
Apostila Medicao de Conicidade
10
1 ASSUNTO: CONICIDADE CONTEÚDO: I - DEFINIÇÕES II - NORMA ABNT P - PB - 120 Padronização: séries de ângulos de cones e conicidades. III - NORMA ABNT P - PB - 284 Padronização: cones para haste de ferramentas IV - APLICAÇÕES ASSUNTO: CONICIDADE I - DEFINIÇÕES 1. Conicidade (C) Razão da diferença dos diâmetros de duas seções pela distância entre estas seções. C = D - d = 2 tg α L 2 A conicidade é uma grandeza sem dimensão. É freqüentemente adotada a notação: C = 1 : x ou C = 1_ x Por exemplo: C = 1:20 a qual significa uma diferença de diâmetro D - d de 1 mm na distância axial de 20 mm entre os diâmetros D e d. 2. Ângulo de cone ( α) Ângulo incluso entre duas geratrizes medido no plano de seção axial.
Transcript of Apostila Medicao de Conicidade

1
ASSUNTO: CONICIDADE
CONTEÚDO:
I - DEFINIÇÕESII - NORMA ABNT P - PB - 120 Padronização: séries de ângulos de cones e conicidades.II I - NORMA ABNT P - PB - 284
Padronização: cones para haste de ferramentasIV - APLICAÇÕES
ASSUNTO: CONICIDADE
I - DEFINIÇÕES
1. Conicidade (C)
Razão da diferença dos diâmetros de duas seções pela distância entreestas seções.
C = D - d = 2 tg α L 2
A conicidade é uma grandeza sem dimensão.É freqüentemente adotada a notação:
C = 1 : x ou C = 1_ x
Por exemplo: C = 1:20 a qual significa uma diferença de diâmetroD - d de 1 mm na distância axial de 20 mm entre os diâmetros D e d.
2. Ângulo de cone ( α)
Ângulo incluso entre duas geratrizes medido no plano de seção axial.

2
II - NORMA ABNT P - PB - 120 PADRONIZAÇÃO: Séries de ângulos de cones e de conicidades.
1. OBJETIVO1.1 Esta padronização estabelece as séries de ângulos de cones desde
120º até 7 º, e as séries de conicidades desde 1:3 até 1:500.1.2 Aplica-se para cones lisos, excluídas as peças prismáticas, roscas
cônicas, engrenagens cônicas, etc.
2. GENERALIDADES
2.1 As séries 1 e 2 especificadas nesta padronização devem ser usadasnesta ordem de preferência a fim que os tipos de ferramentas,calibradores e instrumentos de medição requeridos para a produçãode cones sejam reduzidos ao mínimo.
2.2 Foi adicionada uma terceira série, cujos valores só deverão serusados para as aplicações especiais mencionadas nos valoresrespectivos.
2.3 Para as necessidades práticas na produção de oficinas e no controle,esta padronização indica

3
3. Tabela 1 - Série de ângulo de cones e de conicidades.
Valores básicos Valores calculados AplicaçõesCones para uso geral Cones para usos
especiaisÂngulos decones α
ConicidadesC
Série 1 Série 2120º
90º
75º
1:0,2886751:0,5000001:0,651613
60º
45º
30º
1:0,8660251:1,2071071:1,866025
18º30’11º54’8º40’
1:3,0701151:4,7974511:6,598442
Cones de bobinagem para aIndústria têxtil
1:37º
7:2418º55’28,7”16º35’39,4”
1:8,174928
1:3,428571 Acoplamento de ferramentas
1:51:4
1:6
14º15’ 0,1”11º25’16,3”9º31’38,2”
1:71:8
1:9
8º10’16,4”7º 9’ 9,6”6º21’34,8” Bornes de baterias
1:101:12
1:12,262
5º43’29,3”4º46’18,8”4º40’11,6” Cone Jacobs N º 2
1:151:12,972
1:15,748
4º24’53,1”3º49’ 5,9”3º38’13,4”
Cone Jacobs N º 1
Cone Jacobs N º 331:16,6661:18,7791:19,002
3º26’12,2”3º 3’ 1,0”3º 0’52,4”
Aparelhos de uso médicoCone Jacobs N º 3Cone Morse N º 5
1:19,1801:19,2121:19,254
2º59’11,7”2º58’53,8”2º58’30,6”
Cone Morse N º 6Cone Morse N º 0Cone Morse N º 4
1:20
1:19,2641:19,922
2º58’24,8”2º52’31,5”2º51’51,1”
Cone Jacobs N º 6Cone Morse N º 3
1:20,0201:20,0471:20,288
2º51’41,0”2º51’26,7”2º49’24,7”
Cone Morse N º 2Cone Morse N º 1Cone Jacobs N º 0
1:301:23,904
1:40
2º23’47,5”1º54’34,9”1º25’15,4”
Cone Brown & Sharpen nº 1 a3
Aparelhos de anestesia1:501:1001:200
1º 8’45,2”34’22,6”17’11,3”
1:500 6’52,5”

4Os valores da série 1 desde 120º até 1:3 correspondem aproximadamente à série R 10/2 dos
números normalizados e desde 1:5 até 1:500 à série R3 dos números normalizados. Os valoresrecomendados são da série 1: se estes não possibili tam uma escolha satisfatória, os valores devem serselecionados entre os da série 2. Os outros valores desta tabela devem ser usados somente em casosespeciais mencionados em cada item.
II I - NORMA ABNT P - PB - 284 PADRONIZAÇÃO: Cones para haste de ferramentas:
- Cones morse- Cones métrico
1. OBJETIVO
1.1 - Esta Padronização tem por objetivo designar, classificar eestabelecer os formatos, ângulos, tolerâncias e demais condições doscones para hastes de ferramentas.
2. CAMPO DE APLICAÇÃO
2.1 - Esta Padronização é aplicada aos cones de hastes de ferramentas deusinagem, dispositivos cônicos de fixação e demais acessórios demáquinas.
3. DEFINIÇÕES
3.1 - O diâmetro d1 e a conicidade são valores base dos quais osdiâmetros d2 e d3 são calculados, com o auxílio dos valores dasdimensões nominais, a, l1, l2, arredondados em décimos demilímetros.
4. CONDIÇÕES ESPECÍFICAS
4.1 - Hastes cônicas com rosca para fixação (A)(Dimensões em milímetros)
// tabela
5
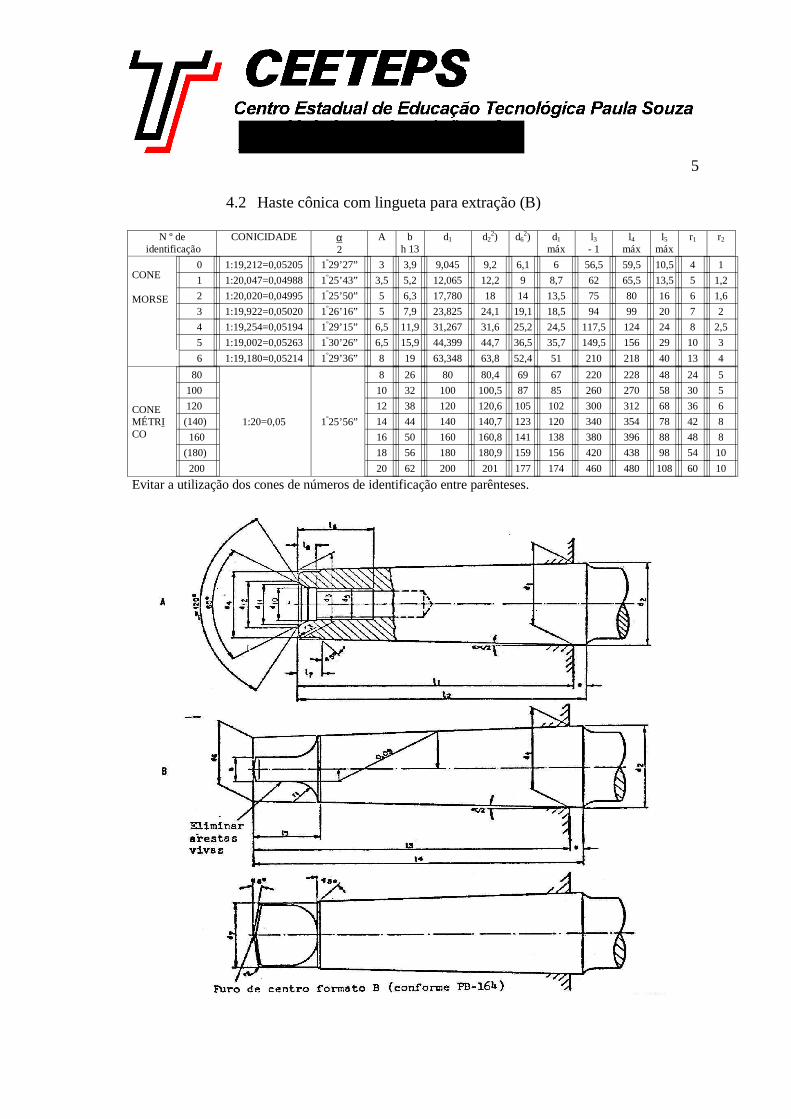
4.2 Haste cônica com lingueta para extração (B)
N º de identificação
CONICIDADE α2
A bh 13
d1 d22) d6
2) d1
máxl3- 1
l4máx
l5máx
r1 r2
CONE
MORSE
0
1
2
3
4
5
6
1:19,212=0,05205
1:20,047=0,04988
1:20,020=0,04995
1:19,922=0,05020
1:19,254=0,05194
1:19,002=0,05263
1:19,180=0,05214
1º29’27”
1º25’43”
1º25’50”
1º26’16”
1º29’15”
1º30’26”
1º29’36”
3
3,5
5
5
6,5
6,5
8
3,9
5,2
6,3
7,9
11,9
15,9
19
9,045
12,065
17,780
23,825
31,267
44,399
63,348
9,2
12,2
18
24,1
31,6
44,7
63,8
6,1
9
14
19,1
25,2
36,5
52,4
6
8,7
13,5
18,5
24,5
35,7
51
56,5
62
75
94
117,5
149,5
210
59,5
65,5
80
99
124
156
218
10,5
13,5
16
20
24
29
40
4
5
6
7
8
10
13
1
1,2
1,6
2
2,5
3
4
CONEMÉTRICO
80
100
120
(140)
160
(180)
200
1:20=0,05 1º25’56”
8
10
12
14
16
18
20
26
32
38
44
50
56
62
80
100
120
140
160
180
200
80,4
100,5
120,6
140,7
160,8
180,9
201
69
87
105
123
141
159
177
67
85
102
120
138
156
174
220
260
300
340
380
420
460
228
270
312
354
396
438
480
48
58
68
78
88
98
108
24
30
36
42
48
54
60
5
5
6
8
8
10
10
Evitar a utili zação dos cones de números de identificação entre parênteses.

6IV - APLICAÇÕES
Os cones são corpos de revolução cujas geratrizes se cortam num ponto. Nasoficinas é corrente designar-se também por cone ou tronco de cone. As peças com conesmachos ou maciços e com cones fêmeas ou ocos ou ainda cavidade cônicas, empregam-se para os mais variados fins, por exemplo, para fixação e para vedação.
1. Tipos de cones
a) cone machob) cone fêmea
2. Exemplos de peças munidos de cones
a) acoplamento, luva ou união.b) Parafuso.c) Ponto móvel ou contra ponta.d) Torneira.

7
3. Denominações no cone
D = diâmetro maior do coned = diâmetro menor do coneL = comprimento do cone
1:x = conicidade ou cone1:2x = inclinaçãoα/2 = ângulo de inclinação ( ângulo de ajuste em máquinas ferramentas).
CONICIDADE = significa que num comprimento de x mm o diâmetro varia de1 mm.
1 : x = D - d L

8
INCLINAÇÃO = significa que num comprimento de 2x mm o raio do conevaria de 1 mm.
D - d : L = 1 : 2x 2
ÂNGULO DE INCLINAÇÃO = utiliza-se ao tornear por ajustar o carrosuperior.
tg _α_ = D - d2 2L
α é o ângulo do cone.

9
4. Cálculo no cone
Exemplo: D = 50 mm, d = 45 mm, l = 50 mm.Calcular: a) Cone 1 : x, b) a inclinação 1 : 2x, c) ângulo de ajuste (ângulo
de inclinação) α/2.
Solução:
a) Cone. (D - d) : l = l : x; (50 - 45 ) : 50 = 1 : 10, quer dizer que numcomprimento de 10 mm diâmetro varia de 1 mm;
b) Inclinação D - d : l = 50 - 45 : 50 = 1 : 20 (ou: Inclinação = l : 2x = 2 2
1 : 2 . 10 = 1 : 20);
c) Ângulo de ajustamento tg α/2 = D - d = 50 - 45 = 0,05; 2l 2 . 50

105. Exemplos de aplicações
Cone1: x
Ângulo do coneα
Ângulo de ajustam. namáquina
α2
Exemplos de aplicações
(M) = na construção de máquinas(W) = na construção de ferramentas
1:0,289 120º 60º (M) Escareadelas protetoras dos furos de centragem1:0,500 90º 45º (M) Cones de válvulas, ligações de hastes de êmbolo1:0,866 60º 30º (M) Cones de vedação para uniões cônicas roscadas para
tubos,Ranhuras em V, furos de centragem; (W) Pontos detorno mercânico na ponta
1:1,50 36º 52' 11" 18º 26' 6" (M) Cones de vedação para uniões cônicas roscadas paratubos
1:3,429 16º 36' 8º 18' (W) Cones cabeças árvores fresad. DIN 2079, ferram. fres.DIN 2080
1:4 14º 15' 7º 7' 30" (W) Cones de cabeças de árvores e flanges de aparelhagem defixação na construção de máquinas-ferramentas
1:5 11º 25' 16" 5º 42' 38" (M) Órgãos de máquinas facilmente desmontáveis, porsolicitação transversalmente em relação ao eixo e por rotação,extremo inferior de pivotes verticais, embraiagem de fricção
1:6 9º 31' 38" 4º 45' 49" (M) Cones de vedação para torneiras, cavilhões da cruzeta p/locom.
1:10 5º 43' 30" 2º 51' 45" (M) Órgãos de máquinas submetidos a solicitaçõestransversalmente em relação ao eixo, a torção e longitudinalmente,extremos cônicos de veios, caixas de chumaceiras reajustáveis.
1:15 3º 49' 6" 1º 54' 33" (M) Hastes de êmbolos de locomotivas, cubos de hélices paranavios
Cone Morse vide DIN 228 (W) Encabadouros de ferramentas e cones de admissão em
1:20 2º 52' 52" 1º 26' 56" árvores de máquinas-ferramentas1:30 1º 54' 34" 57' 17" (W) Furos de mandris e alargadores ôcos1:50 1º 8' 46" 34' 23" (M) Cavilhas cônicas, rosca cônica em tubos


















