A identidade civilizacional da Europa Ocidental - A multiplicidade de poderes

A INFLUÊNCIA DA ERGONOMIA E DO
CONTROLE ESTATÍSTICO NA
QUALIDADE DOS PROCESSOS DE UMA
EMPRESA DO SETOR TÊXTIL SITUADA
NA REGIÃO DO ALTO PARANAÍBA
Gisele Cristine Soares (UFV)
Tharles Alberto de Carvalho (UFV)
Maria Gabriela Mendonca Peixoto (UFV)
Larissa Sousa Campos (UFV)
Thiago Henrique Nogueira (UFV)
Este trabalho teve como objetivo verificar até que ponto a Análise
Ergonômica do Trabalho (AET) e o Controle Estatístico de Processos
(CEP) podem exercer influência sobre, a padronização dos processos e a
qualidade de vida dos trabalhadores, de uma empresa do setor têxtil
situada na região do Alto Paranaíba. Notou-se que, em relação à
ergonomia, as empresas do deste setor devem direcionar seus esforços
para promover uma maior qualidade de vida aos trabalhadores, visto que
os mesmos sofrem com problemas de saúde e psicológicos, devido ao
ritmo intenso de trabalho. No âmbito da gestão da qualidade, o foco deve
ser direcionado à padronização, mesmo sabendo-se que o processo é
totalmente automatizado buscando, assim, por ferramentas da qualidade,
tal como as cartas de controle, que possam auxiliar na redução de
variabilidade deste processo. Sabendo-se das diversas áreas da empresa e
da importância de trabalharem em conjunto, buscou-se mostrar que
apesar dos gestores não enxergarem de cara o quão impactante é a
relação entre a ergonomia e a gestão da qualidade, as duas áreas se
complementam, sendo fortes aliadas para que a empresa se mantenha
competitiva, ao mesmo tempo em que produza, com eficiência, e reduza
seus custos com acidentes e retrabalhos.
Palavras-chave: Gestão da qualidade, análise ergonômica do trabalho,
padronização, cartas de controle, setor têxtil.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
2
1. Introdução
Segundo a Associação Brasileira da Indústria Têxtil e de Confecção - ABIT (2016), o
Brasil pode ser considerado o segundo maior empregador da indústria de transformação e o
quarto maior parque de confecções do mundo. Existem mais de 33 mil empresas formais, em
todo o território nacional, produzindo 5,3 bilhões de peças de vestuário por ano (ABIT, 2016).
Para que a empresa possa aumentar sua eficiência, produzindo produtos de qualidade, faz-
se importante que esta se preocupe com o capital humano (JERÔNIMO et al., 2013). Neste
sentido a ergonomia se expandiu abrangendo quase todos os tipos de atividades humanas (IIDA,
2005) e se objetiva a possibilitar conforto ao trabalhador, evitando acidentes, aumentando a
produtividade e proporcionando satisfação no local de trabalho (LANDIN et al., 2012). Logo,
entende-se que esses quesitos se relacionam ao trabalho e podem ser analisados por uma
multiplicidade de ciências, tal como a qualidade (GUÉRIN et al. 2001).
Problemas na ergonomia causam erros e resultam na má qualidade dos produtos
(ERDINÇ; YEOW, 2011). O estudo realizado por Erdinç e Yeow (2011) apontou para a redução
de defeitos dos produtos nas empresas onde a AET (Análise Ergonômica do Trabalho) foi
aplicada. Em relação aos riscos ergonômicos que os trabalhadores vivenciam na indústria têxtil,
Marques et al. (2010) apontam para o fato de que a análise de posto de trabalho é fundamental,
pois reduz o absenteísmo, eleva a produtividade, a qualidade do produto e a motivação e
qualidade de vida no trabalho.
A qualidade de vida no trabalho atende, desde altas aspirações, às necessidades básicas dos
operadores (GRABARSCHI, 2001). Isso permite um melhor aproveitamento das habilidades do
funcionário em um ambiente humanizado, onde poderá executar suas funções de forma eficiente.
Assim, objetivo deste trabalho foi verificar até que ponto a Análise Ergonômica do Trabalho
(AET) e o Controle Estatístico de Processos (CEP) podem exercer influência sobre, a
padronização dos processos e a qualidade de vida dos trabalhadores, de uma empresa do setor
têxtil situada na região do Alto Paranaíba. Esta relação foi elaborada no contexto das costureiras,
onde o trabalho foi abordado em suas três realidades, tal como apontado por Guérin (2001).

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
3
2. Ergonomia e gestão da qualidade no setor têxtil
A ergonomia estuda as situações onde ocorrem a interação entre o homem e o seu
trabalho (IIDA, 1998). Neste processo, existe a relação homem-máquina, que pode ser
compreendida através da AET. Esta estuda os aspectos físicos e cognitivos advindos do trabalho
humano no sistema (FERREIRA, 2009). Para tanto, pode ser aplicada ao setor têxtil, para a
compreensão das situações adversas enfrentadas pelos trabalhadores, como é o caso do manuseio
de uma máquina de costura. Nesta operação, existe o uso repetitivo e coordenado do tronco, pés e
mãos, além da postura sentada por muito tempo (NAG et al., 1992). Além disso, os costureiros
estão submetidos a maiores riscos de dores musculares e lesões, que outros postos de trabalho
que exijam o mesmo tipo de postura (GUNNING, 2001).
A verticalização do processo, neste setor, gera tensão emocional, trabalhos monótonos,
repetitivos e sem uso de criatividade (BARRETO, 2000). Neste sentido, deve-se refletir a
respeito da qualidade de vida que o trabalho tem proporcionado aos costureiros (LÁZARO,
2003). Programas de qualidade de vida criam condições para o bom desempenho na realização do
trabalho (LIMONGI FRANÇA, 2003). Logo, as empresas se beneficiam com uma mão de obra
saudável, menor número de acidentes, aumento de produção e melhoria do ambiente de trabalho
(SILVA; DE MARCHI, 1997), aspectos também tratados com a aplicação de conceitos
ergonômicos (MAULER, 2001).
Em relação à efeitos dos fatores ergonômicos na qualidade, estudos nessa área chamam a
atenção quanto ao posicionamento da gerência, a qual apenas vê a ligação da ergonomia com a
saúde dos trabalhadores e não com a gestão da qualidade (ZARE, 2016). Uma vez que esses
efeitos existem, tais como apontados por Hamrol, Kowalik & Kujawi´nsk (2011) e Eklund
(1995), este equívoco deve ser mudado. Além disso, quando a empresa enxerga essa relação e
alinha as duas áreas, o processo de melhoria contínua ocorre com mais eficiência na organização
(BARROS, 2006).
3. Gestão da qualidade e controle estatístico no setor têxtil

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
4
A devida atenção aos processos, com a adoção de sistemas de gestão capazes de promover
o gerenciamento da qualidade na cadeia interna de valor da organização, é de grande importância
(CARPINETTI, 2012). Essa aplicação da gestão da qualidade pode ser difícil na empresa de
confecção, onde o atraso tecnológico reflete não somente na qualidade, mas também na
produtividade da empresa, acarretando um alto número de operários, por peça produzida. Além
disso, o ritmo intenso de operação na indústria têxtil é consequência das formas de gestão
empregadas (BARRETO, 2000).
Na implantação a gestão da qualidade, podem-se utilizar sete ferramentas de qualidade,
sendo o Controle Estatístico do Processo (CEP), uma delas (CARVALHO, 2015). Este indica
fontes de variabilidade (MONTGOMERY, 2007) e auxilia no monitoramento de características
de interesse, por meio de cartas de controle (RIBEIRO, 2012). Trata-se de gráficos de
acompanhamento do processo e podem ser do tipo variável ou atributo (MONTGOMERY,
2007). Se os dados são “passa”/”não passa” ou “aceitável/ não aceitável”, a carta para atributos é
recomendada. Já, se são contínuos, usa-se a carta para variáveis (MANUAL DE REFERÊNCIA,
2005). A Tabela 1 contém as fórmulas de cada carta.
Tabela 1 – Fórmulas das Cartas X,R e C
Fonte: Montgomery (2007)
Além de apresentar um processo estável, os produtos devem estar dentro da especificação,
sendo que uma maneira de atestar esta capacidade envolve os índices de capabilidade, como o cp
e o cpk (MANUAL DE REFERÊNCIA, 2005). Estes índices avaliam a variação existente no
processo, enquanto o cpk avalia, ainda, a sua centralização (MONTGOMERY, 2007). A Figura 1
apresenta as suas fórmulas.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
5
Figura 1 – Fórmulas dos índices de capabilidade
Fonte: Adaptado do Manual de Referência (2005).
Diante disso, deve-se destacar que o CEP vem ganhando importância no setor têxtil
(ALTIGAN, 2007). Kayaalp (2009) mostrou que defeitos de costura podem ser reduzidos com o
uso do CEP, sendo que o mesmo pode ser usado com facilidade neste tipo de indústria.
4. Procedimento metodológicos
Este trabalho refere-se a um estudo de caso, visto que baseia-se em fontes e evidências
teóricas, conduzindo à coleta e análise de dados (YIN, 2001); neste estudo, por meio de
levantamento de literatura. O tipo de pesquisa adotado foi a qualitativa, pois a investigação foi
orientada para a situação estudada, a fim de obter dados descritivos entre o pesquisador e objeto
de estudo (NEVES, 1996).
Este trabalho possui também caráter quantitativo, pois esta considera que tudo pode ser
mensurável, traduzindo dados qualitativos em números e informações, de maneira que possam
ser analisadas. Neste sentido, apoiou-se em métodos de controle estatístico de processos para
verificar desvios de padronização dos produtos. Vale a pena lembrar que a abordagem
quantitativa é bastante utilizada em pesquisas descritivas, ajudando a compreender fenômenos
experimentados em trabalhos de grupo (PRODANOV; FREITAS, 2013), assim como o
observado no setor têxtil.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
6
Como técnica de pesquisa, foi realizada uma entrevista com a responsável por
confeccionar as golas das camisas, na empresa estudada. Optou-se por entrevistas não
estruturadas, pois são de grande utilidade para se obter informações (CURY, 2006). Realizou-se
visita para a realização de medições nas camisas masculinas, com manga longa, de tamanho M, a
partir de fita métrica, com precisão em centímetros. Para tanto, a medição foi feita da seguinte
maneira: a camisa foi aberta e a fita métrica usada para medir por meio de uma ponta
correspondente à altura do botão superior da vestimenta, indo até a outra extremidade, onde fica a
casa do mesmo botão. Tal procedimento foi utilizado na confecção das cartas de controle.
O método de pesquisa foi o descritivo, o qual tem a finalidade de observar, registrar e
analisar, sem alteração da realidade, apenas buscando o seu entendimento (ALMEIDA, 1996).
Para a coleta de dados, foram utilizados, ainda, questionários, entrevistas, observação direta e
medições, a fim facilitar a interpretação dos fatos observados na fábrica e as dispersões no padrão
de medida das camisas, nos anos de 2013 e 2014.
Quanto aos fins, o tipo de pesquisa foi o explicativo, pois por meio da análise e da
interpretação dos fenômenos observados, o pesquisador tenta explicar os porquês dos fatos
ocorridos na realidade da empresa (GIL, 2010). Apesar de ter havido livre acesso à empresa, por
questões de disponibilidade de pessoal e tempo, foram feitos tanto o recorte para a AET,
analisando-se a atividade de apenas uma costureira, quanto para os gráficos de controle,
medindo-se apenas um tipo de camisa.
5. Resultados e discussão
5.1 Ergonomia
Na fábrica existe uma funcionária para cada parte do processo de confecção. A gerente
tem as informações e especificações das vendas, que são passadas, junto às linhas, para cada
funcionária. A produção ocorre em pequenas células e se direciona a uma operária que une todas
as partes das camisas. Nesta fase, é crucial que estas partes estejam dentro do padrão de medida.
Qualidade do produto final, para a gerente, se reflete no mínimo de interrupções e tempo ocioso.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
7
Se a conversa ou movimentação não é relacionada às suas tarefas, as costureiras devem evitá-las.
Isso pode gerar “pressão” nas funcionárias e forçar à produção em massa.
Quanto aos aspectos físicos, a ventilação é precária, gerando desconforto térmico e
ambiente abafado, de acordo com uma funcionária. Estas ficam isoladas em um ambiente sem
janelas, com iluminação artificial. Entretanto, esta pode ser considerada eficiente, pois não há a
formação de sombras. Em função disso, tem-se um dos requisitos para garantir o conforto
humano, produtividade e qualidade de vida (COUTO, 1995). Já o ruído alcançou um valor
máximo de 71,8 dB, estando dentro do limite da norma regulamentadora de atividades e
operações insalubres (NR15). Todavia, uma das funcionárias relatou que este lhe causa estresse,
ao final do expediente.
As operárias da máquina de costura reclamaram de incômodos causados pela postura
sentada e por movimentos repetitivos. A cadeira usada é de madeira, material rígido que, usado
por longos períodos de tempo, pode gerar dores. Além disso, esta é antiga, de estrutura
comprometida, não fornecendo segurança e comodidade à costureira. Quando se utiliza a
máquina, a operadora aciona um pedal, pressionando-o levemente com o pé direito, havendo um
desnível no ponto de apoio dos pés e gerando dores na coluna e pernas. Esta máquina se encontra
apoiada sobre uma mesa, onde a operária pode também apoiar seus cotovelos e antebraços.
Os movimentos de esticar e contrair os braços demandam muito esforço por parte das
costureiras, afetando seus ombros e coluna. Quando indagadas sobre o motivo de ainda estarem
trabalhando no local, percebeu-se que a pouca oferta de emprego na região impõe que sejam
aceitas quaisquer condições de trabalho. A necessidade de manter o emprego faz com que os
trabalhadores se submetam a condições de trabalho incompatíveis com sua saúde (RODRIGUES
et al, 2013).
Por fim, observou-se que as operárias não usam EPI’s. A máscara seria ideal para a não
inalação de poeiras, o protetor auricular para evitar o estresse gerado pelo ruído e os sapatos
fechados, para proteger de quedas de equipamentos e fragmentos de agulhas. Também, não há
uniformes, o que chega a ser um risco, não só pelo uso de calçados abertos, como pelo uso de
bermudas, conforme foi observado.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
8
5.2 Controle estatístico da qualidade
Neste estudo, escolheu-se camisas de tamanho M e masculinas, como recorte, e a largura,
como a característica de qualidade. O número de camisas produzidas por dia, 150 peças, foi
definido como o tamanho da população finita N. Assim, realizou-se a medição de 30 itens, em
centímetros, que podem ser observados na Tabela 2.
Tabela 2 - Larguras Medidas das Camisas
Dessa forma, calculou-se o desvio padrão, 0,784 e o tamanho da amostra n, 8,85≈ 9.
Quando o número de n é maior do que um e menor do que 10, utiliza-se as cartas X-barra-R
(RIBEIRO, 2012). Para construir estas cartas, coletou-se amostras em 10 dias consecutivos, como
forma de facilitar a identificação de causas especiais entre os subgrupos (MONTGOMERY,
2007). Logo, obteve-se 90 medidas de camisas e calculou-se a média de cada amostra, assim
como a sua amplitude. Esses valores estão na Tabela 3.
Tabela 3 - Medidas coletadas por dia com média e amplitude amostrais

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
9
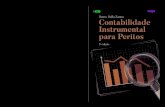
Com estes valores, construiu-se as cartas X-barra R, presentes na Figura 2, utilizando-se
do software, Minitab. Na carta X-barra há um ponto fora do limite superior de controle. Este,
representa a amostra 5 e por ser uma causa especial operando sobre o sistema, o mesmo está fora
de controle estatístico (CORTIVO, 2005).
Figura 2 - Gráficos de Controle do tipo X-Barra
10987654321
114
112
110
Sample
Sa
mp
le M
ea
n
__X=111.724
UCL=113.583
LCL=109.866
10987654321
10.0
7.5
5.0
2.5
0.0
Sample
Sa
mp
le R
an
ge
_R=5.52
UCL=10.02
LCL=1.02
1
Xbar-R Chart of 1, ..., 9
Eliminou-se a amostra 5, para visualizar o comportamento do processo. Como pode ser
visualizado na Figura 3, notou-se que o controle do processo foi retomado.
Figura 3- Carta X-Barra-R sem a amostra 5

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
10
987654321
113
112
111
110
Sample
Sa
mp
le M
ea
n
__
X=111.364
UCL=113.111
LCL=109.617
987654321
8
6
4
2
0
Sample
Sa
mp
le R
an
ge
_R=5.19
UCL=9.42
LCL=0.95
Carta Xbarra-R Para Médias Sem a Amostra 5
O valor do molde padrão foi de 124,4 - 10 cm (pelo corte de costura) = 114,4 cm.
Utilizando-se a margem de erro de 4 cm, definidos pela empresa. tem-se os limites de
especificação superior e inferior como sendo, respectivamente, 118,4 cm e 110,4 cm. Em
seguida, calculou-se a capacidade do processo, sendo os valores para cp e cpk, 1,70 e 0,41. O
gráfico da capabilidade do processo encontra-se representado pela Figura 4.
Figura 4 - Capabilidade do processo

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
11
A localização da tendência central está descentralizada. Além disso, deve-se analisar o
cpk, mesmo o cp sendo maior do que 1, pois este último mostra apenas o potencial e não a
capacidade real do processo (FINLEY, 1995). Como o cpk é menor que 1,33, este processo pode
ser considerado incapaz. Contudo, como cp é maior que 1, existe potencialidade para operar
dentro dos limites especificados (BANDYOPADHYAY, 1996). Além disso, quando este valor é
inferior a 1, deve-se centralizar o processo (OSSS, 2007). Após isso, elaborou-se a carta para
atributos, avaliando-se os seguintes defeitos, por peças: linha sobrando na manga, linha sobrando
na barra e continuidade na costura. Os dados coletados podem ser visualizados pela Tabela 4.
Tabela 4 - Não conformidades, por amostra
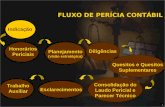
Usou-se a carta C, que refere-se ao controle de não conformidades, por item (OLIVEIRA,
2013). A média, C-barra, foi de 2,67 e o desvio padrão, 1,63. Os limites, superior (LSC) e inferior
(LIC), foram, 7,56 e 0, respectivamente. Como o LIC foi negativo, usou-se o valor 0 (CORTIVO,
2005). A carta está representada na Figura 5.
Figura 5 - Gráfico C-Barra com os Limites de controle

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
12
987654321
7
6
5
4
3
2
1
0
Sample
Sam
ple
Co
un
t_C=2.333
UCL=6.916
LCL=0
Gráfico de Controle C
O processo encontra-se sob controle, já que existem apenas causas comuns atuando no
processo (RIBEIRO, 2012). Na fábrica, o que pode estar acontecendo é que as operarias estão
atentas ao surgimento de pequenas falhas, que são visíveis e aplicáveis à correção.
5.3 Considerações gerais sobre os resultados obtidos
A causa da variação presente na carta X-Barra, pode ser encontrada e eliminada (LINS,
1993). Esta não conformidade pode se relacionar à maneira de se processar o produto durante o
corte ou a costura, visto que as costureiras possuem condições de trabalho não muito adequadas
(máquinas ergonomicamente não ajustadas), estresse gerado pelo ruído produzido e exigência de
alta concentração. Estes são fatores ergonômicos que influenciam no andamento da produção e
afetam a qualidade do processo (MARQUES, 2010).
As variações nas amostras, podem ocorrer pela velocidade de confecção do produto e pela
falta de instrumentos para a padronização. Os problemas ergonômicos encontrados podem ser um
agravante para esta falta de padronização. O ritmo intenso e as condições insalubres tornam este
trabalho fatigante, o que contrapõe a minuciosidade com que deve ser feito. Estas más condições
podem se relacionar diretamente com a não qualidade dos processos (EKLUND, 1995). Logo,
sugere-se a mudança nas condições de trabalho, tornando o ambiente mais saudável e
proporcionando qualidade de vida aos trabalhadores. Adquire-se, assim, melhorias na qualidade
dos processos e dos produtos finais, pois os impactos da ergonomia estão ligados aos aspectos de

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
13
qualidade. Logo, os reflexos de operários mais saudáveis e satisfeitos poderiam tornar a produção
mais padronizada e de melhor qualidade.
6. Conclusões
Existem problemas, tanto ergonômicos, quanto de controle de qualidade na empresa.
Acredita-se que os dois possuam interfaces estreitas, ou seja, os riscos ergonômicos podem afetar
na qualidade do produto final. No entanto, não é possível afirmar até que ponto existe esta
relação. Assim, entende-se que o objetivo deste trabalho foi atendido, mesmo havendo pouco
tempo disponível e restrições para visitar a empresa. Por outro lado, deve-se reconhecer a
contribuição deste trabalho para academia e organizações do setor têxtil, a partir da reflexão
estabelecida acerca da forma como o trabalho tem sido abordado, buscando-se priorizar pela
qualidade de vida no trabalho.
Para estudos posteriores sugere-se, em relação aos aspectos ergonômicos, que a empresa
busque por ferramentas que auxiliem também em aspectos que garantam qualidade de vida no
trabalho, os quais podem ser adquiridos ao se manter uma relação de proximidade com os
funcionários. No âmbito dos requisitos de qualidade, sugere-se o estudo da camisa, como um
todo, pois isto poderia evidenciar problemas de não conformidade de processos. Sugere-se, por
fim, a criação de cartas de controle, pois além de garantir a qualidade exigida aos processos,
também se ganharia em produtividade, já que retrabalho e perdas poderiam ser eliminados.
Ainda, se o CEP for devidamente monitorado e seguido, o mesmo poderá garantir um
nível de qualidade para cada parte do processo (CARVALHO, 1991). Isso acontece, conforme
Carvalho (1991), uma vez que este integra o controle da qualidade, com cada etapa produtiva.
Dessa maneira, identificando-se as causas de não conformidades relacionadas às costureiras, e
corrigindo-as, pode-se impactar na forma como elas executam o trabalho, consequentemente,
melhorando a qualidade do que produzem e também sua qualidade de vida. Diante disso, para
que a empresa se mantenha competitiva, faz-se essencial que esta se atente a aspectos, tanto
ergonômicos, como de qualidade de processos.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
14
7. Referências
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA TÊXTIL E DE CONFECÇÃO - ABIT. Perfil do Setor.
Disponível em < http://www.abit.org.br/cont/perfil-do-setor> Data de acesso: 07/10/2016.
ALMEIDA, Marcelo Cavalcanti. Auditoria: Um Curso Moderno e Completo. São Paulo: 5ª Ed. Atlas, 1996.
ATILGAN, Turan. Acceptable quality levels in the textile sector and their effect on the level of competition. Fibres
and Textiles in Eastern Europe, v. 15, n. 1, p. 16, 2007.
BANDYOPADHYAY, Jayanta. QS-9000 Handbook: a Guide to Registration and Audit. CRC Press, 1996.
BARRETO, Margarida. A Indústria do Vestuário e a Saúde dos Trabalhadores e Trabalhadoras. Cadernos de Saúde
do Trabalhador. CUT-INST, 2000.
BARROS, Maria Helena Bessa. O método PDCA como ferramenta de análise ergonômica do trabalho: estudo de
caso em uma indústria de embalagem cartonada. Simpósio de Engenharia de Produção, XIII, 2006.
CARPINETTI, Luiz Cezar Ribeiro. Gestão da Qualidade, Conceitos e Técnicas. 2 ed. São Paulo: Atlas, 2012.
CARVALHO, Wagner José Sousa; ABREU, Everton de Sousa e ALVES, Maria Caroline Pereira. Análise e
aplicabilidade de ferramentas básicas da qualidade como auxílio na melhoria do processo produtivo: estudo de
caso em uma indústria de confecção. Fortaleza, CE. ENEGEP. 2015.
CARVALHO, Marly Monteiro de. Um Sistema de Controle de Qualidade para a Indústria Têxtil. 1991.
COUTO, Hudson de Araújo. Ergonomia Aplicada ao Trabalho: o Manual Técnico da Máquina Humana. Belo
Horizonte: Ergo, 1995.
CURY, Antônio. Organização e Métodos - Uma Visão Holística. 8 ed. São Paulo: Atlas S.A., 2006.
DAL CORTIVO, Zaudir. Aplicação do Controle Estatístico de Processo em Sequências Curtas de Produção e
Análise Estatística de Processo Através do Planejamento Econômico. Curitiba: UFPR, 2005. Tese (Doutorado) -
Programa de Pós-Graduaçăo em Métodos Numéricos em Engenharia, Setores de Tecnologia e Ciências Exatas,
Universidade Federal do Paraná, Curitiba, 2005.
DE OLIVEIRA, Camila Cardoso. GRANATO, Daniel; CARUSO, Miriam Solange Fernandes; SAKUMA, Alice
Momoyo. Manual para Elaboração de Cartas de Controle para Monitoramento de Processos de Medição
Quantitativos em Laboratórios de Ensaio. Instituto Adolfo Lutz, 1ª edição, São Paulo, 2013.
EKLUND, Jorgen A.E. Relationships between ergonomics and quality in assembly work. Applied Ergonomics,
26(1), 15–20, 1995.
ERDINÇ, Oguzan e YEOW, Paul H. P. Proving External Validity of Ergonomics and Quality Relationship Through
Review of Real-World Case Studies. International Journal of Production Research, v. 49, n. 4, 2011.
FERREIRA, Mario S. e RIGHI, Carlos Antônio Ramires. Análise ergonômica do trabalho. 2009.
FINLEY, John C. What is capability? What is Cp and Cpk? Annual Quality Congress, Nashiville TN. Vol 46, NO-
0. May, 1992.
GIL, Antônio Carlos. Como Elaborar Projetos de Pesquisa. 5. ed. São Paulo: Atlas, 2010.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
15
GRABARSCHI, Idvani Val Éria Sena de Souza. Qualidade de vida no trabalho e sua influência na percepção da
qualidade dos serviços: estudo de caso em instituição de nível superior. Florianópolis: UFSC, 2001. Dissertação
(Mestrado) - Curso de Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, 2001.
GUÉRIN, LAVILLE, A., DANIELLOU, F., DURAFFOURG, J. e KERGUELEN, A. Compreender o Trabalho
Para Transformá-lo: a Prática da Ergonomia. In: Compreender o Trabalho para Transformá-lo: a Prática da
Ergonomia. Edgar Blucher, 2001.
GUNNING, Jennifer, EATON, Jonathan, FERRIER, Sue, FRUMIN, Eric, KERR, Mickey, KING, Andrew e
MALTBY, Joe. Ergonomic Handbook for the Clothing Industry. Union of Needletrades, Toronto, 2001.
HAMROL, Adam, KOWALIK, Dagmara e KUJAWIŃSK, Agnieszka. Impact of selected work condition factors on
quality of manual assembly process. Human Factors and Ergonomics in Manufacturing & Service Industries,
21(2), 156–163. 2011.
IIDA, Iiro. Ergonomia: Projeto e Produção. 5ed. São Paulo: Edgard Blucher, 1998.
IIDA, Itiro. Ergonomia: Projeto e Produção. 2ª edição. São Paulo: Editora Blucher, 2005.
JERÔNIMO, Taciana de Barros, MELO, Fagner José Coutinho, MECCHI, Thiago Manghi Longo e AQUINO, Joás
Tomaz. Promoção da Qualidade Interna pela Disseminação e Comunicação no Sistema Gerencial da
Qualidade: Estudo de Caso em uma Empresa do Setor Metalúrgico. In: SIMPEP, 2013, Bauru- SP.
KAYAALP, Inci Dengizler e ERDOGAN, M. Cetiin. Decreasing sewing defects by using statistical process control
methods in the apparel factory. Tekstil ve Konfeksiyon, v. 19, n. 2, p. 169-174, 2009.
LANDIN, Thobias, RAZZINO, Carlos do Amaral, PEREIRA, Rafael da Silva, SILVA, Diego Fernandes e
BIANCHINI, Glauco Fabricio. Análise Ergonômica no Setor de Qualidade da Produção de Botões. In,ENEGEP,
Bento Gonçalves – RS, 2012.
LÁZARO, Conte Antônio. Qualidade de vida no trabalho: Funcionários com qualidade de vida no trabalho são mais
felizes e produzem mais. Revista FAE Business, n. 7, 2003.
LEAN Six Sigma Black Belt. OSSS Lean Six Sigma Black Belt Manual. Third Edition. Arizona. Open Source Six
Sigma, LLC. 2007.
LIMONGI FRANÇA, Ana Cristina. Qualidade de Vida no Trabalho: Conceitos e Práticas nas Empresas da
Sociedade Pós-Industrial. Atlas, 2003.
LINS, Bernardo F. E. Ferramentas básicas da qualidade. Ciência da Informação, v. 22, n. 2, 1993.
MANUAL DE REFERÊNCIA. Fundamentos de Controle Estatístico do Processo. 2005.
MAULER, F. Manual sobre ergonomia. UNICAMP: em direção a uma universidade saudável. Campinas:
UNIICAMP, maio, 2001.
MARQUES, Amanda, TAVARES, Estelina, SOUZA, Jannerpaula, MAGALHÃES, Juliana Arruda e LÉLLIS,
Jimmy. A ergonomia como um fator determinante no bom andamento da produção: um estudo de caso. Revista
Anagrama: Revista Científica Interdisciplinar da Graduação, SP, 2010.
MONTGOMERY, Douglas C. Introduction to statistical quality control. John Wiley & Sons, 2007.
NAG, A., DESAI, H. e NAG, P. K. Work stress of women in sewing machine operation. Journal of Human
Ergology, v. 21, n. 1, p. 47-55, 1992.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
16
NEVES, José Luis. Pesquisa qualitativa - características, usos e possiblidades. Caderno de Pesquisas em
Administração, São Paulo, v. 1, n. 3, p.1-5, jun. 1996. Semestral.
PRODANOV, Cleber Cristiano; DE FREITAS, Ernani Cesar. Metodologia do Trabalho Científico: Métodos e
Técnicas da Pesquisa e do Trabalho Acadêmico, 2ª Edição. Editora Feevale, 2013.
RIBEIRO, J. L. D. e CATEN, C. T. Controle estatístico do processo: série monográfica qualidade. Porto Alegre:
FEENG/UFRGS, 2012.
RODRIGUES, Bruna Carolina, MOREIRA, Carla Caroline Campanelli, TRIANA, Taise Andréa, RABELO, Juliana
Furlan e HIGARASHI, Ieda Harumi Limitações e consequências na vida do trabalhador ocasionadas por doenças
relacionadas ao trabalho. Revista da Rede de Enfermagem do Nordeste, Fortaleza, v. 14, n. 2, 2013. Bimestral.
SILVA, M. A. Dias da e DE MARCHI, Ricardob. Saúde e Qualidade de Vida no Trabalho. São Paulo: Editora
Best Seller, 1997.
YIN, Robert K. Estudo de Caso: Planejamento e Métodos. 2. ed. Porto Alegre: Bookman, 2001.
ZARE, Mohsen, CROQ, Michel, HOSSEIN‐ARABI, Farhad, BRUNET, Rene e ROQUELAURE, Yves. Does
ergonomics improve product quality and reduce costs? A Review Article. Human Factors and Ergonomics in
Manufacturing & Service Industries, v. 26, n. 2, p. 205-223, 2016.