ANÁLISE ESTATÍSTICA SIMPLES COM TESTE DE … · evolvente do dente estão previstas conforme a...
21
ANÁLISE ESTATÍSTICA SIMPLES COM TESTE DE HIPÓTESE PARA COMPARAÇÃO DA QUALIDADE DOS PROCESSOS DE USINAGEM POR FRESAMENTO E HONING Sandro Pereira da Silva (USP ) [email protected] Lincoln Cardoso Brandao (UFSJ ) [email protected] Camila Oliveira Leopoldo (FIEL ) [email protected] Josie Ket Fontebasso (FIEL ) [email protected] Luiz Martins de Souza (AEDU ) [email protected] Cada vez mais a necessidade de construir engrenagens com perfeito acabamento do perfil evolvente e ângulo de hélice é considerada no ramo automobilístico, a combinação dos componentes pinhão & cremalheira comumente aplicado em sistemas de ddireções tem a necessidade de proporcionar engrenamento preciso e livre de vibrações. Sistemas de direção estão sob constante pesquisa no melhoramento destes perfis com o objetivo de diminuir os esforços de esterçamento, simetria na retornabilidade e traduzir esse efeito de leveza sem perda da segurança durante a direção. Este trabalho apresenta estudo de comparativo de pinhões que tiveram a aplicação deste novo processo de acabamento implantado em uma indústria de autopeças no interior de São Paulo que utiliza o sistema de “honing”. O estudo deste novo processo aplicou o teste de hipótese tipo “T” para comparar as diferenças entre as médias em relação a qualidade de engrenamento. Os testes realizados mostraram que o sistema de acabamento baseado em “honing” dos pinhões gerou valores de DIN para ângulo de hélice e perfil de evolvente muito inferior quando comparados com o processo de fresamento convencional. O resultado do teste de hipóteses tipo “T” indicou claramente a diferença entre os processos. Palavras-chaves: Teste de hipóteses, Qualidade, Fresamento, Honing XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Transcript of ANÁLISE ESTATÍSTICA SIMPLES COM TESTE DE … · evolvente do dente estão previstas conforme a...

ANÁLISE ESTATÍSTICA SIMPLES COM
TESTE DE HIPÓTESE PARA
COMPARAÇÃO DA QUALIDADE DOS
PROCESSOS DE USINAGEM POR
FRESAMENTO E HONING
Sandro Pereira da Silva (USP )
Lincoln Cardoso Brandao (UFSJ )
Camila Oliveira Leopoldo (FIEL )
Josie Ket Fontebasso (FIEL )
Luiz Martins de Souza (AEDU )
Cada vez mais a necessidade de construir engrenagens com perfeito
acabamento do perfil evolvente e ângulo de hélice é considerada no
ramo automobilístico, a combinação dos componentes pinhão &
cremalheira comumente aplicado em sistemas de ddireções tem a
necessidade de proporcionar engrenamento preciso e livre de
vibrações. Sistemas de direção estão sob constante pesquisa no
melhoramento destes perfis com o objetivo de diminuir os esforços de
esterçamento, simetria na retornabilidade e traduzir esse efeito de
leveza sem perda da segurança durante a direção. Este trabalho
apresenta estudo de comparativo de pinhões que tiveram a aplicação
deste novo processo de acabamento implantado em uma indústria de
autopeças no interior de São Paulo que utiliza o sistema de “honing”.
O estudo deste novo processo aplicou o teste de hipótese tipo “T” para
comparar as diferenças entre as médias em relação a qualidade de
engrenamento. Os testes realizados mostraram que o sistema de
acabamento baseado em “honing” dos pinhões gerou valores de DIN
para ângulo de hélice e perfil de evolvente muito inferior quando
comparados com o processo de fresamento convencional. O resultado
do teste de hipóteses tipo “T” indicou claramente a diferença entre os
processos.
Palavras-chaves: Teste de hipóteses, Qualidade, Fresamento, Honing
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. INTRODUÇÃO
O tema de acabamento de dentes de engrenagens utilizando o processo de fabricação
por “honing” é pouco explorado, por se tratar de um processo relativamente novo, os
primeiros estudos surgiram de aplicação do “honing” em 1970 pelo Dr. Albert Fässler em
desenvolvimento da primeira máquina para “honing” de dentes de engrenagens com cunha
indefinida. Desta forma, a pesquisa nas bases de referências bibliográficas para o processo de
“honing” apresentou elevada dificuldade, devido ao fato da maioria dos estudos neste
processo não subsidiarem aprofundamentos em acabamentos de pinhões para sistemas de
direção veicular (SILVA, 2010).
A partir da década de 1970, investigações teóricas e experimentais vêm sendo
desenvolvidas para o estudo do comportamento dinâmico de sistemas engrenados. Pode-se
observar uma primeira tendência ligada à pesquisa de tensões no dente da engrenagem, ao que
diz respeito a qualidade do engrenamento e considerando a sua flexibilidade, tendo como
objetivo o aperfeiçoamento de projeto do dente de engrenagem (SILVA, 2010).
Segundo Gillespie (1992), o efeito do engrenamento em sistemas de direção dos
veículos automotores possui grande importância no comportamento estático e dinâmico
veicular. A função do sistema de direção é gerar ângulos nas rodas dianteiras e/ou traseiras
em resposta às necessidades impostas pelo condutor para que haja o controle do veículo.
Contudo, os ângulos de esterçamento efetivos são modificados pela geometria do sistema de
suspensão, direção, condições de tracionamento para os veículos de tração dianteira e
qualidade apresentada na relação de engreno pinhão cremalheira. Por sua vez, Bastow (1993),
salienta a importância do sistema de direção no que tange a aceitar as irregularidades verticais
impostas pelas pistas provocando perturbações no sistema de direção em especial ao pinhão e
cremalheira.
Os sistemas de engrenamento, devido a sua capacidade de transmissão de movimentos e
potência, estão entre os mais importantes elementos de máquinas da indústria moderna. Uma
especial atenção é dada na produção de engrenagens em função de perfis específicos. Os
dentes de engrenagens têm uma complexa e precisa forma com exigências normalizadas e um
alto grau de precisão da textura superficial. Engrenagens podem ser fabricadas por um grande

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
número de processos (fundição, forjamento, extrusão, metalurgia do pó, etc). Mas como regra
geral o processo de retificação é usado para gerar o perfil evolvente final, a forma exata e a
rugosidade final na engrenagem (FÄSSLER, 2008).
Segundo Sannareddy, et al. (1998), superfícies de alto desempenho com especiais
exigências de funcionalidade como, por exemplo, os perfis evolventes de engrenagens, são
fabricados usando um ou mais processos de fabricação. A textura final é a combinação destas
texturas superficiais em função dos processos empregados.
Segundo DeChifre et al. (2000), três elementos devem ser cuidadosamente considerados
e estão diretamente inter-relacionados: a geração do produto por retificação, lapidação; a
função do componente como desgaste, vedação e finalmente a qualificação do componente
como dimensionamento, visualização e qualificação.
Outros processos para a melhoria da qualidade de engrenamento foram propostos por
Oobayashi et al. (2005), onde foi usada uma metodologia de acabamento que empregou uma
técnica tribo com lubrificação pela água. Este método denominada como oxidação tribo
assistida para acabamento fino, consistia em empregar água com vazão de 1000 ml.min-1
fornecida com elemento abrasivo entre o os dentes de engrenagens possibilitando assim, um
auto ajuste do engrenamento e um melhoria significativa do ruído durante o engrenamento.
Todavia, das várias técnicas de aprimoramento da qualidade de engrenamento para dentes
endurecidos termicamente, o processo de “honing” tem se tornado o mais empregado, devido
à alta eficiência que possui no acabamento de engrenagens endurecidas e de sua facilidade em
ajustar o perfil da evolvente e ângulo de hélice. O processo de “honing” de engrenagens é
empregado para eliminar erros após o tratamento térmico na superfície do dente. A cinemática
do processo de “honing” e a geometria do rebolo são similares ao corte inicial do perfil da
engrenagem e o material e velocidade de corte são similares ao processo de retificação. O
processo de retificação convencional remove material da superfície da engrenagem gerando
marcas na direção perpendicular ao contato de engrenamento. No processo de “honing”, o
movimento cinemático real da malha do engrenamento é reproduzido, o que proporciona uma
melhor qualidade no engrenamento em sua aplicação ao ser comparado com o processo de
fresamento convencional. (BRANDÃO et al.,2009). O processo de retificação de dentes da
engrenagem é considerado complexo devido toda a cinemática envolvida para obter
acabamentos elevados. (KRUSZYN´SKI e MIDERA 1998).

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Segundo Hermes (2008), considerável redução de ruídos em engrenamento pode ser
conseguida com o processo de “honing”. A minimização de grandes picos de rugosidade é
significativa, permitindo a correção do perfil evolvente e ângulo de hélice do dente da
engrenagem.
2. METODOLOGIA
Os experimentos foram realizados em uma empresa de autopeças americana
especializada em fabricar sistemas de direção. Pinhões de sistemas de direção foram
empregados como corpos de prova conforme Figura (2). Os pinhões são fabricados em aço
SAE 4320-H com dureza no núcleo variando de 295/460 HV2 e uma camada de cementação
na superfície de 600 HV2. As especificações das dimensões gerais do acabamento e perfil
evolvente do dente estão previstas conforme a norma ISO 1328-1 (1995), ISO 1328-2 (1997)
e ISO TR 10064-1 (1992).
Figura 1. Pinhão empregado no sistema de direção
Fonte: Adaptado do manual de sistemas de direção. (2010)
O equipamento empregado no experimento foi um centro de usinagem específico para o
processo de “honing” da marca Fässler, modelo HMX-400, comando numérico de controle do
centro de usinagem é SINUMERIK modelo 840 D.
O rebolo utilizado no experimento é de Óxido de Alumínio (Al2O3) com aglutinante a
base de resina epóxi. O módulo de elasticidade da liga do rebolo é de 21.000 N.mm-2
e a
densidade de 2,45 g.cm-3
de acordo com Hermes (2008). Para a realização do processo de
“honing”, inicialmente faz-se o perfilamento do dentado interno no rebolo de corte,
transferindo para o rebolo a geometria do dressador que tem exatamente o perfil evolvente e
ângulo de hélice dos dentes do pinhão. Em seguida foi realizado o processo de “honing”
propriamente dito que consiste na transferência da geometria do rebolo para o pinhão,

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
detalhes do sistema de fixação e processo de “honing” é apresentado na Figura (3), sendo o
pinhão montado na placa de fixação ao qual apresenta um segundo ponto de apoio
posicionado dentro do cabeçote de usinagem. O eixo Z se desloca no sentido axial da
máquina, exatamente na dimensão do comprimento do pinhão que deve ser usinado.
Figura 2. Detalhe sistema de usinagem do equipamento de “honing” modelo HMX-400
Fonte: Adaptado do catálogo Fässler. (2008)
O objetivo dos experimentos é comparar as características de engrenamento dos dentes
do pinhão ao processo de geração por fresamento e “honing”. Os parâmetros comparativos
adorados foram os desvios do perfil transversal e os erros de hélice, de acordo com a norma
DIN 3962 (1978). A Figura (3) demonstra a representação gráfica dos desvios transversais do
perfil do dente e a Figura (4) demonstra a região onde é verificado o erro de hélice do pinhão.
Figura 3. Perfil transversal do dente

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Fonte: Adaptado de Silva et al. ( 2009)
Onde:
LAF: Faixa de medição do perfil transversal (evolvente);
L: Faixa de análise do perfil transversal entre DUL e DUL;
DLL: Análise inicial do diâmetro;
DUL: Análise do diâmetro final;
F: Desvio total do perfil do dente;
fH: Desvio da inclinação do dente;
ff: Desvio da forma do dente;
Figura 4. Diagrama da representação do erro de hélice
Fonte: Adaptado de Silva et al. ( 2009)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Onde:
L: Faixa de teste da linha do dente;
B: Largura da face;
F: Desvio total da hélice;
fH: Desvio da inclinação da hélice;
ff: Desvio da forma da hélice.
3. ANÁLISE DOS RESULTADOS
As medições foram realizadas nos dentes 1, 2, 3 e 4, conforme demonstrado nas
Figuras (5), (6), (7) e (8), apresentam os gráficos típicos dos erros de evolvente e ângulo de
hélice, para o processo de “honing” e fresamento dos dentes do pinhão, respectivamente.
Figura 5. Diagrama da representação do perfil evolvente - “honing”
Fonte: Equipamento medição Strjirny Celákovice (2007).
Figura 6. Diagrama da representação do perfil evolvente - fresamento

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Fonte: Equipamento medição Strjirny Celákovice (2007).
Figura 7. Diagrama da representação do erro de hélice – “honing”
Fonte: Equipamento medição Strjirny Celákovice (2007).
Figura 8. Diagrama da representação do erro de hélice - fresamento
Fonte: Equipamento medição Strjirny Celákovice (2007).

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
As Tabelas (1), (2), (3) e (4) apresentam os valores obtidos nos gráficos comparando
os dois processos “honing” e fresamento em relação aos erros do perfil evolvente. Os
resultados são apresentados com seus respectivos valores em micrometros. Nas tabelas são
representados os valores de quatro dentes e obtida a média destes na última coluna. Os valores
alcançados no processo de “honing” são significativamente inferiores ao comparar com o
processo de fresamento, sendo estes na ordem de 6 vezes, em média, menores para o processo
de “honing”, considerando o parâmetro Fα que é o desvio total do perfil do dente em
micrometros. Para o parâmetro fHα que corresponde ao desvio da inclinação do dente, estes
valores foram em média 5 vezes menores. Finalmente, o parâmetro ffα do desvio da forma do
dente foi o que obteve a maior diferença ficando em valores médios na faixa de 13 vezes
menor para o processo de “honing”. Os valores entre parênteses correspondem à qualidade de
tolerância conforme a norma DIN 3962 – parte 1 e 2 (1978), quanto menor forem estes
valores, melhor será a qualidade do engrenamento, pois medida que o erro diminui minimiza
os erros do perfil evolvente.
Tabela 1 - Erros de Evolvente [µm] - Flanco Direito
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fα 3,1 (4) 3,7 (4) 2,4 (3) 4,3 (5)
3,4 (4)
“Honing” fHα 2,0 (3) 2,9 (4) 1,3 (2) 3,2 (5)
2,3 (3)
ffα 1,9 (3) 1,6 (3) 1,9 (3) 2,2 (4) 1,9 (3)
Tabela 2 - Erros de Evolvente [µm] - Flanco Esquerdo
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fα 2,6 (3) 3,3 (4) 2,4 (3) 3,2 (4)
2,9 (4)
“Honing” fHα 1,4 (2) 2,6 (4) 1,9 (3) 2,9 (4)
2,2 (4)
ffα 1,9 (3) 1,8 (3) 2,0 (3) 2,1 (4) 1,9 (3)
Tabela 3 - Erros de Evolvente [µm] - Flanco Direito
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fα 19,2 (9) 16,8 (9) 25,2 (10) 15,8 (8)
19,2 (9)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Fresamento fHα 18,3 (10) 15,4 (10) 25,2 (11) 15,1 (10)
18,5 (10)
ffα 7,5 (7) 8,5 (7) 16,5 (10) 8,0 (7) 10,1 (9)
Tabela 4 - Erros de Evolvente [µm] - Flanco Esquerdo
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fα 19,2 (9) 16,8 (9) 25,2 (10) 15,8 (8)
19,2 (9)
Fresamento fHα 18,3 (10) 15,4 (10) 25,2 (11) 15,1 (10)
18,5 (10)
ffα 7,5 (7) 8,5 (7) 16,5 (10) 8,0 (7) 10,1 (9)
As Tabelas (5), (6), (7) e (8) apresentam os valores dos erros para o ângulo de hélice, é
possível verificar menor variação nos processo de “honing”. Para o parâmetro fHß que é o
desvio da inclinação da hélice os valores foram menores, da ordem de 7 vezes, o que sugere
que o processo de “honing” dos dentes permite manter o ângulo de hélice dos dentes do
pinhão dentro do projeto esperado, garantindo assim, um engrenamento mais suave e uma
atuação mais homogênea dos esforços sobre o dente. Para o parâmetro ffß que é o desvio da
forma da hélice os valores também foram menores para o processo de “honing”.
Tabela 5 - Erros de Hélice [µm] - Flanco Direito
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fβ 7,7 (5) 8,8 (6) 7,8 (5) 8,9 (6)
8,3 (6)
“Honing” fHβ 5,1 (5) 9,0 (6) 4,6 (5) 8,6 (6)
6,8 (6)
ffβ 7,2 (7) 7,4 (7) 6,1 (6) 7,2 (7) 7,0 (7)
Tabela 6 - Erros de Hélice [µm] - Flanco Esquerdo
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fβ 6,8 (5) 8,5 (6) 7,1 (5) 8,4 (6)
7,7 (5)
“Honing” fHβ 4,0 (4) 7,7 (6) 5,0 (5) 7,0 (6)
6,0 (5)
ffβ 6,1 (6) 6,2 (6) 6,0 (5) 6,0 (5) 6,1 (6)
Tabela 7 - Erros de Hélice [µm] - Flanco Direito

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fβ 61,4 (12) 35,5 (10) 28,6 (9) 28,9 (9)
38,6 (10)
Fresamento fHβ 69,8 (12) 27,1 (9) 28,1 (10) 25,8 (9)
37,7 (10)
ffβ 19,5 (10) 29,1 (11) 17,8 (9) 17,4 (9) 20,9 (10)
Tabela 8 - Erros de Hélice [µm] - Flanco Esquerdo
Processo Parâmetros Dente 1 Dente 2 Dente 3 Dente 4 Média
Fβ 69,2 (11) 40,8 (10) 35,4 (10)
57,11
(11) 50,6 (10)
Fresamento fHβ 73,2 (12) 48,9 (11) 36,9 (10) 72,2 (12)
57,8 (11)
ffβ 31,2 (11) 13,3 (9) 17,2 (9) 15,0 (9) 19,2 (9)
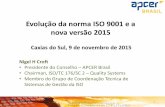
As Figuras (9), (10) e (11) comparam de forma individual os fatores F: Desvio total
da hélice, fH: Desvio da inclinação da hélice, ff: Desvio da forma da hélice, F: Desvio total
do perfil do dente, fH: Desvio da inclinação do dente e ff: Desvio da forma do dente. Nota-se
que em todos os gráficos a amplitude da variação do processo de “honing” foi sempre inferior
ao processo de fresamento.
Figura 9. (A) Desvio total do perfil do dente e (B) Desvio da inclinação do dente

15131197531
50
40
30
20
10
0
-10
Amostras
[mic
rom
etr
os]
_X=20,63
UCL=49,84
LCL=-8,59
Honing Fresamento
I Chart of Fα por processo
15131197531
50
40
30
20
10
0
-10
Amostras
[mic
rom
etr
os]
_X=18,88
UCL=46,84
LCL=-9,09
Honing Fresamento
I Chart of fHα por processo

(A) (B)
Figura 10. (C) Desvio da forma do dente e (D) Desvio total da hélice
15131197531
30
20
10
0
-10
Amostras
[mic
rom
etr
os]
_X=10,03
UCL=29,52
LCL=-9,47
Honing Fresamento
I Chart of ffα por processo
15131197531
100
80
60
40
20
0
Amostras
[mic
rom
etr
os]
_X=44,6
UCL=93,6
LCL=-4,4
Honing Fresamento
I Chart of Fβ por processo

(C) (D)
Figura 11. (E) Desvio da inclinação da hélice e (F) Desvio da forma da hélice

15131197531
125
100
75
50
25
0
Amostras
[mic
rom
etr
os]
_X=47,7
UCL=110,4
LCL=-14,9
Honing Fresamento
I Chart of fHβ por processo
15131197531
40
30
20
10
0
Amostras
[mic
rom
etr
os]
_X=20,06
UCL=42,52
LCL=-2,39
Honing Fresamento
I Chart of ffβ por processo

(E) (F)
Visando a confirmação da diferença entre o desempenho dos processos foi aplicado o
teste de hipótese comparando o total das médias entre os processos de fresamento e “honing”
através de software estatístico MiniTab®
, o estudo baseou-se em uma amostragem retirada
aleatoriamente de cada população, por ser tratar de amostra reduzida e independentes foi
utilizada um teste “T” para duas amostras conforme recomenda Larson (2007).
As Figuras (12) e (13) demonstram o testes de hipóteses tipo “T” aplicado na
comparação entre os dois processos, nota-se que com 90% de confiabilidade as diferenças
entre as médias em 11,916 micrometros é possível determinar diferença significativa entre o
processo de “honing” e o processo de fresamento, já para um nível de confiança na ordem de
60% e as diferenças entre as médias caem para 8,0772 micrometros em relação aos processos.
Figura 12. Teste de hipótese tipo “T” – relatório de diagnóstico.

87654321
40
20
087654321
you would have a 90% chance.
chance of detecting the difference. If they differed by 11,916,
If the true means differed by 8,0772, you would have a 60%
For alpha = 0,05 and sample sizes = 8:
100%
11,916
90%
8,0772
60%< 40%
Dados em ordem na tabelaInvestigação dos residuos
8,0772 60,0
9,0839 70,0
10,267 80,0
11,916 90,0
Diferença Potência do Teste
tamanho de amostra em 8?
Qual diferença pode ser detectada com
amostra.
detectar uma diferença menor do que 10.267, considere aumentar o tamanhos de
Poder é uma função das dimensões das amostras e os desvios padrão. Para
diferença. Se a média for diferente por 11.916, a chance é de 90%.
Se o verdadeira média difere por 8,0772, existe chance de 60% de detectar a
2-Amostras Teste tipo T para média Honing e Fresamento
Relatório de diagnóstico
Para Alpha = 0,05 e tamanho das amostras em 8
Honing Fresamento
Potência do Teste tipo "T"
Qual a chance de detectar a diferença?
Fonte: MiniTab® (2008).
Figura 13. Teste de hipótese tipo “T” comparativos entre as médias dos processos de
honing e fresamento.

403020100
Honing
Fresamento
mean of Fresamento (p < 0,05).
The mean of Honing is significantly different from the
> 0,50,10,050
NoYes
P = 0,000
0-10-20-30
-14.846.
certeza de que a verdadeira diferença está entre -29.729 e
diferença a partir de dados da amostra. Com 95% de
- CI: quantifica a incerteza associada a estimativa da
de significância 0,05.
- Teste: É possível concluir que as médias diferem ao nível
Tamanho da Amostra 8 8
Médias 4,7042 26,992
95% CI (4,097; 5,311) (19,575; 34,409)
Desvio Padrão 0,72620 8,8716
Estatística Honing Fresamento
-22,288
(-29,729; -14,846)
Diferença entre as médias*
95% CI
* Diferenças entre o processo de Honing - Fresamento.
2-Amostras Teste "T" para médias variação entre o processo de Honing e Fresamento
Relatório resumo
Distribution of Data
Comparação das medias entre as amostras
As médias são diferentes?
95% CI para diferença
Neste intervalo está incluso zero?
Comentários
Fonte: MiniTab® (2008).
4. CONCLUSÕES
De acordo com os dados obtidos nas medições dos erros dos perfis evolvente dos
dentes de engrenagens e o teste de hipóteses tipo “T”, pode-se concluir que:
O teste de hipóteses tipo “T” pode ser aplicado para comparação das médias em
populações com boa confiabilidade no resultados;
Excelentes qualidades de perfil e hélice para o processo de “honing” na ordem de DIN
6 em média enquanto o processo de fresamento não ultrapassa o patamar médio de
DIN 9;
Os dados mostram uma razoável capacidade de eliminação de erros de engrenamento
aplicando o processo de “honing”;
O processo de fresamento apresentam características de engrenamento no mínimo 6
vezes inferior em comparação ao processo de “honing”;
5. AGRADECIMENTOS
Os autores agradecem a empresa de autopeças localizada no interior de São Paulo –
SP pelo apoio durante a realização dos experimentos.
6. REFERÊNCIAS:

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
20
BASTOW, DONALD, Car Suspension and Handling, / rev. by Geoffrey P. Howard,
London, Warrendale, PA, USA : Pentech Press: Society of Automotive Engineers, (1993), 3rd
ed. 362p.
BRANDÃO, L.C.; SILVA, S. P.; ABREU, G.A.; LIMA. P.C. O processo de acabamento
em pinhões de sistemas de direção. In: COBEF - Congresso Brasileiro de Engenharia de
Fabricação, 2009, Belo Horizonte. Anais. São Paulo: ABCM - Associação Brasileira de
Ciências Mecânicas, (2009), v. 1. p. 11-20.
De CHIFFRE, L.; LEONARDO, P.; TRUMPOLD, H.; LUCCA, D.A.; GOCH, G.; BROWN,
C.A.; RAJA, J.; HANSEN, H.N., 2000, Quantitative characterization of surface texture,
Ann. CIRP 49, v.2.
DIN 3962 – Part 1, 1978, Tolerances for Cylindrical Gear Teeth – Tolerances for
Deviations of individual Parameters, Deutsche Normen, Aug.
DIN 3962 – Part 2, 1978, Tolerances for Cylindrical Gear Teeth – Tolerances for Tooth
Trace Deviations, Deutsche Normen, Aug.
FÄSSLER COSTUMIZED SOLUTIONS. Apresentação do processo de honing de
engrenagens com rebolos cerâmicos, (2008), Manual Técnico, 38 páginas.
GILLESPIE, T. D. (Thomas D.), Fundamentals of Vehicle Dynamics, Warrendale, PA :
Society of Automotive Engineers, (1992), v. 1. 495 p.
KRUSZYN’SKI B, MIDERA S. T. Forces in gear grinding, (1998), Ann CIRP 1 287-290
Larson, Ron, 1941, Estatística Aplicada/ Ron Larson, Bestsy Faber; tradução técnica
Cyro Patarra 2. Ed. –São Paulo: Prince Hall, 2007.
ISO 1328-1 Cylindrical gears - ISO system of accuracy - Part 1: Definitions and
allowable values of deviations relevant to corresponding flanks of gear teeth, (1995), 2nd
edition, 27 p.
ISO 1328-2 Cylindrical gears - ISO system of accuracy - Part 2: Definitions and
allowable values of deviations relevant to radial composite deviations and runout
information, (1997), 2nd edition, 11 p.
ISO TR 10064-1 Cylindrical gears - Code of inspection practice; part 1: inspection of
corresponding flanks of gear teeth, (1992), 1st edition, 40 p.
OOBAYASHIA, K.; IRIEA, K.; HONDAB, F., 2005 Producing gear teeth with high form
accuracy and fine surface finish using water-lubricated chemical reactions, Tribology
International, v.38, 243–248.
SANNAREDDY, H.; RAJA, J.; CHEN, K.,1998, Characterization of surface texture
generated by multi-process manufacture, International Journal of Machine Tools &
Manufactures, v.38, pp. 5–6.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
21
SILVA, S.P. (2010) Otimização do processo de “honing” em pinhões de direção
utilizando a metodologia de superfície de resposta. Dissertação (Mestrado) – Universidade
Federal de São João del Rei, MG, 2010.