4853 planejamento programacaocontroleproducao_rsp
94
Click here to load reader
-
Upload
dougpabiton -
Category
Education
-
view
766 -
download
300
description
PCP
Transcript of 4853 planejamento programacaocontroleproducao_rsp

PLANEJAMENTO,PROGRAMAÇÃO E
CONTROLE DA PRODUÇÃO
MRP II/ERP
Conceitos, Uso e Implantação

PLANEJAMENTO,PROGRAMAÇÃO E
CONTROLE DA PRODUÇÃO
SÃO PAULOEDITORA ATLAS S.A. – 2007
Henrique Luiz CorrêaCrummer Graduate School of Business, Rollins College
Irineu Gustavo Nogueira GianesiIBMEC Business School, São Paulo
Mauro CaonFundação Carlos Alberto Vanzolini da USP
MRP II/ERPConceitos, Uso e Implantação
5a Edição
Respostas dos Exercícios
Portal Atlas

Conceitos deGestão de Estoques
2
Exercício 1
Um novo gerente de materiais de um atacadista identificou as seguintes característi-cas do item pasta de dente Dentex:
DA = demanda anual = 20.000 itens, relativamente estável;
Cf = custo de pedir o item do fornecedor = R$ 35,00;
Ce = custo anual de carregar em estoque uma unidade do item = R$ 0,35 (o custo do item é R$ 1,00 e a taxa de carregamento de estoques é de 35% do seu valor por ano).
O gerente calculou o lote econômico de compra (LEC) do item e comparou o resul-tado com o tamanho de lote que estava sendo usado pela empresa. Ele ficou chocado, porque descobriu que o tamanho do lote em uso era 75% maior que o tamanho do lote econômico calculado.
a) Antes de fazer qualquer conta, teste sua intuição e estime de quanto, percen-tualmente, o custo total anual de estoques com o tamanho de lote atual é maior que o custo anual de estoques, considerando um lote econômico de compra.
b) Calcule o tamanho do lote econômico de compra (LEC) e os custos anuais totais de estoque correspondentes.
c) Calcule o tamanho do lote atualmente em uso (75% maior que o LEC) e os custos anuais totais de estoque correspondentes.
d) Compare percentualmente os custos anuais totais dos dois tamanhos de lote (cal-culados em b e em c). Sua intuição estava certa? O que é possível aprender com este exercício?

2 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução:
a) Aqui a idéia é “induzir” o estudante a pensar que grandes diferenças no tamanho de lote em relação ao LEC levarão a grandes diferenças em custos totais, o que em geral não é o caso. O cálculo do LEC é relativamente “robusto”.
b)
O LEC é de 2.000 unidades e o custo total anual de estoque é de R$ 700.
c)
Lote atual = 1,75 x LEC = 1,75 x 2.000 = 3.500 unidades
2 x DA x Cf
Ce= √ 2 x 20.000 x 35
0,35= 2.000LEC =
CT = Ce x + Cf x = (0,35) x + 35 x = 350 + 350 = R$ 700L
2
DA
LE
2.000
2
20.000
2.000
O lote atual é de 3.500 unidades e o custo total anual de estoques é de R$ 812,50.
d) A diferença percentual de custos totais anuais de estoques é de
Ou seja, para uma diferença de 75% na quantidade do tamanho de lote, o custo total apenas aumentou 16%. Em que pese ser um percentual considerável, é muito menor que os 75% da diferença no tamanho de lote. Isso significa que variações relativamente gran-des de tamanhos de lote, em torno do lote econômico, não trazem correspondentemente variações grandes nos custos. Isso é boa notícia, pois indica que o modelo é robusto, ou seja, mesmo se a estimativa dos parâmetros de entrada não for perfeita, os custos não ficarão correspondentemente elevados. Ficarão elevados, mas menos do que proporcio-nalmente, em geral.
CT = Ce x + Cf x = (0,35) x + 35 x = 612,5 + 200 = R$ 812,5L
2
DA
LE
3.500
2
20.000
3.500
812,5 − 700
700= 16%.
~
~

Sistemas de Administração da Produção 3
Exercício 2
O gerente de materiais descrito no Exercício 1 resolveu alterar o tamanho de lote de compra do item Dentex para o lote econômico de compra (LEC). Depois de dois meses trabalhando com o LEC, ele implantou um novo sistema automatizado de colocação de pedidos que integrou a empresa ao seu fornecedor, reduzindo o custo de fazer um pedido para R$ 10,00 (redução de 71,4%).
a) Que efeito percentual tem esta redução no tamanho do LEC?
b) Que efeito percentual teve esta mudança no resultante custo anual total de esto-ques para a Dentex?
Solução
a) Primeiro, calculamos o LEC para o Dentex, considerando os R$ 35,00 originais como custo de pedir:
√ 2 x DA x Cf
Ce= √ 2 x 20.000 x 35
0,35= 2.000LEC =
Com a redução do custo de pedir, o novo LEC* fica:
√ 2 x DA x Cf
Ce= =√ 2 x 20.000 x 10
0,351.069 (redução de 46,6%)LEC* =
A redução do LEC foi de 46.6%.
b) Primeiro, calculamos o custo total de estoques com o LEC original:
Agora, calculamos o custo total anual de estoque com o novo LEC:
CT* = Ce x + Cf x = (0,35) x + 10 x = 187 + 187 = R$ 374L
2
DA
LE
1.069
2
20.000
1.069
A diferença percentual nos custos totais anuais de estoque, pela redução dos custos de pedir de 71,4% é de 46,6%, ou seja, considerável!
CT = Ce x + Cf x = (0,35) x + 35 x = 350 + 350 = R$ 700L
2
DA
LE
2.000
2
20.000
2.000~
~

4 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 3
Um determinado item comprado por uma loja de material de construção tem uma demanda anual de 14.000 unidades sem sazonalidades, outras ciclicidades ou tendências relevantes. O seu custo unitário é $ 0,40. O custo anual de manutenção do estoque é estimado em 25% do valor do estoque (custo médio) e o custo total da emissão de um pedido é, aproximadamente, de $ 20.
a) Qual o tamanho do lote econômico de compra?
b) Com que freqüência deverá ser comprado, em média?
c) Qual o custo total anual de manutenção do estoque?
d) Se a mesma empresa decidisse produzir o mesmo item ao custo unitário de $ 0,30, com um custo total de setup (preparação) e controle de $ 45 para cada ordem de produção emitida e demanda anual sobre a produção de 21.600 unidades, qual deveria ser o tamanho do lote econômico da ordem de produção?
Solução
a)
O lote econômico de compra é de 2.366 unidades.
b) A freqüência de compra pode ser calculada definindo-se em média quantas vezes por ano o item será pedido:
Número de pedidos por ano = = = 5,9
Isso significa que serão feitos, em média, 5,9 pedidos por ano.
c) O custo total de manutenção do estoque (assumindo estoque de segurança igual a zero) pode ser calculado conforme abaixo:
CT (custo total) = CA (custo de carregar estoques) CP (custo anual de fazer pedidos)
√
Demanda anual
LEC
= √ =2 x 14.000 x 20
0,40 x 0,252.366LEC =
14.000
2.366
CT = Ce x + Cf x = (0,4 x 0,25) x + 20 x = 118,3 + 118,3 = $ 136,6L
2
DA
LE
2.366
2
14.000
2.366
2 x DA x Cf
Ce~
~
~

Sistemas de Administração da Produção 5
O custo anual de manutenção de estoque é de $ 136,60. Note que as duas parcelas (CA e CP) são iguais. Isso evidentemente não é coincidência, já que, para o lote econômi-co, ambos os custos são iguais.
d) Este item refere-se ao cálculo do lote econômico de produção e não de compra. O custo fixo Cf em lotes de produção em geral refere-se a custos referentes ao setup (preparação de máquina) e controle. Daí vem:
2 x DA x Cf
Ce= √ 2 x 21.600 x 45
0,30 x 0,25= 5.091 itensLEP =
O lote econômico de produção seria de 5.091 itens.
~

6 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 4
Uma consulta às informações históricas de um item estocado com demanda indepen-dente apresentou o seguinte resultado:
Demanda anual D, relativamente estável: 26.000 unidades.
Lote econômico de compra LEC: 500 unidades.
Lead time LT: uma semana.
Desvio-padrão do erro na previsão semanal de demanda σ: 200 unidades.
O gerente de suprimentos definiu, como aceitáveis, apenas 300 itens por ano em falta em estoque.
Determine:
a) O número de “exposições a falta” por ano.
b) O nível de serviço requerido pelo gerente de suprimento.
c) O estoque de segurança necessário.
d) O ponto de ressuprimento.
Solução
a) O número de “exposições a falta” e o número de vezes que o nível de estoque aproxima-se de zero, ou seja, o número de ciclos de reposição (dado que a cada ciclo de reposição o estoque se aproxima de zero):
Número de “exposições a falta” por ano = = = 26
b) O nível de serviço requerido é bastante alto, já que exige 1 item faltando em 26.000, no máximo. Em termos percentuais, isso quer dizer que devem estar dis-poníveis em estoque 25.700 itens de cada 26.000 solicitados:
Demanda anual
LEC
26.000
1.000
26.000 − 300
26.000= 0,988 ou 98,8%

Sistemas de Administração da Produção 7
c) Neste caso, devido à definição adotada pelo gerente, para definir o nível de serviço (percentagem de itens em falta comparado ao total de itens demandados), a abor-dagem a ser usada para a definição de estoques de segurança é a numérica:
E(z) = = = 0,005 (1 − NS) x L
σLT
(1 − 0,998) x 500
200
Entrando na Tabela 2.5 do livro, com E(z) = 0,005, vem que z = 2,20.
Pode-se então calcular o estoque de segurança necessário:
O estoque de segurança necessário é de 440 unidades.
d) O ponto de ressuprimento é calculado conforme abaixo:
O ponto de ressuprimento é de 26.440 unidades.
ES = z x σLT = 2,20 x 200 = 440 unidades.
PR = D x LT + ES = 26.000 x 1 + 440 = 26.440 unidades.

8 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 5
A editora ABC publica um renomado guia de ruas. A demanda anual estimada tem sido de 5.000 guias, relativamente estável. O custo de produção de cada guia é de R$ 13,00 e cada ordem de produção enviada à gráfica gera um custo fixo de setup de R$ 500,00 e leva uma semana para ficar pronta. Considere que um lote (econômico) inteiro e produzido e, só então, transferido para o estoque. O custo anual de manter o estoque de livros é calculado utilizando um Ce = 0,25 (ou 25%). A editora tem um bom sistema de previsão de demanda, com desvio-padrão dos erros de previsão de demanda semanal de 22,6 guias. Sabendo que o ponto de ressuprimento utilizado pelo editor é de 125 guias, calcule:
a) Qual o nível de serviço atual da editora, utilizando a abordagem probabilística?
b) De quanto este nível de serviço melhoraria se a qualidade das previsões melho-rasse a ponto de reduzir o desvio-padrão dos erros semanais de previsão para 14 guias (com os outros parâmetros permanecendo iguais)?
c) Qual seria o nível de serviço adotando-se a abordagem numérica (considerando o desvio-padrão dos erros de previsão original de 29 guias por semana)?
Solução
a) Em primeiro lugar, precisamos calcular qual o estoque de segurança atual. Como sabemos que, na abordagem probabilística:
Sabemos também que a expressão do estoque de segurança para abordagem proba-bilística é:
Usando a Tabela 2.3, vemos que um FS = 1,283 corresponde a um nível de serviço de aproximadamente 90%.
O nível de serviço atual é de aproximadamente 90%.
PR = D x LT + Eseg Eseg = PR − D x LT = 125 − x 1 = 29 unidades⇒ 5.000
52( ( )
ES = σLT x FS = 29 FS = = 1,283⇒ 29
22,6 ( )
~

Sistemas de Administração da Produção 9
b) Se o desvio-padrão dos erros de previsão semanais caísse para 14 unidades, o fator de serviço ficaria, para um estoque de segurança de 29 unidades:
Usando a Tabela 2.3, vemos que um FS = 2.071 corresponde a um nível de serviço superior a 98%.
O nível de serviço melhoraria de 90% para 98% (com o mesmo nível de estoque de segurança).
c) Para calcularmos o nível de serviço utilizando a abordagem numérica, partimos também do estoque de segurança considerado:
Sabemos também que a expressão do estoque de segurança para abordagem proba-bilística é:
Entrando na Tabela 2.5, vemos que a um z = 1,283 corresponde um E(z) = 0,385 (interpolando-se).
Sabemos também que:
Conhecemos E(z) = 0,385 e conhecemos também σLT = 29, mas temos ainda que calcular o lote econômico utilizado:
ES = σLT x FS = 29 FS = = 2,071⇒ 29
14( )
PR = D x LT + Eseg Eseg= PR − D x LT = 125 − x 1 = 29 unidades⇒ 5.000
52(( )
E(z) = (1 − NS) =⇒(1 − NS) x L
σLT
E(z) x σLT
L
ES = z x σLT = 29 z = = 1,283⇒ 29
22,6( )
√ 2 x DA x Cf
Ce √ 2 x 5.000 x 500
13 x 0,25L(econômico) = = = 1.240 unidades
~
~
~

10 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Daí:
O nível de serviço considerando a abordagem numérica é de 99,1%.
(1 − NS) = = = 0,00900 NS = 1 − 0,00900 = 0,991 = 99,1%⇒E(z) x σLT
L
0,385 x 29
1.240

Sistemas de Administração da Produção 11
Exercício 6
Uma empresa de vendas por Internet tem como seu principal critério competitivo frente à concorrência uma alta certeza da entrega no prazo prometido. A tabela a seguir registra as vendas de CDs (virgens) das últimas 30 semanas. O lead time de obtenção dos CDs é de duas semanas e se deseja um nível de serviço ao cliente de 98% dos pedidos atendidos (2% das unidades demandadas por ano ficam sem atendimento imediato). O lote de compra utilizado é de 100.000 unidades.
a) Qual o estoque de segurança necessário?
b) Qual o ponto de ressuprimento?
c) Suponha que o gerente de suprimentos queira aumentar o nível de serviço para 99,9% dos pedidos. Qual o acréscimo necessário no estoque de segurança?
Semana Vendas Semana Vendas Semana Vendas
1 39.459 11 40.604 21 36.067
2 41.778 12 38.960 22 38.589
3 36.375 13 36.560 23 41.720
4 38.987 14 37.980 24 39.500
5 39.480 15 39.638 25 39.269
6 36.304 16 38.921 26 38.680
7 40.649 17 37.475 27 41.757
8 38.890 18 41.397 28 38.009
9 37.717 19 38.400 29 39.491
10 38.793 20 36.980 30 40.040
Solução
a) Pela definição do “nível de serviço”, nota-se que a abordagem esperada é a numé-rica (percentual de itens faltantes ao longo do ano). Analisando a característica “bem comportada” da demanda, também podemos adotar a hipótese de perma-nência, assumindo que não haja ciclicidades ou tendências relevantes nos dados históricos de demanda.
Trabalhando os dados numa planilha Excel, tiramos que a demanda histórica tem as seguintes características:
μ = 38.949 unidades
σ = 1.615 unidades

12 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
O estoque de segurança, ES, na abordagem numérica, é calculado como:
Para obtermos z, temos que utilizar a Tabela 2.5 e, para isso, temos então que calcular E(z).
Sabemos que:
Podemos agora calcular o estoque de segurança:
Note que um estoque de segurança negativo aqui significa que o ponto de ressupri-mento será menor que a demanda média durante o lead time, ou seja, o sistema “força” a falta de itens até o nível desejado de 2% de itens faltando.
b) PR = D x LT + ES = 38.949 x 2 + (−1.690) = 76.208
O ponto de ressuprimento é de 76.208 unidades.
c) Para aumentar o nível de serviço para 99,9%, vem:
Podemos agora calcular o estoque de segurança:
O acréscimo no estoque de segurança é de 2.992 – (– 690) = 4.682 unidades.
Interessante notar que quando o nível de serviço NS se aproxima de 100%, pequenas alterações de nível de serviço (no caso, de 98% para 99,9%, ou seja, menos de 2%) reque-rem um acréscimo grande nos estoques de segurança (no caso de mais 10% da demanda média mensal).
√ ES = z x σLT = z x σsemanal x LT = z x 1.615 x 2√
E(z) = = = = 0,876 z = − 0,74 (interpolando)⇒(1 − NS) x L
σLT
(1 − 0,98) x 100.000
1.615 x 2√2.000
2.284
√ ES = z x 1.615 x 2 = (− 0,74) x 1,615 x 2 = − 1.690√
E(z) = = = = 0,0,44 z = − 1,31 (interpolando)⇒(1 − NS) x L
σLT
(1 − 0,999) x 100.000
1.615 x 2
100
2.284√
√ ES = z x 1.615 x 2 = (1,31) x 1.615 x 2 = 2.992 unidades√
~
~

Sistemas de Administração da Produção 13
Exercício 7
Um supermercado está analisando a possibilidade de importação de copos da China, em substituição a um fornecedor local. O nível de serviço definido pelo supermercado para este item é de 98% (utilize a abordagem probabilística). O fornecedor local tem um lead time de uma semana confiável (desvio-padrão da distribuição de tempos de entrega pode ser considerado zero). O fornecedor chinês tem lead time de oito semanas, mas devi-do a várias incertezas no processo de importação e transporte, sujeito a um desvio-padrão calculado (com base em outros itens comprados do mesmo fornecedor) de quatro sema-nas (já houve um caso, por exemplo, em que o despacho levou 19 semanas para chegar). A demanda prevista por copos neste supermercado é de 2.500 unidades por semana, com desvio-padrão esperado de 800 unidades.
a) Qual o estoque de segurança que o supermercado está usando atualmente?
b) Qual o estoque de segurança que o supermercado precisaria para manter o nível de serviço de 98% e mudar de fornecedor?
c) De quanto, percentualmente, o estoque de segurança de copos do supermercado teria que aumentar para suportar a troca de fornecedor? Comente.
Solução
a) Com abordagem probabilística, o estoque de segurança é calculado como:
O estoque de segurança que o supermercado hoje usa é de 1.644 unidades.
b) Para calcular o estoque de segurança em situações que a demanda e o lead time variam conforme distribuições normais, em primeiro lugar, é necessário calcular o desvio-padrão da demanda durante o lead time. Pode-se para isso usar a expressão
Portanto, o estoque de segurança pode ser calculado como:
√ LT
PPESeg = FS98% x σD x = 2,055 x 800 x = 1.644 unidades√ 1
1
√ √ σDemanda durante o LT = D2 x σ2LT + LT x σ2
D = 2.5002 x 42 + 8 x 8002 =
√ 6.250.000 x 16 + 8 x 640.000 = 10.253 unidades
ESeg = FS x σDemanda durante o LT = 2.055 x 10.253 = 21.070 unidades

14 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
c) O aumento no estoque de segurança teria que ser de 1.181,6%. Este valor é grande o suficiente para sugerir que alterações na rede de suprimentos, por exemplo, a troca de um fornecedor, devem basear-se em cálculos cuidadosos de custos na rede como um todo. Pode ser, por exemplo, que mesmo uma diferença substancial de preço do item seja mais do que compensada pelos custos adicionais de estoques de segurança devido ao aumento substancial do lead time e do aumento também substancial de variabilidade desse lead time.

Sistemas de Administração da Produção 15
Exercício 8
Uma empresa, fabricante e distribuidora de cosméticos, precisa dimensionar o tama-nho do lote econômico de produção (reposição dos produtos no estoque feito gradual e linearmente durante o lead time de produção) para um shampoo de sua linha. O custo de se fazer um setup (preparação) do equipamento requerido para produzir o shampoo foi calculado em R$ 1.500,00. O custo de cada frasco de shampoo é de R$ 1,00. A taxa anual de manutenção de estoques para a empresa é de 25%. A demanda para este shampoo é de 50.000 frascos por semana em média e a taxa que representa a capacidade de produção (a fábrica trabalha sete dias por semana, 360 dias por ano) para este shampoo é de 20.000 frascos por dia, em média.
a) Qual o tamanho do lote econômico de produção para o shampoo?
b) Considerando que este shampoo é feito sem conservantes e com ingredientes fres-cos, o seu shelf life (tempo que o shampoo dura até se estragar) é de apenas quatro semanas. Que tipo de problema isso traz para a nossa fabricante de shampoo?
c) O que você poderia fazer para resolver o problema identificado em b (considere que não é possível mudar a formulação nem a embalagem do produto), de forma a permitir uma produção “econômica” do shampoo?
Solução
a) O lote econômico de produção é calculado por:
DA = 50.000 x 52 = 2.600.000 frascos/ano (considerando que um ano tem 52 se-manas)
PA = 20.000 x 365 = 7.200.000 frascos/ano (considerando que a empresa trabalhe 360 dias por ano)
Cf = R$ 1.500,00
Ce = R$ 1,00 x 0,25 = R$ 0,25 por frasco por ano
O lote econômico de produção é de 293.939 frascos.
2 x DA x Cf√LE* =
Ce xDA
PA
2 x 2.600.000 x 1.500√LE* = = 293.939 frascos (5,9 semanas de demanda)
0,25 x2.600.000
7.200.000

16 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
b) O lote econômico de 293.939 frascos representa 5,9 semanas de demanda. Se a duração do shelf life é de quatro semanas, isso significa um risco alto de grande quantidade de shampoo se estragar antes de ser vendido.
c) Já que o shelf life do shampoo é de quatro semanas, seria aconselhável que o ta-manho do lote de produção usado não excedesse a 200.000 frascos. Isso significa que o tamanho de lote deveria ser de apenas 68,05% do atual. Para se obter um lote econômico de produção de 68,05% do original, seria necessário alterar os parâmetros (ou “drivers”) interferentes no tamanho de lote, por exemplo:
1. Diminuindo custo de setup para 46,30% do original, para no máximo R$ 694,44 (pois 0,4630 = 0,6805). Com isso, um lote suficiente para quatro semanas seria economicamente produzido.
2. Diminuido a taxa de produção para 46,30% da original, para 9.259 unidades por dia. Embora matematicamente esta seja uma possibilidade, provavelmente não seria a melhor, porque isso implicaria trabalhar com taxas de utilização baixas da capacidade instalada da máquina.
√ ~

Sistemas de Administração da Produção 17
Exercício 9
Uma grande concessionária de veículos decide adotar o sistema de revisão perió-dica para gerenciar seus estoques de pastilha de freio do veículo do tipo Challenger. A montadora, que fornece as pastilhas, ofereceu um desconto maior nos preços das peças fornecidas, em troca de a concessionária aceitar receber uma única remessa por semana de todas as peças e, com isso, reduzir os custos totais de distribuição de sua rede de su-primentos. A demanda de pastilhas de freio na concessionária é de 120 peças por semana (trabalhando seis dias por semana), em média, relativamente estável, com desvio-padrão semanal de apenas 24 peças. A revisão do estoque se dá no sábado ao final do expedien-te. O lead time de entrega da montadora é de dois dias (entrega se dá na terça-feira ao final do expediente) e o nível de serviço exigido pelos clientes da montadora é de 95% (abordagem probabilística).
a) Calcule o “estoque máximo” para o sistema de gestão de estoques da pastilha de freio.
b) Se numa sexta-feira o sistema de informações da montadora indica que há 188 peças em estoque e nenhuma entrega “pendente”, mas uma contagem física re-velou que há na verdade 195 pastilhas em estoque disponíveis para uso, quantas pastilhas devem ser pedidas? Que atitude adicional o gerente de peças da conces-sionária deveria tomar?
Solução
a) Para calcular o estoque máximo, pode-se usar a expressão:
M = D x (P + LT) + ES
Onde:
D = Taxa de demanda = 20 pastilhas por dia.
P = Período de revisão = 6 dias (podemos ignorar o domingo, já que nem fornece-dora nem cliente trabalham).
LT = Lead time = 2 dias.
ES = Estoque de segurança =
Onde:
FS95% = fator de serviço para um nível de 95% = 1,645 (Tabela 2.3, pois a aborda-gem adotada é a probabilística).
(P + LT)
PP√FS95% x σD x .

18 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
σD = desvio-padrão da demanda diária (estamos usando “dias” como unidade). Como temos o desvio-padrão da demanda semanal (6 dias neste caso), para estimarmos o desvio-padrão diário, fazemos Ddiária
=
Dsemanal = 24
= 9,8 unidades.
Então:
M = D x (P + LT) + ES = 20 x (6 + 2) + 46 = 206 peças.
b) Se no sistema de informações da concessionária aparecem 188 peças, mas um inventário físico resultou em 195 peças disponíveis, deve-se utilizar o valor do inventário físico para decidir quantas peças pedir:
Q = M – (E + QP)
Onde:
Q = Quantidade a pedir.
M = Estoque máximo calculado em a = 206 peças.
E = Estoque disponível = 195.
QP = Quantidade pendente = 0.
Q = 206 – (195 + 0) = 11 peças.
Devem ser pedidas 11 peças.
O gerente deveria ajustar o estoque no sistema de informações para o estoque in-ventariado (contado) e disparar ações para identificar as causas básicas da discrepância encontrada para buscar a eliminação completa das causas. A implantação de inventário rotativo (contagem cíclica) pode também auxiliar e deve ser considerada como uma ação possível de ser implantada para melhorar os níveis de acurácia das informações sobre estoques.
√ 6 √ 6
(6 + 2)
1√ES = 1,645 x 9,8 = 46 peças.
~
~

Sistemas de Administração da Produção 19
Exercício 10
Um jornaleiro tem que decidir quantos jornais comprar para atender às suas vendas diárias. Ele paga R$ 0,60 por jornal e vende cada jornal por R$ 1,80. Os jornais não vendidos são recomprados pelo fornecedor do jornal por R$ 0,20. O jornaleiro sabe que historicamente ele vende entre 101 e 200 jornais por dia, com uma função distribuição de probabilidades uniforme de venda para todas as quantidades entre 101 e 200 jornais.
a) Qual quantidade o jornaleiro deveria pedir para que seu lucro esperado seja ma-ximizado?
b) Esta decisão seria outra se em vez de R$ 0,20 por jornais não vendidos, o fornece-dor pagasse R$ 0,40? Que impacto isso teria para o fornecedor do jornal e para o jornaleiro?
Solução
a) Para definir a quantidade a ser pedida, em primeiro lugar, o jornaleiro precisa de-finir nível de serviço ótimo NSO*. Isso pode ser calculado usando a expressão:
NSO* = =
Cf = Custo de falta de uma unidade do jornal = p – c = R$ 1,80 – R$ 0,60 = R$ 1,20
Ce = Custo de excesso de uma unidade do jornal = c – r = R$ 0,60 – R$ 0,20 = R$ 0,40
NSO* = = 75%
O NSO* é a probabilidade de a demanda ser menor ou igual ao correspondente pe-dido de jornais E*. Analisando a função distribuição de probabilidade:
1,20
1,20 + 0,40
Cf
Cf + Ce
1Ce
Cf1 +

20 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Chegamos à conclusão de que o NSO* = 75% definido corresponde à quantidade E* de 175 jornais. Esta é a quantidade que o jornaleiro deveria pedir.
b) Se o valor da recompra altera-se de R$ 0,20 para R$ 0,40 por jornal, os custos de excesso se alterarão:
Cf = Custo de falta de uma unidade do jornal = p – c = R$ 1,80 – R$ 0,60 = R$ 1,20
Ce = Custo de excesso de uma unidade do jornal = c – r = R$ 0,60 – R$ 0,40 = R$ 0,20
E, portanto, o NSO* também se alterará:
NSO* = = 86%
E a correspondente quantidade E* se alteraria para 186 jornais. Isso significa que, quando o custo do excesso para o jornaleiro diminui, ele naturalmente dispõe-se a aumen-tar o risco de ter excesso, porque relativamente ao custo de excesso, o custo de falta ficou mais relevante (neste caso, ele tenta reduzir o risco de falta, aumentando a quantidade pedida). Esta iniciativa se justifica (a empresa fornecedora do jornal aumentar o preço pago na recompra, às vezes até o limite de pagar o total do custo do jornal, num arranjo chamado “consignação”) quando a empresa jornalística fornecedora tem custos de falta e de excesso que, por sua vez, justificariam um nível de serviço (e, por conseguinte, de disponibilidade de jornais) mais alto. Assim, disparando uma iniciativa para reduzir o custo do excesso do jornaleiro, incentiva-o a pedir mais jornais e, portanto, a “cadeia de suprimentos” inteira correr menos risco de vendas perdidas.
1,20
1,20 + 0,20

Exercício 1
O produto final A é produzido utilizando os itens B, C e D. O item B é montado a partir de C. O subconjunto D é produzido a partir de B. Todos utilizam duas unidades de seus componentes. Apenas a montagem de uma unidade de B requer apenas um C.
a) Desenhe a estrutura do item “A”.
b) Quais itens provavelmente são comprados e quais itens provavelmente são fabri-cados internamente? Por quê?
c) Quais itens em princípio têm “demanda independente” e quais têm “demanda dependente”?
d) Qual a necessidade bruta de “C” para se produzir 20 unidades de “A”, considerando que haja zero unidade em estoque?
e) Se há 50 unidades de “D”, 30 unidades de “B” e zero unidade de “C” em estoque, qual a necessidade líquida de “C” para se produzir 50 unidade de “A”?
MRP – Planejamento de Necessidades de Materiais
3

22 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) Trata-se de uma estrutura vertical
A
D
B
C
2
2
1
b) Provavelmente os itens A, D e B são fabricados internamente (pois se controlam suas estruturas de componentes) e o item C é comprado (porque não se controla sua estrutura de componentes).
c) O item A provavelmente tem demanda independente (é um produto final vendido ao mercado) e os itens D, B e C têm demanda dependente (dependem da neces-sidade de produção do item A). É claro que se a empresa vende itens como D, B e C para o mercado de reposição de peças, estes também teriam parte de suas demandas geradas de forma “independente”.
d) Para produzir 20 unidades de A, são necessárias 40 unidades de D. Para produzir 40 unidades de D, são necessárias 80 unidades de B e para produzir as 80 unida-des de B, são necessárias 80 unidades de C. Ou seja, a necessidade bruta de C é de 80 unidades.
e) Para produzir 50 unidades de A, são necessárias 100 unidades de D. Como há em estoque 50 unidades de D, apenas outras 50 necessitam ser produzidas. Para produzir estas 50 unidades de D, são necessárias 100 unidades de B. Como já há 30 unidades de B em estoque, apenas 70 necessitam ser produzidas. Para pro-duzir 70 unidades de B, são necessárias 70 unidades de C. Como não há nenhuma unidade de C em estoque, a necessidade líquida de C é de 70 unidades.

Sistemas de Administração da Produção 23
Exercício 2
Qual o lead time TOTAL mínimo, em semanas, para atender a um pedido do produto “Caneta A” cuja estrutura é mostrada abaixo, supondo que não haja nenhum estoque? (LT dado em semanas).
Caneta A LT = 2
Carga B LT = 3
Ponta C
LT = 8
Tubo D
LT = 4
Corpo E
PLástico F
LT = 5
LT = 2
Solução
Representando a estrutura de produtos de forma alternativa, considerando os lead times, é fácil ver que o lead time mínimo para produção do item Caneta A, na ausência de estoques de componentes, é de 13 semanas (veja abaixo).

24 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 3
O produto A é montado a partir dos itens B e C (uma unidade de cada). Por sua vez, o item B é montado utilizando-se D e E como componentes diretos (uma unidade de cada). O subconjunto C é montado a partir dos componentes diretos F e H (uma unidade de cada). Finalmente, o subconjunto E é produzido a partir dos componentes diretos G e H (uma uni-dade de cada). Note que o item H tem dois itens “pais”, ou seja, aparece como componente de dois itens. A tabela a seguir mostra os diversos lead times para os itens envolvidos.
a) Qual o mínimo lead time, em semanas, necessário para atender a um pedido de cliente, supondo estoques zerados?
b) E se houver estoques suficientes dos itens D, F, G e H, mas não dos outros compo-nentes, qual será o lead time total mínimo?
Item A B C D E F G H
Lead Time (semanas) 1 2 5 6 3 4 1 3
Solução
a) A estrutura do produto A pode ser representada conforme a seguir:

Sistemas de Administração da Produção 25
O lead time total na ausência completa de estoques de components é de 10 semanas.
b) Considerando que haja componentes suficientes de D, F, G e H, isso significa que os seus lead times passam a ser “zero”:
O lead time mínimo então seria reduzido de 10 semanas para 6, se houvesse quanti-dades suficientes de D, F, G e H para a produção de A.

26 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 4
Para a situação representada no registro básico de MRP a seguir, determine:
a) A seqüência de liberação de ordens planejadas, considerando estoque de seguran-ça igual a 0.
b) Se fosse possível utilizar “lote a lote”, qual a nova seqüência de liberação de or-dens planejadas?
c) Qual o efeito que reduções no tamanho de lote têm no estoque médio do período analisado?
Solução
a) Considerando estoque de segurança como sendo 0, o registro ficaria (a seqüência solicitada está em negrito):
LT: 3
Lote: 25
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
15 10 20 0 15 30 0 15 0 20
Recebimentos programados
25
Estoque proje-tado
20
Receb. ordens planejadas
Liber. ordens planejadas
LT: 3
Lote: 25
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
15 10 20 0 15 30 0 15 0 20
Recebimentos programados
25
Estoque proje-tado
20 30 20 0 0 10 5 5 15 15 20
Receb. ordens planejadas
25 25 25 25
Liber. ordens planejadas
25 25 25 25

Sistemas de Administração da Produção 27
b) “Lote a lote” é equivalente a ter-se tamanho de lote mínimo igual a “1”, ou seja, o registro ficaria assim:
LT: 3
Lote: 1 (LaL)
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
15 10 20 0 15 30 0 15 0 20
Recebimentos programados
25
Estoque proje-tado
20 30 20 0 0 0 0 0 0 0 0
Receb. ordens planejadas
15 30 0 15 0 20
Liber. ordens planejadas
15 30 15 20
c) O efeito da redução de lote mínimo é uma redução dos estoques médios ao longo do período. No primeiro caso (lote = 25), a média de estoques foi de 12,7 unida-des por período, enquanto no segundo caso (lote a lote, ou lote igual a 1), a média de estoques foi de aproximadamente 6,4 unidades por período.

28 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 5
A empresa SuperSkate produz dois tipos básicos de patins chamados A e B. A cada semana, Rafael, seu proprietário, planeja montar dez patins do tipo A e cinco do tipo B. Conhecidas as estruturas dos dois modelos e as informações sobre estoques a seguir, preencher os registros do MRP dos itens G e Y para as próximas sete semanas. O item G tem lead time de uma semana e tamanho de lote igual a dez; e o item Y tem lead time de duas semanas e tamanho de lote igual a 20. Considere estoques de segurança como sendo zero para todos os itens.
A
YX
B
ZY
FG
Item G
Lote = 10
LT = 1
Atraso 1 2 3 4 5 6 7
Necessidades brutas
Recebimentos programados
7
Estoque proje-tado
0
Receb. ordens planejadas
Liber. ordens planejadas

Sistemas de Administração da Produção 29
Item Y
Lote = 20
LT = 2
Atraso 1 2 3 4 5 6 7
Necessidades brutas
Recebimentos programados
10
Estoque proje-tado
28
Receb. ordens planejadas
Liber. ordens planejadas
Solução
a) A produção de cinco produtos “B” gera uma necessidade bruta de cinco unidades do item “G” por semana. Veja o registro a seguir. Com esta definição e tendo as informações sobre tamanho de lote, lead time e estoque de segurança, podemos calcular o registro básico do item “G”. Este, por sua vez, vai ser importante para que se possa gerar a linha de necessidades brutas do item “Y”. Uma parte destas necessidades brutas vem da necessidade de montagem do produto “A”, de dez unidades por semana. A outra parte vem da necessidade de liberações de ordens planejadas do item “G”.

30 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Item G
Lote = 10
LT = 1
Atraso 1 2 3 4 5 6 7
Necessidades brutas
5 5 5 5 5 5 5
Recebimentos programados
7
Estoque proje-tado
0 2 7 2 7 2 7 2
Receb. ordens planejadas
10 10 10
Liber. ordens planejadas
10 10 10
Da necessidade do produto “A”
Item Y
Lote = 20
LT = 2
Atraso 1 2 3 4 5 6 7
Necessidades brutas
10 + 10 10 10 + 10 10 10 + 10 10 10
Recebimentos programados
10
Estoque proje-tado
28 18 8 8 18 18 8 18
Receb. ordens planejadas
20 20 20 20
Liber. ordens planejadas
20 20 20 20

Sistemas de Administração da Produção 31
Exercício 6
Considere a estrutura abaixo e as informações de estoque:
Item Estoque
A 10
B 40
C 60
D 60
Considere o lead time como sendo de uma semana para cada um dos itens.
Não há recebimentos programados para nenhum item.
Quantas unidades do produto A podem ser entregues aos clientes no início da próxi-ma semana, para cada uma das seguinte situações, não cumulativamente:
a) A lista de materiais de B está errada. Na verdade, são necessárias duas unida-des de B para montar cada item A.
b) O estoque disponível de D é de somente 40 unidades.
c) Foi necessário eliminar dez unidades do estoque do item C por apresentarem defeitos.
A
CB D
D
2
2
Solução
a) Como o lead time de todos os itens é de uma semana, o lead time de montagem de A também é de uma semana. Logo, na semana que vem, só será possível entregar produtos A, no máximo, em quantidade que seja menor que o número de itens A já prontos em estoque (segundo o enunciado, são dez), mais a quantidade de produtos A que puderem ser montadas esta semana a partir de componentes já em estoque.

32 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Como são, na verdade, duas unidades de B necessárias para montar cada unidade de A, as quantidades atuais de B, C e D em estoque permitem a produção de:
B: (40 unidades em estoque)/2 = 20 unidades de A possíveis de serem montadas.
C: (60 unidades em estoque)/2 = 30 unidades de A possíveis de serem montadas.
D: (60 unidades em estoque)/1 = 60 unidades de A possíveis de serem montadas.
Ou seja, só é possível montar, no máximo, 20 unidades de A para estarem prontas no início da próxima semana. Somando-se as 10 unidades de A já em estoque, é possível entregar 20 + 10 = 30 unidades de A no início da próxima semana.
b) Considerando que o estoque de D é de apenas 40 unidades e não de 60, podemos calcular quantas unidades de A podem ser entregues na próxima semana usando um raciocínio similar ao usado no item b, acima.
B: (40 unidades em estoque)/1 = 40 unidades de A possíveis de serem montadas.
C: (60 unidades em estoque)/2 = 30 unidades de A possíveis de serem montadas.
D: (40 unidades em estoque)/1 = 40 unidades de A possíveis de serem montadas.
Ou seja, só é possível montar, no máximo, 30 unidades de A para estarem prontas no início da próxima semana (limitada pela quantidade disponível de C). Somando-se as 10 unidades de A já em estoque, é possível entregar 30 + 10 = 40 unidades de A no início da próxima semana.
c) Como 10 unidades de C apresentaram defeito, só podemos utilizar 50 unidades de C para montar o produto A:
B: (40 unidades em estoque)/1 = 40 unidades de A possíveis de serem montadas.
C: (50 unidades em estoque)/2 = 25 unidades de A possíveis de serem montadas.
D: (60 unidades em estoque)/1 = 60 unidades de A possíveis de serem montadas.
Ou seja, só é possível montar, no máximo, 25 unidades de A para estarem prontas no início da próxima semana (limitada pela quantidade disponível de C). Somando-se as 10 unidades de A já em estoque, é possível entregar 25 + 10 = 35 unidades de A no início da próxima semana.

Sistemas de Administração da Produção 33
Exercício 7
Utilize a estrutura a seguir e os dados da tabela para planejar a produção dos itens A e B, para os próximos sete períodos.
a) Quais são as ordens planejadas para o item B?
b) Numa infeliz sexta-feira 13, o planejador do item A descobre que há 13 itens a menos no estoque: apenas 55 estão disponíveis e não 68, como previa. O que acontece com as ordens planejadas para o item B?
c) Assuma agora que o estoque de A (68) está correto, porém sua demanda no período 1 seja de 60 unidades ao invés de 50. Reelabore os registros para os períodos 2 a 10. O que muda no planejamento de materiais de A e B?
d) Qual o impacto se a demanda de 60 unidades se repetir do período 1 ao 6, com-parando com a demanda anterior de 50 unidades por período?
Item A B
Necessidade 50 / período calcular
Estoque inicial 68 8
Lead time 1 1
Estoque de segurança 10 0
Tamanho do lote Lote a lote 250
Recebimentos programados 0 250 no período 1
A
CB D
4
E
2
2

34 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a)
Item A Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
Recebimentos programados
Estoque proje-tado
Receb. ordens planejadas
Liber. ordens planejadas
Item B Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
Recebimentos programados
Estoque proje-tado
Receb. ordens planejadas
Liber. ordens planejadas
Item A
LT = 1
ES = 10
Lote a lote
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
50 50 50 50 50 50 50 50 50 50
Recebimentos programados
Estoque proje-tado
68 18 10 10 10 10 10 10 10 10 10
Receb. ordens planejadas
42 50 50 50 50 50 50 50 50
Liber. ordens planejadas
42 50 50 50 50 50 50 50 50

Sistemas de Administração da Produção 35
(X2)
Item B
LT = 1
ES = 0
Lote = 250
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
84 100 100 100 100 100 100 100 100
Recebimentos programados
250
Estoque proje-tado
8 174 74 224 124 24 174 74 224 124 124
Receb. ordens planejadas
250 250 250
Liber. ordens planejadas
250 250 250
As ordens planejadas para o item B estão em negrito.
b) Supondo que apenas 55 e não 68 unidades de A estejam disponíveis:
Item A
LT = 1
ES = 10
Lote a lote
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
50 50 50 50 50 50 50 50 50 50
Recebimentos programados
Estoque proje-tado
55 5 10 10 10 10 10 10 10 10 10
Receb. ordens planejadas
55 50 50 50 50 50 50 50 50
Liber. ordens planejadas
5 50 50 50 50 50 50 50 50 50

36 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
(X2)
A ordem planejada para ser liberada na semana 5 tem de ser antecipada para a semana 4. No plano do item A, o fato de só haver 55 unidades disponíveis hoje faz com que ao longo da primeira semana o estoque caia abaixo do nível de segurança, para cinco unidades. Isso faz aparecer um atraso de liberação de cinco unidades de A. O momento mais cedo em que é possível abrir esta ordem é o início do período 1, junto com a libera-ção da ordem de 50 unidades. Isso faz com que a liberação de ordens no período 1 seja de 55, gerando um recebimento planejado de 55 no período 2. Este aumento de liberação é sentido na linha de necessidades brutas do item B, que agora tem 110 unidades de ne-cessidade bruta no período 1.
c) Assumindo estoque de A de 68 unidades, mas a demanda no período 1 passa a ser de 60 unidades.
Item B
LT = 1
ES = 0
Lote = 250
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
110 100 100 100 100 100 100 100 100
Recebimentos programados
250
Estoque proje-tado
8 148 48 198 98 248 148 48 198 98 98
Receb. ordens planejadas
250 250 250
Liber. ordens planejadas
250 250 250
Item A
LT = 1
ES = 10
Lote a lote
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
60 50 50 50 50 50 50 50 50 50
Recebimentos programados
Estoque proje-tado
68 8 10 10 10 10 10 10 10 10 10
Receb. ordens planejadas
52 50 50 50 50 50 50 50 50
Liber. ordens planejadas
2 50 50 50 50 50 50 50 50 50

Sistemas de Administração da Produção 37
=(X2)
Item B
LT = 1
ES = 0
Lote = 250
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
104 100 100 100 100 100 100 100 100
Recebimentos programados
250
Estoque proje-tado
8 154 54 204 104 4 154 54 204 104 104
Receb. ordens planejadas
250 250 250
Liber. ordens planejadas
250 250 250
Nada muda no plano de liberação e recebimento do item B. No item A, logo na pri-meira semana gera-se um atraso de liberação, pois o estoque da primeira semana cai abai-xo do nível de segurança, mas tudo se normaliza a partir da segunda semana. Nenhum cliente deixará de ser atendido.
d) Considerando a demanda de 60 unidades do período 1 até o período 6, para o item A, vem:
Item A
LT = 1
ES = 10
Lote a lote
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
60 60 60 60 60 60 50 50 50 50
Recebimentos programados
Estoque proje-tado
68 8 10 10 10 10 10 10 10 10 10
Receb. ordens planejadas
62 60 60 60 60 50 50 50 50
Liber. ordens planejadas
2 60 60 60 60 60 50 50 50 50

38 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
=(X2)
Com a alteração de demanda do item A de 50 para 60 unidades por período do período 1 até o período 6, o programa de liberação de ordens do item A altera-se do período 1 até o período 6, com pedidos de dez unidades a mais por período para acomodar o aumento de demanda. Quanto ao item B, as duas ordens previamente liberadas nos períodos 5 e 7, respectivamente, têm que ser antecipadas em uma semana. Nenhum cliente deixa de ser atendido com nenhuma das alterações.
Item B
LT = 1
ES = 0
Lote = 250
Atraso 1 2 3 4 5 6 7 8 9 10
Necessidades brutas
124 120 120 120 120 100 100 100 100
Recebimentos programados
250
Estoque proje-tado
8 134 14 144 24 154 54 204 104 4 4
Receb. ordens planejadas
250 250 250
Liber. ordens planejadas
250 250 250

Exercício 1
Considere o registro de MPS a seguir da Toys fabricante de brinquedos, para seu produto “SuperTrack”. Considere os períodos como meses. O SuperTrack é produzido em lotes múltiplos de 400 unidades e o estoque de segurança para garantir disponibilidade sob incerteza da demanda futura é de 50 unidades.
Períodos
Lote:
Estoque de Segurança
Atraso 1 2 3 4 5 6 7 8
Previsão 150 180 200 200 200 200 200 200
Demanda dependente
Pedidos em carteira 50 20
Demanda total
Estoque projetado disp. 250
MPS
DPP
DPP acumulado
a) Calcule e preencha a linha de demanda total.
b) Calcule e preencha a linha de MPS.
c) Qual o efeito (diferença percentual) sobre o estoque médio ao longo do período analisado se o tamanho de lote passar a ser de múltiplos de 200?
Planejamento MestreDe Produção
6

40 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução:
a) e b)
Períodos
Lote: 400 múltiplo
Estoque de Segurança: 50
Atraso 1 2 3 4 5 6 7 8
Previsão 150 180 200 200 200 200 200 200
Demanda dependente
Pedidos em carteira 50 20
Demanda total 200 200 200 200 200 200 200 200
Estoque projetado disp. 250 50 250 50 250 50 250 50 250
MPS 400 400 400 400
DPP
DPP acumulado
Períodos
Lote: 400 múltiplo
Estoque de Segurança: 50
Atraso 1 2 3 4 5 6 7 8
Previsão 150 180 200 200 200 200 200 200
Demanda dependente
Pedidos em carteira 50 20
Demanda total 200 200 200 200 200 200 200 200
Estoque projetado disp. 250 50 50 50 50 50 50 50 50
MPS 200 200 200 200 200 200 200
DPP
DPP acumulado
c) O estoque médio da opção com lotes múltiplos de 400 é de 161 unidades. O esto-que médio com lote múltiplo de 200 é de 72 unidades (uma diferença de 55%).

Sistemas de Administração da Produção 41
Exercício 2
Imagine outro brinquedo da Toys, o “Splash”, este com demanda sazonal (mais alta no verão). A previsão de demanda e o estoque inicial encontram-se na tabela a seguir. Considere o estoque de segurança como sendo de 100 unidades. Considere lotes mínimos de 200 unidades.
PeríodosPeríodos
Lote: Lote:
Estoque de Estoque de
Segurança:Segurança:
AtrasoAtrasoMêsMês
1
MêsMês
2
Mês Mês
3
Mês Mês
4
Mês Mês
5
Mês Mês
6
Mês Mês
7Mês Mês
8MêsMês
9
MêsMês
1010
MêsMês
1111
MêsMês
1212
Previsão 320 350 380 450 460 500 490 450 420 390 340 330
Demanda dependente
Pedidos em carteira
Demanda total
Estoque proj. disp. 100
MPS
DPP
DPP acumulado
a) Calcule e preencha a linha de MPS de forma a manter o estoque médio no nível mínimo, respeitando as decisões de parâmetros definidas.
b) Calcule e preencha a linha de MPS de forma a manter um nível de produção ab-solutamente constante ao longo do ano, usando estoques para “isolar” a fábrica das variações de demanda. Tente manter os estoques no menor nível possível. Considere o estoque inicial agora como sendo 207 unidades.
c) Qual a diferençaa percentual dos estoques médios carregados ao longo do período considerado para as duas políticas definidas em a e b acima?

42 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) MPS:
PeríodosPeríodos
Lote: Lote:
Estoque de Estoque de
Segurança:Segurança:
AtrasoAtrasoMêsMês
1
MêsMês
2
Mês Mês
3
Mês Mês
4
Mês Mês
5
Mês Mês
6
Mês Mês
7Mês Mês
8MêsMês
9
MêsMês
1010
MêsMês
1111
MêsMês
1212
Previsão 320 350 380 450 460 500 490 450 420 390 340 330
Demanda dependente
Pedidos em carteira
Demanda total
Estoque proj. disp. 100 100 100 100 100 100 100 100 100 100 100 100 100
MPS 320 350 380 450 460 500 490 450 420 390 340 330
DPP
DPP acumulado
b)
PeríodosPeríodos
Lote: Lote:
Estoque de Estoque de
Segurança:Segurança:
AtrasoAtrasoMêsMês
1
MêsMês
2
Mês Mês
3
Mês Mês
4
Mês Mês
5
Mês Mês
6
Mês Mês
7Mês Mês
8MêsMês
9
MêsMês
1010
MêsMês
1111
MêsMês
1212
Previsão 320 350 380 450 460 500 490 450 420 390 340 330
Demanda dependente
Pedidos em carteira
Demanda total
Estoque proj. disp. 207 294 351 378 335 282 189 106 63 50 67 134 211
MPS 407 407 407 407 407 407 407 407 407 407 407 407
DPP
O nível de produção é a média mensal da previsão de vendas. O estoque inicial e o mínimo necessário para permitir que se nivele a produção e, ao mesmo tempo, não se infrinjam as condições de estoque de segurança.
c) A diferença entre a média de estoques da situação anterior (100 unidades) e a de nivelamento de estoques (205) é de um aumento de 105%.

Sistemas de Administração da Produção 43
Exercício 3
A cervejaria Cerva tem demanda altamente sazonal para seu produto “Bock”, com vendas maiores no inverno, conforme o perfil de previsões de vendas dado na tabela abaixo. Considere a política de lotes como “mínimo de 50.000 litros” e os estoques de segurança como 30.000 litros.
Dados em milhares de litros
PeríodosPeríodos
Lote: Lote:
Estoque Estoque
de Segurançade Segurança
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr. Abr. MaioMaio Jun. Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 100 110 120 130 140 150 150 140 130 120 110 100
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp.
MPS
DPP
DPP acumulado
a) Preencha a planilha do MPS de forma a nivelar a produção completamente ao longo do ano, mantendo estoques ao mínimo possível, dados os parâmetros defini-dos. Atenção para o fato de que o estoque não deve nunca ser menor que o nível de estoque de segurança definido. Considere o estoque inicial de 75.000 unidades.
b) Imagine que a capacidade máxima de armazenagem da Cerva seja de 50.000 litros. Proponha um MPS nivelado por trechos que admita só duas mudanças de nível de produção por ano (por exemplo, trabalhando com um turno durante meio ano e dois turnos durante meio ano) e que ao mesmo tempo obedeça à restrição de estoque de segurança e mantenha os estoques no nível mínimo possível. Considere o estoque inicial como sendo de 40.000 unidades.

44 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) Dados em milhares de litros
PeríodosPeríodos
Lote: Lote:
Estoque deEstoque de
SegurançaSegurança
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 100 110 120 130 140 150 150 140 130 120 110 100
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 75 100 115 120 115 100 75 50 35 30 35 50 75
MPS 125 125 125 125 125 125 125 125 125 125 125 125
DPP
DPP acumulado
b) Dados em milhares de litros
PeríodosPeríodos
Lote: Lote:
Estoque deEstoque de
SegurançaSegurança
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 100 110 120 130 140 150 150 140 130 120 110 100
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 40 50 50 40 50 50 40 30 30 40 30 30 40
MPS 110 110 110 140 140 140 140 140 140 110 110 110
DPP
DPP acumulado

Sistemas de Administração da Produção 45
Exercício 4
Considere a seguinte planilha de MPS da empresa Contax. O produto em questão, a calculadora eletrônica Delta, também é vendida como parte de um kit de Natal, que também tem vários outros produtos. O Cálculo de MRP do kit de Natal definiu que as necessidades brutas da Calculadora Delta são de 300 unidades em outubro, 300 unidades em novembro e 500 unidades em dezembro. A previsão de vendas da calculadora Delta como um item isolado é de 500 unidades por mês. Considere o tamanho de lote de pro-dução da calculadora como sendo de 1.000 unidades e seu estoque de segurança como sendo de 500 unidades. O estoque inicial é de 1.000 unidades.
Períodos
Lote:
Estoque de
Segurança
Atraso Jan. Fev. Mar. Abr. Maio Jun. Jul. Ago. Set. Out. Nov. Dez.
Previsão
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp.
MPS
DPP
DPP acumulado
a) Preencha o registro de MPS no que se refere às demandas parcial e total.
b) Calcule a linha de MPS do registro.
c) Imagine que as necessidades brutas da calculadora sejam zeradas para dezem-bro e os kits agora serão todos produzidos apenas em outubro e novembro, com as quantidades anteriormente necessárias para dezembro sendo uniformemente distribuídas entre outubro e novembro, adicionalmente as necessidades brutas originais para estes meses. Como isso afeta o MPS da Contax?
d) Imagine que haja uma limitação na capacidade de produção da Contax, de no má-ximo 1.000 unidades por mês da calculadora (1 lote). O que você sugeriria como solução?

46 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) e b)
PeríodosPeríodos
Lote: 1.000Lote: 1.000
Estoque deEstoque de
Segurança: 500Segurança: 500
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 500 500 500 500 500 500 500 500 500 500 500 500
Demanda depend. 300 300 500
Pedidos em carteira
Demanda total 500 500 500 500 500 500 500 500 500 800 800 1.000
Estoque proj. disp. 1.000 500 1.000 500 1.000 500 1.000 500 1.000 500 700 900 1.000
MPS 1.000 1.000 1.000 1.000 1.000 1.000 900
DPP
DPP acumulado
c)
PeríodosPeríodos
Lote: 1.000Lote: 1.000
Estoque deEstoque de
Segurança: 500Segurança: 500
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 500 500 500 500 500 500 500 500 500 500 500 500
Demanda depend. 550 550 0
Pedidos em carteira
Demanda total 500 500 500 500 500 500 500 500 500 1.050 1.050 500
Estoque proj. disp. 1.000 500 1.000 500 1.000 500 1.000 500 1.000 500 1.450 1.400 900
MPS 1.000 1.000 1.000 1.000 2.000 1.000
DPP
DPP acumulado
Para que não se infrinja o estoque de segurança de outubro, dois lotes são solicitados, de modo que fiquem prontos em outubro (total de 2.000 unidades). Novamente, para novembro um lote deve ser solicitado e o lote de dezembro não é mais necessário.

Sistemas de Administração da Produção 47
d) Com limitação de capacidade
PeríodosPeríodos
Lote: 1.000Lote: 1.000
Estoque deEstoque de
Segurança: 500Segurança: 500
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 500 500 500 500 500 500 500 500 500 500 500 500
Demanda depend. 550 550 0
Pedidos em carteira
Demanda total 500 500 500 500 500 500 500 500 500 1.050 1.050 500
Estoque proj. disp. 1.000 500 1.000 500 1.000 500 1.000 500 1.000 500 450 400 900
MPS 1.000 1.000 1.000 1.000 1.000 1.000 1.000
DPP
DPP acumulado
Talvez a melhor solução seja passar outubro e novembro levemente abaixo do esto-que de segurança predefinido (450 unidades e 400 unidades em vez de 500 unidades e 500 unidades).
Caso isso não seja aceitável, pode-se considerar a possibilidade de produzir um lote adicional em setembro, de antecipação. Isso, entretanto, fará o estoque médio crescer relevantemente nestes meses, conforme a seguir.
PeríodosPeríodos
Lote: 1.000Lote: 1.000
Estoque deEstoque de
Segurança: 500Segurança: 500
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 500 500 500 500 500 500 500 500 500 500 500 500
Demanda depend. 550 550 0
Pedidos em carteira
Demanda total 500 500 500 500 500 500 500 500 500 1.050 1.050 500
Estoque proj. disp. 1.000 500 1.000 500 1.000 500 1.000 500 1.000 1.500 1.450 1.400 1.900
MPS 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
DPP
DPP acumulado

48 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 5
O registro de MPS a seguir representa a demanda do produto Roll ao longo dos pró-ximos meses e o estoque atual. O novo diretor de manufatura telefona para você (que é o planejador mestre da empresa) e informa que de agora em diante, para o ano que vem, ele só trabalhará com a política de produção nivelada e sugere que, como a demanda prevista para o ano é de 120.000 unidades, ele vai trabalhar com a produção em 10.000 unidades por mês, já que hoje a empresa tem no estoque exatamente o nível do estoque de segurança de 10.000.
Dados em milhares de unidades
a) Use o registro de MPS para analisar qual a implicação da decisão do novo diretor de manufatura.
b) Como você pode contra-argumentar com o diretor?
c) Qual sua sugestão para resolver este impasse?
Períodos:Períodos:
Lote:Lote:
Estoque deEstoque de
Segurança:Segurança:
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 4 6 8 10 12 16 16 14 12 12 6 4
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 10
MPS
DPP
DPP acumulado

Sistemas de Administração da Produção 49
Solução
a) Dados em milhares de unidades
Períodos:Períodos:
Lote:Lote:
Estoque deEstoque de
Segurança:Segurança:
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 4 6 8 10 12 16 16 14 12 12 6 4
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 10 16 20 22 22 20 14 8 4 2 0 4 10
MPS 10 10 10 10 10 10 10 10 10 10 10 10
DPP
DPP acumulado
A implicação é que a decisão de produzir 10.000 unidades por mês niveladamente ao longo do ano todo fará com que o estoque de segurança de 10.000 unidades seja infringi-do (nos meses de julho, agosto, setembro e novembro) e zerado (no mês de outubro).
b) Passar cinco meses com níveis de estoque substancialmente abaixo do nível ante-riormente calculado de estoque de segurança pode perigosamente pôr em risco o nível de serviço ao cliente com riscos de perdas de fatia de mercado.
c) A solução é explicar ao diretor que qualquer política de nivelamento de estoques tem de ser suportada por um estoque inicial compatível, que deveria ser pelo me-nos de 20.000 unidades e não de 10.000 unidades, conforme a seguir. O mês de janeiro, por exemplo, poderia ser utilizado para produzir mais unidades de modo a criar este estoque inicial para garantir a partir daí que não se prejudique o nível de serviço ao cliente e ao mesmo tempo se trabalhe com produção nivelada.

50 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Dados em milhares de unidades
Períodos:Períodos:
Lote:Lote:
Estoque deEstoque de
Segurança:Segurança:
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 4 6 8 10 12 16 16 14 12 12 6 4
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 10 26 30 32 32 30 24 18 14 12 10 14 20
MPS 20 10 10 10 10 10 10 10 10 10 10 10
DPP
DPP acumulado

Sistemas de Administração da Produção 51
Exercício 6
Considere o seguinte registro de MPS da empresa Informix, para seu produto, um lançamento, o Compu2. Devido ao longo lead time de seus componentes, foi estabelecido um “período de congelamento” do MPS de dois meses futuros (um time fence de dois meses).
Dados em milhares de unidades
a) Numa revisão de MPS, no início de janeiro, o diretor comercial insiste que deve ser feita uma revisão das previsões:
1. de janeiro, de 15 unidades para 20 unidades;
2. de fevereiro, de 20 unidades para 45 unidades;
3. de março, de 30 unidades para 80 unidades;
4. de abril em diante, 80 unidades, até dezembro.
Analise cada uma das mudanças solicitadas e dê uma resposta ao diretor comercial – se é possível ou não efetuar cada uma das mudanças de MPS solicitadas e, em caso negativo, avalie qual o impacto de impossibilidade.
b) Imagine que, em vez de as mudanças solicitadas em 1, o diretor comercial solici-tasse uma revisão das previsões de janeiro e fevereiro para 30 unidades cada. Qual seria sua resposta ao diretor?
Períodos:Períodos:
Lote: 60Lote: 60
Estoque deEstoque de
Segurança: 50Segurança: 50
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 15 20 30 50 60 60 60 60 60 60 60 60
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 50 95 75 105 115 55 55 55 55 55 55 55 55
MPS 60 60 60 60 60 60 60 60 60 60
DPP
DPP acumulado

52 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) Itens
1. Jan.: 15 20 unidades:
Absolutamente nenhum impacto, já que apenas um excesso de cinco unidades será usado para atender ao aumento solicitado. Não foi necessário mudar o MPS dentro ou fora do time fence de dois meses.
2. Fev.: 20 45 unidades:
Impacto de passar o mês de fevereiro com um estoque de segurança que é cinco uni-dades menor que o nível ideal (isso pela impossibilidade de se alterar o MPS no período de jan. e fev). Isso não parece um problema, visto que é exatamente este o objetivo do estoque de segurança – atender a mudanças inesperadas de demanda. Este aumento, en-tretanto, faz com que se dispare uma ordem a mais de produção, de 60 unidades, no mês
Períodos:Períodos:
Lote: 60Lote: 60
Estoque deEstoque de
Segurança: 50Segurança: 50
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 20 20 30 50 60 60 60 60 60 60 60 60
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 50 90 70 100 110 50 50 50 50 50 50 50 50
MPS 60 60 60 60 60 60 60 60 60 60
DPP
DPP acumulado
Períodos:Períodos:
Lote: 60Lote: 60
Estoque deEstoque de
Segurança: 50Segurança: 50
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 20 45 80 50 60 60 60 60 60 60 60 60
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 50 90 45 85 95 95 95 95 95 95 95 95 95
MPS 60 120 60 60 60 60 60 60 60 60 60
DPP
DPP acumulado

Sistemas de Administração da Produção 53
de maio, o que elevará o nível médio de estoques ao longo de todo o período.
3. Mar.: 30 80 unidades:
Um novo lote terá que ser produzido em março. Como isso é adiante do período do time fence de dois meses, não é um problema. Há um impacto, entretanto, de aumento do nível geral de estoque médio do período.
4. Abril em diante, 80 unidades:
Períodos:Períodos:
Lote:Lote:
Estoque deEstoque de
Segurança: 50Segurança: 50
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 20 45 80 80 80 80 80 80 80 80 80 80
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 50 90 45 85 65 105 85 65 105 85 65 105 85
MPS 60 120 60 120 60 60 120 60 60 120 60
DPP
DPP acumulado
Impacto da necessidade de produção maior, com alguns meses necessitando de dois lotes de produção para atender à demanda e manter-se com nível de estoque acima da se-gurança predefinida. Mudança totalmente viável, com base nas informações fornecidas.
b) Janeiro e fevereiro: 30 unidades cada:
Períodos:Períodos:
Lote:Lote:
Estoque deEstoque de
Segurança: 50Segurança: 50
AtrasoAtraso Jan.Jan. Fev.Fev. Mar.Mar. Abr.Abr. MaioMaio Jun.Jun. Jul.Jul. Ago.Ago. Set.Set. Out.Out. Nov.Nov. Dez.Dez.
Previsão 30 30 30 50 60 60 60 60 60 60 60 60
Demanda depend.
Pedidos em carteira
Demanda total
Estoque proj. disp. 50 20 −10
MPS
DPP
DPP acumulado

54 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
No que se refere ao atendimento das demandas novas de janeiro e fevereiro e dado o período de congelamento de MPS de dois meses, é impossível atender à nova demanda. Haverá uma falta de dez unidades para fevereiro.

Gestão de Demanda
7
Exercício 1
Suponha que a tabela a seguir (em milhões de litros) mostre as vendas mensais de determinada marca de cerveja, para os últimos três anos.
Ano Jan. Fev. Mar. Abr. Maio Jun. Jul. Ago. Set. Out. Nov. Dez.
2002 114 122 74 56 72 73 69 68 64 65 98 153
2003 152 170 94 122 78 80 81 83 69 91 140 177
2004 194 195 101 197 80 95 66 81 100 93 116 189
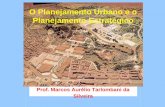
a) Construa gráficos com os dados e passe algum tempo analisando-os.
b) É possível identificar alguma tendência?
c) Há alguma sazonalidade? Discuta.
d) Há alguma anomalia? Discuta.
e) Qual a sua previsão para janeiro de 2005? E para junho de 2005?

56 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Ve n d a s d e c e rv e ja
y = 1 .2 9 6 3 x + 8 3 .5 7 5
0
5 0
1 0 0
1 5 0
2 0 0
2 5 0
0 5 1 0 1 5 2 0 2 5 3 0 3 5 4 0
m e s e s (M e s 1 = J a ne iro de 2 0 0 2 )
Volu
me
V e nda s de c e rve ja - Gra fic o 1
0
50
100
150
200
250
Jan Fev MarAbr Mai
J un J ulAgo Set
O utNov
Dez
200520062007
Solução
a)
b) Visualmente, pode-se perceber uma tendência (ao menos leve de cresci-mento para as vendas gerais de cerveja – veja o gráfi co 2). Quando se ajus-ta uma curva de tendência pelo método dos mínimos quadrados (usando o Excel), vê-se que de fato há uma tendência de longo prazo de crescimento – observe que a reta de tendência tem coefi ciente angular positivo.

Sistemas de Administração da Produção 57
c) Visualmente pelo Gráfico, 1 pode-se identificar uma ciclicidade (maiores vendas no início e final do ano). No Gráfico 2, pode-se ver claramente que ao longo dos tres anos, os meses do meio do ano têm vendas abaixo da reta de tendência en-quanto os meses de final e início de ano (provavelmente associado com o verão) têm vendas acima da reta de tendência.
d) As vendas do mes de abril parecem apresentar um comportamento que merece uma analise mais detalhada. As vendas de abril de 2005 encontravam-se abaixo da linha de tendência. Gradualmente ao longo dos anos de 2006 e 2007, o mes de abril apresenta vendas crescentemente acima da linha de tendencia. Isso pode significar que algum evento em abril, por exemplo, ao longo dos anos está se tornando mais e mais relevante. Isso pode ser uma informacao muito importante para que o planejamento de producao e estoques possa preparar-se adequanda-mente para eventuais picos de demanda em abril.
e) De posse da linha de tendência calculada no item a (a equação que representa a reta de tendência é y = 1,2963x + 83,575), podemos calcular os pontos da reta de tendência para os meses de 1 (janeiro de 2002) até 48 (dezembro de 2005). Note que o ano de 2005 é aquele que estamos projetando. Veja o quadro a seguir.
Um vez que os pontos da reta de tendência são calculados, temos a reta em torno da qual a sazonalidade vai se sobrepor. O próximo passo é calcular os “coeficien-tes de sazonalidade” (veja o quadro a seguir). Isso é feito dividindo-se as vendas reais, mês a mês, pelo ponto da reta de tendência correspondente, para todos os meses do histórico de vendas. Em seguida, para cada mês (janeiro, fevereiro, março, etc.), calculamos a média dos coeficientes de sazonalidade dos três anos no histórico. Acompanhe: o coeficiente de sazonalidade médio de janeiro é 1,51 = (1,34+1,51+1,67)/3. A área sombreada do quadro traz os coeficientes médios de sazonalidade. A área sombreada foi então transportada para a parte de baixo do quadro (meses projetados, de janeiro a dezembro de 2005) para facilitar a vi-sualização do processo de cálculo. A partir daí, o processo de projeção é simples. Basta multiplicarmos o ponto da reta de tendência pelo coeficiente médio de sa-zonalidade. Respondendo então à pergunta, temos:
Projeção para vendas de janeiro de 2005 = 199 milhões de litros.
Projeção para vendas de junho de 2005 = 107 milhões de litros.

58 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Meses
(calendário)
Meses
(ordem) Vendas
Pontos da
reta de
tendência
Coeficiente
de
sazonalidade
Coeficiente de sazona-lidade médio (por mês)
dos três anos (2002, 2003 e 2004)
Jan.-02 1 114 84,9 1,34 Janeiro 1,51
Fev.-02 2 122 86,2 1,42 Fevereiro 1,58
Mar.-02 3 74 87,5 0,85 Março 0,87
Abr.-02 4 56 88,8 0,63 Abril 1,15
Maio-02 5 72 90,1 0,80 Maio 0,73
Jun.-02 6 73 91,4 0,80 Junho 0,77
Jul.-02 7 69 92,6 0,74 Julho 0,68
Ago.-02 8 68 93,9 0,72 Agosto 0,71
Set.-02 9 64 95,2 0,67 Setembro 0,70
Out.-02 10 65 96,5 0,67 Outubro 0,74
Nov.-02 11 98 97,8 1,00 Novembro 1,05
Dez.-02 12 153 99,1 1,54 Dezembro 1,51
Jan.-03 13 152 100,4 1,51
Fev.03 14 170 101,7 1,67
Mar.-03 15 94 103,0 0,91
Abr.-03 16 122 104,3 1,17
Maio-03 17 78 105,6 0,74
Jun.-03 18 80 106,9 0,75
Jul.-03 19 81 108,2 0,75
Ago.-03 20 83 109,5 0,76
Set.-03 21 69 110,8 0,62
Out.-03 22 91 112,1 0,81
Nov.-03 23 140 113,4 1,23
Dez.-03 24 177 114,7 1,54
Jan.-04 25 194 116,0 1,67
Fev.-04 26 195 117,3 1,66
Mar.-04 27 101 118,6 0,85
Abr.-04 29 197 119,9 1,64
Maio-04 29 80 121,2 0,66
Jun.-04 30 95 122,5 0,78
Jul.-04 31 66 123,8 0,53
Ago.-04 32 81 125,1 0,65

Sistemas de Administração da Produção 59
Set.-04 33 100 126,4 0,79
Out.-04 34 93 127,6 0,73
Nov.-04 35 116 128,9 0,90
Dec.-04 36 189 130,2 1,45 ESTIMATIVA
Jan.-05 37 131,5 1,51 (131.5*1,51) = 199
Fev.-05 38 132,8 1,58 (132.8*1,58) = 210
Mar.-05 39 134,1 0,87 (134,1*0,87) = 117
Abr.-05 40 135,4 1,15 (135,4*1,15) = 155
Maio-05 41 136,7 0,73 (136,7*0,73) = 100
Jun.-05 42 138,0 0,77 (138,0*0,77) = 107
Jul.-05 43 139,3 0,68 (139,3*0,68) = 94
Ago.-05 44 140,6 0,71 (140,6*0,71) = 100
Set.-05 45 141,9 0,70 (141,9*0,70) = 99
Out.-05 46 143,2 0,74 (143,2*0,74) = 106
Nov.-05 47 144,5 1,05 (144,5*1,05) = 151
Dez.-05 48 145,8 1,51 (145,8*1,51) = 221
Cálculo da projeção de vendas de cerveja para o ano de 2005.

60 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 2
A tabela a seguir mostra as vendas do refrigerante Ultracola nas suas três embala-gens. Preveja a demanda agregada (em litros) utilizando:
a) média móvel de seis períodos;
b) média móvel ponderada de seis períodos com fatores de ponderação f1 (para período mais recente) = 0,35; f2 = 0,25; f3 = 0,20; f4 = 0,10; f5 = 0,075; f6 = 0,025;
c) amaciamento exponencial com α = 0,2;
d) como você pode avaliar qual dos três métodos utilizar para prever as vendas de janeiro de 2008?
Mês 1 Litro 750 ml 2 Litros Mês 1 Litro 750 ml 2 Litros
Jan./2007 154 176 65 Jul./2007 170 194 93
Fev./2007 126 179 80 Ago./2007 162 186 86
Mar./2007 118 189 73 Set./2007 183 207 99
Abr./2007 131 177 86 Out./2007 173 197 92
Maio/2007 160 192 78 Nov./2007 187 200 94
Jun./2007 159 187 94 Dez./2007 187 208 107
Quantidades em milhares de “unidades”.

Sistemas de Administração da Produção 61
Solução
A tabela a seguir traz o tratamento dos dados (em litros):
Jan
. 200
8
(pre
visã
o)
Dez
07
Nov
07
Out
07
Set
07
Ago
07
Jul 0
7
Jun
07
Mai
o 07
Abr
07
Mar
07
Fev
07
Jan
07
Mês
Col
. 1
ULT
RA
CO
LA:
trat
amen
to d
e da
dos
hist
óric
os
187
187
173
183
162
170
159
160
131
118
126
154
1 li
tro
Col
. 2
208
200
197
207
186
194
187
192
177
189
179
176
750
ml
Col
. 3
107
94929986939478867380652 li
tros
Col
. 4
557,
00
525,
00
504,
75
536,
25
473,
50
501,
50
487,
25
460,
00
435,
75
405,
75
420,
25
416,
00
Tota
l
(lit
ros)
Col
. 5
516,
3
504,
7
493,
9
482,
4
460,
6
451,
8
437,
5
MM
6
Col
. 6
528,
8
514,
3
503,
6
500,
5
477,
4
473,
9
455,
2
Méd
ia
Pon
dera
da
Col
. 7
501,
7
487,
9
478,
6
472,
0
456,
0
451,
6
439,
1
427,
1
418,
9
414,
6
416,
9
416,
0
416,
0
Am
acia
m.
Expo
n. (
0,2)
Col
. 8
erro
méd
io
abso
luto
9%−9%
−6%
−4%
−14%
−5%
−13%
Erro
%
MM
6
Col
. 9
erro
méd
io
abso
luto
5%−8%
−4%
−1%
−11%0%−9%
Erro
%
Pon
dera
da
Col
. 10
erro
méd
io
abso
luto
10%
−12%
−9%
−6%
−15%
−5%
−12%
Erro
%
Expo
n. 0
2
Col
. 11

62 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Na tabela anterior, a Coluna 5 (Col. 5) traz o cálculo das quantidades mensais em li-tros. Apenas olhando os dados é possível verificar que se trata de uma série com tendência de crescimento – ou seja, o uso de médias móveis (ponderadas ou não, com pesos decres-cendo exponencialmente ou não) pode não ser o mais adequado. Entretanto, o exercício pede uma comparação entre métodos que se utilizam de médias. Portanto, vejamos:
a) A previsão para janeiro de 2008, com média móvel de seis períodos, é calculada como a média aritmética das vendas de julho de 2007 até dezembro de 2007: 516,3 mil litros (última linha da Col. 5).
b) A previsão para janeiro de 2008, com média móvel ponderada de seis períodos, é calculada como a média ponderada das vendas de julho de 2007 até dezembro de 2007, com pesos decrescentes para períodos mais antigos: (0,35; 0,25; 0,20; 0,10; 0,075 e 0,025): 528,8 mil litros (última linha da Col. 6).
c) A previsão para janeiro de 2008, com método de amaciamento exponencial, é cal-culada como a média ponderada da previsão feita em novembro para as vendas de dezembro com peso (1 − α = 0,8) e as vendas efetivas de dezembro com peso (α = 0,2): 501,7 mil litros (última linha da Col. 7). Para começar a série assumimos que a previsão para janeiro de 2007 teria sido perfeita, ou seja, igual as vendas reais = 416 mil litros.
d) Há várias formas de avaliar métodos de previsão. Uma delas consiste em avaliar qual método teria sido mais acurado para avaliar demandas passadas da série histórica em questão. Neste caso, por exemplo, a tabela de tratamento de dados mostra o cálculo das previsões que teriam sido geradas desde julho de 2007 pelos três diferentes métodos (nas colunas 5, 6 e 7). A partir daí, nas colunas 9, 10 e 11, são calculados os erros percentuais (em relação às vendas reais) de cada uma destas previsões, mês a mês. Note que os erros das previsões usando MM6 são cla-ramente enviesados, sempre negativos. Isso é típico do uso de métodos de médias móveis para séries históricas com tendência (crescente no caso da Ultracola). Uma das formas de avaliar a acurácia das previsões é calcular o erro médio percentual das previsões dos últimos seis meses (período para o qual temos dados para os três métodos), o que é feito na última linha das colunas 9, 10 e 11, para cada um dos métodos. O resultado é que, claramente, o método de médias móveis ponde-radas com os pesos considerados mostrou-se aquele que teria tido nos períodos passados, o menor erro médio percentual absoluto (5% contra 8% e 9% dos outros métodos). Na ausência de outros fatores relevantes, então a decisão poderia ser por adotar o método de média móvel ponderada e, portanto, a previsão de 528,8 mil litros para janeiro de 2008.

Sistemas de Administração da Produção 63
Exercício 3
Utilizando os mesmos dados do Exercício 2, desenvolva a previsão de vendas para cada uma das embalagens, utilizando:
a) média móvel de seis meses;
b) média móvel ponderada de seis meses com f1 = 0,35; f2 = 0,25; f3 = 0,20; f4 = 0,1; f5 = 0,075; e f6 = 0,025 (pesos maiores para meses mais recentes);
c) amaciamento exponencial (α = 0,2);
d) avalie qual teria sido o melhor método para prever vendas de cada uma das em-balagens usando como critério de avaliação o erro médio percentual de previsões dos últimos seis meses.
Solução
As três tabelas a seguir trazem o tratamento dos dados para as vendas históricas e previsões para as embalagens individuais:
ULTRACOLA: tratamento de dados históricos − 1 litro
Col. 1Col. 1 Col. 2Col. 2 Col. 3Col. 3 Col. 4Col. 4 Col. 5Col. 5 Col. 6Col. 6 Col. 7Col. 7 Col. 8Col. 8MêsMês 1 litro1 litro MM6MM6 Média Média
PonderadaPonderada
Amaciam.Amaciam.
Expon.Expon.
(0,2)(0,2)
Erro %Erro %
MM6MM6
Erro %Erro %
PonderadaPonderada
Erro %Erro %
Expon.Expon.
0,20,2Jan.-07 154 154,0
Fev.-07 126 154,0
Mar.-07 118 148,4
Abr.-07 131 142,3
Maio-07 160 140,1
Jun.-07 159 144,0
Jul.-07 170 141,3 147,0 147,0 −17% −14% −14%
Ago.-07 162 144,0 156,4 151,6 −11% −3% −6%
Set.-07 183 150,0 159,8 153,7 −18% −13% −16%
Out.-07 173 160,8 169,7 159,6 −7% −2% −8%
Nov.-07 187 167,8 171,6 162,2 −10% −8% −13%
Dez.-07 187 172,3 178,2 167,2 −8% −5% −11%
Jan.-2008
(previsão)
177,0 181,5 171,2 12% 7% 11%
erro
médio
absoluto
erro
médio
absoluto
erro
médio
absoluto

64 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
a) média móvel de seis meses para as embalagens individuais: previsão para janeiro de 2008:
1 litro: 177 mil unidades
750 ml: 198,7 mil unidades
2 litros: 95,2 mil litros
b) média móvel ponderada de seis meses para as embalagens individuais: previsão para janeiro de 2008:
1 litro: 181,5 mil unidades
750 ml: 201,7 mil unidades
2 litros: 98 mil litros
c) amaciamento exponencial (α = 0,2) para as embalagens individuais: previsão para janeiro de 2008:
1 litro: 171,2 mil unidades
750 ml: 195,8 mil unidades
2 litros: 91,8 mil litros
d) Para todas as embalagens, o método de média móvel ponderada usado mostrou-se aquele que teria apresentado os menores erros médios percentuais absolutos.

Sistemas de Administração da Produção 65
ULTRACOLA: tratamento de dados históricos − 750 ml
Col. 1Col. 1 Col. 2Col. 2 Col. 3Col. 3 Col. 4Col. 4 Col. 5Col. 5 Col. 6Col. 6 Col. 7Col. 7 Col. 8Col. 8
MêsMês 750 ml750 ml MM6MM6 MédiaMédia
PonderadaPonderada
Amaciam.Amaciam.
Expon.Expon.
(0,2)(0,2)
Erro %Erro %
MM6MM6
Erro %Erro %
Pondera-Pondera-dada
Erro %Erro %
Expon. Expon. 0,20,2
Jan.-07 176 176,0
Fev.-07 179 176,0
Mar.-07 189 176,6
Abr.-07 177 179,1
Maio-07 192 178,7
Jun.-07 187 181,3
Jul.-07 194 183,3 185,6 182,5 −5% −4% −6%
Ago.-07 186 186,3 189,4 184,8 0% 2% −1%
Set.-07 207 187,5 188,2 185,0 −9% −9% −11%
Out.-07 197 190,5 195,3 189,4 −3% −1% −4%
Nov.-07 200 193,8 196,1 190,9 −3% −2% −5%
Dez.-07 208 195,2 198,5 192,7 −6% −5% −7%
Jan-2008Jan-2008
(previsão)(previsão)
198,7 201,7 195,8 5% 4% 5%
erro
médio
absoluto
erro
médio
absoluto
erro
médio
absoluto

66 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
ULTRACOLA: tratamento de dados históricos − 2 litros
Col. 1Col. 1 Col. 2Col. 2 Col. 3Col. 3 Col. 4Col. 4 Col. 5Col. 5 Col. 6Col. 6 Col. 7Col. 7 Col. 8Col. 8
MêsMês 2 litros2 litros MM6MM6 MédiaMédia
Pondera-Pondera-dada
Amaciam.Amaciam.
Expon.Expon.
(0,2)(0,2)
Erro %Erro %
MM6MM6
Erro %Erro %
Pondera-Pondera-dada
Erro %Erro %
Expon. Expon. 0,20,2
Jan.-07 65 65,0
Fev.-07 80 65,0
Mar.-07 73 68,0
Abr.-07 86 69,0
Maio-07 78 72,4
Jun.-07 94 73,5
Jul.-07 93 79,3 84,5 77,6 −15% −9% −17%
Ago.-07 86 84,0 87,7 80,7 −2% 2% −6%
Set.-07 99 85,0 88,2 81,8 −14% −11% −17%
Out.-07 92 89,3 92,2 85,2 −3% 0% −7%
Nov.-07 94 90,3 92,5 86,6 −4% −2% −8%
Dez.-07 107 93,0 93,6 88,1 −13% −13% −18%
Jan.-2008Jan.-2008
(previsão)(previsão)
95,2 98,0 91,8 9% 5% 12%
erro
médio
absoluto
erro
médio
absoluto
erro
médio
absoluto

Sistemas de Administração da Produção 67
Exercício 4
Considere a demanda de um novo video game lançado há seis meses. As vendas ini-ciais foram conforme a seguir:
Vendas
Mês 1 678
Mês 2 918
Mês 3 1.232
Mês 4 1.350
Mês 5 1.430
Mês 6 ?
Use amaciamento exponencial com dois parâmetros (α = 0,3 e β = 0,4) para ge-rar previsões para o mês 6. Considere que a tendência prevista inicialmente era de um aumento de vendas de 200 unidades (adicionais) por mês (R0) e a previsão inicial feita antes do lançamento para o primeiro mês foi de 400 unidades (S0).
Solução
Conforme a formulação do livro:
Pt = St−1 + Rt−1
St = α x Vt + (1 − α) x (St−1 + Rt−1)
Rt = β x (St − St−1) + (1 − β) x Rt−1
P1 = S0 + R0 = 400 + 200 = 600
S1 = α x V1 + (1 − α) x (S0 + R0) S1 = 0,3 x 678 + (0,7) x (400 + 200) = 623,4
R1 = β x (S1 − S0) + (1 − β) x R0 R1= 0,4 x (623,4 − 400) + (0,6) x 200 = 209,3
P2 = S1 + R1 = 623,4 + 209,3 = 833,7
S2 = α x V2 + (1− α) x (S1 + R1) S2 = 0,3 x 918 + (0,7) x (623,4 + 209,3) = 858,99
R2 = β x (S2 − S1) + (1 − β) x R1 R1 = 0,4 x (858,99 − 623,4) + (0,6) x 209,3 = 219,81

68 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
P3 = S2 + R2 = 858,99 + 219,82 = 1.078,81
S3 = α x V3 + (1− α) x (S2 + R2) S3 = 0,3 x 1232 + (0,7) x (858,99 + 219,82) = 1.124,77
R3 = β x (S3 − S2) + (1 − β) x R2 R3 = 0,4 x (1124,77 − 858,99) + (0,6) x 219,82 = 238,20
P4 = S3 + R3 = 1124,77 + 238,20 = 1362,97
S4 = α x V4 + (1− α) x (S3 + R3) S4 = 0,3 x 1350 + (0,7) x (1124,77 + 238,20) = 1.333,88
R4 = β x (S4 − S3) + (1 − β) x R3 R4 = 0,4 x (1333,88 − 1124,77) + (0,6) x 238,20 = 226,56
P5 = S4 + R4 = 1333,88 + 226,56 = 1.560,44
S5 = α x V5 + (1− α) x (S4 + R4) S5 = 0,3 x 1430 + (0,7) x (1333,88 + 226,56) = 1.383,08
R5 = β x (S5 − S4) + (1 − β) x R4 R5 = 0,4 x (1383,08 − 1333,88) + (0,6) x 226,56= 155,62
Previsão para o período seis usando amaciamento exponencial de dois parâmetros é de 1.538,7 unidades do video game.

Sistemas de Administração da Produção 69
Exercício 5
O restaurante japonês Ten Shim encomenda semanalmente salmão ao seu fornece-dor. Devido à falta de espaço para estocagem e com receio de contaminação, o gerente procura estimar com precisão as necessidades semanais do peixe. Os consumos recentes são mostrados na tabela a seguir.
a) Preveja a demanda de salmão para as semanas de 14 de junho usando média mó-vel simples com n = 3.
b) Repita a previsão usando média móvel ponderada com n = 3 e pesos de 0,50, 0,30 e 0,20 com 0,50 para a demanda mais recente.
c) Calcule o desvio médio absoluto para cada método, se tivessem sido usadas para prever as semanas de 23 de maio a 7 de junho.
Semana Salmão (kg) Semana Salmão(kg)
2 de maio 50 23 de maio 56
9 de maio 65 30 de maio 55
16 de maio 52 07 de junho 60
Solução
Vamos analisar os dados:
Consumo de salmão
Previsão
MM3
Previsão
ponderada
Erro
Absoluto
MM3
Erro
Absoluto
pondera-do
Semana Salmão (kg)
2 de maio 50
9 de maio 65
16 de maio 52
23 de maio 56 55,7 55,5 −0,3 −0,5
30 de maio 55 57,7 56,6 2,7 1,6
7 de junho 60 54,3 54,7 −5,7 −5,3
Previsão 14 de junho 57,0 57,7
Erro médio absoluto
2,8 2,3

70 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
a) Previsão com MM3 para semana de 14 de junho: 57 kg.
b) Previsão com média móvel ponderada com n = 3 (pesos 0,5; 0,3; 0,2) para semana de 14 de junho: 57,7 kg.
c) Desvio médio absoluto para semanas de 23 de maio a 7 de junho:
MM3: 2,8 kg
Média ponderada: 2,3 kg

Sistemas de Administração da Produção 71
Exercício 6
A quantidade vendida mensalmente de determinado tipo de poltrona produzida por uma indústria de móveis é mostrada a seguir. Como a fabricação é sob licença de um es-túdio de design sueco, autor do projeto, é preciso importar a madeira utilizada. Problemas burocráticos quanto à liberação já chegaram a comprometer a produção e as entregas, o que torna sobremaneira importante a previsão das vendas futuras. Você está analisando o potencial de uso do método de amaciamento exponencial para fazer as previsões de vendas da poltrona.
a) Utilize o método do amaciamento exponencial para “prever” as demandas para o período julho – dezembro. Note que as demandas de julho a dezembro já ocorre-ram. O que você precisa é simular quais teriam sido as previsões para os meses de julho a dezembro se o método tivesse sido usado. A previsão feita em junho para vendas de julho é de 105 unidades; use α = 0,2.
b) Calcule o DAM dos erros de previsão até o fim de dezembro.
c) Calcule o tracking signal até o fim de dezembro. Se seus estudos do mesmo período, mas com uso de um método alternativo de previsão, apresentaram DAM de 14 unidades e tracking signal em dezembro de 4,5, o que você pode dizer a respeito dos resultados de sua análise do uso de previsão com amaciamento exponencial com α = 0,2, comparado com o método alternativo?
Mês Unidades Mês Unidades
Maio 100 Setembro 105
Junho 80 Outubro 110
Julho 110 Novembro 101
Agosto 95 Dezembro 120

72 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
Vamos aos dados:
Análise dos dados de vendas da poltrona
Método de amaciamento exponencial com α = 0,2
Col. 1Col. 1 Col. 2Col. 2 Col. 3Col. 3 Col. 4Col. 4 Col. 5Col. 5 Col. 6Col. 6 Col. 7Col. 7
MêsMês UnidadesUnidades PrevisãoPrevisão ErroErro ErroErro
AcumuladoAcumulado
|Erro||Erro| |Erro||Erro|
médio médio
TS (Col. TS (Col. 4/Col. 6)4/Col. 6)
Maio 100
Junho 80
Julho 110 105 −5,0 −5,0 5,0 5,0 −1,0
Agosto 95 106,3 11,3 6,3 11,3 8,1 0,8
Setembro 105 103,4 −1,6 4,7 1,6 5,9 0,8
Outubro 110 103,8 −6,2 −1,5 6,2 6,0 −0,2
Novem-bro 101 105,4 4,4 2,9 4,4 5,7 0,5
Dezembro 120 104,3 −15,7 −12,8 15,7 7,3 −1,7
a) As previsões de julho a dezembro encontram-se na Coluna 2 da tabela anterior.
b) O desvio absoluto médio (DAM) encontra-se calculado na Coluna 6 da tabela anterior.
c) O tracking signal (TS) é calculado na Coluna 7 da tabela anterior. O DAM em dezembro é de 7,3 e o TS de −1,7 (bem dentro da faixa de −4,00 a + 4,00). Em comparação com os valores de DAM (14 unidades) e TS (4,5), o desempenho do método de amaciamento exponencial mostra-se muito superior.
Como forma de melhorar sua renda, o sr. Washington e sua esposa Lucilla produzem bombons recheados caseiros cuja demanda é bastante incerta. “Faz parte” costuma dizer o sr. Washington, mas a sra. Lucilla acredita que há certo padrão nas vendas, o que poderia ser útil na compra do chocolate, açúcar e licor para o recheio. A demanda por quadrimes-tre dos últimos três anos é mostrada na tabela a seguir.
a) Assuma sazonalidade com hipótese de ausência de tendência. Quais os coeficien-tes de sazonalidade para a série histórica de vendas de bombons?

Sistemas de Administração da Produção 73
b) Use seus conhecimentos sobre previsão para estimar as demandas por trimestre para o 4o ano.
Trimes-tre
Ano 1 Ano 2 Ano 3
1o 3.012 2.650 3.120
2o 1.709 1.960 1.810
3o 910 1.150 840
4o 4.405 4.320 4.482
Solução
a) Pode-se ver pelos graficos abaixo que de fato as hipóteses podem ser aceitas:
V e n d a s d e b o m b o n s
0
1000
2000
3000
4000
5000
A no1 -1T
A no1 -2T
A no1 -3T
A no1 -4T
A no2 -1T
A no2 -2T
A no2 -3T
A no2 -4T
A no3 -1T
A no3 -2T
A no3 -3T
A no3 -4T
Ve n d a s d e B o m b o n s
0500
100015002000250030003500400045005000
1o 2o 3o 4o
A no 1A no 2A no 3

74 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Os coeficientes de sazonalidade são calculados na tabela:
Vendas de bombonsVendas de bombons
Ano 1Ano 1 Ano 2Ano 2 Ano 3Ano 3
1o Trimestre Trimestre 3.012 2.650 3.120
2o Trimestre Trimestre 1.709 1.960 1.810
3o Trimestre Trimestre 910 1.150 840
4o Trimestre Trimestre 4.505 4.320 4.482
VendasVendas
Coeficiente Coeficiente de sazonal.de sazonal.
Coef. sazonalid. médioCoef. sazonalid. médio
Ano 1 Ano 1 − 1T 1T 3.012 1.19 Trim. 1Trim. 1 1,151,15
Ano 1 Ano 1 − 2T 2T 1.709 0.67 Trim. 2Trim. 2 0,720,72
Ano 1 Ano 1 − 3T 3T 910 0.36 Trim. 3Trim. 3 0,380,38
Ano 1 Ano 1 − 4T 4T 4.505 1.77 Trim. 4Trim. 4 1,751,75
Ano 2 Ano 2 − 1T 1T 2.650 1.04
Ano 2 Ano 2 − 2T 2T 1.960 0.77
Ano 2 Ano 2 − 3T 3T 1.150 0.45
Ano 2 Ano 2 − 4T 4T 4.320 1.70
Ano 3 Ano 3 − 1T 1T 3.120 1.23
Ano 3 Ano 3 − 2T 2T 1.810 0.71
Ano 3 Ano 3 − 3T 3T 840 0.33
Ano 3 Ano 3 − 4T 4T 4.482 1.77
Média 2.539
Coeficientes de sazonalidade médios para os trimestres:
Trimestre 1: 1,15
Trimestre 2: 0,72
Trimestre 3: 0,38
Trimestre 4: 1,75

Sistemas de Administração da Produção 75
b) A estimativa de vendas por trimestre para o ano 4 pode ser feita assim:
Previsão para o Trimestre i do ano 4 = Média Global * Coeficiente médio de sazona-lidade do Trimestre i.
Previsão para o Trimestre 1 do ano 4 = 2.539 x 1,15 = 2.920 unidades
Previsão para o Trimestre 2 do ano 4 = 2.539 x 0,72 = 1.828 unidades
Previsão para o Trimestre 3 do ano 4 = 2.539 x 0,38 = 965 unidades
Previsão para o Trimestre 4 do ano 4 = 2.539 x 1,75 = 4.443 unidades

76 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 8
Considere as vendas históricas do livro Introdução à estatística a seguir:
Ano 2005 Ano 2006 Ano 2007
jan. 244 158 182
fev. 126 141 127
mar. 121 125 145
abr. 172 174 150
maio 256 106 210
jun. 89 108 60
jul. 55 n/a 92
ago. 127 171 206
set. 243 253 188
out. 104 112 146
nov. 86 146 113
dez. 64 122 92
Analise a série histórica e decida qual modelo de previsão utilizar. Note que há um dado faltando na série. Pense em alternativas sobre o que fazer para resolver esta questão, resolva da melhor forma possível e produza previsões para 2008.
Solução
Em primeiro lugar, é necessário resolver a questão da falta do dado. Uma forma usual é se calcular a média entre o dado do período anterior e o dado do período posterior ao período faltante. Neste caso, poderíamos fazer:
Estimativa do dado faltante = (108 + 171)/2 = 140.
A partir daí, a série histórica fica como a seguir:
Ano 2005 Ano 2006 Ano 2007
jan. 244 158 182
fev. 126 141 127
mar. 121 125 145
abr. 172 174 150
maio 256 106 210

Sistemas de Administração da Produção 77
jun. 89 108 60
jul. 55 140 92
ago. 127 171 206
set. 243 253 188
out. 104 112 146
nov. 86 146 113
dez. 64 122 92
O primeiro passo numa análise como esta é analisar graficamente a série:
V e nda s de livro
050
100150200250300
ja n/05mar/0
5mai /05
ju l/05s et/05
nov /05ja n/06
mar/06
mai /06ju l/06
s et/06nov /06
ja n/07mar/0
7mai /07
ju l/07s et/07
nov /07
A hipótese de não-tendência parece estar presente. Aparentemente, há sazonalidade envolvida. Vejamos:
V e n d a s d e l ivro
0
50
100
150
200
250
300
jan f ev mar abr maio jun ju l ago s et out nov dez
A no 2005A no 2006A no 2007

78 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
No gráfico com os anos superpostos, fica clara a presença de sazonalidade. Podemos então adotar a hipótese de permanência (não-tendência) com sazonalidade. A partir daí, calculamos os fatores de sazonalidade em relação à média geral e então geramos as pre-visões para 2008:
Fator Sazonal
2005
Fator Sazonal
2006
Fator Sazonal
2007
Fator Sazonal Médio
Previsão 2008Ano 2005 Ano 2006 Ano 2007
jan. 244 158 182 1,70 1,10 1,27 1,36 195
fev. 126 141 127 0,88 0,98 0,89 0,92 131
mar. 121 125 145 0,85 0,87 1,01 0,91 130
abr. 172 174 150 1,20 1,22 1,05 1,15 165
maio 256 106 210 1,79 0,74 1,47 1,33 191
jun. 89 108 60 0,62 0,75 0,42 0,60 86
jul. 55 140 92 0,38 0,98 0,64 0,67 96
ago. 127 171 206 0,89 1,19 1,44 1,17 168
set. 243 253 188 1,70 1,77 1,31 1,59 228
out. 104 112 146 0,73 0,78 1,02 0,84 121
nov. 86 146 113 0,60 1,02 0,79 0,80 115
dez. 64 122 92 0,45 0,85 0,64 0,65 93
Média geral das vendas passadas = 143
A previsão para 2008 encontra-se na última coluna.

Sistemas de Administração da Produção 79
Exercício 9
Como costuma fazer toda semana, Maria Teresa, gerente de planejamento da produ-ção da Tangerin, uma indústria de alimentos, analisou os relatórios do sistema integrado de gestão implantado na empresa atualizados durante o fim de semana e, entre outros, avaliou o registro a seguir reproduzido. Viu, ao abrir seu e-mail, uma mensagem do ge-rente de vendas consultando sobre a possibilidade de entrega de 270 kg de massa especial dali a duas semanas.
a) Calcule as linhas de DPP e conclua qual teria sido a resposta de Maria Teresa, considerando que o MPS atual não seja alterado. Por quê?
b) E se a entrega fosse para daqui a cinco semanas? Por quê?
Períodos:Lote: mínimo de 300Estoque de Segurança: 20 Atraso 1 2 3 4 5 6 7 8
Previsão 30 50 50 70 90 100 100
Demanda dependente
Pedidos em carteira 100 70 50 50 30 10
Demanda total 100 100 100 100 100 100 100 100
Estoque projetado disp. 120 20 290 190 90 290 190 90 290
MPS 300 300 300
DPP
DPP acumulado
Solução
a)
Períodos:Períodos:Lote: mínimo de 300Lote: mínimo de 300Estoque de Segurança: 20Estoque de Segurança: 20 AtrasoAtraso 1 2 3 4 5 6 7 8
Previsão 30 50 50 70 90 100 100
Demanda dependente
Pedidos em carteira 100 70 50 50 30 10
Demanda total 100 100 100 100 100 100 100 100
Estoque projetado disp. 120 20 290 190 90 290 190 90 290
MPS 300 300 300
DPP 20 130 260 300
DPP acumulado 20 150 150 150 410 400 400 700

80 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
De acordo com as linhas de “DPP” e “DPP acumulado”, a entrega de 270 kg de massa em duas semanas é impossível (sem alterar o MPS), pois mesmo considerando o total de massa disponível para promessa acumulado, apenas 150 kg de massa poderiam ser prometidos para a semana 2.
b) Para daqui a quatro semanas, com o DPP acumulado sendo 410 kg, é possível prometer uma quantidade de 270 kg, comprometendo apenas 10 kg do disponível para promessa de períodos anteriores.

Sugere-se a utilização de planilhas de cálculo do tipo Excel para resolver estes pro-blemas, devido à quantidade de cálculos necessários.
EXERCÍCIO 1
Um setor produtivo de uma fábrica trabalhando em dois turnos de oito horas (cinco dias por semana) levantou ao longo das últimas oito semanas a quantidade de horas de indisponibilidade de sua capacidade produtiva e seus respectivos motivos:
Motivos de paradaSemana
1
Semana
2
Semana
3
Semana
4
Semana
5
Semana
6
Semana
7
Semana
8
Falta de energia
elétrica3 2 3
Quebra 2 4.5 3 5 2 2
Falta de Material 8 2
Manutenção
preventiva4 4.5 4 4 4 4 4 4
a) Qual o percentual de indisponibilidade por paradas evitáveis?
b) Qual o percentual de indisponibilidade por paradas inevitáveis?
c) Qual percentual da capacidade teórica ficou disponível efetivamente para utiliza-ção?
d) Qual quantidade de horas disponíveis para utilização você usaria no planejamento de capacidade futura deste setor?
Planejamento deCapacidade
8

82 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
e) Que outras ações você dispararia como gestor do setor?
Solução
a) Paradas evitáveis: quebra e falta de material: total das oito semanas = 28,5 horas. Em relação à disponibilidade teórica de oito semanas x 5 dias x 2 turnos x 8 horas = 640 horas, isso significa um percentual de 28,5/640 = 4,5%.
b) Paradas inevitáveis: falta de energia elétrica e manutenção preventiva: total das oito semanas = 40 horas. Do total teórico de 640 horas, isso significa um percen-tual de 40/640 = 6,3%.
c) Capacidade efetivamente disponível para utilização = 640 – 68,5 = 571,5 horas.
d) Para planejar a capacidade efetivamente disponível do setor para o futuro, pode-se usar a média das últimas oito semanas = 571,5/8 = 71,4 horas por semana.
e) Outras ações certamente se referem a tentar reduzir a quantidade de horas indis-poníveis por paradas evitáveis:
Quebra (melhorando, por exemplo, a manutenção preventiva) e falta de material (melhorando, por exemplo, o planejamento de materiais).

Sistemas de Administração da Produção 83
Exercício 2
Um setor de uma fábrica necessita fabricar 105 unidades por semana do produto A e 90 unidades do produto B. O produto A consome quatro horas de um trabalhador para ser feito e o produto B consome três horas de um trabalhador para ser feito. O setor tra-balha em dois turnos de oito horas, seis dias por semana, mas o primeiro turno tem dez trabalhadores e o segundo turno apenas cinco trabalhadores. Todos os trabalhadores são polivalentes. O percentual da capacidade total teórica que é historicamente disponível para produção é de 90%.
a) O setor tem capacidade suficiente para produzir todos os produtos A e B necessá-rios?
b) Qual a ociosidade ou falta de capacidade do setor, por semana?
c) Quantos trabalhadores poderiam ser dispensados (se houver ociosidade) ou deve-riam ser contratados (se houver falta)?
Solução
a) Por semana, a fábrica trabalha com uma capacidade teórica de:
Turno 1: 10 trabalhadores x 8 horas x 6 dias = 480 horas
Turno 2: 5 trabalhadores x 8 horas x 6 dias = 240 horas
Total = 480 horas + 240 horas = 720 horas teóricas
Isso significa apenas 720 horas teóricas x 0,90 = 648 horas efetivamente disponíveis.
Por semana, a fábrica necessita produzir 105 produtos A e 90 unidades do produto B. Isso requer:
Produto A: 105 unidades x 4 horas/unidade = 420 horas
Produto B: 90 unidades x 3 horas/unidade = 270 horas
Total de horas requeridas = 420 + 270 = 690 horas
b) Há uma falta de 690 – 648 = 42 horas por semana.
c) Se 42 horas efetivamente disponíveis são necessárias, 42/(0,9) = 46,7 horas teó-ricas. Dividindo-se isso por 48 horas/trabalhador.turno.semana, temos que 0,97 trabalhador adicional seria necessário, ou, arredondando, um trabalhador adicio-nal.

84 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Exercício 3
Um setor produtivo tem dois processos seqüenciais, processo X e processo Y. O se-tor faz apenas um produto, produto XPTO, que é processado no processo X e depois no processo Y. O processo X tem capacidade de processar 1.500 unidades de XPTO por dia. O processo Y tem a capacidade de processar 1.600 unidades de XPTO por dia. Quantos produtos XPTO completos o setor produtivo consegue fazer por dia, quando a produção está em regime?
Solução
Se o processo é seqüencial X Y, a capacidade total do processo é dada pela menor capacidade dentre as capacidades dos processos envolvidos, ou seja, o processo como um todo consegue processar apenas 1.500 unidades do produto XPTO por dia.

Sistemas de Administração da Produção 85
Exercício 4
Imagine que a empresa farmacêutica Farmat tem duas linhas de produtos: “Vita-minas” (VI), consistindo em dois complexos vitamínicos: VI-M e VI-H, específicos para mulheres (VI-M), que representa 60% da família VI em unidades, para homens (VI-H) e “Complementos Alimentares” (CA), consistindo em dois produtos, um para adultos com problemas de nutrição (CA-A), representando 30% da família CA em unidades, e um para crianças (CA-C). A empresa tem três setores produtivos: setor de “Mistura” de componen-tes, setor de “Formação” das drágeas e setor de “Embalagem”.
Os fatores globais de utilização de recursos para as famílias VI e CA são mostrados a seguir (dados em horas por milhares de unidades – frascos – produzidas).
VI-M VI-H CA-A CA-C
Mistura 1,8 1,9 2,3 3,2
Formação 2,0 2,1 0,8 1,6
Embalagem 1,5 1,5 2,2 2,0
A Farmat tem o seguinte plano de produção de longo prazo (em milhares de unidades – frascos) para o ano que entra:
Jan. Fev. Mar. Abr. Maio Jun. Jul. Ago. Set. Out. Nov. Dez.
Família VI 150 130 110 100 105 105 110 140 150 150 150 140
Família CA 100 100 180 110 110 130 150 150 120 100 130 140
Considere que os vários setores trabalhem dois turnos, sete dias por semana (não se esqueça de que os meses têm diferentes números de dias trabalhados, dependendo de ser fevereiro (28 dias) ou meses que tenham 30 ou 31 dias. Considere para este exercício ape-nas os feriados de 1o de janeiro, 1o de maio, 7 de setembro e 25 de dezembro. Considere também que a Mistura trabalha com 96%, a Formação com 95% e a Embalagem com 93% de disponibilidade efetivamente utilizável para o trabalho.
a) Estime os fatores globais de utilização (em horas por milhares de frascos) médias para as Famílias VI e CA.
b) Calcule a quantidade de horas disponíveis hoje para os diferentes setores produ-tivos.
c) Calcule a necessidade de capacidade (em horas) produtiva para que a Farmat pos-

86 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
sa cumprir seu plano de produção de longo prazo.
d) Analise o perfil de utilização de capacidade do plano de produção atual compara-do com as horas planejadas de capacidade disponível e tire suas conclusões.
e) Formule alternativas de solução para os eventuais problemas encontrados.
Solução
a) Ponderando os fatores de utilização pela participação de cada produto na sua família, vem:
0,6 0,4 VI 0,3 0,7 CA
VI-M VI-H Média CA-A CA-C Média
Mistura 1,80 1,90 1,84 2,30 3,20 2,66
Formação 2,00 2,10 2,04 0,80 1,60 1,12
Embalagem 1,50 1,50 1,50 2,20 2,00 2,12
Ilustração: Média Mistura para Família VI: (0,6 x 1,8) + (0,4 x 1,9) = 1,84.
b) Quantidade de horas disponíveis, considerando as condições descritas:
Efetiv. Jan. Fev. Mar. Abr. Maio Jun. Jul. Ago. Set. Out. Nov. Dez.Feriados 1 1 1 1Dias trabalhados/mês 30 28 31 30 30 30 31 31 29 31 30 30Turnos Mistura 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0Turnos Formação 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0Turnos Embalagem 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0Horas/Turno 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0H-efetivas Mistura 96% 691 645 714 691 691 691 714 714 668 714 691 691H-efetivas Formação 95% 456 426 471 456 456 456 471 471 441 471 456 456H-efetivas Embalagem 93% 446 417 461 446 446 446 461 461 432 461 446 446
As horas efetivas encontram-se nas células mais escuras. Ilustração: horas efetivas de capacidade disponível para janeiro, setor Mistura = (30 dias trabalhados/mês) x (2 turnos/dia) x (8 horas/turno) x (89% de disponibilidade efetiva) = 427 horas.
c) Necessidade de capacidade para o plano atual de produção de longo prazo:

Sistemas de Administração da Produção 87
Jan. Fev. Mar. Abr. Maio Jun. Jul. Ago. Set. Out. Nov. Dez.Horas/ Família VI 150 130 110 100 105 105 110 140 150 150 150 140
1.000 unid. Família CA 100 100 180 110 110 130 150 150 120 100 130 1401,84 Mistura VI - horas 276 239,2 202,4 184 193,2 193,2 202,4 257,6 276 276 276 257,62,60 Mistura CA - horas 260 260 468 286 286 338 390 390 312 260 338 3642,04 Formação VI - horas 306 265,2 224,4 204 214,2 217,2 224,4 285,6 306 306 306 285,61,12 Formação CA - horas 112 112 201,6 123,2 123,2 145,6 168 168 134,4 112 145,6 156,81,50 Embalagem VI - horas 225 195 165 150 157,5 157,5 165 210 225 225 225 2102,12 Embalagem CA - horas 212 212 381,6 233,2 233,2 275,6 318 318 254,4 212 275,6 296,8
Total Mistrua - horas 536 499,2 670,4 470 179,2 531,2 592,4 647,6 588 536 614 612,6Total Formação - horas 418 377,2 426 327,2 337,4 359,8 392,4 453,6 440,4 418 451,6 442,4Total Mistura - horas 437 407 546,6 383,2 390,7 433,1 483 528 479,4 437 500,6 506,8
O cálculo de necessidade de capacidade apresenta-se anteriormente. Ilustração: Total Mistura – horas para janeiro = (150.000 unidades Família VI)*(1,84 hora/mil unidades VI) + (100.000 unidades Família CA)*(2,60 horas/mil unidades CA) = 536 horas.
d) Comparando as horas necessárias com as horas planejadas disponíveis, vem:
O setor Formação não se encontra com problemas de capacidade no plano de longo prazo – há capacidade suficiente para cumprir o plano de produção. O setor Mistura encontra-se com problemas mais sérios, com excessos de capacidade variando de 8% até 36% em 10 dos 12 meses. O setor Embalagem tem problemas de insuficiência de capaci-dade em 6 dos 12 meses, mas menos sérios, com excessos variando de 5 a 18%.
e) Alternativas
Várias ações poderiam ser tomadas. Aparentemente, o setor Mistura justificaria tra-balhar com um turno adicional. Isso levaria ao seguinte perfil de Utilizações:

88 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Percentual de utilizaçãoUtilização Mistura 78% 77% 94% 68% 69% 77% 83% 91% 88% 75% 89% 90%Utilização Formação 92% 89% 90% 72% 74% 79% 83% 96% 100% 89% 99% 97%UtilizaçãoEmbalagem 98% 98% 118% 86% 88% 97% 105% 114% 111% 95% 112% 114%
Note, entretanto, que os percentuais de utilização do setor Mistura ficariam mais baixos, significando alguma ociosidade de capacidade no terceiro turno. Esta poderia ser utilizada (dado que os funcionários do terceiro turno da Mistura sejam polivalentes) para resolver os problems remanescentes de falta de capacidade da Embalagem, nos meses de março, julho, agosto, setembro, novembro e dezembro, talvez em conjunto com o uso de horas extras no setor de Embalagem.
Outra alternativa, evidentemente, pode ser o uso de construção de estoques de an-tecipação durantes os meses que antecedem (maio e junho, por exemplo) um pico de volume de produção.
Exercício 5
Na empresa ilustrada no Exercício 1, imagine que uma alteração de projeto nos pro-

Sistemas de Administração da Produção 89
dutos da linha CA, inclusive embalagem (dentro da lógica de design for manufacturability, ou “projeto para a facilidade de manufatura”) reduziu os tempos necessários nas suas etapas de produção em 30%.
a) Calcule os novos fatores de utilização.
b) Verifique o impacto desta alteração para as necessidades de capacidade da empre-sa para o ano em planejamento.
c) Imagine que além desta alteração, um fornecedor tenha desenvolvido uma nova tecnologia para o setor de mistura que aumenta sua produtividade (reduz os tem-pos necessários para produzir mil frascos) em 15%. Você considera que vale a pena adotar esta nova tecnologia?
Solução
a) Os novos fatores de utilizacao ficam:
Redução de tempos com alteração de projeto = 0,3
0,6 0,4 VI 0,3 0,7 CA
VI-M
(60%)
VI-H
(40%)
Média
VI
CA-A
(30%)
CA-C
(70%) Média
Mistura 1,80 1,90 1,84 1,61 2,24 1,86
Formação 2,00 2,10 2,04 0,56 1,12 0,78
Embalagem 1,50 1,50 1,50 1,54 1,40 1,48
b) Impacto
O perfil de utilizações mudaria de:Percentual de utilizaçãoUtilização Mistura 118% 177% 143% 103% 105% 117% 126% 138% 134% 114% 135% 137%Utilização Formação 92% 89% 90% 72% 74% 79% 83% 96% 100% 89% 99% 97%UtilizaçãoEmbalagem 98% 98% 118% 86% 88% 97% 105% 114% 111% 95% 112% 114%
Para:Percentual de utilizaçãoUtilização Mistura 100% 99% 113% 84% 86% 94% 101% 113% 112% 97% 112% 112%Utilização Formação 84% 81% 78% 64% 66% 69% 73% 86% 91% 82% 89% 87%UtilizaçãoEmbalagem 84% 82% 94% 70% 72% 78% 84% 94% 93% 81% 94% 94%
Ou seja, um impacto substancial na Embalagem (que passa a não ter nenhum proble-ma de capacidade insuficiente e na Mistura, que passa a ter um problema muito menor de insuficiência de capacidade).

90 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
c) A nova tecnologia oferecida não parece ser aconselhável, já que afeta a capaci-dade produtiva de um setor que hoje não apresenta nenhuma insuficiência de capacidade (Formação). Portanto, a nova tecnologia não deveria ser adotada neste momento.

Sistemas de Administração da Produção 91
Exercício 6
Imagine que para o plano de produção descrito no Exercício 1, os primeiros três meses de produção estejam agora sendo quebrados em semanas, na geração do MPS. Considere, entretanto, que o mix de produtos mudou, pois na família de produtos VI, o VI-H aumentou sua participação para 50% e na família de produtos CA, o CA-A agora é responsável por 40% da produção. Imagine que o perfil de distribuição da produção con-sidere uma produção nivelada ao longo das quatro semanas de cada mês.
Considere também que os seguintes recursos críticos (engargaláveis) foram identi-ficados:
Tanque de Mistura T (usada para pré-mistura de todos os produtos)
Maquina de Embalagem E (usada para os produtos da família de CA)
Os perfis de recursos para ambos encontram-se a seguir.
Produto VI-M Antecedência
(offset)
Produto CA-A Antecedência
(offset)Recursos críticos Horas Recursos críticos Horas
Tanque T 1,8 1 semana Tanque T 2,3 1 semana
Máquina E 2,20 0 semana
Produto VI-H Antecedência
(offset)
Produto CA-C Antecedência
(offset)Recursos críticos Horas Recursos críticos Horas
Tanque T 1,9 1 semana Tanque T 3,2 1 semana
Máquina E 2,0 0 semana
a) Calcule as necessidades de capacidade de médio prazo para o MPS da Farmat para as primeiras 12 semanas.
b) Calcule a disponibilidade de capacidade dos recursos críticos.
c) Analise eventuais problemas de capacidade de médio prazo e sugira soluções.

92 Planejamento, Programação e Controle da Produção • Corrêa/Gianesi/Caon
Solução
a) e b) são calculadas no quadro abaixo:
M P S 12 semanas Sem . 0 Sem . 1 Sem . 2 S em . 3 S em. 4 S em. 5 Sem . 6 Sem . 7 Sem . 8 Sem . 9 S em . 10 S em . 11 S em . 12
0,5 VI-M 19 19 19 19 16 16 16 16 14 14 14 140,5 VI-H 19 19 19 19 16 16 16 16 14 14 14 14
0,4CA -A 10 10 10 10 10 10 10 10 18 18 18 180,6 CA -C 15 15 15 15 15 15 15 15 27 27 27 27
Tanque T C ap. efetiva 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96 0,96M áquina E C ap. efetiva 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93 0,93
dias/sem . 6 6 7 7 7 7 7 7 7 7 7 7 7horas/turno 8 8 8 8 8 8 8 8 8 8 8 8 8turnos/dia 2 2 2 2 2 2 2 2 2 2 2 2 2
A juste (4.3/4) 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1
C apacidade Tanque T 99,1 99,1 115,6 115,6 115,6 115,6 115,6 115,6 115,6 115,6 115,6 115,6 115,6M áquina E 96,0 96,0 112,0 112,0 112,0 112,0 112,0 112,0 112,0 112,0 112,0 112,0 112,0
N ecessidade Tanque T 140,4 140,4 140,4 140,4 131,1 131,1 131,1 131,1 178,7 178,7 178,7 178,7 178,7M áquina E 52 52 52 52 52 52 52 52 93,6 93,6 93,6 93,6
U tilização Tanque T 142% 121% 121% 113% 113% 113% 113% 155% 155% 155% 155%M áquina E 54% 46% 46% 46% 46% 46% 46% 46% 84% 84% 84%
c) Existe um claro problema de limite de capacidade no recurso crítico Máquina E, que vai de 13% a 55% de falta de capacidade. Provavelmente, esta máquina teria que trabalhar em três e não dois turnos para atender a este plano mestre de produção. O aumento para três turnos resultaria no seguinte quadro de utilização de capacidade para a Máquina E:
U tilização Tanque T 94% 81% 81% 76% 76% 76% 76% 103% 103% 103% 103%
Percebe-se claramente que com o aumento de um turno, o problema se resolveria quase completamente, restando apenas um excesso marginal de 3%, que pode ser resol-vido com a construção de estoques de antecipação.