UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA...
42
UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA ELÉTRICA AUTOMAÇÃO DE SISTEMA DE RESFRIAMENTO DE ÁGUA Área de utilidades por Samuel José Venâncio Luiz Sérgio Carvalho Conceição Orientador Campinas (SP), Dezembro de 2007
-
Upload
nguyendien -
Category
Documents
-
view
213 -
download
0
Transcript of UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA...

UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
AUTOMAÇÃO DE SISTEMA DE RESFRIAMENTO DE ÁGUA
Área de utilidades
por
Samuel José Venâncio
Luiz Sérgio Carvalho Conceição Orientador
Campinas (SP), Dezembro de 2007

i
UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA ELÉTRICA
AUTOMAÇÃO DE SISTEMA DE RESFRIAMENTO DE ÁGUA
Área de utilidades
por
Samuel José Venâncio Relatório apresentado à Banca Examinadora do Trabalho de Conclusão do Curso de Engenharia Elétrica para análise e aprovação.
Orientador: Luiz Sérgio Carvalho Conceição
Campinas (SP), Dezembro de 2007
SUMÁRIO
LISTA DE ABREVIATURAS.................................................................. iii LISTA DE FIGURAS ................................................................................ iv
LISTA DE TABELAS ................................................................................ v
RESUMO .................................................................................................... vi ABSTRACT ............................................................................................... vii 1. INTRODUÇÃO ...................................................................................... 1 1.1. OBJETIVOS ..................................................................................................... 2 1.1.1. Objetivo Geral ................................................................................................ 2 1.1.2. Objetivos Específicos...................................................................................... 2 1.2. METODOLOGIA ............................................................................................. 2 1.3. ESTRUTURA DO TRABALHO ..................................................................... 3 1.4. REVISÃO BIBLIOGRAFICA ......................................................................... 3
2. FUNDAMENTAÇÃO TEÓRICA ........................................................ 5 2.1. HISTÓRIA SOBRE A AUTOMAÇÃO INDUSTRIAL ................................. 5 2.2. CONTROLADOR LÓGICO PROGRAMÁVEL – CLP ............................... 5 2.2.1. Evolução dos CLP´s ....................................................................................... 6 2.2.2. Como o CLP trabalha .................................................................................... 7 2.2.3. Constituição .................................................................................................... 7 2.2.4. Ciclo de trabalho de um CLP ........................................................................ 8 2.2.5. Aplicabilidade do CLP ................................................................................... 9
3. SISTEMA DE RESFRIAMENTO DE ÁGUA .................................. 11 3.1. JUSTIFICATIVA DE MELHORIAS NO SISTEMA .................................. 13 3.2. IMPLEMENTAÇÃO DO PROJETO ........................................................... 13 3.2.1. Materiais Utilizados ..................................................................................... 14 3.2.2. Métodos de Implantação .............................................................................. 15 3.2.3. Benefícios Qualitativos ................................................................................. 21
4. CONCLUSÃO FINAL ......................................................................... 22
REFERÊNCIAS BIBLIOGRÁFICAS ................................................... 23
GLOSSÁRIO ............................................................................................. 24
ANEXO I – PROJETO ELÉTRICO ...................................................... 27
iii
LISTA DE ABREVIATURAS
IHM Interface homem maquina CPU Centrar of Processing Unit CLP Controlador Lógico Programável USF Universidade São Francisco EPROM Erasable Programmable Read Only Memory (circuito eletrônico para
memória de leitura) UCP Unidade Central de Processamento Pç. peças Mts. metros
iv
LISTA DE FIGURAS
Figura 1. Estrutura Básica de um CLP ............................................................................................. 8 Figura 2. Ciclo de Varredura de um CLP ......................................................................................... 8 Figura 3. Circuito de Força para Partida e Reversão ......................................................................... 9 Figura 4. Programa Ladder para Partida e Reversão de um Motor ................................................... 9 Figura 5. Circuito de Força da Partida Estrela-Triângulo................................................................ 10 Figura 6. Programa Ladder para Partida Estrela-Triângulo ............................................................ 10 Figura 7. Planta de Sistema de Resfriamento de Água ................................................................... 11 Figura 8. Sistema de bombas e válvulas ......................................................................................... 12 Figura 9. Foto do novo Painel (painel de resfriamento de água) ..................................................... 15 Figura 10. Foto do Painel existente (painel de bombas e torres de resfriamento de água) ............... 16 Figura 11. Pressostato instalado na saída da bomba ....................................................................... 16 Figura 12. Fluxograma de funcionamento do programa de CLP das torres e alarme ....................... 18 Figura 13. Fluxograma de funcionamento do programa do CLP das bombas e alarmes .................. 19 Figura 14. Sensor de temperatura nos reservatórios de água ........................................................... 20 Figura 15. Sensor de temperatura na tubulação de saída para a fábrica ........................................... 20 Figura 16. Planta do Sistema de Resfriamento de Água com as devidas melhorias ......................... 21
v
LISTA DE TABELAS
Tabela 1. Materiais utilizados na implantação do sistema .............................................................. 15

vi
RESUMO
VENANCIO, Samuel José. Automatização de sistema de resfriamento de água. Campinas, 2007. Trabalho de Conclusão de Curso, Universidade São Francisco, Campinas, 2007. A proposta consiste na automatização de um sistema de resfriamento de água que possui cinco bombas, quatro torres de resfriamento de água, dois reservatórios e um sensor de temperatura, que através dos dados obtidos dele, será comandado automaticamente todo o trabalho de troca de bombas por defeito, ou ligar e desligar torres e bombas conforme a necessidade do sistema para atender a fábrica, serviço que hoje é feito manualmente pelos operadores do setor. Em casos de falha, será gerado um alarme para o operador que através de uma IHM instalada no novo painel identificará o problema ocorrido. No caso de falha de uma das bombas, o próprio sistema ligará a bomba reserva e o operador terá maior tempo para controlar o problema e evitando que o sistema pare. Palavras-chave: Sistema de resfriamento, automatização de sistema de bombas e torres. IHM, CLP.

vii
ABSTRACT
Automation of a water-cooling system composed of five pumps – four main and a spare –, four cooling towers, two reservoirs and a temperature sensor to control the system automatically, which currently is done manually. The main goal of this work consists of automating the water-cooling system to guarantee the full-time operation. Through an alarm signal, the operator is informed about the failure. Then, he can easily identify the defect checking the MMI and PLC, both installed in the new cubicle. With the spare pump, the mechanic will have more time to solve the problem keeping the system working.
Keywords: Water cooling system. MMI. PLC.

1
1. INTRODUÇÃO
A automação em sistemas de produção começou por volta da década de 20, primeiramente
nas linhas de montagem automotivas com Henry Ford daí para cá o avanço tecnológico nas mais
diversas áreas da automação industrial tem sido cada vez maior, proporcionando um aumento na
qualidade e quantidade de produção e reduzindo custos.
De acordo com Georgini (2003) na década de 60 começaram a surgir os Controladores
Lógicos Programáveis (CLP) que substituirão os painéis de cabina de controle com relés,
diminuindo assim o alto consumo de energia, a difícil manutenção e modificação de comandos e as
onerosas alterações na fiação. Atualmente, encontramos CLP’s utilizados na implementação de
painéis seqüenciais de intertravamento, controle de malhas, sistemas de controle estatístico de
processo, sistema de controle de estações, sistemas de controle de células de manufatura entre
outros.
Os CLP’s são encontrados em processos de empacotamento, engarrafamento, enlatamento,
transporte e manuseio de materiais, usinagem, geração de energia; em sistemas de controle predial
de ar condicionado, sistemas de segurança, montagem automatizada, linhas de pintura e sistemas de
tratamento de água, existentes em indústrias de alimentos, bebidas, automotiva, química, têxtil,
plásticos, papel e celulose, farmacêutica, siderúrgica e metalúrgica.
De acordo com Georgini (2003) um dos processos que os CLP’s são bem empregados é na
automatização de painéis elétricos das mais diversas aplicações, tanto na área industrial como
residencial, onde é possível a substituição de comandos a reles e contatores por um único
componente, eliminando assim a poluição visual dentro dos painéis elétricos pela diminuição de
componentes, melhorando o layout, melhorando o desempenho, confiabilidade, diminuindo o
consumo de energia e a carga térmica.
2
1.1. OBJETIVOS
1.1.1. Objetivo Geral
O principal objetivo deste projeto é a implementação das ferramentas de automação
estudadas durante o curso de Engenharia Elétrica da Universidade São Francisco. Desse modo, é
possível aplicar conceitos teóricos para a solução de problemas do dia-a-dia de uma planta
industrial. Os operadores, que atualmente precisam fazer manobras manualmente para manter o
sistema em operação, terão o auxilio de recursos automatizados para proporcionar de forma
confiável o funcionamento de equipamentos fundamentais para a fábrica.
1.1.2. Objetivos Específicos
Esta monografia tem como objetivo demonstrar em detalhes uma proposta de melhoria no
funcionamento e operação de um sistema de resfriamento de água, bem como apresentar os efeitos
da implementação na Robert Bosch e quais os ganhos obtidos.
Este sistema é responsável pelo fornecimento de água a uma temperatura controlada para as
linhas de produção da fábrica onde existem máquinas que dependem de resfriamento a água, como
encapsuladoras, injetoras de plástico, unidades de refrigeração dentre outras. A principal melhoria
para a automação do sistema foi a montagem de um novo painel com CLP, por onde serão
executados todos os comandos necessários para a automação do sistema, depois, a instalação de
sensores nos reservatórios de água e na tubulação de saída para a fábrica, este último com a
finalidade de fazer a leitura da água que será enviada para a fábrica em torno de 29,5°Celsius e
pressostatos em cada bomba. Assim, a temperatura da água e o funcionamento das bombas podem
ser controlados automaticamente, e por fim foi executado melhorias no painel existente para que o
mesmo pudesse ser comandado remotamente.
1.2. METODOLOGIA
A metodologia utilizada para a execução deste projeto foi embasada nas melhores técnicas
de automação existentes hoje.
3
Primeiramente foram levantadas todas as deficiências do sistema para poder dar início ao
projeto.
Quando era necessário ligar mais uma bomba ou torre de resfriamento, devido a temperatura
da água estar se elevando, o operador se deslocava até o local para fazer estas manobras
manualmente, quando não precisava mais de todos os equipamentos ligados o só ia ser percebido
quando fossem até o local para fazer o chek-list diário, gerando assim um desperdício enorme de
energia, mas quando dava algum alarme seja lá o motivo que o gerou, era acionado um sinal sonoro
no bombeiro que através de um painel sinótico, avisava o setor de utilidades que tinham de sair
correndo para primeiramente achar o defeito e tentar sana-lo, com isso muitas vezes causando o
aquecimento da água que está retornado para a fábrica e consequentemente ocasionando o desarme
de muitas máquina por alta temperatura.
Através destes dados foi possível elaborar o esquema elétrico e layout do novo painel
elétrico dentro das normas Brasileiras, através do software Autocad para comandar todas estas
operações automaticamente. Compra os componentes inexistentes na empresa e iniciar a montagem
do mesmo com um CLP e outros componentes para controlar todo o sistema existente. Elaborado e
testado o programa de CLP e IHM para que possa fazer os comandos necessários para a automação.
Por fim foi instalado o painel e componentes de campo, passado toda a fiação entre componentes e
painéis, feitos todos os testes e colocado o sistema em automático para acompanhamento.
1.3. ESTRUTURA DO TRABALHO
O projeto está estruturado com a apresentação de teorias sobre automação industrial de
processo, a história do CLP, com as mais diversas áreas que esta sendo empregado.
Logo após a apresentação teórica, há um pouco sobre o processo de resfriamento de água.
Começa ai todo o processo para a execução do projeto, incluindo montagem de painel, elaboração
de programa de CLP, todos os testes no programa antes de implantar no sistema, instalação de todos
os componentes no campo e interligação dos componentes, novo painel e sistema existente.
Efetuado todos os testes de instalação do software no sistema para identificar e sanar possíveis
falhas.
1.4. REVISÃO BIBLIOGRAFICA

4
Na década de 70 quando este sistema de resfriamento de água foi instalado na Robert Bosch
ainda não era muito difundida a automação em sistemas de processo como o descrito neste projeto e
sim em linhas de produção de peças, com o passar do tempo é que foi se formando a idéia de
implementação de sistemas auto-controlados em processos e também na área predial e residencial.
Conforme a tecnologia foi avançando, a Robert Bosch começou a melhorar suas instalações internas
pelas partes mais críticas como linhas de produção, distribuição de energia e sistemas de
climatização de ambientes como escritórios e os próprios ambientes de linhas de produção que
necessitam de ambientes considerados com sala limpa (ambientes com temperatura, umidade e
pureza do ar controla). Com tudo, alguns setores ficaram atrasados devido ao alto custo e a falta de
espaço disponível de imediato para execução. Um destes sistemas, por exemplo, é o proposto, pois
não podia ter paradas muito longas. Uma saída alternativa bem mais viável e de bom resultado foi a
implantação desse novo painel (painel de resfriamento de água) com tamanho que se adapta ao
espaço disponível e que automatizará todo o sistema sem ter que trocar os painéis existentes
gerando economia e confiabilidade no sistema por parte do restante da fábrica.
5
2. FUNDAMENTAÇÃO TEÓRICA
Neste capítulo será mostrado um pouco de como surgiu e a evolução da automação
industrial, depois abordado sobre áreas e métodos de aplicação, será falado sobre os controladores
lógicos programáveis (CLP), IHM e suas aplicações.
2.1. HISTÓRIA SOBRE A AUTOMAÇÃO INDUSTRIAL
A história da automação industrial começa com a criação das linhas de montagens
automobilísticas com Henry Ford, na década de 20. Daí para cá o avanço tecnológicas nas mais
diversas áreas da automação Industrial tem sido cada vez maior, proporcionando um aumento na
qualidade e quantidade de produção e reduzindo custos.
O avanço de automação está ligado, em grande parte, ao avanço da microeletrônica que se
deu nos últimos anos.
2.2. CONTROLADOR LÓGICO PROGRAMÁVEL – CLP
De acordo com Georgini (2003) o Controlador Lógico Programável - CLP (Também
conhecido do inglês como Programer Lógic Control - PLC) nasceu praticamente dentro da
indústria automobilística americana, especificamente na Hydronic Division da General Motors,
em 1968, devido a grande dificuldade de mudar a lógica de controle de painéis de comando a
cada mudança na linha de montagem. Tais mudanças implicavam em altos gastos de tempo e
dinheiro, devido todas as mudanças a ser feitas no painel tinham que ser feitas com as linhas
paradas, elinha parada é dinheiro jogado fora.
Sob a liderança do engenheiro Richard Morley, foi preparada uma especificação que refletia
as necessidades de muitos usuários de circuitos à reles, não só da indústria automobilística,
como de toda a indústria manufatureira, como metalúrgicas, indústrias testeis dentre outras.
Nascia assim, um equipamento bastante versátil e de fácil utilização, que vem se
aprimorando constantemente, diversificando cada vez mais os setores industriais e suas
aplicações, o CLP.
6
Desde o seu aparecimento, até hoje, muita coisa evoluiu nos controladores lógicos, como a
variedade de tipos de entradas e saídas, o aumento da velocidade de processamento, a inclusão
de blocos lógicos complexos para tratamento das entradas e saídas e principalmente o modo de
programação e a interface com o usuário.
2.2.1. Evolução dos CLP´s
Podemos didaticamente dividir os CLP's historicamente de acordo com o sistema de
programação por ele utilizado:
1a. Geração: Os CLP's de primeira geração se caracterizam pela programação
intimamente ligada ao hardware do equipamento. A linguagem utilizada era o Assembly que
variava de acordo com o processador utilizado no projeto do CLP, ou seja, para poder
programar era necessário conhecer a eletrônica do projeto do CLP. Assim a tarefa de
programação era desenvolvida por uma equipe técnica altamente qualificada, gravando-se o
programa em memória EPROM, sendo realizada normalmente no laboratório junto com a
construção do CLP.
2a. Geração: Aparecem as primeiras “Linguagens de Programação” não tão
dependentes do hardware do equipamento, possíveis pela inclusão de um “Programa Monitor”
no CLP, o qual converte (no jargão técnico, “compila”), as instruções do programa, verifica o
estado das entradas, compara com as instruções do programa do usuário e altera o estado das
saídas. Os Terminais de Programação (ou maletas, como eram conhecidas) eram na verdade
Programadores de Memória EPROM. As memórias depois de programadas eram colocadas no
CLP para que o programa do usuário fosse executado.
3a. Geração: Os CLP's passam a ter uma Entrada de Programação, onde um Teclado ou
Programador Portátil é conectado, podendo alterar, apagar, gravar o programa do usuário,
além de realizar testes (Debug) no equipamento e no programa. A estrutura física também sofre
alterações sendo a tendência para os Sistemas Modulares com Bastidores ou Racks.
4a. Geração: Com a popularização e a diminuição dos preços dos microcomputadores,
os CLP's passaram a incluir uma entrada para a comunicação serial. Com o auxílio dos
microcomputadores a tarefa de programação passou a ser realizada nestes. As vantagens eram: a
utilização de várias representações das linguagens, possibilidade de simulações e testes,
7
treinamento e ajuda por parte do software de programação, possibilidade de armazenamento de
vários programas no micro, etc.
5a. Geração: Atualmente existe uma preocupação em padronizar protocolos de
comunicação para os CLP's, de modo a proporcionar que o equipamento de um fabricante
“converse” com o equipamento outro fabricante, não só CLP's, como Controladores de Processos,
Sistemas Supervisórios, Redes Internas de Comunicação e etc., proporcionando uma integração a
fim de facilitar a automação, gerenciamento e desenvolvimento de plantas industriais mais flexíveis
e normalizadas, fruto da chamada Globalização. Existem Fundações
2.2.2. Como o CLP trabalha
Operacionalmente, a CPU lê os dados de entradas dos dispositivos de campo através da
interface de entrada, e então executa, ou realiza os controles de programa que tinham sido
armazenados na memória. Os programas são normalmente realizados na linguagem Ladder, a
linguagem que mais se aproxima de um esquema elétrico baseado em relês, e são colocados na
memória da CPU em forma de operações. Finalmente, baseado no programa, o CLP escreve ou
atualiza as saídas atuando nos dispositivos de campo. Este processo, também conhecido como um
ciclo, continua na mesma seqüência sem interrupções, ou mudanças, apenas quando as mudanças
são realizadas através de comandos de programa.
2.2.3. Constituição
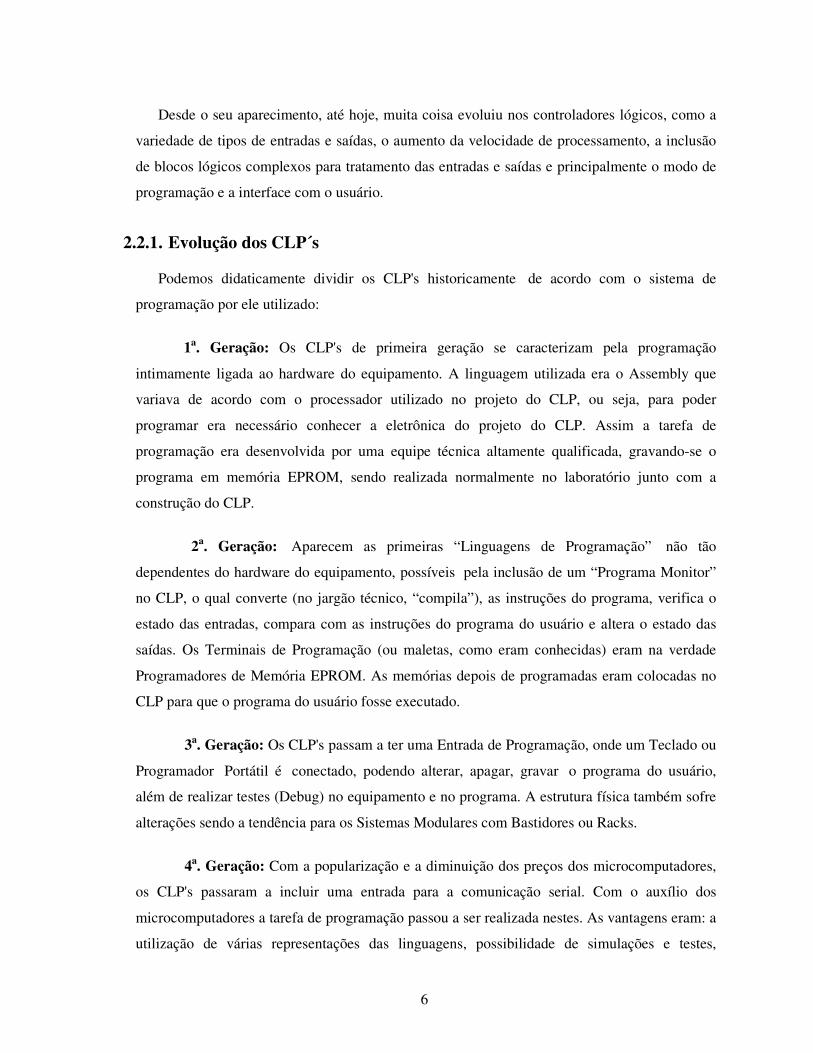
Na figura 1 está demonstrado como é a estrutura básica de um CLP. Estes são constituídos
basicamente por uma fonte de alimentação, uma Unidade Central de Processamento – UCP (Central
of Processing Unit - CPU), além de módulos de entrada e saída. A CPU é onde são realizados todos
os cálculos necessários à obtenção dos valores necessários às saídas, com base na leitura das
entradas, determinados pelo programa armazenado na memória.
8
Figura 1. Estrutura Básica de um CLP
Vale ressaltar que a figura 1 foi extraída de apostila de automação III, (2005).
2.2.4. Ciclo de trabalho de um CLP
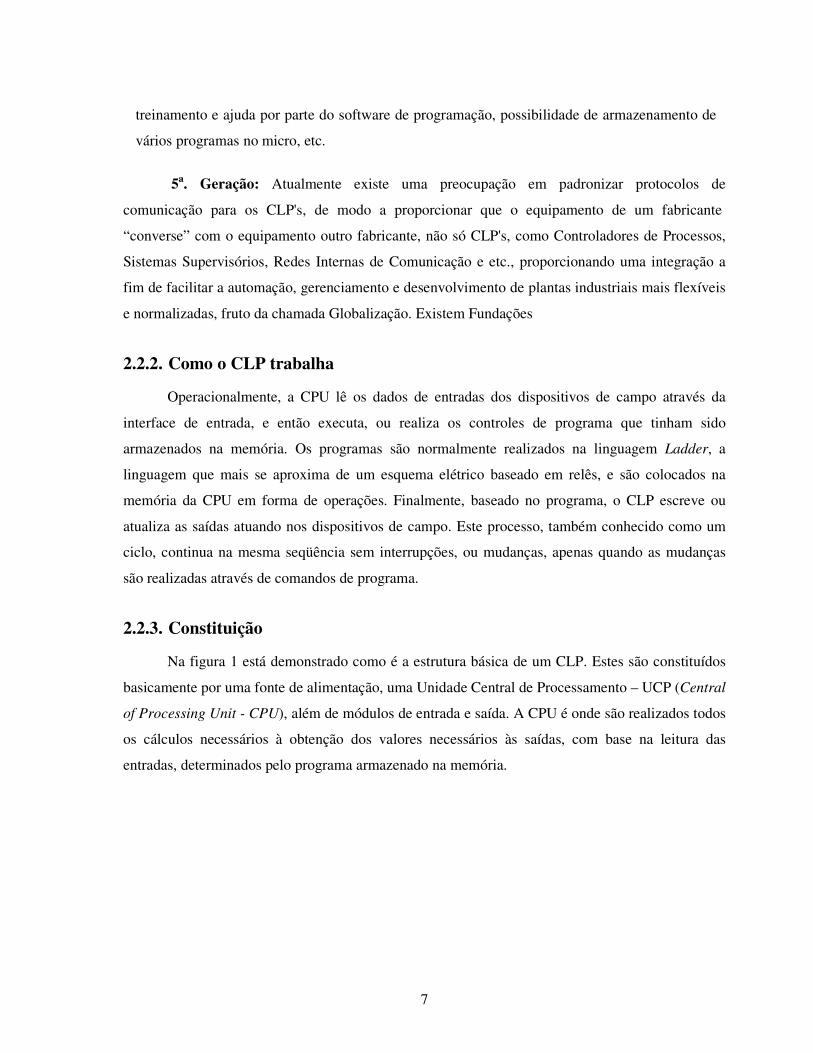
Na figura 2, ilustro um ciclo de varredura de um CLP. Quando está no estado de execução,
um CLP trabalha em loop, executando a cada ciclo de varredura, cuja duração é da ordem de mili-
segundos, uma série de instruções referentes aos programas presentes em sua memória:
Figura 2. Ciclo de Varredura de um CLP
Vale ressaltar que a figura 2 foi extraída de apostila de automação III, (2005).
9
2.2.5. Aplicabilidade do CLP
Os CLP’s são encontrados em processos de empacotamento, engarrafamento, enlatamento,
transporte e manuseio de materiais, usinagem, geração de energia; em sistemas de controle predial
de ar condicionado, sistemas de segurança, montagem automatizada, linhas de pintura e sistemas de
tratamento de água, existentes em indústrias de alimentos, bebidas, automotiva, química, têxtil,
plásticos, papel e celulose, farmacêutica, siderúrgica e metalúrgica.
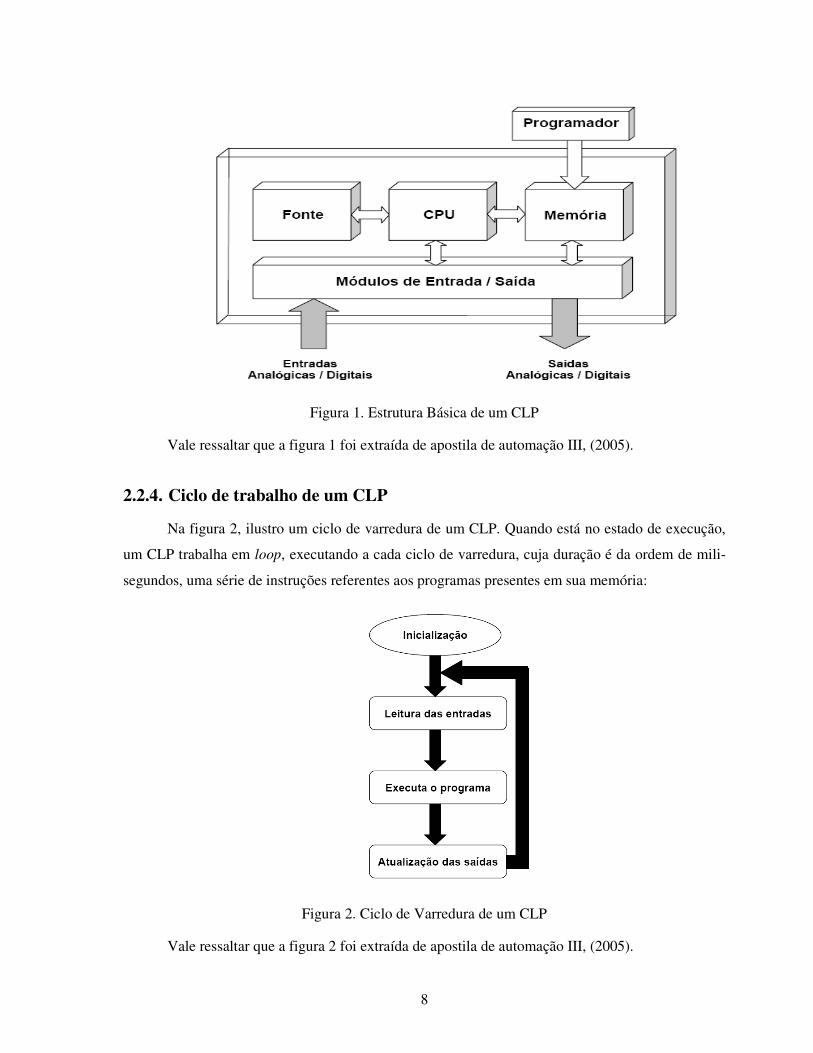
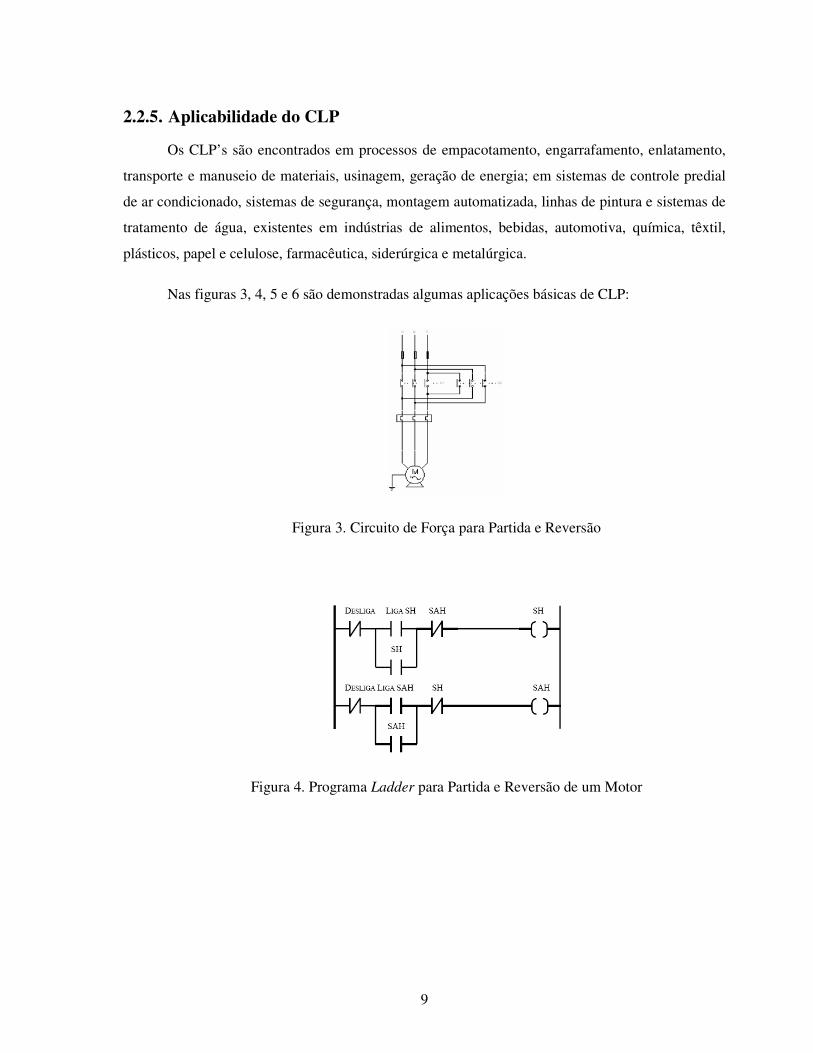
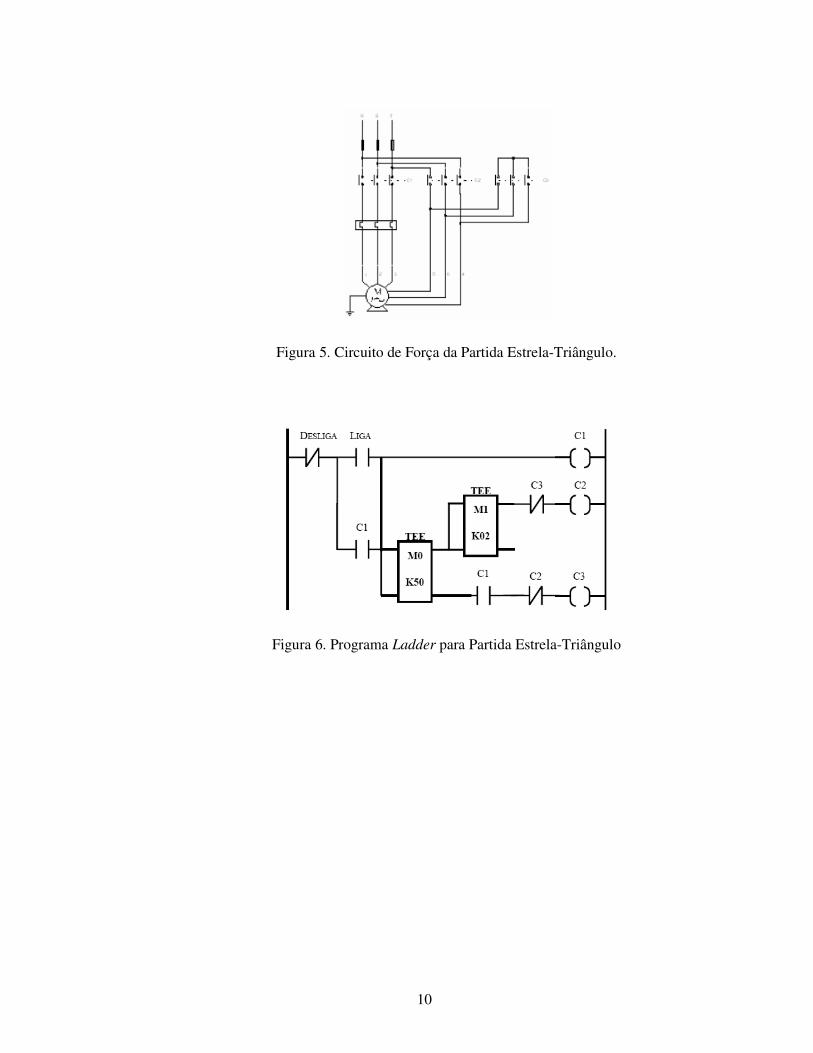
Nas figuras 3, 4, 5 e 6 são demonstradas algumas aplicações básicas de CLP:
Figura 3. Circuito de Força para Partida e Reversão
Figura 4. Programa Ladder para Partida e Reversão de um Motor
10
Figura 5. Circuito de Força da Partida Estrela-Triângulo.
Figura 6. Programa Ladder para Partida Estrela-Triângulo

3. SISTEMA DE RESFRIAMENTO DE ÁGUA
Na figura 7 é representado um sistema de resfriamento de água utilizado na empresa Robert
Bosch onde é feito todo processo de resfriamento da água utilizada pela fábrica. A água chega das
linhas em um reservatório que está conectado a cinco bombas como mostra a Figura 8, onde quatro
trabalham e uma fica de reserva para possíveis falhas nas bombas principais. Estas bombas são
interligadas cada uma em uma torre de resfriamento, onde existe um ventilador no seu topo, que ao
ser ligado retira o calor da água e uma bacia em sua base onde está conectada uma tubulação que
levará a água para outro reservatório por meio de gravidade e em seguida bombeada para a fábrica
através de outro sistema.
Figura 7. Planta de Sistema de Resfriamento de Água

12
Figura 8. Sistema de bombas e válvulas
Em muitos processos, a necessidade de remover carga térmica de um dado sistema e usa-se,
na maioria dos casos, água como o fluido de resfriamento. Devido à sua crescente escassez e
preocupação com o meio ambiente, além de motivos econômicos, a água quente que sai desses
resfriadores (trocadores de calor) deve ser reaproveitada. Para tanto, ela passa por um outro sistema
que a resfria, em geral um sistema de resfriamento de água.
Na Robert Bosch possui um sistema onde é feito todo processo de resfriamento da água
utilizada pela fábrica. Este sistema é constituído de reservatórios para armazenamento da água que
vem dos resfriadores, bombas que envia a água quente para as torres de resfriamento evaporativo
(Evaporative Cooling Tower), e retorna ao circuito dos resfriadores de processo nas linhas de
produção. A Figura 7 demonstrada acima no projeto mostra o esquema de uma planta de sistema de
resfriamento de água.
A água que sai dos resfriadores de processo é bombeada e distribuída no topo da torre de
resfriamento, constituída de um enchimento interno para melhor espalhar a água. Ar ambiente é
insuflado através do enchimento, em contracorrente ou corrente cruzada com a água que desce. Por
meio desse contato do líquido com o gás, parte da água evapora e ocorre o seu resfriamento.
Na prática, há outros sistemas. Por exemplo: lagoa de resfriamento (água quente entra num
lado da lagoa e após atravessar a sua extensão, sai resfriada do outro lado), torres de resfriamento
não evaporativo (usadas em usinas nucleares), etc. Mas, o sistema mais comum é o de resfriamento
de água evaporativo a ser apresentada neste trabalho. Ela é usada não só em processos industriais,
mas também em prédios com sistema central de ar condicionado, como "shopping centers".
13
3.1. JUSTIFICATIVA DE MELHORIAS NO SISTEMA
O sistema apresentado possui uma enorme dificuldade para o manuseio e controle do
sistema pelo fato de todas as manobras serem feitas manualmente. O sistema é constituído de cinco
bombas onde quatro são de operação normal e uma é reserva para substituir qualquer uma delas em
um possível defeito, e quatro torres de resfriamento onde é feito o resfriamento de toda a água
utilizada na produção da empresa, para acioná-las o operador desloca até o local para fazer todas as
manobras em válvulas e painéis elétricos manualmente. Existe um sensor de temperatura que gera
um sinal digital acionando um relê no painel de alarmes. Este painel está interligado na central de
bombeiros, que ao receber a indicação de falha liga para o setor de utilidades, avisando o ocorrido
para que possam ir até o local analisar o problema e normalizar o sistema. A maioria dos problemas,
é o alarme de alta temperatura gerado por este sensor que estava instalado na tubulação de saída de
água para a fabrica, com isso o operador perde muito tempo ao ter que ir até o local e ligar mais
uma bomba e mais uma torre manualmente. Quando o problema é o defeito em alguma bomba o
operador tem que fazer toda a manobra de inversão de válvulas para que a bomba reserva possa
assumir a função daquela que deu o defeito, após isso é acionada a manutenção para fazer o reparo
na mesma. No término dos reparos é feita toda a manobra de válvulas novamente para que a bomba
que deu defeito seja colocada em funcionamento e desligando a bomba reserva.
Muitas vezes ocorrem problemas como o operador estar longe do local, gerando demora em
chegar às bombas para sanar o defeito ocorrido e correndo o risco de parar o fornecimento de água
para a fabrica paralisando parcialmente a produção tanto por falta de água como também por falta
de ar comprimido devido os compressores utilizam a água deste sistema.
3.2. IMPLEMENTAÇÃO DO PROJETO
O projeto foi implementado na empresa Robert Bosch com sucesso, utilizando como base o
objetivo apresentada neste estudo, que foi a automatização de um sistema de resfriamento de água
através de melhorias elétricas no painel existente e instalação de novos componentes de campo e
um novo painel que está fazendo todo o controle automaticamente.
Nos itens decorrentes, serão apresentadas quais as necessidades exigidas para a sua
aplicabilidade e quais os benefícios gerados.
14
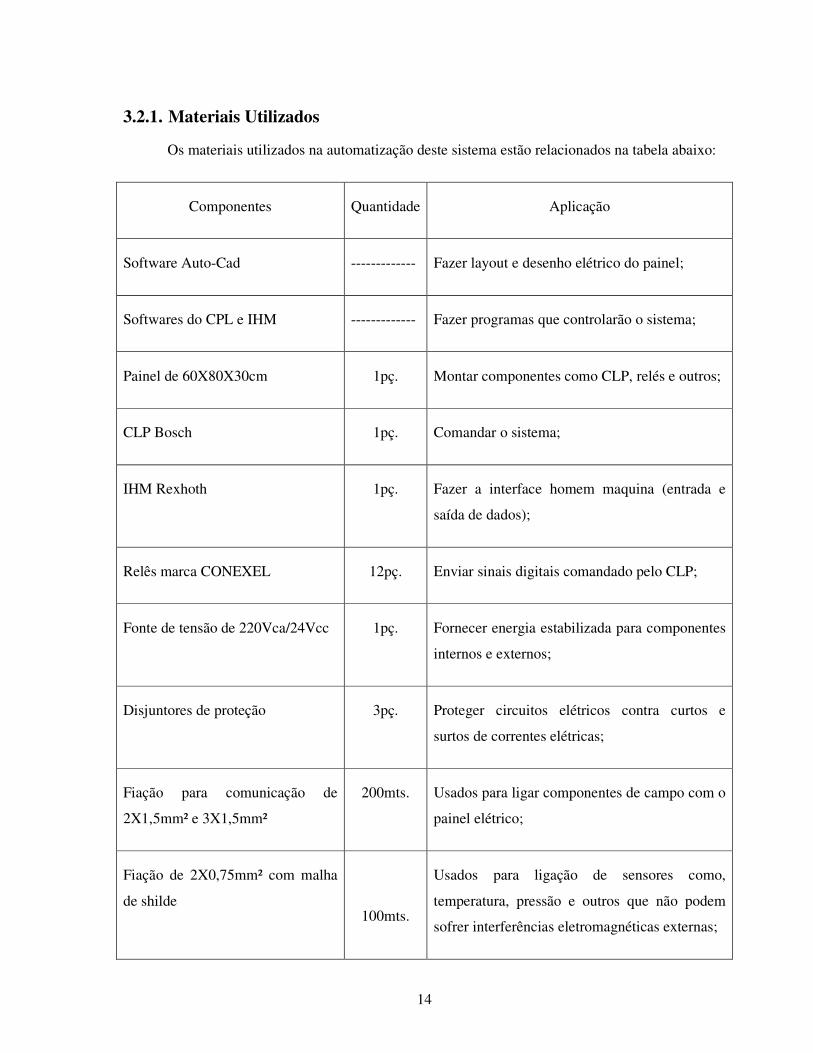
3.2.1. Materiais Utilizados
Os materiais utilizados na automatização deste sistema estão relacionados na tabela abaixo:
Componentes Quantidade Aplicação
Software Auto-Cad ------------- Fazer layout e desenho elétrico do painel;
Softwares do CPL e IHM ------------- Fazer programas que controlarão o sistema;
Painel de 60X80X30cm 1pç. Montar componentes como CLP, relés e outros;
CLP Bosch 1pç. Comandar o sistema;
IHM Rexhoth 1pç. Fazer a interface homem maquina (entrada e
saída de dados);
Relês marca CONEXEL 12pç. Enviar sinais digitais comandado pelo CLP;
Fonte de tensão de 220Vca/24Vcc 1pç. Fornecer energia estabilizada para componentes
internos e externos;
Disjuntores de proteção 3pç. Proteger circuitos elétricos contra curtos e
surtos de correntes elétricas;
Fiação para comunicação de
2X1,5mm² e 3X1,5mm²
200mts. Usados para ligar componentes de campo com o
painel elétrico;
Fiação de 2X0,75mm² com malha
de shilde
100mts.
Usados para ligação de sensores como,
temperatura, pressão e outros que não podem
sofrer interferências eletromagnéticas externas;
15
Fiação de 20X1.0mm² 20mts. Usados para interligações entre painéis;
Atuadores elétricos 4pç. Abrir e fechar de válvulas através de comando
elétrico
Pressostatos 5pç. Controlar falta de pressão em uma tubulação
tanto de produtos líquidos como gasosos;
Sensores de temperatura PT100 3pç. Controlar temperaturas.
Tabela 1. Materiais utilizados na implantação do sistema
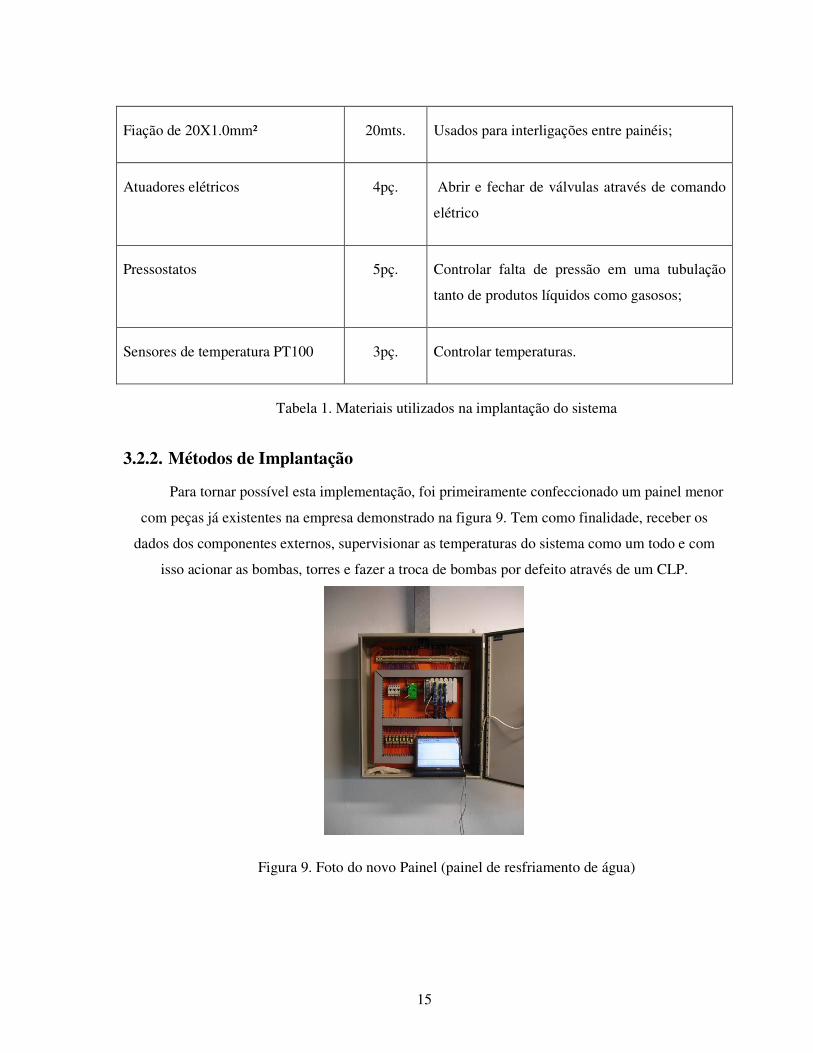
3.2.2. Métodos de Implantação
Para tornar possível esta implementação, foi primeiramente confeccionado um painel menor
com peças já existentes na empresa demonstrado na figura 9. Tem como finalidade, receber os
dados dos componentes externos, supervisionar as temperaturas do sistema como um todo e com
isso acionar as bombas, torres e fazer a troca de bombas por defeito através de um CLP.
Figura 9. Foto do novo Painel (painel de resfriamento de água)
16
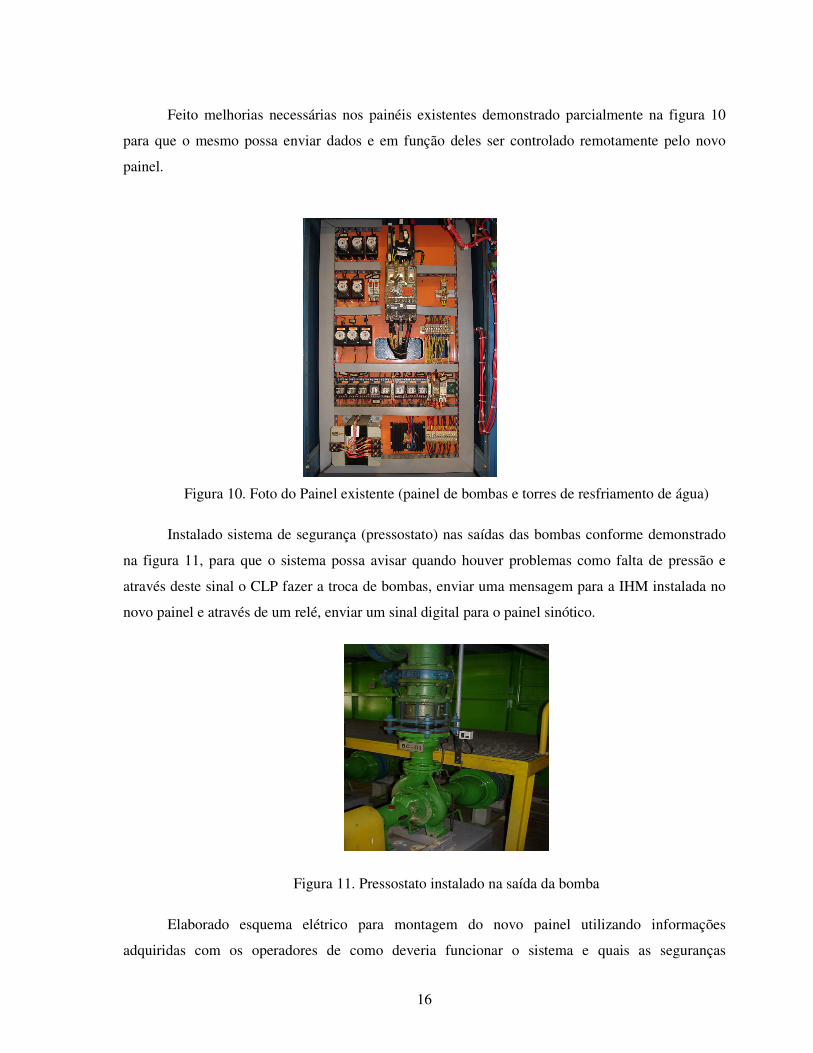
Feito melhorias necessárias nos painéis existentes demonstrado parcialmente na figura 10
para que o mesmo possa enviar dados e em função deles ser controlado remotamente pelo novo
painel.
Figura 10. Foto do Painel existente (painel de bombas e torres de resfriamento de água)
Instalado sistema de segurança (pressostato) nas saídas das bombas conforme demonstrado
na figura 11, para que o sistema possa avisar quando houver problemas como falta de pressão e
através deste sinal o CLP fazer a troca de bombas, enviar uma mensagem para a IHM instalada no
novo painel e através de um relé, enviar um sinal digital para o painel sinótico.
Figura 11. Pressostato instalado na saída da bomba
Elaborado esquema elétrico para montagem do novo painel utilizando informações
adquiridas com os operadores de como deveria funcionar o sistema e quais as seguranças

17
necessárias para eliminação de falhas. O software utilizando foi o Auto-Cad (vide anexo I).
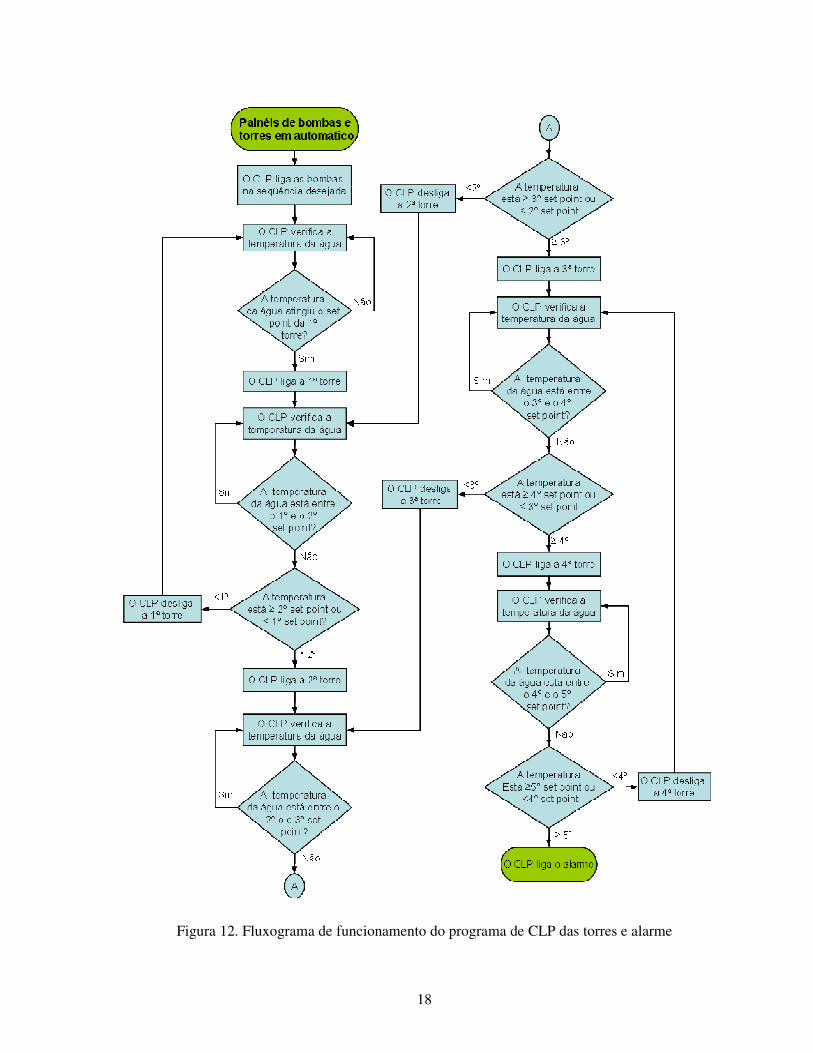
Confeccionado programa de CLP+IHM para controlar todo o sistema através dos dados recebidos
do campo utilizando o software WINSPS e Vicomposer, conforme fluxogramas de funcionamento e
alarmes demonstrados nas figuras 12 e 13. Softwares desenvolvidos pela empresa Rexhoth, empresa
que faz parte do grupo Bosch no Brasil.
18
Figura 12. Fluxograma de funcionamento do programa de CLP das torres e alarme
19
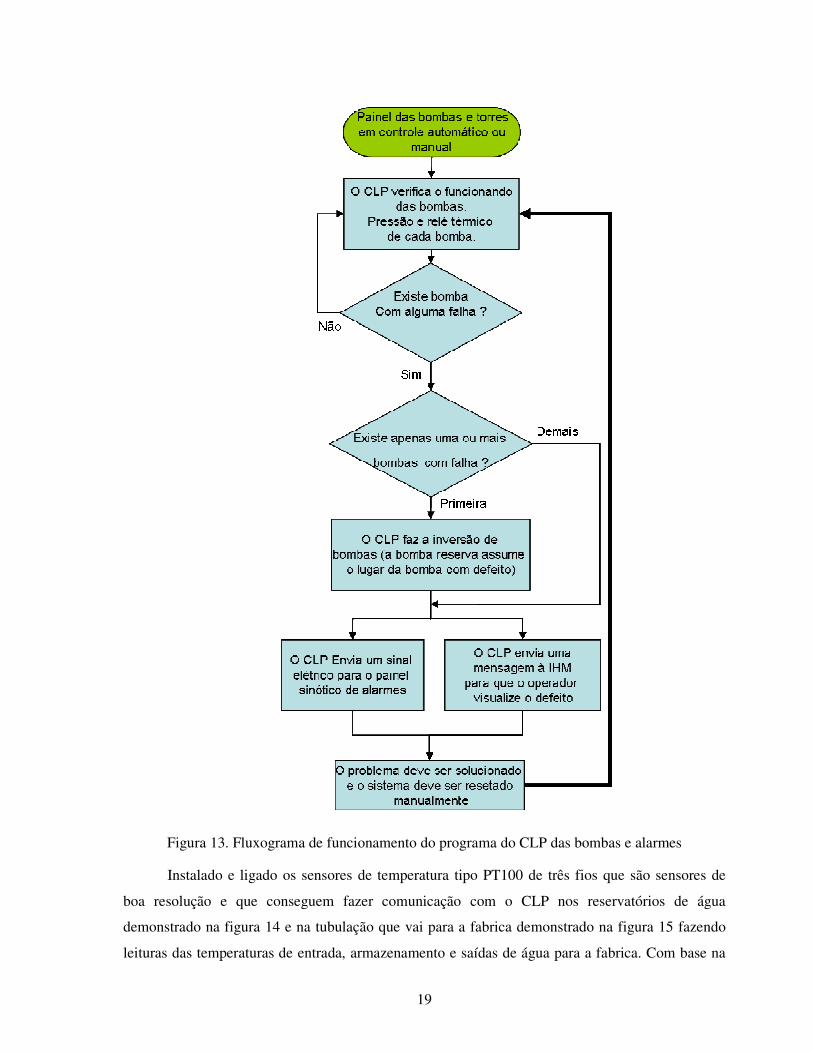
Figura 13. Fluxograma de funcionamento do programa do CLP das bombas e alarmes
Instalado e ligado os sensores de temperatura tipo PT100 de três fios que são sensores de
boa resolução e que conseguem fazer comunicação com o CLP nos reservatórios de água
demonstrado na figura 14 e na tubulação que vai para a fabrica demonstrado na figura 15 fazendo
leituras das temperaturas de entrada, armazenamento e saídas de água para a fabrica. Com base na

20
leitura desta temperatura, faz o acionamento das bombas e torres conforme a necessidade do
sistema e emite alarmes por defeito e temperaturas acima do especificado.
Figura 14. Sensor de temperatura nos reservatórios de água
Figura 15. Sensor de temperatura na tubulação de saída para a fábrica
Efetuado testes de instalação do software no sistema para identificar e sanar possíveis falhas
e finalização do projeto passando todo o sistema para o automático e acompanhamento do seu
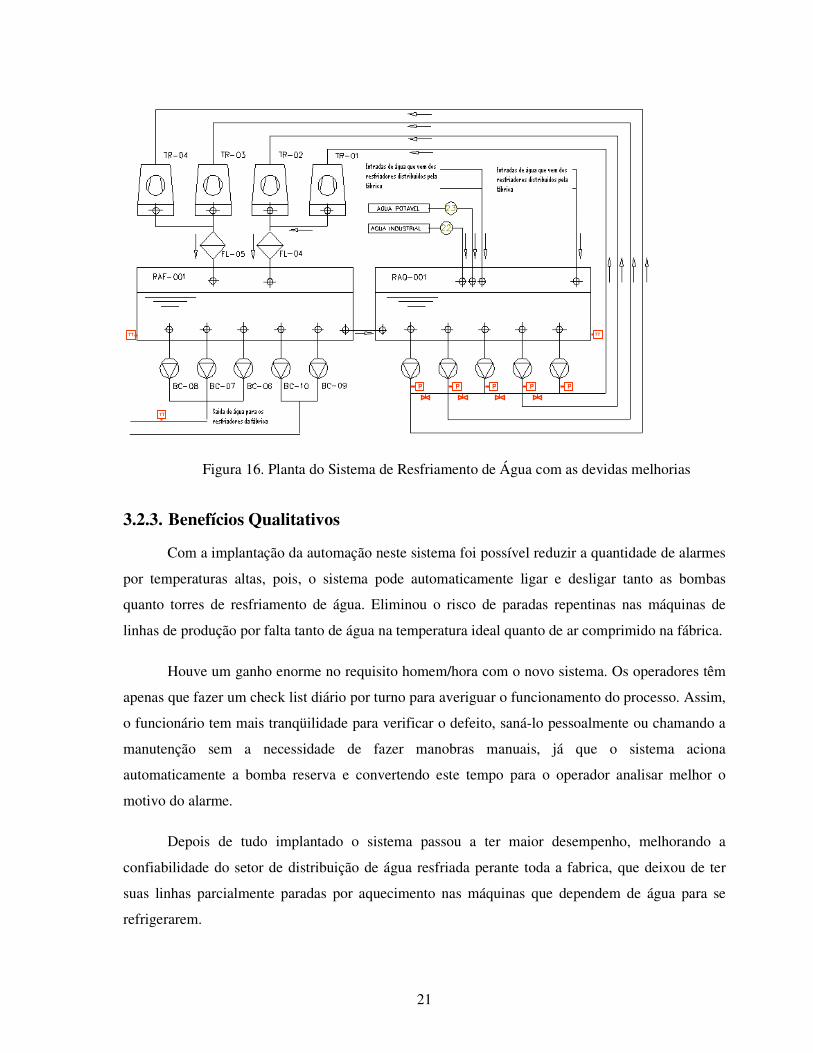
funcionamento. Na figura 16 é apresentado em vermelho onde foram instaladas às melhorias.
21
Figura 16. Planta do Sistema de Resfriamento de Água com as devidas melhorias
3.2.3. Benefícios Qualitativos
Com a implantação da automação neste sistema foi possível reduzir a quantidade de alarmes
por temperaturas altas, pois, o sistema pode automaticamente ligar e desligar tanto as bombas
quanto torres de resfriamento de água. Eliminou o risco de paradas repentinas nas máquinas de
linhas de produção por falta tanto de água na temperatura ideal quanto de ar comprimido na fábrica.
Houve um ganho enorme no requisito homem/hora com o novo sistema. Os operadores têm
apenas que fazer um check list diário por turno para averiguar o funcionamento do processo. Assim,
o funcionário tem mais tranqüilidade para verificar o defeito, saná-lo pessoalmente ou chamando a
manutenção sem a necessidade de fazer manobras manuais, já que o sistema aciona
automaticamente a bomba reserva e convertendo este tempo para o operador analisar melhor o
motivo do alarme.
Depois de tudo implantado o sistema passou a ter maior desempenho, melhorando a
confiabilidade do setor de distribuição de água resfriada perante toda a fabrica, que deixou de ter
suas linhas parcialmente paradas por aquecimento nas máquinas que dependem de água para se
refrigerarem.
P P P P P
TT TT
TT
22
4. CONCLUSÃO FINAL
Este projeto mostrou a utilização de técnicas de automação industrial ensinadas no decorrer
do curso de Engenharia Elétrica da USF.
A proposta foi melhorar um sistema que tinha uma deficiência muito grande na parte elétrica
como um todo devido o sistema ser antiquado e despreparado para eventuais problemas.
Foram implantados pressostatos, termostatos, CLP e IHM para fazer o monitoramento das
varáveis digitais (sinal de pressão, sinais de painel em ordem ou defeito), e variáveis analógicas
(sinais de temperatura e interface homem máquina).
Este sistema foi implementado na Robert Bosch com grande sucesso. Estamos medindo o
seu desempenho e até o momento está atendendo as expectativas do setor responsável.
Todos os recursos que foram usados nesta implementação já estavam disponíveis na
empresa, inclusive mão-de-obra, atendendo também os custos previstos.
Concretizar este projeto foi de grande importância para a os setores responsáveis, pois, tudo
que foi feito durante a implantação teve seus desafios e os mesmos foram contornados com muito
esforço, tanto da parte da empresa que forneceu todas as ferramentas necessárias para a conclusão.
Hoje estamos preparados para novos desafios na área de melhorias elétricas e mecânicas na
empresa, pois, tudo que foi conhecido com este projeto são coisas que usaremos durante todos os
dias dentro da empresa e fora dela também.
23
REFERÊNCIAS BIBLIOGRÁFICAS
[1] CL200 CONCEITOS BÁSICOS. Elaborado por CaP1/ETS - Aprendizagem industrial(Robert Bosch Campinas).
[2] MANUAL IHM REXHOTH
[3] ESPECIFICAÇÕES ELÉTRICAS PARA INSTALAÇÕES INDUSTRIAIS. 2003 CaP1/FCM1(Robert Bosch Campinas) Elaborado por Aldo.
[4] AUTOMAÇÃO INDUSTRIAL – (8ª edição) 2001 Ed. Érica AUTOR: Ferdinando Natale
[5] AUTOMAÇÃO APLICADA – Descrição e implementação de sistemas seqüenciais com PLCs (7ª edição) 2003 Ed. Érica AUTOR: Marcelo Georgini
[6] TÉCNICAS DE AUTOMAÇÃO – Ed. Lidel 2004 AUTOR: J.R. Caldas Pinto.
[7] INTRODUÇÃO À TECNOLOGIA DA REFRIGERAÇÃO E DA CLIMATIZAÇÃO – Ed. Artliber 1ª Edição 2004 AUTOR: Prof. Josué Graciliano da Silva
[8] Catalogo de sensores e componentes.
[9] Pesquisa sobre automação industrial http://ssooweb01.univali.br/prof/ALEJANDRO%20RAFAEL%20GARCIA%20RAMIREZ/Projetos/2005/Ic/PID_Anexo_03.doc Ultimo acesso 09/06/2007
[10] Pesquisa sobre CLP e sensores http://meusite.mackenzie.com.br/paulinong/ccl/ccl.html Ultimo acesso 02/06/2007
[11] Pesquisa sobre automação www.mecatronicaatual.com.br Ultimo acesso 09/06/2007
[12] Automação, http://www.cti.furg.br/~santos/apostilas/AutomacaoIII_230505.pdf, Ultimo acesso 21/10/2007.
[13] Funcionamento de uma Torre de Resfriamento de Água http://www.hottopos.com/regeq14/giorgia.pdf último acesso em 21/10/2007
24
GLOSSÁRIO
Relés Dispositivo elétrico destinado a produzir modificações súbitas e predeterminadas em um ou mais circuitos elétricos de saída, quando certas condições são satisfeitas nos circuitos de entrada que controlam o dispositivo. São utilizados para substituir contatores auxiliares por ocupar menos espaço e comportar pequenas quantidade de corrente elétrica.
Bornes Conector unipolar utilizado para interligação da fiação entre o painel e o campo.
Atuadores É um elemento que produz movimento, atendendo a comandos que podem ser
manuais ou automáticos. Como exemplo, pode-se citar atuadores de movimento induzido por cilindros pneumáticos (pneumática) ou cilindros hidráulicos (Hidráulica) e motores (dispositivos rotativos com acionamento de diversas naturezas).
Pressostato É um instrumento de medição de pressão utilizado como componente do
sistema de proteção de equipamento ou processos industriais. Sua função básica é de proteger a integridade de equipamentos contra sobrepressão ou subpressão aplicada aos mesmos durante o seu funcionamento. É constituído em geral por um sensor, um mecanismo de ajuste de set-point e uma chave de duas posições (aberto ou fechado). Como mecanismo de ajuste de set-point utiliza-se na maioria das aplicações uma mola com faixa de ajuste selecionada conforme pressão de trabalho e ajuste, e em oposição à pressão aplicada. O mecanismo de mudança de estado mais utilizado é o micro interruptor, podendo ser utilizado também ampola de vidro com mercúrio fechando ou abrindo o contato que pode ser do tipo normal aberto ou normal fechado.
Shilde Malha de proteção para cabos de sinal de controle. Tem como finalidade
proteger sinais de controle contra interferências magnéticas externas. Software É uma sequência de instruções a serem seguidas e/ou executadas, na
manipulação, redirecionamento ou modificação de um dado/informação ou acontecimento.
Hardware É a parte física do computador, ou seja, é o conjunto de componentes
eletrônicos, circuitos integrados e placas, que se comunicam através de barramentos. Em contraposição ao hardware, o software é a parte lógica, ou seja, o conjunto de instruções e dados processado pelos circuitos eletrônicos do hardware. Toda interacção dos usuários de computadores modernos é realizada através do software, que é a camada, colocada sobre o hardware, que transforma o computador em algo útil para o ser humano.
Assembly Uma linguagem de montagem ou assembly é uma notação legível por
humanos para o código de máquina que uma arquitetura de computador específica usa. A linguagem de máquina, que é um mero padrão de bits, torna-se legível pela substituição dos valores em bruto por símbolos
25
chamados mnemônicos. Por exemplo, enquanto um computador sabe o que a instrução-máquina IA-21 (10110000 01100001) faz, para os programadores é mais fácil recordar a representação equivalente em instruções mnemônicas MOV AL, 61h. Tal instrução ordena que o valor hexadecimal 61 (97, em decimal) seja movido para o registrador 'AL'.
Loop É uma palavra inglesa, que originalmente significa “aro”, “anel” ou
“sequência”, e que no contexto da língua portuguesa é usada com este último significado.
Winsps Software de programação de CLP Vicomposer Software de programação de IHM Ladder Linguagem de programação de CLP Auto-Cad É um software do tipo CAD — computer aided design ou projeto assistido
por computador — criado e comercializado pela Autodesk, Inc. desde 1982. É utilizado principalmente para a elaboração de peças de desenho técnico em duas dimensões (2D) e para criação de modelos tridimensionais (3D). Além dos desenhos técnicos, o software vem disponibilizando, em suas versões mais recentes, vários recursos para visualização em diversos formatos. É amplamente utilizado em arquitetura, design de interiores, engenharia mecânica e em vários outros ramos da indústria. O Autocad é atualmente disponibilizado apenas em versões para o sistema operacional Microsoft Windows, embora já tenham sido comercializadas versões para UNIX.
EPROM EPROM é um tipo de chip de memória de computador que mantém seus
dados quando a energia é desligada. Em outras palavras, é não-volátil. Uma EPROM é programada por um dispositivo eletrônico que dá voltagens maiores do que os usados normalmente em circuitos elétricos. Uma vez programado, uma EPROM pode ser apagada apenas por exposição a uma forte luz ultravioleta. EPROMs são facilmente reconhecíveis pela janela transparente no topo do pacote, pela qual o chip de silício pode ser visto, e que admite luz ultravioleta durante o apagamento. O processo de apagamento dura de 10 a 30 minutos.
Controlador de Processo
Na automação industrial, controladores de processo são equipamentos responsáveis pelo controle de processo industrial ou parte dele através de algoritmos de controle específicos, tais como PID, lógica fuzzy ou redes neurais. Podem ser ainda equipamentos programáveis capazes de realizar diversos tipos de algoritmos lógicos e matemáticos.
Sistemas Supervisórios
Sistemas Supervisórios são programas instalados em um computador conectado a uma rede de comunicação de um ou mais CLP´s (controlador lógico programável), que controlam um equipamento, uma máquina ou até mesmo um processo completo de fabricação. O programa de computador busca as informações no CLP e as exibe de forma animada na tela do computador, na forma de sinóticos, gráficos, displays de mensagens ou

26
numéricos, objetos em movimento como motores ou mudança de cores para identificar presença de produto em tanques e tubos. Também possibilita a atuação sobre o processo, acionando elementos, modificando valores ou até mesmo interromper o processo.
27
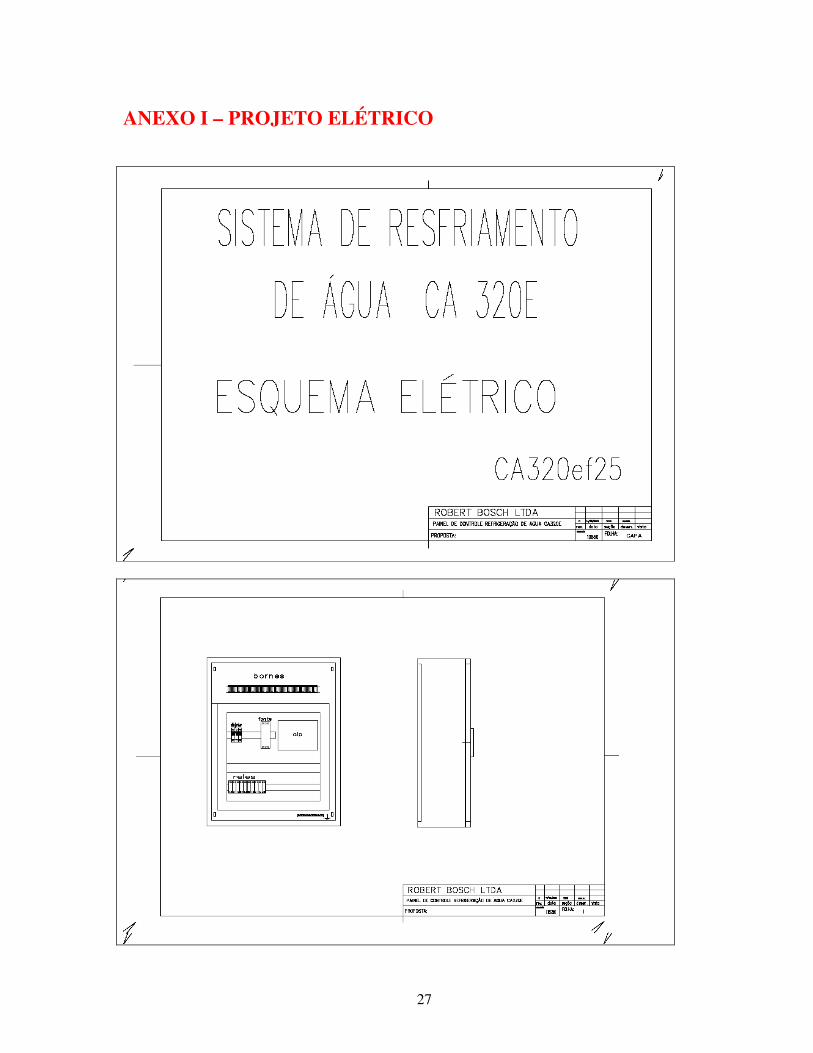
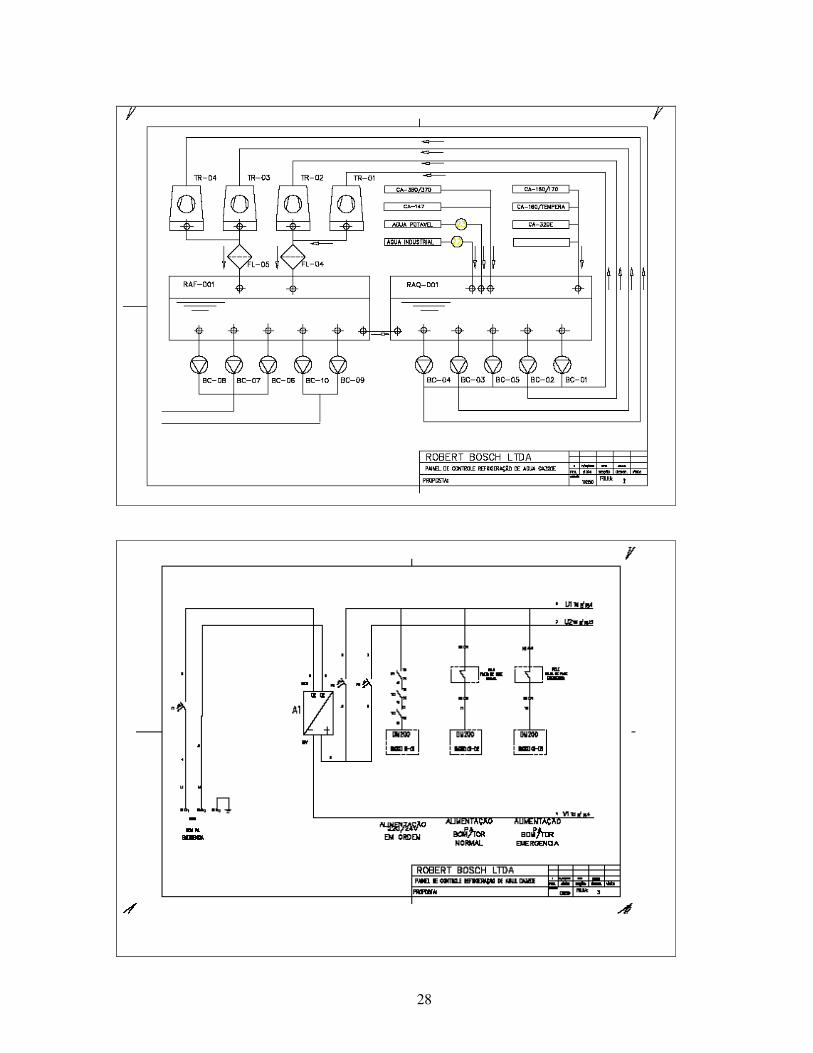
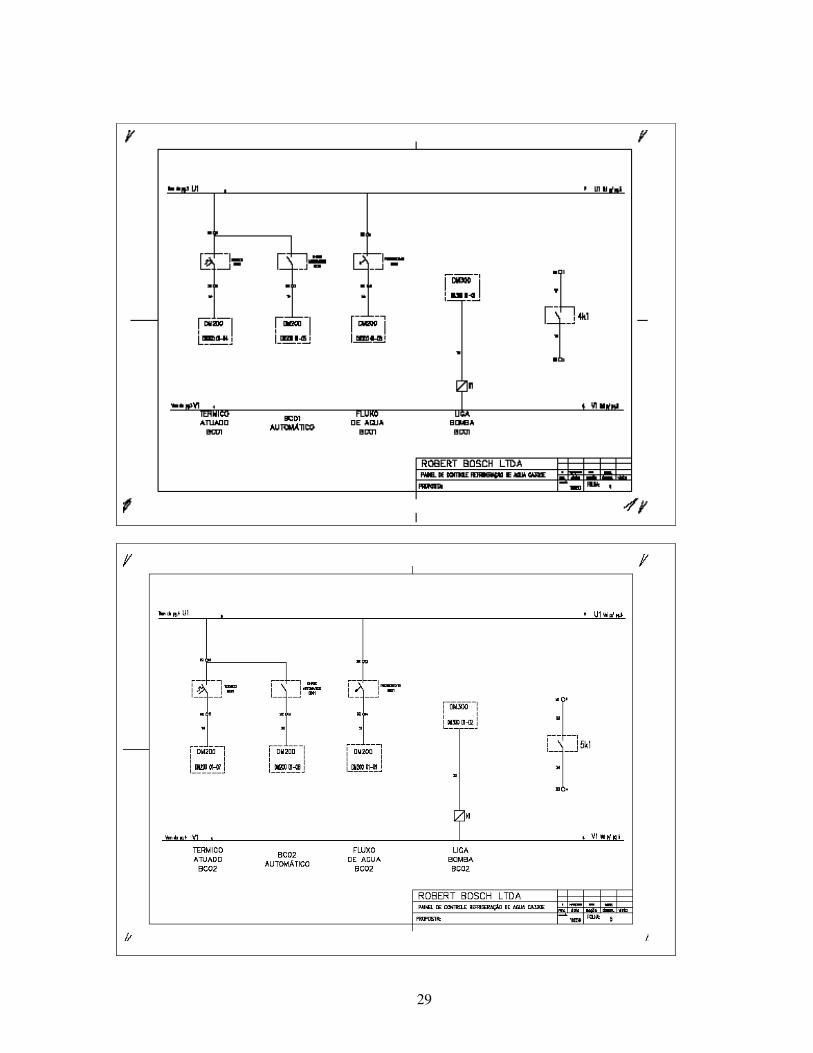
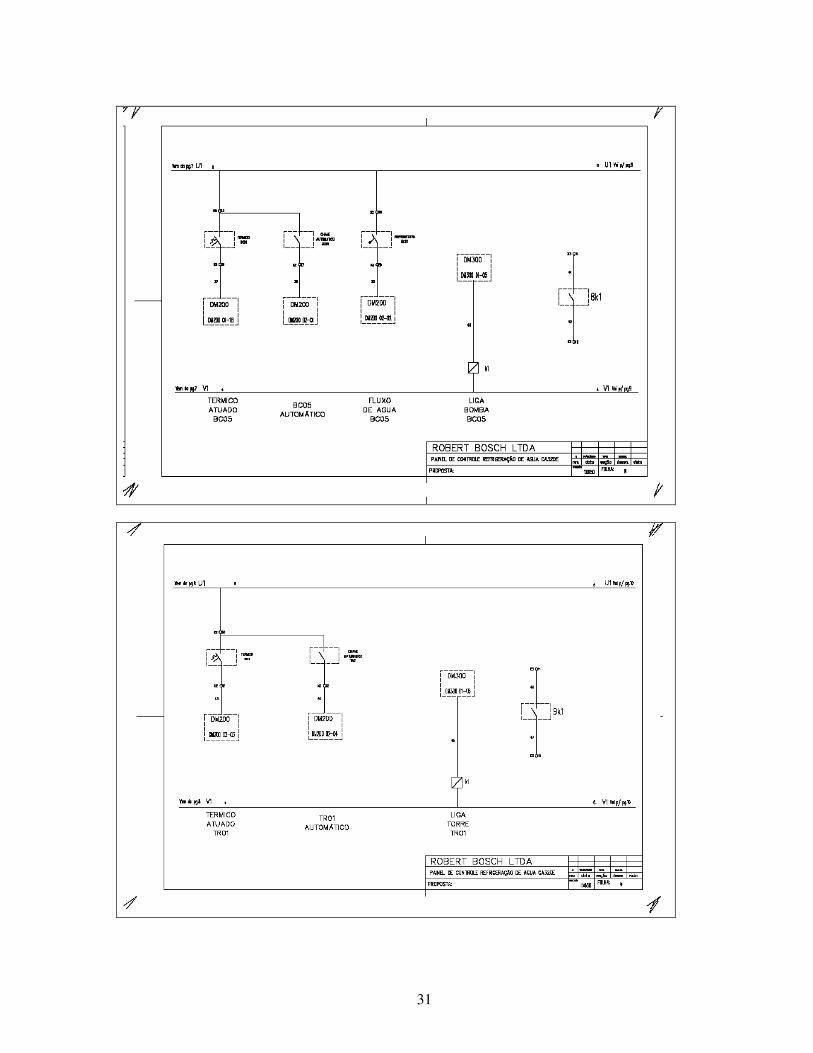
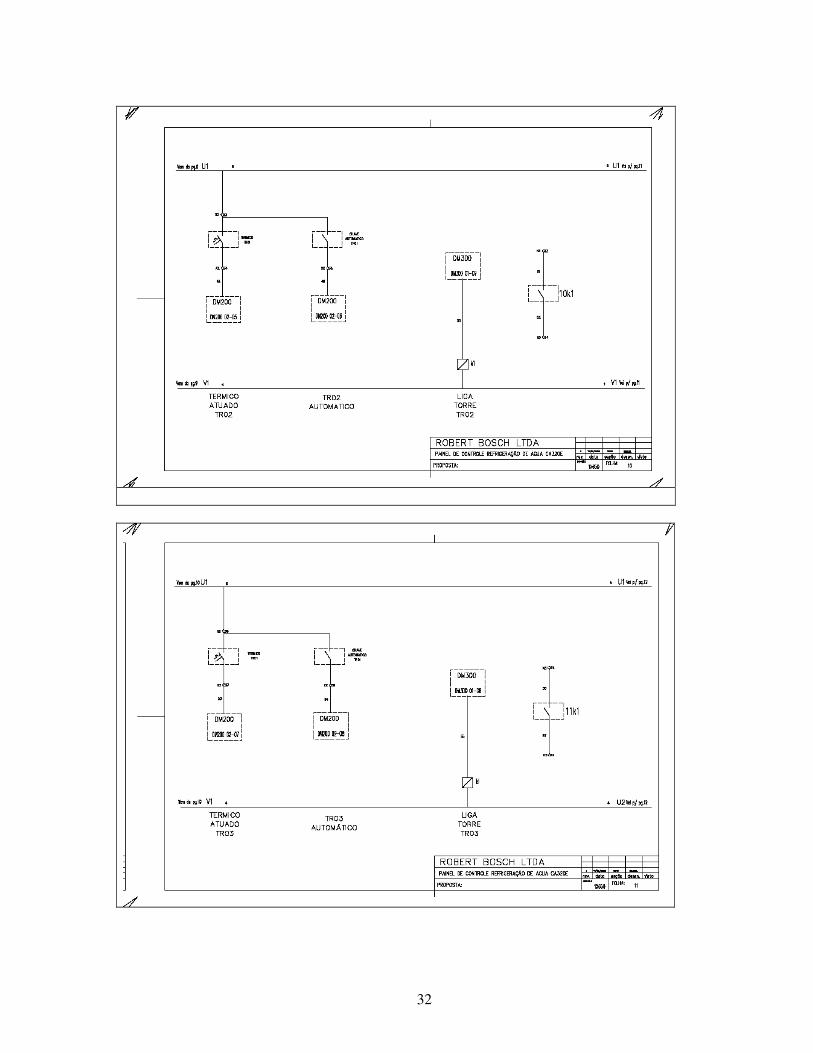
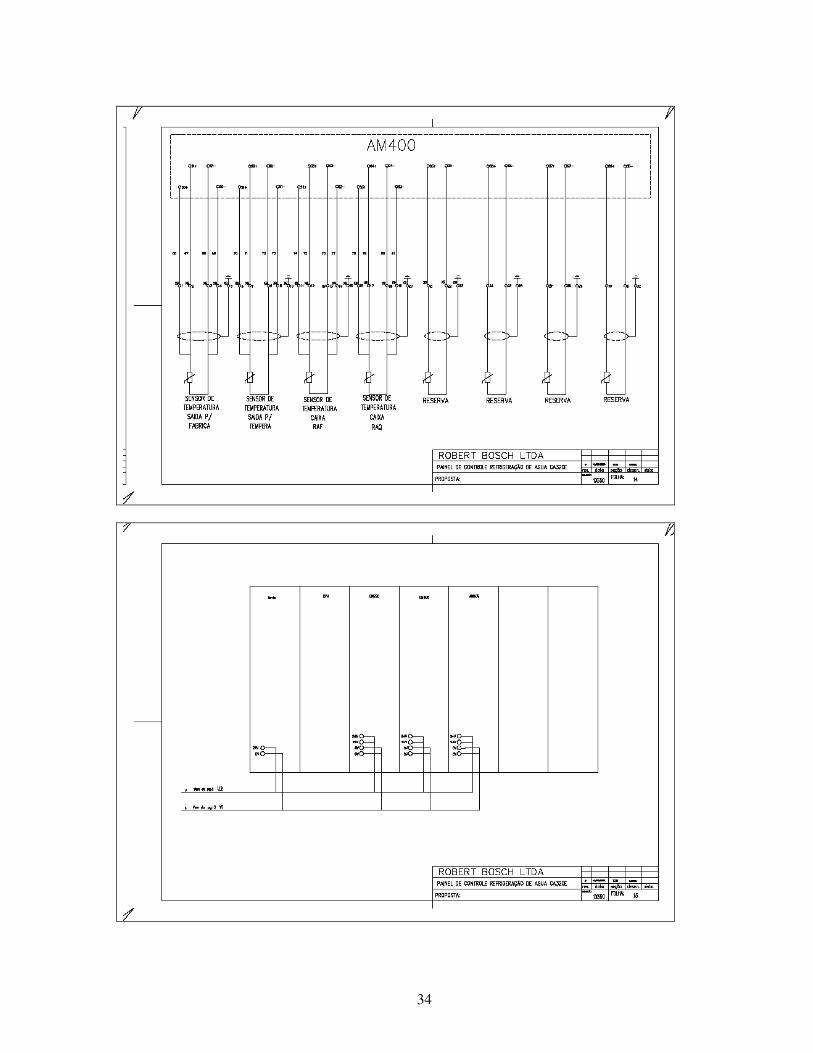
ANEXO I – PROJETO ELÉTRICO
28
29

30
31
32

33
34