
APOSTILA DE FABRICAÇÃO I
143
Educação Prof issional Curso Técnico em Mecânica Módulo I - Mecânico I ndustrial FABRI CAÇÃO MECÂNI CA I Created with novaPDF Printer (www.novaPDF.com)
-
Upload
everton-santos -
Category
Documents
-
view
563 -
download
1
Transcript of APOSTILA DE FABRICAÇÃO I
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 1/143
Educação Pr of issional
Curso Técnico em Mecânica
M ódulo I - M ecânico I ndust r ial
FABRI CAÇÃO M ECÂN I CA I
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 2/143
Educação Pr of issional 1
S U M Á RI O
1 – MÁ Q U I N A S S I MPLES 0 4
1.1 ALAVANCA 04
1.2 – PLANO I NCLI NADO 06
1.3 – RODA 09
1.4 – ROLDANA 102 – FERRAMEN TAS E EQUI PAMEN TO S 12
2 – A HI STÓRI A DA FERRAMENTA 12
2.1 – CUI DADOS COM AS FERRAMENTAS 14
2.2 – CUI DADOS NO MANEJO 16
3 – LI MA 1 6
3.1 - PRESCRI ÇÃO 16
3.2 - UTI LI ZAÇÃO 16
3.3 - CLASSI FI CAÇÃO 16
4 - ARCO DE SERRA 18
4.1 - CARACTERÍ STI CAS 18
4.2 - RASQUETES 19
5 - TRAÇAGEM 20
5.1 - RI SCADOR 20
5.2 – ESQUADROS 22
5.3 – RÉGUA DE TRAÇAGEM 22
5.4 – CI NTEL 23
5.5 – GRAMI NHO 24
5.6 – CANTONEI RAS E CUBOS DE TRAÇAGEM 26
5.7 – MESAS DE TRAÇAGEM 27
5.8 – CALI BRE DE ALTURA 27
5.9 – CALÇOS OU BLOCOS 28
6 – FERRAMEN TAS ABRASI VAS 29
6.1 – GENERALI DADES 29
6.2 – CONCEI TUAÇÃO 29
6.3 – TI POS 29
6.4 – APLI CAÇÕES DAS FERRAMENTAS ABRASI VAS 30
6.5 – LAPI DAÇÃO 31
6.6 – SUPER-ACABAMENTO CI LÍ NDRI CO EXTERNO 31
6.7 – MONTAGEM DOS REBOLOS 31
6.8 – RETI FI CAÇÃO DOS REBOLOS 34
6.9 – REBOLOS 35
6.10 – ABRASI VOS: TI POS E APLI CAÇÕES 37
6.11 – GRANULOMETRI A 39
6.12 – DUREZA 41
6.13 – LI GA 41
6.14 – RESI NÓI DE 42
6.15 – PONTAS MONTADAS 43
6.16 – PRECAUÇÕES PARA O TRABALHO COM REBOLOS 44
6.17 – ARMAZENAGEM 44
6.18 – USO DE LI XAS 466.19 – USO DO PÓ ABRASI VO PARA POLI MENTO 48
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 3/143
Educação Pr of issional 2
7 - ELEMENTO DE FI XAÇÃO 50
7.1 – MORSA DE MÃO 50
7.2 – ALI CATE DE PRESSÃO 50
7.3 – ACESSÓRI OS PARAFI XAÇÃO DE PEÇAS – CHAPAS E GRAMPOS 51
7.4 – ELEMENTOS DE FI XAÇÃO – MORSAS DE MÁQUI NAS 52
7.5 – MORSA DE BANCADA 53
8 – FURAÇÃO 53
8.1 – CONDI ÇÕES GERAI S DE TRABALHO 56
8.2 – POSI ÇÃO RELATI VA EI XO-FERRAMENTA 56
8.3 – BROCAS 57
8.4 – BROCA DE CENTRAR 60
8.5 – NORMA DI N 1412 (NBR6176) – TERMI NOLOGI A 61
8.6 – ÂNGULOS NAS ARESTAS DE CORTE 64
9 - MACHOS, ROSCAS, DESANDADORES E COSSI NETES 66
9.1 – MACHOS DE ROSCAR 66
9.2 – SELEÇÃO DOS MACHOS DE ROSCAR, BROCAS E LUBRI FI CANTES OUREFRI GERANTES 69
9.3 – DESANDADORES 709.4 – COSSI NETES 72
10 – ALARGADO RES 86
10.1 – DESCRI ÇÃO 74
10.2 – COMENTÁRI OS 75
1 1 - MÁ Q U I N A S – FERRA MEN TA S 7 6
11.1 – FURADEI RAS 76
11.2 – LI XADEI RAS 79
11.3 – ESMERI LHADEI RAS 79
12 – RÉGUA DE CON T ROLE 8212.1 – RÉGUAS DE FI O RETI FI CADO 82
12.2 – RÉGUAS DE FACES RETI FI CADAS 83
12.3 – DI MENSÕES 83
12.4 – CONDI ÇÕES DE USO 83
12.5 – CONSERVAÇÃO 83
12.6 – RESUMO 84
12.7 – CUI DADOS 84
13 – SUBSTÂN CI A PARA RECOBRI REM SUPERFÍ CI ES A TRAÇAR 8 4
13.1 – CARACTERÍ STI CAS DAS SOLUÇÕES E APLI CAÇÕES 84
14 – GABARI TO S 86
15 – REBI TES 87
15.1 – I NTRODUÇÃO 87
15.2 – TI POS DE REBI TE E SUAS PROPORÇÕES 88
15.3 – ESPECI FI CAÇÕES DE REBI TES 91
15.4 – PROCESSO DE REBI TAGEM 92
15.5 – REBI TAGEM A QUENTE E A FRI O 94
15.6 – FERRAMENTAS PARA REBI TAGEM 94
15.7 – TI POS DE REBI TAGEM 97
15.8 – CÁLCULOS PARA REBI TAGEM 99
15.9 – DEFEI TOS DE REBI TAGEM 101
16 – TESOU RA DE M ÃO, DE BAN CADA E MÁQ UI NA S DE CORTE 102
16.1 – TESOURAS, GUI LHOTI NAS E TI CO-TI CO 103
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 4/143
Educação Pr of issional 3
17 – DOBRAMEN TO E CURVAMEN TO 104
17.1 – DOBRAMENTO 105
17.2 – CURVAMENTO 108
17.3 – ELEMENTOS DA CALANDRA 109
17.4 – TI POS DE CALANDRA 109
18 – DESEM PENAM ENT O 111
18.1 – ASPECTOS GERAI S 11118.2 – TI POS DE DESEMPENAMENTO 112
18.3 – COMO DESEMPENAR 113
18.4 – DESEMPENAMENTO POR CHAMA 114
18.5 – PROCEDI MENTOS PARA O DESEMPENAMENTO POR CHAMA 115
19 - REPUXO 118
19.1 – ESTAMPOS DE REPUXO 118
19.2 – PROCEDI MENTO DE REPUXAR 122
19.3 – LUBRI FI CAÇÃO 124
20 – CALDERARI A 125
20.1 – LEVANTAR UMA PERPENDI CULAR NO MEI O DE UMA RETA 125
20.2 – LEVANTAR UMA PERPENDI CULAR POR UM PONTO QUALQUER DE UMA RETA125
20.3 – DI VI DI R O ÂNGULO EM TRÊS PARTES I GUAI S 126
20.4 – DI VI DI R UMA CI RCUNFERÊNCI A EM TRÊS PARTES I GUAI S E I NSCREVER OTRI ÂNGULO
126
20.5 - DI VI DI R UMA CI RCUNFERÊNCI A EM QUATRO PARTES I GUAI S E I NSCREVER OQUADRADO
126
20.6 - DI VI DI R UMA CI RCUNFERÊNCI A EM CI NCO PARTES I GUAI S E I NSCREVER OPENTÁGONO
127
20.7 – DESENVOLVI MENTO LATERAL DE UM CI LÍ NDRO 127
20.8 – PLANI FI CAÇÃO DE CI LI NDRO COM UMA BASE (BOCA) NÃO PARALELA 128
20.9 – PLANI FI CAÇÃO DE COTOVELO DE 45° 128
20.10 – I NTERSEÇÃO DE DOI S CI LI NDROS DE DI ÂMETROS I GUAI S 129
20.11 - I NTERSEÇÃO DE UM CI LI NDRO POR OUTRO DE DI ÂMETRO I GUAL 130
20.12 – DESENVOLVI MENTO DE CONE – PROCESSO 1 131
20.13 – DESENVOLVI MENTO DE CONE I NCLI NADO 131
20.14 – CONE CORTADO POR UM PLANO OBLÍ QUO ENTRE A BASE E O VÉRTI CE 132
20.15 – DESENVOLVI MENTO DE TUBO “CALÇA” COM BASES (BOCAS) PARALELAS EDI ÂMETROS I GUAI S
133
20.16 - CURVA DE GOMO COM UM GOMO I NTERNO E DOI S SEMI GOMOS 134
20.17 – DESENVOLVI MENTO DE CÚPULA 13520.18 – QUADRADO PARA REDONDO CONCÊNTRI CO 136
2 1 - A N EX O S 1 3 7
BI BLI OGRAFI A 142
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 5/143
Educação Pr of issional 4
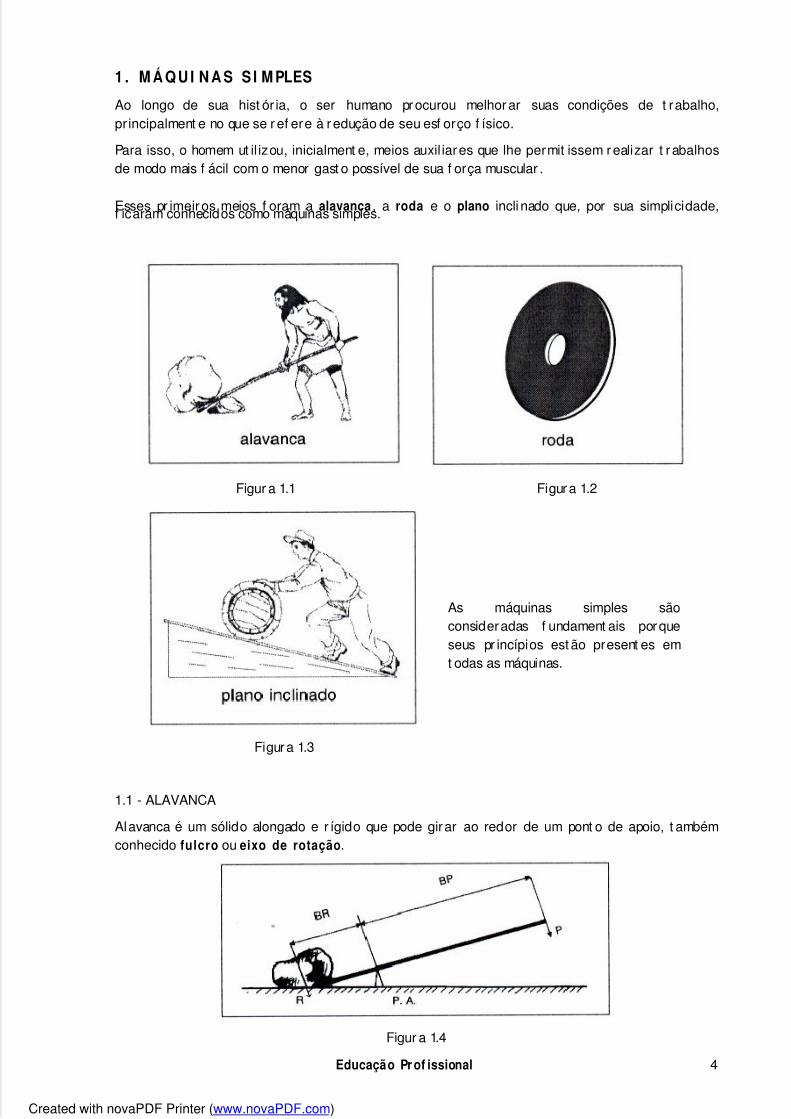
1 . M Á Q U I N A S S I M PLES
Ao longo de sua hist ór ia, o ser humano procurou melhorar suas condições de t rabalho,pr incipalment e no que se r ef ere à r edução de seu esf orço f ísico.
Para isso, o homem ut il izou, inicialment e, meios auxil iares que lhe permit issem realizar t r abalhosde modo mais f ácil com o menor gast o possível de sua f orça muscular .
Esses pr imeiros meios f oram a alavanca , a roda e o plano incli nado que, por sua simplicidade,f icaram conhecidos como máquinas simples.
Figur a 1.1 Figura 1.2
Figura 1.3
1.1 - ALAVANCA
Alavanca é um sólido alongado e r ígido que pode girar ao redor de um pont o de apoio, t ambémconhecido fulcro ou eixo de rotação.
Figur a 1.4
As máquinas simples sãoconsideradas f undament ais porqueseus pr incípios est ão present es emt odas as máquinas.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 6/143
Educação Pr of issional 5
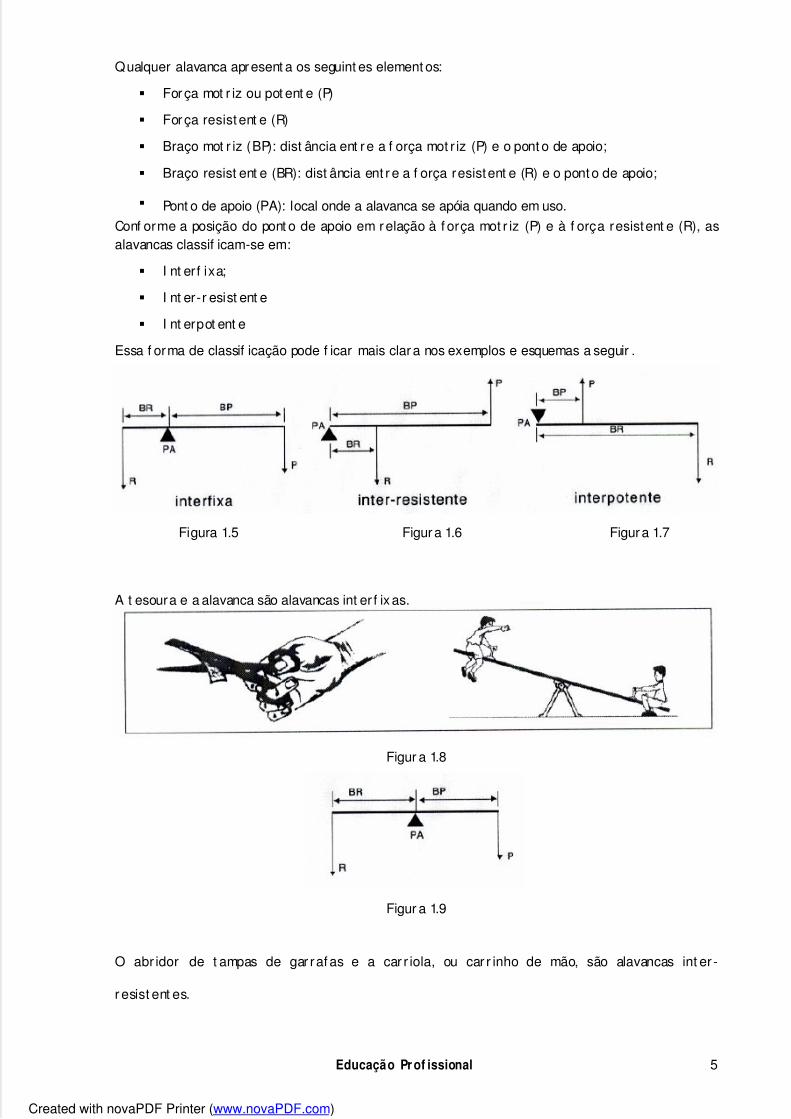
Qualquer alavanca apresent a os seguint es element os:
Força mot r iz ou pot ent e (P)
Força resist ent e (R)
Braço mot r iz (BP): dist ância ent re a f orça mot r iz (P) e o pont o de apoio;
Braço resist ent e (BR): dist ância ent r e a f orça resistent e (R) e o pont o de apoio;
Pont o de apoio (PA): local onde a alavanca se apóia quando em uso.
Conf orme a posição do pont o de apoio em relação à f orça mot r iz (P) e à f orça resistent e (R), asalavancas classif icam-se em:
I nt erf ixa;
I nt er-r esist ent e
I nt erpot ent e
Essa f orma de classif icação pode f icar mais clara nos exemplos e esquemas a seguir .
Figura 1.5 Figura 1.6 Figura 1.7
A t esoura e a alavanca são alavancas int er f ix as.
Figur a 1.8
Figur a 1.9
O abr idor de t ampas de gar raf as e a car r iola, ou car r inho de mão, são alavancas int er -
r esist ent es.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 7/143
Educação Pr of issional 6
Figura 1.10
Figura 1.11
A pinça e o br aço humano são alavancas int erpot ent es.
Figura 1.12
Figura 1.13
1.2 - PLANO I NCLI NADO
Plano inclinado é uma superf ície plana e inclinada que f orma um ângulo de 90° com a super f íciehor izont al.
É, possivelment e, a máquina simples mais ant iga do mundo. Animais e homens pré-hist ór icos j áut il izavam os planos inclinados nat urais das encost as de mont anhas para escalá-las.
I magina-se que o plano incli nado t eve papel impor t ant e na const r ução das pir âmides do Egit oAnt igo, ao f acil it ar a inclinação de vár ios blocos.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 8/143
Educação Pr of issional 7
Figura 1.14
O plano inclinado cont inua sendo ut il izado.
Figura 1.15
Figura 1.16
Figura 1.17
Analisando as duas sit uações abaixo, parece evident e que o uso do plano inclinado t orna ot rabalho mais f ácil .
Uma r odovia ent r e mont anhas apresent a planainclinada.
As r ampas de acesso aos andares de um moder noedif ício são planos inclinados que f acilit am alocomoção de pessoas, veículos e cargas.
No caminhão cegonheir o, a rampapossibil it a a subida e a descida decarros.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 9/143
Educação Pr of issional 8
Figura 1.18
Considere dois planos inclinados, conf orme as ilust rações:
Figura 1.19
O plano incli nado da dir eit a indica que se usa menos f orça para empurrar a carga. Pode-se deduzirque quant o mais compr ido f or o plano inclinado, menos f orça será gast a na moviment ação de umacarga para uma mesma alt ura. No ent ant o, ocorre perda em t ermos de dist ância.
A cunha e o paraf uso são exemplos de aplicação do plano inclinado.
A cunha f unciona como dois planos inclinados.
Figura 1.20
As cunhas aj udam a vencer gr andes resist ências, como rachar lenha, aper t ar cabos de enxadas,cabos de mart elos, etc.
Prego, machado, f aca, f ormão, t alhadeir a e navalha são exemplos de cunhas.
Figura 1.21
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 10/143
Educação Pr of issional 9
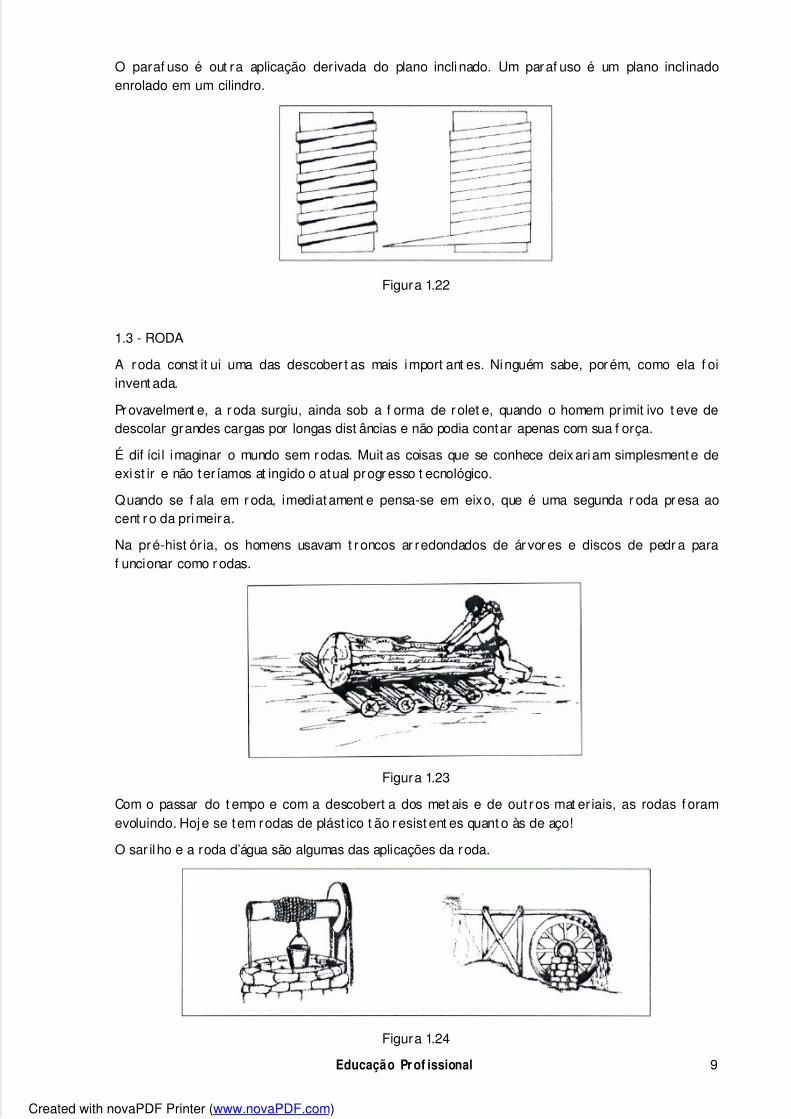
O paraf uso é out ra aplicação der ivada do plano incli nado. Um paraf uso é um plano incl inadoenrolado em um cilindro.
Figura 1.22
1.3 - RODA
A roda const it ui uma das descober t as mais import ant es. Ninguém sabe, porém, como ela f oiinvent ada.
Provavelment e, a r oda surgiu, ainda sob a f orma de rolet e, quando o homem primit ivo t eve dedescolar grandes cargas por longas dist âncias e não podia contar apenas com sua f orça.
É dif ícil imaginar o mundo sem rodas. Muit as coisas que se conhece deix ari am simplesment e deexi st ir e não ter íamos at ingido o atual progr esso t ecnológico.
Quando se f ala em r oda, imediat ament e pensa-se em eixo, que é uma segunda r oda pr esa aocent ro da primeira.
Na pré-hist ór ia, os homens usavam t roncos ar redondados de ár vores e discos de pedr a paraf uncionar como r odas.
Figura 1.23
Com o passar do t empo e com a descobert a dos met ais e de out ros mat er iais, as rodas f oramevoluindo. Hoje se tem rodas de plást ico t ão resist ent es quant o às de aço!
O sar ilho e a roda d’água são algumas das aplicações da roda.
Figura 1.24
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 11/143
Educação Pr of issional 10
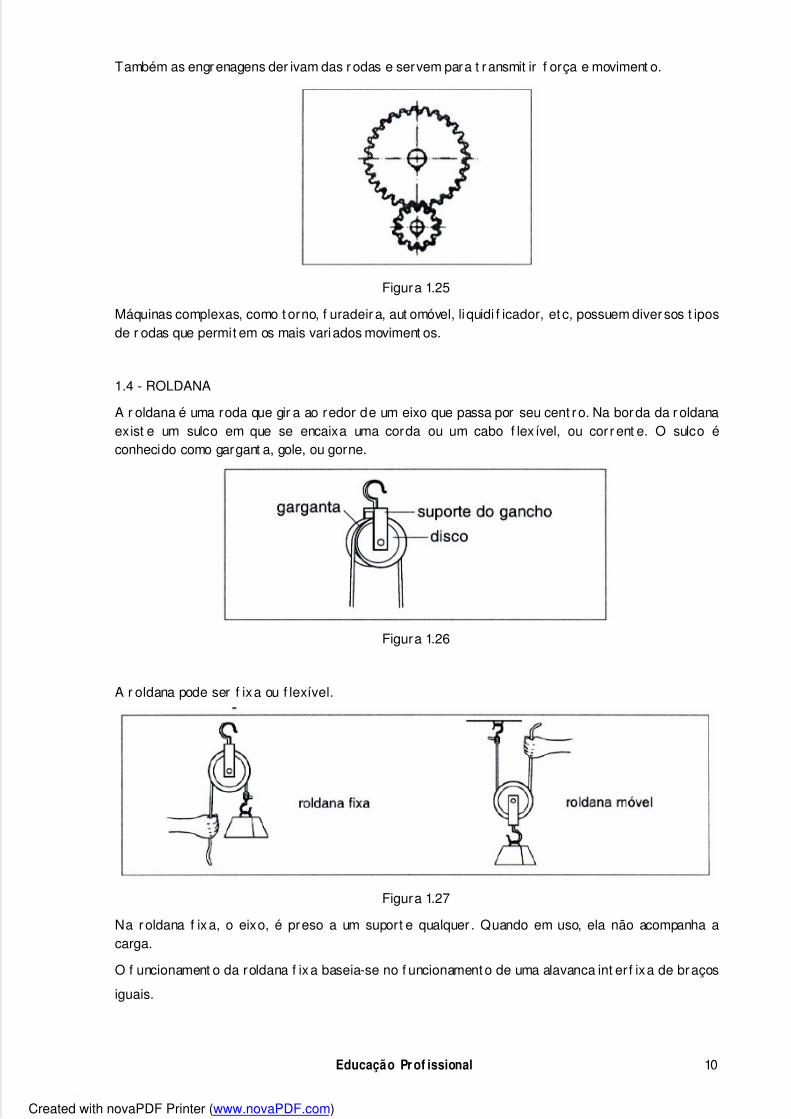
Também as engrenagens der ivam das r odas e servem para t r ansmit ir f orça e moviment o.
Figura 1.25
Máquinas complexas, como t orno, f uradeir a, aut omóvel, liquidi f icador, et c, possuem diversos t iposde r odas que permit em os mais variados moviment os.
1.4 - ROLDANA
A r oldana é uma roda que gir a ao redor de um eixo que passa por seu cent ro. Na borda da r oldanaexist e um sulco em que se encaixa uma corda ou um cabo f lex ível, ou cor r ent e. O sulco éconhecido como gargant a, gole, ou gorne.
Figura 1.26
A r oldana pode ser f ixa ou f lexível.
Figura 1.27
Na roldana f ixa, o eixo, é preso a um suport e qualquer . Quando em uso, ela não acompanha acarga.
O f uncionament o da roldana f ixa baseia-se no f uncionament o de uma alavanca int er f ixa de braços
iguais.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 12/143
Educação Pr of issional 11
Figura 1.28
Em uma das ext r emidades do cabo aplica-se a f orça P e na out r a ext r emidade, a f orça R.
As r oldanas f ix as servem para elevar pequenas cargas com comodidade de segurança, além depossibil it arem mudança de dir eção e sent ido de f orças aplicadas.
Figura 1.29
A r oldana móvel pode deslocar-se j unt ament e com a carga e baseia-se no f uncionament o de umaalavanca int er -r esist ent e.
Figura 1.30
Na roldana móvel emprega-se menos f orça que na roldana f ixa para a r ealização do mesmot rabalho.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 13/143
Educação Pr of issional 12
2. FERRAMEN TAS E EQ UI PAMEN T OS
2.1 - A HI STÓRI A DA FERRAMENTA
A f er r ament a é uma das provas de que
o homem iniciou sua evolução há pelomenos dois milhões de anos. No ano de1959 f oram encont radas na Áf r ica,f er r ament as de um milhão eset ecent os mil anos at rás. Sãomar t elos e choppers (inst r ument o decort e) que compr ovam a exist ência deuma t écnica já em desenvolviment o.
As f er r ament as do longo per íodo quese chamam paleolít ico (idade da pedra)
eram f eit as de sílex, um t ipo de pedraque era ret ir ado de gr andes bancos rochosos, at r avés de picaret as f eit as com chif r es de veado.Os blocos de pedras ret ir ados eram t alhados at r avés da percussão at é a f ormação de um núcleo,a base da f utura f er rament a.
A f orma e as t écnicas básicas da ut ilização de vários inst r ument os, que usamos at é hoj e j á eramconhecidas, desde os primórdios da evolução humana. A pinça, por exemplo, j á usada para adepilação, era f eit a com conchas de mexi lhão. Havia o endireit ados de f lechas, que é o ancest ralda nossa chave-inglesa e do alicate, f uradores que eram usados at r avés de r otação, mart elos emachados específ icos para f unções diversas, bur is e r aspadores.
Nossos ancest r ais j á sabiam de diversas relações ent r e o t amanho do cabo e peso do per cut or,
para que um mart elo pudesse, ou quebrar pedr as duríssimas ou t alhar uma colher de madeir a; jáusavam cont ra-peso par a cont rolar o impact o e a dir eção dos golpes e usavam espécies deamort ecedores para aproveit ar os est ilhaços da pedra.
Podemos observar durant e t odo o período da idade da pedra, uma evolução impor t ant e da hist óriada f er rament a. As primeir as f er rament as de cort e t inham um t amanho que variava de 40 cm at é1 met ro. Num período de t empo que chegava a quinhent os mil anos, os inst r ument os de cort e vãoser r eduzindo de t amanho, at é se t ornarem micr o-lâminas (os Micr ólit os, que não chegaram a 2cm) que eram encabados com madeir a ou osso.
Foi no período chamado neolít ico, que se conheceu uma das maior es revoluções da hist ór ia dahumanidade. Nele surge, há 8.000 anos at rás, a agr icult ura, a domest icação de animais e a
cerâmica. Desenvolve-se assim, a f abr icação de f er rament as específ icas para esses t rabalhos.
Ent r etant o, na hist ória das f err ament as, o f at o mais impor t ante acontece a mil e duzent os anosat rás, com o domínio da t écnica de f usão e t r at ament o do f err o.
Apesar de o met al j á ser conhecido, pois muit os povos usavam o metal de met eoros para f azerf acas, pont as de f lechas e inst r ument os para perf urar, est e era t ratado com a pedr a, at ravés daper cussão e do poliment o. O f orno, o f ole, a bigorna, o mar t elo, r evolucionaram o uso dos met ais,possibil it ando o surgiment o de uma indúst r ia met alúrgica, com o qual o homem passa a produzir aprópr ia mat éria de que será f eit a a f er rament a.
O f er reir o passa a ser o mest re e o f abri cant e de f er r ament as, adquir indo, em t odos os povos
que dominaram a met alúrgica, um papel de dest aque. Com seus segredos, r it uais e t ecnologia, osf er reir os passam a inf luenciar a representação dos deuses de vár ios povos, além de cr iarem umasér ie de novos t abus.
Figura 2.1
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 14/143
Educação Pr of issional 13
Surgem os deuses f er r eir os ou os deuses que usam o mart elo, a bigorna ou mesmo o f ogo, naf orma de raios, para simbolizar o poder e a f orça. Surgem os t abus que af ast am as of icinas dasaldeias impedindo o acesso de pessoas est ranhas à at ividade met alúrgica e, pr incipalmente, apresença de mulher es. Acr edit ava-se que se a mulher olhasse o t rabalho do f er reir o, uma grandepraga cairia sobre ele.
O poder do f er ro e, conseqüent ement e, do f ole, do mar t elo e da bigorna é tão grande que est asf er rament as passam a ser vist as como mágicas, at uando por cont a própr ia.
A or igem do universo e do própr io homem passa a ser explicada como um processo de f abr icaçãosemelhant es ao processo de f abr icação do obj et o de f er r o. Deus produziu o homem at ravés dat ransf ormação (ou sacr if ício) de uma matér ia original, da mesma f orma que o f er r eir o produz umaf aca at ravés da t ransf ormação do minér io de f err o.
At é o século XVI I I d.C. apesar das modif icações impor t ant es que ocorr eram com asf err ament as, t odo o t rabalho era realizadoat ravés de dois t ipos de mot ores: o mot or humanoe o motor animal.
Há duzent os anos at r ás o homem começou
ef et ivament e a subst it uir os dois mot ores queusou desde o início da sua evolução. No ano de1775 J ames Wat t invent ou a máquina-a-vapor queprincipia a subst it uição da f orça animal e humanana realização de t rabalhos.
As f er rament as passaram ent ão a ser movidaspela f orça do mot or. Com ele – movido a vapor , acombust ível líquido, ou elét r ico – f oi possívelf azer vár ios mart elos, vários f uradores, vár iosr aspadores f uncionaram ao mesmo t empo. Com
uma velocidade maior , com moviment os maisprecisos, por um t empo bem mais longo.
A f er rament a f unciona junt o com a máquina,const it uindo assim a máquina – f er ramenta, acondição para que pudesse ocor r er a revoluçãoindust r ial que se alast rou por t odo o mundo.
O f er reir o sede lugar ao cient ist a que a inventa,ao indust r ial que a f inancia e ao operári o que comanda a máquina. A f er r amenta deixa de sermágica par a ser produt o da ciência. O mundo deixa de ser pensado como result ado do t rabalho eum deus-f er r eir o e passa a ser repr esentado como uma máquina per f eit a. O modelo desta
máquina, que o homem moder no passa a f abr icar, é o r elógio.A par t ir da Segunda Guerra Mundial, com o desenvolvimento do comput ador, inicia-se um novoper íodo de revolução a hist ória da f er r ament a. Com a união ent re o mot or elét r ico, a f er ramentae o comput ador, surge a máquina mais per f eit a j á const r uída pelo homem: o r obô, a máquina quepode r ealizar t aref as var iadas como bat er, prender , cor t ar, soldar , a part ir de um pr ograma.
O comput ador t r ouxe para dent r o da máquina-f er rament a a capacidade de memor izarinf ormações, de ef et uar cálculos e oper ações lógicas, de ordenar as t aref as, regist rar e avaliar oque f az além de detectar pr oblemas e prováveis def eit os. A f err ament a, então, t rabalhaautomat icament e durant e t odo o processo de f abr icação independent e da presença do homem.
Figur a 2.2
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 15/143
Educação Pr of issional 14
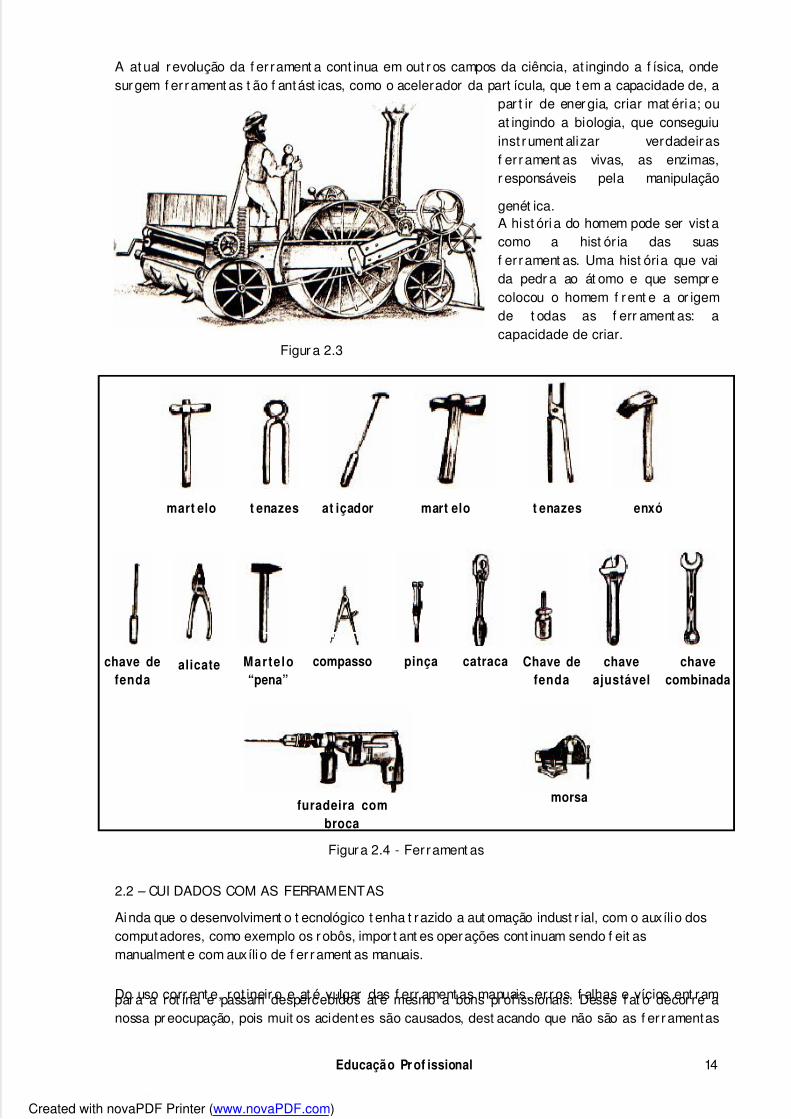
A at ual r evolução da f er rament a cont inua em out r os campos da ciência, at ingindo a f ísica, ondesurgem f er rament as t ão f antást icas, como o acelerador da part ícula, que t em a capacidade de, a
par t ir de ener gia, criar mat éria; ouat ingindo a biologia, que conseguiuinst rument alizar verdadeirasf er rament as vivas, as enzimas,r esponsáveis pela manipulação
genét ica.A hist óri a do homem pode ser vist acomo a hist ór ia das suasf errament as. Uma hist ória que vaida pedr a ao át omo e que sempr ecolocou o homem f rent e a or igemde t odas as f err ament as: acapacidade de criar.
mart elo t enazes at içador mart elo t enazes enxó
alicate
2.2 – CUI DADOS COM AS FERRAMENTAS
Ainda que o desenvolviment o t ecnológico t enha t razido a aut omação indust r ial, com o auxílio doscomputadores, como exemplo os robôs, impor t ant es operações cont inuam sendo f eit asmanualment e com auxílio de f er rament as manuais.
Do uso corr ent e, rot ineir o e at é vulgar das f err ament as manuais, er ros, f alhas e vícios ent rampara a rot ina e passam despercebidos at é mesmo a bons prof issionais. Desse f at o decor re anossa pr eocupação, pois muit os acident es são causados, dest acando que não são as f er ramentas
chave defenda
compassoMartelo“pena”
pinça catraca Chave defenda
chaveajustável
chavecombinada
furadeira combroca
morsa
Figur a 2.3
Figura 2.4 - Ferrament as
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 16/143
Educação Pr of issional 15
que causam os acident es, est es são causados pelo seu mau emprego, assim como pelo uso def er rament as inadequadas, improvisadas ou em mau est ado.
Os result ados invar iavelment e lament áveis, dent re os quais podemos dest acar : quebra, empenos,cor t es, incisões, escor iações, cont usões, f r at uras, perda de visão e até mesmo a mort e, o que nosleva a est uda as f er ramentas, seus t ipos, aplicações e especif icações, est ando sempr e at ent aspara as normas de segur ança, de modo a obt er perf eição e economia nos t rabalhos comf errament as e inst rument os de uso manual.
Além de adequadas e bem ut il izadas, as f er ramentas devem ter qualidades que sat isf açam asexigências do t rabalho e a segurança dos usuários, para isso devemos observar alguns cuidadosespeciais, t ais como:
2 . 2. 1 - Cuidados na aquisição
Qual o cr it ér io a ser adot ado na compra de uma f er rament a? Pr eço ou qualidade?
Comprar f er rament as adequadas é adquir ir aquelas que preencham requisi t os t écnicos do serviço,t ant o com respeit o às dimensões e pr ecisão, como t ambém à resist ência aos esf orços, por t ant o a
qualidade deve ser observada com t oda a at enção.
2 . 2. 2 - Cuidados na conser vação
Após a aquisição as qualidades devem ser mant idas e para isso um programa de conser vação paraf errament as deve ser montado e nele previst o:
2. 2. 3 - Dist ribuição e cont role
É implant ado segundo as dir et r izes e organização do est abeleciment o. Vár ios são os sist emas que
podem ser ut il izados com ef ici ência desde que bem supervisionados e disciplinadament eobedecidos. Part indo, por t ant o da exi stência de uma cent r al de f err ament as a dist r ibuição econt role por nós adotado, é a apresent ação de uma requisição devidament e preenchida eassinalada pelo pr of essor, possibili t ando racionalizar o uso das f er ramentas.
2 . 2. 4 - Responsabilidades
Cada usuário deve assumir t ot al r esponsabil idade pelas f er r ament as que t em em seu poder , pelouso cor ret o, pela sua conservação, como por qualquer dano proposit al.
2. 2. 5 - Reparos
Qualquer r epar o deve ser executado sob a or ient ação de uma pessoa compet ent e que, no caso,poderá ser o mesmo responsável pela dist r ibuição. Assim se evit ará r eparos def icient es.
2. 2. 6 - I nspeções
O set or r esponsável pelas f er r amentas e o responsável pelas at ividades de um programa desegurança, deverão est abelecer um programa de inspeções, af im de que sejam r ecolhidas parar eparos as f er r ament as que, por qualquer desleixo, est ej am em uso em más condições. I nspeçõesgerais e event uais em conjunt o com a coordenação, inspeções pelos própr ios prof essor es,inspeções rot ineiras pelos própr ios alunos, possibil it am as descober t as de def eit os. Port ant o,inspecionar per iodicament e as f er rament as é um hábit o que t odos os usuár ios devem adquir ir .
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 17/143
Educação Pr of issional 16
2 . 2 . 7 - I nst r uçã o
Todos os prof essores, alunos e eventuais usuários devem conhecer bem cada f er r ament a,est ando est e manual a sua disposição para t al obj et ivo.
2.3 - CUI DADOS NO MANEJ O
Mesmo sabendo que, há uma f orma cor ret a de empregar cada f er r ament a, mas o fat o quealgumas, aparent ement e, não exij am habil it ação nem t reinament o, em f unção de sua const ruçãosimples (ex. mart elo). São estas, às vezes, ent r egues ao indivíduo que ant es só a conhecia denome, dão-lhe algumas explicações, e lá vão homem e f er rament a que mal se conhecem, t alvezpara um serviço t ambém pouco conhecido.
A FERRAMENTA CERTA NO SERVI ÇO CERTO SI GNI FI CA PERFEI ÇÃO, ECONOMI A ESEGURANÇA.
3 - LI M AS
3.1 - DESCRI ÇÃO
É uma f er rament a manual de aço carbono, dent iculado e temperada.
3.2 - UTI LI ZAÇÃO
É ut il izada na operação de limar.
3.3 - CLASSI FI CAÇÃO
Classificam-se pela forma, picado e tamanho. As formas mais comuns são:
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 18/143
Educação Pr of issional 17
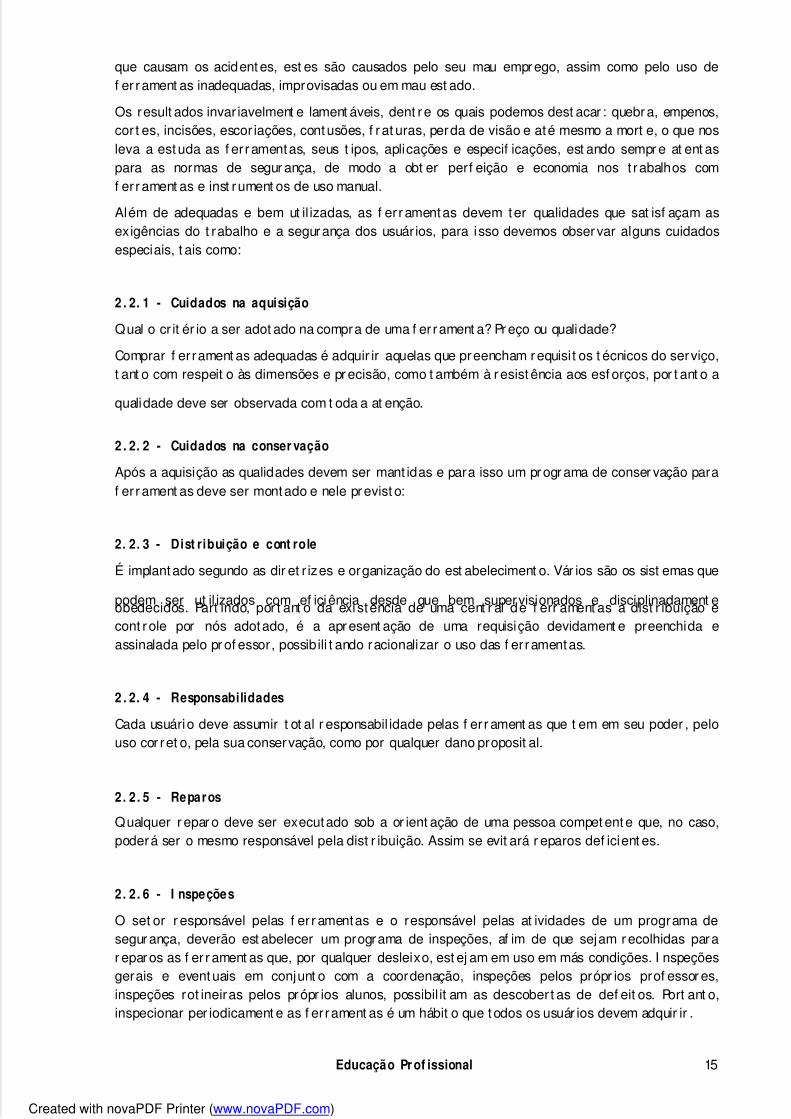
As limas podem ser de picado simples ou cruzado.
Classif icam-se ainda em bast ardas, bastardinhas e murças.
Os t amanhos mais usuais de limas são: 100, 150, 200, 250 e 300mm de compr imento (corpo).
As l imas, para serem usadas com segurança e bom rendiment o, devem est ar bem encabadas,limpas e com o picado em bom estado de cort e.Para a limpeza das limas usa-se uma escova de f ios de aço e, em cer t os casos, uma varet a demet al macio (cobre, lat ão) de pont a achatada.
Para a boa conservação das limas deve-se:
1. evit ar choques;2. prot egê-las cont ra a umidade a f im de evit ar oxidação;3. evit ar o cont at o ent re si para que seu dent iculado não se est rague.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 19/143
Educação Pr of issional 18
4 - ARCO DE SERRA
É uma f er ramenta manual de um arco de aço carbono, onde deve ser montada uma lâmina de açoou aço carbono, dentada e t emperada.
4.1 - CARACTERÍ STI CAS
O arco de ser r a caract er iza-se por ser r egulável ou ajust ável de acordo com o compriment o dalâmina.A lâmina de serra é caract er izada pelo compr iment o e pelo número de dent es por polegadaCompriment o: 8” - 10” - 12”.Número de dent es por polegada: 18 - 24 e 32.
1. A ser ra manual é usada para cort ar mat er iais, para abri r f endas e rasgos.2. Os dent es das ser ras possuem t ravas, que são deslocament os lat erais dos dent es em f ormaalt ernada, a f im de f acili t ar o deslizament o da lâmina durant e o cor t e.
3. A lâmina de ser ra deve ser selecionada, levando-se em consideração:a) a espessur a do mat er ial a ser cort ado, que não deve ser menor que dois passos de dent es.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 20/143
Educação Pr of issional 19
b) o t ipo de mat eri al, r ecomendando-se maior número de dent es para mat er iais duros.4. A t ensão da lâmina de serr a no arco deve ser a suf icient e para mant ê-la f ir me.5. Após o uso do arco de ser ra a lâmina deve ser dest ensionada.
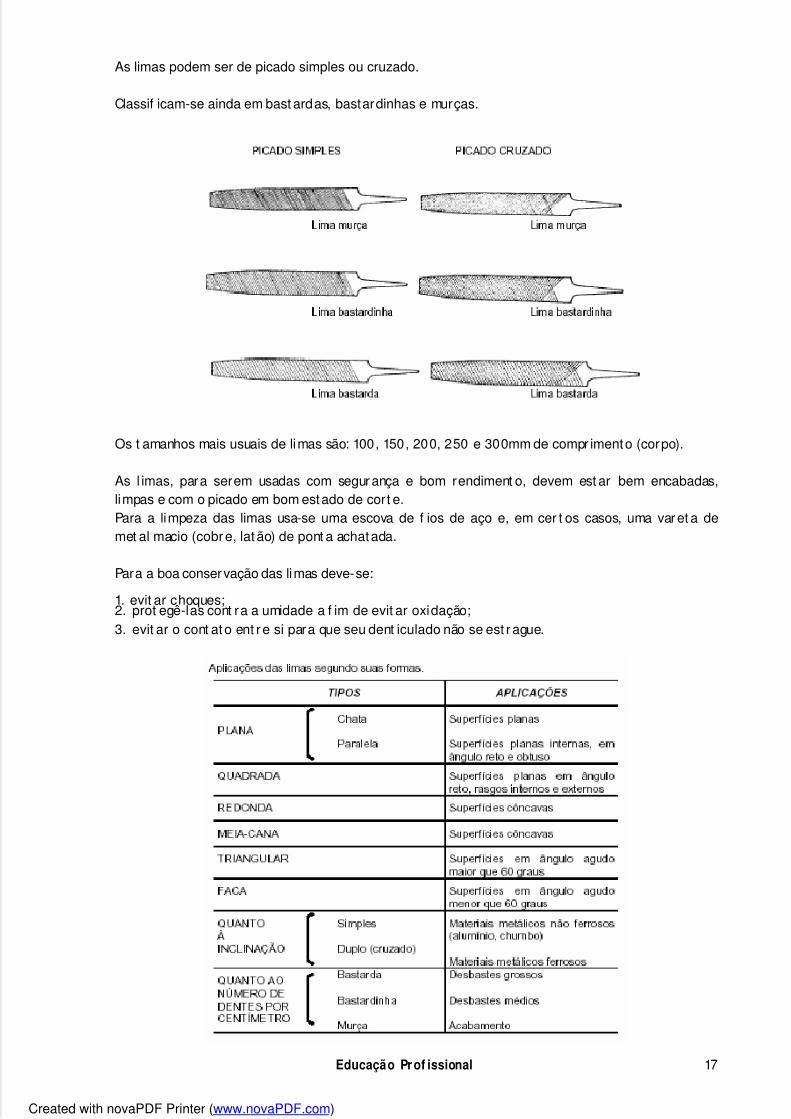
4.2 - RASQUETES
São f er r ament as de cort e f eit as de aço especial t emperado, com as quais se execut a a operaçãode raspar.As f ormas dos raspadores são vár ias e se ut il izam de acordo com a raspagem a execut ar .Os raspadores são ut il izados na raspagem de mesas de máquinas-f er ramentas, bar rament os det ornos, f uradeiras de coordenadas, mesas de t raçagem, esquadros e buchas.
4. 2. 1 - Tipos e caract eríst icas
Raspador de empurrarÉ const ruído de aço-car bono ou aço especial; a pont a possui uma ligeir a convexidade e um ângulode 3º , apr oximadament e; o ângulo posit ivo é ut il izado para o desbast e e o negat ivo para oacabament o.As f aces biseladas e os gumes devem f icar isent os de r iscos e o acabament o dessas f aces podeser obt ido com pedra de af iar.
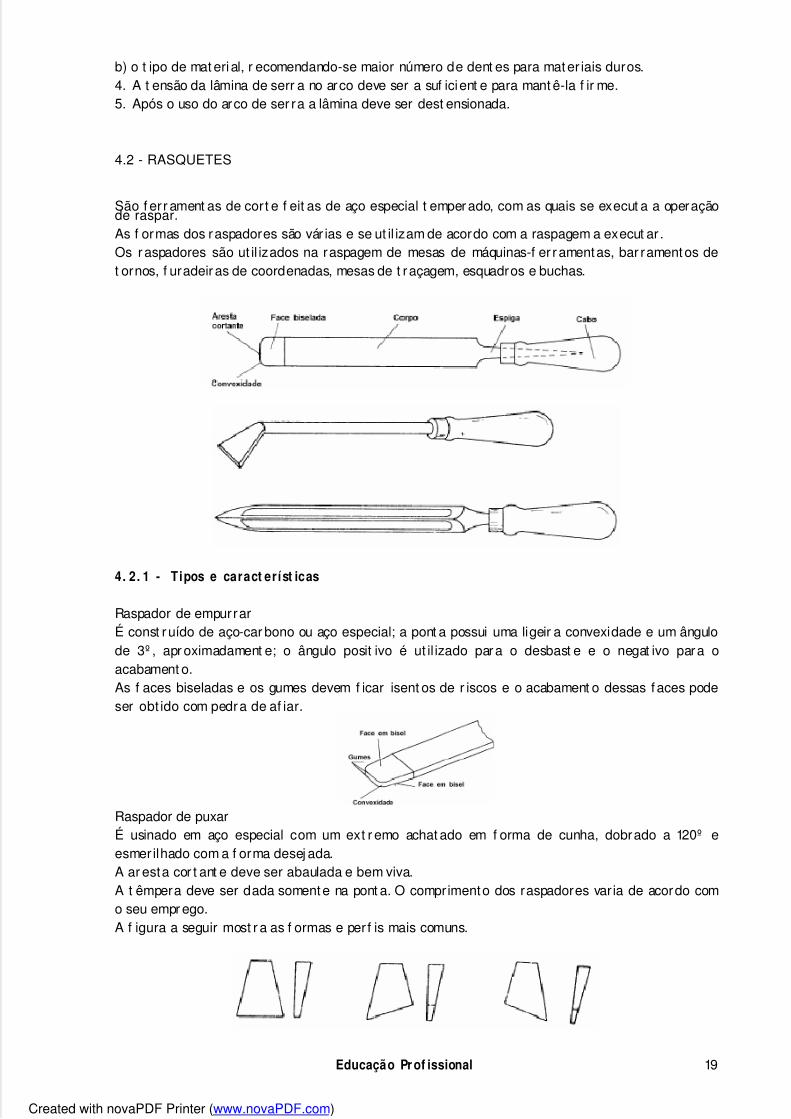
Raspador de puxarÉ usinado em aço especial com um ext r emo achat ado em f orma de cunha, dobrado a 120º eesmer ilhado com a f orma desej ada.A ar esta cor t ant e deve ser abaulada e bem viva.A t êmpera deve ser dada soment e na pont a. O comprimento dos raspadores var ia de acordo como seu empr ego.A f igura a seguir most r a as f ormas e per f is mais comuns.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 21/143
Educação Pr of issional 20
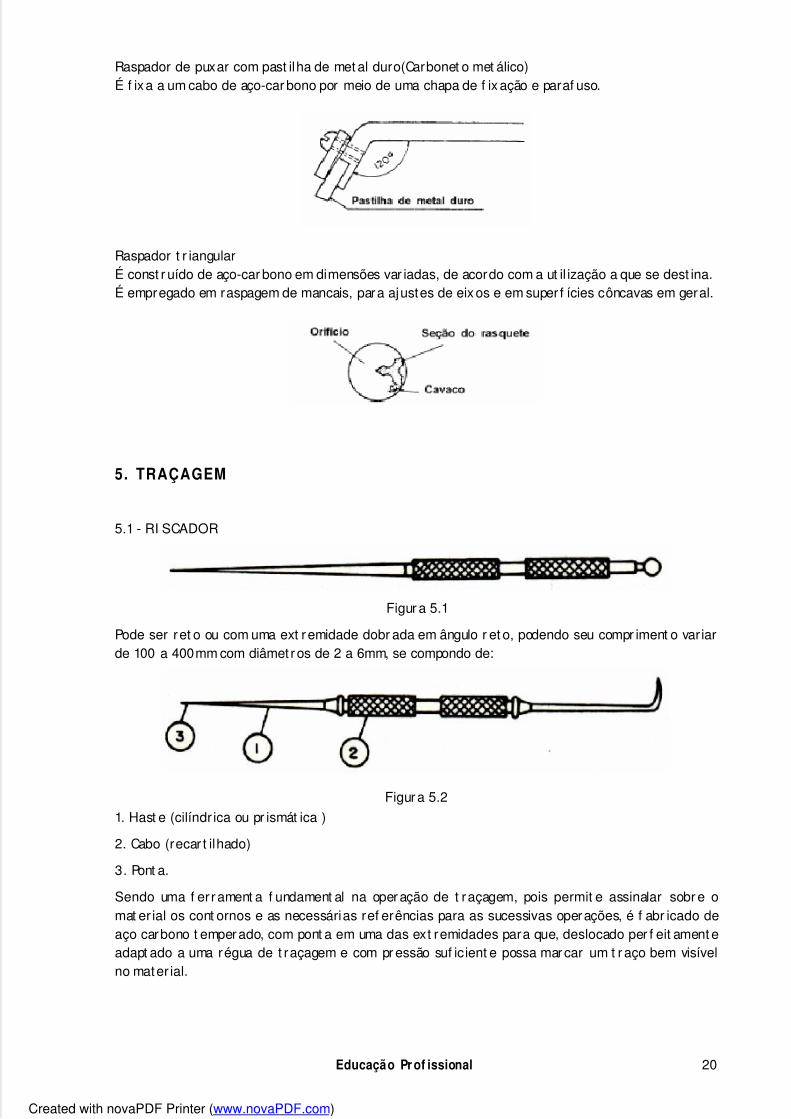
Raspador de puxar com past ilha de met al duro(Carbonet o met álico)É f ixa a um cabo de aço-car bono por meio de uma chapa de f ix ação e paraf uso.
Raspador t r iangularÉ const r uído de aço-car bono em dimensões var iadas, de acordo com a ut il ização a que se dest ina.É empregado em raspagem de mancais, para ajustes de eix os e em super f ícies côncavas em geral.
5. TRAÇAGEM
5.1 - RI SCADOR
Figur a 5.1
Pode ser ret o ou com uma ext remidade dobr ada em ângulo r et o, podendo seu compr iment o var iarde 100 a 400mm com diâmet ros de 2 a 6mm, se compondo de:
Figura 5.2
1. Hast e (cilíndr ica ou pr ismát ica )
2. Cabo (recar t ilhado)
3. Pont a.
Sendo uma f er rament a f undament al na operação de t raçagem, pois permit e assinalar sobr e omat er ial os cont ornos e as necessárias ref erências para as sucessivas operações, é f abr icado deaço carbono t emperado, com pont a em uma das ext remidades para que, deslocado per f eit ament eadapt ado a uma régua de t raçagem e com pr essão suf icient e possa marcar um t r aço bem visívelno mater ial.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 22/143
Educação Pr of issional 21
Figura 5.3
Figura 5.4
Os r iscadores são ut il izados semelhant e ao uso de um lápis, apoiando em uma superf ície der ef erencia (borda) da régua, inclinando ligeiramente o r iscador na dir eção do t r aço e para f r ent e,de modo que sua ponta apóie na aresta inf er ior da borda da régua durant e t odo o t r açado.
Os r iscadores t ais como os compassos, apr esent am r iscos para quem os manuseia, pois sãoprovidos de pont as bast ant e aguçadas, algo em t orno de 15º , sendo aconselhável quando não est ásendo usado, mant er suas pont as f incadas em cort iça e est ando em uso, cuidar para não se f er ir ,
pois a presença de part ículas de met al e ger alment e de dióxido de f er ro, podem se inf il t rar nof eriment o t r azendo riscos de inf ecção.
Para que o t r açado possa ser clar ament e visível, a super f ície da peça br uta ou semi-acabada deveser previament e pint ada com uma f ina camada de t int a de t raçagem.
Algumas vezes, para execut ar o t r açado sobre met ais leves (alumínio, magnésio) emprega-se, emvez de r iscador de aço, um lápis, de graf it e duro com ponta bem aguçada.
Figura 5.5
Com o uso, a pont a dos r iscadores, compassos e punções vão sof rendo um desgast e, nat ural emf unção de seu uso, e par a pr ocessar sua r eaf iação deve-se observar alguns aspect os: sendo aaf iação execut ada em um rebolo se f az necessár io o uso de óculos de segurança, ver if icação doest ado do rebolo.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 23/143
Educação Pr of issional 22
Figura 5.6
Na af iação posicionar a ponta da f er rament a na f ace f r ont al do r ebolo apont ando para cima, ecom uma leve pr essão associada a uma cont ínua rot ação cumpre-se o ângulo de pont a.
Evit e que a f er rament a se aqueça muit o, r esf r iando em água, se necessário.
Lembrando que a pont a do riscador deve t ocar de leve a f ace do rebolo.
5.2 – ESQUADROSOs esquadr os são ut ili zados na veri f icação de ângulos ent r e super f ícies no auxílio a t raçagem,sendo que para ver if icação são ut il izados esquadr os de precisão, os quais não admit em contat ocom r iscadores; são de diversos t amanhos e podem ser de diversos t ipos.
Figura 5.7
Provavelment e, nenhum inst rument o de ajust ador mecânico parece mais simples, mais r ude oumenos preciso que o esquadr o. Para demonst rar que est as conclusões são f alsas, e que o esquadr ode aj ust ador é um inst rument o de precisão, bast a veri f icar algumas de suas caract er íst icas:
Tant o a bar ra como as lâminas são t emperadas, r evenidas e polidas;
Ficando f ácil concluir que qualquer descuido no uso desse simples inst rument o compr omet erá suaprecisão inicial.
5.3 - RÉGUA DE TRAÇAGEM
Considerada como um inst rument o auxi liar na t raçagem, pois ser ve de apoio ou guia par a or iscador na t r açagem de linhas ret as, são geralment e de aço, de secção retangular comcompriment o em t orno de 300mm.
Figur a 5.8
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 24/143
Educação Pr of issional 23
As r éguas de t raçagem não possuem graduação, as que possuem são denominadas de escalas, enão devem ser ut il izadas para guiar o r iscador , pois a sua ponta sendo endurecida, f atalment e ir ádanif icar a escala e sua graduação.
Para ver if icar se a arest a de uma régua est á ret il ínea, t r aça-se uma linha sobre uma super f íciepint ada e apoiando sua out ra f ace sobr e a peça t r aça-se out ra linha, próxima da ant eri or, acomparação permit e veri f icar se há desvio, o que indicar á se a super f ície da régua ret il ínea.
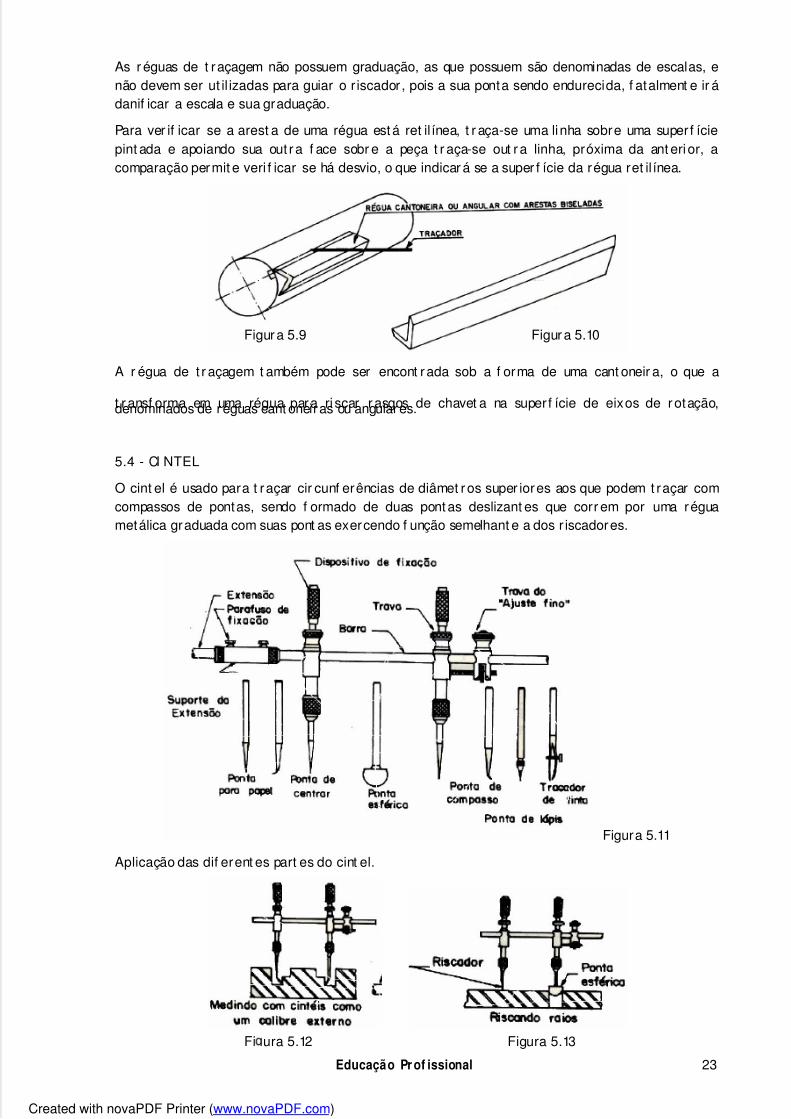
A r égua de t r açagem t ambém pode ser encont rada sob a f orma de uma cant oneir a, o que a
t ransf orma em uma régua para ri scar r asgos de chavet a na super f ície de eixos de rotação,denominados de réguas cant oneiras ou angulares.
5.4 - CI NTEL
O cint el é usado para t raçar cir cunf erências de diâmet ros super iores aos que podem t raçar comcompassos de pontas, sendo f ormado de duas pont as deslizant es que corr em por uma réguametálica graduada com suas pont as exercendo f unção semelhant e a dos r iscadores.
Figura 5.11
Aplicação das dif erent es part es do cint el.
Figura 5.9 Figura 5.10
Fi ura 5.12 Figura 5.13
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 25/143
Educação Pr of issional 24
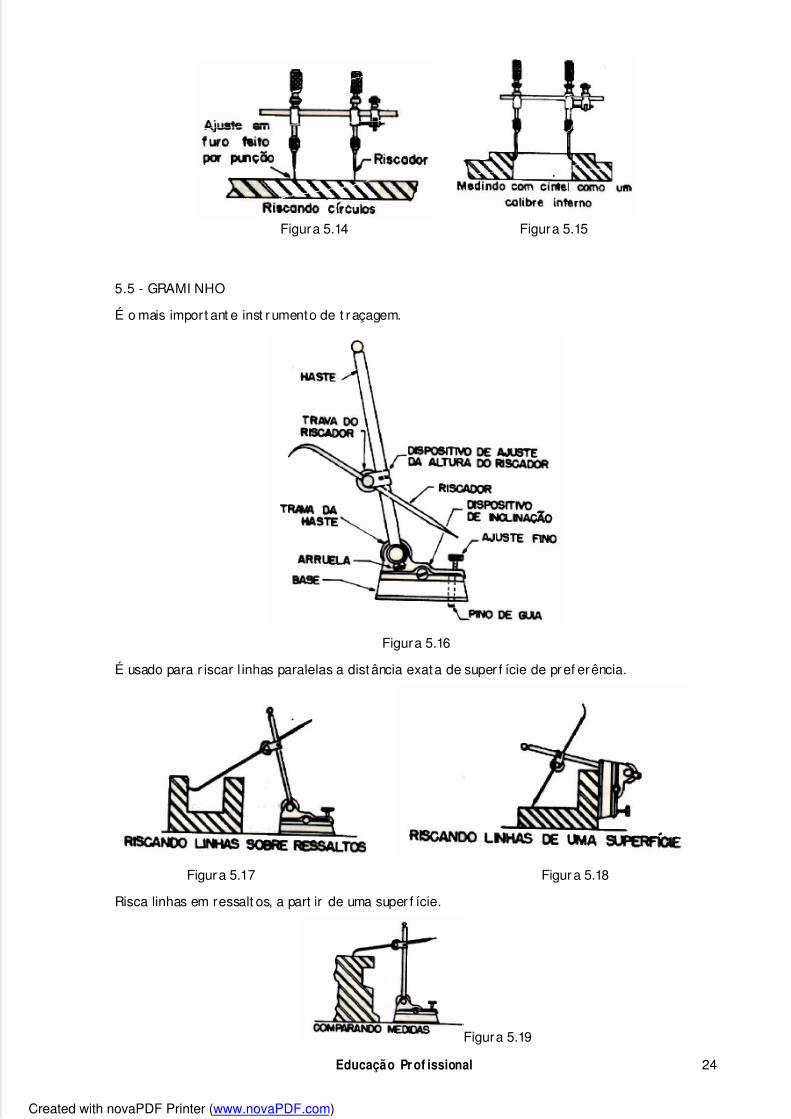
5.5 - GRAMI NHO
É o mais import ant e inst r umento de t r açagem.
Figura 5.16
É usado para r iscar l inhas paralelas a dist ância exata de super f ície de pref erência.
Figura 5.17 Figura 5.18
Risca linhas em ressalt os, a part ir de uma super f ície.
Figura 5.19
Figura 5.14 Figura 5.15
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 26/143
Educação Pr of issional 25
Compara medidas.
Figura 5.20
Usado como supor t e para relógio comparador.
Figura 5.21 Figura 5.22
Risca linhas sobre super f ícies cilíndr icas.
5. 5. 1 - Tr açar com graminho
1. Limpar a superf ície da mesa de t raçagem e a base do graminho, caso não deslize bem,lubrif ique de pr ef erência com graf it e.
2. Colocar a peça apoiada cor r et ament e, com a super f ície a ser t r açada na posição vert ical.
3. Est abelecer a alt ura desej ada da pont a do r iscador, empregando uma escala na posição ver t icalcom auxílio de um goniômet r o ou um por t a escala.
Figur a 5.23 Figura 5.24
Nota: A par t e livr e do r iscador não deve ser muit o comprida, para evit ar t r epidações, a posiçãodo r iscador deve ser apr oximadamente na hor izont al.
1. Execut ar o t raço, segurando o graminho na base e puxando a pont a do riscador sob pequenapressão sobr e a super f ície.
2. Executar t odos os t raços paralelos ao pr imeir o acert ando para cada um, o ri scador à alt uranecessária.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 27/143
Educação Pr of issional 26
Figura 5.25 Figura 5.26
3. Vir ar a posição da peça a 90º e r iscar os t r aços dest a direção para localizar as int erserõesnecessárias para cant os e cent ros.
Nota: O t rabalho t orna-se mais f ácil e mais cer t o quando a peça já possuiu, ao menos duassuper f ícies de r ef erência, usinadas e em esquadria.
Figura 27
OBS.: Para achar a linha de cent ro de um paralelepípedo, o r iscador é f ixado mais ou menos naalt ura cor respondent e. Traça-se pr imeiro numa ext remidade um pequeno risco e, vir ando a peça180º r isca-se per t o do pr imeiro, o segundo, que geralment e não coincide. Acer t a-se novament e aposição do r iscador , pela divisão da dif erença acusada.
5.6 - CANTONEI RAS E CUBOS DE TRAÇAGEM
São geralment e f eit as de f ot o tendo suas f aces per f eit ament e planas e no esquadr o, sãout il izados para a f ixação de peças a serem t raçadas.
Figura 5.28 Figura 5.29
A f ix ação da peça nas cant oneir as ou cubos é f eit a por meios de grampos especiais ou porparaf usos e por cas que são aloj ados em rasgos exist ent es nas cant oneir as.
Est es inst r ument os são dest inados a t raçagem nas t r ês dimensões uma vez f ix ada a peça sealt erar a posição da cant oneir a ou cubo sobre a mesa de t raçagem t em-se a peça nas t r êsposições no espaço (t r ês per pendiculares ent r e si), ist o ocor re necessariament e, quando a peçanão possui super f ície de ref erência previamente usinadas ou mesmo não as admit e.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 28/143
Educação Pr of issional 27
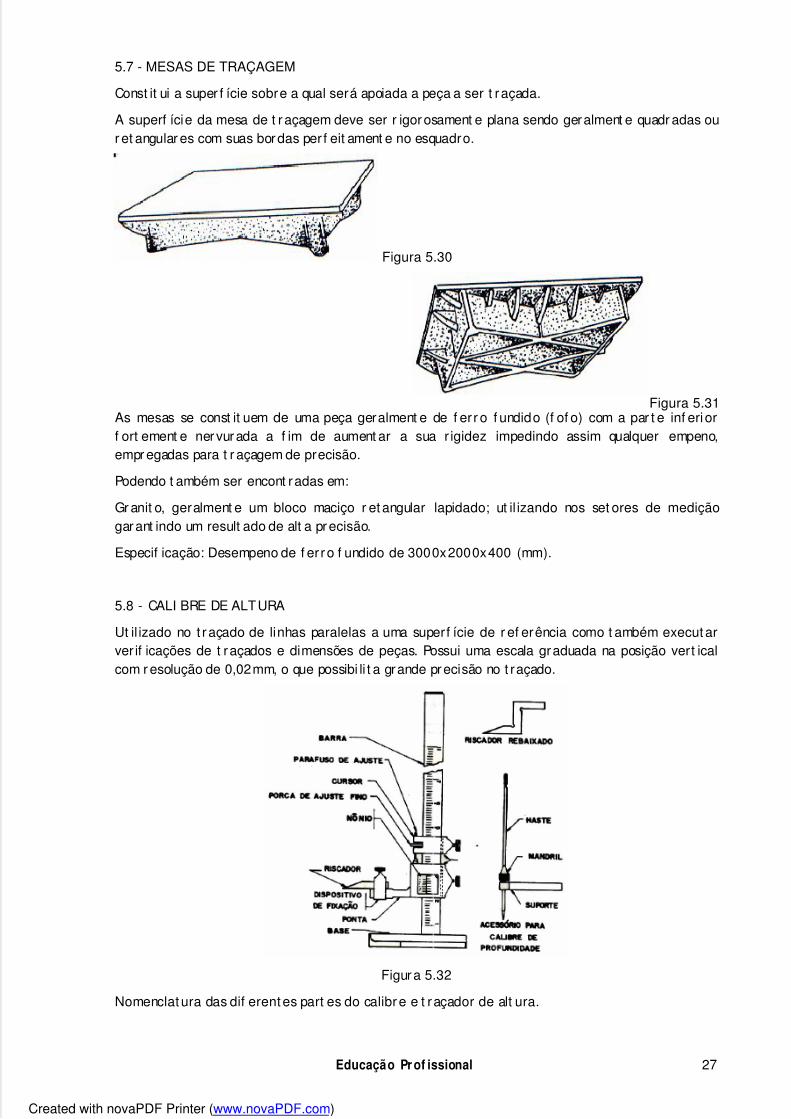
5.7 - MESAS DE TRAÇAGEM
Const it ui a super f ície sobre a qual será apoiada a peça a ser t raçada.
A superf ície da mesa de t r açagem deve ser r igorosament e plana sendo geralment e quadr adas our et angular es com suas bordas per f eit ament e no esquadro.
Figura 5.30
Figura 5.31As mesas se const it uem de uma peça geralment e de f er r o f undido (f of o) com a par t e inf eri orf ort ement e nervurada a f im de aument ar a sua r igidez impedindo assim qualquer empeno,empr egadas para t r açagem de precisão.
Podendo t ambém ser encont radas em:
Gr anit o, geralment e um bloco maciço r et angular lapidado; ut il izando nos set ores de mediçãogarant indo um result ado de alt a precisão.
Especif icação: Desempeno de f er ro f undido de 3000x2000x400 (mm).
5.8 - CALI BRE DE ALTURA
Ut il izado no t r açado de linhas paralelas a uma superf ície de r ef erência como t ambém execut arver if icações de t raçados e dimensões de peças. Possui uma escala graduada na posição vert icalcom r esolução de 0,02mm, o que possibi li t a grande precisão no t raçado.
Figura 5.32
Nomenclat ura das dif erent es part es do calibre e t raçador de alt ura.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 29/143
Educação Pr of issional 28
Figur a 5.33 Figura 5.34
Figur a 5.35 Figura 5.36
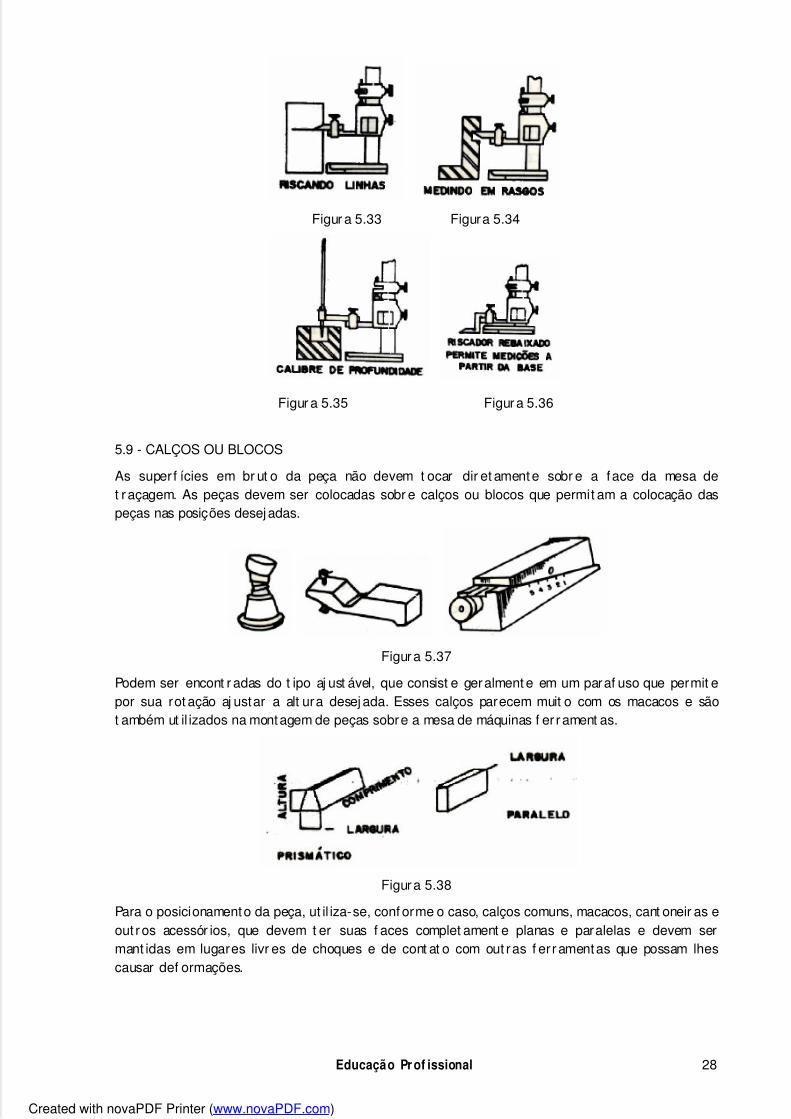
5.9 - CALÇOS OU BLOCOS
As super f ícies em br ut o da peça não devem t ocar dir et ament e sobr e a face da mesa det raçagem. As peças devem ser colocadas sobr e calços ou blocos que permit am a colocação daspeças nas posições desejadas.
Figura 5.37
Podem ser encont r adas do t ipo aj ust ável, que consist e geralment e em um paraf uso que permit epor sua rot ação aj ustar a alt ura desej ada. Esses calços parecem muit o com os macacos e sãot ambém ut il izados na montagem de peças sobre a mesa de máquinas f er rament as.
Figura 5.38
Para o posicionamento da peça, ut il iza-se, conf orme o caso, calços comuns, macacos, cant oneir as eout ros acessór ios, que devem t er suas f aces complet ament e planas e paralelas e devem sermant idas em lugares livr es de choques e de cont at o com out ras f er ramentas que possam lhescausar def ormações.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 30/143
Educação Pr of issional 29
Figura 5.39 - Exemplos de posicionament o e t r açado.
6. FERRAMEN TAS ABRASI VAS
6.1 - GENERALI DADES
As f er r ament as abrasivas são largament e ut il izadas na indúst r ia, seu emprego pode serobservado em of icinas mecânicas, curt umes, relojoar ias, ót icas, galvanoplast ia, lapidações, na
const r ução civil e em out ros estabeleciment os indust r iais.A usinagem com f er ramentas abrasivas vai desde um simples desbast e at é o acabament oespecular (espelhado) em metais e out r os mater iais. São as únicas f er r ament as que permit em ot rabalho em aços t emperados ou ligas duras, possibi li t ando a obt enção de medidas comaprox imação de 0,001mm (micr ômet ro).
6.2 - CONCEI TUAÇÃO
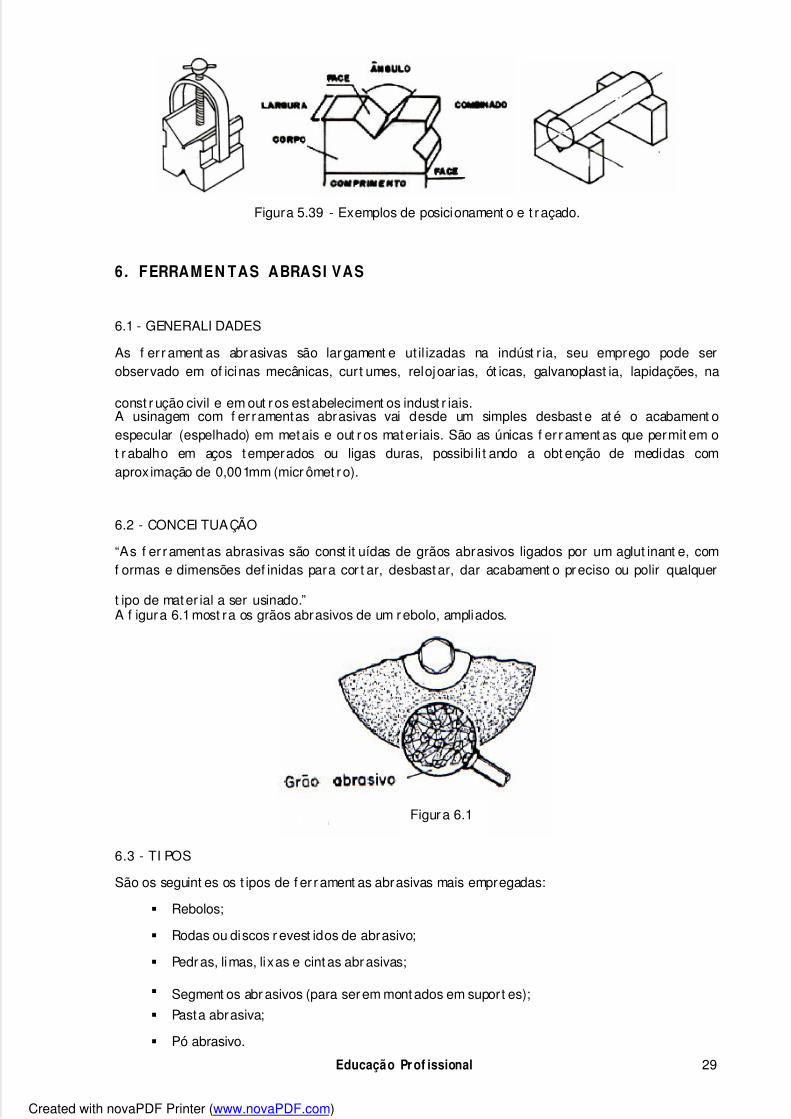
“As f er ramentas abrasivas são const it uídas de grãos abrasivos ligados por um aglut inant e, comf ormas e dimensões def inidas para cor t ar, desbast ar, dar acabament o preciso ou polir qualquer
t ipo de mat er ial a ser usinado.”A f igura 6.1 most ra os grãos abrasivos de um rebolo, ampliados.
6.3 - TI POS
São os seguint es os t ipos de f er rament as abrasivas mais empregadas:
Rebolos;
Rodas ou discos r evest idos de abrasivo;
Pedras, limas, lixas e cint as abrasivas;
Segment os abr asivos (para serem mont ados em suport es);
Pasta abrasiva;
Pó abrasivo.
Figura 6.1
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 31/143
Educação Pr of issional 30
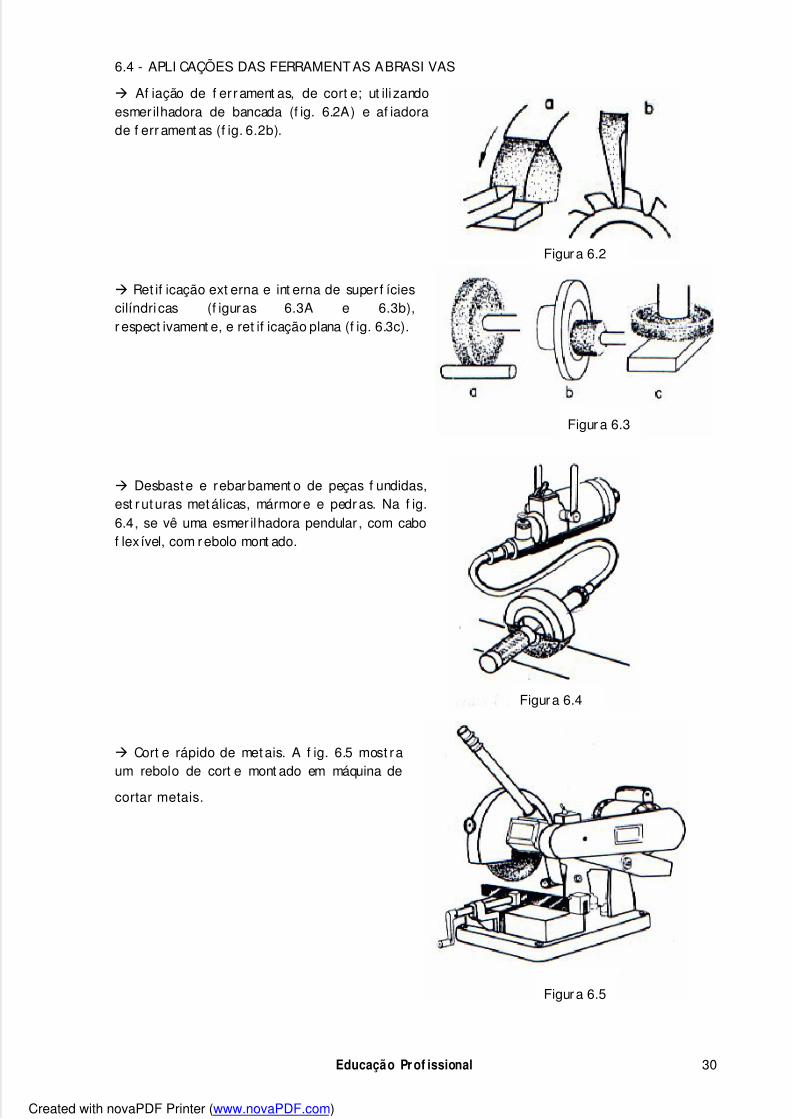
6.4 - APLI CAÇÕES DAS FERRAMENTAS ABRASI VAS
Af iação de f er rament as, de cort e; ut ili zandoesmer ilhadora de bancada (f ig. 6.2A) e af iadorade f err ament as (f ig. 6.2b).
Ret if icação ext erna e int erna de super f íciescilíndri cas (f iguras 6.3A e 6.3b),r espect ivament e, e ret if icação plana (f ig. 6.3c).
Desbast e e rebarbament o de peças f undidas,est rut uras met álicas, mármore e pedr as. Na f ig.6.4, se vê uma esmer ilhadora pendular , com cabof lex ível, com rebolo mont ado.
Cort e rápido de met ais. A f ig. 6.5 most raum rebolo de cort e mont ado em máquina de
cortar metais.
Figura 6.2
Figur a 6.3
Figura 6.4
Figura 6.5
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 32/143
Educação Pr of issional 31
Poliment o de met ais que devam serr ecober t os de níquel, cr omo, our o, etc., porgalvanoplast ia. A poli t r iz apresent ada na f ig. 6.6possui duas rodas, A e B. Est as, geralment e demadeir a, são revest idas de lixa ou pó abrasivo.Há casos em que se usam rodas de f elt r o ou det ecido especial.
Muit o usada at ualment e é a roda lixadeira (f ig. 6.7), que consist e numa composição de lixas, deigual f orma e t amanho, dispostas em um núcleo. Est as rodaslixadeir as podem ser const ruídas de acordo com a super f ície aser polida e t ambém para uso em li xadeir as por t át eis,possibil it ando o poliment o em part es de dif ícil acesso.
Para obt er -se acabament o especular , emprega-se o pó abr asivo(grão 280 a 1000) aglut inado com graxa, ou past as abrasivas em
r oda de t ecido.
6.5 - LAPI DAÇÃO
Processo mecânico de usinagem por abrasãoexecut ado com abr asivo aplicado por por t a-f er rament a adequado, com objet ivo de seobt er dimensões específ icas da peça que podeser de met al ou qualquer pedr a preciosa,mármore et c. (f ig. 6.8).
6.6 - SUPERACABAMENTO CI LÍ NDRI CO EXTERNO
Processo mecânico de usinagem por abrasãoempregado no acabament o de peças no qual os
grãos at ivos da f er r amenta abr asiva est ão emconstant e contato com a super f ície da peça. Apeça gir a lent ament e e a f er rament a se deslocacom moviment o alt ernat ivo de pequena amplit ude ef reqüência r elat ivament e grande (f ig. 6.9).
6.7 - MONTAGEM DOS REBOLOS
a) A prova do som consist e em suspender o rebolo pelo f uro (f ig. 6.10) e bat er suavement e comum cabo de chave de f enda, para r ebolos pequenos e um macet e de madeira, para os rebolos
grandes. Se o som não f or claro e curt o signif ica que o rebolo est á t r incado e deve ser eliminado.
Figur a 6.6
Figura 6.7
Figura 6.8
Figura 6.9
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 33/143
Educação Pr of issional 32
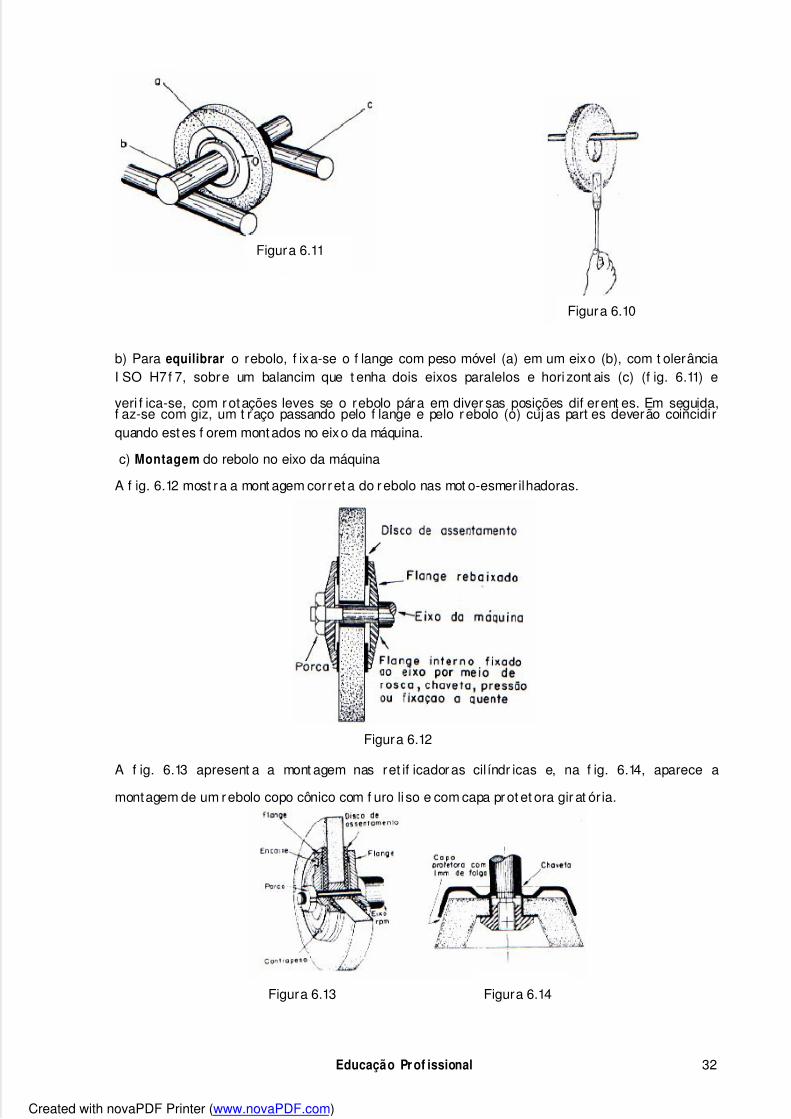
b) Para equilibrar o rebolo, f ixa-se o f lange com peso móvel (a) em um eixo (b), com t olerânciaI SO H7f 7, sobre um balancim que t enha dois eixos paralelos e hori zont ais (c) (f ig. 6.11) e
veri f ica-se, com rotações leves se o rebolo pára em diver sas posições dif erent es. Em seguida,f az-se com giz, um t r aço passando pelo f lange e pelo r ebolo (o) cujas part es deverão coincidirquando est es f orem mont ados no eixo da máquina.
c) Montagem do rebolo no eixo da máquina
A f ig. 6.12 most ra a mont agem corret a do rebolo nas mot o-esmer ilhadoras.
A f ig. 6.13 apresent a a mont agem nas ret if icadoras cil índr icas e, na f ig. 6.14, aparece a
montagem de um rebolo copo cônico com f uro li so e com capa prot et ora gir at ór ia.
Figura 6.10
Figura 6.11
Figura 6.12
Figura 6.13 Figura 6.14
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 34/143
Educação Pr of issional 33
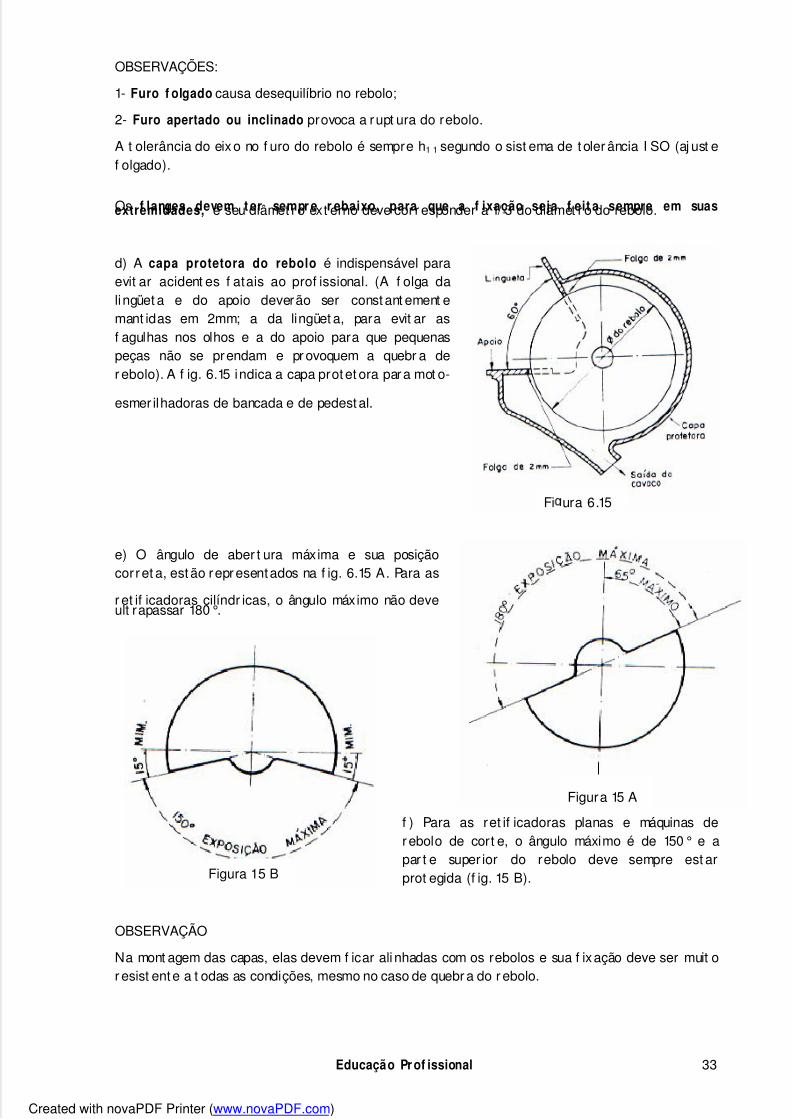
OBSERVAÇÕES:
1- Furo f olgado causa desequilíbrio no rebolo;
2- Furo apertado ou inclinado provoca a rupt ura do rebolo.
A t olerância do eix o no f uro do rebolo é sempre h1 1 segundo o sist ema de t oler ância I SO (aj ust ef olgado).
Os f langes devem t er sempr e r ebaixo, para que a f ixação seja f eit a sempre em suasextremidades, e seu diâmet ro ext erno deve corresponder a 1/ 3 do diâmet r o do rebolo.
d) A capa protetora do rebolo é indispensável paraevit ar acident es f atais ao prof issional. (A f olga dalingüet a e do apoio deverão ser const ant ement emant idas em 2mm; a da lingüet a, para evit ar asf agulhas nos olhos e a do apoio para que pequenaspeças não se prendam e pr ovoquem a quebr a der ebolo). A f ig. 6.15 indica a capa prot et ora para mot o-
esmer ilhadoras de bancada e de pedest al.
e) O ângulo de aber t ura máxima e sua posiçãocorret a, est ão representados na f ig. 6.15 A. Para as
r et if icadoras cilíndr icas, o ângulo máximo não deveult rapassar 180°.
f ) Para as ret if icadoras planas e máquinas derebolo de cort e, o ângulo máximo é de 150° e apar t e super ior do rebolo deve sempre est arprot egida (f ig. 15 B).
OBSERVAÇÃO
Na mont agem das capas, elas devem f icar ali nhadas com os rebolos e sua f ixação deve ser muit or esist ent e a t odas as condições, mesmo no caso de quebr a do r ebolo.
Fi ura 6.15
Figura 15 A
Figura 15 B
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 35/143
Educação Pr of issional 34
PRECAUÇÃO
Ao ligar a máquina, mant enha-se ao lado do rebolo e espere ent re 1 e 2 minut os para operar , poisse na mont agem do rebolo t iver havido alguma f alha, est e se quebrará.
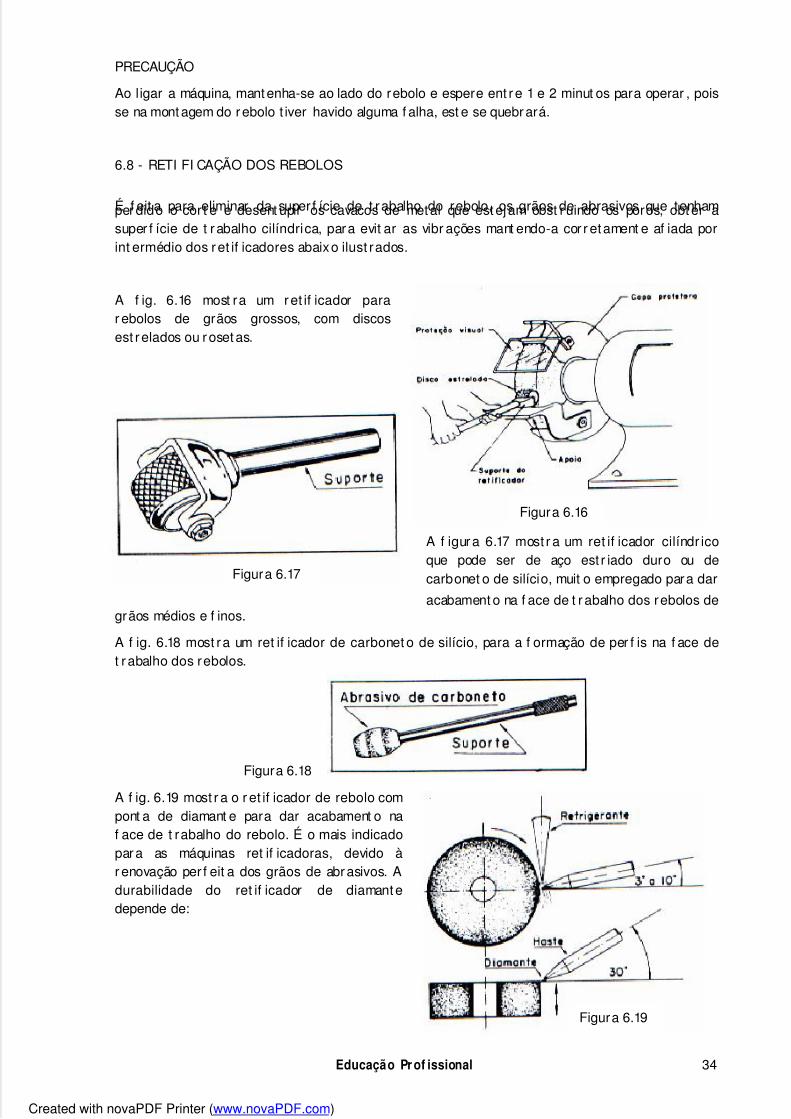
6.8 - RETI FI CAÇÃO DOS REBOLOS
É f eit a para eliminar da super f ície de t rabalho do rebolo, os grãos de abrasivos que tenhamper dido o cor t e e desent upir os cavacos de met al que est ejam obst ruindo os poros; obt er asuper f ície de t r abalho cilíndrica, para evit ar as vibr ações mant endo-a cor r etament e af iada porint ermédio dos ret if icadores abaixo ilust rados.
A f ig. 6.16 most ra um ret if icador parar ebolos de grãos grossos, com discosest relados ou roset as.
A f igura 6.17 most r a um ret if icador cilíndr icoque pode ser de aço est r iado duro ou decarbonet o de silício, muit o empregado para dar
acabament o na f ace de t r abalho dos rebolos degrãos médios e f inos.
A f ig. 6.18 most ra um ret if icador de carbonet o de silício, para a f ormação de per f is na f ace det rabalho dos rebolos.
Figura 6.18
A f ig. 6.19 most r a o r et if icador de rebolo compont a de diamant e para dar acabament o naf ace de t rabalho do rebolo. É o mais indicadopara as máquinas ret if icadoras, devido àr enovação per f eit a dos grãos de abrasivos. Adurabilidade do ret if icador de diamant edepende de:
Figura 6.16
Figura 6.17
Figura 6.19
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 36/143
Educação Pr of issional 35
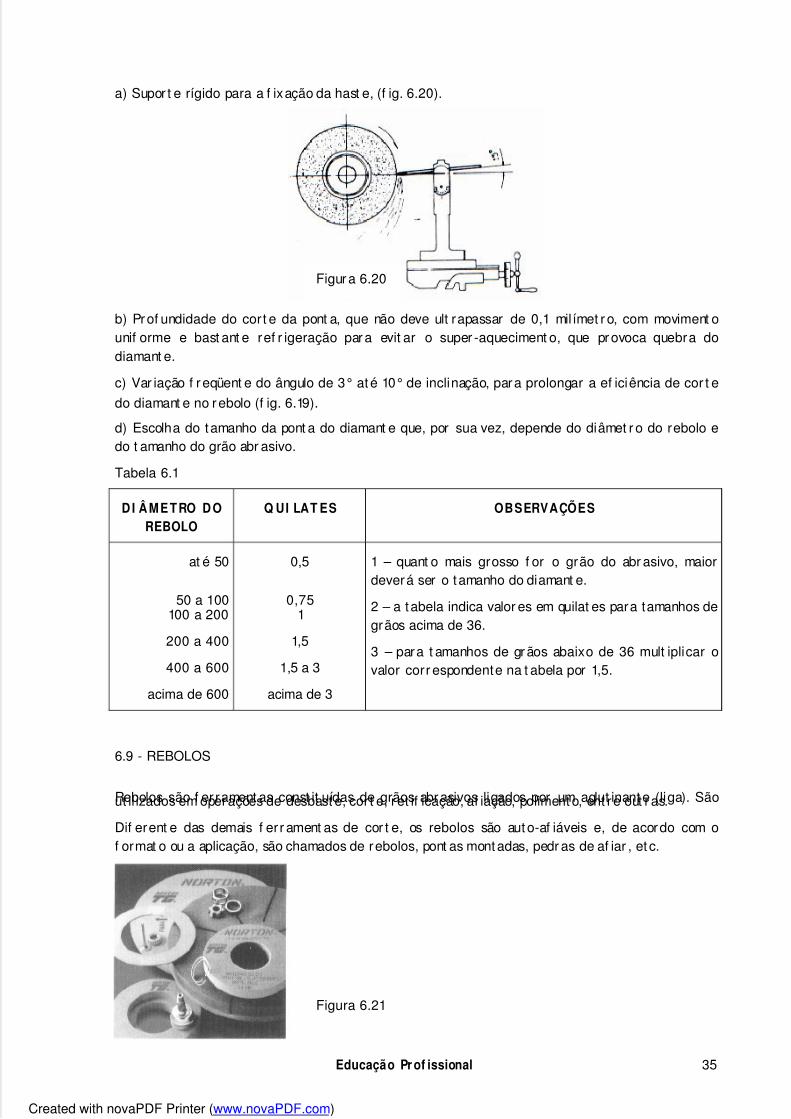
a) Supor t e rígido para a f ixação da hast e, (f ig. 6.20).
b) Prof undidade do cort e da pont a, que não deve ult rapassar de 0,1 mil ímet r o, com moviment ounif orme e bast ant e ref r igeração para evit ar o super -aqueciment o, que provoca quebra dodiamant e.
c) Var iação f r eqüent e do ângulo de 3° at é 10° de inclinação, para prolongar a ef iciência de cor t e
do diamant e no rebolo (f ig. 6.19).
d) Escolha do tamanho da pont a do diamant e que, por sua vez, depende do diâmet r o do rebolo edo t amanho do grão abr asivo.
Tabela 6.1
D I Â METRO D OREBOLO
Q UI LAT ES OBSERVAÇÕES
at é 50
50 a 100100 a 200
200 a 400
400 a 600
acima de 600
0,5
0,751
1,5
1,5 a 3
acima de 3
1 – quant o mais grosso f or o grão do abr asivo, maiordeverá ser o tamanho do diamant e.
2 – a tabela indica valor es em quilat es para tamanhos degrãos acima de 36.
3 – para t amanhos de grãos abaixo de 36 mult iplicar ovalor corr espondente na t abela por 1,5.
6.9 - REBOLOS
Rebolos são f er rament as const it uídas de grãos abrasivos ligados por um aglut inant e (liga). Sãout il izados em operações de desbast e, cort e, ret if icação, af iação, poliment o, ent re out r as.
Dif erent e das demais f er r ament as de cor t e, os rebolos são aut o-af iáveis e, de acordo com of ormat o ou a aplicação, são chamados de rebolos, pont as mont adas, pedr as de af iar , et c.
Figura 6.20
Figura 6.21
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 37/143
Educação Pr of issional 36
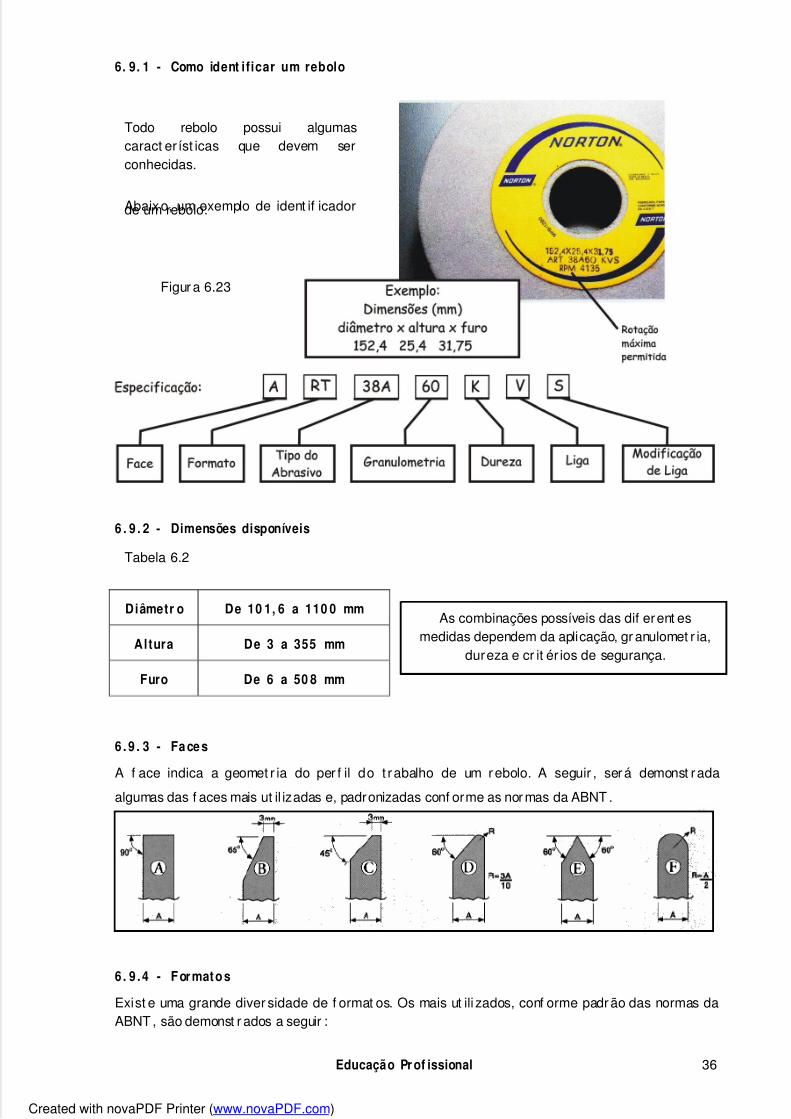
6. 9. 1 - Como ident ificar um rebolo
6 . 9 . 2 - Dimensões disponíveis
6 . 9 . 3 - Fa ce s
A f ace indica a geomet r ia do per f il do t rabalho de um rebolo. A seguir , será demonst rada
algumas das f aces mais ut il izadas e, padronizadas conf orme as normas da ABNT .
6 . 9 .4 - Formatos
Exist e uma grande diver sidade de f ormat os. Os mais ut ili zados, conf orme padrão das normas daABNT , são demonst r ados a seguir :
Diâmetr o De 10 1, 6 a 110 0 mm
Altura De 3 a 355 mm
Furo De 6 a 50 8 mm
As combinações possíveis das dif erent esmedidas dependem da aplicação, gr anulomet r ia,
dureza e cr it ér ios de segurança.
Todo rebolo possui algumascaract er íst icas que devem serconhecidas.
Abaix o, um exemplo de ident if icadorde um rebolo:
Figura 6.23
Tabela 6.2
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 38/143
Educação Pr of issional 37
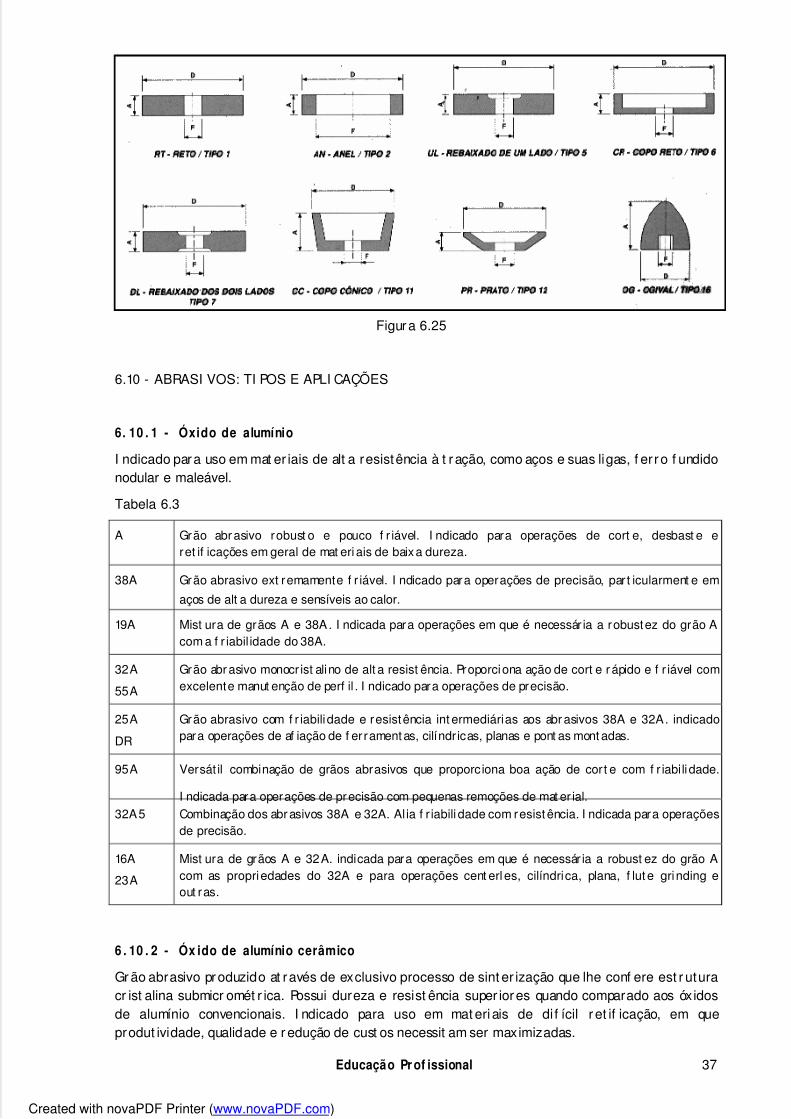
6.10 - ABRASI VOS: TI POS E APLI CAÇÕES
6. 10 . 1 - Óxido de alumínio
I ndicado para uso em mat er iais de alt a resistência à t r ação, como aços e suas ligas, f er ro f undidonodular e maleável.
Tabela 6.3
A Grão abr asivo robust o e pouco f r iável. I ndicado para operações de cort e, desbast e eret if icações em geral de mat eri ais de baixa dureza.
38A Grão abrasivo ext remamente f r iável. I ndicado para operações de precisão, par t icularment e em
aços de alt a dureza e sensíveis ao calor.
19A Mist ura de grãos A e 38A. I ndicada para operações em que é necessár ia a robustez do grão Acom a f r iabil idade do 38A.
32A
55A
Grão abr asivo monocr ist alino de alt a resist ência. Proporciona ação de cort e r ápido e f r iável comexcelente manut enção de perf il . I ndicado para operações de precisão.
25A
DR
Grão abrasivo com f r iabili dade e resistência int ermediárias aos abr asivos 38A e 32A. indicadopara operações de af iação de f er ramentas, cilíndr icas, planas e pont as mont adas.
95A Versát il combinação de grãos abrasivos que proporciona boa ação de cort e com f r iabili dade.
I ndicada para operações de precisão com pequenas remoções de mat er ial.32A5 Combinação dos abr asivos 38A e 32A. Al ia f r iabili dade com resist ência. I ndicada para operações
de precisão.
16A
23A
Mist ura de grãos A e 32A. indicada para operações em que é necessár ia a robust ez do grão Acom as propriedades do 32A e para operações cent erl es, cilíndrica, plana, f lut e grinding eout ras.
6 . 10 . 2 - Óx ido de alumínio cerâmico
Gr ão abrasivo produzido at ravés de exclusivo processo de sint er ização que lhe conf ere est r uturacr ist alina submicr omét r ica. Possui dureza e resist ência super iores quando comparado aos óxidosde alumínio convencionais. I ndicado para uso em mat eri ais de di f ícil r et if icação, em queprodut ividade, qualidade e r edução de cust os necessit am ser maximizadas.
Figura 6.25
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 39/143
Educação Pr of issional 38
Tabela 6.4
SG Grão abrasivo de f ormato arr edondado. I ndicado para t odas as operações em que se requer,principalmente, a int egr idade met alúrgica da peça-obra.
TG Grão abr asivo de f ormat o alongado. I st o conf ere ao produt o maior agressividade e porosidade,proporcionando maior es t axas de r emoção e menor geração de calor.
SGB
TGB
Versát il combinação de grãos abr asives com o SG ou TG, conf er indo ao produto ót ima relação
cust o / benef ício. I ndicada em operações com liga vit r if icada com pequenas r emoções demat erial.
SGK
TGK
Combinação dos abrasives SG ou TG com 32A. I ndicada para operações em que sej a necessáriaót ima ação de cort e com f r iabil idade.
6 . 10 . 3 - Óx ido de alumínio zirconado
Gr ãos abr asivos de óxido de alumínio combinados com óxido de zircônio, que lhes conf ere alt adureza e resist ência. I ndicados para operações de desbast e com r ebolos de liga resinóide.
Tabela 6.5
ZF Óxido de alumínio zirconado de elevada resist ência e desempenho. I ndicado para operações dedesbast e pesado e alt a remoção, em aciar ia e f undição.
NZ Norzon®, exclusivo grãos da Nor t on, apresent a rendiment o 2 a 3 vezes super ior aos grãosconvencionais. I ndicado para operações de desbast e e cort e de met ais f err osos.
ZS Óxido de alumínio zirconado de alt a resist ência. I ndicado para operações de condicionamento debarr as, placas, et c., em que a pressão de t rabalho é ext remament e elevada.
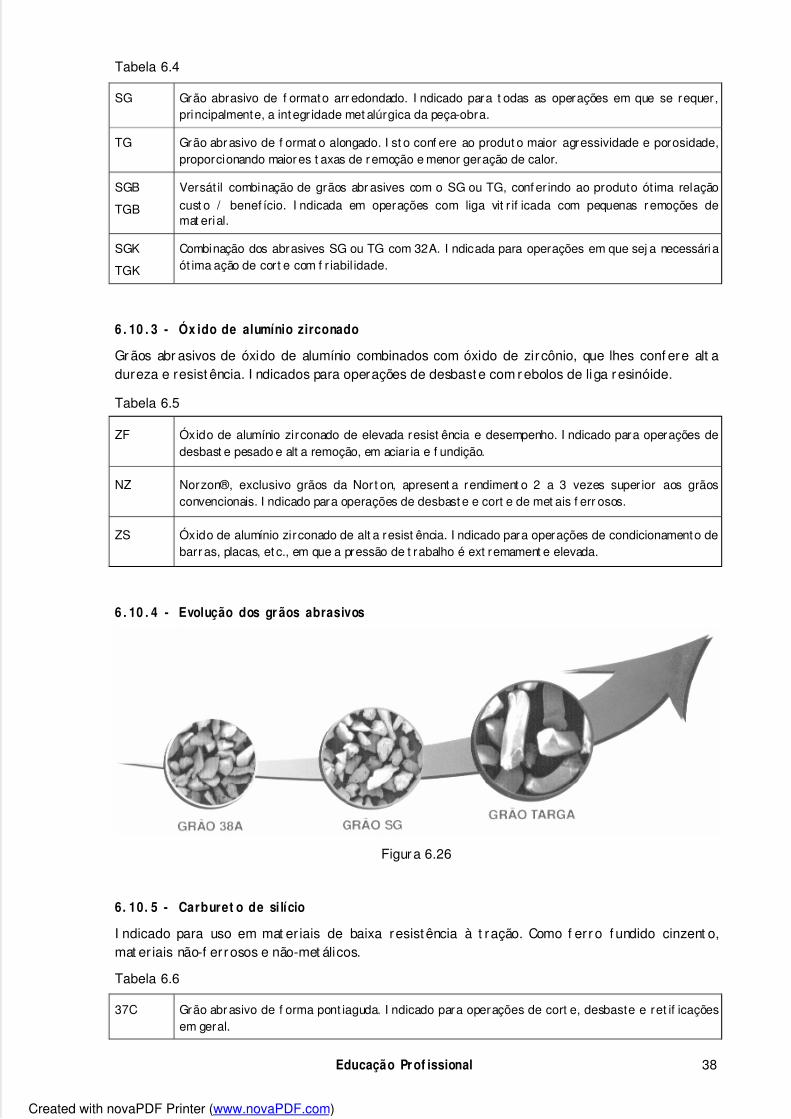
6 . 10 . 4 - Evolução dos gr ãos abrasivos
Figura 6.26
6. 10. 5 - Carburet o de si lício
I ndicado para uso em mat er iais de baixa resist ência à t ração. Como f er r o f undido cinzent o,mat er iais não-f er rosos e não-met álicos.
Tabela 6.6
37C Grão abr asivo de f orma pont iaguda. I ndicado para operações de cort e, desbaste e ret if icaçõesem geral.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 40/143
Educação Pr of issional 39
39C Grão semelhant e ao 37C, porém com maior pureza e f r iabil idade. I ndicado pref erencialmentepara operações de af iação e ret if icação de met al duro.
74C Combinação dos abrasivos 37C e 39C. I deal para operações em que são necessár ias alt a remoçãoe f ri abilidade.
AC Combinação dos grãos A e 37C. I ndicada para operações com aços e f erros f undidos.
32AC Combinação dos grãos 32A e 37C. I ndicada para operações de desbast e e acabament o de f er rof undido, aço inoxi dável e mater iais sensíveis ao calor .
32AG Combinação dos grãos 32A e 39C. Al ia a f r iabilidade do 39C com a resist ência do 32A. Ót imaalt ernat iva aos grãos 74C e 39C.
ESCALA DE RESI STÊNCI A DO GRÃO ABRASI VO QUANTO À EXI GÊNCI A DE
RETI FI CAÇÃO
TGK SGK TG SG TGB SGB A 16A 23A 32A 95A 25A 38A
SEVERA BRANDA
Figura 6.27
ESCALA DE FRI ABI LI DADE DOS GRÃOS ABRASI VOS
A 16A 2 3A 19A 32A 25A 38A 95A SGB TGB SGK TGK SG TG
M EN O R M A I O R
Figura 6.28
6.11 - GRANULOMETRI A
Tabela 6.7 – I ndicações Gerais
10 – 14 Desbast e superpesado
16 – 24 Desbast e pesado, operações de cort e, grandes remoções de mat er ial e grandes áreasde cont ato.
30 – 46 Operações de desbast e, grandes remoções de mat erial e ret if icação plana –Segment os.
54 – 80 Semi-acabament o e média remoção de mat er ial.
100 – 150 Operações de acabament o, pequenas remoções, pequenas áreas de cont ato e reboloscom perf is especiais.
180 – 220 Acabamento f ino e pequenas áreas de contato.
320 - 1000 Superacabament o.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 41/143
Educação Pr of issional 40
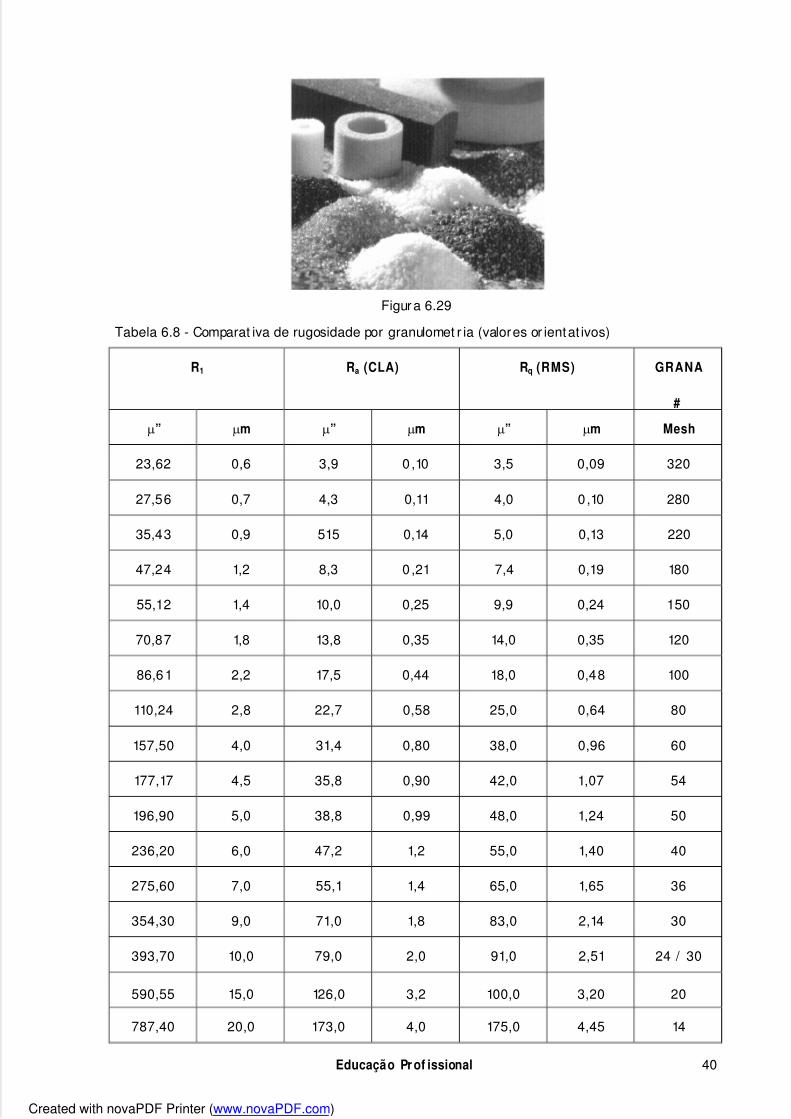
Figura 6.29
Tabela 6.8 - Comparat iva de rugosidade por granulomet r ia (valores or ientat ivos)
R1 Ra (CLA) Rq (RMS) GRANA
#
” m ” m ” m Mesh
23,62 0,6 3,9 0 ,10 3,5 0,09 320
27,56 0,7 4,3 0,11 4,0 0,10 280
35,43 0,9 515 0,14 5,0 0,13 220
47,24 1,2 8,3 0 ,21 7,4 0,19 180
55,12 1,4 10,0 0,25 9,9 0,24 150
70,87 1,8 13,8 0,35 14,0 0,35 120
86,61 2,2 17,5 0,44 18,0 0,48 100
110,24 2,8 22,7 0,58 25,0 0,64 80
157,50 4,0 31,4 0,80 38,0 0,96 60
177,17 4,5 35,8 0,90 42,0 1,07 54
196,90 5,0 38,8 0,99 48,0 1,24 50
236,20 6,0 47,2 1,2 55,0 1,40 40
275,60 7,0 55,1 1,4 65,0 1,65 36
354,30 9,0 71,0 1,8 83,0 2,14 30
393,70 10,0 79,0 2,0 91,0 2,51 24 / 30
590,55 15,0 126,0 3,2 100,0 3,20 20
787,40 20,0 173,0 4,0 175,0 4,45 14
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 42/143
Educação Pr of issional 41
984,25 25,0 238,0 5,8 214,0 5,44 12
1181,00 30,0 292 ,0 7,4 260 ,0 6,70 10
6.12 - DUREZA
I ndica a f orça com que a liga r et ém os grãos abrasivos. Quant o maior a dureza, maior será acapacidade de ret enção dos grãos. A dureza é r epresent ada pelas let r as do alf abet o, seguindot ambém uma ordem cr escent e.
E F G H I J K L M N O P Q R S T U V X
MENOR (macio) MAI OR (duro)
6.13 - LI GA
VI TRI FI CADA
Let r a símbolo “V”
A ut il ização da liga vit r if icada reúnecaract eríst icas perf eit as para atender àmaior ia das exigências das operações deprecisão.
É específ ica para pequenas ret ir adas demat er ial, em que são r equer idos alt ograu de acabament o e per f eit amanut enção do per f il .
Tabela 6.9 - Modif icações de ligas vet r if icadas
S Liga para r ebolos em óxido de alumínio. Velocidade per if ér ica de até 45 m/ s. deixa ogrão abr asivo mais expost o, com maior r endiment o do rebolo e menor queima na peça-obra.
SB Modif icação da liga “S” , para velocidade per if ér ica maior que 45 até 60 m/ s.
H Liga pra r ebolos em óxido de alumínio. Permit e maior manutenção do per f il , r et endo oabrasivo por mais t empo na f ace de t r abalho.
REGRA GERAL
Rebolo Macio: Grandes áreas de contat o – Mat er iais de alt a dureza ou sensíveis ao calor .
Rebolo duro: Pequenas áreas de contat o – Mat er iais de baixa ou média durezas.
Figura 6.30
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 43/143
Educação Pr of issional 42
HB Modif icação da liga “H” , para velocidade per if éri ca de 45 a 60 m/ s.
SP
KP
Liga para rebolos em óxido de alumínio (SP) e carburet o de silício (KP) com porosidadeinduzida. Pr oporciona redução na área de cont at o peça-obr a e conseqüent e ação decor t e mais f r io.
80
100
Liga para óxido de alumínio, modif icada para operar em velocidades per if ér icas de 80 a
100 m/ s.
K I ndicada para r ebolos em car bur et o de silício e velocidade per if érica de até 45 m/ s.
SPCF
HPCF
I ndicadas para operações creep f eet com rebolos em óxido de alumínio.
6.14 - RESI NÓI DE
Let r a símbolo “B”Tr at a-se de uma liga de composição orgânica resist ent ea impact os, t endo como principais aplicações operaçõesde desbast e, cor t e e t ambém precisão.
A liga resinóide, uma vez polimer izada, se conver t e emaglomerant e de elevada resist ência e cert aelast icidade, per mit indo t rabalhar com velocidadesper if ér icas da ordem de 48 m/ s (rebolos normais) e de60, 80 e 100 m/ s (rebolos ref orçados de const ruçãoespecial)
Tabela 6.10 - Modif icações de ligas resinóides
31
31A
Sist ema de ligas para operações f lut e gr inding , t hread gr inding e out ras que envolvam
necessidade de manut enção de perf il do rebolo. Operam à velocidade máxima de 80m/ s.
17 A mais versát il alt ernat iva de liga para operações de precisão, par t icularment e paradisc gri nding, r oll grinding e cent erless .
24 Liga similar à B17, aliando produt ividade e durabil idade, devido ao t ratament o especialque a t orna mais resist ent e á ação de líquidos ref r igerant es.
14 Especialment e desenvolvida par a operação disc grinding e precisão, par t icularment erecomendada para operar a seco.
7H Operações disc grinding de desbast e.
Figura 6.31
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 44/143
Educação Pr of issional 43
302 Desenvolvida para desbast e pesado de até 48 m/ s. Al ia cort e macio e alt o r endiment o.Dimensionada para operações port át eis, pendular e pedest al.
28S Também para desbast e pesado, porém para equipament o que t r abalhem à 60 m/ s. Orebolo t em em sua const rução anéis de r ef orça, cent ro f ino e t elas de f ibr a de vidro.
ZZ
Z4
Sist emas de liga usados para r ebolos prensados a quent e. Ext remament e resist ent es,
recomendados para operações de condicionament o de barr as, placas, et c. em aciar ias.
25 I ndicada para discos de cort e sem t elas de ref orço, podendo operar at é 60 m/ s.
NA
NA25
I ndicada para discos de cor t e, porém com telas de f ibr a de vidr o como ref orço. Aliadurabil idade e f r iabilidade. Abr ange t odas as operações de cor t e.
DA Desenvolvida exclusivamente para discos de desbaste.
18 Est a nova liga caract er iza-se por possuir uma ação de cor t e r ápida e ext remament e
macia em operações de desbast e e acabament o. Gr aças a ist o, é indicada paramat er iais de dif ícil r et if icação, alt amente sensíveis ao calor, ou peças que, devido à suageomet r ia, são muit o f r ágeis. Pode operar a seco ou r ef r igerada.
38 Novo sist ema de liga desenvolvido par a operações de desbast e do t ipo por t át il ,pendular e pedest al. Pr oporciona menores níveis de desgast e e maiores taxas deremoção que as ligas B302 e B28S, sendo a 38SL para at é 48 m/ s e a 38S para at é 60m/ s.
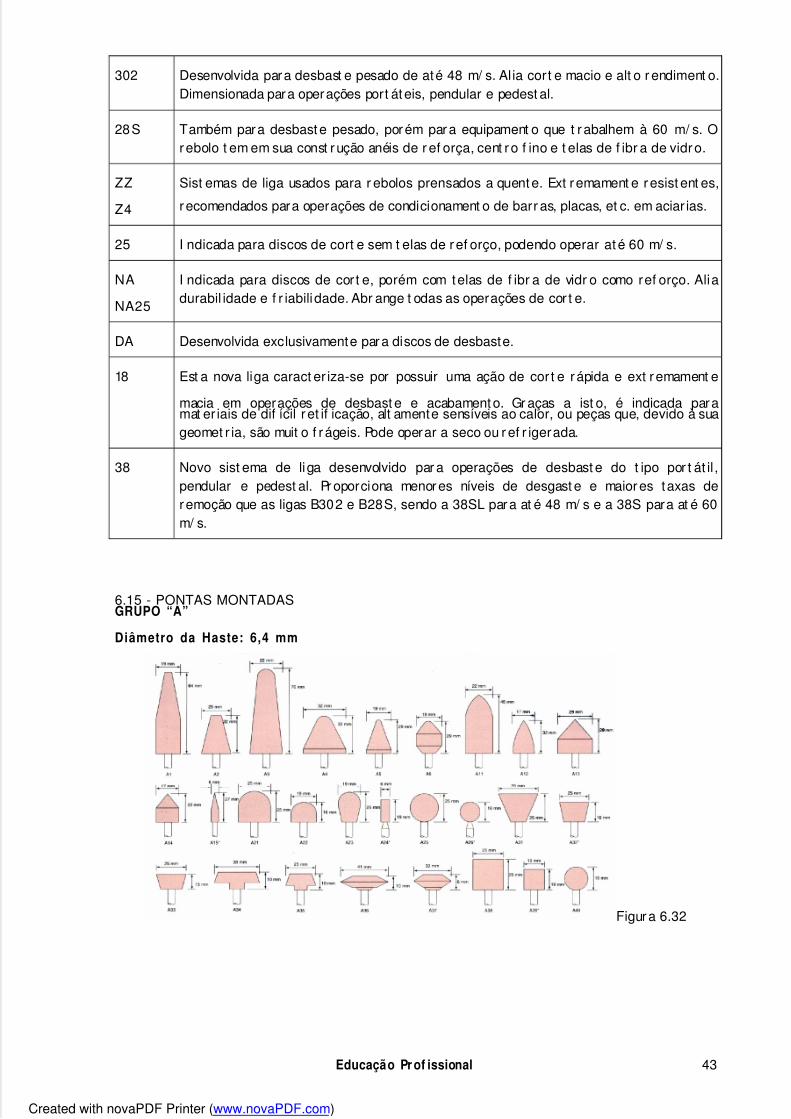
6.15 - PONTAS MONTADASGRUPO “A”
Diâmetro da Haste: 6,4 mm
Figura 6.32
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 45/143
Educação Pr of issional 44
GRUPO “B”
Diâmetro da Haste: 3,2 mm
Figura 6.33
GRUPO “C”
Tipo *
Dimensões
(diâmetro x Altura)mm
C188 A 13 X 38
C204 A 19 X 19
C205 D 19 X 25
C219 D 25 X 19
C220 D 25 X 25
C222 D 25 X 51
GRUPO
“C”
C235 D 38 X 6
* A = Acabament o
D = Desbaste
6.16 - PRECAUÇÕES PARA O TRABALHO COM REBOLOS
Os r ebolos são largament e ut il izados para os mais var iados f ins. A ut il ização de r ebolos sem asdevidas pr ecauções vem sendo causa de maior índice de acidentes. Os prof issionais que deles seut il izam, devem t er conheciment o do Código de Segurança, Uso, Cuidados e Pr ot eção dasFerr ament as Abr asivas da ABNT – NB – 33.
6.17 - ARMAZENAGEM
Para acomodar os vári os t ipos de rebolos, devem ser ut il izadas est ant es, caixas, gavetas ou
prat eleir as adequadas (f ig. 6.35)
Figura 6.34
Diâmetro da Haste: 6,4 mm
Tabela 6.11
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 46/143
Educação Pr of issional 45
Figura 6.35
Os rebolos devem ser armazenados em locais secos e de t emperat ura relat ivamente est ável.
A ar mazenagem deve ser f eit a de tal maneir a que possibi li t e a seleção e ret ir ada dos rebolos,sem danif icar ou alt erar a disposição dos demais.
Sist ema semelhant e deve ser t ambém empregado para r ebolos j á parcialment e usados. Asprat eleir as para t al f im devem ser proj et adas de maneir a que at endam às necessidades do uso,sob cont role de um f ichário específ ico.
Os seguint es f at ores devem ser levados em consideração:
a) Localização
Locais secos t emperat uras relat ivament e est ável;
Sem t repidações, evit ando-se lugares de muit o t rânsit o;
Próximos às seções de consumo.
b) Const r ução de prat eleir as, est ant es e armár ios
Rebolos orgânicos e de pequena alt ura (rebolos de cort e) devem ser empilhados sobr esuper f ície hor izont al, plana, dist ant e de calor excessivo, para evit ar empenament os. Uma
chapa de aço plana serve de base para o empilhamento. Nem mesmo discos de assent ament odevem ser mant idos ent r e rebolos f inos empilhados;
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 47/143
Educação Pr of issional 46
Quase t odos os rebolos ret os e rebaixados, de alt ura média, são melhor armazenadosquando colocados em prat eleiras com divisões, permit indo que os rebolos sejam apoiados emdois pont os de sua per if er ia. Os rebolos assim colocados of erecem f acil idade no manuseio,evit ando a queda de uns sobre os out r os;
Anéis e copos r et os (CR) de grande diâmet r o, podem ser ar mazenados em pilhas,int ercalando-se papel corr ugado ou papelão; para melhor pr ot eção, pode ser t ambémguardados em prat eleiras com divisões e apoiados convenient ement e, como se usa para os
rebolos grandes ret os;
Rebolos pequenos de vár ios f ormat os podem ser guardados ordenadament e em gavet as oucaixas.
OBSERVAÇÃO:
Para evit ar que os rebolos sof r am choques durant e o t r ansport e, pois est es podem causar t r incasque t ornarão o rebolo inseguro.
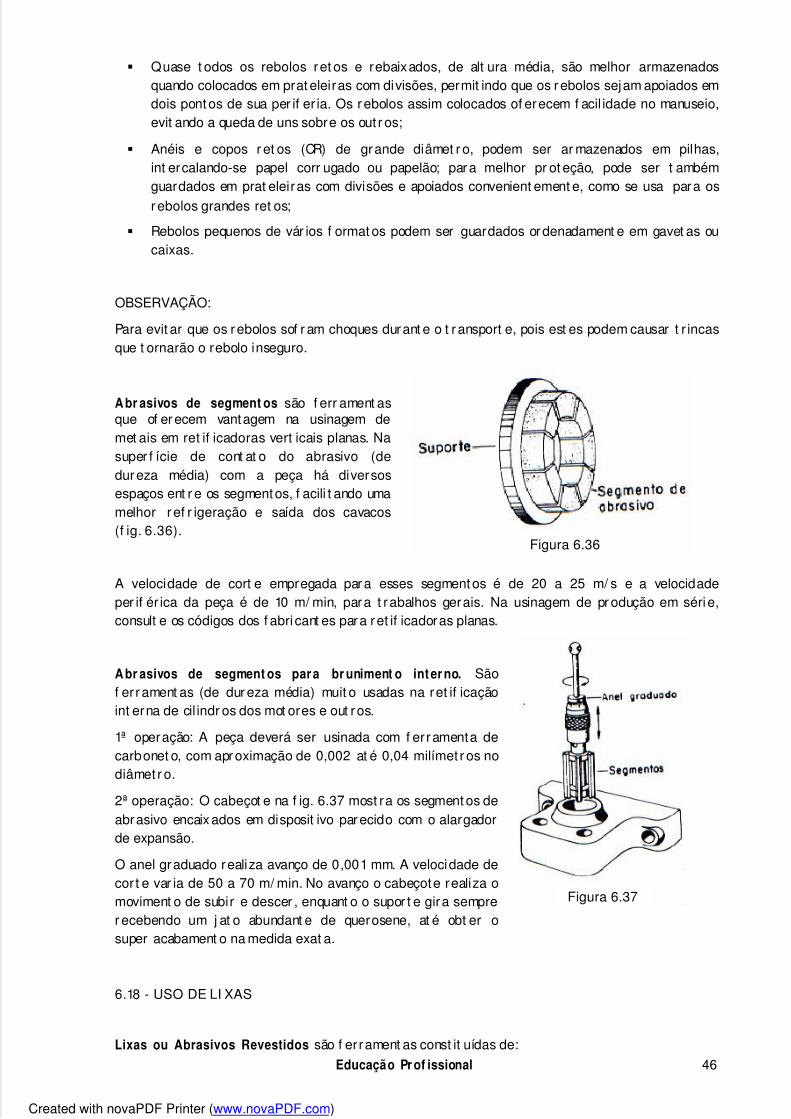
A br asivos de segment os são f err ament asque of erecem vantagem na usinagem demet ais em ret if icadoras vert icais planas. Nasuper f ície de cont at o do abrasivo (dedureza média) com a peça há diversosespaços ent r e os segment os, f acili t ando umamelhor r ef r igeração e saída dos cavacos(f ig. 6.36).
A velocidade de cort e empregada para esses segment os é de 20 a 25 m/ s e a velocidadeper if ér ica da peça é de 10 m/ min, para t rabalhos gerais. Na usinagem de pr odução em série,consult e os códigos dos f abri cant es para ret if icadoras planas.
A br asivos de segment os para br uniment o int er no. Sãof errament as (de dur eza média) muit o usadas na ret if icaçãoint erna de cil indr os dos mot ores e out ros.
1ª operação: A peça deverá ser usinada com f er ramenta decarbonet o, com aproximação de 0,002 at é 0,04 milímet r os nodiâmet r o.
2ª operação: O cabeçot e na f ig. 6.37 most ra os segment os deabrasivo encaix ados em disposit ivo parecido com o alargadorde expansão.
O anel graduado realiza avanço de 0,001 mm. A velocidade decor t e var ia de 50 a 70 m/ min. No avanço o cabeçote realiza omoviment o de subir e descer , enquant o o supor t e gira semprer ecebendo um j at o abundant e de querosene, at é obt er osuper acabament o na medida exat a.
6.18 - USO DE LI XAS
Lixas ou Abrasivos Revestidos são f er rament as const it uídas de:
Figura 6.36
Figura 6.37
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 48/143
Educação Pr of issional 47
a) Gr ãos abr asivos
Óxido de alumínio para lixar aços.
Carboneto de silício para lixar vidr o, f err o f undido, bor racha e met ais nãof err osos.
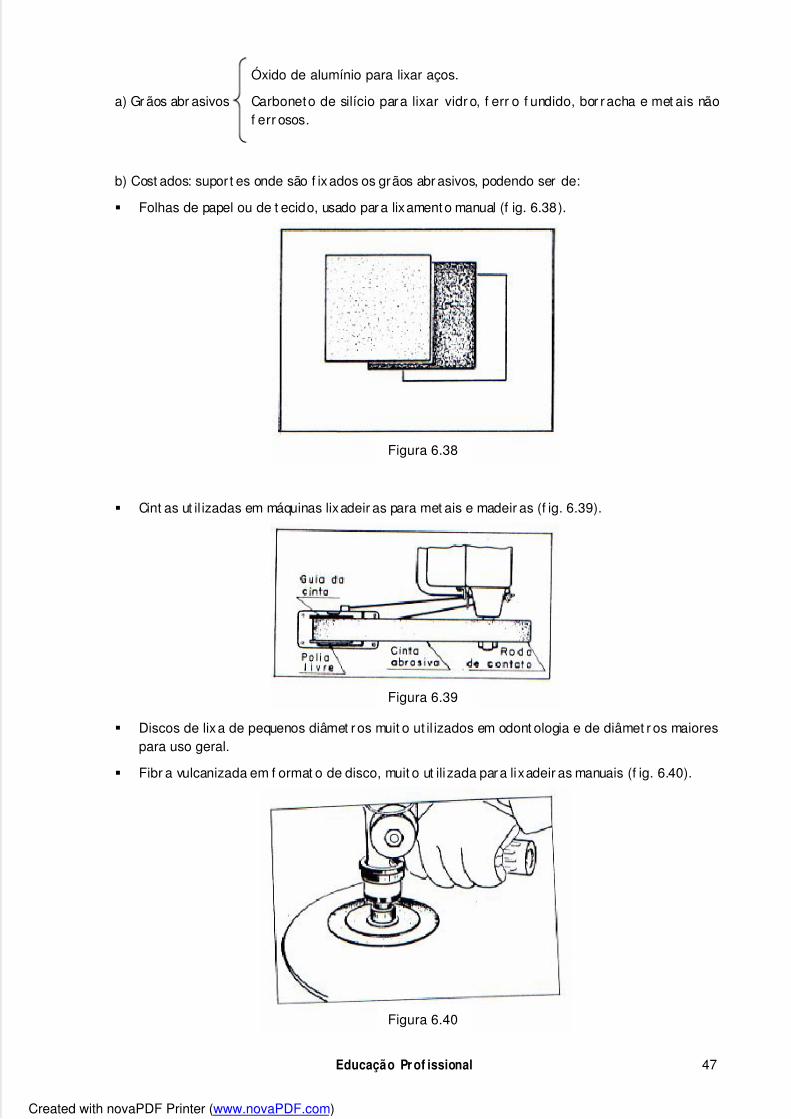
b) Cost ados: supor t es onde são f ixados os grãos abr asivos, podendo ser de:
Folhas de papel ou de t ecido, usado para lixament o manual (f ig. 6.38).
Cint as ut il izadas em máquinas lixadeir as para met ais e madeir as (f ig. 6.39).
Discos de lixa de pequenos diâmet ros muit o ut il izados em odont ologia e de diâmet r os maiorespara uso geral.
Fibr a vulcanizada em f ormat o de disco, muit o ut ilizada para lixadeir as manuais (f ig. 6.40).
Figura 6.38
Figura 6.39
Figura 6.40
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 49/143
Educação Pr of issional 48
Rodas li xadeiras com núcleo de aglut inant e orgânico, para lixar pneus, aço inoxidável,mat r izes, ut ensílios domést icos (f ig. 6.41).
Para r et enção dos grãos abr asivos nos cost ados ut il izam-se colas, resinas e colas especiais, doseguint e modo:
Cola de or igem animal (cola para madeir a) – complet ament e solúvel em água, usada emli xament os manuais em que o calor desenvolvido é ligeir ament e sensível ao cont at o.
Resina – de origem veget al, usadas em lixament os, à mão ou a máquina, com algumdesenvolviment o de calor.
Colas especiais à prova d’água – insolúveis em água ou solvent es comuns, prest am-se para osli xament os de pintura de veículos, geladeir as e móveis metálicos. O l ixament o é f eit o com alixa molhada em água.
Tabela 6.12 - Freqüência em r p m recomendada para operações com discos de f ibra
MAT ERI AL DI ÂMETRO DE 180 mm DI ÂMETRO DE 230 mm
Aço inoxidável
Aços em geral
Alumínio
Solda
3.600 rpm
6.000 rpm
6.000 rpm
4.500 rpm
3.000 rpm
4.500 rpm
4.500 rpm
3.600 rpm
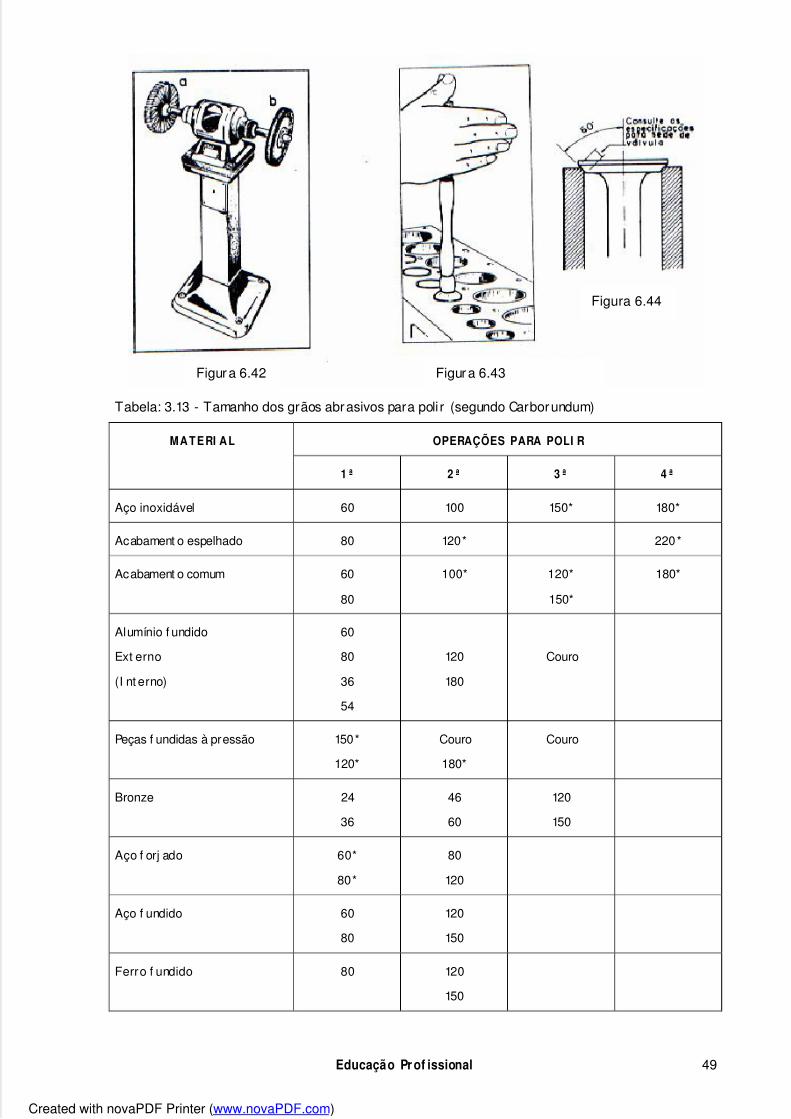
6.19 - USO DO PÓ ABRASI VO PARA POLI MENTO
A f igura 6.42 demonst ra uma polit r iz com roda de t ecido (a) e r oda de madeir a revest ida decouro (b), onde será aglut inado o pó abrasivo com gr axa ou cola f r ia; o t amanho do grão deveráser escolhido na t abela seguint e, de acordo com o poliment o a ser dado na peça. Na f igura 43 e44 se apresent a a ut il ização do pó abr asivo para o esmer il hament o (rodagem) manual em sede deválvulas, t orneir as sujeit as à pr essão de gás, et c.
Figura 6.41
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 50/143
Educação Pr of issional 49
Tabela: 3.13 - Tamanho dos grãos abrasivos para poli r (segundo Carborundum)
OPERAÇÕES PARA POLI RMA TERI A L
1 ª 2 ª 3 ª 4 ª
Aço inoxidável 60 100 150* 180*
Acabament o espelhado 80 120* 220*
Acabament o comum 60
80
100* 120*
150*
180*
Alumínio f undido
Ext erno
(I nt erno)
60
80
36
54
120
180
Couro
Peças f undidas à pressão 150*
120*
Couro
180*
Couro
Bronze 24
36
46
60
120
150
Aço f orj ado 60*
80*
80
120
Aço f undido 60
80
120
150
Ferro f undido 80 120
150
Figura 6.42 Figura 6.43
Figura 6.44
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 51/143
Educação Pr of issional 50
- acab. Fino
Lat ão
- acab. esp.
60*
80*
150*
180*
180*
220*
Met al Monel 120 150 180*
* I ndica uma roda com aglut inant e (graxa ou óleo). O abr asivo é usado em grãos solt os.N O T A :
Para aços em geral, o abrasivo usado é o óxido de alumínio.
Para f err o f undido e met al não f err oso, usar car bonet o de silício.
A velocidade de cor t e, geralmente, é de 37 m/ s.
7. ELEMEN TOS DE FI XAÇÃO - MO RSA DE MÃO E ALI CAT E DE PRESSÃO
São f er rament as de aço ou de f er ro f undido, f ormado por duas mandíbulas est r iadas e
endurecidas, unidas e art iculadas por meio de um eixo. O f echament o ou a aber t ura dasmandíbulas f az-se por meio de um paraf uso com porca “borbolet a”; em out ras; por um braço dealavanca.
7.1 - MORSA DE MÃOÉ const r uída de aço f orj ado ou de f err o f undido.
Seus mordentes t êm est r ias f inas e cruzadas para melhor f ixação das peças. O compr iment o dasmorsas é de 100 a 150mm.
As mandíbulas são sempre proporcionais ao compr iment o das mesmas.
É const r uída com uma mola ent re as mandíbulas para f orçarem a aber t ura dest as.
7.2 - ALI CATE DE PRESSÃO
É geralment e const ruída de aço especial.
Seus mor dent es são est r iados e t emperados.
É geralment e encont rado no comércio no compr imento de 8” e 10”.
Figura 7.1 – Mor sa de mão
Figur a 7.2 – Al icat e de pr essão
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 52/143
Educação Pr of issional 51
O alicat e de pressão t em um paraf uso para regular a aber t ura das mandíbulas.
7 . 2. 1 - Condições de uso
O par afuso e a “bor bolet a” devem est ar com os f ilet es per f eit os.
As ar t iculações e as molas devem apresent ar um bom f uncionament o.
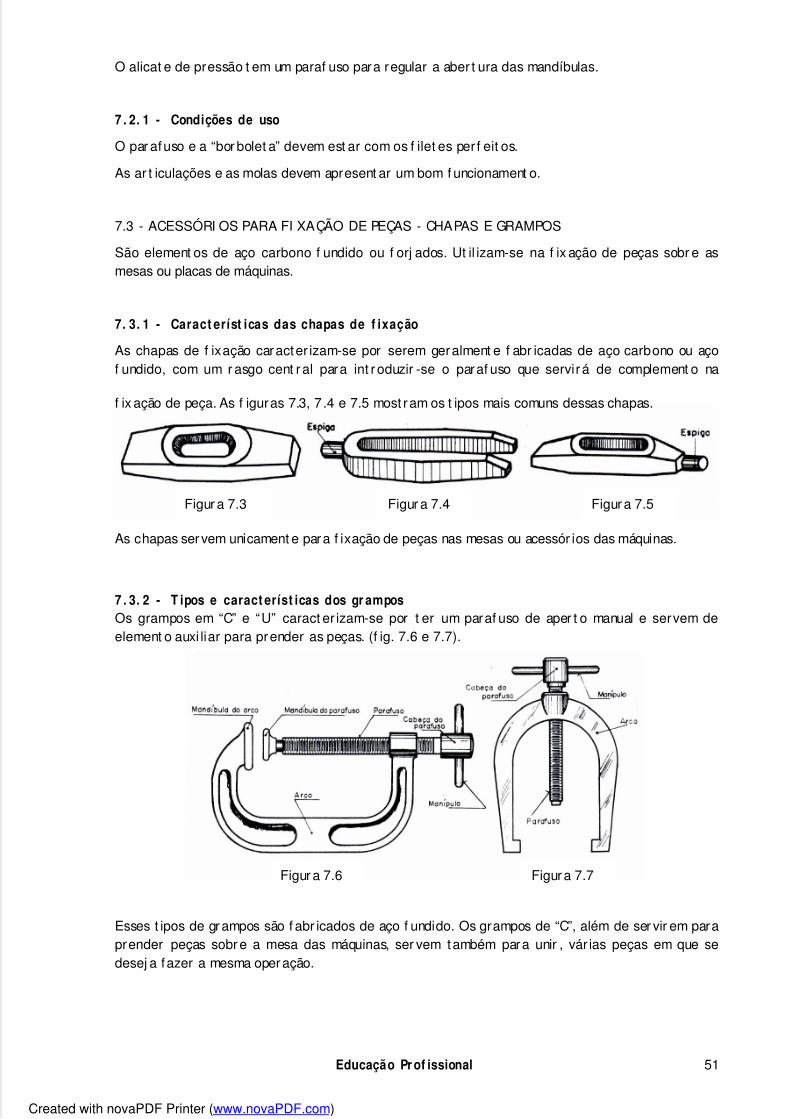
7.3 - ACESSÓRI OS PARA FI XAÇÃO DE PEÇAS - CHAPAS E GRAMPOS
São element os de aço carbono f undido ou f orj ados. Ut il izam-se na f ix ação de peças sobr e asmesas ou placas de máquinas.
7. 3. 1 - Caract eríst icas das chapas de f ixação
As chapas de f ixação caracter izam-se por serem geralment e f abr icadas de aço carbono ou açof undido, com um r asgo cent ral para int r oduzir -se o paraf uso que servir á de complement o na
f ix ação de peça. As f iguras 7.3, 7 .4 e 7.5 most ram os t ipos mais comuns dessas chapas.
As chapas servem unicament e para f ixação de peças nas mesas ou acessór ios das máquinas.
7 . 3. 2 - T ipos e caract eríst icas dos gr amposOs grampos em “C” e “U” caract er izam-se por t er um paraf uso de aper t o manual e servem deelement o auxi liar para prender as peças. (f ig. 7.6 e 7.7).
Esses t ipos de grampos são f abr icados de aço f undido. Os grampos de “C”, além de ser vir em paraprender peças sobre a mesa das máquinas, ser vem também para unir , vár ias peças em que sedesej a fazer a mesma operação.
Figur a 7.3 Figur a 7.4 Figura 7.5
Figur a 7.6 Figura 7.7
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 53/143
Educação Pr of issional 52
Exist em grampos acionados por dois paraf usos; est es são denominados grampos paralelos (Fig7.8). O acionament o convenient e dos dois par af usos mant ém o paralelismo das f aces das duasmandíbulas produzindo um melhor aper t o.
7 . 3. 3 - Condições de uso
Os grampos devem est ar com as roscas limpas e lubr if icadas e as super f ícies de apert o semrebarbas.
7. 3. 4 - Conservação
O apert o deve ser dado manualmente e não deve ser excessivo. Após seu uso, devem ser limpos eguardados em lugar limpos e prot egidos cont ra os golpes.
7.4 - ELEMENTOS DE FI XAÇÃO - MORSAS DE MÁQUI NAS
São acessórios geralment e de f er ro f undido, compost o de duas mandíbulas, uma f ixa e a out ramóvel, que se deslocam em uma guia por meio de um paraf uso e uma porca, acionados por ummanípulo. Os mordent es são de aço carbono, est r iado, t emperados e f ix ados nas mandíbulas.
Exist em vár ios t ipos de moras: base f ixa, base gir at ór ia, e base universal.
Figura 7.8
Figura 7.9 Figura 7.10
Figura 7.11 Figur a 7.12
Created with novaPDF Printer (www.novaPDF.com)
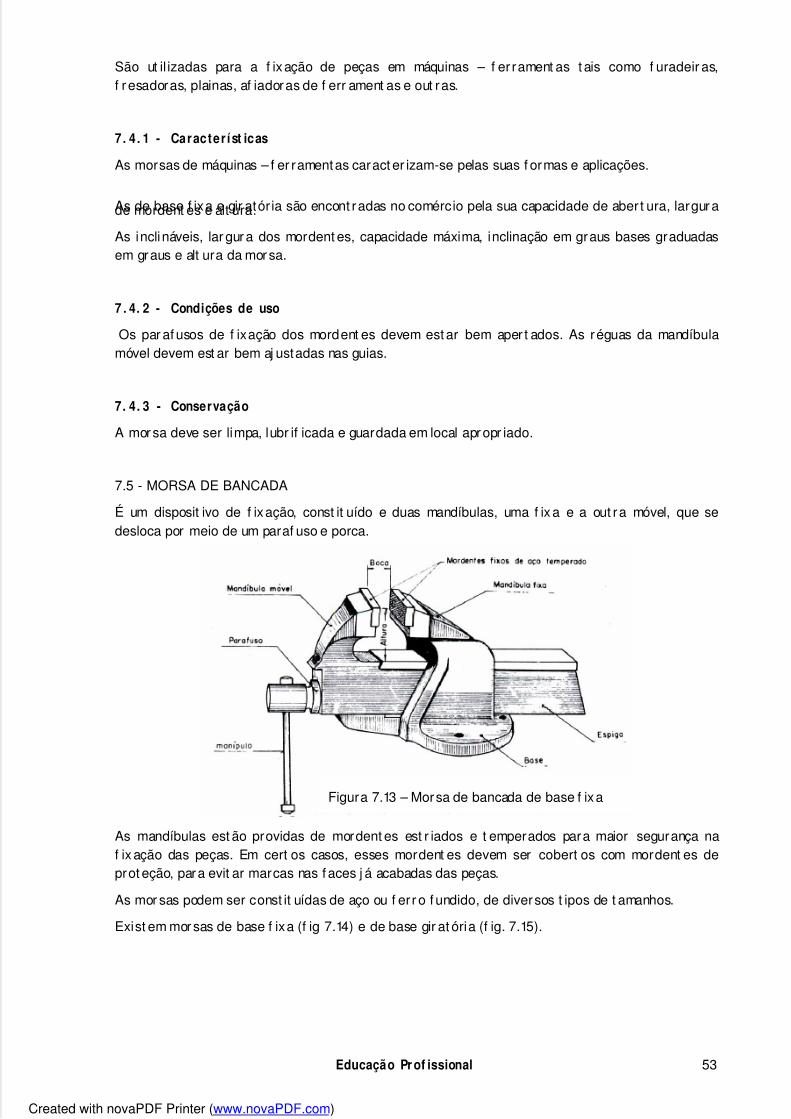
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 54/143
Educação Pr of issional 53
São ut il izadas para a f ixação de peças em máquinas – f er rament as t ais como f uradeir as,f r esadoras, plainas, af iadoras de f err ament as e out ras.
7. 4. 1 - Caracter íst icas
As morsas de máquinas – f er ramentas caract er izam-se pelas suas f ormas e aplicações.
As de base f ixa e gir atór ia são encont radas no comércio pela sua capacidade de aber t ura, largurade mordent es e alt ura.
As inclináveis, lar gura dos mordent es, capacidade máxima, inclinação em graus bases graduadasem graus e alt ura da morsa.
7 . 4. 2 - Condições de uso
Os par af usos de f ixação dos mordent es devem est ar bem aper t ados. As réguas da mandíbulamóvel devem est ar bem aj ustadas nas guias.
7. 4. 3 - Conservação
A morsa deve ser limpa, lubr if icada e guardada em local apropr iado.
7.5 - MORSA DE BANCADA
É um disposit ivo de f ixação, const it uído e duas mandíbulas, uma f ix a e a out ra móvel, que sedesloca por meio de um paraf uso e porca.
As mandíbulas est ão providas de mordent es est r iados e t emperados para maior segurança naf ix ação das peças. Em cert os casos, esses mordent es devem ser cobert os com mordent es deprot eção, para evit ar marcas nas f aces j á acabadas das peças.
As mor sas podem ser const it uídas de aço ou f er r o f undido, de diversos t ipos de t amanhos.
Exist em morsas de base f ixa (f ig 7.14) e de base gir at ória (f ig. 7.15).
Figura 7.13 – Morsa de bancada de base f ixa
Created with novaPDF Printer (www.novaPDF.com)
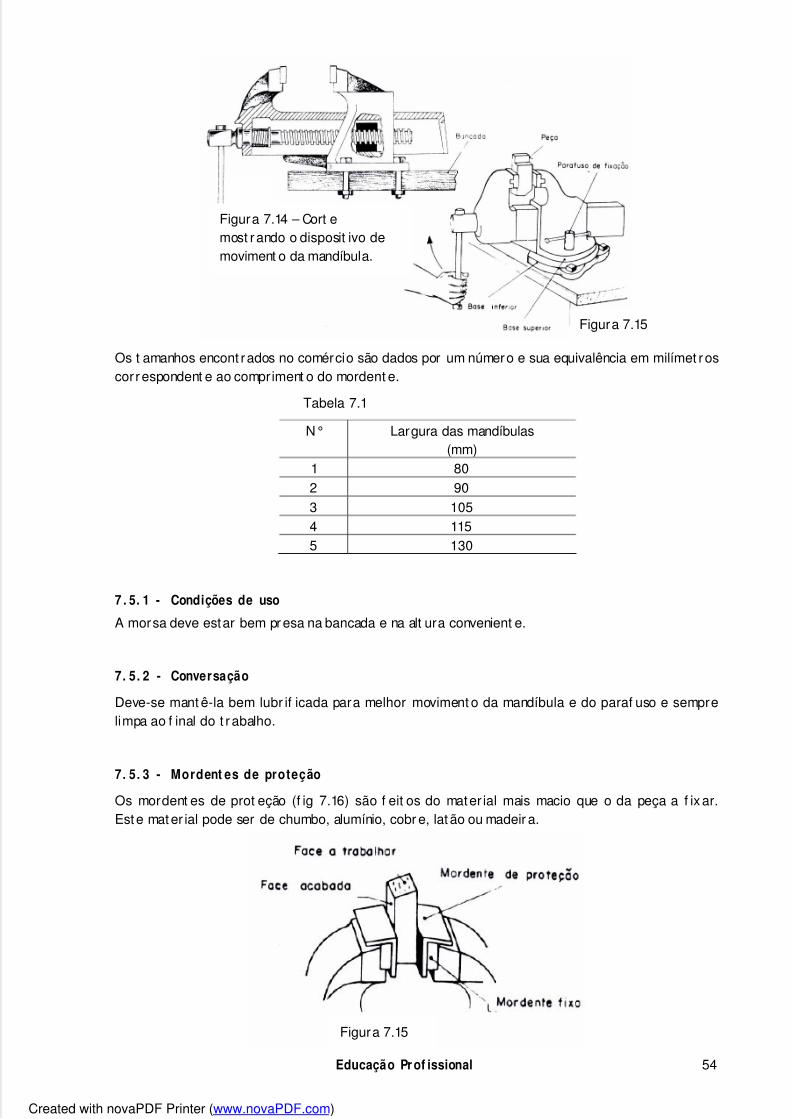
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 55/143
Educação Pr of issional 54
Os t amanhos encont rados no comércio são dados por um número e sua equivalência em milímet roscorrespondent e ao compriment o do mordent e.
Tabela 7.1
7 . 5. 1 - Condições de uso
A morsa deve estar bem presa na bancada e na alt ura convenient e.
7. 5. 2 - Conversação
Deve-se mant ê-la bem lubr if icada para melhor moviment o da mandíbula e do paraf uso e semprelimpa ao f inal do t r abalho.
7. 5. 3 - Mordent es de proteção
Os mordent es de prot eção (f ig 7.16) são f eit os do mater ial mais macio que o da peça a f ix ar.Est e mat er ial pode ser de chumbo, alumínio, cobr e, lat ão ou madeir a.
N° Largura das mandíbulas(mm)
1 802 903 1054 1155 130
Figura 7.14 – Cort emost rando o disposit ivo demoviment o da mandíbula.
Figura 7.15
Figura 7.15
Created with novaPDF Printer (www.novaPDF.com)
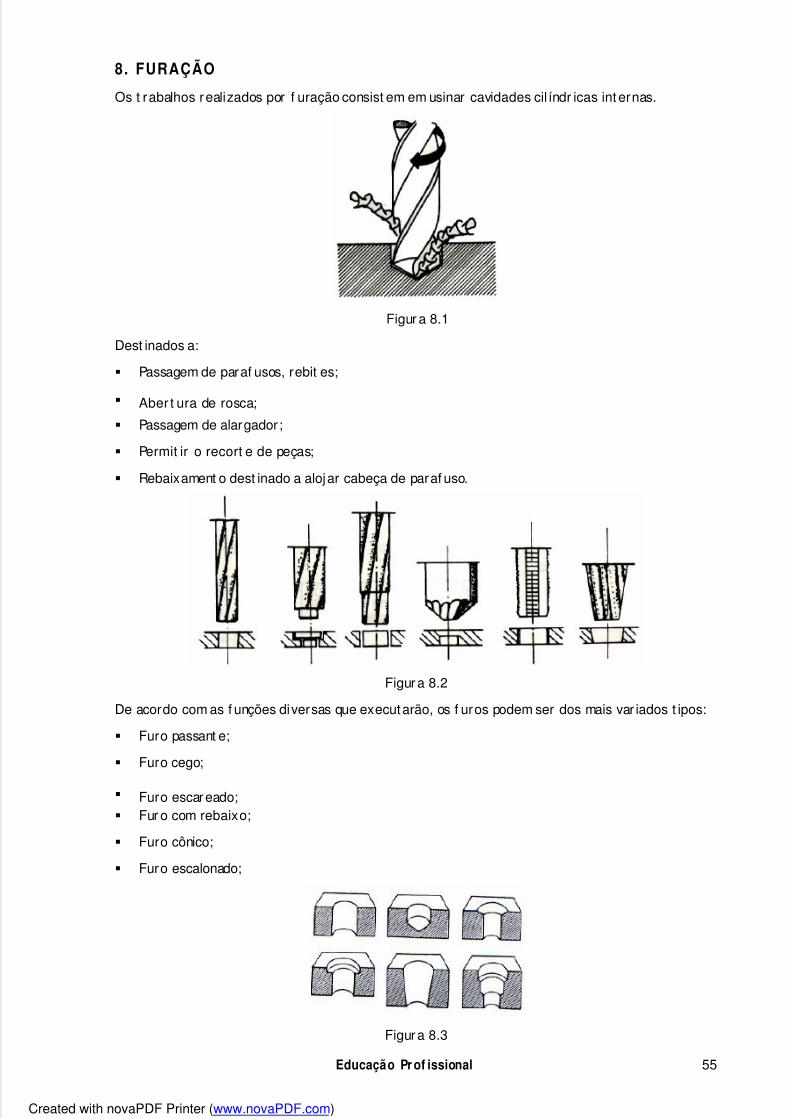
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 56/143
Educação Pr of issional 55
8. FURAÇÃO
Os t rabalhos realizados por f uração consist em em usinar cavidades cil índr icas int ernas.
Figur a 8.1
Dest inados a:
Passagem de paraf usos, rebit es;
Aber t ura de rosca;
Passagem de alargador;
Permit ir o recort e de peças;
Rebaixament o dest inado a alojar cabeça de paraf uso.
Figura 8.2
De acordo com as f unções diversas que executarão, os f uros podem ser dos mais var iados t ipos:
Furo passant e;
Furo cego;
Furo escareado; Fur o com rebaixo;
Furo cônico;
Furo escalonado;
Figura 8.3
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 57/143
Educação Pr of issional 56
8.1 - CONDI ÇÕES GERAI S DE TRABALHO
1. O cent r o do f uro deve est ar na int erseção de dois eixos, t raçados de acordo com as SR dapeça;
2. A or ient ação da broca é assegurada pela sua pont a: a marca do punção, sit uada na int erseçãodos dois eixos, t em um diâmet ro superior à espessura da alma da broca;
3. O eixo do f uro t em uma posição det erminada em relação a uma peça SR da peça. Est a SR
deve ser veri f icada em relação à mesa da f uradeir a;
4. A peça é f ixada dir et ament e na mesa ou at ravés de uma morsa, devendo sempre ser previst oo t raspassament o da broca;
5. A broca (a mais curt a possível), f ixada no mandr il , deve gir ar de um modo regular , devendot odas as super f ícies estar concênt r ica ao gir o da broca em caso cont rário é impossível alinharo eixo da broca com o f uro a abr ir ;
6. A velocidade de cor t e deve ser adapt ada ao t r abalho. Quando a prof undidade do f uro é maiorque 3 vezes o diâmet ro, r eduzir a velocidade de cor t e a f im de f acil it ar a evacuação doscavacos;
7. Regular o disposit ivo de prof undidade no caso de f uro cego, r ebaix o ou caso t r anspassandoevit ar a mesa ou a morsa;
8. No caso de f uração com f uradeir a sensit iva, os cavacos devem sair f acilmente, aj udar ,levant ar rapidament e a br oca de vez em quando, a pressão do avanço não deve ser excessiva,para evit ar a f lambagem e rupt ura, pr incipalment e as de pequeno diâmet ro. No f im da f uraçãoe ant es da broca t ranspassar o mat er ial, diminuir a pressão do avanço, pois a r esist ência àpenet ração da ar esta da pont a, cessa, e se f or mant ida a mesma pressão no moment o dapont a passar , corre-se o r isco da broca t r avar no mat eri al, gir ando no mandr il, oudanif icando, ou mesmo a br oca quebr ando. Quando da ut il ização de uma f uradeira radial,ajust ar o avanço por r otação: a = 0,01 Diâmet r o.
8.2 - POSI ÇÃO RELATI VA EI XO-FERRAMENTA
Figura 8.5
Figur a 8.4
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 58/143
Educação Pr of issional 57
8.3 - BROCAS
A br oca Helicoidal é const ruída a part ir de mater ial r edondo, usinada, obt endo sua f ormacaract er íst ica com ranhur as em f orma de hélice. A seção maciça do mat er ial que f ica ent re asr anhuras para saída dos cavacos chama-se núcleo ou alma da br oca, o seu diâmet r o naext r emidade de cor t e é calibrado com precisão h8. São f abr icadas em aço car bono, porém parat rabalhos que exi j am, alt a rotação, usam-se brocas de aço rápido. Est as of erecem maiorr esist ência ao cort e e ao calor pr ovenient e do at r it o, desgast am-se menos, pode t rabalhar com
velocidades de cor t e e avanços maiores, sendo, port ant o, mais econômicas e as mais usadas.
8. 3. 1 - N omenclatura
Figura 8.6
Figura 8.7
As br ocas de hast e cilíndr ica mais usuais t êm, em geral, diâmet ros no máximo at é 1/ 2”, sãof ix adas por meio de mandr is.
As brocas de haste cônica são, quase sempre, com diâmet ro acima de 1/ 2” .
Prendem-se por meio de adapt ação em f uro cônico do própr io eix o, ou por meio de buchas der edução de f uro cônico.
8. 3. 2 - Funções e caract eríst icas das part es da broca
PONTA DA BROCA
É const it uída por duas super f ícies cônicas que, no seu encont r o, f ormam a arest a da pont a – Oângulo dest as duas super f ícies cônicas é denominado ângulo da ponta.
A ação da arest a é a de calcar o mat er ial, mediante a gr ande pressão causada pelo moviment o deavanço. A rest a da pont a não cor t a o mater ial, o esmaga, posicionando a f r ent e das ar est ascor t antes.
As duas super f ícies cônicas da pont a da broca se encont ram com as super f ícies dos canais,f ormando as Ar est as Cort ant es (f ios ou f umes da br oca). Na f uração, o cor t e é produzido porest as ar estas, como se vê na f igura: c é o ângulo do gume, f o ângulo de f olga ou de incidência e so ângulo de saída do cavaco t ambém conhecido por ângulo de at aque, caract er izam umaf er rament a para o arranque de aparas, como sej am os ângulos de cor t e, o at aque e o de incidênciaque aqui denominará como ângulo de r ebaixo. Na broca estes ângulos são mais dif íceis dedist inguir e de medir do que em out ras f er ramentas.
a) Ângulo do gume – C Formado pela super f ície de at aque localizada no canal e a super f ície deincidência.
Created with novaPDF Printer (www.novaPDF.com)
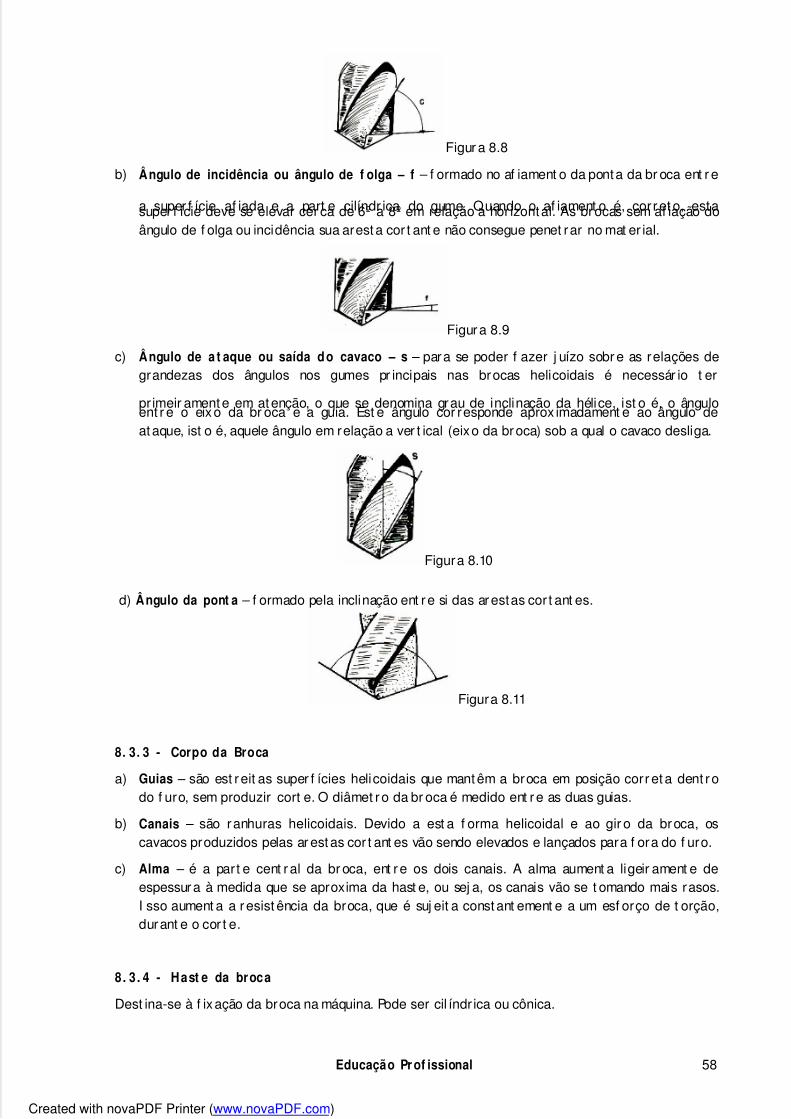
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 59/143
Educação Pr of issional 58
Figur a 8.8
b) Ângulo de incidência ou ângulo de f olga – f – f ormado no af iament o da ponta da br oca ent r e
a super f ície af iada e a part e cilíndr ica do gume. Quando o af iament o é, corret o, estasuper f ície deve se elevar cer ca de 6º a 8º em relação a hor izontal. As brocas sem af iação doângulo de f olga ou incidência sua arest a cor t ant e não consegue penet rar no mat er ial.
Figura 8.9
c) Ângulo de a t aque ou saída do cavaco – s – para se poder f azer j uízo sobr e as relações degrandezas dos ângulos nos gumes pr incipais nas brocas helicoidais é necessár io t er
pr imeir ament e em at enção, o que se denomina grau de inclinação da hélice, ist o é, o ânguloent r e o eix o da br oca e a guia. Est e ângulo cor responde aprox imadament e ao ângulo deat aque, ist o é, aquele ângulo em relação a ver t ical (eixo da broca) sob a qual o cavaco desliga.
Figura 8.10
d) Ângulo da pont a – f ormado pela inclinação ent re si das arestas cor t ant es.
Figura 8.11
8. 3. 3 - Corpo da Broca
a) Guias – são est reit as super f ícies helicoidais que mant êm a broca em posição corr et a dent rodo f uro, sem produzir cort e. O diâmet ro da br oca é medido ent re as duas guias.
b) Canais – são ranhuras helicoidais. Devido a est a f orma helicoidal e ao gir o da broca, oscavacos produzidos pelas ar est as cor t ant es vão sendo elevados e lançados para f ora do f uro.
c) Alma – é a part e cent ral da br oca, ent re os dois canais. A alma aument a ligeir ament e deespessura à medida que se aproxima da hast e, ou sej a, os canais vão se t omando mais rasos.I sso aument a a resist ência da broca, que é suj eit a const ant ement e a um esf orço de t orção,durant e o cor t e.
8. 3. 4 - Hast e da broca
Dest ina-se à f ixação da broca na máquina. Pode ser cil índr ica ou cônica.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 60/143
Educação Pr of issional 59
As hast es cônicas são usadas nas br ocas de maiores diâmet ros, que produzem maior esf orço nocor t e. A f ix ação t orna nula a t endência de gir o da br oca, ist o devido ao encaix e no aloj ament ocônico da máquina possuir uma ranhur a, para encaix e da espiga.
Os t ipos mais empregados são os chamados cones. Morse, que são designados segundo seut amanho com os números de 0 a 6.
O númer o de cone que cor responde a cada br oca é:
Cone Morse nº 1 at é 15 mm.
Cone Mor se nº 2 de 15 até 23 mm.
Cone Morse nº 3 de 23 até 32 mm.
Cone Morse nº 4 de 32 até 50 mm.
Cone Morse nº 5 de 50 até 80 mm.
Cone Mor se nº 6 de 80 at é 100 mm.
8 . 3 .5 - T iposa) Brocas com or if ícios par a f luido de cort e – são usadas para produção cont ínua e em alt a
velocidade, que exige abundant e lubr if icação, pr incipalment e em f uros prof undos.
Figura 8.12
Figura 8.13
O f luido de cor t e é inj etado sob alt a pr essão, no caso de f err o f undido e dos metais nãof errosos, aproveit am-se os canais para injet ar ar comprimido que expele os cavacos e a suj eit a.
b) Brocas de canal reto – a broca apr esent a dois canais r et os e é usada especialmente paraf urar br onze e lat ão. Pois possui ângulo de at aque igual a zer o.
Figura 8.14
c) Broca canhão – A br oca apresent a um corpo semi-cil índri co com uma só arest a de cort e. Éprópr ia para f uros prof undos e de pequeno diâmet ro, pois, além de serem mais r obust as doque as brocas helicoidais ut il izam o pr ópr io f uro como guia.
Figura 8.15
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 61/143
Educação Pr of issional 60
d) Brocas múltiplas ou escalonadas – são empregadas em t rabalhos de grande pr oduçãoindust r ial ser iada. Ser vem para execut ar, numa mesma operação, os f uros e os rebaixosrespect ivos.
Figura 8.16
8.4 - BROCA DE CENTRAR
8. 4. 1 - Descr ição
A br oca de cent rar é uma br oca especial f abr icada de aço rápido.
8 . 4 . 2 - U soEst e t ipo de br oca serve para fazer f uros de cent r o e, devido a sua f orma, execut am numa sóoper ação, o f uro cilíndr ico, o cone e o escareado.
8. 4. 3 - Classif icação
Os t ipos mais comuns de broca de cent rar são:
1. Broca de cent rar simples
2. Br oca de cent rar com chanf ro de pr ot eção
Figura 8.17 Figura 8.18
8. 4. 4 - Coment ár io
A br oca de cent rar simples é ut il izada para execut ar o t ipo mais comum de cent ro, que é osimples, enquant o que a broca de cent rar chanf r o de prot eção execut a o cent r o prot egido.
Figura 19 Figura 20
As medidas dos cent ros devem ser adotadas em propor ção com os diâmet ros das peças baseadasna t abela abaixo.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 62/143
Educação Pr of issional 61
Tabela 8.1
Medidas das brocas (mm)Diâmetros das peças a centrar d1 (mm)
d D c C
Diâmetro máximo do escareado (E)(mm)
5 a 15 1,5 5 2 40 4
16 a 20 2 6 3 45 5
21 a 30 2,5 8 3,5 50 6,5
31 a 40 3 10 4 55 7,5
41 a 60 4 12 5 66 10
61 a 100 5 14 6,5 78 12,5
Observação: C = compr imento da br oca e D = Diâmet r o da br oca.
8.5 - NORMA DI N 1412 (NBR 6176) - TERMI NOLOGI A
8 . 5 . 1 - O bj e t ivo
Est a norma t em por obj et ivo designar e classif icar a t erminologia dos f ormat os, ângulos,dimensões das brocas helicoidais.
Est a norma é aplicada a t odas as brocas heli coidais usadas em usinagem.
8. 5. 2 - N ormas a consultar
NB-204 – conceit os da técnica de usinagem, moviment os e relações geomét r icas
NB-205 – f er r ament as de usinagem – geomet r ia da cunha cort ant e
8. 5. 3 - Condições Gerais
Broca helicoidal com hast e cilíndr ica
Figura 8.21
Figura 8.22
Created with novaPDF Printer (www.novaPDF.com)
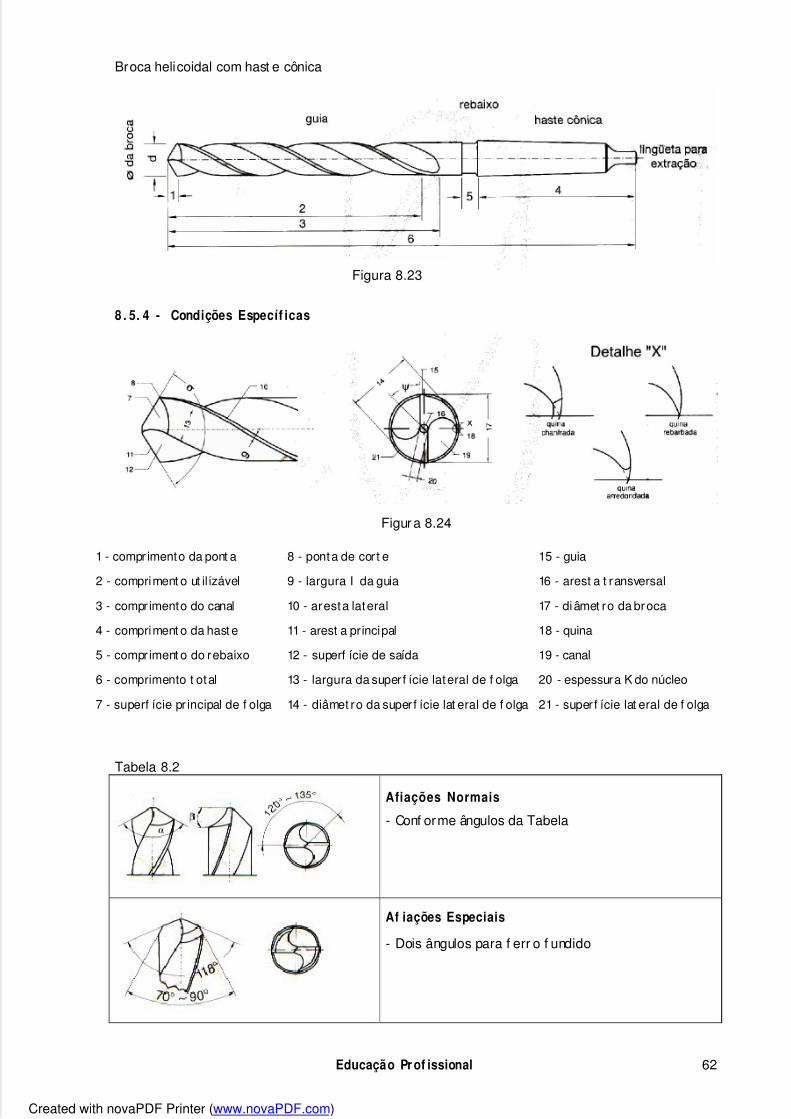
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 63/143
Educação Pr of issional 62
Broca helicoidal com hast e cônica
8 . 5. 4 - Condições Específ icas
Figura 8.24
1 - compr imento da pont a
2 - compriment o ut il izável
3 - compr imento do canal
4 - compriment o da hast e
5 - compr iment o do rebaixo
6 - comprimento t otal
7 - superf ície pr incipal de f olga
8 - ponta de cor t e
9 - largura I da guia
10 - aresta lateral
11 - arest a principal
12 - superf ície de saída
13 - largura da super f ície lateral de f olga
14 - diâmet ro da super f ície lat eral de f olga
15 - guia
16 - arest a t ransversal
17 - diâmet ro da broca
18 - quina
19 - canal
20 - espessura K do núcleo
21 - super f ície lat eral de f olga
Tabela 8.2
Afiações Normais
- Conf orme ângulos da Tabela
Af iações Especiais
- Dois ângulos para f err o f undido
Figura 8.23
Created with novaPDF Printer (www.novaPDF.com)
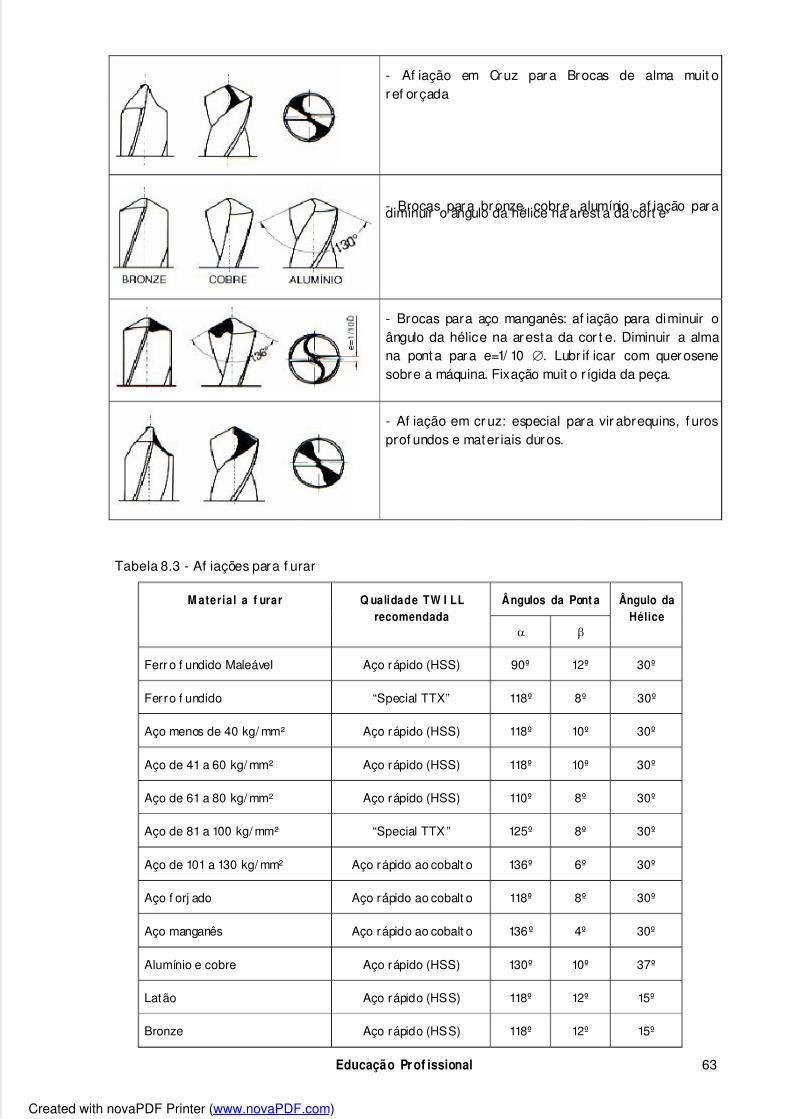
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 64/143
Educação Pr of issional 63
- Af iação em Cruz par a Brocas de alma muit or ef or çada
- Brocas para br onze, cobre, alumínio, af iação paradiminuir o ângulo da hélice na arest a da cort e
- Brocas para aço manganês: af iação para diminuir oângulo da hélice na aresta da cor t e. Diminuir a almana pont a para e=1/ 10 . Lubr if icar com querosenesobre a máquina. Fixação muit o r ígida da peça.
- Af iação em cr uz: especial para vir abrequins, f urosprof undos e mater iais duros.
Tabela 8.3 - Af iações para f urar
Ângulos da Pont aM aterial a f urar Q ualidade TW I LLrecomendada
Ângulo daHélice
Ferr o f undido Maleável Aço rápido (HSS) 90º 12º 30º
Ferro f undido “Special TTX” 118º 8º 30º
Aço menos de 40 kg/ mm² Aço rápido (HSS) 118º 10º 30º
Aço de 41 a 60 kg/ mm² Aço rápido (HSS) 118º 10º 30º
Aço de 61 a 80 kg/ mm² Aço rápido (HSS) 110º 8º 30º
Aço de 81 a 100 kg/ mm² “Special TTX” 125º 8º 30º
Aço de 101 a 130 kg/ mm² Aço rápido ao cobalt o 136º 6º 30º
Aço f orj ado Aço rápido ao cobalt o 118º 8º 30º
Aço manganês Aço rápido ao cobalt o 136º 4º 30º
Alumínio e cobre Aço rápido (HSS) 130º 10º 37º
Latão Aço rápido (HSS) 118º 12º 15º
Bronze Aço rápido (HSS) 118º 12º 15º
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 65/143
Educação Pr of issional 64
Bronze duro Aço rápido (HSS) 118º 10º 15º
Ebonit e - Baquelit e Aço rápido (HSS) 60º 12º 15º
8.6- ÂNGULOS NAS ARESTAS DE CORTE
Os ângulos são ref er idos ao plano de t rabalho, no qual encont ra-se o pont o de ref erência dabroca helicoidal.
Figura 8.25
8. 6. 1 - Af iações Especiais
Format o A – redução da aresta t r ansver sal
Format o B – redução da arest a t ransver salcom corr eção da arest a pr incipal
Format o C – af iação em cruz
Formato D – af iação para f er ro f undido
Format o E – ponta para cent rar
Figur a 8.26 Figura 8.27
Figura 8.28Figura 8.29
Figura 8.30
Created with novaPDF Printer (www.novaPDF.com)
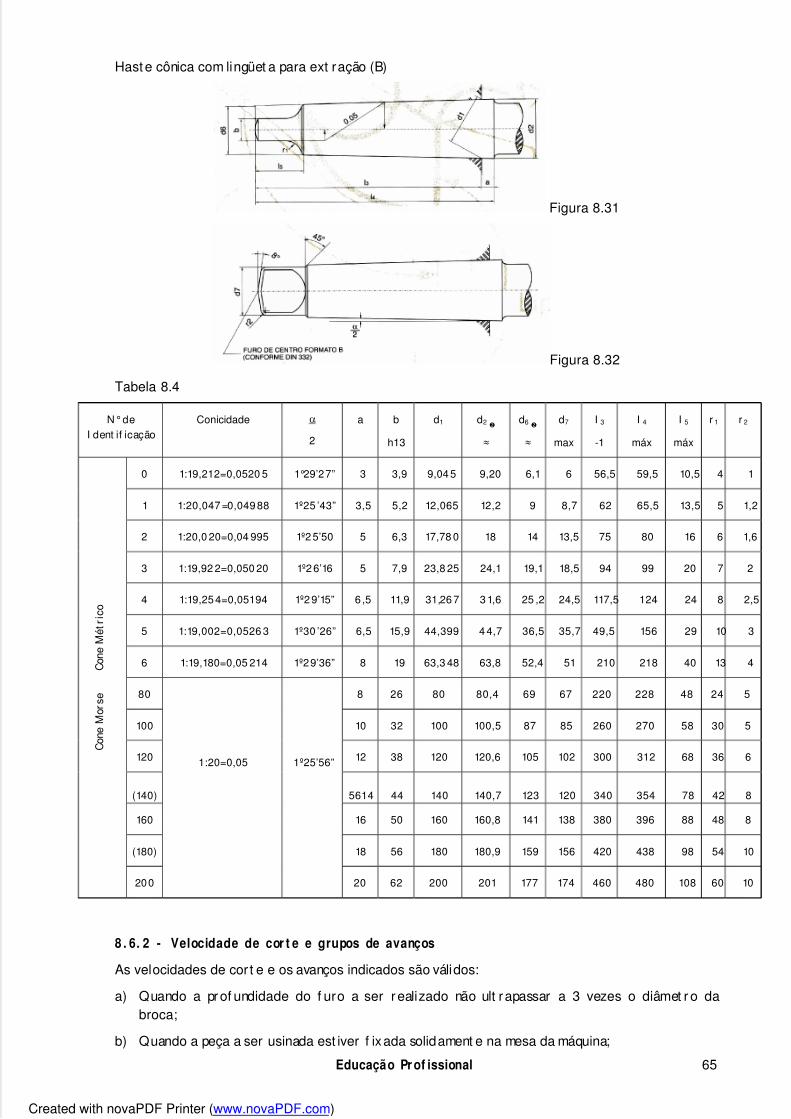
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 66/143
Educação Pr of issional 65
Hast e cônica com lingüet a para ext ração (B)
Figura 8.31
Figura 8.32
Tabela 8.4
N°deI dent if icação
Conicidade
2
a b
h13
d1 d2
d6
d7
max
I 3
-1
I 4
máx
I 5
máx
r 1 r 2
0 1:19,212=0,0520 5 1°29’27” 3 3,9 9,04 5 9,20 6,1 6 56,5 59,5 10,5 4 1
1 1:20,047 =0,049 88 1º25 ’43” 3,5 5,2 12,065 12,2 9 8,7 62 65,5 13,5 5 1,2
2 1:20,0 20=0,04 995 1º2 5’50 5 6,3 17,78 0 18 14 13,5 75 80 16 6 1,6
3 1:19,92 2=0,050 20 1º2 6’16 5 7,9 23,8 25 24,1 19,1 18,5 94 99 20 7 2
4 1:19,25 4=0,05194 1º2 9’15” 6 ,5 11,9 31,26 7 3 1,6 25 ,2 24,5 117,5 124 24 8 2,5
5 1:19,002=0,0526 3 1º30 ’26” 6,5 15,9 44,399 4 4,7 36,5 35,7 49,5 156 29 10 3
6 1:19,180=0,05 214 1º29’36” 8 19 63,3 48 63,8 52,4 51 210 218 40 13 4
80 8 26 80 80,4 69 67 220 228 48 24 5
100 10 32 100 100,5 87 85 260 270 58 30 5
120 12 38 120 120,6 105 102 300 312 68 36 6
(140) 5614 44 140 140,7 123 120 340 354 78 42 8
160 16 50 160 160,8 141 138 380 396 88 48 8
(180) 18 56 180 180,9 159 156 420 438 98 54 10
C o n e M o r s e
C o n e M é t r i c o
200
1:20=0,05 1º25’56”
20 62 200 201 177 174 460 480 108 60 10
8 . 6. 2 - Velocidade de cor t e e grupos de avanços
As velocidades de cor t e e os avanços indicados são válidos:
a) Quando a prof undidade do f uro a ser r ealizado não ult rapassar a 3 vezes o diâmet r o dabroca;
b) Quando a peça a ser usinada est iver f ixada solidament e na mesa da máquina;
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 67/143
Educação Pr of issional 66
c) Com inst alações per f eit as de ref r igeração na máquina;
d) Com a condição de que a f uração seja ef et uada sem bucha de guia;
e) Com uma máquina em per f eit as condições de t r abalho.
Tabela 8.5
Velocidade de cor t e em m/ min Aços comunscom menos de 40 kg de resist ência por mm²
30 a 40 3
Aços comuns com de 40 a 60 kg de r esist ênciapor mm²
25 a 30 3
Aços comuns com mais de 60 kg de resist ênciapor mm²
20 a 25 2
Aços liga de 60 a 80 kg de resist ência por mm² 15 a 20 2
Aços liga de 80 a 100 kg de resist ência pormm²
10 a 15 1
Aços liga com mais de 100 kg de resist ência pormm²
8 a 15 1
Ferr o f undido maleável 25 a 30 5
Fer r o f undido duro 15 a 20 4
Aços inoxidáveis, VSA, V4A, et c. 5 a 10 1
Latão 80 a 100 5
Cobre 50 a 80 4
Met ais Leves 80 a 120 6
Mat er iais sint ét icos duros 8 a 15 1 – 2
Mat eriais sint ét icos moles
V e l o c i d a d e d e c o r t e e m
m / m i n
10 a 20
G r u p o s d e A v a n ç o s
1 – 2
9. MACHOS, ROSCAS, DESAN DADORES E COSSI N ET ES
9.1 - MACHOS DE ROSCAR
São f er rament as de cort e, const ruídas em aço-carbono ou aço rápido, dest inadas à remoção oudef ormação do mat er ial. Um de seus ext remos t ermina em uma cabeça quadr ada, que é oprolongament o de hast e cilíndr ica.
Dent r e os mater iais de const rução cit ados, o aço rápido é o que apresent a melhor t enacidade er esist ência ao desgast e, caract eríst icas básicas de uma f err ament a de cor t e.
Created with novaPDF Printer (www.novaPDF.com)
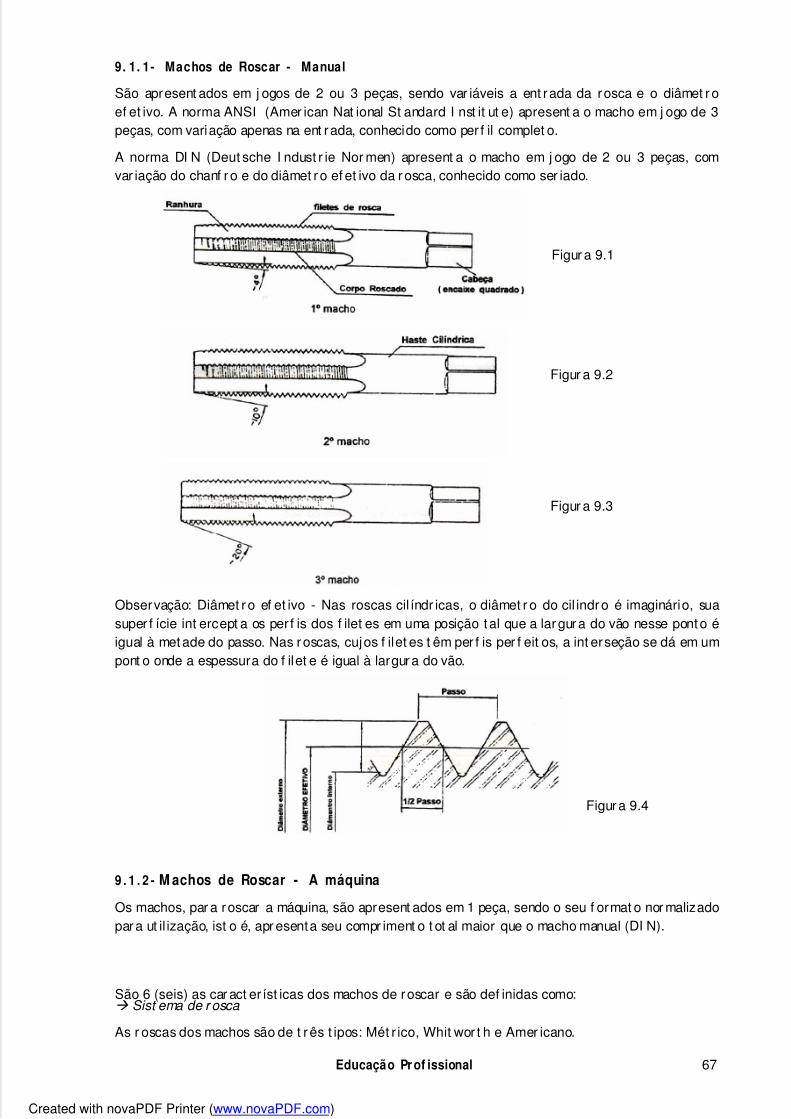
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 68/143
Educação Pr of issional 67
9. 1. 1- Machos de Roscar - Manual
São apresent ados em j ogos de 2 ou 3 peças, sendo var iáveis a ent rada da rosca e o diâmet roef et ivo. A norma ANSI (Amer ican Nat ional St andard I nst it ut e) apresent a o macho em j ogo de 3peças, com variação apenas na ent rada, conhecido como per f il complet o.
A norma DI N (Deut sche I ndust r ie Nor men) apresent a o macho em j ogo de 2 ou 3 peças, comvar iação do chanf ro e do diâmet ro ef et ivo da rosca, conhecido como ser iado.
Observação: Diâmet ro ef et ivo - Nas roscas cil índr icas, o diâmet r o do cil indro é imaginário, suasuper f ície int ercept a os per f is dos f ilet es em uma posição tal que a largura do vão nesse pont o éigual à met ade do passo. Nas roscas, cujos f ilet es t êm per f is per f eit os, a int erseção se dá em umpont o onde a espessura do f ilet e é igual à largura do vão.
9 . 1 . 2 - M achos de Roscar - A máquina
Os machos, par a roscar a máquina, são apresent ados em 1 peça, sendo o seu f ormat o nor malizadopara ut il ização, ist o é, apr esenta seu compr iment o t ot al maior que o macho manual (DI N).
São 6 (seis) as car act er íst icas dos machos de roscar e são def inidas como:
Sist ema de r osca
As r oscas dos machos são de t r ês t ipos: Mét r ico, Whit wor t h e Amer icano.
Figur a 9.1
Figur a 9.2
Figur a 9.3
Figura 9.4
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 69/143
Educação Pr of issional 68
Sua aplicação
Os machos de roscar são f abr icados para roscar peças int ernament e.
Passo ou número de f ilet es por polegada
Est a caract eríst ica indica se a rosca é normal ou f ina.
Diâmet ro ext erno ou nominal
Ref ere-se ao diâmet ro ext erno da par t e r oscada.
Diâmet ro da espiga ou hast e cilíndr ica
É uma caract er íst ica que indica se o macho de roscar serve ou não para f azer r osca em f urosmais prof undos que o corpo roscado, pois exist em machos de r oscas que apresent am diâmet ro dahast e cilíndr ica igual ao da rosca ou inf er ior ao diâmet ro do corpo r oscado.
Sent ido da rosca
Ref ere-se ao sent ido da rosca, ist o é, se é dir eit a (righ t ) ou esquerda (lef t ).
9. 1. 3 - T ipos de macho de roscar
Ranhuras ret as, para uso geral.
Ranhuras helicoidais à dir eit a, para roscar f uros cegos (sem saída).
Fios alt ernados, menor at r it o, f acilit ando a penet ração do ref r igerant e e lubri f icante.
Ent r ada helicoidal, para f uros passant es. Empurr a as aparas para f r ent e, dur ant e o roscament o.
Figur a 9.5 Figur a 9.6
Figur a 9.7
Figur a 9.8
Figur a 9.9
Figura 9.10
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 70/143
Educação Pr of issional 69
Ranhuras cur t as helicoidais, para roscament o de chapas e f uros passant es.
Est es machos para r oscar são também conhecidos como machos de conf ormação, pois nãor emovem aparas e são ut il izados em mat er iais que se def ormam plast icament e.
Ranhuras ligeir ament e helicoidais à esquerda, para roscar f urospassant es na f abri cação deporcas.
9.2- SELEÇÃO DOS MACHOS DE ROSCAR, BROCAS E LUBRI FI CANTES OU REFRI GERANTES.
Para r oscar com machos é impor t ant e selecionar os machos e a broca com a qual se deve f azer af uração. Deve-se t ambém selecionar o t ipo de lubr if icant e ou r ef r igerant e que se usará durant e aaber t ura da rosca.
De um modo geral, escolhe-se os machos de roscar , de acordo com as especif icações do desenhoda peça, que estamos t r abalhando ou de acordo com as inst r uções recebidas.
Pode-se, t ambém, escolher os machos de roscar , t omando como ref erência o paraf uso que vai serutilizar.
Os diâmet ros nominais (diâmet ro ext erno) dos machos de roscar mais usados, assim, como osdiâmet r os das brocas que devem ser usadas na f uração, podem ser encont rados em t abelas.
9 . 2 . 1 - Condições de uso dos machos de r oscar
Para serem usados, eles devem est ar bem af iados e com t odos os f ilet es em bom est ado.
9. 2. 2- Conservação
Para se conservar os machos de roscar em bom est ado, é preciso limpá-los após o uso, evit arquedas ou choques, e guardá-los separados em seu est oj o.
Figura 9.11
Figura 9.12
Figura 9.13
Created with novaPDF Printer (www.novaPDF.com)
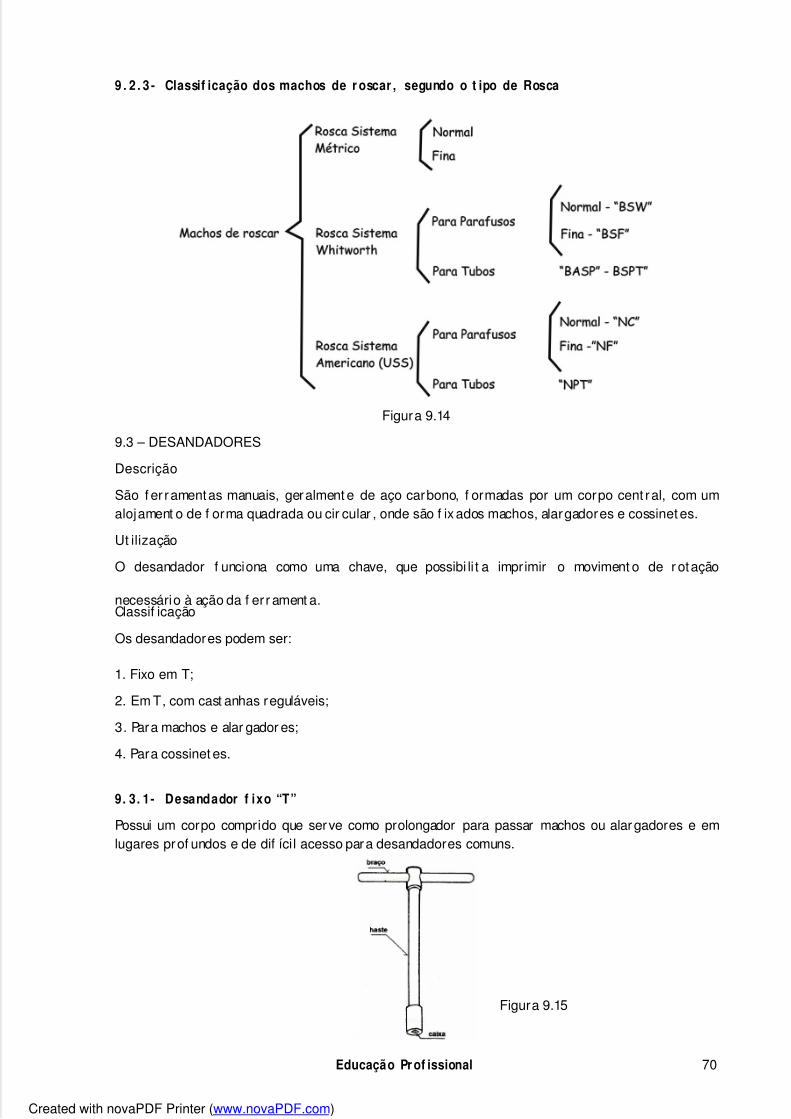
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 71/143
Educação Pr of issional 70
9 . 2 . 3 - Classif icação dos machos de r oscar , segundo o t ipo de Rosca
Figura 9.14
9.3 – DESANDADORES
Descrição
São f er ramentas manuais, geralment e de aço carbono, f ormadas por um corpo cent ral, com umalojament o de f orma quadrada ou cir cular , onde são f ix ados machos, alargadores e cossinet es.
Ut ilização
O desandador f unciona como uma chave, que possibi li t a imprimir o moviment o de r otação
necessário à ação da f er r ament a.Classif icação
Os desandadores podem ser:
1. Fixo em T;
2. Em T, com cast anhas reguláveis;
3. Para machos e alar gador es;
4. Para cossinet es.
9. 3. 1- Desandador f ixo “T”
Possui um corpo comprido que serve como prolongador para passar machos ou alargadores e emlugares prof undos e de dif ícil acesso para desandadores comuns.
Figura 9.15
Created with novaPDF Printer (www.novaPDF.com)
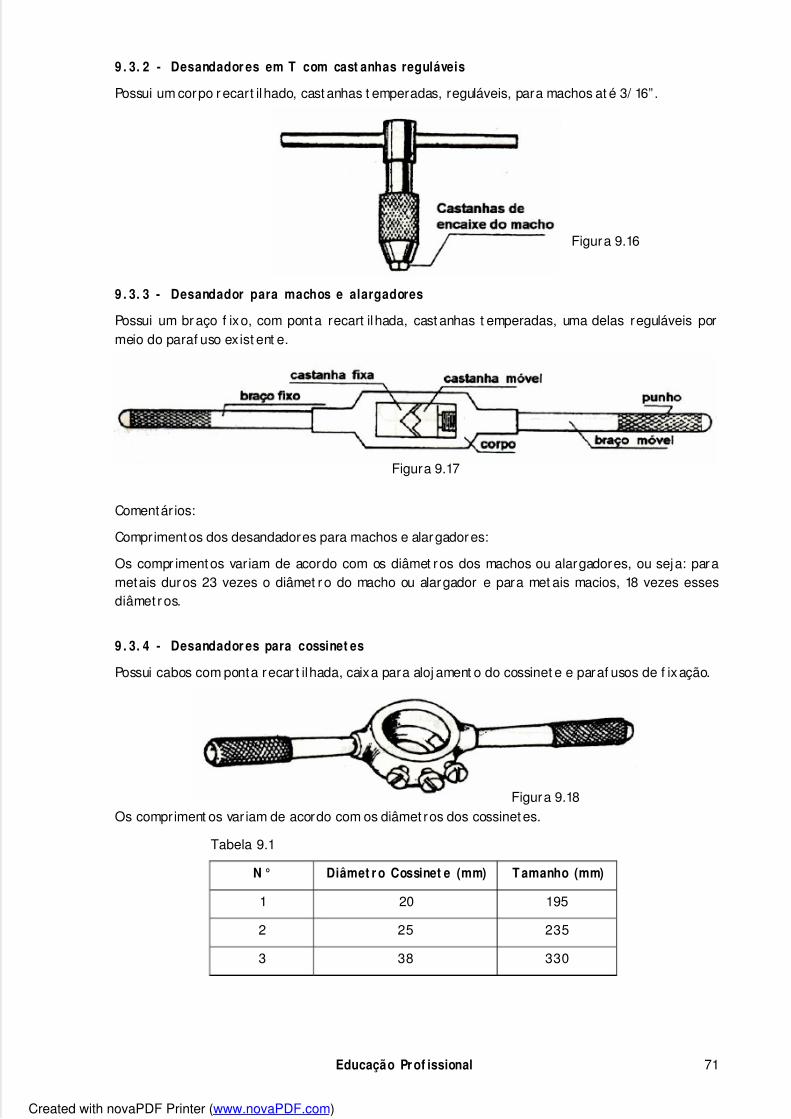
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 72/143
Educação Pr of issional 71
9 . 3. 2 - Desandador es em T com cast anhas reguláveis
Possui um corpo r ecart ilhado, cast anhas t emperadas, reguláveis, para machos at é 3/ 16” .
9 . 3. 3 - Desandador para machos e alargadores
Possui um br aço f ixo, com ponta recart ilhada, cast anhas t emperadas, uma delas reguláveis pormeio do paraf uso exist ent e.
Comentár ios:
Compriment os dos desandadores para machos e alargadores:
Os compr iment os variam de acordo com os diâmet ros dos machos ou alargadores, ou seja: parametais duros 23 vezes o diâmet ro do macho ou alargador e para met ais macios, 18 vezes essesdiâmet r os.
9 . 3. 4 - Desandador es para cossinet es
Possui cabos com ponta recar t ilhada, caixa para aloj ament o do cossinet e e paraf usos de f ixação.
Os compriment os var iam de acordo com os diâmet ros dos cossinet es.
Tabela 9.1
N ° Diâmet r o Cossinet e (mm) T amanho (mm)
1 20 195
2 25 235
3 38 330
Figura 9.16
Figura 9.17
Figura 9.18
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 73/143
Educação Pr of issional 72
9.4 – COSSI NETES
São f err ament as de cor t e, const r uídas de aço especial t emperado, com f uro cent ral f ilet ado.
Os cossinet es são semelhant es a uma porca, com canais per if ér icos dispost os t ecnicament e emt orno do f uro cent r al f ilet ado, e o diâmet r o ext erno varia de acordo com o diâmet ro da r osca. Oscanais per if ér icos f ormam as arest as cor t ant es e permit em a saída das aparas. Os mesmospossuem geralment e uma f enda, no sent ido da espessur a, que permit e a regulagemda
prof undidade do cor t e, at ravés do paraf uso cônico, inst alado na f enda, ou dos paraf usos der egulagem do por t a-cossinet e.
Caract eríst icas dos cossinet es Sist ema da rosca;
Passo ou número de f ios por polegada;
Diâmet r o nominal;
Sent ido da rosca.
Uso dos cossinet es
São usados para abr ir r oscas ext ernas em peças cil índr icas de um det erminado diâmet ro, taiscomo paraf usos, t ubos et c.
Escolha dos cossinet es
A escolha dos cossinet e é levando-se em conta as suas caract er íst icas, em r elação à rosca que sepret ende execut ar.
9. 4. 1 - Cossinet e bipart ido
É f ormado por duas placas de aço t emperado, com f ormat o especial, t endo apenas duas arestascor t antes. As aparas que se f ormam na operação são eliminadas at ravés dos canais de saída doscossinet es.
Figura 9.19Figura 9.20
Figura 9.21
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 74/143
Educação Pr of issional 73
Ar est as cor t ant es: c e d
f = ângulo de f olga
E = ângulo de gume
S = ângulo de saída das aparas
Os cossinet es bipart idos são mont ados em um port a-cossinetes especial e sua regulagem é f eit aat ravés de um par af uso de ajuste, aproximando-os nas sucessivas passadas, até a f ormação do
per f il da rosca desejada.
9. 4. 2 - Cossinet e de pent e
Const it ui-se numa caixa circular , em cujo int er ior se encont ram quat r o ranhuras. Nessasr anhuras, são colocados quat ro pentes f ilet ados, os quais, por meio de um anel de ranhurasinclinadas, abr em os f ilet es da rosca na peça, t ant o no sent ido r adial como no sent ido t angencial.
As par t es cort ant es são de arestas chanf radas junt o ao início, para auxiliar a ent rada da r osca.
Alguns espaçadores r eguláveis separam os pent es ent re si e mant êm cent ralizada a peça queest ej a sendo roscada.
Figura 9.22
Figur a 9.23
Figura 9.24
Created with novaPDF Printer (www.novaPDF.com)
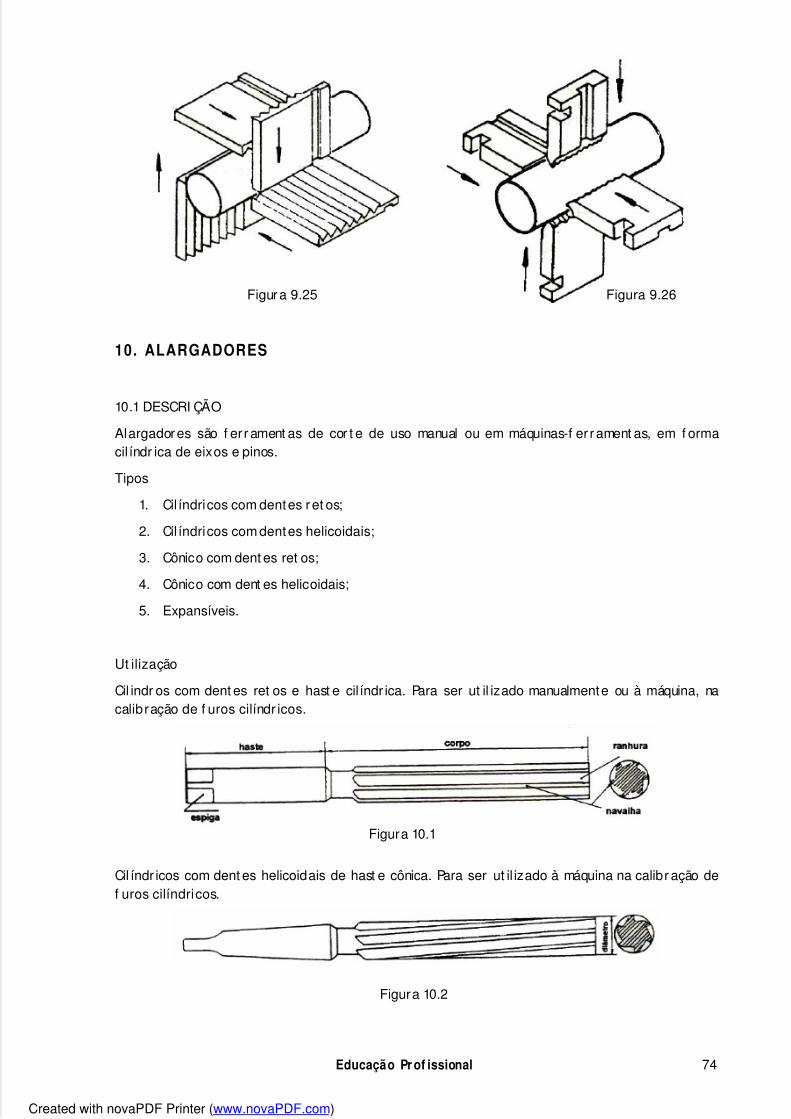
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 75/143
Educação Pr of issional 74
10. ALARGADORES
10.1 DESCRI ÇÃO
Alargadores são f er r ament as de cor t e de uso manual ou em máquinas-f er rament as, em f ormacil índr ica de eixos e pinos.
Tipos
1. Cil índricos com dentes ret os;
2. Cil índricos com dentes helicoidais;
3. Cônico com dent es ret os;
4. Cônico com dent es helicoidais;
5. Expansíveis.
Ut ilização
Cil indr os com dent es ret os e hast e cil índr ica. Para ser ut il izado manualmente ou à máquina, nacalibração de f uros cilíndr icos.
Cil índr icos com dent es helicoidais de hast e cônica. Para ser ut il izado à máquina na calibr ação def uros cilíndricos.
Figura 9.26Figura 9.25
Figura 10.1
Figura 10.2
Created with novaPDF Printer (www.novaPDF.com)
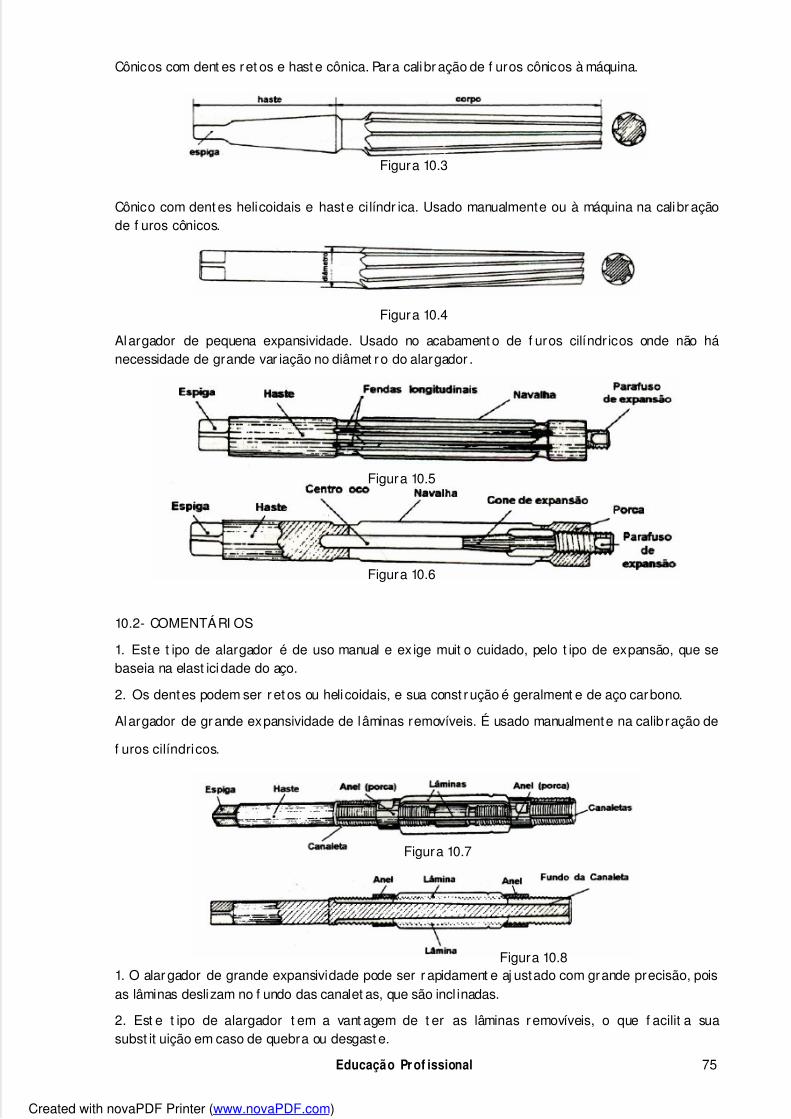
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 76/143
Educação Pr of issional 75
Cônicos com dent es ret os e hast e cônica. Para calibr ação de f uros cônicos à máquina.
Cônico com dent es helicoidais e hast e cilíndr ica. Usado manualmente ou à máquina na calibr açãode f uros cônicos.
Alargador de pequena expansividade. Usado no acabament o de f uros cilíndr icos onde não hánecessidade de grande var iação no diâmet ro do alargador .
10.2- COMENTÁRI OS
1. Este t ipo de alargador é de uso manual e ex ige muit o cuidado, pelo t ipo de expansão, que sebaseia na elast ici dade do aço.
2. Os dentes podem ser r et os ou helicoidais, e sua const rução é geralment e de aço carbono.
Alargador de grande expansividade de lâminas removíveis. É usado manualmente na calibração de
f uros cilíndricos.
1. O alar gador de grande expansividade pode ser r apidament e aj ustado com grande precisão, poisas lâminas deslizam no f undo das canalet as, que são incl inadas.
2. Est e t ipo de alargador t em a vant agem de t er as lâminas removíveis, o que f acilit a suasubst it uição em caso de quebra ou desgast e.
Figura 10.3
Figura 10.4
Figura 10.6
Figura 10.8
Figura 10.5
Figura 10.7
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 77/143
Educação Pr of issional 76
11 . MÁQ UI NAS – FERRAMENT AS
11.1 – FURADEI RAS
São máquinas-f er r amentas dest inadas à execução de operações de f urar , escar ear , alargar,r ebaixar e roscar com machos.
Funcionament o
O moviment o da f er rament a é recebido do mot or at r avés de polias escalonadas e cor reias ou um j ogo de engrenagens possibil it ando uma gama de r pm.
O avanço da f er rament a pode ser manual ou aut omát ico.
11.1.1 – Furadeira de bancada
Figura 11.1
São mont adas sobr e bancadas de madeira ou aço.
11 . 1. 2 - Furadeira de coluna
Figura 11.2
Created with novaPDF Printer (www.novaPDF.com)
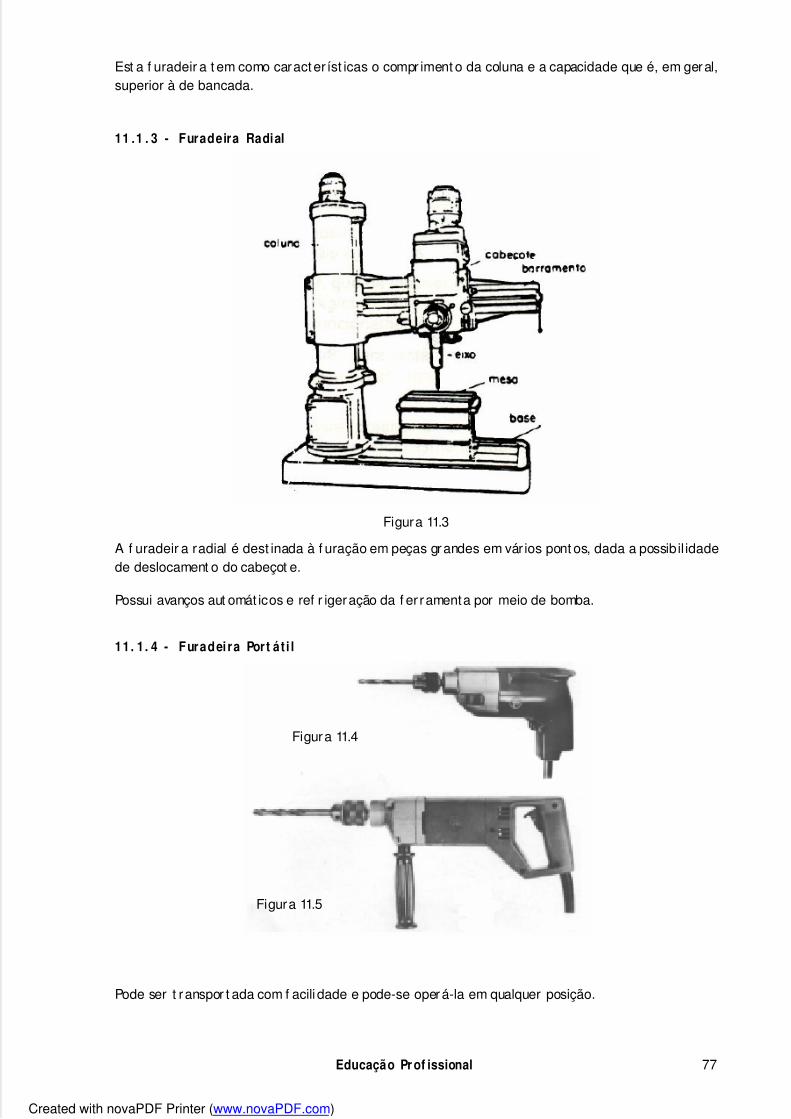
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 78/143
Educação Pr of issional 77
Est a f uradeir a t em como caract er íst icas o compr iment o da coluna e a capacidade que é, em geral,superior à de bancada.
11 .1 . 3 - Furadeira Radial
Figura 11.3
A f uradeir a radial é dest inada à f uração em peças grandes em vár ios pont os, dada a possibil idadede deslocament o do cabeçot e.
Possui avanços aut omát icos e ref r igeração da f er ramenta por meio de bomba.
11. 1. 4 - Furadei ra Port át i l
Pode ser t ranspor t ada com f acili dade e pode-se operá-la em qualquer posição.
Figura 11.4
Figura 11.5
Created with novaPDF Printer (www.novaPDF.com)
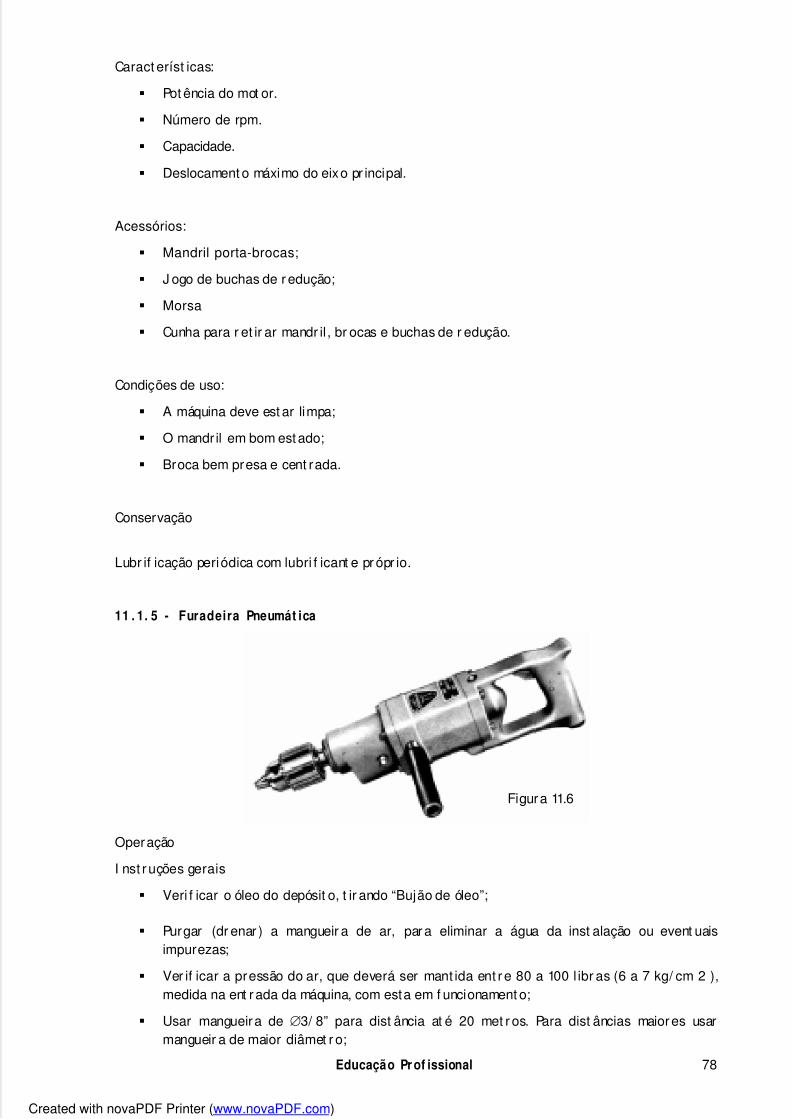
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 79/143
Educação Pr of issional 78
Caract eríst icas:
Pot ência do mot or.
Número de rpm.
Capacidade.
Deslocament o máximo do eixo pr incipal.
Acessórios:
Mandril porta-brocas;
J ogo de buchas de r edução;
Morsa
Cunha para r et ir ar mandr il , br ocas e buchas de r edução.
Condições de uso:
A máquina deve est ar limpa;
O mandr il em bom est ado;
Broca bem presa e cent rada.
Conservação
Lubr if icação periódica com lubri f icant e pr ópr io.
11 . 1. 5 - Furadeira Pneumát ica
Operação
I nst ruções gerais
Veri f icar o óleo do depósit o, t ir ando “Bujão de óleo”;
Purgar (dr enar ) a mangueir a de ar, para eliminar a água da inst alação ou event uaisimpurezas;
Ver if icar a pressão do ar, que deverá ser mant ida ent re 80 a 100 l ibr as (6 a 7 kg/ cm 2 ),medida na ent rada da máquina, com esta em f uncionament o;
Usar mangueira de 3/ 8” para dist ância at é 20 met r os. Para dist âncias maiores usarmangueir a de maior diâmet r o;
Figura 11.6
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 80/143
Educação Pr of issional 79
Não usar alavancas para pressionar a “Furadeir a”. O esf orço t r ansmit ido deverá sersimplesment e manual.
Lubr if icação
Turbina, Regulador e Redutor
Colocar óleo no depósit o, pelo “Bujão de Óleo” cada 8 (oit o) horas de serviços cont ínuo; O uso de Lubr if icador de Linha”, dispensa est a operação;
Lubr if icar o “Regulador”, “Rolament os da Turbina” e o “Redut or” cada semana de serviçocont ínuo, colocando graxa pelo “Bujão Engraxadeir a”;
Fazer revisão complet a, cada quat r o meses de serviços cont ínuo, desmont ando emontando a máquina;
Não deixar a máquina parada mais de uma semana, sem t ê-la revisado e lubr if icadopreviament e.
11.2 – LI XADEI RAS
Equipament o ut il izado para desbast e e acabament o em peças met álicas ou não, ut il izandomoviment o gir at óri o ou alt ernat ivo com lixas das vár ias granulações. Serve t ambém para poli rpeças com auxílio de massa de poli r , e acessór io especial para poliment o.
Figura 11.7 - Lixadeira de Cint a Figura 11.8 - Lixadeira Angular
Figura 11.9 - Lixadeira Oscilant e Figura 11.10 - Polit r iz Angular
11.3 – ESMERI LHADEI RAS
São máquinas dest inadas ao esmer ilhament o de mat er iais, pr incipalment e a af iação def err ament as.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 81/143
Educação Pr of issional 80
11 . 3. 1 - Esmerilhadeira de pedest al
Os mais comuns o mot or t em a pot ência de 1 CV, gir ando com 1.450 a 1750 rpm.
Const it uição
São const it uídas geralment e de um mot or elét r ico, em cujo eixo se f ixam, os rebolos: umconst it uído de grãos médios dest inado ao desbast e de mater iais e out ro de grãos f inos paraacabament o dos gumes das f er ramentas de cor t e.
Exist em esmeri lhadeiras de pedest al com mot ores de maior pot ência e com r ebolos de maioresdiâmet r os dest inados a desbast es grosseiros e r ebarbament o de peças de f undição.
11 . 3. 2 - Esmerilhadeira de bancada
É f ix ada na bancada. O mot or t em em geral a pot ência de ¼ a ½CV com uma rot ação de 1.450 a2.800 r pm.
É ut il izado na af iação de pequenas f er rament as de cor t e.
Figura 11.11
Figura 11.12
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 82/143
Educação Pr of issional 81
1 1. 3. 3 - Esmerilhadeira de bancada para af iação de f err ament as de carbonet o met álico.
Est e t ipo de esmer ilhadeir a possui r ebolos especiais e apoio lat eral para esse t ipo de f er rament a.
Cuidados:
1. Ut il izar r ebolos própr ios, observando as r otações indicadas nos mesmos;2. O f uro do rebolo deve estar j ust o no eixo e em esquadro com a f ace;
3. O r ebolo deve estar bem balanceado a f im de evit ar vibrações e imper f eições na super f ícieesmerilhada.
11 . 3. 4 - Esmerilhadeira Pneumática
Figura 11.14
Operação
I nst ruções Gerais
Veri f icar o óleo no depósit o da “Carcaça da Chave”, t ir ando o “Buj ão de Óleo”;
Veri f icar a rotação recomendada para o rebolo que se desej a usar . Est a rotação nãodeverá ser inf eri or a da Esmeri lhadeir a;
Ver if icar se a f err ament a (rebolo, pont a mont ada, f r esa et c.) está bem aper t ada;
Drenar (Purgar ) a mangueir a par a eliminar a água da inst alação ou event uais impurezas.
Ver if icar a pressão de ar que deverá ser mant ida ent r e 80 a 100 l ibr as (6 a 7 Kg/ cm² )medidas na ent rada da Esmeri lhadeir a quando a mesma est iver em f uncionament o;
Usar mangueira 5/ 16” para dist âncias at é 30 met r os. Para dist âncias maiores usarmangueir a de maior diâmet r o;
Veri f icar que o diâmet ro da Hast e da Pont a Montada coincide com o f uro da “Bucha” oudo “Corpo do Mandr il ” da máquina, ou sej a: não mist urar f er ramentas com hast e emmilímet r o com port a-f er rament as em polegadas e vice versa;
Figura 11.13
Created with novaPDF Printer (www.novaPDF.com)
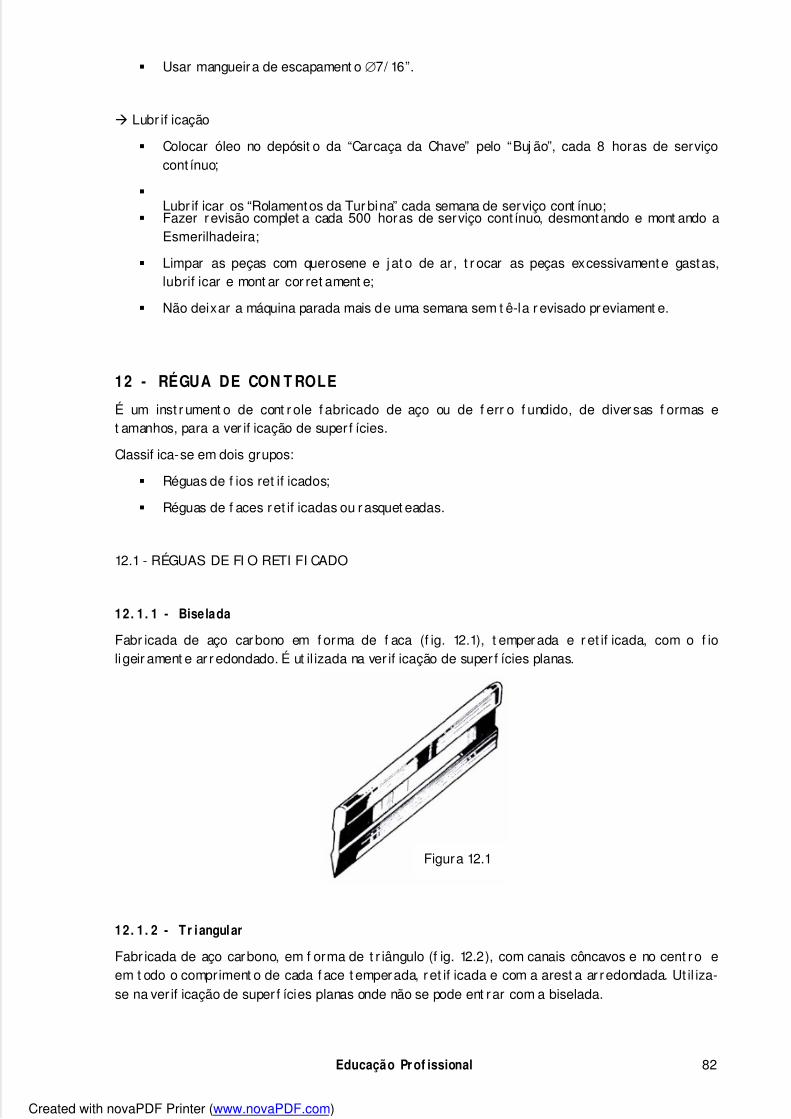
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 83/143
Educação Pr of issional 82
Usar mangueira de escapament o 7/ 16”.
Lubr if icação
Colocar óleo no depósit o da “Carcaça da Chave” pelo “Buj ão”, cada 8 horas de serviçocont ínuo;
Lubr if icar os “Rolamentos da Tur bina” cada semana de serviço cont ínuo; Fazer r evisão complet a cada 500 horas de serviço cont ínuo, desmontando e mont ando a
Esmerilhadeira;
Limpar as peças com querosene e j at o de ar , t r ocar as peças excessivament e gastas,lubrif icar e mont ar cor ret ament e;
Não deixar a máquina parada mais de uma semana sem t ê-la r evisado previament e.
12 - RÉGUA DE CON T ROLE
É um inst r ument o de cont r ole f abricado de aço ou de f err o f undido, de diversas f ormas et amanhos, para a ver if icação de super f ícies.
Classif ica-se em dois grupos:
Réguas de f ios ret if icados;
Réguas de f aces ret if icadas ou rasquet eadas.
12.1 - RÉGUAS DE FI O RETI FI CADO
12. 1. 1 - Biselada
Fabr icada de aço carbono em f orma de f aca (f ig. 12.1), t emperada e r et if icada, com o f ioligeir ament e ar r edondado. É ut il izada na ver if icação de super f ícies planas.
12. 1. 2 - Tr iangular
Fabr icada de aço carbono, em f orma de t r iângulo (f ig. 12.2), com canais côncavos e no cent ro eem t odo o compriment o de cada f ace t emperada, r et if icada e com a arest a ar redondada. Ut il iza-se na ver if icação de super f ícies planas onde não se pode ent rar com a biselada.
Figura 12.1
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 84/143
Educação Pr of issional 83
12.2 - RÉGUAS DE FACES RETI FI CADAS
12 .2 . 1 - Régua de f ace plana
Fabr icada de f er r o f undido, com as f aces planas r et if icadas ou rasquet eadas (f ig 12.3,12.4 e12.5).
Ut il iza-se para det erminar as part es alt as de super f ícies planas que vão ser rasquet eadas, t aiscomo as de barr ament o de tornos e de out ras.
12 . 2. 2 - Régua t riangular plana
Fabr icada de f err o f undido em f orma de prisma com suas f aces ret if icadas ou rasquet eadas (f ig.
12.6). Ut il iza-se para ver if icar a planeza de duas superf ícies em ângulo agudo, igual ou maior que60º det erminados os pont os alt os a serem r asquet eadas.
12.3 - DI MENSÕES1. A r égua deve ser sempr e um compr iment o maior que a super f ície a ser veri f icada;
2. Os cat álogos dos f abr icant es indicam as dimensões das réguas que se podem encont rar nocomércio;
12.4 - CONDI ÇÕES DE USO
Ant es de usar as réguas veri f ique se as arestas ou f aces de cont role estão em per f eit ascondições.
12.5 - CONSERVAÇÃO
1. Evit e o cont at o da régua com out ras f er rament as, para não danif icá-la;
Figura 12.2
Figura 12.3 Figura 12.4
Figura 12.5
Figura 12.6
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 85/143
Educação Pr of issional 84
2. Limpe-a, lubr if ique-a e guarde-a em caixa apropriada.
12.6 - RESUMO
Fio r etif icado
(aço t emperado)
Biselada
Triangular
Ver if icação pelo f ioRÉGUAS
DE
CONTROLE
Faces ret if icadas ou rasquet eadas
(f err o f undido)
Faces planas
Tr iangular plana
Ver if icação pela f ace
12.7 - CUI DADOS
Face ou f io em per f eit as condições;
Evit ar cont ato com out ras f er rament as;
Limpar, lubr if icar e guardar em caixa apropriada;
13 . SUBSTÂN CI A PARA RECOBRI REM SUPERFÍ CI ES A T RAÇAR
São soluções corant es t ais como: verniz, solução de alvaiade, gesso diluído, gesso seco, sulf at o decobr e e t int a negra especial. Estas soluções usam-se para pint ar as superf ícies das peças quedevem ser t raçadas, com a f inalidade de que o t raçado sej a mais nít ido. O t ipo de solução a serut il izada depende da super f ície do mater ial e da precisão do t r açado.
13.1 - CARACTERÍ STI CAS DAS SOLUÇÕES E APLI CAÇÕES
1 3 . 1 . 1 - V er nizÉ uma goma – laca e álcool, na qual adiciona-se anil ina para lhe dar cor , emprega-se t r açado deprecisão em super f ícies lisas ou polidas.
13 . 1. 2 - Solução de Alvaiade
É uma solução obt ida diluindo-se o alvaiade (óxido de zinco) em água. Emprega-se nor ecobrimento de peças em br ut o, para t r açados sem grande pr ecisão.
13 . 1. 3 - Gesso diluídoÉ uma solução de gesso, água e cola comum de madeira. Para cada quilograma de gesso, adiciona-se 8 li t r os de água. Est a mist ura deve ser f ervida, adicionando-lhe depois 50g de cola.
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 86/143
Educação Pr of issional 85
A cola deve ser dissolvida a par t e. Para evit ar que se est rague, adiciona-se um pouco de li nhaça esecant e. Aplica-se em peças em bruto com pincel. Para maior r endiment o, j á exist empulver izadores com a solução pr eparada.
13 .1 . 4 - Gesso seco
É ut ili zado em f orma de giz. Aplica-se f r iccionando–o sobre a super f ície a ser t r açada, em peças
em br ut o e em t raçados de pouca precisão.
13 . 1. 5 - Soluções de Sulf at o de Cobre
Prepara-se dissolvendo no cont eúdo de um copo d’água t r ês colher es das de caf é cheias desulf at o de cobr e t r it urado. Aplica-se com pincel, em peças li sas de aço ou f er r o f undido, emt raçados de precisão. Com est a solução é necessár io t omar as seguint es precauções:
a) Evit ar que se der rame sobr e as f er rament as, pois est a solução produz oxidação;
b) Lavar as mãos após usar a solução;
NÃO ESQUEÇA QUE O SULFATO DE COBRE É VENENOSO
13 .1 . 6 - Tint a negra especial
Encont ra-se no comércio j á prepar ada e é ut il izada em metais de cor clar a, como o alumínio;
Tabela 13.1 - Resumo
SUBSTÂN CI A COM POSI ÇÃO SUPERFÍ CI ES TRAÇADO
Verniz Goma-laca
Álcool
Anilina
Lisas ou polidas Preciso
Solução de Alvaiade Alvaiade
Água
Em brut o Sem precisão
Gesso diluído Gesso
Água
Cola comum de madeira
Óleo de linhaça
Secant e
Em brut o Sem precisão
Gesso seco Gesso comum(giz) Em br ut o Pouca precisão
Solução de sulf at o decobr e (venenosa)
Sulf at o de cobre t r it urado
Água
Lisas: de aço ou def err o f undido
Preciso
Tint a negra especial J á preparada no comércio De met ais claros Qualquer
Created with novaPDF Printer (www.novaPDF.com)
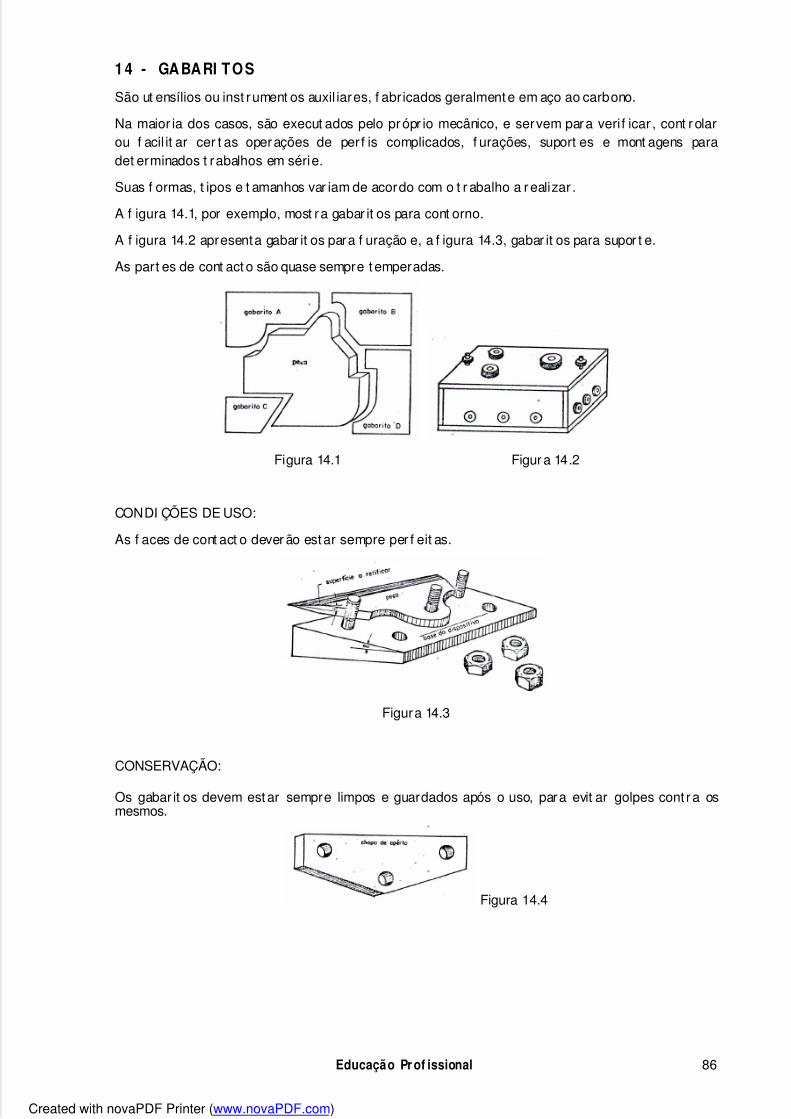
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 87/143
Educação Pr of issional 86
1 4 - GA BA RI TOS
São ut ensílios ou inst rument os auxil iares, f abr icados geralment e em aço ao carbono.
Na maior ia dos casos, são execut ados pelo própr io mecânico, e servem para veri f icar , cont rolarou f acil it ar cer t as operações de per f is complicados, f urações, suport es e mont agens paradet erminados t rabalhos em série.
Suas f ormas, t ipos e t amanhos var iam de acordo com o t r abalho a realizar .
A f igura 14.1, por exemplo, most ra gabar it os para cont orno.
A f igura 14.2 apresenta gabar it os para f uração e, a f igura 14.3, gabar it os para supor t e.
As part es de cont act o são quase sempre t emperadas.
Figura 14.1 Figura 14.2
CONDI ÇÕES DE USO:
As f aces de cont act o dever ão estar sempre per f eit as.
Figura 14.3
CONSERVAÇÃO:
Os gabar it os devem est ar sempre limpos e guardados após o uso, para evit ar golpes cont ra osmesmos.
Figura 14.4
Created with novaPDF Printer (www.novaPDF.com)
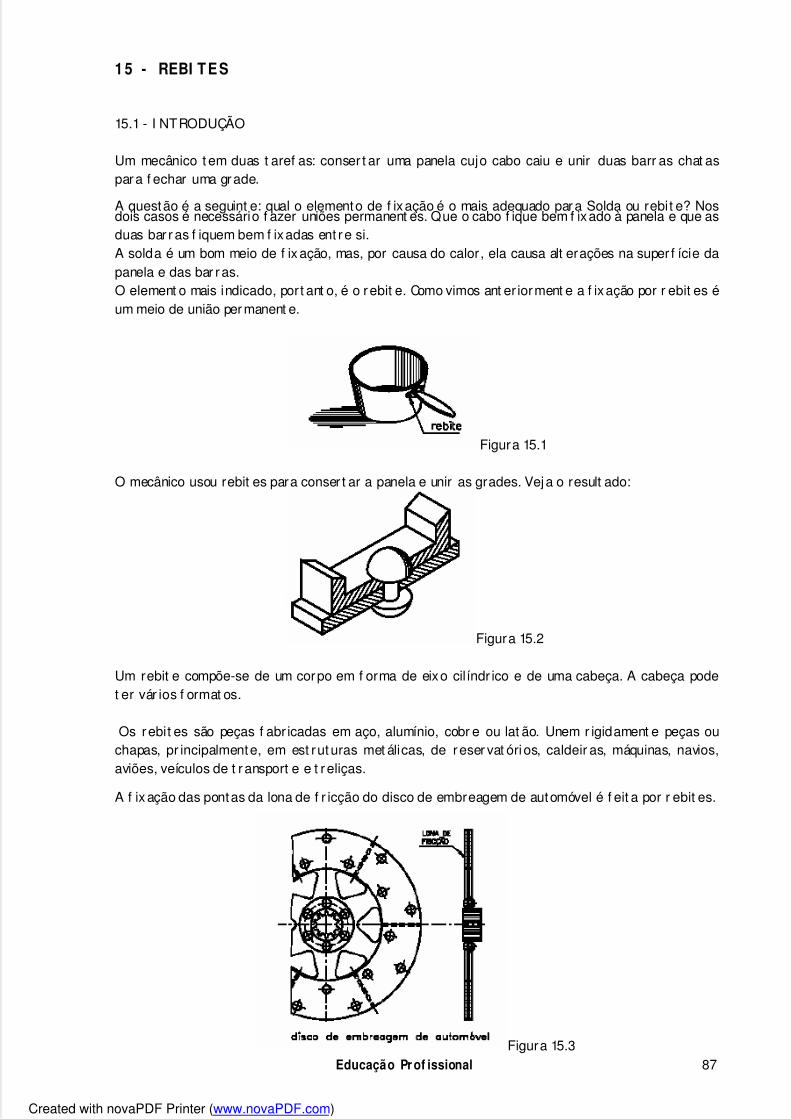
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 88/143
Educação Pr of issional 87
1 5 - REBI TES
15.1 - I NTRODUÇÃO
Um mecânico t em duas t aref as: conser t ar uma panela cujo cabo caiu e unir duas barr as chat aspara f echar uma grade.
A questão é a seguint e: qual o elemento de f ixação é o mais adequado para Solda ou rebit e? Nosdois casos é necessário f azer uniões permanent es. Que o cabo f ique bem f ixado à panela e que asduas bar r as f iquem bem f ixadas ent re si.A solda é um bom meio de f ix ação, mas, por causa do calor, ela causa alt erações na super f ície dapanela e das bar ras.O element o mais indicado, port ant o, é o r ebit e. Como vimos ant er iorment e a f ixação por r ebit es éum meio de união permanent e.
Figura 15.1
O mecânico usou rebit es para conser t ar a panela e unir as grades. Veja o result ado:
Figura 15.2
Um rebit e compõe-se de um corpo em f orma de eixo cilíndr ico e de uma cabeça. A cabeça podet er vár ios f ormat os.
Os rebit es são peças f abr icadas em aço, alumínio, cobr e ou lat ão. Unem r igidament e peças ouchapas, pr incipalmente, em est rut uras met álicas, de reser vat óri os, caldeir as, máquinas, navios,aviões, veículos de t r ansport e e t r eliças.
A f ix ação das pontas da lona de f r icção do disco de embreagem de automóvel é f eit a por r ebit es.
Figura 15.3
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 89/143
Educação Pr of issional 88
Out ro exemplo de aplicação, vist o na mesma f igura, é a f ixação da lona de f r icção da sapat a def reio de aut omóvel. O rebit e t ambém é usado para f ixação de t erminais de cint as e lona.
Figur a 15.4
15.2 - TI POS DE REBI TE E SUAS PROPORÇÕES
O quadr o a seguir most ra a classif icação dos rebit es em f unção do f ormat o da cabeça e de seuempr ego em geral.
Tabela 15.1
T ipos de r ebit e Format o da cabeça EmpregoCabeça r edonda lar ga
Cabeça r edonda est r eit aLar gament e ut ilizados devido à
resist ência que of erecem.
Cabeça escareada chata larga
Cabeça escareada chata est r eit a
Empregados em uniões que nãoadmit em saliências.
Cabeça escareada com calot a
Cabeça t ipo panela
Empregados em uniões queadmit em pequenas sali ências.
Cabeça cilíndr ica Usados nas uniões de chapas comespessura máxima de 7 mm.
A f abr icação de rebit es é padr onizada, ou seja, segue normas t écnicas que indicam medidas dacabeça, do cor po e do compriment o út il dos r ebit es.
No quadr o a seguir apresent amos as proporções padronizadas para os rebit es. Os valores que
aparecem nas ilust r ações são const ant es, ou sej a, nunca mudam.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 90/143
Educação Pr of issional 89
Tabela 15.2
Cabeça redonda lar ga
Cabeça redonda est reit a
Cabeça escareada chata larga
Cabeça escar eada chata est r eit a
Cabeça escareada com calot a
Cabeça t ipo panela
Cabeça cilíndrica
O que signif ica 2 x d para um rebit e de cabeça redonda larga, por exemplo?Signif ica que o diâmet ro da cabeça desse rebit e é duas vezes o diâmet ro do seu corpo.
Se o rebit e t iver um corpo com diâmet ro de 5 mm, o diâmet ro de sua cabeça será igual a 10 mm,pois 2 x 5 mm = 10 mm.
Essa f orma de cálculo é a mesma para os demais r ebit es.
O quadro apresent a alguns t ipos de rebit e, segundo a f orma de suas cabeças. Mas é grande avariedade dos t ipos de rebit e. Um mecânico precisa conhecer o maior número possível para saberescolher o mais adequado a cada t rabalho a ser f eit o. Vamos ver out r os exemplos.
Em est rut uras met álicas, você vai usar r ebit es de aço de cabeça redonda:
Figura 15.5
Diâmet ros padr onizados: de 10 at é 36 mm (d).
Compr imentos út eis padr onizados: de 10 at é 150 mm (L).
Em serviços de f unilar ia você vai empregar, pr incipalment e, r ebit es com cabeça redonda ou com
cabeça escareada. Veja as f iguras que represent am esses dois t ipos de rebit es e suas dimensões:
Created with novaPDF Printer (www.novaPDF.com)
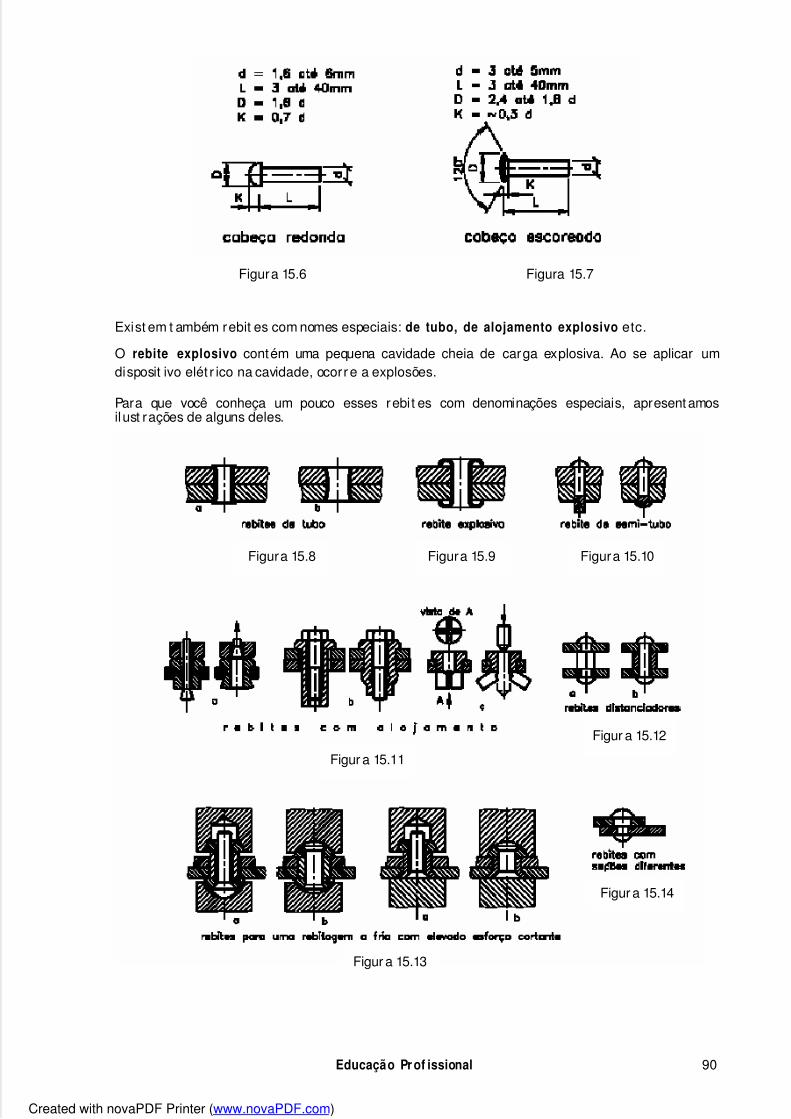
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 91/143
Educação Pr of issional 90
Figura 15.6 Figura 15.7
Exist em t ambém rebit es com nomes especiais: de tubo, de alojamento explosivo etc.
O rebite explosivo contém uma pequena cavidade cheia de carga explosiva. Ao se aplicar umdisposit ivo elét r ico na cavidade, ocorre a explosões.
Para que você conheça um pouco esses rebit es com denominações especiais, apresent amosilust rações de alguns deles.
Figura 15.8 Figura 15.9 Figura 15.10
Figur a 15.11
Figur a 15.13
Figur a 15.12
Figur a 15.14
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 92/143
Educação Pr of issional 91
Além desses rebit es, destaca-se, pela sua impor t ância, o r ebit e de r epuxo, conhecido por “ r ebit epop”. È um element o especial de união, empregado par a f ix ar peças com r apidez, economia esimplicidade.
Abaix o most ramos a nomenclat ura de um rebit e de repuxo.
Figur a 15.15
Os rebit es de repuxo podem ser f abr icados com os seguint es mater iais met álicos: aço-carbono;aço inoxidável; alumínio; cobr e; monel (l iga de níquel e cobr e).
15.3 - ESPECI FI CAÇÕES DE REBI TES
Vamos supor que você precise unir peças para f azer uma mont agem com bar ras de met al ou out r ot ipo de peça. Se essa união f or do t ipo de f ixação permanent e, você vai usar r ebit es.
Para adquir ir os rebit es adequados ao seu t rabalho, é necessár io que você conheça suasespecif icações, ou sej a:
De que mat er ial é f eit o;
O t ipo de sua cabeça;
O diâmet ro do seu cor po;
O seu compriment o út il .
O compriment o út il do rebi t e cor responde à par t e do corpo que vai f ormar a união. A par t e quevai f icar f ora da união é chamada sobra necessária e vai ser usada para f ormar a out ra cabeçado rebit e. No caso de rebit e com cabeça escar eada, a alt ura da cabeça do rebit e t ambém f azpar t e do seu compr iment o út il . O símbolo usado para indicar compriment o út il é (L) e o símbolopara indicar a sobra necessária é (z ).
Na especif icação do rebit e é impor t ant e você saber qual será o seu comprimento út il (L) e asobra necessár ia (z). Nesse caso, é preciso levar em conta:
o diâmet ro do rebit e;
o t ipo de cabeça a ser f ormado;
o modo como vai ser f ixado o r ebit e: a f r io ou a quent e.
As f iguras most ram o excesso de mat er ial (z) necessár io para se f ormar a segunda cabeça dor ebit e em f unção dos f ormat os da cabeça, do compriment o út il (L) e do diâmet ro do rebit e (d).
Created with novaPDF Printer (www.novaPDF.com)
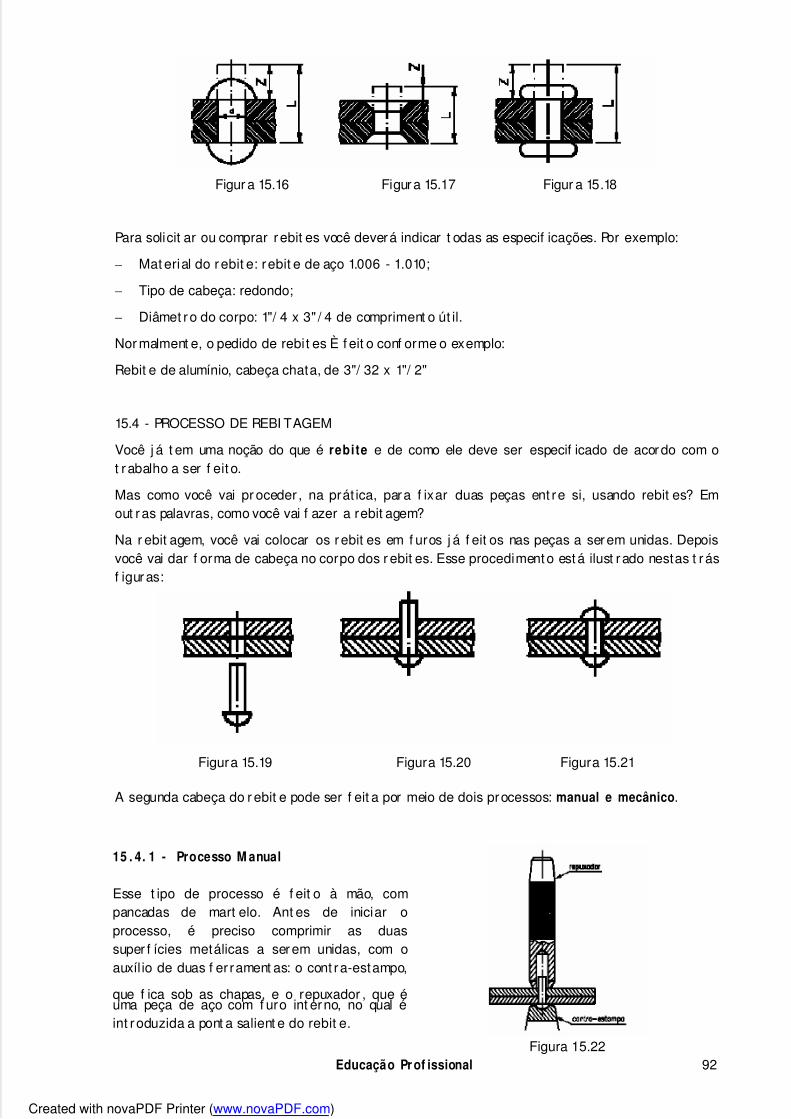
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 93/143
Educação Pr of issional 92
Figur a 15.16 Figura 15.17 Figur a 15.18
Para solicit ar ou comprar r ebit es você deverá indicar t odas as especif icações. Por exemplo:
Mat erial do rebit e: rebit e de aço 1.006 - 1.010;
Tipo de cabeça: redondo;
Diâmet ro do corpo: 1"/ 4 x 3" / 4 de compriment o út il.
Nor malment e, o pedido de rebit es È f eit o conf orme o exemplo:
Rebit e de alumínio, cabeça chata, de 3"/ 32 x 1"/ 2"
15.4 - PROCESSO DE REBI TAGEM
Você j á t em uma noção do que é rebite e de como ele deve ser especif icado de acordo com ot rabalho a ser f eit o.
Mas como você vai pr oceder , na prát ica, para f ixar duas peças ent re si, usando rebit es? Emout ras palavras, como você vai f azer a rebit agem?
Na r ebit agem, você vai colocar os rebit es em f uros j á f eit os nas peças a serem unidas. Depoisvocê vai dar f orma de cabeça no corpo dos r ebit es. Esse procediment o est á ilust r ado nestas t r ásf iguras:
Figura 15.19 Figura 15.20 Figura 15.21
A segunda cabeça do r ebit e pode ser f eit a por meio de dois processos: manual e mecânico.
15 . 4. 1 - Processo M anual
Esse t ipo de processo é f eit o à mão, compancadas de mart elo. Ant es de iniciar oprocesso, é preciso comprimir as duassuper f ícies metálicas a serem unidas, com oauxíl io de duas f er rament as: o cont ra-estampo,
que f ica sob as chapas, e o repuxador , que éuma peça de aço com f uro int erno, no qual éint r oduzida a pont a salient e do rebit e.
Figura 15.22
Created with novaPDF Printer (www.novaPDF.com)
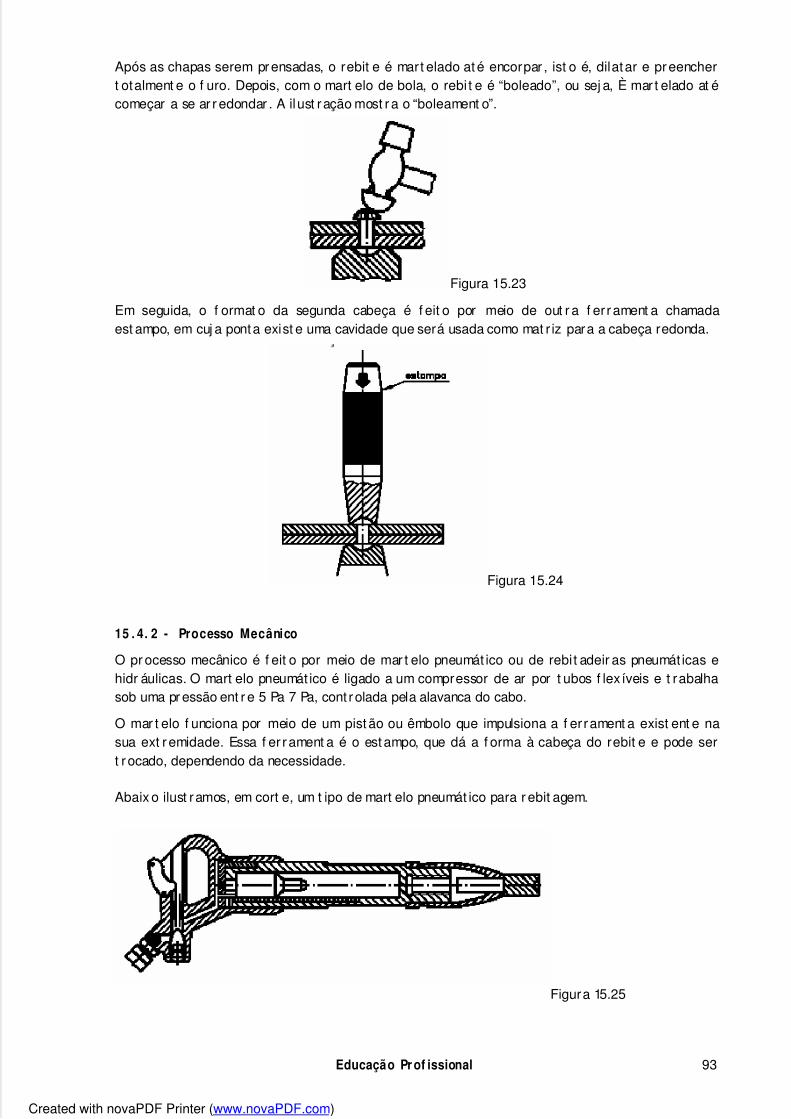
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 94/143
Educação Pr of issional 93
Após as chapas serem prensadas, o rebit e é mart elado at é encorpar , ist o é, dilatar e preenchert otalment e o f uro. Depois, com o mart elo de bola, o rebi t e é “boleado”, ou sej a, È mar t elado at écomeçar a se ar r edondar . A ilust ração most ra o “boleament o”.
Figura 15.23
Em seguida, o f ormat o da segunda cabeça é f eit o por meio de out r a f er rament a chamadaest ampo, em cuj a ponta exist e uma cavidade que será usada como mat r iz para a cabeça redonda.
Figura 15.24
15 . 4. 2 - Processo Mecânico
O pr ocesso mecânico é f eit o por meio de mar t elo pneumát ico ou de rebit adeir as pneumát icas ehidr áulicas. O mart elo pneumát ico é ligado a um compressor de ar por t ubos f lex íveis e t rabalhasob uma pr essão ent r e 5 Pa 7 Pa, cont rolada pela alavanca do cabo.
O mar t elo f unciona por meio de um pist ão ou êmbolo que impulsiona a f er rament a exist ent e nasua ext remidade. Essa f er rament a é o est ampo, que dá a f orma à cabeça do rebit e e pode sert r ocado, dependendo da necessidade.
Abaix o ilust ramos, em cort e, um t ipo de mart elo pneumát ico para r ebit agem.
Figura 15.25
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 95/143
Educação Pr of issional 94
A r ebit adeir a pneumát ica ou hidráuli ca f unciona por meio de pressão cont ínua. Essa máquina t ema f orma de um C e é const it uída de duas gar ras, uma f ixa e out ra móvel com est ampos nas
ext r emidades.
Figura 15.25
Se compararmos o sist ema manual com o mecânico, veremos que o sist ema manual é ut il izado parar ebit ar em locais de dif ícil acesso ou peças pequenas.
A r ebit agem por processo mecânico apr esent a vant agens, pr incipalment e quando é usada ar ebit adeir a pneumát ica ou hidráulica. Essa máquina é silenciosa, t rabalha com rapidez e permit er ebit ament o mais resist ent e, pois o rebit e preenche t otalment e o f uro, sem deixar espaço.
Ent r et ant o, as rebit adeir as são máquinas grandes e f ix as e não t rabalham em qualquer posição.Nos casos em que é necessár io o deslocament o da pessoa e da máquina, é pref er ível o uso domart elo pneumát ico.
15.5 - REBI TAGEM A QUENTE E A FRI O
Tant o a rebit agem manual como a mecânica podem ser f eit as a quent e ou a f r i o. Na rebit agem aquent e o rebit e é aquecido por meio de f ornos a gás, elét r icos ou maçar ico at é at ingir a corvermelho-br ilhante. Depois o r ebit e é mart elado à mão ou à máquina at é adquir ir o f ormat o.
Os f ornos possibil it am um cont role per f eit o da t emperat ura necessária para aquecer o rebit e. Jáo maçarico apresent a a vant agem de permit ir o deslocament o da f ont e de calor para qualquerlugar.
A rebitagem a quente é indicada para rebit es com diâmet ro super ior a 6,35mm, sendo aplicada,especialment e, em r ebit es de aço.
A rebitagem a frio é f eit a por mar t elament o simples, sem ut ilizar qualquer f ont e de calor . Éindicada para rebit es com diâmet r o de at é 6,3 mm, se o t rabalho f or à mão, e de 10 mm, se f or àmáquina.
Usa-se na rebi t agem a f r io rebit es de aço, alumínio et c.
15.6 - FERRAMENTAS PARA REBI TAGEM
Você vai ver um exemplo de como se f az r ebit agem, usando rebit e de cabeça escareada chata.
Assim, você t erá uma noção do processo de rebit agem.Ant es, porém, é preciso que você conheça as pri ncipais f er ramentas usadas na rebit agem:est ampo, cont ra-estampo e repuxador .
OBS.: Pa vem de Pascal e signif ica a f orça de 1 Newt on (N), aplicada à super f ície de 1 met r oquadrado (m2). Newt on é a f orça necessár ia par a deslocar uma peça de 1 kg a uma dist ância de1 met r o em 1 segundo, sobr e uma super f ície sem at r it o.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 96/143
Educação Pr of issional 95
15 . 6 . 1 - Estampo
É uma f er rament a usada para dar f orma a uma peça.
O est ampo ut ili zado na rebit agem manual é f eit o de aço t emperado e apresent a t r ês part es:cabeça, cor po e pont a.
Na ponta exist e um r ebaixo, ut il izado para dar f ormat o f inal à Segunda cabeça do rebit e.
Figura 15.27 Figura 15.28
15. 6. 2 - Cont ra- est ampo
O cont ra-est ampo é na verdade um est ampo colocado em posição opost a à do est ampo. Também éde aço t emperado e apresent a um r ebaixo semi-esf éri co no qual é int roduzida a cabeça do rebit e.
O r ebaixo semi-esf éri co pode apresent ar vár ios diâmet r os a f im de alojar cabeças de rebit es de
Abaixo most ramos um modelo de cont ra-est ampo.
15 .6 . 3 - Repuxador
O r epuxador comprime as chapas a serem rebit adas. É f eit o de aço t emperado e apresent a t r êspar t es: cabeça, corpo e f ace. Na f ace exist e um f uro que aloj a a ext r emidade livre do rebit e.
O Rebaixo sem-esf ér ico pode apresentar
vár ios diâmet r os a f im de aloj ar cabeçasde r ebit es de diver sas dimensões.
Figura 15.29
Figura 15.30
No caso de peças pequenas, pode-se ut il izar o cont r a-est ampo f ix o a uma morsa; no caso de peças grandes, ocont ra-est ampo pode ser apoiado no piso, sobr e umachapa de prot eção.
Created with novaPDF Printer (www.novaPDF.com)
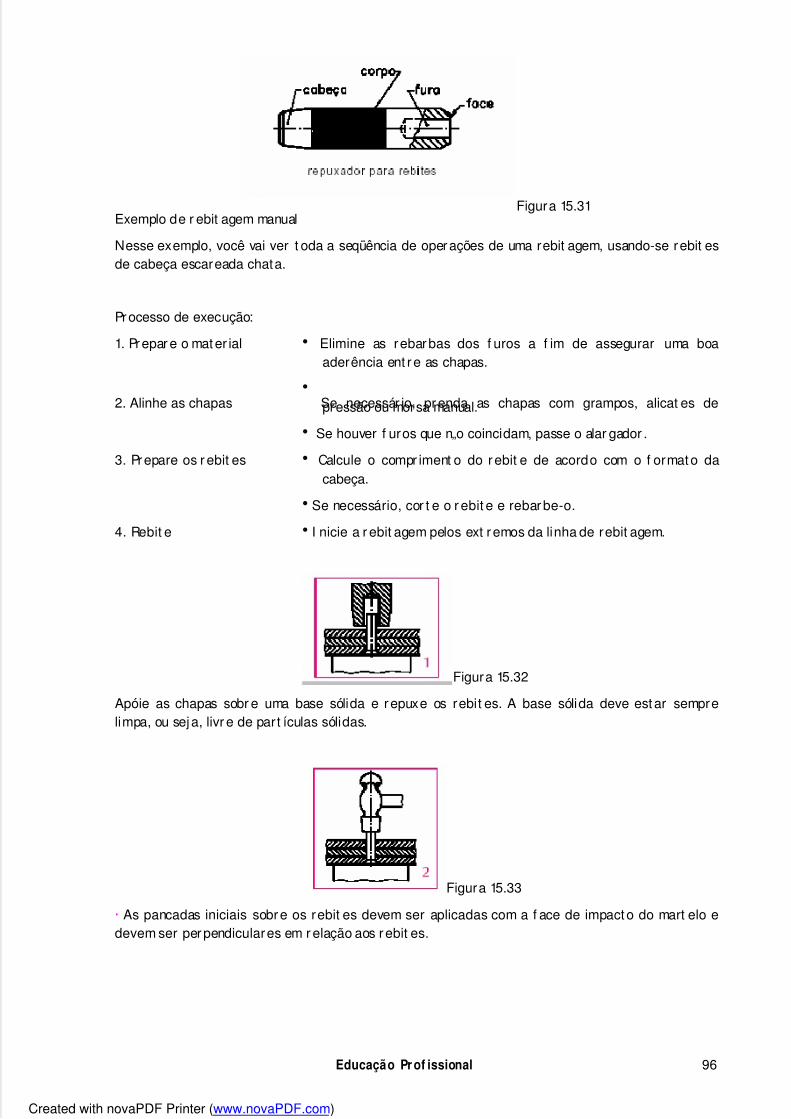
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 97/143
Educação Pr of issional 96
Figura 15.31Exemplo de r ebit agem manual
Nesse exemplo, você vai ver t oda a seqüência de operações de uma rebit agem, usando-se rebit esde cabeça escareada chata.
Processo de execução:
1. Prepar e o mat er ial Elimine as rebarbas dos f uros a f im de assegurar uma boaaderência ent re as chapas.
2. Alinhe as chapas
Se necessár io, prenda as chapas com grampos, alicat es depressão ou morsa manual.
Se houver f uros que n„o coincidam, passe o alar gador .
3. Prepare os r ebit es Calcule o compr iment o do rebit e de acordo com o f ormat o dacabeça.
Se necessário, cor t e o r ebit e e rebarbe-o.
4. Rebit e I nicie a r ebit agem pelos ext remos da linha de rebit agem.
Figura 15.32
Apóie as chapas sobr e uma base sólida e repuxe os rebit es. A base sólida deve est ar semprelimpa, ou seja, livr e de part ículas sólidas.
Figura 15.33
· As pancadas iniciais sobre os rebit es devem ser aplicadas com a f ace de impact o do mart elo edevem ser perpendiculares em r elação aos rebit es.
Created with novaPDF Printer (www.novaPDF.com)
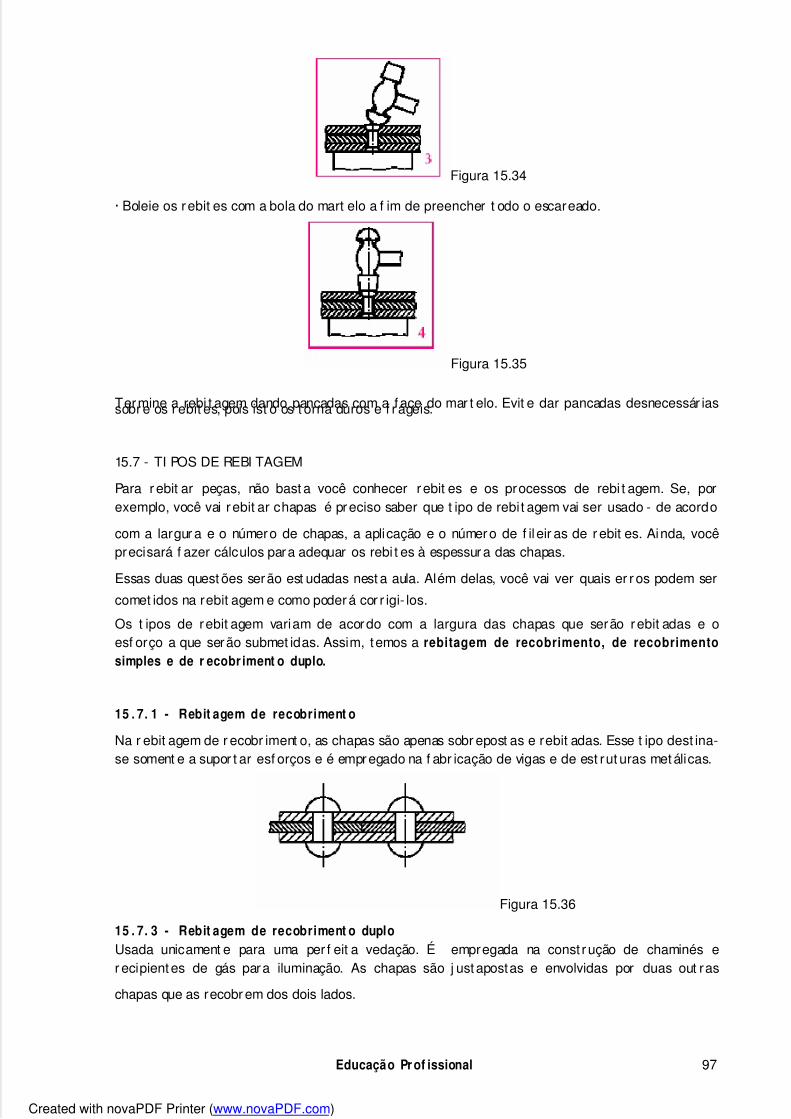
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 98/143
Educação Pr of issional 97
Figura 15.34
· Boleie os rebit es com a bola do mart elo a f im de preencher t odo o escareado.
Figura 15.35
Termine a rebi t agem dando pancadas com a f ace do mar t elo. Evit e dar pancadas desnecessár iassobr e os rebit es, pois ist o os t orna duros e f r ágeis.
15.7 - TI POS DE REBI TAGEM
Para r ebit ar peças, não bast a você conhecer r ebit es e os processos de rebi t agem. Se, porexemplo, você vai r ebit ar chapas é preciso saber que t ipo de rebit agem vai ser usado - de acordo
com a largur a e o número de chapas, a aplicação e o número de f il eir as de r ebit es. Ainda, vocêprecisará f azer cálculos para adequar os rebi t es à espessura das chapas.
Essas duas quest ões serão est udadas nest a aula. Além delas, você vai ver quais er r os podem ser
comet idos na rebit agem e como poderá cor r igi- los.
Os t ipos de rebit agem variam de acordo com a largura das chapas que serão rebit adas e oesf orço a que serão submet idas. Assim, temos a rebitagem de recobrimento, de recobrimentosimples e de r ecobr iment o duplo.
15 . 7. 1 - Rebit agem de recobriment o
Na r ebit agem de r ecobr iment o, as chapas são apenas sobr epost as e rebit adas. Esse t ipo dest ina-se soment e a supor t ar esf orços e é empregado na f abr icação de vigas e de est rut uras met álicas.
Figura 15.36
15 . 7. 3 - Rebit agem de recobriment o duploUsada unicament e para uma per f eit a vedação. É empregada na const rução de chaminés er ecipient es de gás para iluminação. As chapas são j ust apostas e envolvidas por duas out ras
chapas que as recobr em dos dois lados.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 99/143
Educação Pr of issional 98
1 5. 7. 2 - Rebit agem de recobriment o simples
È dest inada a suport ar esf orços e permit ir f echament o ou vedação. É empregada na const ruçãode caldeir as a vapor e r ecipient es de ar comprimido. Nessa r ebit agem as chapas se j ust apõem esobr e elas est ende-se uma out ra chapa para cobr i- las.
Quant o ao número de rebit es que devem ser colocados, pode-se ver que, dependendo da larguradas chapas ou do número de chapas que recobrem a junt a, é necessár io colocar uma, duas ou maisf ileiras de rebites.
Figura 15.39
Quant o à dist r ibuição dos rebit es, exist em vár ios f at ores a considerar: o compriment o da chapa,a dist ância ent re a borda e o rebit e mais próximo, o diâmet r o do rebit e e o passo.
O passo é a dist ância ent re os eixos dos rebit es de uma mesma f ileir a. O passo deve ser bemcalculado para não ocasionar empenamento das chapas.
Figura 15.37
Figura 15.38
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 100/143
Educação Pr of issional 99
No caso de j unções que exij am boa vedação, o passo deve ser equivalent e a duas vezes e meia out rês vezes o diâmet ro do corpo do rebit e.
A dist ância ent r e os r ebit es e a borda das chapas deve ser igual a pelo menos uma vez e meia odiâmet r o do corpo dos rebi t es mais pr óximos a essa borda.
O cálculo de dist r ibuição dos rebit es é f eit o por projet ist as que deverão levar em cont a af inalidade da rebit agem, o esf orço que as chapas sof rerão, o t ipo de junta necessár io e a
dimensões das chapas, ent re out ros dados do proj eto. Por essa razão, o prof issional encarregadopela rebit agem receberá os cálculos j á pront os j unt o com o projet o a ser execut ado.
15.8 - CÁLCULOS PARA REBI TAGEM
Para r ebit ar, é preciso escolher o rebit e adequado em f unção da espessura das chapas a seremf ix adas, do diâmet ro do f uro e do compr iment o excedente do rebit e, que vai f ormar a segundacabeça. Veja a seguir como f azer esses cálculos.
15 . 8. 1 - Cálculo do diâmet ro do rebite
A escolha do rebit e é f eit a de acordo com a espessura das chapas que se quer r ebit ar. A pr át icar ecomenda que se consider e a chapa de menor espessur a e se mult ipli que esse valor por 1,5,segundo a f órmula:
Exemplo - para rebit ar duas chapas de aço, uma com espessura de 5 mm e out ra com espessurade 4 mm, qual o diâmet ro do rebit e?
Solução:
d = 1,5 · <S
d = 1,5 · 4 mm
d = 6,0 mm
Geralment e, os rebit es comerciais são f ornecidos com as dimensões em polegadas; port ant o énecessário escolher um r ebit e com um valor que mais se aproxime da dimensão obt ida em
milímet ros pelo cálculo. Assim, no exemplo acima, o r ebit e comercial que mais se apr oxima dadimensão 6,0mm é o r ebit e de diâmet r o 1/ 4" .
15 . 8. 2 - Cálculo do diâmet ro do f uro
O diâmet ro do f uro pode ser calculado mult iplicando-se o diâmet ro do rebit e pela const ant e 1,06.
Mat emat icament e, pode-se escrever :
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 101/143
Educação Pr of issional 100
Exemplo – qual é o diâmet ro do f uro para um rebit e com diâmet ro de 6,35 mm?Solução:
dF = dR · 1,06
dF = 6,35 · 1,06
dF = 6,73 mm
Port ant o, o diâmet ro do f uro será de 6,73 mm.
1 5. 8. 3 - Cálculo do compriment o út il do rebit e
O cálculo desse compr iment o é f eit o por meio da seguint e f órmula:
Exemplos
1. Calcular o comprimento út il de um rebit e de cabeça r edonda com diâmet ro de 3,175 mm parar ebi t ar duas chapas, uma com 2 mm de espessura e a out ra com 3 mm.
Solução:
L = y · d + S
L = 1,5 · 3,175 + 5
L = 4,762 + 5
L = 9,76 mm
O compr iment o do út il r ebit e deve ser de 9,76 mm.
2. Calcular o compr iment o út il de um rebit e de cabeça escareada com diâmet r o de 4,76 mm parar ebi t ar duas chapas, uma com 3 mm de espessura e a out ra com 7 mm de espessura.
Solução:
L = y · d + S
L = 1 · 4,76 + 10
L = 4,76 + 10
L = 14,76 mm
O compriment o do út il r ebit e deve ser de 14 mm.
Created with novaPDF Printer (www.novaPDF.com)
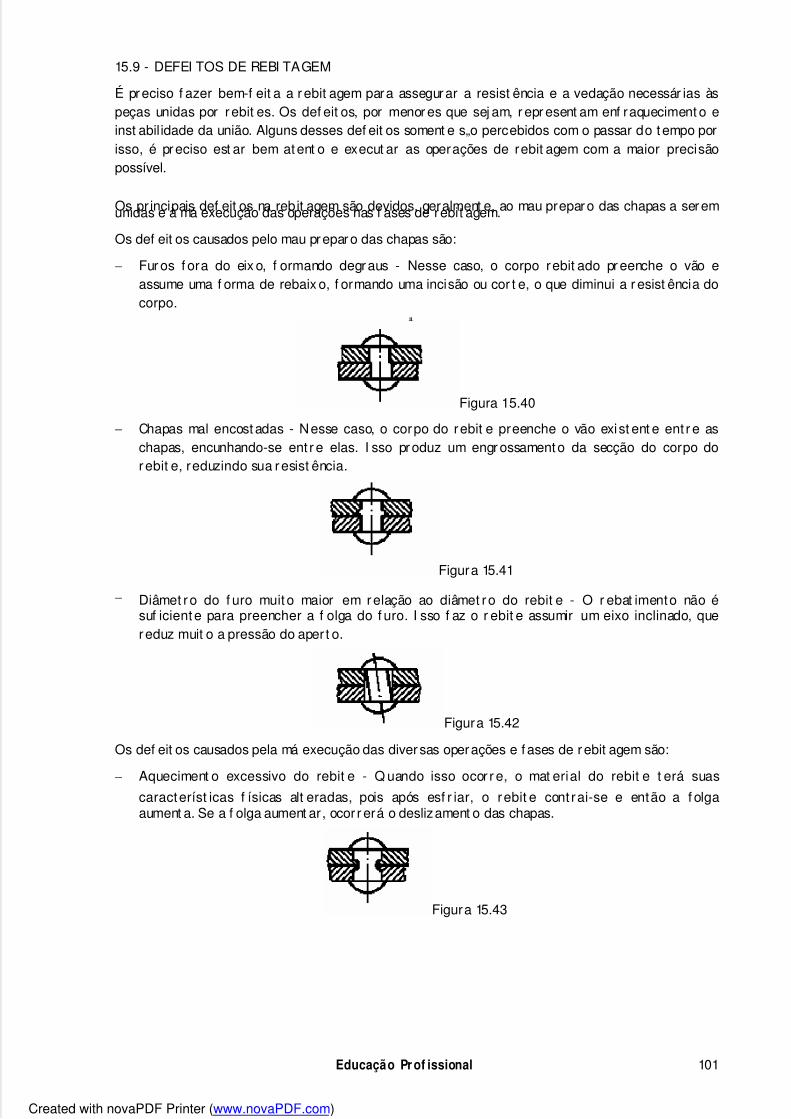
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 102/143
Educação Pr of issional 101
15.9 - DEFEI TOS DE REBI TAGEM
É preciso f azer bem-f eit a a r ebit agem para assegurar a resist ência e a vedação necessár ias àspeças unidas por r ebit es. Os def eit os, por menor es que sej am, r epr esent am enf raqueciment o einst abil idade da união. Alguns desses def eit os soment e s„o percebidos com o passar do t empo porisso, é preciso est ar bem at ent o e execut ar as operações de rebit agem com a maior precisãopossível.
Os pr incipais def eit os na rebit agem são devidos, geralment e, ao mau preparo das chapas a seremunidas e à má execução das operações nas f ases de rebit agem.
Os def eit os causados pelo mau preparo das chapas são:
Fur os f ora do eix o, f ormando degraus - Nesse caso, o corpo rebit ado pr eenche o vão eassume uma f orma de rebaix o, f ormando uma incisão ou cor t e, o que diminui a r esist ência docorpo.
Figura 15.40
Chapas mal encost adas - Nesse caso, o corpo do rebit e preenche o vão exist ent e ent r e aschapas, encunhando-se ent r e elas. I sso produz um engr ossament o da secção do corpo dorebit e, reduzindo sua resist ência.
Figura 15.41
Diâmet ro do f uro muit o maior em relação ao diâmet ro do rebit e - O r ebat imento não ésuf icient e para preencher a f olga do f uro. I sso f az o r ebit e assumir um eixo inclinado, quereduz muit o a pressão do aper t o.
Figura 15.42
Os def eit os causados pela má execução das diversas operações e f ases de rebit agem são:
Aqueciment o excessivo do rebit e - Q uando isso ocor r e, o mat erial do rebit e t erá suas
característ icas f ísicas alt eradas, pois após esf r iar, o rebit e cont rai-se e então a f olgaaument a. Se a f olga aument ar, ocor r erá o deslizament o das chapas.
Figura 15.43
Created with novaPDF Printer (www.novaPDF.com)
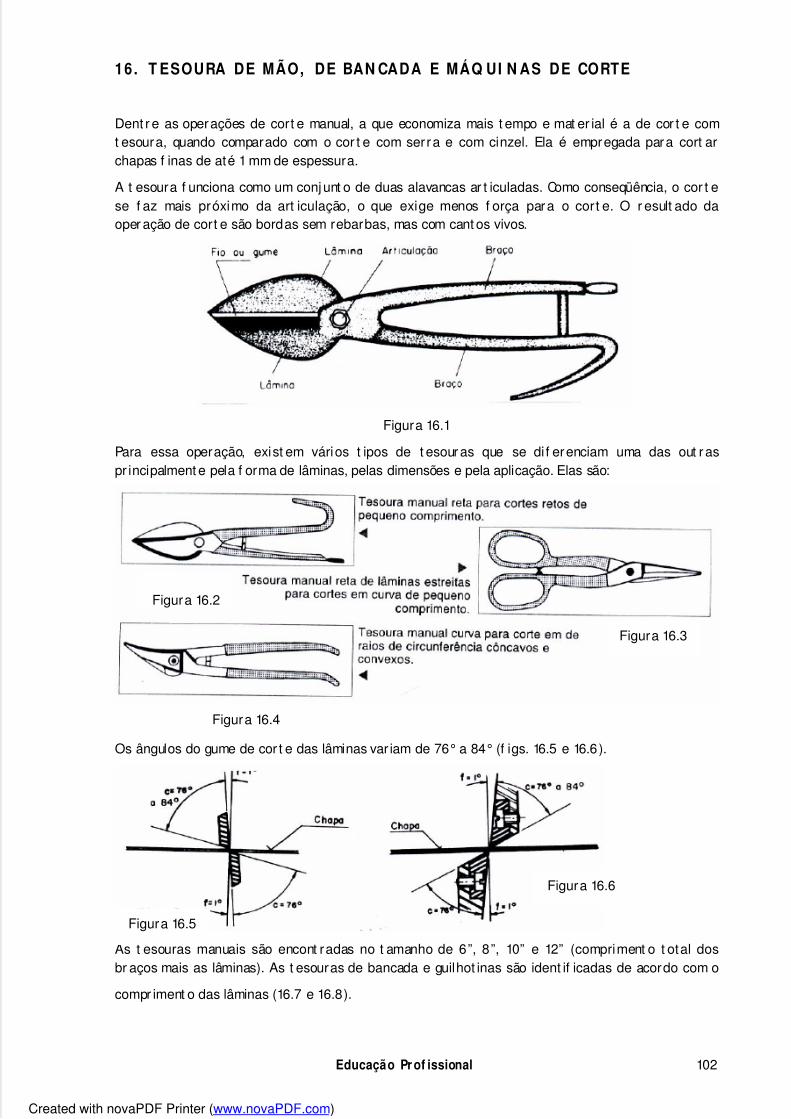
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 103/143
Educação Pr of issional 102
16. T ESOURA DE MÃO, DE BAN CADA E MÁQ UI N AS DE CORTE
Dent r e as operações de cort e manual, a que economiza mais t empo e mat er ial é a de cor t e comt esoura, quando comparado com o cor t e com serra e com cinzel. Ela é empregada para cort archapas f inas de até 1 mm de espessura.
A t esoura f unciona como um conjunt o de duas alavancas ar t iculadas. Como conseqüência, o cor t ese f az mais próximo da art iculação, o que exige menos f orça para o cort e. O r esult ado daoper ação de cort e são bordas sem rebarbas, mas com cant os vivos.
Figura 16.1
Para essa operação, exist em vários t ipos de t esouras que se di f erenciam uma das out raspr incipalment e pela f orma de lâminas, pelas dimensões e pela aplicação. Elas são:
Os ângulos do gume de cor t e das lâminas var iam de 76° a 84° (f igs. 16.5 e 16.6).
As t esouras manuais são encont radas no t amanho de 6”, 8”, 10” e 12” (compriment o t otal dosbr aços mais as lâminas). As t esouras de bancada e guilhot inas são ident if icadas de acordo com o
compr iment o das lâminas (16.7 e 16.8).
Figura 16.2
Figura 16.3
Figura 16.4
Figura 16.5
Figura 16.6
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 104/143
Educação Pr of issional 103
CONDI ÇÕES DE USO
a) As lâminas devem estar cor ret ament e af iadas;
b) A ar t iculação deve est ar bem ajust ada com o mínimo de f olga.
CONSERVAÇÃO
a) Evit ar choques e quedas;
b) Mant er o gume de cort e das lâminas sempre prot egido;
c) Evit ar cort ar chapas de aço dur o ou arames de aço t emperado;
d) Após o uso, limpá-las e unt ar com uma f ina película de óleo ou graxa para evit ar a oxidação.
16.1 - TESOURAS, GUI LHOTI NAS E TI CO-TI CO
Exist em ocasiões em que é necessár io r et ir ar uma quant idade maior de mat er ial em um t empomenor , para f acil it ar a usinagem post er ior . São operações int ermediár ias aparent ement e simples,mas que são muit o import ant es na indúst r ia mecânica.
Com máquinas, f er rament as e t écnicas especiais para cada necessidade, algumas empresas t êmat é set ores especializados no cort e de mat er iais.
No caso de chapas são usadas tesouras, guilhot ina e t ico-t ico.
Figura 16.7Figura 16.8
Figura 16.9
Created with novaPDF Printer (www.novaPDF.com)
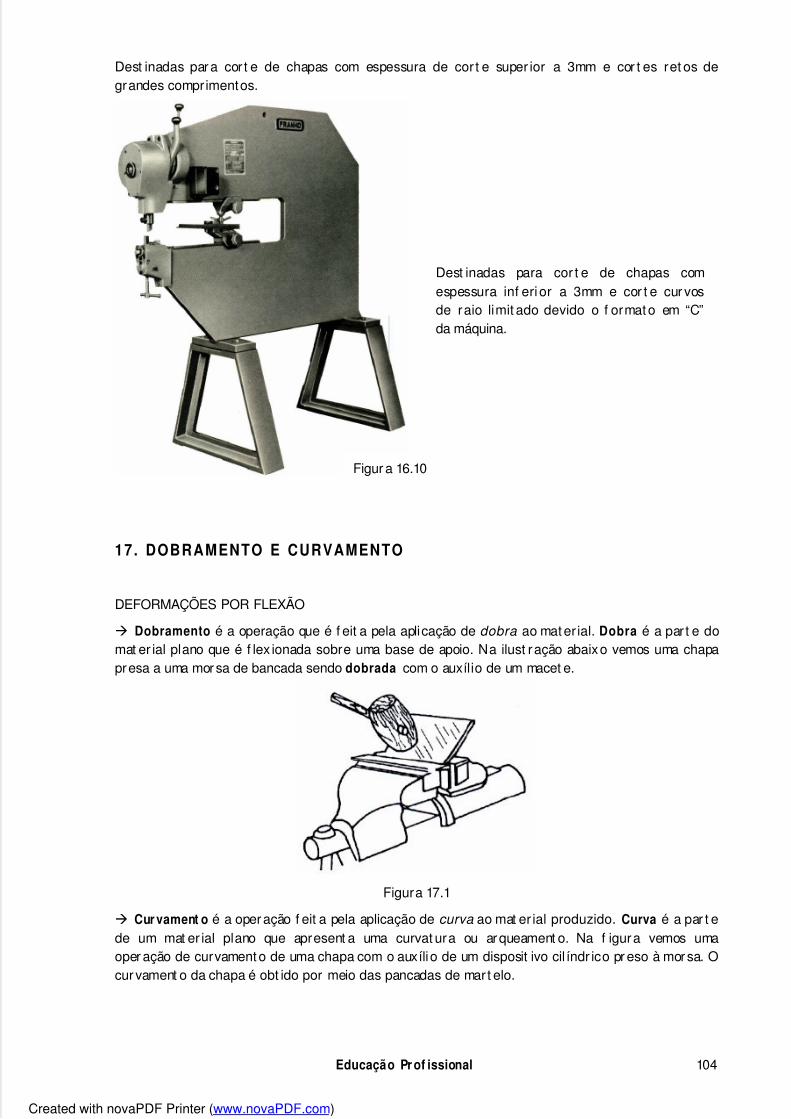
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 105/143
Educação Pr of issional 104
Dest inadas para cor t e de chapas com espessura de cor t e super ior a 3mm e cor t es ret os degrandes comprimentos.
17. DOBRAMENTO E CURVAMENTO
DEFORMAÇÕES POR FLEXÃO
Dobramento é a operação que é f eit a pela aplicação de dobra ao mat er ial. Dobra é a par t e domat er ial plano que é f lex ionada sobre uma base de apoio. Na ilust ração abaixo vemos uma chapapresa a uma morsa de bancada sendo dobrada com o auxílio de um macet e.
Figura 17.1
Cur vament o é a operação f eit a pela aplicação de curva ao mat er ial produzido. Curva é a par t ede um mat er ial plano que apresent a uma curvat ura ou arqueament o. Na f igura vemos umaoper ação de curvament o de uma chapa com o auxílio de um disposit ivo cil índr ico pr eso à morsa. Ocurvament o da chapa é obt ido por meio das pancadas de mart elo.
Dest inadas para cor t e de chapas comespessura inf eri or a 3mm e cor t e curvosde raio limit ado devido o f ormat o em “C”da máquina.
Figur a 16.10
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 106/143
Educação Pr of issional 105
Figura 17.2
Nas operações de curvament o e dobramento, o esf orço de f lexão é f eit o com int ensidade, demodo que provoca uma def ormação permanente no mat er ial.
17.1 – DOBRAMENTO
O dobr ament o pode ser f eit o manualment e ou à máquina. Quando a operação é f eit a manualment e,
usam-se f er ramentas e gabar it os. Na operação f eit a à máquina, usam-se chamadas prensasdobradeiras ou dobradeiras. A escolha de ut il ização de um out r o t ipo de operação depende dasnecessidades de pr odução.
A operação do dobrament o é f eit a, na maior par t e das vezes, a f r io. Pode ainda ser f eit a aquent e,em casos especiais.
17 . 1. 1 - Def ormação plást ica e elást ica
A operação de dobrament o pr ovoca uma def ormação permanent e no mat er ial t rabalhado. Adef ormação que é f eit a numa peça por meio do dobr ament o chama-se def ormação plást ica. Ant es
dest a def ormação, porém, ocor r e uma out ra chamada def ormação elást ica, que não é permanent e.
Todo processo de def ormação acont ece do seguint e modo: t omemos como exemplo uma mola.Quando t racionamos com pouco esf orço e solt amos, ela volt a à sua posição inicial . Est e t ipo dedef ormação chama-se def ormação elást ica. Se, ent ret ant o, t racionarmos com muit o esf orço, omat er ial ult rapassa sua resist ência à def ormação e não ret orna mais à sua f orma inicial. Dessemodo, o mater ial é def ormado permanent emente. Chama-se a essa def ormação, deformaçãoplástica, embora nessa fase o mat er ial t ambém apresent e cert a recuperação elást ica.
Port ant o, ao se planejar uma operação de dobr ament o, é preciso calcular corret ament e o ângulode dobr ament o que se quer . O ângulo deve ser calculado com aber t ura menor do que a desej ada,para que depois da recuperação elást ica a peça f ique com a dobra na dimensão previst a.
17 . 1. 2 - Dobrament o manual
No dobrament o manual, o esf orço de f lexão é exer cido manualmente, com o auxílio def errament as e disposit ivos como: mart elo, mor sa, cant oneir a e calços prot et ores (Fig. 17.3).
Figura 17.3
Created with novaPDF Printer (www.novaPDF.com)
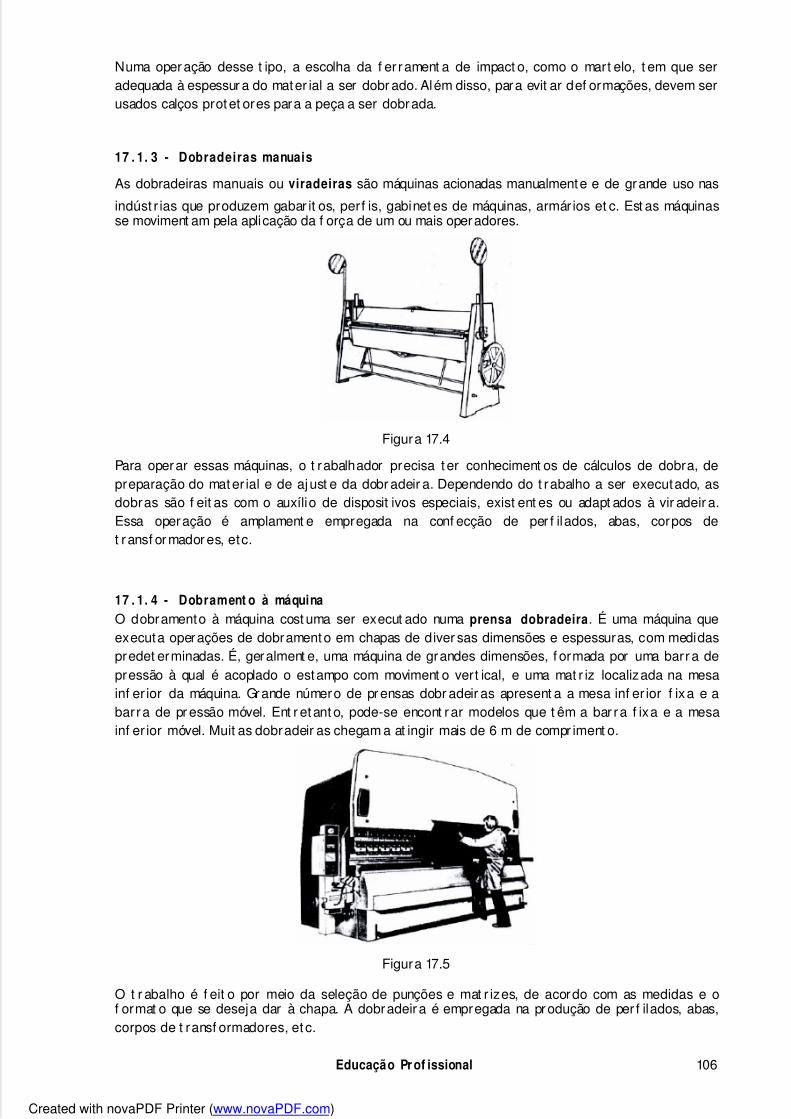
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 107/143
Educação Pr of issional 106
Numa operação desse t ipo, a escolha da f er rament a de impact o, como o mart elo, t em que seradequada à espessur a do mater ial a ser dobr ado. Além disso, para evit ar def ormações, devem serusados calços prot et ores para a peça a ser dobrada.
17 . 1. 3 - Dobradeiras manuais
As dobradeiras manuais ou viradeiras são máquinas acionadas manualmente e de grande uso nas
indúst r ias que produzem gabar it os, perf is, gabinet es de máquinas, armár ios et c. Est as máquinasse moviment am pela aplicação da f orça de um ou mais operadores.
Figura 17.4
Para operar essas máquinas, o t rabalhador precisa t er conheciment os de cálculos de dobra, depreparação do mat er ial e de ajust e da dobr adeir a. Dependendo do t rabalho a ser executado, asdobras são f eit as com o auxílio de disposit ivos especiais, exist ent es ou adapt ados à vir adeir a.Essa operação é amplament e empregada na conf ecção de per f ilados, abas, corpos det ransf ormador es, etc.
17 . 1. 4 - Dobrament o à máquinaO dobramento à máquina cost uma ser execut ado numa prensa dobradeira. É uma máquina queexecuta operações de dobrament o em chapas de diver sas dimensões e espessuras, com medidaspredet erminadas. É, geralment e, uma máquina de grandes dimensões, f ormada por uma barra depressão à qual é acoplado o estampo com moviment o vert ical, e uma mat r iz localizada na mesainf er ior da máquina. Grande número de prensas dobr adeir as apresent a a mesa inf er ior f ixa e abarra de pr essão móvel. Ent r et ant o, pode-se encont rar modelos que t êm a bar ra f ixa e a mesainf er ior móvel. Muit as dobradeir as chegam a at ingir mais de 6 m de compr iment o.
Figura 17.5
O t r abalho é f eit o por meio da seleção de punções e mat r izes, de acordo com as medidas e of ormat o que se deseja dar à chapa. A dobradeira é empregada na produção de per f ilados, abas,corpos de t ransf ormadores, et c.
Created with novaPDF Printer (www.novaPDF.com)
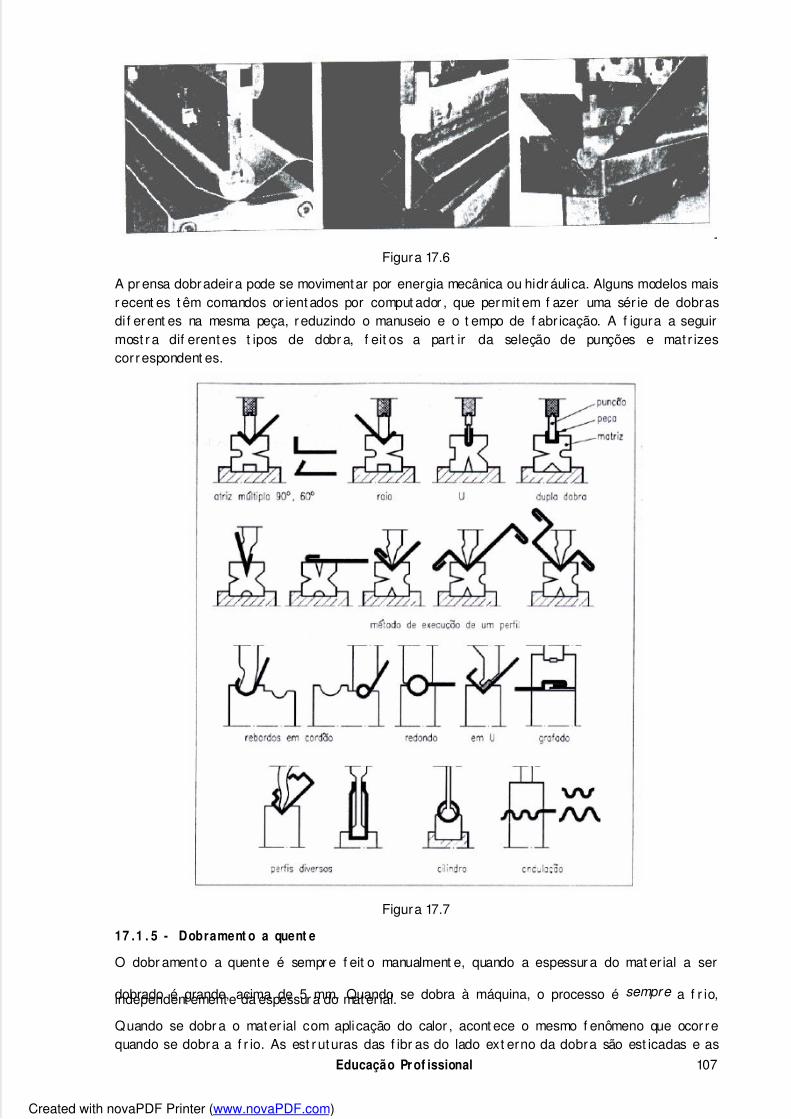
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 108/143
Educação Pr of issional 107
Figura 17.6
A pr ensa dobradeira pode se movimentar por energia mecânica ou hidr áulica. Alguns modelos maisr ecent es t êm comandos or ient ados por comput ador , que permit em f azer uma sér ie de dobrasdi f erent es na mesma peça, r eduzindo o manuseio e o t empo de f abr icação. A f igura a seguirmost r a dif erent es t ipos de dobr a, f eit os a part ir da seleção de punções e mat r izescorrespondent es.
Figura 17.7
17 .1 . 5 - Dobrament o a quent e
O dobr ament o a quente é sempr e f eit o manualment e, quando a espessur a do mat er ial a ser
dobrado é grande, acima de 5 mm. Quando se dobra à máquina, o processo é sempre a f r io,independent ement e da espessura do mat er ial.
Quando se dobr a o mater ial com aplicação do calor , acont ece o mesmo f enômeno que ocor requando se dobra a f r io. As est ruturas das f ibr as do lado ext erno da dobra são est icadas e as
Created with novaPDF Printer (www.novaPDF.com)
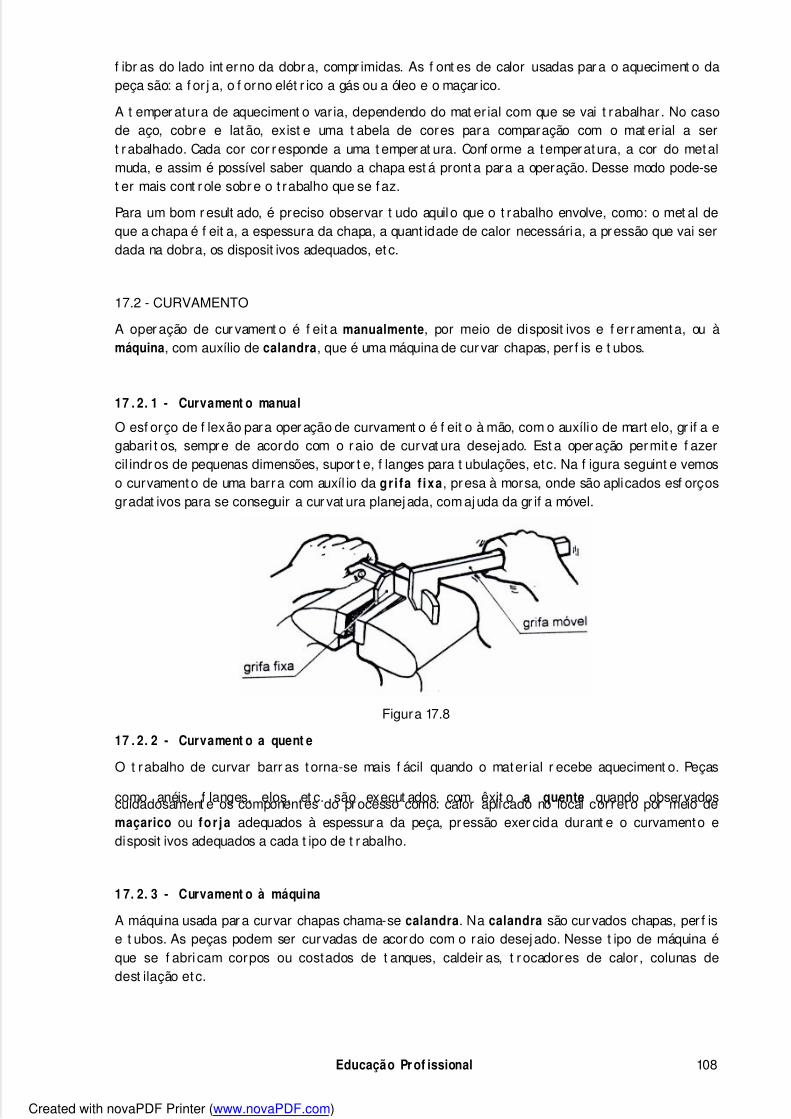
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 109/143
Educação Pr of issional 108
f ibr as do lado int erno da dobra, compr imidas. As f ont es de calor usadas par a o aqueciment o dapeça são: a f or j a, o f orno elét r ico a gás ou a óleo e o maçar ico.
A t emper atura de aqueciment o var ia, dependendo do mat er ial com que se vai t rabalhar . No casode aço, cobre e latão, exist e uma t abela de cores para comparação com o mat er ial a sert r abalhado. Cada cor cor responde a uma t emper at ura. Conf orme a temperat ura, a cor do metalmuda, e assim é possível saber quando a chapa est á pront a para a operação. Desse modo pode-set er mais cont role sobr e o t rabalho que se f az.
Para um bom r esult ado, é preciso observar t udo aquil o que o t rabalho envolve, como: o met al deque a chapa é f eit a, a espessura da chapa, a quant idade de calor necessária, a pressão que vai serdada na dobra, os disposit ivos adequados, et c.
17.2 - CURVAMENTO
A oper ação de cur vament o é f eit a manualmente, por meio de disposit ivos e f er ramenta, ou àmáquina, com auxílio de calandra, que é uma máquina de cur var chapas, per f is e t ubos.
17 . 2. 1 - Curvament o manual
O esf orço de f lexão para oper ação de curvament o é f eit o à mão, com o auxílio de mart elo, gr if a egabari t os, sempre de acordo com o raio de curvat ura desejado. Est a operação permit e f azercil indros de pequenas dimensões, supor t e, f langes para t ubulações, etc. Na f igura seguint e vemoso curvament o de uma barra com auxíl io da gr i fa f ixa, presa à morsa, onde são aplicados esf orçosgradat ivos para se conseguir a cur vat ura planejada, com ajuda da gr if a móvel.
Figura 17.8
17 . 2. 2 - Curvament o a quent e
O t rabalho de curvar barr as t orna-se mais f ácil quando o mater ial r ecebe aqueciment o. Peças
como anéis, f langes, elos, et c. são execut ados com êxit o a quente quando observadoscuidadosament e os component es do processo como: calor aplicado no local corret o por meio demaçarico ou fo r j a adequados à espessur a da peça, pressão exer cida durant e o curvamento edisposit ivos adequados a cada t ipo de t r abalho.
1 7. 2. 3 - Curvament o à máquina
A máquina usada par a curvar chapas chama-se calandra. Na calandra são curvados chapas, per f ise t ubos. As peças podem ser curvadas de acordo com o raio desejado. Nesse t ipo de máquina éque se f abri cam corpos ou costados de t anques, caldeir as, t r ocadores de calor , colunas dedest ilação etc.
Created with novaPDF Printer (www.novaPDF.com)
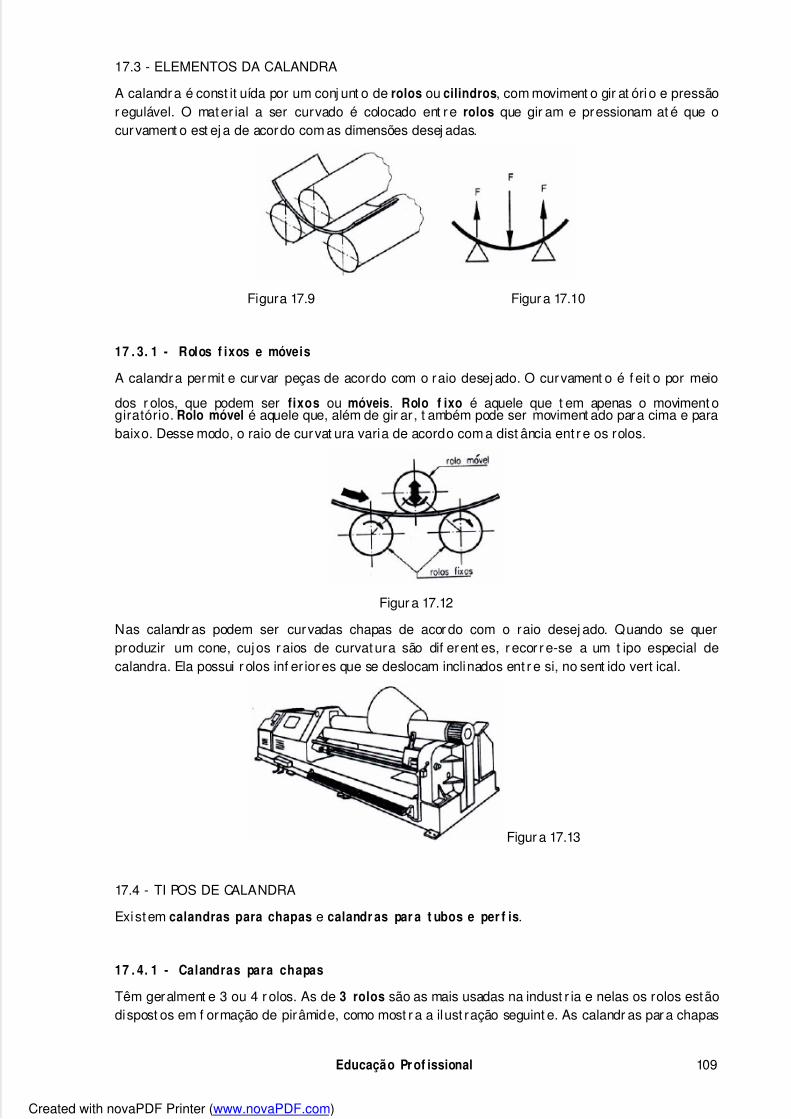
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 110/143
Educação Pr of issional 109
17.3 - ELEMENTOS DA CALANDRA
A calandra é const it uída por um conj unt o de rolos ou cilindros, com moviment o gir at óri o e pressãor egulável. O mat er ial a ser curvado é colocado ent re rolos que gir am e pressionam at é que ocurvament o est ej a de acordo com as dimensões desej adas.
Figura 17.9 Figura 17.10
17 . 3. 1 - Rolos f ixos e móveis
A calandra permit e curvar peças de acordo com o raio desejado. O curvament o é f eit o por meio
dos r olos, que podem ser fixos ou móveis. Rolo f ixo é aquele que t em apenas o moviment ogiratório. Rolo móvel é aquele que, além de gir ar, t ambém pode ser moviment ado para cima e parabaixo. Desse modo, o raio de curvat ura varia de acordo com a dist ância ent r e os rolos.
Figur a 17.12
Nas calandr as podem ser curvadas chapas de acor do com o raio desej ado. Quando se querproduzir um cone, cujos r aios de curvat ura são dif erent es, r ecor r e-se a um t ipo especial decalandra. Ela possui r olos inf er iores que se deslocam inclinados ent r e si, no sent ido vert ical.
Figur a 17.13
17.4 - TI POS DE CALANDRA
Exist em calandras para chapas e calandr as par a t ubos e per f is.
17 . 4. 1 - Calandras para chapas
Têm geralment e 3 ou 4 r olos. As de 3 rolos são as mais usadas na indust r ia e nelas os rolos estãodispost os em f ormação de pirâmide, como most r a a ilust ração seguint e. As calandr as par a chapas
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 111/143
Educação Pr of issional 110
com 4 rolos apr esentam a vantagem de f acil it ar o t r abalho de pré-curvament o. Nas calandras de3 r olos o pré-curvament o é f eit o manualment e.
Figura 17.14 Figura 17.15
Quant o ao acionament o, as calandras podem ser: manuais, com um volant e ou manivela para f azergirar os rolos, ou mecânicas, com mot or elét r ico e redut or para movimentar os rolos. Ascalandras mecânicas podem apr esent ar, além do mot or elét r ico, um sist ema hidráulico queimpr ime maior ou menor pressão aos rolos. Este últ imo t ipo é usado para t rabalhos de grandeporte.
Figura 17.16 Figura 17.17 Figura 17.18
Todos os t ipos apresent am, em uma das ext remidades, um disposit ivo que per mit e solt ar ocilindr o super ior para ret ir ar a peça calandra.
Figur a 17.19
17 .4 . 2 - Calandra para t ubos e perf is
Apresent am conj unt os de rolos ou cil indros sobr epost os, f eit os de aço t emperado, comaproximadament e 200 mm de diâmet r o. Podem cur var qualquer t ipo de per f il : bar r as, quadr ados,cant oneiras, em T, et c.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 112/143
Educação Pr of issional 111
18 - DESEMPENAM EN TO
Na área mecânica e met alúrgica, desempenar é a operação de endireit ar chapas, t ubos, arames,barras e per f is met álicos, de acordo com as necessidades relat ivas ao proj et o de const rução.
O modo de desempenar depende do mater ial e do produt o. Se, por exemplo, você precisat rabalhar com uma barra plana e só dispõe de uma barra empenada, bast a desempena-la com umaprensa, se não f or espessa, ou manualment e, com uma f er ramenta de impact o.
Figura 18.1 - desempenamento de uma bar ra
18.1 - ASPECTOS GERAI S
De modo geral, o desempenament o é f eit o nos seguint es casos:
Os produt os semimanuf at urados (chapas, bar ras, per f is, t ubos, arames) apresentamdef ormações causadas pelos pr ocessos de f abri cação, pelo t r ansport e ou pela máarmazenagem;
As peças apresent am def ormações causadas pelas própr ias operações de f abr icação.
Soment e se desempenam peças cujos mat eri ais metálicos f orem plast icament e def ormáveis sob aaça de f orças. É o caso dos aços-car bono, aços especiais, alumínio, cobr e, zinco, chumbo e a
Figura 17.20
Created with novaPDF Printer (www.novaPDF.com)
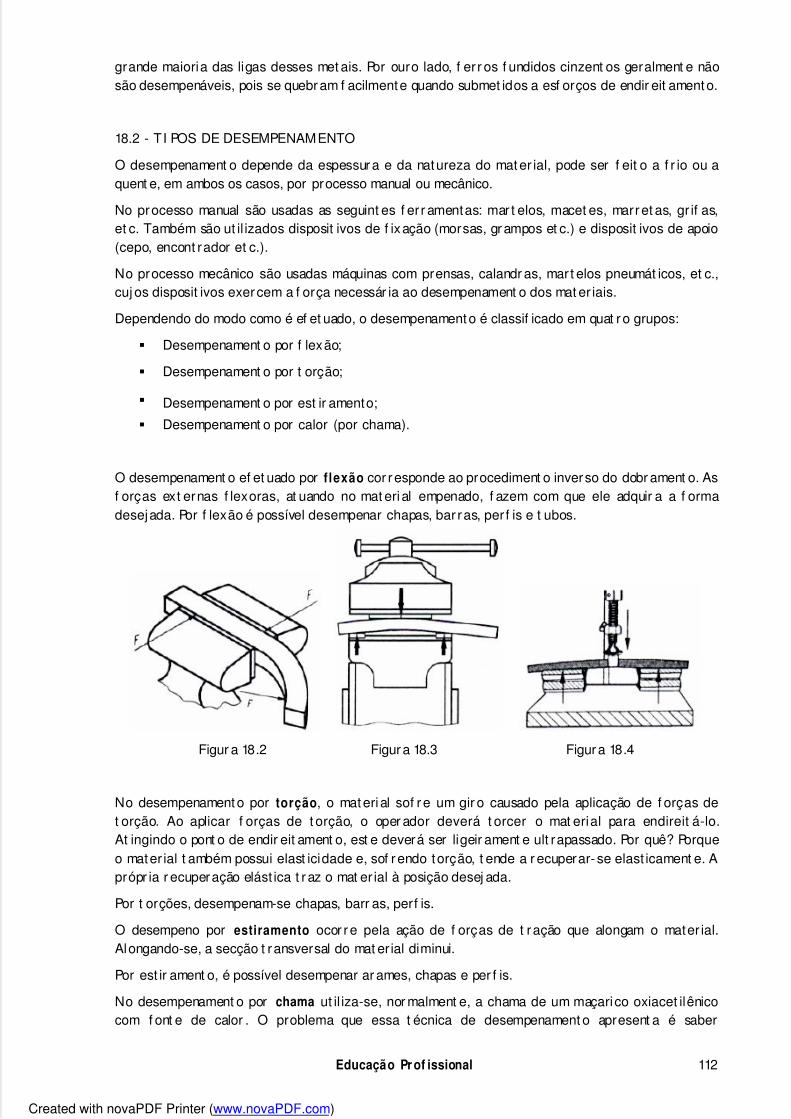
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 113/143
Educação Pr of issional 112
grande maioria das ligas desses met ais. Por ouro lado, f er r os f undidos cinzent os geralment e nãosão desempenáveis, pois se quebram f acilmente quando submet idos a esf orços de endir eit ament o.
18.2 - TI POS DE DESEMPENAMENTO
O desempenament o depende da espessura e da natureza do mat er ial, pode ser f eit o a f r io ou aquent e, em ambos os casos, por processo manual ou mecânico.
No processo manual são usadas as seguint es f er r amentas: mar t elos, macet es, marret as, gr if as,et c. Também são ut il izados disposit ivos de f ixação (morsas, grampos et c.) e disposit ivos de apoio(cepo, encont rador et c.).
No processo mecânico são usadas máquinas com prensas, calandr as, mar t elos pneumát icos, et c.,cuj os disposit ivos exercem a f orça necessár ia ao desempenament o dos mat er iais.
Dependendo do modo como é ef et uado, o desempenament o é classif icado em quat ro grupos:
Desempenament o por f lexão;
Desempenament o por t orção;
Desempenament o por est ir amento;
Desempenament o por calor (por chama).
O desempenament o ef et uado por f lexão cor responde ao procediment o inverso do dobr ament o. Asf orças ext ernas f lexoras, at uando no mat eri al empenado, f azem com que ele adquir a a f ormadesejada. Por f lexão é possível desempenar chapas, bar ras, per f is e t ubos.
Figur a 18.2 Figura 18.3 Figura 18.4
No desempenament o por torção, o mat eri al sof re um gir o causado pela aplicação de f orças det orção. Ao aplicar f orças de t orção, o oper ador deverá t orcer o mat erial para endireit á-lo.At ingindo o pont o de endir eit ament o, est e deverá ser ligeir ament e ult rapassado. Por quê? Porqueo mater ial t ambém possui elast icidade e, sof rendo torção, t ende a r ecuperar- se elast icament e. Aprópr ia r ecuperação elást ica t r az o mat er ial à posição desej ada.
Por t orções, desempenam-se chapas, barr as, perf is.
O desempeno por estiramento ocor re pela ação de f orças de t ração que alongam o mater ial.Alongando-se, a secção t ransversal do mat er ial diminui.
Por est ir ament o, é possível desempenar ar ames, chapas e per f is.
No desempenament o por chama ut il iza-se, nor malment e, a chama de um maçarico oxiacet ilênicocom f ont e de calor . O problema que essa t écnica de desempenament o apresent a é saber
Created with novaPDF Printer (www.novaPDF.com)
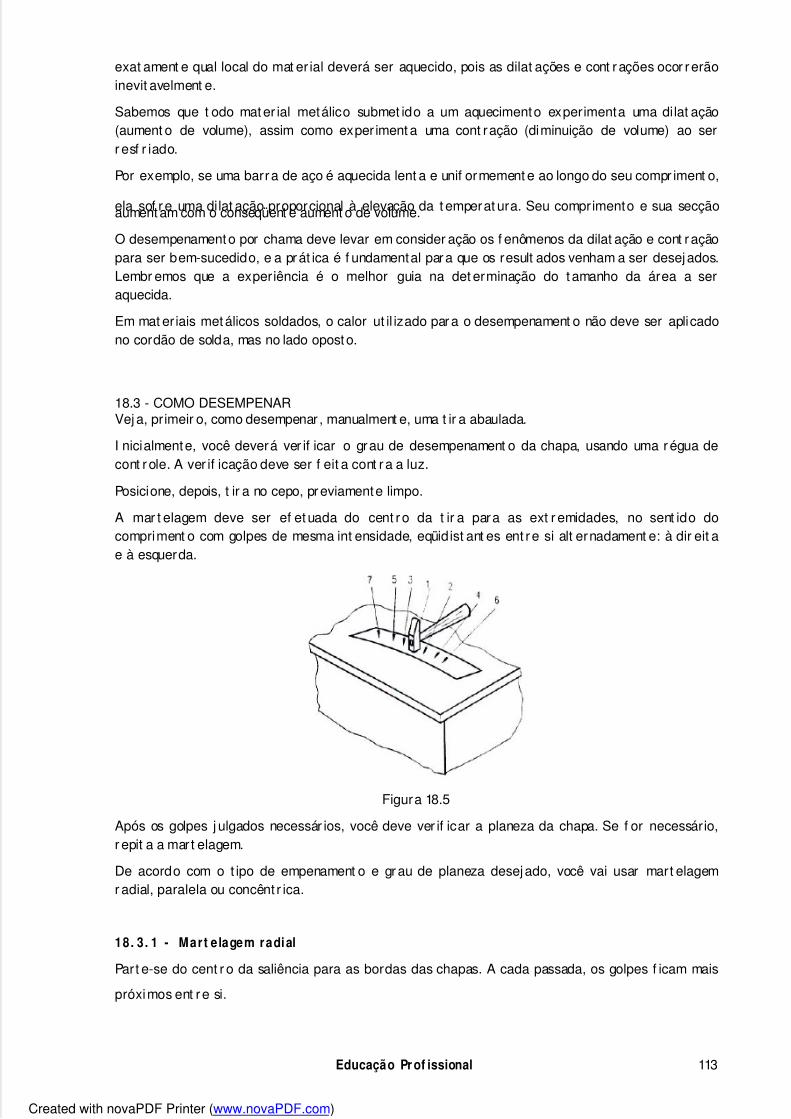
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 114/143
Educação Pr of issional 113
exat ament e qual local do mat er ial deverá ser aquecido, pois as dilat ações e cont rações ocor rerãoinevit avelment e.
Sabemos que t odo mat er ial metálico submet ido a um aquecimento experimenta uma dilat ação(aument o de volume), assim como exper iment a uma cont ração (diminuição de volume) ao serr esf r iado.
Por exemplo, se uma barra de aço é aquecida lent a e unif ormement e ao longo do seu compr iment o,
ela sof re uma dilat ação proporcional à elevação da t emperat ura. Seu comprimento e sua secçãoaument am com o conseqüent e aument o de volume.
O desempenament o por chama deve levar em consider ação os f enômenos da dilat ação e cont raçãopara ser bem-sucedido, e a prát ica é f undamental para que os result ados venham a ser desejados.Lembr emos que a experiência é o melhor guia na det erminação do t amanho da área a seraquecida.
Em mat er iais met álicos soldados, o calor ut il izado para o desempenament o não deve ser aplicadono cordão de solda, mas no lado opost o.
18.3 - COMO DESEMPENARVej a, primeir o, como desempenar , manualment e, uma t ir a abaulada.
I nicialmente, você deverá ver if icar o grau de desempenament o da chapa, usando uma régua decont role. A ver if icação deve ser f eit a cont ra a luz.
Posicione, depois, t ir a no cepo, previamente limpo.
A mar t elagem deve ser ef et uada do cent ro da t ir a para as ext r emidades, no sent ido docompriment o com golpes de mesma int ensidade, eqüidist ant es ent re si alt ernadament e: à dir eit ae à esquerda.
Figura 18.5
Após os golpes j ulgados necessár ios, você deve ver if icar a planeza da chapa. Se f or necessário,r epit a a mar t elagem.
De acordo com o t ipo de empenament o e grau de planeza desejado, você vai usar mart elagemr adial, paralela ou concênt r ica.
18. 3. 1 - Mart elagem radial
Part e-se do cent r o da saliência para as bordas das chapas. A cada passada, os golpes f icam mais
próximos ent re si.
Created with novaPDF Printer (www.novaPDF.com)
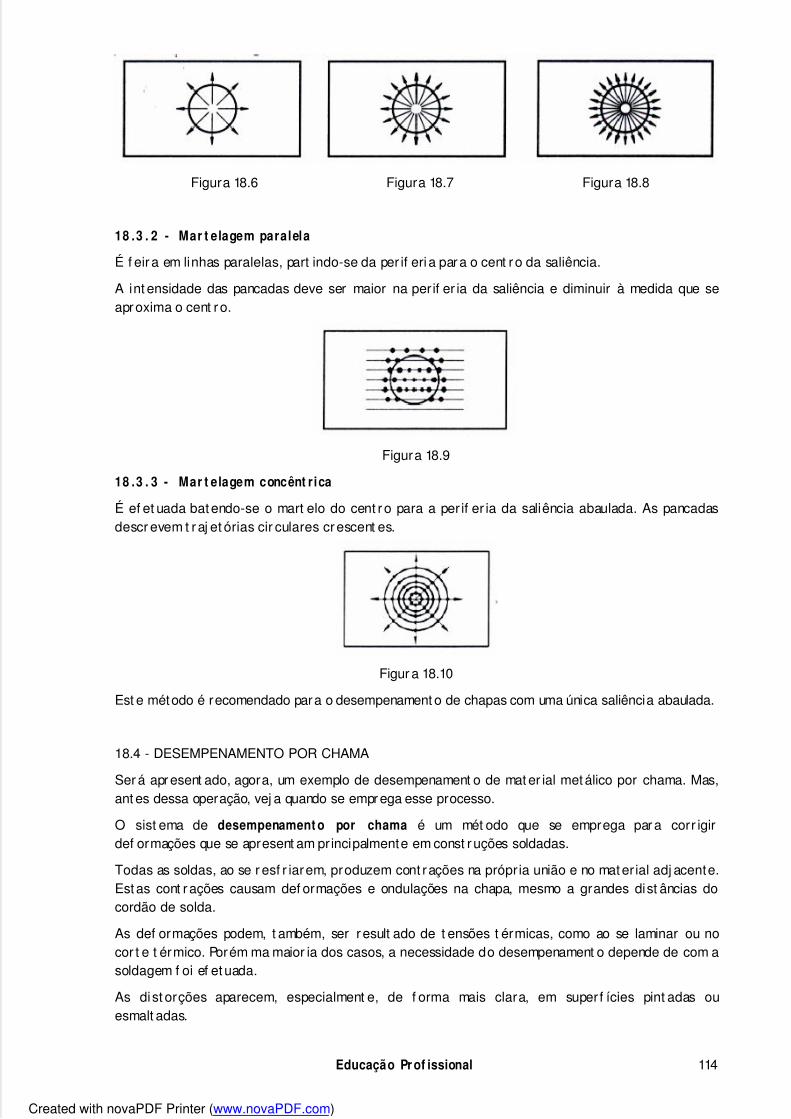
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 115/143
Educação Pr of issional 114
Figura 18.6 Figura 18.7 Figura 18.8
18 .3 . 2 - Mar t elagem paralela
É f eir a em linhas paralelas, part indo-se da per if eri a para o cent ro da saliência.
A int ensidade das pancadas deve ser maior na per if er ia da saliência e diminuir à medida que seaproxima o cent ro.
Figura 18.9
18 .3 . 3 - Mar t elagem concênt rica
É ef et uada bat endo-se o mart elo do cent ro para a per if er ia da saliência abaulada. As pancadasdescr evem t raj et órias cir culares crescent es.
Figur a 18.10
Est e método é recomendado para o desempenament o de chapas com uma única saliência abaulada.
18.4 - DESEMPENAMENTO POR CHAMA
Ser á apresent ado, agora, um exemplo de desempenament o de mat er ial met álico por chama. Mas,ant es dessa operação, vej a quando se emprega esse processo.
O sist ema de desempenament o por chama é um mét odo que se emprega para corr igirdef ormações que se apresent am pr incipalmente em const ruções soldadas.
Todas as soldas, ao se r esf r iarem, produzem cont rações na própr ia união e no mat er ial adj acente.Est as cont rações causam def ormações e ondulações na chapa, mesmo a grandes dist âncias docordão de solda.
As def ormações podem, t ambém, ser r esult ado de t ensões t érmicas, como ao se laminar ou nocor t e t érmico. Porém ma maior ia dos casos, a necessidade do desempenament o depende de com asoldagem f oi ef et uada.
As dist orções aparecem, especialment e, de f orma mais clara, em super f ícies pint adas ouesmalt adas.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 116/143
Educação Pr of issional 115
O desempenament o por chama é um mét odo especialmente cômodo e não necessit a, normalment e,de out ros equipament os além de um maçar ico de aquecimento.
O mét odo baseia-se no pr incípio do emprego de uma chama, a mais quent e possível, de oxigênio eacet ileno, para se aquecer no menor t empo uma par t e limit ada da chapa a uma t emperat ura deaprox imadament e, 600°C, na qual se aument a consider avelment e a plast ici dade do aço. Pelo f atode o mat er ial cir cundant e permanecer f r io, as par t es aquecidas f icam t ensionadas, dilat ando-se.Essa dilat ação é limit ada pelas part es f r ias, não at ingidas pela chama. Quando a bar ra esf r ia, o
mat er ial se cont rai. No desempenament o por chama provoca-se o esf r iament o rápido paraveri f icar o result ado obt ido. O exemplo abaixo f acili t a a compreensão do mecanismo dedesempenament o por chama.
Figura 18.11 Figura 18.12
Figura 18.13 Figura 18.14
Figura 18.15 Figur a 18.16
18.5 - PROCEDI MENTOS PARA O DESEMPENAMENTO POR CHAMA
Veja, a seguir , os procediment os para o desempenament o de est r ut uras diversas, conf orme oproblema apresent ado em cada caso.
Tabela 18.1 - Viga “L”
Pr oblema de empenament oapresentado
Procediment o para odesempenament o
Começar com a f lechaaquecendo a alet a hor izont al.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 117/143
Educação Pr of issional 116
Aquecer ambas alet as. Começarcom 1 e cont inuar com 2.
Tabela 18.2 - Viga “T”
Pr oblema de empenament oapresentado
Procediment o para odesempenament o
Aquecer soment e a alet ahori zont al e começar conf ormeindicado.
Aquecer ambas alet as. Começarcom a alet a hor izont al em 1 e
cont inuar em 2.
Aquecer ambas alet as. Começarcom a alet a ver t ical em 1 econt inuar com a horizont al em 2.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 118/143
Educação Pr of issional 117
Tabela 18.3 - Viga “U”
Pr oblema de empenament oapresentado
Procediment o para odesempenament o
Aquecer ambas alet as ao mesmot empo e começar nos locaismarcados com a f lexa.
Aquecer primeiro a almacomeçando em 1, e logo emseguida cont inuar em 2.
Aquecer em ambas alet as,começando em 1 e cont inuar aalma 2.
Tabela 18.4 - Viga “I ”
Pr oblema de empenament oapresentado
Procediment o para odesempenament o
Created with novaPDF Printer (www.novaPDF.com)
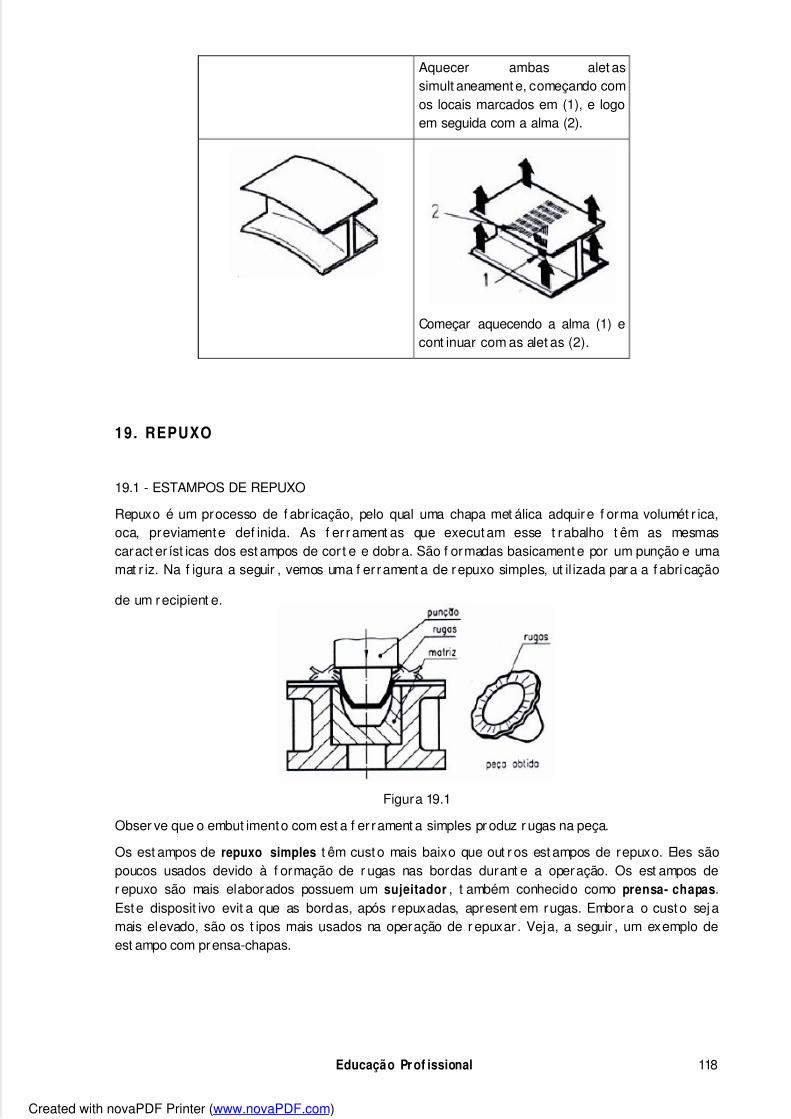
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 119/143
Educação Pr of issional 118
Aquecer ambas alet assimult aneament e, começando comos locais marcados em (1), e logoem seguida com a alma (2).
Começar aquecendo a alma (1) econt inuar com as alet as (2).
19. REPUXO
19.1 - ESTAMPOS DE REPUXO
Repuxo é um processo de f abr icação, pelo qual uma chapa met álica adquire f orma volumét r ica,oca, previamente def inida. As f er rament as que execut am esse t rabalho t êm as mesmascaract er íst icas dos est ampos de cor t e e dobra. São f ormadas basicament e por um punção e umamat r iz. Na f igura a seguir , vemos uma f er rament a de repuxo simples, ut il izada par a a f abri cação
de um recipient e.
Figura 19.1
Obser ve que o embut imento com est a f er rament a simples pr oduz r ugas na peça.
Os est ampos de repuxo simples t êm cust o mais baixo que out r os est ampos de repuxo. Eles sãopoucos usados devido à f ormação de r ugas nas bordas durant e a operação. Os est ampos der epuxo são mais elaborados possuem um sujeitador , t ambém conhecido como prensa- chapas.Est e disposit ivo evit a que as bordas, após repuxadas, apresent em rugas. Embora o cust o sejamais elevado, são os t ipos mais usados na operação de r epuxar . Veja, a seguir , um exemplo deest ampo com prensa-chapas.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 120/143
Educação Pr of issional 119
Figura 19.2
O prensa-chapas t em a f unção de mant er a chapa sob pressão para f azer com que ela deslizeapenas para o int er ior da cavidade da mat r iz, sem f ormar rugas. Para evit ar a f ormação det r incas ou f issuras, vários f at ores devem ser observados: o cálculo do r aio da mat r iz, a
lubr if icação do mat er ial da peça, a f olga ent re o punção e a mat r iz, a r egulagem da pr essãoexer cida pelo prensa-chapas, etc.
Ao t erminar a operação de r epuxo, a peça já moldada f ica presa à mat r iz do est ampo de repuxardevido à propr iedade de recuperação elást ica do mat er ial. Para que a peça se desloque dacavidade da mat r iz, exist e um disposit ivo chamado extrator , que t em a f unção de liberar a peça.
Na f igura abaix o vemos um est ampo de repuxo com um ext rat or que possibi li t a a saída da peçapela part e inf eri or do est ampo.
Figura 19.3
Vemos, na f igura abaixo, um est ampo de r epuxo, com um ext rat or que possibi li t a a saída da peçapela par t e super ior do est ampo.
Figura 19.4
Created with novaPDF Printer (www.novaPDF.com)
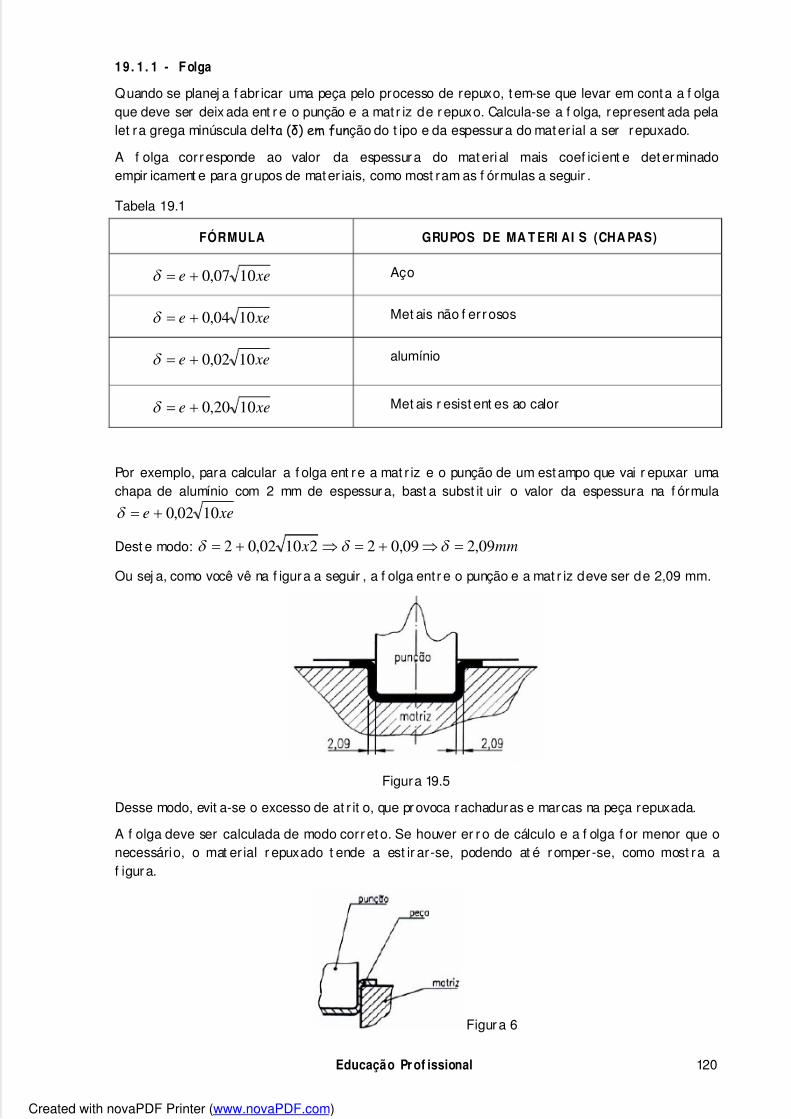
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 121/143
Educação Pr of issional 120
19 . 1 . 1 - Folga
Quando se planej a f abr icar uma peça pelo processo de repuxo, t em-se que levar em conta a f olgaque deve ser deix ada ent r e o punção e a mat r iz de repuxo. Calcula-se a f olga, represent ada pelalet ra grega minúscula delta (δ) em função do t ipo e da espessura do mat er ial a ser repuxado.
A f olga corresponde ao valor da espessura do mat eri al mais coef icient e det erminadoempir icament e para grupos de mat er iais, como most ram as f órmulas a seguir .
Tabela 19.1
FÓRMULA GRUPOS DE MA T ERI AI S (CHA PAS)
xee 1007,0 Aço
xee 1004,0 Met ais não f er rosos
xee 1002,0 alumínio
xee 1020,0 Met ais r esist ent es ao calor
Por exemplo, para calcular a f olga ent re a mat r iz e o punção de um est ampo que vai r epuxar umachapa de alumínio com 2 mm de espessura, bast a subst it uir o valor da espessura na f órmula
xee 1002,0
Dest e modo: mm x 09,209,0221002,02
Ou sej a, como você vê na f igura a seguir , a f olga ent r e o punção e a mat r iz deve ser de 2,09 mm.
Figura 19.5
Desse modo, evit a-se o excesso de at r it o, que provoca rachaduras e marcas na peça repuxada.
A f olga deve ser calculada de modo corr et o. Se houver er r o de cálculo e a f olga f or menor que onecessário, o mat er ial r epuxado t ende a est ir ar-se, podendo at é romper-se, como most ra af igura.
Figura 6
Created with novaPDF Printer (www.novaPDF.com)
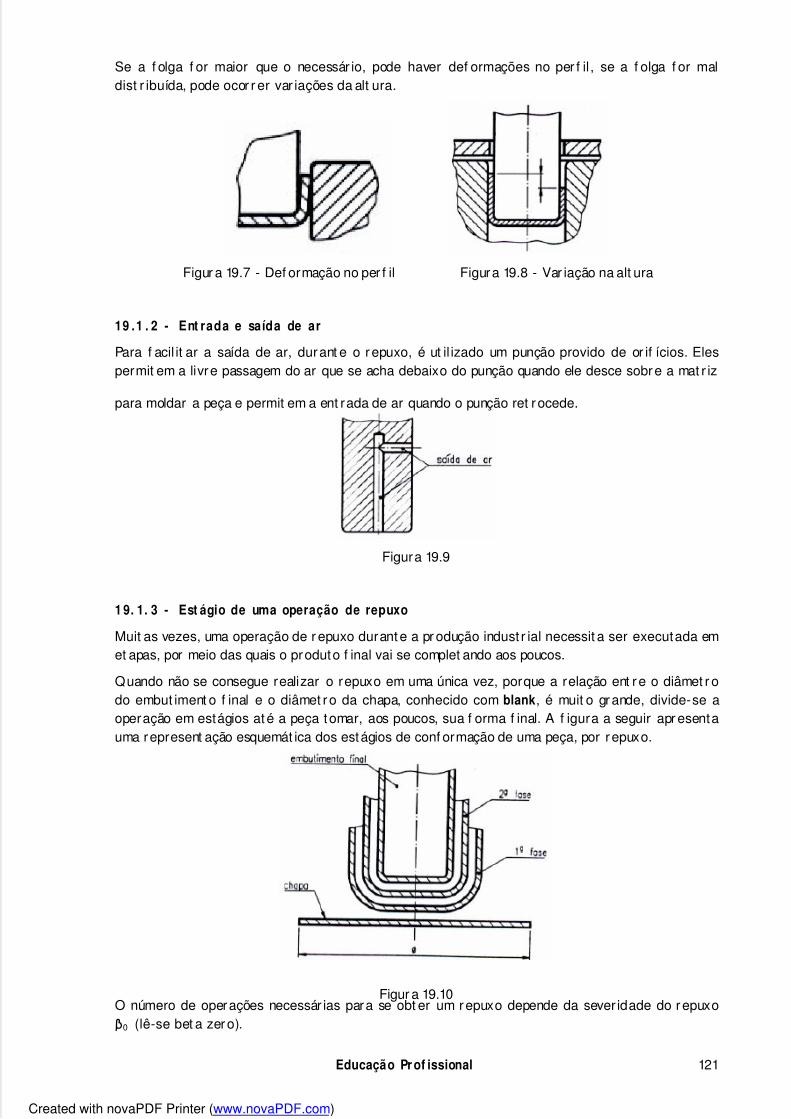
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 122/143
Educação Pr of issional 121
Se a f olga f or maior que o necessár io, pode haver def ormações no per f il , se a f olga f or maldist r ibuída, pode ocor r er var iações da alt ura.
Figur a 19.7 - Def ormação no per f il Figura 19.8 - Var iação na alt ura
19 .1 . 2 - Ent rada e saída de ar
Para f acil it ar a saída de ar, durant e o r epuxo, é ut il izado um punção provido de or if ícios. Elespermit em a livre passagem do ar que se acha debaixo do punção quando ele desce sobre a mat r iz
para moldar a peça e permit em a ent rada de ar quando o punção ret r ocede.
Figura 19.9
1 9. 1. 3 - Est ágio de uma operação de repuxo
Muit as vezes, uma operação de r epuxo durant e a pr odução indust r ial necessit a ser executada emet apas, por meio das quais o produto f inal vai se complet ando aos poucos.
Quando não se consegue realizar o repuxo em uma única vez, porque a relação ent re o diâmet r odo embut iment o f inal e o diâmet ro da chapa, conhecido com blank, é muit o grande, divide-se aoperação em estágios at é a peça tomar, aos poucos, sua f orma f inal. A f igura a seguir apr esentauma represent ação esquemát ica dos estágios de conf ormação de uma peça, por r epuxo.
Figur a 19.10O número de operações necessár ias para se obt er um repuxo depende da sever idade do repuxoβ0 (lê-se bet a zero).
Created with novaPDF Printer (www.novaPDF.com)
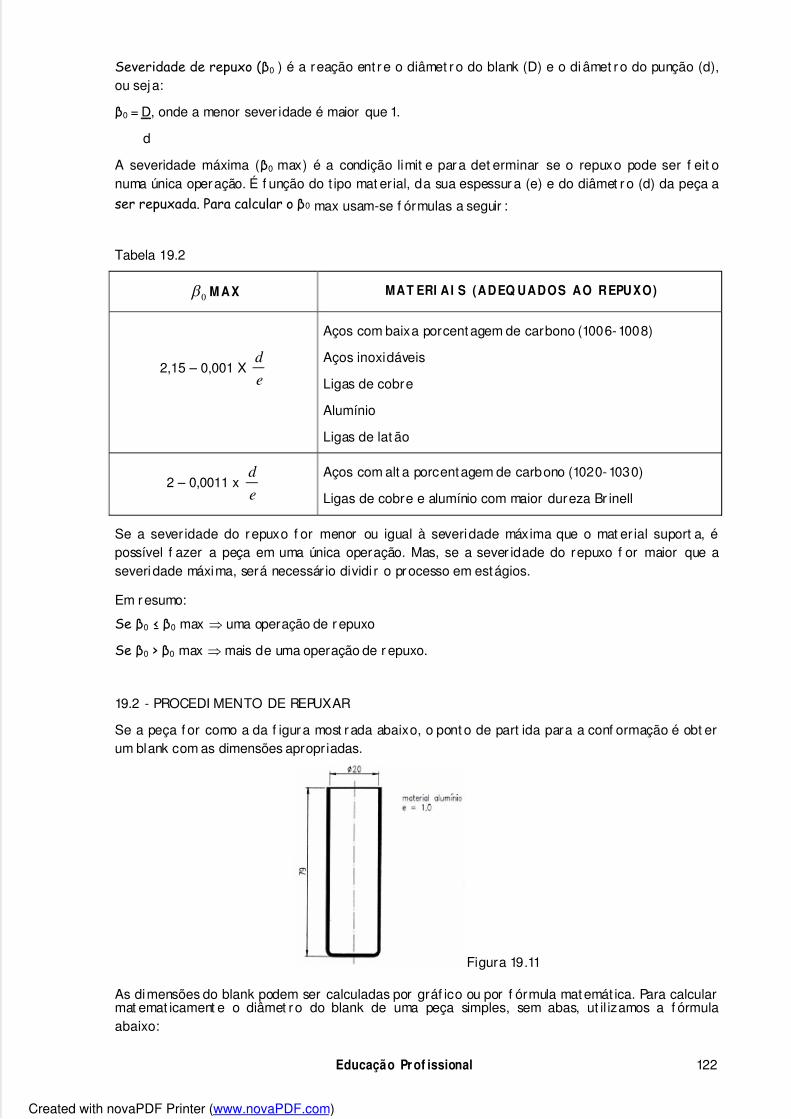
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 123/143
Educação Pr of issional 122
Severidade de repuxo (β0 ) é a reação ent re o diâmet r o do blank (D) e o diâmet ro do punção (d),ou seja:
β0 = D, onde a menor sever idade é maior que 1.
d
A severidade máxima (β0 max) é a condição limit e para det erminar se o repuxo pode ser f eit onuma única operação. É f unção do t ipo mat er ial, da sua espessur a (e) e do diâmet r o (d) da peça a
ser repuxada. Para calcular o β0 max usam-se f órmulas a seguir :
Tabela 19.2
0 M A X MAT ERI AI S (ADEQ UADOS AO REPUXO)
2,15 – 0,001 Xe
d
Aços com baixa porcent agem de carbono (1006-1008)
Aços inoxidáveis
Ligas de cobre
Alumínio
Ligas de lat ão
2 – 0,0011 xe
d
Aços com alt a porcentagem de carbono (1020-1030)
Ligas de cobre e alumínio com maior dureza Br inell
Se a sever idade do repuxo f or menor ou igual à severidade máxima que o mat er ial suport a, épossível f azer a peça em uma única operação. Mas, se a sever idade do repuxo f or maior que aseveridade máxima, será necessár io dividi r o processo em estágios.
Em resumo:
Se β0 ≤ β0 max uma operação de r epuxo
Se β0 > β0 max mais de uma operação de r epuxo.
19.2 - PROCEDI MENTO DE REPUXAR
Se a peça f or como a da f igura most rada abaixo, o pont o de part ida para a conf ormação é obt erum blank com as dimensões apropriadas.
Figura 19.11
As dimensões do blank podem ser calculadas por gráf ico ou por f órmula mat emát ica. Para calcularmat emat icament e o diâmet ro do blank de uma peça simples, sem abas, ut il izamos a f órmulaabaixo:
Created with novaPDF Printer (www.novaPDF.com)
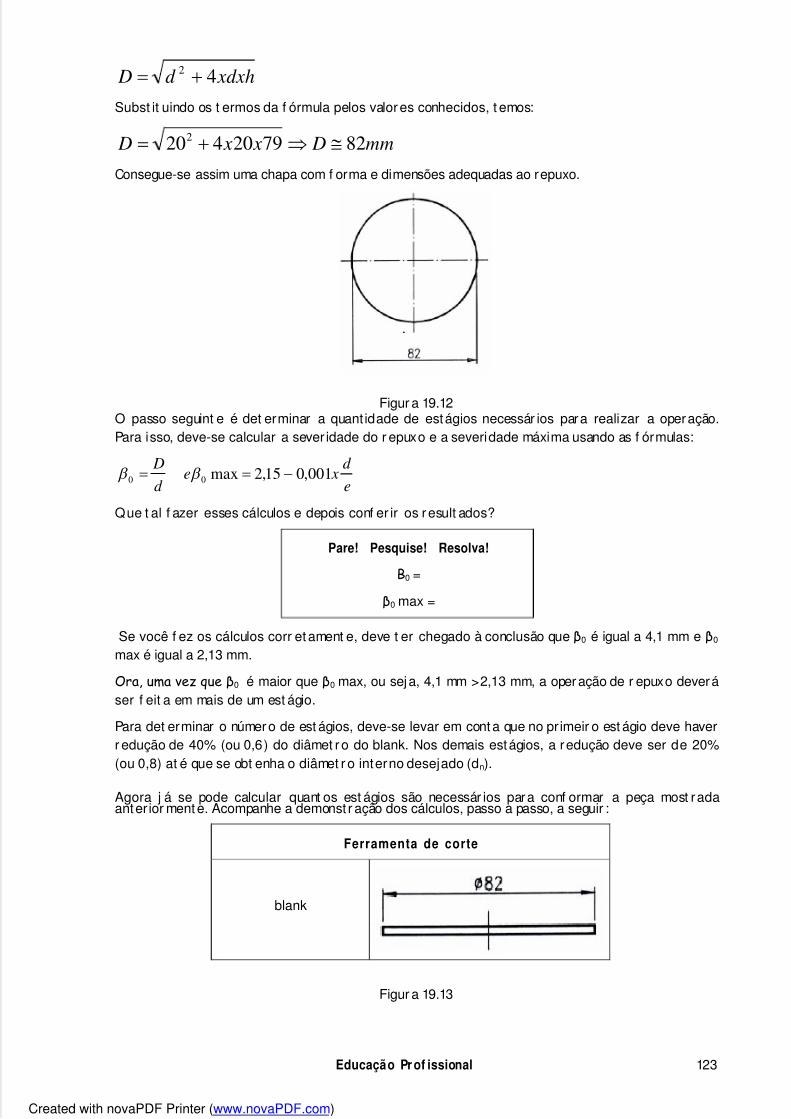
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 124/143
Educação Pr of issional 123
xdxhd D 42
Subst it uindo os t ermos da f órmula pelos valores conhecidos, t emos:
mm D x x D 8279204202
Consegue-se assim uma chapa com f orma e dimensões adequadas ao repuxo.
Figur a 19.12O passo seguint e é det erminar a quant idade de estágios necessár ios para realizar a operação.Para isso, deve-se calcular a sever idade do r epuxo e a severidade máxima usando as f órmulas:
d
D
0
e
d xe 001,015,2max
0
Que t al f azer esses cálculos e depois conf er ir os r esult ados?
Pare! Pesquise! Resolva!
Β0 =
β0 max =
Se você f ez os cálculos corr et ament e, deve t er chegado à conclusão que β0 é igual a 4,1 mm e β0
max é igual a 2,13 mm.
Ora, uma vez que β0 é maior que β0 max, ou seja, 4,1 mm > 2,13 mm, a operação de r epuxo deveráser f eit a em mais de um est ágio.
Para det erminar o número de est ágios, deve-se levar em cont a que no pr imeir o est ágio deve haverr edução de 40% (ou 0,6) do diâmet ro do blank. Nos demais estágios, a redução deve ser de 20%(ou 0,8) at é que se obt enha o diâmet r o interno desejado (dn).
Agora j á se pode calcular quant os est ágios são necessár ios para conf ormar a peça most radaanter ior ment e. Acompanhe a demonst r ação dos cálculos, passo a passo, a seguir :
Ferramenta de corte
blank
Figur a 19.13
Created with novaPDF Printer (www.novaPDF.com)
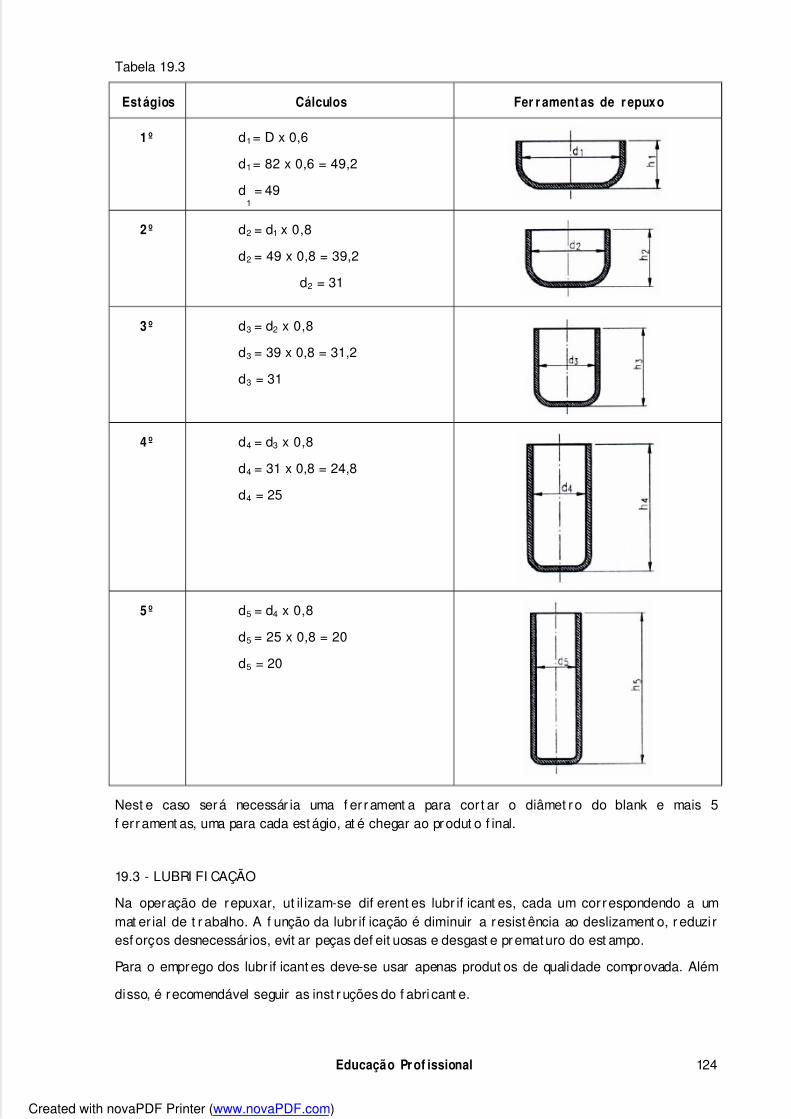
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 125/143
Educação Pr of issional 124
Tabela 19.3
Est ágios Cálculos Fer r ament as de r epuxo
1 º d1= D x 0,6
d1= 82 x 0,6 = 49,2
d1
= 49
2 º d2 = d1 x 0,8
d2 = 49 x 0,8 = 39,2
d2 = 31
3 º d3 = d2 x 0,8
d3 = 39 x 0,8 = 31,2
d3 = 31
4 º d4 = d3 x 0,8
d4 = 31 x 0,8 = 24,8
d4 = 25
5 º d5 = d4 x 0,8
d5 = 25 x 0,8 = 20
d5 = 20
Nest e caso será necessár ia uma f er rament a para cort ar o diâmet ro do blank e mais 5f er rament as, uma para cada est ágio, at é chegar ao produt o f inal.
19.3 - LUBRI FI CAÇÃO
Na operação de repuxar, ut il izam-se dif erent es lubr if icant es, cada um correspondendo a ummat er ial de t r abalho. A f unção da lubr if icação é diminuir a resist ência ao deslizament o, r eduziresf orços desnecessár ios, evit ar peças def eit uosas e desgast e prematuro do est ampo.
Para o emprego dos lubr if icant es deve-se usar apenas produt os de qualidade comprovada. Além
disso, é recomendável seguir as inst r uções do f abri cant e.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 126/143
Educação Pr of issional 125
Os produt os de lubr if icação podem ser usados puros ou di luídos. De modo geral, empr egam-se osprodut os diluídos. Observe, a seguir , o quadro que r elaciona os mat er iais e seus lubr if icant escorrespondent es.
Tabela 19.4
MAT ERI AL LUBRI FI CANT E
Aços Sabão em past a, óleo de r ícino, t alco, emulsões de óleosminerais
Alumínio e suas li gas Querosene, óleo de coco, vaselina, sebo, óleo graf it ado
Zinco, estanho, chumbo e met albranco
Sebo
Cobre, br onze e lat ão Óleo mineral grosso, past a de sabão com água, pet róleo
graf it ado
Aço inoxidável Água graf it ada
20 - CALDERARI A
20.1- LEVANTAR UMA PERPENDI CULAR NO MEI O DE UMA RETA
Figura 20.1AB, r et a dada. Com ponta seca em A t raçar dois arcos acima e abaix o da ret a. Em seguida, compont a seca em B t r açar out ros dois arcos que cort em os primeir os nos pont os C e D. Por estespont os, passa a perpendicular pedida.
20 .2 - LEVANTAR UMA PERPENDI CULAR POR UM PONT O QUALQ UER DE UMA RETA
Figura 20.2
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 127/143
Educação Pr of issional 126
AB, r et a dada. Pont o X. Com pont a seca em X marcar os pont os C e D. Depois, com pont a seca emC e D, respect ivamente, t raçar dois arcos que se cruzem no pont o E. A ret a que une E com X é aper pendicular pedida.
20.3 - DI VI DI R O ANGULO EM TRÊS PARTES I GUAI S
Figura 20.3
ABC, ângulo dado. X, vért ice do angulo. Cent rar em X e com uma aber t ura qualquer do compasso
t raçar o arco DE. Em seguida, com a mesma aber t ura, cent r ar em E e t raçar um arco marcando opont o G. Cent rar em D com mesma aber t ura e marcar o ponto H. Ligando X com G e X com 11 oangulo r eto f ica dividido em t r ês par t es iguais.
20.4- DI VI DI R UMA CI RCUNFERÊNCI A EM TRÊS PARTES I GUAI S E I NSCREVER OTRI ÂNGULO
Figura 20.4
Tr açada a cir cunf erência, t raçar t ambém a linha AB. Depois, cent rar o compasso em B e comaber t ura igual a B1, t r açar o ar co CD. Ligar A com C e A com D. Finalment e, ligar D com C,f ormando assim o t r iângulo.
20.5 - DI VI DI R UMA CI RCUNFERÊNCI A EM QUATRO PARTES I GUAI S E I NSCREVER OQUADRADO
Figura 20.5
Tr açada a cir cunf erência, t r açar t ambém as linhas AB e CD. Ligar A com C e A com D. Ligar Bcom C e B com D, f ormando o quadrado dent r o da cir cunf erência.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 128/143
Educação Pr of issional 127
20.6 - DI VI DI R UMA CI RCUNFERÊNCI A EM CI NCO PARTES I GUAI S E I NSCREVER OPENTÁGONO
Figura 20.6
20.7 - DESENVOLVI MENTO LATERAL DE UM CI LI NDRO
Figura 20.7
A f igura 20.7 most ra o desenvolviment o lat eral de um cil indro, que é um ret ângulo, cujocompr iment o é igual ao diâmet ro médio encont rado, mult ipli cado por 3,142 . Em planif icação dechapas, t ant o em f unilaria indust r ial como em caldeiraria, deve-se sempre usar o diâmet ro médio,indicado aqui pelas let ras DM. Mét odo para se encont rar o DM. Se o diâmet r o indicado nodesenho f or int erno, acrescent a-se uma vez a espessura do mat eri al e mult iplica-se por 3,142.
1º exemplo: Diâmet ro indicado no desenho 120mm int erno; espessura do mat er ial, 3mm. 120 + 3 =123. O número 123 é o DM encont rado e é ele que deve ser mult ipli cado por 3,142.
2º exemplo: O diâmet ro indicado no desenho é 120mm ext erno: subt rai-se uma vez a espessura
do mat er ial. Assim, 120 - 3 = 117. O número 117 é o DM encont rado e é ele que deve sermult iplicado por 3,142.
Obs.: Em chapar ia é cost ume usar-se apenas o número 3,14 ao invés de 3,142. Ent ret ant o, seacrescent armos 0,0004 (quat ro décimos milésimos) ao 3,1416 obt eremos o númer o 3,142 que dáuma melhor precisão ao diâmet ro da peça que será conf eccionada. Para conf ir mar seguem-se doisexemplos:
1º 120 X 3,14 = 376.
2º 120 X 3,142 = 377.
Ver if ica-se assim que obt ivemos uma melhor aproximação.
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 129/143
Educação Pr of issional 128
20.8 - PLANI FI CAÇÃO DE CI LI NDRO COM UMA BASE (BOCA) NÃO PARALELA - PROCESSO 1
Acha-se o diâmet ro médio e desenha-se inicialment e a vist a de elevação (f ig. 20.8). A seguir ,
t r aça-se o semicír culo 1-7, o qual será dividido em um número qualquer de par t es iguais, 1-2 -3 -4-5-6-7. A par t ir destes pont os serão levant adas per pendicular es que t ocarão a part e inclinada docilindr o marcando-se os pont os 1' -2' -3 ' 4' -5 ' -6' -7' . A seguir , mult iplica-se o DM por 3,142 esobr e uma ret a que deverá ser t raçada ao lado da f ig. 8, mar ca-se o compriment o encont rado.Divide-se est a ret a em par t es iguais (exat ament e o dobro das divisões f eit as na f ig. 8). Por est asdivisões serão levant adas perpendiculares. Depois, par t indo dos pont os 1' -2' -3 ' -4’-5' -6' -7 '(localizados na par t e inclinada do cil indro), t r açam-se ret as hor izontais que cr uzarão com asvert icais levant adas ant er iormente, marcando os pont os 1"-2" -3" -4"-5"-6"-7". Finalment e, unem-se est es pont os com o auxil io de uma régua f lex ível.
20.9 - PLANI FI CAÇÃO DE COTOVELO DE 45º
Figura 20.10
Figura20. 9
Figura 20.8
Created with novaPDF Printer (www.novaPDF.com)
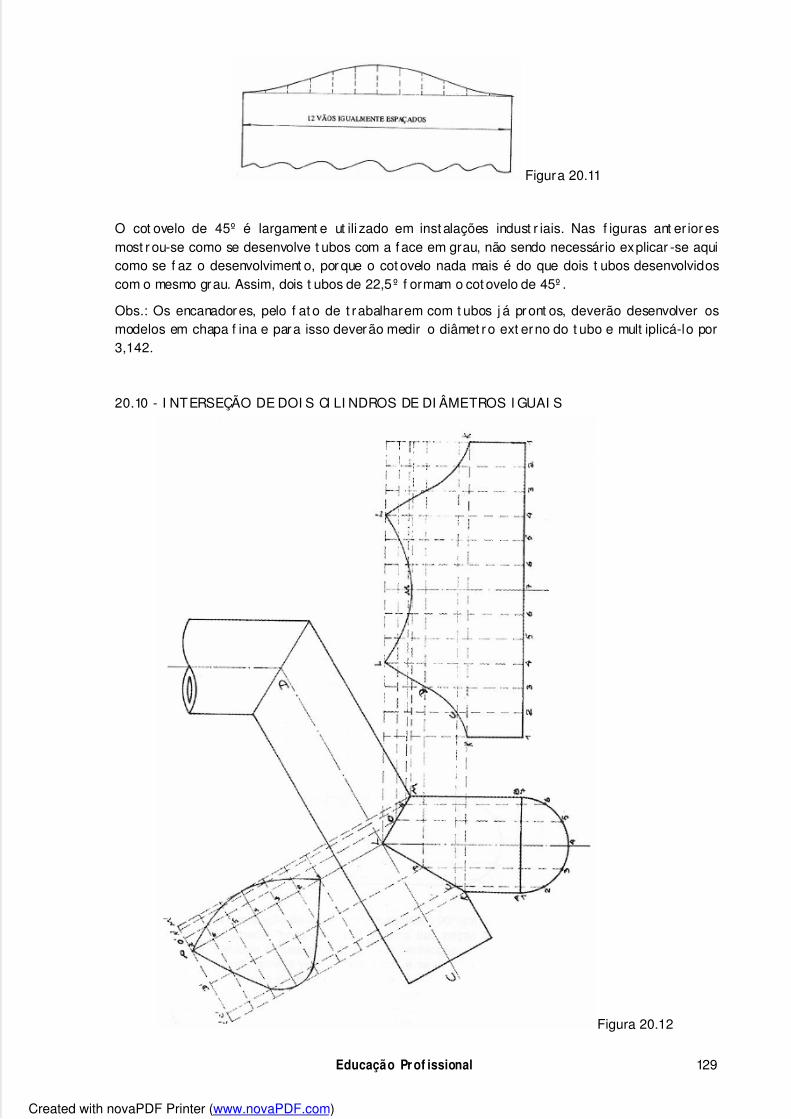
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 130/143
Educação Pr of issional 129
Figura 20.11
O cot ovelo de 45º é largament e ut ili zado em inst alações indust r iais. Nas f iguras ant er ioresmost r ou-se como se desenvolve t ubos com a f ace em grau, não sendo necessário explicar -se aquicomo se f az o desenvolviment o, por que o cot ovelo nada mais é do que dois t ubos desenvolvidoscom o mesmo grau. Assim, dois t ubos de 22,5º f ormam o cot ovelo de 45º .
Obs.: Os encanadores, pelo f at o de t rabalharem com t ubos j á pront os, deverão desenvolver osmodelos em chapa f ina e para isso deverão medir o diâmet ro ext erno do t ubo e mult iplicá-lo por3,142.
20.10 - I NTERSEÇÃO DE DOI S CI LI NDROS DE DI ÂMETROS I GUAI S
Figura 20.12
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 131/143
Educação Pr of issional 130
Desenvolviment o do f uro: Traçar a linha LP e com abert ura de compasso igual a 4-5, mar car ospontos 1-2-3-4 -5-6-7 e t raçar per pendicular es por est es pont os. Tr açar t ambém as linhas KK' ,CC' , DD' , OO' , NN ' , MM' . O cruzament o dest as com as perpendicular es t raçadas ant eriorment ef ormam a linha do f uro.
O desenvolviment o do cilindro inf eri or é f eit o da mesma f orma como f oram f eit as asplanif icações ant eri ores.
20.11 - I NTERSEÇÃO DE UM CI LI NDRO POR OUTRO DE DI ÂMETRO I GUAL
A int erseção de dois cili ndr os saindo a 90º um do out r o, t ambém chamada "boca de lobo", é umadas peças mais usadas em f unilaria indust r ial e é de f ácil conf ecção. Bast a que se t raceinicialmente a vist a de elevação, e se divida o arco AB (Fig. 20.13) em par t es iguais e marquem-seos pontos 1-2-3-4-5 -6-7. A par t ir dest es pont os levant am-se perpendiculares, at é t ocar o t ubosuper ior , marcando os pont os 1' -2' -3' -4 ' -5' -6' -7 ' . A seguir , acha-se o diâmet ro médio,mult ipli cas-se por 3,142 e a medida encont r ada marca-se em uma r et a CD na mesma dir eção de
AB, e divide-se em par t es iguais marcando-se os pont os M-N-O-P-Q -R-S-R-Q-P-O-N-M. A par t irdest es, levantam-se per pendicular es. Depois, par t indo dos pont os 1' -2' -3 ' -4' etc., t raçam-selinhas hor izontais que cruzarão com as ver t icais e levant adas ant er iorment e, marcando os pont os1"-2" -3" -4"-5"-6"-7" et c. Terminando, unem-se est es pont os com uma r égua f lexível.
Figura 20.14
Figura 20.13
Created with novaPDF Printer (www.novaPDF.com)
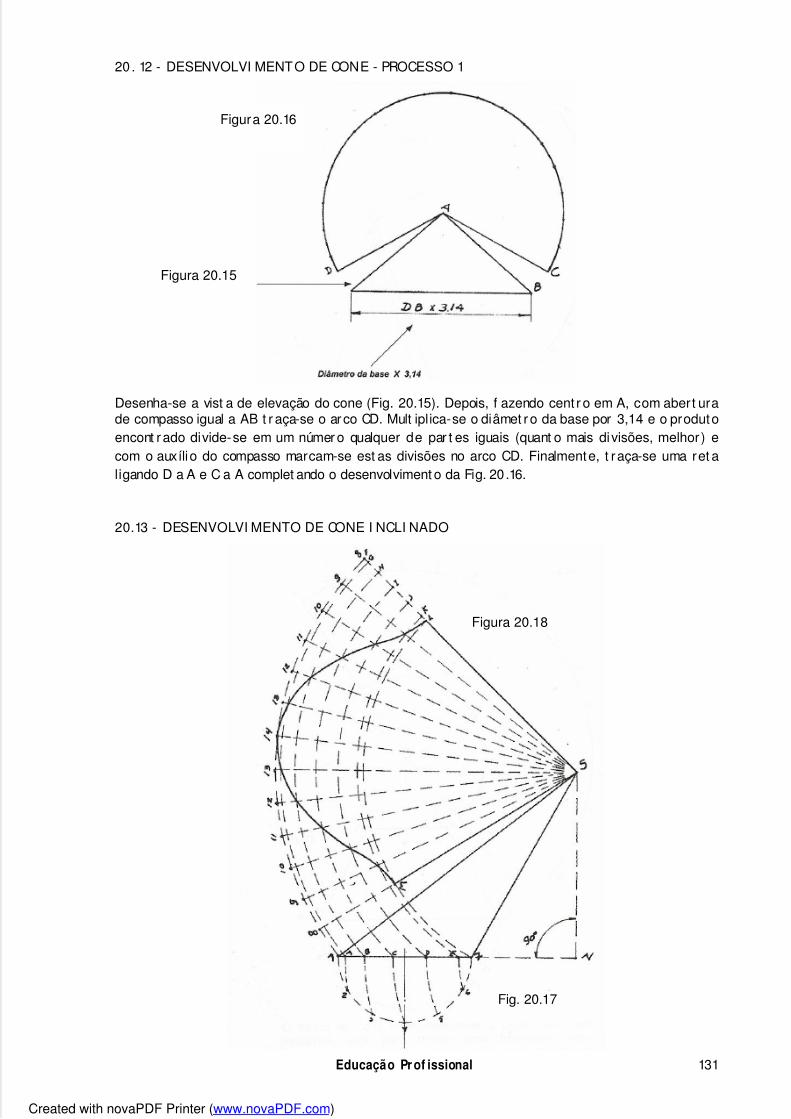
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 132/143
Educação Pr of issional 131
20. 12 - DESENVOLVI MENTO DE CONE - PROCESSO 1
Desenha-se a vist a de elevação do cone (Fig. 20.15). Depois, f azendo cent r o em A, com abert urade compasso igual a AB t r aça-se o ar co CD. Mult iplica-se o diâmet ro da base por 3,14 e o produtoencont rado divide-se em um númer o qualquer de par t es iguais (quant o mais divisões, melhor) ecom o auxílio do compasso marcam-se est as divisões no arco CD. Finalmente, t raça-se uma ret aligando D a A e C a A complet ando o desenvolviment o da Fig. 20.16.
20.13 - DESENVOLVI MENTO DE CONE I NCLI NADO
Figura 20.15
Figura 20.16
Fig. 20.17
Figura 20.18
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 133/143
Educação Pr of issional 132
Desenha-se a vist a de elevação do cone (Fig. 20.17) com a incli nação desej ada e t r aça-se o ar co 1-7, o qual divide-se em par t es iguais 1-2-3-4 -5-6-7. Pr olonga-se a linha 1-7 at é o pont o N e daílevanta-se uma perpendicular at é o pont o S. Cent r ando o compasso em N, t raçam-se arcosmarcando os pont os A-B-C-D-E na base do cone. A par t ir destes pont os, t r açam-se os ar cos 1F-AG-BH-CI -DJ -EK-7L. A seguir , abre-se o compasso com uma das divisões do ar co 1-7 e marcam-se est as divisões no arco 1F8, numerando-se 8-9 -10-11-12-13-14-13-12-11-10-9-8. Ligam-se estespont os at r avés de ret as ao vért ice S. O encont ro destas ret as com os arcos t raçados
ant eri orment e f orma a linha de desenvolviment o ML.
20 .14 - CONE CORTADO POR UM PLANO OBLÍ QUO ENTRE A BASE E O VÉRTI CE
Desenha-se a vist a de elevação do cone (Fig. 20.19) e o semicír culo 1-7 . O qual divide-se empar t es iguais 1-2 -3-4-5-6-7. Por est es pont os levant am-se vert icais at é t ocar a base do cone edaí elas serão elevadas até o vér t ice, marcando no plano obl íquo os pont os A-B-C-D-E-F-G. Est espont os serão t r anspor t ados para o lado G7 do cone. Depois, com abert ura de compasso igual a S7,
Figura 20.20
Figura 20.19
Created with novaPDF Printer (www.novaPDF.com)
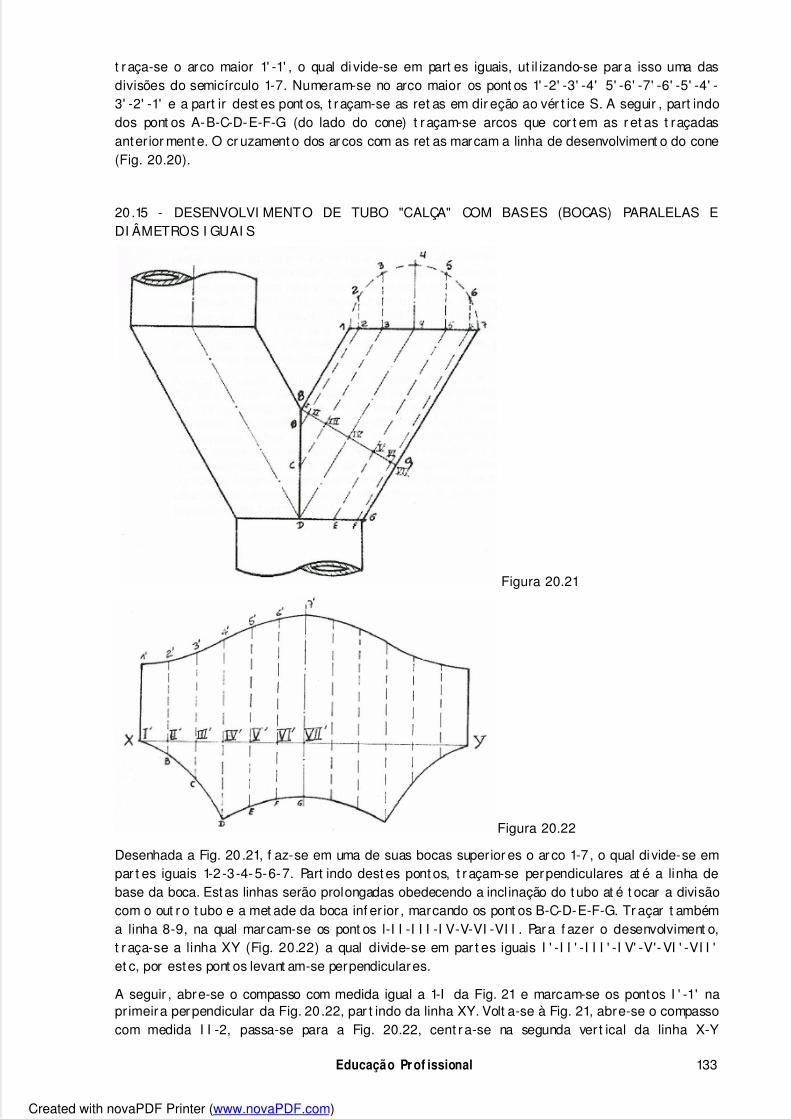
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 134/143
Educação Pr of issional 133
t raça-se o arco maior 1' -1' , o qual di vide-se em part es iguais, ut il izando-se para isso uma dasdivisões do semicírculo 1-7. Numeram-se no arco maior os pont os 1' -2' -3' -4' 5' -6' -7' -6' -5' -4' -3' -2' -1' e a part ir dest es pont os, t raçam-se as ret as em dir eção ao vér t ice S. A seguir , part indodos pont os A-B-C-D-E-F-G (do lado do cone) t r açam-se arcos que cor t em as r et as t raçadasanter ior ment e. O cr uzament o dos ar cos com as ret as marcam a linha de desenvolviment o do cone(Fig. 20.20).
20 .15 - DESENVOLVI MENTO DE TUBO "CALÇA" COM BASES (BOCAS) PARALELAS EDI ÂMETROS I GUAI S
Figura 20.21
Figura 20.22
Desenhada a Fig. 20 .21, f az-se em uma de suas bocas superior es o ar co 1-7, o qual divide-se empar t es iguais 1-2 -3-4-5-6-7. Part indo dest es pont os, t r açam-se perpendiculares at é a linha debase da boca. Estas linhas serão prolongadas obedecendo a incl inação do t ubo at é t ocar a divisãocom o out r o t ubo e a met ade da boca inf er ior , marcando os pont os B-C-D-E-F-G. Tr açar t ambéma linha 8-9, na qual marcam-se os pont os l-I I -I I I -I V-V-VI -VI I . Para f azer o desenvolviment o,t r aça-se a linha XY (Fig. 20.22) a qual divide-se em par t es iguais I ' -I I ' -I I I ' -I V' -V'-VI ' -VI I 'et c, por estes pont os levant am-se perpendiculares.
A seguir , abre-se o compasso com medida igual a 1-I da Fig. 21 e marcam-se os pontos I ' -1' naprimeira perpendicular da Fig. 20.22, par t indo da linha XY. Volt a-se à Fig. 21, abre-se o compassocom medida I I -2, passa-se para a Fig. 20.22, cent ra-se na segunda ver t ical da linha X-Y
Created with novaPDF Printer (www.novaPDF.com)
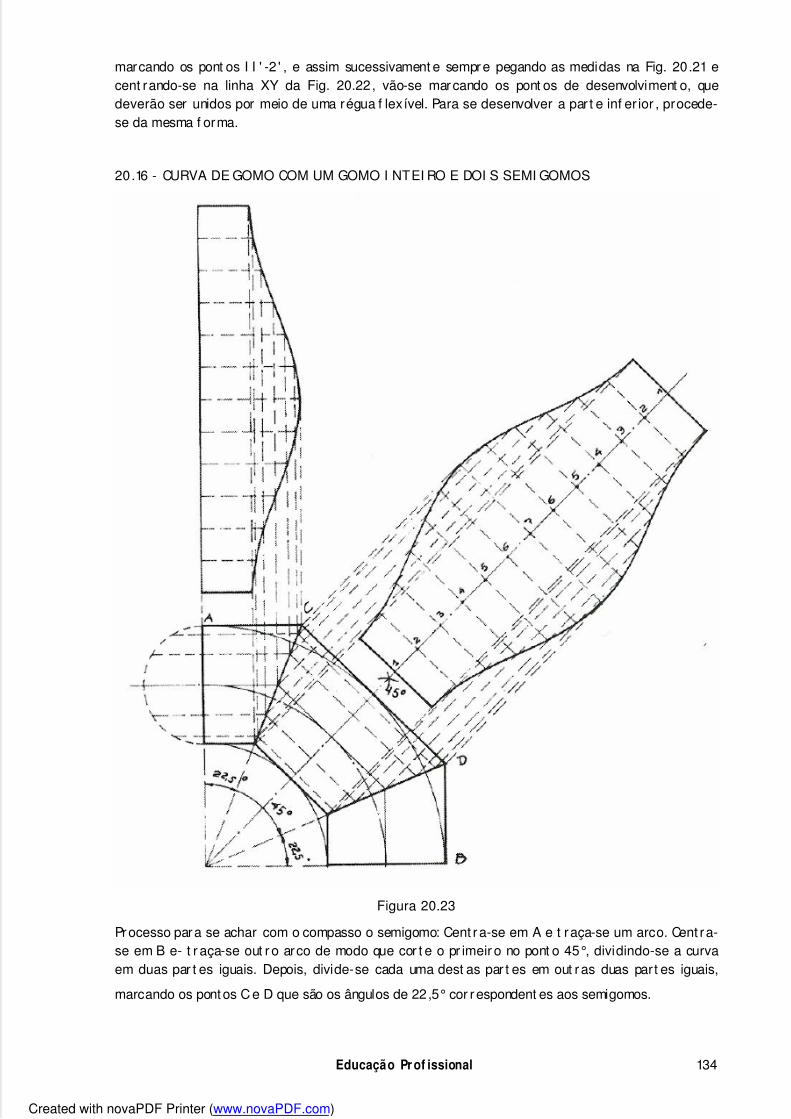
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 135/143
Educação Pr of issional 134
marcando os pont os I I ' -2 ' , e assim sucessivament e sempre pegando as medidas na Fig. 20.21 ecent rando-se na linha XY da Fig. 20.22, vão-se marcando os pont os de desenvolviment o, quedeverão ser unidos por meio de uma régua f lexível. Para se desenvolver a par t e inf er ior , procede-se da mesma f orma.
20.16 - CURVA DE GOMO COM UM GOMO I NTEI RO E DOI S SEMI GOMOS
Figura 20.23
Processo para se achar com o compasso o semigomo: Cent ra-se em A e t raça-se um arco. Cent ra-se em B e- t r aça-se out r o arco de modo que cor t e o pr imeir o no pont o 45°, dividindo-se a curvaem duas par t es iguais. Depois, divide-se cada uma dest as par t es em out ras duas part es iguais,
marcando os pont os C e D que são os ângulos de 22,5° cor respondent es aos semigomos.
Created with novaPDF Printer (www.novaPDF.com)
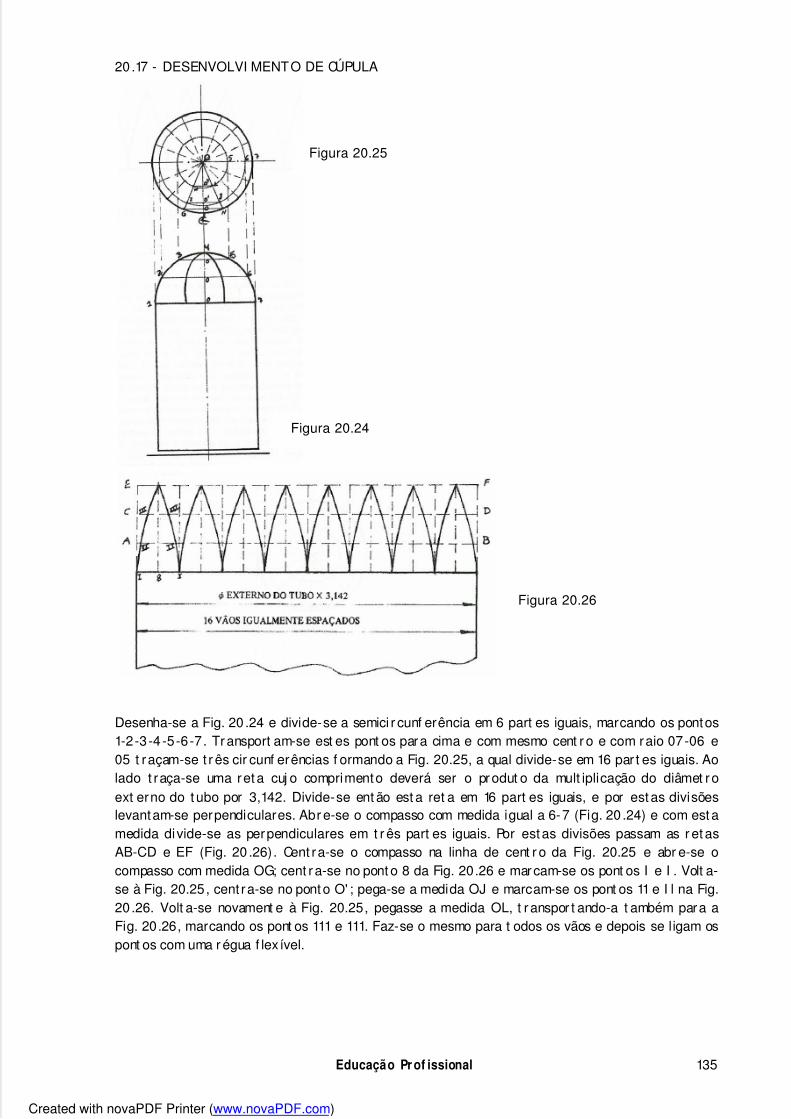
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 136/143
Educação Pr of issional 135
20.17 - DESENVOLVI MENTO DE CÚPULA
Desenha-se a Fig. 20 .24 e divide-se a semici r cunf erência em 6 part es iguais, marcando os pontos1-2-3-4 -5-6-7. Transport am-se est es pont os para cima e com mesmo cent r o e com raio 07-06 e05 t raçam-se t r ês cir cunf erências f ormando a Fig. 20.25, a qual divide-se em 16 par t es iguais. Aolado t raça-se uma ret a cuj o comprimento deverá ser o produt o da mult iplicação do diâmet roext erno do t ubo por 3,142. Divide-se ent ão est a ret a em 16 part es iguais, e por est as divisõeslevantam-se perpendiculares. Abr e-se o compasso com medida igual a 6-7 (Fig. 20 .24) e com est amedida divide-se as perpendiculares em t r ês part es iguais. Por est as divisões passam as r et asAB-CD e EF (Fig. 20 .26). Cent ra-se o compasso na linha de cent r o da Fig. 20.25 e abr e-se ocompasso com medida OG; cent ra-se no pont o 8 da Fig. 20.26 e marcam-se os pont os I e I . Volt a-se à Fig. 20.25, cent ra-se no pont o O' ; pega-se a medida OJ e marcam-se os pont os 11 e I l na Fig.20 .26. Volt a-se novament e à Fig. 20.25, pegasse a medida OL, t r anspor t ando-a t ambém para aFig. 20.26, marcando os pont os 111 e 111. Faz-se o mesmo para t odos os vãos e depois se l igam ospont os com uma r égua f lex ível.
Figura 20.25
Figura 20.24
Figura 20.26
Created with novaPDF Printer (www.novaPDF.com)
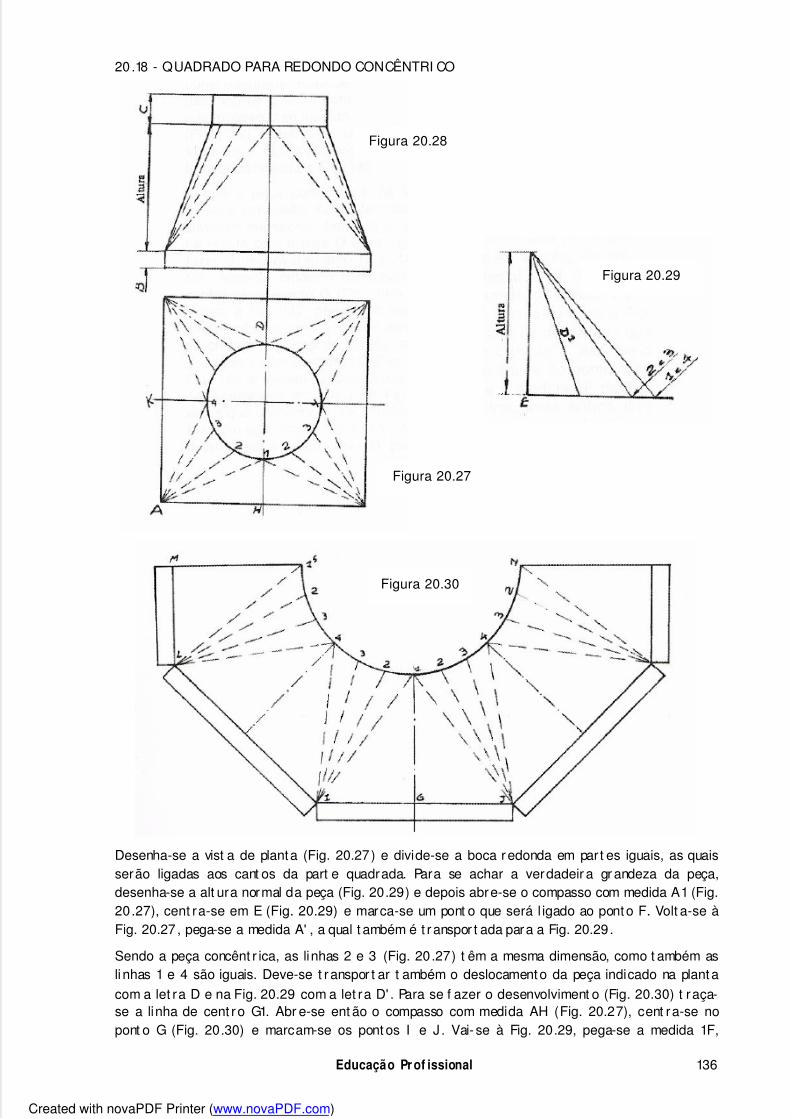
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 137/143
Educação Pr of issional 136
20.18 - QUADRADO PARA REDONDO CONCÊNTRI CO
Desenha-se a vist a de planta (Fig. 20.27) e divide-se a boca redonda em par t es iguais, as quaisserão ligadas aos cant os da part e quadrada. Para se achar a verdadeir a gr andeza da peça,desenha-se a alt ura normal da peça (Fig. 20.29) e depois abre-se o compasso com medida A1 (Fig.20.27), cent ra-se em E (Fig. 20.29) e marca-se um pont o que será l igado ao pont o F. Volt a-se àFig. 20.27 , pega-se a medida A' , a qual t ambém é t r anspor t ada para a Fig. 20.29.
Sendo a peça concênt r ica, as linhas 2 e 3 (Fig. 20.27) t êm a mesma dimensão, como t ambém asli nhas 1 e 4 são iguais. Deve-se t r anspor t ar t ambém o deslocament o da peça indicado na plant a
com a let ra D e na Fig. 20.29 com a let ra D' . Para se f azer o desenvolviment o (Fig. 20.30) t raça-se a linha de cent ro G1. Abr e-se ent ão o compasso com medida AH (Fig. 20.27), cent ra-se nopont o G (Fig. 20.30) e marcam-se os pont os I e J . Vai- se à Fig. 20.29, pega-se a medida 1F,
Figura 20.28
Figura 20.27
Figura 20.30
Figura 20.29
Created with novaPDF Printer (www.novaPDF.com)
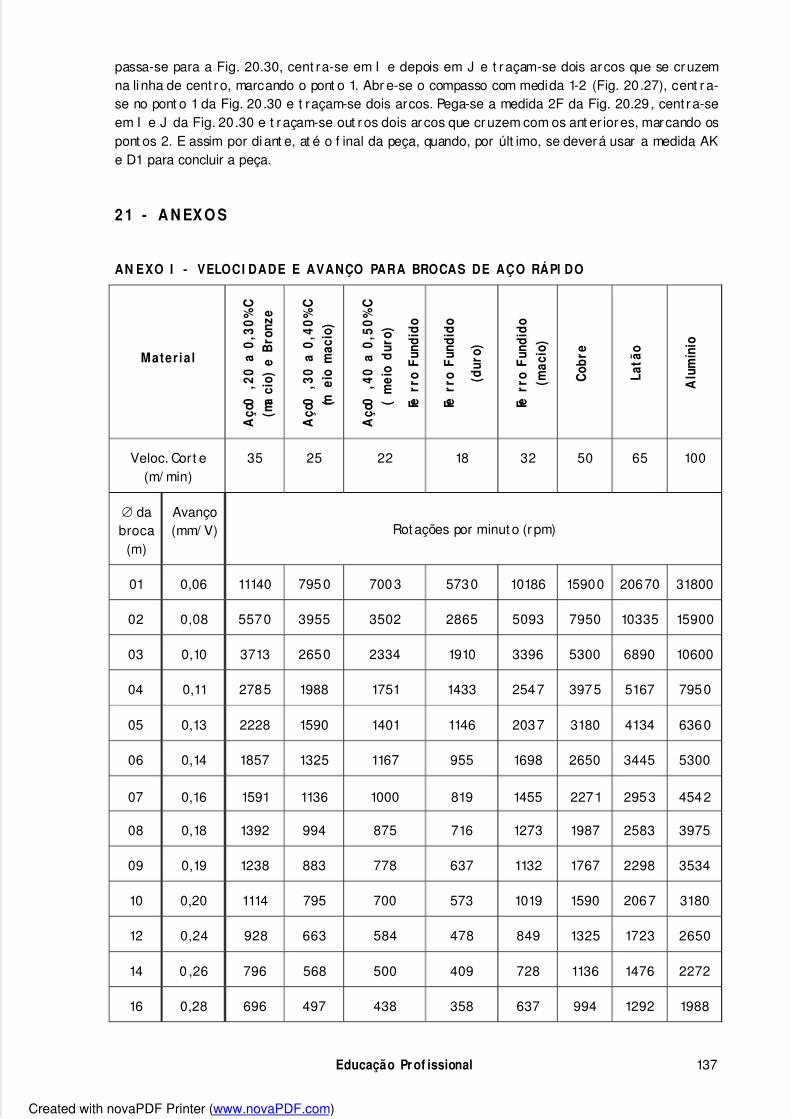
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 138/143
Educação Pr of issional 137
passa-se para a Fig. 20.30, cent ra-se em I e depois em J e t r açam-se dois arcos que se cruzemna li nha de cent ro, marcando o pont o 1. Abr e-se o compasso com medida 1-2 (Fig. 20.27), cent r a-se no pont o 1 da Fig. 20.30 e t raçam-se dois arcos. Pega-se a medida 2F da Fig. 20.29 , cent ra-seem I e J da Fig. 20.30 e t r açam-se out ros dois ar cos que cruzem com os ant er iores, marcando ospont os 2. E assim por diant e, at é o f inal da peça, quando, por últ imo, se deverá usar a medida AKe D1 para concluir a peça.
2 1 - A N EX O S
AN EXO I - VELOCI DADE E AVANÇO PARA BROCAS DE AÇO RÁPI DO
Mater ia l
A ç o 0
, 2 0
a
0 ,
3 0 %
C
( m a c
i o ) e
B r o n z e
A ç o 0
, 3 0
a
0 ,
4 0 %
C
( m
e i o
m a c
i o )
A ç o 0
, 4 0
a
0 ,
5 0 %
C
( m e
i o
d u r o
)
F e
r r o
F u n
d i d o
F e
r r o
F u n
d i d o
( d u r o
)
F e
r r o
F u n
d i d o
( m a c
i o )
C o
b r e
L a t
ã o
A l u m
í n i o
Veloc. Cort e(m/ min)
35 25 22 18 32 50 65 100
dabroca
(m)
Avanço(mm/ V) Rot ações por minut o (r pm)
01 0,06 11140 7950 7003 5730 10186 15900 20670 31800
02 0,08 5570 3955 3502 2865 5093 7950 10335 15900
03 0,10 3713 2650 2334 1910 3396 5300 6890 10600
04 0,11 2785 1988 1751 1433 2547 3975 5167 7950
05 0,13 2228 1590 1401 1146 2037 3180 4134 6360
06 0,14 1857 1325 1167 955 1698 2650 3445 5300
07 0,16 1591 1136 1000 819 1455 2271 2953 4542
08 0,18 1392 994 875 716 1273 1987 2583 3975
09 0,19 1238 883 778 637 1132 1767 2298 3534
10 0,20 1114 795 700 573 1019 1590 2067 3180
12 0,24 928 663 584 478 849 1325 1723 2650
14 0 ,26 796 568 500 409 728 1136 1476 2272
16 0,28 696 497 438 358 637 994 1292 1988
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 139/143
Educação Pr of issional 138
18 0,29 619 442 389 318 566 883 1148 1766
20 0,30 557 398 350 287 509 795 1034 1590
22 0,33 506 361 318 260 463 723 940 1446
24 0,34 464 331 292 239 424 663 861 1326
26 0,36 428 306 269 220 392 612 795 1224
28 0,38 398 284 250 205 364 568 738 1136
30 0,38 371 265 233 191 340 530 689 1060
35 0,38 318 227 200 164 291 454 591 908
40 0,38 279 199 175 143 255 398 517 796
45 0,38 248 177 156 127 226 353 459 706
50 0,38 223 159 140 115 204 318 413 636
OBSERVAÇÃO:
As velocidades de cort e e avanço f oram ext raídas dos livros “Manual del Taller Mecânico” deColvin-St anley Ed. Labor . E Alr ededor de Las Máquinas-her ramient as de Ger ling Ed. Rever t é S/ A.
Created with novaPDF Printer (www.novaPDF.com)
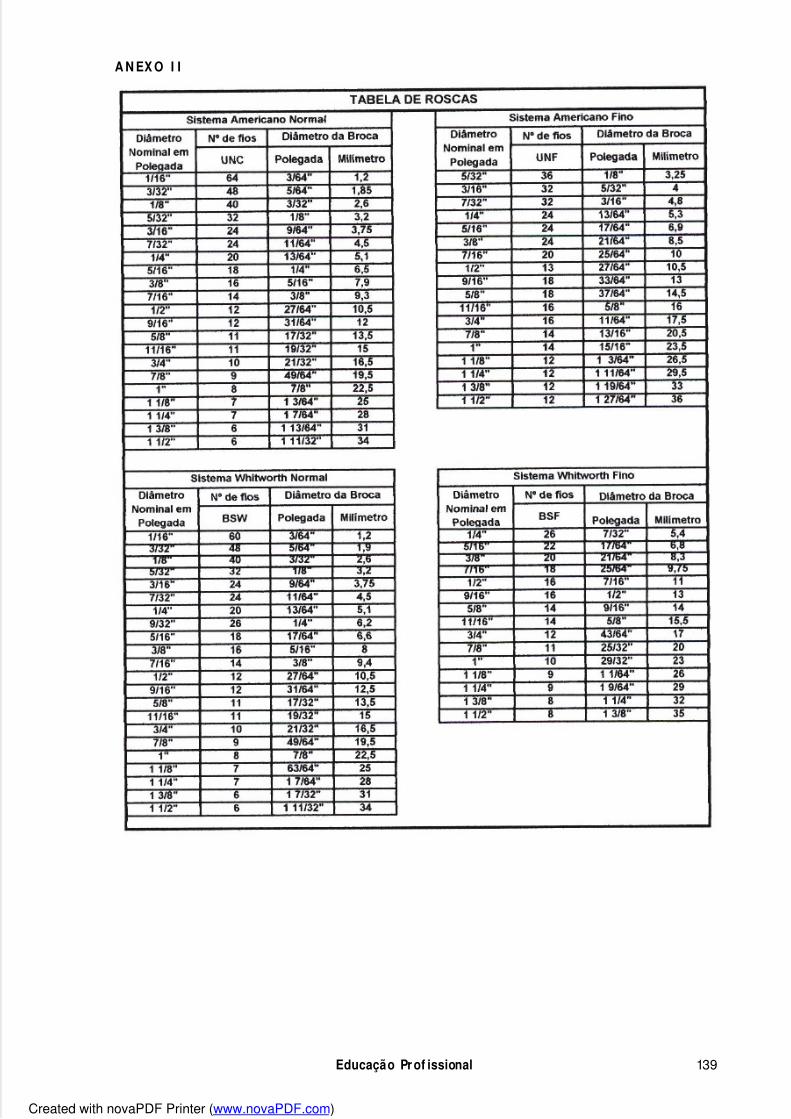
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 140/143
Educação Pr of issional 139
A N EX O I I
Created with novaPDF Printer (www.novaPDF.com)

5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 141/143
Educação Pr of issional 140
A N EX O I I I
p/ Tubos
Created with novaPDF Printer (www.novaPDF.com)
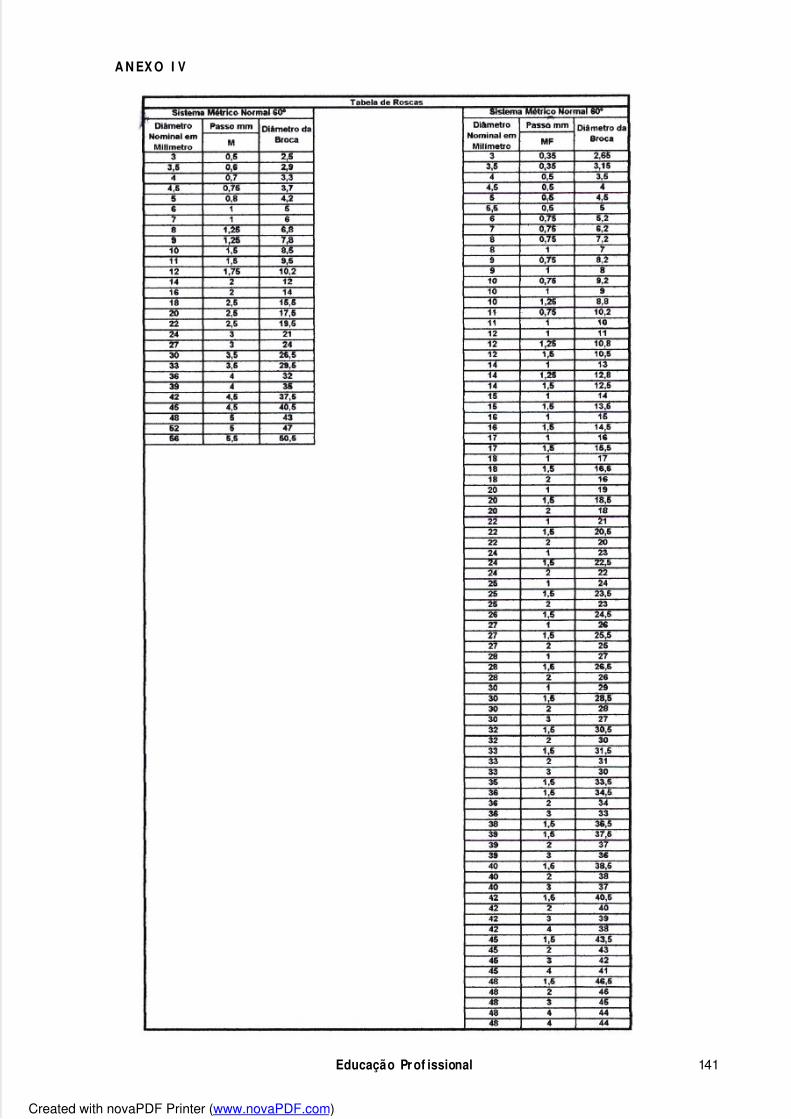
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 142/143
Educação Pr of issional 141
A N EX O I V
Created with novaPDF Printer (www.novaPDF.com)
5/17/2018 APOSTILA DE FABRICAÇÃO I - slidepdf.com
http://slidepdf.com/reader/full/apostila-de-fabricacao-i 143/143
BI BLI OGRAFI A
BOREL, Claude. Mat emát ica pr át ica para mecânicos. São Paulo: Hemus. S/ n.
CEFETES. Ferr amentar ia. CEFETES: Vit ória. 2000.
CI ARDULO, Ant onio. Manual Prát ico de Caldeirar ia, Funilar ia e Riscagem de Chapas. 2ª ed. São
Paulo: Hemus. 2002.CUNHA, Lauro Sall es. Manual pr át ico do Mecânico. 8ª ed. São Paulo: Hemus. 1980.
CUNHA, Lauro Sall es. Manual prát ico do Mecânico. Edição Revisada e At ualizada.. São Paulo:Hemus. 2003.
DI NI Z, Anselmo Diniz; MARCONDES, Francisco Car los; COPPI NI , Nivaldo Lemos. Tecnologia daUsinagem dos Mat er iais. 3ª ed. São Paulo: Ar t liber Edit ora. 2001.
FERRASI , Dino. Usinagem dos met ais. São Paulo: Edgard Blucher . 1977.
GHI ZZ E, Ant onio. Traçados de caldeir aria, f unilar ia, encanador indust r ial e geomet r ia descr it iva.São Paulo: I br asa. 1987.
MARRETO, Vandir . Element os Básicos de Caldeir ar ia. 8ª ed. São Paulo: Hemus. 1996.
MI NI STERI O DA MARI NHA. Fer r ament as. Rio de J aneiro. 1978.
OLI VEI RA, Sebast ião de. Tecnologia de Fresagem. MEC: CEFETES: Vit ória. 2003.
PFEI L, Walt er; PFEI L, Michel. Est rut uras de aço: dimensionament o prát ico. 7ª ed. Rio deJaneiro. 2000.
RI BEI RO, Levi. Tecnologia da Soldagem. MEC: CEFETES: Vit ór ia. 2003.
SENAI . Mecânica: Processos de soldagem e cor t e. Senai/ ES. 2000.
SENAI . Mecânica: Ut il ização de equipament os mecânicos. Senai/ ES. 2000.STULZER, Marco Ant onio Pereir a; ULI ANA, Renilt on Carlos. Tecnologia de Fabr icação Mecânica.
MEC: CEFETES: Vit ória. 2003.
TELECURSO 2000. Mecânica: Processo de Fabr icação. Vol. 1. São Paulo: Edi t ora Globo. 2000.
TELECURSO 2000. Mecânica: Processo de Fabr icação. Vol. 2. São Paulo: Edit ora Globo. 2000.
TELECURSO 2000. Mecânica: Processo de Fabr icação. Vol. 3. São Paulo: Edit ora Globo. 2000.
TELECURSO 2000. Mecânica: Processo de Fabr icação. Vol. 4. São Paulo: Edit ora Globo. 2000.
TELECURSO 2000. Mecânica: Univer so da Mecânica, organização do t rabalho e normalização. São
Paulo: Edit ora Globo. 2000.WAI NER, Emílio (coord). Soldagem: Processos e met alurgia. São Paulo: Edgard Blucher . 2002.


















