UNIVERSIDADE SÃO FRANCISCO – USF CENTRO DE...
125
UNIVERSIDADE SÃO FRANCISCO – USF CENTRO DE CIÊNCIAS EXATAS E TECNOLÓGICAS ENGENHARIA CIVIL GILBERTO GENEROSO GONÇALVES JÚNIOR O POLÍMERO COMO ELEMENTO ESTRUTURAL: Comparativo entre a eficiência mecânica do material e os materiais convencionais de construção civil. Dezembro de 2006
Transcript of UNIVERSIDADE SÃO FRANCISCO – USF CENTRO DE...

UNIVERSIDADE SÃO FRANCISCO – USF
CENTRO DE CIÊNCIAS EXATAS E TECNOLÓGICAS
ENGENHARIA CIVIL
GILBERTO GENEROSO GONÇALVES JÚNIOR
O POLÍMERO COMO ELEMENTO ESTRUTURAL: Comparativo entre
a eficiência mecânica do material e os materiais convencionais de
construção civil.
Dezembro de 2006

GILBERTO GENEROSO GONÇALVES JÚNIOR
O POLÍMERO COMO ELEMENTO ESTRUTURAL: Comparativo entre
a eficiência mecânica do material e os materiais convencionais de
construção civil.
Monografia apresentada junto à Universidade
São Francisco – USF como parte dos requisitos
para a aprovação na disciplina Trabalho de
Conclusão de Curso.
Área de concentração: Estruturas
Orientador: Prof. André Bartholomeu.
Itatiba SP, Brasil
Dezembro de 2006

ii
“À medida que se conhece o erro, não existe mais erro.”
“Autor desconhecido”.
iii
AGRADECIMENTOS
Meus agradecimentos às empresas EMAC e PROTEC que contribuíram, fornecendo
amostras de seus produtos, catálogos e principalmente apoio à novas pesquisas, ao
orientador Prof. Dr. André Bartholomeu, ao Prof. Dr. Júlio Soriano, e aos demais que
contribuíram para realização deste trabalho.

iv
SUMÁRIO
LISTA DE FIGURAS........................................................................................... ix
LISTA DE TABELAS.......................................................................................... xii
RESUMO............................................................................................................. xiii
PALAVRAS-CHAVE............................................................................................ xiii
1 INTRUDUÇÃO.................................................................................................. 1
1.1 Histórico........................................................................................................ 1
2 CONCEITOS.................................................................................................... 8
2.1 Fontes de matérias-primas............................................................................ 8
2.2 Estrutura molecular dos polímeros................................................................ 10
2.2.1 Reações químicas....................................................................................... 11
2.2.2 Arranjo molecular........................................................................................ 12
2.2.3 Combinação dos arranjos........................................................................... 13
2.2.4 Peso molecular........................................................................................... 14
2.2.5 Polímeros Cristalinos e Amorfos................................................................. 17
3 CLASSIFICAÇÃO DOS POLÍMEROS............................................................. 19
3.1 Termoplásticos............................................................................................... 19
3.2 Termorrígidos ou Termofixos......................................................................... 20
3.3 Elastômeros................................................................................................... 21
4 ALGUNS POLÍMEROS DE IMPORTÂNCIA INDUSTRIAL............................. 22
4.1 Polímeros de uso geral.................................................................................. 22
4.1.1 Polietileno (PE)........................................................................................... 22
4.1.2 Polipropileno (PP)....................................................................................... 23
4.1.3 Poliestireno (PS)......................................................................................... 24
4.1.4Policloreto de vinila (PVC)........................................................................... 25
4.2 Polímeros de engenharia............................................................................... 27
4.2.1 Politereftalato de etileno (PET)................................................................... 27
4.2.2 Policarbonato (PC)...................................................................................... 28
4.3 Propriedades e aplicações de alguns polímeros termorrígidos..................... 30
4.3.1 Poliftalato maleato de propileno (PPPM) ou Poliéster insaturado............. 30
4.3.2 Resina epoxídica (ER) ou Epóxi................................................................. 31
4.3.3Resina de fenol-formaldeído (PR) ou Baquelite.......................................... 33
4.4.4 Resina de uréia-formaldeído (UR) ou Resina uréica.................................. 33
v
5 PROPRIEDADES FÍSICAS DOS POLÍMEROS.............................................. 35
5.1 Propriedades mecânicas................................................................................ 35
5.1.1Resistência à tração.................................................................................... 36
5.1.2 Módulo de elasticidade............................................................................... 37
5.1.3 Resistência à compressão.......................................................................... 39
5.1.4 Resistência à flexão.................................................................................... 40
5.2 Propriedades térmicas................................................................................... 40
5.3 Alterando as propriedades dos polímeros..................................................... 41
5.3.1 Aditivos – mudança de propriedades específicas....................................... 42
5.3.2 Reforços – mudança na resistência............................................................ 43
5.3.3 Corantes – mudança na aparência............................................................. 43
5.4 Efeitos ambientais sobre os materiais poliméricos........................................ 43
6 PROCESSAMENTO DOS POLÍMEROS.......................................................... 45
6.1 Injeção........................................................................................................... 45
6.2 Extrusão......................................................................................................... 46
6.3 Moldagem por sopro...................................................................................... 47
6.4 Termoconformação........................................................................................ 47
6.5 Pultrusão........................................................................................................ 48
6.6 Laminação..................................................................................................... 49
6.7 Moldagem...................................................................................................... 49
7 CUSTO DOS MATERIAIS................................................................................ 50
7.1 Classificação.................................................................................................. 50
8 MATERIAIS ANALISADOS.............................................................................. 53
8.1 Materiais convencionais................................................................................. 53
8.1.1 Madeira eucalipto citriodora........................................................................ 53
8.1.1.1Características gerais............................................................................... 53
8.1.1.2Propriedades físicas................................................................................. 55
8.1.1.3 Propriedades mecânicas.......................................................................... 55
8.1.1.4 Outras propriedades mecânicas.............................................................. 56
8.1.1.5 Usos em geral.......................................................................................... 56
8.1.1.6 Observações.......................................................................................... 56
8.1.2 Aço carbono SAE 1010 e SAE 1045........................................................... 56
8.2 Materiais alternativos..................................................................................... 58

vi
8.2.1 Poliéster Insaturado.................................................................................... 58
8.2.2 Resina Epóxi............................................................................................... 60
8.2.3 Fibra de vidro.............................................................................................. 62
9 OBJETIVO....................................................................................................... 64
10 ENSAIOS...................................................................................................... 65
10.1 Ensaio de tração.......................................................................................... 65
10.1.1 Propriedades do ensaio............................................................................ 65
10.2Ensaio de flexão........................................................................................... 67
10.3 Ensaio de Compressão................................................................................ 68
11 METODOLOGIA............................................................................................. 69
11.1 Procedimentos de ensaio à tração do aço SAE 1045.................................. 69
11.2 Procedimentos de ensaio à tração do eucalipto citriodora.......................... 74
11.2.1 Determinação do teor de umidade............................................................ 74
11.2.2 Ensaio...................................................................................................... 75
11.3 Procedimentos de ensaio à tração do poliéster reforçado........................... 78
11.3.3Ensaio do poliéster.................................................................................... 79
11.4 Ensaio à flexão do perfil metálico SAE 1010............................................... 84
11.5Ensaio à flexão do perfil epóxi reforçado com fibras de vidro...................... 88
11.6Ensaio à flexão do eucalipto citriodora através de um perfil “U”.................. 93
11.7 Ensaio à flexão do eucalipto citriodora de seção retangular cheia.............. 98
11.8 Ensaio à compressão do eucalipto citriodora.............................................. 104
12 RESULTADOS............................................................................................... 106
12.1 Ensaio à tração............................................................................................ 106
12.2Ensaio à flexão............................................................................................. 107
12.3 Ensaio à compressão................................................................................... 108
12.4 Relação entre densidade e resistência dos materiais analisados............... 109
13 CONCLUSÃO................................................................................................. 110
14 REFERENCIAS BIBLIOGRÁFICAS.............................................................. 111
APÊNDICE A – Normas ASTM........................................................................... 114
APÊNDICE B – Siglas da literatura sobre plásticos......................................... 116

vii
LISTA DE FIGURAS
Figura 1.1 – Morris Cohen................................................................................... 1
Figura 1.2 – Charles Goodyer.............................................................................. 2
Figura1.3 – Alexander Parkers............................................................................ 2
Figura 1.4 – John W. Hyatt.................................................................................. 2
Figura 1.5 – Leo H. Baekeland............................................................................ 3
Figura 1.6 – Adolf Von Bayer............................................................................... 3
Figura 1.7 – Hermann Staudinger........................................................................ 3
Figura 1.8 – Wallace H. arothers....................................................................... 3
Figura 1.9 – Paul Flory........................................................................................ 4
Figura 1.10 – Karl Ziegler.................................................................................... 4
Figura 1.11 – Giuglio Natta.................................................................................. 4
Figura 2.1 – Obtenção de alguns polímeros a partir do carvão mineral.............. 9
Figura 2.2 – Obtenção dos principais monômeros a partir do petróleo............... 10
Figura 2.3 – Formação de uma macromolécula.................................................. 10
Figura 2.4 – Formação de um polímero............................................................... 11
Figura 2.5 – Reação de polimerização por etapas.............................................. 11
Figura 2.6 – Reação de polimerização em cadeia............................................... 12
Figura 2.7 – Tipos de ramificações que as reações podem assumir................... 12
Figura 2.8 – Representação esquemática de polímeros..................................... 13
Figura 2.9 – Cadeia composta por moléculas de diferentes tamanhos............... 14
Figura 2.10 – Equipamento de GPC.................................................................... 15
Figura 2.11 – Esquema de funcionamento do equipamento GPC....................... 16
Figura 2.12 – Estrutura cristalina......................................................................... 18
Figura 2.13 – Estrutura Amorfa............................................................................ 18
Figura 3.1 – Garrafas de politereftalato de etileno (PET).................................... 19
Figura 3.2 – Utilização de polímeros na construção de aeronaves..................... 20
Figura 3.3 – Pneu composto por vários elastômeros........................................... 21
Figura 4.1 – Produção de polímeros no Brasil, em 1998..................................... 22
Figura 4.2 – Alguns exemplos de utilização do polietileno.................................. 23
Figura 4.3 – Alguns exemplos de utilização do polipropileno.............................. 24
Figura 4.4 – Alguns exemplos de utilização do poliestireno................................ 25
Figura 4.5 – Alguns exemplos de utilização do policloreto de vinila (PVC)......... 26
viii
Figura 4.6 – Aplicações do PVC, no Brasil em 1998........................................... 27
Figura 4.7 – Alguns exemplos de utilização do politereftalato de etileno (PET).. 28
Figura 4.8 – Alguns exemplos de utilização do policarbonato (PC).................... 29
Figura 4.9 – Distribuição do consumo de policarbonato...................................... 30
Figura 4.10 – Alguns exemplos de utilização do propileno (PPM)...................... 31
Figura 4.11 – Alguns exemplos de utilização da resina epoxídica (ER).............. 32
Figura 4.12 – Alguns exemplos de utilização da baquelite (PR)......................... 33
Figura 4.13 – Alguns exemplos de utilização da resina uréica (UR)................... 34
Figura 5.1 – Ilustração do comportamento não-linear dos plásticos................... 35
Figura 5.2 – Resistência à tração dos materiais ................................................. 37
Figura 5.3 – Módulo de elasticidade dos materiais............................................. 38
Figura 5.4 – Resistência à compressão dos materiais........................................ 39
Figura 5.5 – Resistência à flexão dos materiais.................................................. 40
Figura 6.1 – Aspecto de uma maquina injetora................................................... 45
Figura 6.2 – Esquema de funcionamento de uma máquina injetora.................... 46
Figura 6.3 – Moldagem por extrusão................................................................... 46
Figura 6.5 – Moldagem por sopro........................................................................ 47
Figura 6.6 – Moldagem por termoconformação................................................... 47
Figura 6.7 – Esquema do processo por pultrusão.............................................. 48
Figura 6.8 – Esquema do processo de laminação............................................... 49
Figura 8.1 – Aspectos macroscópicos da madeira.............................................. 53
Figura 8.2 – Aspectos microscópicos da madeira............................................... 54
Figura 8.3 – Aspectos microscópicos do aço SAE 1045..................................... 57
Figura 8.4 – Aspectos microscópicos do poliéster com fibras............................. 59
Figura 8.5 – Aspectos microscópicos da resina epoxídica com fibras................. 61
Figura 10.1 – Aplicação de uma carga de tração em um corpo-de-prova........... 65
Figura 10.2 – Diagrama tensão-deformação....................................................... 66
Figura 10.3 – Aplicação de uma carga de flexão em um corpo-de-prova............ 67
Figura 10.4 – Aplicação de uma carga de compressão em um corpo-de-prova.. 68
Figura 11.1 – Corpo-de-prova à tração................................................................ 69
Figura 11.2 – Medições iniciais do corpo-de-prova............................................. 69
Figura 11.3 – Ensaio à tração do aço SAE 1045................................................. 70
Figura 11.4 – Medição após o ensaio à tração.................................................... 70

ix
Figura 11.5 – Gráfico do ensaio à tração do aço SAE 1045................................ 71
Figura 11.6 – Corpo-de-prova de ensaio à tração do eucalipto citriodora.......... 74
Figura 11.7 – Corpo-de-prova para determinação da umidade........................... 74
Figura 11.8 – Adaptação nas cabeças do corpo-de-prova.................................. 75
Figura 11.9 – Ensaio à tração do eucalipto citriodora......................................... 75
Figura 11.10 – Gráfico força-deformação do eucalipto citriodora........................ 76
Figura 11.11 – Corpo-de-prova de ensaio à tração do poliéster......................... 79
Figura 11.12 – Ensaio à tração do poliéster........................................................ 79
Figura 11.13 – Corpo-de-prova com a secção reduzida...................................... 80
Figura 11.14 – Segundo ensaio à tração do poliéster reforçado......................... 80
Figura 11.15 – Gráfico força-deformação do poliéster........................................ 81
Figura 11.16 – Causa do rompimento do corpo-de-prova................................... 83
Figura 11.17 – Perfil de ensaio à flexão do aço SAE 1010................................. 84
Figura 11.18 – Ensaio à flexão do aço SAE 1010............................................... 84
Figura 11.19 – Gráfico resultante do ensaio à flexão do aço SAE 1010............. 86
Figura 11.20 – Deformação ocorrida no perfil metálico SAE 1010...................... 88
Figura 11.21 – Perfil de ensaio à flexão da resina epoxídica reforçada............. 89
Figura 11.22 – Início do ensaio à flexão do perfil epóxi...................................... 89
Figura 11.23 – Gráfico resultante do ensaio à flexão do epóxi reforçado........... 90
Figura 11.24 – Ensaio à flexão do epóxi reforçado............................................. 93
Figura 11.25 – Perfil “U” para ensaio à flexão do eucalipto citriodora................. 94
Figura 11.26 – Inicio do ensaio à flexão do eucalipto citriodora em “U”.............. 94
Figura 11.27 – Gráfico resultante do ensaio à flexão do eucalipto “U”................ 95
Figura 11.28 – Ensaio à flexão do eucalipto citriodora em “U”............................ 98
Figura 11.29 – Peça utilizada para ensaio à flexão do eucalipto “S. Cheia”....... 99
Figura 11.30 – Início do ensaio à flexão do eucalipto de “S. Cheia”................... 99
Figura 11.31 – Gráfico resultante do ensaio à flexão do eucalipto “S. Cheia”... 101
Figura 11.32 – Segundo ensaio à flexão do eucalipto citriodora......................... 103
Figura 11.33 – Ensaio à compressão do eucalipto citriodora.............................. 104
Figura 11.34 – Ruptura do corpo-de-prova à compressão.................................. 105
Figura 12.1 – Gráfico comparativo entre resistência à tração dos materiais....... 107
Figura 12.2 – Gráfico comparativo entre resistência à flexão dos materiais....... 108

x
LISTA DE TABELAS
Tabela 1.1 – Síntese histórica dos desenvolvimentos em polímeros.................. ........................
5
Tabela 2.1– Faixas de pesos moleculares médios de alguns polímeros.......... 16
Tabela 7.1– Custo por quilo de produtos acabados......................................... 51
Tabela 7.2 – Preço de alguns materiais de engenharia...................................... 52
Tabela 11.1 – Resultados do ensaio à tração do aço SAE 1045........................ 72
Tabela 11.2– Resultados do ensaio à tração do eucalipto citriodora............... 7 7
Tabela 11.3 – Resultados do ensaio à tração do poliéster reforçado................. 8 2
Tabela 11.4– Valores obtidos no ensaio à flexão do aço SAE 1010................ 8 5
Tabela 11.5 –Valores obtidos do ensaio à flexão da viga epóxi reforçada....... 90
Tabela 11.6– Valores do ensaio à flexão do eucalipto citriodora “U”............... 95
Tabela 11.7– Valores do ensaio à flexão do eucalipto citriodora “S. Cheia”..... 100
Tabela 12.1 – Comparação entre a resistência dos materiais à tração............. 106
Tabela 12.2– Comparação entre a resistência dos materiais à flexão............. 107
Tabela 12.3 – Comparação entre a resistência dos materiais à compressão..... 108
Tabela 12.4 – Relação peso-resistência dos materiais..................................... 109

xi
RESUMO
O estudo de novos materiais na área de construção civil é de grande importância
para o desenvolvimento de novas tecnologias neste setor, visto que, muitas vezes
nos deparamos com problemas onde o uso dos materiais convencionais não satisfaz
as exigências. Este trabalho visa estudar as propriedades de novos materiais e
compará-las com a de outros comumente utilizados. Além de mostrar as diferenças
de comportamento mecânico dos materiais, este trabalho também tem como
finalidade levantar questões do tipo: “Até que ponto podemos avançar
tecnologicamente sem que o meio ambiente, e consequentemente nós, tenhamos
que pagar um alto preço por isso?” Sabemos que temos o dever de evoluir mas
ainda não aprendemos a achar o equilíbrio das coisas, e como prova disso, basta
olharmos para a grande poluição que afeta nosso planeta. Portanto, a descoberta e
utilização de novos materiais pode ser muito útil por um lado, mas por outro, também
pode ser muito desastrosa, se não soubermos utilizá-los de forma a garantir um
desenvolvimento sustentável. A metodologia deste trabalho consiste em ensaiar os
materiais de uso convencional como o aço e a madeira e materiais alternativos como
os polímeros poliéster e o epóxi, neste caso, ambos reforçados com fibra de vidro.
Pretende-se através dos ensaios a obtenção de resultados que permitam uma
análise comparativa entre as propriedades mecânicas dos materiais. A partir desta
análise concluir se é possível ou não a utilização dos materiais propostos como
elemento estrutural.
PALAVRAS-CHAVE: polímeros, materiais, desenvolvimento, planeta.

1
1 INTRODUÇÃO
1.1 Histórico
Segundo Morris Cohen, Fig. 1.1, conceituado cientista de materiais do não menos
conceituado Massachusets Institute of Tecnology (MIT), materiais são substâncias
com propriedades que as tornam úteis na construção de máquinas, estruturas,
dispositivos e produtos. Em outras palavras, os materiais do universo que o homem
utiliza para “fazer coisas”. (Padilha, 1997)
O primeiro elemento estrutural, isto é, o primeiro material de engenharia usado pelo
homem, foi a madeira, seguindo-se a pedra, depois os metais, a cerâmica, o vidro e
finalmente o polímero.
O primeiro contato do homem com esse material, na sua forma resinosa, deu-se na
Antigüidade, com os egípcios e os romanos, que os usaram para carimbar, colar
documentos e vedar vasilhames. (CANEVAROLO, 2004)
No século XVI, espanhóis e portugueses tiveram o primeiro contato com o produto
extraído de uma árvore natural da América (Seringueira). Esse extrato levado para
Europa, adquiriu o nome de borracha. Sua utilização foi bastante restrita até a
descoberta da vulcanização pelo americano Charles Goodyer, Fig. 1.2, em 1839.
Figura 1.1 Morris Cohen FONTE – Cohen

2
O surgimento do plástico ocorreu em 1840 quando o inglês Alexander Parkers Fig.
1.3, tratou resíduos de algodão com ácido nítrico e ácido sulfúrico na presença de
óleo de rícinio, obtendo, então, o primeiro polímero semi-sintético da história
batizado de nitrocelulose. Apesar da descoberta, a utilização deste material era
economicamente inviável devido ao alto custo de produção. O americano John W.
Hyatt, Fig. 1.4, em 1869, aprimorou este material substituindo o óleo de rícino pela
cânfora obtendo-se, então, o celulóide, um material economicamente viável. Foi
criado então o primeiro produto polimérico da história: as bolas de bilhar,
(MARCZAK, 2004).
O primeiro polímero totalmente sintético foi produzido nos Estados Unidos e
patenteado pelo belga, naturalizado americano, Leo H. Baekeland ,Fig. 1.5, em
1909, denominado baquelite. Este polímero é um derivado do aperfeiçoamento da
resina fenol-formaldeído descoberta em 1872 pelo alemão Adolf Von Bayer, Fig.
1.6.
Figura 1.2 Charles Goodyer FONTE – Goodyer
Figura 1.3 - Alexander Parkers FONTE – Parkers
Figura 1.4 – John W. Hyatt FONTE – Hyatt

3
A baquelite foi amplamente empregada na fabricação de carcaças de telefone até
meados dos anos 50, quando por razões estéticas foi substituída por outros
polímeros, já que a baquelite permitia pouca variação de cor.
Até o fim da I Grande Guerra Mundial, todas as descobertas nessa área foram por
acaso, através de regras empíricas. Somente em 1920 o alemão Hermann
Staudinger,Fig. 1.7, propõe a teoria da macromolécula que são compostos de
origem natural ou sintética com elevado peso molecular e estrutura química
complexa.
Em 1935 o americano Wallace H. Carothers, Fig. 1.8, químico, que trabalhando na
empresa Du Pont, descobre uma reação química gerando as poliamidas, o que
batizou de Nylon.
Wallace Carothers se suicida antes que o nylon seja apresentado ao público, o que
ocorreria entre 1938 e 1939, com a marca comercial Exton. O mais irônico é que
Carothers se matou por se achar um fracasso. (MARCZAK, 2004).
Figura 1.6 – Adolf Von Bayer FONTE – Bayer
Figura 1.5 – Leo H. Baekeland FONTE – Baekeland
Figura 1.7 – Hermann Staudinger FONTE – Staudinger
Figura 1.8 – Wallace H. Carothers FONTE – Carothers

4
A partir de 1937 até o final da década de 80, o professor americano Poul Flory,
Fig.1.9, trabalhou com a viscosidade e determinação da massa molecular dos
polímeros, dentre outros. Como reconhecimento a esse trabalho o Prof. Paul Flory
recebeu o Prêmio Nobel de Química em 1974.
Após a II Grande Guerra Mundial surgem as resinas epoxídicas em 1947. No início
da década de 50 o alemão Karl Ziegler, Fig. 1.10, e o italiano Giuglio Natta, Fig.
1.11, descobrem o polímero Estereoespecífico que são reações químicas onde a
estrutura dos produtos adquire um arranjo espacial particular. Em conseqüência
surgem os polímeros como o polietileno, polipropileno, poliacetal e
policarbonato.
Nos anos 60 do século passado os plásticos deixam de substituir somente madeiras
e começam a ser utilizados em embalagens substituindo o papelão e o vidro,
enquanto que nos anos 70 do século passado os plásticos tomam lugar de algumas
ligas leves.
Figura 1.9 – Paul Flory FONTE – Flory
Figura 1.10 – Karl Ziegler FONTE – Ziegler
Figura 1.11 – Giuglio Natta FONTE – Natta

5
Nos anos 80 do século passado a produção de plásticos torna-se bastante intensa e
diversificada devido a crescente necessidade de novos materiais poliméricos.
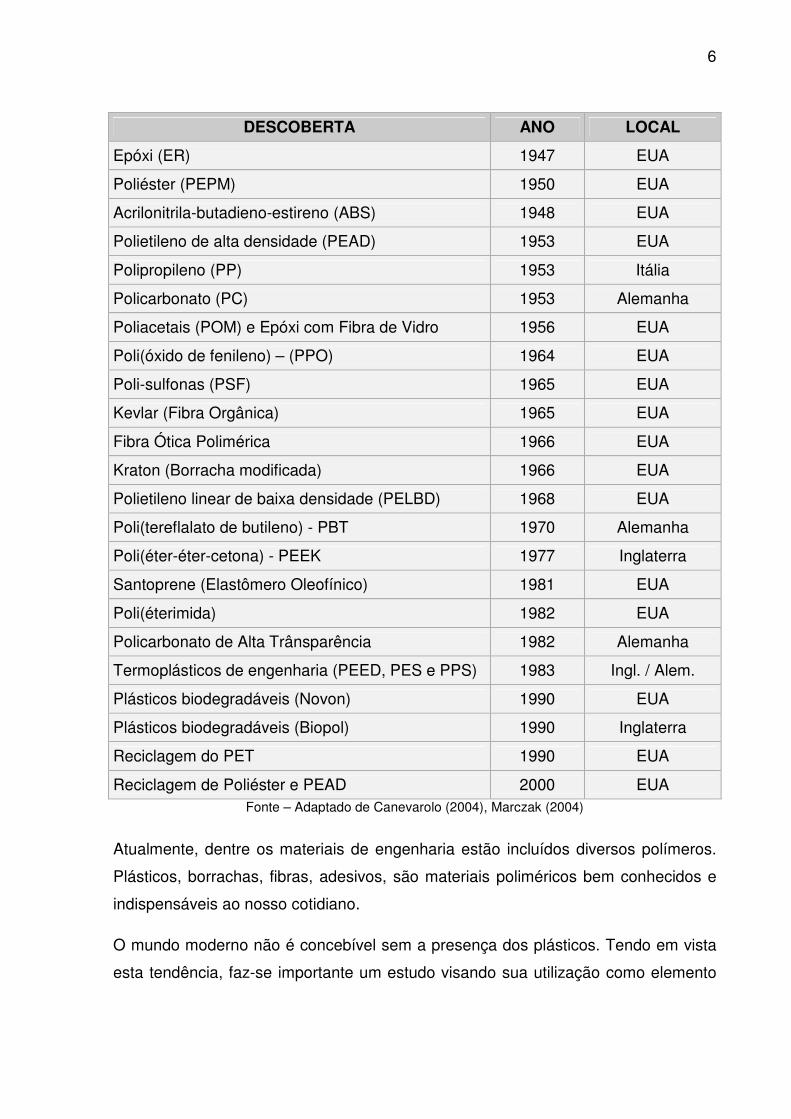
A Tab. 1.1 mostra, de forma resumida, a evolução dos principais polímeros
comerciais:
Tabela 1.1 – Síntese histórica dos desenvolvimentos em polímeros DESCOBERTA ANO LOCAL
Vulcanização (Borracha) 1839 EUA
Poliestireno (PS) 1839 EUA
Parkesina (Resina Moldável) 1840 Inglaterra
Ebonite (Resina Dura) 1851 EUA
Goma-Laca (Resina Moldável) 1854 EUA
Celulóide 1869 EUA
Fenol-Formaldeído (Resina) 1872 Alemanha
Rayon (Fibra) 1884 França
Gelatita (Resina) 1897 Alemanha
Ebonite (Resina) 1899 Inglaterra
Silicone 1900 Inglaterra
Viscose (Seda Artificial) 1903 Inglaterra
Celofane 1908 Inglaterra
Baquelite 1909 EUA
Policloreto de Vinila (PVC) 1912 Rússia
Macromolécula 1920 Alemanha
Borracha Sintetizada (Descoberta) 1922 Alemanha
Borracha Sintetizada (Produção) 1929 Inglaterra
Polietileno de baixa densidade (PEBD) 1933 Inglaterra
Poli (metil metacrilato) – PMMA (Acrílico) 1933 Inglaterra
Nylon 1935 EUA
Tefton (PTFE) 1938 EUA
Policloropreno (Neoprene) 1939 EUA
Poliuretano (PUR) 1941 Alemanha
Poli(tereflalato de etileno) – (PET) 1941 EUA
6
DESCOBERTA ANO LOCAL
Epóxi (ER) 1947 EUA
Poliéster (PEPM) 1950 EUA
Acrilonitrila-butadieno-estireno (ABS) 1948 EUA
Polietileno de alta densidade (PEAD) 1953 EUA
Polipropileno (PP) 1953 Itália
Policarbonato (PC) 1953 Alemanha
Poliacetais (POM) e Epóxi com Fibra de Vidro 1956 EUA
Poli(óxido de fenileno) – (PPO) 1964 EUA
Poli-sulfonas (PSF) 1965 EUA
Kevlar (Fibra Orgânica) 1965 EUA
Fibra Ótica Polimérica 1966 EUA
Kraton (Borracha modificada) 1966 EUA
Polietileno linear de baixa densidade (PELBD) 1968 EUA
Poli(tereflalato de butileno) - PBT 1970 Alemanha
Poli(éter-éter-cetona) - PEEK 1977 Inglaterra
Santoprene (Elastômero Oleofínico) 1981 EUA
Poli(éterimida) 1982 EUA
Policarbonato de Alta Trânsparência 1982 Alemanha
Termoplásticos de engenharia (PEED, PES e PPS) 1983 Ingl. / Alem.
Plásticos biodegradáveis (Novon) 1990 EUA
Plásticos biodegradáveis (Biopol) 1990 Inglaterra
Reciclagem do PET 1990 EUA
Reciclagem de Poliéster e PEAD 2000 EUA Fonte – Adaptado de Canevarolo (2004), Marczak (2004)
Atualmente, dentre os materiais de engenharia estão incluídos diversos polímeros.
Plásticos, borrachas, fibras, adesivos, são materiais poliméricos bem conhecidos e
indispensáveis ao nosso cotidiano.
O mundo moderno não é concebível sem a presença dos plásticos. Tendo em vista
esta tendência, faz-se importante um estudo visando sua utilização como elemento
7
estrutural, podendo ser empregado nas mais variadas necessidades como, por
exemplo, na construção de estruturas onde ocorre o ataque da maresia ao aço. Nas
estações de tratamento de água onde ocorre a deterioração pela presença do gás-
cloro e umidade afetando materiais, tais como o aço e a madeira.
O polímero como elemento estrutural, pode implicar numa diminuição significativa no
uso de outros materiais como, por exemplo, a madeira. Em relação a esta, existe
ainda um agravante que é a carga química utilizada no tratamento deste material.
Esses produtos são altamente prejudiciais ao homem e ao meio ambiente
(MORESCHI, 2006).
Através de um estudo de viabilidade econômica e performance estrutural poder-se-a
verificar se este material poderia ser empregado em estruturas convencionais, tais
como em telhado. Neste caso, faz-se necessário um estudo mais aprofundado
partindo-se para área de engenharia de materiais, onde pode-se estudar
quimicamente diferentes ligas de materiais poliméricos, com o objetivo de se
produzir perfis padronizados.
O objetivo deste trabalho não visa esses estudos onde envolve a estrutura química
do material, mas em outra ocasião seria interessante o estudo de novas ligas
poliméricas a partir de plásticos recicláveis na produção de perfis, com o propósito
de aliviar o meio ambiente dos resíduos desse material e, ao mesmo tempo, evoluir
tecnologicamente.
A cada dia, pode-se observar que peças inicialmente produzidas com outros
materiais, particularmente metal e madeira, têm sido substituídas por outras de
plástico. Estas peças quando devidamente projetadas, cumprem seu papel
apresentando, na maioria das vezes, um desempenho superior ao do material antes
utilizado. Isto se deve ao fato do plástico apresentar grande versatilidade.
Sua popularização deve-se ao seu baixo custo de produção, peso reduzido, elevada
resistência, bem como a possibilidade de se fabricar peças das mais variadas
formas, dimensões e cores.

8
2 CONCEITOS
Polímero é qualquer material orgânico ou inorgânico, sintético ou natural, que tenha
um alto peso molecular e com variedades estruturais repetitivas, sendo que
normalmente esta unidade que se repete é de baixo peso molecular.
A palavra POLÍMERO vem do grego poli, cujo significado é “muito”, e de mero, que
quer dizer “parte” ou “unidade” (que se repete).
2.1 Fontes de Matérias-Primas
As fontes de matéria prima para obtenção do monômero (explicado adiante) podem
ser divididas em três grupos: Petróleo e gás natural, Hulha e Produtos naturais.
(CANEVAROLO, 2004)
Produtos Naturais - Este grupo, o primeiro a fornecer ao homem matérias-primas,
encontra na natureza macromoléculas que com algumas modificações se prestam à
produção de polímeros comerciais.
A celulose, um carboidrato que está presente em quase todos os vegetais,
apresenta uma estrutura química constituída por unidades de glicose ligadas por
átomos de oxigênio, formando uma longa cadeia.
A borracha natural é outro produto natural. É encontrada no látex da seringueira
(Havea brasiliensis) como uma emulsão de borracha em água.
O amido, que também é um carboidrato de cadeia longa, pode ser obtido a partir de
produtos agrícolas como o milho.
Os açucares existentes nos vegetais como a cana de açúcar e a beterraba,
fornecem o álcool etílico, que desidratado obtém-se o etileno, matéria-prima do
polietileno.
Óleos e gorduras vegetais ou mesmo animais também se constituem em fonte
importante de matérias primas para materiais plásticos. Através do óleo de rícino ou
mamona obtém-se o Nylon 11 e poliuretano e a partir do óleo de soja o Nylon 9.

9
Hulha ou Carvão Mineral - Produto sólido encontrado no subsolo resultante da
fossilização de tecidos vegetais durante milhares de anos sob ação de elevadas
pressões e temperaturas na ausência de oxigênio.
Foi um dos primeiros materiais conhecidos como fonte de matéria-prima para a
preparação de polímeros sintéticos. Esse mineral, quando submetido a uma
destilação seca, pode produzir: gases de hulha, amônia, alcatrão da hulha e coque
(resíduo).
Do gás de hulha é possível se separar etileno e o metano, matéria-prima para
produção do Polietileno e Resinas fenólicas respectivamente.
A amônia é utilizada para a produção de uréia e aminas como agentes de cura para
resinas epóxi.
O alcatrão da hulha é uma mistura complexa, que por destilação produz benzeno
para produção de fenol, matéria-prima para produção do Poliuretano e do
Poliestireno.
Do coque obtém-se o acetileno, que por hidrogenação produz etileno, matéria-prima
na produção do Polietileno. Por reação com o ácido clorídrico, do coque, produz
cloreto de vinila, matéria-prima na produção de PVC. A Fig. 2.1 apresenta este
esquema.
HULHA(CARVÃO MINERAL)
GÁS DE HULHA
ETILENO
POLIETILENO
METANO
FORMALDEÍDO
RESÍNAS FENÓLICAS
AMÔNIA
URÉIA E AMINAS
AGENTE DE CURA NAPRODUÇÃO DO EPÓXI
ALCATRÃO
BENZENO
FENOL
POLIURETANO E OPOLIESTIRENO
COQUE
ACETILENO
ETILENO
POLIETILENO
CLORETO DE VINILA
POLICLORETO DE VINILA(PVC)
Figura 2.1 – Obtenção de alguns polímeros a partir do carvão mineral.
FONTE - Adaptado de Canevarolo (2004)
10
Petróleo – De todos os produtos naturais, o petróleo é a fonte mais importante.
Através da destilação fracionada do óleo cru, várias frações podem ser obtidas
(GLP, nafta, gasolina, querosene, óleo diesel, graxas parafínicas, óleos lubrificantes,
e por fim piche), sendo que a fração de interesse para os polímeros é o nafta. Este
após um craqueamento térmico apropriado, gera várias frações gasosas contendo
moléculas saturadas e insaturadas. As moléculas insaturadas (etileno, propileno,
butadieno, buteno, isobutileno, etc.) são separadas e aproveitadas para a síntese de
polímeros. A Fig. 2.2 mostra esta seqüência, característica da industria petroquímica
na obtenção dos monômeros.
2.2 Estrutura Molecular dos Polímeros
A estrutura molecular dos polímeros consiste na repetição de pequenas unidades,
chamadas meros que compõem as macromoléculas, Fig. 2.3. Os meros, para
formarem um polímero, são ligados entre sí através de ligações primárias, estáveis.
Figura 2.2 – Obtenção dos principais monômeros a partir do petróleo.
FONTE - Adaptado de Canevarolo (2004)
ÓLEO CRU
GLP NAFTA
ETANO ETILENO PROPANO PROPILENO BUTADIENO ISOBUTILENO
GASOLINA QUEROSENE ÓLEO DIESEL ASFALTO
Figura 2.3 – Formação de uma macromolécula
FONTE – Manrich (2005)
11
De acordo com Manrich (2005, p. 19), ao fazer uma comparação, “Se imaginarmos
um “anel” como sendo um mero, a formação de um polímero se dá quando muitos
deles (mil a cinco mil) são unidos, ou enganchados seqüencialmente” Fig. 2.4.
As macromoléculas chamadas de monômero vão, sucessivamente, se unindo as
outras, formando o dímero, trímero, tetrâmero ... até chegar ao polímero.
2.2.1 Reações Químicas
Essa união sucessiva dos monômeros dá-se o nome de Reação de Polimerização,
que consiste no encadeamento de 10.000 ou mais átomos de carbono formando
moléculas gigantescas originando os polímeros. Essa reação pode acontecer de
duas formas:
Polimerização por etapas – o monômero é consumido logo nos momentos iniciais,
formando dímeros, trímeros, etc. até que se obtêm cadeias poliméricas , Fig. 2.5.
Figura 2.4 – Formação de um polímero
FONTE – Manrich (2005)
Figura 2.5 – Reação de polimerização por etapas.
FONTE – Manrich (2005)
12
Polimerização em cadeia – há formação de longas cadeias logo nos instantes
iniciais. Ao longo do tempo o número de cadeias vai aumentando, porém o
monômero nunca chega ser completamente consumido, Fig. 2.6.
2.2.2 Arranjo molecular
Durante as reações de polimerização, formam-se então as cadeias de polímeros que
podem assumir quatro tipos de arranjos diferentes, conforme ilustra a Fig. 2.7.
Figura 2.6 – Reação de polimerização em cadeia.
FONTE – Manrich (2005)
Figura 2.7 – Tipos de ramificações que as reações de polimerização podem assumir. FONTE – Timmons (2006)
13
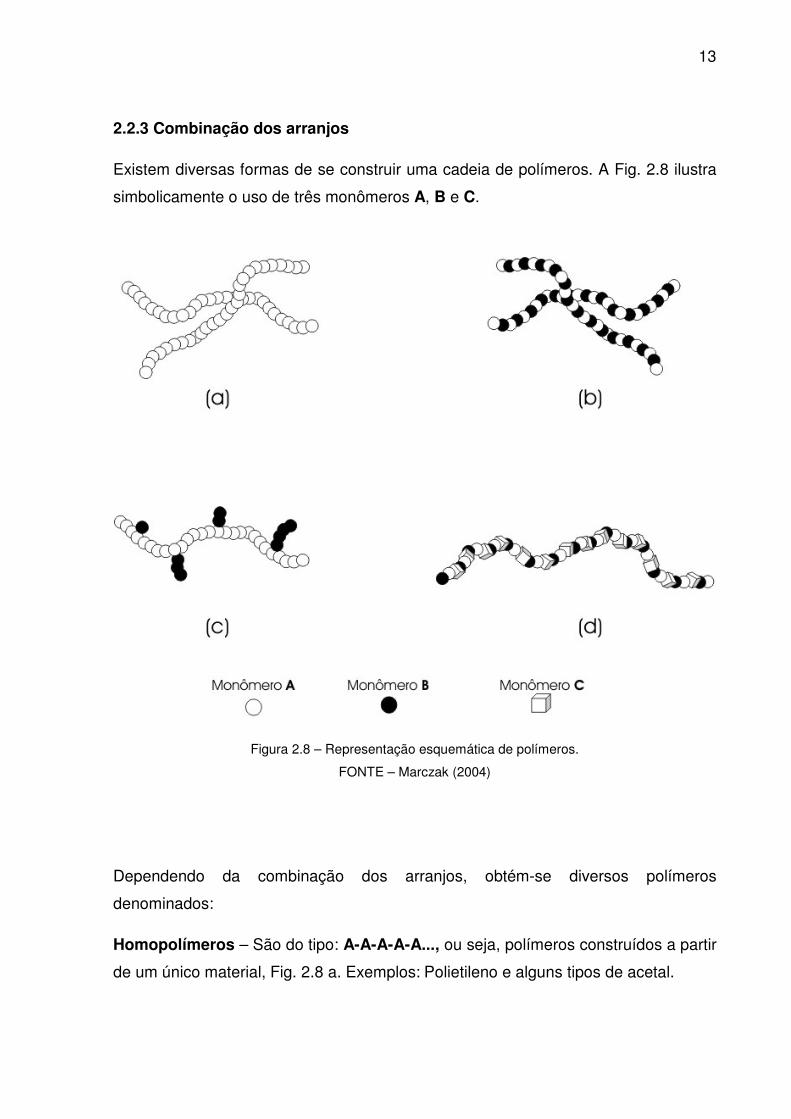
2.2.3 Combinação dos arranjos
Existem diversas formas de se construir uma cadeia de polímeros. A Fig. 2.8 ilustra
simbolicamente o uso de três monômeros A, B e C.
Dependendo da combinação dos arranjos, obtém-se diversos polímeros
denominados:
Homopolímeros – São do tipo: A-A-A-A-A..., ou seja, polímeros construídos a partir
de um único material, Fig. 2.8 a. Exemplos: Polietileno e alguns tipos de acetal.
Figura 2.8 – Representação esquemática de polímeros.
FONTE – Marczak (2004)

14
Copolímeros - São polímeros construídos a partir de dois materiais. Podem ser do
tipo alternado: A-B-A-B-A-B-A-B-A... ,Fig 2.8b, ou do tipo agrupado, Fig. 2.8c.
Exemplos: do primeiro são o acrílico-etileno e o etileno-etil acrilato. O estireno-
butadieno, o estireno-acrilonitrila e alguns tipos de acetal são exemplos de
copolímeros agrupados. A Fig. 2.8b pode ilustrar o caso da borracha sintética que é
formada pela repetição de dois meros: estireno e butadieno.
Termopolímeros – Se repetem da seguinte forma: A-B-C-A-B-C-A-B-C... São
polímeros construídos com diversos materiais, Fig. 2.8d, Exemplos: Estireno-
acrilonitrila-butadieno (conhecido por ABS).
2.2.4 Peso molecular
O peso molecular é o parâmetro que governa as propriedades de um polímero, é
através dele que se define a finalidade desses materiais, uma vez que de posse
desse conhecimento, podemos mudar suas propriedades finais e sua facilidade de
ser moldado quando fundido. (MANRICH, 2005)
O peso molecular de um polímero esta diretamente associado com a estrutura
química do mesmo, isto é, pode apresentar cadeias com comprimentos ou pesos
moleculares diferentes, podendo, em alguns casos, serem muito pequenas e outras
médias ou grandes, Fig. 2.9. Na prática utiliza-se o peso molecular médio de um
polímero, ou seja, a soma do peso de todas as moléculas do grupo dividido pelo
número de moléculas do mesmo grupo.
Figura 2.9 – Cadeia composta por moléculas de diferentes tamanhos

15
Os polímeros possuem uma unidade de repetição conforme exemplifica a Fig. 2.8
mostrada anteriormente. No caso do homopolímero da figura ela é A, no copolímero
a unidade de repetição é o grupo molecular A-B- e assim por diante. O número
dessas unidades em uma cadeia de polímero é chamado grau de polimerização. Por
exemplo, se a unidade de repetição tem um peso molecular médio de 80 e a cadeia
do polímero tem 1.000 unidades de repetição, então o polímero tem um peso
molecular de 80.000. O peso molecular médio fornece uma maneira de medir o
comprimento das cadeias poliméricas de um dado material. (Marczak, 2004)
Para determinação do peso molecular médio de um polímero é necessário, na
maioria dos casos, que o mesmo seja diluído em solvente próprio o que nem sempre
é possível, pois existem aqueles que são insolúveis. Um método relativo que
determina vários tipos de pesos moleculares é o GPC (Cromatografia de Permeação
Gel) Fig. 2.10.
As colunas porosas dificultam a passagem das cadeias moleculares diluídas em
solvente, enquanto as moléculas pequenas tentam passar por dentro dos poros e
são retardadas, e as cadeias maiores, pelo fato de passarem por fora dos poros,
adquirem maior velocidade e chegando ao final da coluna antes. As moléculas são
Figura 2.10 – Equipamento de GPC
FONTE - UCS

16
separadas, portanto, por tamanho possibilitando o cálculo do peso molecular através
de métodos específicos conforme a Fig. 2.11. (MANRICH, 2005)
O peso molecular da maioria dos polímeros encontra-se normalmente entre 104 e
106. À medida que o peso molecular do polímero aumenta, torna-se mais difícil
molda-lo com aplicação de pressão e calor. Um peso molecular de 2 x 105 é um
limite prático para um polímero ainda permitir uma processabilidade razoável. Alguns
polímeros apresentam peso molecular da ordem de 3 x 106 e 6 x 106, neste caso,
necessitam de processos especiais para conformá-los. A Tab. 2.1 mostra faixas de
pesos moleculares médios para alguns polímeros comerciais.
Polímeros Faixa de Pesos Moleculares Médios
Polietileno de baixa densidade 20.000 e 40.000
Polietileno de alta densidade 20.000 e 60.000
Polipropileno 30.000 e 50.000
Poliestireno 50.000 e 200.000
Policloreto de Vinila (PVC) 40.000 e 80.000
Policloreto de Vinila (PVC rígido) 30.000 e 50.000
Figura 2.11 – Esquema de funcionamento do equipamento GPC
FONTE – Adaptado de Manrich (2005)
Tabela 2.1 – Faixas de pesos moleculares médios de alguns polímeros

17
Polímeros Faixa de Pesos Moleculares Médios
Nylon 66 10.000 e 40.000
Poli(tereftalato de etileno) 15.000 e 50.000
Policarbonato 15.000 e 40.000
Poliacetal homopolímero 30.000 e 100.000
Poli(tetrafluor-etileno) 400.000 e 5.000.000
Borracha Natural 200.000 e 400.000
Borracha Natural (após mastigação) 60.000 e 100.000
Celulose Em torno de 300.000
Celulose regenerada (Celofane) Em torno de 150.000
Poli(ftalato-maleato de etileno) - Poliéster Imensurável (reticulado)*
Resina Epoxídica Imensurável (insolúvel)**
*Polímero reticulado: polímero em que cadeias adjacentes de um polímero
originalmente linear se unem em várias posições por ligações covalentes. Fig.. 2.7
**Polímero insolúvel: É aquele que não se dilui em solvente próprio. O sólido
insolúvel é chamado de precipitado.
2.2.5 Polímeros Cristalinos e Amorfos
O grau de cristalinidade de um polímero depende muito da distribuição geométrica
dos seus átomos no espaço. Conforme essa distribuição, os polímeros podem ser
denominados cristalinos, parcialmente cristalino ou amorfo. (PADILHA, 1997)
Depois de solidificados os polímeros cristalinos apresentam padrões estruturais
repetidos, isto é, obedecem a uma simetria quanto ao arranjo de seus átomos.
Segundo Marczak (2005), esses polímeros normalmente exibem um ponto de fusão
bem preciso, de modo que são classificados como materiais sólidos. Uma pequena
variação na temperatura em torno do ponto de fusão é suficiente para liquefazê-los
(a cera de vela é um exemplo de material com ponto de fusão preciso). Exemplos de
polímeros cristalinos são o nylon, o acetal, o polietileno e o polipropileno. Os
polímeros cristalinos são interessantes para a indústria por permitirem um controle
preciso da matéria prima durante o processo de fabricação. Além disso, estes
FONTE – Adaptado de Manrich (2005).

18
materiais possuem propriedades superiores aos demais, mas tendem a manifestar
uma contração significativa durante o resfriamento. A Fig. 2.12 mostra um exemplo
de estrutura cristalina
A maioria dos materiais de engenharia não apresenta estrutura cristalina, ou seja,
são amorfos. Isto é valido para a maioria dos polímeros, mas também para grupos
como metais e cerâmicas.
Os polímeros considerados amorfos apresentam um amolecimento gradual a medida
que a temperatura é aumentada. Como exemplo tem-se os policarbonatos, o ABS,
os acrílicos e as borrachas. Esses materiais não fluem tão facilmente quanto os
cristalinos durante a moldagem, isto porque é muito difícil manter uma temperatura
homogênea dentro dos equipamentos de processamento.
Outra diferença importante diz respeito ao comportamento viscoelástico dos
polímeros, que é linear para os amorfos, mas não-linear para os cristalinos. Se
aplicarmos duas tensões opostas em uma borracha, esta tende a formar um arranjo
cristalino ao contrário do nylon, por exemplo, que perde sua cristalinidade tornando-
se amorfo. A Fig. 2.13 mostra o aspecto de uma estrutura amorfa.
Figura 2.12 – Estrutura Cristalina
FONTE - INPE
Figura 2.13 – Estrutura Amorfa
FONTE - INPE

19
3 CLASSIFICAÇÃO DOS POLÍMEROS
Os polímeros também podem ser classificados de acordo com suas características
mecânicas, deste modo para diferenciá-los empregaram-se os termos:
Termoplásticos, Termorrígidos ou Termofixos e Elastômeros (Borrachas).
3.1 Termoplásticos
Constituem a maior parte dos polímeros comerciais sendo comum ouvir-se chama-
los de simplesmente plástico. Esta categoria de polímeros possui a capacidade de
amolecer e fluir quando sujeito a um aumento de temperatura e pressão. Quando é
retirado desse processo, o polímero solidifica em um produto de forma definida.
Podem ser fundido e moldado inúmeras vezes, através de novas aplicações de
temperatura e pressão, que produzem o mesmo efeito de amolecimento e fluidez
adquiridos em fundições anteriores. Dependendo do tipo de polímero, também
podem dissolver-se em vários solventes.
Quanto às características mecânicas os termoplásticos podem ser maleáveis, rígidos
ou mesmo frágeis dependendo do polímero e dos aditivos utilizados.
Exemplos de polímeros termoplásticos são: Polietileno, Polipropileno, Policarbonato
Poliestireno, Nylon, Policloreto de Vinila, Acrílico etc. Outra característica importante
desses materiais é o fato de serem recicláveis, como as garrafas de Politereftalato
de etileno (PET), conforme a Fig. 3.1.
Figura 3.1 – Garrafas de Politereftalato de etileno (PET)
20
3.2 Termorrígidos ou Termofixos
Polímeros que com o aquecimento amolece uma vez sofrem o processo de cura
(transformação química irreversível), tornando-se rígido. É como gesso ou cimento:
têm-se apenas uma chance de fundí-los e moldá-los. Posteriores aquecimentos não
alteram mais seu estado físico (não amolece mais), mesmo em altas temperaturas, o
que leva o material a de decompor antes da fusão. Sua reciclagem é possível porem
a destinação desse material servirá para outras finalidades a e não a mesma que o
originou, além de requerer procedimentos especiais para tal.
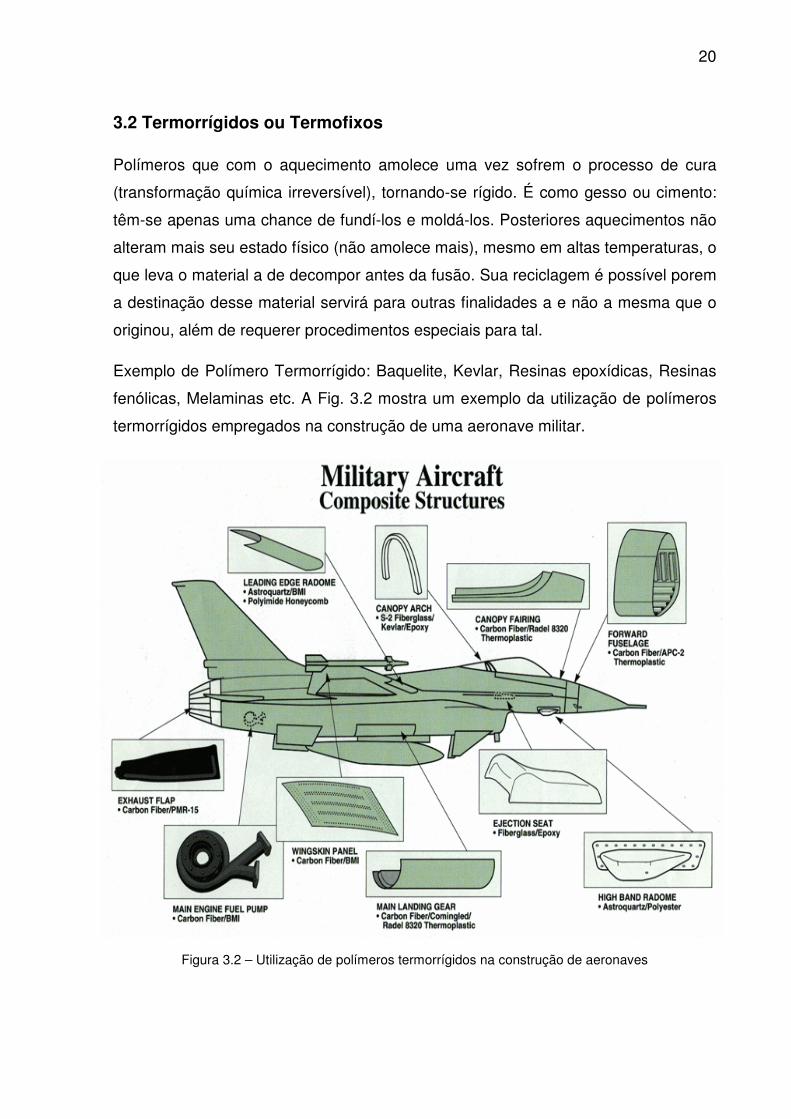
Exemplo de Polímero Termorrígido: Baquelite, Kevlar, Resinas epoxídicas, Resinas
fenólicas, Melaminas etc. A Fig. 3.2 mostra um exemplo da utilização de polímeros
termorrígidos empregados na construção de uma aeronave militar.
Figura 3.2 – Utilização de polímeros termorrígidos na construção de aeronaves
21
3.3 Elastômeros
São polímeros, que na temperatura ambiente podem ser alongados até duas vezes
seu comprimento e retornam rapidamente ao seu comprimento original ao se retirar
a pressão. Possuem, portanto, a propriedade da elasticidade. Comumente são
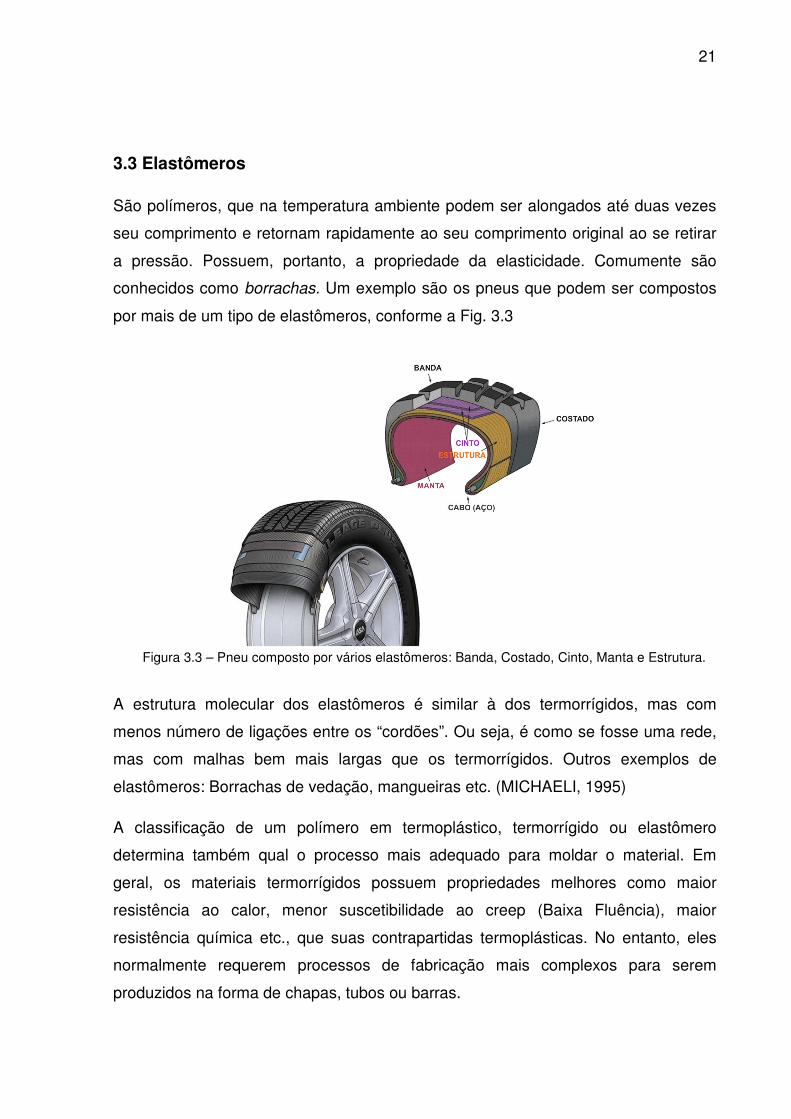
conhecidos como borrachas. Um exemplo são os pneus que podem ser compostos
por mais de um tipo de elastômeros, conforme a Fig. 3.3
A estrutura molecular dos elastômeros é similar à dos termorrígidos, mas com
menos número de ligações entre os “cordões”. Ou seja, é como se fosse uma rede,
mas com malhas bem mais largas que os termorrígidos. Outros exemplos de
elastômeros: Borrachas de vedação, mangueiras etc. (MICHAELI, 1995)
A classificação de um polímero em termoplástico, termorrígido ou elastômero
determina também qual o processo mais adequado para moldar o material. Em
geral, os materiais termorrígidos possuem propriedades melhores como maior
resistência ao calor, menor suscetibilidade ao creep (Baixa Fluência), maior
resistência química etc., que suas contrapartidas termoplásticas. No entanto, eles
normalmente requerem processos de fabricação mais complexos para serem
produzidos na forma de chapas, tubos ou barras.
Figura 3.3 – Pneu composto por vários elastômeros: Banda, Costado, Cinto, Manta e Estrutura.

22
4 ALGUNS POLÍMEROS DE IMPORTÂNCIA INDUSTRIAL
Os polímeros também podem ser classificados de acordo com sua importância
industrial. Deste modo recebem as seguintes denominações: Polímeros de uso geral
e Polímeros de engenharia.
4.1 Polímeros de uso geral
Certos polímeros se destacam por seu baixo preço e grande facilidade de
processamento, o que incentiva seu uso em larga escala. São os chamados
polímeros ou resinas commodities, materiais baratos e usados em aplicações de
baixo custo. São o equivalente aos aços de baixo carbono na siderurgia.
Os principais polímeros commodities são: polietileno (PE), polipropileno (PP),
poliestireno (PS), policloreto de vinila (PVC). A distribuição da produção desses
plásticos no Brasil, em 1998, pode ser vista na Fig. 4.1. A seguir serão listadas as
principais propriedades e aplicações dos polímeros commodities.
4.1.1 Polietileno (PE)
Principais Propriedades: baixo custo; elevada resistência química e a solventes;
baixo coeficiente de atrito; flexível ou rígido (Depende da densidade); fácil
processamento; excelentes propriedades isolantes; baixa permeabilidade à água;
atóxico; inodoro.
Figura 4.1 – Produção de polímeros no Brasil, em 1998
FONTE – Marczak

23
Aplicações Típicas: bombonas; embalagens; material hospitalar; utensílios
domésticos; filmes; brinquedos; tanque de combustível; tubos para distribuição de
água e gás; engrenagens; componentes para líquidos corrosivos; implantes de
ossos artificiais; isolamento de fios e cabos; revestimentos; trilhos-guias; coletes
balísticos; caixas d’água, Fig. 4.2.
4.1.2 Polipropileno (PP)
Principais Propriedades: baixo custo; elevada resistência química e a solventes;
fácil moldagem; fácil coloração; alta resistência a fratura por flexão ou fadiga; boa
resistência ao impacto acima de 15°C; boa estabilidade térmica; maior sensibilidade
à luz UV e agentes de oxidação, sofrendo degradação com maior facilidade.
Aplicações Típicas: brinquedos; recipientes para alimentos; remédios; cadeiras;
tanques; fibras; sacarias; filmes orientados; tubos para cargas de canetas
esferográficas; carpetes; seringas; fitas adesivas; material hospitalar esterelizável;
Figura 4.2 – Alguns exemplos de utilização do polietileno

24
pára-choques; pedais; cones para alto falante; carcaças de baterias; lanternas;
hélices; peças para máquina de lavar; etc.
Atualmente há uma tendência no sentido de se utilizar exclusivamente o
polipropileno no interior dos automóveis. Isso facilitaria a reciclagem do material por
ocasião do sucateamento do veículo, pois se saberia com qual material se estaria
lidando, Fig. 4.3.
4.1.3 Poliestireno (PS)
Principais Propriedades: rigidez; fácil processamento; fácil coloração; baixo custo;
elevada resistência a ácidos e álcalis; semelhante ao vidro; baixa densidade e
absorção de umidade; baixa resistência a solventes orgânicos; calor e intempéries.
Apresenta-se também sob a forma celular ou expandida.
Aplicações Típicas: Artigos de baixo custo; peças de máquinas e automóveis;
gabinete de rádio e TV; grades de ar condicionado; peças internas e externas de
Figura 4.3 – Alguns exemplos de utilização do polipropileno

25
eletrodomésticos e aparelhos eletrônicos; circuladores de ar; ventiladores e
exaustores; gavetas de geladeira; brinquedos; embalagens de proteção para
equipamentos; isolantes térmicos; pranchas para flutuação; geladeiras isotérmicas;
etc, Fig. 4.4.
4.1.4 Policloreto de vinila (PVC)
Principais Propriedades: Baixo custo; elevada resistência a chama, pela presença
do cloro; processamento demanda um pouco de cuidado; formação de peças tanto
rígidas quanto muito flexíveis, com plastificantes; excelentes propriedades térmicas e
elétricas; resistente a corrosão, oxidação e intempéries; pode se apresentar no
estado transparente, celular ou expandido.
Aplicações Típicas: Tubos rígidos para água e esgoto; conduites rígidos e flexíveis;
carcaças de utensílios domésticos; separadores de bateria; revestimento de fios e
cabos elétricos; composições de tintas; cortinas de banheiro; encerados de
caminhão; forração de poltronas e de estofamentos de automóveis; esquadrias para
Figura 4.4 – Alguns exemplos de utilização do poliestireno

26
janelas; embalagens rígidas e transparentes para bebidas e alimentos; toalhas de
mesa; bolsas e roupas de couro artificial; passadeiras; pisos; carteiras transparentes
para identificação; brinquedos; calçados; etc, Fig. 4.5.
O monômero é um potente cancerígeno, deve haver controle do teor residual que
permanece no polímero, particularmente em aplicações em que o polímero vai entrar
em contato com alimentos.
O plastificante a base de ftalatos, aditivo usado para tornar o polímero mais flexível,
também é cancerígeno. O Greenpeace vem promovendo ampla campanha para
banir o uso do PVC que contenha esse aditivo, particularmente em brinquedos e
produtos que entram em contato com alimentos. (MARCZAK, 2004)
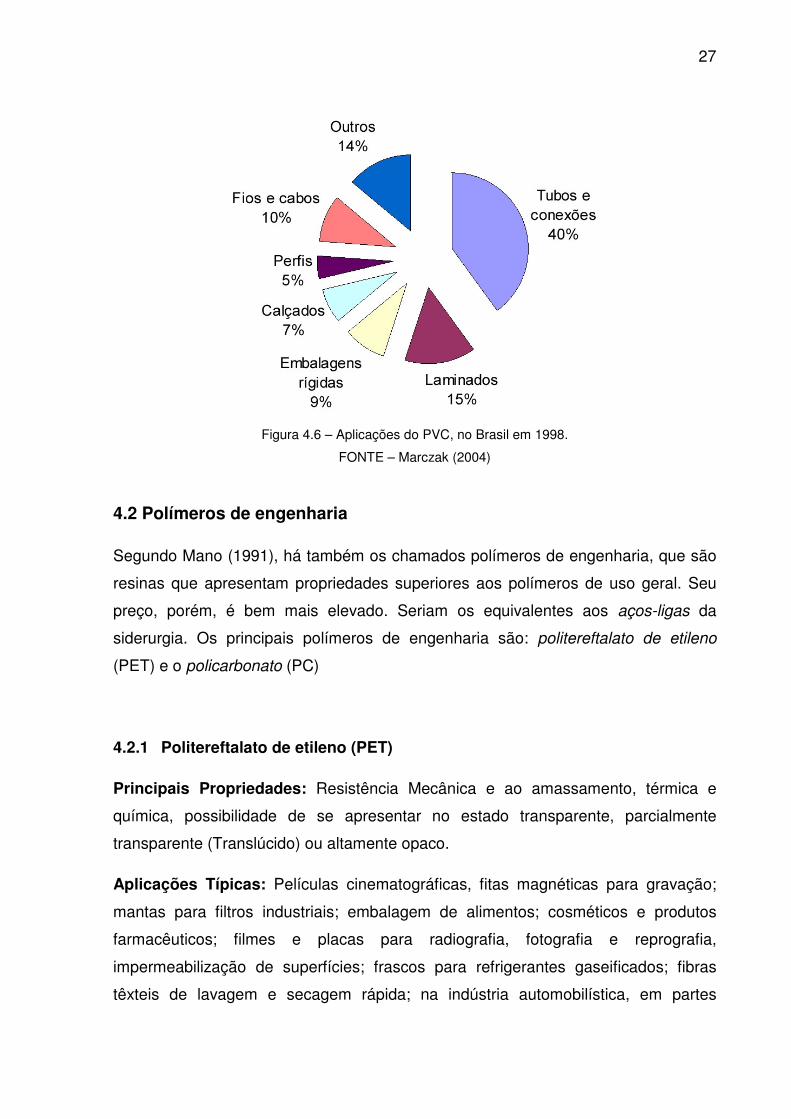
O PVC é um polímero muito utilizado no Brasil em vários setores da indústria. A Fig.
4.6 mostra suas aplicações em porcentagem no ano de 1998 no Brasil.
Figura 4.5 – Alguns exemplos de utilização do policloreto de vinila (PVC)
27
4.2 Polímeros de engenharia
Segundo Mano (1991), há também os chamados polímeros de engenharia, que são
resinas que apresentam propriedades superiores aos polímeros de uso geral. Seu
preço, porém, é bem mais elevado. Seriam os equivalentes aos aços-ligas da
siderurgia. Os principais polímeros de engenharia são: politereftalato de etileno
(PET) e o policarbonato (PC)
4.2.1 Politereftalato de etileno (PET)
Principais Propriedades: Resistência Mecânica e ao amassamento, térmica e
química, possibilidade de se apresentar no estado transparente, parcialmente
transparente (Translúcido) ou altamente opaco.
Aplicações Típicas: Películas cinematográficas, fitas magnéticas para gravação;
mantas para filtros industriais; embalagem de alimentos; cosméticos e produtos
farmacêuticos; filmes e placas para radiografia, fotografia e reprografia,
impermeabilização de superfícies; frascos para refrigerantes gaseificados; fibras
têxteis de lavagem e secagem rápida; na indústria automobilística, em partes
Figura 4.6 – Aplicações do PVC, no Brasil em 1998.
FONTE – Marczak (2004)

28
estruturais grandes, carcaças de bomba, carburadores, limpadores de parabrisa;
componentes elétricos; interior de fornos de micro-ondas; em compósitos com fibra
de vidro, componentes de móveis de escritório; isolamento de capacitores, Fig. 4.7.
O grande crescimento na utilização de PET em garrafas descartáveis e a poluição
que isto tem gerado ao meio ambiente torna-o atualmente um dos polímeros mais
reciclados.
4.2.2 Policarbonato (PC)
Principais Propriedades: Semelhança ao vidro, porém altamente resistente ao
impacto; boa estabilidade dimensional e térmica; boas propriedades elétricas; boa
resistência ao escoamento sob cargas e às intempéries; resistente à chama;
Figura 4.7 – Alguns exemplos de utilização do politereftalato de etileno (PET)

29
excelente transparência; resistente aos raios ultravioleta; boa usinabilidade É um
dos mais importantes polímeros da engenharia.
Aplicações Típicas: Placas resistentes ao impacto, janelas de segurança, escudos
de proteção, painéis de instrumentos; lanternas de carros; partes do interior de
aeronaves; cabines de proteção; capacetes de proteção de motociclistas;
componentes elétricos e eletrônicos; discos compactos (CD’s); conectores,
luminárias para uso exterior; recipientes para uso em fornos de micro-ondas; tubos
de centrífuga para sistemas aquosos; anúncios em estradas; artigos esportivos;
aplicações em material de cozinha e refeitórios, como bandejas, jarros d’água,
talheres, mamadeiras; aplicações médicas em dialisadores renais; óculos de
segurança; escudos de polícia anti-choque; aquários, Fig. 4.8.
A Fig. 4.9, a seguir, ilustra a importância dos setores automobilísticos, eletro-
eletrônico e chapas, que no conjunto representaram 48% do mercado deste material
nos EUA e Europa Ocidental em 1996.
Figura 4.8 – Alguns exemplos de utilização do policarbonato (PC)

30
4.3 Propriedades e aplicações de alguns polímeros termorrígidos
Nos itens subsequentes será feita análises comparativas em relação as
propriedades mecânicas entre diversos polímeros. Entre eles os polímeros
classificados como termorrígidos de uso geral, utilizados em diversas áreas como na
construção civil, por exemplo, onde o epóxi está sendo cada vez mais utilizado.
Portanto, com o objetivo de complementar este trabalho, serão abordadas as
principais propriedades e aplicações dos seguintes polímeros: poliftalato maleato de
propileno (GRP), poliéster reforçado com fibras; resina epoxídica (ER); resina de
fenol-formaldeído (PR); e resina de uréia-formaldeído (UR).
4.3.1 Poliftalato maleato de propileno (PPPM) ou Poliéster Insaturado
Principais Propriedades: Resistência a intempéries; leveza; pode ser utilizado em
compósitos com fibra de vidro, neste caso denomina-se “glass reinforced polyester”
(GRP); possui grande facilidade de processamento; moldagem de peças de
pequenas ou grandes dimensões; resistência química a ácidos e bases; resistência
aos raios ultravioletas; pode se apresentar na forma translúcida.
Uso Médio4% Informática
9%Embalagens
3%
Chapas15%
Eletro-Eletronico16%Utensilios
6%
Automobilístico17%
Outros30%
Figura 4.9 – Distribuição do consumo de policarbonato nos EUA e Europa Ocidental - 1996
FONTE – Marczak (2004)

31
Aplicações Típicas: Cascos de barco; carrocerias de veículos leves e pesados;
luminárias decorativas; telhas corrugadas; tanques de armazenamento; piscinas;
caixas d’água; móveis; silos; dutos para saneamento; painéis de comunicação
visual; bandejas; spas; mármore sintético; fibras têxteis (neste caso saturado); peças
decorativas; bijuterias; massas plásticas; cabines; guaritas; torres de resfriamento;
resinas flexíveis; aviação; implementos agrícolas; peças ferroviárias e metroviárias;
assento sanitário; moldes; varas de pesca; cabos de raquetes; antenas de veículos;
componentes elétricos e eletrônicos, Fig. 4.10.
4.3.2 Resina epoxídica (ER) ou Epóxi
Principais Propriedades: Adesividade; resistência à abrasão; baixa contração após
cura; versátil; insolúvel; alta resistência à corrosão; boas propriedades térmicas e
mecânicas; excelente adesão para vários substratos; baixo encolhimento em cura;
flexibilidade; boas propriedades elétricas; pode ser processado em diferentes
condições.
Figura 4.10 – Alguns exemplos de utilização do poliftalato maleato de propileno (PPM)

32
Aplicações Típicas: Compósitos com fibra de vidro, de carbono ou de poliamida
aromática, para a indústria aeronáutica; pinturas; componentes de equipamentos
elétricos; circuitos impressos; encapsulamento de componentes eletrônicos;
revestimento de superfícies; adesivos para metal, cerâmica, vidro; moldes e matrizes
para ferramentas industriais, manequins de bocas e ossaturas; aplicações
estruturais na construção civil, Fig. 4.11.
Figura 4.11 – Alguns exemplos de utilização da resina epoxídica (ER)

33
4.3.3 Resina de fenol-formaldeído (PR) ou Baquelite
Principais Propriedades: Alta resistência mecânica e térmica; boa resistência
química; estabilidade dimensional; coloração limitada; menor custo.
Aplicações Típicas: Engrenagens; pastilhas de freio; telefones (antigos);
componentes do sistema de transmissão de carros; compensado naval; rodízios;
volantes de manobra; peças elétricas moldadas; laminados para revestimento de
mesas, balcões, divisórias, portas; tampas de rosca resistentes; cabos de talheres;
ferramentas, Fig. 4.12.
4.4.4 Resina de uréia-formaldeído (UR) ou Resina ureica
Principais Propriedades: Boa resistência mecânica e térmica, boa resistência
química, dureza; menor custo.
Figura 4.12 – Alguns exemplos de utilização da resina de fenol-formaldeído (PR)

34
Aplicações Típicas: Chapas de compensado para móveis, divisórias; acabamento
de tecido (botões); vernizes para revestimento de assoalho; adesivos para madeira;
moldados duros e resistentes à compressão e ao impacto, Fig. 4.13.
Figura 4.13 – Alguns exemplos de utilização da resina uréia-formaldeído (UR)

35
5 PROPRIEDADES FÍSICAS DOS POLÍMEROS
Os polímeros possuem características que os diferenciam de outros materiais como
a madeira e o aço. Para que possamos utilizá-lo com segurança é necessário
conhecer suas propriedades para, a partir daí, avaliar seu comportamento em
serviço. Avaliar um polímero requer estudos complexos que visam quantificar essas
propriedades e destina-las à usos específicos.
O peso é uma diferenciação importante, já que os polímeros são sempre mais leves
que metais ou cerâmicas, o que os tornam particularmente atrativos para industria
de embalagens, equipamentos esportivos e na redução de custos de transporte.
5.1 Propriedades mecânicas
A maioria dos polímeros possui uma característica bem evidente quanto a suas
propriedades mecânicas. A primeira distinção que deve ser evidenciada é o
comportamento não-linear dos polímeros. Isto é, a relação carga x deslocamento
não é linear, embora o material ainda não tenha ultrapassado seu limite de
escoamento. Isto pode ocorrer com peças feitas com qualquer material, dependendo
da geometria, do carregamento e das condições de contorno. Ocorre que nos
polímeros isto é mais freqüente, mesmo para cargas supostamente pequenas. Os
polímeros possuem grande flexibilidade, conforme o tipo de polímero e os adtivos
utilizados na sua formulação.
A Fig. 5.1 compara esquematicamente o comportamento não linear de uma viga em
balanço fabricada em material polimérico e em aço.
Figura 5.1 – Ilustração do comportamento (geometricamente) não-linear dos plásticos
Fonte – Marczak

36
Portanto, não se deve assumir que uma peça polimérica responderá como uma mola
linear. Alterações de temperatura podem mudar este comportamento ainda mais.
Perguntas como:
- Que tipo de carga será aplicada (tração, compressão, impacto alternante, etc.)?
- Como e onde a carga será aplicada sobre componente?
- Por quanto tempo a carga será aplicada?
- Qual a variação de temperatura sobre o componente?
- Por quanto tempo a temperatura será aplicada?
- Quais as condições ambientais de operação (substâncias químicas, umidade
etc.)?
Devem ser respondidas pelo projetista antes de selecionar o material, porque suas
respostas determinarão à performance do componente. É neste ponto que os
polímeros diferem em comportamento de outros materiais como aço, madeira,
cerâmica, entre outros. Segundo Marczak (2004, p. 14), ao mencionar sobre erros
de projeto, “de uma maneira geral os erros mais comuns estão relacionados a
projetar componentes poliméricos com níveis de tensão e/ou módulos de
elasticidade muito altos ou que não levam em conta o efeito da temperatura”.
Portanto, como é de grande importância o conhecimento das propriedades
mecânicas dos polímeros, será abordado a seguir, de forma superficial, as seguintes
propriedades: resistência à tração, módulo de elasticidade, resistência à compressão
e resistência à flexão.
5.1.1 Resistência à tração
A resistência à tração, é avaliada pela carga aplicada ao material por unidade de
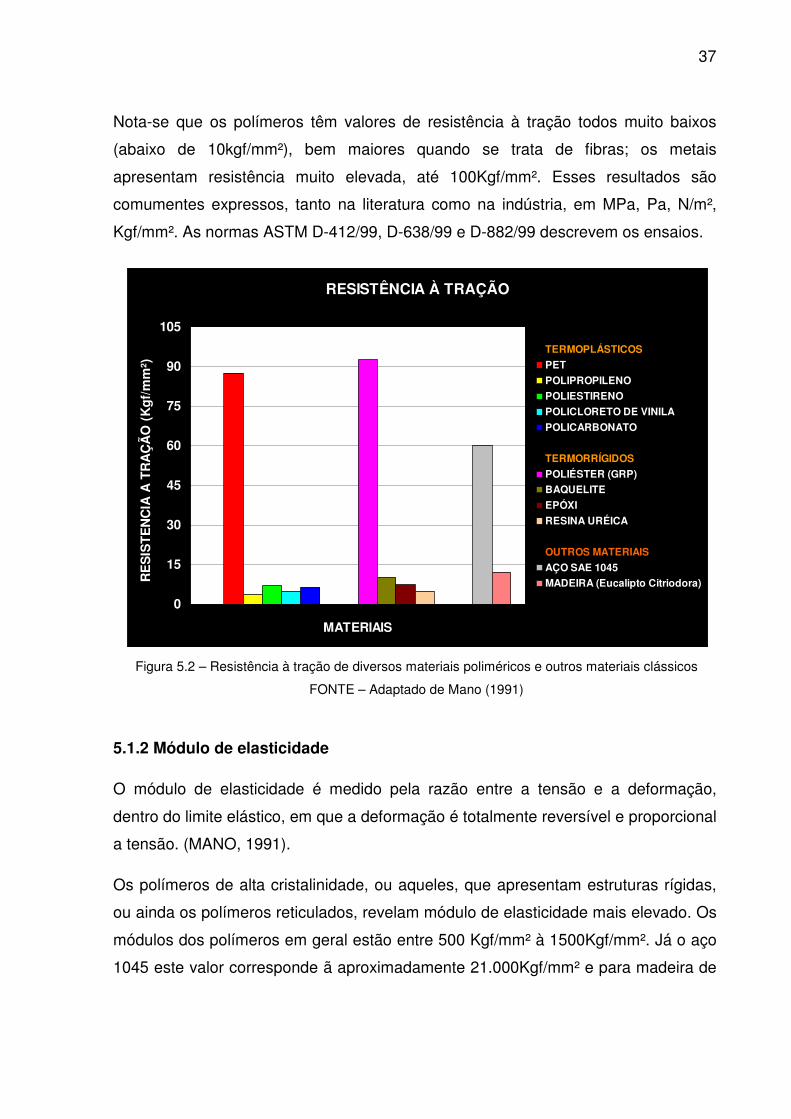
área, no momento da ruptura. No Fig. 5.2, encontra-se a resistência á tração dos
materiais poliméricos mais comuns, bem como alguns materiais de engenharia
clássicos.
37
Nota-se que os polímeros têm valores de resistência à tração todos muito baixos
(abaixo de 10kgf/mm²), bem maiores quando se trata de fibras; os metais
apresentam resistência muito elevada, até 100Kgf/mm². Esses resultados são
comumentes expressos, tanto na literatura como na indústria, em MPa, Pa, N/m²,
Kgf/mm². As normas ASTM D-412/99, D-638/99 e D-882/99 descrevem os ensaios.
5.1.2 Módulo de elasticidade
O módulo de elasticidade é medido pela razão entre a tensão e a deformação,
dentro do limite elástico, em que a deformação é totalmente reversível e proporcional
a tensão. (MANO, 1991).
Os polímeros de alta cristalinidade, ou aqueles, que apresentam estruturas rígidas,
ou ainda os polímeros reticulados, revelam módulo de elasticidade mais elevado. Os
módulos dos polímeros em geral estão entre 500 Kgf/mm² à 1500Kgf/mm². Já o aço
1045 este valor corresponde ã aproximadamente 21.000Kgf/mm² e para madeira de
Figura 5.2 – Resistência à tração de diversos materiais poliméricos e outros materiais clássicos
FONTE – Adaptado de Mano (1991)
RESISTÊNCIA À TRAÇÃO
0
15
30
45
60
75
90
105
MATERIAIS
RE
SIS
TE
NC
IA A
TR
AÇ
ÃO
(K
gf/
mm
²)
TERMOPLÁSTICOS
PET
POLIPROPILENO
POLIESTIRENO
POLICLORETO DE VINILA
POLICARBONATO
TERMORRÍGIDOS
POLIÉSTER (GRP)
BAQUELITE
EPÓXI
RESINA URÉICA
OUTROS MATERIAIS
AÇO SAE 1045
MADEIRA (Eucalipto Citriodora)

38
eucalipto citriodora este valor é de aproximadamente 1842Kgf/mm² Os módulos de
elasticidade são ilustrados na Fig. 5.3.
No caso dos elastômeros vulcanizados, o alongamento atingido ainda na região
elástica é muito grande, e assim a palavra “módulo” é empregada com outro
significado: é a força calculada por unidade de área transversal inicial (tensão), e é
medida a determinadas deformações, que precisam ser explicitadas na informação.
Por exemplo, em borracha, módulo a 300% é a tensão correspondente à tração,
quando se atinge 300% de alongamento.
A recuperação representa o grau em que o material retorna às dimensões originais,
após a remoção da tensão. Depende tanto da intensidade desta força quanto do
tempo durante o qual foi aplicada. Pela atuação da força, as macromoléculas
tendem a escoar; removida, retornam parcialmente à situação primitiva. Se o
material é muito cristalino, é também rígido e resiste mais à deformação; no entanto,
sempre há uma perda de dimensão quando se ultrapassa o limite elástico de cada
material. Quando o polímero é pouco cristalino, ou está acima da sua temperatura
Figura 5.3 – Módulo de elasticidade de diversos materiais poliméricos e outros materiais clássicos
FONTE – Adaptado de Mano (1991)
MÓDULO DE ELASTICIDADE
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
MATERIAIS
MÓ
DU
LO
DE
EL
AS
TIC
IDA
DE
(K
gf/
mm
²)
TERMOPLÁSTICOS
PET
POLIPROPILENO
POLIESTIRENO
POLICLORETO DE VINILA
POLICARBONATO
TERMORRÍGIDOS
POLIÉSTER (GRP)
BAQUELITE
EPÓXI
RESINA URÉICA
OUTROS MATERIAIS
AÇO SAE 1045
MADEIRA (Eucalipto Citriodora)
21
000
Kg
f/mm
²

39
de transição vítrea, há maior escoamento (“creep”) e as peças sofrem deformação
mais pronunciada, até mesmo por escoamento sob a ação de seu peso próprio.
5.1.3 Resistência à compressão
A resistência à compressão é expressa pela tensão máxima que um material rígido
suporta sob compressão longitudinal, antes que o material entre em colapso.
Encontram-se na Fig. 5.4 valores típicos informativos da resistência à compressão
de diversos materiais. Nota-se a superioridade da resistência das resinas
termorrígidas sobre as termoplásticas, porém ainda muito inferiores à dos materiais
de engenharia convencionais.
Figura 5.4 – Resistência à compressão de diversos materiais poliméricos e outros materiais clássicos
FONTE – Adaptado de Mano (1991)
RESISTÊNCIA À COMPRESSÃO
0
5
10
15
20
25
30
35
40
45
50
55
60
65
MATERIAIS
RE
SIS
TÊ
NC
IA À
CO
MP
RE
SS
ÃO
(K
gf/
mm
²)
TERMOPLÁSTICOS
PET
POLIPROPILENO
POLIESTIRENO
POLICLORETO DE VINILA
POLICARBONATO
TERMORRÍGIDOS
POLIÉSTER (GRP)
BAQUELITE
EPÓXI
RESINA URÉICA
OUTROS MATERIAIS
AÇO SAE 1045
MADEIRA (Eucalipto Citriodora)

40
5.1.4 Resistência à flexão
A resistência à flexão representa a tensão máxima desenvolvida na superfície de
uma barra quando sujeita a dobramento. Aplica-se a materiais rígidos, isto é,
aqueles que não vergam excessivamente sob a ação da carga. A Fig. 5.5 apresenta
valores de resistência á flexão de diversos materiais e mostra a comparação dos
materiais plásticos à madeira e ao aço.
5.2 Propriedades térmicas
Segundo Marczak (2004), talvez a mais importante propriedade térmica dos
materiais poliméricos seja seu baixo ponto de fusão, que varia da temperatura
ambiente até 250°C, embora alguns polímeros especiais exijam até 400°C. Disso
decorre baixo consumo de energia para conformação, com reflexos óbvios nos
custos de produção.
Figura 5.5 – Resistência à flexão de diversos materiais poliméricos e outros materiais clássicos
FONTE – Adaptado de Mano (1991)
RESISTÊNCIA À FLEXÂO
0
5
10
15
20
25
30
35
40
45
50
55
60
65
MATERIAIS
RE
SIS
TÊ
NC
IA À
FL
EX
ÃO
(K
gf/
mm
²)
TERMOPLÁSTICOS
PET
POLIPROPILENO
POLIESTIRENO
POLICLORETO DE VINILA
POLICARBONATO
TERMORRÍGIDOS
POLIÉSTER (GRP)
BAQUELITE
EPÓXI
RESINA URÉICA
OUTROS MATERIAIS
VIDRO
CERÂMICA

41
As propriedades térmicas nos polímeros são observadas quando a energia térmica,
isto é o calor, é fornecido ou removido do material; são maus condutores de calor. A
capacidade de transferir calor, isto é, conduzir calor, é medida pela condutividade
térmica. A capacidade de armazenar calor é medida pelo chamado calor específico.
As alterações de dimensão, devidas às mudanças de temperatura, são estimadas
através da expansão térmica. Essas propriedades observadas nos materiais
poliméricos, quando sujeitos a variação de temperatura, são de grande importância
para escolha do material adequado na execução de um projeto.
O aumento da temperatura ambiente, pode alterar drasticamente as propriedades
dos materiais poliméricos alterando suas dimensões, reduzindo a resistência e
módulo de elasticidade. A caracterização precisa deste comportamento é complexa,
mas existe um ensaio, estabelecido pela norma americana ASTM D-648/99, que
fornece informações superficiais sobre o desempenho de um polímero sob carga e
efeito de temperatura. Este ensaio permite a obtenção da chamada temperatura de
distorção ao calor designada pela sigla HDT. Basicamente, este teste submete um
corpo-de-prova biapoiado à flexão simples com uma carga concentrada, e mede-se
o deslocamento central. A temperatura é então aumentada até que um certo valor de
deslocamento seja ultrapassado. Está é a temperatura de distorção.
5.3 Alterando as propriedades dos polímeros.
É fato que as propriedades das famílias de polímeros variam de uma para outra, ou
mesmo que as propriedades de um mesmo polímero podem variar dentro de uma
dada família. Isto se deve fundamentalmente às alterações na composição química
de cada polímero durante o processamento. Mas, além disso, as propriedades de
um certo polímero pode ser alterada com a mistura de aditivos, corantes, cargas e
reforços. Trata-se de um ajuste fino das propriedades do polímero, de acordo com a
aplicação desejada. Este processo é denominado de aditivação. Algumas
aditivações clássicas:

42
• Cargas inorgânicas minerais inertes, como o carbonato de cálcio (CaCO3),
permitem reduzir o custo da peça sem afetar as propriedades. Exemplo: pisos de
vinil e cadeiras de jardim (PP) contêm até 60% de cargas.
• Uso de fibras (vidro, carbono, boro) ou algumas cargas minerais (talco, mica,
caolim, wolastonita) aumentam a resistência mecânica. As cargas fibrosas
podem assumir forma de fibras curtas ou longas, redes, tecidos etc.
• Negro de fumo em pneus (borracha) e filmes para agricultura (PE) aumentam a
resistência mecânica e a resistência ao ataque por ozônio e raios UV.
• Aditivos conhecidos como plastificantes podem alterar completamente as
características de polímeros como o PVC e borrachas, tornando-os mais flexíveis
e tenazes.
• A fabricação de espumas é feita através da adição de agentes expansores, que
se transformam em gás no momento da transformação do polímero, quando ele
se encontra no estado fundido.
5.3.1 Aditivos (mudança de propriedades específicas)
Os aditivos são sempre selecionados de modo a manter sua compatibilidade com o
material base e com o processo de fabricação do componente. Deve-se lembrar, no
entanto, que a melhora de uma certa propriedade geralmente é obtida às custas da
piora de outra(s).
Evidentemente os químicos tentam manter todas as outras propriedades em níveis
aceitáveis enquanto procuram melhorar uma dada característica, mas nem sempre
isto é viável. Dentre os aditivos mais comuns usados com termoplásticos e
termorrígidos estão: antioxidantes (aumenta a estabilidade à altas temperaturas),
agentes anti-eletricidade estática, biocidas, retardantes de chama, modificadores de
resistência ao impacto, agentes espumantes, redutores de fricção, fungicidas e
estabilizantes UV.

43
5.3.2 Reforços (mudança na resistência)
Os reforços mais comuns são a fibra de carbono, fibra de vidro, mica e aramidas.
Eles podem ser adicionados na forma de fibras curtas, filamentos longos, flocos,
esferas ou em grãos. Esses esforços normalmente aumentam a resistência do
material às custas da resistência ao impacto. Também aumentam o desgaste de
ferramentas de corte, no caso de usinagem de pré-formas. O uso de reforços
permite que os polímeros sejam empregados sob condições de carga e temperatura
mais altas com maior estabilidade dimensional. Nas últimas décadas, as vantagens
conferidas pelo uso de materiais compostos têm permitido avanços muito
significativos na tecnologia aeroespacial.
5.3.3 Corantes (mudança na aparência)
Um outro grupo de aditivos são os corantes, que dão a cor desejada ao material. Os
corantes podem ser cargas orgânicas ou pós inorgânicos O corante escolhido deve
ser compatível com o material base, método de processamento e aplicação
desejada para o componente. Por exemplo, se a peça final será exposta ao meio
ambiente, deverá suportar variações de temperatura e o envelhecimento decorrente.
É necessário também em aplicações onde as propriedades óticas têm peso,
especialmente em materiais transparentes como acrílicos, policarbonato e estireno,
já que o uso de corantes pode transformar um material incolor em opaco.
5.4 Efeitos ambientais sobre os materiais poliméricos
Fatores ambientais como umidade, produtos químicos (líquidos ou vapores),
exposição ao sol, altas temperaturas, água e vapor quente, bactérias e fungos
atacam os materiais poliméricos. Embora possa não ocorrer uma alteração visual na
aparência, isto não significa que não haja alguma degradação das propriedades,
como tensão de ruptura ou resistência ao impacto.

44
Apesar de não enferrujarem e serem mais resistentes do que os metais em
ambientes corrosivos, os materiais poliméricos requerem alguns cuidados. Quanto
mais resistente o material à produtos químicos, mais difícil é sua soldagem, já que
para tal também é necessário um tipo de ataque químico. A pintura também requer
cuidados, pois o solvente da tinta deve ser compatível com o material empregado no
produto.
Alguns polímeros apresentam alta permeabilidade a gases devido ao grande
espaçamento entre as moléculas que compõem o material. Os materiais poliméricos
apresentam limitações para serem utilizados como embalagem, um exemplo é a
utilização de garrafas PET que devem ser utilizadas respeitando-se o prazo de
validade de acondicionamento.
Outro fator importante nas últimas décadas é a reciclabilidade. Alguns polímeros não
podem ser reciclados de forma direta, pois não há como refundi-los. Muitas vezes a
reciclagem de alguns polímeros não é viável economicamente devido ao seu baixo
preço e baixa densidade. Somente o consumo em massa é que torna a reciclagem
economicamente viável, como acontece com as garrafas PET, por exemplo.
O material polimérico reciclado é encarado como material de segunda classe, ao
contrário do que ocorre com o aço e alumínio reciclados. Nos casos em que a
reciclagem do material polimérico não for possível ou viável, há possibilidade de
queimá-lo, transformando-o em energia em incineradores ou alto-fornos. Neste caso
o carbono é utilizado na redução do minério, contudo, polímeros que contém
halogêneos geram gases tóxicos durante a queima, e nestas condições o material
deve ser previamente identificado e encaminhado para dehalogenação antes da
queima.
45
6 PROCESSAMENTO DOS POLÍMEROS
O processamento de polímeros passa por etapas que envolvem o aquecimento do
material seguido de conformação mecânica. Vários métodos são usados na
produção de peças de origem poliméricas, injeção, extrusão, moldagem por sopro,
termoconformação, pultrução, laminação, moldagem, rotomoldagem, calandragem
entre outros. Em seguida serão descritos resumidamente alguns desses métodos.
6.1 Injeção
A moldagem por injeção é empregada para produzir formas tridimensionais com
detalhes minuciosos. A Fig. 6.1 mostra o aspecto de uma máquina injetora.
O material alimenta a máquina de injeção na forma de pastilhas, são fundidas e
conduzidas ao longo da máquina por um fuso. O material fundido é mecanicamente
injetado em um molde. A temperatura do molde é controlada através de água
circulando em cavidades internas. Uma vez resfriado, o molde é aberto e a peça é
ejetada através de pinos. As metades são mantidas fechadas através de prensas,
com forças que podem atingir 100tf. Essa pressão determina a tonelagem da
injetora, e o molde que nela pode ser usado. A Fig. 6.2 mostra o esquema de
funcionamento de uma maquina injetora.
Figura 6.1 – Aspecto de uma maquina injetora

46
6.2 Extrusão
A moldagem por extrusão segue essencialmente o mesmo principio da extrusão de
metais. O material aquecido é alimentado sob pressão ao longo de uma matriz que
produzirá a forma da secção transversal do produto. O material é resfriado na
seqüência. Fig. 6.3
Figura 6.3 – Moldagem por extrusão
FONTE – Marczak ( 2004)
Figura 6.2 – Esquema de funcionamento de uma máquina injetora
FONTE – Marczak ( 2004)

47
6.3 Moldagem por sopro
A moldagem por sopro emprega ar comprimido para forçar o material a se conformar
à superfície do molde. É desta forma que são produzidas as garrafas plástica de
refrigerantes, embalagens de produto de limpeza etc. A Fig. 6.5 mostra o princípio
de funcionamento da moldagem por sopro
6.4 Termoconformação
Na termoconformação uma lâmina de plástico aquecido é pressionada por um molde
e resfriada. Assim se produz uma casca que é uma cópia fiel do relevo do molde.
Em casos mais complexos o ar entre a lâmina e o molde é removido com vácuo
conforme a Fig. 6.6
Figura 6.5 – Moldagem por sopro
FONTE – Marczak (2004)
Figura 6.6 – Moldagem por termoconformação
FONTE – Marczak (2004)

48
6.5 Pultrusão
Pultrusão é um processo contínuo que produz perfis reforçados de vidro, ocos ou
maciços, de diferentes formatos. Dependendo do desenho e do formato, a taxa de
vidro utilizada varia de 30% a 70% do peso. Perfis pultrudados são usados em
diversas aplicações, como nas áreas elétricas, de corrosão, de construção e
mercados de bem de consumo.
Os reforços de vidro são baseados principalmente nos rovings diretos dispostos de
maneira a proporcionarem um reforço longitudinal. Outros tipos de reforços são as
mantas de fios contínuos ou tecidos que proporcionam o reforço transversal e
também os véus de acabamento superficial. Sistemas de guias, dispostos entre a
prateleira e o molde, permitem pré-formar e posicionar cada reforço no local correto
do perfil. O vidro é impregnado antes do molde, normalmente com sistema de banho
aberto. As cargas são introduzidas no sistema de resina para gerar propriedades
adicionais (retardadores de chama, redução de custo,...). Os três elementos
seguintes pertencem a “máquina de pultrução” onde o molde dá a forma e polimeriza
o reforço impregnado. O perfil pultruído é então travado e tracionado por uma cinta
contínua ou por um sistema de permutação. A última etapa é um sistema de corte
pra deixar o perfil no comprimento desejado. A velocidade típica da pultrução com
sistemas de resinas termofixas é de 0,5 a 2m/min, Fig. 6.7.
Figura 6.7 – Esquema do processo por pultrusão
FONTE – Saint-Gobain ( 2006)

49
6.6 Laminação
A laminação de materiais poliméricos é muito similar à de metais. Na configuração
mais usual, quatro rolos aquecidos girando à velocidades ligeiramente diferentes
laminam o material aquecido e fundido em folhas ou filmes, conforme a Fig. 6.8.
6.7 Moldagem
Materiais como acrílicos e nylons podem ser moldados, ou seja, são vazados na
forma líquida em moldes fixos ou flexíveis. Este processo requer um controle
considerável para fornecer peças de alta qualidade. É comum o uso de
equipamentos à vácuo para eliminar bolhas de ar durante a solidificação.
Figura 6.8 – Esquema do processo de laminação
Fonte – Dow (2006)
50
7 CUSTO DOS MATERIAIS
O preço talvez seja a principal característica de um material. Ao selecionar os
materiais para um determinado produto acabado, além das exigências em termos de
propriedades, o engenheiro tem que levar em conta o preço. (PADILHA, 1997)
7.1 Classificação
As mudanças na inovação e na aplicação dos materiais ocorridas no último meio
século, entretanto, ocorreram em intervalos de tempo que foram revolucionárias ao
invés de evolucionárias.
A despeito disto, os materiais podem ser classificados em quatro níveis, conforme o
grau de conhecimento científico utilizado no seu desenvolvimento.
Materiais naturais – Exemplos: madeira, couro, diamante, cobre, ligas ferrosas e
borracha.
Materiais desenvolvidos empiricamente – Exemplos: bronze, aço comum, ferro
fundido, cerâmicas sílico-aluminosas, vidro, cimento e concreto.
Materiais desenvolvidos através de conhecimentos científicos – Exemplos: ligas
de alumínio, de titânio e de magnésio, metal duro, aços inoxidáveis, aços
microligados, termoplásticos, termorrígidos, elastômero e ferritas.
Materiais projetados – Exemplos: semicondutores, materiais para reatores
nucleares, aços de ultra resistência mecânica, materiais compósitos, ligas especiais
e vidros metálicos.
É importante destacar que o grau de conhecimento científico empregado no
desenvolvimento de um material tem efeito determinante no seu preço e a
capacidade de produzí-lo é uma medida do grau de desenvolvimento tecnológico e
independência de uma nação.
Deve-se analisar na elaboração e execução de um projeto fatores como
propriedades dos materiais, preço e utilização.

51
A Tab. 7.1 apresenta o custo por quilo de alguns produtos acabados
Produto Custo
Casas 1
Navios 5
Automóveis 10
Bicicletas 15-25
Aparelhos eletrodomésticos 40-100
Calçados esportivos 15-60
Aeronave civil 1000
Satélites 15000
A análise da Tab. 7.1 mostra claramente que, por exemplo, na seleção de materiais
para construção civil, o fator preço é essencial. Inúmeros materiais apresentam
propriedades muito interessantes para utilização em construção civil, mas têm sua
utilização inviabilizada pelo preço.
Por outro lado, na construção de satélites, o preço dos materiais empregados pode
ficar em segundo plano, em comparação com suas propriedades. Neste caso, as
propriedades dos materiais é que predominam dentre os critérios de seleção.
A Tab. 7.2 apresenta o preço de numerosos materiais de engenharia.
A análise da Tab. 7.2 revela vários aspectos importantes. Um deles é que o preço de
um material está relacionado com sua pureza, processamento e características. Isto
pode ser notado claramente nos casos do carboneto de silício propriamente dito.
Outro aspecto digno de ser mencionado é que as cerâmicas avançadas e materiais
compósitos reforçados com fibra de carbono ainda são materiais muito caros. Por
outro lado, o aço comum, o concreto e a madeira deverão ainda por muito tempo
predominar como materiais de construção.
Tabela 7.1 – Custo por quilo de produtos acabados (unidade monetária européia, ECU)
FONTE – Padilha (1997)

52
Material Preço (US$/tonelada)
Diamante industrial de alta qualidade 500.000.000
Platina 16.500.000
Ouro 14.500.500
Tungstênio 19.500
Titânio 8.300
Latão (60%Cu – 40%Zn) 3.750
Alumínio 2.400
Aço inoxidável 2.700
Aço doce 350
Carboneto de silício (cerâmica avançada) 27.500
Carboneto de silício (abrasivos) 1.400
Carboneto de silício (refratários) 750
Vidro 750
Borracha sintética 1.400
Borracha natural 870
Polietileno 1.100
PVC 1.000
Fibra de Vidro 1.500
Fibra de Carbono 45.000
Resina epoxídica 6.000
Madeira compensada dura 1.650
Madeira dura estrutural 530
Madeira mole estrutural 350
Vigas de concreto reforçado 330
Cimento 70
Silício Monocristalino (“Wafers”) 10.000.000
Silício metalúrgico 1.300
A comparação dos valores da Tab. 7.1 com 7.2, embora as unidades monetárias
sejam ligeiramente diferentes, mostra claramente que muitos materiais foram
selecionados para suas atuais aplicações por critério de preço.
Tabela 7.2 – Preço de alguns materiais de engenharia
FONTE – Padilha (1997)

53
8 MATERIAIS
Os materiais sólidos são freqüentemente classificados em três grupos principais:
materiais metálicos, materiais cerâmicos e materiais poliméricos ou plásticos. Esta
classificação é baseada na estrutura atômica e nas ligações químicas
predominantes em cada grupo. Um quarto grupo, que foi incorporado nesta
classificação nas últimas décadas, é o grupo dos materiais compósitos. Este último
faz parte dos materiais que irão compor este trabalho como forma alternativa em
substituição ao aço e a madeira.
8.1 Materiais convencionais
Serão analisadas as propriedades mecânicas da madeira eucalipto citriodora e as
propriedades mecânicas do aço SAE 1010 e aço SAE 1045.
8.1.1 Madeira (eucalipto citriodora)
Outros nomes populares: Eucalipto
Ocorrência: Minas Gerais, São Paulo, Bahia, Maranhão, Pernambuco e Paraíba.
Outros países: Austrália, Portugal, África do Sul, Zimbábue, Ruanda, Tanzânia,
Malawi, Quênia, Tailândia, Indonésia e China.
8.1.1.1 Características gerais
Características sensoriais: cerne e alburno Fig. 8.1, distintos pela cor, cerne pardo,
alburno branco-amarelado; sem brilho; cheiro e gosto imperceptíveis; densidade alta;
dura ao corte; textura fina e média.
Figura 8.1 – Aspectos macroscópicos da madeira
Fonte – Gesualdo (2003)

54
Descrição anatômica macroscópica: parênquima axial: visível apenas sob lente,
paratraqueal vasicêntrico a aliforme de aletas curtas. Raios: visíveis apenas sob
lente no topo e na face tangencial; finos; de poucos a numerosos. Vasos: visíveis a
olho nu, pequenos a médios; poucos; porosidade difusa; arranjo radial e diagonal;
solitários e múltiplos; obstruídos por tilos. Camadas de crescimento: pouco distintas,
quando presente individualizadas por zonas fibrosas tangenciais mais escuras.
Canais axiais traumáticos: presentes em alguns espécimes, Fig. 8.2.
Durabilidade natural e tratabilidade química: Madeira suscetível à ação de xilófagos
marinhos. Resistente ao apodrecimento. As informações sobre resistência ao ataque
de cupins são contraditórias. O cerne é difícil de ser tratado, entretanto, o alburno é
permeável.
Trabalhabilidade: Madeira excelente para serraria, no entanto, requer o uso de
técnicas apropriadas de desdobro para minimizar os efeitos das tensões de
crescimento. Apresenta boas características de aplainamento, lixamento, furação e
acabamento.
Secagem: Em geral, as madeiras de espécies de eucalipto são consideradas como
difíceis de secar, podendo ocorrer defeitos como colapso, empenamentos e rachas.
A secagem em estufa deve ser feita de acordo com programas suaves, combinando,
por exemplo, baixas temperaturas com altas umidades relativas. É recomendável a
secagem ao ar, ou o uso de pré-secador, antes da secagem em estufa.
Figura 8.2 – Aspectos microscópicos da madeira
Fonte – Klock ( 2006)
55
8.1.1.2 Propriedades físicas
Densidade de massa (ρ):
Densidade aparente a 15% de umidade (ρ15%): 1 040Kg/m3
Densidade básica (ρbásica): 875Kg/m³
Contração:
Contração radial: 6,6%
Contração tangencial: 9,5%
Contração volumétrica: 19,4%
8.1.1.3 Propriedades mecânicas
Resistência à flexão:
Madeira verde: 111,8 MPa
Madeira a 15% de umidade: 121,4 MPa
Limite de Proporcionalidade – madeira verde: 47,2 MPa
Módulo de Elasticidade – madeira verde: 13 337 MPa
Resistência de compressão paralela às fibras:
Madeira verde: 51,1 MPa
Madeira a 15% de umidade: 62,8MPa
Limite de Proporcionalidade – madeira verde: 33,7 MPa
Módulo de Elasticidade – madeira verde: 15 867 MPa
Coeficiente de influência de umidade: 4,7%

56
8.1.1.4 Outras propriedades mecânicas
Resistência ao impacto na Flexão a 15% de umidade – Trabalho Absorvido: 45,3 j
Cisalhamento – madeira verde: 16,3 MPa
Dureza Janka paralela – madeira verde: 8757 N
Tração Normal às Fibras – madeira verde: 10,1 MPa
Fendilhamento – madeira verde: 1,2 MPa
8.1.1.5 Usos em geral
Postes, cruzetas, dormentes, mourões, vigas, caibros, móveis, cabos de
ferramentas, embarcações, entre outros.
8.1.1.6 Observações
Os eucaliptos representam um grupo muito variado de madeiras, com densidades
desde 500Kg/m³ até 1000 Kg/m³. A espécie de Eucalyptus citriodora é adequada ao
uso em peças estruturais pelas suas características de resistência mecânica,
durabilidade natural e menor tendência ao rachamento.
O Eucalyptus citriodora é uma madeira de reflorestamento.
8.1.2 Aço carbono SAE 1010 e SAE 1045
Os aços são ligas metálicas de ferro e carbono, com porcentagens deste ultimo
variáveis entre 0,008% e 2,11%. Os aços, por sua ductibilidade, são facilmente
deformáveis por forja, laminação e extrusão.
Além dos componentes ferro e carbono, os aços incorporam outros elementos
químicos, alguns prejudiciais, provenientes da sucata, do mineral ou do combustível
empregado no processo de fabricação, como enxofre e o fósforo. Outros são
adicionados intencionalmente para melhorar algumas características do aço para

57
aumentar sua resistência, ductibilidade, dureza ou outra para facilitar algum
processo de fabricação, como a usinabilidade, onde é utilizado elementos de liga
como níquel, o cromo, o molibdênio e outros. A Fig. 8.3 mostra o aspecto
microscópico do aço 1045.
No aço comum o teor de impurezas estará sempre abaixo dos 2%. Acima de 2% até
5% já pode ser considerado aço de baixa liga, acima de 5% é considerado de alta-
liga. O enxofre e o fósforo são elementos prejudiciais ao aço, pois acaba por intervir
em suas propriedades físicas deixando o aço quebradiço. Dependendo das
exigências cobradas, o controle sobre as impurezas pode ser menos rigoroso ou
então podem pedir o uso de um antisulfurante como o magnésio e outros elementos
de liga benéficos.
Dada a grande variedade de tipos de aços, foram criados sistemas para sua
classificação, os quais periodicamente são submetidos a revisões. Uma das
classificações mais generalizadas é a que considera a composição química dos aços
e, dentre os sistemas conhecidos, são muito usados os da “Society od Automotive
Engineers – SAE”.
Nesse sistema, os dois últimos algarismos correspondem ao valor que indica o teor
de carbono. Assim, por exemplo, na designação SAE, a classe 1023 significa aço-
carbono com 0,23% de carbono em média.
Figura 8.3 – Aspecto microscópico do aço SAE 1045
Fonte – Scielo ( 2006)

58
Por outro lado, os dois primeiros algarismos diferenciam os vários tipos de aço entre
sí, pela presença ou somente de carbono como principal elemento liga, ou de outro
elemento liga, como níquel, cromo, etc., além do carbono.
Assim, quando os dois primeiros algarismos são 10, os aços são simplesmente ao
carbono; quando são 11, os aços são de usinagem fácil com alto enxofre; quando
são 40, os aços são ao molibdênio, com 25% de molibdênio em média e assim em
seguida.
No Brasil, a ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT (NBR
6006) classifica os aços-carbono e os de baixo teor em liga segundo os critérios
adotados pela SAE e pela “American Iron and Steel Institute – AISI”, que é outro
sistema de classificação americano.
8.2 Materiais alternativos
Serão os materiais apresentados em comparação à madeira e ao aço. Serão
analisados dois tipos de materiais poliméricos, a resina poliéster insaturada e a
resina epoxídica, ambas em composição com a fibra de vidro que tem por finalidade
aumentar a resistência desses materiais.
8.2.1 Poliéster Insaturado
As resinas poliéster são uma variedade de líquidos de diferentes viscosidades
compostos pela mistura de:
- Um poliéster insaturado produto da condensação linear de um diácido (maleico,
ftálico, adípico), com um diálcool (propilenglicol, etilenclicol, neopentilclicol).
- Um monômero insaturado geralmente estileno ou propileno, conforme a aplicação.
Estas resinas se conservam em estado líquido durante muitos meses,
especialmente se armazenadas em lugares frescos, propriedade que se melhora
com o agregado de inibidores de polimerização (hidroquinona).

59
O endurecimento da resina por polimerização consiste na união das cadeias lineares
obtidas por condensação do diácido com o diálcool através das moléculas de
monômero insaturado, processo chamado reticulação e que se produz na
polimerização final.
Na polimerização final, realizada pelo usuário, não há nenhum desprendimento de
produto e o processo é exotérmico (com geração de calor).
Para provocar a reação de polimerização é necessária a adição de um catalisador,
geralmente um peróxido orgânico. A temperatura a qual procede a reação depende
do peróxido utilizado e do agente acelerador incorporado.
A resina poliéster endurecida por polimerização é um sólido, geralmente
transparente de propriedades mecânicas e químicas muito diversas dependendo das
matérias primas utilizadas, mas cuja aplicação se vê muito limitada pela sua pouca
resistência a tração e ao impacto. Para eliminar esse inconveniente a resina
poliéster se reforça usualmente com fibra de vidro e o conjunto apresenta
propriedades mecânicas excepcionais. A Fig. 8.4 mostra a estrutura microscópica da
resina poliéster com fibras de vidro, onde as faixas coloridas mostram a disposição
das fibras e a área cinza representa a resina poliéster.
Se temos em conta a baixa densidade de um laminado com respeito a um metal
resulta que as propriedades mecânicas do laminado plástico em muitos casos são
superiores, quando nos referimos a igualdade de peso.
Figura 8.4 – Aspecto microscópico da resina poliéster com adição de fibra de vidro
Fonte – Scielo (2006)
60
As diferentes resinas podem ser utilizadas para: produção manual, aspersão,
injeção, coladas, produção de chapas, carroçarias, massilhas, matrizagem, etc.
As propriedades físicas que possui a resina a levam a ser um material cada dia mais
utilizado. As mesmas proporcionam mais dureza ou mais flexibilidade, melhor
resistência a intempérie, à água ou diversos corrosivos.
Tudo isto posiciona a resina como um material para infinitos desenvolvimentos e
múltiplos usos. Suas principais propriedades e aplicações típicas podem ser vistas
no sub item 4.3.1 deste trabalho.
Com muito boas propriedades, as resinas substituem muitos produtos devido as
suas qualidades e sua extensa vida útil. (KAMIK, 2006)
8.2.2 Resina Epóxi
As resinas epoxídicas ou simplesmente resinas epóxi, são polímeros caracterizados
pela presença de grupos glicidila em sua molécula, além de outros grupos
funcionais.
Resultam em estrutura tridimensional através da reação do grupo glicidila (também
chamado de grupo epóxi) com um agente reticulante adequado (endurecedor).
Os agentes de epoxidação mais comuns são os ácidos peracético e perfórmico e os
óleos vegetais epoxidados. A epicloridrina é o agente universal portador do grupo
epóxi que irá reagir com as espécies químicas que tem hidrogênios ativos. O
bisfenol é a espécie química mais comum que contém esses hidrogênios ativos.
Os agentes de cura ou endurecedores como aminas, poliamidas, poliamidas e
anidridos formam um grupo extenso de produtos que reagindo com as resinas epóxi,
lhe proporcionam determinadas características, tais como: Dureza, resistência a
impacto, rapidez na reação, esotermia, brilho, elasticidade, etc.
Sendo uma resina bicomponente, a resina com o catalisador formam um produto
termofixo que é irrecuperável, ou seja, não reciclável.

61
As resinas epoxídicas podem ser classificadas em dois tipos: resina fundível e resina
moldável.
A resina fundível é livre de solventes, formada a base de resinas epóxi, destinada ao
emprego e endurecimento sem pressão e em temperatura ambiente ou levemente
aquecida (20°C a 60°C). Os sistemas de resinas fundíveis são muito utilizadas nas
áreas de elétrica e eletrônica. Mantém o grau de resistência à flexão, bem como de
choque, até mesmo sob influência de temperaturas muito baixas.
A resina moldável é aquela utilizada onde há um retardamento do processo de
endurecimento através do aquecimento com raios infravermelhos ou pelo
endurecimento em fornos e estufas. A resina moldável, possui alta resistência
mecânica, alta resistência dielétrica, alto grau de resistência química ou atmosférica,
resistência à absorção de água, resistência a deformação no calor e ainda uma
maior resistência a pressão.
Quando adicionamos o endurecedor na resina, observa-se uma reação exotérmica,
que oscila de acordo com o tamanho da peça. Para reduzir essa reação exotérmica
da massa de resina, podemos adicionar materiais de enchimento de origem mineral
(cargas), possibilitando assim a produção de peças maiores.
Os materiais de enchimento, isto é, as cargas podem ser: pós, grãos, tecidos ou
fibrosos. Como exemplo pode-se citar: o pó de ferro, grãos de alumínio, tecido de
vidro, fibra de vidro picada. A Fig. 8.5 mostra, através de uma foto microscópica, a
disposição da fibra de vidro (esferas) em matriz epoxídica.
O uso de cargas minerais reduz a contração e a reação exotérmica durante a cura;
proporciona um menor coeficiente de dilatação térmica; melhora a condutibilidade
Figura 8.5 – Aspecto microscópico da resina epoxídica com adição de fibra de vidro
Fonte – Scielo (2006)

62
térmica; proporciona um maior módulo de elasticidade, mas reduz o alongamento de
ruptura; diminui os custos de produção por fundição.
Conforme a carga mineral e o tipo de catalisador utilizado, pode-se obter após a cura
total (7 dias), resistência à temperaturas diferenciadas que podem variar de 60°C a
220°C. Vale ressaltar que quanto maior a performance térmica maior é o custo da
composição do material.
8.2.3 Fibra de vidro
Antes de explicar como se obtém a fibra de vidro, é necessário entender como elas
reforçam outros materiais. Por exemplo, ao pressionar para baixo um cubo de
borracha apoiado sobre uma mesa, notamos que o mesmo encolhe na altura e incha
nas laterais.
Imagina-se que dentro desta borracha existam vários fios, muito resistentes,
espalhados e misturados a massa de borracha. Ao pressionar o cubo de borracha
para baixo, alguns destes fios impediriam o inchamento lateral. Desta maneira nota-
se que é muito mais difícil achatá-la devido à presença de fios ou fibras em seu
interior.
Este é o princípio de funcionamento dos materiais compósitos, ou seja, aqueles em
que se combina a propriedade de dois ou mais materiais, obtendo-se, assim,
propriedades que nenhum deles apresenta sozinho.
A fibra de vidro tem , portanto, a finalidade de adicionar a propriedade de resistência
mecânica aos polímeros que, reforçados, se prestam a muitas outras finalidades,
conforme mostra o item 4.3.1, onde em associação com a resina poliéster formam
um material muito resistente utilizado para várias finalidades.
Nos materiais compósitos, submetidos a carregamento, a resina transfere a carga
para as fibras ligando-as entre si, ao mesmo tempo em que as separam evitando a
propagação de fendas. A resina também protege as fibras em contato com outras
fibras e com o meio ambiente além de mantê-las na orientação apropriada.

63
Para produzir as fibras, o vidro, já elaborado, passa a 1230°C por placas metálicas
de platina, chamada de fieiras, que possuem milhares de furos de um ou dois
milímetros de diâmetro.
Após passar pelas fieiras, os fios são esticados mecanicamente numa grande
velocidade, para gerar filamentos de 8 a 25 mícrons de diâmetro (1 mícron =
0,001mm).
Imediatamente após a fase de estiragem e antes de se unirem para formar os fios de
base, os filamentos são impregnados com uma solução aquosa de compostos
(geralmente orgânicos), processo chamado de encimagem, que tem a função de
proteger a superfície da fibra e garantir a sua perfeita aderência ao material que ela
vai reforçar. Existem diversos tipos de encimagem, dependendo do fim a que se
destina a fibra.
Em seguida, as fibras, que rapidamente se esfriam, por serem muito finas, são
enroladas na forma de novelos em bobinas de cartolina. O fio de vidro, por ser muito
fino (mais fino que um fio de cabelo), é bastante flexível.
As bobinas com as fibras recém-encimadas são levadas a uma estufa, onde, através
do calor, os produtos da encimagem se solidificam e perdem a água, ganhando a
sua forma definitiva, num processo chamado de polimerização.
Após a polimerização, a fibra de vidro é submetida a transformações que resultam
nas diferentes formas de apresentação sob as quais é comercializada: enrolado em
rovings (bobinas); cortado (fio cortado com cerca de 3mm de comprimento); tecido;
picotado e espalhado sob manta ligante.
Essas diferentes formas de apresentação têm a finalidade de adequar as fibras à
forma de utilização e aos diversos tipos de materiais poliméricos que elas irão
reforçar, o que faz da fibra de vidro um produto extremamente versátil. (Saint-
Gobain, 2006)

64
9 OBJETIVO
Busca-se avaliar, a partir de amostras dos materiais, as propriedades mecânicas de
elementos poliméricos a base de resina epoxídica e resina poliéster, ambas
misturadas com fibra de vidro, e compará-las às propriedades de outros materiais
como o aço e a madeira.
Mediante tais resultados, verifica-se a viabilidade de utilização desses materiais no
emprego de estruturas leves, onde, devido ao ataque de agentes deletérios, o
emprego do aço ou da madeira torna-se insatisfatório.

65
10 ENSAIOS
Para efeito comparativo entre a resistência dos materiais apresentados, serão
analisadas, através de ensaios, algumas propriedades mecânicas desses materiais.
Para tal análise será realizado ensaios de resistência à tração, ensaios de
resistência à compressão (somente madeira), e ensaios de resistência à flexão.
10.1 Ensaio de tração
Consiste na aplicação de uma carga de tração uniaxial crescente em um corpo-de-
prova específico até a ruptura ,Fig. 10.1. Mede-se a variação no comprimento (L)
como função da carga (P). Trata-se de ensaio amplamente utilizado na industria de
componentes mecânicos, devido à vantagem de fornecer dados quantitativos das
características mecânicas dos materiais.
O ensaio de tração é bastante utilizado como teste de controle das especificações
da entrada de matéria-prima. Os resultados fornecidos pelo ensaio de tração são
fortemente influenciados pela temperatura, velocidade de deformação, anisotropia
do material, tamanho dos grãos, porcentagem de impurezas, condições ambientais e
pela precisão dos aparelhos de precisão de que se dispõem. (Garcia, 1999)
10.1.1 Propriedades do ensaio
A análise dos resultados é feita determinando-se as principais propriedades que
podem ser obtidas num ensaio de tração.
Figura 10.1 – Aplicação de uma carga de tração em um corpo-de-prova
Fonte – Garcia ( 2000)

66
A partir dos valores e respectivos alongamentos, fornecidos pela máquina de ensaio,
constrói-se a curva tensão-deformação convencional, conforme ilustra a Fig. 10.2.
Onde:
σc ⇒ Tensão Convencional ⇒ σc = P/S0 [Kgf/mm²]
P = Carga aplicada [Kgf]
S0 = Secção Transversal do Corpo de Prova [mm²]
εC = Deformação Convencional ⇒ εC = ∆l/l0 (Adimensional)
∆l = Variação entre comprimento Inicial e final do corpo-de-prova [mm]
l0 = Comprimento inicial do corpo de prova [mm]
O diagrama tensão-deformação indica a existência de duas regiões de
comportamento mecânico distintas: a região elástica (OE) na qual uma vez aliviada a
Figura 10.2 – Diagrama tensão-deformação

67
carga uniaxial não resta nenhuma deformação residual no corpo de prova, e uma
região plástica (EF) aonde deformações permanentes vão sendo geradas no corpo
de prova à medida que se aumenta a magnitude da carga uniaxial.
10.2 Ensaio de flexão
Consiste na aplicação de uma carga crescente em determinados pontos de uma
barra de geometria padronizada. Fig. 10.3. Mede-se o valor da carga versus a
deflexão máxima. É um ensaio muito utilizado na indústria de cerâmicas e metais
duros, como ferro fundido, aço ferramenta e aço rápido, pois fornece dados
quantitativos da deformação desses materiais, quando sujeitos a carga de flexão. Os
materiais dúcteis, quando sujeitos a esse tipo de carga, são capazes de absorver
grandes deformações, ou dobramento, não fornecendo resultados quantitativos
confiáveis.
Nesses casos, utiliza-se o ensaio de dobramento. Existem dois tipos principais
desse ensaio: o ensaio de flexão em três pontos, Fig. 10.2, e o ensaio de flexão em
quatro pontos, Fig. 10.3. Os principais resultados do ensaio são: módulo de ruptura
na flexão (Suf), módulo de elasticidade (E), módulo de resiliência (Urf), módulo de
tenacidade (Utf). É um ensaio bastante empregado para o controle das
especificações mecânicas de componentes.
Os resultados fornecidos pelo ensaio de flexão podem variar com a temperatura, a
velocidade de aplicação da carga, os defeitos superficiais e as características
microscópicas e, principalmente, com a geometria da seção transversal da amostra.
Figura 10.3 – Aplicação de uma carga de flexão em um corpo-de-prova

68
10.3 Ensaio de compressão
É a aplicação de carga compressiva uniaxial em um corpo-de-prova, Fig. 10.4. A
deformação linear obtida pela medida da distância entre as placas que comprimem o
corpo versus a carga de compressão consiste na resposta desse tipo de ensaio,
basicamente utilizado nas indústrias de construção civil e de materiais cerâmicos.
Além disso, fornece resultados de análise estatística, permitindo quantificar o
comportamento mecânico do concreto, da madeira, dos compósitos e de materiais
de baixa ductilidade (frágeis). Na indústria de conformação, o ensaio de compressão
é utilizado para parametrizar condições de processos que envolvam laminação,
forjamento, extrusão e semelhantes.
Os resultados de ensaio são influenciados pelas mesmas variáveis do ensaio de
tração, ou seja, temperatura, velocidade de deformação, anisotropia do material,
tamanho de grão, porcentagem de impurezas condições ambientais e precisão do
equipamento.
Figura 10.4 – Aplicação de uma carga de compressão em um corpo-de-prova

69
11 METODOLOGIA
11.1 Procedimentos de ensaio à tração do aço SAE 1045
O ensaio de tração do aço SAE 1045 foi feito em seis corpos-de-prova de seção
retangular com características especificadas de acordo com a ABNT (NBR6152). A
Fig. 11.1 mostra o aspecto do corpo-de-prova do aço SAE 1045.
Primeiramente foi medido com o, auxílio de um paquímetro, o comprimento inicial e
a área inicial da secção transversal do corpo de prova, como ilustra a Fig. 11.2.
Feita as medições, submeteu-se o corpo-de-prova ao ensaio de tração propriamente
dito conforme mostra a Fig. 11.3. O corpo-de-prova foi submetido a uma velocidade
de ensaio correspondente a 10mm/minuto. Esta velocidade é muito importante, pois
dela depende a identificação do patamar de escoamento através do registrador
gráfico. O patamar de escoamento é característico dos materiais metálicos, sendo
que em alguns casos, dependendo do material, é difícil sua localização.
Figura 11.1 – Corpo-de-prova à tração do aço SAE 1045
Figura 11.2 – Medições iniciais do corpo-de-prova

70
Após o ensaio, com o corpo-de-prova rompido, foi executada outra medição,
adquirindo-se então, o alongamento final do corpo-de-prova e a área final de sua
secção transversal, conforme ilustra a Fig. 11.4.
Através do registrador gráfico da máquina obtiveram-se as informações gráficas
necessárias para a análise dos resultados.
A principal tensão definida na região de escoamento é o limite de escoamento, que é
a máxima tensão atingida na região de escoamento. (GARCIA, 1999)
Muitas vezes, somente olhando para o gráfico registrado pela máquina, nota-se que
é difícil de localizar o limite exato de escoamento. Por essas razões,
convencionaram-se alguns valores para determiná-lo. O valor convencionado (n)
corresponde a um alongamento percentual. Os valores de uso mais freqüentes são:
n = 0,2%, para metais e ligas metálicas em geral (caso deste ensaio);
n = 0,1%, para aços ou ligas não ferrosas mais duras;
Figura 11.3 – Ensaio à tração do aço SAE 1045
Figura 11.4 – Medição após o ensaio à tração

71
n = 0,01%, para aços-mola.
Graficamente o limite de escoamento do material foi determinado pelo traçado de
uma linha paralela ao trecho reto do diagrama força-deformação a partir do ponto n.
Quando essa linha interceptou a curva, o limite de escoamento foi determinado,
conforme ilustra a Fig. 11.5.
O resultado obtido do ensaio corresponde à média de seis corpos-de-prova que é
mostrada através da Tab. 11.1
Figura 11.5 – Gráfico do ensaio à tração do aço SAE 1045

72
Comprimento
Inicial
Comprimento
Final Área Inicial Área Final
Força de
Ruptura Material
Li (mm) Lf (mm) Ai (mm2) Af (mm2) FR (Kgf)
Aço SAE 1045 39,00 47,40 18,00 7,20 780,00
Com os valores da tabela foram calculadas as seguintes propriedades: Limite
convencional de escoamento a 0,2%, Limite de resistência, Limite de
proporcionalidade; módulo de elasticidade; alongamento; Estricção e Tensão de
ruptura.
• Limite convencional de escoamento a 0,2% ou Limite de proporcionalidade
0,2% 0,2%2 2
0
787,0043,72
18,00
EscF Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Limite último
2 2
0
1094,0060,78
18,00
UltUlt ult
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Limite de elasticidade
2 2
0
500,0027,78
18,00
LeLe el
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Módulo de elasticidade
, : Módulo de deformação
Tensão no limite elastico
Deformação
Le
Le
ondeσ
ε
σ
ε
Ε = Ε =
=
=
Tabela 11.1 – Resultados do ensaio do aço SAE1045

73
0
3
2
3 2
39,05 39,00 0,05
0,051,282 10
39,00
27,78 /E 21.666,66
1, 282 10
f i
Le
L
L
L L L mm mm mm
mm
mm
Kgf mm Kgf
mm
ε
ε
σ
ε
−
−
∆=
∆ = − ⇒ − =
= = ×
Ε = ⇒ ⇒ =×
• Alongamento
0
2
*100%
47,40 39,00*100% 21,54%
39,00
f iL L
AL
mm mmA A
mm
−=
−= ⇒ =
• Estricção
0
0
2 2
2
*100%
18,00 7,20*100% 60%
18,00
fS S
ZS
mm mmZ Z
mm
−=
−= ⇒ =
• Tensão de Ruptura
2 2
0
780,0043,33
18,00
Rup
Rup Rup
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =

74
11.2 Procedimentos de ensaio à tração do eucalipto citriodora
O ensaio de tração, paralela as fibras, foi realizado em seis corpos-de-prova de
seção retangular com características especificadas de acordo com a ASSOCIAÇÃO
BRASILEIRA DE NORMAS TÉCNICAS – ABNT (NBR 7190 :1997). A Fig. 11.6
mostra o aspecto do corpo-de-prova.
11.2.1 Determinação do teor de umidade
Foi determinado através da média de seis corpos-de-prova com dimensões nominais
de 2,0cm x 3,0cm e comprimento, ao longo das fibras, de 5,0cm, como ilustra a Fig.
11.7 o teor de umidade do eucalipto de acordo com os procedimentos que a norma
determina.
O teor de umidade da madeira corresponde à relação entre a massa da água nela
contida e a massa da madeira seca, dado por:
(%) 100i s
s
m mU
m
−= ×
Realizada a pesagem dos corpos-de-prova através de uma balança de precisão
encontrou-se o valor da massa inicial (mi) igual a 23,51g.
Figura 11.6 – Corpo de prova de ensaio à tração do eucalipto citriodora
Figura 11.7 – Corpo-de-prova para determinação da umidade

75
Após a determinação da massa inicial, os corpos-de-prova foram levados a uma
câmara de secagem onde após 6h, realizou-se nova pesagem obtendo-se o valor
médio da massa seca (ms) igual a 19,44g.
Com os valores de mi e mf calculou-se a o teor de umidade:
23,51 19, 44
(%) 100 (%) 100 (%) 20,94%19, 44
i s
s
m m g gU U x U
m g
− −= × ⇒ = ⇒ =
11.2.2 Ensaio
Para determinação das propriedades de resistência e rigidez ensaiou-se seis corpos-
de-prova de ensaio à tração através da máquina universal de ensaios EMIC. Devido
a máquina não possuir garras específicas para prender os corpos-de-prova, foi
necessário realizar adaptações nas cabeças dos corpos-de-prova conforme ilustra a
Fig. 11.8
Os corpos-de-prova foram ensaiados com um carregamento monotônico crescente,
correspondente a uma taxa de 10MPa/min conforme ilustra a Fig. 11.9.
Figura 11.8 – Adaptação nas cabeças do corpo-de-prova
Figura 11.9 – Ensaio à tração do eucalipto citriodora

76
Durante a realização do ensaio a máquina registra o comportamento do material
através de um gráfico que é mostrado através da Fig. 11.10.
Figura 11.10 - Gráfico força-deformação do eucalipto citriodora
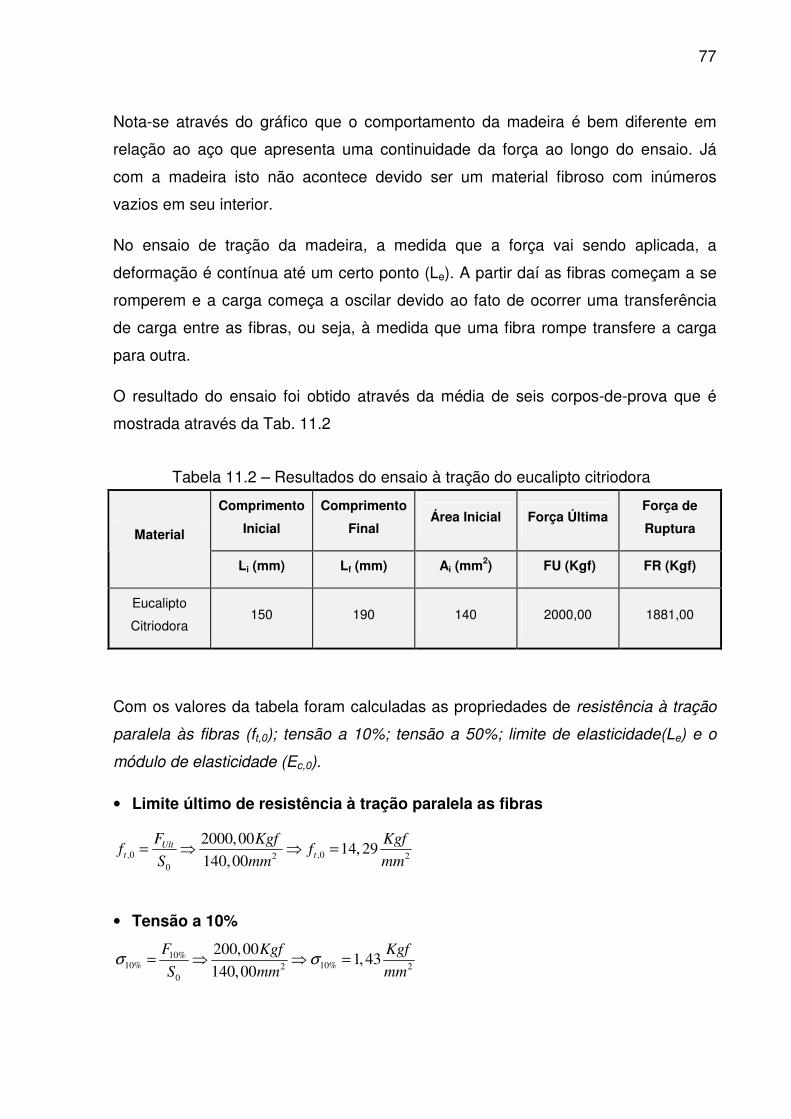
77
Nota-se através do gráfico que o comportamento da madeira é bem diferente em
relação ao aço que apresenta uma continuidade da força ao longo do ensaio. Já
com a madeira isto não acontece devido ser um material fibroso com inúmeros
vazios em seu interior.
No ensaio de tração da madeira, a medida que a força vai sendo aplicada, a
deformação é contínua até um certo ponto (Le). A partir daí as fibras começam a se
romperem e a carga começa a oscilar devido ao fato de ocorrer uma transferência
de carga entre as fibras, ou seja, à medida que uma fibra rompe transfere a carga
para outra.
O resultado do ensaio foi obtido através da média de seis corpos-de-prova que é
mostrada através da Tab. 11.2
Comprimento
Inicial
Comprimento
Final Área Inicial Força Última
Força de
Ruptura Material
Li (mm) Lf (mm) Ai (mm2) FU (Kgf) FR (Kgf)
Eucalipto
Citriodora 150 190 140 2000,00 1881,00
Com os valores da tabela foram calculadas as propriedades de resistência à tração
paralela às fibras (ft,0); tensão a 10%; tensão a 50%; limite de elasticidade(Le) e o
módulo de elasticidade (Ec,0).
• Limite último de resistência à tração paralela as fibras
,0 ,02 2
0
2000,0014, 29
140,00
Ultt t
F Kgf Kgff f
S mm mm= ⇒ ⇒ =
• Tensão a 10%
10%10% 10%2 2
0
200,001, 43
140,00
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
Tabela 11.2 – Resultados do ensaio à tração do eucalipto citriodora

78
• Tensão a 50%
50%50% 50%2 2
0
1000,007,14
140,00
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Limite de elasticidade
2 2
0
1050,007,50
140,00
LeLe el
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Módulo de elasticidade
, :
Módulo de deformação ou módulo de elasticidade
Tensão no limite elástico
Deformação
Le
Le
ondeσ
ε
σ
ε
Ε =
Ε =
=
=
0
3
2
3 2
150,56 150,00 0,56
0,563,73 10
150,00
7,5 / E 2008,93
3,73 10
f i
Le
L
L
L L L mm mm mm
mm
mm
Kgf mm Kgf
mm
ε
ε
σ
ε
−
−
∆=
∆ = − ⇒ − =
= = ×
Ε = ⇒ ⇒ =×
11.3 Procedimentos de ensaio à tração do poliéster reforçado
Para realização deste ensaio, foram moldados seis corpos-de-prova,
tomando-se como base o item 6 da norma ASTM D-638/99.
Os corpos-de-prova foram moldados a partir de amostras adquiridas através
de fabricantes da área de materiais compostos. Estes fabricantes utilizam
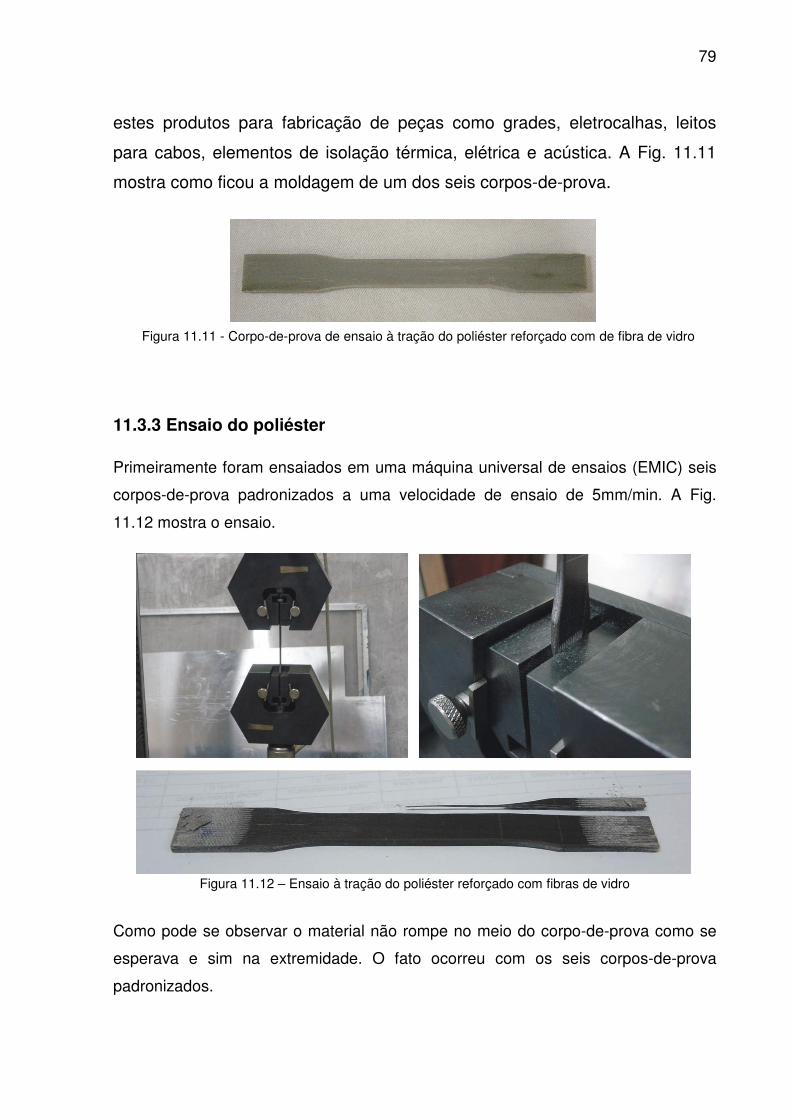
79
estes produtos para fabricação de peças como grades, eletrocalhas, leitos
para cabos, elementos de isolação térmica, elétrica e acústica. A Fig. 11.11
mostra como ficou a moldagem de um dos seis corpos-de-prova.
11.3.3 Ensaio do poliéster
Primeiramente foram ensaiados em uma máquina universal de ensaios (EMIC) seis
corpos-de-prova padronizados a uma velocidade de ensaio de 5mm/min. A Fig.
11.12 mostra o ensaio.
Como pode se observar o material não rompe no meio do corpo-de-prova como se
esperava e sim na extremidade. O fato ocorreu com os seis corpos-de-prova
padronizados.
Figura 11.11 - Corpo-de-prova de ensaio à tração do poliéster reforçado com de fibra de vidro
Figura 11.12 – Ensaio à tração do poliéster reforçado com fibras de vidro
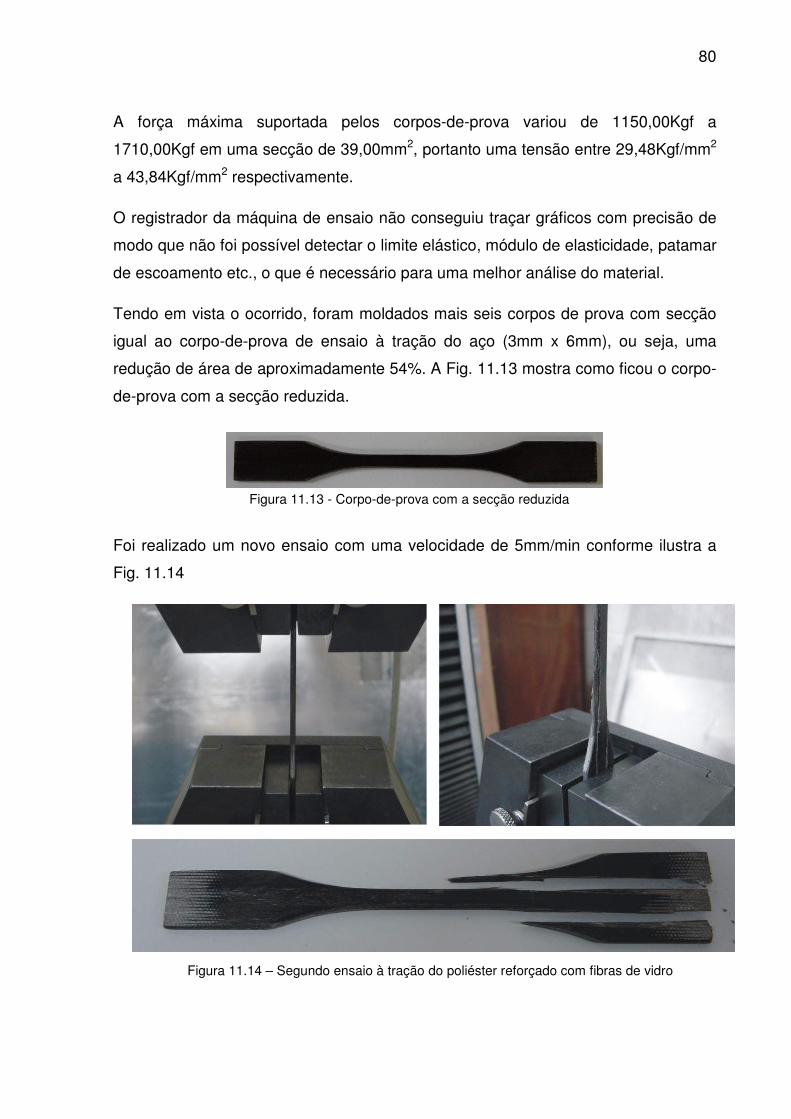
80
A força máxima suportada pelos corpos-de-prova variou de 1150,00Kgf a
1710,00Kgf em uma secção de 39,00mm2, portanto uma tensão entre 29,48Kgf/mm2
a 43,84Kgf/mm2 respectivamente.
O registrador da máquina de ensaio não conseguiu traçar gráficos com precisão de
modo que não foi possível detectar o limite elástico, módulo de elasticidade, patamar
de escoamento etc., o que é necessário para uma melhor análise do material.
Tendo em vista o ocorrido, foram moldados mais seis corpos de prova com secção
igual ao corpo-de-prova de ensaio à tração do aço (3mm x 6mm), ou seja, uma
redução de área de aproximadamente 54%. A Fig. 11.13 mostra como ficou o corpo-
de-prova com a secção reduzida.
Foi realizado um novo ensaio com uma velocidade de 5mm/min conforme ilustra a
Fig. 11.14
Figura 11.13 - Corpo-de-prova com a secção reduzida
Figura 11.14 – Segundo ensaio à tração do poliéster reforçado com fibras de vidro
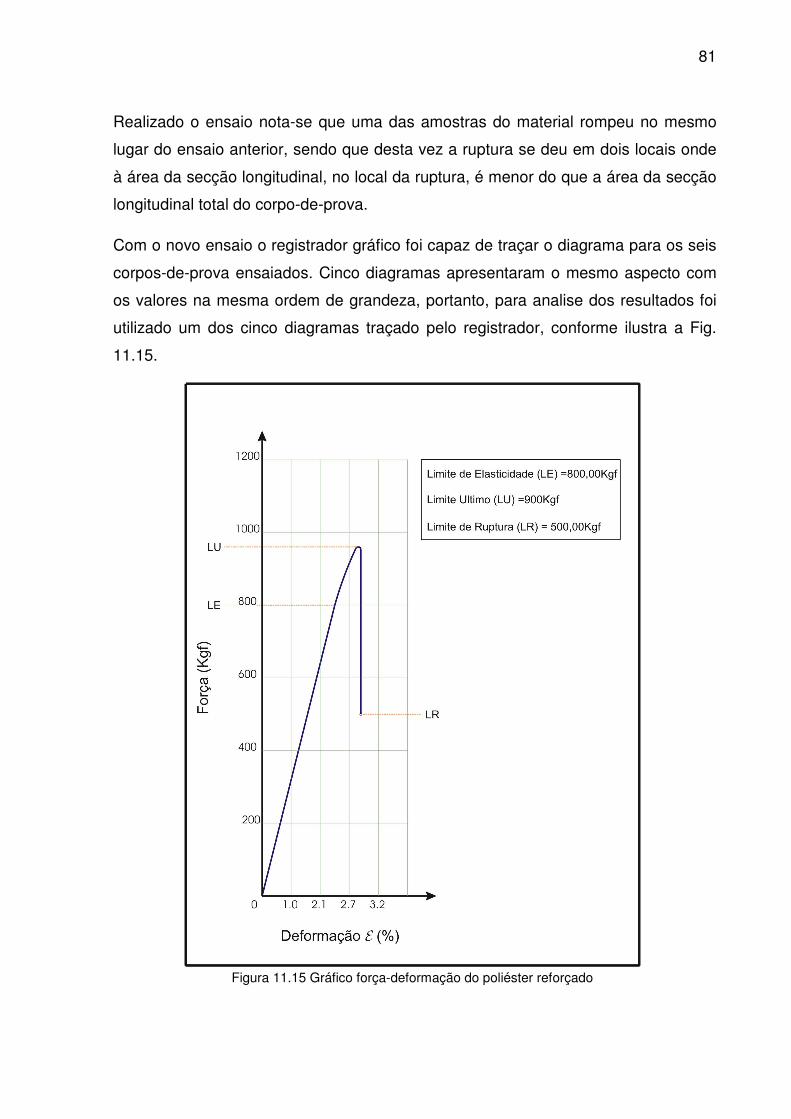
81
Realizado o ensaio nota-se que uma das amostras do material rompeu no mesmo
lugar do ensaio anterior, sendo que desta vez a ruptura se deu em dois locais onde
à área da secção longitudinal, no local da ruptura, é menor do que a área da secção
longitudinal total do corpo-de-prova.
Com o novo ensaio o registrador gráfico foi capaz de traçar o diagrama para os seis
corpos-de-prova ensaiados. Cinco diagramas apresentaram o mesmo aspecto com
os valores na mesma ordem de grandeza, portanto, para analise dos resultados foi
utilizado um dos cinco diagramas traçado pelo registrador, conforme ilustra a Fig.
11.15.
Figura 11.15 Gráfico força-deformação do poliéster reforçado

82
O resultado do ensaio do poliéster corresponde à média dos cinco corpos-de-prova
que é mostrada na Tab. 11.3
Comprimento
Inicial
Comprimento
Final Área Inicial Força Última
Força de
Ruptura Material
Li (mm) Lf (mm) Ai (mm2) FU (Kgf) FR (Kgf)
Poliéster
reforçado 57,00 62,00 18,00 960,00 500,00
Com os valores da tabela foram calculadas as propriedades de resistência à tração,
limite de elasticidade, módulo de elasticidade, alongamento e tensão de ruptura.
• Limite último
2 2
0
960,0053,33
18,00
UltUlt ult
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Limite de elasticidade
2 2
0
800,0044, 44
18,00
LeLe el
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
• Módulo de elasticidade
, :
Módulo de deformação
Tensão no limite elastico
Deformação
Le
Le
ondeσ
ε
σ
ε
Ε =
Ε =
=
=
Tabela 11.3 – Resultados do ensaio à tração do poliéster reforçado
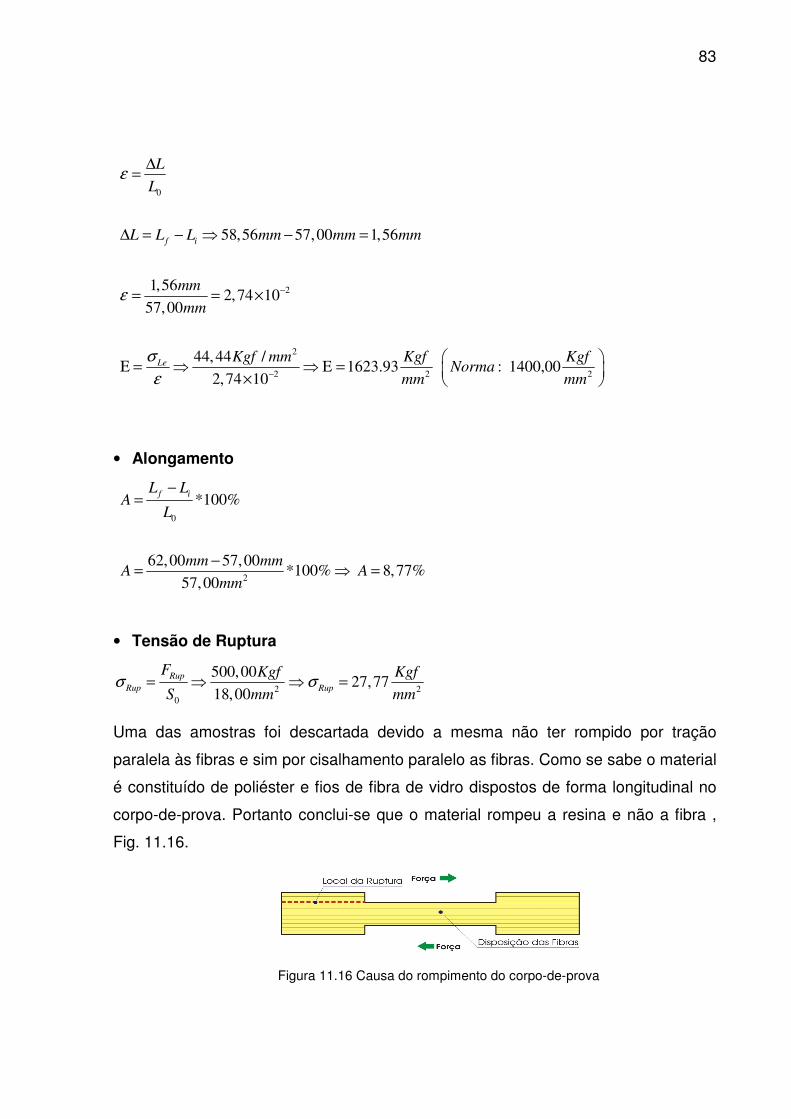
83
0
2
2
2 2 2
58,56 57,00 1,56
1,562,74 10
57,00
44,44 /E 1623.93 : 1400,00
2,74 10
f i
Le
L
L
L L L mm mm mm
mm
mm
Kgf mm Kgf KgfNorma
mm mm
ε
ε
σ
ε
−
−
∆=
∆ = − ⇒ − =
= = ×
Ε = ⇒ ⇒ =
×
• Alongamento
0
2
*100%
62,00 57,00*100% 8,77%
57,00
f iL L
AL
mm mmA A
mm
−=
−= ⇒ =
• Tensão de Ruptura
2 2
0
500,0027,77
18,00
Rup
Rup Rup
F Kgf Kgf
S mm mmσ σ= ⇒ ⇒ =
Uma das amostras foi descartada devido a mesma não ter rompido por tração
paralela às fibras e sim por cisalhamento paralelo as fibras. Como se sabe o material
é constituído de poliéster e fios de fibra de vidro dispostos de forma longitudinal no
corpo-de-prova. Portanto conclui-se que o material rompeu a resina e não a fibra ,
Fig. 11.16.
Figura 11.16 Causa do rompimento do corpo-de-prova

84
11.4 Ensaio à flexão do perfil metálico SAE 1010
O ensaio à flexão do aço SAE 1010 foi realizado através de um perfil “U” (de mesma
geometria do perfil epóxi) com dimensões conforme ilustra a Fig. 11.17.
O objetivo do ensaio é determinar a deflexão do material à medida que um
carregamento é aplicado no meio do vão. Para tal foi utilizada uma máquina de
ensaio FORNEY, com capacidade de 10tf e precisão de 5Kgf, auxiliada de um
relógio comparador com precisão centesimal conforme ilustra a Fig. 11.18.
Figura 11.17 Perfil de ensaio à flexão do aço SAE 1010
Figura 11.18 Ensaio à flexão do aço SAE 1010
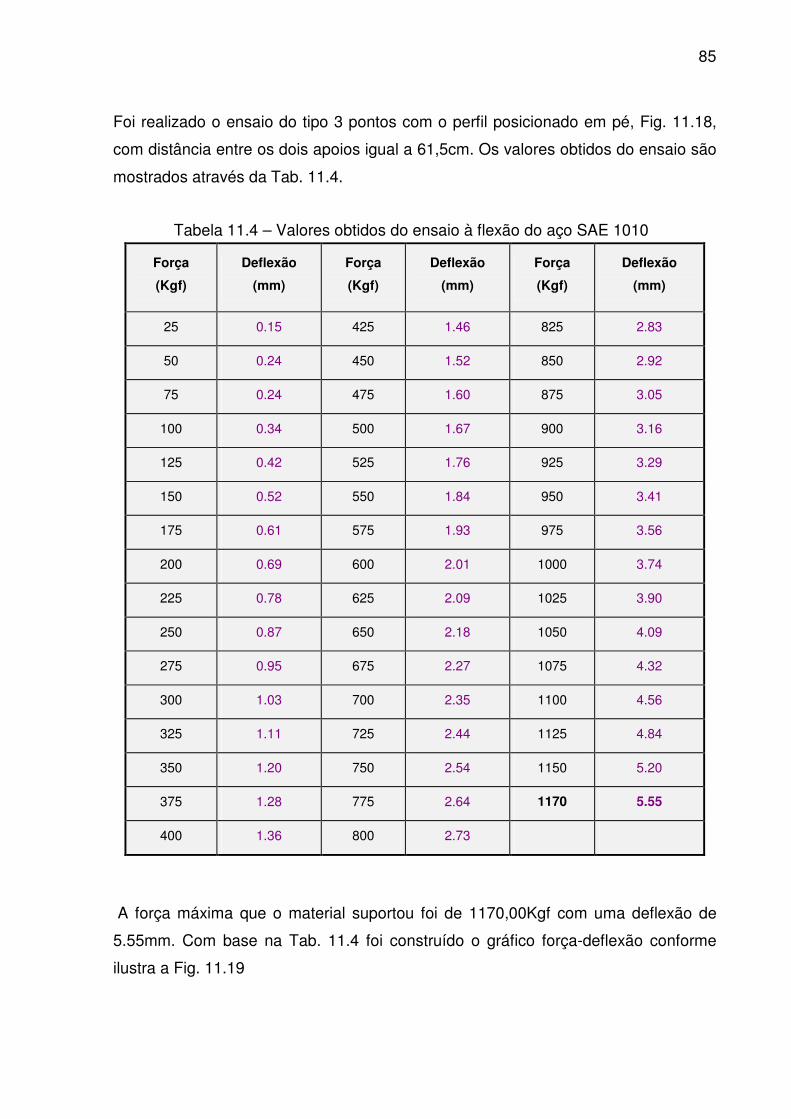
85
Foi realizado o ensaio do tipo 3 pontos com o perfil posicionado em pé, Fig. 11.18,
com distância entre os dois apoios igual a 61,5cm. Os valores obtidos do ensaio são
mostrados através da Tab. 11.4.
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
25 0.15 425 1.46 825 2.83
50 0.24 450 1.52 850 2.92
75 0.24 475 1.60 875 3.05
100 0.34 500 1.67 900 3.16
125 0.42 525 1.76 925 3.29
150 0.52 550 1.84 950 3.41
175 0.61 575 1.93 975 3.56
200 0.69 600 2.01 1000 3.74
225 0.78 625 2.09 1025 3.90
250 0.87 650 2.18 1050 4.09
275 0.95 675 2.27 1075 4.32
300 1.03 700 2.35 1100 4.56
325 1.11 725 2.44 1125 4.84
350 1.20 750 2.54 1150 5.20
375 1.28 775 2.64 1170 5.55
400 1.36 800 2.73
A força máxima que o material suportou foi de 1170,00Kgf com uma deflexão de
5.55mm. Com base na Tab. 11.4 foi construído o gráfico força-deflexão conforme
ilustra a Fig. 11.19
Tabela 11.4 – Valores obtidos do ensaio à flexão do aço SAE 1010

86
Conhecendo-se as dimensões do perfil e os dados obtidos através do ensaio,
calculou-se a tensão de flexão e o módulo de elasticidade do material. Foi
considerado limite de elasticidade o valor de 925Kgf com uma deflexão máxima de
3,29mm
• Cálculo do momento de inércia
H=25mm
L=80mm
e=3mm
Figura Área X’ Y’ A * X’ A * Y’ 1 2000 40 12,5 80000 25000 2 -1628 40 14 -65120 -22792
∑ 372 14880 2208
Figura 11.19 Gráfico resultante do ensaio à flexão do aço SAE 1010
14880 220840,000 5,935
372 372X mm Y mm= = = =
Gráfico Força-deflexão do aço SAE 1010
0
1
2
3
4
5
62
5
75
125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
102
5
107
5
112
5
117
0
Força (Kgf)
Def
orm
ação
(m
m)

87
3 3
1 1
3 3
2 2
1 2
4
25 801066666,67
12 12
22 74742910,67
12 12
323756,00
b hIx Ix
b hIx Ix
Ix Ix Ix
Ix mm
× ×= ⇒ ⇒ =
× ×= − ⇒ − ⇒ = −
= +
=
3 32 2
1 1
3 32 2
2 2
1 2
4
80 252000 6,565 190365,11
12 12
74 221628 8,065 171554,66
12 12
18810,45
b hIy A d Iy
b hIy A d Iy
Iy Iy Iy
Iy mm
× ×= + × ⇒ + × ⇒ =
× ×= − + × ⇒ − + × ⇒ = −
= +
=
• Tensão de flexão no limite elástico
4
2
4
925,00 615,00 40
4 323756,00
17,57
F L xTF
Ix
Kgf mm mmTF
mm
KgfTF
mm
× ×=
×
× ×=
×
=
• Módulo de elasticidade
3
3
4
2
1
48
1 925,00 615,00
48 3, 29 323756,00
4208,35
F LE
f Ix
Kgf mmE
mm mm
KgfE
mm
×= ×
×
×= ×
×
=
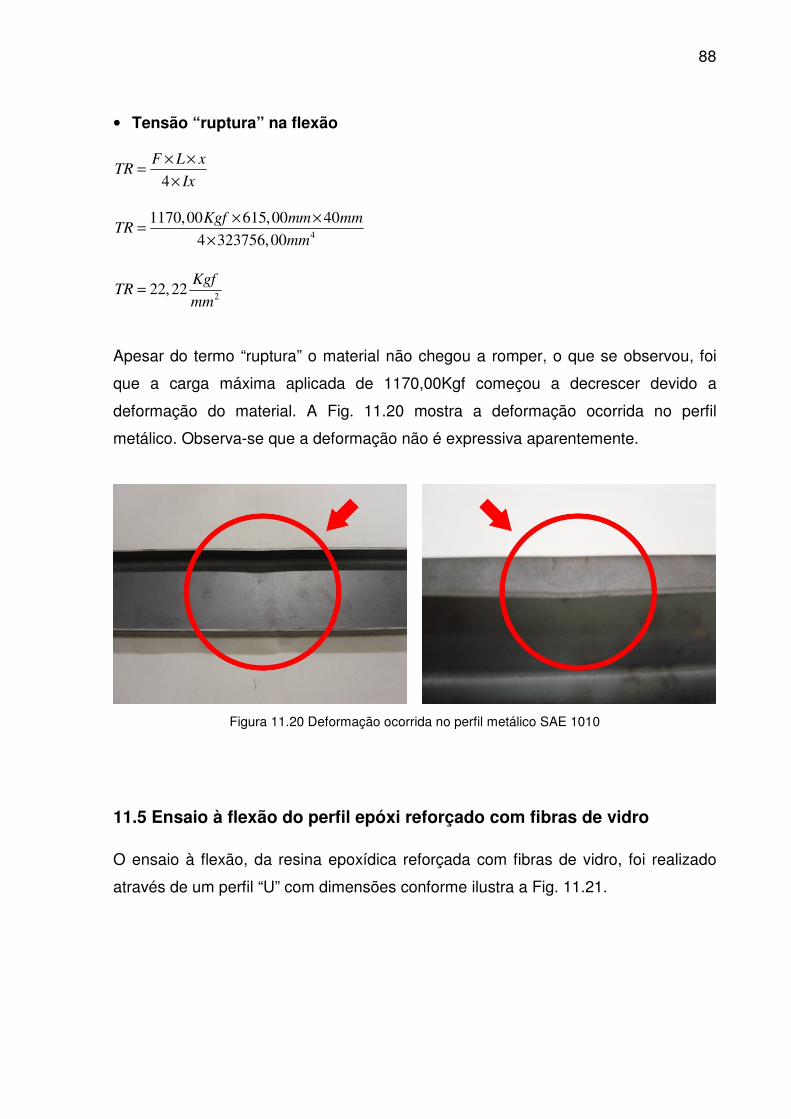
88
• Tensão “ruptura” na flexão
4
2
4
1170,00 615,00 40
4 323756,00
22,22
F L xTR
Ix
Kgf mm mmTR
mm
KgfTR
mm
× ×=
×
× ×=
×
=
Apesar do termo “ruptura” o material não chegou a romper, o que se observou, foi
que a carga máxima aplicada de 1170,00Kgf começou a decrescer devido a
deformação do material. A Fig. 11.20 mostra a deformação ocorrida no perfil
metálico. Observa-se que a deformação não é expressiva aparentemente.
11.5 Ensaio à flexão do perfil epóxi reforçado com fibras de vidro
O ensaio à flexão, da resina epoxídica reforçada com fibras de vidro, foi realizado
através de um perfil “U” com dimensões conforme ilustra a Fig. 11.21.
Figura 11.20 Deformação ocorrida no perfil metálico SAE 1010

89
O objetivo do deste ensaio é determinar a deflexão do material à medida que um
carregamento é aplicado no meio do vão. Para tal foi utilizada a mesma máquina do
ensaio anterior. Uma FORNEY, com capacidade de 10tf e precisão de 5Kgf,
auxiliada de um relógio comparador com precisão centesimal conforme ilustra a Fig.
11.22.
Figura 11.21 Perfil de ensaio à flexão da resina epoxídica reforçada com fibras de vidro
Figura 11.22 Início do ensaio à flexão do perfil epóxi

90
Realizado o ensaio do tipo 3 pontos com o perfil posicionado em pé, Fig. 11.22, e
com distância entre os dois apoios igual a 61,5cm, obteve-se valores de acordo com
a Tab. 11.5.
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
25 0,59 225 3,07 425 6,22
50 0,88 250 3,44 450 6,64
75 1,21 275 3,81 475 7,14
100 1,45 300 4,18 500 8,17
125 1,73 325 4,58 525 9,16
150 2,08 350 5,94 550 10,22
175 2,37 375 5,37
200 2,71 400 5,75
A força máxima que o material suportou foi de 550,00Kgf com uma deflexão de
10,22mm. Com base na Tab. 11.5 foi construído o gráfico força-deflexão conforme
ilustra a Fig. 11.23
Tabela 11.5 – Valores obtidos do ensaio à flexão da viga epóxi reforçada
Figura 11.23 Gráfico resultante do ensaio à flexão do epóxi reforçado
Gráfico Força-deflexão do epóxi reforçado
0
1
2
3
4
5
6
7
8
9
10
11
25 50 75 100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
525
550
Força (Kgf)
Def
lexã
o (
mm
)

91
Conhecendo-se as dimensões do perfil e os dados obtidos através do ensaio,
calculou-se a tensão de flexão e o módulo de elasticidade do material. Foi
considerado limite de elasticidade o valor de 475Kgf com uma deflexão máxima de
7,14mm
• Cálculo do momento de inércia
H=25mm
L=80mm
e=5mm
3 3
1 1
3 3
2 2
1 2
4
25 801066666,67
12 12
20 70571666,67
12 12
495000,00
b hIx Ix
b hIx Ix
Ix Ix Ix
Ix mm
× ×= ⇒ ⇒ =
× ×= − ⇒ − ⇒ = −
= +
=
3 32 2
1 1
3 32 2
2 2
1 2
4
80 252000 5,833 172214, 44
12 12
70 201400 8,333 143881,11
12 12
28333,33
b hIy A d Iy
b hIy A d Iy
Iy Iy Iy
Iy mm
× ×= + × ⇒ + × ⇒ =
× ×= − + × ⇒ − + × ⇒ = −
= +
=
Figura Área X’ Y’ A * X’ A * Y’ 1 2000 40 12,5 80000 25000 2 -1400 40 15 -56000 -21000
∑ 600 24000 4000
24000 400040,000 6,667
600 600X mm Y mm= = = =
92
• Tensão de flexão no limite elástico
4
2
4
475,00 615,00 40
4 495000,00
5,90
F L xTF
Ix
Kgf mm mmTF
mm
KgfTF
mm
× ×=
×
× ×=
×
=
• Módulo de elasticidade
3
3
4
2
1
48
1 475,00 615,00
48 7,14 495000,00
651, 28
F LE
f Ix
Kgf mmE
mm mm
KgfE
mm
×= ×
×
×= ×
×
=
• Tensão de flexão na “ruptura”
4
2
4
550,00 615,00 40
4 495000,00
6,83
F L xTR
Ix
Kgf mm mmTR
mm
KgfTR
mm
× ×=
×
× ×=
×
=
Neste ensaio observou-se uma grande elasticidade do material sendo que o mesmo
não chegou a romper ou apresentar fissuras, trincas ou fendas na zona tracionada,
ou em qualquer outra região da peça, a pesar de ter ocorrido uma grande torção do
material durante o ensaio provocado pelo momento de inércia. O único fato ocorrido
em relação a danos físicos no material foi o pequeno esmagamento na região
comprimida provocada pelo contato do cutelo com o corpo-de-prova. A Fig. 11.24

93
mostra como foi o ensaio. Nota-se que após a deformação do material o mesmo
volta a sua posição inicial.
11.6 Ensaio à flexão do eucalipto citriodora através de um perfil “U”
Para realização deste ensaio, foi moldado um perfil “U” com as mesmas dimensões
do perfil epóxi para que fossem comparados materiais com a mesma geometria e
inércia. Vale ressaltar que este ensaio foi realizado apenas para título de
curiosidade, uma vez que perfis de madeira em forma de “U” não são utilizados na
prática. A Fig. 11.25 ilustra como ficou a moldagem do perfil “U” em eucalipto
citriodora.
Figura 11.24 – Ensaio à flexão do epóxi reforçado

94
Para determinar a deflexão do material com uma carga aplicada no meio do vão foi
utilizada a máquina FORNEY, com capacidade de 10tf e precisão de 5Kgf, auxiliada
de um relógio comparador com precisão centesimal conforme ilustra a Fig. 11.26.
Figura 11.25 – Perfil “U” para ensaio à flexão do eucalipto citriodora
Figura 11.26 Início do ensaio à flexão do eucalipto citriodora através de um perfil em forma de “U”

95
Este ensaio obedeceu aos mesmos procedimentos dos ensaios anteriores. Os
valores obtidos deste ensaio são mostrados através da Tab. 11.6.
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
25 0,07 100 2,81 155 10,50
50 0,91 125 4,27
75 1,84 150 6,53
A força máxima que o material suportou foi de 155,00Kgf com uma deflexão de
10,50mm. Com base na Tab. 11.6 foi construído o gráfico força-deflexão conforme
ilustra a Fig. 11.27
Gráfico Força-deflexão do eucalipto citriodora seção "U"
0
1
2
3
4
5
6
7
8
9
10
11
12
25
50
75
100
125
150
155
Força (kgf)
Def
lexã
o (
mm
)
Com as dimensões do perfil e os dados obtidos através do ensaio, calculou-se a
tensão de flexão, o módulo de elasticidade e a tensão na ruptura. Foi considerado
limite de elasticidade o valor de 100Kgf com uma deflexão máxima de 2,81mm
Tabela 11.6 – Valores do ensaio à flexão do eucalipto citriodora – seção “U”
Figura 11.27 - Gráfico resultante do ensaio à flexão do eucalipto citriodora seção “U”
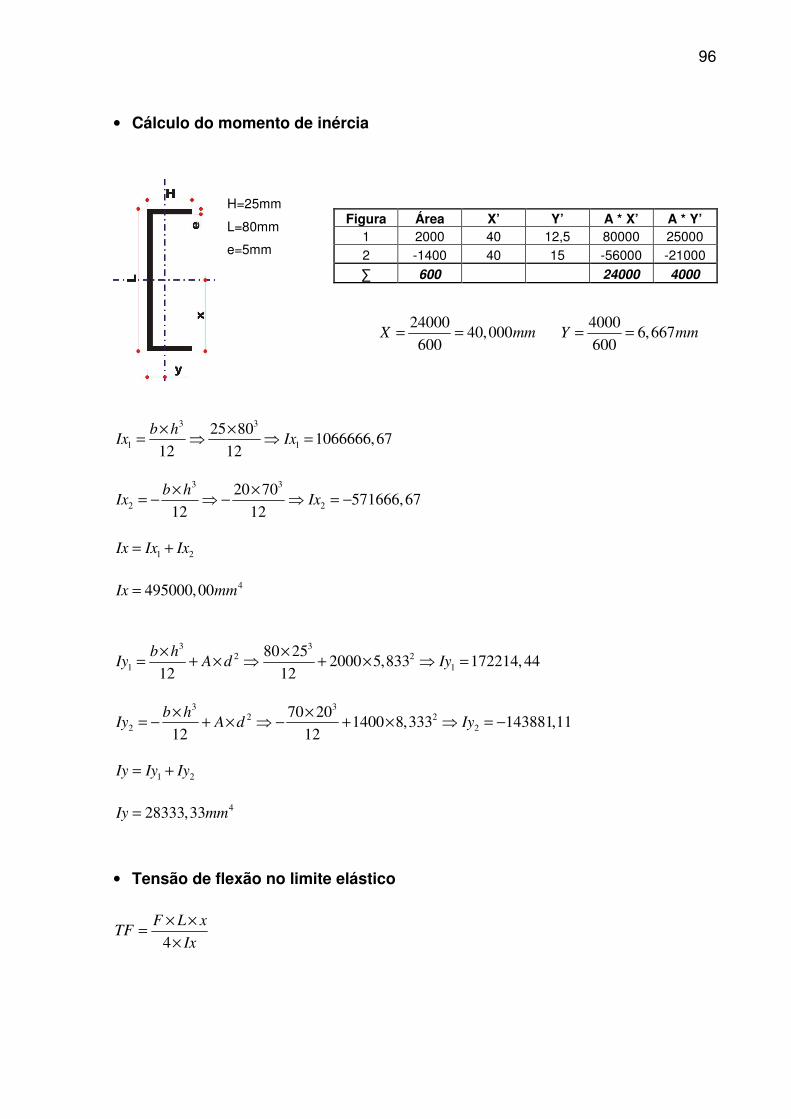
96
• Cálculo do momento de inércia
H=25mm
L=80mm
e=5mm
3 3
1 1
3 3
2 2
1 2
4
25 801066666,67
12 12
20 70571666,67
12 12
495000,00
b hIx Ix
b hIx Ix
Ix Ix Ix
Ix mm
× ×= ⇒ ⇒ =
× ×= − ⇒ − ⇒ = −
= +
=
3 32 2
1 1
3 32 2
2 2
1 2
4
80 252000 5,833 172214, 44
12 12
70 201400 8,333 143881,11
12 12
28333,33
b hIy A d Iy
b hIy A d Iy
Iy Iy Iy
Iy mm
× ×= + × ⇒ + × ⇒ =
× ×= − + × ⇒ − + × ⇒ = −
= +
=
• Tensão de flexão no limite elástico
4
F L xTF
Ix
× ×=
×
Figura Área X’ Y’ A * X’ A * Y’ 1 2000 40 12,5 80000 25000 2 -1400 40 15 -56000 -21000 ∑ 600 24000 4000
24000 400040,000 6,667
600 600X mm Y mm= = = =

97
4
2
100,00 615,00 40
4 495000,00
1,24
Kgf mm mmTF
mm
KgfTF
mm
× ×=
×
=
• Módulo de elasticidade
3
3
4
2
1
48
1 100,00 615,00
48 2,81 495000,00
348,39
F LE
f Ix
Kgf mmE
mm mm
KgfE
mm
×= ×
×
×= ×
×
=
• Tensão de flexão na ruptura
4
2
4
155,00 615,00 40
4 495000,00
1,92
F L xTR
Ix
Kgf mm mmTR
mm
KgfTR
mm
× ×=
×
× ×=
×
=
Observou-se neste ensaio que a madeira se comportou como um material
extremamente frágil. A seção em forma de “U” fez com que a mesma tivesse uma
perda de resistência considerável na flexão pura.
A força aplicada perpendicular às fibras e a geometria da peça fizeram com que,
devido à inércia, ocorresse a torção do material e como se sabe a madeira é um
material frágil à tração normal as fibras, o que ocorreu durante o ensaio devido as
tensões múltiplas que atuaram no material, fazendo com que o mesmo chegasse a
ruptura por torção.

98
Este ensaio serviu para mostrar a teoria na prática e também mostrar o quanto à
geometria influência na resistência do material devido às particularidades de cada
um. A Fig. 11.28 mostra como foi o ensaio do eucalipto citriodora de seção “U”.
11.7 Ensaio do eucalipto citriodora de seção retangular (cheia).
Como visto anteriormente a madeira apresentou um comportamento frágil à flexão
devido à forma como foi ensaiada. O objetivo do ensaio foi comparar a resistência
dos materiais de mesma geometria, mas na prática a madeira é utilizada com
Figura 11.28 - Ensaio à flexão do eucalipto citriodora através de um perfil em forma de “U”

99
seções cheias, ou seja, maciças. Para se ter uma idéia melhor de sua resistência a
flexão é necessário compara-la respeitando suas propriedades para que não ocorra
torção. Para tal foi realizado um novo ensaio com um perfil de seção retangular
(sarrafo) como ilustra a Fig. 11.29.
Utilizando-se dos mesmos equipamentos dos ensaios anteriores o corpo-de-prova
foi submetido ao ensaio de flexão conforme ilustra a Fig. 11.30.
Figura 11.29 – Peça utilizada para o ensaio à flexão do eucalipto citriodora
Figura 11.30 Início do ensaio à flexão do eucalipto citriodora através de um perfil de seção cheia

100
Os valores obtidos neste ensaio são mostrados através da Tab. 11.7
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
Força
(Kgf)
Deflexão
(mm)
25 0.15 350 2,41 675 5,12
50 0.33 375 2,57 700 5,39
75 0.52 400 2,74 725 5,73
100 0.68 425 2,90 750 5,89
125 0.84 450 3,08 775 5,21
150 1,03 475 3,27 800 5,51
175 1,19 500 3,42 825 5,83
200 1,35 525 3,61 850 6,14
225 1,55 550 3,83 875 6,54
250 1,76 575 4,22 900 6,88
275 1,91 600 4,41 925 7,27
300 2,10 625 4,65 950 7,73
325 2,24 650 4,87 1380 RUPTURA
A força máxima que o material suportou foi de 1380,00Kgf.
Com base na Tab. 11.7 foi construído o gráfico força-deflexão conforme ilustra a Fig.
11.31
Tabela 11.7 – Valores obtidos do ensaio à flexão do eucalipto citriodora

101
Com as dimensões do perfil e os dados obtidos através do ensaio, calculou-se a
tensão de flexão, o módulo de elasticidade e a tensão na ruptura. Foi considerado
limite de elasticidade o valor de 550,00Kgf com uma deflexão máxima de 3,83mm.
• Cálculo do momento de inércia 3 3
4
3 34
25 801066666,66
12 12
80 25104166,66
12 12
b hIx Ix mm
b hIy Iy mm
× ×= ⇒ ⇒ =
× ×= ⇒ ⇒ =
• Tensão de flexão no limite elástico
4
2
550,00 615,00 40
4 4 1066666,66
3,17
F L x Kgf mm mmTF
Ix mm
KgfTF
mm
× × × ×= =
× ×
=
Gráfico Força-deflexão do eucalipto citriodora seção cheia
0
1
2
3
4
5
6
7
8
9
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
Força (Kgf)
Def
orm
ação
(m
m)
ESMAGAMENTO PROVOCADO PELO CUTELO
Figura 11.31 - Gráfico resultante do ensaio à flexão do eucalipto citriodora de seção cheia

102
• Módulo de elasticidade
3
3
4
2
1
48
1 550,00 615,00
48 3,83 1066666,66
652, 40
F LE
f Ix
Kgf mmE
mm mm
KgfE
mm
×= ×
×
×= ×
×
=
• Tensão de flexão na ruptura
4
2
4
1380,00 615,00 40
4 1066666,66
7,95
F L xTR
Ix
Kgf mm mmTR
mm
KgfTR
mm
× ×=
×
× ×=
×
=
Nota-se uma diferença de tensão, no limite elástico, de aproximadamente 132% em
relação ao ensaio anterior. Esse aumento na tensão se deve ao fato de que neste
ensaio não houve torção aparente do material e os valores obtidos correspondem à
flexão pura propriamente dita.
No aço, devido sua maior rigidez, a torção aparente não ocorreu. Ao contrário do
epóxi e eucalipto de seção “U” onde a torção fez com que as extremidades da peça
girassem excessivamente como mostra as Figs. 11.24 e 11.28
Observa-se também que houve um esmagamento na região em contato com o
cutelo, que é mostrado no gráfico através da Fig. 11.31. Este esmagamento ocorreu
no regime plástico quando começou a romper as fibras inferiores na região de
tração. A Fig. 11.32 mostra como foi o segundo ensaio à flexão do eucalipto.

103
Figura 11.32 – Segundo ensaio à flexão do eucalipto citriodora
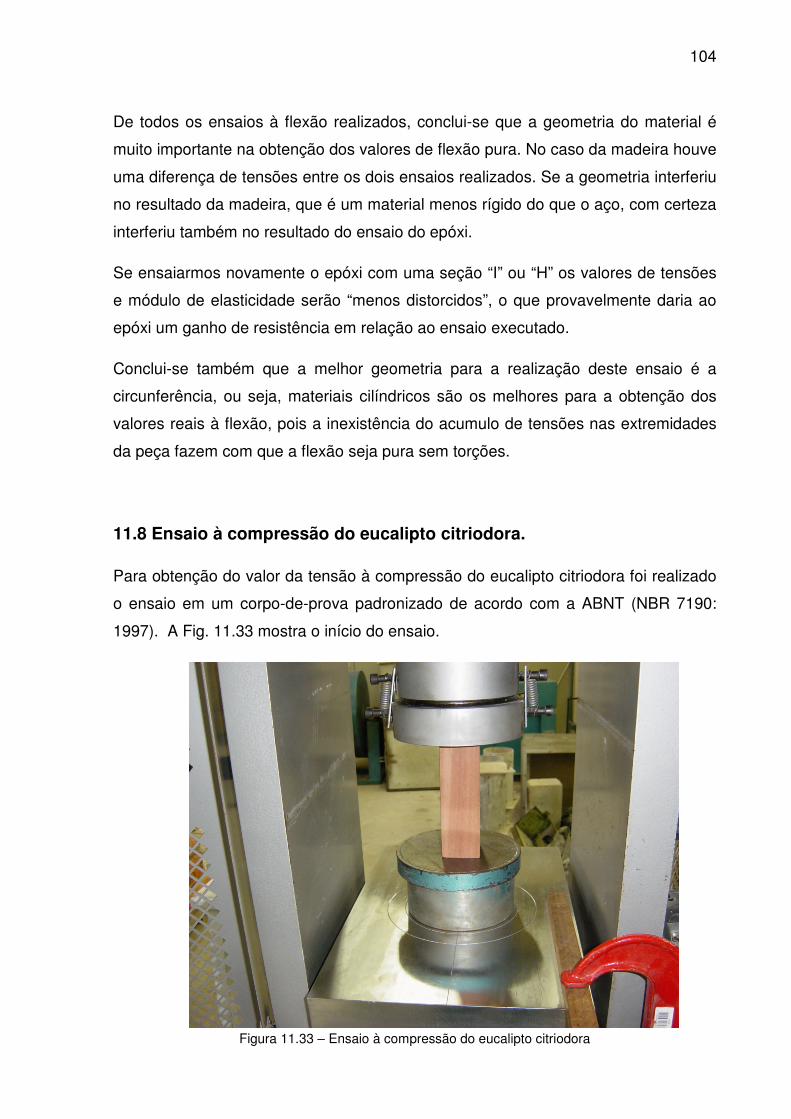
104
De todos os ensaios à flexão realizados, conclui-se que a geometria do material é
muito importante na obtenção dos valores de flexão pura. No caso da madeira houve
uma diferença de tensões entre os dois ensaios realizados. Se a geometria interferiu
no resultado da madeira, que é um material menos rígido do que o aço, com certeza
interferiu também no resultado do ensaio do epóxi.
Se ensaiarmos novamente o epóxi com uma seção “I” ou “H” os valores de tensões
e módulo de elasticidade serão “menos distorcidos”, o que provavelmente daria ao
epóxi um ganho de resistência em relação ao ensaio executado.
Conclui-se também que a melhor geometria para a realização deste ensaio é a
circunferência, ou seja, materiais cilíndricos são os melhores para a obtenção dos
valores reais à flexão, pois a inexistência do acumulo de tensões nas extremidades
da peça fazem com que a flexão seja pura sem torções.
11.8 Ensaio à compressão do eucalipto citriodora.
Para obtenção do valor da tensão à compressão do eucalipto citriodora foi realizado
o ensaio em um corpo-de-prova padronizado de acordo com a ABNT (NBR 7190:
1997). A Fig. 11.33 mostra o início do ensaio.
Figura 11.33 – Ensaio à compressão do eucalipto citriodora
105
O valor da carga à compressão foi de 13575,00Kgf. A área da secção transversal do
corpo-de-prova é de 2500,00mm2 (50,00mm x 50,00mm) e com esses dados obteve-
se a tensão de compressão:
2 2 2
13575,00 =5,4 NBR 7190/97 = 6,2
2500,00c c c
F Kgf Kgf Kgf
A mm mm mmσ σ σ
= ⇒ = ⇒
A Fig. 11.34 mostra a ruptura do corpo-de-prova depois de submetido a uma força
de compressão uniaxial.
Figura 11.34 – Ruptura do corpo-de-prova à compressão

106
12 RESULTADOS
12.1 Ensaio à tração
Na comparação, quanto à resistência mecânica dos materiais, o aço foi o que
apresentou valores mais elevados, na maioria das propriedades analisadas, seguido
das resinas poliméricas epóxi e poliéster. Já a madeira foi a que apresentou os
menores valores de resistência como pode ser observado na Tab. 12.1.
Propriedades Aço SAE 1045
(Kgf/mm2)
Madeira
(Eucalipto Citriodora)
(Kgf/mm2)
Poliéster reforçado
com fibra de vidro
(Kgf/mm2)
Módulo de elasticidade 21666 2009 1624
Limite de elasticidade 28 7 44
Limite último 60 14 53
Tensão de ruptura 43 8 27
Observa-se que o limite de elasticidade do poliéster é maior em relação ao aço, ou
seja, ao projetar uma estrutura impondo que as tensões trabalhem no regime
elástico podemos considerar carregamentos maiores sem que ocorra deformação
permanente do material. Porém, se faz necessário uma análise criteriosa em relação
ao fato de se estar trabalhando com flechas muito excessivas na estrutura.
Tabela 12.1 – Comparação entre a resistência dos materiais quanto à tração
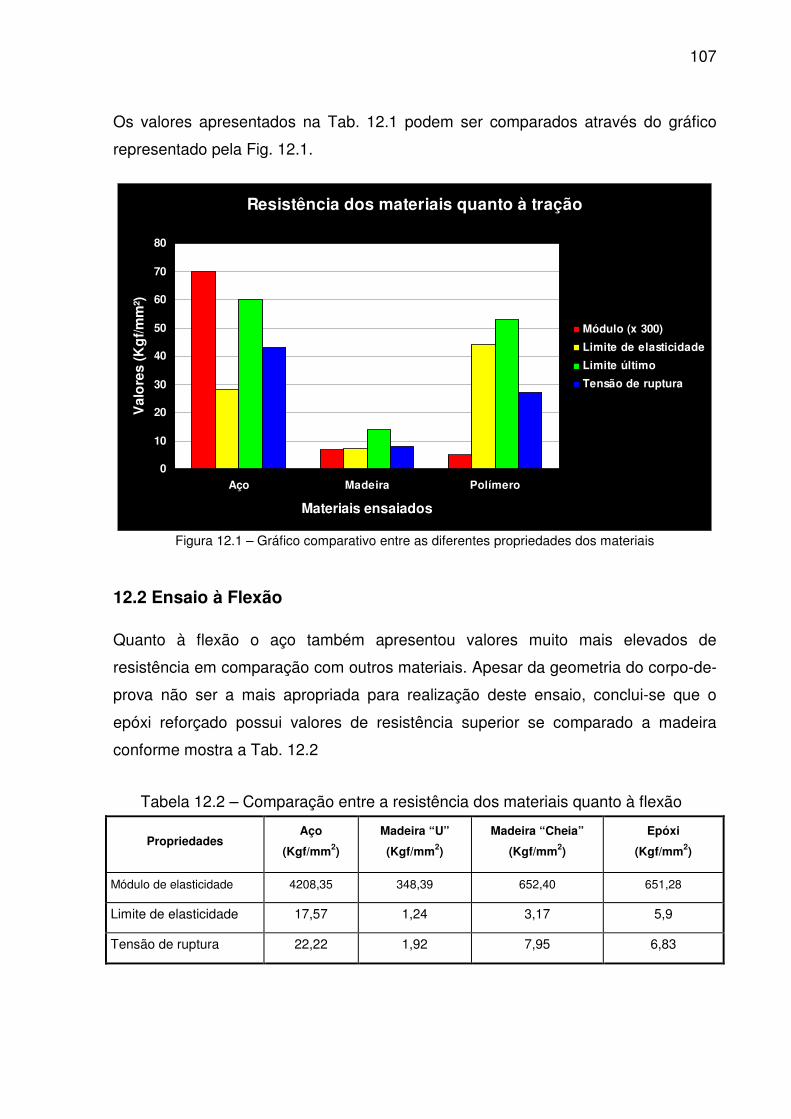
107
Os valores apresentados na Tab. 12.1 podem ser comparados através do gráfico
representado pela Fig. 12.1.
12.2 Ensaio à Flexão
Quanto à flexão o aço também apresentou valores muito mais elevados de
resistência em comparação com outros materiais. Apesar da geometria do corpo-de-
prova não ser a mais apropriada para realização deste ensaio, conclui-se que o
epóxi reforçado possui valores de resistência superior se comparado a madeira
conforme mostra a Tab. 12.2
Propriedades Aço
(Kgf/mm2)
Madeira “U”
(Kgf/mm2)
Madeira “Cheia”
(Kgf/mm2)
Epóxi
(Kgf/mm2)
Módulo de elasticidade 4208,35 348,39 652,40 651,28
Limite de elasticidade 17,57 1,24 3,17 5,9
Tensão de ruptura 22,22 1,92 7,95 6,83
Resistência dos materiais quanto à tração
0
10
20
30
40
50
60
70
80
Aço Madeira Polímero
Materiais ensaiados
Val
ore
s (K
gf/m
m²)
Módulo (x 300)
Limite de elasticidade
Limite último
Tensão de ruptura
Tabela 12.2 – Comparação entre a resistência dos materiais quanto à flexão
Figura 12.1 – Gráfico comparativo entre as diferentes propriedades dos materiais

108
A Fig. 12.2 mostra graficamente os valores à flexão da Tab. 12.2
12.3 Ensaio à Compressão
O único material ensaiado à compressão foi o eucalipto citriodora devido à madeira
ser um material orgânico e mais suscetível a variações de resistência influenciada
por fatores como solo, clima, fisiologia, anatomia e composição. A Tab. 12.3
compara os três materiais. Os valores à compressão do aço e polímeros foram
extraídos de tabelas.
Propriedade Aço SAE 1045
(Kgf/mm2)
Eucalipto Citriodora
(Kgf/mm2)
Polímero reforçado
(Kgf/mm2)
Compressão 59 5,4 50
Tabela 12.3 – Resistência dos materiais à compressão
Fonte – Souza / Mano
Figura 12.2 – Gráfico comparativo entre as diferentes propriedades à flexão dos materiais
Resistência dos materiais quanto à flexão
0
5
10
15
20
25
30
35
Aço Madeira "U" Madeira S. Cheia Polímero
Materiais ensaiados
Val
ore
s (K
gf/m
m²)
Módulo (x 140)
Limite de elasticidade
Tensão de ruptura
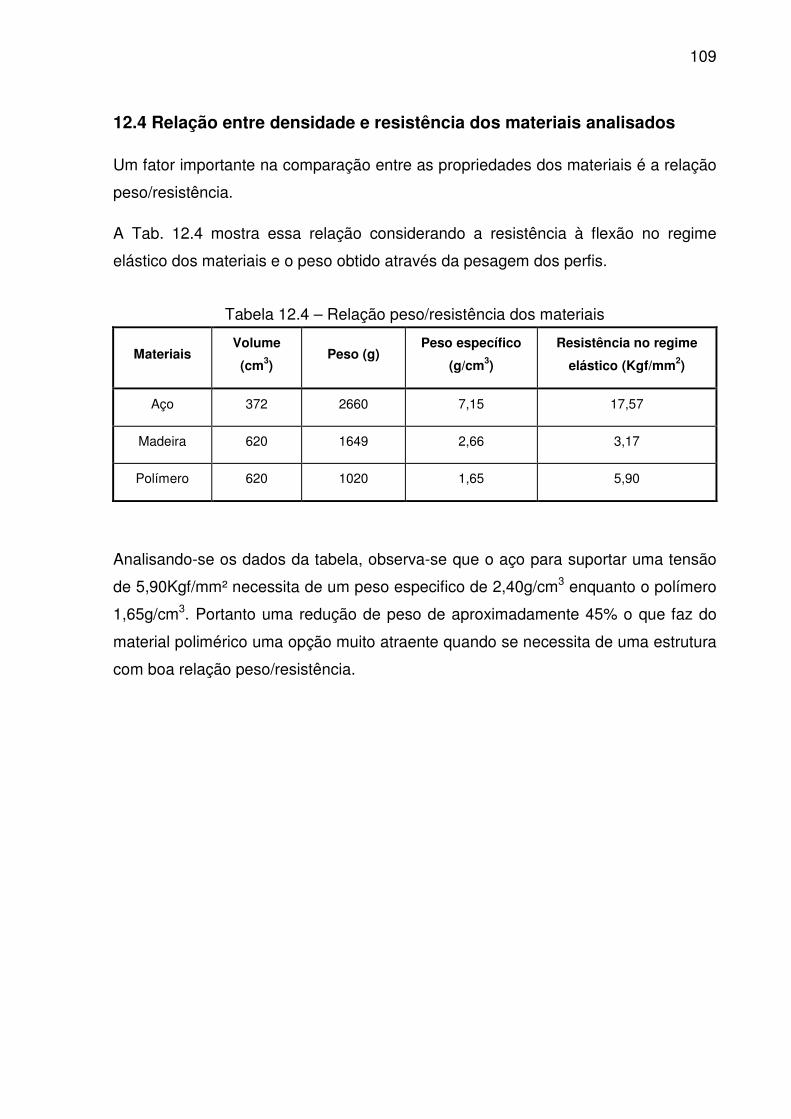
109
12.4 Relação entre densidade e resistência dos materiais analisados
Um fator importante na comparação entre as propriedades dos materiais é a relação
peso/resistência.
A Tab. 12.4 mostra essa relação considerando a resistência à flexão no regime
elástico dos materiais e o peso obtido através da pesagem dos perfis.
Materiais Volume
(cm3) Peso (g)
Peso específico
(g/cm3)
Resistência no regime
elástico (Kgf/mm2)
Aço 372 2660 7,15 17,57
Madeira 620 1649 2,66 3,17
Polímero 620 1020 1,65 5,90
Analisando-se os dados da tabela, observa-se que o aço para suportar uma tensão
de 5,90Kgf/mm² necessita de um peso especifico de 2,40g/cm3 enquanto o polímero
1,65g/cm3. Portanto uma redução de peso de aproximadamente 45% o que faz do
material polimérico uma opção muito atraente quando se necessita de uma estrutura
com boa relação peso/resistência.
Tabela 12.4 – Relação peso/resistência dos materiais

110
13 CONCLUSÃO
A partir da avaliação dos resultados obtidos com os materiais poliméricos, em
comparação ao aço e a madeira, concluiu-se que os polímeros poliéster e epóxi
reforçado com fibra de vid ro apresentam boas propriedades mecânicas, podendo
ser utilizados na execução de estruturas leves em substituição a outros materiais.
Isto se considerarmos somente as propriedades analisadas nesta pesquisa, porém
se faz necessário novos estudos referentes a outras propriedades como resistência
a temperatura, fadiga do material ao longo do tempo, dureza, impacto entre outros.
A utilização desses materiais como elemento estrutural deve ser feito de forma
criteriosa onde os limites do material devem ser respeitados. Quando utilizados
corretamente apresentam grandes vantagens em relação ao aço e a madeira como
resistência a corrosão, resistência mecânica, baixo peso, estabilidade dimensional,
resistência à umidade etc., podendo ser utilizado em ambientes agressivos.
Portanto, os materiais poliméricos analisados podem ser úteis em projetos
específicos de construção civil, devendo-se levar em conta seu elevado custo e o
fato de que não são recicláveis podendo agredir o meio ambiente se não tiverem
destinação correta após sua utilização.
111
14 REFERÊNCIAS BIBLIOGRÁFICAS
ASTM D-412/99, D-638/99, D-882/99 – Standard Test Method for Tensile Properties of Plastics. Annual Book of ASTM, Philadelphia, Pa,1999. ASTM D-790/99. Standard Test Method for Flexural Properties of Plastics. Annual Book of ASTM, Philadelphia, Pa,1999. ASTM D-695/99. Standard Test Method for Compressive Properties of Rigid Plastics. Annual Book of ASTM, Philadelphia, Pa,1999. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT (NBR 7190: 1997). Determinação das Propriedades das Madeiras para Projeto de Estrutura BAEKELAND, Leo Hendrick. Biografia de Leo Hendrick Baekeland, Disponível em: <http://www.plastiquarian.com/LHB.htm>. Acesso em: 20 out. 2006. BAYER, Adolf von. Biografia de Adolf von Bayer, Disponível em: <http://nobelprize. org/nobel_prizes/chemistry/laureates/1905/baeyer-bio.html>. Acesso em: 20 out. 2006. BIASOTTO MANO, Eloisa. Polímeros como Materiais de Engenharia. São Paulo: Edgard Blucher Ltda, 1991 CANEVAROLO JR, Sebastião V. Ciência dos Polímeros. São Paulo: Artliber, 2002. CAROTHERS, Wallace Hume. Biografia de Wallace Hume Carothers, Disponível em: <http://www.plastiquarian.com/carothers.htm>. Acesso em: 20 out. 2006. CBC, Companhia Brasileira de Cartuchos. Coletes Balísticos e Equipamentos, Disponível em: <http://www.cbc.com.br/equipamentos/coletes/polietileno/index.php? acao3_cod0=749f7767a09d952569c401e8229c2c4b> Acesso em: 27 out. 2006. COHEN, Morris. Life in Legacy, Disponível em: <http://www.lifeinlegacy.com/2005/ display.php?weekof=2005-05-27>. Acesso em: 20 out. 2006. CRAWFORD, John W. Biografia de John Crawford, Disponível em: <http://www. plastiquarian.com/crawford.htm>. Acesso em: 20 out. 2006. DOW, Grupo multinacional, fabricante de produtos tecnológicos. Plásticos América Latina, Disponível em: <http://plastics.dow.com/plastics/la/port/fab/lfsubstrates.htm>. Acesso em: 31 out. 2006. FLORY, Paul J. Autobiografia de Paul J. Flory, Disponível em: <http://nobelprize. org/nobel_prizes/chemistry/laureates/1974/flory-autobio.html>. Acesso em: 20 out. 2006.

112
GARCIA, Amauri. Ensaios dos Materiais. Rio de Janeiro: Editora LTC S.A, 2000. GESUALDO, Prof. Francisco A. Romero. Estruturas de Madeira, Universidade Federal de Uberlândia / maio de 2003. GOODYEAR, Charles. Biografia de Charles Goodyear, Disponível em: <http:// www. plastiquarian.com/goodyear.htm>. Acesso em: 20 out. 2006. HYATT, John Wesley. Biografia de John Wesley Hyatt, Disponível em: <http://www .plastiquarian.com/hyatt.htm>. Acesso em: 20 out. 2006. INPE, Instituto Nacional de Pesquisas Espaciais. Laboratório Associado de Sensores e Materiais, Disponível em: <http://www.inpe.br/>. Acesso em: 22 out. 2006. KIPPING, Stanley Frederie. Biografia de Stanley Frederie Kipping, Disponível em: <http://www.open.ac.uk/ou5/Arts/chemists/person.cfm?SearchID=3803>. Acesso em: 20 out. 2006. KLOCK, Umberto. Química da Madeira, Disponível em <http://www.madeira.ufpr.br/ umbertoklock/QuimicadaMadeira.pdf>. Acesso em: 16 out. 2006. MANRICH, Silvio. Processamento de Termoplásticos. São Paulo: Artliber, 2005. MARCZAK, Prof. Rogério José. Polímeros como Material de Engenharia, Disponível em: <http://wwwgmap.mecanica.ufrgs.br/sumulas/eng03005/download /Parte%20I%20-%20v22.pdf >. Acesso em: 24 ago. 2006. MICHAELI, W e outros. Tecnologia dos Plásticos. São Paulo: Edgard Blucher Ltda,1995. MORESCHI, Prof. Dr. João Carlos. Produtos Preservantes de Madeira, Disponível em: <http://www.madeira.ufpr.br/Preservantesdemadeira.pdf>. Acesso em: 16 out. 2006. NATTA, Giulio. Biografia de Giulio Natta, Disponível em: <http://nobelprize.org/nobel_ prizes/chemistry/laureates/1963/natta-bio.html>. Acesso em: 20 out. 2006. PADILHA, Angelo Fernando. Materiais de Engenharia. São Paulo: Hemus Editora Ltda, 1997 PARKERS, Alexander. Biografia de Alexander Parkers, Disponível em: <http://www. plastiquarian. com/parkes.htm>. Acesso em: 20 out. 2006. SAINT-GOBAIN, Grupo multinacional, fabricante de produtos tecnológicos. Reforços América Latina, Disponível em: <http://www.saint-gobain-vetrotex.com.br/ portugues/process_pultru.htm>. Acesso em: 31 out. 2006.

113
SCIELO, Scientific Electronic Library Online. SCIELO BRASIL, Disponível em:<http://www.scielo.br>. Acesso em: 02 nov. 2006. SOUZA-Sergio Augusto de. Ensaios Mecânicos de Materiais Metálicos. São Paulo: Editora Edgard Blucher Ltda, 1974 STAUDINGER, Hermann. Biografia de Hermann Staudinger, Disponível em: <http:// nobelprize.org/nobel_prizes/chemistry/laureates/1953/staudinger-bio.html>. Acesso em: 20 out. 2006. STERN, Edward Severin. Biografia de Edward Severin Stern, Disponível em: <http://www.open.ac.uk/ou5/Arts/chemists/person.cfm?SearchID=9172>. Acesso em: 20 out. 2006. TIMMONS, Ana Barros. Polímeros Conceitos Gerais, Departamento de Química da Universidade de Aveiro, Portugal. Disponível em: <http://www.dq.ua.pt/qne/doc /polimeros.pdf>. Acesso em: 19 out. 2006. UCS, Universidade Federal de Caxias do Sul. Laboratórios de Polímeros, Disponível em: <http://www.ucs.br/ccet/denq/labs/lpol/laboratorio.html>. Acesso em: 22 out. 2006. US, University of Sidney. Department of Applied Physics, Disponível em: <http:// oldsite.vislab.usyd.edu.au/gallery/materials/nigel/nigel.html>. Acesso em: 22 out. 2006. ZIEGLER, Karl. Biografia de Karl Ziegler, Disponível em: <http:// nobelprize.org/nobel_prizes/chemistry/laureates/1963/ziegler-bio.html>. Acesso em: 20 out. 2006.