey
125
assim os retrabalhos, e também percebem a importante contribuição das ferramentas com
forte conteúdo em tecnologia da informação (TI): CAD e EDM.
A Figura 7.15 representa as ferramentas do PDP que mais influenciam o desempenho
em produtividade.
0,0
0,5
1,0
1,5
2,0
2,5
3,03,5
4,0
4,5
Grau de contribuição
percebido sobre o desempenho em produtividade do
PDP
CAD
Eng.
Sim
ultâ
nea
DFM
A
EDM
7 Fe
rr. G
er.d
aQ
ualid
ade
Benc
hmar
king
FMEA
Enge
nhar
iade
Val
or DO
E
Ferramentas utilizadas no PDP
Figura 7.15. Ferramentas do PDP que mais influenciam o desempenho em produtividade
Segundo a literatura, a produtividade do PDP pode ser melhorada através de uma
maior integração e aproveitamento dos recursos no PDP. Para uma integração mais forte, as
empresas pesquisadas destacam a contribuição da Engenharia Simultânea, que integra projeto
do produto e do processo, e a ferramenta DFMA, que integra as atividades do PDP à
manufatura. As ferramentas relacionadas à TI, são utilizadas para o melhor aproveitamento
dos recursos.
A filosofia da Engenharia Simultânea é percebida como forte influenciadora dos três
critérios de desempenho, ressaltando a importância percebida da integração do projeto do
produto e do projeto do processo. As ferramentas CAD, EDM e DFMA também são
percebidas como grandes contribuintes dos três critérios de desempenho.
Essas quatro ferramentas (Engenharia Simultânea, CAD, EDM e DFMA) percebidas
como forte influenciadoras do desempenho em geral (Qualidade, Tempo e Produtividade)
estão entre as oito ferramentas mais utilizadas pelas empresas. No entanto, as ferramentas
FMEA, “Benchmarking”, DOE e 7 Ferramentas Gerenciais da Qualidade são altamente
utilizadas, mas percebidas como de influência relativamente menor sobre os desempenhos em
geral. Este fato leva a reflexão sobre uma melhor adequação de cada uma das ferramentas às

Análise dos resultados da pesquisa de campo survey
126
especificidades e necessidades de desenvolvimento de produto em cada uma das empresas.
O QFD, apesar de amplamente difundido na literatura como uma ferramenta central
para a gestão do PDP, neste setor, não é muito utilizada e nem percebida como de grande
impacto nos critérios de desempenho. Provavelmente, este fato ocorre porque no setor, os
requisitos de qualidade de peças e sistemas já estão mais definidos no contato cliente-
fornecedor, e a ferramenta QFD seria mais adequada a ambientes em que os requisitos se
encontram mais indefinidos.
As empresas sistemistas da amostra, utilizam em média 10 ferramentas no
desenvolvimento de produto, enquanto as empresas não-sistemistas utilizam, em média, 7
ferramentas. Isso pode ser explicado pelo nível de complexidade relativamente maior dos
produtos projetados pelas empresas sistemistas, o que exige um aparato de ferramental mais
amplo.
Sintetizando esta análise sobre as práticas de gestão do PDP, pode-se afirmar que
grande parte desta amostra se baseia em um modelo de referência e tem uma organização do
PDP mais estruturada, com uma intensa utilização de ferramentas. A colaboração no PDP
entre os participantes da cadeia está crescendo (parcerias) e o uso da Tecnologia de
Informação se apresenta mais intenso.
7.2.2. Desempenho no processo de desenvolvimento de produto
Observa-se que 26% das empresas da amostra não possuem indicadores para a análise
de desempenho do PDP. Entre as que possuem, 76% utilizam indicadores de desempenho em
qualidade, tempo e produtividade, simultaneamente. Observa-se que os modelos de referência
que estão sendo adotados pelas empresas incorporam o uso de indicadores de desempenho
para o PDP.
A Tabela 7.2 representa uma comparação entre os critérios de desempenho com as
cinco etapas do PDP. Observa-se que o critério tempo é o mais utilizado em todas as etapas,
reafirmando a importância do acompanhamento do fator tempo para a competitividade em
produto.
O critério de desempenho de produtividade é o menos utilizado nas etapas do PDP,
com exceção da etapa de “Start-up”, onde o critério qualidade é o menos utilizado. A
utilização dos indicadores de produtividade do PDP aumenta com a evolução das etapas deste
processo, o que pode ser explicado pelo aumento do nível de concretização, facilitando a
comparação entre os resultados e os recursos utilizados, que compõem este indicador.

Análise dos resultados da pesquisa de campo survey
127
Tabela 7.2. Relação entre etapas do PDP e os critérios de desempenho (% de empresas que
utilizam o critério de desempenho).
Qualidade Tempo ProdutividadeConcepção 41% 41% 24%Projeto do Produto 47% 65% 35%Projeto do Processo 41% 59% 41%Produção Piloto 47% 65% 41%Start-up 35% 59% 47%
Indicadores de Desempenho
Etapas em que os indicadoresestão presentes
Na fase de concepção, percebe-se uma menor utilização nos três tipos de critérios de
desempenho (com exceção do indicador de qualidade na etapa de “start-up”), o que pode ser
explicado pela dificuldade de medição numa etapa com alto grau de abstração. Na fase de
produção-piloto, os três tipos de critérios têm maior utilização. Esse fato se explica pela
natureza experimental dessa etapa, que exige parâmetros (indicadores) para avaliações. A
etapa do projeto do produto também é bem monitorada através dos indicadores de qualidade e
tempo.
Os indicadores de desempenho mais utilizados pelas empresas, na avaliação de
desempenho do PDP, são:
− satisfação dos clientes (utilizado por 100% das empresas que têm indicadores de
desempenho no PDP);
− custos de falhas internas de novos produtos (utilizado por 94% das empresas que
têm indicadores de desempenho no PDP);
− taxa de devolução de novos produtos (utilizado por 82% das empresas que têm
indicadores de desempenho no PDP);
− custos de falhas externas de novos produtos (utilizado por 76% das empresas que
têm indicadores de desempenho no PDP).
Com estes dados, pode-se afirmar que os indicadores mais utilizados dizem respeito à
satisfação dos clientes e às falhas do novo produto, medidas em termos de custos ou taxas.
A satisfação dos clientes, a taxa de devolução de novos produtos e os custos de falhas
externas de novos produtos são indicadores orientados para a “voz do mercado” e que
sintetizam para o cliente a qualidade de projeto do produto desenvolvido. Já os custos de
falhas internas podem ser considerados como um indicador orientado para a “voz da fábrica”
e que sintetiza o grau da qualidade de conformação atendido a partir do desenvolvimento do
produto.
Apesar de ser um indicador importante, apenas 26% das empresas, que têm

Análise dos resultados da pesquisa de campo survey
128
indicadores no PDP, declararam utilizar a porcentagem do lucro advindo de novos produtos.
Algumas empresas justificaram a baixa utilização desse indicador pela sua dificuldade de
cálculo.
Em relação ao número médio de produtos lançados, a figura 7.16 representa uma
evolução entre os anos de 1998, 1999 e 2000. Nesses três anos, não se percebe grandes
alterações do número de produtos lançados e nem mesmo nas taxas de fracasso desses novos
produtos; a média desta taxa se manteve próxima de 20% nos três anos analisados. Na
literatura, a taxa de fracasso de novos produtos está próxima de 30%.
3139 36
01020304050
1998 1999 2000Ano
Número médio de produtos
lançados pelas empresas
pesquisadas
Figura 7.16. Evolução do número médio de produtos lançados
Na amostra, uma média de 46% do faturamento de 1999 foi advinda de novos
produtos lançados nos três anos anteriores (deve-se considerar que essa média é proveniente
de um intervalo de respostas que varia de 5% a 100%, indicando um desvio padrão elevado),
o que indica uma importância significativa dos novos produtos para a competitividade, e,
consequentemente, do processo de desenvolvimento desses produtos. Em 74% das empresas,
essa porcentagem ocorreu como o planejado.
O tempo médio de retorno financeiro dos novos produtos foi de 20 meses (num
intervalo de respostas que varia de 2 a 60 meses, em função de especificidades dos
investimentos), sendo que 72% das empresas pesquisadas consideram o tempo de retorno
estando dentro do esperado.
A Tabela 7.3 destaca o tempo médio para o processo de desenvolvimento em
diferentes tipos de projeto.
Esta tabela mostra que o tempo médio de desenvolvimento aumenta à medida que se
eleva o grau de inovação dos projetos, os seja, os projetos se aproximam dos radicais. O
tempo médio de desenvolvimento de projetos incrementais é menor que a média dos projetos
do tipo follow source, pois esses últimos, apesar de, geralmente, apresentarem menor grau de

Análise dos resultados da pesquisa de campo survey
129
inovação, exigem um maior relacionamento e interação com a matriz ou outra unidade. Já os
projetos incrementais estão associados a pequenas mudanças advindas da própria empresa. A
maior parte desses tempos é considerada como esperada pelas empresas pesquisadas.
Tabela 7.3. Tempo médio de desenvolvimento por tipo de projeto
Projetos Tempo médio (meses)Acima do Esperado
Como esperado
Abaixo do esperado
"Follow-source" 7,5 30% 60% 10%Incremental 6,8 28% 61% 11%Plataforma 9,3 23% 62% 15%Radical 14,8 18% 64% 18%
7.2.3. Tendências do processo de desenvolvimento de produto
Esta seção tem o objetivo de relatar as tendências apontadas pelas empresas de
autopeças, no que diz respeito à gestão do processo de desenvolvimento de produto.
Cerca de ¾ das empresas declararam como tendência os ciclos de inovações cada vez
mais curtos, o que torna o tempo mais relevante ainda, no sentido de rapidez, para o PDP.
Outra tendência citada com freqüência (70% das empresas) foi o aumento do número de
lançamentos de novos produtos, que relacionada aos ciclos de inovações mais curtos, revela a
importância da capacidade de oferecer variedade e opções de novos produtos aos clientes.
Dentre as tendências de parcerias no processo de desenvolvimento de produto, a
parceria com os clientes-montadoras foi a mais citada (52%), seguida pelas parcerias com
fornecedores e com outros sistemistas (43%). Essas parcerias apontadas como tendências já
estão bem consolidadas, como pode ser visualizado na figura 7.7.
Em termos de novas ferramentas para o processo de desenvolvimento de produto,
foram citadas como tendências: o reforço da Engenharia Simultânea com outros fornecedores
e clientes, a adequação às normas VDA (Norma de Sistema da Qualidade alemã), adoção do
Programa Seis Sigma no PDP, a utilização de softwares de gestão de processos de
desenvolvimento e de metodologias baseadas em gates.
Dentre as tendências menos citadas pelas empresas da amostra estão as parcerias com
as empresas de consultoria (citada por 13% das empresas) e com os institutos de pesquisa
(17%), no processo de desenvolvimento de produto. Esta situação é coerente com a figura 7.7.
Apenas 9% dessa amostra consideram como tendência a centralização das atividades
de desenvolvimento de produto na matriz; 30% das empresas pesquisadas destacam uma
maior autonomia para as unidades locais, no desenvolvimento de produto, e os outros 61% da
amostra não se posicionaram sobre essa questão. Embora não se observe uma tendência clara

Análise dos resultados da pesquisa de campo survey
130
(61% das empresas não se posicionaram, indicando que a tendência não é clara para as
empresas), destaca-se a perspectiva de maior autonomia para as unidades locais, em termos de
processo de desenvolvimento de produto, o que pode ser confirmado pelas inúmeras
atividades de PDP que podem ser desenvolvidas na unidade local, e que contraria o senso
comum de tendência de centralização do desenvolvimento de produto nas matrizes das
multinacionais, em detrimento das unidades localizadas em países em desenvolvimento.
Outras tendências foram citadas por empresas individuais, a saber: gerenciamento da
qualidade “on-line”, gerenciamento eletrônico para o desenvolvimento de produtos e
comunicação eletrônica, que estão associadas à busca de uma maior integração e de uso mais
intensivo da tecnologia de informação (Intranet e Internet).
7.3. Conclusões da pesquisa de campo SURVEY De um modo geral, foi observado que as empresas já adotaram ou estão adotando
modelos de referência para a gestão do PDP. O uso dos modelos de referência está associado
a uma maior valorização desse processo por parte das matrizes e à difusão da QS 9000, que
exige das empresas um modelo mínimo para desenvolvimento de produto do tipo APQP.
Conjuntamente com os modelos, estão sendo adotadas, em boa medida, algumas
ferramentas de apoio à gestão desse processo, como FMEA, Engenharia Simultânea,
Benchmarking e Projeto de Experimentos (DOE) e ferramentas de suporte tecnológico à
atividade de projeto e de armazenamento de dados, como CAD e Eletronic Data Management
(EDM). Apesar dessas ferramentas serem percebidas como influenciadoras do desempenho
em qualidade (qualidade do projeto), em tempo e em custo (produtividade) do PDP, a
intensidade dessa influência varia entre as ferramentas, podendo servir como base para que as
empresas analisem a adequação de suas necessidades com as ferramentas utilizadas.
Cerca de 60% dos produtos desenvolvidos têm alto envolvimento das empresas de
autopeças e 47% dos projetos são do tipo “follow-source”. Estes dados podem indicar que
apesar de uma certa “independência” das empresas de autopeças em relação aos seus clientes
(em termos de PDP), esta dependência continua forte em relação à matriz do grupo, limitando
as atividades locais quanto à inovação do projeto.
Como era previsto, os sistemistas estão desempenhando um papel mais relevante no
PDP, desenvolvendo projetos com maior grau de controle da autopeça. As parcerias com
clientes (montadoras e outras autopeças que são sistemistas) já estão bem difundidas e
razoavelmente consolidadas. As empresas estão buscando levar e consolidar essas parcerias
junto à sua rede de fornecedores, tendendo para uma maior integração do PDP na cadeia de

Análise dos resultados da pesquisa de campo survey
131
suprimentos com a adoção da prática de co-design.
Apesar da estrutura matricial para organização das atividades de desenvolvimento de
produto já estar difundida há muito tempo e ser considerada uma boa prática, só mais
recentemente ela está sendo “descoberta” e adotada pela indústria brasileira de autopeças.
Em termos de estrutura organizacional no PDP, este survey identificou alguns
possíveis problemas na indústria de autopeças. Parcela significativa (43%) das empresas
pesquisadas ainda utiliza a estrutura funcional no desenvolvimento de produto, o que pode
acarretar uma falta de integração entre as áreas envolvidas, que é essencial para o sucesso
deste processo. Para minimizar este problema, muitas empresas vêm se utilizando da filosofia
da Engenharia Simultânea (como demonstrou a pesquisa), onde o trabalho em grupo é
fortalecido e a integração entre as áreas é estimulada. No entanto, é importante ressaltar que
essa filosofia só tem efeitos concretos se “traduzida” em práticas e a estrutura organizacional
pode ser um forte entrave para esta tradução.
Um outro problema identificado em termos de estrutura no PDP é que nem todas as
empresas da amostra têm em seu time principal de desenvolvimento a presença da área de
produção (este problema se encontra em apenas 8% das empresas). Essa ausência pode levar a
um desenvolvimento de produto não adequado à “Voz da Fábrica”, gerando assim
dificuldades de produção, com maiores custos e menor rapidez. Para minimizar este
problema, muitas empresas utilizam a ferramenta DFMA (como demonstrou a pesquisa), que
tem como conceito o projeto do produto adequado à montagem e fabricação. Contudo, esta
ferramenta não substitui completamente a presença de um membro da produção no PDP, pois
é este membro que possui o conhecimento do dia-a-dia da fábrica e de suas especificidades,
que não estão contidos nos princípios genéricos do DFMA.
Estes dois pontos da pesquisa citados anteriormente podem indicar que os problemas
estruturais não são resolvidos apenas com o uso de ferramentas de apoio; estrutura e
ferramentas devem ser desenvolvidos simultaneamente no PDP, procurando sempre uma
sinergia entre elas.
Outras boas práticas de gestão do PDP que vêm sendo adotadas são os reviews de
projeto, que possibilitam, ao longo do PDP, a revisão consensual do estado do projeto e
definição de sua continuidade e análise das pendências. Esse conceito é adotado por 87% das
empresas da amostra.
Embora todas as empresas da amostra declarem adotar um modelo de referência
formal para o PDP, 26% delas ainda não utilizam indicadores de desempenho para avaliar
esse processo, evidenciando a necessidade de evolução da gestão praticada, adicionando

Análise dos resultados da pesquisa de campo survey
132
indicadores e sistemáticas de avaliação de desempenho e de aprendizagem.
Observa-se nas diversas práticas adotadas e prioridades definidas que o fator tempo
tem sido considerado de grande relevância para a competitividade das empresas, evidenciando
a importância de resposta rápida para as montadoras, ainda que o problema do “recall”,
associado muitas vezes a problemas de qualidade de projeto, sempre seja um fantasma que
ronda essa indústria.
A prioridade em relação ao fator tempo também se manifesta nas tendências
declaradas pelas empresas para a gestão do PDP. Grande parte das empresas da amostra
declararam a tendência de investir na busca de ciclos de desenvolvimento mais rápido. Cerca
de 2/3 das empresas também definem como tendência o aumento do número de lançamento
de novos produtos.
Chama a atenção que 30% das empresas da amostra, ao contrário das expectativas,
declararam a tendência de uma maior autonomia para as unidades locais em relação ao
desenvolvimento de produto. Em muitas empresas, a capacidade de realizar atividades de
desenvolvimento é superior ao que é efetivamente praticado, subordinando-se às
determinações das matrizes ou outras unidades do exterior.
Essa perspectiva de maior autonomia das atividades do PDP somada ao aumento de
capacidade de desenvolvimento, resultante da maior interação com os centros mundiais de
desenvolvimento das matrizes, podem facilitar ou ampliar a adoção da prática de “co-design”
na indústria automobilística local, visando a redução do tempo de desenvolvimento.
É importante ressaltar que esta amostra analisada, provavelmente, é mais estruturada
em termos de PDP, se comparada à média da indústria de autopeças. Esta afirmação é baseada
no próprio perfil da amostra, com a maioria das empresas multinacionais e de grande porte, e
pelo fato de que a estrutura do questionário (com detalhes da gestão do PDP) exigia uma certa
estruturação deste processo por parte das empresas respondentes.
Desta forma, as práticas de gestão do PDP analisadas podem ser úteis como
recomendações para as demais empresas da indústria. Dentre estas práticas, destacam-se:
− o fortalecimento da integração, seja com clientes e fornecedores (“co-design”) ou
entre as próprias áreas internas envolvidas.
− o fortalecimento do uso da Tecnologia de Informação, que facilita a comunicação e
interação entre as partes envolvidas no PDP.
− maior sistematização do PDP, através de modelos de referência, dos “reviews” e
da utilização de medidas de desempenho.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
133
8. Estudo de casos sobre projetos de desenvolvimento e co-design
na indústria automotiva brasileira
8.1 Introdução Neste capítulo apresenta-se os resultados da pesquisa de campo com estudo de casos
sobre a participação de fornecedores(empresas de autopeças) em projetos de desenvolvimento
e práticas de co-design coordenados por montadoras do país. Apresenta-se dois casos já
realizados, a saber: o projeto de desenvolvimento do motor 1.0 16 válvulas da VW e o projeto
de reestilização do Pálio (Novo Pálio – Fiat). Está em fase de conclusão um terceiro caso que
traz um panorama geral sobre a postura em termos de desenvolvimento de produto, e de
envolvimento de fornecedores, das novas montadoras instaladas no país. Para este caso as
entrevistas estão sendo realizadas: já foram realizadas visitas na Citroen e em 1 fornecedor em
Rezende(Porto Real) – RJ e em 2 fornecedores e na Renault em Curitiba – PR. Já a algum
tempo está sendo tentado a realização de mais dois casos(um sobre um projeto da Ford e outro
sobre um projeto da GM), mas até o momento não houve a abertura destas empresas para a
realização dos mesmos.
8.2 O Desenvolvimento do Motor VW 1.0 16 válvulas Turbo
8.2.1 Introdução
De forma mais tardia a indústria automotiva brasileira vem enfrentando, desde o início
da década de noventa, uma época de mudança que suas congêneres, tanto na Europa quanto
nos Estados Unidos, já enfrentaram na década de oitenta. A diferença fundamental no caso
brasileiro é que o vetor de mudança não foi a invasão das montadoras japonesas, como
ocorreu nos Estados Unidos e Europa, e sim, as ações do governo brasileiro.
As ações do governo e os seus efeitos podem ser divididos em duas grandes etapas. Na
primeira etapa, que ocorreu na primeira parte da década de noventa, um conjunto de ações
fomentou a importação de automóveis com a redução das alíquotas, a criação do “carro
popular” por meio dos acordos na Câmara Setorial, regionalização da produção de automóveis
e autopeças com a criação do Mercosul, e finalmente investimentos na instalação de novas
plantas e entradas de novos fabricantes no mercado por meio da implementação do Regime

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
134
Automotivo nos moldes feito anteriormente na Argentina (Laplane e Sarti, 1998).
A segunda etapa, que aconteceu na segunda metade da década passada, é caracterizada
pelo protecionismo do mercado nacional com aumento de alíquotas de importação em troca
do investimento das montadoras já instaladas no país e de novos fabricantes. Esses novos
investimentos têm incentivos fiscais de governos estaduais e baixas taxas de importação de
máquinas, equipamentos e autopeças. Os novos investimentos visam, na maioria dos casos,
lançar ou renovar os modelos dos “carros populares” cuja participação no mercado no final da
década é algo em torno de 75% das vendas de veículos de passeio (Salerno et alli, 1998;
Quadros e Queiroz, 2000).
Um outro efeito indireto e não controlado das ações do governo, nessa segunda etapa,
é a desnacionalização e concentração no setor de autopeças. Face às políticas de global
sourcing e follow sourcing adotadas pelas montadoras, muitas empresas de autopeças de
capital brasileiro foram adquiridas por grandes grupos internacionais. Além disso, as
montadoras reduziram o número de fornecedores e passaram a buscar uma nova forma de
relacionamento com eles tanto em termos de desenvolvimento de novos produtos como em
termos de operações.
O resultado mais visível dessa nova fase da indústria automotiva brasileira, em termos
de produto, foi o desenvolvimento e a consolidação do “carro popular” – geralmente um
automóvel pequeno e com motor de 1.000 cm³. Esse tipo de automóvel faz parte praticamente
da linha de produto de todas as montadoras instaladas no país. Isso ocorreu graças ao
incentivo fiscal dado pelo governo para todo automóvel cujo motor tem 1.000 cm³. O
desenvolvimento de produto de muitas montadoras esteve ou está concentrado nesse tipo de
automóvel.
Por fim, apesar da falta de uma linha clara de ação, os atos do governo brasileiro,
tomados em administrações diferentes, acabaram por induzir uma série de reações dos atores
envolvidos na indústria automotiva brasileira que culminaram numa revitalização do setor.
Hoje o país faz parte do mapa mundial da globalizada indústria automotiva como importante
produtor de carros de pequeno e médio porte e base para atuação num mercado regional da
América Latina.
Vale ainda destacar que a indústria automotiva brasileira, que vinha de um período de
implementação de estratégias vindas das matrizes e adaptação às variações do mercado,
característico na década de oitenta, passou a buscar inovações tanto tecnológicas (robotização
de fábricas) quanto de gestão (novas formas de relacionamento com fornecedores, introdução
de métodos de “produção enxuta”, etc.). Algo similar que montadoras norte-americanas e

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
135
européias fizeram, mas por circunstâncias e incentivos diferentes.
Nesse contexto de acirramento da competição, uma fonte importante de
competitividade para essas empresas é o desenvolvimento de novos produtos, como já foi
verificado por vários estudos em outros países (Clark e Fujimoto, 1991; Wheelwright e Clark,
1992, 1995; Clausing, 1994). Alguns desses estudos demonstraram que o desenvolvimento de
produto foi umas das principais fontes de vantagem competitiva de algumas empresas
japonesas nos anos 80 (Rosenbloom e Cusumano, 1987; Garvin, 1988; Clark e Fujimoto,
1991; Womack et alli, 1990).
Face ao exposto anteriormente é de suma importância, tendo em vista o momento que
vive a indústria brasileira automotiva e de autopeças, o estudo de como as empresas desses
setores estão desenvolvendo os seus produtos e como elas estão adotando novas formas para
gerir esse processo.
8.2.2 Gestão do Desenvolvimento de Produto
O desenvolvimento de produto pode ser entendido como “um processo pelo qual a
organização transforma dados sobre oportunidade de mercado e possibilidades técnicas em
recursos de informação para a produção comercial” (Clark e Fujimoto, 1991:20). Recursos de
informação significa projetos detalhados de produto e processo. Assim, o processo de
desenvolvimento de produto (PDP) pode ser visto como essencialmente um processo de
criação e transferência de informações (Clark e Fujimoto, 1991). Mais ainda, ele está na
interface entre o mercado e a organização. Daí deriva a importância dele para a
competitividade da empresa.
A estratégia de produto, a organização do desenvolvimento de produto e a gestão
desse processo são fatores decisivos para o desempenho do produto no mercado e como a
empresa sobreviverá no futuro. O PDP pode ser caracterizado, de forma genérica, pelas
seguintes etapas: geração do conceito de produto, planejamento do produto, projeto do
produto, projeto do processo e produção-piloto (Clark e Fujimoto, 1991). A Figura 8.1 ilustra
as etapas típicas do PDP.
Essa divisão de etapas é mais didática e realça a interdependência existente entre as
etapas. Porém na prática as etapas se sobrepõem e são iterativas na procura da solução. A
abordagem de Engenharia Simultânea propõe que realmente as etapas tenham sobreposição e
iteratividade para facilitar a solução de problemas minimizando o tempo total de
desenvolvimento, melhorando a qualidade e reduzindo os custos (Prasad, 1997).

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
136
ConceitoConceito PlanejamentoPlanejamentodo Produtodo Produto
EngenhariaEngenhariado Produtodo Produto
EngenhariaEngenhariado Processodo Processo
ProduçãoProdução--PilotoPiloto
Figura 8.1. Etapas do processo de desenvolvimento de produto (Clark e Fujimoto, 1991).
Os projetos de forma genérica podem ser classificados de acordo com o grau de
mudanças que eles incorporam. Essa classificação pode dar uma idéia do nível de dificuldade
envolvido e o comprometimento de recursos necessários. Os tipos de projetos são: projetos de
desenvolvimento/pesquisa avançada, projetos de alianças ou parcerias, projetos incrementais
ou derivados, projetos radicais e projetos plataforma (Wheelwright e Clark, 1994).
O desempenho do PDP tem sido medido em termos do trinômio qualidade, tempo e
produtividade (Clark e Fujimoto, 1991; Stalk, 1988). A qualidade é quanto o desempenho do
produto atende às necessidades dos consumidores e os deixa satisfeitos. O tempo é medido
desde o estabelecimento do conceito do produto até a finalização da produção-piloto, ou seja,
é o tempo gasto para desenvolver o projeto. A produtividade é mensurada a partir do uso dos
recursos (horas-homem de engenharia, materiais para construção de protótipos, recursos para
realização dos testes, etc.) durante todo o desenvolvimento do produto.
Um dos obstáculos para alcançar rapidez, eficiência e qualidade é a complexidade e a
incerteza envolvidas no desenvolvimento de produto. Durante o desenvolvimento várias
escolhas são feitas e elas envolvem alto grau de risco e podem afetar as demais etapas devido
à interdependência entre elas (Wheelwright e Clark, 1992).
Os fatores críticos para a gestão do PDP são o trabalho em equipe, a forma de
liderança e condução dos projetos, o envolvimento de fornecedores e clientes, o
desenvolvimento simultâneo e integrado, e a capacidade da manufatura em fazer protótipos,
testes, ferramental e produção-piloto (Clark e Fujimoto, 1991; Clark e Wheelwright, 1992).
Pesquisas empíricas sobre boas práticas no PDP apontam também outros dois fatores tais
como formalização do PDP com revisões nas etapas e utilização de um conjunto mínimo
integrado de métodos e ferramentas, e uso de estratégias de desenvolvimento tanto no âmbito
de planejamento quanto de projeto (Griffin, 1997). Neste artigo será o foco será o
envolvimento de fornecedores.
8.2.3 Envolvimento de Fornecedores no Desenvolvimento de Produto
O envolvimento dos fornecedores no desenvolvimento de produto pode contribuir
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
137
significativamente para a melhoria do desempenho do processo em termos de tempo e
qualidade (Clark e Fujimoto, 1991; Womack et alli, 1990; Brown e Eisenhardt, 1995;
Kesseler, 1997). Além disso, a especialização dos fornecedores pode permitir inovações
tecnológicas mais rápidas e liberar a empresa para se especializar naquilo que é o core
business dela (Prahalad e Hamel, 1990).
No caso da indústria automotiva é praticamente impossível uma montadora se
especializar em todos os componentes e sistemas visto que um carro tem por volta de 30.000
componentes com os mais variados tipos de tecnologias. Ela deve cada vez mais se
especializar em projetar e montar automóveis (Kesseler, 1997).
A decisão de envolver os fornecedores ou não no desenvolvimento de produto vai
além de uma decisão do tipo make or buy (Liker et alli, 1996). Isso é ainda mais determinante
no caso da indústria automotiva já que a decisão de comprar um componente não
necessariamente implica em não projeta-lo. Isso já foi demonstrado em alguns estudos
específicos na indústria automotiva com destaque para as montadoras japonesas (Clark e
Fujimoto, 1991; Womack et alli, 1990). Apesar de mais recentemente essa estratégia vem
sendo adotada de alguma forma por montadoras norte-americanas (Liker et alli, 1996).
Naturalmente nem todos os fornecedores são envolvidos igualmente no
desenvolvimento conjunto de produto. As montadoras tendem a adotar uma hierarquização
entre os inúmeros fornecedores criando níveis ou tiers entre eles (Lamming, 1993). Na
maioria das vezes, somente os fornecedores de primeiro nível é que acabam por se envolver
no desenvolvimento de produto com a montadora.
Os fornecedores de primeiro nível tendem a ter um relacionamento sólido e de longo
prazo com os seus clientes (montadoras). Eles se juntam ao desenvolvimento do produto logo
no seu início, trocam informações intensamente com a montadora e acabam sendo
responsáveis por boa parte da execução do desenvolvimento de sistemas ou subsistemas
(Liker et alli, 1996; Kesseler, 1997).
Os tipos de projetos que os first tier suppliers tendem a participar são do tipo black
box, podendo também haver participação em projetos do tipo gray box (Clark e Fujimoto,
1991; Kesseler, 1997).
Especificamente para a indústria automotiva podem ser identificados três tipos de
projetos de acordo com o fluxo de informações entre a montadora e os fornecedores de
autopeças envolvidos no projeto. Os tipos de projeto são: peças de propriedade do fornecedor,
black box e peça de controle detalhado pelo cliente, também conhecido como gray box (Clark
e Fujimoto, 1991; Liker et alli, 1996; Kesseler, 1997). A Tabela 8.1 contém maiores detalhes

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
138
sobre esses tipos de projetos.
Tabela 8.1. Tipos de projeto encontrados na indústria automobilística.
Tipo de Projeto
Característica Principal Principal Vantagem Principal Desvantagem
Peça de propriedade do fornecedor
Peça ou sistema desenvolvidos e manufaturados pelo fornecedor
Custo resultante da economia de escala, pois a peça é produzida para mais de um cliente
Montadora não controla a peça ou sistema
“Black Box” Envolvimento do fornecedor nas primeiras etapas do PDP Comunicação clara e intensa entre as partes Grande responsabilidade do fornecedor Solução conjunta de problemas
Peça ou sistema customizado com alta qualidade
Informação passada para o fornecedor Pode gerar dependência do fornecedor
Peça de controle detalhado pelo cliente ou “gray box”
Projeto do produto da montadora Envolvimento tardio no PDP
Garantia da qualidade Preservação das capacidades de projeto da montadora Maior poder de barganha da montadora
Montadora perde o foco de suas atividades principais
Um modo de relacionamento entre montadora e fornecedor que leva em conta mais o
desenvolvimento de produto conjunto é denominado de co-design. As principais
características são (Kesseler, 1997):
− solicitações ao fornecedor são feitas mais cedo, incluindo especificações sobre
preço-alvo e descrição funcional do produto;
− escolha do fornecedor feita pelo departamento de projetos e não somente pelo
departamento de compras/suprimentos;
− transferência de know-how para o fornecedor;
− poucos fornecedores por produto (um ou dois);
− presença de representantes dos fornecedores na equipe de projeto da montadora
que tem responsabilidade direta pelo desenvolvimento do automóvel;
− um gerente de projeto é nomeado no fornecedor;
− fornecedor tem autonomia para escolha dos métodos e técnicas a serem utilizadas
no desenvolvimento do sistema ou subsistema, mas ele tem a obrigação de ser
claro nessa escolha;

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
139
− comunicação intensa entre as duas partes;
− flexibilidade de solicitações por parte da montadora, ocorrendo mudanças durante
o projeto mediante acordo entre as partes;
− integração mais cedo dos aspectos financeiros com os aspectos técnicos do
projeto; e
− validação dos resultados obtidos como um processo contínuo ou iterativo.
No co-design a decisão para contratação do fornecedor não é feita mais nos moldes
tradicionais, ou seja, com base no menor preço apresentado nas propostas dos fornecedores.
Os critérios mais comuns são o desempenho do fornecedor, a experiência de relacionamentos
passados e os custos (Kesseler, 1997).
Um aspecto importante do co-design é que os contratos são de longo prazo e os
aspectos técnicos e financeiros são discutidos conjuntamente de forma a existir uma garantia
maior para o fornecedor no relacionamento com a montadora.
Um estudo procurou verificar quais são os fatores que mais influenciam na adoção do
co-design. Os resultados mostraram que o tamanho da empresa e o grau de integração vertical
exercem grande influência. Geralmente o co-design é adotado por empresas que têm na
inovação um critério competitivo, mais do que aquelas que têm como critérios custo,
qualidade, velocidade, etc. Por fim, o estudo mostrou que é necessário consistência entre as
estratégias de desenvolvimento de produto e suprimentos para a adoção do co-design (Zotteri
et alli, 2000).
8.2.4 Pesquisa de campo
Praticamente não existem na literatura estudos empíricos sobre a adoção de formas de
desenvolvimento de produto conjunto no setor automotivo brasileiro. A grande maioria dos
estudos trata das realidades japonesas, norte-americanas e européias. Assim é importante o
desenvolvimento desse tipo de estudos no Brasil. Para preencher essa lacuna foi conduzido
um estudo de caráter exploratório para capturar a perspectiva de ambos os lados envolvidos
na implementação do co-design.
A pesquisa foi desenvolvida por meio de uma abordagem qualitativa com o uso da
estratégia de estudo de caso de um projeto de produto específico típico (Bryman, 1989, Yin,
1989). Para a coleta de dados e informações, entrevistas semi-estruturadas foram feitas com
pessoas, tanto da montadora quanto de três fornecedores, com participação fundamental nesse
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
140
desenvolvimento.
As entrevistas foram conduzidas com base num roteiro que serviu tanto para a
entrevista na montadora quanto nos fornecedores de autopeças. O roteiro cobriu os seguintes
tópicos:
− estratégia de desenvolvimento de produto da empresa em termos de escopo, nível
de envolvimento dos fornecedores (1st e 2nd tiers) e organização da equipe de
projeto;
− principais práticas de gestão do desenvolvimento de produto;
− desempenho do PDP no projeto estudado em termos qualitativos;
− relacionamento entre as práticas adotadas e o desempenho apontado
anteriormente;
− maiores dificuldades encontradas no projeto; e
− principais fornecedores envolvidos no projeto e quais os sistemas, subsistemas ou
componentes que eles foram responsáveis.
A escolha do roteiro permitiu que a entrevista pudesse, quando pertinente, tratar de
outros assuntos correlatos ao tema da pesquisa. Essa foi a vantagem de não impor uma
realidade contida num questionário fechado para o entrevistado (Bryman, 1989).
Os fornecedores escolhidos para comporem o estudo de caso foram definidos depois
da entrevista na Montadora de Automóveis. Os critérios para escolha foram: ter desenvolvido
conjuntamente o produto com a montadora; ter desenvolvido projeto do tipo black box ou
gray box; e a participação das empresas foi de alguma forma um aprendizado tanto para a
montadora quanto para os fornecedores.
As pessoas entrevistadas foram: líder de projeto de powertrain na Montadora de
Automóveis, gerente de desenvolvimento de produto no Fornecedor de Sistemas de Injeção,
gerente da equipe de relacionamento com a montadora no Fornecedor de Turbocompressor e
gerente geral e engenheiro responsável pelo projeto do componente no Fornecedor do coletor
de escape.
O produto estudado foi o motor turbo 1.0 de 16 válvulas para equipar os “carros
populares” da Montadora de Automóveis. Esse propulsor foi construído a partir de uma
plataforma que já equipavam os modelos de “carros populares” da empresa (Alvarez Filho e
Gondim, 2000). Vale destacar que esse projeto foi praticamente todo desenvolvido na
subsidiária brasileira.
O conceito do produto era um motor 1.0 com câmbio longitudinal, torque e potência

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
141
máximos comparáveis aos motores 1.8 e 2.0, torque em baixa rotação igual ou superior ao
motor 1.0 de 16 válvulas, consumo comparado ao motor 1.6 de outra família, atender às
legislações de emissão e ruídos vigentes no país, e grande conteúdo de componentes
nacionalizados (Alvarez Filho e Gondim, 2000).
A forma encontrada para atingir esses objetivos foi a adoção de um turbocompressor
para aumentar a densidade do ar para influenciar diretamente na potência e no torque. Os
desafios foram: dimensionar o turbocompressor, atingir o objetivo de torque em baixa
rotação, garantir energia suficiente para centelhar as velas de ignição, proteger o motor contra
detonação, reprojetar os componentes submetidos a esforços maiores para garantir a
durabilidade e produzir os motores dentro dos padrões de qualidade da empresa (Alvarez
Filho e Gondim, 2000).
Além dos desafios técnicos enfrentados pela equipe de projeto, um outro desafio foi o
prazo estipulado para o desenvolvimento do produto – 18 meses. Tudo isso levou a montadora
a adotar a prática do co-design junto com alguns fornecedores.
Vale observar que não existe no país nenhum “carro popular” equipado com motor
turbo. A idéia foi criar uma nova plataforma de motores de baixa cilindrada e grande potência
para substituir a antiga família de motores 1.6 e 1.8 da empresa aproveitando as vantagens de
menores taxas de IPI para carros com motores 1.000 cm³. Além disso, a montadora tem
intenção de exportar esse motor para mercados que têm resistência ao motor 1.0 de baixa
potência.
8.2.5 Principais evidências da pesquisa de campo
Os resultados da pesquisa de campo serão apresentados seguindo os tópicos do roteiro
de entrevistas. A Tabela 8.2 contém os dados gerais sobre as empresas estudadas na pesquisa
de campo.
Tabela 8.2. Dados gerais das empresas estudadas.
Montadora Fornecedor do
Sistema de Injeção
Fornecedor do
Turbocompressor
Fornecedor do Coletor de
Escape Origem do capital
alemão alemão norte-americano brasileiro
Principais processos de manufatura
fundição, estamparia, usinagem e montagem
usinagem, injeção de plástico e montagem
usinagem e montagem
fundição e usinagem
Certificação do sistema da qualidade
ISO 9001 VDA 6.3
ISO 9001, QS 9000, VDA
ISO 9001, QS 9000, VDA 6.3
ISO 9002

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
142
A seguir serão apresentados os dados coletados nas empresas estudadas.
Montadora de Automóveis
A Montadora de Automóveis foi uma das empresas pioneiras na instalação da
indústria automotiva brasileira nos anos 50. Ela foi por várias décadas líder de mercado e
somente recentemente perdeu essa posição. As operações locais são as mais importantes do
grupo fora da Europa. A estrutura hierárquica do desenvolvimento de produto da Montadora
de Automóveis está ilustrada na Figura 8.2.
Estilo VeículoGlobal
Desenvolvimentodo Produto eProcesso dePower Train
Desenvolvimentodo Veículo
Planejamentodo Processo
de Carroçaria
Vice-Presidênciade Tecnologia
Presidência
Figura 8.2. Estrutura hierárquica do processo de desenvolvimento de produto da Montadora
de Automóveis.
A importância estratégica da tecnologia de motores na corporação é grande, pois a
empresa tem uma imagem associada à excelência técnica de seus produtos e deseja mantê-la.
A divisão de desenvolvimento do power train é responsável tanto pela engenharia do produto
quanto pela engenharia de processo desses componentes do automóvel. A engenharia do
produto é dividida em engenharia avançada, engenharia de projeto, engenharia experimental,
laboratórios de emissões e os centros de dinamômetros. A engenharia de processo é
responsável pelo planejamento global de aproveitamento dos recursos existentes na produção
e de novos investimentos necessários à manufatura e montagem do motor e câmbio a serem
lançados.
A estratégia de desenvolvimento do motor turbo 1.0 de 16 válvulas foi, a partir de uma
plataforma, utilizar toda a capacidade de engenharia local para desenvolver o novo produto. A
participação de alguns fornecedores no desenvolvimento desse produto foi por projeto tipo
black box ou gray box numa prática de co-design. Nos projetos black box, os fornecedores
foram envolvidos desde o pré-desenvolvimento (pré-projeto) quando receberam as
especificações de torque e potência do motor. Houve uma troca intensa de informações nos
dois tipos de projeto.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
143
A equipe de projeto constituída na montadora foi multifuncional envolvendo
profissionais das áreas de engenharia de produto, engenharia de processo, manufatura,
compras, qualidade e alguns fornecedores. Essa equipe se reunia semanalmente ou
quinzenalmente, dependendo do ritmo do projeto. A coordenação ficou a cargo de um gerente
sênior “peso-pesado”.
A principal prática de gestão indicada pelo entrevistado foi adoção de uma equipe
multidisciplinar que permitiu a aplicação e consolidação do conceito de Engenharia
Simultânea na empresa. Essa abordagem permitiu um uso melhor de métodos e técnicas como
QFD, FMEA e Método Taguchi. Os FMEA’s de produto e processo foram feitos
simultaneamente, o que trouxe muito benefícios na identificação e busca de solução dos
problemas.
A equipe foi coordenada por um gerente sênior tipo “peso-pesado” e também contou
com a participação de alguns fornecedores de componentes-chave. Vale a pena destacar que
para execução dos projetos do tipo black box e gray box é necessário uma intensa
comunicação entre o fornecedor e o cliente e que a participação deles em equipes de projeto
do cliente facilita essa comunicação que é muito mais intensa e interativa.
Outras práticas de gestão adotadas foram um modelo de referência para o
desenvolvimento de produto, que guiou as grandes etapas do processo. O modelo de
referência adotado é corporativo e consta do sistema da qualidade da empresa.
O entrevistado avaliou que o desempenho do projeto ficou dentro das expectativas em
termos de tempo e ficou acima das expectativas em termos de produtividade e qualidade.
Embora a empresa não tenha indicadores de desempenho formais para medir esses parâmetros
diretamente. O tempo de desenvolvimento foi exatamente aquele previsto no início do projeto
(18 meses). A produtividade foi avaliada em termos do orçado versus o gasto que ficou
abaixo daquilo planejado. A qualidade do produto é avaliada pelos testes (foram rodados mais
de 1.700.000 Km por 70 veículos) e pelas chamadas de campo, que, até o momento da
pesquisa, praticamente inexistem após a produção e venda de por volta de 8.000 motores.
A principal dificuldade encontrada foi o envolvimento dos fornecedores nas primeiras
etapas do desenvolvimento de produto. Segundo o entrevistado, nem todos os fornecedores
têm o expertise necessário e nem a autonomia necessária para a solução dos problemas
enfrentados. Isso quase acabou comprometendo o tempo total de desenvolvimento do projeto.
Esse fato acaba quase por impedir a adoção total de projeto tipo black box. Vale observar que
a indústria brasileira de autopeças passou recentemente por um processo de desnacionalização
que prejudica a agilidade na tomada de decisão devido à dependência da matriz.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
144
Os principais fornecedores envolvidos foram dos componentes ou sistemas que mais
trouxeram problemas no desenvolvimento do motor. Foram envolvidos os fornecedores do
turbocompressor, do sistema de injeção, de embreagem, de anéis e pistões, de coletor de
escape, etc.
Para captar a perspectiva dos fornecedores do mesmo projeto do produto foram
entrevistados os fornecedores do turbocompressor, do sistema de injeção e do coletor de
escape. Eles serão denominados “Fornecedor do Turbocompressor”, “Fornecedor do Sistema
de Injeção Eletrônica” e “Fornecedor do Coletor de Escape”.
Fornecedor do Sistema de Injeção Eletrônica
O Fornecedor do Sistema de Injeção Eletrônica tem cinco grandes unidades de
negócios no país: sistemas de gerenciamento de motores (direção e ignição eletrônica) tanto a
diesel quanto à gasolina, motores de partida e alternadores, ferramentas elétricas, e mercado
de reposição. O Brasil tem uma posição muito importante no faturamento mundial do grupo.
A unidade de sistemas de gerenciamento de motores participou ativamente no
desenvolvimento do motor turbo 1.0 de 16 válvulas da montadora. O relacionamento entre as
duas empresas já existe há um bom tempo. O Fornecedor do Sistema de Injeção Eletrônica já
participou de vários desenvolvimentos em conjunto com a Montadora de Automóveis e tem a
confiança dela para desenvolver e produzir esse tipo de produto. Esse fornecedor também tem
um bom nível de autonomia em relação à matriz européia, principalmente para desenvolver
aplicações específicas para o mercado brasileiro.
O desenvolvimento de produto do Fornecedor do Sistema de Injeção Eletrônica segue
um modelo de referência que consta do sistema de qualidade da empresa em concordância
com a QS-9000.
O sistema de injeção eletrônica para o motor turbo 1.0 de 16 válvulas foi desenvolvido
a partir de componentes desenvolvidos na matriz, mas boa parte dos componentes do sistema
foi desenvolvido no Brasil com a capacitação da engenharia local. A matriz colaborou
cedendo alguns equipamentos para testes. O tipo de projeto desenvolvido foi black box com
utilização da capacidade e know how do fornecedor.
O envolvimento de fornecedores 2nd tier aconteceu apenas na fase de engenharia de
processo. Todo o desenvolvimento anterior foi feito pelo Fornecedor do Sistema de Injeção
Eletrônica. A decisão na seleção dos fornecedores 2nd tier era feita em conjunto com a
Montadora de Automóveis.
A equipe de projeto foi funcional com um gerente de projeto responsável pelo

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
145
acompanhamento de todo o desenvolvimento com dedicação em tempo integral. Ele tinha
autonomia para tomar decisões para solucionar problemas e não deixar o cliente sem resposta
por muito tempo. Esse gerente de projeto coordenou aquilo que foi denominado pelo
entrevistado de “time virtual”. Essa equipe era formada por pessoas de várias áreas envolvidas
no projeto, porém elas não abandonaram suas áreas funcionais.
O gerente de projeto organizava reuniões semanais com o “time virtual”, verificava o
andamento de acordo com o cronograma nos gates e participava das reuniões na montadora.
Ele era o principal canal de informações entre a montadora e a empresa.
No Fornecedor do Sistema de Injeção Eletrônica, métodos como FMEA de produto e
processo, e QFD foram consideradas práticas comuns e fazem parte do sistema da qualidade.
O entrevistado considerou o desempenho em termos de tempo de desenvolvimento
acima das expectativas em vista das indefinições dos parâmetros de projeto e do pouco prazo
dado pela montadora. A qualidade do produto também foi considerada acima das expectativas
pelo desempenho do produto no campo. Já a produtividade foi considerada abaixo das
expectativas devido a grande quantidade de retrabalho feitas no projeto. O retrabalho foi
causado pela indefinição e mudança de parâmetros. Foram gastas mais horas-homem do que o
orçado.
Uma prática que foi determinante para alcançar esses níveis de desempenho foi a
figura do gerente de projeto que era responsável por agilizar as tarefas e fazer follow-up, e a
divisão de tarefas que houve no desenvolvimento. A divisão de tarefas implicou em mais
pessoas no projeto, mas permitiu a simultaneidade na execução de tarefas críticas, como as da
fase de aplicação. Essas pessoas eram alocadas temporariamente e executavam pequenas
tarefas de forma a aliviar a carga de trabalho do gerente de projeto.
A principal dificuldade relatada foi demora na definição de parâmetros básicos para a
fase inicial do desenvolvimento, preparação e definição do motor e definição do package.
Nessa fase são determinados os parâmetros do sistema de acordo com a potência especificada
do motor no dinamômetro. Porém muitas eram as incertezas acerca do coletor de admissão, de
escape e turbocompressor. A confiança mútua (construída num relacionamento já existente) e
a troca constante de informações ajudaram a superar essa dificuldade, mesmo com prejuízo da
produtividade do desenvolvimento devidos aos retrabalhos.
Para superar essa barreira inerente à prática de co-design e projetos tipo black box, os
entrevistados acreditam que a comunicação intensa e a quebra de barreiras funcionais do
fornecedor minimizam a incerteza do início do desenvolvimento sem a informação suficiente.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
146
Fornecedor do Turbocompressor
O Fornecedor de Turbocompressor tem três unidades de negócio: turbocompressores,
therm system e aeroespacial. A unidade de negócio de turbocompressores é a mais importante
no Brasil.
O principal produto da empresa é turbocompressores para veículos pesados movidos a
diesel, onde a empresa é líder de mercado. Turbocompressores para veículos leves eram feitos
apenas para aqueles que desejavam instala-los em oficinas especializadas sem qualquer
orientação da montadora, como um acessório.
Na época do envolvimento no desenvolvimento do motor turbo 1.0-16v da montadora,
o desenvolvimento de produto do Fornecedor de Turbcompressor era organizado de forma
funcional, aonde cada área era envolvida conforme a necessidade. Um líder de projeto era
designado e ele solicitava as tarefas para as áreas.
Atualmente essa estrutura foi modificada e o desenvolvimento está organizado em
customer teams. Os customer teams são equipes multifuncionais que têm um líder e pessoas
de diversas áreas – vendas, engenharia de produto, engenharia de processo, compras,
qualidade, manufatura, finanças, recursos humanos, etc. Entretanto, os membros dessas
equipes continuam atuando nas suas áreas funcionais de origem, ou seja, a organização passou
a ser matricial.Essas equipes trabalham todo o relacionamento com o cliente, inclusive o
desenvolvimento de projetos de componentes de catálogo e black box.
Existe um fórum acima dos customer teams que é um comitê da empresa composto
pela diretoria, gerentes e líderes dos times que arbitra nos impasses dentro ou entre as equipes.
Eles também decidem se um novo desenvolvimento será ou não iniciado. Essa decisão é
tomada com base na “folha de entrada de projetos” que contém dados técnicos e comerciais
do futuro produto. As demais etapas do desenvolvimento de produto do Fornecedor de
Turbcompressor seguem o modelo do APQP uma vez que a empresa é certificada QS 9000.
A empresa tem dois grandes centros de desenvolvimento de produto no mundo. O
centro nos Estados Unidos é para veículos pesados e outro na Europa é para veículos leves
tanto movidos a diesel quanto à gasolina. Eles controlam todas as especificações e desenhos
utilizados pelas demais empresas do grupo ao redor do mudo. Qualquer modificação ou
criação de peças tem de ser autorizados por esses centros. Segundo o entrevistado, essa
prática tem um lado bom, o controle rígido de especificações e desenhos, e outro ruim, a falta
de flexibilidade.
O Fornecedor de Turbcompressor nunca havia desenvolvido no Brasil um
turbocompressor para motor à gasolina de baixa cilindrada. Além disso, a montadora e o

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
147
Fornecedor de Turbcompressor nunca haviam trabalhos juntos. Esses fatores foram
importantes no relacionamento desses futuros parceiros naquilo que era um projeto tipo black
box.
O desenvolvimento do turbocompressor para esse tipo de aplicação se constituiu numa
família totalmente nova para o Fornecedor de Turbcompressor. Apesar desse produto já
existir na Europa, a empresa nunca havia feito um turbocompressor para um motor de 1.000
cm³. As dimensões, as tolerâncias e os materiais eram totalmente diferentes dos da plataforma
diesel. Isso teria um impacto muito grande na capabilidade dos processos de manufatura da
empresa.
Segundo o entrevistado, seria necessário fazer investimentos em máquinas e
equipamentos para manufaturar esse produto no Brasil. Entretanto, inicialmente a montadora
se recusou a dar qualquer garantia de volume de produção ao Fornecedor de Turbcompressor.
Isso gerou um impasse que se alongou por volta de seis meses.
O impasse foi resolvido quando a montadora decidiu fazer uma carta se
comprometendo a comprar um determinado volume de produção e envolver o Fornecedor de
Turbcompressor no desenvolvimento da futura geração de motores. Porém para evitar atrasos
foi necessário um envolvimento mundial da empresa no desenvolvimento para principalmente
fazer lote-piloto. Esse impasse levou ao desgaste do líder inicial do projeto que foi trocado
pelo entrevistado. O primeiro líder era uma pessoa da área de manufatura e o segundo da área
comercial com experiência na área técnica.
Devido à novidade do projeto e alguma falta de capacidade da engenharia local do
Fornecedor de Turbocompressor, a solução de um problema de tolerâncias no
turbocompressor desestabilizou mais ainda o relacionamento entre as empresas. O problema
demorou a ser solucionado e somente com a pressão da montadora para o envolvimento de
especialistas de outras unidades no mundo é que solução foi encontrada.
Isso tudo contribuiu para que toda qualificação do componente fosse feita
exaustivamente e com acompanhamento intenso por parte da Montadora. Esse clima de
aparente desconfiança fez com que o relacionamento com a montadora sempre fosse tenso.
Apesar do projeto ser do tipo black box houve uma série de ingerências da montadora no
sentido de tentar saber o que estava sendo feito. Por outro lado, o fornecedor procurava
preservar o seu know-how do componente. Com o envolvimento do Fornecedor de
Turbocompressor em nível mundial fez que esse clima fosse amenizado, não existindo mais a
tensão inicial.
O Fornecedor de Turbocompressor envolveu alguns de seus fornecedores no projeto,

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
148
mas todos os projetos foram do tipo gray box. Um fornecedor de fundidos teve uma
participação importante, pois foi a primeira vez que o material do turbocompressor foi
fundido no Brasil, conforme afirmou o entrevistado. As peças fundidas eram complexas e as
tolerâncias muito apertadas.
Não houve qualquer prática de gestão diferente daquelas que a empresa estava
acostumada a utilizar, ou seja, arranjo funcional com líder de projeto e seqüência de
desenvolvimento seguindo APQP. Contudo, face ao prazo muito apertado e atraso inicial, o
entrevistado afirmou que um check list feito a cada reunião interna ou com a montadora
facilitava para determinar prioridades, responsáveis e prazos.
Acerca das reuniões que o Fornecedor de Turbocompressor participava na montadora,
o entrevistado destacou a dificuldade vivida em alguns momentos quando era difícil
identificar quem era o cliente, ou seja, era o líder do projeto na montadora, o setor de
qualidade, a engenharia de processo, etc. Isso causava confusão porque às vezes a prioridade
deles era conflitante.
Para o entrevistado, o desempenho em termos de tempo ficou dentro do esperado,
apesar de todas as intempéries descritas. Já a produtividade ficou abaixo do esperado porque
foram gastos mais recursos (horas-homem de engenharia) que seria necessário. Por fim, a
qualidade ficou acima do esperado, pois o produto foi aprovado nos testes e não existem
praticamente chamadas de campo.
A boa qualidade do projeto e o tempo de execução satisfatório foram atingidos
principalmente com o comprometimento que a empresa passou a ter com o desenvolvimento
do produto. Assim quando o Fornecedor de Turbocompressor em nível mundial
disponibilizou os recursos foi possível reverter o quadro de desconfiança, solucionar alguns
problemas e cumprir o prazo na qualidade esperada. Naturalmente que a falta de
conhecimento prévio entre fornecedor e cliente foi um fator que atrapalhou bastante.
Vale observar que quando o fornecedor precisa fazer investimentos significados para
desenvolver uma nova família de peças isso requer garantias para minimizar os riscos. Esse
ponto quase comprometeu todo o projeto e o relacionamento entre as empresas.
Fornecedor do Coletor de Escape
O Fornecedor do Coletor de Escape, diferentemente dos outros dois fornecedores
estudados, tem suas operações concentradas no Brasil numa única planta e é uma empresa de
médio porte do setor de fundição.
Segundo o líder de projeto da Montadora de Automóveis, essa empresa foi envolvida

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
149
no projeto face à negativa de fornecedores tradicionais recusarem a fabricação porque o
material a ser fundido iria “contaminar” a fábrica deles. Assim o Fornecedor do Coletor de
Escape foi a única empresa a aceitar a manufatura do componente.
O Fornecedor do Coletor de Escape tradicionalmente desenvolve projetos tipo gray
box, ou seja, ele recebe o desenho do coletor do cliente, desenvolve a engenharia do processo
e faz o lote-piloto. Embora, atualmente a empresa esteja envolvida num projeto tipo black box
com um concorrente da Montadora de Automóveis.
As fases em projeto tipo gray box são o recebimento do desenho, desenvolvimento do
ferramental para fundição, execução de testes, desenvolvimento de dispositivos de usinagem e
lote-piloto. Não foi observado nem o uso de um modelo de referência de PDP na empresa e
nem uma formalização do processo atual na forma de documentação.
O coletor de escape do motor turbo 1.0 de 16 válvulas seguiu um projeto tipo gray
box uma vez que o Fornecedor do Coletor de Escape recebeu os desenhos da Montadora de
Automóveis. Durante os testes vários problemas surgiram, o que implicou numa série de
modificações sugeridas pelo Fornecedor do Coletor de Escape.
O projeto inicial do componente feito pela montadora foi baseado no coletor de escape
do produto utilizado como plataforma no desenvolvimento do motor turbo. Entretanto, o turbo
aumentou muito a temperatura e quantidade dos gases.
As várias modificações feitas resultaram em seis modelos que foram sendo
melhorados a fim de resolver os problemas detectados em vários testes. O Fornecedor de
Turbocompressor ajudou indicando o material a ser fundido. Todas essas modificações foram
feitas de forma empírica, ou seja, sem a ajuda de metodologias e técnicas de desenvolvimento
de produto, pois, segundo os entrevistados, o tempo de desenvolvimento foi muito pequeno.
Essas modificações e o prazo pequeno para desenvolver o produto tornaram a relação
entre a montadora e o fornecedor tensa e muitos conflitos aconteceram. Muitos deles pela
demora da Montadora de Automóveis em aceitar as modificações sugeridas pelo Fornecedor
do Coletor de Escape. Hoje, de acordo com os entrevistados, a Montadora de Automóveis
dedica muito mais atenção ao coletor de escape que passou a ter uma equipe somente
cuidando do desenvolvimento desse componente.
A principal prática de gestão do PDP para esse componente foi a grande interação
entre a Montadora de Automóveis e o Fornecedor do Coletor de Escape, onde foi aproveitada
e reconhecida pela montadora a capacidade do fornecedor em fazer alterações no projeto
inicial para resolver os problemas existentes. O envolvimento do Fornecedor de
Turbocompressor também ajudou a superar o problema do material a ser fundido.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
150
Para os entrevistados, o desempenho desse projeto ficou dentro das expectativas em
relação ao tempo de desenvolvimento já que o projeto terminou no tempo estipulado apesar
dos conflitos que surgiram. Em termos de qualidade, ficou acima das expectativas, pois o
componente não apresentou problemas de campo, apesar das inúmeras modificações. Por fim,
o desempenho ficou abaixo das expectativas em termos de produtividade face aos inúmeros
retrabalhos e uso de horas-extra para atingir o tempo estabelecido.
A qualidade do produto atingida se deveu principalmente aos incessantes testes
realizados pela Montadora de Automóveis e a contratação por parte dela de serviços de
terceiros já que o Fornecedor do Coletor de Escape não possui tal infraestrutura. Esses testes
forneceram base para as várias modificações feitas no projeto original da Montadora de
Automóveis.
Alguns fornecedores 2nd tier tiveram uma participação importante no projeto. Dentre
eles foram destacados pelos entrevistados o fornecedor de material para a confecção do
ferramental de moldagem e o fornecedor de pastilhas e ferramentas de usinagem.
8.2.6 Análise e Conclusões
Na opinião dos entrevistados, o projeto do motor turbo 1.0 de 16 válvulas teve um
desempenho em termos de qualidade e tempo de desenvolvimento acima das expectativas.
Vale observar que o tempo de desenvolvimento foi considerado um desafio atingido na
Montadora de Automóveis. Entretanto, a eficiência do processo de desenvolvimento desse
produto, tanto na montadora quanto nos três fornecedores estudados, foi considerada abaixo
das expectativas. O que levou a esse desempenho?
Em termos globais, a estratégia de partir de uma plataforma de produto contribuiu
significativamente no fator tempo, pois o desenvolvimento ficou concentrado somente nos
sistemas e componentes que tiveram seu desempenho afetado pela adoção do turbo.
Outra escolha importante para reduzir o tempo e garantir a qualidade foi o uso de
equipe multifuncional na organização interna da equipe de projeto da Montadora de
Automóveis – também observado nos Fornecedores do Sistema de Injeção Eletrônica. Essa
decisão permitiu a aplicação e consolidação do conceito de Engenharia Simultânea e facilitou
o uso de FMEA, QFD e Método Taguchi. Já no plano externo, a decisão de adotar a prática do
co-design com os fornecedores dos componentes mais críticos do motor também foi acertada
e ajudou a reduzir o tempo e garantir os padrões de qualidade do produto.
Entretanto, na gestão do processo de desenvolvimento em relação aos fornecedores
envolvidos no desenvolvimento do produto houve algumas falhas que acabaram por

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
151
comprometer a eficiência do processo em favor dos outros parâmetros. A Tabela 8.3 contém
as características da prática de co-design contrapostas com o que foi encontrado na pesquisa
de campo.
Das características observadas na pesquisa de campo, um fator fundamental, para a
ocorrência ou não delas, foi o tipo de relacionamento existente entre a montadora e os
fornecedores estudados. Isso foi mais determinante que o tipo de projeto, se black box ou gray
box.
A adoção do co-design torna mais crítico um dos obstáculos para atingir um
desempenho satisfatório no PDP, que é a complexidade e a incerteza envolvidas nas escolhas
feitas durante o desenvolvimento. Isso se deve principalmente à flexibilidade de solicitação
por parte da montadora, uma característica do co-design. Todos os fornecedores estudados
afirmaram que essa flexibilidade gerou muitas mudanças que acabaram por afetar a eficiência
do projeto devido aos constantes retrabalhos. Vale destacar que isso passa a ser mais críticos
ainda em projetos ou componentes com maior grau de inovação.
Outra característica observada do co-design, que também influencia a falta de informação, é a
interdependência existente entre a montadora e os fornecedores e também entre os próprios
fornecedores. Houve uma troca de informações entre os três fornecedores estudados por meio
da montadora. Isso ocorreu porque a Montadora de Automóveis não detinha o conhecimento
pleno sobre os componentes, tanto no caso dos projetos tipo black box quanto no gray box.
Outro fator que afetou de forma acentuada a eficiência do projeto foi o relacionamento
pré-existente entre a montadora e o fornecedor. Neste ponto, foram observadas duas situações
totalmente distintas. A Montadora de Automóveis e o Fornecedor do Sistema de Injeção
Eletrônica já tinham um relacionamento antigo e de confiança por parte da montadora. Esse
fornecedor já havia participado com sucesso em outros projetos. Isso reduziu o grau de
desconfiança sobre a capacidade do fornecedor em prover soluções para os problemas
encontrados.
Já entre a Montadora de Automóveis e o Fornecedor do Turbocompressor, foi a
primeira vez que essas empresas desenvolveram um projeto de forma conjunta. A falta de
garantias de volume de produção por parte da montadora e a demora em solucionar um
problema por parte do fornecedor tornaram o relacionamento tenso, pois a desconfiança de
ambas as partes fez com que fossem feitas várias validações e foram necessárias muitas
reuniões e viagens. Isso influenciou a eficiência do projeto.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
152
Tabela 8.3. Comparação das Características do Co-Design e as Evidências da Pesquisa de
Campo.
Características da Prática de Co-Design Evidências da Pesquisa de Campo Envolvimento mais cedo do fornecedor Ocorreu e foi fundamental para a solução de
problemas e cumprimento do tempo estabelecido
Escolha do fornecedor feito pelo departamento de projetos
Os fornecedores foram escolhidos pela equipe responsável pelo projeto
Transferência de know-how para fornecedores Não ocorreu, pelo contrário, os fornecedores acabaram transferindo “know-how” para a montadora, inclusive no projeto “gray box"
Poucos fornecedores por componente Todos os componentes estudados tiveram apenas um fornecedor
Presença de representantes dos fornecedores na equipe de projeto da montadora
Ocorreu para os fornecedores envolvidos em projetos “black box”
Gerente de projeto é nomeado no fornecedor Ocorreu em todos os três fornecedores Fornecedor tem autonomia para escolher métodos e técnicas e tem obrigação de ser claro na escolha
Ocorreu principalmente no Fornecedor do Sistema de Injeção Eletrônica, enquanto no Fornecedor do Turbocompressor foi um problema
Comunicação intensa Ocorreu, mas foi mais produtiva quando houve confiança de ambas as partes
Flexibilidade de solicitações por parte da montadora
Ocorreu e todos os fornecedores estudados reclamaram disso
Integração cedo dos aspectos financeiros e técnicos do projeto
Não ocorreu e causou problemas com o Fornecedor de Turbocompressor com quem a Montadora nunca tinha tido um relacionamento
Validação do projeto de forma contínua e iterativa
Ocorreu e o Fornecedor de Turbocompressor achou exagerada, enquanto no coletor de escape ajudou a detectar falhas no projeto
Contratos de longo prazo com integração dos aspectos financeiros e técnicos
Não ocorreu e casou problemas com o Fornecedor do Turbocompressor
Co-design adotado por empresas que competem em inovação
Foi observado, mas o “co-design” ajudou também os critérios velocidade e qualidade
Consistência entre as estratégias de produto e de suprimentos
Ocorreu parcialmente e gerou alguns conflitos, pois o Fornecedor do Turbocompressor não sabia algumas vezes a quem atender
Além disso, o Fornecedor do Turbocompressor teve dificuldade em se relacionar com
os vários setores da Montadora de Automóveis. Segundo o entrevistado, “...você não tem um
cliente. Você tem vários clientes [várias áreas dentro da empresa] e cada um desses clientes
têm os seus objetivos. ...”. Tudo isso fez com que o relacionamento entre ambos demorasse a
ser entrosar por falta de conhecimento prévio.
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
153
Ainda sobre esse relacionamento, a falta de autonomia da subsidiária local do
Fornecedor do Turbocompressor para tomar algumas decisões sobre investimentos e busca de
capacitação nas outras subsidiárias da empresa no mundo para resolver um problema fez com
que a eficiência do projeto também fosse afetada em detrimento do cumprimento do prazo e
da qualidade estabelecidos.
Acerca da transferência de know-how da montadora para o fornecedor no caso
estudado, aconteceu ao contrário mesmo no projeto tipo gray box, onde as contingências do
processo fizeram com que o fornecedor sugerisse inúmeras modificações no projeto original
fornecido pela montadora. Naturalmente que a competência do fornecedor em
desenvolvimento ajudou neste sentido. O reconhecimento da importância do componente fez
com que atualmente na Montadora de Automóveis exista uma equipe de três engenheiros para
desenvolver o coletor de escape.
Foi observado que no Fornecedor do Coletor de Escape não aplicou qualquer método
ou técnica para ajudar encontrar a solução para os problemas encontrados, como por exemplo:
FMEA e Método Taguchi ou Projeto de Experimentos. Isso, como reconheceram os
entrevistados, poderia reduzir o número de tentativas e erros. Porém, tais métodos não foram
aplicados por falta de tempo e pessoal. A montadora também não sugeriu e nem treinou o
fornecedor, deixando por conta dele a decisão.
Portanto, a adoção da prática de co-design precisa ser planejada e alguns fatores são
críticos, com base no caso estudado:
− ampliar o papel da montadora como coordenadora do processo de troca de
informações entre ela e os fornecedores envolvidos e por meio dela entre os
fornecedores;
− fornecer garantia para o fornecedor além do desenvolvimento do produto, ou seja,
o relacionamento entre cliente e fornecedor vai além do desenvolvimento do
produto e precisa ser considerado numa perspectiva mais ampla. Isso é mais crítico
nos casos das empresas que nunca trabalharam juntas;
− os fornecedores precisam desenvolver métodos para desenvolverem o componente
ou sistema sob maior grau de incerteza que estão acostumados, face à flexibilidade
de solicitações pela montadora;
− na escolha de subsidiárias de fornecedores para participar no desenvolvimento do
produto é importante considerar o grau de autonomia dela para tomada de decisão.
Isso é mais importante quando essa decisão ocorre em subsidiárias operando em
países como Brasil, México, etc.; e

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
154
− quando a montadora não tem muito conhecimento sobre os componentes e
sistemas, o fluxo de know-how pode ser inverso daquele apresentado na literatura.
Esse estudo de caso permitiu investigar como uma montadora de automóvel e três de
seus fornecedores se relacionaram durante o desenvolvimento conjunto de alguns sistemas e
componentes de uma nova geração de motores. Por meio desse estudo foi possível verificar
que a prática de co-design permitiu atingir os objetivos de qualidade e tempo de
desenvolvimento, mas algumas falhas de gestão e aplicação de ferramentas e métodos para
solucionar problemas influenciaram na eficiência do processo (custo do desenvolvimento).
Além disso, foi possível observar que é necessário que cliente e fornecedor assumam novos
papéis para minimizar as incertezas que cercam um desenvolvimento conjunto de um produto
e maximizar a eficiência para tornar o produto mais competitivo no mercado.
8.3. Desenvolvimento de Produtos na Fiat Auto: Projeto da nova versão do
Palio (Novo Palio)
8.3.1 Introdução
Na última década, o interesse no chamado “envolvimento do fornecedor no
desenvolvimento de produto” tem aumentado consideravelmente, seja por parte dos
pesquisadores, seja por parte das empresas (WYNSTRA et al, 2001). Esta integração entre
cliente e fornecedor num processo complexo, como o desenvolvimento de produtos, pode
trazer bons resultados para as partes envolvidas, mas também exige esforços para a superação
de algumas dificuldades.
Este segundo caso ressalta algumas dessas dificuldades/barreiras que precisam ser
superadas para que o processo de co-design seja efetivamente implantado, além de
caracterizar o relacionamento entre a montadora e seus fornecedores num projeto específico.
O estudo de caso foi realizado com foco no projeto de reestilização do Palio (nova
versão do Palio, voltada prioritariamente para o mercado brasileiro), ocorrido no final da
década de noventa, incluindo estudos realizados na montadora Fiat e em três fornecedores de
primeira ordem (1st tier), que trabalharam em co-design com a montadora, neste projeto. Este
caso é resultado de entrevistas com os líderes/gerentes de desenvolvimento de produto em
cada uma das empresas, bem como de material coletado sobre o projeto e as empresas.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
155
8.3.2 O processo de Desenvolvimento de Produto da Fiat Auto
Para se entender o DP na Fiat Auto, no Brasil e em termos mundiais, deve-se antes
entender a mudança de paradigma no DP desta corporação, que ocorreu nos anos 90:
O desenvolvimento do Palio, que ocorreu no início dos anos 90, representou um grande
desafio (e mudanças) para a corporação7. Tratava-se do desenvolvimento de um produto com
a grande responsabilidade de substituir o mais bem sucedido modelo da Fiat até então, o Uno.
O novo executivo principal da montadora naquele momento considerou que a forma vagarosa
e ineficiente do DP da Fiat seria incapaz de conseguir uma integridade elevada de projeto e
produto, condição indispensável para o sucesso competitivo do produto sucessor do Uno.
Principalmente por este motivo, aproveitou-se a ocasião para repensar (e mudar) a forma com
que os automóveis eram projetados na Fiat. As principais mudanças implantadas foram a
valorização do uso do conceito de plataforma de produtos, desenvolvidas por times de projeto
“peso-pesado”, e a atribuição de uma maior importância para a consistência entre as
estratégias de desenvolvimento, marketing e manufatura8.
Ao se analisar o projeto de reestilização recente (final da década de 90) dessa primeira
versão do Palio, denominada como nova versão do Palio ou Novo Palio, há indícios de
incorporação definitiva das mudanças mencionadas, agora como práticas consolidadas
através: - do time ou equipe que ficou responsável pelo desenvolvimento desta nova versão
(com grande autonomia e dedicação somente ao projeto, liderados por um gerente “peso
pesado”) e - do consistente envolvimento do marketing e da manufatura durante todo o
projeto (inclusive com certa autonomia da unidade Fiat Brasil para tomar decisões a respeito,
considerando as potencialidades do marketing e da manufatura locais).
O DP em toda a corporação Fiat Auto baseia-se em uma estrutura matricial, onde as
quatro principais áreas funcionais da engenharia (vehicle layout, engines, gear boxes, systems
& components) suprem com soluções tecnológicas as diversas plataformas de veículos. Entre
os modelos que constituem uma mesma plataforma, há um grande compartilhamento de
componentes e as soluções adotadas são semelhantes. Entre diferentes plataformas há bem
menos compartilhamento e quando ocorre precisa ser devidamente adaptada9.
7 A plataforma Palio foi concebida para ser um produto mundial do grupo Fiat, visando ampliar a participação da empresa em países emergentes ou intermediários quanto a renda média da população, como por exemplo o Brasil, Argentina, Polônia, Turquia (in www.univ-evry.fr/labos/gerpisa/actes/20/index.html “Regionalisation and Globalisation in Europe: the Case of Fiat Auto ...” G.Balcet, A. Enrietti, agosto de 2001). 8 Harvard Business School Cases, de autoria de Marco Iansiti, resumo disponível pela internet. 9 Alguns componentes, sistemas e soluções são desenvolvidos nas áreas funcionais da montadora (e cada vez mais em fornecedores) sem um foco específico em algum modelo ou plataforma. É feito um desenvolvimento básico e independente e depois adaptado (incorporado) ao desenvolvimento de cada produto (um novo modelo de veículo a partir de uma plataforma ou mais amplamente uma nova plataforma), conforme os requisitos desejados para este produto. Alguns exemplos: air bag, telemática aplicada nos veículos, freios ABS, injeção

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
156
As plataformas da Fiat Auto são organizadas em torno de três fatores: chassi comum,
segmento de mercado comum, e arranjos com outras corporações por meio de joint-venture.
As plataformas existentes (e seus modelos mais representativos) são10:
- Small car – Panda, Punto, Seicento, Barchetta, Lancia Y;
- Segment C – Bravo/a, Marea, Coupe, Multipla, Alfa 145/6;
- Segment D – Lancia Lybra, Alfa 156;
- Segment E – Lancia K, Alfa 166, Alfa GTV, Alfa Spider;
- World Car – Palio, Siena, Strada, Uno, Fiorino;
- Comm. Vehicle & MPV – Ulysse, Ducato, Scudo, Lancia Z;
- Vamia – Multipla Ibrida & Bi/BluPower, Marea Bipower, Seicento Elettra.
Na Fiat Brasil são produzidos os veículos da plataforma Segment C e World Car,
sendo os modelos desta última plataforma os de maior importância em termos de escala de
produção e representação da montadora no mercado brasileiro.
Em uma visão ampla das responsabilidades organizacionais, pode-se dizer que na Fiat
Auto há três agentes ou elementos principais envolvidos (que se inter-relacionam):
- as áreas funcionais (functions) – responsabilizam-se pelo desempenho das tarefas
funcionais (especializações) em todas as unidades do grupo espalhadas pelo mundo,
apoiando-as com as competências funcionais ou especializações profissionais que se
fizerem necessárias;
- as equipes de plataformas (platforms) – que cuidam de desenvolvimentos de novos
produtos (melhorias ou novos modelos em plataformas existentes ou a criação de novas
plataformas);
- as unidades locais (filiais ou subsidiárias) do grupo (countries) – que representam os
interesses locais da Fiat e são responsáveis pelo desempenho das operações locais
(portanto possuem responsabilidade hierárquica pelas áreas funcionais locais).
Percebe-se portanto uma estrutura organizacional cruzada entre estes três agentes que
fazem a Fiat Auto operar mundialmente. O desenvolvimento de produtos é um processo
global, conduzido através de plataformas (platforms), sob o controle e suporte das áreas
eletrônica, etc. 10 a Ferrari, do grupo Fiat, não é veículo, nem plataforma, mas sim “una macchina”!

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
157
funcionais (functions) e participação (em alguns tipos de plataformas) das unidades locais
(countries).
O desenvolvimento de produtos que ocorre em uma plataforma (uma nova plataforma
ou a modificação de uma já existente, e/ou o desenvolvimento de modelos derivados de uma
plataforma) é realizado por um time (vehicle platform core team) que praticamente se dedica
exclusivamente a isso, orientando-se por um processo de desenvolvimento de produtos
adotado em toda a Fiat Auto, denominado de Product Life Cycle Process.
Esse time possui como principais coordenadores os membros abaixo relacionados que
possuem diferentes graus de poder de decisão e envolvimento com as atividades técnicas e de
gestão do time:
- platform director;
- product manager;
- controller;
- main plant general manager;
- purchasing manager;
- platform manufacturing manager;
- engineering manager.
Na Fiat Auto este time é considerado como sendo do tipo “peso-pesado”, e realiza o
desenvolvimento de produtos seguindo os princípios da engenharia simultânea (sendo
denominado de simultaneous engineering teams, para novos produtos em desenvolvimento).
Para a melhoria e adaptações de produtos já existentes, um time denominado diagnosis teams
(que pode ser derivado do simultaneous engineering teams) acompanha os problemas que
surgem, potencialidades pouco exploradas pelo produto, e novos desejos expostos pelos
clientes, desenvolvendo e implantando melhorias possíveis.
Detalhando o processo de desenvolvimento de produtos (Product Life Cycle Process)
adotado na Fiat Auto, e que orienta o trabalho de todos estes tipos de times, as fases11
principais que o constituem são: (veja na figura 8.3 a representação esquemática do processo
com suas fases).
Component Plan (PSC) e Product Plan (PGP) – preocupa-se com o planejamento estratégico
dos produtos e componentes considerando o longo prazo (com o horizonte voltado para os 11 Estas fases são realizadas de forma completa ou simplificada conforme o tipo de desenvolvimento que está sendo feito (por exemplo, um produto totalmente novo versus a derivação de um produto já existente)

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
158
próximos dez anos). Anualmente são construídos cenários e tendências (de longo prazo) do
que deve acontecer em termos de inovações em conceitos e conteúdos nos componentes
principais de um automóvel (motor, eletrônica, segurança, combustível, etc, com o feedback
de fornecedores) e no próprio produto automóvel. A partir daí são atualizadas decisões
relacionadas ao portfólio de produtos da Fiat Auto (as atualizações / inovações que os
produtos atuais precisam receber, o lançamento de novos produtos e o reposicionamento de
produtos, as modificações nas estimativas de vida comercial dos produtos, etc). Registra-se
em documentos específicos os resultados advindos desse planejamento estratégico (brand
book to define product guidelines). Verifica-se também nesta fase como está a integração
entre diferentes programas de desenvolvimento de produtos, buscando-se evitar redundâncias
no desenvolvimento e na produção, assegurando a coordenação (regularidade) entre os
lançamentos, e focando na coerência mercadológica para evitar que produtos venham a
disputar o mesmo espaço no mercado.
Concept Development (SK0) – trata do conceito definitivo do veículo a ser desenvolvido,
eliminando alternativas até se chegar a escolha mais adequada (por exemplo: dentre os vários
modelos que uma plataforma comporta, escolher aquele(s) mais adequados para a realidade de
cada mercado; considerando um modelo que será lançado, escolher a motorização mais
adequada; etc). Todo o conteúdo do veículo é definido, em conformidade com as decisões
tomadas no Component Plan e em coerência com o desempenho alvo desejado para o produto
(performance target). Este target envolve qualidade, custo e tempo. Em decorrência da
escolha do conceito advém as decisões sobre outsourcing (o que será realizado por
fornecedores, e qual será seu envolvimento nas etapas de desenvolvimento e fabricação do
veículo).
Product Development Process (PSP) – esta fase envolve o desenvolvimento do produto
propriamente dito, ou seja, a partir do conceito já definido parte-se para: concepção do estilo
do produto (veículo), construção de protótipos virtuais e depois físicos, transformação do
estilo definido em especificações técnicas do produto e de seu processo de fabricação, projeto
do ferramental, testes para validação do detalhamento técnico do produto, realização de
mudanças e melhorias no produto (com base nos testes realizados), verificação do processo de
fabricação através de pré-séries, início de produção (veículos para marketing). É nesta fase
que há o envolvimento efetivo do fornecedor (praticamente já selecionado na fase anterior) no

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
159
desenvolvimento do produto, tanto nos desdobramentos de parâmetros técnicos do produto
(veículo) como paralelamente nas negociações quanto a custos, preços e contratos.
Launch Process – define as ações internas e externas necessárias para o lançamento do
veículo. Estas ações ocorrem em diferentes frentes: - Comunicação (propaganda, catálogos,
imprensa, internet, contatos, etc); - Comercial (preços, crédito, financiamento, pós-venda,
serviços, etc); - “Industrial” (acessórios, manual de proprietário, logística, etc).
Product Management – realiza ações de acompanhamento do desempenho do produto no
mercado: contínuo monitoramento do posicionamento e aprovação pelo cliente do preço
versus conteúdo do produto; controle do mix de versões e opcionais; verificação dos efeitos
das decisões sobre variações nos volumes e preços dos produtos; controle dos conteúdos sobre
os produtos disponibilizados via sítios na internet, catálogos e propagandas; monitoramento
das ações dos competidores.
Figura 8.3. Product Life Cycle Process da Fiat Auto
Fonte: Fiat Auto
8.3.3 O envolvimento da Fiat Brasil no desenvolvimento de produtos
O mercado da Fiat no Brasil é atendido por veículos derivados das plataformas do
Segment C e World Car, e pelos modelos listados nesta última pode-se perceber sua
importância atual para a Fiat no mercado brasileiro. Dentre estes modelos (veículos), será
utilizado a nova versão do Palio como caso exemplo para se estudar o envolvimento da Fiat
Brasil no desenvolvimento de produtos da corporação Fiat Auto. Este projeto, também
denominado na Fiat de desenvolvimento do veículo Palio Restyling, é uma completa
reestilização do modelo, que segundo a empresa equivale ao desenvolvimento de um novo
veículo (sob a mesma plataforma anterior).
Ao se envolver com o desenvolvimento do Novo Palio, planejado para ser lançado
primeiro no mercado brasileiro, a Fiat Brasil é uma unidade local (countries, na denominação
Component Plan (PSC)
Product Plan (PGP)
Concept Development (SKO)
Product Development Process (PSP)
Launch Process
Product Management

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
160
explicada anteriormente) que irá produzí-lo em um importante mercado para a Fiat (que é o
brasileiro) e portanto precisa participar também do seu desenvolvimento. Para isso envolve
algumas de suas áreas funcionais (functions), em especial a Engenharia do Produto da área
funcional Direção Técnica da Fiat Brasil, que junto com outras functions do Brasil e de outras
unidades da Fiat Auto (especialmente da Itália), suportam o time (Vehicle Platform Core
Team) com pessoas exclusivamente dedicadas em desenvolver o Novo Palio, seguindo o
processo de desenvolvimento de produtos (Product Life Cycle Process) apresentado
anteriormente.
Percebe-se o intenso cruzamento entre as atribuições dos três agentes (countries,
functions e platform) que estruturam organizacionalmente toda a Fiat Auto12.
Em seguida será detalhado a estrutura da Engenharia do Produto da function Direção
Técnica da Fiat Brasil, e então seu envolvimento no Vehicle Platform Core Team responsável
pelo desenvolvimento do Novo Palio. Também serão abordados alguns detalhes deste projeto,
principalmente o envolvimento de fornecedores de autopeças.
A Direção Técnica da Fiat Brasil é um dos centros de excelência da Direção Técnica
da corporação Fiat Auto13, que o orienta, assim como aos demais centros, em termos de
competências técnicas estratégicas. Além disso, a Direção Técnica da Fiat Brasil faz parte,
junto com outras functions, da estrutura hierárquica que forma a subsidiária Fiat Brasil
(countries).
Em integração com outras functions do mesmo tipo, como os centros de excelência na
Fiat Auto, ou functions diferentes (situados no Brasil e/ou em outra unidade da Fiat Auto), a
Direção Técnica da Fiat Brasil realiza a Engenharia do Produto – a parte mais abrangente de
todo o processo de DP – para os produtos destinados ao Brasil e a América Latina. O contínuo
intercâmbio de pessoal e a ligação dos sistemas de tecnologia de informação e comunicação
são os dois fatores considerados fundamentais para o sucesso desta integração.
A Engenharia do Produto agrega uma boa parte das 496 pessoas (12 coordenadores,
206 mensalistas, 228 horistas, e 50 estagiários) que compõem a Direção Técnica da Fiat
12 O detalhamento destes cruzamentos para o DP não foi possível caracterizar com as informações obtidas junto à Fiat Brasil. 13 Os centros de excelência da Fiat Auto são: Torino, Arese, Balocco, Elasis e Fiasa (Brasil). Cada centro busca certa concentração em algumas competências técnicas particulares, porém trabalhando em colaboração / integração quando isso se faz necessário. Por exemplo, durante o desenvolvimento da nova linha de motores FIRE, que foi centralizado e liderado no centro Elasis (sul da Itália), houve a participação direta (não só aprendizado mas sim envolvimento efetivo) de engenheiros da Fiasa (Brasil). Isso ocorreu porque já durante o desenvolvimento destes motores estava planejado sua utilização nos modelos produzidos pela Fiat Brasil, o que de fato ocorre atualmente.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
161
Brasil14. Detalhando a estrutura funcional matricial desta Engenharia do Produto, tem-se os
seguintes setores:
- Competitividade do Produto (26 pessoas);
- Sistemas de Gestão – staff da Engenharia do Produto (17 pessoas);
- Serviços Técnicos Legislativos e Normativos (4 pessoas);
- Experimentação Veículos (29 pessoas);
- Engenharia de Materiais (15 pessoas);
- Engenharia Veículos (95 pessoas); e
- Plataformas (agrupa pessoas das seções anteriores, de outras partes da Direção Técnica da
Fiat Brasil e da Fiat Auto, de outras functions da Fiat Brasil e da Fiat Auto, e de
fornecedores em co-development ou co-design).
As plataformas mantém em tempo integral, durante seu desenvolvimento, algumas das
pessoas das seções anteriores (outras das pessoas destas seções participam apenas
parcialmente – e aí colaboram com várias plataformas ao mesmo tempo – ou então ficam
somente dedicadas a especialização dentro da seção).
Ao se formar o time multiseção (multifuncional) dedicado integralmente a uma
plataforma (ao desenvolvimento desta ou de um veículo importante que faz parte desta),
fisicamente este time passa a trabalhar junto, em um mesmo espaço (co-localizado), com a
finalidade declarada de intensificar a comunicação face-a-face.
O desenvolvimento do Novo Palio contou com a intensa participação de toda esta
estrutura de Engenharia do Produto e da Direção Técnica disponível na Fiat Brasil,
integrando-se com outras functions da Fiat Brasil e da Fiat Auto, para formar o Vehicle
Platform Core Team responsável pelo desenvolvimento do Novo Palio15.
Este Core Team começou seu trabalho conjunto na Itália (as fases iniciais do Product
Life Cycle Process, que envolvem a concepção e estilo do veículo e os primeiros desenhos,
cálculos e protótipos do produto), onde os engenheiros e demais membros da Fiat Brasil
participantes do time ficaram por aproximadamente um ano e meio, trabalhando junto com os
demais membros italianos (principalmente) que complementavam o time.
14 Na ocasião da pesquisa, em junho de 2001. 15 Família Palio atual (informação obtida no endereço da Fiat na internet): Palio Young (1.0 8v); Novo Palio (EX 1.0 8v, ELX 1.0 16v, ELX 1.3 16v, ELX 1.6 16v, Stile 1.6 16v); Novo Palio Adventure (1.6 16v); Novo Palio Weekend (1.0 16v, 1.3 16v, 1.6 16v); Novo Siena (1.0 16v, 1.3 16v, 1.6 16v); Strada (1.5 8v, 1.6 16v). Esta nova motorização lançada junto com a nova versão do Palio é constituída pelos motores: da linha Fire (1.0 8v, 1.0 16v, 1.3 16v), o motor 1.5, além do motor Torque 1.6 16v.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
162
Esses membros brasileiros dedicados em tempo integral ao time eram
aproximadamente 30 pessoas. Os italianos estavam participando mais como colaboradores
parciais do que dedicados integralmente ao Core Team de desenvolvimento do Novo Palio.
Fornecedores brasileiros (de filiais de multinacionais de autopeças instaladas no Brasil)
também participaram desse trabalho na Itália (não em tempo integral junto a equipe durante
todo o projeto) envolvendo conjuntamente pessoal da matriz do fornecedor na Europa.
No prosseguimento do projeto (as fases finais do Product Life Cycle Process, que
envolve o projeto do processo para a fabricação do produto na unidade brasileira), todo o
Core Team se deslocou para a Fiat brasileira (inclusive alguns italianos colaboradores). Tanto
no período inicial do projeto, em que o time se concentra na Itália, como em seu
prosseguimento, quando o time fica no Brasil, há sempre colaboradores e elementos de
ligação no outro país, para resolver e encaminhar diversos problemas específicos para as áreas
funcionais de apoio, conforme esses surgem ao longo do desenvolvimento. Este processo
ocorreu no projeto do Novo Palio e tem se configurado como uma tendência na montadora
para projetos de produtos fabricados no Brasil.
Percebe-se que no projeto do Novo Palio o processo de desenvolvimento de produtos
seguiu o modelo cujas fases já foram apresentadas anteriormente (o Product Life Cycle
Process), mas por se tratar do desenvolvimento (reestilização) de um novo modelo (e não de
uma plataforma), algumas destas fases não precisaram ser realizadas em todo o seu
detalhamento. Porém, foi uma reestilização bastante significativa (pois contou com 80% de
mudança em relação ao modelo Palio anterior), só não sendo modificados o chassi, as
dimensões do veículo e algumas chapas externas (foi significativamente inovado: as chapas
externas traseiras e da frente do veículo, o painel e acabamentos internos, a suspensão
dianteira, a motorização / câmbio / transmissão, e os sistemas elétricos / eletrônicos de todo o
veículo). A participação de fornecedores no desenvolvimento de alguns dos componentes e
sistemas do modelo foi significativa, como será mencionado adiante.
8.3.4 Práticas de gestão do DP e seleção de fornecedores
Em termos de principais práticas de gestão do processo de DP, mencionou-se que os
princípios da Engenharia Simultânea são os orientadores principais de todo o processo e das
demais práticas (FMEA, QFD, DFM, etc), mas que são usadas conforme as características do
produto exijam durante seu desenvolvimento. Além da Engenharia Simultânea, também foi
apontado como muito importante o fato do DP ser feito em uma equipe exclusiva ou dedicada

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
163
para cada projeto , com o emprego de facilitadores dados pela TI (tecnologia da informação)
para o acesso a informações e para a comunicação entre os envolvidos. Também foi citado a
possibilidade de se contar com a presença de pessoal (engenheiro) residente do fornecedor na
engenharia do produto da Fiat, normalmente sendo este residente exclusivo de um
determinado projeto de desenvolvimento de um modelo ou veículo.
Considerando o desempenho do DP do Novo Palio, em termos qualitativos, o tempo
de desenvolvimento foi melhor do que as expectativas, já que se conseguiu lançar o produto
no mercado antes do previsto. O principal indicador utilizado neste parâmetro são as
medições de prazos de tempo gastos entre os milestones (gates). Custo (Produtividade) e
Qualidade ficaram dentro das expectativas, sendo horas de engenharia o principal indicador
utilizado para o primeiro parâmetro e diversos tipos de indicadores são utilizados para o
segundo.
Quanto às principais dificuldades enfrentadas na gestão do processo de DP deste
projeto (Novo Palio), foi apontada a pressão do tempo, considerado “enxuto demais para uma
reestilização tão pesada”, e a diversidade de itens novos a serem desenvolvidos ao mesmo
tempo, o que requer um cuidado especial com a confiabilidade do conjunto que agrega todos
estes itens novos.
A subsidiária brasileira da Fiat Auto começou a melhorar o relacionamento com seus
fornecedores nos anos 90 quando passou a buscar uma melhor coordenação com um grupo
mais seleto, que agrupava aqueles envolvidos com sistemas e componentes críticos ou
estratégicos16 para os veículos da Fiat e com competência para a pesquisa e o
desenvolvimento de produtos (não somente a produção no Brasil). Essa diretriz está em
consonância com a política mundial da Fiat Auto, de instituir um relacionamento diferenciado
com seus fornecedores mais críticos e estratégicos17.
Há basicamente três importantes áreas funcionais (da Fiat Brasil) envolvidas com o
fornecedor na fase em que este é procurado e escolhido durante o DP, para o fornecimento a
um novo modelo: a Engenharia, que trabalha junto com o fornecedor (com maior ou menor
proximidade) em aspectos e detalhes técnicos de seu componente inserido no conjunto
formado pelo novo produto; o Suporte à Plataforma, que basicamente intermedia a relação
entre o fornecedor e a Engenharia, levando as especificações técnicas desta para o fornecedor
16 Componentes / sistemas de maior valor agregado e/ou mais customizados às necessidades específicas do produto (veículo) da montadora. 17 Essas conclusões advém do trabalho “Inovação e Práticas de Co-Design no Contexto da Arquitetura Reticular: Um Estudo de Caso sobre a Rede de Suprimentos da Fiat Automóveis do Brasil”, publicado no CBGDP de Florianópolis, 2001.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
164
e as condições técnicas deste para a Engenharia; e a área de Compras, que cuida basicamente
das negociações de preços, custos e prazos com os fornecedores, através de contratos.
Para a Fiat, um fornecedor normalmente é visto como sendo basicamente de dois
tipos: o co-design, que é aquele que recebe as especificações do componente ou sistema e faz
a engenharia de produto e de processo de fabricação deste (muitas vezes em estreita
coordenação e comunicação com a Engenharia da Fiat, seguindo os parâmetros estabelecidos
de target cost, qualidade e tempo); e o não co-design, que recebe todas as peças já projetadas
e apenas produz (e normalmente realiza a engenharia de processo de fabricação do
componente). O black-box é considerado um tipo de co-design, em que a Fiat não domina
todo o detalhamento tecnológico.
Na escolha de um fornecedor para um produto (veículo) que está em desenvolvimento,
a Engenharia repassa para a função de Suporte à Plataforma as especificações técnicas do
componente ou sistema que precisa ser fornecido, bem como seu target cost e se o fornecedor
a ser escolhido atuará ou não em co-design. A partir daí essa função de Suporte à Plataforma
agrupa todas estas informações em um book para que os fornecedores interessados em
participar apresentem suas propostas.
Estas propostas são então analisadas em uma reunião denominada de sourcing,
coordenada pelo Suporte à Plataforma. Esta reunião, quando há projetos de DP significativos
ocorrendo, normalmente ocorre toda semana. Envolve outras áreas da Fiat (Brasil), como por
exemplo a de Qualidade, para se julgar além da proposta atual que o fornecedor está fazendo
também seu histórico de fornecimento e participação junto a Fiat (Brasil). A idéia nesta
reunião de sourcing é julgar a proposta do fornecedor não só pela excelência técnica mas
também pela sua capacidade efetiva de produção, qualidade assegurada, assistência a
montadora, etc, enfim, não se pautando apenas pelo atendimento dos requisitos técnicos
solicitados pela Engenharia. Uma vez escolhido o fornecedor, Compras cuidará dos detalhes
contratuais e o fornecedor envolve-se o quanto for necessário ou desejado com a Engenharia
da Fiat para o desenvolvimento efetivo do componente ou sistema.
Busca-se em toda a corporação Fiat Auto a realização do global sourcing (ou seja,
para um mesmo componente ou sistema de um determinado modelo Fiat na Itália e no Brasil,
por exemplo, utilizar o mesmo fornecedor). Há porém na Fiat brasileira uma autonomia em
relação a matriz no que se refere a escolha do fornecedor, e caso se julgue que um outro
fornecedor no Brasil (diferente daquele escolhido para a produção italiana) possua melhores
condições de preço, escala e estabilidade de produção, sinergia futura, etc, não há
impedimentos para que seja escolhido.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
165
Há uma tendência na Fiat de se trabalhar mais com sistemistas18. Isso não está sendo
implantado de forma radical mas sim progressivamente, a medida que novos projetos de DP
são realizados. O mesmo poderia ser concluído a respeito do envolvimento do fornecedor no
DP através do co-design, prática em valorização e crescimento progressivo (mas não radical).
Pode ser observado nitidamente em lançamentos recentes, como o Novo Palio, o crescimento
do desenvolvimento conjunto de componentes entre a Fiat Auto e empresas fornecedoras de
primeiro vínculo (first tier supplier), sendo que a Fiat Brasil vem seguindo esta tendência,
segundo se observa em informações obtidas junto a sua área de Planejamento e Compras19:
“exceto a parte metálica da carroceria e do conjunto motopropulsor (motores e transmissão),
os demais componentes resultam de esforços conjuntos de P&D e de práticas de co-design
entre a montadora e seus fornecedores diretos”.
Alguns destes fornecedores do Novo Palio, que passaram pelo processo de escolha e
seleção anteriormente descrito, foram apontados pela montadora como exemplos interessantes
de envolvimento no projeto; estes fornecedores são:
− Fornecedora dos faróis: empresa faz parte do grupo Fiat e fornece diversos tipos
de peças para a Fiat Auto e Fiat Brasil;
− Fornecedora do sistema de assento;
− Fornecedora do sistema de refrigeração do motor;
− Fornecedora dos sistemas eletrônicos de distribuição de sinais: é um novo
fornecedor da Fiat Brasil para este tipo de sistema (na Itália já forneceu para o
Punto). Estes sistemas no Novo Palio são denominados de V.E.N.I.C.E. (com
tecnologia do fornecedor) e são considerados uma das principais inovações
presentes nesta nova versão do Palio.
18 Atuam no sentido de integrar competências de empresas menores (dando a estas economia de escala e aprendizagem) às demandas de maior valor agregado de empresas contratantes de grande porte (dando a estas redução dos custos de transação). O sistemista pode realizar co-design tanto com sua contratante de grande porte como também com suas contratadas, as empresas menores. (considerações obtidas no trabalho “Inovação e Práticas de Co-Design no Contexto da Arquitetura Reticular: Um Estudo de Caso sobre a Rede de Suprimentos da Fiat Automóveis do Brasil” a ser publicado no CBGDP de Florianópolis, 2001) 19 Essas conclusões sobre o alinhamento da Fiat Brasil com a Fiat Auto quanto ao envolvimento de fornecedores no projeto do produto advém do trabalho “Inovação e Práticas de Co-Design no Contexto da Arquitetura Reticular: Um Estudo de Caso sobre a Rede de Suprimentos da Fiat Automóveis do Brasil” a ser publicado no CBGDP de Florianópolis, 2001. No entanto, autores que estudaram outras subsidiárias da Fiat Auto tem posição diferente a respeito (ver em www.univ-evry.fr/labos/gerpisa/actes/20/index.html “Regionalisation and Globalisation in Europe: the Case of Fiat Auto ...” G.Balcet, A. Enrietti, agosto de 2001): “As filiais de autopeças italianas, que seguiram a Fiat e também montaram fábricas na Polônia, mantiveram o P&D e o DP concentrado na Itália. Co-design, joint product development e outras parcerias entre fornecedores – montadora no DP, ocorrem apenas nas matrizes das autopeças próximo a Fiat Turim (a matriz da montadora), enquanto que a transferência de tecnologia e a adaptação as condições locais é assegurada através de assistência técnica, treinamento e missões técnicas.”

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
166
Com exceção do primeiro fornecedor citado (empresa do próprio grupo Fiat), os
demais fornecedores foram objetos de estudo nesta pesquisa, cujas análises são apresentadas a
seguir.
8.3.5 Descrição da participação dos fornecedores no projeto
Fornecedor do Sistema de Refrigeração do Motor
O Fornecedor do Sistema de Refrigeração do Motor faz parte de um grupo de
autopeças alemão, com unidades importantes também nos E.U.A e na Espanha.
A matriz alemã detém as pesquisas de ponta nesta área de refrigeração e supre a
unidade brasileira com esta tecnologia, quando necessário. No entanto, a unidade brasileira
possui um certo domínio desta tecnologia de produto e de processo, permitindo grande
autonomia nas tomadas de decisões perante os seus clientes, o que é um fator facilitador do
processo de co-design.
A participação do Fornecedor do Sistema de Refrigeração no desenvolvimento do
novo modelo da montadora foi o primeiro caso de co-design entre esta montadora e este
fornecedor, até mesmo em nível mundial. Esta primeira participação do fornecedor implicou
numa certa resistência e desconfiança por parte da montadora, no início do projeto, mas com
os bons resultados obtidos, os entrevistados acreditam que esta relação será duradoura,
trazendo prestígio para a unidade brasileira perante o grupo.
Depois que a proposta final do fornecedor foi aceita, um engenheiro residente da
empresa de autopeças foi escolhido e enviado à Itália para participar das etapas iniciais do
projeto da montadora. Como o prazo de desenvolvimento estipulado pelo cliente era
extremamente curto (um ano), trabalhos paralelos, como as soluções para protótipos e
ferramental, foram sendo desenvolvidos por uma equipe no Brasil. Essa equipe era composta
por representantes das funções Compras, Qualidade, Logística, Vendas, Engenharia de
Processo e Engenharia de Produto. Algumas dessas pessoas, como as das áreas de Compras e
Logística, não se dedicavam exclusivamente a este projeto, mas o pessoal de Engenharia tinha
dedicação exclusiva.
Para cada projeto de desenvolvimento de produto da empresa, há o chamado Gerente
do Projeto, que é da área comercial e tem o contato mais forte com o cliente e também o Líder
do Time, que é um engenheiro de produto e que coordena todo o cronograma de trabalho, do
começo ao fim do projeto.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
167
Este projeto específico com a montadora pode ser classificado como black box, pois
foram passadas algumas especificações do produto do cliente e a partir de então, o novo
sistema de refrigeração foi desenvolvido. Este projeto também apresentou um significativo
grau inovação para o fornecedor, pois pouco pode ser aproveitado de produtos já existentes.
Além disso, o grande número de projetos em desenvolvimento na matriz alemã fez com que o
projeto obtivesse pouco suporte da matriz.
Quanto às ferramentas utilizadas neste projeto, destaca-se a utilização do software
CATIA, ferramenta de projeto e simulação. O Fornecedor de Sistema de Refrigeração já havia
utilizado este software em outros projetos e tinha domínio sobre ele, mas para a montadora
este era o primeiro desenvolvimento a utilizar esta ferramenta. Este conhecimento do
fornecedor foi um importante elemento na escolha da empresa e também houve momentos em
que o fornecedor transmitiu esse know-how para a montadora e para os demais fornecedores
envolvidos no projeto.
Outra ferramenta utilizada foi a FMEA, baseando-se, no início, em FMEAs de outros
projetos e depois, na FMEA deste projeto propriamente dito. Para o controle do cronograma
foi utilizado o MS Project, considerado muito eficiente pelos entrevistados.
Em termos dos fornecedores de segunda ordem (2nd tier), o Fornecedor de Sistema de
Refrigeração procurou envolver neste projeto as empresas que já eram suas parceiras e nas
quais podiam confiar em termos de capacidade técnica e prazos (o critério custo não foi
avaliado nesta escolha). Esta opção foi baseada no fato de que o cronograma do projeto estava
bem estreito e também nas diversas modificações do projeto vindas da montadora e que
refletiam em toda a cadeia.
O desempenho do projeto, em termos de tempo, foi considerado acima das
expectativas pelo fornecedor. O prazo para o desenvolvimento era extremamente curto e a
empresa ainda conseguiu entregar algumas partes antes do previsto. Mesmo com este curto
prazo, o desempenho em qualidade não foi prejudicado e também superou as expectativas. O
bom desempenho nestes critérios foi reconhecido pela matriz do grupo fornecedor e também
pela montadora.
Em termos de produtividade, o projeto teve alguns ganhos e algumas perdas. O
engenheiro residente na Itália conseguiu completar o seu trabalho em menor tempo do que o
planejado, tendo, portanto, um ganho de produtividade. Por outro lado, algumas reuniões não
planejadas na matriz da montadora, o envio de protótipos via DHL (encomenda expressa),
entre outros imprevistos encareceram o projeto.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
168
Os entrevistados assinalaram algumas dificuldades sentidas durante este projeto.
Primeiramente, a montadora demorou para definir quem seria o fornecedor, diminuindo o
prazo para o desenvolvimento do sistema de refrigeração. Outra dificuldade ressaltada foi a
falta de informações técnicas em alguns momentos do projeto. No início, nem mesmo a
montadora tinha os dados do novo carro, necessários para o projeto do sistema de
refrigeração; no final do projeto, o fornecedor teve dificuldades em obter o feedback dos
testes de seu sistema realizados pela montadora.
Outro ponto de dificuldade deste projeto foi o problema de transmissão de dados do
fornecedor para a montadora e vice-versa. Este problema foi explicado pelas falhas da infra-
estrutura de telecomunicações e também pela falta de compatibilização dos registros. A não
utilização de ferramentas de prototipagem rápida, pela falta de tempo para adequar-se a ela
(nunca tinham utilizado esta ferramenta) também foi destacada como problema no projeto.
O relacionamento fornecedor-montadora foi melhorando conforme os resultados
positivos do projeto iam aparecendo. No início, o Fornecedor de Sistemas de Refrigeração
sofreu resistências e inseguranças por parte da montadora, que nunca havia trabalhado em co-
design com o grupo. Com o decorrer do projeto, o envolvimento entre as duas empresas foi se
intensificando e hoje, ela é reconhecida dentro da montadora. No entanto, os entrevistados
ressaltam que o relacionamento com algumas áreas da montadora ainda precisa ser
melhorado, como é o caso da área de compras, que estava acostumada com um outro
fornecedor de sistema de refrigeração há vinte anos fornecendo para a montadora.
Fornecedor de Sistemas de Assento
O Fornecedor de Sistemas de Assento faz parte de um grupo de autopeças americano,
que fornece também outros componentes automotivos. Apesar da matriz do grupo ser
americana, a ligação da unidade brasileira, em termos técnicos, é muito mais forte com a
unidade na Itália.
A empresa é considerada uma sistemista, pois seu produto reúne outros componentes
de fornecedores 2nd tier , tais como o banco em si, o guia de escorrimento, o mecanismo
reclinador, etc.
No desenvolvimento de produtos, a unidade brasileira possui uma autonomia relativa.
Em alguns aspectos, como o design, a empresa tem liberdade para fazer mudanças, mas em se
tratando de alterações que influenciem a funcionalidade e a segurança do sistema, este
fornecedor precisa comunicar e ser autorizado pela unidade italiana (que possui grande
proximidade e ligação no projeto do produto com a matriz da montadora).
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
169
No projeto de reestilização do modelo da montadora, o Fornecedor de Sistemas de
Assento participou em conjunto com a unidade italiana. O produto desenvolvido foi do tipo
black-box, onde a montadora transmitiu as especificações do produto e o fornecedor fez todo
o desenvolvimento.
Na fase inicial do projeto, o gerente de desenvolvimento foi a Itália e integrou o time
de desenvolvimento do Fornecedor de Sistemas de Assento da unidade italiana. Este time
trabalhou em conjunto com o time da Fiat, também formado por membros das unidades
brasileira e italiana. Neste período, o contato com a empresa no Brasil era feito,
principalmente, através de videoconferência. Na fase de desenvolvimento de processo, o
projeto veio para o Brasil e passou a ser desenvolvido aqui. Neste projeto, existiu um team
manager no Brasil e um na Itália; eles são considerados os elos de ligação entre as duas
plantas.
O processo de desenvolvimento do sistema de assentos começa com a realização de
protótipos artesanais, que vão sendo alterados até a aprovação do cliente. Depois desta
aprovação, começam a ser projetadas (cálculos, desenhos, etc.) as características que estão
nos protótipos. Com estes desenhos, é possível elaborar protótipos mais funcionais, que se
aprovados pelo cliente serão "congelados" para que se possa projetar os processos de
manufatura.
Para as atividades de projeto foram utilizados os sistemas CAD e também a ferramenta
Catia. Para entender o que o cliente realmente precisava foi utilizada a ferramenta QFD, mas
os entrevistados destacam que a conversa direta com a montadora é o meio mais eficaz para
esta percepção. Em se tratando de sistemas de comunicação e informação, o fornecedor fez
uso de internet, intranet e de sistemas que registram todas as alterações de projeto. Este
sistema com as alterações está disponível para as outras unidades do grupo e também para a
montadora.
Por ser um sistemista, o Fornecedor do Sistema de Assento envolveu diversos
fornecedores de segunda ordem neste projeto. Estes fornecedores também desenvolvem
produtos do tipo black-box. No caso dos fornecedores de tecidos, a própria montadora indica
a empresa; em relação aos demais componentes, o sistemista tem autonomia e
responsabilidade pela escolha dos fornecedores, mas qualquer alteração deve ser comunicada
à montadora.
O desempenho em termos de tempo deste projeto esteve dentro das expectativas, como
freqüentemente acontece; os entrevistados afirmaram que os prazos finais são sempre

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
170
cumpridos, mesmo que dentro do projeto sejam necessários alguns ajustes. O desempenho em
qualidade também se mostrou como o esperado, apesar de alguns retrabalhos no projeto.
Em relação à produtividade, o desempenho esteve abaixo das expectativas. Algumas
modificações exigidas pela montadora nas fases finais do projeto e a busca pelo cumprimento
dos prazos e do custo alvo do produto forçaram a utilização de mais recursos do que o
planejado.
Algumas dificuldades deste projeto foram apontadas pelos entrevistados. Uma delas
diz respeito a não participação do fornecedor no desenvolvimento da parte de
acabamento/design do sistema de assento; este desenvolvimento é de responsabilidade da
própria montadora. No entanto, as decisões tomadas nesta parte do projeto afetam
consideravelmente o projeto do fornecedor, e como são projetos realizados por empresas
diferentes, freqüentemente, há problemas de adequação.
Uma outra dificuldade está relacionada aos chamados testes de prova integrativa, onde
a montadora reúne todos os componentes do seu veículo e faz os testes necessários. Segundo
os entrevistados, esta integração ocorre apenas nas fases finais do projeto, onde as
modificações para os fornecedores são mais custosas; segundo eles, seria possível realizar
estes testes em fases anteriores do projeto do automóvel.
Como elementos de sucesso deste projeto, a empresa destaca a capacidade de trabalho
em equipe e a capacidade do fornecedor em entender o que realmente o cliente precisava (o
que, muitas vezes, é desconhecido pela própria montadora).
A comunicação entre montadora e fornecedor foi considerada satisfatória neste
projeto, utilizando-se de meios eletrônicos e também de contatos pessoais. Um outro fator
importante para um bom relacionamento de co-design, e que está em um bom nível entre a
montadora e o Fornecedor do Sistema de Assento, é o conhecimento do componente do
fornecedor pela montadora e do produto da montadora pelo fornecedor.
No entanto, os entrevistados afirmam que ainda é preciso uma evolução para que
realmente exista uma relação de co-design. Segundo eles, a montadora conceitua como co-
designer aquele fornecedor que é responsável por determinado componente, mas que não
necessariamente faz o desenvolvimento conjuntamente com a montadora.
Fornecedor de Sistemas Eletrônicos de Distribuição de Sinais
O Fornecedor de Sistemas Eletrônicos de Distribuição de Sinais neste projeto de
reestilização do automóvel da montadora italiana é um grupo de capital norte-americano, com
seis unidades no território brasileiro. No processo de desenvolvimento de produto que está

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
171
sendo descrito no presente estudo de caso, a unidade brasileira participante do projeto
manteve forte relacionamento com a unidade italiana do grupo (mais intenso do que com a
matriz), devido à proximidade desta com a matriz do cliente.
Este fornecedor já havia trabalhado em co-design com esta montadora italiana, há sete
anos atrás, durante o desenvolvimento do automóvel, que neste projeto analisado foi
reestilizado.
O sistema desenvolvido pelo fornecedor foi baseado em um sistema já desenvolvido
pela unidade italiana para um outro automóvel da montadora, sendo considerado, portanto,
um projeto do tipo follow-source. Este produto também pode ser considerado black-box, pois
é uma tecnologia do fornecedor, onde a montadora definiu os conteúdos que o sistema deveria
ter e o fornecedor os desenvolveu. É claro que num processo de co-design, a montadora tem
uma maior participação, ajudando a traduzir as especificações estabelecidas.
No início do processo de desenvolvimento, a unidade italiana do fornecedor teve
maior participação do que a unidade brasileira. Todas as atividades de projeto do produto
foram desenvolvidas na Itália, mas a partir da fase de projeto do processo de fabricação, o
processo de desenvolvimento veio para o Brasil. Desde o início, haviam residentes brasileiros
na Itália, que puderam acompanhar todo o processo e depois deram a continuidade no Brasil.
Na Itália, existia um project manager, que liderava o grupo de desenvolvimento.
Quando as atividades começaram a ser desenvolvidas na unidade local, foi nomeado um novo
líder brasileiro, mas o líder italiano também foi mantido paralelamente. Para desenvolver
estas atividade no país, o mesmo grupo que esteve na Itália foi mantido e se dedicava
exclusivamente a este projeto. Segundo o fornecedor, essa estrutura possibilitou uma maior
eficiência se comparada a um grupo envolvido em diferentes projetos e funções.
Mesmo nas etapas sob sua responsabilidade, para realizar qualquer alteração no
projeto, a unidade brasileira precisava ser autorizada pela unidade italiana, indicando uma
certa limitação de autonomia desta unidade. Além disso, toda a gestão do co-design
(oficialização de desenhos, estações de softwares, etc.) estava centrada na unidade italiana.
Para a realização deste processo de desenvolvimento, o fornecedor utilizou o modelo
de referência do PDP, que veio da matriz do grupo. Este modelo prevê a realização dos
chamados Stage Gates, bem como de algumas ferramentas como QFD, FMEA, etc. No
entanto, os entrevistados afirmam que a ferramenta tecnológica Catia foi a que mais agregou
neste projeto, pois possibilitou a integração de todos os componentes virtualmente e uma
melhor integração com o produto do cliente. Durante este projeto, o fornecedor compartilhou
alguns recursos de desenvolvimento com outras unidades do grupo, como a realização de

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
172
testes em outras unidades, e também com a montadora, onde o fornecedor teve acesso às
normas via intranet da montadora.
Em relação ao desempenho neste projeto, o fornecedor considera os desempenhos em
custo e tempo de desenvolvimento dentro das expectativas e o desempenho em qualidade
superou os níveis esperados.
Como dificuldades neste projeto, destaca-se a necessidade em atender os custos do
produto estabelecidos pela área de compras da montadora, mesmo que para isso fosse
necessário alterar algum conteúdo estabelecido pela engenharia da própria montadora. Este
fato ressalta os problemas que a falta de integração entre as áreas do cliente podem causar no
PDP do fornecedor.
Outro problema de destaque neste projeto foi a dificuldade de tratar com alguns
fornecedores de segunda ordem já que a maioria dos componentes eram importados; os
problemas estavam relacionados aos tempos de entrega e às informações para qualificação
destes componentes. O fornecedor tentou nacionalizar muitos dos componentes do sistema
neste projeto, mas mesmo assim cerca de 70% dos seus fornecedores ainda eram estrangeiros.
A comunicação entre o cliente e o fornecedor ocorreu sem problemas durante este
projeto e o conhecimento do produto da montadora e dos outros componentes do produto,
bem como o conhecimento do cliente sobre o sistema do fornecedor, foram elementos
importantes para o sucesso deste processo de co-design.
8.3.6 Análise e Conclusões
Seguindo o processo de desenvolvimento da montadora, que teve seu início na Itália,
os três fornecedores analisados também iniciaram seu PDP com engenheiros residentes
participando do projeto na matriz do cliente, configurando, portanto, a participação dos
fornecedores desde o início do projeto.
Depois desta fase inicial, o processo de desenvolvimento desses três fornecedores
começa a se diferenciar em termos de autonomia em relação às matrizes e às outras unidades
dos grupos. Os fornecedores do sistema de assento e do sistema eletrônico de distribuição de
sinais apresentaram menor autonomia de desenvolvimento; essas unidades brasileiras foram
responsáveis principalmente pelo desenvolvimento do processo de manufatura, ficando o
projeto do produto sob responsabilidade das unidades italianas. No caso do fornecedor do
sistema de refrigeração, a unidade brasileira foi responsável por todo o processo de
desenvolvimento, contando com pouco suporte da matriz.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
173
Outro ponto de diferenciação entre esses três fornecedores diz respeito à autonomia no
projeto em relação à própria montadora. O fornecedor do sistema de assento ainda é muito
dependente de decisões do cliente, que é o responsável pela parte de design do projeto e até
pela aprovação de fornecedores de segunda ordem (2nd tier). Já os outros dois fornecedores
analisados têm maior autonomia em suas decisões de projeto, apesar de trabalharem com o
cliente de forma integrada.
A Tabela 8.4 representa as diferenças entre os fornecedores em termos de autonomia,
neste projeto analisado.
Tabela 8.4 : Autonomia dos fornecedores no PDP
Autonomia em relação à matriz e às outras unidades do grupo fornecedor
Autonomia em relação à montadora
Fornecedor do sistema de refrigeração
Alta Alta
Fornecedor do sistema de assento
Média Baixa
Fornecedor do sistema eletrônico de distribuição de sinais
Baixa Alta
De forma geral, o que se percebe nas montadoras e também nos fornecedores de
autopeças é que o desenvolvimento do produto ocorre externamente (centrado na matriz da
montadora e nas filiais dos fornecedores ao seu redor), principalmente o projeto do produto,
enquanto que no projeto do processo há uma maior realização no Brasil.
No caso da montadora e fornecedores estudados, da mesma maneira que se pode dizer
que não há um desenvolvimento do produto local (Brasil), também não é possível se concluir
com o outro extremo de que restringe-se o papel local apenas a tropicalização de produtos já
totalmente desenvolvidos e em produção no mercado da matriz.
É razoável considerar que há uma posição intermediária quanto a participação das
engenharias locais de montadoras e fornecedores no desenvolvimento do produto, com
significativas responsabilidades quanto ao projeto do processo e com presença e participação
no projeto do produto na matriz, desde o início de seu desenvolvimento (e não somente para
efetuar adaptações em produtos prontos para trazê-lo ao mercado brasileiro).
Também é razoável concluir que a engenharia da montadora no Brasil tem uma maior
responsabilidade e participação no projeto do produto e processo junto ao time de DP na

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
174
montadora matriz, do que as respectivas engenharias dos fornecedores no Brasil, junto as
engenharias das suas unidades no exterior.
Além da questão de autonomia, outra diferença entre os três fornecedores analisados
neste projeto está relacionada ao grau de inovação dos sistemas desenvolvidos por eles para a
reestilização do veículo da montadora. Os fornecedores do sistema de assento e do sistema
eletrônico de distribuição de sinais desenvolveram seus produtos baseados em produtos já
existentes, vindos de outras unidades (projetos do tipo follow-source); o fornecedor do
sistema de refrigeração agregou um alto grau de inovação em seu sistema, pois pouco pôde
ser aproveitado de outros produtos já existentes.
Em relação ao desempenho, o tempo e a qualidade dos projetos esteve dentro ou até
mesmo acima das expectativas do fornecedores. Em termos de produtividade, os fornecedores
do sistema de refrigeração e de assento consideram este desempenho abaixo das expectativas,
prejudicado, principalmente, pelas constantes alterações vindas do cliente. Para o fornecedor
do sistema eletrônico de distribuição de sinais, a produtividade neste projeto esteve dentro das
expectativas. O fato deste último fornecedor já ter trabalhado em co-design com esta
montadora, na primeira versão deste veículo que foi reestilizado, pode ter auxiliado no melhor
planejamento em termos de custos relacionados às alterações de projeto. A Tabela 8.5 resume
as avaliações de desempenho deste projeto feitas pelos três fornecedores.
Tabela 8.5. Avaliação dos desempenhos neste projeto
Tempo Qualidade Produtividade Fornecedor do sistema de refrigeração
Acima das expectativas
Acima das expectativas
Abaixo das expectativas
Fornecedor do sistema de assento
Dentro das expectativas
Dentro das expectativas
Abaixo das expectativas
Fornecedor do sistema eletrônico de distribuição de sinais
Dentro das expectativas
Acima das expectativas
Dentro das expectativas
Os três fornecedores destacam dentre suas maiores dificuldades neste projeto
problemas relacionados com a montadora. O fornecedor do sistema de refrigeração destaca a
resistência inicial da montadora (por ser a primeira vez que trabalhavam juntos), causando
atrasos e dificuldade na obtenção de informações. O fornecedor do sistema de assento ressalta
o problema causado pela montadora ser responsável pela parte de design do componente
(problemas com a falta de autonomia) e também pelos testes integrativos realizados pela
montadora apenas na etapa final do projeto. O fornecedor dos sistemas eletrônicos de

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
175
distribuição de sinais destaca o problema causado pela falta de integração entre as áreas de
Compra e de Engenharia da montadora, causando trade-off nos seus projetos. Alguns desses
problemas são previstos por WYNSTRA et al. (2001) numa relação de co-design.
A Tabela 8.6 apresenta as característica de práticas de co-design que estiveram
presentes neste projeto, com relação aos três fornecedores analisados.
Tabela 8.6. Características do co-design evidenciadas na prática
Características da Prática de Co-Design Evidências da Pesquisa de Campo Envolvimento mais cedo do fornecedor Os três fornecedores foram envolvidos desde
o início do projeto na Itália Escolha do fornecedor pelo departamento de projetos
Os fornecedores foram escolhidos (ou pelo menos tiveram o aceite) pela equipe responsável pelo projeto na montadora
Transferência de know-how para o fornecedor Não ficou caracterizada nestes casos. Em alguns casos, o fornecedor é que transfere conhecimentos para a montadora, como no caso do fornecedor do sistema de refrigeração, transmitindo sua experiência no uso de ferramentas de desenho e projeto.
Poucos fornecedores por componente Todos os componentes estudados tiveram apenas um fornecedor
Presença de representantes de fornecedores na equipe de projeto da montadora
Ocorreu nos três casos
Gerente de projeto é nomeado no fornecedor Ocorreu nos três casos Fornecedor têm autonomia para escolher métodos e técnicas
Os três fornecedores seguiram seus modelos de referência no PDP
Comunicação intensa Comunicação intensa mas mesmo assim com algumas falhas ao longo do projeto (exemplo: repasse nem sempre rápido dos resultados de testes feitos pela montadora com o produto do fornecedor).
Flexibilidade de solicitações por parte da montadora
Ocorreu nos três casos
Integração cedo dos aspectos financeiros e técnicos do projeto
Ocorreu nos três casos. Só depois do acerto com Compras que os fornecedores atuaram com a Engenharia
Validação do projeto de forma contínua e iterativa
Ocorreu nos três casos, mas é passível de maior envolvimento do fornecedor no futuro
Contratos de longo prazo com integração dos aspectos financeiros e técnicos
Acertos verbais, não necessariamente contratuais
Co-design adotado por empresas que competem em inovação
O projeto do veículo e dos componentes apresenta significativo grau de inovação em relação ao projeto anterior.
Consistência entre as estratégias de produtos e suprimentos
Ocorreu parcialmente e gerou problemas, principalmente, para o fornecedor do sistema eletrônico de distribuição de sinais

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
176
Apesar de neste projeto, o relacionamento montadora-fornecedores apresentar
elementos importantes para o sucesso de um processo de co-design, como a antecipação da
busca de soluções, o envolvimento e a comunicação entre eles e o conhecimento da
montadora sobre os componentes e vice-versa, ainda existem características que precisam ser
melhor trabalhadas para a configuração efetiva de um projeto em co-design.
A percepção que se tem é que a montadora "nomeia" seus fornecedores como co-
designers, transmite uma maior responsabilidade a estes e se utiliza intensivamente da
flexibilidade advinda deste tipo de relacionamento, alterando constantemente suas
solicitações, mas não os supre com a transferência de know-how necessário e com estratégias
consistentes de desenvolvimento. Para enfrentar este desequilíbrio, os fornecedores acabam
comprometendo seus desempenhos de produtividade e custos, como foi visto nesses casos
analisados.
Este desequilíbrio é fortalecido pela dificuldade da montadora em ter o projeto do
veículo reestilizado e dos seus componentes já “congelado” na fase inicial, o que a leva a
repassar especificações aos fornecedores sujeitas a inúmeras alterações.
Desta forma, para que, realmente, os relacionamentos montadora-fornecedores sejam
duradouros e com ganhos mútuos, é preciso minimizar este desequilíbrio, de forma que ambos
saiam fortalecidos e estejam dispostos a trabalharem juntos e compartilharem projetos futuros.
8.4 Desenvolvimento de Produto em Novas Montadoras Instaladas no País
8.4.1 Panorama das Novas Montadoras
A década de 1990 pode ser considerada como um marco na indústria automobilística
brasileira devido a uma série de acontecimentos que ocorreram, principalmente, no que diz
respeito à instalação de novas montadoras no país.
Tal situação só foi possível a partir da criação da câmara setorial da indústria
automobilística, fato que ocorreu no final dos anos 80 para ajudar no controle de preços. Em
1991, esta câmara tornou-se um fórum para discussão de políticas para o setor. Era formada,
então, por sindicatos patronais e de trabalhadores dos diferentes segmentos relacionados e por
órgãos públicos federais, estaduais e municipais. A câmara gerou dois Acordos Automotivos.
O primeiro, firmado em 1992, previa a redução em 22% do preço dos veículos leves20,
a manutenção do emprego, aumentos salariais e outras medidas sobre relações de trabalho,
20 Os veículos leves incluem os veículos de passeio e os comerciais leves. A queda no preço ocorreu através da redução de impostos (6% do IPI, 6% do ICMS) e da margem de lucro das montadoras, autopeças e concessionárias (4,5%, 3% e 2,5%, respectivamente).

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
177
financiamento e crédito. Em 1993 houve um segundo acordo com a então redução do IPI
(imposto sobre produtos industrializados) dos veículos com até 1000 cilindradas para 0,1%.
Havia, então, uma previsão de que fossem criados 91 mil novos empregos como conseqüência
do aumento da produção e dos investimentos, sendo 4 mil destes nas montadoras.
As câmaras representaram uma importante democratização na elaboração de políticas
setoriais, por envolver a negociação entre diferentes atores e incluir o interesse dos
trabalhadores. No entanto, os desentendimentos começaram no segundo acordo e, em 1994, as
câmaras estavam esvaziadas21 (COMIN, 1996; ARBIX, 1997).
Os acordos levaram ao fim da estagnação que o setor vinha enfrentando desde a
década de 80. Em 1993, o número de veículos produzidos superou, pela primeira vez, o
volume produzido em 1980 e cresceu continuamente até 1997, com pode ser observado na
Tabela 8.7.
Em 1995, foi criado o Regime Automotivo, impondo uma série de medidas para atrair
investimentos de montadoras e evitar que estes fossem canalizados para a Argentina, que já
havia adotado uma política com esse objetivo em 1991 (COMIN, 1996). O Regime foi bem
sucedido na atração de investimentos na modernização das plantas existentes e na
implantação de plantas novas, tanto de empresas já instaladas no país como de ingressantes.
Tabela 8.7 - Vendas e faturamento das montadoras - Brasil (1990-2001). Ano Vendas internas
(milhares) Evolução
(%) Faturamento líquido
(US$ milhões) Evolução (%)
1990 712,7 - 10036 - 1991 790,8 11,0 10316 2,79 1992 764,0 -3,4 12812 24,19 1993 1131,1 48,0 14843 15,86 1994 1395,4 23,4 17760 19,65 1995 1728,4 23,9 17863 0,58 1996 1730,8 0,1 19297 8,03 1997 1943,4 12,3 21159 9,64 1998 1534,1 -21,1 20292 -4,09 1999 1256,9 -18,1 16858 -16,93 2000 1489,95 18,54 18359 8,90 2001 1601,3 7,51 n.d. -
n.d. – dado não disponível Fonte: Anfavea (2000 e 2001).
21 Para COMIN (1996), um dos maiores problemas foram as distorções causadas pelo IPI praticamente nulo dos carros populares. Houve um aumento desproporcional em sua demanda e as montadoras não puderam atendê-la. A este problema seguiram-se a falta de consenso entre os governos estaduais sobre o valor a ser reduzido do ICMS e discordâncias sobre os salários, o que levou à volta das greves. Deve-se ressaltar, no entanto, que um dos principais impecilhos foi o fato do governo não se interessar por sua manutenção.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
178
Os investimentos em novas plantas, incluindo aquelas que foram apenas anunciadas,
aparecem na Tabela 8.8. Além das medidas do Regime, um importante aspecto para atração
destes investimentos foi o interesse das montadoras posicionarem-se na região visando o
mercado brasileiro e dos outros países do Mercosul.
Tabela 8.8. Novas plantas de montadoras a partir da década de 90 - Brasil
Montadora Inaugu-ração Localização Investimento
(US$ milhões)
Num. empre-gados
Capacidade anunciada inicialmente / modelos
Volkswagen Resende – RJ 250 1500 40 mil ônibus e caminhões
1996 São Carlos – SP 250 500 26 mil motores
Honda 1997 Sumaré – SP 100 500 15 mil Civic Sedan
Renault São José dos Pinhais – PR
760 Scénic
Toyota Indaiatuba – SP 150 350 12 mil Corolla Chrysler /Daimler
Campo Largo–PR 315 400 4,5 mil Dakota
Mitsubishi* Catalão – GO 35 3 mil pick-ups L200 4x4
Land Rover*
1998
São Bernardo – SP
150 1,500 Defender
Volkswagen (Audi)
São José dos Pinhais – PR
500 75 mil Golf e Audi A3
Mercedes-Benz Juiz de Fora – MG 820 2000 70 mil Classe A Fiat Betim – MG 500 Motores Tritec (BMW/Chrysler)
Campo Largo – PR
500 1200 40 mil motores 1.4 e 1.6
Ásia
1999
Camaçari – BA 500 15 mil Towner e Topic General Motors 2000 Gravataí – RS 600 120 mil Celta
Peugeot / Citroën
Porto Real – RJ 600 2500 60 mil Peugeot 206 40 mil Citröen Xsara Picasso
Ford
2001
Camaçari – BA 700 2000 projeto Amazon e Courier Investimentos apenas anunciados Kia* Itu – SP 42 10 mil Bongo General Motors Sta. Catarina 500 3000 motores e transmissões Hyundai* Simões Filho – BA 1.000 40 mil HC e van BMW* 150 montagem final Daihatsu*
10 mil Cuore *Empresas não associadas à ANFAVEA
Observação: Os dados sobre investimentos, número de empregados e capacidade correspondem
àqueles anunciados inicialmente e podem ter se alterado.
Fonte: ANFAVEA (2000), SINDIPEÇAS (1999), O Estado de São Paulo, Folha de São
Paulo e Jornal da Tarde, Gazeta Mercantil (vários números).
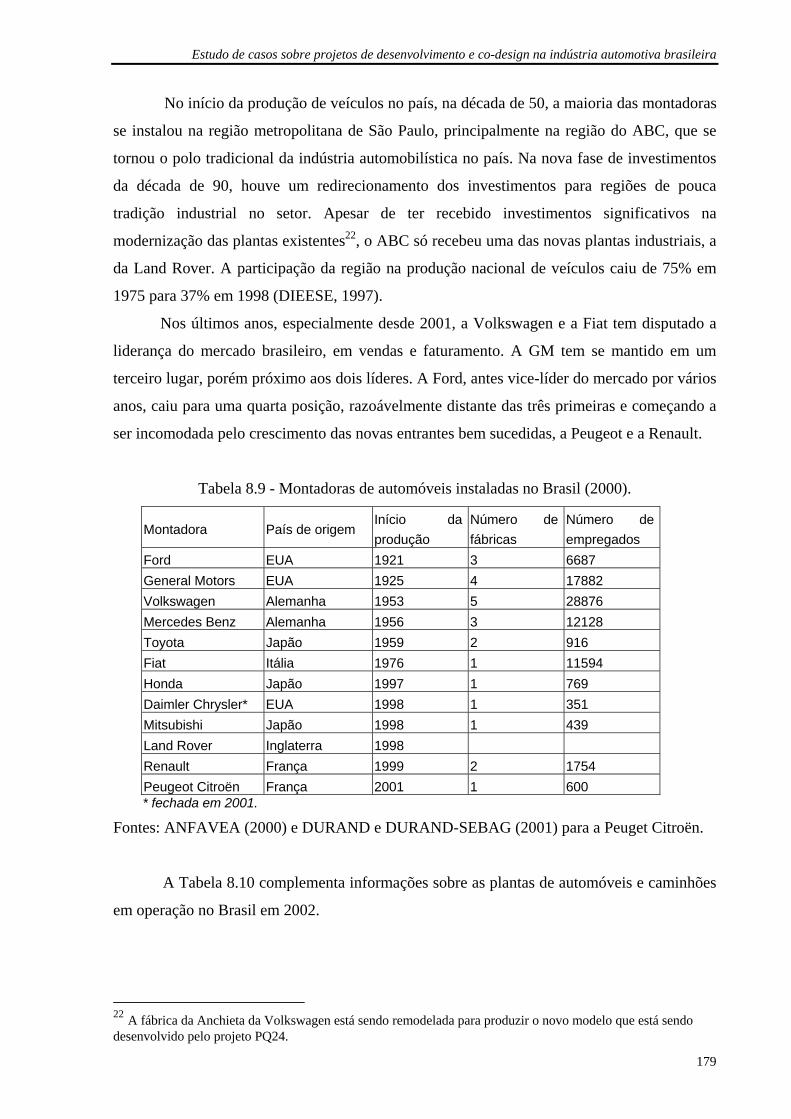
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
179
No início da produção de veículos no país, na década de 50, a maioria das montadoras
se instalou na região metropolitana de São Paulo, principalmente na região do ABC, que se
tornou o polo tradicional da indústria automobilística no país. Na nova fase de investimentos
da década de 90, houve um redirecionamento dos investimentos para regiões de pouca
tradição industrial no setor. Apesar de ter recebido investimentos significativos na
modernização das plantas existentes22, o ABC só recebeu uma das novas plantas industriais, a
da Land Rover. A participação da região na produção nacional de veículos caiu de 75% em
1975 para 37% em 1998 (DIEESE, 1997).
Nos últimos anos, especialmente desde 2001, a Volkswagen e a Fiat tem disputado a
liderança do mercado brasileiro, em vendas e faturamento. A GM tem se mantido em um
terceiro lugar, porém próximo aos dois líderes. A Ford, antes vice-líder do mercado por vários
anos, caiu para uma quarta posição, razoávelmente distante das três primeiras e começando a
ser incomodada pelo crescimento das novas entrantes bem sucedidas, a Peugeot e a Renault.
Tabela 8.9 - Montadoras de automóveis instaladas no Brasil (2000).
Montadora País de origem Início da produção
Número de fábricas
Número de empregados
Ford EUA 1921 3 6687 General Motors EUA 1925 4 17882 Volkswagen Alemanha 1953 5 28876 Mercedes Benz Alemanha 1956 3 12128 Toyota Japão 1959 2 916 Fiat Itália 1976 1 11594 Honda Japão 1997 1 769 Daimler Chrysler* EUA 1998 1 351 Mitsubishi Japão 1998 1 439 Land Rover Inglaterra 1998 Renault França 1999 2 1754 Peugeot Citroën França 2001 1 600
* fechada em 2001.
Fontes: ANFAVEA (2000) e DURAND e DURAND-SEBAG (2001) para a Peuget Citroën.
A Tabela 8.10 complementa informações sobre as plantas de automóveis e caminhões
em operação no Brasil em 2002.
22 A fábrica da Anchieta da Volkswagen está sendo remodelada para produzir o novo modelo que está sendo desenvolvido pelo projeto PQ24.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
180
Tabela 8.10. Fábricas (plantas) em operação no Brasil.
EMPRESA UNIDADES INDUSTRIAIS (destacando entre parênteses o produto: automóveis, motores, comerciais leves, caminhões e ônibus, e o ano daquelas que foram inauguradas mais recentemente)
DaimlerChrysler Fábrica de São Bernardo do Campo – SP (caminhões e ônibus) Fábrica de Juiz de Fora – MG (automóveis, inaugurada em 1999)
Fiat Automóveis Complexo Industrial de Betim – MG (motores, automóveis e comerciais leves) Ford Complexo Industrial de Camaçari – BA (automóveis e comerciais leves,
inaugurada em 2001) Complexo Industrial de São Bernardo do Campo – SP (automóveis, comerciais leves e caminhões) Complexo Industrial de Taubaté – SP (motores)
General Motors Fábrica de São Caetano do Sul – SP (automóveis) Fábrica de São José dos Campos – SP (automóveis, comerciais leves e motores) Fábrica de Gravataí – RS (automóveis, inaugurada em 2000)
Honda Fábrica de Sumaré – SP (automóveis, inaugurada em 1997) Fiat Iveco Complexo Industrial de Sete Lagoas – MG (motores, comerciais leves,
caminhões e ônibus, inaugurada em 2000) Land Rover Fábrica de São Bernardo do Campo – SP (comerciais leves, inaugurada em
1998) Mitsubishi Fábrica de Catalão – GO (comerciais leves, inaugurada em 1998) Nissan Fábrica de São José dos Pinhais – PR, em parceria com a Renault (comerciais
leves, inaugurada em 2001) Peugeot Citroën Fábrica de Porto Real – RJ (automóveis, inaugurada em 2001, e motores,
inaugurada em 2002) Renault Complexo Industrial de São José dos Pinhais – PR (automóveis, inaugurada
em 1998, e motores, inaugurada em 1999) Scania Fábrica de São Bernardo do Campo – SP (caminhões e ônibus) Toyota Fábrica de Indaiatuba – SP (automóveis, inaugurada em 1998) Volkswagen Fábrica de São Bernardo do Campo – SP (automóveis e comerciais leves, em
reestruturação) Fábrica de Taubaté – SP (automóveis) Fábrica de São Carlos – SP (motores, inaugurada em 1996) Fábrica de Resende – RJ (caminhões e ônibus, inaugurada em 1996)
Volkswagen Audi Fábrica de São José dos Pinhais – PR (automóveis, inaugurada em 1999) Volvo Fábrica de Curitiba – PR (caminhões e ônibus) Fonte: Anfavea, Fevereiro de 2002, Anuário Estatístico
8.4.2. O Desenvolvimento de Produto nas Montadoras Francesas Recém Instaladas no
Brasil
Este caso faz uma análise sobre a instalação de novas montadoras francesas e de dois
de seus fornecedores no Brasil e avalia como estas empresas estão estruturando as atividades
de desenvolvimento de produto. Inicialmente, são apresentadas as principais características do

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
181
processo de instalação dessas montadoras no Brasil enfatizando que as mesmas já realizaram
investimentos, como aumento da capacidade produtiva e instalação de novas unidades
produtivas, que demonstram o grau de confiança que estas empresas têm no mercado
nacional. Quanto à questão de desenvolvimento de produtos foi observado que: os projetos
são desenvolvidos nos centros de tecnologia da matriz tanto das montadoras como dos
fornecedores; qualquer modificação no projeto do produto tem que ser autorizada pela matriz;
os sistemas fornecidos pelas autopeças para as montadora, apesar de serem montados no
Brasil, ainda possuem um alto índice de componentes importados.
8.4.2.1. Introdução
A década de 1990 pode ser considerada como um marco na indústria automobilística
brasileira devido a uma série de acontecimentos que ocorreram, principalmente, no que diz
respeito à instalação de novas montadoras no país.
A criação da câmara setorial da indústria automobilística, criada no final dos anos 80
para ajudar no controle de preços, tornou-se, a partir de 1991, em um fórum para discussão de
políticas para o setor que gerou os dois acordos que levaram ao fim da estagnação que o setor
vinha enfrentando desde a década de 80. Em 1993, o número de veículos produzidos superou,
pela primeira vez, o volume produzido em 1980 e cresceu continuamente até 1997.
Em 1995, foi criado o Regime Automotivo, impondo uma série de medidas para atrair
investimentos de montadoras e evitar que estes fossem canalizados para a Argentina, que já
havia adotado uma política com esse objetivo em 1991 (COMIN, 1996). O Regime foi bem
sucedido na atração de investimentos na modernização das plantas existentes e na
implantação de plantas novas, tanto de empresas já instaladas no país como de ingressantes.
Além das medidas do Regime, um importante aspecto para atração destes
investimentos foi o interesse das montadoras posicionarem-se na região visando o mercado
brasileiro e dos outros países do Mercosul.
Com os novos investimentos realizados, aumentou significativamente o número de
montadoras de automóveis presentes no país. Estas são apresentadas na Tabela 8.11, que
também apresenta o ano em que iniciaram a produção de veículos no Brasil. Cabe ressaltar
que até a década de 50, a Ford e a General Motors só realizavam a montagem de CKDs
(completely knocked down) importados, como a Mitsubishi faz atualmente.
A presença das novas plantas no Brasil marcou também o lançamento de novos
modelos de automóveis, o aumento da inovação tecnológica dos produtos e processos e o
aumento da concorrência, principalmente, no segmento de motores 1.0, que representa cerca

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
182
de 75% do mercado interno.
Tendo em vista este cenário e as novas praticas de gestão adotadas, que estão
largamente disseminadas, constata-se que a vantagem competitiva das montadoras reside na
capacidade de criar novos produtos mais competitivos e em menos tempo para atender à
constante evolução do mercado.
Neste contexto, o processo de desenvolvimento de produto ocupa um papel cada vez
mais importante passando a incorporar as atividades de planejamento estratégico relacionadas
com o mercado/produtos, e as atividades ligadas à produção, lançamento e acompanhamento
do produto no mercado.
Este caso busca por um lado realizar uma análise sobre a instalação de novas
montadoras francesas e de dois de seus fornecedores no Brasil e por outro, avalia como estas
empresas estão estruturando as atividades de desenvolvimento de produto. A escolha destas
empresas decorre do fato de que as mesmas não tinham nenhuma unidade fabril no Brasil.
Tabela 8.11 - Montadoras de automóveis instaladas no Brasil (2000)
Montadora País de origem
Início da produção
Ford EUA 1921 General Motors EUA 1925 Volkswagen Alemanha 1953 Mercedes Benz Alemanha 1956 Toyota Japão 1959 Fiat Itália 1976 Honda Japão 1997 Daimler Chrysler* EUA 1998 Mitsubishi Japão 1998 Land Rover Inglaterra 1998 Renault França 1999 Peugeot Citroën França 2001
* fechada em 2001.
Fontes: ANFAVEA (2000) e DURAND e DURAND-SEBAG (2001) para a Peugeot Citroën.
O estudo foi realizado a partir de visitas junto às empresas onde foram entrevistadas
pessoas ligadas a área de desenvolvimento de produto no Brasil. Foi utilizado um questionário
não estruturado que incluí temas sobre o desenvolvimento do produto permitindo, assim,
maior flexibilidade durante as entrevistas.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
183
Inicialmente, são apresentadas as principais características das montadoras e dos
fornecedores com ênfase para o desenvolvimento do produto. E, por fim, são realizadas
considerações finais sobre o caso.
Apesar de apresentarem comportamentos semelhantes quanto à forma com que
desenvolveram o projeto de instalação no Brasil é conveniente tratar cada montadora
individualmente para que as informações específicas obtidas não se dispersam.
8.4.2.2. O caso da Renault
O estudo de caso aqui reportado se refere à unidade de montagem de automóveis
(Clio, Mégane, Scènic) da filial brasileira da Renault francesa. Junto a esta planta foi instalada
uma unidade de produção de motores da Renault, que fornece para estes mesmos automóveis,
mas que é tratada como uma unidade de negócios separada, e portanto não faz parte do
presente estudo de caso. Esta fábrica de motores produz o 1.0 utilizado somente no mercado
brasileiro, e o 1.6 16v para este mercado e também para exportação.
A Renault apresenta uma política de “veículos mundiais”, com grande centralização
do desenvolvimento (e de modificações em produtos já em produção) na matriz. Há na França
um Centro de Tecnologia da Renault (também conhecido como TecnoCentro) que desenvolve
produtos para toda a corporação, tanto para as unidades produtivas situadas na França e na
Europa como também para as demais unidades em outros países. Este desenvolvimento não se
restringe somente a engenharia de produto e de processo, mas também trabalha, em nível de
corporação mundial, aspectos de logística, compras, marketing, etc, necessários ao projeto e
lançamento do produto.
Neste contexto, as unidades na Turquia, México, Argentina, Brasil, que produzem, por
exemplo, o Renault Clio, enviam todo o tipo de informações sobre a produção deste veículo e
seu uso pelos clientes para a matriz francesa, que as centraliza e processa, decidindo a partir
daí eventuais modificações no produto (e influenciando desenvolvimentos futuros no portfólio
de veículos da corporação).
Portanto, as especificidades (usos, combustíveis, estradas, clima, etc) dos diferentes
mercados mundiais são transmitidos pelas unidades à matriz, e esta providencia as adaptações
/ alterações no produto (criando uma modificação de projeto). Alterações / adaptações simples
no produto podem ser feitas pelas unidades, mas precisam ser validadas pela matriz francesa.
Estas modificações no produto (ou no processo de fabricação) podem se restringir somente à
unidade que o realizou ou propôs, como também pode ser estendido a outras unidades (e

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
184
linhas de produtos), no caso de um julgamento positivo quanto ao impacto destas
modificações perante as especificidades de cada mercado.
No entanto, os limites a estas modificações nos produtos são estabelecidos pela
manutenção de certa identidade da marca, proveniente da tradição criada pela matriz francesa.
Isto se traduz em características exclusivas que todos os produtos fabricados em qualquer
unidade da corporação devem possuir, diferenciando-se assim de marcas concorrentes. A
afirmação feita por um entrevistado ilustra esta preocupação:
“No Brasil, por exemplo, a gente gosta do carro um pouco mais duro, um carro um
pouco menos confortável, já na Europa não é assim, e se você for ver os carros franceses aqui,
tanto da Renault como da Peugeot / Citroen eles tem uma diferença nesse sentido, ou seja, são
bem mais confortáveis porque essa é uma idéia da própria empresa como filosofia. É uma
diferenciação no produto, e isso se faz, tenta se achar esse compromisso, também trabalhando
nas dificuldades que têm as estradas de rodagem, porque não adianta ter um carro
extremamente confortável se a estrada não dá condições de rodar confortavelmente. Mas você
pode usar essa situação e transferir ela para um país que basicamente tenha as mesmas
características, mas isso passa por aprovação de uma central, uma pessoa que conhece as
estradas que tem aqui no Mercosul, que tem um homólogo dele aqui que fornece informações,
e ele pega informações de outros países e em função disso pode julgar e ter uma peça única
para o mundo inteiro ou ter peças diferentes para cada país, ou ter peças para a Europa e peças
comum para o Mercosul / México, etc.”
A Renault Brasil conta hoje (2002) com aproximadamente 85% de peças nacionais em
seus produtos. Busca-se prioritariamente trazer para o Brasil fornecedores globais da
montadora, já que as relações com estes fornecedores são conhecidas e amadurecidas, além
dos ganhos com padronização de procedimentos e escala de produção. Em certos casos,
quando é economicamente mais interessante, estes fornecedores ao se instalarem no Brasil
desenvolvem sub-fornecedores locais.
Para se analisar a participação dos fornecedores instalados no Brasil no DP da Renault
(tanto aqueles que vieram trazidos pela montadora quanto os já existentes), deve-se considerar
a realidade atual da filial brasileira da montadora, em que o foco está na produção e em algum
desenvolvimento de processo de fabricação, mas com nenhum desenvolvimento local de
veículos e reduzido desenvolvimento pela Renault brasileira das peças e componentes dos
veículos aqui produzidos.
Neste contexto, o que realmente ocorre é no máximo algum desenvolvimento de
fornecedores instalados no Brasil para o fornecimento de componentes, especialmente aqueles

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
185
já existentes antes da vinda da montadora e que não forneciam para a matriz ou outras
unidades do grupo. O objetivo pretendido é que estes fornecedores produzam autopeças com a
qualidade padrão mundial desejada pela montadora. Para isso devem partir de um projeto de
produto da autopeça já pronto, proveniente da matriz da montadora e repassado pela filial
brasileira, e trabalhar com o acompanhamento desta no desenvolvimento do processo de
fabricação da autopeça. Pode ocorrer também de o projeto do produto e do processo da
autopeça ser proveniente da matriz ou outra unidade mundial do fornecedor, principalmente
quando já é fornecedor mundial da montadora.
Toda a aprovação de um fornecedor local passa pela matriz da Renault, que só aceita
um resultado de ensaio de certificação (de peças dos fornecedores) se for feito em um
laboratório que ela conhece e já certificou. Na fábrica da empresa em Curitiba só são feitos
ensaios de rodagem, portanto com o veículo e não com peças de fornecedores. Na unidade
Argentina há laboratório com uma estrutura maior e certificado pela matriz para ensaio com
certos tipos de peças. Portanto, as peças de fornecedores ou vão para a Argentina, ou o
fornecedor se encarrega de fazer em laboratório certificado pela Renault (provavelmente na
matriz do fornecedor ou em outra unidade), ou então a Renault brasileira se encarrega de
realizar o teste na matriz francesa da montadora, porém com os custos bancados pelo
fornecedor.
Na Renault existe um procedimento interno (uma norma Renault) de desenvolvimento
de produto, que envolve desenvolvimento de fornecedores, relacionando as influências da
qualidade, compras e engenharia, neste trabalho com os fornecedores. Esta norma, conhecida
como AQTP, se baseia em duas outras que caminham em paralelo durante o desenvolvimento
do fornecedor: a EAQF, que se refere à validação do sistema do fornecedor, e a AQL, que
trata da validação do sistema de logística do fornecedor.
Normalmente forma-se um grupo de trabalho, coordenado por três pessoas (um de
compras, um de qualidade, e um da engenharia) para fazer este desenvolvimento de
fornecedor, trabalhando juntos desde o começo de um novo projeto (ou mais precisamente, da
preparação para a produção no Brasil de um projeto já desenvolvido externamente),
acompanhando o lançamento do produto e seu desempenho no mercado brasileiro.
Cada grupo é especializado em partes do veículo, por exemplo, há um grupo de
trabalho responsável por chassi, outro por parte elétrica, etc, existindo, portanto diversos
grupos atuando em paralelo. O coordenador de compras de um determinado grupo possui o
seu correspondente em qualidade e em engenharia. Em cada grupo, cada coordenador possui

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
186
sob seu comando pessoas com a mesma especialização que a sua (estas pessoas atuam
somente em um grupo? Ou também são participantes ou coordenadores em outros?).
Também há na Renault do Brasil grupos estruturados (de características
multifuncionais / multidepartamentais) para resolução de problemas. Estes grupos utilizam
ferramentas da qualidade, como o FMEA, e podem envolver representantes de fornecedores,
quando o problema envolve algum componente deles. Não se aplica o QFD, provavelmente
porque este recurso é mais útil nas etapas ou fases iniciais do DP, que não ocorrem no Brasil.
Futuros modelos a serem lançados (produzidos) no Brasil pela Renault devem contar
com uma maior participação da filial brasileira durante o DP no TecnoCentro, tanto via
recursos de TI a distância como pela própria participação direta de pessoas do Brasil na
matriz. No primeiro conjunto de veículos aqui lançados, logo após a inauguração da unidade
fabril, não havia experiência acumulada pelo pessoal para influenciar o desenvolvimento
destes veículos na França. Agora, após os anos iniciais de produção no Brasil e feedback dos
compradores brasileiros de carros Renault, já há uma experiência acumulada passível de
repasse para o desenvolvimento de novos produtos no TecnoCentro, em especial aqueles
veículos em desenvolvimento com potencial mercadológico para ser lançado ou produzido no
Brasil (e por extensão no Mercosul).
Outro aspecto que pode influenciar positivamente a participação brasileira na matriz,
não tanto no projeto do produto, mas principalmente no desenvolvimento de processos de
fabricação, é a consolidada parceria Renault-Nissan. Esta iniciou-se mundialmente com
compras e logística, para chegar, depois da fusão definitiva, à primeira fábrica conjunta das
duas marcas no mundo, instalada no Brasil em 2002, junto a fábrica já existente da Renault.
Portanto, há nesta fábrica conjunta uma união (ou confrontação criativa) de duas formas ou
concepções diferentes de produção, com filosofias de projeto e fabricação diferentes (francesa
e japonesa), sendo um laboratório ou espaço propício para muitas inovações futuras, no
projeto ou na produção.
8.4.2.3. O caso da PSA
A inauguração da unidade da PSA, grupo que compreende a Peugeot e a Citroën no
Brasil, na cidade fluminense de Porto Real representou mais uma etapa da consolidação dos
grandes planos de investimento anunciados pelas montadoras nos últimos anos. Esta nova
unidade iniciou suas atividades com a perspectiva de alcançar a produção de 100 mil unidades
por ano em 2003 e 2004. No ano de 2001 produziu em torno de 24 mil veículos obtendo 3,1%
de participação nas vendas no mercado brasileiro.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
187
Atualmente, a fábrica do Rio de Janeiro produz diariamente cerca de 200 unidades do
Peugeot 206 com motor 1.0 e aproximadamente 90 Citroën Xsara Picasso. Os volumes
equivalem a 70% da capacidade instalada da fábrica. O lançamento do modelo nacional, o
Peugeot 206 1.0 16V, tem o intuito de participar do segmento mais disputado do mercado
responsável por 75% das vendas de carros no Brasil.
Desde 1999 a equipe de engenheiros da Peugeot vem trabalhando no desenvolvimento
da motorização do veículo para adequar o motor 1.0. Inicialmente, o motor era produzido pela
Renault, sendo o mesmo que equipa o Clio. O modelo 206, entretanto, apresenta desempenho
um pouco diferente, já que cada veículo tem suas peculiaridades. Atualmente, com o início da
fabrica de motores em Porto Real os motores são produzidos pela própria Peugeot.
Atualmente, o grupo PSA monta dois modelos no Brasil, o modelo 206 da Peugeot e o
Picasso da Citröen. A produção desta unidade é destinada para o Mercosul. Com a atual crise
da Argentina, o foco passou a ser o mercado nacional. As observações foram realizadas com
base no modelo 206. Este produto que foi lançado, no Brasil, em junho de 2001. Ele também
é fabricado na França, Inglaterra, e Argentina. O modelo lançado no Brasil é exclusivo quanto
a motorização sendo considerado como projeto novo neste aspecto. Assim, houve uma
adaptação do motor, fornecido pela Renault na fabrica de São José dos Pinhais, Paraná.
O produto fabricado sofreu algumas alterações devido às condições de rodagem no
Brasil, onde o asfalto é considerado de menor qualidade. Diante destas condições foram
realizadas adaptações na suspensão e na carroceria que foram reforçados, a suspensão foi
alterada para ficar mais alta.
Os projetos para as modificações foram desenvolvidos nos centros de estudos na
França. Pequenos ajustes foram realizados no Brasil, aqueles necessários para adequar os
componentes durante o processo de montagem.
A unidade brasileira não tem uma área de desenvolvimento de produto, pois a fabrica
é recente. Em linhas gerais todo projeto é feito na França onde existem dois centros de
estudos e o centro de produção que são responsáveis por todo o desenvolvimento de produto.
No Brasil, na Argentina e na Inglaterra são aplicadas todas as tecnologias desenvolvidas nos
centros de estudos da matriz.
No caso de ser necessário algum ajuste, a engenharia técnica da unidade é acionada
para buscar a solução. Este setor faz a ligação com a área de produção e com a área de
ensaios. Assim, se a Produção alegar que algum item/componente não estiver montando
conforme o planejado ou se a qualidade identificar que algum item não está atendendo os
requisitos de projeto então este setor estuda o caso e, se for necessária alguma modificação, o

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
188
centro de estudo na França é contatado e dependendo da criticidade esta pode ser feita pelo
Brasil ou pela França.
Os ajustes acima citados são realizados quando o processo de desenvolvimento do
produto encontra-se no estágio de “zona de vida série”. Esta etapa significa que o produto já
está em fase de produção e a engenharia da unidade brasileira participa na medida que as
modificações forem necessárias.
Com relação às modificações dependendo da peça estas podem ser específicas para o
Brasil, mas ocorrem modificações que podem afetar outras fábricas. No momento de
preenchimento da documentação deve ser especificado qual local a modificação vai atender.
Quanto aos fornecedores, o Centro de Estudos aplica engenharia simultânea com seus
fornecedores. Também, na matriz ainda, são utilizados sistemas de comunicação eletrônicos
que facilitam as trocas de informações entre o centro de estudo e os fornecedores. O sistema
ainda não está disponível para os fornecedores locais.
No Brasil, os fornecedores devem apresentar o FMEA de processo e aplicar e
submeter à peça a ensaios/certificação de qualidade/validação do produto e do processo.
A área da engenharia da PSA esta instalada no prédio da montagem com outros
setores. A área é subdividida de acordo com o sistema do veículo.
As atividades produtivas restringem-se à montagem dos componentes. Inclusive a
estamparia. Atualmente, a empresa esta em um processo de nacionalização. No Picasso é
quase 50% importado e no 206 a importação está em 30% dos componentes.
Os componentes não importados pela empresa são denominados de integração local,
pois o projeto foi desenvolvido na França e os desenhos são entregues para os fornecedores.
Foi dada preferência para quem já fornecia para a Peugeot na Europa, demonstrando que a
área de desenvolvimento de produto é muito centralizada. Entretanto, existe um movimento
forte para desverticalizar a produção. Neste processo de desverticalizaçao os fornecedores
começam a participar do desenvolvimento do produto.
Nesses casos, estes fornecedores, que se instalaram no Brasil, de acordo com as
premissas de fornecedores mundiais, que montam unidades produtivas próximos às
montadoras, importam também os componentes, ou seja, eles passam a ser montadores de
sistemas no Brasil. As justificativas para esta situação residem no baixo volume de produção,
na falta de tempo para desenvolver o fornecedor nacional e na falta de tecnologia dos
fornecedores nacionais.
Esta estratégia decorre de um certo desconhecimento da empresa quanto ao mercado
brasileiro de autopeças. Assim, a empresa deu prioridade para os fornecedores que já são

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
189
parceiros na Europa. Junto às instalações da empresa, foi criada uma área para a instalação de
fornecedores. No momento, apenas quatro fornecedores estão instalados, esta proximidade
permite a entrega nos moldes just in time. A maioria dos fornecedores está localizada em São
Paulo e Curitiba, por outro lado a empresa fica próxima ao maior mercado e a um porto.
São realizadas auditorias de produto e de processo nos fornecedores. A empresa faz
uma diferenciação quanto ao tipo de componente que pode ser de aprovação ou de não
aprovação. Os componentes de aprovação, aqueles que podem comprometer a segurança, são
testados nos laboratórios da PSA na França ou na planta do fornecedor, que depois encaminha
os resultados para os centros de estudos na França. Os resultados dos testes são analisados
pelos centros de estudos e em caso de aprovação é emitida uma Ficha de aprovação onde o
fornecedor é considerado apto para fornecer.
Para as peças de não aprovação o fornecedor envia uma “amostra inicial” para
verificação de montagem, se for aprovado passa a ser fornecedor. A PSA considera para estes
casos que a responsabilidade é do fornecedor. No Brasil já existem fornecedores para peças de
não aprovação.
Além desses ensaios os fornecedores devem emitir relatórios de estudos de
capabilidade do processo. E, também, quando da entrega da amostra inicial o fornecedor
apresenta um dossiê com todas as solicitações da PSA que incluem: FMEA, estudo de
capabilidade, análise das características técnicas, funcionais e essenciais.
A área de engenharia no Brasil mantém contato com o fornecedor após o mesmo ter
sido indicado pela área de compras, após um processo de seleção. Portanto, qualquer
exigência preliminar, como, por exemplo, o sistema da qualidade, é feita pela área de
compras.
Quanto ao processo de avaliação são realizados acompanhamento do produto durante
a pré-série e em testes de rodagem. De qualquer forma, não se pode dizer que o carro está
totalmente desenvolvido, pois sempre são realizadas alterações.
Existe na fabrica do Brasil uma estrutura de engenharia dividida em produto, processo
e qualidade. Com duas equipes distintas de qualidade do produto que se ocupam da qualidade
de pré serie e da qualidade série. A área de engenharia de produto compreende os seguintes
grupos: grupo mecânico, grupo elétrico, grupo plástico, grupo de ferragem. A maioria dos
engenheiros está concentrada nesta área.
Qualquer iniciativa de um fornecedor em nacionalizar algum item deve ser
comunicada à PSA que solicita a validação, se for produto de aprovação terá que ser avaliado
no centro de estudos.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
190
Quanto ao andamento do projeto no Brasil pode ser considerado que está sendo
desenvolvido dentro do cronograma esperado, que o desembolso está de acordo com o
previsto, inclusive as vendas no final de 2001 ficaram acima da expectativa. Pode-se
considerar que a conformidade do projeto em termos de desenvolvimento do produto também
é satisfatória, principalmente porque o projeto do produto já tinha sido desenvolvido nos
centros de estudos, os fornecedores são praticamente os mesmos e as adequações necessárias
foram realizadas com a supervisão dos centros de estudos da França.
A PSA acompanha os itens entregues pelos fornecedores, qualquer problema que a
linha identifique aciona-se a área da qualidade que vai estudar o caso, e se for um caso de
projeto encaminha-se para engenharia. Agora, se for um caso de fornecedor é emitido um
documento de alerta e o fornecedor é contatado para dar uma resposta em 24 horas. Nesse
caso o fornecedor recebe um demérito e penalização financeira. Além disso, ele tem uma
pontuação, se ele passar de “x” pontos ele não pode mais participar de nenhuma cotação da
PSA.
A PSA é considerada uma referência no desenvolvimento de suspensão. Com o
modelo 206, entretanto, a empresa rompeu com os modelos tradicionais e lançou um
automóvel com design arrojado. Esta inovação foi fundamental para aumentar a sua
participação no mercado brasileiro.
As principais dificuldades encontradas pela PSA estão associadas com os fornecedores
nacionais que apresentaram dificuldades em compreender o sistema da qualidade da PSA.
Quanto às instalações, a PSA possui uma área para desenvolver projetos de plantas. Assim,
todo o projeto industrial foi desenvolvido na França.
Neste momento a estruturação de uma área de desenvolvimento de produto na PSA
está em ritmo lento, ou seja, os projetos devem, ainda, ser desenvolvidos na França. Quanto a
investimentos futuros a PSA está inaugurando uma fabrica de motores tanto para o mercado
nacional como para exportação com modelos diferente do atual 1.0, pois o investimento
realizado só vale a pena se houver uma diferenciação de produto para atender outros
mercados além do Brasil.
8.4.2.4. As empresas fornecedoras das montadoras francesas
Foram visitadas duas empresas de autopeças fornecedoras exclusivas das montadoras
estudadas neste trabalho. Estas empresas foram selecionadas por serem fornecedoras das
montadoras na França.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
191
8.4.2.4.1. KOYO
Empresa de origem japonesa fabricante de sistema hidráulico de direção iniciou suas
atividades no Brasil para fornecer para as montadoras francesas, inicialmente para a Renault e
em seguida para a Peugeot. O processo de fornecimento para estas montadoras teve origem,
na França, a partir do processo de desverticalização que estas montadoras realizaram no final
da década de 80. A Koyo era fornecedora de componentes do sistema de direção e passou a
ser a responsável pela montagem do sistema completo tornando-se uma sistemista.
A empresa tem presença em todos os continentes. Sendo a principal fornecedora de
sistema de direção no Japão e na Europa. A instalação de uma unidade no Brasil foi motivada
por dois aspectos:
1. Ficar próximo do cliente;
2. Iniciar contatos com outras montadoras que estão fora da Europa e Japão. No Brasil
estão instaladas quase todas as montadoras.
As atividades desenvolvidas no Brasil concentram-se na montagem do sistema de
direção assistida, hidráulica e importação de sistema de direção para as montadoras. A
empresa está localizada na grande Curitiba. Suas instalações ficam próximas a Renault. A
localização é estratégica, pois a empresa está próxima do cliente e do porto. Atualmente, as
instalações produtivas ocupam uma pequena área devido ao reduzido volume de pedidos e
também por apenas montar sistemas de direção a partir de componentes importados.
O sistema de produção adota os princípios da Lean Production, todos os testes estão
incorporados no processo de montagem, os conceitos de troca de ferramentas estão sendo
aplicados com a meta de mudar a linha em 1 minuto. Os componentes são importados. Os
fornecedores estão localizados na Argentina e na Europa.
A empresa mantém Centro Técnico de Engenharia no Japão, EUA e na Europa,
(França), onde cada um dos centros desenvolve produtos para estes mercados. Os produtos
montados no Brasil são considerados produtos consolidados que já foram testados e estão no
mercado há bastante tempo.
A projeto do produto é originado nos projetos das montadoras. Após o processo de
redução da base de fornecimento, iniciou uma fase de negociação entre a empresa e as
montadoras francesas para que a empresa começasse a desenvolver o produto. Assim, a
origem do projeto do produto é nas montadoras.
Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
192
Como é um sistema de alta segurança, sistema de direção, as montadoras ainda
mantêm um controle rigoroso ao longo do processo de desenvolvimento do produto. Vale
acrescentar que são as montadoras que determinam qual é a concepção de direção assistida
que será utilizada no veículo. No Brasil a Koyo monta, tanto para a Renault como para a
Peugeot, direção assistida em linha onde os cilindros estão integrados com a carcaça. Para
montar outro tipo de direção a empresa tem que estruturar uma outra célula de montagem, é o
que está acontecendo para o sistema de direção do Pólo, automóvel que deve ser lançado em
no primeiro semestre de 2002.
A concepção do projeto do produto altera totalmente a concepção da linha de
montagem. Assim, a empresa fica sujeita às necessidades das montadoras, que procura
atender, dado que é fornecedora exclusiva das montadoras francesas. Esta exclusividade
iniciou no momento em que a Koyo adquiriu a divisão de sistema de direção destas
montadoras.
O desenvolvimento do produto da empresa segue toda sistemática de engenharia
preconizada tanto pela QS, como pelas normas EAQF (normas das montadoras francesas),
que estabelece todas etapas a serem seguidas no processo de desenvolvimento do produto,
desde a solicitação de cotação até o início da produção em série. De forma geral, as etapas
incluem análise das especificações e dos requisitos do cliente, desenvolvimento da proposta
baseada nessas especificações, se a proposta é aceita então é validada através de protótipos de
diferentes níveis amostras que são submetidas durante o desenvolvimento do produto. O
cliente testa o produto nas diferentes fases de desenvolvimento e a aprovação é feita pela
montadora para aquele produto que foi desenvolvido, e a partir daí a empresa passa a fornecer
como produto de série.
No início deste processo, a montadora passa para a empresa desenhos funcionais,
especificando as dimensões e distâncias, que são os requisitos do projeto. Essas
especificações, bem detalhadas, estabelecem, entre outros parâmetros, o esforço se deve fazer
para girar a direção e qual o tipo de conceito de assistência que a direção deve atender.
Atualmente, a Koyo sofre forte influência das montadoras, pois as tecnologias ainda
empregadas pelas montadoras francesas ainda são baseadas nos mesmos conceitos de quando
a Koyo assumiu as unidades do sistema de direção. Para os novos projetos a Koyo deve
propor novas tecnologias.
A tendência para este tipo de sistema é a montadora tratar do sistema de direção como
um Black-Box. Hoje ela não é um Black-Box, porque como é um sistema de segurança as
montadoras têm grande preocupação em participar do desenvolvimento dos componentes e da

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
193
tecnologia que está sendo aplicada de forma bem detalhada. Isso se deve ao fato das
montadoras francesas ter produzido sistemas de direção. Portanto, elas têm em seus quadros
profissionais com um grau de capacitação técnica alto para entender esse produto. Além disso,
possui instalações de testes sofisticadas para a realização de ensaios do produto.
Para outras montadoras, como a Volkswagen, a transformação deste sistema como
Black-Box está mais distante, pois esta montadora produz direções na Alemanha e tem todas
as instalações para teste de validação de direções.
De qualquer forma, espera-se que ao longo do tempo a influência das montadoras
diminua e que as mesmas realizem os testes em veículos enquanto que os testes em
laboratórios fiquem de responsabilidade da empresa.
Como o desenvolvimento de produto é realizado no centro de engenharia, no Brasil é
enfatizada a aplicação de técnicas e metodologias que visam a produtividade e a qualidade do
processo. Entretanto, foi ressaltado que a empresa emprega todas as técnicas e ferramentas de
desenvolvimento usadas pelas grandes empresas japonesas, como QFD e FMEA de processo
e de projeto. Para o processo produtivo são utilizadas as técnicas do Sistema Toyota de
Produção, enfatizando a troca rápida de ferramentas. O objetivo da empresa é realizar a troca
em um minuto, tornando a linha de produção extremamente flexível.
As mudanças que são realizadas no produto na Europa são repassadas rapidamente
para a unidade brasileira, pois os projetos são para carros mundiais e o objetivo é manter o
mesmo nível tecnológico da Europa. Assim, qualquer mudança que seja feita na Europa, é
repassada para as unidades no Mercosul.
Quando é desenvolvido um novo projeto, o primeiro passo é a designação de uma
equipe de projeto e de um líder de projeto, que vai coordenar tanto a formação dessa equipe,
quanto ao desenvolvimento do projeto (elaboração do cronograma, preparação de todo
planejamento de projeto, etc). Esta equipe é constituída pelas áreas envolvidas com a
produção, que seria engenharia, compras, logística, processos e, evidentemente, o pessoal de
custos e comercial (vendas), esse último tem uma interface com a área de compras do cliente.
Normalmente, durante o desenvolvimento do projeto, tem modificação dos requisitos
pelo cliente. Nesse momento, a Koyo comunica quais implicações ocorrerão em decorrência
dessa alteração, principalmente quanto ao custo. Quem negocia essas questões é área de
vendas.
A empresa tem participação ativa no desenvolvimento de produto do cliente e por sua
vez envolve seus fornecedores que estão cada vez mais envolvidos na fabricação de

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
194
componentes, enquanto que a Koyo se dedica cada vez mais na montagem, no
desenvolvimento do produto e na produção de componentes com maior conteúdo tecnológico.
O produto brasileiro vai exigir algum grau de tropicalização. As condições de
aplicação do produto no Brasil são diferentes das condições de aplicação na Europa, devido,
principalmente às condições das estradas. Estas modificações estão prestes a acontecer, pois
foi identificado que o motorista brasileiro tem uma sensibilidade maior quanto ao ruído do
veiculo, ele reclama mais que o motorista europeu. Quanto a outras características deve ser
ressaltado que o projeto é mundial, assim, já está implícito que todas as condições ambientais
vão ser satisfeitas pelo mesmo projeto.
De forma geral as montadoras arcam com parte dos investimentos que os fornecedores
realizam com ferramental. Na unidade da empresa no Brasil, apesar de ainda utilizar
componentes importados para a montagem do produto, os investimentos em ferramental estão
sendo direcionados para os sub-fornecedores que estão sendo desenvolvidos atualmente.
Mesmo nesta situação o sistemista de apoio cobra da montadora esse investimento.
Para os sub-fornecedores são repassados os projetos dos componentes do sistema de
direção, e não todo o sistema em si. Como eles são fornecedores de componentes, só lhes
interessa o desenho dos componentes.
O processo de nacionalização dos componentes está atrasado. Isso se deve a dois
fatores, O primeiro leva em consideração paridade da moeda que no início da instalação da
unidade no Brasil favorecia a importação. O segundo fator está associado ao volume de
produção que é pequeno, obrigando os fornecedores a apresentarem orçamentos com o custo
unitário elevado. Neste momento, a taxa do câmbio está obrigando a empresa a apressar o
processo de nacionalização.
Considerando, ainda este aspecto, a empresa avalia que o padrão de qualidade do
fornecedor nacional ainda deixa muito a desejar comparando com o mercado fornecedor
europeu e o norte americano. As instalações dos fornecedores nacionais não tiveram
investimento que os europeus tiveram conseqüentemente, as linhas de produção, com poucas
exceções, são mais precárias.
Quanto à avaliação do desempenho do processo de desenvolvimento do produto pode-
se afirmar que para projetos convencionais o tempo de desenvolvimento normalmente fica
dentro das expectativas. Já para projetos que envolvem mudanças tecnológicas significativas
o tempo de desenvolvimento, em alguns casos, ficou abaixo das expectativas. A direção
assistida elétrica é um tipo de direção que a Koyo, apesar de ter sido pioneira no mundo, ainda
encontra dificuldade no desenvolvimento, principalmente com a implantação desse tipo de

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
195
direção na Europa. Neste caso é usado um indicador que representa a relação entre o tempo
planejado e o tempo de execução de cada atividade.
Para o custo/produtividade a empresa avalia que também depende do tipo de projeto.
Um projeto mais inovador requer mais investimento de projeto. Por outro lado, apresenta,
normalmente, um retorno maior. De qualquer forma, a experiência é um quesito muito
importante, pois qualquer estimativa de custo é feita com base no histórico registrado. Se o
histórico é pobre, existe a possibilidade de cometer grandes erros.
8.4.2.4.2. VALLOUREC
A unidade da empresa situada junto à planta da PSA (Peugeout-Citroën) atua como
um sistemista, fornecendo sistemas para os modelos de automóveis 206 e Picasso, entregando
pronto para ser diretamente montado na linha de produção destes modelos: o eixo traseiro, os
conjuntos de rodas e pneus, e o sistema de suspensão completo (com molas, amortecedores e
o freio já incorporados). Trabalha em um sistema de entrega direta ao cliente, via Kanban,
com 3 horas de “pulmão”. A fábrica está organizada em células, trabalhando em um turno,
com inspeção 100% no produto final.
A Vallourec veio para o Brasil para atender a PSA e a Renault, montando pequenas
plantas próximas a estas duas montadoras (e também possui unidades na Argentina, para
abastecer as montadoras francesas lá instaladas). Nestas plantas ocorrem apenas as montagens
das autopeças, não havendo processos industriais de transformação (do tipo usinagem,
estamparia, tratamento térmico, etc), sendo que os componentes vêm, em sua maioria, de
fornecedores (ou da PSA) no exterior. Não há nenhum tipo de projeto de produto na
Vallourec do Brasil.
A matriz da Vallourec na França possui competência para o projeto do produto, mas
no caso do sistema de suspensão e do eixo traseiro montado no Brasil para a PSA, a
tecnologia e o desenvolvimento de produto é totalmente da montadora. Esta realizou poucas
alterações, apenas adequando o projeto da suspensão às condições de rodagem no Brasil.
Estes sistemas de suspensão (e provavelmente também o eixo traseiro) não são
terceirizados pela PSA na Europa, ocorrendo isto pela primeira vez no Brasil. Então, além do
projeto do produto ter vindo da PSA, também boa parte do projeto do processo de fabricação
veio da montadora. Este processo de fabricação teve de sofrer as devidas adaptações para uma
escala de produção cerca de dez vezes menor no Brasil, e, portanto com um processo de
fabricação bem menos automatizado.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
196
Como já mencionado, a maioria dos componentes usada pela Vallourec no Brasil é
importada, principalmente da Europa. Há mesmo uma certa imposição da PSA, que já
selecionou, homologou e indicou para a Vallourec a compra em certos fornecedores que a
PSA provavelmente já mantém relações de parceria e confiança desde longa data. Tal decisão
deve-se, aparentemente, maior garantia de qualidade e rapidez de fornecimento, nesta fase
inicial de instalação e produção das plantas (PSA e Vallourec) no Brasil.
Com o tempo, deve-se aumentar o conteúdo local (nacionalização), hoje ainda em
estudos preliminares, visando principalmente à redução de custos (e a redução de riscos com o
câmbio flutuante). Esta transição deve ser acompanhada de perto pela PSA, pois é esta que
possui a tecnologia do produto e realizará muitos dos testes do componente nacional junto aos
conjuntos que formam o veículo montado. Caberá a Vallourec muito mais a participação nos
acertos comerciais, e depois do fornecedor nacional ser aceito pela PSA, integrar seus
componentes a produção da PSA (acertando aspectos de logística, qualidade, etc).
Em uma perspectiva de médio e longo prazo, a Vallourec pretende começar a fornecer
para outras montadoras instaladas no Brasil, assim como faz na Europa onde é fornecedora de
várias marcas e não só da PSA e da Renault.
Em isto ocorrendo, e no caso destes novos clientes (diferentemente da PSA no Brasil)
encomendarem o desenvolvimento da autopeça para a Vallourec, há uma maior probabilidade
de que a unidade do fornecedor do Brasil tenha mais contatos com o pessoal de
desenvolvimento de produtos da matriz da Vallourec (hoje a ligação mais forte é com o
pessoal da manufatura). O que é mais provável é um desenvolvimento de produto feito pela
matriz, com a filial brasileira intermediando as ligações entre sua matriz e a montadora-
cliente, e se preparando para produzir no Brasil o produto em desenvolvimento. De qualquer
forma a Vallourec Brasil passará de uma situação atual de apenas montagem para uma outra
situação com participação no desenvolvimento do produto na matriz francesa e montagem no
Brasil, talvez neste desenvolvimento contribuindo menos no projeto do produto e bem mais
no projeto do processo de fabricação.
8.4.2.5. Considerações Finais
A primeira questão que fica evidente nos casos apresentados diz respeito à
centralização da área de desenvolvimento de produto das montadoras, que estão localizadas
nos centros de desenvolvimento no país de origem. Estes centros percorrem todas as etapas
preconizadas no processo de desenvolvimento de produto, desde a concepção até o início da
fabricação. São responsáveis em repassar para as unidades de outros países os projetos e as

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
197
possíveis adaptações necessárias de acordo com as características do país onde o veículo será
montado. No Brasil, as adaptações ficaram por conta das condições de rodagem, da
motorização e da composição do combustível.
No Brasil, apesar de as montadoras manterem dentro da sua estrutura organizacional
uma área de engenharia de produto, esta fica restrita aos aspectos de adequação dos veículos
às condições do país. As atividades ficam concentradas em acompanhar os componentes
fornecidos e analisar possíveis alterações que sejam necessárias. Mesmo assim, dependendo
da criticidade das alterações, estas devem ser aprovadas mediante testes e homologação dos
centros de desenvolvimento de produto.
Considerando as duas montadoras analisadas, observa-se que tiveram a mesma
trajetória, pois instalaram suas unidades distantes do centro automobilístico do país e
próximas de um porto, construíram suas próprias fábricas de motores (inicialmente a PSA
adquiriu motores da Renault), os modelos foram bem aceitos no momento do lançamento,
pelo mercado e adotaram os mesmos fornecedores. Neste último aspecto pode-se inferir que a
PSA teve menos dificuldades, pois, basicamente, encontrou uma rede de fornecedores já
instalada pela Renault. Além destas questões, adotam a mesma sistemática para tratar as
alterações de projeto.
Quanto às autopeças consideradas, pode-se verificar que as mesmas apresentam
comportamentos diferentes no que diz respeito ao processo de desenvolvimento do produto. A
Koyo tem a responsabilidade primária pelo produto enquanto que a Vallourec segue os
projetos estabelecidos pelas montadoras, inclusive adquirindo itens dos fornecedores
indicados por elas. Entretanto, seguem a mesma sistemática para tratar qualquer alteração do
produto.
A Koyo apresenta uma relação mais estreita com as montadoras no país de origem
devido a criticidade do item que fornece. E, também, por que o produto fornecido teve sua
origem nas próprias montadoras. Porém, as atividades no Brasil são restritas às atividades de
aquisição e montagem.
Quanto à porcentagem de itens importados, ficou evidente que, apesar de as
montadoras adquirirem itens e sistemas de fornecedores que se instalaram no Brasil por conta
delas, estes importam materiais para as suas atividades produtivas.
Diante do exposto, pode-se inferir que o processo de desenvolvimento do produto das
montadoras e de seus fornecedores deve se manter nos centros de desenvolvimento, pois os
investimentos necessários para montar uma área de testes e de validação de produtos são
vultuosos e o mercado brasileiro, pelo seu tamanho, por enquanto não comporta tais

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
198
investimentos. Por outro lado, as tecnologias de informação têm permitido que as unidades
mantenham contatos simultaneamente e em tempo real minimizando o efeito da distância.
Já os fornecedores, tendem a nacionalizar seus componentes devido à paridade da
moeda. Neste sentido, estão estruturando áreas de testes para poderem qualificar os
fornecedores nacionais.
8.4.3. O desenvolvimento de produto na unidade da FORD Camaçari
O Complexo Industrial Ford Nordeste, em Camaçari, Bahia, é um empreendimento
que tem como objetivo produzir uma nova família global de veículos, este projeto foi
denominado de “Amazon”.
O projeto compreende, além do lançamento de uma nova família de veículos, a
instalação de uma nova unidade fabril estruturada no conceito de condomínio industrial, onde
a montadora e os fornecedores dividem o mesmo espaço. No complexo estão instalados 25
fornecedores. Os investimentos realizados são da ordem de US$ 1,2 bilhão, dividido pela
Ford, governo e fornecedores.
Nesta unidade estão instaladas toda as unidades necessárias para a montagem do
automóvel. Existe uma unidade para a estamparia e montagem das chaparias. Além disso,
também foi instalado um centro tecnológico para a montagem de protótipos e para a
fabricação de componentes para testes.
O projeto pode ser considerado brasileiro, devido ao grande número de engenheiros
brasileiros envolvidos desde o início do projeto. Por outro lado, existe a previsão de exportar
25% da produção para a América Latina. Além disso, a fábrica comporta a produção de outros
modelos de veículos.
8.4.3.1 Desenvolvimento do Produto (Fiesta)
O projeto do veículo foi concebido nos EUA principalmente pela falta de
infraestrutura local para protótipos, testes e ensaios necessários no Brasil. No início do projeto
houve um fato complicador, pois a idéia inicial era desenvolver um veículo para o mercado
nacional, esta idéia foi mudada e o projeto passou a ser mundial, e , finalmente, decidiu-se por
um produto voltado para o mercado brasileiro. Assim, foi necessário reavaliar todo o
desenvolvimento realizado e adequá-lo à realidade nacional. Entretanto, as fases iniciais do
projeto foram desenvolvidas nos EUA, pois a infraestrutura era melhor. Neste início de
projeto participaram cerca de 150 engenheiros brasileiros, da Ford, e mais os engenheiros dos
parceiros envolvidos, cerca de 300 pessoas. Ou seja, cerca de 150 engenheiros brasileiros

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
199
participaram da fase inicial de desenvolvimento, ficando localizados, na época, na Ford nos
EUA.
A Ford mantém uma série de manuais para o desenvolvimento do produto, o APQP
que está relacionado com a participação do fornecedor, o AQ que trata das questões de
qualidade e os manuais específicos de desenvolvimento de produto. Assim, a Ford mantém
uma estrutura particular, que é definido por fases de programa, onde são estabelecidas várias
etapas seqüenciais que devem ser cumpridas.
O veículo foi dividido em sistemas e para cada um deles foi criada uma equipe para
desenvolver cada sistema específico, seguindo o modelo de desenvolvimento de produto da
Ford.
O design foi concebido, inicialmente, para o Brasil. Depois, tornou-se um projeto
mundial, e aí, todos os esforços foram dedicados para estabelecer um estilo mundial.
Finalmente, foi decidido que o produto desenvolvido seria específico para cada mercado.
Para a Europa e para os EUA o veículo deveria ser diferente daquele para o Brasil Assim,
design voltou a ter um estilo brasileiro. O estilo acompanhou a tendência dos veículos que
estão sendo lançados no Brasil. A fase inicial foi marcada por muitas mudanças e incertezas.
A escolha dos fornecedores para participaram do projeto foi feita pela área de compras
que considerou o histórico e a orientação da área de projeto que indicou alguns fornecedores
de acordo com a performance técnica. A maioria é sistemista e os demais também devem se
tornar sistemistas, em curto prazo, agregando mais responsabilidades. Cada fornecedor teve
que compor uma equipe de engenharia para participar da definição do produto dentro da idéia
de parceria. Esta prática já foi adotada em outros projetos desenvolvidos pela Ford fora do
Brasil. Neste projeto, porém, a questão do co-design e da parceria foi intensificada.
O diferencial deste veículo, além do design, esta nos atributos de segurança e
dirigibilidade.
Para o projeto em questão foram utilizadas todas as ferramentas e metodologias usuais
de apoio ao desenvolvimento do produto, como QFD, FMEA, 8D (ferramenta baseada na
metodologia para a solução de problemas) e outras, indicadas pelos manuais da Ford Mundial.
O tempo para o processo de desenvolvimento do produto foi acima do esperado,
devido às mudanças na definição do conceito do produto e também na demora da definição do
local da unidade fabril. Estes fatores comprometeram a data de lançamento do veículo, com
conseqüências na participação no mercado para a Ford, pois as montadoras concorrentes
lançaram novos modelos antes do lançamento do modelo da Ford.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
200
Por outro lado, a qualidade do projeto pode ser considerada acima do esperado. Isso se
deve à interação que ocorreu ao longo do processo de desenvolvimento do produto entre a
Ford e os fornecedores. A citação abaixo, de um engenheiro entrevistado, retrata esta questão.
“Desde o começo a questão da qualidade foi muito forte para a nós. Uma coisa que
ajudou muito o desenvolvimento do projeto é que a gente tinha os moduleiros muito próximos
a nós. Então foi um projeto onde o fornecedor da peça estava envolvido junto no desenho da
peça também. Então a gente tinha, por exemplo, o especialista em banco projetando o banco
junto com a Ford, trabalhando em Co-desing. Então isso é uma coisa que melhora muito a
qualidade do projeto. Porque a gente tem um conhecimento muito grande de como isso
interage no veículo, coisa que o fornecedor não tem. Ele desenha a peça, mas não sabe como
ela interage no carro. Mas por outro lado ele tem uma especialidade muito grande de como
fazer esse componente. Então essa união acaba dando um projeto final com qualidade muito
boa”.
Essa aproximação com os fornecedores ocorreu nos EUA. O projeto teve continuidade
no Brasil a partir da fase de protótipo na unidade da Ford em Taubaté, São Paulo. Neste
momento o projeto já estava mais ou menos definido, e o foco estava na avaliação da
viabilidade dos processos de manufatura.
A quantidade de engenheiros brasileiros que participou deste projeto variou de acordo
com o andamento do mesmo. Inicialmente foi formada uma equipe de 8 pessoas para o
primeiro ano. Em seguida, quando o projeto começou a ter característica de mundial, a equipe
aumentou para 22 que ficou localizada na Inglaterra. Finalmente, quando a decisão foi de
transformar o projeto em brasileiro o time aumentou para 150 brasileiros e voltou a ser
localizada nos EUA. De certa forma, no início do projeto houve uma quantidade maior de
técnicos americanos e ingleses, do que brasileiros na equipe de desenvolvimento. Mas isso
ocorreu para esse projeto, devido às modificações pelas quais ele passou. Se fosse um projeto
novo para o Brasil, pela postura atual da Ford, haveria mais brasileiros desde o começo.
De forma geral a tendência é de começar o desenvolvimento nos EUA onde seria
realizada a primeira fase de criação das idéias e das alternativas possíveis. Quando o produto
começa a ser definido o projeto é transferido para o país de origem. O Brasil naquela época
não tinha um Centro de Desenvolvimento capacitado, e então o projeto foi encaminhado para
a Europa. Com este projeto, porém, foi ampliada a capacidade de engenharia da Ford no
Brasil. Assim, o projeto proporcionou maior capacidade para desenvolvimento de produtos no
Brasil, mesmo porque, foi criado um centro tecnológico no Pólo Industrial.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
201
A Ford não interfere no processo de transferência de busca e de conhecimento entre a
matriz do fornecedor com a sua filial no Brasil.
Quanto à gestão do processo de desenvolvimento do produto a Ford tem um modelo,
baseado em várias etapas, com gates para a avaliação do desempenho das etapas. estágio.
Essa é uma ferramenta que a Ford Mundial fornece para todo mundo, destacando as vantagens
e desvantagens. E o fornecedor pode adotar totalmente ou por etapas, dependendo das
características do projeto. No projeto em questão foram seguidas todas as etapas.
Neste projeto foi utilizado um sistema chamado de “Digital Bank”. Pode ser
considerada uma extensão do CAD, mas mais interativo. As peças são desenvolvidas no
CAD, e são simplificadas no “Digital Bank” de tal forma que reduz o desenho em termos de
memória. Assim, é possível ter mais informações em uma tela, fazer análises de interações
dos componentes e verificar as possibilidades de montagens. Este programa fica disponível
para o fornecedor, que tem um assento junto ao responsável pelo sistema onde os seus
componentes estão inseridos.
Quanto ao acompanhamento do processo fabril, a Ford adota um software específico
que controla o sequenciamento de linha. São emitidas ordens de serviço para os fornecedores
que devem disponibilizar os módulos para montagem de acordo com a seqüência estabelecida.
Todos os itens fornecidos são identificados por código de barra. Quanto ocorre a montagem
um leitor de código de barra envia esta informação para o sistema de controle.
Os fornecedores disponibilizam os seus módulos para uma empresa de logística
transporta-los até o local definitivo para serem montados. Até uma determinada fase a
montagem é realizada por um fornecedor. A montagem final fica por conta da Ford. Os
fornecedores dos módulos não participam da montagem dos veículos.
A seguir será apresentada uma visão geral, quanto ao desenvolvimento do produto e à
forma relacionamento com a Ford, de um fornecedor típico instalado no Complexo da Ford
em Camaçari.
8.4.3.2. O fornecedor Cooper Standard
A unidade da Cooper Standard entrevistada é uma empresa que fornece sistema de
condução de fluídos de freio para automóveis e foi uma das empresas fornecedoras
selecionadas para fazer parte do Complexo Ford em Camaçari. Participou do projeto Amazon
em todas as fases. A empresa inicialmente era de capital nacional e foi adquirida há cerca de 4
anos pela Cooper Standard, multinacional canadense.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
202
De forma geral os produtos da Cooper são constituídos de tubos de metal ou de
polímeros, dobrados e montados com válvulas. Na unidade de Camaçari são realizadas apenas
atividades de montagem. Os componentes são enviados por uma outra unidade do grupo que
fica localizada em Osasco, São Paulo.
Geralmente, o desenho do produto é simples, mas a composição da matéria prima,
tanto do metal como do polímero, é que garante a segurança do produto. Quanto às válvulas,
estas são desenvolvidas conforme as especificações da Ford e de acordo com o sistema de
Produção Ford, que consiste em uma série de normas que o fornecedor deve seguir.
A Cooper está inserida dentro da unidade fabril do Pólo Industrial da Ford ocupando
uma área próxima a área de montagem dos veículos.
Desenvolvimento de produto
O processo de desenvolvimento de Projeto Amazon iniciou com a Ford levando para
os EUA um grupo de técnicos formado por engenheiros brasileiros da Ford e dos
fornecedores selecionados para participarem da etapa de concepção do produto. A Ford
estabeleceu, após um período de indecisões, como objetivo desenvolver um novo automóvel
para o mercado brasileiro para concorrer no segmento dos carros populares.
Nesta etapa a Cooper enviou um engenheiro de desenvolvimento de produto para os
EUA para participar no projeto. Durante o desenvolvimento, este engenheiro teve a
supervisão de um engenheiro da Ford que era responsável pelo sistema no qual o item do
fornecedor está inserido.
Durante o desenvolvimento o Ford apresenta uma série de passos, estabelecido em um
modelo próprio de desenvolvimento de produto, que devem ser seguidos. Apesar disso, existe
um grau de flexibilidade onde o fornecedor pode interagir com o engenheiro da montadora
para propor, por exemplo, uma modificação no material pré-definido. A empresa pode sugerir
modificações devido a grande experiência que detinha na fabricação do produto e apresentar
garantias do que vai ser feito.
Esta fase mostra uma grande diferença, pois antes a empresa recebia um desenho das
montadoras, e neste caso houve interação forte entre as duas empresas. No caso da tubulação
os engenheiros da Ford não tinham grande experiência sobre estes componentes, aprenderam
com esta experiência.
Após esta fase de desenvolvimento do produto, os técnicos, da Ford e dos
fornecedores, voltaram para o Brasil para desenvolveram o processo de produção. Durante
todo o processo houve também uma interação forte com os demais fornecedores, pois alguns

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
203
fornecedores além de fornecerem para a Ford também fornecem para outras empresas
fornecedoras da Ford que fazem parte do projeto Amazon.
O ambiente criado neste projeto permitiu que a montadora e seus fornecedores
mantenham uma relação próxima que facilita o desenvolvimento do produto e do processo e
que agiliza a resolução de problemas.
A empresa (Cooper) este seguindo a QS 9000 e todos os seus manuais (um deles o
APQP), e adotando as ferramentas de cada um deles. A Ford está conscientizando seus
fornecedores a adotarem o seu modelo e disponibiliza outras ferramentas para gerenciar o
desenvolvimento de produto, a qualidade e o processo. O fornecedor pode aceitar ou não este
modelo. Com isso procura-se uniformizar os conceitos de tal forma que as melhores práticas
são disseminadas entre os fornecedores.
Apesar do modelo utilizado para o desenvolvimento do produto ser o APQP a Ford
está solicitando uma série atividades a mais. Por exemplo, nos EUA, foi solicitado o
preenchimento de uma matriz de confiabilidade para verificar a robustez do projeto. Nesta
matriz são listados todos os testes que são requeridos pelas especificações da Ford e as da
empresa. Em seguida estes testes são codificados e os critérios de aceitação estabelecidos para
a realização dos testes. A planilha vai sendo preenchida de acordo com as fases de
desenvolvimento do projeto. Os testes da Cooper foram realizados na unidade, outros em São
Paulo e Austrália devido a uma questão de logística e economia.
A Ford realiza testes de durabilidade e rodagem de acordo com suas normas e
procedimentos de testes próprios. Os testes de confiabilidade são realizados considerando que
o carro tenha possibilidade de suportar até 150 mil milhas.
Os fornecedores são certificados pela norma QS 9000 e pela norma Q1, norma própria
da Ford.
Dentro dessa perspectiva/projeto a chance de ocorreram problemas durante o processo
de fabricação ou de montagem é bem menor, pois é possível verificar os componentes no
processo de montagem, os encaixes e as dificuldades. Além disso, os operadores da Ford
apresentam as respostas no momento em que os componentes estão sendo montados,
permitindo os ajustes necessários.
A Ford não realiza nenhum tipo de inspeção no fornecedor. Ele é responsável pela
qualidade do produto. Caso o componente entregue apresente algum problema, o fornecedor
paga aquela peça e a reposição dela. Além disso, existe multa pela parada da linha.
Como a Ford tem planos de exportar 25% da produção, os fornecedores deverão ser
certificados pela norma ISO 14001. Nesse caso todos os fornecedores deverão passar pela

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
204
certificação até junho de 2002, para não comprometer os planos de exportação da Ford. Todos
os fornecedores estarão alinhados com uma mesma certificadora.
Para a certificação na norma da QS 9000, cada empresa vai adotar um processo
próprio devido ao caráter corporativo que cada um. A Cooper, entretanto, vai se alinhar com
os critérios da Ford, pois satisfaz o cliente e incorpora as práticas positivas já existentes.
O projeto esta seguindo o cronograma estabelecido e foi desenvolvido de acordo com
o APQP inclusive com as ferramentas preconizadas na metodologia. Entretanto, a Ford
iniciou um conjunto de reuniões para avaliar a documentação gerada junto com os
fornecedores cujo foco reuniões estava em avaliar possíveis falhas e especificações.
Muitas vezes o DFMEA resulta de uma reunião com a Ford, onde todos participaram.
Outra questão interessante que os fornecedores fizeram foi relacionar no DFMEA um
levantamento de todos os Recalls, no mundo, para o seu produto.
Algumas observações quanto às condições de permanência dos fornecedores no
condomínio devem ser salientadas, pois afetam o desenvolvimento do produto e o
aprimoramento do mesmo. A principal delas diz respeito a uma uniformidade que existe entre
os fornecedores e que merecem ser destacados:
1. a Ford mantém uma faixa de 12%, no máximo, de ganho para os fornecedores;
2. o teto salarial para uma mesma função é o mesmo para todas as empresas;
3. a estrutura organizacional também é a mesma.
As condições apresentadas favorecem um clima de cooperação entre os fornecedores
instalados, pois não ocorrem leilões de salários nem rodízio de funcionários entre as
empresas.
A Cooper, pretende ao longo do tempo, adotar todas as atividades produtivas para a
fabricação do seu produto. Atualmente, só realiza operações de montagem, que podem ser
manual ou automatizada de acordo com o volume de produção.
A Ford indicou alguns fornecedores para a Cooper e sugeriu que a Cooper iniciasse o
fornecimento de um item que era de outro fornecedor. Nestas condições, a Cooper passa a
assumir toda a responsabilidade sobre o produto que esta fornecendo, reduzindo desta forma o
número de fornecedores diretos da Ford. Esta prática foi desenvolvida com outros
fornecedores tornando-os sistemistas, pois a Ford deixa o controle dos fornecedores de
segunda linha para os fornecedores de primeira linha.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
205
Considerações sobre a instalação da Cooper e algumas condições de funcionamento.
A Cooper mantém estoque na linha para duas horas de produção. Os formulários e
embalagens são padronizados e aprovados pela Ford para facilitar o manuseio e o controle de
peças. A empresa deve manter um estoque de dois ou três dias para itens nacionais e para
itens importados de 2 ou 3 meses. Existem fornecedores contratados para tratar dos aspectos
logísticos, tanto interno como externo.
Após a montagem do veículo, o mesmo é submetido aos testes finais, ate ser
considerado vendável. No final do expediente todas as informações são compiladas mediante
um sistema computacional integrado e, no dia seguinte, todos os fornecedores recebem uma
relação com a quantidade de todas as peças e componentes que foram utilizados no dia
anterior nos veículos vendáveis. Até o final da manhã os fornecedores emitem uma única nota
para todos os itens.
Os fornecedores realizaram investimentos em equipamentos, escritório e em redes
hidráulica e elétrica própria. A infraestrutura, que compreende: prédio com fonte de água, ar
comprimido e energia elétrica foi instalada pela Ford.
As despesas como condomínio, água, energia elétrica e outras são rateadas
proporcionalmente de acordo com o gasto de cada fornecedor. Além disso, procura-se manter
um grau de padronização grande entre todas as empresas envolvidas no projeto como: salário,
refeição, uniforme, transporte externo e estrutura organizacional.
A estrutura apresentada e a forma de faturamento, leva a uma interação grande entre os
fornecedores, pois se um veículo deixar de ser vendável, nenhum fornecedor fatura os itens
daquele veículo. Assim, todos ficam interessados em resolver qualquer não conformidade
observada no processo de manufatura. E, nesses casos são realizadas reuniões entre os
fornecedores.
De forma sucinta, foi possível observar que, apesar de o produto, fornecido pela
Cooper, ser considerado simples, neste caso, a Ford exigiu que o fornecedor cumprisse todas
as etapas do seu modelo de desenvolvimento do produto.
Pode-se considerar que o produto em questão já existia e que o mesmo já era fornecido
para a Ford para outro veículo. Entretanto, foram realizadas algumas modificações para o
novo veículo mais de cunho dimensional e de forma. O material utilizado é a grande
vantagem da empresa, já estava desenvolvido, e estava de acordo as normas e já era
certificado.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
206
Mesmo assim, a preocupação é garantir que, apesar de a matéria prima estar de acordo,
o produto final também deve apresentar as características desejadas, ou seja, é necessária a
realização de ensaios após o processo de fabricação devido a criticidade do produto final.
Assim, os testes são realizados em duas etapas, a primeira para a homologação do
material e a segunda para a aprovação do processo.
Quanto ao desenvolvimento do produto final houve uma interação maior entre a
empresa e a Ford e também entre a empresa e os demais fornecedores. Inicialmente nos EUA,
onde foram estabelecidas as características do produto (especificações) e em seguida no Brasil
durante a fase de desenvolvimento do processo quando da realização do ajustes.
O envolvimento no Brasil é fundamental, pois se um fornecedor deixar de atender
algum requisito os demais não podem faturar. Além disso, o ambiente estabelecido permite
uma comunicação de cunho informal, os engenheiros/técnicos da Ford e dos fornecedores
transitam entre as instalações com grande liberdade, facilitando o tratamento de qualquer
problema observado e agilizando a solução do mesmo. Deve ser ressaltado que nesses casos é
utilizada uma sistemática para a solução dos problemas.
A montagem do veículo é de responsabilidade da Ford, o fornecedor tem o
compromisso de produzir e disponibilizar o produto/sistema/item no ponto estabelecido pela
Ford. São realizadas reuniões diariamente para tratarem de assuntos de engenharia e de
qualidade.
Existe um sistema on line que mantém todas as empresas informadas sobre os
acontecimentos dentro das instalações produtivas.
8.4.3.3. Considerações Finais
Este caso, Ford/Cooper, mostra uma diferença significativa em relação às montadoras
francesas quanto à capacitação das empresas envolvidas. A Ford fez questão de transferir para
os seus engenheiros brasileiros e para os técnicos e engenheiros dos fornecedores a sua
metodologia de desenvolvimento de produto. Também, realizou investimentos junto com seus
fornecedores, e com o apoio do governo, para montar um complexo industrial visando a
produção de uma nova família de veículos no Brasil.
Estabeleceu uma nova forma de estrutura com seus fornecedores, na forma de
condomínio industrial, que permite uma grande interação entre todas as empresas que
participam deste projeto.
Adotou um sistema computacional para o projeto do produto que permite a
visualização gráfica e as interações entre os componentes de forma rápida.

Estudo de casos sobre projetos de desenvolvimento e co-design na indústria automotiva brasileira
207
Construiu um centro de desenvolvimento tecnológico no complexo industrial que
permite a construção de protótipos.
Diante destas constatações, este projeto proporcionou à Ford e aos seus fornecedores
capacidade e autonomia para o desenvolvimento de produtos no Brasil devido à estrutura
organizacional estabelecida, à infraestrutura física instalada e ao modelo de gestão de
desenvolvimento de produto disseminado entre as empresas envolvidas.

Modelo de referência para a gestão do processo de desenvolvimento de produto
208
9. Modelo de referência para a gestão do processo de
desenvolvimento de produto
Neste capítulo apresenta-se o modelo desenvolvido para a gestão do PDP, concebido a
partir do aprendizado e observações durante o projeto. A idéia inicial era apresentar um
modelo mais sistematizado, como uma seqüência de atividades com descrição de tarefas e
métodos. Após o aprendizado, que foi sendo acumulado durante o desenvolvimento do
trabalho, percebeu-se que uma contribuição importante para a gestão do PDP seria indicar
dimensões, relacionados com a gestão do PDP, que afetam o desempenho desse processo.
Daí, a estrutura e conteúdo do modelo apresentado aqui ter uma configuração diferente de um
modelo mais convencional, normalmente com ênfase no detalhamento de etapas e atividades.
Dessa forma, pode-se chamar esse modelo de “Modelo conceitual das dimensões críticas da
gestão do processo de desenvolvimento de produtos”.
Assim, nesse capítulo, apresenta-se esse modelo com o devido detalhamento das
partes já desenvolvidas até o momento. Nas seções que seguem, encontram-se: uma
introdução sobre o modelo com algumas considerações sobre modelos para o processo de
inovação nas organizações; uma discussão sobre os principais tipos de modelo (uma
taxonomia) encontrados na literatura; a apresentação geral do modelo com o detalhamento das
dimensões desenvolvidas; e por fim uma discussão sobre o uso do modelo, seu caráter de
atualização continuada, e os desdobramentos e potencialidades de aplicação.
9.1. Introdução Os objetivos da concepção de modelos para processos são muitos, eles incluem
aprendizagem sobre o processo, e sugerem meios de como o processo pode ser controlado.
Existem muitos modelos para o PDP, de maneira mais geral para o processo de inovoção, e
recentemente muitas significantes atividades de pesquisa vem sendo desenvolvidas para
desenvolver e melhorar os modelos para este processo (Smith e Morrow, 1999).
A existência de um grande número de modelos não é uma surpresa – desenvolvimento
de produto é um fenômeno complexo. De fato, a questão inovação está presente e
estreitamente relacionada com o PDP, e isso faz com que diferentes formas de descrever e
interpretar o PDP sejam propostas. Assim, uma análise preliminar nas abordagens para
conceituar e representar o processo de desenvolvimento de produto é útil para auxiliar na
determinação de requisitos e da abrangência do PDP.

Modelo de referência para a gestão do processo de desenvolvimento de produto
209
Também, devido às diferentes linhas de abordagem para conceber e utilizar modelos
referenciais, é difícil chegar a uma lista de pontos em comum significativa. Por exemplo,
alguns autores ou grupos de pesquisa privilegiam a concepção de modelos visando o
desenvolvimento de produtos propriamente dito, descrevendo com mais detalhes as etapas e
atividades que poderíamos chamar de “como realizar o desenvolvimento de um produto”, ou
seja, apresenta o detalhamento de como cada atividade deve ser efetivamente realizada.
Outros dedicam ênfase na descrição do fluxo lógico de realização do PDP, descrevendo as
etapas e atividades de maneira mais geral, e apontando os recursos necessários para realizar
cada atividade, desde aspectos como ferramentas, passando por informação, até elementos de
estrutura organizacional. A primeira linha de abordagem descrita é bastante útil para o
treinamento de como realizar o desenvolvimento de produtos e, por ser voltada para a
realização de atividades, apresenta características de gestão fortemente embasada na gestão de
projetos. Já a segunda mostra-se mais prática para a sistematização estruturada do PDP, pois
não se preocupa detalhadamente em como cada atividade deve ser realizada, mas sim com o
mapeamento de elementos que devem ser tratados para a realização das atividades. Uma
maneira de entender pragmaticamente as diferenças entre essas duas abordagens seria pela
forma de como elas seriam utilizadas em uma organização. A primeira serviria para uma
empresa qualquer que pretende sistematizar o PDP, ou mesmo pretende desenvolver um
determinado produto, e precisa seguir uma lógica de desenvolvimento para ter mais controle e
garantir a realização do produto ao final, o que permite um grau de detalhamento padronizado
para a replicação e o controle do desenvolvimento. Esta primeira abordagem pode ser
sintetizada em um modelo de como realizar o processo de desenvolvimento. Já a segunda,
seria utilizada como orientações para a condução das atividades de gestão do PDP, cuja ênfase
está n a avaliação e análise crítica de dimensões relevantes ao longo de todo o processo. Esta
abordagem pode ser considerada um conjunto de guia e diretrizes para a gestão do PDP.
Aqui, optou-se por uma terceira abordagem para a concepção de um modelo
referencial. A preocupação básica é com a gestão do PDP a partir de elementos críticos e
fundamentais que estão correlacionados com o desempenho do processo como um todo,
apresentando também uma seqüência de etapas e atividades para a realização do PDP. Dessa
forma, esta proposta parece unir elementos das duas anteriores. Dessa forma, a proposta de
modelo apresentada aqui tem como objetivo permitir o seu uso em diferentes áreas e
finalidades, tais como: ensino, avaliação (diagnóstico), e recomendação.
Essa abordagem foi gerada a partir da convicção de que um modelo referencial para a
gestão do PDP precisaria ser o mais abrangente possível (poder ser utilizado por empresas de

Modelo de referência para a gestão do processo de desenvolvimento de produto
210
qualquer natureza). Também, considerou-se que a complexidade do PDP, que dificulta a
concepção de um modelo referencial geral, pudesse ser tratada pragmaticamente pela
avaliação de elementos e questões críticas e fundamentais, e privilegiou-se a geração de um
conjunto de recomendações sobre boas práticas gerenciais neste processo.
Para fins de facilitar a compreensão do que significa modelos para o PDP, é
apresentada a seguir uma classificação dos tipos de modelos de inovação existentes nas
organizações. Os tipos descritos são cinco e mostram uma visão geral de como uma
organização trata a questão da inovação, e essa classificação também subsidia a justificativa
na busca por um modelo mais genérico, como nesta proposta, pois deixa claro que o modelo
em si é secundário em relação à importância chave da boa gestão do processo como um todo.
9.2. Classes de modelos para o processo de inovação Saren (1984) realizou um trabalho bastante útil para a compreensão das diferentes
abordagens sobre modelos para o processo de inovação nas empresas. O autor realizou uma
revisão de vários modelos e o escopo é intra-firma (atividades que são realizadas dentro das
organizações). O fato de ter esse escopo deve-se tanto à época em que o trabalho foi feito
como ao fato de realmente ser um processo cujas atividades são em sua maioria de caráter
interno. Atualmente, pelo fato de aspectos como colaboração e cooperação estarem recebendo
mais atenção, não descaracterizou a forte abordagem interna que as organizações dão para o
PDP, o que leva diversas corporações a desenvolverem modelos próprios para gerirem o
desenvolvimento de novos produtos. Outro aspecto, como pode ser observado nos tipos de
modelos adiante, é que cada tipo de modelo apresentado pelo autor pode incluir características
de colaboração ou cooperação, bem como permite a integração para uma abordagem mais
holística ou mesmo “networking”. Enfim, o trabalho de Saren é de muita utilidade para o
estudo de modelos para a gestão do PDP.
Os modelos podem ser classificados com base em sua taxonomia nos seguintes
diferentes tipos:
- modelos de estágios departamentais
- modelos de estágios de atividades
- modelos de estágios de decisão
- modelos de processo de conversão
- modelos responsivos.

Modelo de referência para a gestão do processo de desenvolvimento de produto
211
9.2.1. Modelos de Estágios Departamentais
Este é o mais simples dos tipos de modelo. Ele representa o PDP como uma seqüência
estágios cujas “quebras” estão associadas aos departamentos de uma empresa. Um exemplo
típico está ilustrado na Figura 9.1. O processo move-se da concepção seqüencialmente através
dos departamentos, tradicionalmente envolvidos com o PDP, e finalmente emerge como um
novo produto no mercado. Uma pequena evolução desde modelo foi apresentada por
Robertson (1974) apud Saren (1984), que representou a direção dos efeitos de aspectos
ligados ao mercado, incluindo mercado e aspectos sócio-econômicos, e à tecnologia afetando
o processo. Essa representação mostra a importância de condicionantes externos, e cada
departamento é afetado e interage com os elementos externos “empurrado pelo
conhecimento” (tecnologia) e “puxados pelo mercado” (market) (Figura 9.2). Apesar de
representar bem o fluxo do desenvolvimento, o modelo traz em si as limitações impostas pela
estrutura departamentalizada, o que leva à necessidade de desenvolver outros modelos para
obter-se maior acuracidade na representação do processo.
Figura 9.1. Esquema do modelo estágios departamentais
Figura 9.2. Aspectos externos associados ao modelo estágios departamentais
9.2.2. Modelos de Estágios de Atividades
A abordagem mais comum para representar o PDP é identificar atividades particulares
que são desenvolvidas durante o processo. O processo, ao invés de ser segmentado de forma
Sintese das Necessidades + Know how
NOVOPRODUTO
Tecnologia (conhecimento)
Mercado (necesidade sócio-econômicas)
Depto. de
P&D
Depto. de
Desing
Depto. de
Engenharia
Depto. de
Produção
Depto. de
Marketing IDEIA NOVO
PRODUTO
Depto. de
P&D
Depto. de
Desing
Depto. de
Engenharia
Depto. de
Produção
Depto. de
Marketing

Modelo de referência para a gestão do processo de desenvolvimento de produto
212
correlacionada com os departamentos, é representado pela seqüência de atividades,
caracterizando os estágios do processo. A Figura 9.3 ilustra este tipo de representação, já
incluindo os elementos externos relacionados ao mercado e aspectos sócio-econômicos, e à
tecnologia. Poderia-se listar aqui um número bastante elevado de autores, ou mesmo
empresas, que utilizam esse tipo de representação do PDP, obviamente com especificidades,
porém mantendo a estrutura básica de representação.
Figura 9.3. Esquema do modelo estágios de atividades
9.2.3. Modelos de Estágios de Decisão
O cerne deste tipo de modelo leva em conta um dos mais importantes problemas
práticos no PDP, que é o número de opções disponíveis e a falta de informações para
subsidiar as decisões. De fato o PDP é uma série de tomadas de decisão de responsabilidade
gerencial, e essas decisões são tomadas de acordo com a qualidade das informações
disponíveis para os gerentes. Ulrich and Kristen (2001) realizaram uma ampla revisão da
literatura sobre as decisões envolvidas no PDP que pode ser consultada para mais detalhes.
As decisões podem ser agrupadas de acordo com os efeitos que elas têm em cada
atividade ou departamento, similarmente aos outros tipos de modelos. Entretanto, esse
agrupamento, que pode sugerir uma segmentação das decisões, não indica a real seqüência
das decisões. Existem pontos de decisão e ação durante o processo, e são eles que irão
determinar a forma de representação do modelo baseado nas decisões.
Esse tipo de modelo pode ser considerado favorecido devido a várias contribuições
que vieram de diversas áreas de pesquisa, principalmente porque esse tipo de abordagem
permite o uso de técnicas analíticas da teoria da decisão, análise probabilística para tratar as
diferentes alternativas, bem como o uso de simuladores computacionais. A representação é
Geração da
Idéia
Definiçãodo
Prodeto
Desenvolvimento do
Projeto
Produção
Lançamento
Reconhecimento de uma nova necessidade social e de mercado
Capacitação em novas tecnologias
Estado atual das necessidades e objetivos da sociedade e do mercado
Estado atual do conhecimento científico, tecnológico e de know-how da produção

Modelo de referência para a gestão do processo de desenvolvimento de produto
213
basicamente representada por pontos de decisão entre atividades ou estágios (fases), sendo
que essas atividades são determinadas pelos pontos de decisão e não o contrário. Essas
atividades formam os módulos representados na Figura 9.4. É importante notar que,
considerando o modelo anterior (atividades), o final de cada atividade (ou estágio) é um ponto
potencial de decisão. Mas, considerando essa abordagem, pode-se estar retardando o ponto
ótimo de decisão. Assim, os modelos de estágios de decisão possuem uma necessidade muito
grande de customização, levando-se em consideração as características e atividades de cada
aplicação. Pode-se considerar que Cooper e More (1979) foram um dos pioneiros a
representar o PDP considerando os pontos de decisão, culminando no que hoje se conhece
como processo “Stage-gates” ou “Quality-gates”.
Figura 9.4. Representação do modelo estágios de decisão
9.2.4. Modelos de Processo de Conversão
Este tipo de representação surgiu devido a algumas desvantagens do três tipos de
modelos discutidos anteriormente. Essa desvantagem advém do fato de que nas três
abordagens anteriores, o processo é desmembrado em seus componentes, sejam
departamentos, atividades ou módulos. Isso leva a uma interpretação e aprendizagem do PDP
como sendo um processo lógico e ordenado, sendo desenvolvido através de uma série de
passos conduzidos racionalmente. Mas, raramente na prática, o PDP é tão ordenado e
racional.
Assim, se o processo é de fato indivisível, uma maneira de representar isso e manter as
possibilidades de análise do fenômeno “PDP”, é tratando o processo como um sistema, em
termos de “entradas” e “saídas”. Duas possíveis representações estão esquematizadas na
Figura 9.5, uma para as empresas orientadas para o mercado e outra para empresas orientadas
para o produto. Observa-se nessa representação que existem também estágios baseados em
atividades ou em departamentos, porém significa que deva existir uma “quebra” do processo
ou mesmo uma ordem lógica e seqüencial. A característica principal é que mesmo atividades
Módulo 1
Módulo 2
Módulo 3Idéia de Novo
Produto Lançamento doNovo Produto
Atividades +
ponto de decisão
Atividades +
ponto de decisão
Atividades +
ponto de decisão
{ { {

Modelo de referência para a gestão do processo de desenvolvimento de produto
214
podem ter a forma de “entrada” (input). Obviamente, esse modelo pode ser considerado mais
“difícil” de ser usado como modelo de gestão, mas ele procura mostrar que o PDP não é
racional, que não existe ordem a ser seguida (destaca a possibilidade de sobreposição de
atividades), e habilidades que transcendem aspectos sistematizados devem estar presentes nos
gerentes e coordenadores do PDP.
(a) Empresa orientada para o produto
(b) Empresa orientada para o mercado
Figura 9.5. Esquema do modelo de processo de conversão
9.2.5. Modelos Responsivos
Um modelo considerado do tipo responsivo não descreve a totalidade do PDP – da
idéia até o lançamento. O principal propósito é descrever como a organização reage a vários
estímulos relacionados ao processo de inovação. Uma vez que a organização decide sobre a
aceitação de uma inovação, ela “respondeu”. Assim, os estágios chave do PDP são aqueles
que determinam a resposta da organização para a mudança.
Os pesquisadores Becker e Whisler (1967) apud Saren (1984), especificaram quatro
estágios para o processo de resposta à inovação:
i) Estímulo sobre os indivíduos da empresa para conceberem a nova idéia;
Materiais
Conhecimento P&D Projeto
Manufatura Novos Produtos
Conceito Técnico
Projeto
Manufatura
Input
Inputs Output
Materiais
Conhecimento Científico
Necessidades dos clientes
Conversão
Produtos Novos

Modelo de referência para a gestão do processo de desenvolvimento de produto
215
ii) Concepção da idéia para inovação;
iii) Proposta de um projeto a ser desenvolvido;
iv) Adoção (ou rejeição) da inovação.
Assim, não se pode dizer que um modelo responsivo represente todo o PDP, ele
precisa ser complementado. Entretanto, ele chama a atenção dos gerentes envolvidos com
desenvolvimento de produto e inovação para a importância das etapas iniciais, quando a visão
sistêmica deve ser cuidadosamente desenvolvida para que os quatro estágios, listados
anteriormente, possam ter como resultado uma decisão adequada. E isso, leva a uma melhor
performance das atividades de desenvolvimento propriamente ditas que seriam conduzidas
após a decisão de adoção da inovação.
9.2.6. Discussão sobre os modelos
Cada um desses tipos pode ser analisado separadamente, mas pode-se considerar que
uma combinação de todos em uma única concepção pode ser útil, tanto para a própria gestão
do PDP como para sua compreensão e aprendizado.
Caffin (2000) acrescenta dois novos tipos aos quatro identificados por Saren: modelos
holísticos e modelos “networking”. Na realidade, esses dois novos tipos não apresentam
nenhuma característica especial que não estivesse presente em um dos tipos anteriores. Eles
servem para mostrar que atualmente vários modelos são concebidos e aspectos não incluídos
nas abordagens identificadas por Saren (1984) vêem sendo incluídos nos modelos, como por
exemplo, ampliação do escopo do PDP, tornando-o mais “holístico”, como as atividades de
responsabilidade pelo produto após o uso, ou no caso do tipo “networking” os elementos
relacionados com a colaboração e cooperação no PDP.
Dessa forma, pode-se perceber que a concepção de um modelo que venha a ser
classificado em apenas um dos tipos apresentados seria redundante, ou seja, seria mais sensato
e também mais fácil seguir um dos tipos apresentados, procedendo ao devido detalhamento
para cada caso específico.
Na proposta apresentada neste trabalho, pretende-se considerar elementos que estão
presentes em todos os tipos de modelo, bem como destacar dimensões relevantes para a boa
gestão do PDP devidamente relacionadas com questões críticas e fundamentais, e outras
características. Assim, a proposta de modelo referencial para a gestão do PDP não contempla
nenhuma recomendação de como estruturar ou sistematizar as fases e atividades do PDP, e
sim apresenta um conjunto de dimensões que devem ser considerados pelos gerentes visando

Modelo de referência para a gestão do processo de desenvolvimento de produto
216
a melhoria do desempenho do processo.
9.3. Proposta de modelo referencial para gestão do PDP
(Modelo conceitual das dimensões críticas da gestão do processo
de desenvolvimento de produtos)
A boa gestão do PDP é uma conduta que pode ser considerada básica para que os
resultados de desempenho, como custo, qualidade e tempo, possam ser alcançados e
continuamente melhorados. De fato, o uso de boas práticas de gestão nas atividades inerentes
ao PDP, a devida atenção aos aspectos estratégicos e a boa coordenação no sentido de garantir
a integração interna e externa facilita a obtenção de melhores resultados em termos de eficácia
e eficiência. A Figura 9.6 ilustra a questão da eficácia e eficiência no PDP.
Nota-se na figura que a gestão interna do PDP é um elemento fundamental para
garantir a eficiência na condução de projetos de desenvolvimento e suas atividades. Por outro
lado, a gestão do PDP devidamente integrada e coordenada com elementos externos ao
processo garante o atingimento de melhor eficácia nesse processo (destaca-se aqui a estratégia
de mercado, estratégia tecnológica e integração com clientes e fornecedores). A presente
proposta de modelo não é um conjunto de fases de desenvolvimento seqüenciais, apesar dela
estar explicitada sobre uma seqüência que poderia ser considerada “tradicional” na área. As
fases definidas, dentro da macro-fase de “Desenvolvimento”, são típicas para uma estrutura
convencional de desenvolvimento como a da indústria de autopeças. Na realidade, o modelo
desenvolvido apresenta um conjunto de informações considerado relevantes para a gestão do
PDP, estratificadas em treze dimensões identificadas como críticas, como mostrado mais
adiante.
O modelo proposto aqui busca esclarecer as relações existentes entre as diferentes
etapas do PDP e algumas dimensões importantes para a gestão desse processo, principalmente
destacando algumas questões críticas e boas práticas para cada intersecção dessa relação. O
conteúdo do modelo foi gerado a partir de resultados da pesquisa de campo realizada neste
trabalho (Survey e estudo de casos), e a partir das referências bibliográficas estudas e
utilizadas no trabalho.

Modelo de referência para a gestão do processo de desenvolvimento de produto
217
Figura 9.6. Eficiência e eficácia no PDP (Toledo, 1995)
9.3.1. Considerações iniciais sobre a proposta
A preocupação básica deste modelo é com a gestão do PDP a partir de elementos
críticos e fundamentais que estão correlacionados com o desempenho do processo como um
todo. Dessa forma, o objetivo do modelo proposto é apresentar, de forma estruturada, um
conjunto de dimensões que estão presentes no PDP devidamente correlacionado com três
macro-fases do processo – Pré-desenvolvimento, Desenvolvimento e Pós-desenvolvimento –
por meio de elementos que devem ser considerados em cada ponto de intersecção
dimensão/macro-fase. Para a macro-fase de “Desenvolvimento” foram consideradas as fases
Conceito, Planejamento, Projeto do Produto, Projeto do Processo e Produção Piloto. A macro-
fase “Pré-desenvolvimento” foi considerada de forma integrada, sem desdobramentos em
fases, e a macro-fase “Pós-desenvolvimento” foi considerada como sendo a fase “Melhoria e
retirada do produto”.
Na intersecção de cada macro-fase com as dimensões incluídas nesse modelo,
encontram-se dois conjuntos de elementos: “Orientações para gestão” e “Diagnóstico”. Na
macro-fase “Desenvolvimento”, as dimensões são discutidas em cada fase.
O conjunto “Orientações para gestão” apresenta as “Questões críticas”, que devem ser
consideradas pelos gestores de projetos de desenvolvimento, e as “Boas práticas”, onde se
encontram algumas das boas práticas de gestão identificadas como relevantes para o sucesso
Estratégia
+ Integração do
PDP
Gestão Interna do PDP
Eficácia
Eficiência
Desempenho Do
PDP Competitividade Da
Empresa
Desempenho em
Outros Fatores
Modelo de referência para a gestão do processo de desenvolvimento de produto
218
dos projetos do PDP.
O segundo conjunto, “Diagnóstico”, sugere um “Roteiro” para a condução de uma
avaliação do PDP, em termos de sua gestão, e o indicativo de que a “Situação atual”
encontrada na avaliação pode ser registrada e analisada diante das questões críticas e boas
práticas, que fecha com a listagem das “Proposições de melhoria” para o PDP analisado.
Quanto à utilização do modelo, ele pode ser usado para os seguintes fins:
- Ensino e treinamento: aborda tópicos que podem ser discutidos em qualquer tipo de
contexto de desenvolvimento de produto;
- Instrumento de pesquisa: pode ter a forma de um modelo conceitual guia para a condução
de uma investigação do tipo pesquisa de campo ou mesmo para a construção de uma
pesquisa-ação em um caso de aplicação específico;
- Ferramenta de avaliação: serve como um roteiro para realizar diagnóstico do processo
em relação às dimensões relevantes do PDP incluídas aqui, mostrando um retrato da
situação atual em relação aos elementos tratados no modelo;
- Conjunto de recomendações: um guia geral que usuários podem basear-se para gerir o
processo em vários de seus aspectos.
Essa proposta foi gerada a partir da convicção de que um modelo referencial para a
gestão do PDP precisaria ser o mais abrangente possível (poder ser utilizado por empresas de
qualquer natureza), e que a complexidade do PDP, que dificulta a concepção de um modelo
referencial geral, pudesse ser tratada com o foco e pragmaticamente pela identificação de
elementos e questões críticas e fundamentais, bem como recomendações sobre boas práticas
gerenciais.
É importante destacar que, apesar de estar sendo chamado de modelo para a gestão do
PDP, essa proposta é uma parte complementar de um modelo mais amplo para o processo de
desenvolvimento de produto. Esse modelo mais amplo está preliminarmente detalhado nas
dimensões “Atividades e Tarefas” e “Entradas e Saídas”, dentro do ciclo de desenvolvimento.
Assim, o uso desse presente modelo oferece uma fonte de conhecimento sobre dimensões
importantes para que os gerentes e as equipes de projeto que atuam na área possam maximizar
seu potencial visando melhores resultados.
9.3.2. Visão geral (concepção básica do modelo)
A visão geral do modelo está ilustrada na Figura 9.7. Na primeira coluna estão listadas
as dimensões consideradas neste trabalho como relevantes para a gestão do PDP, e para cada

Modelo de referência para a gestão do processo de desenvolvimento de produto
219
macro-fase (ou fase dentro da macro-fase “Desenvolvimento”) são apresentados os dois
conjuntos de elementos citandos anteriormente - “Orientações para gestão” e “Diagnóstico”.
Desenvolvimento
DIMENSÕES Pré-
Desenvolvimento
Conceito do Produto
Planejamento do Produto
Projeto do
Produto
Projeto do
Processo
Produção Piloto
Pós-Desenvolvimento
Aspectos Críticos Gerais
Atividades e Tarefas
Organização e Liderança
Tomada de Decisões
Indicadores de Desempenho
Técnicas e Ferramentas
Integração, Comunicação e Colaboração
Habilidades: técnica,
gerencial e comercial
Aprendizagem Organizacional
Gestão do Conhecimento
Figura 9.7. Visão geral do modelo
As dimensões estão listadas na primeira coluna, quando cabe destacar os seguintes
comentários:
− a dimensão “Aspectos Críticos Gerais” é um conjunto de questões, de caráter geral,
que foram consideradas relevantes para a boa gestão do PDP, e assim, elas são
apresentadas estratificadas pelas fases da macro-fase “Desenvolvimento”. Para as
Diagnóstico- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
Orientaçõespara a
gestão
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Questões críticas:Estas questões são importantes para o sucesso de cadadimensão em cada etapa do processo. O objetivo de estaremexplicitadas é fazer com que os gestores de cada etapaprestem a devida atenção para cada uma dessas questões, procurando conduzi-las da melhor maneira para o PDP.
Diagnóstico- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
Orientaçõespara a
gestão
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Questões críticas:Estas questões são importantes para o sucesso de cadadimensão em cada etapa do processo. O objetivo de estaremexplicitadas é fazer com que os gestores de cada etapaprestem a devida atenção para cada uma dessas questões, procurando conduzi-las da melhor maneira para o PDP.
Diagnóstico- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
- ROTEIRO
- SITUAÇÃO ATUAL
- PROPOSIÇÕES DE MELHORIA
Orientaçõespara a
gestão
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Boas práticas:Conjunto de práticas que, reconhecidamente, geraram bons resultados e que merecem ser consideradas por outras empresas para garantir um bom ponto de partida para fazerem a gestão daquela etapa do processo.
Questões críticas:Estas questões são importantes para o sucesso de cadadimensão em cada etapa do processo. O objetivo de estaremexplicitadas é fazer com que os gestores de cada etapaprestem a devida atenção para cada uma dessas questões, procurando conduzi-las da melhor maneira para o PDP.

Modelo de referência para a gestão do processo de desenvolvimento de produto
220
macro-fases “Pré” e “Pós-desenvolvimento” as questões críticas gerais confundem-
se, principalmente, com as questões críticas da dimensão “Tomada de Decisões”.
− A dimensão “Atividades e Tarefas” é apresentada na forma de um quadro, mostrado
mais adiante, onde uma lista de fases, etapas, atividades e tarefas (subdivisões
adotadas para cada macro-fase) é apresentada juntamente com as informações de
entrada e saída para cada uma delas. E, para essa dimensão, não foi listada nenhuma
questão crítica ou boa prática.
− A dimensão “Técnicas e ferramentas” é apresentada também na forma de quadro,
mostrando as principais ferramentas utilizada para cada fase do PDP. Para essa
dimensão também não foi listada nenhuma questão crítica ou boa prática.
A parte que cabe à abordagem “Diagnóstico” não foi detalhada neste trabalho, sendo
objeto de atividades futuras, quando o modelo proposto seria aplicado em uma organização,
durante o desenvolvimento de um projeto, fornecendo elementos para o fechamento do roteiro
e a validação das questões críticas e boas práticas como referências para a análise da situação
atual e para a realização de proposições de melhoria da gestão do PDP estudado.
9.3.3. Detalhamento das dimensões
A seguir, cada uma das dimensões citadas na seção anterior é detalhada em termos de
questões críticas e boas práticas. Ou seja, a parte do modelo que trata das recomendações para
a gestão do PDP. A ordem de apresentação segue a mesma constante na primeira colina da
Figura 9.7. A outra parte, que trata da condução de diagnóstico, não foi detalhada no contexto
deste trabalho.
9.3.3.1. Aspectos Críticos Gerais
Esses aspectos críticos correspondem a um conjunto de questões de ordem mais geral,
que permeia todas as dimensões discutidas neste modelo, cabendo aqui como um conjunto de
recomendações gerais para a gestão do PDP. E, dessa forma, a listagem desses aspectos
críticos não é desdobrada em “Questões críticas” e “Boas práticas” como acontece com as
outras dimensões. O Quadro 9.1 mostra os aspectos críticos considerados relevantes.

Modelo de referência para a gestão do processo de desenvolvimento de produto
221
Quadro 9.1. Aspectos críticos gerais para a gestão do PDP
Macro-fases e Fases Aspectos críticos Pré-desenvolvimento - Conhecer o plano estratégico da empresa;
- Correlacionar os projetos de desenvolvimento às estratégias de mercado e tecnológica, e ao portfólio de produtos.
Conceito - Conhecer claramente os requisitos do consumidor, cliente e órgãos regulamentadores; - Conhecer a tecnologia possível de ser utilizada; - Articular o conceito do produto com a imagem e estratégia de mercado da empresa; - Manter a integridade (coerência) entre os conceitos do produto.
Planejamento - Analisar portfólio de produtos e de projetos de forma integrada; - Garantir a alocação de recursos para o orçamento do projeto; - Garantir que as competências necessárias sejam supridas pela equipe; - Garantir uso dos recursos de desenvolvimento de forma equilibrada ao longo do tempo; - Garantir boa coordenação e comunicação entre as unidades de planejamento (Finanças, Marketing, Engenharia, Compras) e os projetistas e criadoers de conceito.
Projeto do produto
- Garantir que a "Voz da Fábrica" e a "Voz do Mercado" estejam presentes em todas as atividades da fase; - Envolver fornecedores nas atividades de projeto; - Considerar as possibilidades de uso de novas tecnologias disponíveis; - Garantir a compatibilidade de especificações, escolhas de componentes e layout; - Viabilizar a simultaneidade do Projeto do Produto com Projeto do Processo; - Buscar a eficiência do ciclo Projetar-Constuir-Testar; - Aprovar as mudanças em engenharia considerando o momento, a velocidade e a necessidade da mudança de projeto.
Projeto do processo
- Ter coerência com a capacidade de produção; - Ter coerência com o Projeto do Produto; - Assegurar a manufaturabilidade; - Viabilizar a simultaneidade do Projeto do Processo com Projeto do Produto; - Buscar a eficiência do ciclo Projetar-Constuir-Testar; - Garantir boa comunicação entre Projeto do Produto e Projeto do Processo e resolução de conflitos.
Des
envo
lvim
ento
Produção piloto
- Avaliar a capacidade real do processo em relação ao planejado; - Identificar problemas e conduzir mudanças necessárias de engenharia, produto ou processo.
Pós-desenvolvimento (melhoria e retirada do produto)
- Monitorar o desempenho do produto; - Gerenciar modificações do produto; - Converter os resultados das avaliações do desempenho do produto e do processo em oportunidades de melhoria; - Capturar lições aprendidas; - Articular o plano de retirada do produto do mercado com o plano de negócios da empresa.

Modelo de referência para a gestão do processo de desenvolvimento de produto
222
9.3.3.2. Atividades e tarefas
O detalhamento das atividades e tarefas do PDP foi realizado por meio de uma
interação com mais dois grupos de pesquisa – NUMA e NEDIP – e a estrutura está
organizada, hierarquicamente da seguinte forma: Nível 1- Macro-fases; Nível 2- Fases; Nível
3- Atividades; Nível 4- Etapas (existe somente na macro-fase “Desenvolvimento”); e Nível 5-
Tarefas. A finalidade dessa estrutura está relacionada tanto com o uso em pesquisa quanto em
ensino. Na visão principal de atividades o modelo é dividido nos seguintes níveis: macro-fase,
fase, etapas e atividades. A figura 9.8 representa esquematicamente os níveis de macro-fase,
no topo da figura, e fase, no centro e abaixo. Para cada uma das fases descritas no centro da
figura foram definidas etapas e atividades (Rozenfeld, Forcellini, Toledo et al, 2003).
Figura 9.8. Visão geral do modelo PROCAD para desenvolvimento de produto
Os três grupos citados – NUMA, NEDIP e GEPEQ – desenvolvem um projeto de
cooperação no âmbito do Programa de Cooperação Acadêmica da CAPES denominado
“Projeto Ambiente de Compartilhamento de Conhecimentos em Desenvolvimento de
Produto”. Uma das atividades é o desenvolvimento de um modelo de referência para
desenvolvimento de produto geral, que possa ser customizado para cada aplicação, setor
industrial, ou para ensino de graduação, pós-graduação e educação continuada.
Como instrumento facilitador do compartilhamento de conhecimentos, foi
desenvolvida e implementada um site – www.pdp.org.br - onde pretende-se registrar todo o
conhecimento explícito gerado pela interação e desenvolvimento conjuntos dos três grupos.

Modelo de referência para a gestão do processo de desenvolvimento de produto
223
Um desses conhecimentos é o modelo de referência para o desenvolvimento de produto que
foi utilizado neste trabalho para explicitar as atividades e tarefas do processo de
desenvolvimento de produto.
Na macro-fase "pré-desenvolvimento" acontece a definição do produto a ser
desenvolvido, isto é, a definição do escopo do projeto de desenvolvimento (equipe,
resultados, restrições, etc..), avaliação econômica do projeto, avaliações de capacidade e risco
do projeto, definição de indicadores para monitoramento do projeto e definição de planos de
negócio. É o que se denomina no modelo de fase de Planejamento do Produto. Como se trata
de um processo integrado com a missão e direcionamento estratégico da empresa, esta macro-
fase considera a possibilidade da criação de uma família de produtos. Assim, há uma fase
anterior ao Planejamento do Produto denominada Planejamento Estratégico do Produto. Ela
consiste na revisão do Planejamento Estratégico da empresa e seu desdobramento gerando um
portfólio de produtos capaz de atingir as metas definidas neste plano. Neste portfólio
constarão os produtos que precisarão ser desenvolvidos, incluindo uma descrição inicial de
suas características e a definição acerca do tipo de projeto, por exemplo, é um projeto
totalmente novo, uma atualização ou se é parte de uma família de produtos. No portfólio
consta também a data na qual se dará início a fase de planejamento de cada um dos produtos.
Na fase de Projeto Informacional é feita a aquisição de toda uma gama de informações
sobre o tema de projeto em questão e sua posterior interpretação. Os procedimentos de projeto
recaem, principalmente, no levantamento junto aos clientes, das necessidades e desejos a
serem atendidos pelo projeto. Estas necessidades são analisadas e então transformadas em
especificações técnicas a serem seguidas pelo projeto; Na fase de Projeto Conceitual com base
nas informações obtidas na fase anterior de projeto, é proposto o conceito a ser adotado pelo
produto. É realizada, uma síntese da estrutura de funções a ser desempenhada pelo produto, a
busca de princípios de solução para cada uma destas funções, a subseqüente proposição de
alternativas de projeto e, finalizando, a seleção daquelas que possuam uma maior
concordância com as necessidades do consumidor, levantada na fase anterior. Na fase de
Projeto Preliminar, conhecendo-se o conceito e a estrutura funcional do produto pode-se
dimensioná-lo, selecionando-se materiais, formas, componentes, processos de fabricação e
montagem, etc. Esta fase possui um caráter mais interativo, uma vez que uma única alteração,
em um componente, pode levar a diversas outras alterações em outras partes do produto. Ao
final desta fase, os produtos estão totalmente estruturados. No Projeto Detalhado, que é a fase
final de projeto, a disposição, a forma, as dimensões e as tolerâncias de todos os componentes
são finalmente fixadas, juntamente com a definição e planejamento dos processos de
Modelo de referência para a gestão do processo de desenvolvimento de produto
224
produção. Com todos os recursos em mãos realiza-se então o lançamento oficial do produto.
Embora a descrição das fases tenha sido feita de forma seqüencial, elas podem se sobrepor
permitindo assim a realização paralela de atividades de fases distintas e assim a pratica da
engenharia simultânea.
Na fase de pós-desenvolvimento ocorre inicialmente um planejamento de como o
produto será acompanhado e retirado do mercado. Devem-se definir as equipes e recursos
necessários para as alterações de engenharia, visando correções de potenciais falhas e/ou
adição de melhorias requisitadas pelos clientes. Definem-se também metas e índices que
indicam quando o produto deverá ser retirado do mercado. Ao final deste planejamento,
inicia-se a fase de acompanhamento e melhoria do produto, onde estas equipes realizam a
manutenção e aprimoramento do produto, com especial atenção para a sistematização de
conhecimentos e melhores práticas de projeto que deverão alimentar todos os profissionais
envolvidos com o desenvolvimento. Esta fase dura até o momento que o produto atinge suas
metas e a equipe que gerencia o portfólio de produtos decide descontinuá-lo. Inicia-se então a
fase de Retirada do Produto do Mercado, onde será realizado o encerramento oficial do
projeto e serão tomadas todas as providências relativas ao descarte ambientalmente correto,
destinação dos estoques de peças e produtos, auditoria para balanço geral dos conhecimentos
adquiridos com o produto e arquivamento correto das informações do produto.
Informações (de entrada e saída), ferramentas e métodos necessários para a realização
de cada atividade foram também descritos. No total, o modelo possui 65 etapas e 207
atividades.
9.3.3.3. Organização e Liderança
Ao incluir uma dimensão com estes dois elementos – organização e liderança,
objetiva-se mostrar a estreita relação entre eles e alertar para que a definição de como o PDP
será organizado deve acontecer conjuntamente com o estabelecimento das lideranças que
estarão envolvidas.
Vale a pena lembrar que o tema liderança vem sendo estudado há tempos e que Schein
(1992) destacou dois aspectos que permanecem relevantes atualmente. Por um lado,
descobertas de historiadores, sociólogos e psicólogos sociais, revelam que a liderança
depende da situação específica, da tarefa a ser realizada e das características dos subordinados
ao líder, o que gera teorias corretas e úteis, mas considerando somente o elemento “liderança”
e ignorando outros que incluem a complexidade e o dinamismo do ambiente atual. Por outro
lado, a dinâmica empresarial, sobretudo o fato de que as organizações têm necessidades e

Modelo de referência para a gestão do processo de desenvolvimento de produto
225
problemas distintos, o relacionamento do líder com a organização torna-se cada vez mais
complexo. Isso faz com que, a cada momento, as características de liderança necessárias
sejam diferentes, ou melhor, o grau de relevância de cada uma altera-se dinamicamente.
No contexto do PDP, baseando-se no que foi citado, é importante entender o
dinamismo inerente a cada projeto de desenvolvimento, o que leva a definir a liderança e a
organização nesse mesmo ritmo.
A importância desta dimensão é reforçada, pois ela está fortemente relacionada com os
quatro fatores identificados por BROWN & EINSENHARDT (1995), que afetam o
desempenho do processo de desenvolvimento – o time de projeto, o líder de projeto, gerência,
e clientes e fornecedores.
O capítulo 3 mostrou e discutiu diversos aspectos relacionados a esta dimensão, e aqui
são enumeradas algumas recomendações que mesclam questões críticas e boas práticas
associadas à liderança e organização escolhidas dentro do contexto desta proposta de modelo,
como mostra o Quadro 9.2. Um pouco diferente dos demais quadros, este não está
subdividido nas macro-fases ou fases do PDP porque as questões relacionadas com a
dimensão organização e liderança permeiam todas elas.
Quadro 9.2. Questões críticas e recomendações sobre organização e liderança no PDP
Questões críticas Recomendação 1) Composição do time de desenvolvimento
Para a formação do time para o desenvolvimento de um projeto deve-se lembrar dos três fatores que influenciam o desempenho do PDP - a composição do time, a organização do trabalho e o processo de trabalho. A interdisciplinaridade dos membros do time (pessoas de vários setores funcionais da empresa), a existência de um facilitador atuante (membro que mantém a comunicação do time com outros setores da empresa e externas a ela) e a afinidade entre os seus membros (boas relações pessoais entre os membros) são aspectos relacionados à composição do time. Além disso, segundo GRIFFIN (1997), equipes multifuncionais de projeto com um pouco de autonomia e dedicadas ao projeto também é um fator de diferenciação entre alta e baixa performance no desenvolvimento.
2) a organização do trabalho
A organização do time deve considerar o tipo de projeto, que traz intrinsecamente o grau de inovação envolvido. Dependendo do tipo de projeto, alguns arranjos organizacionais podem facilitar o desenvolvimento de forma mais intensiva que outros, por exemplo, em um projeto que envolve uma mudança da tecnologia de produto e de processo, ou mesmo um projeto voltado para a pesquisa e desenvolvimento, parece mais adequado a organização de uma equipe autônoma de projeto, também conhecida por tiger team. Por outro lado, um projeto com um grau de inovação mais baixo, como os projetos derivativos, uma estrutura de projeto funcional pode realizar o desenvolvimento com eficiência e eficácia.

Modelo de referência para a gestão do processo de desenvolvimento de produto
226
3) o processo de trabalho
Quanto ao processo de trabalho, a comunicação tem um papel importante, seja ela interna ou externa à empresa. Enquanto a comunicação interna faz gerar ainda mais informações e é capaz de quebrar barreiras e melhorar o relacionamento entre os membros do time, a comunicação externa, quando orientada para atividades específicas, possibilita maior quantidade de informação, diferentes pontos de vista e, quando freqüente, melhora a capacidade de absorção de informações do time. Isto implica em uma influência direta na qualidade e produtividade do processo de desenvolvimento.
4) A atuação do líder de projeto
O líder pode afetar fundamentalmente o desempenho do time uma vez que este atua como ponte entre a equipe e a alta administração, integrando os vários setores da empresa no processo de desenvolvimento, desde a concepção até a colocação do produto no mercado, envolvendo áreas funcionais como a engenharia, fabricação, marketing e vendas. Assim, os líderes devem possuir ou desenvolver habilidades de coordenação e relações interpessoais superiores, além de capacitação para o raciocínio sistêmico e certamente conhecimentos sobre o produto e todos seus atributos mais gerais como mercado, desempenho, fabricação e aplicação.
4) O envolvimento de fornecedores e clientes no desenvolvimento
O envolvimento dos fornecedores pode influenciar na redução do lead-time do projeto e aumentar a produtividade, por meio da diminuição da complexidade do projeto e antecipação dos problemas no projeto pela equipe de desenvolvimento dos fornecedores. Já no caso dos clientes, pesquisas mostram que o seu envolvimento no desenvolvimento de produto pode melhorar a definição do conceito. Além dos clientes atuais, as empresas devem envolver também clientes potenciais no processo de desenvolvimento visando introduzir no produto as suas necessidades.
5) Liderança em cada etapas
Dependendo do tipo de projeto, principalmente naqueles que estão apoiados em uma organização funcional, a liderança pode ser alternada convenientemente, de acordo com as etapas. Isto significa que deve ser considerada a possibilidade de que a liderança do projeto nas fases iniciais sejam atribuída à pessoa que tenha mais conhecimento e experiência em especificações preliminares e mercado, nas etapas mais relacionadas com a engenharia de projeto essa liderança passaria a ser exercida por uma pessoa mais íntima das tarefas realizadas nessa etapa, e assim sucessivamente. Vale destacar que em outros tipos de projeto, cuja organização é baseada em times com mais autonomia, principalmente nos projetos estratégicos – tiger teams e heavyweight team – essa alternância não é recomendada.
9.3.3.4. Tomada de decisão
As questões críticas para a dimensão “Tomada de decisão” estão sendo consideradas
aqui como um conjunto de questões que devem ser respondidas, cujas ações desdobradas a
partir delas requerem decisões bem fundamentadas para fins de garantir o sucesso do projeto.
Ou seja, cada questão precisa ser completamente respondida para que o projeto seja
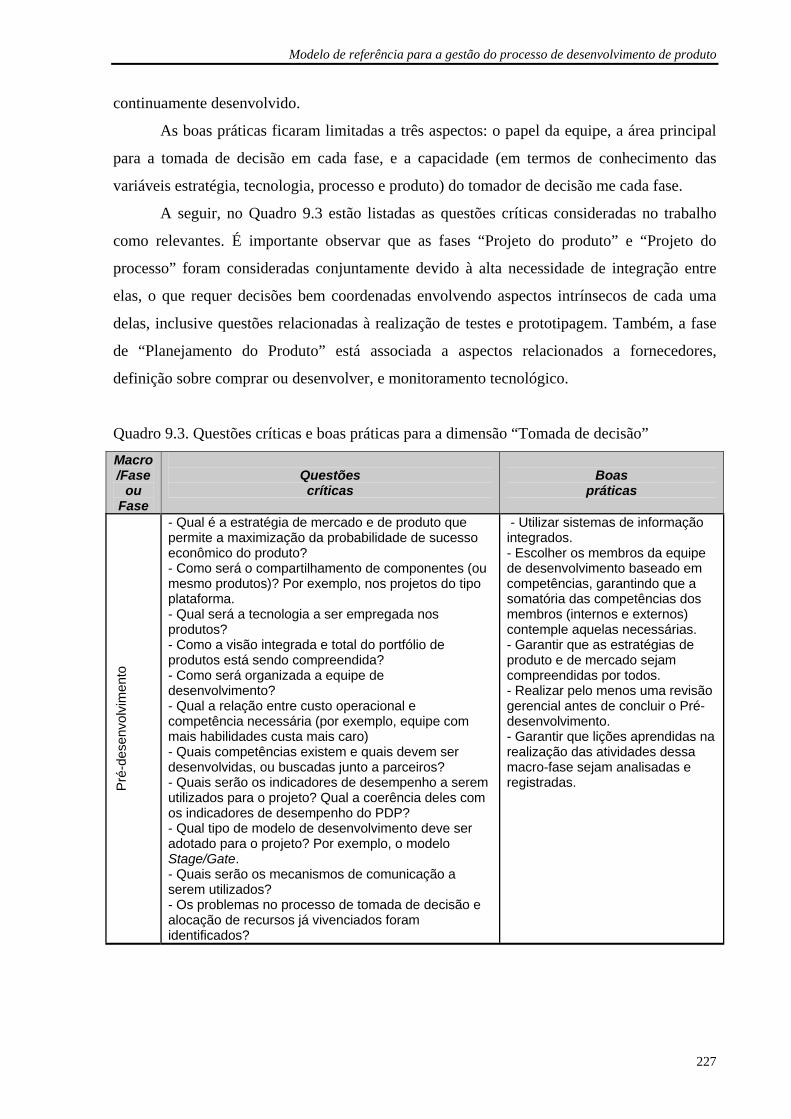
Modelo de referência para a gestão do processo de desenvolvimento de produto
227
continuamente desenvolvido.
As boas práticas ficaram limitadas a três aspectos: o papel da equipe, a área principal
para a tomada de decisão em cada fase, e a capacidade (em termos de conhecimento das
variáveis estratégia, tecnologia, processo e produto) do tomador de decisão me cada fase.
A seguir, no Quadro 9.3 estão listadas as questões críticas consideradas no trabalho
como relevantes. É importante observar que as fases “Projeto do produto” e “Projeto do
processo” foram consideradas conjuntamente devido à alta necessidade de integração entre
elas, o que requer decisões bem coordenadas envolvendo aspectos intrínsecos de cada uma
delas, inclusive questões relacionadas à realização de testes e prototipagem. Também, a fase
de “Planejamento do Produto” está associada a aspectos relacionados a fornecedores,
definição sobre comprar ou desenvolver, e monitoramento tecnológico.
Quadro 9.3. Questões críticas e boas práticas para a dimensão “Tomada de decisão” Macro/Fase
ou Fase
Questões críticas
Boas
práticas
Pré
-des
envo
lvim
ento
- Qual é a estratégia de mercado e de produto que permite a maximização da probabilidade de sucesso econômico do produto? - Como será o compartilhamento de componentes (ou mesmo produtos)? Por exemplo, nos projetos do tipo plataforma. - Qual será a tecnologia a ser empregada nos produtos? - Como a visão integrada e total do portfólio de produtos está sendo compreendida? - Como será organizada a equipe de desenvolvimento? - Qual a relação entre custo operacional e competência necessária (por exemplo, equipe com mais habilidades custa mais caro) - Quais competências existem e quais devem ser desenvolvidas, ou buscadas junto a parceiros? - Quais serão os indicadores de desempenho a serem utilizados para o projeto? Qual a coerência deles com os indicadores de desempenho do PDP? - Qual tipo de modelo de desenvolvimento deve ser adotado para o projeto? Por exemplo, o modelo Stage/Gate. - Quais serão os mecanismos de comunicação a serem utilizados? - Os problemas no processo de tomada de decisão e alocação de recursos já vivenciados foram identificados?
- Utilizar sistemas de informação integrados. - Escolher os membros da equipe de desenvolvimento baseado em competências, garantindo que a somatória das competências dos membros (internos e externos) contemple aquelas necessárias. - Garantir que as estratégias de produto e de mercado sejam compreendidas por todos. - Realizar pelo menos uma revisão gerencial antes de concluir o Pré-desenvolvimento. - Garantir que lições aprendidas na realização das atividades dessa macro-fase sejam analisadas e registradas.

Modelo de referência para a gestão do processo de desenvolvimento de produto
228
Con
ceito
do
Pro
duto
- Quais são os valores alvo dos atributos do produto, incluindo preço? - Qual é o conceito “essencial” do produto (core product concept)? - Qual é a arquitetura do produto? - Quais são as possíveis variantes do produto? Quais componentes serão compartilhados pelas diferentes variantes possíveis?
- Reconhecer qual a área que deve liderar essa etapa, considerando o tipo do produto, mercado e tecnologia. Por exemplo, produtos voltados para o setor de bens de consumo devem ter seus projetos de desenvolvimento, na fase de conceito liderados pela área de marketing. Em uma montador de automóveis, mesmo na fase de conceito, a escolha do líder não pode desprezar a competência técnica sobre o produto e o seu processo de produção. - Utilizar a abordagem do co-desing. - Adotar uma abordagem do tipo “Front loading problem solving”, para identificar potenciais pontos críticos de problemas nas fases iniciais.
Pla
neja
men
to d
o
- Quais componentes serão projetados e quais serão selecionados de opções existentes (internas ou externas)? - Quem desenvolverá o projeto dos componentes? - Quem realizará a fabricação/montagem do produto? - Como o monitoramento tecnológico do processo será realizado? Quem fará? -
- Analisar a cadeia de fornecimento e sua capacitação para escolher fornecedores e parceiros. - Implementar uma sistemática (preferencialmente com o uso da tecnologia da informação) para capturar informações sobre o estado da arte da tecnologia que está sendo utilizada tanto no produto quanto no processo.
Pro
jeto
do
Pro
duto
e d
o P
roce
sso
- Quais são os valores das características chave (parâmetros chave) do produto? - Quais são as relações entre a configuração dos componentes e do processo de montagem? - Qual é o detalhamento do projeto dos componentes, incluindo material e processo? - Como será garantida a integração componentes/produto montado? - Qual é o plano de testes e prototipagem a ser realizado? - Como serão avaliados os resultados dos testes, incluindo comparação com outros produtos e com a concorrência?
- Praticar os princípios da engenharia simultânea. Inclusive o co-design. - Desenvolver curvas características para componentes críticos. - Avaliar, antecipadamente, a capacitação das áreas (internas ou externas) que realizarão os testes. - Desenvolver estudo para determinar a quantidade de testes necessários, considerando tanto o desempenho quanto os custos. - Criar uma base de conhecimento sobre os resultados de testes de desempenho históricos e de concorrentes.
Des
envo
lvim
ento
Pro
duçã
o - Como é o plano de marketing e da produção piloto? - Como está o planejamento da produção para a entrada do produto em linha?
- Garantir a integração com a área de produção, de compras e de PCP da empresa.
Pós
-D
esen
volv
imen
to
- O plano de retirada do produto do mercado está devidamente validado? Quais parâmetros precisam ser revistos? - Como está sendo monitorado o desempenho do produto, incluindo a satisfação dos clientes?
- Realizar auditoria pós-projeto. - Capturar, analisar e registrar as lições aprendidas. - Sistematizar a avaliação de satisfação de clientes por diferentes fontes (pesquisa, assistência técnica, reclamações).
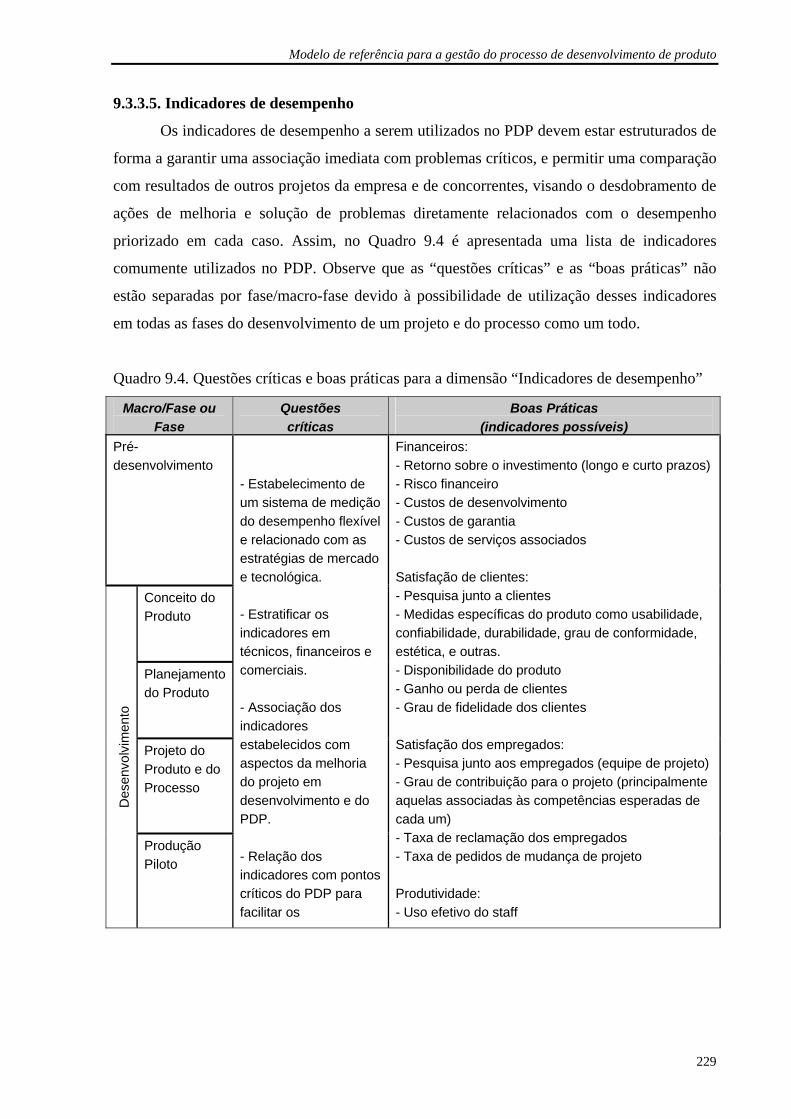
Modelo de referência para a gestão do processo de desenvolvimento de produto
229
9.3.3.5. Indicadores de desempenho
Os indicadores de desempenho a serem utilizados no PDP devem estar estruturados de
forma a garantir uma associação imediata com problemas críticos, e permitir uma comparação
com resultados de outros projetos da empresa e de concorrentes, visando o desdobramento de
ações de melhoria e solução de problemas diretamente relacionados com o desempenho
priorizado em cada caso. Assim, no Quadro 9.4 é apresentada uma lista de indicadores
comumente utilizados no PDP. Observe que as “questões críticas” e as “boas práticas” não
estão separadas por fase/macro-fase devido à possibilidade de utilização desses indicadores
em todas as fases do desenvolvimento de um projeto e do processo como um todo.
Quadro 9.4. Questões críticas e boas práticas para a dimensão “Indicadores de desempenho”
Macro/Fase ou Fase
Questões críticas
Boas Práticas (indicadores possíveis)
Pré-desenvolvimento
Conceito do Produto Planejamento do Produto Projeto do Produto e do Processo
Des
envo
lvim
ento
Produção Piloto
- Estabelecimento de um sistema de medição do desempenho flexível e relacionado com as estratégias de mercado e tecnológica. - Estratificar os indicadores em técnicos, financeiros e comerciais. - Associação dos indicadores estabelecidos com aspectos da melhoria do projeto em desenvolvimento e do PDP. - Relação dos indicadores com pontos críticos do PDP para facilitar os
Financeiros: - Retorno sobre o investimento (longo e curto prazos) - Risco financeiro - Custos de desenvolvimento - Custos de garantia - Custos de serviços associados Satisfação de clientes: - Pesquisa junto a clientes - Medidas específicas do produto como usabilidade, confiabilidade, durabilidade, grau de conformidade, estética, e outras. - Disponibilidade do produto - Ganho ou perda de clientes - Grau de fidelidade dos clientes Satisfação dos empregados: - Pesquisa junto aos empregados (equipe de projeto) - Grau de contribuição para o projeto (principalmente aquelas associadas às competências esperadas de cada um) - Taxa de reclamação dos empregados - Taxa de pedidos de mudança de projeto Produtividade: - Uso efetivo do staff

Modelo de referência para a gestão do processo de desenvolvimento de produto
230
Pós-Desenvolvimento
desdobramentos de ações de melhoria.
- Uso de energia - Uso de material - Taxa de retrabalho nas atividades - Taxa do uso de recursos por membros do staff (volume de tarefas) - Taxa de evolução (tempo/qualidade) no ciclo “projetar-construir-testar” Comerciais: - Crescimento da participação no mercado - Taxa de contribuição do produto para a inovação - Patentes, licenças e Royalites
9.3.3.6. Técnicas e ferramentas
O Quadro 9.5 mostra as principais ferramentas utilizadas no PDP.
Quadro 9.5. Técnicas e ferramentas utilizadas no PDP
Auditoriapós-projeto
Quality Development Function (QFD)
7 ferramentas gerencias da qualidade
Engenhria de valor
Product Data Management (PDM)
Confiabilidade
Projeto para Manufatura eMontagem (DFMA)
Design of Experiments (DOE)
FMEA de produto FMEA de processo
CAD/CAE/CAM
Simulaçào
Capacidade de processo
Análise de viabilidadeeconômica
Técnicas de análisee solução deproblemas
Benchmarkingdo produto
Pesquisa demercado
TRIZ
Análise de valor
ConcepçãoPlanejamento
do produtoProjeto do
produtoProjeto doprocesso
Produçãopiloto
Melhoria eretirada do
produtoFASE
SB
OA
S PR
ÁTI
CA
S (M
étod
ose
ferr
amen
tas)
QUESTÃO CRÍTICA: Garantir a devida capacitação da equipe de desenvolvimento para a efetivaaplicação das técnicas e ferramentas
Auditoriapós-projeto
Quality Development Function (QFD)
7 ferramentas gerencias da qualidade
Engenhria de valor
Product Data Management (PDM)
Confiabilidade
Projeto para Manufatura eMontagem (DFMA)
Design of Experiments (DOE)
FMEA de produto FMEA de processo
CAD/CAE/CAM
Simulaçào
Capacidade de processo
Análise de viabilidadeeconômica
Técnicas de análisee solução deproblemas
Benchmarkingdo produto
Pesquisa demercado
TRIZ
Análise de valor
ConcepçãoPlanejamento
do produtoProjeto do
produtoProjeto doprocesso
Produçãopiloto
Melhoria eretirada do
produtoFASE
SB
OA
S PR
ÁTI
CA
S (M
étod
ose
ferr
amen
tas)
Auditoriapós-projeto
Quality Development Function (QFD)
7 ferramentas gerencias da qualidade
Engenhria de valor
Product Data Management (PDM)
Confiabilidade
Projeto para Manufatura eMontagem (DFMA)
Design of Experiments (DOE)
FMEA de produto FMEA de processo
CAD/CAE/CAM
Simulaçào
Capacidade de processo
Análise de viabilidadeeconômica
Técnicas de análisee solução deproblemas
Benchmarkingdo produto
Pesquisa demercado
TRIZ
Análise de valor
Auditoriapós-projeto
Quality Development Function (QFD)
7 ferramentas gerencias da qualidade
Engenhria de valor
Product Data Management (PDM)
Confiabilidade
Projeto para Manufatura eMontagem (DFMA)
Design of Experiments (DOE)
FMEA de produto FMEA de processo
CAD/CAE/CAM
Simulaçào
Capacidade de processo
Análise de viabilidadeeconômica
Técnicas de análisee solução deproblemas
Benchmarkingdo produto
Pesquisa demercado
TRIZ
Análise de valor
ConcepçãoPlanejamento
do produtoProjeto do
produtoProjeto doprocesso
Produçãopiloto
Melhoria eretirada do
produtoFASE
SB
OA
S PR
ÁTI
CA
S (M
étod
ose
ferr
amen
tas)
QUESTÃO CRÍTICA: Garantir a devida capacitação da equipe de desenvolvimento para a efetivaaplicação das técnicas e ferramentas
QUESTÃO CRÍTICA: Garantir a devida capacitação da equipe de desenvolvimento para a efetivaaplicação das técnicas e ferramentas

Modelo de referência para a gestão do processo de desenvolvimento de produto
231
9.3.3.7. Integração, comunicação e colaboração
A necessidade de integração entre áreas e entre as pessoas envolvidas nos projetos de
desenvolvimento de produto é cada vez maior para facilitar o acompanhamento do dinamismo
e da complexidade do ambiente. Dentre vários aspectos da integração, a comunicação e a
colaboração devem ser tratadas como fundamentais nos projetos de desenvolvimento. Aqui,
encontram-se algumas considerações importantes sobre essa dimensão – “Integração,
comunicação e colaboração” – com a finalidade de subsidiar os gestores do PDP a
maximizarem seus esforços no sentido de obter resultados superiores. O Quadro 9.6 apresenta
essas considerações, que valem de forma geral para todas as fases do PDP. Uma consideração
de caráter geral está relacionada à diferença entre cada elemento dessa dimensão. Pode-se
dizer que a integração é dividida em comunicação e colaboração. Comunicação refere-se à
troca de informações e à comunicação dos tipos verbal e escrita. Por outro lado, a colaboração
diferencia-se da comunicação devido a seu foco em aspectos como trabalho em grupo,
compartilhamento de recursos, confiança mútua, e objetivos e visão comuns, ou seja, aspectos
mais informais e subjetivos. É também utilizado o conceito de interação para tratar os
aspectos da comunicação.
Quadro 9.6. Questões críticas e boas práticas para a dimensão “Integração, comunicação e
colaboração”
Questões Críticas
Boas Práticas
- Para facilitar a comunicação, é necessário construir canais de fluxo de informação dentro dos sistemas utilizados, conectando-os adequadamente.
Integração (procedimentos formais): - é comum a integração ocorrer por meios informais. Porém, o aprendizado adquirido por esse meio, muitas vezes, perde-se ao longo do tempo. Assim, a criação de mecanismos para formalizar o conhecimento adquirido ou gerado, bem como as habilidades desenvolvidas, deve ser realizada. - Usar de tecnologia da informação cuja base de dados esteja devidamente integrada com todos os sistemas utilizados na organização.

Modelo de referência para a gestão do processo de desenvolvimento de produto
232
Integração entre pessoas: - a dificuldade mais comum é fazer com que as pessoas trabalhem conjuntamente. Assim, buscar o esclarecimento de objetivos para facilitar esse tipo de trabalho. - Aproveitar a sinergia que já existe entre alguns grupos ou pessoas. - Incentivar o processo de diálogo. Integração (papel do gerente): - estabelecer mais pontos de decisão para facilitar o contato com os membros da equipe. Observe que essa atitude não significa inibir a capacidade de decisão da equipe, mas sim criar um ambiente para promover a integração já que o gerente pode, nesse momento, transmitir novas informações, discutir novas alternativas e novos contextos, além de poder participar da solução de problemas específicos.
- Utilizar sistemas de recompensa baseados em critérios de contribuição realizada. - Adequar as regras, autoridades e responsabilidades existentes para cada caso específico. - Realizar reuniões para registrar lições aprendidas, tanto relacionadas com conhecimento gerado quanto com habilidades desenvolvidas.
9.3.3.8. Habilidades técnica, organizacional e comercial
As habilidades para o PDP podem ser estratificadas pelos tipos Técnica,
Organizacional e Comercial. Aqui, essas habilidades foram consideradas no âmbito do tema
“Desenvolvimento de capacidades para o PDP”. Uma questão geral e importante está
relacionada com a caracterização da organização, que é importante porque produtos mais
complexos requerem habilidades mais complexas e a complementaridade de habilidades faz-
se necessário, requerendo uma habilidade organizacional superior para coordenar essa
combinação. O Quadro 9.7 sintetiza as principais habilidades ou requisitos de conhecimentos
necessários para alguns tipos de funções e membros do PDP da organização, que devem estar
participando do PDP devido a sua importância estratégica para a organização.
Quadro 9.7. Habilidades ou requisitos de conhecimentos para o PDP Habilidades Pessoal
envolvido Técnica Organizacional Comercial
Alta
administração
Entender as
mudanças técnicas
chave.
- Reconhecer a importância de
criar uma organização com
capacidade de aprendizagem
rápida.
- Conduzir e prover a visão da
empresa.
Identificar
oportunidades
estratégicas de
negócios.

Modelo de referência para a gestão do processo de desenvolvimento de produto
233
Gerentes das
unidades de
negócios
Entender o escopo
da tecnologia.
- Selecionar e treinar líderes.
- Facilitar a criação de equipes
vencedoras, principalmente as
cross-functional.
- Adaptar os mecanismos do
plano de carreira de acordo com
as exigências do processo de
inovação.
- Objetivar
segmentos de
consumidores chave.
- Definir famílias e
gerações de
produtos.
Líder de
equipe
- Identificar e prover
as competências
necessárias em todo
seu escopo.
- Compreender com
profundidade os
requerimentos para o
desenvolvimento.
- Selecionar, treinar e
desenvolver a equipe.
- reconhecer a importância de
atitudes e de suporte para a
equipe.
- Definir conceitos de
produtos vencedores.
- Buscar
posicionamento
competitivo.
Membros da
equipe
Utilizar novas
ferramentas e buscar
a aplicação de
tecnologias.
- Solucionar problemas de
integração cross-funcional.
- Criar continuamente
procedimentos de
desenvolvimento melhorados.
- Operacionalizar o
desenvolvimento de
conceito do produto
dirigido ao mercado.
- Utilizar informações
de feedback do
mercado e do campo
para refinar o
conceito do produto.
9.3.3.9. Aprendizagem Organizacional no PDP
Para alcançar o melhor desempenho no PDP, alguns problemas têm de ser evitados.
Há dois tipos de problemas que emergem e impedem um bom processo de desenvolvimento:
o gerenciamento inadequado do processo e o descompasso entre o plano de negócios e um
projeto individual. Para evitá-los e ter sucesso é preciso que se lance mão de uma estrutura
para o gerenciamento do processo de desenvolvimento de produtos que contemple os
seguintes aspectos:
− Esteja vinculada às estratégias tecnológica e de mercado da empresa;
− Seja capaz de criar, definir e selecionar bons projetos;
− Integre e coordene as funções e unidades envolvidas;
− Permita gerenciar um projeto de desenvolvimento específico;
− Crie e melhore as capacidades do PDP ao longo do tempo (melhoria contínua).

Modelo de referência para a gestão do processo de desenvolvimento de produto
234
Este último aspecto, a criação e melhoria das capacidades do PDP, é um fator
fundamental para tornar o processo uma fonte de vantagem competitiva para a empresa no
longo prazo, porque o que é hoje uma vantagem, mais tarde pode tornar-se um requisito não
diferenciador, dada a velocidade e amplitude das transformações no ambiente dinâmico atual.
A habilidade de uma empresa conseguir manter um processo de melhoria contínua
sustentada do seu PDP depende da criação de competências específicas deste processo, o que
por sua vez está fortemente atrelado à sua capacidade de aprender. Não somente a
aprendizagem individual, onde os indivíduos aprendem pela prática ou através de novos
conhecimentos, mas também a aprendizagem organizacional. A organização tem de capturar o
conhecimento e a aprendizagem dos indivíduos e grupos que a compõem, institucionalizá-los
(na forma de sistemas, estruturas, procedimentos, rotinas e estratégias) e torná-los disponíveis
numa base ampla, rápida e regular.
No Quadro 9.8 é apresentada uma lista de “questões críticas” e “boas práticas”
relacionadas com a dimensão “Aprendizagem Organizacional” no PDP.
Quadro 9.8. Questões críticas e boas práticas para a dimensão “Aprendizagem organizacional
no PDP” Macro/
Fase ou Fase
Questões críticas
Boas Práticas
Pré
-des
envo
lvim
ento
- Conscientização sobre a importância da
aprendizagem para a melhoria do PDP e dos novos
projetos.
- Reconhecimento de que a aprendizagem no PDP
é um processo de equipe, e procurar garantir a
visão compartilhada.
- Sistematizar a prática de analisar
os resultados de projetos
anteriores para capturar lições
aprendidas, no âmbito estratégico
(nesta macro-fase).
- Identificar possíveis pontos
críticos relacionados à estratégia
de mercado e à tecnologia a ser
utilizada.

Modelo de referência para a gestão do processo de desenvolvimento de produto
235
Con
ceito
do
Pro
duto
- Análise contínua da base de conhecimento sobre
oportunidades de melhoria e aprendizagem geradas
em outros projetos. O conceito em desenvolvimento
pode ser melhorado por meio do acesso dessas
informações.
- A formação da equipe de desenvolvimento deve
considerar a questão da aprendizagem intra-equipe
e inter-equipes, pois a transferência de
conhecimento (visando a aprendizagem) pode ser
requerida em maior ou menor grau dependendo do
tipo de projeto em relação ao mercado e à
tecnologia (incremental ou de ruptura).
- Analisar competências
individuais, e estratégia de produto
e tecnológica na formação das
equipes.
- Desdobrar as estratégias de
produto e tecnológica para
determinação das competências
necessárias.
Pla
neja
men
to d
o P
rodu
to
- Identificação de problemas recorrentes ligados às
características críticas do produto.
- Planejamento adequado e realista para as tarefas
consideradas crucias, incluindo tempo e
capacitação requerida.
- Utilizar sistemática para capturar
de aprendizagem junto a projetos
passados, relacionada às
características críticas do produto.
- Abordagem de análise de
problemas potenciais (p.e. Front-
load problem solving).
- Mapeamento de competências
para tarefas críticas.
Pro
jeto
do
Pro
duto
e d
o P
roce
sso
- Atenção para problemas na integração entre
níveis operacionais.
- Grau de influência exercida pelos níveis a jusante
e a montante na resolução de problemas.
- Utilizar equipes multifuncionais.
- Desenvolver habilidades de
coordenação superiores.
- Analisar os resultados dos ciclos
projetar-construir-testar em termos
de soluções adotadas e
recomendações registradas.
- Incentivar a comunicação intra-
equipe e entre seus membros e
indivíduos externos à equipe.
Des
envo
lvim
ento
Pro
duçã
o P
iloto
- Identificação de problemas críticos ainda
presentes, principalmente em termos de
oportunidades de melhoria.
- Realizar a análise de lições
aprendidas na produção piloto para
incorporação tanto no projeto em
questão quanto em outros projetos
(em andamento ou futuros).

Modelo de referência para a gestão do processo de desenvolvimento de produto
236
Pós
-Des
envo
lvim
ento
- Sistematização de lições aprendidas na execução
do projeto.
- Sistematização de informações vindas do
ambiente externo (pesquisa junto a clientes, testes
de campo, assistência técnica, fornecedores).
- Sistematização de informações do ambiente
interno (produção, recomendações identificadas
durante a produção e durante o desenvolvimento
passado).
- Auditoria pós-projeto.
9.3.3.10. Gestão do conhecimento
A gestão do conhecimento no PDP é importante porque o próprio processo de
desenvolvimento em si utiliza intensivamente conhecimentos diversos, que não estão somente
no âmbito do PDP, mas também estão distribuídos em outras áreas da empresa ou em
ambientes externos que possuem ou não relacionamento direto com a empresa que está
realizando o PDP.
A gestão eficaz e eficiente do conhecimento em cada fase do PDP pode ajudar a
melhorar o desempenho desse processo, e dos resultados dos projetos realizados. E, iniciativas
de gestão do conhecimento desenvolvidas de forma integrada facilitam alcançar resultados
superiores. Essas iniciativas, apesar de não serem novas, ganham um contexto mais amplo
quando elementos da gestão do conhecimento estão sendo considerados. Alguns exemplos
são: trabalho em equipes; uso da tecnologia da informação (ferramentas de cooperação);
treinamento específico; criação de bases de conhecimento geradas a partir de resultados
obtidos da experiência vivida e de estudos de prospecção e buscas externas; incentivo ao uso
do conhecimento informal (tácito) e sua conversão para o conhecimento formal (explícito);
mapeamento de competências e seu devido relacionamento com atividades do PDP, entre
outras.
Uma síntese básica, e até referencial, para a condução da gestão do conhecimento pode
ser expressa por meio das atividades principais realizadas nos projetos de gestão do
conhecimento: adquirir, filtrar, interpretar e analisar informações, disseminar e compartilhar
os resultados da análise, utilizar os resultados para corrigir erros e realizar melhorias, reter e
armazenar as informações e o conhecimento gerado.
O Quadro 9.9, alguns aspectos relevantes da gestão do conhecimento para a gestão do
PDP são apresentados.

Modelo de referência para a gestão do processo de desenvolvimento de produto
237
Quadro 9.9. Questões críticas e boas práticas para a dimensão “Gestão do conhecimento” Macro/
Fase ou
Fase
Questões
críticas
Boas
Práticas
Pré
-des
envo
lvim
ento
- Onde é possível capturar os conhecimentos
necessários para o novo produto?
- Quais são os conhecimentos necessários para
o projeto?
- Como está o conhecimento disponível
internamente em relação ao conhecimento
necessário?
- Utilizar sistemas de informação para
capturar conhecimento (interno e
externo), como ferramentas de busca e
pesquisa.
- Identificar aspectos críticos do
conhecimento necessários
relacionados à estratégia de mercado
e à tecnologia a ser utilizada.
- Compor a equipe considerando os
conhecimentos necessários.
- Manter base de dados para busca de
conhecimento específico (por exemplo,
especialistas e novas tecnologias).
Con
ceito
do
Pd
t
- Divulgação das propostas de conceito por
toda a equipe.
- Os mecanismos de troca de conhecimento
tácito foram facilitados e incentivados nessa
fase?
- Socializar o conhecimento tácito
(pessoa para pessoa).
- Utilizar ferramentas ou sistemas de
comunicação baseados na
cooperação.
Des
envo
lvim
ento
Pla
neja
men
to d
o P
rodu
to
- Identificação de conhecimentos gerados por
outros projetos e por outras equipes.
- Articulação do mecanismo de coordenação
para que o conhecimento dos membros da
equipe estejam coerente com os objetivos e
estratégias, principalmente em relação a
projetos com desafios de inovação mais
arrojados. Nessa situação muitas vezes o
conhecimento ainda não está internalizado e
parte da equipe deve ter conhecimento sobre
como acessar e capturar novos conhecimentos.
- Utilizar sistemas de informação com
mecanismos de busca juntamente com
ferramentas de filtro como data mining
por exemplo.
- Mapear as competências críticas para
o projeto e sua relação com o
conhecimento necessário.

Modelo de referência para a gestão do processo de desenvolvimento de produto
238
Pro
jeto
do
Pro
duto
e d
o P
roce
sso
- Cada ciclo “projetar-construir-testar” deve
iniciar após o conhecimento necessário estar
disponível e internalizado. E, ao fechar cada
ciclo, uma análise crítica sobre o conhecimento
utilizado e gerado deve ser realizada.
- O conhecimento gerado deve ser
sistematizado para ser acessado por outros
projetos.
- Garantir que a prática da espiral do
conhecimento no PDP seja efetiva.
- Realizar reuniões para análise crítica
para cada ciclo projetar-construir-
testar.
- Gerar conhecimento quando da
realização de estudos sobre “curvas
características” para componentes do
produto (isso é muitas vezes mais útil
em produtos com maior número de
componentes).
Pro
duçã
o P
iloto
- Identificação de problemas críticos ainda
presentes, entendimento do conhecimento
necessário para tratar cada caso, e sistematizar
esse conhecimento para todo o PDP.
- Realizar a análise de lições
aprendidas na produção piloto para
incorporação tanto no projeto em
questão quanto em outros projetos (em
andamento ou futuros).
Pós
-
dese
nvol
vim
ento
- Relacionar resultados vindos das lições
aprendidas, de pesquisa de campo, da
assistência técnica, de fornecedores com
conhecimento técnico e gerencial, visando a
captura ou geração de novos conhecimentos.
- Auditoria pós-projeto.
9.4. Considerações finais sobre o modelo
A seguir estão listadas algumas considerações sobre o modelo proposto:
− o modelo tem uma abrangência grande em termos de dimensões para a gestão do PDP, o
que leva a direcionar futuras pesquisas no sentido de entender com maior detalhe cada
uma das dimensões, tanto por meio de levantamento de trabalhos publicados sobre o tema,
quanto por meio da realização de pesquisa de campo junto a praticantes.
− O uso do modelo como um referencial para a gestão do PDP parece ser bastante
importante, pois facilita a visão ampliada do processo e chama a atenção para aspectos em
que um gerente pode não ter dado tanta atenção anteriormente, criando uma oportunidade
para refletir sobre isso, e para alavancar a capacitação, se necessário, relacionada ao
aspecto até então negligenciado (possivelmente por inadivertência).

Modelo de referência para a gestão do processo de desenvolvimento de produto
239
− O modelo pode servir como um referencial para condução de pesquisas tanto para o
levantamento de novas questões críticas e boas práticas, quanto para validar algumas já
identificadas.
Enfim, o modelo não pode ser considerado concluído, e provavelmente nunca deverá
estar. Isso porque essas questões e dimensões são dinâmicas quando relacionadas com os
desafios do ambiente empresarial, o que motiva a busca de informações e resultados de
pesquisa para complementá-lo continuamente.

Simulação dinâmica do modelo de gestão do PDP
240
10. SIMULAÇÃO DINÂMICA DO MODELO DE GESTÃO DO PDP
Este capítulo apresenta uma revisão bibliográfica sobre Dinâmica de Sistemas e
Simulação de Sistemas. A seguir apresenta as considerações e a estrutura de um modelo para
simulação de atividades pertinentes a gestão do PDP. O modelo de referência para gestão do
PDP, apresentado no capítulo 9, é bastante amplo e praticamente abrange todas as dimensões
desta gestão. O modelo para simulação, num primeiro momento, só é possível de ser simulado
para alguns elementos, tendo em vista o excesso de variáveis e a complexidade das relações
se considerar-se a gestão do PDP em todas as suas dimensões. A estruturação do modelo
apresentado é baseada na dimensão “Atividades”, na alocação de recursos às mesmas e em
seu efeito na medida de desempenho “Tempo de Desenvolvimento”. Como continuidade
desta parte da pesquisa, o modelo será ampliado para outras dimensões da GDP, viáveis de
serem integradas ao mesmo, e que possam ser úteis do ponto de vista da prática desta gestão
nas empresas.
10.1 A Dinâmica de Sistemas – Systems Dynamics
Este tópico apresenta a Dinâmica de Sistemas como uma abordagem para analisar o
comportamento que sistemas podem produzir ao longo do tempo. O tópico inicia com uma
discussão geral acerca da Dinâmica de Sistemas e do Pensamento Sistêmico e evolui para a
ferramenta analítica em si, sua forma de aplicação, os arquétipos e as estruturas básicas da
modelagem por computador.
10.1.1 O Comportamento Dinâmico dos Sistemas
Vivemos em um mundo em mutação contínua, economias flutuam, empresas mudam,
populações aumentam, o meio ambiente sofre alterações contínuas e assim por diante. As
mudanças estão em toda parte.
Uma das principais preocupações humanas é a mudança, e em diversos lugares as
pessoas estão dia após dia tomando ações para se adaptarem às mesmas. Porém, embora
estejamos "equipados" com um sentimento intuitivo para perceber a dinâmica das mudanças,
o mesmo é limitado e funciona de forma eficaz somente em determinadas situações - nas mais
simples - ou ainda, aquelas onde se aplica o conceito de causa e efeito em eventos
intimamente correlacionados no tempo e espaço, fato que, geralmente, não ocorre quando há

Simulação dinâmica do modelo de gestão do PDP
241
maior complexidade envolvida. Sendo assim, para melhor compreender a natureza de um
sistema, é necessário despir-se da idéia preconcebida que causa e efeito estão diretamente
ligados e observar que os sintomas de uma ação podem ocorrer em momentos e locais
inesperados.
Compreender a dinâmica existente em um sistema significa, então, utilizar um método
para, através da observação do mesmo como um todo, entender como variáveis interagem
umas com as outras e qual o comportamento que produzem no sistema ao longo do tempo.
Pode-se então resumir como principais idéias da abordagem da Dinâmica de Sistemas:
• avaliar e compreender o comportamento produzido por um sistema ao longo do tempo
em relação às diretrizes ou políticas previamente definidas para o sistema;
• prover aprendizado do sistema, através do entendimento das interações existentes
entre os elementos deste, muito mais do que simplesmente estabelecer relações diretas
de causa e efeito entre os mesmos;
• a não busca de soluções ótimas durante a simulação.
10.1.2 O Pensamento Sistêmico
Existem diferentes formas de compreensão do que é o Pensamento Sistêmico.
Segundo KIRKWOOD (1998), o Pensamento Sistêmico disponibiliza não somente um
conjunto de ferramentas analíticas, mas também uma estrutura inteira de ferramentas e
princípios para compreender o comportamento de sistemas, a partir de problemas
identificados nestes sistemas. Conforme ANDERSON & JOHNSON (1997), o Pensamento
Sistêmico é uma forma de linguagem que permite o esclarecimento das relações de
interdependência e das complexidades existentes entre os elementos integrantes do sistema.
Para os autores, a maior parte das “línguas” ocidentais estimula uma análise simplista de
causa e efeito, devido à forma de construção das sentenças, que tendem a valorizar
construções lineares do tipo: sujeito – verbo – predicado. Porém, grande parte dos problemas
com os quais nos deparamos no dia-a-dia, não são completamente explicados a partir de
relações de causa e efeito diretas, e sim, explicados por redes de causas interligadas através
de relações circulares, ou como se verá adiante, através de feedback loops.
Para compreender tais relações, o Pensamento Sistêmico utiliza ferramentas analíticas
e estruturas de “linguagem” próprias, baseadas nos seguintes princípios:

Simulação dinâmica do modelo de gestão do PDP
242
a. Avalia o sistema como um todo, de forma ampla.
Este princípio afirma que ao vivenciarmos problemas, tendemos a focar possíveis
causas de forma superficial, as quais imaginamos serem realmente as causas destes
problemas. Avaliar o sistema como um todo requer ampliação do foco de análise para
compreender as relações existentes entre as diversas possíveis causas. No sentido de
avaliar o comportamento produzido pelo sistema ao longo de determinado tempo. Focar
ou limitar a abrangência da análise nos privaria de resultados mais coerentes com a
realidade, ou seja, tendo uma perspectiva de análise ampla, a tendência é encontrar
soluções mais efetivas para os problemas.
b. Avalia o comportamento produzido pelo sistema no curto e longo prazo.
O termo dinâmica está relacionado a mudanças que ocorrem no sistema dentro de
determinados períodos de tempo. Este princípio leva em consideração a própria natureza
da palavra dinâmica, fazendo referência a idéia de analisar como interações existentes nos
elementos do sistema afetam o comportamento que este produzirá ao longo do tempo,
tanto a curto quanto a longo prazo. Muitas análises de curto prazo levam a decisões
tomadas que geram resultados positivos neste período de tempo, porém se analisado o
resultado esperado no longo prazo, talvez estas ações não seriam tomadas. O Pensamento
Sistêmico induz a análises de curto e longo prazo.
c. Reconhece a natureza dinâmica, complexa e interdependente dos sistemas.
Este princípio tem como idéia principal: “tudo muda”. Quando se observa o mundo de
forma sistêmica, torna-se claro as dinâmicas, as complexidades e interdependências
existentes entre “aqueles” que fazem parte do planeta. Porém, tendemos a simplificar,
criar regras e trabalhar com um problema de cada vez. O Pensamento Sistêmico não
advoga contra estes princípios largamente utilizados, ao invés disso, ele simplesmente nos
recorda que simplificações e análise lineares de sistemas apresentam grandes limitações.
O ponto principal é estar atento às relações existentes entre os elementos constituintes
do sistema, tanto os internos quanto àqueles externos que o influenciam.
d. Considera dados mensuráveis e não mensuráveis
O Pensamento Sistêmico estimula igualmente o uso de dados mensuráveis e não
mensuráveis para analisar o comportamento ou desempenho produzido por um sistema.
Tendemos a valorizar excessivamente o que podemos medir através de “números”, ou

Simulação dinâmica do modelo de gestão do PDP
243
seja, valorizamos dados quantitativos em detrimento dos qualitativos, geralmente não
mensuráveis através de números.
e. Fazemos parte de sistemas que nos influenciam e são influenciados por nós e por
outros sistemas.
Um dos mais desafiadores princípios do Pensamento Sistêmico é este, o qual diz que
nós contribuímos para os nossos próprios problemas. Algumas vezes, pode ser feita uma
simples conexão entre as ações ou decisões tomadas em um determinado momento e
problemas que são criados após um certo período de tempo. Isto ocorre pelo fato de não
termos feito uma análise que considerasse um número adequado de fatores que poderiam
ter subsidiado a tomada de uma decisão melhor. ANDERSON & JOHNSON (1997)
afirmam que o modelo mental adotado por cada analista diferente, influenciará a análise
dos fatores que conduzem a uma decisão.
Em resumo, o Pensamento Sistêmico enfatiza a análise ampla do sistema de interesse
de forma a estabelecer relações circulares de causa e efeito entre os elementos do sistema e,
disponibiliza ferramentas analíticas que permitem uma análise visual destas relações
existentes e do comportamento produzido pelo sistema ao longo de um intervalo de tempo.
Além disso, possibilita que diferentes analistas do sistema compartilhem e compreendam as
considerações feitas no sistema a partir do modelo mental elaborado.
10.1.3 Conceitos Básicos da Abordagem da Dinâmica de Sistemas
A seguir, serão introduzidos conceitos importantes para a compreensão e utilização da
abordagem da Dinâmica de Sistemas, a qual utiliza uma ferramenta analítica que tem como
objetivo principal, entender como um sistema qualquer reagirá em um período de tempo, a
partir de variações em seus elementos constituintes.
Simulação, Modelos e Sistemas
Originalmente, a palavra simular significou imitar. Segundo ROBERTS et al. (1983),
este significado sugere uma importante característica da simulação: simular é imitar algo. A
simulação geralmente envolve uma representação simplificada da realidade, ou modelo, onde
o mesmo pode ser físico, matemático, mental, ou ainda, uma combinação de todos estes.
Muitas simulações envolvem a construção de modelos físicos, geralmente em escala reduzida,
como, por exemplo, o túnel de vento, onde se espera imitar o sistema maior avaliando as

Simulação dinâmica do modelo de gestão do PDP
244
propriedades aerodinâmicas de automóveis e aviões. Porém, em geral, os modelos físicos têm
custos elevados, e sendo assim, modelos matemáticos são, frequentemente, preferidos a estes,
principalmente para representação de sistemas sócio-econômicos. Em um modelo
matemático, são usados símbolos e equações para representar as relações internas ao sistema.
O uso de PC's e softwares específicos para simulá-los aumentaram significativamente o
desempenho de tais simulações.
Atualmente, a simulação por computador é realizada para uma ampla gama de
sistemas, quer sejam físicos, sociais, econômicos ou uma mescla destes. FORRESTER
(1969), em seu livro Urban Dynamics, demonstrou o uso da aplicação da simulação dinâmica
a um complexo sistema econômico-social, visando analisar algumas causas do crescimento e
declínio das áreas urbanas, e examinar os efeitos de programas de recuperação, tais como:
construção de casas populares, capacitação de pessoas para o trabalho e criação de novas
empresas, os quais somente seriam possíveis de serem conhecidos anteriormente, através da
implantação real de tais programas, e sem uma avaliação razoável do comportamento
produzido no sistema como um todo ao longo do tempo. Os modelos, segundo FORRESTER
(1961), podem ser classificados como segue, e ilustrados na Figura 10.1.
a) Físicos ou Abstratos
Os modelos físicos são mais facilmente compreendidos, são réplicas, geralmente em
escala reduzida, do objeto ou sistema em estudo.
Ao invés, os modelos abstratos utilizam diversos símbolos para constituir uma descrição
mental, verbal ou escrita do sistema em estudo. Um modelo matemático é uma subdivisão
especial dos modelos abstratos. É escrito através da "linguagem" de símbolos matemáticos, a
qual descreve o sistema a ser representado. Dentre os modelos abstratos, os modelos
matemáticos são de uso comum, porém, menos frequentes do que modelos verbais. A
descrição verbal de um sistema, geralmente, se faz importante e serve de subsídio para a
correta configuração de um modelo matemático menos ambíguo.
b) Estáticos ou Dinâmicos
Os modelos podem ou não representar situações que variam com o tempo. Um modelo
estático é usado para descrever um sistema cujo comportamento se mantém inalterado com o
tempo. Já um modelo dinâmico é usado para representar um sistema cujo comportamento se
altera ao longo do tempo.
Simulação dinâmica do modelo de gestão do PDP
245
c) Lineares ou Não lineares
Modelos que representam sistemas lineares, são assim denominados, pois o
comportamento produzido, nada mais é do que a "soma" total e proporcional dos
componentes do sistema. Nestes sistemas, as relações de causa e efeito são facilmente
identificadas.
Nos modelos que representam sistemas não lineares, estímulos ou inputs produzem efeitos
diversos e desproporcionais em diversos componentes do mesmo.
Em linhas gerais, os modelos de sistemas lineares são muito úteis na Física, porém falham
na tentativa de avaliar o comportamento produzido de sistemas sócio-econômicos.
d) Estáveis ou Instáveis
Os modelos considerados dinâmicos, podem ser subdivididos em dois tipos, basicamente:
aqueles que, após um "distúrbio", tendem a apresentar um comportamento igual ao
comportamento inicial, os quais são chamados estáveis; e aqueles onde um "distúrbio" inicial
tende a ser amplificado ao longo do tempo, acarretando crescimento ou oscilações que não
permitirão, em geral, que o comportamento produzido ao longo do tempo seja similar ao
inicial, os quais são denominados instáveis.
Os sistemas sócio-econômicos, de maneira geral, são bem representados por modelos de
sistemas instáveis, onde pequenos distúrbios no mesmo podem ser ao longo do tempo
amplificados ou conduzir a oscilações limitadas e condicionadas pelas interações não lineares
internas ao sistema.
e) Padrão Previsível ou Transiente
Um modelo de sistema onde um comportamento em um determinado período de tempo se
repetirá em períodos diferentes, é chamado de Previsível.
No caso de sistemas onde o comportamento não se repete ao longo do tempo, e os
resultados esperados são inusitados, ou seja, um determinado comportamento é temporário,
tem-se os modelos de sistemas chamados Transientes (steady-state). Muitas situações
gerenciais se encaixam nesta descrição, tais como desenvolvimento de novos produtos,
desenvolvimento de novos mercados e crescimento da indústria.
Muitas abordagens diferentes podem ser utilizadas para se definir um sistema a ser
modelado. O desenvolvimento desta dissertação adota durante todo o tempo, a abordagem da
Dinâmica de Sistemas, a qual está baseada no princípio da estruturação e organização de
conhecimento sobre o sistema a ser estudado, e nas premissas de que um problema complexo

Simulação dinâmica do modelo de gestão do PDP
246
não pode ser resolvido sem um conhecimento substancial e aprofundado do mesmo. Em geral,
esta abordagem de simulação apresenta respostas mais eficazes, quando utilizadas em
modelos dinâmicos não lineares, instáveis e transientes. O processo de desenvolvimento de
produtos apresenta estas características, conforme descrito anteriormente.
A definição de sistema aqui adotada é a de ROBERTS et al. (1983), a qual um sistema
pode ser definido como um conjunto de elementos interagindo entre si e voltados para um
propósito específico comum.
Figura 10.1: Representação esquemática dos tipos de modelos
(Adaptado de FORRESTER (1961).
Relações de Causa e Efeito e Diagramas Causais
Entender as relações de causa e efeito presentes no sistema é a chave para a
organização de idéias para o estudo de um sistema segundo a abordagem da Dinâmica de
Sistemas. Segundo FORRESTER (1994), analistas de sistemas tendem a isolar, ou
correlacionar de forma simplista, causa e efeito entre os elementos do sistema, o que de forma
quase generalizada não se aplica a sistemas sócio – econômicos – técnicos, onde uma variável
pode estar correlacionada com diversas outras, produzindo um comportamento diferente no
originalmente esperado. Para que uma relação causal seja corretamente diagnosticada num
sistema complexo, uma avaliação mental de isolamento de um efeito e sua causa deve ser
realizada para diferentes partes do sistema, ou seja, deve ser avaliado se o efeito ocorre, onde
ocorre e em qual proporção a partir de uma determinada causa. De forma simplificada,
podemos afirmar que se trata de um “teste de hipóteses”.

Simulação dinâmica do modelo de gestão do PDP
247
A representação da relação de causa e efeito segundo a abordagem da Dinâmica de
Sistemas, e adotada neste trabalho é feita através de uma representação gráfica de uma seta
entre o elemento ou fator causa e o fator influenciado ou sob efeito do anterior. A Figura 10.2
demonstra a representação da correlação citada acima a partir de um exemplo.
Figura 10.2 Correlação entre elementos de um sistema.
ROBERTS et al. (1983), sugerem que as perguntas a serem feitas para esclarecer e dar
sentido às relações causais, deveriam conter as palavras “afetar” ou “influenciar”. No
exemplo acima, poder-se-ia perguntar (ou afirmar): “uma maior aplicação de recursos no
desenvolvimento de produtos influencia e de que forma, o tempo de desenvolvimento?”
A relação básica citada passa então a ser o ponto inicial de partida para a compreensão
das inter-relações existentes e construção da estrutura do sistema. Obviamente, à medida que
o sistema torna-se mais complexo, inúmeras relações existirão na tentativa de explicar o fator
causador de determinado efeito.
Ao se pensar em termos das relações de causa e efeito presentes em um sistema
complexo, tal qual o processo de desenvolvimento de produtos, constituído de diversos
fatores causadores de diferentes efeitos, pode-se, à medida que estas relações são esclarecidas,
avaliar que em determinados momentos, uma causa passa a ser um efeito de outra causa e
vice-versa. A partir deste ponto uma estrutura conhecida como realimentação ou feedback do
sistema passa a existir, e a melhor forma de representação desta estrutura são os círculos
(loops), ainda conhecidos como círculos de realimentação do sistema. Quando círculos de
realimentação passam a ser agrupados, por haverem fatores causadores ou efeitos comuns, um
diagrama causal é formado. Tem-se neste ponto uma cadeia de relações de causa e efeito, a
qual permite uma melhor compreensão de como o sistema é constituído e como seus
elementos estão inter-relacionados. A Figura 10.3 exemplifica uma estrutura fictícia de um
diagrama causal simplificado.

Simulação dinâmica do modelo de gestão do PDP
248
Figura 10.3: Exemplo de um diagrama causal simplificado.
De acordo com as considerações feitas anteriormente, é possível observar na Figura
10.3 dois círculos de realimentação dependentes entre si. O primeiro leva ao seguinte
questionamento: Uma maior aplicação de recursos influencia o tempo de desenvolvimento e
consequentemente o custo do desenvolvimento ? Estes fatores influenciam a rentabilidade do
produto ? Já o segundo círculo, pode conduzir a seguinte relação: Uma maior rentabilidade do
produto gera maior disponibilidade de recursos, a qual afeta a re-aplicação de recursos no
desenvolvimento ?
Segundo ROBERTS et al. (1983), a elaboração dos diagramas causais do sistema,
além de ser importante para estabelecimento das inter-relações existentes entre os elementos
do sistema, permite ao analista ter em mente os limites ou a abrangência do sistema a ser
modelado, focando questões importantes inerentes ao sistema. As relações de causa e efeito e
suas consequências no sistema, serão exatamente e somente aquelas consideradas na
elaboração dos diagramas. Pode-se citar como benefícios desta abordagem, primeiro a
redução de fatores ou variáveis a serem incluídos no modelo, permitindo maior
“manipulação” e viabilidade do mesmo, e segundo, a atenção é focada nas variáveis mais
importantes que influenciam no desempenho esperado.
Arquétipos
Segundo SENGE (1990), uma das conclusões mais importantes no campo da
Dinâmica de Sistemas é que determinados padrões de estruturas estão sempre se repetindo nos
mais diversos sistemas. Estas estruturas, chamadas de arquétipos de sistemas ou estruturas

Simulação dinâmica do modelo de gestão do PDP
249
genéricas são fundamentais para aprendermos a ver como condições reais produzem
comportamentos parecidos em situações distintas.
Os arquétipos de sistemas são representados através de estruturas simplificadas, as
quais são inicialmente demonstradas através de diagramas causais e a partir daí de estoques e
fluxos. Um número relativamente pequeno de arquétipos é comum a uma imensa variedade de
situações e segundo SENGE (1990), pouco mais de uma dezena de arquétipos foram
identificados. Basicamente, os arquétipos de sistemas possuem: feedback de reforço e
balanceamento, além de esperas ou atrasos.
A seguir, será feita uma breve descrição de quatro tipos de arquétipos, os quais
segundo SENGE (1990) ocorrem com grande freqüência e servem como ponto de partida para
o entendimento de situações mais complexas.
ARQUÉTIPO I: “Limitações ao Crescimento”
Nesta estrutura, um processo de reforço é ativado para produzir um resultado desejado.
Porém, a partir de um determinado momento um processo de balanceamento é ativado,
reduzindo o ritmo de crescimento, podendo inclusive cessar o crescimento. A estrutura
apresentada na Figura 10.4 demonstra o diagrama causal composto pelos elementos dos ciclos
de reforço e balanceamento.
Figura 10.4: Arquétipo “Limitação ao Crescimento” (SENGE, 1990)
ARQUÉTIPO II: “Transferência de Responsabilidade”
Nesta estrutura, um processo de reforço é ativado e produz um resultado indesejado e
inesperado. Dois feedback loops estão presentes neste arquétipo, um de reforço e outro de
balanceamento, porém o que se observa é a predominância do feedback de reforço. Um
exemplo característico deste tipo de estrutura é o processo de tomada de ações corretivas
Ação de Crescimento Condição
Condição Limitadora
Ação Limitadora

Simulação dinâmica do modelo de gestão do PDP
250
dentro das empresas. Caso este processo seja eficaz, as causas fundamentais de problemas são
eliminadas, caso contrário tem-se a falsa impressão de que os problemas foram corrigidos.
Com o passar do tempo, problemas antigos voltam a ocorrer e, quando somados aos
problemas novos geram acúmulos de problemas a serem tratados.
A estrutura apresentada na Figura 10.5 demonstra o diagrama causal composto pelos
elementos dos ciclos de reforço e balanceamento.
Figura 10.5: Arquétipo “Transferência de Responsabilidade” (SENGE, 1990)
ARQUÉTIPO III: “Alocação de Recursos” ou “Sucesso para os Vitoriosos”
Nesta estrutura, um processo de reforço quando ativado se sobrepõe a outro processo
de reforço em andamento. Dois feedback loops de refôrço estão presentes neste arquétipo. O
que se observa é a predominância de um dos feedback de reforço.
Um exemplo deste tipo de estrutura é a alocação de recursos de engenharia aos
diversos projetos de desenvolvimento em andamento. Quando os projetos concorrem por
recursos comuns, o arquétipo tende a demonstrar que haverá predominância de um projeto em
detrimento de outro (REPENNING (2000)).
A estrutura apresentada na Figura 10.6 demonstra o diagrama causal composto pelos
elementos dos ciclos de reforço.
Solução Sintomática
Sintoma do Problema
Efeito Indesejado
Solução Fundamental

Simulação dinâmica do modelo de gestão do PDP
251
Figura 10.6: Arquétipo “Alocação de Recursos” (SENGE, 1990)
ARQUÉTIPO IV: “Crescimento e Investimento Insuficiente”
Nesta estrutura, um processo de reforço quando ativado é contra-balanceado por dois
processos de balanceamento. Dois feedback loops de balanceamento e um de reforço estão
presentes neste arquétipo. O que se observa é a predominância do feedback de reforço. O
crescimento se aproxima de um limite que exige mais e mais investimentos futuros da
empresa. Um exemplo deste tipo de estrutura é a necessidade de investimentos cada vez
maiores por parte das empresas para buscar o aumento da demanda. Quando a limitação
imposta pela capacidade de investimento impera, a ação de crescimento sofre um “refluxo”, o
qual passa a impor o processo de limitação do crescimento. A estrutura apresentada na Figura
10.7 demonstra o diagrama causal composto pelos elementos dos ciclos de reforço e
balanceamento.
Figura 10.7: Arquétipo “Crescimento e Investimento Insuficiente” (SENGE, 1990)
Sucesso de A
Alocação de recursos para A
em e de B
Recursos destinados a
Sucesso de BRecursos destinados a
Deman
Necessidade de Investir
Desempenho
Capacidade
Ação de Crescimento
Padrão de
Desempenho

Simulação dinâmica do modelo de gestão do PDP
252
Demais arquétipos podem ser encontrados em SENGE (1990), porém o próprio autor
salienta que os mais utilizados são os arquétipos I e II, e a seguir III e IV.
Eventos e Padrões de Comportamento
A abordagem da Dinâmica de Sistemas visa, dentre outras coisas, avaliar o
comportamento que o sistema apresentará ao longo do tempo, como já descrito anteriormente.
Os eventos associados aos resultados produzidos no comportamento do sistema são descritos
nos modelos através de considerações assumidas na etapa de construção das estruturas básicas
de estoques, fluxos, conectores e conversores.
Geralmente, segundo KIRKWOOD (1998), os eventos são definidos como diretrizes,
políticas e ações tomadas que influenciam o sistema e produzem padrões de comportamento
que caracterizam o resultado obtido mediante o ocorrido. Ainda, segundo o autor, identificar o
padrão de comportamento produzido pelo sistema leva a compreensão de como a estrutura
utilizada pode ser considerada para outros sistemas onde se espera comportamento
semelhante, além de associar os eventos ao comportamento produzido pelo sistema. A seguir
são apresentados na Tabela 10.1, padrões de comportamento produzidos por estruturas
conhecidas e são dados exemplos de sistemas que produzem estes comportamentos.
10.1.4 Estruturas Básicas Computacionais da Modelagem da Dinâmica de Sistemas
Estoques, fluxos, conversores e conectores são elementos básicos da estrutura de um
modelo elaborado conforme a abordagem da Dinâmica de Sistemas. Nos modelos
computacionais, os arquétipos apresentados anteriormente são representados através das
combinações de estoques, fluxos, conversores e conectores. Apresenta-se a seguir uma
descrição simplificada de cada elemento, de forma a possibilitar a interpretação e modelagem
a ser realizada.

Simulação dinâmica do modelo de gestão do PDP
253
Tabela 10.1 Padrões de Comportamento de Sistemas
Adaptado de KIRKWOOD (1998)
Padrão de
Comportamento Comportamento Esperado Sistema
1. Crescimento
Exponencial
Aplicação financeira onde
os depósitos são maiores
que as retiradas.
2. Valor Objetivo
Custos relativos à
operação de uma fábrica.
Dispositivo de ajuste
eletrônico de temperatura.
3. Crescimento na
forma de S
Vendas de um novo
produto no mercado.
4. Oscilação
Estoque de produtos na
cadeia de produção e
distribuição. Fábrica –
Distribuidor – Varejista. Ver
SENGE (1990) - The Beer
Distribution Game.
Estoques
Os estoques são representados no modelo como retângulos. Operacionalmente, os
estoques têm a função de acumuladores. Eles demonstram a cada momento da simulação
como é o comportamento do sistema, isto é, pode-se estimar, a partir de informações dos
estoques mais relevantes do modelo, o comportamento que o sistema produzirá ao longo do
tempo. Este elemento pode ser usado para acúmulo de objetos físicos, como peças, e

Simulação dinâmica do modelo de gestão do PDP
254
abstrações, como por exemplo, sentimentos. São definidos quatro tipos de estoque:
reservatórios, esteiras, filas e fornos.
- Reservatórios: Os reservatórios são os tipos de estoques mais usados. Enquanto os outros
tipos de estoques são úteis para representar tipos específicos de acúmulos, os reservatórios são
utilizados para representar qualquer acúmulo no qual não haja necessidade de distinção entre
o que está sendo acumulado.
- Esteiras: As esteiras representam um tipo de estoque onde o objeto acumulado permanece
um período de tempo estocado, antes de sua liberação. Parâmetros de tempo de estocagem
devem ser determinados.
- Filas: Assim como as esteiras, as filas representam um tipo de estoque, as quais retém, por
determinado período de tempo o objeto acumulado, com a possibilidade de se definir
parâmetros de ordem e tempo de liberação deste diferentes. Uma importante aplicação das
filas é o consumo de material de um almoxarifado, onde o primeiro que entra é o primeiro que
sai (FIFO).
- Fornos: Os fornos são um tipo de estoque onde também se definem diversos parâmetros
para controle da estocagem, porém os objetos vão acumulando no forno até que sua
capacidade máxima seja atingida, a partir daí o forno não aceita novas entradas e retém o
acumulado por um período de tempo. Somente após a liberação do “lote” acumulado, se
reinicia o enchimento do forno.
A Figura 10.8 demonstra a representação dos estoques no sistema.
Figura 10.8: Representação de estoques (Stella 6.01, 2000)

Simulação dinâmica do modelo de gestão do PDP
255
Fluxo Regulador
Os fluxos são apresentados no sistema através de um tubo com uma válvula ao centro
e setas na direção de seu sentido. Os acúmulos de objetos nos estoques necessitam de fluxos
para demonstrar em que sentido vão e qual a velocidade com a qual são acumulados. Os
fluxos são utilizados para descrever atividades e, podem ter início nos estoques. Quando um
fluxo for representado tendo como início ou fim numa “nuvem”, tem-se aí o limite do sistema
em estudo. A Figura 10.9 demonstra a representação de um fluxo regulador no sistema.
Figura 10.9: Representação do fluxo regulador (Stella 6.01, 2000)
ANDERSON & JOHNSON (1997), afirmam que estoques e fluxos são inseparáveis e,
ambos são necessários para conferir características dinâmicas ao sistema, isto é, permitir
mudanças no comportamento esperado ao longo de determinado tempo.
Conversores
Os conversores representados por círculos, são informações que afetam a velocidade
com que os fluxos reguladores transportam objetos (físicos ou abstratos) para os estoques. Ao
contrário dos estoques, os conversores não permitem acúmulos. Eles podem assumir
diferentes valores, desde um número absoluto até uma função do tipo Y = f(X). A Figura
10.10 demonstra como o conversor é representado.
Figura 10.10: Representação do conversor (Stella 6.01, 2000)
Conectores
O último elemento da estrutura básica do modelo é o conector. Os conectores fazem a
inter-relação dos demais elementos do sistema. Eles não assumem valores numéricos, porém

Simulação dinâmica do modelo de gestão do PDP
256
permitem correlacionar fluxos e conversores, estoques e conversores e assim por diante.
Sempre que um elemento do modelo é conectado à outro através de conectores, afirma-se que
existe uma influência do primeiro sobre o segundo. Os conectores são representados através
de setas.
10.1.5 Narração de Histórias – Método para Compreensão da Realidade
Visando o esclarecimento e interpretação da realidade, em relação ao sistema em
estudo, utiliza-se a metodologia inicialmente proposta por SENGE (1996), descrita e
complementada em ANDRADE (1997): A Narração de Histórias, a qual, estabelece que,
através do “diálogo” entre os principais atores organizacionais o entendimento de uma
situação seja aprofundado. Ao final da aplicação da metodologia é possível uma compreensão
mais clara da dinâmica das situações. A seguir, tem-se a síntese da metodologia em seus
passos:
Passo 1: Definindo uma situação complexa de interesse
O objetivo desta etapa é definir claramente uma situação problema de interesse. Para
isto, é necessário que a mesma seja importante em seu contexto organizacional, como é o caso
do PDP. Os limites do estudo a ser conduzido devem estar explícitos, do ponto de vista
prático, é melhor considerar um escopo limitado, pois a partir daí o estudo pode ser ampliado.
O sistema a ser estudado deve ter um histórico conhecido, bem como o conhecimento
do analista e dos agentes do sistema devem ser suficientes para argumentações e
questionamentos.
Passo 2: Apresentando a história através de eventos
O objetivo é disponibilizar e avaliar os eventos relevantes relacionados ao sistema ao
longo de um período considerado. Um evento é um acontecimento perceptível no
comportamento de um elemento do sistema, situado em um momento ou intervalo de tempo
definido. A investigação dos eventos ocorridos pode ser feita através de conhecimento das
situações, questionamento aos agentes do processo, questionários de avaliação, dados
estatísticos, em suma, das mais variadas formas. Porém, o analista deve sempre ter um
conhecimento razoável do sistema em questão.

Simulação dinâmica do modelo de gestão do PDP
257
Passo 3: Identificando os fatores chave
A partir da lista de eventos relatados e a experiência adquirida no assunto, é necessário
identificar quais os fatores ou variáveis que podem ser importantes para melhor compreensão
do sistema. Todos aqueles fatores que interagem com outros e influenciam no resultado, e que
estejam sujeitos a variações devem ser assinalados. É inútil utilizar um grande número de
fatores chave. Novos fatores podem ser agregados no decorrer de toda a sistemática, e o uso
exagerado de variáveis nesta fase pode dificultar o trabalho nas fases posteriores.
Passo 4: Traçando o comportamento
Surge aqui a necessidade de avaliar o comportamento passado e as tendências futuras
das variáveis principais, buscando identificar os padrões de comportamento. No entanto,
dados precisos não são requeridos para elaboração das curvas, o importante são as tendências
e evolução das mesmas ao longo do tempo. Autores contemporâneos da Dinâmica de
Sistemas, definem um dos principais objetivos da modelagem e simulação como sendo o
aprendizado que estas avaliações podem proporcionar, não a predição precisa do
comportamento do sistema: "...Modelos deveriam capturar o conhecimento e os dados
mentais dos planejadores de ações; modelos deveriam misturar mapeamento qualitativo com
álgebra e simulação amigáveis; modelos podem ser pequenos, seu propósito é apoiar o
raciocínio e o aprendizado em equipe, encorajando o pensamento sistêmico e o planejamento
de cenários." (MORECROFT & STERMAN (1994)).
Passo 5: Identificando as influências
Neste passo, o objetivo principal é identificar relações causais entre os fatores chave, a
partir da comparação das curvas, hipóteses preliminares e intuições a respeito das influências
recíprocas dos mesmos. O esclarecimento das estruturas do sistema a partir de padrões de
comportamento da realidade. Ainda, novos elementos podem ser adicionados ao estudo para
fazer mais sentido às relações. Mais uma vez, é muito importante buscar insights de
interações entre os elementos do sistema. Isto geralmente ocorre, a partir da visão de agentes
mais experientes em aplicação de arquétipos.
Não é objetivo chegar a um único consenso da estruturação do sistema, a riqueza está
no fato de testar modelos mentais individuais ou compartilhados, esclarecer a realidade de
maneira coletiva e obter percepções a respeito da argumentação dos agentes.

Simulação dinâmica do modelo de gestão do PDP
258
Passo 6: Identificando modelos mentais
Esta fase tem por objetivo identificar os modelos mentais presentes, ou seja, avaliar
idéias preconcebidas que os agentes (ou ainda, atores) envolvidos no sistema têm e que
influenciam seus comportamentos. Os pressupostos nesta fase são que: (a) estrutura
organizacional influencia no comportamento, (b) modelos mentais influenciam as ações
tomadas, e (c) a identificação dos modelos mentais em ação, requer questionamentos sobre
comportamentos e preconceitos arraigados.
Passo 7: Transformando modelos mentais em elementos do sistema
Neste momento do processo é que os fatores chave elencados anteriormente,
posteriormente avaliados dentro do contexto do sistema através da identificação dos modelos
mentais, devem ser representados sob a forma de diagramas causais e círculos de
realimentação. Esta será a base para as futuras avaliações do comportamento produzido pelo
sistema em estudo.
Passo 8: Aplicando arquétipos
Com o uso de arquétipos (estruturas sistêmicas padrão), é possível, de certa forma,
"esperar" determinado comportamento do sistema. Porém, a combinação de arquétipos em
novas estruturas definidas podem modificar o comportamento produzido. Os arquétipos
geram esclarecimentos sobre o comportamento produzido, a partir do momento em que são
estruturas já conhecidas.
Passo 9: Modelagem em computador
A partir do ponto em que se obtém uma representação, com certo consenso, da
realidade, os diagramas causais e respectivos círculos de realimentação, são convertidos em
diagramas de estoque e fluxo, apoiados por suas respectivas equações matemáticas. A
principal função da modelagem matemática e simulação por computador, é a possibilidade de
reavaliação da percepção proveniente dos modelos mentais, além dos custos reduzidos e
tomadas de ações, além de inferências impossíveis de serem feitas no sistema real.
Passo 10: Reprojetando o sistema
Reprojetar o sistema é planejar alterações na estrutura visando alcançar os resultados
desejados. Isto significa, reavaliar as inter-relações existentes entre os elementos do sistema,

Simulação dinâmica do modelo de gestão do PDP
259
buscar novas informações e alterar diretrizes ou políticas inseridas na conceituação mental ou
organizacional existente.
Convém salientar que estes são os passos lógicos e orientativos para se avaliar a
realidade e modelar sistemas, mas não necessariamente devem ser realizados em sua
totalidade ou nesta ordem.
10.1.6 Validação de Modelos Dinâmicos
WIAZOWSKI et al. (1999) afirma que os modelos de simulação dinâmica são
descrições abstratas do “mundo real” que permitem representar problemas complexos
caracterizados por um comportamento que muda com o decorrer do tempo (dinâmico). A
simulação de modelos dinâmicos gera informações com base nas pressuposições consideradas
durante sua elaboração e, para estudar o comportamento real de um sistema, seria necessário
que o modelo pudesse reproduzir na íntegra esta realidade, o que na maioria das vezes é
impossível.
GRCIC & MUNITIC (2000) defendem que durante a elaboração do modelo algumas
características dinâmicas são atribuídas na forma de variáveis subjetivas, ou seja, para a
compreensão destas características dinâmicas são utilizadas fontes empíricas e subjetivas,
tornando inadequados os testes de validação tradicionalmente conhecidos. FORD (1999), na
mesma linha de pensamento, defende que a validação deveria ser feita de forma subjetiva,
através de julgamentos de analistas, que analisarão se o modelo é “útil” para o objetivo
proposto.
STERMAN (2000) afirma que todos os modelos são “incorretos”, isto é, não
conseguem representar a realidade como ela é, apenas se aproximam dela, portanto, o valor do
julgamento da validação do modelo está relacionado à escolha do modelo apropriado para
melhor compreensão de um determinado sistema. Daí a importância de identificar claramente
o problema a ser explorado e contextualizá-lo em relação à abrangência do modelo a ser
adotado. Geralmente, espera-se que a validação de um modelo seja tratada de forma numérica
e quantitativa, entretanto, SHANNON (1995) argumenta que a validação de um modelo de
simulação dinâmica não deve se restringir à simples escolha de válido ou não válido. A
análise deve considerar aspectos relacionados à possibilidade de compreender o modelo
mental adotado para elaboração do modelo matemático, à possibilidade de inserir novas
fontes de conhecimento que ampliem o modelo para compreensão de um sistema maior e à
possibilidade de avaliar o comportamento produzido pelo sistema ao longo do tempo na forma

Simulação dinâmica do modelo de gestão do PDP
260
de análise de tendências de comportamento e não através de resultados onde se busca o
“ponto ótimo”.
Segundo FORRESTER (1980), não existe um teste único e suficiente para validar um
modelo dinâmico, e sim, um amplo processo de validação que compreenda a comparação do
modelo com a realidade de forma empírica. É importante ressaltar que a palavra “empírica”
quer dizer “baseado na experiência” ou “derivado da experiência”. Portanto, informações
empíricas para testar um modelo incluem informações em diversos formatos, além das
estatísticas tradicionais. A confiança em modelos dinâmicos, segundo FORRESTER (1980),
cresce gradualmente na medida que os diversos públicos do modelo, cada um com seus
próprios interesses e objetivos convergem para a aceitação das premissas adotadas no modelo.
Para o pesquisador, um modelo é considerado útil se gera compreensão sobre a estrutura do
sistema real, faz predições corretas e estimula questões significativas para pesquisas futuras.
Existem diversos autores que citam diferentes formas de validação de modelos de
sistemas dinâmicos. Dentre tantos, serão descritos os citados por FORRESTER (1980), PIDD
(1992) e FORD (1999).
Testes de Estrutura do Modelo
Embora todos os testes relacionados aos modelos dinâmicos tenham como objetivo
verificar a validade da sua estrutura, os testes que serão descritos são os comumente mais
utilizados por considerarem na análise a estrutura associada ao comportamento produzido
pelo modelo.
Teste de Verificação da Estrutura
Verificar a estrutura significa comparar a estrutura do modelo diretamente com a
estrutura do sistema real que o modelo representa. Para que o modelo seja aprovado neste
teste, sua estrutura não deve contradizer o que se conhece a respeito do sistema real. A
verificação da estrutura do modelo deve incluir revisão das hipóteses consideradas na sua
construção por profissionais habilitados, conhecedores do sistema real. Na maioria dos casos,
o teste para verificação da estrutura do modelo é conduzido primeiramente tomando como
base o conhecimento pessoal do construtor do modelo e, a partir daí, o mesmo é estendido
objetivando incluir críticas efetuadas por outros profissionais com experiência no sistema real
a partir do qual o modelo foi baseado.

Simulação dinâmica do modelo de gestão do PDP
261
Testes de Verificação de Parâmetros
Os parâmetros do modelo podem ser verificados através de fatos ocorridos em
sistemas reais, neste caso a estrutura do modelo pode ser comparada ao conhecimento
disponível. Em relação a correspondência conceitual, esta significa que os parâmetros
condizem com os elementos da estrutura do sistema real. A verificação numérica envolve
determinar se os valores atribuídos para os parâmetros variam dentro de uma faixa de
operação adequada. A classificação entre parâmetros fixos e variáveis é muito tênue e,
depende do objetivo e do horizonte de tempo do modelo. Certos conceitos que são
considerados constantes no curto prazo podem exigir variações caso o período de execução da
simulação seja um intervalo de tempo maior.
Os testes relativos a verificação da estrutura e a verificação dos parâmetros estão inter-
relacionados e são dependentes.
Testes de Verificação das Condições Extremas
Quando os testes relativos as condições extremas são aplicados ao modelo, o resultado
é um modelo mais aperfeiçoado e aproximado às condições reais de operação do sistema.
Como exemplo de condições extremas, temos: se todas as atividades de desenvolvimento de
uma etapa foram realizadas, o fluxo de execução deve cair a zero enquanto o estoque deve
acumular o número total de atividades.
A estrutura de um modelo, segundo a abordagem da Dinâmica de Sistemas, deve
permitir a combinação de níveis extremos (variáveis de estado) no sistema que está sendo
representado. Um modelo deve ser questionado se o teste de condições extremas não for
efetuado. Não pode ser considerado um argumento aceitável afirmar que se uma condição
extrema particular ocorrer no sistema real, ela não deve ocorrer no modelo desenvolvido. O
teste de condições extremas é efetivo por duas razoes: primeiro, é um teste eficiente quando
se deseja descobrir falhas na estrutura do modelo, este teste pode revelar a importância de
variáveis que foram omitidas no modelo; e, segundo, pois permite a análise de sensibilidade
do modelo em faixas de operação que reproduzem condições que raramente ocorrem no
sistema real, mas que podem vir a ocorrer.
Teste de Consistência Dimensional
É um teste simples, porém relevante. O teste de consistência dimensional está
relacionado à análise das equações diferenciais do modelo. A abordagem da Dinâmica de
Sistemas tem como base, equações diferenciais simples entre fluxos de entrada e saída de

Simulação dinâmica do modelo de gestão do PDP
262
estoques. A análise destas equações de forma descritiva permite ao analista compreender as
premissas adotadas no modelo, além da verificação da consistência da estrutura. Este teste é
mais eficiente quando aplicado em conjunto com o teste de variação dos parâmetros adotados
no modelo.
10.1.7 Considerações
A forma como a abordagem da Dinâmica de Sistemas foi apresentada neste capítulo,
demonstra que esta é uma ferramenta eficaz de análise e aprendizado de sistemas sócio–
técnico–econômicos, desde que suas implicações e limitações sejam conhecidas. Fica claro
que o papel do analista ou modelador é de vital importância na concepção e tradução do
modelo mental em um modelo matemático que represente o sistema real. Não se espera que
todas as variáveis que influenciam no comportamento de um sistema, sem exceção, sejam
consideradas na concepção do modelo. STERMAN (2000) define que em um sistema, os
limites da modelagem devem estar bem compreendidos, ou variáveis de interesse podem ser
desconsideradas em favor de outras menos importantes.
É a partir de todas as considerações feitas neste tópico(10.1), que se justifica a
importância de utilizar a Dinâmica de Sistemas para modelar o processo de desenvolvimento
de produtos e avaliar como premissas adotadas no modelo, o qual deve refletir as variáveis de
influência no PDP e a estrutura do sistema real, influenciam o tempo de desenvolvimento.
Pode-se então dizer que a abordagem da Dinâmica de Sistemas é uma poderosa ferramenta
analítica que permite aos gerentes avaliar onde e quando é necessária a sua intervenção, para
que o tempo de desenvolvimento seja reduzido.
10.2 A Modelagem da Estrutura do Processo de Desenvolvimento de Produtos
A seguir será demonstrado o processo de elaboração do modelo da Estrutura do PDP
com base no APQP, segundo a abordagem da Dinâmica de Sistemas. Serão também
discutidas as premissas utilizadas no modelo, além da demonstração do modelo no formato de
estoques e fluxos e a elaboração do flight simulator.
10.2.1 Por Que Modelar a Estrutura do Processo de Desenvolvimento de Produtos ?
Um importante fator que influencia os resultados do PDP é a Estrutura do Processo de
Desenvolvimento de Produtos. Não se pode afirmar o grau de importância deste fator em
relação aos outros fatores da gestão do PDP, porém, observa-se um alto grau de valorização e
compreensão, por parte dos profissionais envolvidos no PDP, de como está definida a
Simulação dinâmica do modelo de gestão do PDP
263
estrutura de desenvolvimento de produtos sob a forma de etapas e atividades em suas
empresas. A importância deste fator para as empresas, principalmente de autopeças, se reflete
na própria exigência de processos estruturados em etapas e atividades para o desenvolvimento
de novos produtos. O melhor exemplo deste fato é elaboração de um manual de referência de
um modelo de estrutura para o desenvolvimento de produtos conhecido como APQP para as
empresas signatárias da QS 9000, além de exigências indiretas no mesmo sentido realizadas
por outras normatizações, como por exemplo: nas exigências da VW com seu VDA 6 (1997)
parte 3 e nas normas ISO 9001 (2000), requisitos 7.3 e 7.3.1, além de outras.
O objetivo principal neste tópico é elaborar um modelo na forma de diagramas de
fluxos e estoques que permitam representar a estrutura de desenvolvimento de produtos
adotado no APQP e que possibilite analisar, como alguns fatores influenciam o tempo de
desenvolvimento de produtos, através da análise da velocidade com a qual as atividades
requeridas dentro de cada etapa do APQP são realizadas.
Existem inúmeros fatores que influenciam a velocidade com a qual as atividades são
concluídas. Entretanto, no modelo, apenas alguns serão abordados, de forma geral os
relacionados à disponibilidade de recursos humanos e tecnológicos e à capacitação ou
competência destes recursos em realizar as atividades requeridas com eficácia. Isto se deve ao
fato que na literatura pesquisada, pôde-se observar que os trabalhos sobre o uso da Dinâmica
de Sistemas no PDP apresentam em linhas gerais:
• modelos que focam a quantidade e efetividade dos recursos humanos, independente
da estrutura do processo de desenvolvimento (ABDEL-HAMID (1984),
RICHARDSON & PUGH (1981));
• modelos cuja premissa é considerar que os recursos humanos são competentes para
realizar as atividades requeridas em cada etapa, considerando ainda, uma etapa
genérica para estrutura de desenvolvimento (FORD & STERMAN (1998));
• modelos que focam a alocação de recursos humanos entre as etapas de
desenvolvimento independente de sua competência para execução das atividades e da
estrutura do PDP adotada (REPENNING (2000)).
Portanto, o modelo elaborado, de forma simples, considerou os aspectos de
disponibilidade de recursos, tanto humanos quanto tecnológicos, o grau de capacitação dos
recursos humanos em realizar as atividades requeridas e a alocação de recursos entre as etapas
do desenvolvimento e realização do retrabalho existente durante todo o processo de

Simulação dinâmica do modelo de gestão do PDP
264
desenvolvimento. No decorrer da descrição do modelo, as premissas adotadas serão
discutidas.
10.2.2 APQP – Planejamento Avançado da Qualidade do Produto
No APQP, tem-se uma estrutura que define claramente quais etapas e atividades
devem ser realizadas no PDP. Por ser este difundido no setor de autopeças, será utilizado
como referência para a elaboração do modelo segundo a abordagem da Dinâmica de
Sistemas. A Figura 10.11 demonstra as etapas do APQP.
Figura 10.11: Modelo de estrutura do PDP (APQP, 1994)
Faz-se a seguir uma breve descrição das etapas e atividades que compõem o APQP.
Etapa 1: Planejamento
Etapa que consiste em determinar as necessidades e expectativas dos clientes com o
objetivo de planejar o programa de desenvolvimento de produto. Neste momento do PDP
deve-se ter o cliente sempre em mente. Ou seja, as atividades a serem realizadas nesta etapa
têm por finalidade garantir que houve compreensão das necessidades do cliente anteriormente
ao início, propriamente dito, do projeto. Estas são:
1. Levantar a “Voz do Cliente” (pesquisa de mercado, informação da qualidade e dados
históricos);
2. Elaborar plano de negócios;
3. Fazer benchmarking de produto e processo;
4. Levantar premissas de produto e processo;

Simulação dinâmica do modelo de gestão do PDP
265
5. Estimar valores para confiabilidade de produto;
6. Buscar dados técnicos de clientes;
7. Definir metas para o projeto;
8. Definir metas para a qualidade e confiabilidade;
9. Elaborar lista preliminar de materiais;
10. Elaborar fluxograma preliminar de processo;
11. Elaborar lista preliminar de características especiais de produto e processo;
12. Definir plano de garantia do produto;
13. Analisar criticamente o desenvolvimento com o “suporte” da gerência.
Etapa 2: Desenvolvimento e Projeto do Produto
Neste momento do PDP as características do projeto são melhor especificadas e inicia-
se a construção de protótipos, para verificar se o produto ou serviço alcança as expectativas
dos clientes. Nesta etapa verifica-se se o desenvolvimento está de acordo com os requisitos do
cliente. As atividades a serem realizadas são:
1. Elaborar o DFMEA;
2. Elaborar o DFA e DFM;
3. Verificar o projeto;
4. Revisar o projeto;
5. Construir o protótipo e elaborar o plano de controle de protótipo;
6. Elaborar desenhos;
7. Definir especificações de engenharia;
8. Definir especificações de material;
9. Revisar desenhos e especificações;
10. Definir requisitos de equipamentos, ferramentais e instalações;
11. Definir características especiais de produto e processo;
12. Definir requisitos de instrumentos e equipamentos de teste;
13. Analisar criticamente com o “suporte” da gerência.
Etapa 3: Desenvolvimento e Projeto do Processo
Esta etapa envolve o desenvolvimento de um processo produtivo efetivo, o qual
assegure que os requisitos do cliente e suas necessidades sejam alcançados. Para que isso
ocorra, recomenda-se a realização das seguintes atividades:
1. Definir padrões de embalagem;

Simulação dinâmica do modelo de gestão do PDP
266
2. Revisar sistema de qualidade de produto e processo;
3. Finalizar fluxo de processo;
4. Definir layout de fábrica;
5. Elaborar matriz de características;
6. Elaborar o PFMEA;
7. Elaborar plano de controle de pré-lançamento;
8. Elaborar instruções de trabalho;
9. Definir plano de análise do sistema de medição;
10. Definir plano de estudo da capacidade preliminar de processo;
11. Definir especificações de embalagem;
12. Analisar criticamente com o “suporte” da gerência.
Etapa 4: Validação do Produto e do Processo
Neste estágio realiza-se a validação do processo de manufatura através da execução de
um lote piloto. O objetivo é assegurar que todas as atividades realizadas anteriormente tenham
saído como planejado e tenham proporcionado produtos conforme requisitos do cliente
(especificações, volume de produção e etc.). Durante esta etapa, as atividades a serem
realizadas são:
1. Fazer lote piloto;
2. Avaliar sistema de medição;
3. Avaliar capacidade preliminar de processo;
4. Aprovar peças de produção;
5. Realizar testes de validação;
6. Avaliar embalagem;
7. Elaborar plano de controle da produção;
8. Analisar criticamente com o “suporte” da gerência e dar o sign-off.
Etapa 5: Feedback, Avaliação e Ação Corretiva
Após a validação e implementação do processo produtivo, avalia-se a efetividade do
plano da qualidade do produto tendo como base o plano de controle da produção. O objetivo
desta etapa é reduzir a variabilidade do processo, garantir a solução de problemas e propiciar
a melhoria contínua, servindo como retro-alimentação do PDP. As atividades que devem ser
realizadas durante esta etapa são:
1. Analisar e reduzir a variação de processo;

Simulação dinâmica do modelo de gestão do PDP
267
2. Analisar e corrigir o desempenho do produto em campo (satisfação do cliente);
3. Analisar serviços e entrega.
Observa-se então que a velocidade e qualidade com que são desenvolvidas as
atividades em cada etapa, influenciam diretamente os resultados do PDP, ou ainda, pode-se
afirmar que a produtividade associada a cada etapa é um determinante no desempenho do
PDP.
10.2.3 Relação de Precedência entre as Etapas e Atividades do APQP
O Manual de Referência do APQP, define uma relação de precedência das atividades a
serem realizadas e demonstra que, à medida que as atividades de uma etapa vão sendo
realizadas, atividades de etapas subsequentes podem ser iniciadas. De forma a simplificar a
compreensão, a Figura 10.12 demonstra a relação de precedência entre as etapas e atividades
do APQP.
Figura 10.12: Relação de Precedência de Etapas e Atividades do APQP.
Etapa 1
Etapa 2
Etapa 3
Etapa 4
Etapa 5

Simulação dinâmica do modelo de gestão do PDP
268
A partir da Figura 10.12 é possível então visualizar como atividades de uma etapa
“alimentam” a execução das etapas posteriores, o que é um conceito importante de se
considerar no modelo, pois define o grau de simultaneidade entre etapas e define a
probabilidade de retrabalhos existentes em atividades realizadas dentro de cada etapa, as quais
porém, podem ter sido realizadas em etapas anteriores. Observa-se na Figura 10.12 que para
iniciar a primeira atividade da etapa 2 (DFMEA), deve-se ter concluído no mínimo até a
atividade “Metas para a Qualidade e Confiabilidade” na etapa 1, ou seja, deve-se realizar oito
atividades da etapa 1 para então iniciar a etapa 2.
10.3 Diagramas Causais associados ao PDP
A estrutura conhecida como Diagrama Causal, possibilita visualizar a inter-relação
existente entre os efeitos e suas causas dentro de um sistema. Elaborou-se um diagrama causal
genérico relacionado ao PDP a partir do modelo de referência adotado para este Projeto de
Pesquisa, que em resumo, demonstra que os principais fatores que interferem no PDP são:
• A Estratégia Corporativa Competitiva adotada pelo grupo empresarial para
produtos e mercados;
• A Estratégia de Desenvolvimento de Produtos, ou ainda, a inter-relação
existente entre os projetos dos produtos;
• A Estrutura Organizacional de Desenvolvimento de Produtos;
• A Estrutura do Processo de Desenvolvimento de Produtos;
• Os Métodos e Ferramentas empregados para o Desenvolvimento de Produtos;
• A Capacitação Gerencial e Técnica de Desenvolvimento de Produtos.
A Figura 10.13 busca relacionar estes fatores de forma ampla, o objetivo é entender
como a partir deste diagrama macro desenvolveu-se o diagrama causal específico relacionado
à Estrutura do PDP (Figura 10.14).

Simulação dinâmica do modelo de gestão do PDP
269
Figura 10.13: Diagrama Causal Geral dos Fatores que Influenciam o PDP.
Figura 10.14: Diagrama Causal Específico para a Estrutura do PDP.
É importante diferenciar o objetivo dos dois diagramas causais elaborados. No
primeiro, tem-se uma visão geral de como os fatores estão inter relacionados e afetam o PDP.
A análise poderia ter início no elemento ESTRATÉGIA CORPORATIVA, através do
questionamento: Como a estratégia definida pela corporação irá influenciar a estratégia
interna de desenvolvimento de produtos? Fica claro que à medida que esta questão é
entendida, pode-se prosseguir a análise ao elemento INVESTIMENTOS NA CAPACIDADE
DE DP e assim por diante.
No segundo caso (Figura 10.14), o diagrama causal elaborado representa parte do
primeiro diagrama acrescido dos elementos de interesse do estudo da Estrutura do Processo de
Desenvolvimento de Produtos. Neste, os elementos são focados na sistemática relacionada à

Simulação dinâmica do modelo de gestão do PDP
270
estrutura, a qual busca avaliar como os recursos humanos e tecnológicos alocados afetam o
tempo de execução das atividades de cada etapa do APQP e, como um todo, do PDP.
A análise pode ser iniciada no elemento ESTRUTURA DO PDP, a qual definirá quais
e quantas atividades deverão ser realizadas no PDP. A seguir, a análise prossegue buscando
entender como a capacidade e disponibilidade dos RECURSOS HUMANOS e RECURSOS
TECNOLÓGICOS interferem no tempo de execução das atividades e na quantidade de
atividades que deverão ser retrabalhadas, as quais também afetarão o PRAZO DE
CONCLUSÃO DE CADA ETAPA E DO PDP.
Este tipo de análise facilita a elaboração do modelo no software. Não se trata de um
pré-requisito realizar o diagrama causal, porém permite ao analista não perder o foco da
abrangência do modelo, além de ajudar a perceber quais são as relações existentes entre os
elementos do sistema.
10.4 Modelo Proposto sob a Forma de Diagramas de Fluxos e Estoques
A elaboração do modelo e as premissas adotadas no mesmo partiram de modelos
mentais e conceitos associados ao processo de desenvolvimento de produtos de especialistas,
de profissionais da área e de observações obtidas nas pesquisas de campo deste Projeto.
Diversas discussões foram feitas sobre os requisitos do modelo e, anteriormente à sua
elaboração, os requisitos foram comparados aos requisitos de modelos de gestão do PDP
disponíveis na literatura (ABDEL-HAMID (1984), RICHARDSON & PUGH (1981), FORD
& STERMAN (1998), REPENNING (2000)). A simulação foi realizada com o software
STELLA.
10.4.1 O Modelo de uma Etapa Genérica do APQP
A Figura 10.15 demonstra a estrutura genérica adotada para cada etapa do APQP.
O primeiro estoque do tipo reservatório “Ativ Exec N Verif”, corresponde às
atividades requeridas que foram realizadas, porém serão ainda verificadas, ou em sua
totalidade ou parcialmente. Este estoque demonstra quantas atividades foram executadas num
determinado intervalo de tempo. Considera-se que o tempo médio de execução das atividades
e o número de atividades a serem realizadas influenciam na velocidade ou taxa de execução
destas atividades de uma determinada etapa. Vê-se, na Figura 10.15, estas variáveis
representadas por conversores ligados ao fluxo “tx exec” e ao estoque descrito anteriormente.
Na medida que as atividades requeridas na etapa vão sendo executadas com uma determinada
velocidade, vão sendo verificadas com uma defasagem de tempo em relação à execução.

Simulação dinâmica do modelo de gestão do PDP
271
Figura 10.15: Estrutura Genérica das Etapas do APQP.
A segunda parte da estrutura representada por um fluxo de saída do estoque “Ativ
Exec N Verif” ligado ao estoque “Ativ Verif”, representa as atividades que vão sendo
analisadas, às quais será definida uma disposição: estão concluídas satisfatoriamente ou
deverão ser retrabalhadas ou melhoradas antes de serem consideradas concluídas. A
velocidade com que as atividades são verificadas é influenciada pelo tempo médio de
verificação destas atividades, o qual geralmente é menor que o tempo de execução das
mesmas, e pela disponibilidade de atividades já executadas, e é representada pelo fluxo “tx
verif”, o qual determina a relação entre executar – verificar – testar na etapa. A premissa
adotada nesta parte da estrutura é que a verificação é um processo que pode ocorrer
simultaneamente à realização da atividade ou pode demandar um tempo maior. Como por
exemplo: a elaboração de um fluxo do processo é rápida e verificada instantaneamente,
porém, a elaboração de protótipos pode levar um tempo maior e requerer avaliações
posteriores mais demoradas. Por este motivo, adota-se o tempo médio de execução e
verificação das atividades em cada etapa.
A terceira parte da estrutura representa o retrabalho existente na etapa do APQP. A
quantidade de atividades a serem retrabalhadas em uma etapa depende da competência
disponível para execução das atividades requeridas na etapa. Isto significa que quanto maior o
grau de capacitação da empresa ou dos times de desenvolvimento, menor será a probabilidade
das atividades terem de passar por retrabalho ou melhorias. A variável relacionada ao grau de
capacidade em realizar as atividades de desenvolvimento será inserida futuramente na

Simulação dinâmica do modelo de gestão do PDP
272
continuidade deste trabalho. O estoque “Ativ Retrab” demonstra quantas atividades foram
retrabalhadas numa determinada etapa e, a velocidade com a qual as atividades são
retrabalhadas é definida pelo tempo médio de realização do retrabalho, considerado no
modelo sempre inferior ao tempo de execução das atividades.
A partir do momento que as atividades são consideradas concluídas satisfatoriamente,
a etapa posterior do APQP é iniciada. O conversor “Ativ Concluídas” deve assumir o valor
numérico igual à quantidade de atividades a serem realizadas na etapa. Um ponto importante a
ser ressaltado é a correlação entre a Figura 10.12 e esta parte do modelo. As relações de
precedência podem ser embutidas no modelo a fim de conferir o grau de simultaneidade
existente entre as etapas e atividades do PDP. Caso seja considerado no modelo que é
necessário concluir todas as atividades dentro de uma etapa para dar inicio à etapa
subseqüente, pode-se considerar que há pouca simultaneidade no desenvolvimento, caso
contrário, pode-se embutir no modelo que a partir de um certo número de atividades
concluídas satisfatoriamente, a etapa subseqüente pode ser iniciada. É importante lembrar que
cada empresa confere um determinado grau de simultaneidade ao seu PDP.
As equações associadas aos estoques da estrutura genérica do PDP são:
(1) Ativ_Exec_N_Verif (t) = Ativ_Exec_N_Verif (t – dt) + (tx_exec – tx_verif)*dt
(2) Ativ_Verif (t) = Ativ_Verif (t – dt) + (tx_exec_retrab)*dt
(3) Ativ_Retrab (t) = Ativ_Retrab (t – dt) + (tx_exec_retrab)*dt
Estas equações diferenciais demonstram a relação de entrada e saída de atividades em
diferentes situações. Ou seja, avalia-se nos diferentes momentos do tempo de
desenvolvimento, quantas atividades foram executadas, verificadas, retrabalhadas e
concluídas satisfatoriamente em cada etapa.
Os conversores, ou ainda, as variáveis que influenciam a velocidade da execução das
atividades em todos os fluxos da estrutura genérica, são:
(4) n_ativid (t) = parâmetro 1 – Ativ_Exec_N_Verif (t)
Esta equação especifica o número de atividades a serem realizadas na etapa do APQP.
No momento t = 0, o número de atividades é igual ao definido no parâmetro 1, que varia de
acordo com o requerido na etapa. Na medida que o tempo passa, as atividades são executadas
e o número de atividades a realizar na etapa deve cair.

Simulação dinâmica do modelo de gestão do PDP
273
(5) tempo_médio_exec_ativ = 1/grau_capac_desenv
O tempo médio de execução das atividades é influenciado pelo grau de capacidade em
desenvolver produtos, o qual pode variar de 0 a 1. Quando o grau for máximo o tempo médio
será o estimado, o qual está definido no software STELLA (menu Run: time especification) e
chamado de DT. À medida que o grau de capacidade é menor, o tempo médio para realização
das atividades será maior.
(6) tempo_médio_ver_ativ = tempo_médio_exec_ativ/parâmetro 2
Da mesma forma que em (5), o tempo médio de verificação das atividades depende da
capacitação dos recursos humanos e disponibilidade de recursos tecnológicos. Porém,
assume-se que este tempo está correlacionado com o tempo de execução das atividades a
partir de um parâmetro que pode ser definido para cada caso. Caso o parâmetro 2 seja igual a
3, significaria que o tempo médio de verificação das atividades corresponde a 1/3 do tempo de
execução.
(7) Ativid_p_retrab = (parâmetro 3*Ativ_Verif – Ativ_Retrab)
O número de atividades para serem retrabalhadas ou melhoradas, depende da
probabilidade de existência de atividades para retrabalho definida pelo parâmetro 3, o qual
está associado à alocação e experiência dos recursos na referida etapa.
(8) tempo_médio_exec_retrab = tempo_médio_exec_ativ/parâmetro 4
O tempo médio de execução do retrabalho é definido da mesma forma que em (6), ou
seja, o parâmetro 4 irá definir a relação entre o tempo médio de execução das atividades e o
tempo médio de execução do retrabalho em atividades que o requeiram.
(9) Ativ_Concluídas = (Ativ_Verif - Ativ_Verif * parâmetro 3) – Ativ_Retrab
O número de atividades concluídas é o resultado do número de atividades concluídas
satisfatoriamente (verificadas e sem necessidade de retrabalho) e o número de atividades
Simulação dinâmica do modelo de gestão do PDP
274
retrabalhadas, representadas pelo parâmetro 3. O valor que este conversor deve assumir ao
final da simulação é o número de atividades requeridas para serem realizadas na etapa em
questão.
Todas as equações matemáticas presentes no modelo completo das etapas estão
relacionadas no Anexo 3 deste trabalho.
10.4.2 Os Recursos Humanos e Tecnológicos Agregados ao Modelo
No modelo descrito anteriormente buscou-se agregar variáveis que foram consideradas
importantes e influenciam fortemente os resultados em termos de tempo de desenvolvimento.
Como já mencionado anteriormente, é evidente a importância da disponibilidade e
competência dos recursos envolvidos no PDP em atender aos requisitos presentes nas
atividades de cada etapa do desenvolvimento. As premissas adotadas ao colocar no modelo
estes elementos são:
• Participam dos times de desenvolvimento pessoas de diversas áreas funcionais, quanto
maior a experiência destas no projeto em desenvolvimento, maior o grau de
capacitação dos recursos humanos para realizar as atividades requeridas na etapa;
• As pessoas que participam dos times de desenvolvimento não possuem o mesmo grau
de experiência no projeto e são classificadas como: pouco experiente, com experiência
média e muito experiente;
• Em todos os níveis de experiência uma fração das pessoas é desligada do projeto, seja
integralmente ou parcialmente, por qualquer motivo (demissão, compartilhamento
com outros projetos, novas atribuições e etc.);
• Independente das pessoas que saem do projeto, deve haver novas entradas, partindo do
ponto inicial “com pouca experiência” no projeto em questão;
• Há um aprendizado contínuo durante o desenvolvimento do produto, o qual leva um
certo tempo e capacita os envolvidos desde a pouca experiência até muita experiência
no projeto;
• Os recursos tecnológicos requeridos para realização das atividades são inseridos no
modelo de forma a serem avaliados quanto à sua disponibilidade, independente de
qualquer motivo para sua indisponibilidade (ausência, ocupação e condições de uso).
A Figura 10.16 demonstra a estrutura modelada que abrange a capacitação e
disponibilidade dos recursos humanos e tecnológicos, a qual será agregada ao modelo das

Simulação dinâmica do modelo de gestão do PDP
275
etapas de desenvolvimento.
Figura 10.16: Estrutura do Modelo referente aos Recursos Humanos e Tecnológicos.
Nesta estrutura, procurou-se modelar como os recursos humanos envolvidos no PDP
estão disponíveis e aprendem sobre o projeto durante o desenvolvimento de um produto
específico, além de abordar a interação destes com a disponibilidade dos recursos
tecnológicos para a realização das atividades de cada etapa do APQP.
O primeiro estoque da estrutura “Pouca Exp” representa o total de profissionais
envolvidos com o PDP que estão adquirindo Know how no projeto em desenvolvimento. Isto
se deve a diversos motivos, os quais já foram descritos nas premissas desta estrutura do
modelo. Não é de interesse deste trabalho procurar as razões pelas quais são inseridos no PDP
recursos humanos com pouca experiência. A questão é que isto ocorre, seja devido a
demissões, transferências de um projeto a outro e etc. Este estoque é alimentado por um fluxo
de entrada “total entradas”, o qual representa à medida que profissionais vão se desligando do
projeto, o total de novos profissionais que devem ser repostos e que vão levar um tempo para
aprender sobre o projeto em questão. À medida que estes vão aprendendo, passam pelos
estoques “Exp Media” e “Muita Exp”, sempre considerando que a qualquer momento do
aprendizado durante o processo de desenvolvimento, existe uma fração de profissionais

Simulação dinâmica do modelo de gestão do PDP
276
(engenheiros, técnicos e administradores) que saem do projeto e a seguir são substituídos por
novos profissionais com pouca experiência.
A combinação entre os recursos humanos classificados como pouco, médio e muito
experientes no PDP irá definir a capacidade das pessoas de desenvolver novos produtos
representados no modelo pelo conversor “grau de capacitação rh”, o qual será descrito
detalhadamente a seguir.
O conversor “disponib rec tecn” se refere à fração disponível, em um determinado
momento, de recursos tecnológicos para execução das atividades requeridas em cada etapa.
De forma geral, tem-se que, se 100% dos recursos tecnológicos (softwares, hardwares,
bancadas de testes e etc.) estiverem disponíveis no momento necessário para realização das
atividades, o conversor receberá o valor 1. Na medida que não houver disponibilidade, o valor
deve estar compreendido entre 0 e 0,99.
A combinação entre os conversores “grau de capacitação rh” e “disponib rec tecn”
define o grau de capacidade da empresa em desenvolver novos produtos, mais
especificamente relacionado à execução de um projeto, o qual é representado no modelo pelo
conversor “grau capacidade desenv”. Este conversor assumirá valores entre 0 e 1, e será
conectado à primeira estrutura apresentada anteriormente (Etapa Genérica), com o objetivo
de influenciar o tempo de realização de cada atividade do APQP. A seguir são descritas as
equações mais importantes da estrutura referente aos recursos humanos e tecnológicos do
modelo.
As equações associadas aos estoques da estrutura são:
(10) Pouca_Exp (t) = Pouca_Exp (t – dt) + (total_entradas – capacitação_EM – saída_PE) *
dt
(11) Exp_Media (t) = Exp_Media (t – dt) + (capacitação_EM – capacitação_EE – saída_EM)
* dt
(12) Muita_Exp (t) = Muita_Exp (t – dt) + (capacitação_EE – saída_ME) * dt
Estas equações demonstram em um determinado momento do PDP, qual o grau de
competência dos profissionais ligados a um desenvolvimento específico em realizar as
atividades de desenvolvimento requeridas em uma etapa.
É importante observar que cada empresa tem uma classificação própria quanto à
classificação de competências dos recursos humanos para o desenvolvimento de um novo
produto. Este grau de competência, pode estar relacionado com o tipo de produto
desenvolvido pela empresa (radicais, plataforma e derivados).

Simulação dinâmica do modelo de gestão do PDP
277
Os conversores, ou ainda, as variáveis que definem os parâmetros de fluxos, as
informações de disponibilidade de recursos tecnológicos e o grau de capacidade em realizar as
atividades são descritos a seguir:
(13) frac_saída_PE = parâmetro 5
(14) frac_saída_EM = parâmetro 6
(15) frac_saída_ME = parâmetro 7
Estas três equações definem o percentual de profissionais com pouca experiência (PE),
experiência média (EM) e muita experiência (ME) no projeto que se desligam do referido
desenvolvimento. Isto, na prática, significa dizer que existem perdas de tempo e
conhecimento no PDP decorrentes da saída de pessoas envolvidas no projeto desde o início do
mesmo. Os parâmetros 5, 6 e 7 podem ser estimados para cada empresa. A situação ideal é
que sejam iguais ao valor 0. Isto significaria que o mesmo grupo que iniciou o
desenvolvimento, o acompanhará até o fim do ciclo de vida do produto.
(16) tempo_capacitação_EM = parâmetro 8
(17) tempo_capacitação_ME = parâmetro 9
Estas equações referem-se aos tempos necessários para capacitar profissionais com
pouca experiência (PE) em profissionais com experiência média (EM) e, os profissionais com
experiência média (EM) em muito experientes no projeto (ME). Também neste caso, os
parâmetros 8 e 9 são particulares para cada empresa e podem ser definidos como meses e até
anos. Um exemplo da consideração anterior é que em desenvolvimento de produtos do tipo
derivados, pode ser que o tempo para a capacitação de recursos humanos seja inferior do que
para desenvolvimento de novas plataformas, ou seja, cada caso tem uma característica
particular.
(18) total_saídas = saída_PE + saída_EM + saída_ME
Esta equação faz referência ao número de profissionais desligados do PDP e serve
como informação para que as substituições sejam realizadas. Há neste momento uma
realimentação de reforço (positive causal loop) do sistema. Se o número de saídas for igual a
0, nenhuma mudança ocorrerá no grau de capacitação dos recursos humanos.

Simulação dinâmica do modelo de gestão do PDP
278
(19) grau_de_capacitação_rh = ((Pouca_Exp/(Pouca_Exp+Exp_Media+Muita_Exp)) *
parâmetro 10) + ((Exp_Media/(Pouca_Exp+Exp_Media+Muita_Exp)) * parâmetro 11) +
((Muita_Exp /(Pouca_Exp+Exp_Media+Muita_Exp)) * parâmetro 12)
Esta equação define o grau de capacitação dos recursos humanos partindo das
seguintes relações:
• O parâmetro 10 representa o peso que profissionais com pouca experiência
proporcionam ao grau de capacitação dos recursos humanos em realizar as atividades
requeridas em cada etapa;
• O parâmetro 11 representa o peso que profissionais com experiência média
proporcionam ao grau de capacitação dos recursos humanos em realizar as atividades
requeridas em cada etapa, este peso deve ser superior ao anterior;
• O parâmetro 12 representa o peso que profissionais com muita experiência
proporcionam ao grau de capacitação dos recursos humanos em realizar as atividades
requeridas em cada etapa.
Observando a equação (19), temos que se somente profissionais com muita
experiência estão envolvidos no PDP, teoricamente, o grau de capacidade de realizar as
atividades requeridas pelas etapas do APQP seria maior do que quando há combinações dos
mais diversos tipos de profissionais, porém, pode ser interessante para a empresa mesclar
competências de forma a estimular o aprendizado do PDP.
(20) disponib_rec_tecn = parâmetro 13
Este conversor assume valores entre 0 e 1, onde os extremos representam a falta ou
disponibilidade total de recursos tecnológicos para realização das atividades requeridas em
cada etapa do processo de desenvolvimento de produtos.
(21) grau_capacidade_desenv = grau_de_capacitação_rh * disponib_rec_tecn
A combinação dos conversores referentes a capacidade dos recursos humanos e a
disponibilidade de recursos tecnológicos define qual a capacidade de desenvolvimento de
novos produtos, ou ainda, a capacidade de realizar todas as atividades requeridas no APQP.
Este conversor será conectado ao conversor “tempo_médio_exec_ativ” na etapa genérica do

Simulação dinâmica do modelo de gestão do PDP
279
APQP, realizando assim a inter relação entre recursos humanos e tecnológicos e tempo de
execução das atividades requeridas em cada etapa do APQP.
A Figura 10.17 demonstra a estrutura combinada para o PDP considerando capacidade
de recursos humanos, disponibilidade de recursos tecnológicos e o APQP representado por
uma etapa genérica.
Figura 10.17: Estrutura Combinada para o PDP segundo a abordagem da Dinâmica de
Sistemas.
O Anexo 4 apresenta a estrutura do modelo considerando as 5 etapas do APQP.
10.4.3 O Modelo Completo da Estrutura do Processo de Desenvolvimento de Produtos
Após as explicações realizadas acerca de um modelo que considere recursos humanos
e tecnológicos agregados a um modelo de etapa genérica de desenvolvimento, é importante
replicar esta etapa genérica e realizar os links apropriados para obtermos a representação de
todas as etapas do APQP, as quais totalizam cinco etapas, conforme a abordagem da
Dinâmica de Sistemas. A modelagem de todas as etapas do APQP encontra-se em
desenvolvimento pela Equipe deste Projeto.

Simulação dinâmica do modelo de gestão do PDP
280
10. 5. A Validação do Modelo
Neste tópico é feita inicialmente uma ilustração do modelo proposto utilizando-se a
atribuição de valores extremos aos parâmetros. O objetivo é avaliar como o modelo responde
a estes valores. Conhecido como teste de verificação das condições extremas, este teste
permite avaliar se a estrutura proposta é adequada e se o modelo produzirá o comportamento
esperado. A estrutura do modelo já foi discutida com profissionais das empresas
ZF(Sorocaba-SP) e Arvin Meritor(Limeira-SP). Futuramente serão realizados estudos de caso
em empresas de autopeças (uma das empresas é a Arvin-Meritor, fabricante de Rodas, na
cidade de Limeira-SP) com objetivo de buscar adequações para o modelo na realidade
organizacional, de forma a conferir confiabilidade ao modelo elaborado. Em resumo, ao
longo do tempo, como continuidade desta atividade de pesquisa, pretende-se testar a
viabilidade do modelo em diversas realidades, ampliar o seu escopo incorporando outros de
elementos de gestão, fazer as adequações necessárias e difundir o modelo e suas aplicações
como apoio à gestão do PDP.
10.5.1 Atribuição de Valores Extremos aos Parâmetros do Modelo
Como apresentado no tópico 10.3 deste Relatório, existem vários testes descritos
como importantes para validação de um modelo dinâmico. Dentre os testes citados, o teste de
verificação das condições extremas do modelo pode ser realizado independentemente dos
demais, o qual trata basicamente de atribuir valores extremos aos parâmetros do modelo. O
resultado esperado com isso, é um comportamento previsível, óbvio e que será demonstrado
graficamente no ambiente de interface do software. De forma a simplificar as análises, os
resultados somente serão demonstrados de forma gráfica. Recordando que o número de
atividades a ser realizadas em cada etapa do APQP é: etapas 1 e 2 iguais a 13 atividades, etapa
3 igual a 12, etapa 4 igual a 8 e etapa 5 igual a 3, totalizando 49 atividades. A seguir serão
atribuídos valores extremos aos parâmetros do modelo.
Situação 1: Número de profissionais com pouca (PE), média (EM) e muita experiência (ME)
disponíveis para realizar as etapas e atividades do APQP iguais a zero.
Graficamente o que se espera é que nenhuma atividade seja iniciada no APQP, pois
este parâmetro demonstra que não há profissionais disponíveis para realizá-las. A Figura
10.18 demonstra o resultado atingido.

Simulação dinâmica do modelo de gestão do PDP
281
Figura 10.18: Resultado da simulação onde recursos humanos não estão disponíveis para
execução das atividades.
Graficamente, observa-se que nenhuma atividade é iniciada. O gráfico acima tem no
eixo x o tempo de desenvolvimento em meses, e no eixo y está o número de atividades de
cada etapa. Logo acima, tem-se um painel com a descrição de cada etapa associada a uma cor
e números. Por exemplo, caso fossem realizadas atividades na etapa 1, o número de atividades
realizadas apareceria abaixo do descrito em azul, cujo número é 1. Já a etapa 2 seria
referenciada em vermelho e assim por diante. Assim, a cada momento do tempo de
desenvolvimento (eixo x) é possível visualizar quantas atividades foram concluídas em cada
etapa. Neste caso, vê-se que nenhuma atividade é realizada.
Situação 2: Considerando-se que somente profissionais experientes no projeto estão
executando as atividades e que os percentuais de retrabalho de atividades em cada etapa seja
de 90%, e o tempo de retrabalho ser igual ao tempo de execução original da atividade.
Situação 3: Considerando-se que somente profissionais experientes no projeto estão
executando as atividades e que os percentuais de retrabalho em cada etapa sejam de 10%,
além do tempo de retrabalho ser cinco vezes menor que o tempo de execução original da
atividade.

Simulação dinâmica do modelo de gestão do PDP
282
Os resultados esperados na situação 2 devem demonstrar um tempo maior de execução
das atividades de cada etapa, enquanto que na situação 3, o tempo de desenvolvimento, ou
seja de conclusão das atividades deve ser bem menor. A Figura 10.19 representa a situação 2
e a Figura 10.20 representa a situação 3.
Figura 10.19: Resultados da simulação onde 90% das atividades são retrabalhadas em cada
etapa com tempo igual ao tempo de execução.
Observa-se na Figura 10.19, que o painel superior está indicando o número de
atividades realizadas para cada etapa, e que corresponde ao número total de atividades,
quando o painel inferior está marcando 24 meses. Isto significa que na situação 2, o tempo de
desenvolvimento seria 24 meses.

Simulação dinâmica do modelo de gestão do PDP
283
Figura 10.20: Resultados da simulação onde 10% das atividades são retrabalhadas com tempo
cinco vezes menor que o tempo de execução.
A Figura 10.20 demonstra que as atividades são concluídas em cada etapa, com os
parâmetros da situação 3, num tempo de desenvolvimento de 18 meses, conforme marca o
painel inferior. Observa-se também, que há uma mudança na inclinação das curvas, o que
demonstra que na situação 2 o número de atividades realizadas e concluídas satisfatoriamente,
leva um tempo maior que na situação 3.
Situação 4: Não há restrições quanto à relação de precendência entre as atividades, ou seja, o
grau de simultaneidade é máximo no desenvolvimento. Todas as atividades em qualquer
etapa iniciam ao mesmo tempo em t = 0. A Figura 10.21 demonstra esta situação hipotética.
Na Figura 10.21 é possível visualizar que considerando um tempo médio hipotético de
execução das atividades e, onde o grau de simultaneidade é o máximo possível, todas as
etapas iniciam e terminam aproximadamente juntas, neste exemplo com um tempo de
desenvolvimento igual 13 meses.

Simulação dinâmica do modelo de gestão do PDP
284
Figura 10.21: Resultados da simulação onde não há relação de precedência entre as etapas e
atividades do APQP.
Situação 5: nesta situação as atividades da etapa subseqüente somente podem ser executadas
no momento em que as atividades da etapa anterior forem concluídas. Isto significa que não
há simultaneidade na execução do processo de desenvolvimento de produtos. A Figura 10.22
representa esta situação hipotética.
Figura 10.22: Resultados da simulação onde as etapas e atividades são realizadas de forma
seqüencial.

Simulação dinâmica do modelo de gestão do PDP
285
A partir da Figura 10.22 é possível observar que as atividades da etapa 2 somente são
iniciadas quando as atividades da etapa 1 são concluídas. O mesmo ocorre para as demais
etapas. O que se tem com isso é um aumento no tempo do processo de desenvolvimento de
produtos. Neste exemplo, observa-se que a etapa 5 somente é iniciada após 48 meses do início
do desenvolvimento.
As situações descritas anteriormente são úteis para demonstrar como o modelo está
respondendo aos parâmetros escolhidos e alterados. A constatação é que o modelo está
apresentando o comportamento esperado com parâmetros extremos e hipotéticos. Como
continuidade deste trabalho de pesquisa todos os parâmetros apresentados assumirão valores
reais, a partir de estudos de caso. A partir daí, os demais testes de validação do modelo serão
realizados.

Considerações finais do projeto
286
11. Considerações Finais do Projeto
11.1 Síntese dos resultados da pesquisa
Quanto à revisão bibliográfica e tendências gerais da gestão do PDP
O processo de desenvolvimento de produtos é um dos mais importantes, pois é por
meio dele que a empresa pode criar novos produtos mais competitivos e em menos tempo
para atender à constante evolução do mercado. Um bom desempenho nesse processo cria
condições para sobrevivência da empresa no longo prazo, uma vez que permite disponibilizar
ao mercado um fluxo contínuo de produtos desejados e competitivos que asseguram a
preferência dos clientes e as vendas futuras.
Nesse mercado existem clientes cada vez mais exigentes e competidores globais, que
conseguem lançar constantemente novos produtos a preços cada vez menores.Cada novo
produto traz uma novidade diferente do anterior. Assim, além de atender continuadamente às
necessidades dos clientes, esses produtos deve oferecer maior número de funcionalidades,
tornando-se atrativos e fazendo com que o cliente deseje substituir o anterior.
Para enfrentar os desafios deste novo mercado muitas são as tendências e mudanças no
desenvolvimento de produto da fábrica do futuro, começando pela própria definição do que é
desenvolver produto. O processo de desenvolvimento de produto, classicamente visto como
aquele que produz as informações para a manufatura, é visto hoje como um amplo processo,
que pode integrar desde atividades do planejamento estratégico da empresa até a retirada do
produto do mercado. Este novo enfoque é uma resposta aos desafios impostos às empresas de
manufatura na área de desenvolvimento de produto.
Quanto ao escopo há uma ampliação da definição em ambos os sentidos do processo
de negócio. Desenvolver um produto passa a ser mais do que preparar informação para o
pessoal de manufatura realizar seu trabalho, mesmo quando esta é localizada dentro do
conceito de processo de negócio. Cada vez mais incorpora-se neste processo as atividades
necessárias para suportar a produção, lançamento e acompanhamento do produto no mercado.
Há também a ampliação do processo no sentido contrário onde são integradas atividades antes
restritas ao processo de planejamento estratégico. Com estas ampliações obtém-se um
processo mais coeso onde o planejamento, execução e acompanhamento do produto estão

Considerações finais do projeto
287
integrados num mesmo processo de negócio, que, como num ciclo, permite que seja
gerenciada e garantida a retroalimentação rápida e contínua dos dados e informações sobre o
produto e os requisitos dos consumidores e da sociedade. Requisitos do cliente e problemas
encontrados nos produtos em campo são, desta forma, continuamente compilados e alimentam
o planejamento e as decisões realizadas durante o desenvolvimento dos produtos.
O desenvolvimento de produtos deve abranger, portanto, a especificação de todos os
recursos e procedimentos de manufatura, envolvendo compra de máquinas, equipamentos,
ferramentas e em muitos casos a construção de novas fábricas. Deve conter também todo o
planejamento e gerenciamento do portfólio de produtos garantindo sua compatibilidade com
as estratégias da empresa. Ou seja, envolve tanto a gestão estratégica quanto a gestão
operacional deste processo de negócio. E ainda, não se pode esquecer, que o produto também
envolve todo o tipo de informação e serviços associados. Assim, o seu desenvolvimento deve
abranger a obtenção e garantia de qualidade de todos esses itens.
Uma das principais explicações para a ampliação da visão do desenvolvimento de
produto é a preocupação com o gerenciamento do ciclo de vida completo do produto. Nestes
casos não existe a dissolução das equipes responsáveis pelo desenvolvimento (ou pelo menos
parte dela) após a sua “entrega” para a manufatura. Ou seja, durante a fase de produção e
consumo existem momentos para se registrar as experiências obtidas a fim de não se incorrer
nos mesmos erros em futuros desenvolvimentos, em outros momentos pode-se necessitar de
uma mudança ou atualização do produto, e finalmente deve-se preparar o plano de retirada do
produto do mercado. Todas essas atividades também fazem parte do escopo do
desenvolvimento de produtos. Além disso, toda a logística de recebimento do produto no
momento do seu descarte pelo cliente e o planejamento de sua reciclagem fazem parte do
escopo do desenvolvimento de produtos.
Conforme Rozenfeld, Amaral, Toledo e Carvalho(2000) há inúmeras tendências
relacionadas com aspectos específicos do processo de desenvolvimento de produto em curso,
tais como:
- definição clara dos limites entre desenvolvimento de tecnologia e desenvolvimento de
produtos; o desenvolvimento de produto deve utilizar tecnologia robusta, que foi
previamente testada e validada ao final do processo de desenvolvimento da tecnologia.
- adoção dos conceitos de produto plataforma e de reutilização de informações e soluções,
como forma de agilizar e ampliar a variedade de produtos e modelos.
- gestão de portfólio, para otimizar o retorno financeiro do conjunto de projetos
eadministrar a capacidade de desenvolvimento.

Considerações finais do projeto
288
- formalização das atividades e tarefas do PDP em modelos de referência.
- adoção do conceito e técnicas de revisão de fases no desenvolvimento de produtos
(stage/toll gates).
- aperfeiçoamento e consolidação da estrutura matricial, como modelo para organização dos
projetos de desenvolvimento.
- adoção de modelos e práticas de aprendizagem organizacional em desenvolvimento de
produtos.
- desenvolvimento e adoção de normalização para permitir integrar os diversos sistemas e
ferramentas adotadas na empresa e inter-empresas.
- integração dos métodos de desenvolvimento de produto com as técnicas da qualidade.
- utilização de sistemas ERP - Enterprises Resources Planing no desenvolvimento de
produtos.
- integração entre sistemas PDM – Product Data Management e PM – Project Management
no ERP.
- práticas de desenvolvimento integrado e distribuído de produtos por meio da internet.
- evolução dos sistemas ERP para os sistemas de gerenciamento do ciclo de vida dos
produtos.
- adoção de sistemas de realidade virtual e prototipagem rápida de produtos e ferramentas.
- a empresa deve garantir um gerenciamento eficaz e eficiente da competência na sua área
de atuação.
- ser capaz de oferecer não só o produto (módulo ou subsistema do produto do cliente),
mas, também, o conjunto completo dos serviços de desenvolvimento.
- possuir um processo de desenvolvimento rápido.
- possuir a capacidade de incorporar rapidamente as inovações tecnológicas no subsistema
do cliente (não permitindo que ele fique desatualizado tecnologicamente).
- e desenvolver e garantir a integração de seu processo de desenvolvimento de produto com
o de seus principais clientes. Essa integração deve ocorrer, tanto em termos de
procedimentos e práticas, como também na infra-estrutura de comunicação.
Quanto a pesquisa de campo survey
De um modo geral, foi observado que as empresas já adotaram ou estão adotando
modelos de referência para a gestão do PDP. O uso dos modelos de referência está associado
a uma maior valorização desse processo por parte das matrizes e à difusão da QS 9000, que
exige das empresas um modelo mínimo para desenvolvimento de produto do tipo APQP.

Considerações finais do projeto
289
Associado a esses modelos, estão sendo adotadas, em boa medida, algumas
ferramentas de apoio à gestão desse processo, como FMEA, Engenharia Simultânea,
Benchmarking e Projeto de Experimentos (DOE) e ferramentas de suporte tecnológico à
atividade de projeto e de armazenamento de dados, como CAD e Eletronic Data Management
(EDM).
Cerca de 60% dos produtos desenvolvidos têm alto envolvimento das empresas de
autopeças e 47% dos projetos são do tipo “follow-source” (segue o projeto da matriz da
autopeça). Estes dados podem indicar que apesar de uma certa “independência” das empresas
de autopeças em relação aos seus clientes (em termos de PDP), esta dependência continua
forte em relação à matriz do grupo, limitando as atividades locais quanto ao projeto.
As empresas sistemistas estão desempenhando um papel mais relevante no PDP,
desenvolvendo projetos com maior grau de controle da autopeça. As parcerias com clientes
(montadoras e outras autopeças que são sistemistas) já estão bem difundidas e razoavelmente
consolidadas. As empresas estão buscando levar e consolidar essas parcerias junto à sua rede
de fornecedores, tendendo para uma maior integração do PDP na cadeia de suprimentos com a
adoção da prática de co-design.
Apesar da estrutura matricial para organização das atividades de desenvolvimento de
produto já estar difundida há muito tempo e ser considerada uma boa prática, só mais
recentemente ela está sendo adotada pela indústria brasileira de autopeças.
Em termos de estrutura organizacional no PDP, identificou-se alguns possíveis
problemas na indústria de autopeças. Parcela significativa (43%) das empresas pesquisadas
ainda utiliza a estrutura funcional no desenvolvimento de produto, o que pode acarretar uma
falta de integração entre as áreas envolvidas, que é essencial para o sucesso deste processo.
Para minimizar este problema, muitas empresas vêm utilizando a filosofia da Engenharia
Simultânea (como demonstrou a pesquisa), onde o trabalho em grupo é fortalecido e a
integração entre as áreas é estimulada.
Um outro problema identificado em termos de estrutura no PDP é que nem todas as
empresas da amostra têm em seu time principal de desenvolvimento a presença da área de
produção (este problema se encontra em apenas 8% das empresas). Essa ausência pode levar a
um desenvolvimento de produto não adequado à “Voz da Fábrica”, gerando assim
dificuldades de produção, com maiores custos e menor rapidez. Para minimizar este
problema, muitas empresas utilizam a ferramenta DFMA, que tem como conceito o projeto do
produto adequado à montagem e fabricação. Contudo, esta ferramenta não substitui
completamente a presença de um membro da produção no PDP, pois é este membro que

Considerações finais do projeto
290
possui o conhecimento do dia-a-dia da fábrica e de suas especificidades, que não estão
contidos nos princípios genéricos do DFMA.
Estes dois pontos de deficiência podem indicar que os problemas estruturais não são
resolvidos apenas com o uso de ferramentas de apoio; estrutura organizacional e ferramentas
devem ser desenvolvidas simultaneamente no PDP, procurando sempre uma sinergia entre
elas.
Outras boas práticas de gestão do PDP que vêm sendo adotadas são os reviews de
projeto, que possibilitam, ao longo do PDP, a revisão consensual do estado do projeto e
definição de sua continuidade e análise das pendências. Esse conceito é adotado por 87% das
empresas da amostra.
Embora todas as empresas da amostra declarem adotar um modelo de referência
formal para o PDP, 26% delas ainda não utilizam indicadores de desempenho para avaliar
esse processo, evidenciando a necessidade de evolução da gestão praticada, adicionando
indicadores e sistemáticas de avaliação de desempenho e de aprendizagem.
Observa-se nas diversas práticas adotadas e prioridades definidas que o fator tempo
tem sido considerado de grande relevância para a competitividade das empresas, evidenciando
a importância de resposta rápida para as montadoras, ainda que o problema do “recall”,
associado muitas vezes a problemas de qualidade de projeto, sempre seja um fantasma que
ronda essa indústria.
Chama a atenção que 30% das empresas da amostra, ao contrário das expectativas,
declararam a tendência de uma maior autonomia para as unidades locais em relação ao
desenvolvimento de produto. Em muitas empresas, a capacidade de realizar atividades de
desenvolvimento é superior ao que é efetivamente praticado, subordinando-se às
determinações das matrizes ou outras unidades do exterior.
Essa perspectiva de maior autonomia das atividades do PDP somada ao aumento de
capacidade de desenvolvimento, resultante da maior interação com os centros mundiais de
desenvolvimento das matrizes, podem facilitar ou ampliar a adoção da prática de “co-design”
na indústria automobilística local, que tem isso como uma estratégia visando a redução de
custos e do tempo de desenvolvimento.
Quanto à idéia, frequentemente comum, de que o desenvolvimento de produto tende
ser cada vez mais centralizado na matriz das empresas, e que às empresas instaladas no país
caberia a missão essencialmente de uma manufatura competitiva, deve-se registrar que na
prática observa-se tanto exemplos de centralização quanto de busca de maior autonomia e
capacitação para a unidade local. Num fabricante de sistemas de freios, que foi incorporado

Considerações finais do projeto
291
por um grupo multinacional americano, observou-se uma redução da capacidade local de
desenvolvimento e uma sub-utilização da capacidade existente, mas isso não é visto na
unidade como uma mudança sem retorno. Já em outra empresa, pertencente ao maior grupo
mundial de autopeças, recentemente foi criado um Centro de Tecnologia e a unidade local já
aceitou o desafio de desenvolver no país um produto (bateria para motocicleta) que outros
centros não aceitaram desenvolver, e foi bem sucedida nesta experiência. Além disso, como
será mencionado no tópico 11.2 destas Considerações Finais, existe a perspectiva do Brasil se
tornar um centro de desenvolvimento e de manufatura de veículos menores e adequados a
mercados emergentes. O que implicaria em elevar a capacidade e autonomia local para
desenvolvimento deste tipo de veículo.
As práticas de gestão do PDP na amostra analisada, que ao que tudo indica representa
empresas com um padrão de gestão e de desempenho do PDP superior à média das empresas
do setor de autopeças, podem ser úteis como recomendações para as demais empresas da
indústria. Dentre estas práticas, destacam-se:
− o fortalecimento da integração, seja com clientes e fornecedores (“co-design”) ou
entre as próprias áreas internas envolvidas;
− o fortalecimento do uso da Tecnologia de Informação, que facilita a comunicação e
interação entre as partes envolvidas no PDP; e
− maior sistematização do PDP, através de modelos de referência, dos “reviews”, da
utilização de medidas de desempenho e de sistemáticas para aprendizagem
organizacional e retenção do conhecimento.
Quanto aos estudos de caso
Observou-se que as montadoras tradicionais no país estão adotando e intensificando
práticas de co-design, como forma de integrar os fornecedores desde as etapas iniciais do
PDP, de reduzir o tempo de desenvolvimento e de antecipar a resolução de problemas e
restrições de projeto. E isso exige da parte dos fornecedores que estes tenham capacidade de
resposta rápida às solicitações das montadoras por meio de capacidade de projeto local, de
facilidade e de rapidez nos contatos e obtenção de serviços de desenvolvimento de suas
matrizes. Por outro lado, isso exige das montadoras que elas iniciem o desenvolvimento, e as
atividades de co-design, com a concepção básica do projeto e as necessidades e metas de seu
produto(veículo e sistemas) razoavelmente definidas, para facilitar a agilização das atividades
de desenvolvimento dos fornecedores e evitar a intensificação de mudanças no projeto em

Considerações finais do projeto
292
função da montadora não “congelar” os parâmetros gerais do projeto. Isso tem sido um
problema levantado pelas empresas de auto-peças nas experiências iniciais de
desenvolvimento conjunto no país.
Observa-se, no caso do desenvolvimento do motor VW turbo 1.0 16 válvulas, que os
fornecedores estudados tiveram uma participação mais ativa no projeto e foi requerido dos
mesmos uma maior proximidade, e aprendizagem, com o centro de desenvolvimento de suas
matrizes. Os fornecedores que tiveram maior autonomia nas decisões de projeto e mais
facilidade e agilidade na integração com as matrizes e centros de desenvolvimento, tiveram
um melhor desempenho no projeto.
No caso do projeto de re-estilização do Pálio(Projeto Novo Pálio) observou-se uma
participação mais ativa da engenharia local da FIAT, sendo que algumas soluções
desenvolvidas pela unidade brasileira foram adotadas pela matriz da FIAT como solução de
projeto para outros países. Dos fornecedores envolvidos também foi exigida uma maior
agilização e capacidade de resposta em relação ao projeto.
No projeto de instalação da unidade produtiva e do desenvolvimento do produto da
Ford Camaçari (Fiesta), observou-se uma forte integração entre a engenharia da Ford e a dos
fornecedores. Observou-se também, como resultado desta experiência de projeto, uma
elevação da capacidade de desenvolvimento da engenharia local da Ford. Houve também uma
difusão e adoção do modelo de desenvolvimento da Ford junto aos fornecedores que fazem
parte do condomínio. Cerca de 150 engenheiros da Ford, e mais engenheiros de seus
fornecedores, participaram de atividades de desenvolvimento no exterior e voltaram para
concluir as atividades aqui no país. A Ford local não recebeu o projeto pronto vindo da
matriz.
No caso das duas montadoras francesas recém instaladas no país, os componentes
ainda são em grande parte importados e para os que são adquiridos localmente, o projeto e a
relação entre a montadora e os fornecedores se dá via integração entre as matrizes(da
montadora e da autopeça). Com o crescimento da participação destas montadoras no mercado,
tende a aumentar o fornecimento local, a adequação do projeto aos fornecedores locais,
provavelmente requerendo maior esforço da engenharia de produto destes fornecedores.
Embora não tenhamos conseguido informações sobre as montadoras Daimler-
Chrisler(automóvel Classe A), Toyota e Honda, no pouco contato obtido observou-se que o
projeto é fortemente centrado nas matrizes, com poucas perspectivas de uma maior autonomia
local.

Considerações finais do projeto
293
Não foi possível conseguir informações com a GM para realização de um estudo de
caso sobre o projeto e o envolvimento de fornecedores no desenvolvimento do produto e na
instalação da unidade local do Rio Grande do Sul (Celta).
Quanto ao modelo de referência
Foi elaborado a versão inicial de um modelo de referência para gestão do PDP. O
modelo concebido tem um formato matricial. Nas colunas encontram-se as macro-fases, fases
e etapas do PDP. Nas linhas encontram-se as diversas dimensões desta gestão, específicas a
cada fase/etapa, tais como as questões críticas, ferramentas de suporte, estrutura
organizacional, tomada de decisões, aprendizagem organizacional, indicadores de
desempenho, etc.
No cruzamento de cada fase/etapa e cada dimensão da gestão estão previstos 5 níveis
de informações: questões críticas, lista de boas práticas, roteiro para diagnóstico da situação
na empresa, orientação para mapeamento da situação observada e orientação para
apresentação de recomendações de melhoria da gestão.
Esse modelo é amplo e complexo e será permanentemente desenvolvido/atualizado. O
modelo já vem sendo discutido com algumas empresas e será objeto de aplicações e
ilustrações em casos reais para sua validação.
Quanto ao modelo para simulação de dinâmica de sistemas
Foi elaborado um estudo da literatura sobre modelagem de dinâmica de sistemas. Foi
elaborado também uma primeira versão de uma modelagem e simulação(por meio do
software STELLA) para as atividades de desenvolvimento de produto tendo como referência
o modelo do APQP (QS9000), e a alocação de recursos às mesmas tendo em vista o efeito no
tempo de desenvolvimento(tempo de conclusão das atividades). O objetivo pretendido é
chegar a uma ferramenta operacional de apoio ao tomador de decisões na gestão do PDP. O
modelo está sendo ampliado para a consideração integrada e dinâmica de todas as atividades
previstas no APQP, para a inclusão da variável de desempenho custo do desenvolvimento, e
para a inclusão de outras dimensões da gestão do PDP. O modelo de simulação será testado
em pelo menos 3 empresas do setor para sua validação e aperfeiçoamento.

Considerações finais do projeto
294
11.2 Perspectivas para a indústria automobilística brasileira e para o
desenvolvimento de produto O Brasil já é o quarto produtor mundial de carros pequenos (estando atrás dos EUA,
França e Espanha) e começa a despontar como importante centro de desenvolvimento e de
produção de veículos para mercados emergentes de todo o mundo. O caminho para o
desenvolvimento dessa vocação de provedor mundial começou a ser trilhado com o
lançamento no país dos pequenos carros globais.
Para esse tipo de veículo os projetos dos modelos compactos do Primeiro Mundo são
adaptados para o Terceiro, incluindo o próprio mercado interno do país.
As montadoras mais importantes do mundo acabam de concluir suas instalações ou
expansões no país e querem fazer valer a aposta no potencial da região(Mercosul). No
momento, em função das condições de mercado, as novas fábricas contribuiram para elevar a
capacidade ociosa do setor a próximo de 40%.
Nos próximos anos tende a surgir novos veículos, das montadoras recém-chegadas e
os lançamentos das montadoras mais antigas. De modo geral as montadoras continuam
apostando que o gosto brasileiro, em termos de conceito e projeto do produto, embora mais
simples, é semelhante ao europeu.
A Volkswagen brasileira tende a inserir-se no mercado global. Dessa forma, o Gol, irá,
aos poucos dando o seu lugar, de 15 anos de liderança absoluta no mercado brasileiro, ao
novo Polo, um carro que os europeus conhecem há menos de um ano. A Ford, a mais antiga
montadora do Brasil, faz chegar ao mercado o também europeu Fiesta. Outro europeu, o
Corsa, da General Motors, acabou de estrear nesse mercado. E a Fiat com duas gerações de
Palio, busca não perder a liderança que arrancou da Volkswagen com um carro compacto,
mas suficientemente atraente para despertar o interesse do público exigente dos mercados
emergentes. As montadoras novatas seguem trilhas semelhantes, principalmente as francesas
Renault e Peugeot.
Apesar de o lançamento de carros mundiais estar aumentando, os principais mercados
são muito diferentes entre si. Segundo o consultor Wim van Acker, da empresa de consultoria
Roland Berger, muitos automóveis globais são superiores às necessidades dos consumidores
de regiões emergentes em termos de conteúdo, tecnologia e preço. "A segmentação do
mercado mundial em dois grupos pode resolver esse problema”.
Baseado nas semelhanças e diferenças existentes entre os diversos mercados mundiais,
pode-se chegar a dois grupos relativamente homogêneos de mercados automotivos: os

Considerações finais do projeto
295
desenvolvidos e os emergentes. As diferenças de tamanho, perspectivas de crescimento e
renda per capita dão características muito diferentes entre os dois segmentos:
- o segmento Desenvolvidos é um mercado muito grande, rico e saturado;
- o segmento Emergentes é ainda relativamente pequeno, pobre e com grandes
perspectivas de crescimento.
Parte-se do pressuposto que através da correta adequação dos carros às necessidades
dos consumidores locais, toda a indústria automotiva pode se fortalecer e aumentar suas
vendas e faturamento.
E isso tem implicações significativas para a indústria automobilística brasileira,
inclusive em termos do Desenvolvimento de Produtos. Nesse quadro, o Brasil tende a se
transformar num centro de desenvolvimento de veículos para países emergentes. O consultor
lembra que a idéia de lançar carros iguais em diferentes mercados visa a redução de custos, de
manufatura e de desenvolvimento. Isso significa ter um "design" padrão, com pelo menos
50% de especificações comuns para mercados distintos. A busca da redução dos custos de
desenvolvimento leva à centralização das atividades de desenvolvimento, que tenderá estar
próxima ou localizada nos mercados emergentes.
Essa tendência está fazendo com que o fornecedor de peças tenha de se adequar a essa
segmentação do mercado e da produção mundial. Os centros de desenvolvimento e de
engenharia tendem a estar centralizados e, no caso de veículos populares, poderá estar mais
próximo dos centros de produção e onde já há uma competência acumulada e conhecimento
do mercado para o desenvolvimento e projeto deste tipo de veículo. Dentro desse novo
cenário, o Brasil possui características que poderiam torna-lo um grande centro de
desenvolvimento de carros para os mercados emergentes.
Para Luc de Ferran, gerente geral da Ford - Camaçari, ao desenvolver a vocação de
produtor de veículos acessíveis às camadas de menor poder aquisitivo, o país poderá se
encaixar entre os quatro centros de produção de veículos do mundo, ao lado dos Estados
Unidos e da Europa e Ásia. "Fazer carros para Estados Unidos e Europa é uma coisa; outra é
produzir modelos acessíveis para os mercados mais simples”. E essa competência estaria
sendo acumulada no Brasil.
Nessa perspectiva, a nova estratégia da General Motors definiu pelo fim da produção
no Brasil de carros de muito luxo, como o Omega. A nova orientação concentra esforços nos
modelos mais simples, com vistas, sobretudo, a atender mercados semelhantes aos do Brasil
por meio de exportações.

Considerações finais do projeto
296
A certeza de poder explorar e abastecer mercados externos também se sustenta no
consenso, entre os representantes da cadeia produtiva, de que houve modernização e
ampliação significativa da capacidade produtiva e da qualidade dos produtos brasileiros.
A Volkswagen, que em 1997 tinha 25% dos seus fornecedores enquadrados na
categoria que a empresa chama de A, está conseguindo com que em 2002 pelo menos 60%
deles se encaixem nessa qualificação mais elevada. Os demais podem correr para chegar à
mesma categoria ou deixar de atender o setor de compras da empresa, que, assim como os das
demais, passou a fazer das cotações internacionais uma prática mais comum. Isso significa
que os fornecedores locais têm que passar, e estão passando, por processos de melhoria de
qualidade e da capacidade de atender mais de perto as necessidades de projeto de produto das
montadoras.
É forte a necessidade de exportação das montadoras locais. A indústria automobilística
aposta num incremento de 10% nas vendas externas do ano(2002), o que indica a
possibilidade de enviar ao exterior o equivalente a US$ 4,5 bilhões.
A participação da Argentina nas exportações baixou de 32,9% em 1998 para 15,9%
em 2001. Ao mesmo tempo, o México desponta como destino principal dos veículos
brasileiros daqui para a frente. A participação do mercado mexicano nas exportações de
veículos fabricados no Brasil passou de 4,1% para 14,9% nos últimos três anos.
Há no caso do México uma recente sinergia que começa a ser criada: Este país
consolidou-se no âmbito do NAFTA como uma base manufatureira de automóveis de
grande porte, fabricados por montadoras americanas, européias e japonesas, e
predominantemente voltado para o abastecimento do mercado norte-americano
(EUA). Por sua vez, estas mesmas montadoras instaladas no Brasil têm
concentrado aqui a produção de carros mundiais de pequeno porte, que
são exportados para abastecer o mercado mexicano (além de outros países
emergentes). Recente assinatura de acordos comerciais entre Brasil e México
reforça este fornecimento brasileiro de veículos pequenos para aquele país,
que só produz veículos de grande porte não adequados a seu mercado, mas sim a
exportação. Esta tendência comercial entre os três países aparenta ser um
ensaio do que pode ocorrer com o setor automobilístico em um futuro mercado
livre orientado pela ALCA.
Uma vez concluída a fase em que dá um salto tecnológico e se torna especialista em
carros simples para mercados emergentes, a indústria automobilística brasileira abre caminho
para finalmente fazer do Brasil a tão aguardada plataforma de exportação de veículos.

Considerações finais do projeto
297
Uma das dificuldades reside no ainda frágil poder de decisão e autonomia das
indústrias locais (montadoras e autopeças) em relação a suas matrizes, além das questões
macro-econômicas e de instabilidade cambial.
Segundo o consultor Wim van Acker, dentro desse cenário, “a indústria automotiva
brasileira precisa agir agressivamente para tomar o espaço que está em aberto como polo
desenvolvedor de veículos para países emergentes, antes que seja tarde demais”. Esse mesmo
espaço estaria sendo disputado pela India e pela China. “O agressivo posicionamento da India
e principalmente da China na busca por investimentos estrangeiros no setor automotivo
indicam a estratégia dos governos em transformar esses países em pólos automotivos
mundiais”.
11.3. Benefícios e resultados gerais com a realização do Projeto A realização deste Projeto contribuiu para a capacitação do Grupo de Pesquisa e
permitiu alavancar diversas outras atividades relacionadas com o tema. As principais que
podem ser destacadas são:
i) O Grupo de Pesquisa está participando de um projeto PROCAD(CAPES) que visa integrar
e promover o intercâmbio de experiências entre 3 grupos de pesquisa sobre desenvolvimento
de produto(GEPEQ-Grupo de Estudos e Pesquisa em Qualidade, do DEP/UFSCAR e que é o
grupo de pesquisa que desenvolveu este Projeto FAPESP; o NUMA- Núcleo de Manufatura
Avançada/EESC/USP; e o NEDIP-Núcleo de Estudos de Desenvolvimento Integrado de
Produtos, Engenharia Mecânica, Universidade Federal de Santa Catarina). No projeto
PROCAD, o grupo de pesquisa tem difundido e discutido os resultados desta pesquisa. O
projeto financiado pela Fapesp, ao investigar a realidade do DP em um importante setor
produtivo do parque industrial brasileiro, alimenta os grupos de
pesquisa sobre DP do projeto PROCAD com casos e resultados reais sobre desenvolvimento
de produto, seus desafios e problemas, contribuindo para que as
pesquisas desses grupos se orientem cada vez mais no sentido de construir
propostas que atendam as demandas reais das indústrias brasileiras.
ii) Foram ou estão sendo orientadas 7 dissertações de mestrado em temas relacionados ao
tema central do Projeto: Fernanda Menezes Ferrari(dissertação de mestrado já defendida no
tema: gestão do conhecimento no PDP), Mariana Maciel (em conclusão, no tema: stage gates
no PDP), Marcelo Ruy (dissertação de mestrado já defendida no tema: aprendizagem

Considerações finais do projeto
298
organizacional no PDP), Celso Souza Junior (em conclusão, no tema: simulação da gestão do
PDP), Cristiane Paschoa (dissertação de mestrado já defendida no tema: equipes de
desenvolvimento de produto e integração), Marcela Caldas (dissertação de mestrado iniciada
sobre gestão do PDP na indústria de caminhões) e Antonio Roberto G. Monteiro(dissertação
de mestrado em conclusão no tema: gestão do PDP na indústria de alimentos).
iii) Três teses de doutorado em andamento: Osvaldo Magno Freixo(modelo para gestão de
custos durante o desenvolvimento de produto, a ser aplicado na EMBRAER), José Luiz
Moreira de Carvalho (estudo e proposições para o relacionamento/integração entre P&D e
Desenvolvimento de Produto) e Edward Prancic (sistema de indicadores de desempenho para
o PDP).
iv) Foram apresentados 14 trabalhos sobre o Projeto em Congressos:
- 2 trabalhos no 8. International Product Development Management Conference
(Holanda, junho de 2001)
- 5 trabalhos no 3. Congresso Brasileiro de Gestão do Desenvolvimento de
Produto(Florianópolis – SC, setembro de 2001)
- 2 trabalhos no 10. Congresso e Exposição Internacionais de Tecnologia da Mobilidade
(Congresso SAE Brasil, novembro de 2001)
- 1 trabalho no 4. SIMPOI/POMS (Production Operation Management Society,
Guarujá-SP, agosto de 2001)
- 1 trabalho no XXII Congresso Brasileiro de Engenharia de Produção (Salvador-BA,
setembro de 2001)
- Em junho deste ano foram submetidos 2 trabalhos ao 11. Congresso e Exposição
Internacionais de Tecnologia da Mobilidade (Congresso SAE Brasil, 2002), e 1
trabalho ao XXII Simpósio de Gestão Tecnológica de 2002.
v) Foram preparados 10 artigos, já publicados ou submetidos ou em finalização, para
publicação em periódicos:
- 1 artigo na Revista Product: Management & Development (Revista Brasileira de
Gestão de Desenvolvimento de Produto), publicado em setembro de 2001
- 1 artigo(sobre os resultados da pesquisa survey) já submetido à revista internacional:
International Journal of Automotive Technology and Management.

Considerações finais do projeto
299
- 1 artigo sobre o estudo de caso VW motor 1.0 16 v, que está sendo enviado a revista
internacional Engineering Management Journal.
- 1 artigo(sobre os resultados da pesquisa survey) submetido à revista nacional RA-
USP, Revista de Administração da USP.
- 2 artigos submetidos a Revista Gestão&Produção sobre co-development(1 sobre o
caso Motor VW 1.0 16v turbo e 1 sobre o caso do projeto de re-estilização do Pálio-
Fiat).
- 1 artigo já enviado à RA-USP (Revista de Administração da USP) sobre gestão do
conhecimento no PDP em empresas da indústria de autopeças.
- 1 artigo de proposição de modelo para análise da gestão do conhecimento, com estudo
de casos em PDP de empresas do setor de autopeças, está com a tradução sendo
revisada para envio à revista internacional Journal of Knowledge Management.
- 1 artigo sobre aprendizagem organizacional no PDP, com estudo de casos em
empresas de autopeças, está sendo preparado para envio a uma revista internacional.
- está sendo preparado um artigo que faz uma síntese e análise comparativa de
estratégias e práticas de co-design entre as empresas VW, Fiat, Renault, Peageout e
Ford-Camaçari, previsto para ser submetido à revista RAE – Revista de
Administração de Empresas, da FGV.
Também serão preparados 2 trabalhos para futuros Congressos: um sobre o modelo de
referência para gestão do PDP e outro sobre a proposta de modelo de simulação de dinâmica
de sistemas, apresentados neste Relatório.
Alguns outros resultados gerais também podem ser citados tais como:
- Estreitamento do contato com empresas e com profissionais da área de DP,
- Consolidação da linha de pesquisa Qualidade no Desenvolvimento de Produto, e
- Realização de discussões sobre os resultados da pesquisa com empresas do setor.
11.4 Perspectivas e continuídade do tema de pesquisa Algumas atividades de pesquisa previstas no Projeto são relativamente amplas e
complexas e têm uma perspectiva de “conclusão” a médio prazo e de atualização permanente
por meio de novas pesquisas de campo e de experiências de aplicação em empresas.
É o caso, por exemplo, do modelo de referência para gestão do PDP (apresentado no
capítulo 9 do Relatório), o qual deverá ser completado em todas as dimensões desta gestão,

Considerações finais do projeto
300
novas dimensões deverão surgir com a difusão do modelo, e deverá ser concluído também em
relação a todos os níveis de informação previstos no modelo: questões críticas, boas práticas,
roteiro para diagnóstico, mapeamento dos resultados do diagnóstico, e
orientação/recomendações, a partir do diagnóstico, para melhoria desta gestão. Obviamente
alguns destes níveis de informação do modelo estarão no formato de uma estruturação para
aplicação, uma vez que o conteúdo dependerá do caso(empresa) em que estará sendo
aplicado. Como é o caso, por exemplo, dos resultados do diagnóstico e das correspondentes
recomendações para a empresa. Deve-se ressaltar que foi ao longo do desenvolvimento do
Projeto que se vislumbrou a pertinência de um modelo de referência mais focado e detalhado
nas variáveis de gestão operacional, do que em variáveis estratégicas, e com uma abordagem
prescritiva (questões críticas, boas práticas, orientações, detalhamento de atividades) e de
orientação para aperfeiçoamento da gestão e do desempenho(diagnóstico e melhoria).
O desenvolvimento de um modelo de simulação gerencial, baseado em dinâmica de
sistemas, também é uma atividade com perspectivas de conclusão a médio prazo. Como
apresentado no capítulo 10 do relatório, a idéia básica do modelo é fornecer aos tomadores de
decisão um instrumento de apoio, numa primeira fase, para a alocação de recursos, sob seu
controle, para as equipes e atividades de desenvolvimento de produto. Adotou-se como
referência para as atividades de desenvolvimento de produto o modelo do APQP (que está
incluso na QS9000 e amplamente adotado pelas empresas do setor) e como parâmetro de
desempenho, o tempo de desenvolvimento (o tempo para conclusão de todas as atividades do
projeto). No momento está sendo preparada a articulação dinâmica de todas as atividades e
todas as etapas do APQP. Também está sendo estudada a inclusão do parâmetro de
desempenho custo do desenvolvimento (por ex. o custo das horas de engenharia e de
atividades técnicas como ensaios e testes, prototipagem, etc). Outra inclusão prevista no
modelo são as decisões quanto a alternativas de organização da equipe de
desenvolvimento(por ex. funcional, matricial ou por projeto), quanto ao relacionamento inter-
projetos (como o novo projeto se relaciona com os projetos anteriores) e o equilíbrio entre
projetos existentes(peso relativo dos tipos de projeto na carteira de projetos da empresa).
O grupo de pesquisa, a partir deste Projeto, definirá e realizará atividades de pesquisa
mais focadas, em temas específicos sobre co-design e sobre práticas de gestão do PDP, a
partir de hipóteses que podem ser levantadas com os resultados das pesquisas de campo já
realizadas (survey e estudos de caso) e de temas específicos que já foram estudados em
paralelo ao Projeto, como por exemplo sobre gestão do conhecimento e aprendizagem
organizacional no PDP.

Considerações finais do projeto
301
Além disso, já estão sendo iniciados também pesquisas de campo sobre a capacitação
existente e a gestão do PDP nas indústrias de ônibus e caminhões e na indústria de alimentos.

Referências bibliográficas
302
REFERÊNCIAS BIBLIOGRÁFICAS ABDEL-HAMID, T. K. The dynamics of software development project management: an
integrative system dynamics perspective. Tese de doutorado, 1984. MIT. Cambridge, MA.
ABERNATHY W.J. et al. Industrial Renaissance. Basic Books, New York, 1983.
ADAMS, M.E.; DAY, G.S.; DOUGHERTY, D. Enhancing New Product Development Performance: An Organizational Learning Perspective. Journal of Product Innovation Management, 15: 403-422, 1998.
ALVAREZ Filho, J.; GONDIM, R.T. (2000), O desenvolvimento do motor VW 1.0 16V Turbo. Engenharia Automotiva e Aeroespacial, n.2, pp.24-31
AMARAL, D. C. Colaboração Cliente-Fornecedor no Desenvolvimento de Produto: Integração, Escopo e Qualidade do Projeto do Produto - Estudos de Caso na Indústria Automobilística Brasileira. São Carlos, Universidade Federal de São Carlos, PPG-EP, 1997. 192p. (Dissertação).
ANDERSON, V. & JOHNSON, L. Systems Thinking basics: from concepts to causal loops. Pegasus Communications Inc. Cambridge, MA, 1997. 133p.
ANDRADE, A L. Pensamento sistêmico: um roteiro básico para perceber as estruturas da realidade organizacional. Revista Eletrônica de Administração, PPGA / UFRGS: vol. 5, 1997 (http://read.adm.ufrgs.br/read05/artigo/andrade/htm).
AOSHIMA, Y. Inter-Project technology transfer and the design of product development organizations. IMVP Annual Sponsors’ Briefing Meeting. Junho,1993.
AOSHIMA, Y., CUSUMANO, M.A. The technological characteristics of new products and interproject movement of project managers. IMVP-MIT Annual Meeting. Maio,1992.
APQP - Advanced Product Quality Planning and Control Plan. Chrysler Corporation, Ford Motor Company and General Motors Corporation, Copyright, June 1994.
BACON, G. BECKMAN, S., MONERY, D. WILSON, E. Manegement product definition in high-technology: a pilot study. California Management Review, v.36, n.3, p. 32-56, 1994.
BARTLETT, C. A., GHOSHAL, S. Gerenciando Empresas no Exterior. São Paulo, Makron, 1992. 360p.
BARTON, D. L. et al. How to Integrate Work and Deepen Expertise. Harvard Business Review, p. 121-130, Sep/Oct, 1994.
BAUMANN, R. O Brasil e a economia global. Rio de Janeiro: Ed. Campus,1996.
BROWN, S. L. & EISENHARDT, K. M. Product Development: past research, present findings, and future directions. Academy of Management Review, v. 20, n. 2, p. 343-378, Abril, 1995.
BRYMAN, A. (1989), Research methods and organization studies. London, Unwin Hyman
CHIESA, V. Human Resource Management Issues in Global R&D Organizations: a case study. Journal of Engineering and Technology Management, v.13, p.189-202, 1996.
Referências bibliográficas
303
CLARK, K. B., FUJIMOTO, T. Product Development Performance: strategy, organization and management in the world auto industry. Boston-Mass, HBS Press, 1991. 405p.
CLARK, K. B., WHEELRIGHT, S. C. Managing new product and process development: text and cases. New York: The Free Press, 1993.
CLARK, K.B., HENDERSON, R.M. Architectural Innovation: The reconfiguration of existing product technologies and the failure of established firms. Administrative Science Quarterly, Cornell, v.35, p.9-30. Março,1990.
CLAUSING, D. Total Quality Development. New York: ASME Press, 1994.
COOPER, R.G., EDGETT S.J., KLEINSCHMIDT, E.J. New product portfolio management: Practices and performance. Journal of Product Innovation Management, v.16, n.4, pp. 333-351, jul., 1999.
COOPER, R.G.; MORE, R.A. Modular risk management: an applied example. R&D Management, v.9, n.2, p.93-99, 1979.
CUSUMANO, M.A., NOBEOKA, K. Thinking Beyond Lean. IMVP, New York: Free Press, 1998.
DAVENPORT, T.H. Reengenharia de Processos. Rio de Janeiro : Campus, 1994. 391 p.
DEWAR, R.D., DUTTON, J.E. The adoption of radical and incremental innovations: An empirical analysis. Management Science, v.32, n.11, p.1422-1433.
ETTLIE, J.E., BRIDGES, W.P. , O’KEEFE, R.D. Organization strategy and structural differences for radical versus incremental innovation. Management Science, v.30, n.6, p.682-695. Junho,1984.
FERRO, J.R. Estudo da Competitividade da Indústria Brasileira: competitividade da indústria automobilística. Campinas, SP: IE/Unicamp - IEI/UFRJ–FDC–FUNCEX, 1993. Nota Técnica Setorial do Complexo Metal-Mecânico.
FLEURY, A. Gerenciamento do desenvolvimento de produtos na economia globalizada. Anais do 1o. Congresso Brasileiro de Gestão de Desenvolvimento de Produto, 1999.
FLEURY, A., FLEURY, M.T. Estratégias empresariais e formação de competências: um quebra-cabeças caleidoscópico da indústria brasileira. São Paulo: Atlas, 2000.
FLORENZANO, M. C. Gestão do desenvolvimento de produtos: estudo de casos na indústria brasileira de autopeças sobre divisão de tarefas, capacidade e integração interunidades. Dissertação (mestrado) UFSCar, São Carlos, 1999.
FORD, D. N. Modeling the environment: an introduction to system dynamics modeling of environment systems. Washington, D.C.: Island Press, 1999, 401p.
FORD, D. N., STERMAN, J.D. Dynamic modeling of product development process. Cambrigde, MA, Sloan School of Management, MIT, 1997 (working paper).
FORD, D. N., STERMAN, J.D. Dynamic modeling of product development process. Cambrigde, MA, Sloan School of Management, MIT, 1998 [21 Jan. 2001]. Disponível em: (http://www.mit.com/edu).
FORRESTER, J. W. Industrial dynamics. Portland, Oregon: Productivity Press, 1961. 465p.
FORRESTER, J. W. Urban dynamics. Portland, Oregon: Productivity Press, 1969. 256p.
FORRESTER, J. W. Learning through System Dynamics as preparation for the 21st century. [15 Nov. 2000]. Disponível em: (http://www. mit.edu/D-4434-1).

Referências bibliográficas
304
FORRESTER, J. W., SENGE, P. M. Tests for building confidence in systems dynamics models. In: LEGASTO, A. A., FORRESTER, J. W., LYNEIS, T. M. Systems Dynamics, New York: Elsevier North-Holland, 1980. p. 209-228.
FRANSMAN, M. Technology and economic development. Wheatsheaf Books, Brighton, 1986.
GALBRAITH, J. R. & LAWLER, E. E. III. Organizando para Competir no Futuro. São Paulo, Makron, 1995. 287p.
GARVIN, D. Managing Quality, Free Press, NY, 1988
GEORGHIOU L. et al. Post-innovation performance: technological development and competiton. MacMillan, Houndmills, 1986.
GRCIC, B., MUNITIC, A. System dynamics approach to validation. [15 Nov. 2000]. Disponível em: (http://www. Efst.hr/~grcic/b2.html).
GRIFFIN, A. PDMA Research on New Product Development Practices: updating trends and benchmarking beste practices. Journal of Product Innovation Management, Manchester, v. 14, p. 429-458, 1997.
GRIFFIN, A., HAUSER, J. R. Integrating R&D and Marketing: a review and analysis of the literature. Journal of Product Innovation Management, Manchester, v.13, p. 191-215, 1996.
HANSEL, J. , LOMNITZ, G. Orientierungshilfe fur den Leser. Projektleiter-Prazis. Berlim, 1987.
HAYES, R. H. et al. Dynamic manufacturing:creating the learning organization. Free Press: New York, 1988.
HAYES, R.H. , PISANO, G.P. Beyond world-class: the new manufacturing strategy. Harvard Business Review, p.77-86. Janeiro-Fevereiro, 1994.
HELPER, S. Incentives for supplier participation in product development: evidence from US auto industry. Cleveland, OH : Western Reserv University, November, 1991a. Draft.
HOUSE, C.H. , PRICE, R.L. The return map: tracking product teams. Harvard Business Review, p.92-100. Janeiro-Fevereiro, 1991.
KAPLAN, R.S.; NORTON, D.P. The balanced scorecard – translating strategy in action. Boston, HBS Press, 1996.
KESSELER, A. (1997), Evolution of supplier relations in European automotive industry: product development challenge for a first tier supplier. Actes du Gerpisa, n.19.
KIENITZ, H. O. Proposta de Implantação da Metodologia do QFD na Mercedes-Benz do Brasil S.A. São Carlos, Universidade Federal de São Carlos, PPG-EP, 1995. 182p. (Dissertação).
KIRKWOOD, C.W. Systems dynamics methods: a quick introduction. College of Business. Arizona State University Press. 116p. 1998.
LAMMING, R. Beyond partnership: strategies for innovation and lean supply. United Kingdon : Prentice-Hall, 1993. 299 p.
LAPLANE, M.F.; SARTI, F. (1998), “The restructuring of the Brazilian Automobile Industry in the nineties”. Actes du Gerpisa, n.20.
LIKER, J.K.; KAMATH, R.R.; WASTI, S.N.; NAGAMACHI, M. (1996), Supplier involvement in automotive component design: are there really large US Japan differences?. Research Policy, vol.25, pp.59-89.

Referências bibliográficas
305
LITKE, H. Projektmanagement. Munique, 1991.
LORSCH, J. W. Product Innovation and Organization. New York, MacMilian, 1965.
LYNN, G.S. New Product Team Learning: Developing and Profiting from your Knowledge Capital. California Management Review, V.40, N.4, p.74-93, Summer 1998.
MARX, R. Análise dos Projetos de Implantação de Trabalho em Grupo na Indústria: a questão da autonomia no chão de fábrica. São Paulo, Escola Politécnica, Universidade de São Paulo, 1996. 243p. (Tese de doutorado).
MERLI, G. Comakership: a nova estratégia para os suprimentos. Rio de Janeiro: Qualiymark, 1994. 249 p.
MEYER, M.C., UTTERBACK, J.M. The product family and the dynamics of core capability. Sloan Management Review. Spring, 1993.
MORECROFT, J. D.W., STERMAN, J. D. Modeling for learning organizations. Portland, Oregon: Productivity Press, 1994. 400p.
MULLINS, J.W.; SUTHERLAND, D.J. New Product Development in Rapidly Changing Markets: An Exploratory Study. Journal of Product Innovation Management, 15: 224-236, 1998.
NAKANO, D. N. Dois Estudos de Caso sobre Centralização e Descentralização de Atividades de Engenharia. São Paulo, Escola Politécnica da Universidade de São Paulo, 1997. 80p. (Dissertação).
NANCY, R. et al. Introduction to computer simulation: a system dynamics modeling approach. Reading, MA: Addison-Wesley Publishing Company, 1983. 562p.
NELSON, R.R., WINTER, S.G. An evolutionary theory of economic change. Boston: Harvard University Press, 1982.
NISHIGUSHI, T. Strategic Industrial Sourcing: the japanese advantage. New York : Oxford University Press, 1994. 318 p.
NOBEOKA, K., CUSUMANO, M.A. Multi-project management: Strategy and organization in automobile product development. IMVP-MIT Annual Sponsors’ Briefing Meeting. Junho, 1993.
NOBEOKA, K., CUSUMANO, M.A. Multi-project strategy and market-share growth: the benefits of rapid design transfer in new product development. IMVP/MIT. Maio, 1994b.
NOBEOKA, K., CUSUMANO, M.A. Multi-project strategy, design transfer, and project performance: a survey of automobile development projects in the US and Japan. IMVP/MIT. Maio,1994a.
NONAKA, I. Redundant, Overlapping Organization: a japanese approach to managing the innovation process. California Management Review, v. 32, n.3, p. 27-37, Spring, 1990.
O’CONNOR, G.C. Marketing Learning and Radical Innovation: A Cross-Case Comparison of Eight Radical Innovation. Journal of Product Innovation Management, 15: 151-166, 1998.
O’CONNOR, P. D. T. The Practice of Engineering Management. Chichester, John Wiley, 1994. 235p.
PIDD, M. Computer simulation in management science. Chichester/England: John Wiley & Sons, 1992. 351p.
PORTER, M. E. Competitive advantage. New York: McMillan, 1985.

Referências bibliográficas
306
POWELL, W.W.; KOPUT, K.W.; SMITH-DOERR, L. Interorganizational Collaboration and the Locus of Innovation: Networks of Learning in Biotechnology. Administrative Science Quarterly, 41: 116-145, March 1996.
PRAHALAD, C.K. ; Hamel, G. (1990), “The core competence of the corporation”. Harvard Business Review, pp.79-91, May/June.
PRASAD, B. Concurrent Engineering Fundamentals, vols I e II. NJ, USA, Prentice Hall, 1997.
QUADROS, R.; QUEIROZ, S. (2000), The implications of globalisation for the distribution of design competencies in the auto industry in Mercosur. In: 8eme rencontre internationale – Gerpisa, Actes.
REPENNING, N. P. A dynamic model of resource allocation in multi-project research and development systems. System dynamics review, vol. 16, n. 3 p. 173-212, 2000.
RICHARDSON, G. P., PUGH III, A. L. Introduction to system dynamics modeling with Dynamo. Cambridge, MA. MIT Press, 1981. 293p.
ROBERTS, N. et al. Introduction to computer simulation: a system dynamics modeling approach. Reading, MA: Addison-Wesley Publishing Company, 1983. 562p.
ROSENAU, Jr., M. D. Faster New Product Development. New York: AMACOM, 1990.
ROSENBLOOM, R.S., CUSUMANO, M.A.: Technological pionnering and competitive advantage: the birth of the VCR. California Management Review. v.29, n.4, p.51-76, 1987.
ROZENFELD, H., AMARAL, D.C., TOLEDO, J.C. e CARVALHO, J. O processo de desenvolvimento de produtos, cap.8, p.55-64. In Fábrica do Futuro, NUMA. SP, Ed. Banas, 2000.
ROZENFELD, H.; FORCELLINI, F.A.; TOLEDO, J.C. AMARAL, D.C.; MOSCONI, E.P.; ALLIPRANDINI, D.H. Development of a reference model for integrating product development process-related knowledge. Anais do COBEM 2003, Congresso Brasileiro de Engenharia Mecânica, 2003
SALERNO, M.S.; ZILBOVICIUS, M.; ARBIX, G.; DIAS, A.V.C. (1998), Mudanças e persistências no padrão de relações entre montadoras e autopeças no Brasil. Revista de Administração, vol.33, n.3, pp16-28.
SAREN, M.A. A classification and review of models of the intra-firm innovation process. R&D Management, v. 14, n.1, p.11-24, 1984.
SCHILLING, M. A., HILL, C. W. L. Managing the new product development process: strategic imperatives. Academy of Management Review, 1998 (working paper).
SENGE, P. M. et al. The fifth discipline: the art and practice of the learning organization.
New York: Doubleday Currency, 1990.
SENGE, P. M. The fifth dicispline fieldbook: strategies and tools for building a learning
organization. New York: Doubleday Currency, 1996.
SHANNON, R. E. Systems simulation: the art and science. New Jersey: Prentice-Hall Inc., 1995. 387p.
SHY, O. Industrial organizations. Portland, Oregon: Productivity Press, 1995. 360p.
SILVA, S. L. Estratégia e Desempenho no Desenvolvimento de Produtos na Indústria Automobilística Brasileira. São Carlos, Universidade Federal de São Carlos, PPG-EP, 1995. 222p. (Dissertação).
Referências bibliográficas
307
SMITH, R.P.; MORROW, J. A. Product development process modeling. Design Studies, v.20, p.237-261, 1999.
SNYDER, N.; DUARTE, D. From Experience: Facilitating Global Organizational Learning in Product Development at Whirlpool Corporation. Journal of Product Inovation Management, 14: 48-55, 1997
STALK, G.Jr. (1998), Time – the next source of competitive advantage. Harvard Business Review, pp.41-51, July/August
STERMAN, J. D. System dynamics modeling for project management. Cambrigde, MA, Sloan School of Management, MIT, 1992 (working paper).
STERMAN, J. D. Business Dynamics. Cambrigde, MA, Sloan School of Management, MIT, 2000 [28 Jan. 2001]. Disponível em: (http://www.mit.com/edu).
TOLEDO, J.C. Gestão da Mudança da Qualidade de Produto. São Paulo, Escola Politécnica, Universidade de São Paulo, 1993. 231p. (Tese de Doutorado).
TOLEDO, J.C. Gestão da Mudança da Qualidade de Produto. Revista Gestão & Produção, DEP/UFSCar, v.1, n.2, 1994, p.104-124
ULRICH, K. T., EPPINGER, S. D. Product design and development. New York: McGraw-Hill, 1995. 284p.
VASCONCELLOS, E. Centralização x Descentralização: uma aplicação para laboratórios de instituições de pesquisa e desenvolvimento. Revista de Administração IA-USP, v.14 n.2, p. 101-121, Abr/Jun, 1979.
VASCONCELLOS, E., HEMSLEY, J. R. Estrutura das Organizações. São Paulo, Pioneira, 1986.
VERYZER JR., R.W. Discontinuous Innovation and the New Product Development Process. Journal of Product Innovation Management, 15: 304-321, 1998.
VILLELA, P. R. C. Modelagem e simulação da dinâmica de sistemas: conceito e prática. Universidade Federal de Juiz de Fora, 2000 (working paper).
WHEELWRIGHT, S. C. ; CLARK, K. B. Revolutionizing Product Development: quantum leaps in speed, efficiency, and quality. New York: The Free Press, 1992. 364p.
WHEELWRIGHT, S.C. , SASSER, W.E. The new product development map. Harvard Business Review, p.112-125. Maio-Junho, 1989.
WHEELWRIGHT, S.C.; CLARK, K.B. Leading product development: the senior manager’s guide to creating and shaping the enterprise. New York., Hardcover, 1995.
WIAZOWSKI, B. A., LOURENZANI, W.L., SILVA, C. A. B. O uso de sistemas dinâmicos como ferramenta de aprendizagem. In: SILVA JUNIOR, A. G. Economia Rural, Viçosa, MG, vol. 3, n. 10, p. 29-33, 1999.
WOMACK, J. P. et al. A Máquina que Mudou o Mundo. Rio de Janeiro, Campus, 1992. 347p.
YIN, R.K. (1989), Case study research – design and methods. London, UK, Sage.
ZOTTERI, G.; SPINA, G.; VERGANTI, R. (2000) Factors influencing co-design adoption: drivers and internal consistency. In: Proceedings of 7th EurOMA Conference, Ghent, Belgium, pp.661-668.

Anexos
308
Anexo 1:
Questionário utilizado na pesquisa survey

Anexos
309
APRESENTAÇÃO Caro(a) Sr.(a) Responsável pela área de Desenvolvimento de Produto Vimos por meio desta apresentar os objetivos almejados nesta pesquisa.
O questionário que se segue é um importante instrumento de pesquisa do projeto
desenvolvido por um grupo do Departamento de Engenharia de Produção, da UFSCar e tem
por objetivo identificar os principais problemas e as variáveis envolvidas na gestão do
processo de desenvolvimento de produto na indústria brasileira de autopeças
Este diagnóstico abrange as condições do ambiente econômico e tecnológico que
condicionam este processo e as práticas de organização e gerenciamento internas ao mesmo.
Como resultado final, o projeto pretende propor um modelo de referência que envolva
atividades de planejamento estratégico, estrutura organizacional, gestão de recursos,
indicadores de desempenho e aprendizagem organizacional do processo de desenvolvimento
de produto.
Contamos com a colaboração dos senhores no preenchimento deste questionário,
destacando o nosso compromisso de “sigilo” acadêmico e retribuição, com a divulgação dos
resultados para as empresas participantes.
Agradeceríamos o retorno deste questionário até o dia X de X de 2000. Por favor, veja
o endereço na última página deste questionário.
CONTEÚDO DO QUESTIONÁRIO
Este questionário é composto por quatro seções, buscando cobrir todas as informações necessárias para o diagnóstico do Desenvolvimento de Produto na indústria de autopeças.
SEÇÃO 1 – Caracterização da Empresa SEÇÃO 2 – Práticas no Desenvolvimento de Produto SEÇÃO 3 – Desempenho do Desenvolvimento de Produto SEÇÃO 4 – Tendências no Desenvolvimento de Produto Todas as questões deste questionário devem ser respondidas em relação à unidade da
empresa que se encontra o respondente.

Anexos
310
Seção 1 - Caracterização da empresa
O propósito desta seção inicial é caracterizar a sua empresa (unidade) para que seja possível categorizá-la dentro da população de empresas que responderá este questionário. Com esta categorização será possível comparar os dados de sua empresa com os de organizações do mesmo tamanho e tipo.
1.1 - Nome do respondente: __________________________________________________ 1.2 - Cargo do respondente: __________________________________________________ 1.3 – Área de atuação do respondente: __________________________________________ 1.4 - Nome da empresa: _____________________________________________________ 1.5 - Localização (cidade/estado): ______________________________________________ 1.5- Email: ________________________________________________________________ 1.6- Nacionalidade do capital: ________________________________________________ 1.7- Qual o número de unidades/filiais que o grupo possui no mundo? _________________ 1.8 – Ano de fundação da unidade: _________ 1.9- Ano de início de atuação da unidade no setor automotivo: _____________ 1.10- Número de funcionários da unidade: _______________________________________ 1.11- Faturamento médio anual da unidade (em Reais) :
( ) abaixo de R$10 milhões ( ) entre R$10 e R$24 milhões ( ) entre R$25 e R$99 milhões ( ) entre R$100 e R$499 milhões ( ) entreR$500 e R$999 milhões ( ) acima de R$ 1 bilhão
1.12– Qual a porcentagem que o faturamento da unidade local representa no faturamento total do
grupo? ___________________ 1.13- Quais as principais linhas de produtos da unidade? (linha de produto refere-se a um conjunto de produtos com uma mesma função e mesma base tecnológica)
• __________________________ • __________________________ • __________________________
1.14- A empresa é sistemista? ( ) Sim ( ) Não 1.15- Qual a porcentagem do faturamento da unidade advinda da exportação?
( ) 0 a 10% ( ) 11% a 20% ( ) 21 % a 50% ( ) 51% a 70% ( ) acima de 70%
1.16- Cite os três principais países cliente: _________________________________ _________________________________ _________________________________

Anexos
311
Seção 2 - Práticas no Desenvolvimento de Produto
O objetivo desta segunda seção é identificar as principais práticas utilizadas no desenvolvimento de produto da indústria de autopeças. Essas práticas envolvem os tipos de projeto de desenvolvimento de produto, as parcerias, as formas de organização, as etapas e as ferramentas utilizadas no desenvolvimento de produto. 2.1- Marque com um X na coluna à esquerda da tabela abaixo, os tipos de produtos desenvolvidos por sua unidade. Na coluna à direita, coloque a porcentagem média correspondente à participação de cada tipo de produto no total de projetos desenvolvidos nos últimos três anos.
Tipos Realizados
Tipo Descrição % média
Partes proprietárias da Autopeças
são produtos totalmente desenvolvidos e testados pela empresa de autopeça e vendido às montadoras através de catálogos e/ou assistência técnica, onde a empresa de autopeça auxilia a montadora na escolha do modelo que melhor se adapte às condições de seu produto
“black box” neste tipo de produto, a montadora estabelece as metas de desempenho, detalhes da interface, forma exterior e outros aspectos básicos e a empresa de autopeça faz a engenharia detalhada da peça, podendo construir ou não o protótipo
Partes de controle detalhado da montadora
são produtos em que a montadora realiza projeto detalhado da peça e a empresa de autopeça desenvolve o processo, podendo construir ou não o protótipo
Adaptação de partes controladas das
montadoras
idem ao anterior, mas a empresa de autopeça pode sugerir alterações ou, mesmo a montadora pode também requisitá-la (caso típico da nacionalização de um produto)
Total 100%

Anexos
312
Para um maior entendimento das questões seguintes, é destacada uma breve descrição de cada um dos tipos de projetos de desenvolvimento de produto (DP) analisados.
Tipo de Projeto Descrição Projetos “Follow Source” Projetos desenvolvidos pela matriz ou outra unidade do grupo e/ou montadora e
que não requerem alterações significativas feitas pela unidade local no projeto
do produto. Desenvolve-se o processo localmente, ou faz-se adequações do
processo já desenvolvido à unidade local.
Projetos incrementais ou derivados Projetos que criam produtos que são derivados, híbridos ou com pequenas
modificações em relação aos já existentes.
Projetos plataforma Projetos que envolvem alterações significativas no produto, mas sem a
introdução de novas tecnologias ou novos materiais.
Projetos radicais Projetos que envolvem alterações significativas no produto, podendo criar uma
nova categoria de produtos. Geralmente, são incorporadas novas tecnologias e
materiais.
2.2- Preencha a porcentagem média que cada um dos tipos de projeto de desenvolvimento de produtos representa (em termos de volume de projetos) no total de projetos de DP desenvolvidos pela unidade local, nos últimos três anos. (se o tipo de projeto não for desenvolvido pela unidade local, a porcentagem deve ser zero).
Tipo de Projeto % média relativa (em relação ao total de projetos desenvolvidos nos últimos 3 anos)
Projetos "Follow Source"
Projetos incrementais ou derivados Projetos plataforma Projetos radicais TOTAL 100% 2.3- A unidade desenvolve projetos de alianças ou parcerias em termos de desenvolvimento de produto? (Projetos que possuem finalidade estratégica, tal como aprender uma nova tecnologia ou aproveitar uma oportunidade de mercado; são realizados em parceria com outras empresas ou organizações) ( ) Não ( ) Sim. Com quem são desenvolvidas essas parcerias ou alianças?
– Clientes: Montadoras ( ) Outras autopeças (Sistemistas) ( ) Outros clientes ( ) Quais? ______________________________________________________________________________
– Fornecedores ( ) – Universidades ( ) – Institutos de Pesquisa ( ) – Empresas de Consultoria ( ) – Outros: ________________ ________________

Anexos
313
Caso não exista parceria com o cliente “Montadora”, pule a questão 2.3. 2.4 – Qual o grau de intensidade da parceria com as montadoras para cada um dos tipos de projeto que a empresa desenvolve? – utilize a seguinte escala para responder essa questão (segunda coluna) • 0 a 19% desse tipo de projeto é desenvolvido em parceria com as montadoras – Assinale 1 • 20 a 39% desse tipo de projeto é desenvolvido em parceria com as montadoras – Assinale 2 • 40 a 59% desse tipo de projeto é desenvolvido em parceria com as montadoras – Assinale 3 • 60 a 79% desse tipo de projeto é desenvolvido em parceria com as montadoras – Assinale 4 • 80 a 100% desse tipo de projeto é desenvolvido em parceria com as montadoras – Assinale 5 Assinale também em quais etapas do processo de desenvolvimento de produto há o envolvimento das montadoras? E há quanto tempo essa integração vem ocorrendo?
Tipo de Projeto
Grau de intensidade da parceria
(assinale com X)
Etapas em que há o envolvimento das montadoras (assinale com X)
Há quanto tempo existe esta integração?
(assinale com X) 1 2 3 4 5 Concepção Projeto do
Produto Projeto do Processo
Produção Piloto
Start up (Run up)
0 - 2 anos
2 - 5 anos
mais que 5 anos
Projetos "Follow Source" (100%)
Projetos incrementais ou derivados (100%)
Projetos plataforma (100%)
Projetos radicais (100%)
Caso não exista parceria com o cliente “Outra autopeça (Sistemista)”, pule a questão 2.4. 2.5 – Qual o grau de intensidade da parceria com sistemistas para cada um dos tipos de projeto que a empresa desenvolve? – utilize a seguinte escala para responder essa questão (segunda coluna) • 0 a 19% desse tipo de projeto é desenvolvido em parceria com os sistemistas – Assinale 1 • 20 a 39% desse tipo de projeto é desenvolvido em parceria com os sistemistas – Assinale 2 • 40 a 59% desse tipo de projeto é desenvolvido em parceria com os sistemistas – Assinale 3 • 60 a 79% desse tipo de projeto é desenvolvido em parceria com os sistemistas – Assinale 4 • 80 a 100% desse tipo de projeto é desenvolvido em parceria com os sistemistas – Assinale 5

Anexos
314
Assinale também em quais etapas do processo de desenvolvimento de produto há o envolvimento dos sistemistas? E há quanto tempo essa integração vem ocorrendo?
Tipo de Projeto
Grau de intensidade da parceria
(assinale com X)
Etapas em que há o envolvimento dos sistemistas (assinale com X)
Há quanto tempo existe esta integração?
(assinale com X) 1 2 3 4 5 Concepção Projeto
do Produto
Projeto do
Processo
Produção Piloto
Start up (Run up)
0 - 2 anos
2 - 5 anos
mais que 5 anos
Projetos "Follow Source" (100%)
Projetos incrementais ou derivados (100%)
Projetos plataforma (100%)
Projetos radicais (100%)
Caso não exista parceria com os fornecedores, pule a questão 2.5. 2.6 – Qual o grau de intensidade da parceria com fornecedores para cada um dos tipos de projeto que a empresa desenvolve? – utilize a seguinte escala para responder essa questão (segunda coluna) • 0 a 19% desse tipo de projeto é desenvolvido em parceria com os fornecedores – Assinale 1 • 20 a 39% desse tipo de projeto é desenvolvido em parceria com os fornecedores – Assinale 2 • 40 a 59% desse tipo de projeto é desenvolvido em parceria com os fornecedores – Assinale 3 • 60 a 79% desse tipo de projeto é desenvolvido em parceria com os fornecedores – Assinale 4 • 80 a 100% desse tipo de projeto é desenvolvido em parceria com os fornecedores – Assinale 5

Anexos
315
Assinale também em quais etapas do processo de desenvolvimento de produto há o envolvimento dos fornecedores? E há quanto tempo essa integração vem ocorrendo?
Tipo de Projeto
Grau de intensidade da parceria
(assinale com X)
Etapas em que há o envolvimento dos fornecedores(assinale com X)
Há quanto tempo existe esta integração?
(assinale com X) 1 2 3 4 5 Concepção Projeto
do Produto
Projeto do
Processo
Produção Piloto
Start up (Run up)
0 - 2 anos
2 - 5 anos
mais que 5 anos
Projetos "Follow Source" (100%)
Projetos incrementais ou derivados (100%)
Projetos plataforma (100%)
Projetos radicais (100%)
2.7- Assinale com um X o tipo de organização que mais se aproxima da estrutura do desenvolvimento de produtos correspondente à sua unidade. Anote as diferenças significativas em relação à descrição básica, se houver.
Tipo de Organizaçã
o
Descrição Organização do Desenvolvimento
de Produto na unidade
Diferenças significativas em relação à descrição
básica do tipo de organização
Funcional Nesse tipo de organização, cada área de conhecimento é colocada em departamentos diferentes. Não existe um responsável geral em cada projeto, os gerentes de cada especialidade são os responsáveis pela alocação de recursos e pelo desempenho de suas funções.
Projeto Pura
O planejamento e a execução do projeto são realizados por equipes multidisciplinares de projeto que permanecem numa unidade organizacional autônoma. As equipes possuem vida finita e são dissolvidas no final do projeto. Todas as pessoas

Anexos
316
envolvidas num projeto, independentemente de sua especialidade, são reunidas em uma mesma unidade e devotam todo seu tempo a um único projeto.
Matricial Esse tipo de organização conta com equipes multidisciplinares de projeto, que possuem vida finita e planejam e coordenam suas próprias atividades. Os integrantes dessas equipes desempenham simultaneamente suas atividades nos projetos e nas funções especializadas de linha, e quando um projeto termina, o grupo se dissolve.
Outro tipo de
organização
(Descrição)
Se a organização do processo de Desenvolvimento de Produto é funcional, responda a questão 2.7 e, depois, passe para a questão 2.9. Se a organização do processo de Desenvolvimento de Produto é por projeto pura ou matricial, comece pela questão 2.8 (pule a questão 2.7) 2.8 – Qual é a função que lidera/coordena o processo de desenvolvimento de produto: ( ) Vendas / Marketing ( ) P&D (Pesquisa e Desenvolvimento) ( ) Engenharia de Produto ( ) Engenharia de Processo ( ) Planejamento / Logística ( ) Produção ( ) Suprimentos ( ) Qualidade ( ) Outras: ______________

Anexos
318
2.9- Quais as funções envolvidas na equipe principal (“core”) responsável pelo desenvolvimento de produto (funções que sempre fazem
parte da equipe de desenvolvimento de produto)?
( ) Vendas / Marketing ( ) P&D (Pesquisa e Desenvolvimento) ( ) Engenharia de Produto ( ) Engenharia de Processo ( ) Planejamento / Logística ( ) Produção ( ) Suprimentos ( ) Qualidade ( ) Outras: ______________ 2.10 - Quem lidera o processo de desenvolvimento de produto? ( ) um líder geral (lidera todos os projetos) ( ) um líder específico para cada projeto ( ) o líder da área onde reside o desenvolvimento de produto ( ) não há liderança formal ( ) outro tipo de liderança: ______________________________ 2.11 - Quem seleciona os líderes do desenvolvimento de produto? ( ) a alta administração da empresa ( ) a função onde reside o desenvolvimento de produtos ( ) os membros do grupo ( ) não há líderes ( ) outro tipo de seleção: _______________________________ 2.12 - A empresa possui um processo formal de desenvolvimento de produto (modelo de referência)? ( ) Não - passe para a questão 2.13 ( ) Sim - qual o referencial para este processo?
• ( ) APQP • ( ) Modelo de Referência da Matriz • ( ) Outro: _____________________
2.13 - Aproximadamente, há quantos meses a empresa segue um processo formal de desenvolvimento de produto? ( ) 0 a 24 meses ( ) 25 a 48 meses ( ) 49 a 60 meses ( ) há mais de 60 meses

Anexos
319
2.14- Assinalar com um X o local onde as atividades do desenvolvimento de produtos são realizadas: Atividades Realizad
as nesta unidade
Realizadas na
matriz
Realizadas em outras unidades do grupo
Realizadas por
empresas contratada
s
Outras alternativa
s (especifica
r) Pesquisa de Mercado Identificação das possibilidades tecnológicas Determinação dos requisitos dos clientes Identificação de riscos Avaliação de viabilidade Planejamento de recursos Tradução do conceito do produto em especificações, escolha de componentes, estilo e layout
Seleção de fornecedores Construção de modelos físicos (mockups) Avaliação de estilo e layout Transformação das etapas anteriores em desenhos e normas Elaboração e construção de protótipos Realização de testes com protótipos Tradução das especificações do projeto do produto em projeto do processo Desenvolvimento do processo de fabricação Desenvolvimento de ferramentas e equipamentos Teste de ferramentas e equipamentos Realização de produção piloto Teste de validação do produto Aprimoramento do processo produtivo 2.15 - Dentro do processo de desenvolvimento de produtos, existem os chamados "reviews” (pontos no processo para reavaliação do projeto e/ou etapa anterior, antes de avançar para as etapas
seguintes)
( ) Não

Anexos
320
( ) Sim. Em que etapas existem os “reviews”? (preencha a tabela seguinte)
Etapas Assinale com X as etapas em que existam os “reviews”
Número de “reviews” em cada etapa
Concepção Projeto do Produto Projeto do Processo Produção Piloto Start up (run up)
2.16- Durante o processo de desenvolvimento de produto são utilizadas ferramentas gerenciais e de sistema de informação. Aponte o grau de implantação das ferramentas utilizadas em sua empresa, conforme os critérios estabelecidos a seguir (primeiro quadro). Em seguida, aponte o Grau de Influência / Contribuição percebida sobre os Critérios de Desempenho do Processo de Desenvolvimento de Produto (apenas para as ferramentas com grau de implantação 4 ou 5), seguindo os critérios do segundo quadro.
Grau de Implantação (*)
1- A unidade não conhece a respectiva ferramenta 2- A unidade conhece, mas a respectiva ferramenta não está nos planos de implantação 3- A respectiva ferramenta está nos planos de implantação 4- A respectiva ferramenta está em fase de implantação 5- A respectiva ferramenta está totalmente implantada No caso da ferramenta encontrar-se em fase de implantação (grau 4) ou totalmente implantada (grau 5), indique qual o Grau de Influência / Contribuição percebida sobre os Critérios de
Desempenho do Processo de Desenvolvimento de Produto (**)
1- A respectiva ferramenta contribui muito pouco 2- A respectiva ferramenta contribui pouco 3- A respectiva ferramenta contribui razoavelmente 4- A respectiva ferramenta exerce uma boa contribuição 5- A respectiva ferramenta exerce uma ótima contribuição

Anexos
321
Ferramenta * Grau de Implantaçã
o
**Grau de Influência / Contribuição percebida sobre os critérios de desempenho de:
Qualidade
(grau com que o produto desenvolvido satisfaz os
desejos e expectativas dos consumidores)
Tempo (rapidez com que a
companhia se desloca da concepção até a
colocação do produto no mercado)
Produtividade (quantidade de
recursos necessários para conduzir o
projeto da concepção à comercialização)
FMEA (Análise do Efeito e Modo de Falha) Método Taguchi QFD (Desdobramento da Função Qualidade) DFMA (Projeto para Manufatura e Montagem) Engenharia Simultânea TRIZ Benchmarking CAD (Computer Aided Design) CAM (Computer Aided Manufacture) CAPP (Computer Aided Process Planning) Análise/Engenharia Do Valor As sete Ferramentas da Adm. Da Qualidade PDM (software de Gerenciamento de Dados de Projeto)
EDM (Eletronic Document Management) DOE (Design of Experiments) FTA (Fault Tree Analisys) Prototipagem Rápida Tecnologia de Grupo Técnicas de Simulação

Anexos
322
Seção 3 - Desempenho no Desenvolvimento de Produto
Esta terceira parte objetiva identificar os indicadores de desempenho utilizados para monitorar o desenvolvimento de produto na indústria de autopeças, bem como destacar alguns desempenhos obtidos no desenvolvimento de produto, nos últimos anos. 3.1 - A empresa possui indicadores para a análise de desempenho do seu Processo de Desenvolvimento de Produto? ( ) Não ( ) Sim (assinale com X as categorias de indicadores existentes) Critérios de Desempenho
Qualidade
(grau com que o produto desenvolvido satisfaz os desejos e
expectativas dos consumidores)
Tempo (rapidez com que a
companhia se desloca da
concepção até a colocação do produto no mercado)
Produt(quant
recunecessá
conduzirda conc
comerci
Processo de Desenvolvimento de Produto (como um todo)
Caso a empresa possua indicadores de desempenho detalhados por etapa do PDP, assinale com X as categorias de indicadores existentes: Critérios de Desempenho
Qualidade
(grau com que o produto
desenvolvido satisfaz os desejos e
expectativas dos consumidores)
Tempo (rapidez com que a
companhia se desloca da
concepção até a colocação do produto no mercado)
Produtivi(quantida
recursnecessário
conduzir o pda concep
comercializ
Concepção Projeto do Produto Projeto do Processo
Produção Piloto
Etapas do Processo de Desenvolvimento de
Produto
Start up (Run up) 3.2- Assinale os indicadores utilizados pela empresa para avaliação de desempenho do Processo de
Desenvolvimento de Produto:
( ) Porcentagem do faturamento advinda de novos produtos ( ) Porcentagem do lucro advinda de novos produtos ( ) Satisfação dos clientes quanto aos novos produtos ( ) Taxa de retorno (devolução) de novos produtos

Anexos
323
( ) Taxa de reparos em novos produtos ( ) Custo de falhas internas de novos produtos ( ) Custo de falhas externas de novos produtos (por exemplo, recall) ( ) Tempo do ciclo de desenvolvimento do produto ( ) Porcentagem de produtos lançados dentro do tempo planejado ( ) Custo do desenvolvimento por produto/projeto ( ) Taxa de retorno do investimento dedicado ao desenvolvimento de produto ( ) Outros: _____________________________________________ _____________________________________________ _____________________________________________ OBS.: Entenda como "produtos lançados" aqueles que resultaram ou passaram por algum dos tipos de projetos destacados na parte II deste questionário 3.3- Número de novos produtos lançados:
1998 1999 2000 Nº de novos produtos lançados em: % média desses novos produtos categorizados como sucesso financeiro
3.4- Qual a porcentagem do faturamentos dos novos produtos (lançados nos últimos 3 anos) no faturamento total do ano de 1999: _____________% Essa porcentagem pode ser considerada: ( ) acima do esperado ( ) como esperado ( ) abaixo do esperado 3.5- Qual o tempo médio de retorno financeiro dos novos produtos (lançados nos últimos 3 anos): ________ meses Esse tempo pode ser considerado: ( ) acima do esperado ( ) como esperado ( ) abaixo do esperado 3.6 – Destaque o tempo necessário para o processo de desenvolvimento de produto, em média, e assinale a avaliação para estes:
Tipo de Projeto Tempo Acima do Esperado
Como esperado
Abaixo do
EsperadoProjetos "Follow Source" meses Projetos incrementais ou derivados
meses
Projetos plataforma meses Projetos radicais meses

Anexos
324
Seção 4 - Tendências no Desenvolvimento de Produto
A última seção deste questionário procura destacar as tendências percebidas pelas empresas no desenvolvimento de produto, na indústria de autopeças.
4.1- Dentre as categorias de tendências para o processo de desenvolvimento de produtos abaixo relacionadas, quais as principais visualizadas pela sua organização? ( ) ciclos de inovações tecnológicas cada vez mais curtos ( ) aumento do número de lançamentos de novos produtos ( ) novas formas de organização do processo de desenvolvimento de produtos. Quais seriam? __________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ ( ) implantação de novas ferramentas/metodologias de gestão no processo de desenvolvimento de novos produtos. Quais seriam? __________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ ( ) desenvolvimento de novas parcerias no processo de desenvolvimento de produtos. Que tipos de parcerias seriam essas?
( ) com clientes ( ) com sistemistas ( ) com fornecedores ( ) com universidades ( ) com institutos de pesquisa ( ) com empresas de consultoria ( ) outros tipos de
parceiras:_________________________________
( ) centralização do processo de desenvolvimento de produtos na matriz ( ) maior autonomia para as unidades locais no processo de desenvolvimento de produtos ( ) Outras tendências: ________________________________
________________________________ ________________________________
________________________________

Anexos
325
Anexo 2:
Roteiro utilizado nos estudo de casos

Anexos
326
Roteiro de Visita para Estudo de Caso Roteiro para uso no desenvolvimento do estudo de caso junto a fornecedores. 1. Descrever o PDP da empresa 2. Descrição do produto desenvolvido em conjunto com a montadora 3. Estratégia de desenvolvimento de produto em termos de:
- escopo: o que foi desenvolvido no Brasil e o que foi desenvolvido no exterior (em termos de matriz e subsidiária). Listar as atividades realizadas no Brasil e as realizadas na matriz ou outras subsidiárias.
- nível de envolvimento de fornecedores: tipo de projeto (“follow source, incrementais ou derivados, plataforma e radicais) e tipo de produtos (peça proprietária da montadora, “black Box”, peça com controle detalhado da montadora e adaptação de peça controlada pela montadora)
- organização da equipe de projeto - investimento necessário
4. Principais práticas de gestão do processo de desenvolvimento de produto 5. Desempenho do processo de desenvolvimento de produto em termos
qualitativos
Desempenho
Parâmetros de desempenho
Abaixo da expectativas
Dentro das expectativas
Acima das Expectativas
Indicadores de desempenho utilizados
Tempo de desenvolvimento
Custo/Produtividade Qualidade
6. Relacionar as principais práticas de gestão do processo de
desenvolvimento de produto ao desempenho atingido no projeto 7. Principais dificuldades enfrentadas na gestão do processo de
desenvolvimento de produto desse projeto e possíveis soluções

Anexos
327
Roteiro de Visita para Estudo de Caso Roteiro para uso no desenvolvimento do estudo de caso junto às montadoras. 8. Descrever o PDP da empresa 9. Descrição do produto desenvolvido 10. Estratégia de desenvolvimento de produto em termos de:
- escopo: o que foi desenvolvido no Brasil e o que foi desenvolvido no exterior
- nível de envolvimento de fornecedores: tipo de projeto (“follow source, incrementais ou derivados, plataforma e radicais) e tipo de produtos (peça proprietária da montadora, “black Box”, peça com controle detalhado da montadora e adaptação de peça controlada pela montadora)
- organização da equipe de projeto - investimento necessário
11. Principais práticas de gestão do processo de desenvolvimento de produto 12. Desempenho do processo de desenvolvimento de produto em termos
qualitativos
Desempenho
Parâmetros de desempenho
Abaixo da expectativas
Dentro das expectativas
Acima das Expectativas
Indicadores de desempenho utilizados
Tempo de desenvolvimento
Custo/Produtividade Qualidade
13. Relacionar as principais práticas de gestão do processo de
desenvolvimento de produto ao desempenho atingido no projeto 14. Principais dificuldades enfrentadas na gestão do processo de
desenvolvimento de produto desse projeto e possíveis soluções 15. Principais fornecedores envolvidos no desenvolvimento de produto 16. Nível de participação dos fornecedores no desenvolvimento desse
projeto em particular.

Anexos
328
Anexo 3:
Equações matemáticas presentes no modelo completo das etapas
de simulação dinâmica

Anexos
329

Anexos
330

Anexos
331
Anexo 4:
Estrutura do modelo considerando as 5 etapas do APQP desenvolvido na simulação dinâmica

Anexos
332

Anexos
333

Anexos
334

Anexos
335