2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃOfelipeb.com/unipampa/aulas/im/CAP02-08.pdf ·...
40
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS * Sinterização por difusão de partículas * Sinterização com formação de fase vítrea Transporte de matéria durante os estágios iniciais da sinterização Sinterização 2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO 2.4.1 SINTERIZAÇÃO
Transcript of 2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃOfelipeb.com/unipampa/aulas/im/CAP02-08.pdf ·...

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
* Sinterização por difusão de partículas
* Sinterização com formação de fase vítrea
Transporte de matéria durante os estágios iniciais da sinterização
Sinterização
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.1 SINTERIZAÇÃO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
* Ocorre ao longo do contorno de grão e nas superfícies de contato
entre as partículas, providenciando o ligamento e conexão dos grãos
individuais;
* Transporte de material ocorre por difusão - movimento de átomos ou
vacâncias pela superfície dos contornos de grão;
* A difusão no contorno de grão promove o fechamento dos poros e o
aumento da densidade;
* Força-motriz: diferença de energia livre potencial ou química entre as
superfícies livres das partículas e os pontos de contato entre as
partículas adjacentes.
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.2 SINTERIZAÇÃO POR DIFUSÃO DE PARTÍCULAS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
* Ocorre na presença de um líquido viscoso na temperatura de sinterização;
* Formação de corpos de alta densificação;
* O líquido viscoso penetra entre as partículas do sólido aumenta a pressão
capilar auxilia na densificação
MECANISMOS DE DENSIFICAÇÃO:
* Rearranjo das partículas para se alcançar o melhor empacotamento;
* Aumento da pressão de contato entre as partículas aumenta a taxa de
transferência de material por solução/precipitação, deformação plástica,
transporte de vapor e contorno de grão.
* Temperaturas elevadas degradação da resistência mecânica do material
deformação da fase vítrea
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO
2.4.3 SINTERIZAÇÃO COM FASE VÍTREA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
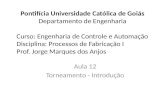
i) primeiro estágio: fluxo líquido e rearranjo de partículas ocorrem no instante em que
pontes de fase líquida são formadas entre as partículas. Essas partículas podem ser
atraídas ou repelidas pelo líquido. O rearranjo de partículas ocorre enquanto os
pescoços assimétricos são formados e os novos contatos são criados.
ii) segundo estágio: pode ocorrer a dissolução da fase sólida, quando a fase líquida
reage com as partículas sólidas, levando à desintegração, ou ao alto encolhimento
do rearranjo. Normalmente, ocorre o crescimento de grão, dependendo da maneira
com que o grão se acomoda. Pequenas partículas são dissolvidas e reprecipitadas,
de modo não uniforme, como grandes grãos, se o espaço permitir. Se a fase líquida
não dissolver quantidades substanciais de partículas sólidas, o rearranjo cessa
quando as partículas formarem uma malha consistente.
iii) terceiro estágio: se o equilíbrio químico for alcançado, começa o estágio final. No
caso das partículas formarem um esqueleto resistente de fase sólida, uma
densificação suplementar pode ser obtida por sinterização no estado sólido. O
crescimento dos grãos dentro de uma fase líquida resulta no aumento do tamanho
médio das partículas, proporcional à raiz quadrada do tempo de sinterização.
ESTÁGIOS DA SINTERIZAÇÃO VÍTREA
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.3 SINTERIZAÇÃO COM FASE VÍTREA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Esquema de sinterização por difusão
de partículas e com fase vítrea
Esquema de sinterização com
fase vítrea
Sinterização sem e com fase vítrea
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.3 SINTERIZAÇÃO COM FASE VÍTREA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
W-Co: sinterização fase líquida
Rearranjo: fusão (formação fase líquida)
Solução-reprecipitação
(densificação por difusão)
Coalescência de poros
crescimento de grão
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.3 SINTERIZAÇÃO COM FASE VÍTREA
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Sinterização fase líquida
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.3 SINTERIZAÇÃO COM FASE VÍTREA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Porosidade
aberta e fechada
Pó de urânia: 0,5 e 5 m
T de sinterização: 1400oC
tempo: 60 minutos
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.3 SINTERIZAÇÃO COM FASE VÍTREA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.4 TIPOS DE POROS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Efeito da temperatura
e do tempo
T1>T2
(a) crescimento do pescoço
(b) contração
(c) densidade
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.5 EFEITO TEMPERATURA E TEMPO
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
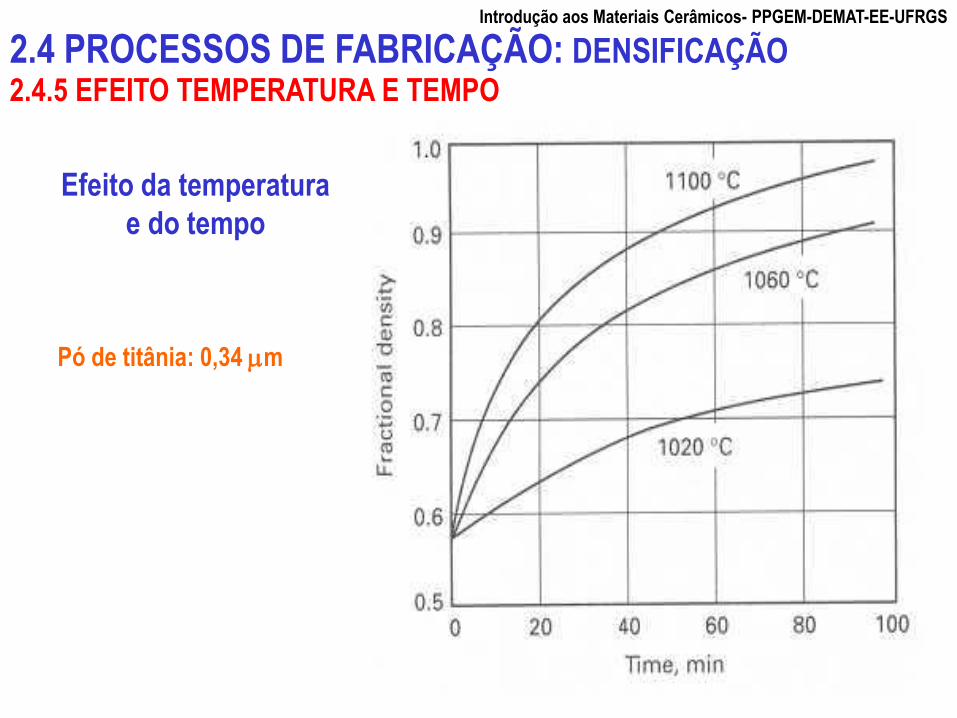
Pó de titânia: 0,34 m
Efeito da temperatura
e do tempo
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.5 EFEITO TEMPERATURA E TEMPO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Pó de alumina: 0,4 m
Efeito da temperatura
e do tempo
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.5 EFEITO TEMPERATURA E TEMPO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Efeito do tamanho
de partícula
Pó de alumina bimodal: 0,5 e 5 m
T de sinterização: 1600oC
tempo: 60 minutos
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO
2.4.6 EFEITO DO TAMANHO DE PARTÍCULA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Atmosfera: coração negro
A atmosfera redutora é necessária para se obter a cor branca das peças, já que em
condições oxidantes a pequena quantidade de ferro passa a forma trivalente,
deixando as peças mais ou menos amareladas. A forma bivalente do ferro resulta
numa coloração branca. A queima em condições redutoras também impede a
formação de uma segunda porosidade, a qual seria gerada pela decomposição de
compostos de ferro trivalente [Shuller, 1981].
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Queima de materiais argilosos
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
* até 200ºC: eliminação da água higroscópica ou residual e da água interfoliar ou zeolítica
* 350º a 650ºC: combustão das substâncias orgânicas e dissociação dos sulfetos com
liberação de CO2 e SO2;
* 600º a 800ºC: colapso do retículo dos argilo-minerais com liberação da água de constituição;
* 800º a 950ºC: decomposição dos carbonatos com liberação de CO2;
* 900º a 1000ºC: reações da sílica e da alumina com outros elementos, e formação de silico-
aluminatos complexos que conferem ao corpo cerâmico as propriedades físico-mecânicas
características;
* acima de 1000ºC: amolecimento e fusão dos silico-aluminatos com formação de uma fase
vítrea que, englobando as partículas menos fusíveis, confere ao corpo cerâmico dureza,
compactação, impermeabilidade e resistência mecânica características.
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO
2.4.7 EFEITOS NA QUEIMA
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
* Área A: aumento da temperatura na zona de pré-aquecimento, dos 200ºC aos 800ºC num
tempo de 10 minutos, desde a entrada do forno;
* Área B: aumento da temperatura dos 800ºC aos 1000ºC num tempo de 5 minutos, ainda na
zona de pré-aquecimento;rea C: aumento da temperatura dos 1000ºC aos 1150ºC num tempo
de 2 minutos, ainda na zona de pré-aquecimento;
* Área D: zona de queima propriamente dita, em que a temperatura atinge os 1150ºC e se
estabiliza, e o corpo cerâmico percorre esta zona em 3 minutos;
* Área E: zona de resfriamento rápido e natural do corpo cerâmico
* O aquecimento do corpo cerâmico nas áreas A, B e parte da C, é obtido através de
queimadores situados abaixo do plano dos rolos, de modo a criar um certo gradiente de
temperatura entre a parte baixa e alta do forno, para manter-se “frio” e “permeável” o esmalte
durante a fase de eliminação dos gases. Sucessivamente nas áreas C e D, a temperatura
torna-se uniforme por meio de queimadores superiores. O sistema de queima adotado
comporta sofisticadas regulagens (microprocessadores) que permitem o controle e a
regulagem do forno nas várias zonas, obedecendo rigorosamente o diagrama pré-fixado.
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Curva de gresificação
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Reações de queima em
porcelanas
relacionadas com o
volume ocupado pelas
matérias-primas na
peça.
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Reações de
queima em
porcelanas
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Porcelanas
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.7 EFEITOS NA QUEIMA
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
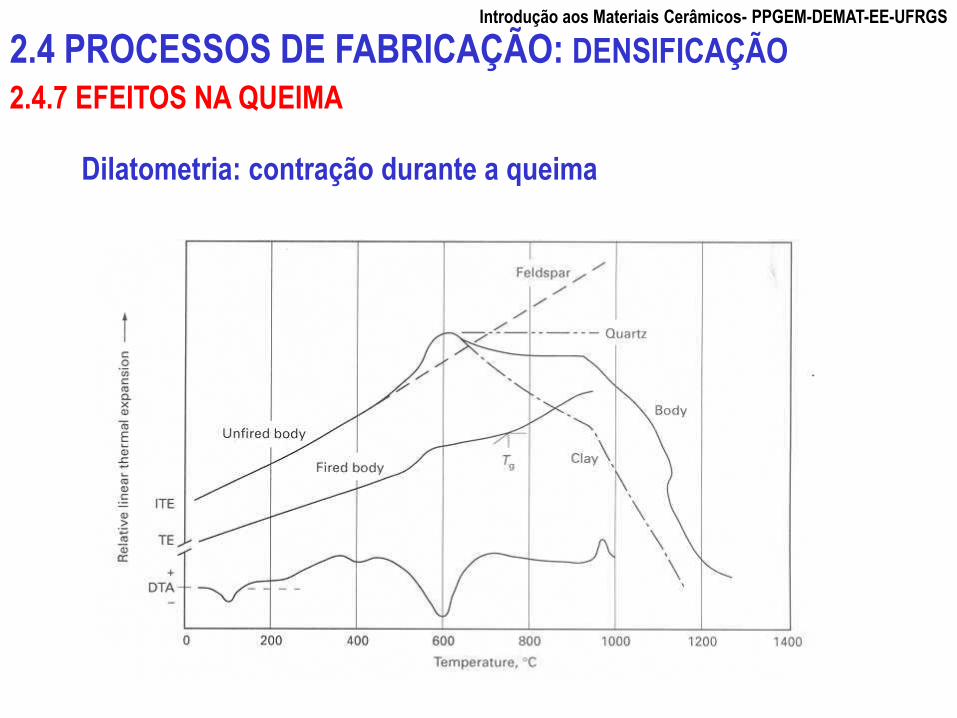
Dilatometria: contração durante a queima
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO
2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
DTA E TG
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO
2.4.7 EFEITOS NA QUEIMA

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Tipos de fornos
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO2.4.8 TIPOS DE FORNOS

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.4 PROCESSOS DE FABRICAÇÃO: DENSIFICAÇÃO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.5.1 USINAGEM
2.5.2 ESMALTAÇÃO
2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
2.5.1 USINAGEM
Como fabricar
peças como
algumas destas?
INTRODUÇÃO
2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Normalmente, um melhor acabamento superficial ocorre via de regra para materiais que tenham
fratura dúctil. Para a usinagem de materiais cerâmicos é necessário que a iniciação e propagação
da fratura frágil sejam minimizadas.
Isto depende de fatores como: i) material; ii) abrasivo; iii) equipamento; iv) fatores operacionais
Comparação com os metais:
-Materiais cerâmicos são mais rígidos (maior E): menor deformação plástica na usinagem.
Conseqüência: podem ser usinados a tolerâncias menores, geometria mais precisa e melhor
planicidade que os metais.
-Materiais cerâmicos são mais resistentes quimicamente que os metais. Conseqüência: não
queimam por exemplo durante a usinagem.
-A dureza dos materiais cerâmicos advém da energia de suas ligações e não diretamente da
microestrutura (tratamento térmico) como os metais. Conseqüência: não perdem propriedades
durante o aquecimento da superfície na usinagem, como pode ocorrer com os metais.
2.5.1 USINAGEMINTRODUÇÃO
2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
-Influência da condutividade térmica: mais difíceis de usinar materiais com baixa K. Exemplo em
metais: W e Inconel. Metais e cerâmicos têm variada K. Alguns cerâmicos combinam
desvantajosamente baixo K e baixa RChoqueT.
-baixa tenacidade (absorção de energia até a fratura) ou baixa resistência à propagação de trincas
ou entalhes pré-existentes.
-As propriedades dos materiais dependem do tipo, composição, microestrutura e processamento:
grande variação nas propriedades nos cerâmicos!
Aplicação:
-biomateriais
-ferramentas de corte, rolamentos, componentes para motores
-refratários
-componentes para a indústria eletrônica (cabeças magnéticas, microchips, substratos)
-A usinagem pode degradar a resistência mecânica dos materiais cerâmicos.
2.5.1 USINAGEMINTRODUÇÃO
2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
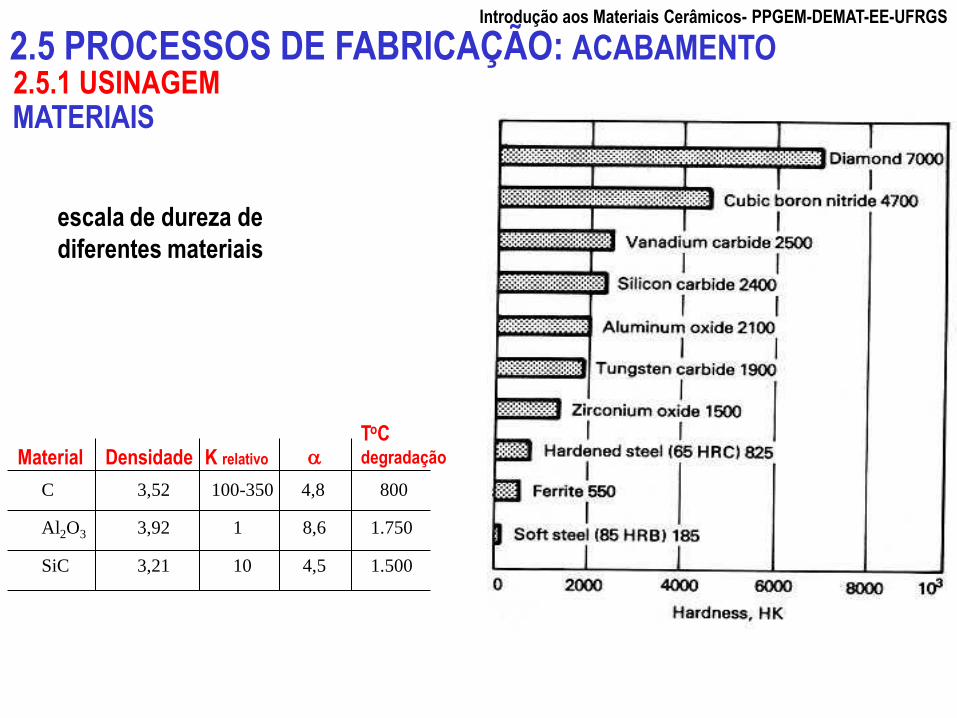
escala de dureza de
diferentes materiais
Material Densidade K relativo ToC degradação
C 3,52 100-350 4,8 800
Al2O3 3,92 1 8,6 1.750
SiC 3,21 10 4,5 1.500
2.5.1 USINAGEMMATERIAIS
2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Diamante
Peça
Profundidade de
corte
1. Abrasivo / peça
2. Cavaco / ligante
3. Cavaco / peça
4. Ligante / peça
Usinagem otimizada: mecanismo 1
INTERAÇÕES NA ZONA DE DESGASTE2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Resistência mecânica após
usinagem:
Resistência mecânica em
função da direção de
usinagem e da granulometria
do abrasivo.
(HPSN)
PROPRIEDADES2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
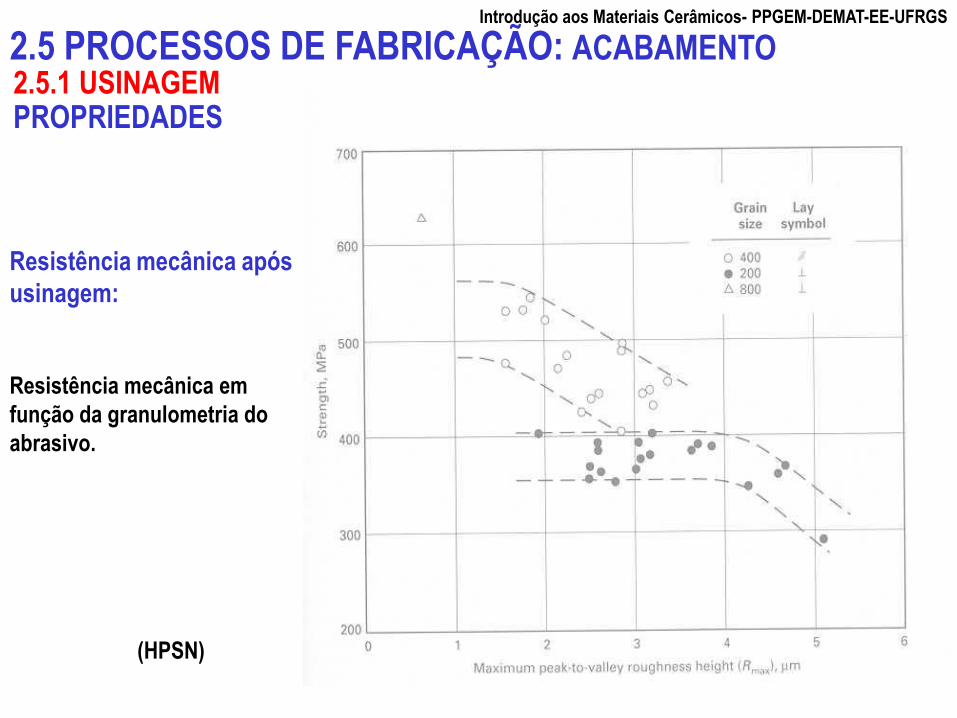
Resistência mecânica após
usinagem:
Resistência mecânica em
função da granulometria do
abrasivo.
(HPSN)
PROPRIEDADES2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
(SiAlON)
Energia requerida na
usinagem:
Energia específica em função
da granulometria do abrasivo.
PROPRIEDADES2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
(SiAlON)
Carga requerida na
usinagem:
Força normal / granulometria
do abrasivo em função da
granulometria do abrasivo.
PROPRIEDADES2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Forma dos cavacos:
fratura frágil e dúctil
FERRITA
Al2O3
ZrO2
Frágil Dúctil Dúctil
DúctilFrágilPROPRIEDADES2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO
Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
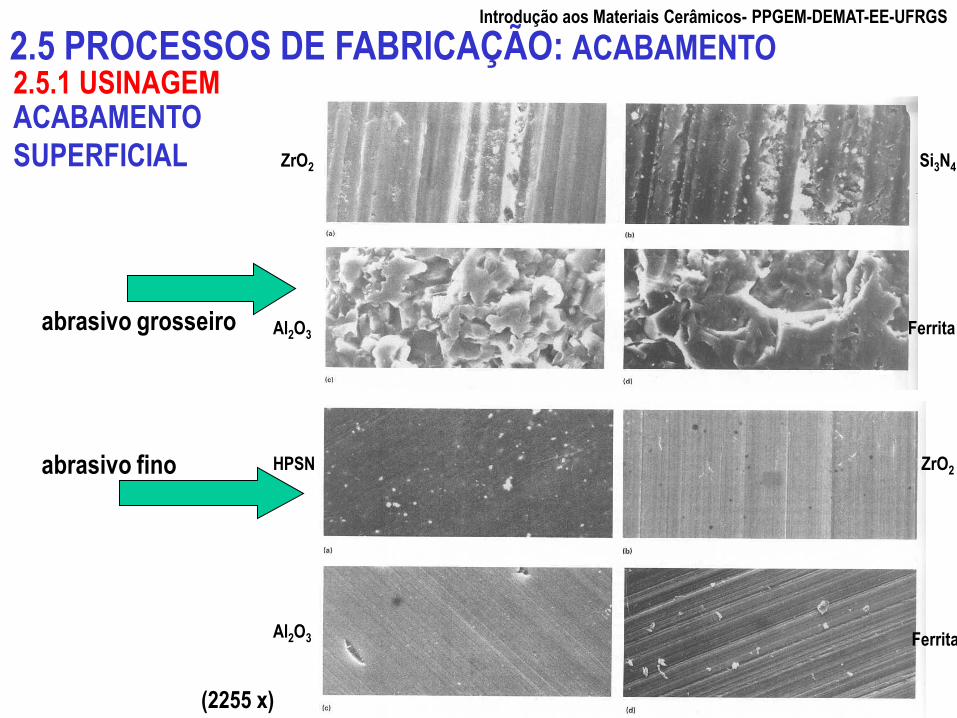
abrasivo grosseiro
abrasivo fino
ZrO2
ZrO2
Al2O3
Al2O3
Si3N4
Ferrita
Ferrita
HPSN
(2255 x)
ACABAMENTO
SUPERFICIAL
2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO

Introdução aos Materiais Cerâmicos- PPGEM-DEMAT-EE-UFRGS
Fatores de influência:
CORTE
SULCO
ATRITO/FRICÇÃO
MATERIAL
DISCO ABRASIVO
EQUIPAMENTO
PARÂMETROS OP
FORÇÃO
ABRASIVAS E
ENERGIA
GERAÇÃO DE SUPERFÍCIES
DESGASTE DO DISCO ABRASIVO
CAVACOS
TROCA DE CALOR
QUALIDADE
ECONOMICIDADE
DESENVOLVIMENTOS
INTEGRIDADE DA SUPERFÍCIE
STRESS RESIDUAL
PROCESSO
FATORES DE INFLUÊNCIA2.5.1 USINAGEM2.5 PROCESSOS DE FABRICAÇÃO: ACABAMENTO