Apostila CNC Torno
106
CNC Torno Comando Sinumerik 810T Centro de Formação Profissional Américo Renê Giannetti BELO HORIZONTE 2003
-
Upload
slayercodec -
Category
Documents
-
view
259 -
download
8
Transcript of Apostila CNC Torno
CNC Torno
Comando Sinumerik 810T
Centro de Formação Profissional Américo Renê Giannetti
BELO HORIZONTE 2003
Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI
Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de Conhecimento e Tecnologia
Alexandre Magno Leão dos Santos
Gerente de Educação e Tecnologia
Edmar Fernando de Alcântara Organização
Claudinei Alfredo do Nascimento
Unidade Operacional Centro de Formação Profissional Américo Renê Giannetti
(Catalogação na fonte)
FIEMG. SENAI-MG. CFP/ARG. CNC Torno: Comando Sinumerik 810T. Belo Horizonte: SENAI-MG. CFP/ARG, 2003. 86p.
MMEETTAALLMMEECCÂÂNNIICCAA –– CCNNCC –– TTOORRNNOO
CDU 621.941
Apresentação
“Muda a forma de trabalhar, agir, sentir, pensar na chamada sociedade do conhecimento.”
Peter Drucker O ingresso na sociedade da informação exige mudanças profundas em todos os perfis profissionais, especialmente naqueles diretamente envolvidos na produção, coleta, disseminação e uso da informação. O SENAI, maior rede privada de educação profissional do país,sabe disso, e, consciente do seu papel formativo, educa o trabalhador sob a égide do conceito da competência: “formar o profissional com responsabilidade no processo produtivo, com iniciativa na resolução de problemas, com conhecimentos técnicos aprofundados, flexibilidade e criatividade, empreendedorismo e consciência da necessidade de educação continuada.” Vivemos numa sociedade da informação. O conhecimento, na sua área tecnológica, amplia-se e se multiplica a cada dia. Uma constante atualização se faz necessária. Para o SENAI, cuidar do seu acervo bibliográfico, da sua infovia, da conexão de suas escolas à rede mundial de informações – Internet – é tão importante quanto zelar pela produção de material didático. Isto porque, nos embates diários, instrutores e alunos, nas diversas oficinas e laboratórios do SENAI, fazem com que as informações, contidas nos materiais didáticos, tomem sentido e se concretizem em múltiplos conhecimentos. O SENAI deseja, por meio dos diversos materiais didáticos, aguçar a sua curiosidade, responder às suas demandas de informações e construir links entre os diversos conhecimentos, tão importantes para sua formação continuada!
Gerência de Educação e Tecnologia

CNC Torno SENAI – MG – Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Ítem Assunto Página
1 Introdução. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 01
2 Histórico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 02
2.1 Resumo Histórico CN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 03
3 O que é Comando Numérico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 04
3.1 Princípio Básico de funcionamento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 04
3.2 Descrição das principais partes do Sistema CNC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05
4 Eixos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
4.1 Definição. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
4.2 Eixos principais. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
4.3 Determinação da Direção e Sentido dos Eixos Principais. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
4.4 Sistemas de Eixos Principais em Tornos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
4.5 Eixos Secundários U, W. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 07
4.6 Eixos de Rotação A, C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 07
5 Sistemas de Coordenadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 08
5.1 Sistemas de Coordenadas Absolutas (G90). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
5.2 Sistemas de Coordenadas Incrementais (G91). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
5.3 Exemplo de Sistema de Coordenadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
5.4 Exercício Sistema Absoluto (G90). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.5 Exercício Sistema Incremental (G91). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6 Pontos - Zero. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7 Unidade de Comando 810T/820T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.1 Painel de Comando 810T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.2 Painel de Comando 820T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
7.3 Vídeo com teclas de funções reconfiguráveis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.4 Tecla de correção / Introdução e Teclas Auxiliares. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.5 Painel de Comando. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
7.6 Resumo das funções de Comando. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
8 Modos de Operação do Comando 810T/820T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.1 Ligar / Desligar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.2 Executar movimento Manual dos Eixos (JOG). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
CNC Torno SENAI – MG – Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Ítem Assunto Página
8.3 Executar Referenciamento da Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.4 Editar / Selecionar um Programa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.5 Correção do Programa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
8.6 Simulação Gráfica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
8.7 Inserir Dados de Deslocamento de Origem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8.8 Zerando Ferramentas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8.9 Inserir dados de Corretores de Ferramentas Manualmente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.10 Testar o programa em Rápido sem Giro da Árvore. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.11 Execução de um Programa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.12 Iniciar um Programa em qualquer Bloco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
8.13 Operar o Comando Via MDI. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
8.14 Operar o Comando Via Over Store. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
8.15 Salvar um Programa em Disquete. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
8.16 Carregar um Programa do Disquete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
9 Funções de Programação da Unidade de Comando 810T / 820T . . . . . . . . . . . . . . . . . . . . . 26
9.1 Elementos que compõem a Linguagem de Programação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.2 Estrutura de um Programa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
9.3 Função. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
9.4 Tipos de Função. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
9.5 Descrição e Aplicação de cada uma das Funções. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
9.6 Funções Preparatórias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
9.7 Inserção Automática de Chanfros e Raios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
9.8 Funções de Comutação e Adicionais M, S, T e H. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
10 Sub-Rotinas(Sub-Programas). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
10.1 Chamada de Sub-Rotina e Encadeamento de Sub-Rotinas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
11 Resumo das Funções Preparatórias do Comando Sinumerik 810T/820T. . . . . . . . . . . . . . . 41
12 Informações Complementares. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
13 Ciclos de Usinagem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
13.1 Seqüência para executar um Ciclo Via Imagem do Menu. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
13.2 Ciclos de Usinagem para o Torno. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
13.2.1 Ciclo de Abertura de Canais L93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
13.2.2 Ciclo de Torneamento L95 / L96. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47

CNC Torno SENAI – MG – Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Ítem Assunto Página
13.2.3 Ciclo de Abertura de Roscas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
13.2.4 Ciclo de Furação Profunda. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
13.3 Programa Genérico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
13.4 Sub-Programa do Perfil de uma Peça. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
14 Atividades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
14.1 Exemplo Ciclo de Torneamento L95/L96 e Subprograma. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
14.2 Atividade Ciclo de Abertura de Canais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
14.3 Atividade Ciclo de Abertura de Rôscas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
14.4 Exercício Rôsca de 2 entradas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
15 Programa de CNC completo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
15.1 Descrição do Programa Completo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
16 Atividades Extras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
16.1 Trabalho 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
16.2 Trabalho 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
16.3 Trabalho 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
16.4 Trabalho 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
16.5 Trabalho 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
16.6 Trabalho 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
16.7 Trabalho 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
17 Ferramental Utilizado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
17.1 Ferramentas de Torneamento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
18 Seqüência para Programação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
18.1 Estudo do desenho da peça: Final e Bruta. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
18.2 Processo a utilizar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
18.3 Ferramental voltado ao CNC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
18.4 Conhecimento dos parâmetros físicos da máquina e Sistema de programação do comando. . . 78
18.5 Definição em função do material dos parâmetros de Corte, como avanço, velocidade, etc. . . . . 78
18.5.1 Velocidade de Corte(Vc) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
18.5.2 Avanço(a). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
18.5.3 Potência de Corte (Nc) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
18.5.4 Relação entre Dureza, Pressão Específica(Ks) e Avanço(a). . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
18.5.5 Valores orientados para Pressão Específica de Corte (Ks) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
CNC Torno SENAI – MG – Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Ítem Assunto Página
19 Tarefas do Curso. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.1 Tarefa – 1 Eixo Escalonado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.2 Tarefa – 2 Eixo Cônico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . 81
19.3 Tarefa – 3 Eixo com Canais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.4 Tarefa – 4 Eixo Roscado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.5 Tarefa – 5 Peça Teste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.6 Tarefa – 6 Eixo com Canais em “V” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
19.7 Tarefa – 7 Pino de Segurança. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.8 Tarefa – 8 Eixo Escalonado II. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.9 Tarefa – 9 Ponta de Eixo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.10 Tarefa – 10 Bucha. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.11 Tarefa – 11 Teste 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.12 Tarefa – 12 Teste 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
19.13 Tarefa – 13 Teste 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
20 Anexos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Anexo 1 Tabela Funções Preparatórias do Comando Sinumerik 810 T . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Anexo 2 Tabela Funções Miscelâneas (M). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
Anexo 3 Tabela de Ciclos de Usinagem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
21 Bibliografia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Tarefa 1 Eixo Escalonado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 2 Eixo Cônico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 3 Eixo com Canais. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 4 Eixo Roscado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 5 Peça Teste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 6 Eixo com Canais em “V” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 7 Pino de Segurança . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 8 Eixo Escalonado II. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 9 Ponta de Eixo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 10 Bucha. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 11 Teste 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 12 Teste 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº
Tarefa 13 Teste 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S / Nº

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 1
No desenvolvimento histórico das Máquinas Operatrizes de Usinagem, sempre
procurou-se soluções que permitissem aumentar a produtividade com qualidade superior
e a minimização do desgaste dos elementos das máquinas. Muitas soluções surgiram
mas, até recentemente, nenhuma ofereceu a flexibilidade necessária para que se
obtivesse, em uma mesma máquina, configurações que permitissem a usinagem de
peças em lotes reduzidos e ao mesmo tempo, a um custo compensador.
Um exemplo desta situação é o caso da fresadora e do torno. A evolução da
fresadora universal levou à criação da fresadora ferramenteira, da copiadora e da
automática, com programação elétrica ou hidráulica. A evolução do torno universal levou
à criação do torno revólver, do torno copiador e do torno automático com programação
elétrica ou mecânica com emprego de "cames". Em paralelo ao desenvolvimento das
máquinas, visando o aumento dos recursos produtivos, outros fatores colaboraram com
sua evolução, ou seja, o desenvolvimento tecnológico das ferramentas de corte desde as
de aço carbono até as modernas ferramentas com insertos de cerâmica. As condições
de corte impostas pelas novas ferramentas exigiram das máquinas novos conceitos de
projetos, que permitissem a usinagem com rigidez e dentro destes, novos parâmetros.
Então, com a descoberta e, conseqüente aplicação do Comando Numérico à Máquina
Operatriz de Usinagem, esta preencheu as lacunas existentes nos sistemas de trabalho
com peças complexas, reunindo as características de várias destas máquinas.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 2
Em 1950, já dizia-se em voz corrente, que a cibernética revolucionaria completamente, as
Máquinas Operatrizes de Usinagem, mas não se sabia exatamente como. Houve tendências
iniciais de aplicar o computador para comando de máquinas, o que, de certa forma, retardou o
aparecimento do CN. Somente quando esse caminho foi abandonado por ordem econômica,
principalmente, abriu-se para a pesquisa e o desenvolvimento do que seria o "Comando
Numérico".
No conceito Comando Numérico, deveremos entender "Numérico", significando: por meio
ou através de números. este conceito surgiu e tomou corpo, inicialmente nos idos de 1949/50,
nos Estados Unidos, desenvolveu-se um projeto específico que tratava do "desenvolvimento de
um sistema aplicável às máquinas-ferramenta para controlar a posição de seus fusos, de acordo
com os dados fornecidos por um computador", idéia, contudo basicamente simples.
Entre 1955 e 1957, a Força Aérea Norte-Americana utilizou em suas oficinas máquinas
CN, cujas idéias foram apresentadas pela "Parson Corporation". Nesta mesma época, várias
empresas pesquisavam isoladamente, o CN e sua aplicação. O M.I.T., Massachussets Institute
of Tecnology, também participou das pesquisas e apresentou um comando com entrada de
dados através de fita magnética. A aplicação ainda não era significativa, pois faltava confiança,
os custos eram altos e a experiência muito pequena. Na década de 60, foram desenvolvidos
novos sistemas, máquinas foram especialmente projetadas para receberem o CN, e aumentou
muito a aplicação no campo da metalurgia. Este desenvolvimento chega a nossos dias
satisfazendo os quesitos de confiança, experiência e viabilidade econômica.
A história não termina, mas abre-se novas perspectivas de desenvolvimento, que deixam
de envolver somente Máquinas Operatrizes de Usinagem, entrando em novas áreas. Os
desenvolvimentos da eletrônica aliados ao grande progresso da tecnologia mecânica garantem
estas perspectivas de crescimento.
Atualmente, as palavras "Comando Numérico" começam a ser mais freqüentemente
entendida como soluções de problemas de usinagem, principalmente, onde não se justifica o
emprego de máquinas especiais. Em nosso país, já se iniciou o emprego de máquinas com CN,
em substituição aos controles convencionais.
Até 1990 no Brasil, existiam 8 fornecedores de CNC, dentro dos quais, 5 com tecnologia
própria; 6 fornecedores de tornos, 2 com tecnologia própria, fabricavam 50 modelos; 14
fornecedores de fresadoras, 9 com tecnologia própria, com 25 modelos de fresadoras, 18 Centro
de Usinagem vertical e 18 Centro de Usinagem horizontal.
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 3
1940 - Mark I: primeiro computador construído pelo HARVARD e pela IBM.
1949 - Contrato da PARSON com a USAF para se fabricarem máquinas com CN.
1952 - Demonstração da viabilidade técnica com protótipo funcionando pelo MIT.
1953 - Desenvolvimento do sistema de programação pelo MIT.
1956 - Desenvolvimento das bases para a linguagem APT, de programação para C através
do computador pelo MIT.
1957 - Início da comercialização do CN.
1957 - ATA desenvolve a linguagem APT para os computadores IBM.
1959- Primeira máquina com trocador automático de ferramentas IBM-ENDICOTT.
1961 - A EIA publica as normas RS 244.
1962 - A BENDIX desenvolve o Comando Adaptativo.
1967 - Primeiras aplicações do CN pela ROMI, com comando SLO-SYN.
1977 - Comandos Numéricos com CNC usando a tecnologia dos Microprocessadores.
1980 - Sistemas flexíveis de fabricação são aplicados em larga escala.
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 4
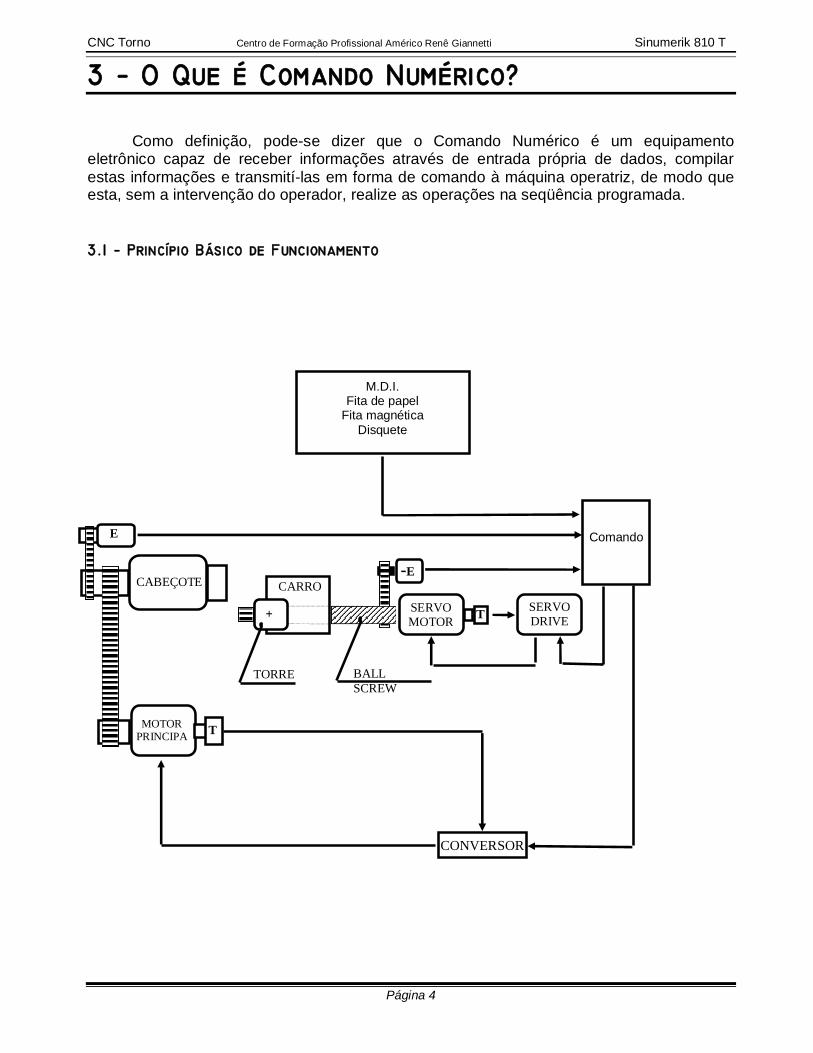
Como definição, pode-se dizer que o Comando Numérico é um equipamento eletrônico capaz de receber informações através de entrada própria de dados, compilar estas informações e transmití-las em forma de comando à máquina operatriz, de modo que esta, sem a intervenção do operador, realize as operações na seqüência programada.
M.D.I. Fita de papel
Fita magnética Disquete
Comando
E
CABEÇOTE
MOTOR
PRINCIPAL
T
+
CARRO
-E
SERVO
MOTOR T
SERVO DRIVE
BALL SCREW
TORRE
CONVERSOR
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 5
: Recebe as informações através de fita de papel, fita magnética, MDI, disquete, etc. Traduz (converte) os impulsos eletrônicos emitidos pelo comando em impulsos elétricos, proporcionando energia ao motor principal. Instrumento de medição responsável pela fiscalização dos valores de avanço e rpm e informa ao conversor ou ao servo drive da necessidade ou não de realimentação. Motor de construção especial. Característica principal: trabalha com alto torque e baixa rpm, responsável pelo movimento de rotação dos fusos. Converte os sinais eletrônicos recebidos do comando em energia aos servos motores. Transdutores, responsáveis pelas medições micrométricas do posicionamento nos eixos, ou do posicionamento angular no eixo árvore, ou ainda da RPM. Ele é que informa ao comando os dados mencionados. Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 6
Eixo é o nome que se dá a qualquer direção no qual é verificado um movimento da mesa ou do carro, este movimento pode ser tanto de translação como de rotação.
Sistema de eixos ortogonais, dispostos na máquina de forma normalizada, que servem para direcionar os movimentos da mesa e/ou ferramentas, são denominados X,Y,Z.
A disposição mais comum nas máquinas atuais está mostrada na figura abaixo:
O eixo Z está na direção longitudinal do observador, estando este de frente para a máquina
O eixo X está na direção transversal do observador, estando este de frente para a
máquina. O sentido positivo dos eixos tende a afastar a ferramenta da peça.
Em tornos temos apenas dois eixos principais, sendo eles o X e o Z:
Carro atrás do centro de rotação
Carro na frente do centro de rotação
X
Z
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 7
Sistemas de eixos ortogonais, que correspondem a um segundo movimento paralelo aos eixos principais: U - segundo movimento paralelo ao eixo X W - segundo movimento paralelo ao eixo Z
São eixos que servem para girar uma peça ou cabeçote de ferramenta, em um determinado ângulo .
Estes eixos são denominados de A e C e correspondem a rotação em torno dos eixos
X e Z respectivamente. Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 8
As ferramentas de uma máquina CNC podem executar deslocamentos definidos de acordo com cada tipo de máquina.
Num torno estes deslocamentos são realizados nos sentidos longitudinal e de aproximação.
Para que a ferramenta possa ser comandada exatamente através destes percursos, todos os pontos na área de trabalho da máquina devem estar definidos.
Para esse fim, utilizam-se os sistemas de coordenadas, que orientam o programador na elaboração dos programas. Nas páginas seguintes serão apresentadas as diversas formas de sistemas de coordenadas que podem ser utilizadas na programação de máquinas CNC.
Toda geometria da peça é transmitida ao comando com auxílio de um sistema de coordenadas cartesianas.
O sistema de coordenadas é definido pelos cruzamentos de duas linhas, sendo uma
linha paralela ao movimento longitudinal (Z) e uma paralela ao movimento transversal (X) Todo movimento da ponta da ferramenta é executado, em relação a uma origem pré-
estabelecida. A origem pode ser estabelecida de duas maneiras diferentes, a saber:
Deslocamentos para torneamento
Eixo Z
Eixo X
Ângulo reto
Ponto-zero do sistema de coordenadas (X = 0; Z = 0)
Sistema de coordenadas simples com 2 eixos
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 9
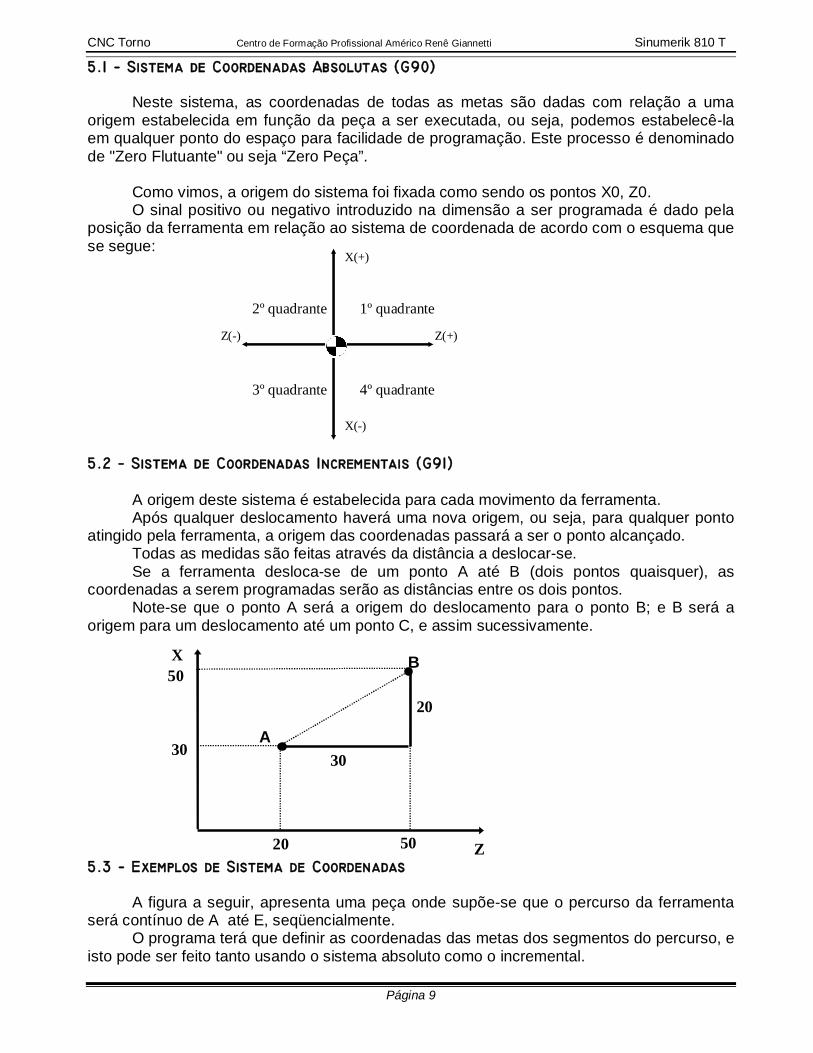
Neste sistema, as coordenadas de todas as metas são dadas com relação a uma origem estabelecida em função da peça a ser executada, ou seja, podemos estabelecê-la em qualquer ponto do espaço para facilidade de programação. Este processo é denominado de "Zero Flutuante" ou seja “Zero Peça”.
Como vimos, a origem do sistema foi fixada como sendo os pontos X0, Z0. O sinal positivo ou negativo introduzido na dimensão a ser programada é dado pela
posição da ferramenta em relação ao sistema de coordenada de acordo com o esquema que se segue:
A origem deste sistema é estabelecida para cada movimento da ferramenta. Após qualquer deslocamento haverá uma nova origem, ou seja, para qualquer ponto
atingido pela ferramenta, a origem das coordenadas passará a ser o ponto alcançado. Todas as medidas são feitas através da distância a deslocar-se. Se a ferramenta desloca-se de um ponto A até B (dois pontos quaisquer), as
coordenadas a serem programadas serão as distâncias entre os dois pontos. Note-se que o ponto A será a origem do deslocamento para o ponto B; e B será a
origem para um deslocamento até um ponto C, e assim sucessivamente. B A
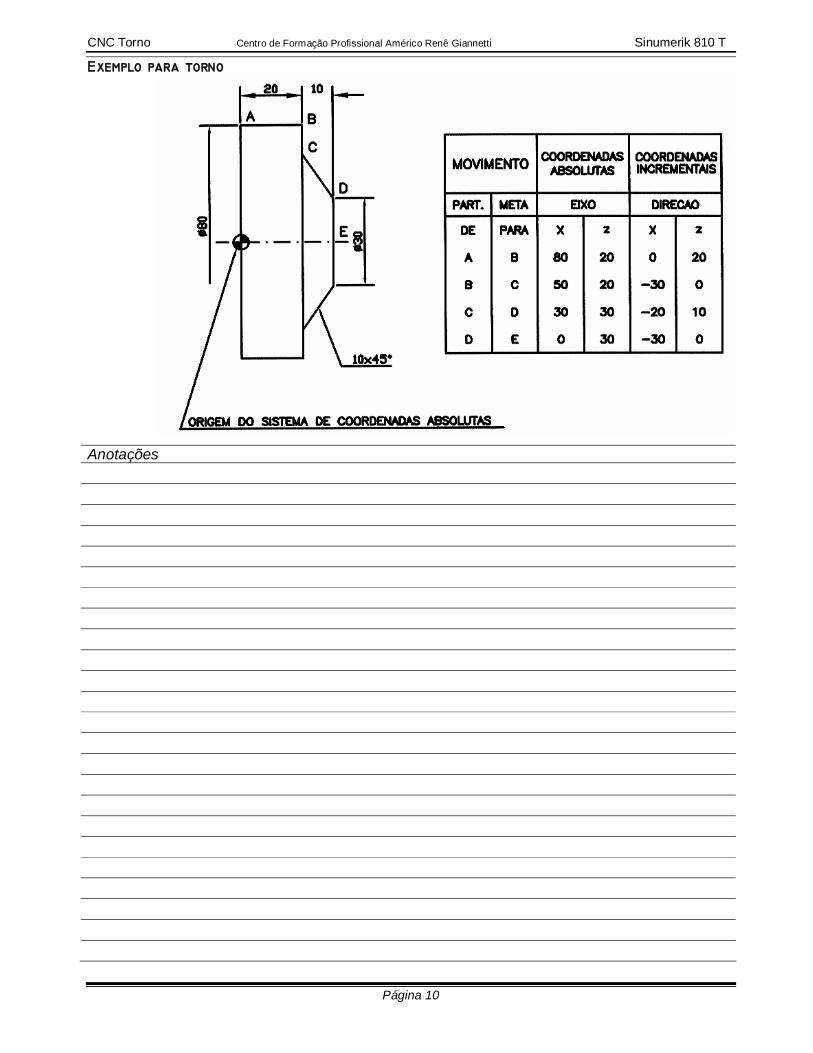
A figura a seguir, apresenta uma peça onde supõe-se que o percurso da ferramenta será contínuo de A até E, seqüencialmente.
O programa terá que definir as coordenadas das metas dos segmentos do percurso, e isto pode ser feito tanto usando o sistema absoluto como o incremental.
1º quadrante 2º quadrante
4º quadrante 3º quadrante
X(+)
X(-)
Z(-) Z(+)
X
30
50
20 50 Z
30
20
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 10
Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 11

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 12

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 13
O comando dos movimentos da ferramenta na usinagem de uma peça é realizado em máquinas CNC com o auxílio de sistemas de coordenadas. A posição exata destes dentro da máquina-ferramenta é determinada através dos pontos-zero.
Numa máquina-ferramenta CNC, ao lado dos pontos-zero, existem ainda uma série de pontos de referência, que auxiliam na operação e programação.
Ponto-zero e de referência em uma máquina CNC
Na figura acima estão representados diversos pontos-zero e de referência, que serão esclarecidos nas páginas seguintes.
M = Zero Máquina R = Zero Referência
E=N = Zero Ferramenta
W = Zero Peça Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 14
SIEMENS SINUMERIK 810 T
SIEMENS SINUMERIK 810 T
É uma unidade de comando do tipo contínuo, com uma memória de trabalho volátil (intermediária) e outra permanente, que pode armazenar programas por período de até mil horas com o comando desligado.
Pode comandar movimentos lineares e circulares, e realizar todo tipo de operação
possível em um torno. Através de simulação gráfica, os programas introduzidos podem ser testados .
Anotações
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 15
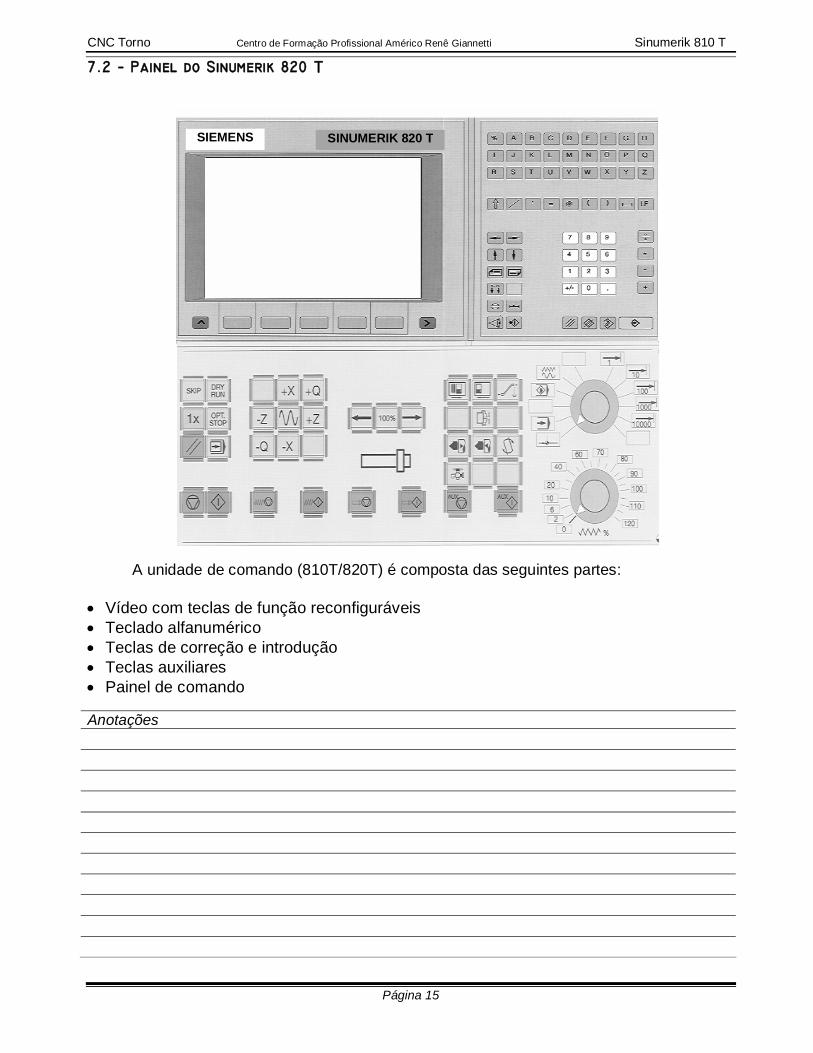
A unidade de comando (810T/820T) é composta das seguintes partes:
Vídeo com teclas de função reconfiguráveis Teclado alfanumérico Teclas de correção e introdução Teclas auxiliares Painel de comando Anotações
SIEMENS SINUMERIK 820 T

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 16
Estas teclas complementam o teclado alfanumérico, visto que, elas são responsáveis pela correção e introdução dos dados digitados, na memória do comando. As figuras abaixo mostram as teclas de correção / introdução e auxiliares. Anotações
1 - Modos de funcionamento 2 - Estados de funcionamento 3 - Número de alarme, texto (notas) 4 - Mensagem para o operador 5 - Introdução ao teclado 6 - Número do canal 7 - Menu associado às 5 teclas de funções
reconfiguráveis 8 - Tecla de pilotagem para retornar ao menu superior
(tecla F2 do PC) 9 - Tecla de funções reconfiguráveis (teclas F3 a F7 do
PC) 10 - Tecla de pilotagem para extensão do menu (tecla
F11 do PC)
Teclado alfanumérico
Shift
1 2 3 4
1 – Apagar introdução / apagar mensagens para o operador;(Delete) 2 – Apagar uma função / apagar um bloco;(Backspace) 3 – Modificar uma função; (Insert) 4 – Tecla para entrar com os dados;(Enter)
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 17
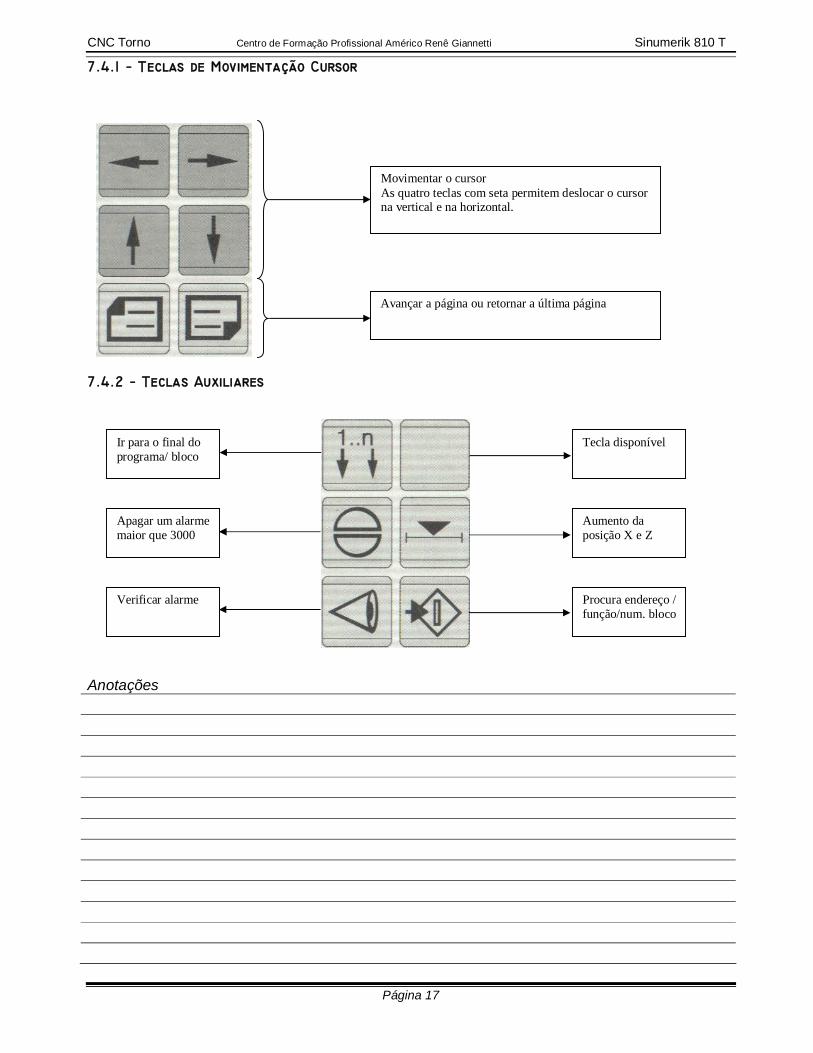
Movimentar o cursor As quatro teclas com seta permitem deslocar o cursor na vertical e na horizontal.
Avançar a página ou retornar a última página
Ir para o final do programa/ bloco
Apagar um alarme maior que 3000
Verificar alarme
Tecla disponível
Aumento da posição X e Z
Procura endereço / função/num. bloco
Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 18
A figura a seguir, mostra as teclas que fazem parte do painel de comando. Explicação das teclas: 1 – Parada de programa; 2 – Partida de programa; 3 – Ativa / Desativa a função Bloco a Bloco; 4 – Parada de avanço; 5 – Partida de avanço; 6 – Parada Eixo árvore; 7 – Partida Eixo árvore; 8 – Desativar tecla auxiliar; 9 – Ativar tecla auxiliar; 10 – Chave seletora de avanço; 11 – Chave seletora de modos de edição; 12 – Teclas auxiliares para: Abrir/fechar porta, abrir/fechar placa, aproximar/afastar ponto, troca manual de ferramenta, ligar/desligar óleo refrigerante; 13 – tecla para redução 50%/ 100% /aumento de 120% da velocidade eixo árvore; 14 – Teclas de deslocamento dos eixos em manual; 15 – Parada opcional (M01); 16 – Teste rápido(G0) de um programa; 17 – Omite blocos que não serão executados ou que foram barrados; 18 – RESET (reposição a zero) / Abortar programa
4 5 1 2 3 6 7 8 9 10
11 12
13
14 15
16
17
18
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 19
Será apresentada a seguir, em ordem alfabética, uma descrição sucinta das funções apresentadas neste fascículo, ativadas pelo acionamento das teclas de função reconfiguráveis. ACTUAL BLOCO (bloco atual)
BLOC .SEARCH (procura bloco)
COPY (copia programas)
CURREN VALUES (valor atual)
CYCLE (ciclos)
DEC - SBL YES - NO (bloco a bloco)
DELETE (apagar)
DIRECTORY(diretório)
EDIT (editar)
OPT. STP YES - NO. (parada de programa sim-não)
OVER STORE (modificação da memória intermediária)
PART PROGRAM (programa peça)
PROG. HANDL (manipulação de programa)
PROGRAM CONTROL. (controle sobre o programa)
RENAME (renomear programas)
REORG. (reorganizar)
RESET (reposição a zero)
SETTING DATA (dados de regulagem)
SIMULATION (simulação)
SKIP YES - NO (salta bloco opcional sim-não)
SUB-ROUTINE. (sub-programa ou sub-rotina)
START (partida)
STOP (parada)
TOOL OFFSET (correção de ferramenta)
ZERO OFFSET (deslocamento da origem)

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 20
A seguir passaremos ao estudo dos modos de operação do comando SINUMERIK 810 / 820T
- Ligar o computador - Clicar em “INICIAR” - Clicar em EMCO - Clicar em WinNC machine-license - Ligar o teclado e a máquina - Selecionar o comando desejado
- Acionar “ENTER” no computador ou acessar a tecla - Acionar as teclas “ALT e F4” simultaneamente três veses - Acionar “ENTER” - Desligar o computador - Selecionar o modo de funcionamento “JOG” - Abrir o seletor de avanço - Fazer o movimento acionando a tecla correspondente ao eixo que se quer movimentar. Obs.: Proceder da mesma forma para movimentar os eixos em JOG incremental,
escolhendo o incremento desejado. - Selecionar o modo de funcionamento REFPOINT - Abrir o seletor - Acionar as teclas referentes aos eixos uma a uma ou acionar a tecla nº 5 do teclado do
computador que o referenciamento em todos os eixos se dará automaticamente. - Procurar através da tecla “PART PROGRAM” - Acessar “PART PROGRAM” - Acessar “EDIT” - Digitar através do teclado o nº do programa - Acessar “SELECT PROGRAM”

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 21
a. Modificar uma palavra (Função)
- Posicionar o cursor na frente da função desejada - Digitar a função correta - Acessar a tecla
b. Deletar uma palavra - Posicionar o cursor na frente da função desejada - Digitar o endereço (letra) da função - Acessar a tecla c. Inserir uma palavra (função)
- Posicionar o cursor onde se quer inserir a palavra (função) - Digitar a palavra - Acessar a tecla de introdução
d. Procurar uma palavra (função) - Digitar a função desejada - Acessar a tecla e. Deletar um bloco - Posicionar o cursor na frente do bloco que ser quer deletar (Apagar) - Digitar o número do bloco - Acessar a tecla - Selecionar o programa
- Acessar a tecla SIMULATION
- Acessar a tecla START
Obs.: Caso se queira fazer a simulação Bloco a Bloco, basta acessar no painel de comando,
a tecla
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 22
- Procurar através da tecla SETTING DATA
- Acessar SETTING DATA
- Acessar ZERO OFFSET
- A página desejada (G54, G55, G56 ou G57)
- Introduzir os valores
- Fixar o ótico no barramento
- Fixar o padrão na torre
- Posicionar o ótico de acordo com o padrão
- Deslocar a posição em “Z” - 30 utilizando o JOG incremental
- Anotar os valores de X e Z
- Acessar a tecla até visualizar o Menu Principal
- Acessar a tecla
- Acessar TO-AUTOM
- Introduzir o Zero Offset = 53
- Introduzir os valores de X e Z encontrados * - Acessar, no painel de comando a tecla para selecionar a ferramenta desejada
- Posicionar a ferramenta no ótico
- Acessar TO-AUTOM
- Introduzir o número do corretor (D)
- Acessar STORE X-AXIS
- Acessar STORE Z-AXIS
- Procurar através da tecla TOOL OFFSET
- Acessar TOOL OFFSET
- Inserir os dados relativos a número, tipo e raio da ferramenta Obs.: Para o zeramento das demais ferramentas, repetir a partir do item assinalado com ( *)
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 23
- Procurar através da tecla TOOL OFFSET
- Acessar TOOL OFFSET
- Inserir os valores correspondentes a cada ferramenta
- Tipo de ferramenta
- L1- comprimento em x
- L2- comprimento em z
- Raio da ferramenta
- Selecionar o modo de funcionamento AUTOMATIC
- Inserir o número do programa desejado
- Acessar, no painel de comando, a tecla
- Acessar, no painel de comando, a tecla
- Acessar, no painel de comando, tecla Após ter inserido os dados de deslocamento de origem e das ferramentas - Selecionar o modo de funcionamento AUTOMATIC
- Inserir o número do programa desejado
- Acessar ACTUAL BLOCK (opcional)
- Acessar, no painel de comando a tecla
Obs.: Caso queira executar o programa bloco a bloco, acionar, no painel de comando, a
tecla
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 24
- No modo automático, a partir do menu principal, acessar a tecla
- Acessar a tecla BLOCK SEARCH
- Digitar o número do bloco desejado
- Acessar a tecla START
- Acessar, no painel de comando, a tecla
- Selecionar o modo de funcionamento MDI
- Digitar as funções desejadas
- Acessar, no painel de comando, a tecla
- A partir do menu principal, acessar a tecla - Acessar OVER STORE
- Introduzir os valores para as funções desejadas
- Acessar, no painel de comando, a tecla
- Procurar através da tecla DATA IN-OUT
- Acessar DATA IN-OUT
- Selecionar o drive desejado (A ou B)
- Acessar DATA OUT
- Acessar PART-PROGRAM
- Digitar os números do programa ou sub-rotinas desejadas
- Acessar MAINPRG START ou SUBROUT START
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 25
- Procurar através da tecla DATA IN-OUT
- Acessar DATA IN-OUT
- Selecionar o drive desejado (A ou B)
- Acessar a tecla DATA IMPORT
- Acessar MAIN PROGRAM ou SUB-ROUTINE
Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 26
Todo comando acoplado em uma máquina a Comando Numérico, necessita de um meio de comunicação entre o programador e a máquina.
Essa comunicação é feita por meio de códigos ou símbolos padronizados, e recebe o
nome de linguagem de programação. - Caractere - É um número, letra ou símbolo utilizado para exprimir uma informação. Ex.: l, G, %, LF ... - Endereço - O endereço é representado por uma letra que identifica um tipo de
instrução. Ex.: G, X, Z, F ... - Palavra - Uma palavra é constituída de um endereço, seguido de um valor numérico. Ex.: G01, X50, F.2, T 101 ... A letra (endereço) tem a função de identificar uma família de palavras, e a parte numérica identifica os elementos dessa família. - Bloco ou Sentença - Bloco ou Sentença é um conjunto de palavras que identificam
uma operação. Ex.: N10 G01 X120 F.3
Uma operação é expressa por meio de blocos necessários para definir completamente uma fase.
Assim podemos dizer que um programa é formado por blocos numerados seqüencialmente.
Um programa de comando numérico pode ser definido como uma seqüência lógica de informação para a usinagem de uma peça. Essa seqüência deve ser escrita em códigos apropriados, de modo que o comando numérico as interprete e emita os sinais necessários à máquina, para que esta execute a operação programada.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 27
O PROGRAMA consiste de SENTENÇAS ou BLOCOS A SENTENÇA consiste de PALAVRAS ou FUNÇÕES A PALAVRA consiste de um ENDEREÇO e um NÚMERO
É o código (palavra apropriada) compreensível pelo comando, que predispõe a máquina ou o próprio comando a funcionar de determinado modo.
As funções podem ser modais e não modais.
É aquela que, depois de memorizada, só será cancelada com a memorização de outra função que a cancela.
É aquela que tem validade somente no bloco programado.
Quanto ao tipo, as funções são divididas em 4 grupos:
Função seqüencial; Funções Preparatórias; Funções de Posicionamento; Funções Complementares.
N1 G90 FO.35 S180 T1 D1 M3
N2
N 3
1
G0
G 1
X 44 Z0
X -1.6
2 3
1 Comandos técnicos do programa
2 Comandos geométricos 3 Comandos
tecnológicos

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 28
Tem a finalidade de numerar em ordem crescente os blocos de um programa, para facilitar o acompanhamento do mesmo.
O valor numérico de N não tem influência para o comando.
São funções que definem ao comando e à máquina O QUE FAZER, preparando-a para uma determinada operação (deslocamento linear, circular, etc.).
As Funções Preparatórias descrevem o tipo de movimento do carro, tipo de
interpolação, tipo de medição, a influência temporal e ativam determinados estados de operação do comando.
As Funções Preparatórias são divididas nos grupos 1 a 14 As funções básicas atuam após a ligação do comando, reset, ou fim de programa.
Elas não precisam ser programadas.
Definem ao comando ONDE FAZER, ou seja, as coordenadas do ponto que se deseja alcançar e são programadas com a indicação do sinal algébrico de acordo com a sua posição em relação ao sistema de referência.
São funções que definem ao comando COM QUE FAZER determinada operação, complementando as informações dos blocos na programação. Aplicação: Número seqüencial de blocos
Cada bloco de informação é identificado pela função N, seguida de até 4 (quatro dígitos). Funções: X e Z Aplicação: - Eixo transversal - Eixo longitudinal
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 29
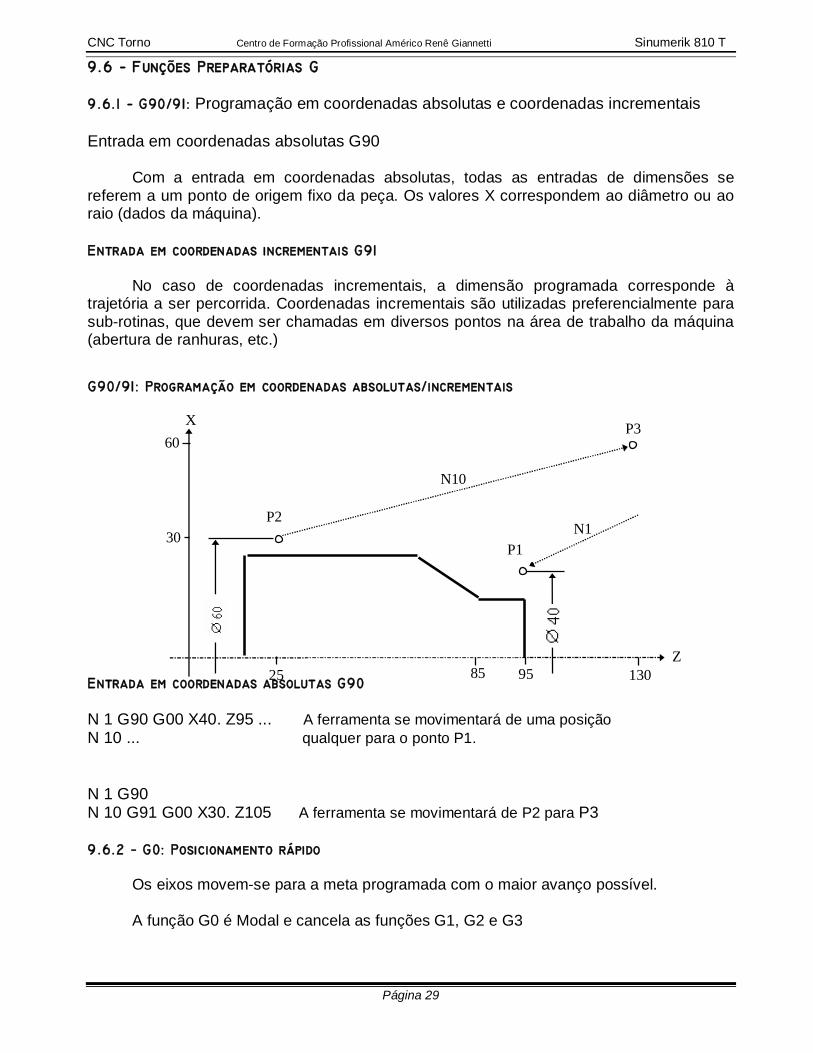
Programação em coordenadas absolutas e coordenadas incrementais Entrada em coordenadas absolutas G90
Com a entrada em coordenadas absolutas, todas as entradas de dimensões se referem a um ponto de origem fixo da peça. Os valores X correspondem ao diâmetro ou ao raio (dados da máquina).
No caso de coordenadas incrementais, a dimensão programada corresponde à trajetória a ser percorrida. Coordenadas incrementais são utilizadas preferencialmente para sub-rotinas, que devem ser chamadas em diversos pontos na área de trabalho da máquina (abertura de ranhuras, etc.) N 1 G90 G00 X40. Z95 ... A ferramenta se movimentará de uma posição N 10 ... qualquer para o ponto P1. N 1 G90 N 10 G91 G00 X30. Z105 A ferramenta se movimentará de P2 para P3
Os eixos movem-se para a meta programada com o maior avanço possível. A função G0 é Modal e cancela as funções G1, G2 e G3
P3
P2
P1
N1
N10
30
60
25 85 95 130 Z
X
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 30
Com esta função obtêm-se movimentos retilíneos com qualquer ângulo e com avanço (F) pré-determinado pelo programador.
A função G1 é modal e cancela as funções G0, G2 e G3
(sentido horário) e (sentido anti-horário).
Tanto G2 como G3 executam operações de usinagem de arcos pré-definidos. O sentido de execução da usinagem do arco define se este é horário ou anti-horário de acordo com os planos formado pelos eixos coordenados X e Z, vistos de cima da máquina.
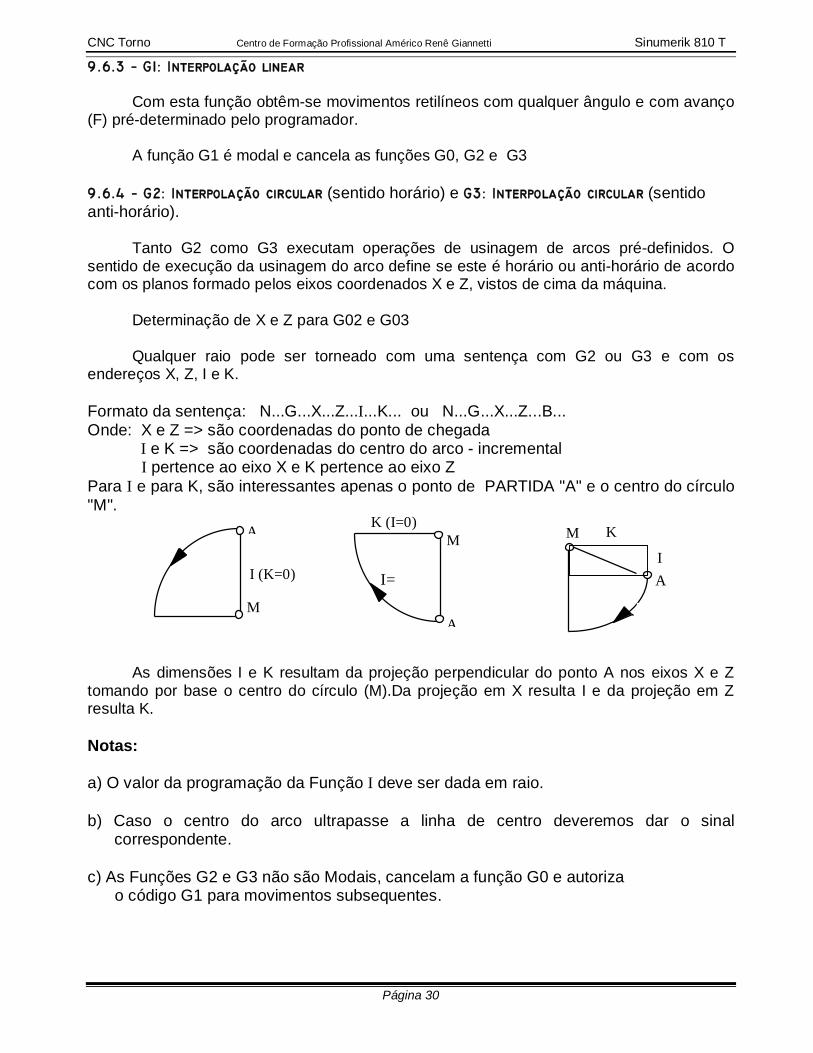
Determinação de X e Z para G02 e G03 Qualquer raio pode ser torneado com uma sentença com G2 ou G3 e com os
endereços X, Z, I e K. Formato da sentença: N...G...X...Z...I...K... ou N...G...X...Z...B... Onde: X e Z => são coordenadas do ponto de chegada I e K => são coordenadas do centro do arco - incremental I pertence ao eixo X e K pertence ao eixo Z Para I e para K, são interessantes apenas o ponto de PARTIDA "A" e o centro do círculo "M". I=
As dimensões I e K resultam da projeção perpendicular do ponto A nos eixos X e Z tomando por base o centro do círculo (M).Da projeção em X resulta I e da projeção em Z resulta K. Notas: a) O valor da programação da Função I deve ser dada em raio. b) Caso o centro do arco ultrapasse a linha de centro deveremos dar o sinal
correspondente.
c) As Funções G2 e G3 não são Modais, cancelam a função G0 e autoriza o código G1 para movimentos subsequentes.
A
M A
M
I (K=0)
K (I=0)
A
M
I
K
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 31
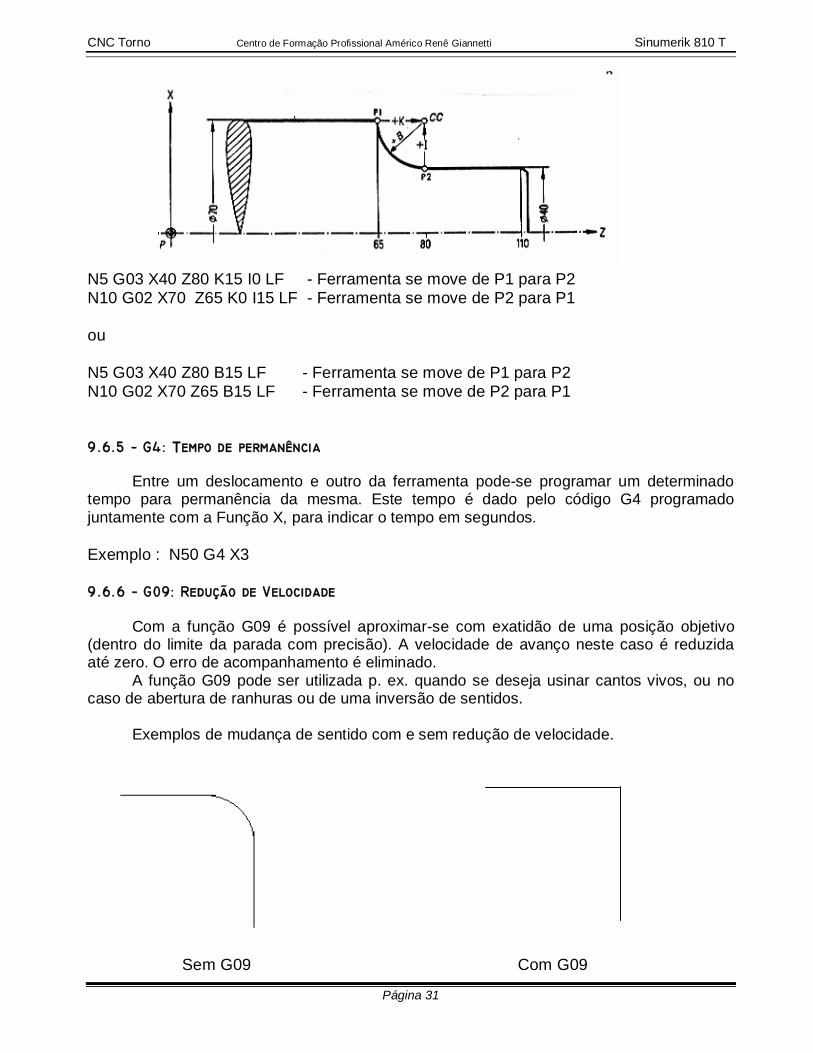
N5 G03 X40 Z80 K15 I0 LF - Ferramenta se move de P1 para P2 N10 G02 X70 Z65 K0 I15 LF - Ferramenta se move de P2 para P1 ou N5 G03 X40 Z80 B15 LF - Ferramenta se move de P1 para P2 N10 G02 X70 Z65 B15 LF - Ferramenta se move de P2 para P1
Entre um deslocamento e outro da ferramenta pode-se programar um determinado tempo para permanência da mesma. Este tempo é dado pelo código G4 programado juntamente com a Função X, para indicar o tempo em segundos. Exemplo : N50 G4 X3
Com a função G09 é possível aproximar-se com exatidão de uma posição objetivo (dentro do limite da parada com precisão). A velocidade de avanço neste caso é reduzida até zero. O erro de acompanhamento é eliminado.
A função G09 pode ser utilizada p. ex. quando se deseja usinar cantos vivos, ou no caso de abertura de ranhuras ou de uma inversão de sentidos.
Exemplos de mudança de sentido com e sem redução de velocidade.
Sem G09 Com G09
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 32
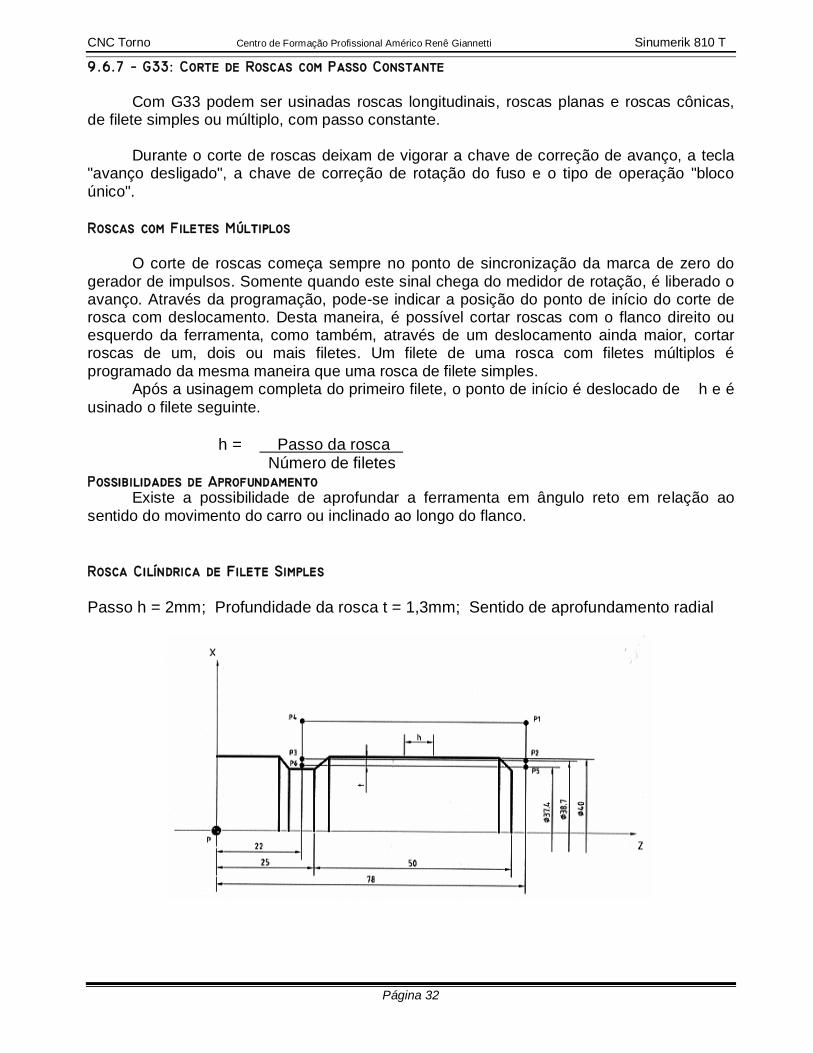
Com G33 podem ser usinadas roscas longitudinais, roscas planas e roscas cônicas, de filete simples ou múltiplo, com passo constante.
Durante o corte de roscas deixam de vigorar a chave de correção de avanço, a tecla
"avanço desligado", a chave de correção de rotação do fuso e o tipo de operação "bloco único".
O corte de roscas começa sempre no ponto de sincronização da marca de zero do gerador de impulsos. Somente quando este sinal chega do medidor de rotação, é liberado o avanço. Através da programação, pode-se indicar a posição do ponto de início do corte de rosca com deslocamento. Desta maneira, é possível cortar roscas com o flanco direito ou esquerdo da ferramenta, como também, através de um deslocamento ainda maior, cortar roscas de um, dois ou mais filetes. Um filete de uma rosca com filetes múltiplos é programado da mesma maneira que uma rosca de filete simples.
Após a usinagem completa do primeiro filete, o ponto de início é deslocado de h e é usinado o filete seguinte. h = Passo da rosca . Número de filetes
Existe a possibilidade de aprofundar a ferramenta em ângulo reto em relação ao sentido do movimento do carro ou inclinado ao longo do flanco. Passo h = 2mm; Profundidade da rosca t = 1,3mm; Sentido de aprofundamento radial

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 33
Entrada em coordenadas absolutas N21 G00 X 46. Z 78. LF (P1) N22 X 38.7 LF (P2) N23 G33 Z 22. K 2. LF (P3) N24 G00 X 46. LF (P4) N25 Z 78. LF (P1) N26 X 37.4 LF (P5) N27 G33 Z 22. K 2. LF (P6) N28 G00 X 46. LF (P4)
Sentido de aprofundamento radial, passo h = 6mm, profundidade da rosca t = 3,9mm, com dois filetes.
No exemplo, cada filete é usinado em dois cortes. Depois que o primeiro filete foi completamente, o ponto de partida do segundo filete é deslocado por “h”.
h = passo da rosca / quantidade de filetes = 6/2 = 3mm N36 G00 X 66. Z115. LF (P1) N37 X 56. LF (P2) N38 G33 Z30. K6. LF (P3) N39 G00 X 66. LF (P4) N40 Z115. LF (P1) N41 X 52.2 LF (P5) N42 G33 Z30. K6. LF (P6) N43 G00 X 66. LF (P4) N44 Z118. LF (P7) N45 X 56. LF (P8) N46 G33 Z30. K6. LF (P3) N47 G00 X 66. LF (P4) N48 Z118. LF (P7) N49 X 52.2 LF (P9) N50 G33 Z30. K6. LF (P6) N51 G00 X 66. LF (P4)
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 34
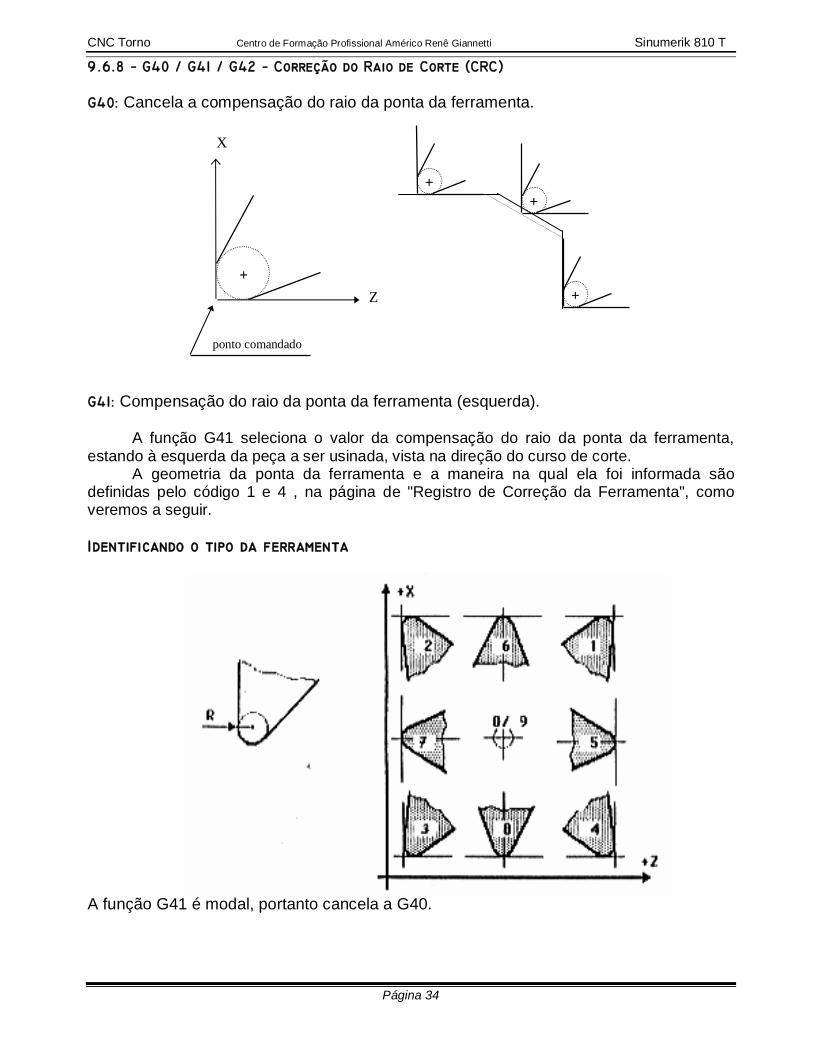
Cancela a compensação do raio da ponta da ferramenta. Compensação do raio da ponta da ferramenta (esquerda).
A função G41 seleciona o valor da compensação do raio da ponta da ferramenta, estando à esquerda da peça a ser usinada, vista na direção do curso de corte.
A geometria da ponta da ferramenta e a maneira na qual ela foi informada são definidas pelo código 1 e 4 , na página de "Registro de Correção da Ferramenta", como veremos a seguir.
A função G41 é modal, portanto cancela a G40.
+
++
++ ++
X
Z
ponto comandado
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 35
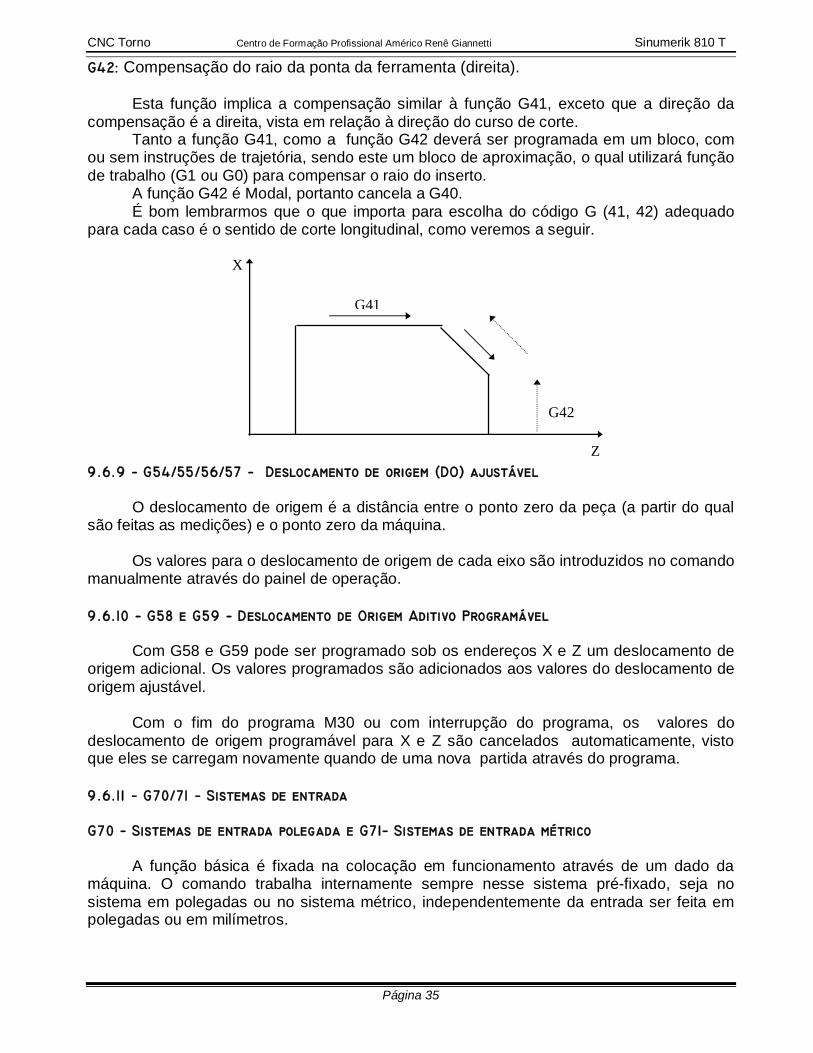
Compensação do raio da ponta da ferramenta (direita).
Esta função implica a compensação similar à função G41, exceto que a direção da compensação é a direita, vista em relação à direção do curso de corte.
Tanto a função G41, como a função G42 deverá ser programada em um bloco, com ou sem instruções de trajetória, sendo este um bloco de aproximação, o qual utilizará função de trabalho (G1 ou G0) para compensar o raio do inserto.
A função G42 é Modal, portanto cancela a G40. É bom lembrarmos que o que importa para escolha do código G (41, 42) adequado
para cada caso é o sentido de corte longitudinal, como veremos a seguir.
O deslocamento de origem é a distância entre o ponto zero da peça (a partir do qual são feitas as medições) e o ponto zero da máquina.
Os valores para o deslocamento de origem de cada eixo são introduzidos no comando
manualmente através do painel de operação.
Com G58 e G59 pode ser programado sob os endereços X e Z um deslocamento de origem adicional. Os valores programados são adicionados aos valores do deslocamento de origem ajustável.
Com o fim do programa M30 ou com interrupção do programa, os valores do
deslocamento de origem programável para X e Z são cancelados automaticamente, visto que eles se carregam novamente quando de uma nova partida através do programa.
A função básica é fixada na colocação em funcionamento através de um dado da máquina. O comando trabalha internamente sempre nesse sistema pré-fixado, seja no sistema em polegadas ou no sistema métrico, independentemente da entrada ser feita em polegadas ou em milímetros.
X
Z
G41
G42
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 36
O avanço F pode ser programado em mm/min ou em mm/rot. G95 (F em mm/rot) é
sempre a função básica.
G92 S.. Limitação da rotação do fuso em G96
Pode-se tornar necessário (com velocidade de corte constante G96) não deixar que a rotação do fuso aumente ainda mais, isto é, a partir de um determinado limite continue a usinagem com uma rotação constante.
Esta limitação somente com G96. Caso seja selecionada a velocidade de corte constante G96 S..., funciona sempre o último valor programado sob G92.. como limitação da rotação do fuso. Avanço F em (mm/min) Avanço F em (mm/rot) Seleciona velocidade de corte constante S em (m/min) G96 S.. Velocidade de corte constante
Em função da velocidade de corte programada, o comando calcula a rotação do fuso que corresponde ao diâmetro da usinagem atual em cada instante. G97 ...S rotação constante
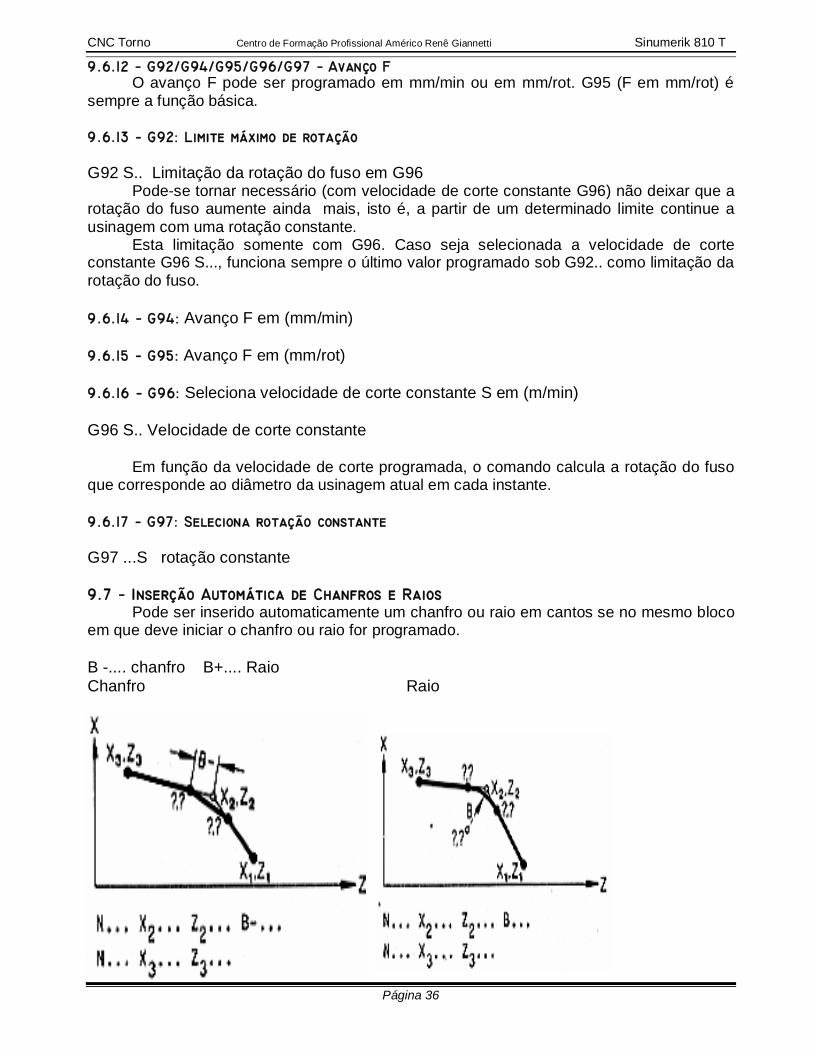
Pode ser inserido automaticamente um chanfro ou raio em cantos se no mesmo bloco em que deve iniciar o chanfro ou raio for programado. B -.... chanfro B+.... Raio Chanfro Raio
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 37
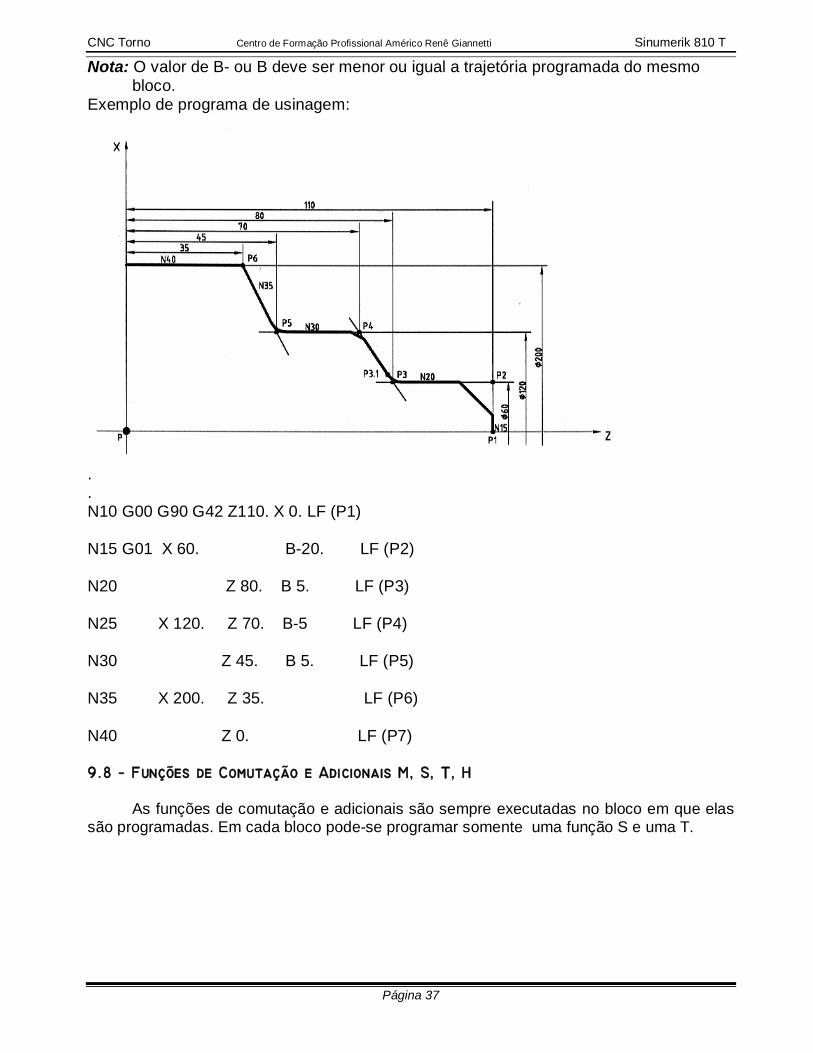
Nota: O valor de B- ou B deve ser menor ou igual a trajetória programada do mesmo bloco.
Exemplo de programa de usinagem:
.
. N10 G00 G90 G42 Z110. X 0. LF (P1) N15 G01 X 60. B-20. LF (P2) N20 Z 80. B 5. LF (P3) N25 X 120. Z 70. B-5 LF (P4) N30 Z 45. B 5. LF (P5) N35 X 200. Z 35. LF (P6) N40 Z 0. LF (P7)
As funções de comutação e adicionais são sempre executadas no bloco em que elas são programadas. Em cada bloco pode-se programar somente uma função S e uma T.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 38
A palavra - S pode ser utilizada opcionalmente como: Rotação do fuso codificada; Rotação do fuso em rpm Velocidade de corte em m/min Limite máximo de rotação Não são possíveis formas de entrada diferentes para rotação e velocidade.
A instrução de ferramenta determina a ferramenta necessária (número da ferramenta) para o segmento de usinagem e quais dados da ferramenta são válidos (número de correção da ferramenta).
Endereço da instrução de ferramenta T 01 D01 Nº da ferramenta 00..08 1 a 2 dígitos Nº do corretor da ferramenta (CF=>D) (seleção do CF: 01...99) (supressão da CF:00)
Nº da Correção da Ferramenta (CF): D Sob um número de correção de ferramenta são introduzidos dados de correção de
ferramenta. Ao todo podem ser memorizados valores de correções para 99 ferramentas.
As Funções Auxiliares abrangem os recursos da máquina não cobertos pelas funções anteriores. Estas funções têm formato M2. Parada de programa Parada opcional do programa. Fim de programa. Sentido horário de rotação do eixo-árvore. Sentido anti-horário de rotação do eixo-árvore. Desliga o eixo-árvore. Liga óleo refrigerante Desliga óleo refrigerante Fim de sub-programa. Fim de programa principal.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 39
Seqüências de movimentos e evoluções de funções que se repetem diversas vezes podem ser carregadas na forma de sub-rotinas e serem chamadas livremente no programa de usinagem ou também através de entrada manual.
A definição de sub-rotina é feita através do número da sub-rotina de dois dígitos e de dois zeros complementares. L 412 P5 LF - (Executar a sub-rotina 412 cinco vezes) Sub-rotina 412 NO G91 G01 Z-10. F0.1 LF N5 X10. Z... LF N10 X... LF N15 M17 LF - Fim de sub-rotina com M17 encon- tra-se no último bloco
A chamada da sub-rotina é feita em um programa de usinagem ou sub-rotina através do endereço L. É possível um encadeamento triplo de sub-rotinas no programa de usinagem.
L 412 P01 Chamada de sub-rotina A quantidade das passagens deve ser introduzida através da letra P. O número da sub-rotina também deve ter 2 ou 3 dígitos (001...099). Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 40
%1234
L222 P5
M30
L222
M17
5X
%1234 L222 P5
M30 L333
M17
L222 L333 P2
M17
5X
5X

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 41
G00 - Interpolação linear com velocidade rápida
G01 - Interpolação linear com velocidade programada
G02 - Interpolação circular no sentido horário
G03 - Interpolação circular no sentido anti-horário
G04 - Tempo de espera em segundos dados em "X"
G09 - Diminuição da velocidade no final da linha
G33 - Corte de rosca passo constante
G34 - Corte de rosca passo crescente
G35 - Corte de rosca passo decrescente
G40 - Cancela correção do raio de corte da ferramenta
G41 - Seleciona correção de raio de corte à esquerda da peça
G42 - Seleciona correção de raio de corte à direita da peça
G53 - Deslocamento com relação ao zero máquina
G54 - Seleciona deslocamento de zero número 1
G55 - Seleciona deslocamento de zero número 2
G56 - Seleciona deslocamento de zero número 3
G57 - Seleciona deslocamento de zero número 4
G58 - Ativa deslocamento de zero aditivo programável
G59 - Ativa deslocamento de zero aditivo programável
G70 - Seleciona medidas em polegadas
G71 - Seleciona medidas em milímetros
G90 - Seleciona medidas em absoluto
G91 - Seleciona medidas em incremental
G92 - Limite de rotação da placa
G94 - Seleciona velocidade de avanço em mm/min
G95 - Seleciona velocidade de avanço em mm/rotação
G96 - Seleciona velocidade de corte constante
G97 - Cancela G96, permanece a última rotação calculada por G96
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 42
As letras de A a Z possuem os seguintes significados, de acordo com a norma DIN 66025: A - Movimento de rotação em torno do eixo X
B - Movimento de rotação em torno do eixo Y
C - Movimento de rotação em torno do eixo Z
D - Memória de correção de ferramentas
E - Segundo avanço
G - Condição de trajetória
H - (disponível)
I - Parâmetro de interpolação ou passo de rosca paralelo ao eixo X
J - Parâmetro de interpolação ou passo de rosca paralelo ao eixo Y
K - Parâmetro de interpolação ou passo de rosca paralelo ao eixo Z
L - (Disponível)
M - Função auxiliar
N - Número de sentença
O - Disponível
P - Terceiro movimento paralelo ao eixo X
Q - Terceiro movimento paralelo ao eixo Y
R - Movimento em marcha rápida no sentido do eixo Z, ou terceiro movimento paralelo
ao eixo Z
S - Rotação da árvore principal
T - Ferramenta
U - Segundo movimento paralelo ao eixo Z
V - Segundo movimento paralelo ao eixo Y
W - Segundo movimento paralelo ao eixo Z
X - Movimento em sentido do eixo X
Y - Movimento em sentido do eixo Y
Z - Movimento em sentido do eixo Z

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 43
Os ciclos de usinagem são executados na forma de sub-programas, fixados na memória e são disponíveis para as usinagens comuns que se repetem. Os ciclos podem ser inseridos através de um guia de operações (Programação Assistida) via uma imagem de menus ou por uma programação direta de parâmetros dentro do programa. A parametrização pode ser inserida simultaneamente à chamada do ciclo de usinagem ou dentro do bloco seguinte dentro da programação assistida, os parâmetros são inseridos sempre simultaneamente com o ciclo de usinagem.
Um ciclo de usinagem pode ser chamado dentro de um programa principal ou dentro
de um sub-programa. Os ciclos terminam uniformemente com as funções preparatórias G00, G40, G64, G90. No decorrer do programa qualquer função preparatória diferente, deverá ser programada.
Para a parametrização dos ciclos, via guia de operações, são selecionados com as
teclas de funções reconfiguráveis. - Acionar a tecla GUIDING - Acionar a tecla de extensão do menu uma vez - Acionar a tecla WORK-CYCLE - Após acionar a tecla de acordo com o ciclo desejado L93 - Ciclo para abertura de canais (externo/interno); L95 - L96 - Ciclo de torneamento (externo/interno); L97 - Ciclo para abertura de roscas (externa/interna); L98 - Ciclo para furação profunda;
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 44
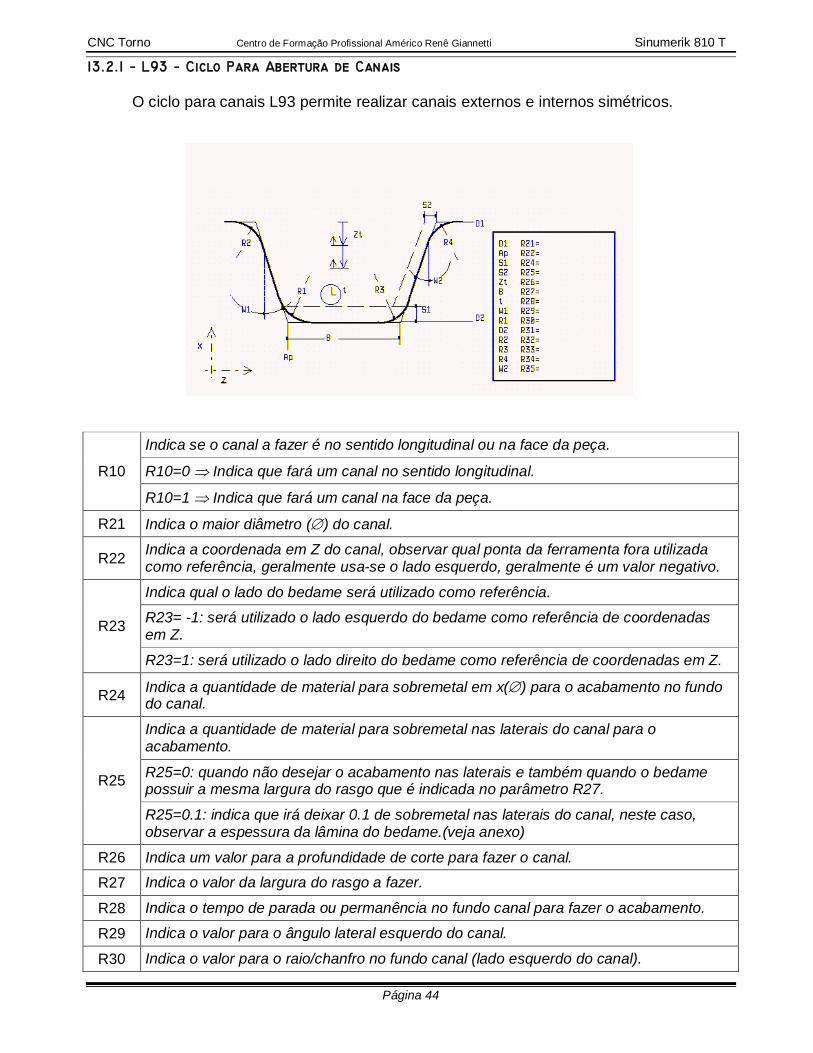
O ciclo para canais L93 permite realizar canais externos e internos simétricos.
Indica se o canal a fazer é no sentido longitudinal ou na face da peça.
R10=0 Indica que fará um canal no sentido longitudinal. R10
R10=1 Indica que fará um canal na face da peça.
R21 Indica o maior diâmetro () do canal.
R22 Indica a coordenada em Z do canal, observar qual ponta da ferramenta fora utilizada como referência, geralmente usa-se o lado esquerdo, geralmente é um valor negativo.
Indica qual o lado do bedame será utilizado como referência.
R23= -1: será utilizado o lado esquerdo do bedame como referência de coordenadas em Z. R23
R23=1: será utilizado o lado direito do bedame como referência de coordenadas em Z.
R24 Indica a quantidade de material para sobremetal em x() para o acabamento no fundo do canal.
Indica a quantidade de material para sobremetal nas laterais do canal para o acabamento.
R25=0: quando não desejar o acabamento nas laterais e também quando o bedame possuir a mesma largura do rasgo que é indicada no parâmetro R27. R25
R25=0.1: indica que irá deixar 0.1 de sobremetal nas laterais do canal, neste caso, observar a espessura da lâmina do bedame.(veja anexo)
R26 Indica um valor para a profundidade de corte para fazer o canal.
R27 Indica o valor da largura do rasgo a fazer.
R28 Indica o tempo de parada ou permanência no fundo canal para fazer o acabamento.
R29 Indica o valor para o ângulo lateral esquerdo do canal.
R30 Indica o valor para o raio/chanfro no fundo canal (lado esquerdo do canal).
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 45
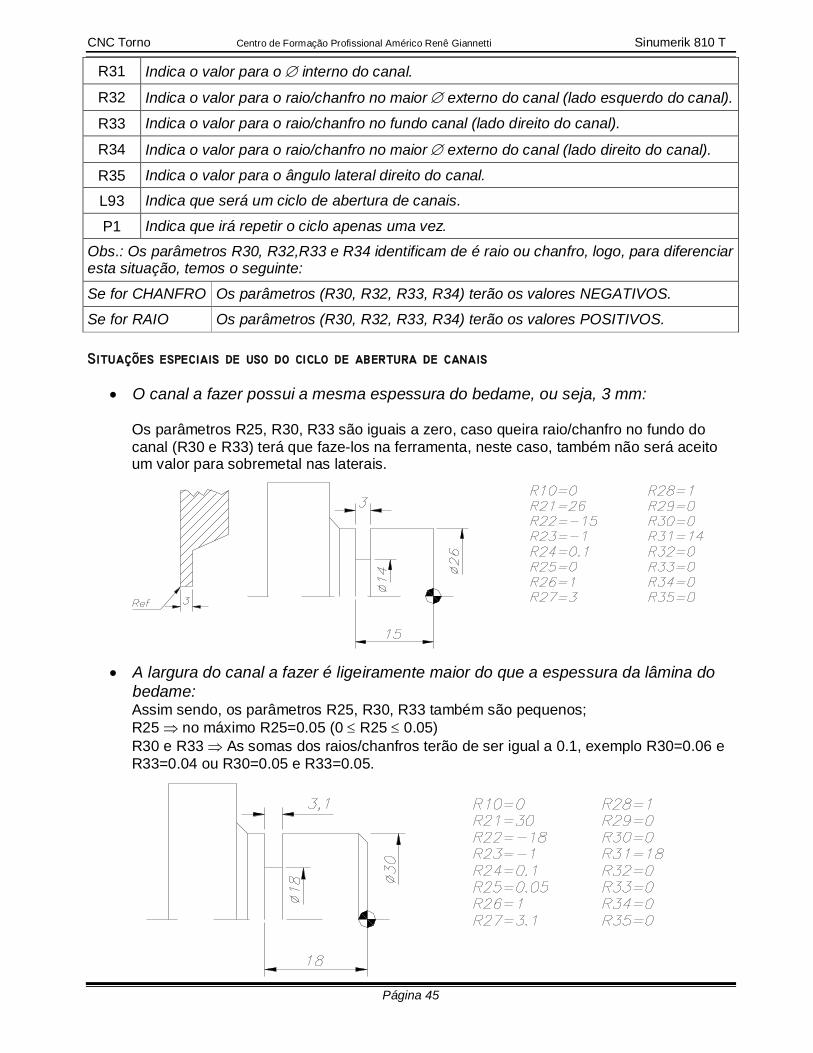
R31 Indica o valor para o interno do canal.
R32 Indica o valor para o raio/chanfro no maior externo do canal (lado esquerdo do canal).
R33 Indica o valor para o raio/chanfro no fundo canal (lado direito do canal).
R34 Indica o valor para o raio/chanfro no maior externo do canal (lado direito do canal).
R35 Indica o valor para o ângulo lateral direito do canal.
L93 Indica que será um ciclo de abertura de canais.
P1 Indica que irá repetir o ciclo apenas uma vez.
Obs.: Os parâmetros R30, R32,R33 e R34 identificam de é raio ou chanfro, logo, para diferenciar esta situação, temos o seguinte:
Se for CHANFRO Os parâmetros (R30, R32, R33, R34) terão os valores NEGATIVOS.
Se for RAIO Os parâmetros (R30, R32, R33, R34) terão os valores POSITIVOS.
O canal a fazer possui a mesma espessura do bedame, ou seja, 3 mm: Os parâmetros R25, R30, R33 são iguais a zero, caso queira raio/chanfro no fundo do canal (R30 e R33) terá que faze-los na ferramenta, neste caso, também não será aceito um valor para sobremetal nas laterais.
A largura do canal a fazer é ligeiramente maior do que a espessura da lâmina do bedame: Assim sendo, os parâmetros R25, R30, R33 também são pequenos; R25 no máximo R25=0.05 (0 R25 0.05) R30 e R33 As somas dos raios/chanfros terão de ser igual a 0.1, exemplo R30=0.06 e R33=0.04 ou R30=0.05 e R33=0.05.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 46
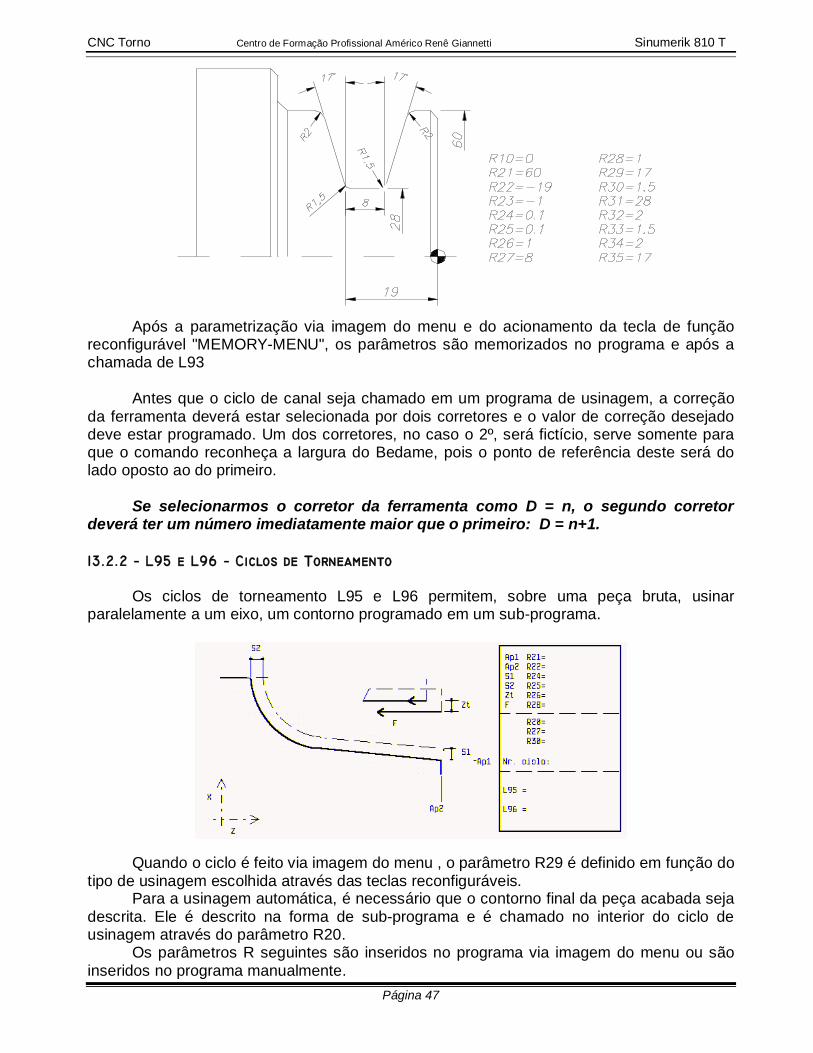
A largura do canal a fazer é bem maior do que a espessura da lâmina do bedame:
Aplica-se um valor para o R25= 0.1(aplicando o bom senso); A soma dos raios/chanfros no fundo do canal terá de ser igual (R27-Lâmina do bedame);
Outros exemplos:
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 47
Após a parametrização via imagem do menu e do acionamento da tecla de função reconfigurável "MEMORY-MENU", os parâmetros são memorizados no programa e após a chamada de L93
Antes que o ciclo de canal seja chamado em um programa de usinagem, a correção
da ferramenta deverá estar selecionada por dois corretores e o valor de correção desejado deve estar programado. Um dos corretores, no caso o 2º, será fictício, serve somente para que o comando reconheça a largura do Bedame, pois o ponto de referência deste será do lado oposto ao do primeiro.
Se selecionarmos o corretor da ferramenta como D = n, o segundo corretor
deverá ter um número imediatamente maior que o primeiro: D = n+1.
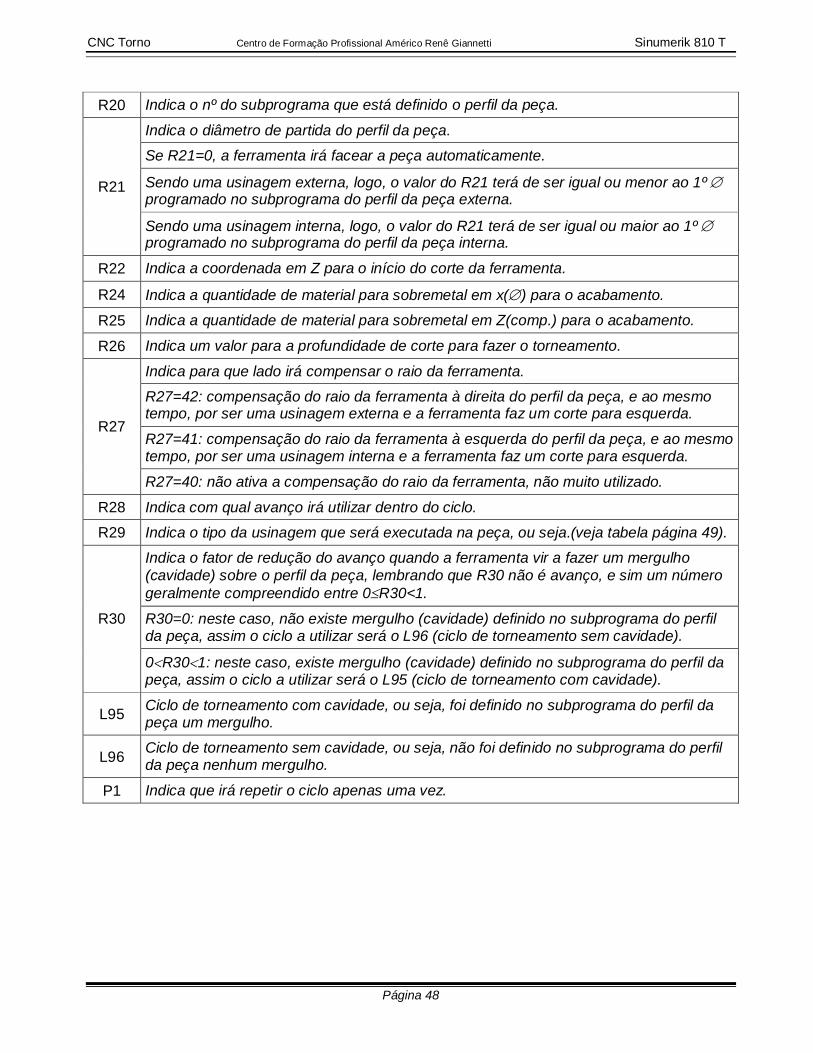
Os ciclos de torneamento L95 e L96 permitem, sobre uma peça bruta, usinar paralelamente a um eixo, um contorno programado em um sub-programa.
Quando o ciclo é feito via imagem do menu , o parâmetro R29 é definido em função do tipo de usinagem escolhida através das teclas reconfiguráveis.
Para a usinagem automática, é necessário que o contorno final da peça acabada seja descrita. Ele é descrito na forma de sub-programa e é chamado no interior do ciclo de usinagem através do parâmetro R20.
Os parâmetros R seguintes são inseridos no programa via imagem do menu ou são inseridos no programa manualmente.
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 48
R20 Indica o nº do subprograma que está definido o perfil da peça.
Indica o diâmetro de partida do perfil da peça.
Se R21=0, a ferramenta irá facear a peça automaticamente.
Sendo uma usinagem externa, logo, o valor do R21 terá de ser igual ou menor ao 1º programado no subprograma do perfil da peça externa.
R21
Sendo uma usinagem interna, logo, o valor do R21 terá de ser igual ou maior ao 1º programado no subprograma do perfil da peça interna.
R22 Indica a coordenada em Z para o início do corte da ferramenta.
R24 Indica a quantidade de material para sobremetal em x() para o acabamento.
R25 Indica a quantidade de material para sobremetal em Z(comp.) para o acabamento.
R26 Indica um valor para a profundidade de corte para fazer o torneamento.
Indica para que lado irá compensar o raio da ferramenta.
R27=42: compensação do raio da ferramenta à direita do perfil da peça, e ao mesmo tempo, por ser uma usinagem externa e a ferramenta faz um corte para esquerda.
R27=41: compensação do raio da ferramenta à esquerda do perfil da peça, e ao mesmo tempo, por ser uma usinagem interna e a ferramenta faz um corte para esquerda.
R27
R27=40: não ativa a compensação do raio da ferramenta, não muito utilizado.
R28 Indica com qual avanço irá utilizar dentro do ciclo.
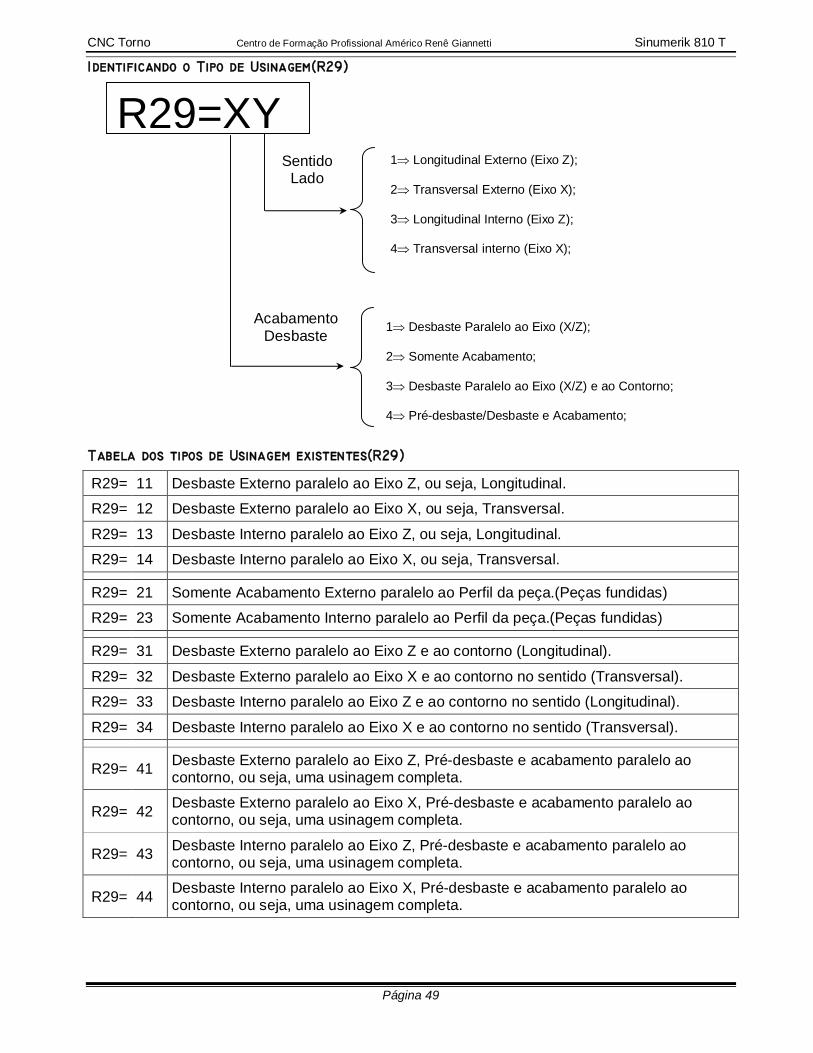
R29 Indica o tipo da usinagem que será executada na peça, ou seja.(veja tabela página 49).
Indica o fator de redução do avanço quando a ferramenta vir a fazer um mergulho (cavidade) sobre o perfil da peça, lembrando que R30 não é avanço, e sim um número geralmente compreendido entre 0R30<1.
R30=0: neste caso, não existe mergulho (cavidade) definido no subprograma do perfil da peça, assim o ciclo a utilizar será o L96 (ciclo de torneamento sem cavidade).
R30
0R301: neste caso, existe mergulho (cavidade) definido no subprograma do perfil da peça, assim o ciclo a utilizar será o L95 (ciclo de torneamento com cavidade).
L95 Ciclo de torneamento com cavidade, ou seja, foi definido no subprograma do perfil da peça um mergulho.
L96 Ciclo de torneamento sem cavidade, ou seja, não foi definido no subprograma do perfil da peça nenhum mergulho.
P1 Indica que irá repetir o ciclo apenas uma vez.
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 49
R29= 11 Desbaste Externo paralelo ao Eixo Z, ou seja, Longitudinal.
R29= 12 Desbaste Externo paralelo ao Eixo X, ou seja, Transversal.
R29= 13 Desbaste Interno paralelo ao Eixo Z, ou seja, Longitudinal.
R29= 14 Desbaste Interno paralelo ao Eixo X, ou seja, Transversal.
R29= 21 Somente Acabamento Externo paralelo ao Perfil da peça.(Peças fundidas)
R29= 23 Somente Acabamento Interno paralelo ao Perfil da peça.(Peças fundidas)
R29= 31 Desbaste Externo paralelo ao Eixo Z e ao contorno (Longitudinal).
R29= 32 Desbaste Externo paralelo ao Eixo X e ao contorno no sentido (Transversal).
R29= 33 Desbaste Interno paralelo ao Eixo Z e ao contorno no sentido (Longitudinal).
R29= 34 Desbaste Interno paralelo ao Eixo X e ao contorno no sentido (Transversal).
R29= 41 Desbaste Externo paralelo ao Eixo Z, Pré-desbaste e acabamento paralelo ao contorno, ou seja, uma usinagem completa.
R29= 42 Desbaste Externo paralelo ao Eixo X, Pré-desbaste e acabamento paralelo ao contorno, ou seja, uma usinagem completa.
R29= 43 Desbaste Interno paralelo ao Eixo Z, Pré-desbaste e acabamento paralelo ao contorno, ou seja, uma usinagem completa.
R29= 44 Desbaste Interno paralelo ao Eixo X, Pré-desbaste e acabamento paralelo ao contorno, ou seja, uma usinagem completa.
1 Longitudinal Externo (Eixo Z); 2 Transversal Externo (Eixo X); 3 Longitudinal Interno (Eixo Z); 4 Transversal interno (Eixo X);
R29=XY
1 Desbaste Paralelo ao Eixo (X/Z); 2 Somente Acabamento; 3 Desbaste Paralelo ao Eixo (X/Z) e ao Contorno; 4 Pré-desbaste/Desbaste e Acabamento;
SentidoLado
Acabamento Desbaste
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 50
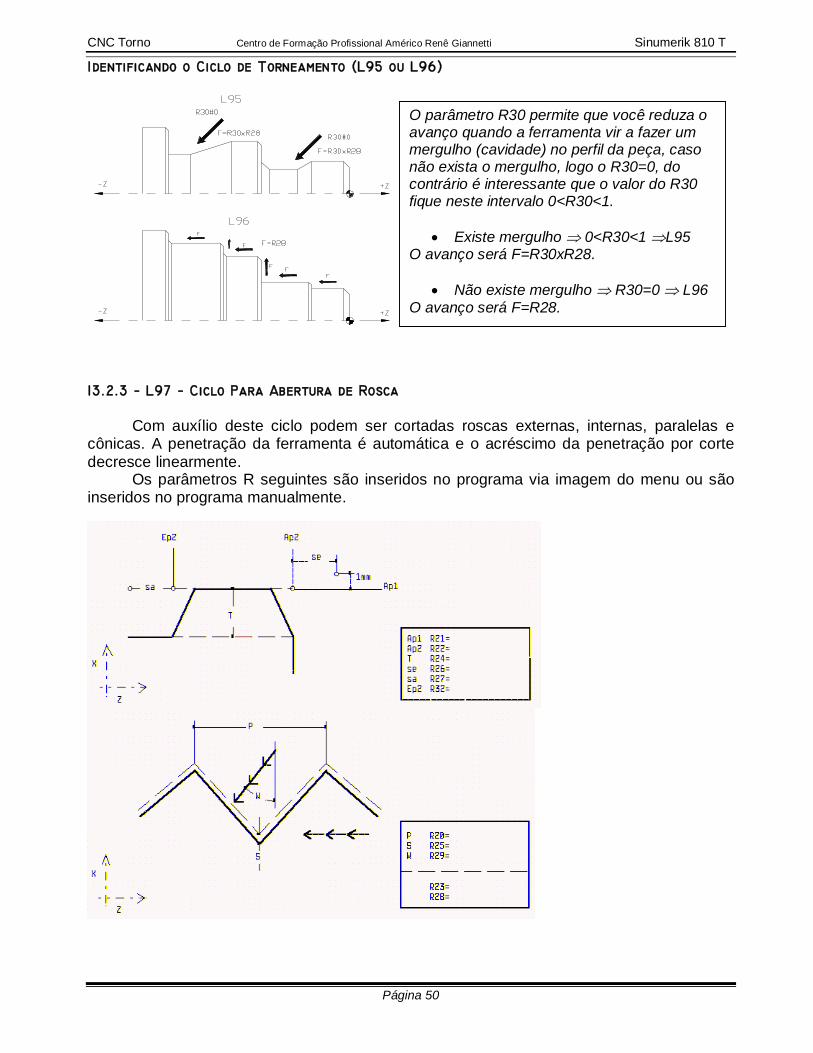
Com auxílio deste ciclo podem ser cortadas roscas externas, internas, paralelas e cônicas. A penetração da ferramenta é automática e o acréscimo da penetração por corte decresce linearmente.
Os parâmetros R seguintes são inseridos no programa via imagem do menu ou são inseridos no programa manualmente.
O parâmetro R30 permite que você reduza o avanço quando a ferramenta vir a fazer um mergulho (cavidade) no perfil da peça, caso não exista o mergulho, logo o R30=0, do contrário é interessante que o valor do R30 fique neste intervalo 0<R30<1.
Existe mergulho 0<R30<1 L95 O avanço será F=R30xR28.
Não existe mergulho R30=0 L96 O avanço será F=R28.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 51
R20 Indica o valor para o passo da rôsca a fazer multiplicado pelo nº de entradas.
Indica o diâmetro de referência para a ferramenta iniciar a rôsca.
Sendo uma rosca externa logo R21= nominal da rôsca. R21
Sendo uma rosca interna logo R21= do furo da rôsca.
R22 Indica a coordenada em Z do início da rôsca, é exatamente o valor que está no desenho da peça a fazer.
R23 Indica a quantidade de passadas que irá fazer o acabamento da rôsca.
Indica o valor da profundidade do filete em raio(h), e é bem lembrado que para cada tipo de rôsca existe uma fórmula para calculá-la. Para rôsca Métrica h = 0,695 x Passo e para rôsca Whitworth h = 0,64 x Passo.
R24=(-h) Altura do filete com sinal negativo para rôsca externa. R24
R24=(h) Altura do filete com sinal positivo para rôsca interna.
R25 Indica a quantidade de material para sobremetal para o acabamento.
R26 Indica a distância entre o início da rôsca (R22) e a posição da ferramenta, este valor poderá vir a variar de acordo com a máquina, no caso, R26=3 x Passo da rôsca.
R27 Indica a distância que a ferramenta vai além do ponto final da rôsca informado no R32. Pode-se utilizar a metade da largura da ranhura utilizada como saída.
R28 Indica a quantidade de passadas que irá fazer o desbaste da rôsca.
Indica o ângulo de penetração para a ferramenta na rôsca
R29=0: a ferramenta irá penetrar perpendicularmente. R29 R29=/2: sendo o ângulo do filete da rôsca, neste caso a ferramenta irá penetrar de acordo com ângulo do filete.(Rôsca Métrica R29 = 30) ou (Whitworth R29 = 27,5).
Indica o valor para ao final do comprimento da rôsca.
R31=R21: a rôsca será paralela. R31
R31R21: a rôsca será cônica.
R32 Indica a coordenada em Z do final da rôsca, é exatamente o valor que está no desenho da peça a fazer.
L97 Ciclo de Abertura de rôsca.
P1 Indica que irá repetir o ciclo apenas uma vez.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 52
Os parâmetros seguintes são visualizados na imagem do menu ou são inseridos dentro do programa.
R22 - Ponto de partida em Z (absoluto) R24 - Decréscimo da profundidade (relativo) R25 - Primeira profundidade da furação (relativa) R26 - Profundidade final do furo R27 - Tempo de parada ao ponto de partida R28 - Tempo de parada a cada profundidade do furo
A profundidade de usinagem é a cada vez reduzida de maneira decrescente de um valor igual ao decréscimo constante até que seja alcançado o ponto final (R26).
Caso o cálculo resulta em uma profundidade menor que o valor de decréscimo, ela
será mantida constante e igual a este valor. Ao fim deste ciclo a ponta da broca se encontra novamente no ponto de partida A.
Caso a profundidade de furação restante seja maior que o decréscimo da
profundidade (R24) e menor que 2 x R24, ela será dividida em 2 cursos de furação. Anotações
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 53
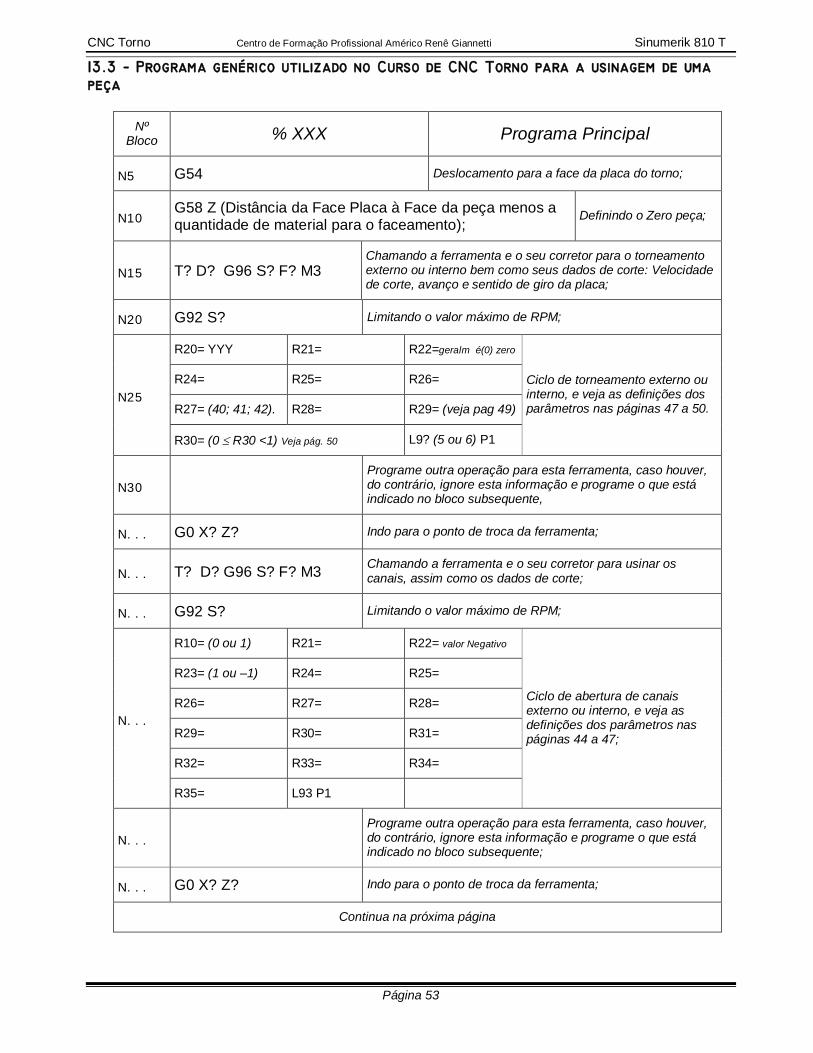
Nº Bloco % XXX Programa Principal
N5 G54 Deslocamento para a face da placa do torno;
N10 G58 Z (Distância da Face Placa à Face da peça menos a quantidade de material para o faceamento);
Definindo o Zero peça;
N15 T? D? G96 S? F? M3 Chamando a ferramenta e o seu corretor para o torneamento externo ou interno bem como seus dados de corte: Velocidade de corte, avanço e sentido de giro da placa;
N20 G92 S? Limitando o valor máximo de RPM;
R20= YYY R21= R22=geralm é(0) zero
R24= R25= R26=
R27= (40; 41; 42). R28= R29= (veja pag 49) N25
R30= (0 R30 <1) Veja pág. 50 L9? (5 ou 6) P1
Ciclo de torneamento externo ou interno, e veja as definições dos parâmetros nas páginas 47 a 50.
N30 Programe outra operação para esta ferramenta, caso houver, do contrário, ignore esta informação e programe o que está indicado no bloco subsequente,
N. . . G0 X? Z? Indo para o ponto de troca da ferramenta;
N. . . T? D? G96 S? F? M3 Chamando a ferramenta e o seu corretor para usinar os canais, assim como os dados de corte;
N. . . G92 S? Limitando o valor máximo de RPM;
R10= (0 ou 1) R21= R22= valor Negativo
R23= (1 ou –1) R24= R25=
R26= R27= R28=
R29= R30= R31=
R32= R33= R34=
N. . .
R35= L93 P1
Ciclo de abertura de canais externo ou interno, e veja as definições dos parâmetros nas páginas 44 a 47;
N. . . Programe outra operação para esta ferramenta, caso houver, do contrário, ignore esta informação e programe o que está indicado no bloco subsequente;
N. . . G0 X? Z? Indo para o ponto de troca da ferramenta;
Continua na próxima página

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 54
N. . . T? D? G94 G97 S? M3 Chamando a ferramenta e o seu corretor para usinar uma rosca externa ou interna, bem como seus dados de corte: RPM, sentido de giro da paca;
R20= R21= R22= valor Negativo
R23= R24= R25=
R26= R27= R28=
R29= R31= R32=
N. . .
L97 P1
Ciclo de abertura de roscas externa ou interna; veja as definições dos parâmetros nas páginas 50 e 51;
N. . . Programe outra operação para esta ferramenta, caso houver; do contrário, ignore esta informação e programe o que está indicado no bloco subsequente;
N. . . G0 X? Z? Indo para o ponto de troca da ferramenta;
N. . . T? D? Chame a mesma ferramenta indicada no bloco N15; obs: não é obrigatório.
N. . . M30 Finalizando o programa.
Nº Bloco L YYY Sub-Programa
N5 G1 X? Z? (Geralmente é Z0) Ponto de partida para o início do perfil;
N10
Programe aquele perfil que poderá ser feito pela ferramenta de desbaste interno ou externo, ignore os canais e os pontos de aproximação e afastamento, ou seja, programe a trajetória exata da ferramenta sobre a peça,seguindo as dimensões fornecidas pelo desenho da peça;
N. . . Faça o perfil de acordo com as dimensões da peça;
N. . . G1 X? Z? Ponto final do perfil, o último diâmetro(x) e comprimento (z) a serem executados pela ferramenta de torneamento, estes, no entanto serão utilizados como referência de material em bruto para começar a usinagem;
N. . . M17 Código para finalizar um Sub-Programa;

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 55
DADOS TÉCNICOS A SEREM UTILIZADOS NO PROCESSO DE USINAGEM
Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Aço SAE1045 94 x 123,2 mm
2 VELOCIDADE DE CORTE (M/MIN): 220 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2450
4 AVANÇO DE USINAGEM: 0.2 mm/rot
5 FACEAMENTO AUTOMÁTICO: Sim
6 PONTO DE TROCA DA FERRAMENTA: G0 X140 Z50
7 PROFUNDIDADE DE CORTE: 1.75 mm
8 ACABAMENTO EM X (): 0.15 mm
9 ACABAMENTO EM Z (COMP.): 0.1 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Longitudinal.
11 TIPO DE PERFIL A FAZER: Com cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0,65
FERRAMENTAS A SEREM UTILIZADAS NO PROCESSO DE USINAGEM
Ferramentas utilizadas Posição na Torre Nº do Corretor
FERRAMENTA PARA DESBASTE E ACABAMENTO EXTERNO 10 10

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 56
Programa Principal
Nº %700 Observações
N5 G54 Deslocando o ZERO MÁQUINA.
N10 G58 Z123 Determinando o ZERO PEÇA.
N15 T10 D10 G96 S220 F0,2 M3 Chamando a ferramenta de Desbaste e Acabamento externo.
N20 G92 S2450 Limitando o valor máximo de RPM.
R20=560 R21=0 R22=0 R24=0,15
R25=0,1 R26=1,75 R27=42 R28=0,2 N25
R29=41 R30=0,65 L95 P1
CICLO DE TORNEAMENTO L95 OU L96.
N30 G0 X140 Z50 Indo para o ponto de Troca da Ferramenta.
N35 T10 D10 Chame a mesma ferramenta indicada no bloco N15; obs.: não é obrigatório.
N40 M30 Finalizando programa principal.
Sub-Programa do perfil final da peça
Nº L560 OBSERVAÇÕES
N5 G1 X20 Z0 Interpolação linear programada (G1).
N10 G1 X30 Z-5 Interpolação linear programada (G1).
N15 G1 X30 Z-12 Interpolação linear programada (G1).
N20 G2 X30 Z-26 B10 Interpolação circular horária (G2).
N25 G1 X30 Z-30 Interpolação linear programada (G1).
N30 G2 X50 Z-45 B17.5 Interpolação circular horária (G2).
N35 G1 X50 Z-55 Interpolação linear programada (G1).
N40 G3 X70 Z-65 B10 Interpolação circular anti-horária (G3).
N45 G1 X70 Z-78 Interpolação linear programada (G1).
N50 G3 X94 Z-98 B30 Interpolação circular anti-horária (G3).
N55 G1 X96 Z-98 Posição em X para mostrar qual o diâmetro bruto de referência.
N60 M17 Finalizando um Sub-Programa.
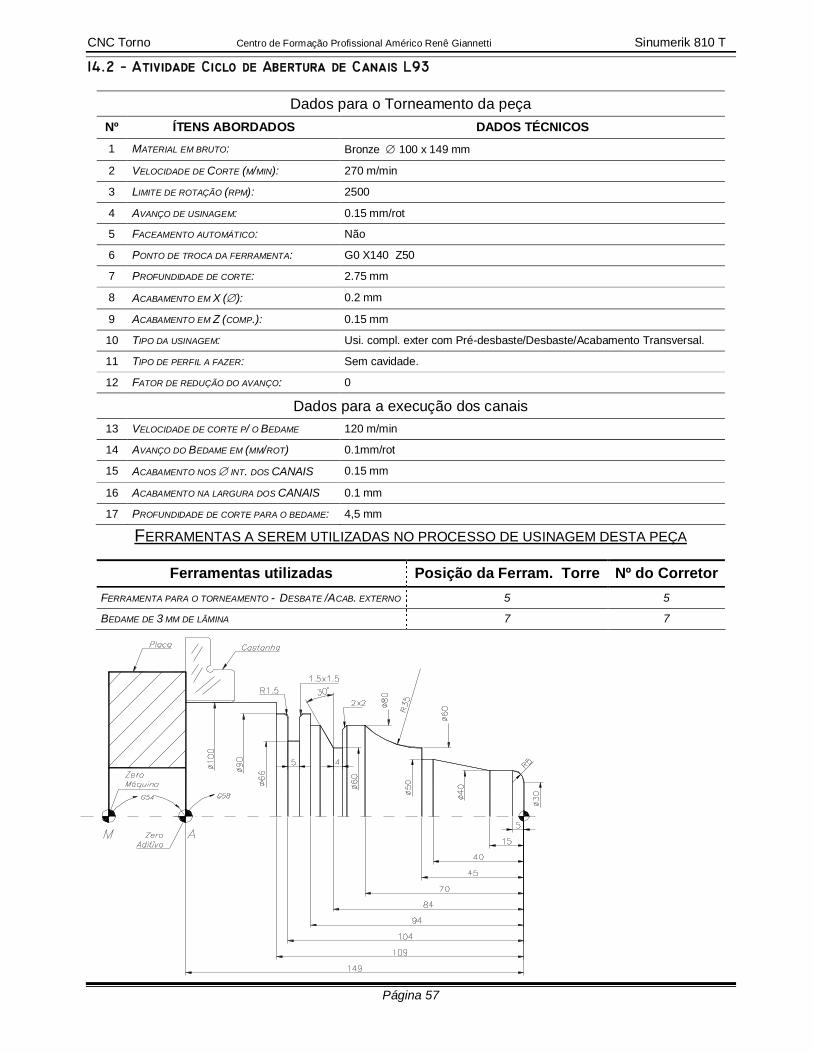
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 57
Dados para o Torneamento da peça Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Bronze 100 x 149 mm
2 VELOCIDADE DE CORTE (M/MIN): 270 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2500
4 AVANÇO DE USINAGEM: 0.15 mm/rot
5 FACEAMENTO AUTOMÁTICO: Não
6 PONTO DE TROCA DA FERRAMENTA: G0 X140 Z50
7 PROFUNDIDADE DE CORTE: 2.75 mm
8 ACABAMENTO EM X (): 0.2 mm
9 ACABAMENTO EM Z (COMP.): 0.15 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Transversal.
11 TIPO DE PERFIL A FAZER: Sem cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0
Dados para a execução dos canais 13 VELOCIDADE DE CORTE P/ O BEDAME 120 m/min
14 AVANÇO DO BEDAME EM (MM/ROT) 0.1mm/rot
15 ACABAMENTO NOS INT. DOS CANAIS 0.15 mm
16 ACABAMENTO NA LARGURA DOS CANAIS 0.1 mm
17 PROFUNDIDADE DE CORTE PARA O BEDAME: 4,5 mm
FERRAMENTAS A SEREM UTILIZADAS NO PROCESSO DE USINAGEM DESTA PEÇA
Ferramentas utilizadas Posição da Ferram. Torre Nº do Corretor FERRAMENTA PARA O TORNEAMENTO - DESBATE /ACAB. EXTERNO 5 5
BEDAME DE 3 MM DE LÂMINA 7 7

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 58
Programa Principal
Nº % Observações
N5 G54 Deslocando o ZERO MÁQUINA.
N10 G58 Z Determinando o ZERO PEÇA.
N15 T D G96 S F M3 Chamando a ferramenta de Desbaste e Acabamento externo.
N20 G92 S Limitando o valor máximo de RPM.
R20= R21= R22= R24=
R25= R26= R27= R28= N25
R29= R30= L9 P1
CICLO DE TORNEAMENTO L95 OU L96.
N30 G0 X Z Indo para o ponto de Troca da Ferramenta.
N35 T D G96 S F M3 Chamando a ferramenta BEDAME.
N40 G92 S Limitando o valor máximo de RPM.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N45
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 1º CANAL L93
N50 G0 X92 Z -104 Ponto de afastamento p/ fazer o 2º canal.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N55
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 2º CANAL L93
N60 Indo P/ ponto de Troca da Ferramenta.
N65 T D Chame a mesma ferramenta indicada no bloco N15; obs: não é obrigatório.
N70 M30 Finalizando o programa.
Anotações

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 59
Sub-Programa do perfil final da peça
Nº L OBSERVAÇÕES
N5
N10
N15
N20
N25
N30
N35
N40
N45
N50
N55
N60 M17 Finalizando um Sub-Programa.
Anotações
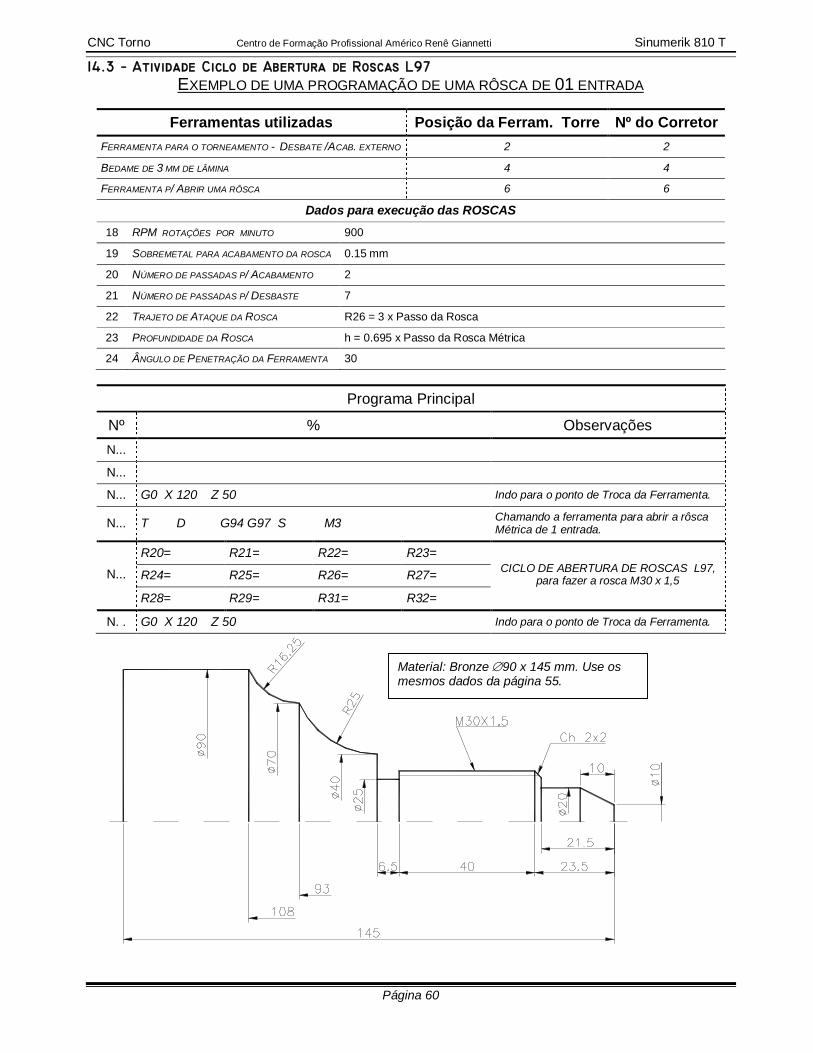
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 60
Material: Bronze 90 x 145 mm. Use os mesmos dados da página 55.
EXEMPLO DE UMA PROGRAMAÇÃO DE UMA RÔSCA DE 01 ENTRADA
Ferramentas utilizadas Posição da Ferram. Torre Nº do Corretor FERRAMENTA PARA O TORNEAMENTO - DESBATE /ACAB. EXTERNO 2 2
BEDAME DE 3 MM DE LÂMINA 4 4
FERRAMENTA P/ ABRIR UMA RÔSCA 6 6
Dados para execução das ROSCAS
18 RPM ROTAÇÕES POR MINUTO 900
19 SOBREMETAL PARA ACABAMENTO DA ROSCA 0.15 mm
20 NÚMERO DE PASSADAS P/ ACABAMENTO 2
21 NÚMERO DE PASSADAS P/ DESBASTE 7
22 TRAJETO DE ATAQUE DA ROSCA R26 = 3 x Passo da Rosca
23 PROFUNDIDADE DA ROSCA h = 0.695 x Passo da Rosca Métrica
24 ÂNGULO DE PENETRAÇÃO DA FERRAMENTA 30
Programa Principal
Nº % Observações N...
N...
N... G0 X 120 Z 50 Indo para o ponto de Troca da Ferramenta.
N... T D G94 G97 S M3 Chamando a ferramenta para abrir a rôsca Métrica de 1 entrada.
R20= R21= R22= R23=
R24= R25= R26= R27= N...
R28= R29= R31= R32=
CICLO DE ABERTURA DE ROSCAS L97, para fazer a rosca M30 x 1,5
N. . G0 X 120 Z 50 Indo para o ponto de Troca da Ferramenta.
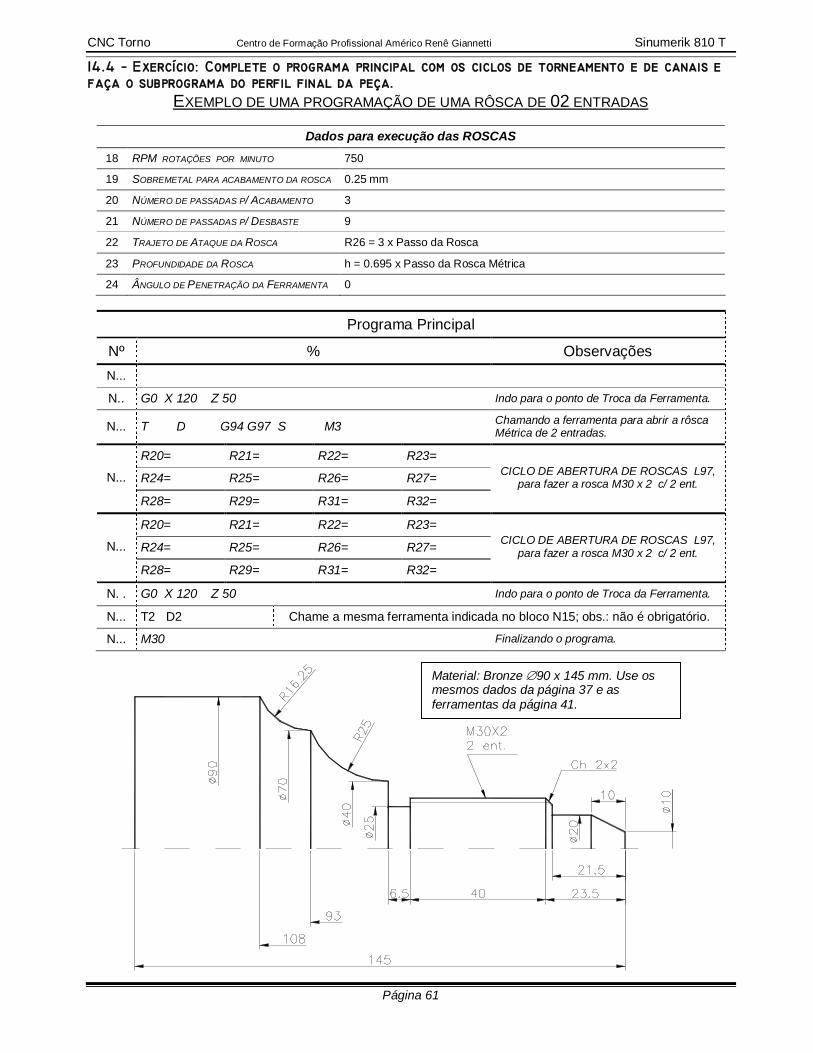
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 61
EXEMPLO DE UMA PROGRAMAÇÃO DE UMA RÔSCA DE 02 ENTRADAS
Dados para execução das ROSCAS
18 RPM ROTAÇÕES POR MINUTO 750
19 SOBREMETAL PARA ACABAMENTO DA ROSCA 0.25 mm
20 NÚMERO DE PASSADAS P/ ACABAMENTO 3
21 NÚMERO DE PASSADAS P/ DESBASTE 9
22 TRAJETO DE ATAQUE DA ROSCA R26 = 3 x Passo da Rosca
23 PROFUNDIDADE DA ROSCA h = 0.695 x Passo da Rosca Métrica
24 ÂNGULO DE PENETRAÇÃO DA FERRAMENTA 0
Programa Principal
Nº % Observações N...
N.. G0 X 120 Z 50 Indo para o ponto de Troca da Ferramenta.
N... T D G94 G97 S M3 Chamando a ferramenta para abrir a rôsca Métrica de 2 entradas.
R20= R21= R22= R23=
R24= R25= R26= R27= N...
R28= R29= R31= R32=
CICLO DE ABERTURA DE ROSCAS L97, para fazer a rosca M30 x 2 c/ 2 ent.
R20= R21= R22= R23=
R24= R25= R26= R27= N...
R28= R29= R31= R32=
CICLO DE ABERTURA DE ROSCAS L97, para fazer a rosca M30 x 2 c/ 2 ent.
N. . G0 X 120 Z 50 Indo para o ponto de Troca da Ferramenta.
N... T2 D2 Chame a mesma ferramenta indicada no bloco N15; obs.: não é obrigatório.
N... M30 Finalizando o programa.
Material: Bronze 90 x 145 mm. Use os mesmos dados da página 37 e as ferramentas da página 41.
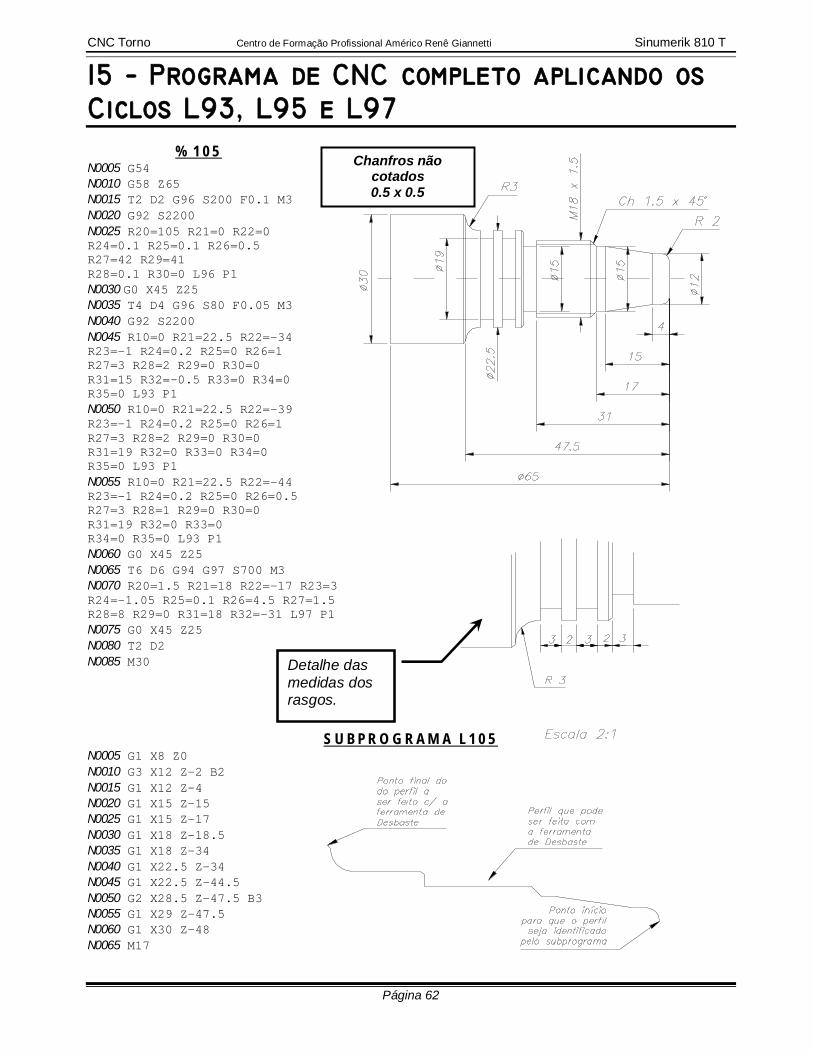
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 62
Chanfros não cotados 0.5 x 0.5
% 105 N0005 G54 N0010 G58 Z65 N0015 T2 D2 G96 S200 F0.1 M3 N0020 G92 S2200 N0025 R20=105 R21=0 R22=0 R24=0.1 R25=0.1 R26=0.5 R27=42 R29=41 R28=0.1 R30=0 L96 P1 N0030 G0 X45 Z25 N0035 T4 D4 G96 S80 F0.05 M3 N0040 G92 S2200 N0045 R10=0 R21=22.5 R22=-34 R23=-1 R24=0.2 R25=0 R26=1 R27=3 R28=2 R29=0 R30=0 R31=15 R32=-0.5 R33=0 R34=0 R35=0 L93 P1 N0050 R10=0 R21=22.5 R22=-39 R23=-1 R24=0.2 R25=0 R26=1 R27=3 R28=2 R29=0 R30=0 R31=19 R32=0 R33=0 R34=0 R35=0 L93 P1 N0055 R10=0 R21=22.5 R22=-44 R23=-1 R24=0.2 R25=0 R26=0.5 R27=3 R28=1 R29=0 R30=0 R31=19 R32=0 R33=0 R34=0 R35=0 L93 P1 N0060 G0 X45 Z25 N0065 T6 D6 G94 G97 S700 M3 N0070 R20=1.5 R21=18 R22=-17 R23=3 R24=-1.05 R25=0.1 R26=4.5 R27=1.5 R28=8 R29=0 R31=18 R32=-31 L97 P1 N0075 G0 X45 Z25 N0080 T2 D2 N0085 M30
SUBPROGRAMA L105
N0005 G1 X8 Z0 N0010 G3 X12 Z-2 B2 N0015 G1 X12 Z-4 N0020 G1 X15 Z-15 N0025 G1 X15 Z-17 N0030 G1 X18 Z-18.5 N0035 G1 X18 Z-34 N0040 G1 X22.5 Z-34 N0045 G1 X22.5 Z-44.5 N0050 G2 X28.5 Z-47.5 B3 N0055 G1 X29 Z-47.5 N0060 G1 X30 Z-48 N0065 M17
Detalhe das medidas dos rasgos.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 63
N0005 G54 (Zero Offset) Identifica que haverá um deslocamento de origem, ou seja, deslocamento do Zero-Máquina (pto M) para o Zero Offset, o valor do deslocamento (Z=35)é registrado nos dados de regulagem da máquina. Na prática seria o deslocamento da face do eixo árvore para a face da placa. N0010 G58 Z65 (Zero Aditivo) Indica que haverá um deslocamento a partir do Zero Offset, ou seja, considerando que a peça encostar-se-á à face da placa então o valor em Z a colocar no programa será o comprimento da peça no caso Z65(Observe a fig. ao lado), (ponto W ,ou seja o Zero Peça). N0015 T2 D2 G96 S200 F0.1 M3 (Ferram. Desbaste) T2 indica que irá usar a ferramenta que está na posição dois da torre de ferramentas do torno CNC; D2 indica que as características da ferramenta estão registradas no corretor 2 ,ou seja, indica por exemplo, indica qual o valor do raio da ponta da ferramenta, a largura do bedame, as distâncias L1 e L2 até a ponta da ferramenta em relação ao Zero ferramenta(G53), indica o tipo da ferramenta a ser utilizada; G96 S200 estabelece o valor dado em S como sendo um valor em Velocidade de corte constante, no caso VC=200 m/min, portanto o valor do RPM varia de acordo com o ,ou seja, diminuindo o o valor do RPM aumenta, do contrário diminui o seu RPM, caso queira o valor do RPM constante programe G97 S700; F0.1 indica com qual avanço que a ferramenta irá usinar a peça, neste caso a unidade do avanço será automaticamente em mm/rotação pelo fato de estar sendo utilizado G96; M3 indica que o sentido de giro da placa será horário do contrário programe M4; N0020 G92 S2200 Como nós programamos o valor de S como sendo Velocidade de Corte constante assim sendo o seu RPM irá variar de acordo com , agora imagine a ferramenta estando na posição de de 1 mm então o valor de seu RPM nesta posição será de aproximadamente de 63.660 rotações por minuto, por ser um valor muito alto em relação a capacidade da máquina(Smaximo=3000) por este motivo teremos a necessidade de programarmos o código G92 S2200 para que o RPM não ultrapasse a 2200, não limitando, o programa corre o risco de não rodar. N0025 R20=105 R21=0 R22=0 R24=0.1 R25=0.1 R26=1 R27=42 R29=41 R28=0.1 R30=0 L96 P1 Este é um ciclo de usinagem (L96=Ciclo de Torneamento sem Cavidade e L95=Ciclo de Torneamento com Cavidade) que irá utilizar parâmetros para facilitar a usinagem de perfis mais complexos e ainda permitindo escolher usinagem paralela ao Eixo X ou ao Eixo Z. R20 = 105 indica que o perfil da peça a fazer com a ferramenta desbaste está definido no Subprograma L105; R21 = 0 indica que o ponto início em X () do desbaste no perfil será de 0, ou seja a ferramenta irá facear a peça automaticamente, caso a sua peça já esteja faceada o valor para R21=(1º programado no Subprograma do perfil), neste caso seria R21=8; R22 = 0 indica que o ponto início em Z (comp.) do desbaste no perfil será de 0, ou seja a ferramenta começará a cortar à partir do comprimento ZERO; R24 = 0.1 indica o quanto de sobremetal irá deixar para acabamento em ; R25 = 0.1 indica o quanto de sobremetal irá deixar para acabamento em Z; R26 = 1 indica o quanto irá retirar de material por passada, ou seja, é o valor para a profundidade de corte; R27 = 42 indica em qual direção será compensado o raio da ferramenta. Geralmente para desbaste e acabamento externos utiliza-se G42, ou seja, à direita, para desbaste e acabamentos internos utiliza-se G41, ou seja, (à esquerda), portanto sendo uma usinagem externa então R27=42; R28 = 0.1 indica com qual o avanço a ferramenta irá trabalhar dentro do ciclo, não pode ser zero; R29 = 41 indica qual o tipo de usinagem será executada, no caso, o ciclo fará um Pré-Desbaste, Desbaste e um Acabamento, de acordo com o perfil externo programado no subprograma L105; R30 = 0 indica o valor para o fator de avanço quanto o perfil a fazer tenha uma cavidade, sendo que utilizando o ciclo L96 não possui cavidade então R30=0, caso esteja definido no subprograma uma cavidade você terá que usar um fator maior do que 0(ZERO) e menor que 1(UM) (0<R30<1), sendo assim, o ciclo a utilizar será o L95 e o parâmetro R30 terá que ter um valor por exemplo R30=0,7 .Este fator irá reduzir o avanço (R28) sempre que sua ferramenta vir a penetrar na peça, é como se fosse um bedame para fazer o desbaste da cavidade, logo o avanço será F0.07;

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 64
Obs.: Em relação aos parâmetros R30, R32, R33 e R34 do ciclo de canais, os mesmos indicam se é RAIO ou CHANFRO, para diferenciar esta condição teremos o seguinte: valores negativos para chanfros, valores positivos para raios .
L96 P1 indica qual o ciclo a utilizar e quantas vezes irá repetí-lo. A escolha do tipo do ciclo deverá ser relação ao perfil a ser criado, caso no perfil não foi programada nenhuma cavidade que pode ser feita com a ferramenta de desbaste então o ciclo a utilizar será o L96 P1 (R30=0), do contrário, ou seja, caso você tenha programado uma cavidade no seu Subprograma, então o ciclo a utilizar será o L95 P1(0<R30<1), O P1 indicará quantas vezes que irá repetir o ciclo, (portanto esta opção no momento não é interessante); N0030 G0 X45 Z25 Este deslocamento em coordenadas deslocará a ferramenta para o 45 e 25 mm à face da peça, ou seja, à direita, estes valores são arbitrários sendo, portanto um deslocamento necessário para que efetue a troca de ferramenta, isto se deve por motivos de segurança ao ponto que a torre de ferramentas girará até que posicione uma outra ferramenta, caso não programe este deslocamento pode correr o risco de haver uma colisão com a placa ou com a peça. Este ponto é chamado de Ponto de troca da ferramenta; N0035 T4 D4 G96 S80 F0.05 M3 (Ferramenta para abrir canais - Bedame) T4 indica que irá usar a ferramenta que está na posição 4(quatro) da torre de ferramentas do torno CNC; D4 indica que as características da ferramenta estão registradas no corretor 4 ,ou seja, indica por exemplo, indica qual o valor do raio da ponta da ferramenta, a largura do bedame, as distâncias L1 e L2 até a ponta da ferramenta em relação ao Zero ferramenta(G53), indica o tipo da ferramenta a ser utilizada; G96 S80 estabelece o valor dado em S como sendo um valor em Velocidade de corte constante, no caso VC=80 m/min, portanto o valor do RPM varia de acordo com o ,ou seja, diminuindo o o valor do RPM aumenta, do contrário diminui o seu RPM, caso queira o valor do RPM constante programe G97 S700; F 0.05 indica com qual avanço que a ferramenta irá usinar a peça em mm/rot; M3 indica que o sentido de giro da placa será horário do contrário programe M4; N0040 G92 S2200 Ídem ao bloco N0020 N0045 R10=0 R21=22.5 R22=-34 R23=-1 R24=0.2 R25=0 R26=1 R27=3 R28=1 R29=0 R30=0 R31=15 R32=-0.5 R33=0 R34=0 R35=0 L93 P1 R10=0 indica que irá fazer um canal no sentido longitudinal(Z) da peça, R10=1 indica que será feito um canal na face da peça; R21 = 22.5 indica o diâmetro maior do canal; R22 = - 34 indica que a coordenada no Eixo Z em relação lado esquerdo do canal será de –34; R23 = -1 parâmetro que irá identificar se a referência utilizada no bedame será do lado esquerdo ou direito, R23=-1(Esquerda), R23=1(Direita); R24 = 0.1 indica o valor para sobremetal em para acabamento; R25 = 0 indica o valor para o sobremetal na largura do canal, como o nosso bedame é da mesma largura do rasgo a fazer, então R25=0; R26 = 1 indica o valor para a profundidade de corte; R27 = 3 indica o valor para a largura do canal a fazer; R28 = 1 indica o tempo de parada no fundo do canal em segundos (1Seg), este tempo é necessário quando o diâmetro interno do canal for muito grande e o seu RPM é muito baixo, isto se deve para que o fundo do canal dê uma volta completa em torno da mesma posição da ferramenta em ou melhorar o acabamento no fundo do canal; R29 = 0 indica o valor para o ângulo lateral esquerdo (por exemplo, a metade do ângulo de uma polia); R30 = 0 indica o valor para o Raio ou Chanfro no fundo do canal (esquerdo); R31 = 15 indica o valor para o interno do canal; R32 = - 0.5 indica o valor para o Raio ou Chanfro no externo do canal (esquerdo); R33 = 0 indica o valor para o Raio ou Chanfro no fundo do canal (direito); R34 = 0 indica o valor para o Raio ou Chanfro no externo do canal (direito); R35 = 0 indica o valor para o ângulo lateral direito (por exemplo, a metade do ângulo de uma polia); L93 P1 indica que o ciclo a utilizar é L93(Ciclo para abertura de canais) irá repetir apenas uma vez (P1); N0050 As mesmas definições do bloco N0045 porém para o segundo canal; N0055 As mesmas definições do bloco N0045 porém para o terceiro canal; N0060 G0 X45 Z25
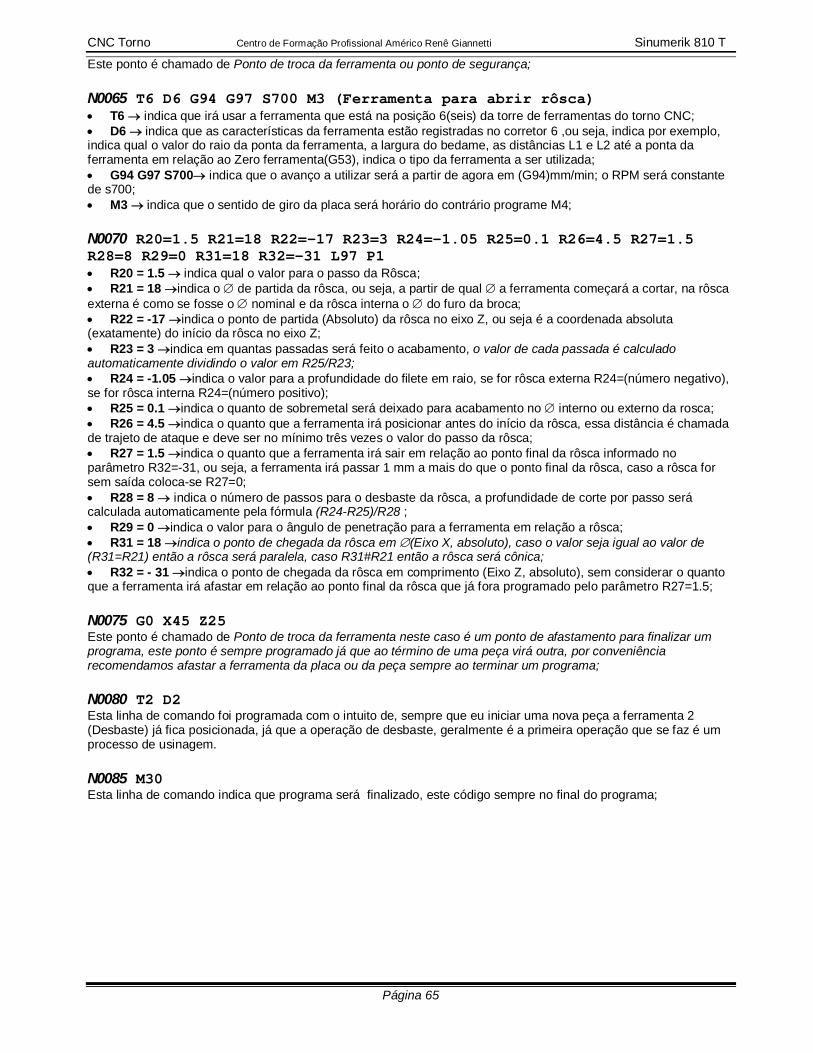
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 65
Este ponto é chamado de Ponto de troca da ferramenta ou ponto de segurança; N0065 T6 D6 G94 G97 S700 M3 (Ferramenta para abrir rôsca) T6 indica que irá usar a ferramenta que está na posição 6(seis) da torre de ferramentas do torno CNC; D6 indica que as características da ferramenta estão registradas no corretor 6 ,ou seja, indica por exemplo, indica qual o valor do raio da ponta da ferramenta, a largura do bedame, as distâncias L1 e L2 até a ponta da ferramenta em relação ao Zero ferramenta(G53), indica o tipo da ferramenta a ser utilizada; G94 G97 S700 indica que o avanço a utilizar será a partir de agora em (G94)mm/min; o RPM será constante de s700; M3 indica que o sentido de giro da placa será horário do contrário programe M4; N0070 R20=1.5 R21=18 R22=-17 R23=3 R24=-1.05 R25=0.1 R26=4.5 R27=1.5 R28=8 R29=0 R31=18 R32=-31 L97 P1 R20 = 1.5 indica qual o valor para o passo da Rôsca; R21 = 18 indica o de partida da rôsca, ou seja, a partir de qual a ferramenta começará a cortar, na rôsca externa é como se fosse o nominal e da rôsca interna o do furo da broca; R22 = -17 indica o ponto de partida (Absoluto) da rôsca no eixo Z, ou seja é a coordenada absoluta (exatamente) do início da rôsca no eixo Z; R23 = 3 indica em quantas passadas será feito o acabamento, o valor de cada passada é calculado automaticamente dividindo o valor em R25/R23; R24 = -1.05 indica o valor para a profundidade do filete em raio, se for rôsca externa R24=(número negativo), se for rôsca interna R24=(número positivo); R25 = 0.1 indica o quanto de sobremetal será deixado para acabamento no interno ou externo da rosca; R26 = 4.5 indica o quanto que a ferramenta irá posicionar antes do início da rôsca, essa distância é chamada de trajeto de ataque e deve ser no mínimo três vezes o valor do passo da rôsca; R27 = 1.5 indica o quanto que a ferramenta irá sair em relação ao ponto final da rôsca informado no parâmetro R32=-31, ou seja, a ferramenta irá passar 1 mm a mais do que o ponto final da rôsca, caso a rôsca for sem saída coloca-se R27=0; R28 = 8 indica o número de passos para o desbaste da rôsca, a profundidade de corte por passo será calculada automaticamente pela fórmula (R24-R25)/R28 ; R29 = 0 indica o valor para o ângulo de penetração para a ferramenta em relação a rôsca; R31 = 18 indica o ponto de chegada da rôsca em (Eixo X, absoluto), caso o valor seja igual ao valor de (R31=R21) então a rôsca será paralela, caso R31#R21 então a rôsca será cônica; R32 = - 31 indica o ponto de chegada da rôsca em comprimento (Eixo Z, absoluto), sem considerar o quanto que a ferramenta irá afastar em relação ao ponto final da rôsca que já fora programado pelo parâmetro R27=1.5; N0075 G0 X45 Z25 Este ponto é chamado de Ponto de troca da ferramenta neste caso é um ponto de afastamento para finalizar um programa, este ponto é sempre programado já que ao término de uma peça virá outra, por conveniência recomendamos afastar a ferramenta da placa ou da peça sempre ao terminar um programa; N0080 T2 D2 Esta linha de comando foi programada com o intuito de, sempre que eu iniciar uma nova peça a ferramenta 2 (Desbaste) já fica posicionada, já que a operação de desbaste, geralmente é a primeira operação que se faz é um processo de usinagem. N0085 M30 Esta linha de comando indica que programa será finalizado, este código sempre no final do programa;
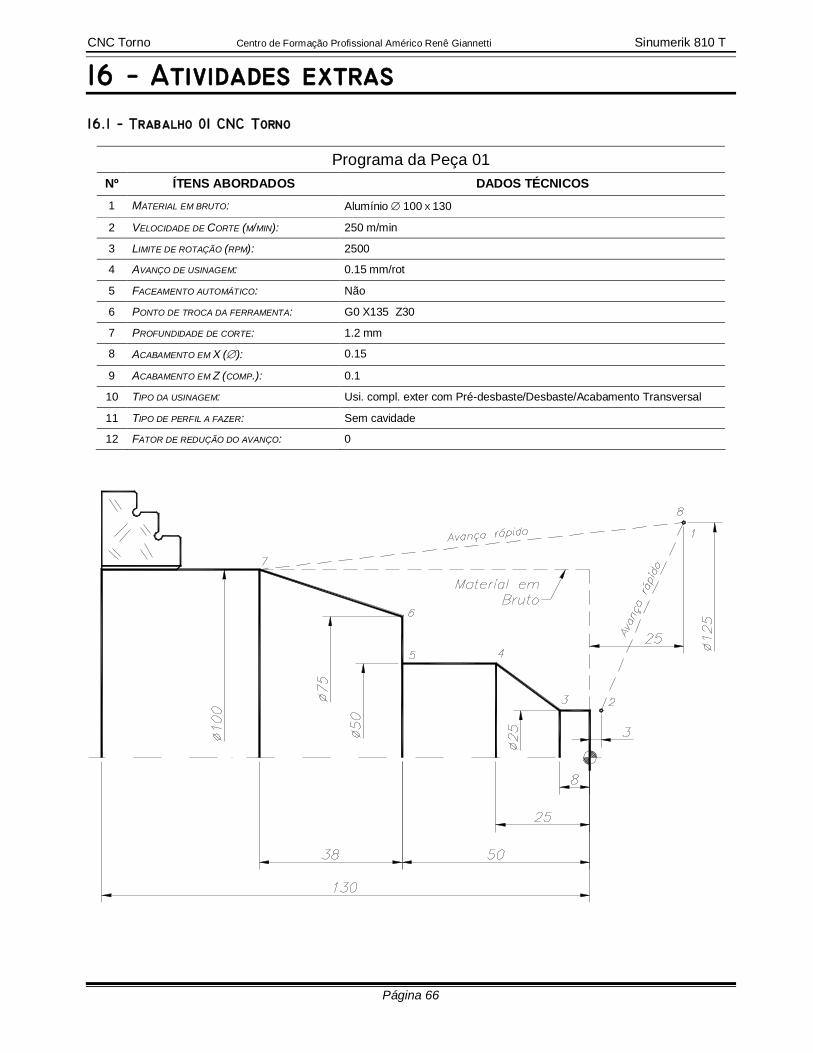
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 66
Programa da Peça 01 Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Alumínio 100 X 130
2 VELOCIDADE DE CORTE (M/MIN): 250 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2500
4 AVANÇO DE USINAGEM: 0.15 mm/rot
5 FACEAMENTO AUTOMÁTICO: Não
6 PONTO DE TROCA DA FERRAMENTA: G0 X135 Z30
7 PROFUNDIDADE DE CORTE: 1.2 mm
8 ACABAMENTO EM X (): 0.15
9 ACABAMENTO EM Z (COMP.): 0.1
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Transversal
11 TIPO DE PERFIL A FAZER: Sem cavidade
12 FATOR DE REDUÇÃO DO AVANÇO: 0

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 67
Programa da Peça 02 Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Alumínio 110 X 115,15
2 VELOCIDADE DE CORTE (M/MIN): 230 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2400
4 AVANÇO DE USINAGEM: 0.1 mm/rot
5 FACEAMENTO AUTOMÁTICO: Sim
6 PONTO DE TROCA DA FERRAMENTA: G0 X140 Z50
7 PROFUNDIDADE DE CORTE: 1.5 mm
8 ACABAMENTO EM X (): 0,15 mm
9 ACABAMENTO EM Z (COMP.): 0,2 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Longitudinal.
11 TIPO DE PERFIL A FAZER: Sem cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0.
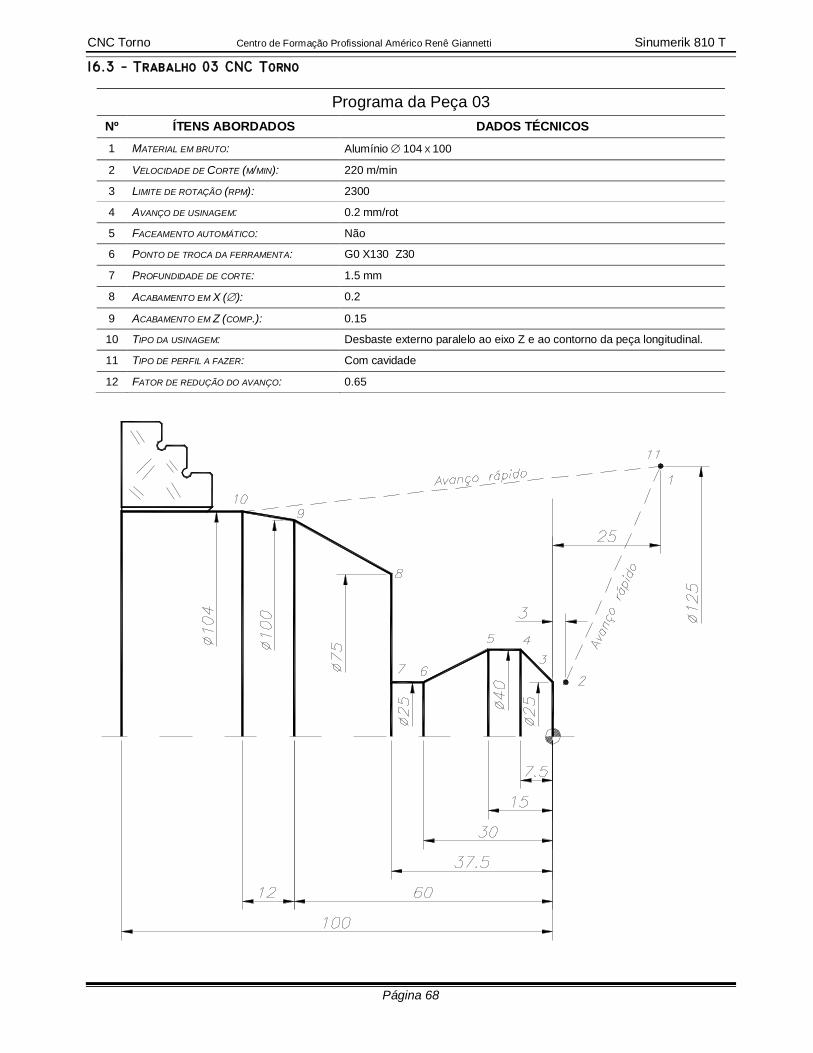
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 68
Programa da Peça 03 Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Alumínio 104 X 100
2 VELOCIDADE DE CORTE (M/MIN): 220 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2300
4 AVANÇO DE USINAGEM: 0.2 mm/rot
5 FACEAMENTO AUTOMÁTICO: Não
6 PONTO DE TROCA DA FERRAMENTA: G0 X130 Z30
7 PROFUNDIDADE DE CORTE: 1.5 mm
8 ACABAMENTO EM X (): 0.2
9 ACABAMENTO EM Z (COMP.): 0.15
10 TIPO DA USINAGEM: Desbaste externo paralelo ao eixo Z e ao contorno da peça longitudinal.
11 TIPO DE PERFIL A FAZER: Com cavidade
12 FATOR DE REDUÇÃO DO AVANÇO: 0.65
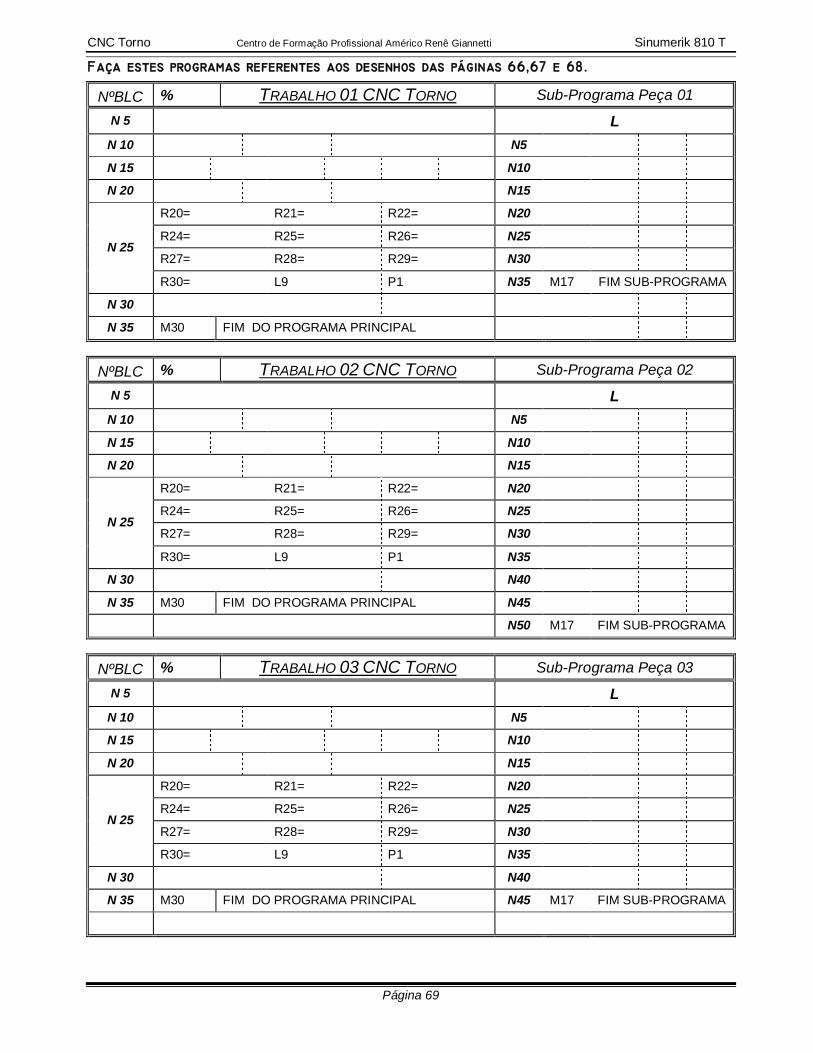
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 69
NºBLC % TRABALHO 01 CNC TORNO Sub-Programa Peça 01
N 5 L N 10 N5
N 15 N10
N 20 N15
R20= R21= R22= N20
R24= R25= R26= N25
R27= R28= R29= N30 N 25
R30= L9 P1 N35 M17 FIM SUB-PROGRAMA
N 30
N 35 M30 FIM DO PROGRAMA PRINCIPAL
NºBLC % TRABALHO 02 CNC TORNO Sub-Programa Peça 02
N 5 L N 10 N5
N 15 N10
N 20 N15
R20= R21= R22= N20
R24= R25= R26= N25
R27= R28= R29= N30 N 25
R30= L9 P1 N35
N 30 N40
N 35 M30 FIM DO PROGRAMA PRINCIPAL N45
N50 M17 FIM SUB-PROGRAMA
NºBLC % TRABALHO 03 CNC TORNO Sub-Programa Peça 03
N 5 L N 10 N5
N 15 N10
N 20 N15
R20= R21= R22= N20
R24= R25= R26= N25
R27= R28= R29= N30 N 25
R30= L9 P1 N35
N 30 N40
N 35 M30 FIM DO PROGRAMA PRINCIPAL N45 M17 FIM SUB-PROGRAMA

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 70
DADOS PARA O TORNEAMENTO DA PEÇA
Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Ferro Fundido 94 x 123,2 mm
2 VELOCIDADE DE CORTE (M/MIN): 190 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2100
4 AVANÇO DE USINAGEM: 0.25 mm/rot
5 FACEAMENTO AUTOMÁTICO: Sim
6 PONTO DE TROCA DA FERRAMENTA: G0 X120 Z60
7 PROFUNDIDADE DE CORTE: 2.5 mm
8 ACABAMENTO EM X (): 0.12 mm
9 ACABAMENTO EM Z (COMP.): 0.25 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Longitudinal.
11 TIPO DE PERFIL A FAZER: Sem cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0
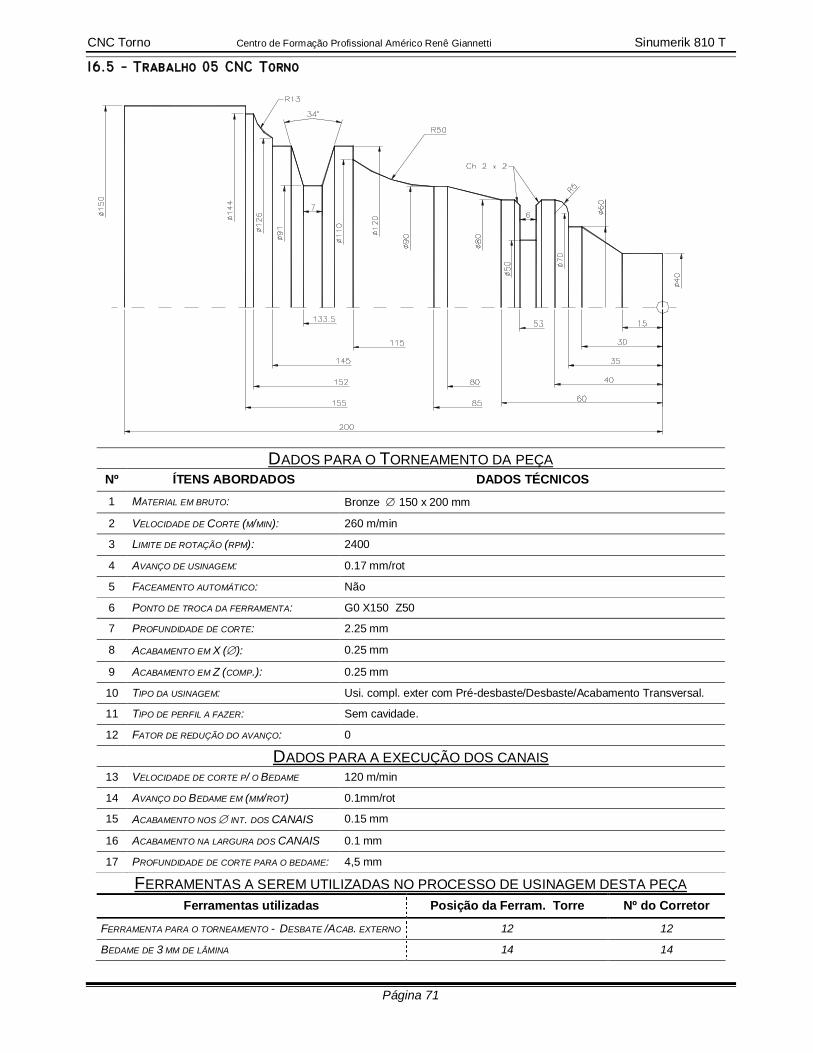
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 71
DADOS PARA O TORNEAMENTO DA PEÇA
Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Bronze 150 x 200 mm
2 VELOCIDADE DE CORTE (M/MIN): 260 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2400
4 AVANÇO DE USINAGEM: 0.17 mm/rot
5 FACEAMENTO AUTOMÁTICO: Não
6 PONTO DE TROCA DA FERRAMENTA: G0 X150 Z50
7 PROFUNDIDADE DE CORTE: 2.25 mm
8 ACABAMENTO EM X (): 0.25 mm
9 ACABAMENTO EM Z (COMP.): 0.25 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Transversal.
11 TIPO DE PERFIL A FAZER: Sem cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0
DADOS PARA A EXECUÇÃO DOS CANAIS 13 VELOCIDADE DE CORTE P/ O BEDAME 120 m/min
14 AVANÇO DO BEDAME EM (MM/ROT) 0.1mm/rot
15 ACABAMENTO NOS INT. DOS CANAIS 0.15 mm
16 ACABAMENTO NA LARGURA DOS CANAIS 0.1 mm
17 PROFUNDIDADE DE CORTE PARA O BEDAME: 4,5 mm
FERRAMENTAS A SEREM UTILIZADAS NO PROCESSO DE USINAGEM DESTA PEÇA Ferramentas utilizadas Posição da Ferram. Torre Nº do Corretor
FERRAMENTA PARA O TORNEAMENTO - DESBATE /ACAB. EXTERNO 12 12
BEDAME DE 3 MM DE LÂMINA 14 14

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 72
Nº % Programação Observações
N5 Deslocando o ZERO MÁQUINA.
N10 Determinando o ZERO PEÇA.
N15 Chamando a ferramenta de Desb/Acab.
N20 Limitando o valor máximo de RPM.
N25 R20= R21= R22= R24= R25=
R26= R27= R28= R29= R30= L9 P1 CICLO DE TORNEAMENTO L95 OU L96.
N30 Indo P/ ponto de Troca da Ferramenta.
N35 Chamando a ferramenta BEDAME.
N40 Limitando o valor máximo de RPM.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N45
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 1º CANAL.
N50 G0 X121 Z-53 Ponto de afast. p/ fazer o 2º canal.
R10= R21= R22= R23= R24= R2.5=
R26= R27= R28= R29= R30= R31= N55
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 2º CANAL.
N60 Indo P/ ponto de Troca da Ferramenta.
N65 M30 Finalizando o programa.
L SUBPROGRAMA DO CONTORNO FINAL DA PEÇA
Nº PROGRAMAÇÃO OBSERVAÇÕES
N5
N10
N15
N20
N25
N30
N35
N40
N45
N50
N55
N60
N65
N70
N75
N80
N85 M17

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 73
DADOS PARA O TORNEAMENTO DA PEÇA Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Aço 1020 108 x 150 mm
2 VELOCIDADE DE CORTE (M/MIN): 220 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2350
4 AVANÇO DE USINAGEM: 0.2 mm/rot
5 FACEAMENTO AUTOMÁTICO: Não
6 PONTO DE TROCA DA FERRAMENTA: G0 X170 Z75
7 PROFUNDIDADE DE CORTE: 1.75 mm
8 ACABAMENTO EM X (): 0.2 mm
9 ACABAMENTO EM Z (COMP.): 0.2 mm
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Transversal.
11 TIPO DE PERFIL A FAZER: Com cavidade.
12 FATOR DE REDUÇÃO DO AVANÇO: 0,75
Dados para a execução dos canais 13 VELOCIDADE DE CORTE P/ O BEDAME 100 m/min
14 AVANÇO DO BEDAME EM (MM/ROT) 0.15mm/rot
15 ACABAMENTO NOS INT. DOS CANAIS 0.25 mm
16 ACABAMENTO NA LARGURA DOS CANAIS 0.15 mm
17 PROFUNDIDADE DE CORTE PARA O BEDAME: 3,75 mm
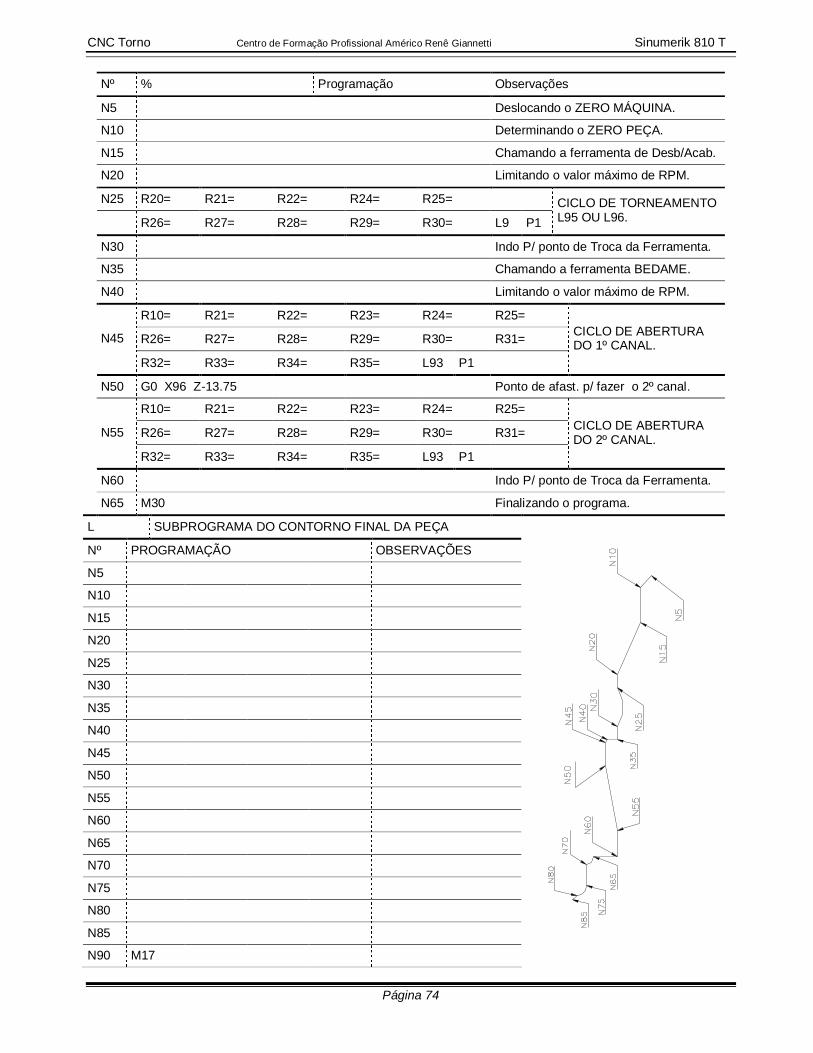
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 74
Nº % Programação Observações
N5 Deslocando o ZERO MÁQUINA.
N10 Determinando o ZERO PEÇA.
N15 Chamando a ferramenta de Desb/Acab.
N20 Limitando o valor máximo de RPM.
N25 R20= R21= R22= R24= R25=
R26= R27= R28= R29= R30= L9 P1 CICLO DE TORNEAMENTO L95 OU L96.
N30 Indo P/ ponto de Troca da Ferramenta.
N35 Chamando a ferramenta BEDAME.
N40 Limitando o valor máximo de RPM.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N45
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 1º CANAL.
N50 G0 X96 Z-13.75 Ponto de afast. p/ fazer o 2º canal.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N55
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 2º CANAL.
N60 Indo P/ ponto de Troca da Ferramenta.
N65 M30 Finalizando o programa.
L SUBPROGRAMA DO CONTORNO FINAL DA PEÇA
Nº PROGRAMAÇÃO OBSERVAÇÕES
N5
N10
N15
N20
N25
N30
N35
N40
N45
N50
N55
N60
N65
N70
N75
N80
N85
N90 M17
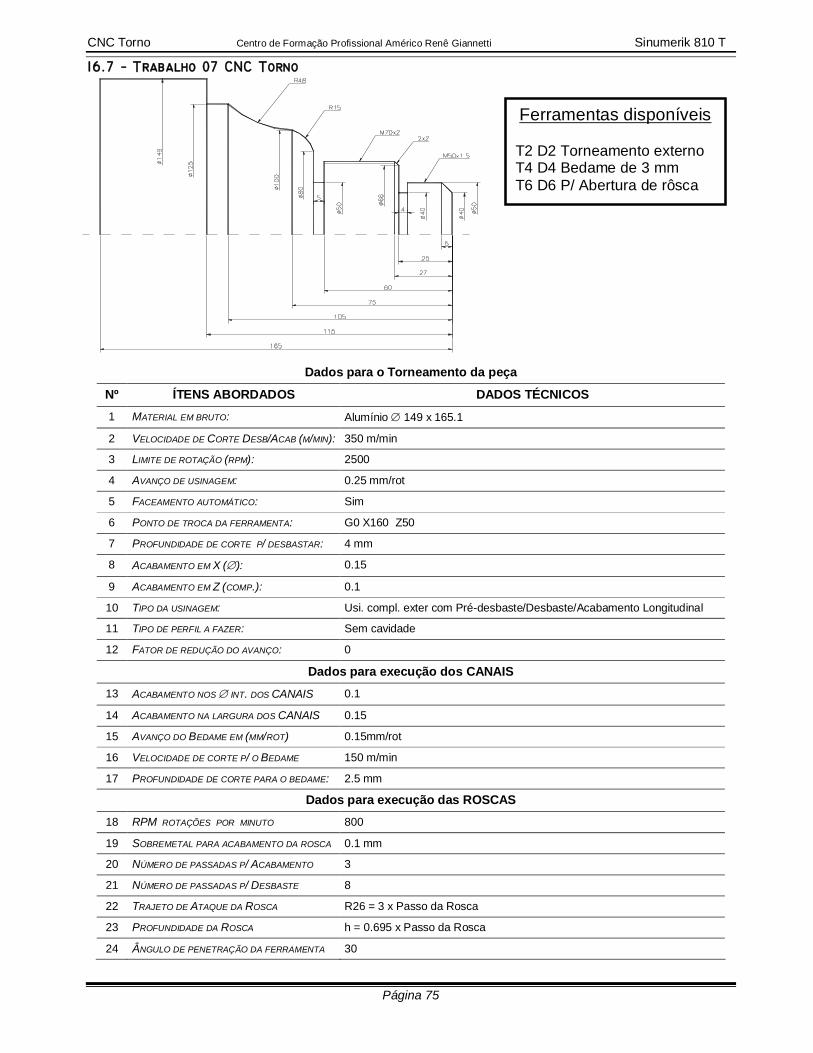
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 75
Dados para o Torneamento da peça
Nº ÍTENS ABORDADOS DADOS TÉCNICOS 1 MATERIAL EM BRUTO: Alumínio 149 x 165.1
2 VELOCIDADE DE CORTE DESB/ACAB (M/MIN): 350 m/min
3 LIMITE DE ROTAÇÃO (RPM): 2500
4 AVANÇO DE USINAGEM: 0.25 mm/rot
5 FACEAMENTO AUTOMÁTICO: Sim
6 PONTO DE TROCA DA FERRAMENTA: G0 X160 Z50
7 PROFUNDIDADE DE CORTE P/ DESBASTAR: 4 mm
8 ACABAMENTO EM X (): 0.15
9 ACABAMENTO EM Z (COMP.): 0.1
10 TIPO DA USINAGEM: Usi. compl. exter com Pré-desbaste/Desbaste/Acabamento Longitudinal
11 TIPO DE PERFIL A FAZER: Sem cavidade
12 FATOR DE REDUÇÃO DO AVANÇO: 0
Dados para execução dos CANAIS 13 ACABAMENTO NOS INT. DOS CANAIS 0.1
14 ACABAMENTO NA LARGURA DOS CANAIS 0.15
15 AVANÇO DO BEDAME EM (MM/ROT) 0.15mm/rot
16 VELOCIDADE DE CORTE P/ O BEDAME 150 m/min
17 PROFUNDIDADE DE CORTE PARA O BEDAME: 2.5 mm
Dados para execução das ROSCAS 18 RPM ROTAÇÕES POR MINUTO 800
19 SOBREMETAL PARA ACABAMENTO DA ROSCA 0.1 mm
20 NÚMERO DE PASSADAS P/ ACABAMENTO 3
21 NÚMERO DE PASSADAS P/ DESBASTE 8
22 TRAJETO DE ATAQUE DA ROSCA R26 = 3 x Passo da Rosca
23 PROFUNDIDADE DA ROSCA h = 0.695 x Passo da Rosca
24 ÂNGULO DE PENETRAÇÃO DA FERRAMENTA 30
Ferramentas disponíveis
T2 D2 Torneamento externo T4 D4 Bedame de 3 mm T6 D6 P/ Abertura de rôsca
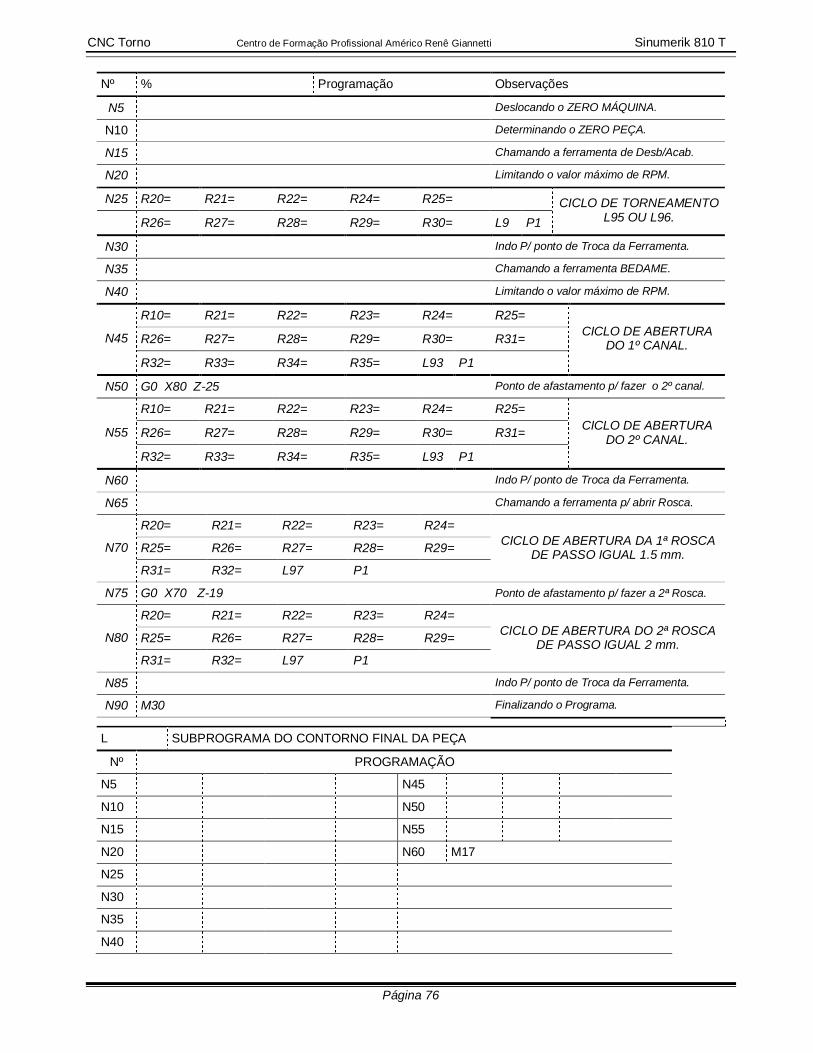
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 76
Nº % Programação Observações
N5 Deslocando o ZERO MÁQUINA.
N10 Determinando o ZERO PEÇA.
N15 Chamando a ferramenta de Desb/Acab.
N20 Limitando o valor máximo de RPM.
N25 R20= R21= R22= R24= R25=
R26= R27= R28= R29= R30= L9 P1 CICLO DE TORNEAMENTO
L95 OU L96.
N30 Indo P/ ponto de Troca da Ferramenta.
N35 Chamando a ferramenta BEDAME.
N40 Limitando o valor máximo de RPM.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N45
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 1º CANAL.
N50 G0 X80 Z-25 Ponto de afastamento p/ fazer o 2º canal.
R10= R21= R22= R23= R24= R25=
R26= R27= R28= R29= R30= R31= N55
R32= R33= R34= R35= L93 P1
CICLO DE ABERTURA DO 2º CANAL.
N60 Indo P/ ponto de Troca da Ferramenta.
N65 Chamando a ferramenta p/ abrir Rosca.
R20= R21= R22= R23= R24=
R25= R26= R27= R28= R29= N70
R31= R32= L97 P1
CICLO DE ABERTURA DA 1ª ROSCA DE PASSO IGUAL 1.5 mm.
N75 G0 X70 Z-19 Ponto de afastamento p/ fazer a 2ª Rosca.
R20= R21= R22= R23= R24=
R25= R26= R27= R28= R29= N80
R31= R32= L97 P1
CICLO DE ABERTURA DO 2ª ROSCA DE PASSO IGUAL 2 mm.
N85 Indo P/ ponto de Troca da Ferramenta.
N90 M30 Finalizando o Programa.
L SUBPROGRAMA DO CONTORNO FINAL DA PEÇA
Nº PROGRAMAÇÃO
N5 N45
N10 N50
N15 N55
N20 N60 M17
N25
N30
N35
N40
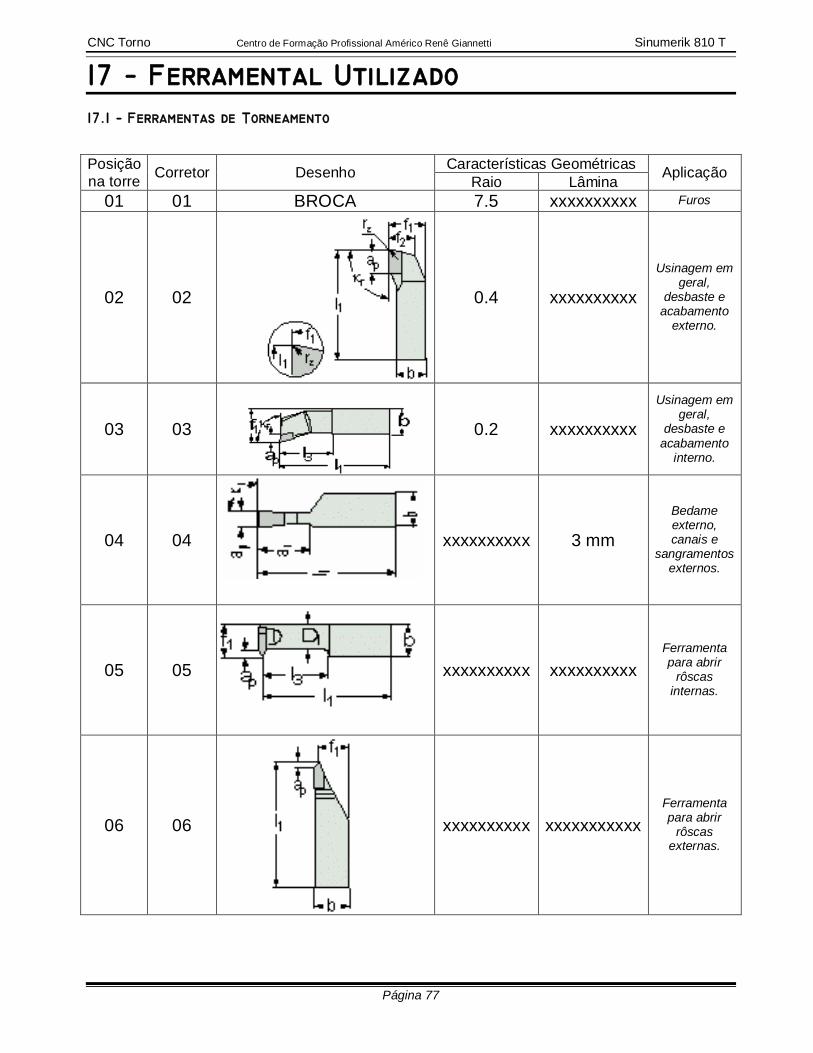
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 77
Características Geométricas Posição na torre Corretor Desenho Raio Lâmina Aplicação
01 01 BROCA 7.5 xxxxxxxxxx Furos
02 02
0.4 xxxxxxxxxx
Usinagem em geral,
desbaste e acabamento
externo.
03 03
0.2 xxxxxxxxxx
Usinagem em geral,
desbaste e acabamento
interno.
04 04
xxxxxxxxxx 3 mm
Bedame externo, canais e
sangramentos externos.
05 05
xxxxxxxxxx xxxxxxxxxx Ferramenta para abrir
rôscas internas.
06 06
xxxxxxxxxx xxxxxxxxxxx Ferramenta para abrir
rôscas externas.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 78
O programador necessita ter consciência de todos os parâmetros envolvidos no processo e obter uma solução adequada para usinagem de cada tipo de peça. Este deve analisar ainda todos os recursos da máquina, que serão exigidos quando da execução da peça.
O programador deve ter habilidade para comparar o desenho (peça pronta) com a dimensão desejada na usinagem com a máquina a Comando Numérico.
Há necessidade de uma análise sobre a viabilidade da execução da peça. Levando-se em conta as dimensões exigidas, o sobremetal existente da fase anterior, o ferramental necessário, a fixação da peça, etc.
É necessário haver uma definição das fases de usinagem para cada peça a ser executada, estabelecendo-se, assim, o sistema de fixação adequado à usinagem.
A escolha do ferramental é importantíssima, bem como, a sua disposição na torre. É necessário que o ferramental seja colocado de tal forma que não haja interferência entre si e com o restante da máquina. Um bom programa depende muito da escolha do ferramental adequado e da fixação deste, de modo conveniente.
São necessários tais conhecimentos por parte do programador, para que possa enquadrar as operações de modo a utilizar todos os recursos da máquina e do comando, visando, sempre minimizar os tempos e fases de operações e ainda garantir a qualidade do produto.
Em função do material a ser usinado, bem como da ferramenta e da operação a ser executado, o programador deve estabelecer as velocidades de corte, os avanços e as potências requeridas da máquina. Os cálculos necessários na obtenção de tais parâmetros são os seguintes:
Dependendo do material a ser usinado, a velocidade de corte é um dado importante e necessário.
A velocidade de corte é uma grandeza diretamente proporcional ao diâmetro e à rotação da árvore, dada pela fórmula: Onde: Vc = Velocidade de Corte(m/min) D = Diâmetro (mm) N = Rotação da árvore (rpm)
1000NDVc
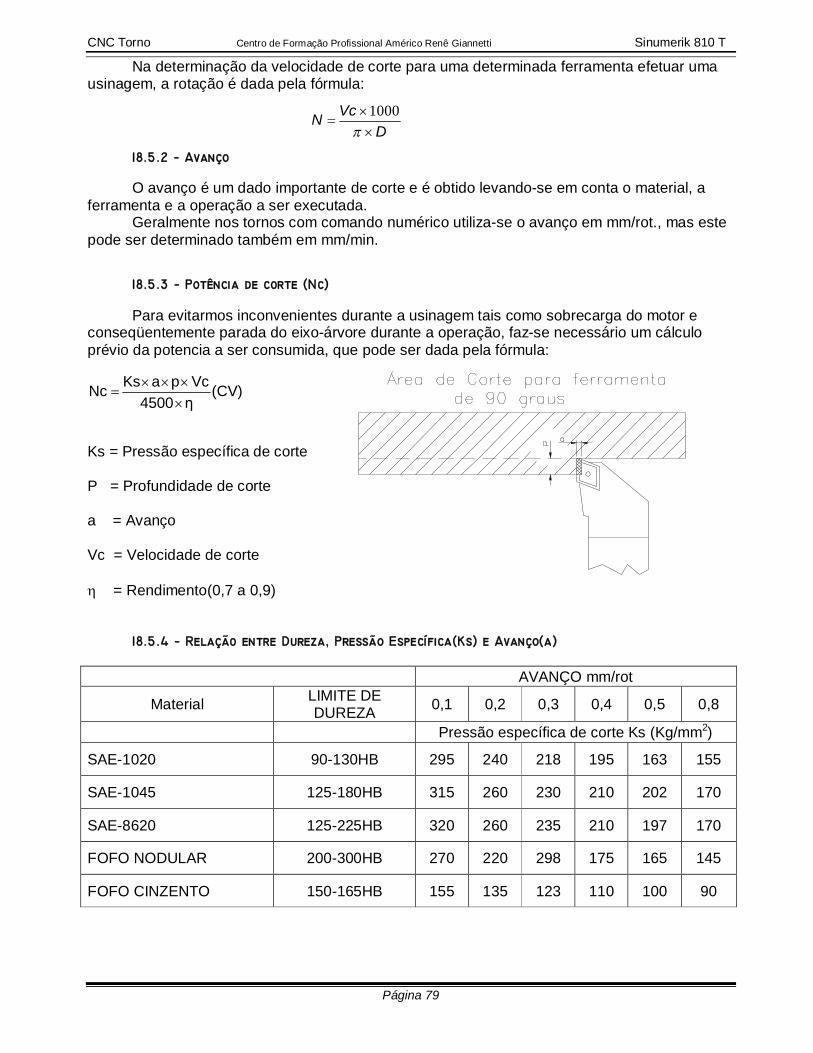
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 79
Na determinação da velocidade de corte para uma determinada ferramenta efetuar uma usinagem, a rotação é dada pela fórmula:
O avanço é um dado importante de corte e é obtido levando-se em conta o material, a ferramenta e a operação a ser executada.
Geralmente nos tornos com comando numérico utiliza-se o avanço em mm/rot., mas este pode ser determinado também em mm/min.
Para evitarmos inconvenientes durante a usinagem tais como sobrecarga do motor e conseqüentemente parada do eixo-árvore durante a operação, faz-se necessário um cálculo prévio da potencia a ser consumida, que pode ser dada pela fórmula:
(CV)η4500VcpaKsNc
Ks = Pressão específica de corte P = Profundidade de corte a = Avanço Vc = Velocidade de corte = Rendimento(0,7 a 0,9)
AVANÇO mm/rot
Material LIMITE DE DUREZA 0,1 0,2 0,3 0,4 0,5 0,8
Pressão específica de corte Ks (Kg/mm2)
SAE-1020 90-130HB 295 240 218 195 163 155
SAE-1045 125-180HB 315 260 230 210 202 170
SAE-8620 125-225HB 320 260 235 210 197 170
FOFO NODULAR 200-300HB 270 220 298 175 165 145
FOFO CINZENTO 150-165HB 155 135 123 110 100 90
DVcN
1000
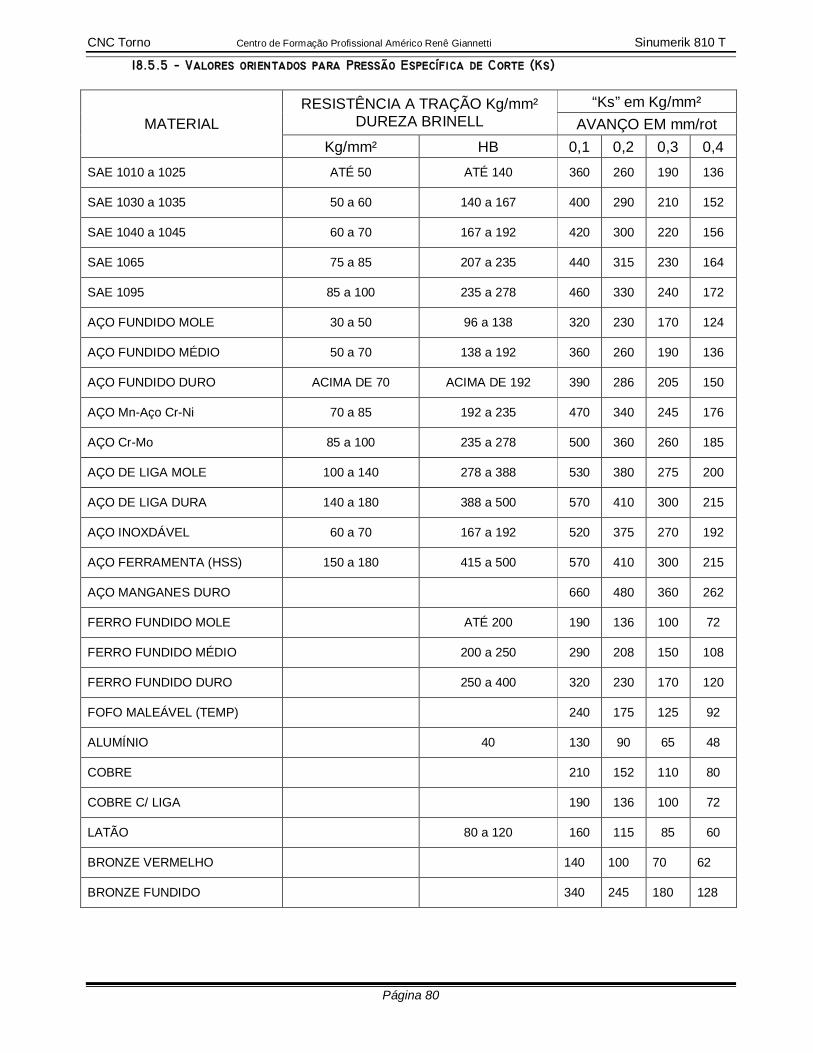
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 80
“Ks” em Kg/mm² RESISTÊNCIA A TRAÇÃO Kg/mm² DUREZA BRINELL AVANÇO EM mm/rot MATERIAL
Kg/mm² HB 0,1 0,2 0,3 0,4 SAE 1010 a 1025 ATÉ 50 ATÉ 140 360 260 190 136
SAE 1030 a 1035 50 a 60 140 a 167 400 290 210 152
SAE 1040 a 1045 60 a 70 167 a 192 420 300 220 156
SAE 1065 75 a 85 207 a 235 440 315 230 164
SAE 1095 85 a 100 235 a 278 460 330 240 172
AÇO FUNDIDO MOLE 30 a 50 96 a 138 320 230 170 124
AÇO FUNDIDO MÉDIO 50 a 70 138 a 192 360 260 190 136
AÇO FUNDIDO DURO ACIMA DE 70 ACIMA DE 192 390 286 205 150
AÇO Mn-Aço Cr-Ni 70 a 85 192 a 235 470 340 245 176
AÇO Cr-Mo 85 a 100 235 a 278 500 360 260 185
AÇO DE LIGA MOLE 100 a 140 278 a 388 530 380 275 200
AÇO DE LIGA DURA 140 a 180 388 a 500 570 410 300 215
AÇO INOXDÁVEL 60 a 70 167 a 192 520 375 270 192
AÇO FERRAMENTA (HSS) 150 a 180 415 a 500 570 410 300 215
AÇO MANGANES DURO 660 480 360 262
FERRO FUNDIDO MOLE ATÉ 200 190 136 100 72
FERRO FUNDIDO MÉDIO 200 a 250 290 208 150 108
FERRO FUNDIDO DURO 250 a 400 320 230 170 120
FOFO MALEÁVEL (TEMP) 240 175 125 92
ALUMÍNIO 40 130 90 65 48
COBRE 210 152 110 80
COBRE C/ LIGA 190 136 100 72
LATÃO 80 a 120 160 115 85 60
BRONZE VERMELHO 140 100 70 62
BRONZE FUNDIDO 340 245 180 128

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 81
Executar um programa de Usinagem (Desbaste) passo a passo, deixando 0,1 para sobremetal para acabamento;
Utilizando o código G42 p/ a compensação do raio da ferramenta;
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Usinar os canais passo a passo;
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Usinar os canais utilizando o ciclo L93;
Executar a rôsca utilizando o código G33, ou seja, uma rosca passo a passo;
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Usinar os canais utilizando o ciclo L93;
Usinar a Rôsca em ciclo de abertura de rosca (L97);
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Programação angular;
Usinar os canais utilizando o ciclo L93;
Usinar a Rôsca em ciclo de abertura de rosca (L97);

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 82
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Usinar a Rôsca em ciclo de abertura de rosca (L97);
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Usinar os canais utilizando o ciclo L93;
Usinar a Rôsca em ciclo de abertura de rosca (L97);
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
O último programado no Sub-programa é a referência que a ferramenta para iniciar o processo de torneamento;
Executar um programa de Usinagem (Desbaste/ Acab.) em ciclo (L95/L96);
Criar um subprograma para definir a trajetória exata da ferramenta de torneamento sobre a peça, ou seja, definir o perfil a fazer;
Usinar a Rôsca em ciclo de abertura de rosca (L97);
Fazer a seqüência abaixo:
o Lado 1
Subprograma interno;
Subprograma externo;
Programa principal.
o Lado 2
Subprograma interno;
Subprograma externo.
Programa principal.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 83
G0 Interpolação Linear com Velocidade Rápida ou simplesmente o avanço rápido. Sintaxe: G0 X___ Z___.
G1 Interpolação Linear com Velocidade Programada ou o avanço de corte. Sintaxe: G1 X___ Z___.
G2 Interpolação Circular no sentido Horário. Sintaxe: G2 X(final) Z(final) B(raio).
G3 Interpolação Circular no sentido Anti-Horário. Sintaxe: G3 X(final) Z(final) B(raio).
G4 Tempo de espera ou permanência no último ponto programado com o tempo em segundos. Sintaxe: G4 X(segundos).
G10 Programação em coordenada Polar, interpolação linear angular em avanço rápido, ou seja, é o G0 angular.Sintaxe: G10 X(centro em x) Z(centro em z) B (raio) A (ângulo).
G11 Programação em coordenada Polar, interpolação linear angular em avanço programado, ou seja, é o G1 angular.Sintaxe: G11 X(centro em x) Z(centro em z) B (raio) A (ângulo).
G12 Programação em coordenada Polar, interpolação circular angular no sentido horário em avanço programado, ou seja, é o G2 angular.Sintaxe: G12 X(centro em x) Z(centro em z) B (raio) A (ângulo).
G13 Programação em coordenada Polar, interpolação circular angular no sentido anti-horário em avanço programado, ou seja, é o G3 angular.Sintaxe: G13 X(centro em x) Z(centro em z) B (raio) A (ângulo).
G40 Código utilizado para descompensação do raio da ferramenta, este código será utilizado quando no programa já existir uma compensação, que seja a compensação à esquerda(G41) ou à direita (G42);Sintaxe: G0 G40 X____ Z____.
G41
Código utilizado sempre que a ferramenta descrever uma trajetória sobre o perfil da peça a usinar, neste caso, a compensação será à ESQUERDA do sentido que a ferramenta irá percorrer; Sintaxe: G0 G41 X____ Z____.
Utilizado com mais freqüência quando for usinar um perfil interno;
G42
Código utilizado sempre que a ferramenta descrever uma trajetória sobre o perfil da peça a usinar, neste caso, a compensação será à DIREITA do sentido que a ferramenta irá percorrer; Sintaxe: G0 G42 X____ Z____.
Utilizado com mais freqüência quando for usinar um perfil externo;
G50 Código utilizado para cancelar a modificação em escala(G51) em uma programação;
G51
Código utilizado para determinar um fator de escala de ampliação ou redução de uma programação.Sintaxe: G51 X____ Z____ P___, onde: X e Z será o ponto base, caso não programado será utilizado a origem (X0 Z0 como base) e P para indicar o fator escala;
G54
Identifica que haverá um deslocamento de origem, ou seja, deslocamento do Zero-Máquina (pto M) para o Zero Offset, o valor dos deslocamentos (X e Z) estarão registrados nos dados de regulagem da máquina. G54 Zero Offset ; (por exemplo:face da placa de 3 castanhas);
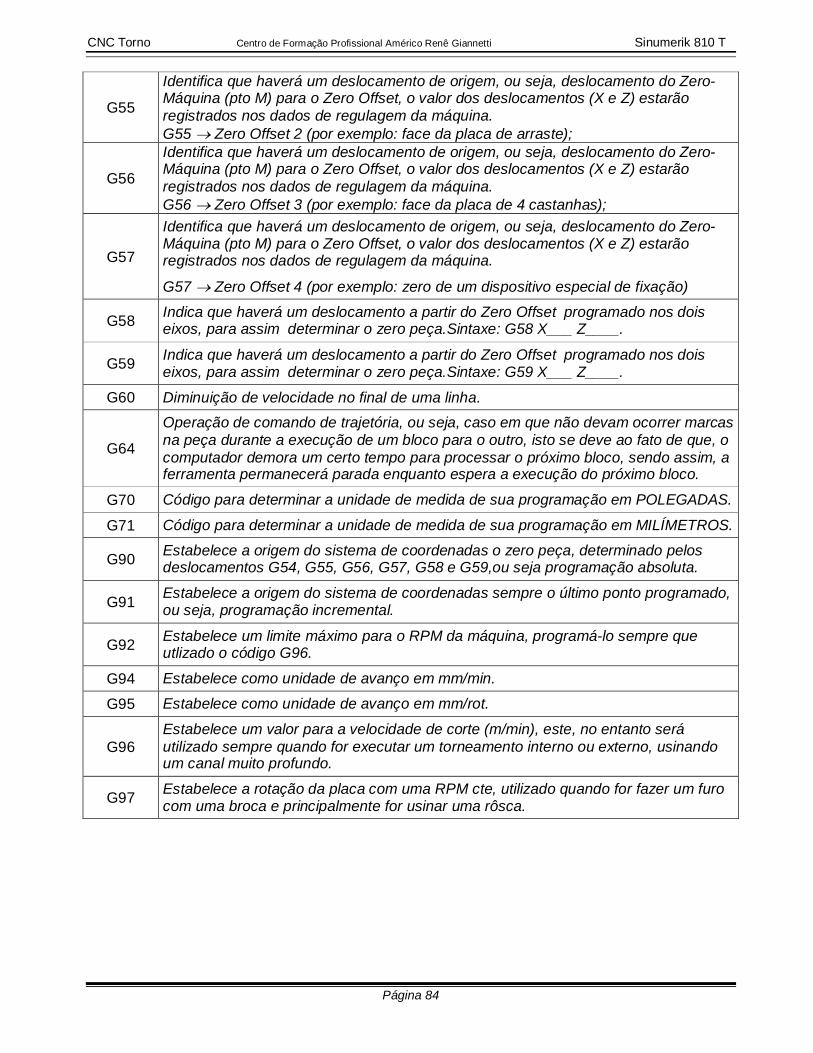
CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 84
G55
Identifica que haverá um deslocamento de origem, ou seja, deslocamento do Zero-Máquina (pto M) para o Zero Offset, o valor dos deslocamentos (X e Z) estarão registrados nos dados de regulagem da máquina. G55 Zero Offset 2 (por exemplo: face da placa de arraste);
G56
Identifica que haverá um deslocamento de origem, ou seja, deslocamento do Zero-Máquina (pto M) para o Zero Offset, o valor dos deslocamentos (X e Z) estarão registrados nos dados de regulagem da máquina. G56 Zero Offset 3 (por exemplo: face da placa de 4 castanhas);
G57
Identifica que haverá um deslocamento de origem, ou seja, deslocamento do Zero-Máquina (pto M) para o Zero Offset, o valor dos deslocamentos (X e Z) estarão registrados nos dados de regulagem da máquina.
G57 Zero Offset 4 (por exemplo: zero de um dispositivo especial de fixação)
G58 Indica que haverá um deslocamento a partir do Zero Offset programado nos dois eixos, para assim determinar o zero peça.Sintaxe: G58 X___ Z____.
G59 Indica que haverá um deslocamento a partir do Zero Offset programado nos dois eixos, para assim determinar o zero peça.Sintaxe: G59 X___ Z____.
G60 Diminuição de velocidade no final de uma linha.
G64
Operação de comando de trajetória, ou seja, caso em que não devam ocorrer marcas na peça durante a execução de um bloco para o outro, isto se deve ao fato de que, o computador demora um certo tempo para processar o próximo bloco, sendo assim, a ferramenta permanecerá parada enquanto espera a execução do próximo bloco.
G70 Código para determinar a unidade de medida de sua programação em POLEGADAS.
G71 Código para determinar a unidade de medida de sua programação em MILÍMETROS.
G90 Estabelece a origem do sistema de coordenadas o zero peça, determinado pelos deslocamentos G54, G55, G56, G57, G58 e G59,ou seja programação absoluta.
G91 Estabelece a origem do sistema de coordenadas sempre o último ponto programado, ou seja, programação incremental.
G92 Estabelece um limite máximo para o RPM da máquina, programá-lo sempre que utlizado o código G96.
G94 Estabelece como unidade de avanço em mm/min.
G95 Estabelece como unidade de avanço em mm/rot.
G96 Estabelece um valor para a velocidade de corte (m/min), este, no entanto será utilizado sempre quando for executar um torneamento interno ou externo, usinando um canal muito profundo.
G97 Estabelece a rotação da placa com uma RPM cte, utilizado quando for fazer um furo com uma broca e principalmente for usinar uma rôsca.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 85
M0
Permite você fazer uma parada condicional ao programa, para neste caso trocar a ferramenta, uma vez que a troca de ferramenta é feita manualmente, com isto a porta poderá ser aberta sem que o programa seja abortado.
M1 Parada opcional do programa.
M2 Código para finalizar programa principal.
M3 Liga o eixo árvore no sentido horário.
M4 Liga o eixo árvore no sentido anti-horário.
M5 Desliga o eixo árvore.
M6 Em máquinas onde a troca de ferramentas é automática, este código habilitará uma sub-rotina própria para fazer a troca de uma ferramenta.
M8 Ligar o óleo refrigerante.
M9 Desligar o óleo refrigerante.
M17 Código para finalizar um sub-programa.
M20 Código para afastar o cabeçote móvel.
M21 Código para aproximar o cabeçote móvel.
M25 Código para abrir as castanhas de uma placa.
M26 Código para fechar as castanhas de uma placa.
M30 Código para finalizar um programa principal.
L93 Ciclo para a abertura de canais
L95 Ciclo para o torneamento interno ou externo com cavidade (0<R30<1).
L96 Ciclo para o torneamento interno ou externo sem cavidade. (R30 =0).
L97 Ciclo para abertura de roscas.
L98 Ciclo de Furação.

CNC Torno Centro de Formação Profissional Américo Renê Giannetti Sinumerik 810 T
Página 86
SANTOS, Antônio Eduardo dos; MOTA, José Batista; MARTINS, Marco Aurélio.
Programação Manual de CNC Torno. Contagem - MG, 1998.
SILVA, Sidnei Domingues da. CNC: Programação de Comandos Numéricos
Computadorizados: Torneamento – São Paulo: Editora Érica, 2002.
CUNHA, Lauro Salles; CRAVENCO, Marcelo Padovani. Manual Prático do
Mecânico.São Paulo – SP: Edição Revista e Atualizada. Editora Hemus, 2003.
BOREL, Claude. Matemática Prática para Mecânicos. São Paulo – SP: Editora
Hemus.
ROMI, Indústrias. Manual de Programação e Operação CNC.
EMCO, Documentação Técnica. Descrição de Software de Sinumerik 810 T/ 820T.

TAREFA - 1

TAREFA - 2

TAREFA - 3

TAREFA - 4

TAREFA - 5

TAREFA - 6

TAREFA - 7

TAREFA - 8
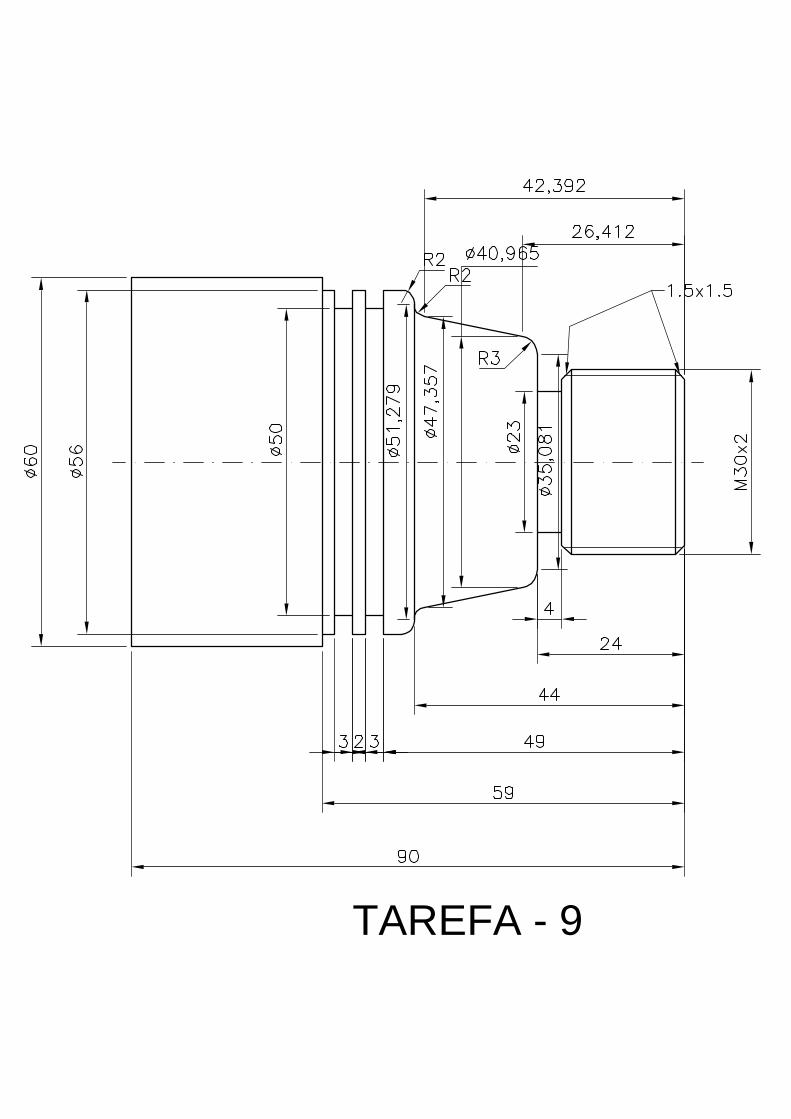
TAREFA - 9
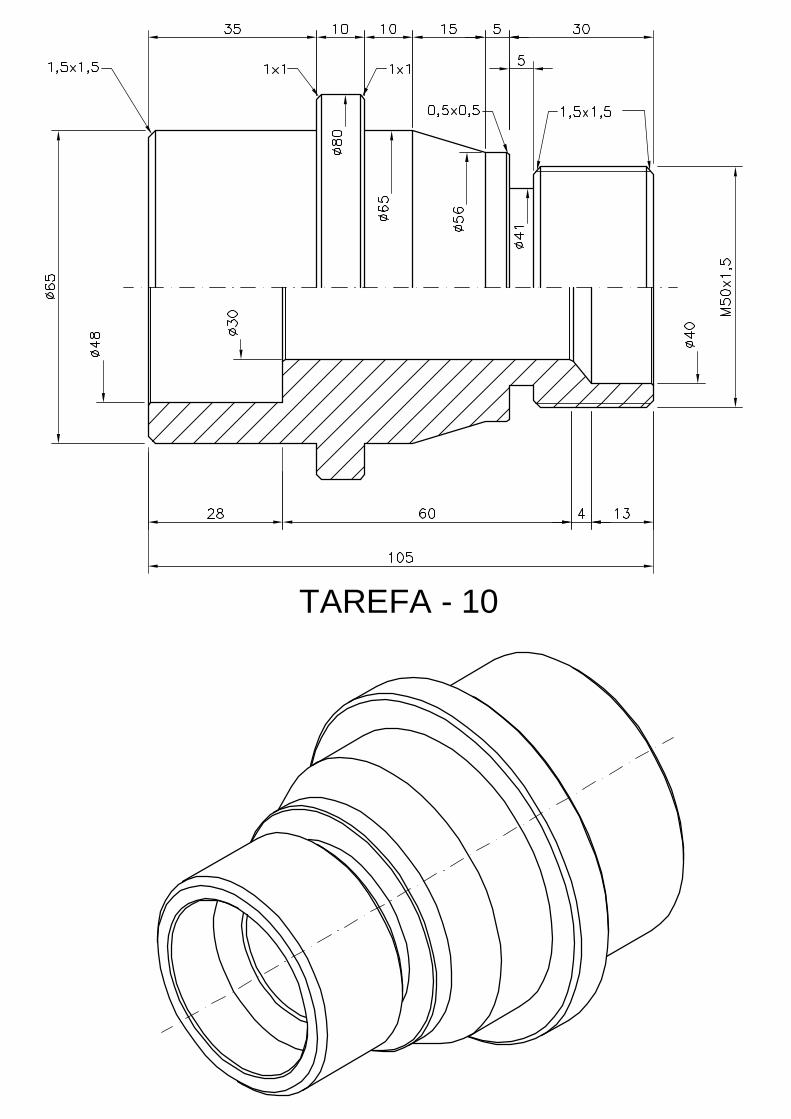
TAREFA - 10

TAREFA - 11
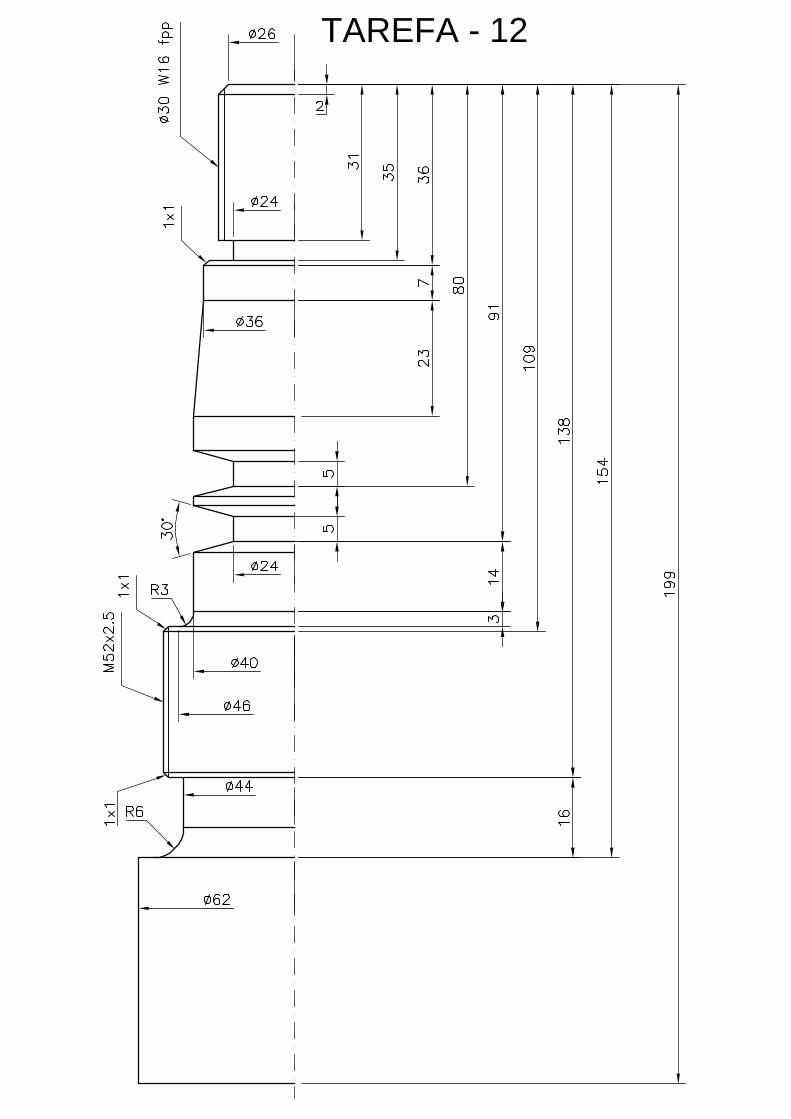
TAREFA - 12
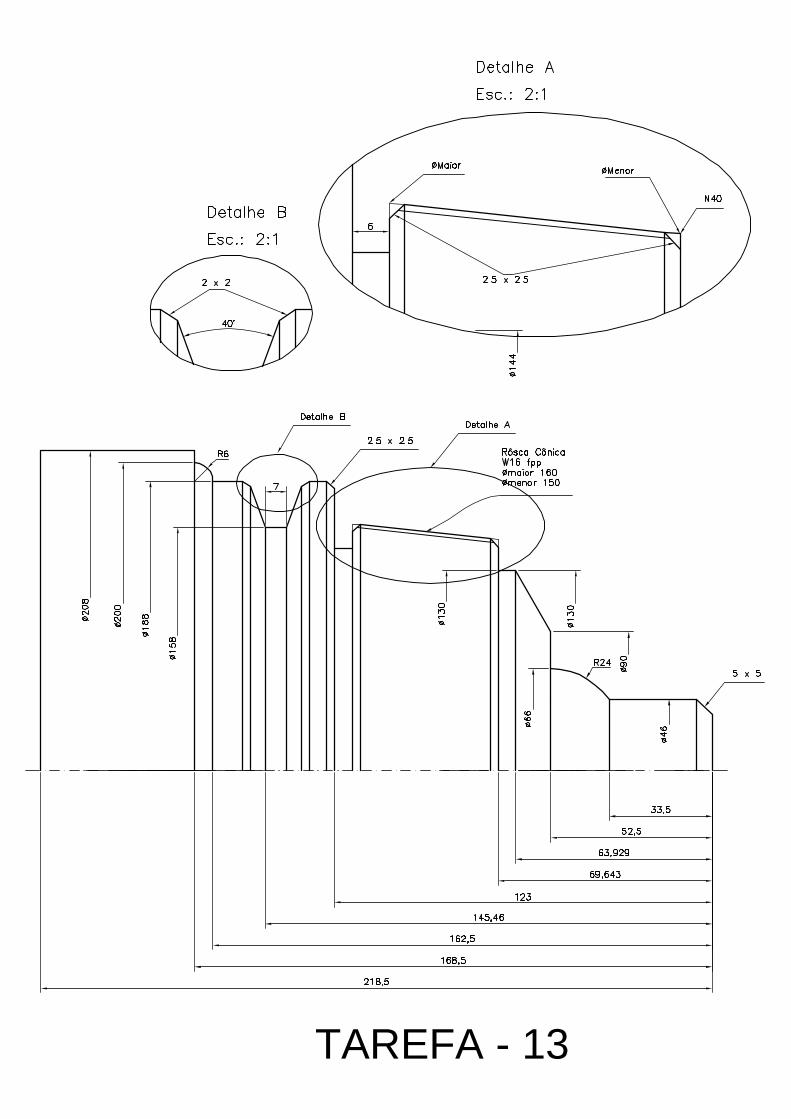
TAREFA - 13