AVALIAÇÃO DE TENSÕES RESIDUAIS GERADAS NO AÇO...
113
SOCIEDADE EDUCACIONAL DE SANTA CATARINA CENTRO UNIVERSITÁRIO TUPY - UNISOCIESC PROGRAMA DE MESTRADO EM ENGENHARIA MECÂNICA ESTUDO DA UTILIZAÇÃO DE UM NOVO ENSAIO NÃO DESTRUTIVO MICROMAGNÉTICO NA AVALIAÇÃO DA QUALIDADE SUPERFICIAL DO AÇO VP100 APÓS PROCESSO DE FRESAMENTO VANDERLEI DA SILVA Joinville 2014
-
Upload
nguyenduong -
Category
Documents
-
view
216 -
download
0
Transcript of AVALIAÇÃO DE TENSÕES RESIDUAIS GERADAS NO AÇO...

0
SOCIEDADE EDUCACIONAL DE SANTA CATARINA
CENTRO UNIVERSITÁRIO TUPY - UNISOCIESC
PROGRAMA DE MESTRADO EM ENGENHARIA MECÂNICA
ESTUDO DA UTILIZAÇÃO DE UM NOVO ENSAIO NÃO DESTRUTIVO
MICROMAGNÉTICO NA AVALIAÇÃO DA QUALIDADE SUPERFICIAL DO AÇO
VP100 APÓS PROCESSO DE FRESAMENTO
VANDERLEI DA SILVA
Joinville
2014

1
VANDERLEI DA SILVA
ESTUDO DA UTILIZAÇÃO DE UM NOVO ENSAIO NÃO DESTRUTIVO
MICROMAGNÉTICO NA AVALIAÇÃO DA QUALIDADE SUPERFICIAL DO AÇO
VP100 APÓS PROCESSO DE FRESAMENTO
Dissertação de mestrado submetida
ao Centro Universitário Tupy como
requisito parcial para obtenção do
título de Mestre em Engenharia
Mecânica sob orientação do
Professor Dr. Freddy Armando
Franco Grijalba.
Joinville
2014

2
3
RESUMO
SILVA, Vanderlei da. Estudo da utilização de um novo ensaio não destrutivo
micromagnético na avaliação da qualidade superficial do aço VP100 após
processo de fresamento. Dissertação de Mestrado. UNISOCIESC, Joinville, 2014.
O presente trabalho tem como objetivo avaliar níveis de dureza e tensões residuais
(quantitativamente) no aço VP100 após procedimento de fresamento de topo via
ensaio não destrutivo micro magnético, especificamente a técnica de medição do
Ruído Magnético de Barkhausen (RMB). O RMB é altamente sensível às mudanças
microestruturais de materiais ferromagnéticos e em diversas pesquisas tem sido
utilizado na avaliação de tensões residuais decorrentes de efeitos mecânicos ou
térmicos, níveis de dureza e deformações plásticas. Para o desenvolvimento dessa
dissertação foram usinados corpos de prova de aço VP100, e utilizadas diferentes
condições de corte onde foram variados os fatores: Velocidade de corte (3 níveis),
avanço por dente (3 níveis) e profundidade de corte (2 níveis). Na usinagem foi
utilizada uma fresa de topo com 20 mm de diâmetro e duas arestas de corte
juntamente com um centro de usinagem CNC. Nas amostras foram feitas medições
de RMB, tensões residuais pela técnica de difração de raios-X e dureza superficial.
Os resultados da análise da influência dos parâmetros de corte na variação de
dureza superficial mostraram que a profundidade de corte é a principal responsável
pelas alterações nos resultados obtidos. Quando comparados os resultados do RMB
com as medidas de dureza não foram encontradas correlações aceitáveis, pois as
variações de dureza não foram suficientes para o RMB demonstrar sensibilidade nos
resultados. Similarmente num estudo comparativo de diferentes parâmetros do RMB
com as amplitudes das tensões residuais obtidas via raios-X, os resultados não
corresponderam, isto pela suposta superposição de mudanças geradas no material:
tensão residual, deformação plástica, dureza, etc. Finalmente foi feito um estudo da
sensibilidade do RMB na detecção de mudanças microestruturais geradas na largura
das pistas de usinagem, onde foi verificada uma alta sensibilidade da técnica.
Palavras-chave: Fresamento, Tensões residuais, Microdureza, Ruído Magnético de
Barkhausen.
4
ABSTRACT
SILVA, Vanderlei da. Estudo da utilização de um novo ensaio não destrutivo
micromagnético na avaliação da qualidade superficial do aço VP100 após
processo de fresamento. Dissertação de Mestrado. UNISOCIESC, Joinville, 2014.
This study aims to evaluate levels of hardness and residual stresses (quantitatively)
in steel VP100 after end milling procedure via micro magnetic nondestructive testing,
specifically the technique of measuring the Magnetic Barkhausen Noise (RMB). The
RMB is highly sensitive to microstructural changes of ferromagnetic materials and
various surveys has been used in the evaluation of residual stresses arising from
mechanical or thermal effects, levels of hardness and plastic deformation. For the
development of this dissertation specimens of steel VP100 were machined, and
different cutting conditions where the factors were varied: cutting speed (3 levels),
feed per tooth (3 levels) and were used cutting depth (2 levels).In machining, an end
mill 20 mm diameter and two cutting edges were used in conjunction with a CNC
machining center. Measurements in samples of RMB, residual stresses by diffraction
of X-rays and surface hardness were made. The results of the analysis of the
influence of cutting parameters on the variation of surface hardness showed that the
depth of cut is the main responsible for the changes in the results obtained.
Comparing the results of the RMB with the hardness measurements, unacceptable
correlations were found, because the hardness variations were not sufficient to
demonstrate the sensitivity of the results RMB. Similarly, a comparative study of
different parameters of the RMB to the amplitudes of the residual stresses obtained
via X-ray, the unmatched results that the alleged overlapping of changes generated
in the material: residual stress, plastic deformation, hardness, etc. Finally a study of
the sensitivity of the RMB was made to detect microstructural changes generated in
the machining width of lanes, where it was detected a high sensitivity of the
technique.
Keywords: Milling, Residual Stresses, Hardness, Magnetic Barkhausen Noise.

5
DEDICATÓRIA
Dedico esse trabalho a Deus por ter iluminado meu caminho; a minha esposa
Patrícia e a meus pais Avelino e Irma, pela paciência, auxílio e companheirismo.

6
AGRADECIMENTOS
Ao Professor Dr. Freddy Armando Franco Grijalba pela amizade, orientações,
confiança e sábias palavras que fizeram do mestrado uma etapa de grande
transformação em meu processo de aprendizagem;
Aos docentes do Programa de Mestrado que transmitiram suas experiências e
conhecimentos;
Ao Professor Dr. Julio Cesar Klein das Neves (UTFPR) que viabilizou as medições
de Difração de raios-X;
A UNISOCIESC pela disponibilização dos laboratórios para realização dos ensaios;
Ao ISI (Instituto Senai de Inovação) pela disponibilização de mão de obra técnica e
do equipamento Microdurômetro;

7
LISTA DE FIGURAS
Figura 1 - Formatos de fresas e aplicações em diversas superfícies ........................ 18
Figura 2 - Representação dos fatores: Penetração de trabalho (ae) e Profundidade
de Corte (ap) ............................................................................................................. 19
Figura 3 - Sentido de corte adotados no fresamento (a) concordante (b) discordante
.................................................................................................................................. 20
Figura 4 - Ângulo de penetração - Vickers ................................................................ 21
Figura 5 - Penetrador e impressão Vickers ............................................................... 22
Figura 6 - Microdureza x Profundidade medida – Aço VP100 ................................... 23
Figura 7 - Perfil de dureza do aço AISI - SAE 4340 submetido ao processo de retífica
[severo e moderado] ................................................................................................. 24
Figura 8 - Influência dos Parâmetros vc, fn e ap na Dureza do Material ABNT 4340 25
Figura 9 - Influência da profundidade de corte (ap) e avanço por dente (fz) na dureza
superficial do aço H13 ............................................................................................... 26
Figura 10 - Resultados de Microdureza – Fresamento Aço VP100 ........................... 27
Figura 11 - Influência de Parâmetros de Fresamento na Microdureza - VP100 ........ 28
Figura 12 - Testes de Dureza realizados no aço VP100 ........................................... 29
Figura 13 - Análise de Desgaste de Flanco x Volume Removido .............................. 30
Figura 14 - Tensões residuais I, II e III ordem distribuídas ao longo dos grãos ........ 32
Figura 15 - Tensões residuais macroscópicas. A1, A2 e A3 = áreas, M = momento e
σt = tensões de tração e σc = tensões de compressão ............................................. 33
Figura 16 - Distribuição das tensões residuais na superfície fresada do aço 4340
temperado e revenido ............................................................................................... 36
Figura 17 - Posicionamento das zonas de cisalhamento .......................................... 37
Figura 18 - Tensões Residuais Geradas no Fresamento do Aço VP100 .................. 38
Figura 19 - Equipamento utilizado para técnica de medição de tensões residuais –
furo cego ................................................................................................................... 41
Figura 20 - Dimensões geradas pelo furo executado pelo equipamento de medição
das tensões residuais ................................................................................................ 42
Figura 21 - Difração de Raios – X ............................................................................. 44
Figura 22 - Experimento realizado por Heinrich Barkhausen .................................... 45

8
Figura 23 - Ruído Magnético de Barkhausen e curva de histerese associada.
Medição realizada em um aço SAE – 4140 .............................................................. 45
Figura 24 - Reorientação de domínios produzida por tensões de tração .................. 46
Figura 25 - Sonda de medição do RMB .................................................................... 48
Figura 26 - Sinal do RMB .......................................................................................... 48
Figura 27 - Exemplo de envelope do sinal RMB medido em um corpo de prova de
aço SAE 1070 ........................................................................................................... 50
Figura 28 - Comparativo de resultados nas medições de Raios-x e RMB em Aço-
Rolamento ................................................................................................................. 52
Figura 29 - Comparativo de resultados nas medições de Raios-x e RMB em Aço-
Rolamento ................................................................................................................. 52
Figura 30 - Correlação das medições de tensões residuais com uso de difração de
raios – x e técnica micromagnética ........................................................................... 53
Figura 31 - Organograma dos Ensaios Preliminares ................................................. 55
Figura 32 - Ferramenta (fresa) utilizada na usinagem dos experimentos ................. 57
Figura 33 - Centro de usinagem utilizado na execução dos experimentos ............... 57
Figura 34 - Corpo de prova – destaque para as pistas de usinagem ........................ 58
Figura 35 - Esquema de medição do RMB................................................................ 60
Figura 36 - Sinal de RMB obtido em amostras de aço P20 após fresamento. Sinal de
RMB em azul. Sinal de Campo aplicado em vermelho ............................................. 60
Figura 37 - Organograma dos Ensaios Finais ........................................................... 62
Figura 38 - Modelo de Centro de Usinagem Utilizado ............................................... 64
Figura 39 - Equipamento de Medição RMB............................................................... 67
Figura 40 - Posições das Medições de RMB............................................................. 68
Figura 41 – Pontos de medição do RMB na largura das pistas de usinagem ........... 68
Figura 42 - Difratômetro de raios-X (Estrutura Interna) ............................................. 69
Figura 43 - Região de Medição da Difração de raios-X. ............................................ 71
Figura 44 - Posições das Medições da Difração de Raios-X .................................... 71
Figura 45 - Resultados da medição do RMBRMS adotando Freqüência de 20Hz e
Campo de 1,3A ......................................................................................................... 74
Figura 46 - Resultados da medição do RMBRMS adotando Frequência de 20Hz e
Campo de 2,2A ......................................................................................................... 75
Figura 47 - Resultados da medição do RMBRMS adotando Frequência de 40Hz e
Campo de 1,3A ......................................................................................................... 75

9
Figura 48 - Resultados da medição do RMBRMS adotando Frequência de 40Hz e
Campo de 2,2A ......................................................................................................... 76
Figura 49 - Influência dos Fatores ap e vc ................................................................ 78
Figura 50 - Teste de Normalidade das Amostras ...................................................... 78
Figura 51 - Medições de RMB antes do alívio de tensões ........................................ 79
Figura 52 - Medições de RMB após alívio de tensões .............................................. 80
Figura 53 - Medições de Microdureza Vickers. ......................................................... 82
Figura 54 - Influência dos Fatores Vc, Fz e ap na Microdureza ................................ 83
Figura 55 - Estudo dos Efeitos dos Parâmetros na Microdureza .............................. 83
Figura 56 - Estudo da Temperatura no Fresamento x Profundidade de Corte .......... 85
Figura 57 - Resultados de Microdureza (HV) x RMBrms .......................................... 87
Figura 58 - Níveis de tensão residual obtidos antes e após alívio de tensões .......... 90
Figura 59 - Valores de Tensão Residual pela Difração de Raio-X – Posição Meio da
Pista .......................................................................................................................... 90
Figura 60 - Valores de Tensão Residual pela Difração de raios-X - Posição
Interpistas .................................................................................................................. 91
Figura 61 - Posição de Pico (RMB) x Difração de raios-X. (A) Posição meio da pista,
.................................................................................................................................. 94
Figura 62 - Marcas da Ferramenta - Peça 22............................................................ 96
Figura 63 - Correlação – Varredura do RMB x Marcas superficiais - Peça 22 .......... 97
Figura 64 - Marcas da Ferramenta - Peça 4.............................................................. 98
Figura 65 - Correlação - Varredura do RMB x Marcas superficiais - Peça 4 ............. 99

10
LISTA DE TABELAS
Tabela 1- Mecanismos geradores de tensões residuais ........................................... 34
Tabela 2 - Profundidades aproximadas dos sinais de RMB, dependentes das
frequências de emissão. ........................................................................................... 47
Tabela 3 - Composição Química do Aço P20............................................................ 56
Tabela 4 - Limites dos Parâmetros de Corte ............................................................. 58
Tabela 5 - Planejamento fatorial dos experimentos gerado pelo software Minitab.... 59
Tabela 6 - Grupos de Experimentos para análise estatística .................................... 59
Tabela 7 - Composição Química do Aço VP100 ....................................................... 63
Tabela 8 - Limites dos Parâmetros de Corte ............................................................. 65
Tabela 9 - Planejamento Experimental dos Ensaios Finais ...................................... 66
Tabela 10 – Parâmetros utilizados na medição de tensões resíduas por difração de
Raios-X...................................................................................................................... 70
Tabela 11 – Medições de Microdureza ..................................................................... 81
Tabela 12 - Microdureza x Parâmetros do RMB ....................................................... 86
Tabela 13 - Coeficiente de Correlação R2 entre os valores de Microdureza e os
diferentes................................................................................................................... 87
Tabela 14 – Amplitude dos parâmetros de análise do RMB nas duas posições de
medida. ..................................................................................................................... 92
Tabela 15 – Índice de correlação R2 entre diferentes parâmetros do RMB e Tensões
residuais por difração de Raios-X. ............................................................................ 93
11
LISTA DE ABREVIATURAS E SIGLAS
RMB Ruído Magnético de Barkhausen
ap
vc
Profundidade de Corte
Velocidade de Corte
ae
fz
vf
END
HSC
RMBrms
RMBcurtose
RMBA-PICO
RMBP-PICO
Penetração de Trabalho
Avanço por Dente
Velocidade de Avanço
Ensaio Não Destrutivo
High Speed Cuting
Valor rms do sinal de RMB
Curtose do sinal de RMB
Amplitude de pico do envelope do sinal de RMB
Posição de pico do envelope do sinal de RMB
RMBL-PICO Largura de pico do envelope do sinal de RMB

12
SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 14
2 REVISÃO DA LITERATURA .............................................................................. 17
2.1 PROCESSOS DE FABRICAÇÃO................................................................ 17
2.1.1 Fresamento ........................................................................................... 17
2.2 INTEGRIDADE SUPERFICIAL .................................................................... 20
2.2.1 Microdureza ........................................................................................... 20
2.2.2 Influência dos Parâmetros de Corte na Microdureza ............................. 23
2.3 ESTUDO DA USINABILIDADE E CARACTERÍSTICAS DO AÇO VP100 .. 28
2.4 TENSÕES RESIDUAIS ................................................................................ 30
2.4.1 Tensões Residuais Macroscópicas ....................................................... 32
2.4.2 Tensões Residuais Microscópicas ......................................................... 33
2.4.3 Mecanismos de Geração de Tensões Residuais................................... 33
2.4.4 Efeitos das Tensões Residuais.............................................................. 34
2.4.5 Tensão Residual no Fresamento ........................................................... 35
2.4.6 Medição das Tensões Residuais ........................................................... 39
2.4.7 Método do furo cego incremental .......................................................... 40
2.4.8 Técnica de ultra - som ........................................................................... 42
2.4.9 Método da Difratometria de Raios - X .................................................... 43
2.4.10 Método do Ruído Magnético de Barkhausen ..................................... 44
2.4.10.1 Profundidade da Medida do Ruído Magnético de Barkhausen ...... 46
2.4.10.2 Medição do Ruído Magnético de Barkhausen ................................ 48
2.4.10.3 Análise dos Sinais .......................................................................... 49
2.5 TENSÕES RESIDUAIS POR RUÍDO MAGNÉTICO DE BARKHAUSEN X
DIFRATOMETRIA DE RAIOS-X ........................................................................... 51
3 MATERIAIS E MÉTODOS ................................................................................. 54
3.1 ENSAIOS PRELIMINARES ......................................................................... 54
3.1.1 Material .................................................................................................. 56
3.1.2 Ferramenta Utilizada ............................................................................. 56
3.1.3 Processo de Usinagem .......................................................................... 57
3.1.4 Planejamento dos Experimentos ........................................................... 58
13
3.1.5 Medição do Ruído Magnético de Barkhausen ....................................... 59
3.2 ENSAIOS FINAIS ........................................................................................ 61
3.2.1 Material .................................................................................................. 63
3.2.2 Máquina e Ferramenta .......................................................................... 63
3.2.3 Planejamento dos Experimentos ........................................................... 64
3.2.4 Medição do Ruído Magnético de Barkhausen ....................................... 67
3.2.5 Medição da Difração de Raios-X ........................................................... 69
3.2.6 Medição da Dureza ................................................................................ 72
4 RESULTADOS E DISCUSSÕES ....................................................................... 73
4.1 ENSAIOS PRELIMINARES ......................................................................... 73
4.2 ENSAIOS FINAIS ........................................................................................ 79
4.2.1 Resultados de Dureza ........................................................................... 81
4.2.2 Correlação Dureza x RMB ..................................................................... 86
4.2.3 Resultados de RMB x Difração de Raios-X ........................................... 88
4.2.4 Varredura do RMB nas Pistas de Usinagem ......................................... 95
5 CONCLUSÕES ................................................................................................ 101
6 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................. 103
APÊNDICE A ........................................................................................................... 111
APÊNDICE B ........................................................................................................... 112

14
1 INTRODUÇÃO
As indústrias fabricantes de moldes de injeção estão em constante
crescimento produtivo devido ao frequente aumento do consumo de materiais
poliméricos. Tais moldes fabricados são constituídos por corpos de metal fundidos e
suas cavidades são geradas através de processos de fresamento. O aço aplicado no
molde tem ação direta nos custos de produção devido a fatores de usinabilidade e
propriedades específicas de cada material.
Os moldes de injeção de plásticos são geralmente fabricados por meio de
complexas operações de usinagem, devido à necessidade de fornecer as
geometrias próprias do produto final. Os aços mais utilizados são os que apresentam
dureza em torno de 32 HRC, em caso mais específico, o material mais difundido é o
P20 (similar ao DIN 1.2738). Os fatores que favorecem seu uso estão
fundamentados em usinabilidade e polibilidade. O aço VP100 é um material
relativamente novo e apresenta elementos de liga como Cromo, Níquel e Manganês
que favorecem o processo de tratamento térmico de têmpera realizado nos moldes
devido às necessidades de aplicação e produção.
Os processos de usinagem, como fresamento, são responsáveis pela
determinação das geometrias projetadas por meio da remoção do excesso de
material existente em blocos de matéria prima. Em tais processos, geralmente são
geradas tensões residuais nas camadas superficiais. Tensões residuais agem em
um corpo mesmo quando não existam tensões externas atuando sobre o mesmo
(NORCINO et al., 2009).
Essas tensões residuais são originadas pela superposição de tensões
exercidas durante o processo de fabricação, que são influenciadas por fatores
térmicos (variações de gradiente de temperatura provocado pelo contato entre
ferramenta e peça), fatores mecânicos (originados pelas forças de remoção de
material) e deformação plástica na superfície. Além disso, também devem ser
consideradas as tensões residuais pré-existentes em todos os materiais vindas de
operações anteriores (MARTINS et al. 2004)
Os fabricantes de moldes para injeção de polímeros fabricam cavidades e
componentes segundo as características próprias do produto solicitado pelo cliente

15
final. Sendo assim, diversas peças são de caráter unitário e sem geração de réplicas
devido a questões de custo x benefício. Para que em tais produtos seja possível a
realização da análise de tensões residuais faz-se necessária a aplicação de uma
técnica não destrutiva para posterior reaproveitamento do material. A técnica não
destrutiva mais utilizada para medição de tais tensões é conhecida como Técnica de
Difração de raios-X. Esse método é muito eficiente em suas medições, mas possui
alguns aspectos negativos que podem se transformar em grandes problemas para
as empresas. Alguns desses pontos são: elevado custo do equipamento, grande
tempo para análise dos resultados e o fato de que o processo de medição
geralmente requer a utilização de amostras pequenas, tornando o ensaio, destrutivo.
Por esse motivo, pesquisas atuais abordam como tema o uso de uma técnica de
Ensaio não Destrutivo (END) micromagnética baseada na medição do ruído
magnético de Barkhausen (RMB).
O RMB é gerado somente em materiais ferromagnéticos. Estes materiais
contêm pequenas regiões magnéticas, chamadas domínios, magnetizadas em
direções magnéticas distintas uma das outras. Quando estes materiais são
submetidos a campos magnéticos variáveis, faz com que o tamanho e direção dos
domínios magnéticos mudem. O RMB é principalmente produzido pelo movimento
discreto e irreversível das paredes de domínio em um ciclo de magnetização. No
processo de magnetização, as paredes de domínio ficam temporariamente
ancoradas em irregularidades microestruturais tais como, precipitados, vacâncias,
contornos de grão e discordâncias. Por tanto o RMB é sensível a variações
microestruturais, e tem sido utilizado como END na avaliação de: tensões aplicadas
e residuais, (JILES, 1989; MAKAR, 2000; MINATSEVICH et al, 2000) estados de
dureza (DAVUT, 2007; GUR, 2007), tratamentos térmicos (HARENDRA et al.,2010;
MONLEVADE et al, 2012), processos de usinagem (HIRSCH,2010; MOORTHY et al,
2005) etc.
Nesse contexto, o presente trabalho estuda a possibilidade de utilizar a técnica
de medição do RMB na avaliação da qualidade superficial do aço VP100 após
processo de fresamento.
16
OBJETIVO GERAL
Avaliar quantitativamente as tensões residuais geradas no aço VP100 e a
microdureza do material após processo de fresamento via ensaio não destrutivo
micro magnético.
OBJETIVOS ESPECÍFICOS
Estudar a influência dos parâmetros; velocidade de corte, avanço por dente e
profundidade de corte, na geração de tensões residuais e dureza;
Avaliar o efeito de diferentes parâmetros de medida e análise do Ruído
Magnético de Barkhausen na detecção de tensões residuais e dureza;
Comparar os resultados do Ruído Magnético de Barkhausen com as
medições de microdureza Vickers e as amplitudes das tensões residuais via
difração de raios-X com a finalidade de estabelecer possíveis correlações;
ESTRUTURA DO TRABALHO
A estrutura deste trabalho está dividida em 4 partes: Introdução; Revisão de
Literatura, Materiais e Métodos e Resultados e Discussão.
A revisão de literatura tem como principal objetivo a coleta de referências e
informações sobre fresamento, microdureza, tensões residuais e suas técnicas de
medição. A etapa de materiais e métodos apresenta as etapas e fatores envolvidos
para a execução da pesquisa. O capítulo referente aos Resultados Esperados
apresenta supostas conclusões que deverão ser alcançadas com o desenvolvimento
da pesquisa.
17
2 REVISÃO DA LITERATURA
2.1 PROCESSOS DE FABRICAÇÃO
Os processos de fabricação podem ser divididos em dois grupos: processo
com remoção de material (cavaco) e processo sem remoção de material. Os
processos que não envolvem procedimentos de retirada de materiais mais
conhecidos são: fundição, soldagem, forjamento entre outros. Os exemplos de maior
destaque em processos que envolvem remoção de material em forma de cavaco
são: fresamento, torneamento, retificação, furação, aplainamento, mandrilamento,
retificação, brochamento e serramento (FERRARESI, 2006; MACHADO E SILVA,
1999; DINIZ, MARCONDES e COPPINI, 2006).
Define-se como cavaco o material excessivo retirado do corpo de matéria
prima buscando a obtenção da geometria projetada ao produto. Seus formatos têm
relação direta com a ferramenta utilizada, condições de corte adotadas como
também as características próprias do material (FERRARESI, 2006).
2.1.1 Fresamento
Conforme Ferraresi (2006), o fresamento é um “processo mecânico de
usinagem destinado à obtenção de superfícies quaisquer com auxílio de ferramentas
geralmente multicortantes”. Tal processo pode ser realizado tangencialmente,
frontalmente à superfície da peça ou ambos.
Conforme (Machado e Silva, 1999; Diniz, Marcondes e Coppini, 2006),
fresamento é um processo de usinagem caracterizado pela utilização de ferramentas
que possuem geralmente formato geométrico cilíndrico e as mesmas constituem-se
de uma ou mais arestas cortantes que são simetricamente distribuídas em torno de

18
seu eixo. O processo de corte ocorre pela rotação da ferramenta juntamente com o
avanço desenvolvido em alguns casos pela própria peça fixa em uma mesa ou em
algumas máquinas o próprio fuso que prende a ferramenta é o responsável pela
movimentação e o contato entre ferramenta e bloco de matéria prima.
De modo geral, podem ser realizados procedimentos de fresamento onde
tanto a peça como a ferramenta pode assumir movimentos relativos, independentes
ou combinados, permitindo desta maneira, a realização e aplicação de grande
variedade de operações, gerando superfícies planas ou curvas, ranhuras, ressaltos,
roscas, engrenagens e outras configurações. O processo apresenta vantagens em
relação a variedade de formas que podem ser produzidas, na qualidade dos
acabamentos das superfícies, nas taxas de remoção de cavaco e na disponibilidade
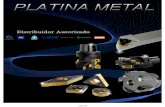
de ampla variedade de ferramentas conforme pode ser observado na Figura 1
(DINIZ et al, 2006).
Figura 1 - Formatos de fresas e aplicações em diversas superfícies
Fonte - Sandvik (2000)
A máquina operatriz utilizada nos processos de fresamento recebe o nome de
fresadora. Estes equipamentos podem divididos e classificados em: fresadoras
verticais; fresadoras horizontais e fresadoras universais. Com o desenvolvimento
tecnológico, os equipamentos monitorados e controlados por CNC (Comando

19
Numérico Computadorizado) vêm se tornando comuns nos meios industriais de
pequeno, médio e principalmente grande porte.
Para o processo de fresamento ocorrer, alguns fatores como parâmetros de
corte, ferramenta a ser utilizada e formas de fixação do bloco de matéria prima
devem ser amplamente estudados e planejados. Entre os principais parâmetros de
cortes, pode-se citar a profundidade de corte (ap) (Figura 2), velocidade de corte
(vc), avanço por dente (fz), velocidade de avanço (vf), penetração de trabalho (ae) e
também o uso ou não de fluído lubrificante (FERRARESI, 2006).
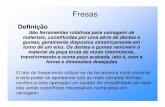
Figura 2 - Representação dos fatores: Penetração de trabalho (ae) e Profundidade de Corte (ap)
Fonte: RIBEIRO et al (2006)
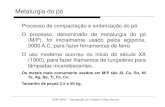
No processo de fresamento, o sentido de corte da ferramenta provoca
interferências no produto a ser produzido. Este sentido de corte pode ser classificado
em concordante ou discordante. Uma das formas de análise do sentido que está
sendo adotado é a verificação da espessura inicial e final do cavaco gerado. A
Figura 3 (a) apresenta a situação de fresamento concordante onde a espessura do
cavaco tem valor máximo no início do contato entre o dente da ferramenta e a peça
e mínimo na saída do mesmo. No entanto, a Figura 3 (b) representa exatamente a
situação oposta, ou seja, o fresamento discordante, onde a espessura máxima do
cavaco é dada na saída do contato do dente da fresa com o bloco de matéria prima.

20
Figura 3 - Sentido de corte adotados no fresamento (a) concordante (b) discordante
Fonte: CIMM (2013)
2.2 INTEGRIDADE SUPERFICIAL
O conjunto de condições superficiais e subsuperficiais apresentadas por um
material após processo de fabricação são conhecidos como integridade superficial.
Os principais fatores de alteração na integridade superficial são: mecânica,
metalurgia, química, alterações térmicas e elétricas. As tensões residuais são
consideradas alterações de integridade superficial de tipo mecânico provenientes de
alterações plásticas na estrutura do material (FIELD et al, 1997; BECKER et al,
2005; YOUSSEF, 2008).
2.2.1 Microdureza
Segundo Souza (1982), a propriedade mecânica denominada dureza é
amplamente utilizada por pesquisadores nas definições de materiais, em pesquisas
metalúrgicas e nos comparativos realizados entre diversos materiais de estudo.
Mesmo sabendo que o conceito de dureza é amplamente utilizado, não se pode
afirmar que todos os pesquisadores e profissionais a compreendem e a tomam como

21
única definição. Observe a seguir as definições de dureza adotadas por alguns
profissionais de segmentos mecânicos:
Metalurgista: resistência á deformação plástica permanente;
Engenheiro Mecânico: resistência na penetração de um material duro
em outro;
Projetista: Medida para conhecimento da resistência e do tratamento
térmico e sua resistência ao desgaste;
Técnico de Usinagem: medida de resistência ao corte do metal;
Mineralogista: medida da resistência ao risco que um material pode
fornecer a outro;
Neste trabalho, foi estudada a técnica de medição da microdureza
denominada Vickers. A técnica da dureza Vickers foi desenvolvida no ano de 1925 e
o processo consiste basicamente na penetração de uma ponta de diamante que
possui uma geometria designada como pirâmide de base quadrada e possui um
ângulo de 136º entre as faces opostas conforme pode ser observado na Figura 4.
Figura 4 - Ângulo de penetração - Vickers
Fonte: Souza (1982)
Conforme Souza (1982), o penetrador utilizado é praticamente indeformável
por ser constituído de diamante, favorecendo dessa forma o surgimento de
impressões similares quando acionado contra o material. As cargas adotadas no
equipamento para medição da dureza Vickers podem variar entre 1 e 100 kgf. As
variações de carga são necessárias para avaliar com maior exatidão no visor do
equipamento o losango gerado pela impressão, juntamente com a medição de suas
diagonais para posterior cálculo da dureza como pode ser analisado na Equação 1.

22
²
8544,1
²
2
136 2
piramidal superfície da área
carga
L
QHV
L
senQ
HV
(1)
O processo de medição de dureza Vickers possui grandes vantagens, como:
- Escala contínua;
- Impressões que não inutilizam o material em análise;
- Precisão nas medições;
- Penetrador praticamente indeformável;
- Escala única de dureza;
- Aplicação em qualquer espessura de material, inclusive para dureza superficiais;
Nos processos em que se deseja analisar as variações de dureza superficiais,
adota-se a técnica de medição da microdureza Vickers, que atua com cargas
inferiores a 1 kgf, sendo assim, as marcas geradas no material são mínimas e a
camada analisada é superficial (DEGARMO, 1997; SOUZA, 1982).
A Figura 5 apresenta a forma que o penetrador é inserido no material no
processo de medição, juntamente com a imagem gerada para posterior análise dos
valores das diagonais:
Figura 5 - Penetrador e impressão Vickers
Fonte: Souza (1982)
O processo de medição da dureza de um material está diretamente ligado a
três fatores: a geometria do penetrador utilizado, o material a ser analisado e a força

23
aplicada no processo. A medição da microdureza favorece a caracterização de
microconstituintes dos materiais.
2.2.2 Influência dos Parâmetros de Corte na Microdureza
Diversos autores já realizaram pesquisas sobre as influências dos parâmetros
de corte nas alterações da microdureza do material submetido ao processo de
usinagem.
Manarelli et al. (2012) realizaram testes de fresamento no aço VP100 com o
propósito de avaliar a rugosidade e a microdureza obtida nos corpos de prova após
variar os fatores velocidade de corte (vc) e avanço por dente (fz). A Figura 6
apresenta os resultados de microdureza obtidos com as medições dos corpos de
prova.
Figura 6 - Microdureza x Profundidade medida – Aço VP100
Fonte: Manarelli et al (2012)
Pode-se observar na Figura 6, que os resultados de microdureza obtidos com
as medições dos corpos de prova não apresentaram variações que pudessem
provar que as variações dos fatores implicaram diretamente em corpos de prova

24
com valores diferentes, pelo fato de que os desvios de cada análise coincidem entre
si.
Field et al (1997) apresentam na Figura 7, os resultados obtidos com a
medição de micro dureza de corpos de prova formados por aço AISI – SAE 4340
(temperado e revenido) que foram submetidos ao processo de retífica em atividades
severas e moderadas.
Figura 7 - Perfil de dureza do aço AISI - SAE 4340 submetido ao processo de retífica [severo e
moderado]
Fonte: Field et al (1976)
Pode-se observar na Figura 7 que na adoção de retífica moderada não
ocorrem alterações na microdureza do material em estudo, no entanto, em
atividades severas, os valores de microdureza foram oscilantes nas camadas
próximas a superfície sugerindo que os resultados obtidos com a medição da
microdureza sugerem mudanças na própria microestrutura do material submetido ao
processo.
Lima (2008), realizou diversos estudos de torneamento, fresamento e retífica
no aço ABNT 4340, com a finalidade de estudar as influências dos parâmetros vc, fz,
fn e ap nas alterações de tensões residuais e dureza do material em questão. De
acordo com as conclusões do autor, não se obteve resultados de grande expressão
significativa, no entanto, conforme pode ser observado na Figura 8, o fator de maior
influência na microdureza foi o fator fn (parâmetro de avanço).
O único ponto negativo que pode ser constatado com a leitura desse
documento, está no fato de que não foram realizados estudos estatísticos

25
aprofundados para evidenciar com maior clareza científica os resultados obtidos.
Tais estudos são sugeridos pelo autor no final de seu documento como trabalhos
futuros.
Figura 8 - Influência dos Parâmetros vc, fn e ap na Dureza do Material ABNT 4340
Fonte: Lima (2008)
Hioki (2006), em seus estudos de usinagem do aço H13 constatou que o
aumento da profundidade de corte (ap) provoca aumento da microdureza superficial,
no entanto, o aumento do avanço por dente (fz) provoca redução dos níveis de tal
resultado. A Figura 9 apresenta os resultados obtidos com seus experimentos.

26
Figura 9 - Influência da profundidade de corte (ap) e avanço por dente (fz) na dureza superficial
do aço H13
Fonte: Hioki (2006)
Rodrigues et al. (2013) realizaram experimentos para analisar a formação do
cavaco e as influências na microdureza do aço VP100 por meio das variações dos
parâmetros: velocidade de corte, profundidade de corte, avanço por dente e sentido
de corte (concordante e discordante).
As velocidades de corte adotadas nos corpos de prova tiveram valores
variados entre os denominados convencionais (200 m/min) e HSC (High-Speed
Cutting – 450 m/min).
A coleta dos valores de microdureza do material após processo de
fresamento foi realizada em uma cama 10 µm abaixo da superfície usinada. A Figura
10 apresenta uma análise estatística realizada pelos pesquisadores com a finalidade
de definir quais parâmetros foram mais influentes em seus resultados de
microdureza.
27
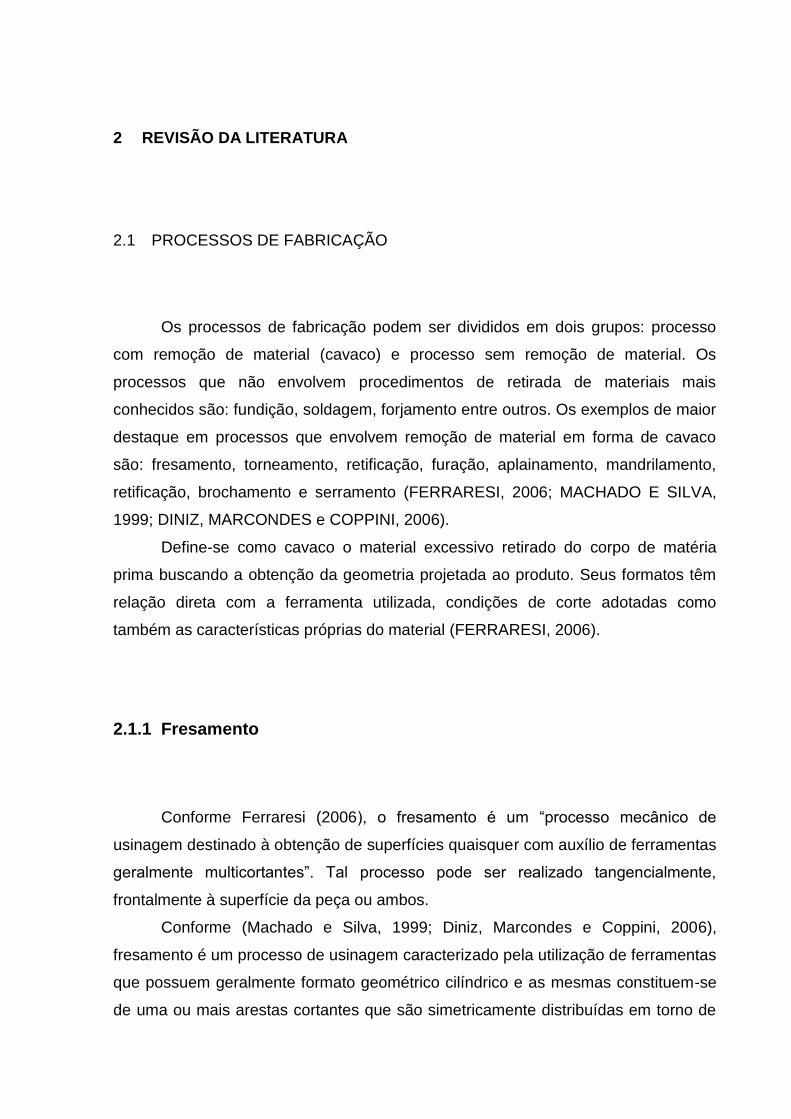
Figura 10 - Resultados de Microdureza – Fresamento Aço VP100
Fonte: Rodrigues et al. (2013)
Os resultados obtidos na Figura 10 sugeriram uma maior influência do
parâmetro Fz nos resultados de microdureza, sendo que, o aumento do mencionado
parâmetro provocou um crescimento diretamente proporcional nos índices de
microdureza. Os autores realizaram um estudo estatístico denominado ANOVA
(Análise de Variância) e não obtiverem resultados estatísticos confiáveis e que
demonstrem influência real de algum parâmetro de entrada no parâmetro de saída.
Norcino (2013) executou fresamentos no aço VP100 buscando analisar as
influências dos parâmetros velocidade de corte (vc) e avanço por dente (fz) na
microdureza (HV) dos corpos de prova. A Figura 11 apresenta os resultados
estatísticos alcançados com tais experimentos.
Mic
rod
ure
za
H
V

28
Figura 11 - Influência de Parâmetros de Fresamento na Microdureza - VP100
Fonte: Norcino (2013)
Pode-se observar na Figura 11, que o aumento do parâmetro velocidade de
corte trouxe influência direta na redução da microdureza do material, no entanto, o
avanço por dente teve influência oposta nessa variável de saída.
2.3 ESTUDO DA USINABILIDADE E CARACTERÍSTICAS DO AÇO VP100
As indústrias fabricantes de moldes a cerca de cinco anos possuem a sua
disposição um novo aço denominado VP 100 que de acordo com informações de
seus fornecedores (Villares Metals) surgiu no contexto industrial para uma suposta
substituição ao P20 que há anos vem sendo utilizado para confecção de moldes
para injeção de polímeros.
Os aços adotados em tais atividades são aqueles que apresentam dureza em
torno de 32 HRC. Os dois modelos acima citados se enquadram no quesito dureza,

29
no entanto, o VP100 promete melhorias em propriedades essenciais como:
polimento, resposta a texturização, usinabilidade e uniformidade de dureza.
O aço VP100 teve seu desenvolvimento voltado a uma capacidade de ser
endurecido via resfriamento mais lento que os processos que envolvem a têmpera
tradicional. Tal procedimento favorece ao material a criação de melhor
homogeneidade nos níveis de dureza de superfície quando comparados ao aço P20.
O fator resfriamento lento garante ao material, de acordo com o fabricante,
redução nas taxas de tensões residuais (MESQUITA et al. 2009; MEDEIROS et al.
2011).
A Figura 12 apresenta os testes de dureza superficial desenvolvidos pelo
fabricante do aço VP100.
Figura 12 - Testes de Dureza realizados no aço VP100
Fonte: Mesquita et al (2009)
Pode-se observar na Figura 12, que os níveis de dureza obtidos na superfície
do corpo de prova do aço VP100 apresentam resultados homogêneos.
O processo de usinagem do VP100 deve ser executado com adoção de
menores níveis de velocidade de corte e maiores taxas de avanço, garantindo desta
forma, melhor eficiência ao processo.
Por ser tratar de um material relativamente novo, pouco conteúdo científico
sobre os estudos do aço VP100 se encontra nas literaturas existentes (RODRIGUES
et al. 2013).

30
Medeiros et al. (2011) em seus estudos sobre usinabilidade do aço VP100
aplicaram uma análise do desgaste de flanco ocasionado na ferramenta por meio de
processos de fresamento avaliando dois níveis de titânio. A Figura 13 apresenta
parte de seus resultados obtidos.
Figura 13 - Análise de Desgaste de Flanco x Volume Removido
Fonte: Medeiros et al (2011)
Analisando a Figura 13, pode-se concluir que o aço VP100 com 350 ppm de
titânio obteve melhores resultados de usinabilidade quando comparados aos
resultados obtidos com os corpos de prova com 270 ppm de titânio.
Diante da existência de poucos materiais científicos publicados, trabalhos de
pesquisa como este implicam em grande importância técnico-científica para
realização de análises experimentais em diversos quesitos com a finalidade
fundamental de validar o material e verificar se as propostas e promessas do
fabricante são efetivamente verificadas e comprovadas no meio acadêmico
científico.
2.4 TENSÕES RESIDUAIS
Tensões residuais são aquelas que agem em um corpo mesmo quando não
existam gradientes de temperatura, tensões externas ou forças aplicadas atuando

31
sobre o mesmo. Os processos de fabricação (soldagem, usinagem, fundição) e
tratamentos térmicos são os principais agentes de ocorrência das tensões residuais
em um material. Entretanto, operações como manutenção, reparação ou até mesmo
sobrecargas ocasionais podem levar ao surgimento de tensões residuais (RIBEIRO,
2006).
De acordo com Lu (1996), ações como remoção de material, aplicação de
cargas mecânicas ou térmicas provocam alteração no estado das tensões residuais
pré-existentes no material trabalhado fazendo com que ocorra uma redistribuição de
tais tensões até que se equilibrem novamente. Diversas situações apontam que as
tensões residuais são as causadoras de falhas em equipamentos e materiais, tendo
como principal problema o fato de que na maioria das vezes não houve a ocorrência
da medição das tensões residuais fazendo com que somente no momento da falha
fosse descoberto o problema.
Determinar e conhecer os níveis de tensões residuais presentes em materiais
aplicados na engenharia são fatores importantes na inserção de segurança e
prevenção de acidentes e desastres. O processo de quantificação das tensões
residuais existentes em um componente (magnitude, orientação e distribuição)
possibilita a determinação do desempenho do material de acordo com sua aplicação
e carregamento aplicado sobre o mesmo. Conhecer as tensões residuais possui
importância primordial na otimização do projeto do produto final como também
redução nos custos de fabricação (OGATA, 2003).
As tensões residuais ocorrem na micro-estrutura do material e podem ser
divididas em três agrupamentos denominados ordens. As classificadas como de
primeira ordem podem também ser chamadas de macroscópicas, pois agem
diretamente sobre vários grãos do material. As de segunda ordem ou
microestruturais tem a funcionalidade de cobrir a distância entre os grãos ou parte
deles. Tensões residuais de terceira ordem são também conhecidas como micro-
localizadas e se situam na região de nível atômico dentro do grão. (BUENOS, 2010)
A Figura 14 apresenta as tensões residuais em suas diversas magnitudes:

32
Figura 14 - Tensões residuais I, II e III ordem distribuídas ao longo dos grãos
. Fonte: MACHERAUCH (1987)
Quando as tensões residuais são compressivas (compressão) atuam de
forma benéfica fazendo com que aumente a resistência a fadiga e reduzam a
propagação de trincas. No entanto, quando tais tensões são trativas (tração) podem
se unir as demais tensões provocadas pelo processo de trabalho e provocar ruptura
prematura nos componentes. (NORCINO et al., 2009)
2.4.1 Tensões Residuais Macroscópicas
As tensões residuais classificadas como macroscópicas se situam em
grandes regiões quando são comparadas as dimensões dos grãos do material. Tais
tensões possuem normalmente estado de equilíbrio com tensões externas aplicadas
na superfície e esse equilíbrio é reorganizado na decorrência de alterações nas
tensões externas do mesmo.
A Figura 15 representa as tensões residuais macroscópicas que surgem em
peças como eixos e possuem valor máximo de tensão (tração) próximo da superfície

33
reduzindo-se tais valores em relação ao interior da mesma até o ponto de inversão
de valores para equilíbrio das tensões internas (NORTON, 1973; SILVA, 1999).
Figura 15 - Tensões residuais macroscópicas. A1, A2 e A3 = áreas, M = momento e σt =
tensões de tração e σc = tensões de compressão
Fonte: NORTON (1973)
2.4.2 Tensões Residuais Microscópicas
As tensões residuais do tipo microscópicas atuam em regiões com dimensões
do tamanho ou até mesmo menores que aos grãos da microestrutura do material.
Por serem microscópicas, tais tensões residuais têm sua expansão delimitada por
pequenas quantidades de grãos. As mesmas podem variar por toda rede cristalina e
por esse motivo são consideradas como grandezas escalares como dureza ou
trabalho a frio.
A causa mais comum do surgimento das tensões residuais microscópicas em
determinado material é o escoamento (SILVA, 1999).
2.4.3 Mecanismos de Geração de Tensões Residuais
A literatura informa que praticamente todas as operações de manufatura
podem provocar o aparecimento de tensões residuais. Sendo assim, tais tensões
34
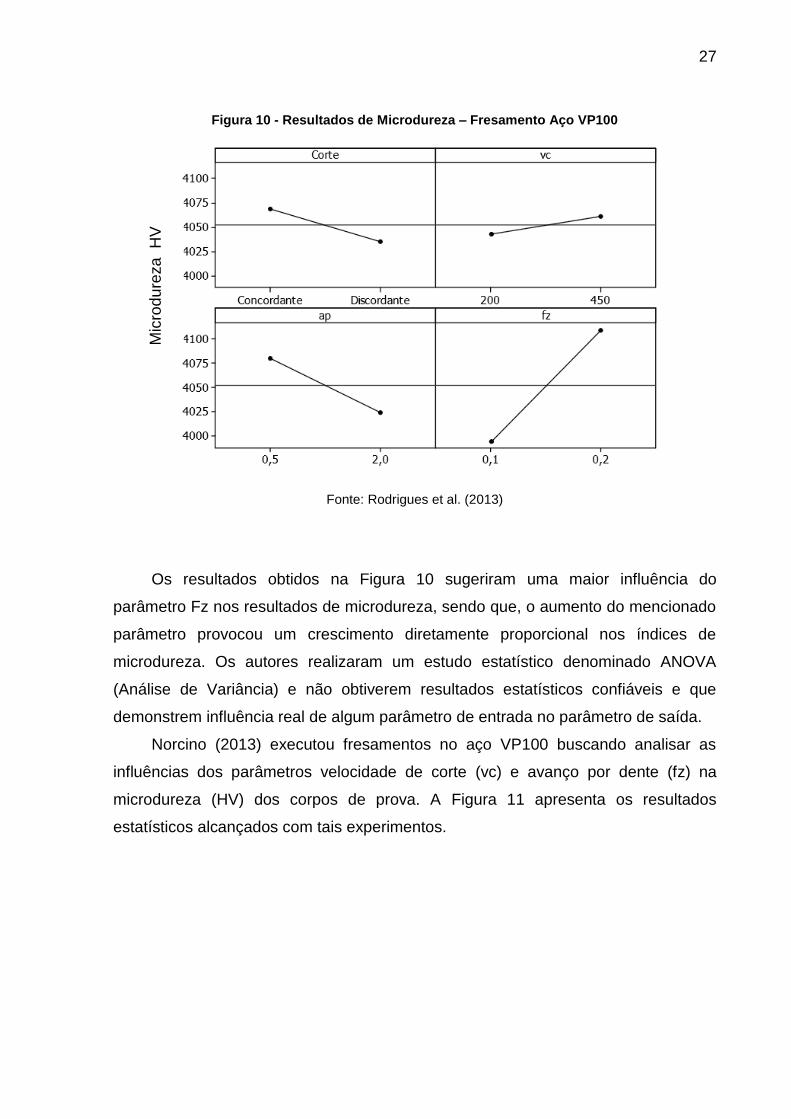
podem ser provocadas por um ou mais motivos combinados e estes podem ser de
origem mecânica, química e/ou térmica. Os motivos básicos que originam as
tensões residuais podem ser agrupados e classificados como mecanismos
mostrados na Tabela 1 a seguir, bem como as interações dos processos nos
diferentes mecanismos (NOYAN, I.C.; COHEN, J.B., 1987).
Tabela 1- Mecanismos geradores de tensões residuais
Origem Processo Observações
Conformação
Laminação, estampagem,
Deformação extrusão, estiramento.
Mecânica Conformação Superficial Jateamento, granalhamento.
Diferencial Processos de Usinagem
Torneamento, fresamento,
retificação, furação, etc.
Transformação de Fase Soldagem Todos os tipos.
do Material Tratamentos Térmicos Têmpera, normalização, etc.
Processos de Usinagem
Torneamento, fresamento,
retificação, furação, etc.
Contração ou Expansão Soldagem Todos os tipos.
Térmica Diferencial Tratamentos Térmicos Têmpera, normalização, etc.
Fundição
Seções transversais diferentes,
grandes dimensões.
Tratamentos
Termoquímicos Cementação, nitretação.
Fonte: NOYAN, I.C.; COHEN, J.B.(1987)
2.4.4 Efeitos das Tensões Residuais
As tensões residuais afetam diretamente a resistência do material. Algumas
interferências podem ser consideradas como negativas para o material e geralmente
são originadas por ações externas que quando interpostas as tensões já existentes
acabam provocando redução da resistência a fadiga e surgimento precoce de trincas
que podem gerar sua propagação afetando a estrutura do material.

35
As tensões residuais benéficas ao material são comuns em tubos,
encanamentos, entre outros materiais e a principal característica é de que após a
exposição do material ao efeito externo e interno é gerada uma somatória de
tensões em níveis menores que as originais (SILVA, 1999).
Enquanto as tensões residuais de tração podem provocar o início de uma
trinca e em consequência disto, a diminuição da vida ou resistência à fadiga do
material, as tensões de compressão atuam de maneira a aumentar a resistência à
fadiga, agindo como forma de barreira, impedindo a nucleação e a propagação de
trincas.
Tensões de compressão podem ser introduzidas no material por meio de
tratamento térmico como têmpera seguida de revenido, operações de torneamento,
retificação, jateamento e fresamento (NELSON, D.V.; RICKEFS, R.E; EVANS,
W.P.,1971; ALMEN, J.O & BLACK, P.H., 1966).
2.4.5 Tensão Residual no Fresamento
Em todo processo de fabricação existente ocorre à formação de tensões
residuais no material processado ou até mesmo alterações de tensões já pré-
existentes na matéria prima utilizada. Estes níveis de tensões terão sua variabilidade
fundamentada no processo e no material utilizado. Ao ser analisado o processo de
fresamento, constata-se que a ocorrência do contato (atrito) direto da ferramenta de
corte com a superfície do material provoca alterações de tensões que provêm de
esforços mecânicos e também alterações no gradiente de temperatura ao longo da
superfície usinada.
A Figura 16 apresenta uma análise de tensões residuais geradas no
fresamento de um aço 4340 temperado e revenido. Em regiões próximas à
superfície ocorrem tensões residuais de tração. Conforme executado o aumento da
profundidade de medição das tensões residuais as mesmas passam a ser de
compressão até que ocorra um equilíbrio entre as tensões (FIELD et al., 1997).

36
Figura 16 - Distribuição das tensões residuais na superfície fresada do aço 4340 temperado e
revenido
Fonte: Field et al (1997)
Chevrier et al. (2003) fizeram estudos em corpos de prova usinados em aços
de baixa liga. Para execução de tais experimentos foram adotadas altas velocidades
de corte com a principal finalidade de executar análise da influência do fator
profundidade de corte na integridade superficial e nas variações de tensões
residuais. Todas as usinagens foram padronizadas ocorrendo variações somente na
profundidade de corte entre 1 e 4 mm. Para execução das análises de tensões
residuais optou-se pela técnica de difração de raios-X. Em relação aos resultados
obtidos com as medições, constatou-se que nas regiões da superfície as tensões
residuais foram de tração enquanto nas regiões mais distantes foram obtidas
tensões residuais de compressão. Os autores relacionam a ocorrência de tensões
de tração na superfície devido as elevadas temperaturas alcançadas durante o
processo de fresamento. Tais elevações no gradiente de temperatura estão
diretamente ligadas à formação da zona de cisalhamento terciária que pode ser
facilmente visualizada na Figura 17 a seguir.

37
Figura 17 - Posicionamento das zonas de cisalhamento
Fonte: CHEVRIER et al. (2003)
Denkena et al. (2008) em seus experimentos realizados no fresamento de
corpos de prova de alumínio AI7449 alcançaram resultados que evidenciam a
redução das tensões residuais de compressão na superfície devido ao aumento do
fator velocidade de corte. Em contrapartida o aumento da profundidade de corte (ap)
provoca o surgimento de tensões residuais de compressão na superfície e
subsuperfície.
Rao e Shin (2001) realizaram experimentos de fresamento de topo adotando
ferramentas de metal duro e diamantadas. De acordo com os autores, as tensões
residuais de compressão são predominantes por toda superfície usinada. Tal
ocorrência está diretamente ligada ao atrito entre a ferramenta e a peça que
ocasiona a redução da energia térmica e provoca a deformação plástica a frio na
superfície. Outro fator de grande relevância é o fato da fresa possuir mais de uma
aresta de corte e esta troca de contato com a peça faz com que ocorra a redução do
calor gerado.
Tsuchida et al. (1975) realizaram experimentos para avaliar os efeitos das
condições de corte de usinagens na geração e na distribuição das tensões residuais.
Foram realizados testes de variação em fatores como velocidade de corte e
profundidade de corte. Por meio dos resultados obtidos em suas pesquisas
específicas, os autores concluíram que a redução da velocidade de corte age
diretamente na redução de tensões residuais próximas à superfície e por sua vez

38
amplia a profundidade da camada afetada pelo surgimento e ação de tais tensões
residuais.
Além disso, foi verificado que o aumento da profundidade de corte não afetou
a distribuição de tensões residuais. Mais significativamente, eles descobriram
que as tensões residuais de tração podem existir sob a superfície de componentes
usinados.
Norcino (2013) estudou o fresamento do aço VP100 e as influências dos
fatores velocidade de corte, avanço por dente e estado do material (beneficiado e
temperado) nas variações de tensões residuais adotando o método do furo cego que
será descrito posteriormente. A Figura 18 apresenta as análises estatísticas
realizadas com os experimentos.
Figura 18 - Tensões Residuais Geradas no Fresamento do Aço VP100
Fonte: Norcino (2013)
Observando a Figura 18, pode-se determinar que o parâmetro velocidade de
corte provocou maiores influências nas variações de tensões residuais geradas pelo
fresamento do aço VP100.

39
2.4.6 Medição das Tensões Residuais
Os materiais em seu estado fornecido, componentes e estruturas já
apresentam tensões. Mesmo que a quantidade de tensões seja mínima, sempre
existirão tensões que são provenientes de processos anteriores.
As tensões residuais raramente são medidas durante o ciclo de produção da
peça ou componente. Das dificuldades existentes em tal processo de medição, uma
delas se refere ao fato de que as tensões não são medidas diretamente, ou seja, o
que é medido pelo procedimento adotado é a deformação elástica ocasionada pelas
micros e macros tensões residuais. O interesse de pesquisadores em compreender
melhor o processo de análise de tensões residuais desencadeou o surgimento de
diversas técnicas de medição, as quais todas apresentam suas potencialidades,
como também dificuldades e limitações para determinadas aplicações de estudo
(OGATA, 2003).
Quando determinado material estiver isento de forças externas somente
existem as tensões residuais, no entanto, na atuação de forças externas, as tensões
são uma resultante das exercidas juntamente com as residuais pré-existentes.
No estudo das tensões residuais, existem diversas técnicas de análise e a
escolha do melhor método de verificação está interligada a diversos fatores como
natureza do campo da tensão residual, tempo disponibilizado para a medição,
incerteza admitida e extensão da região de interesse.
As técnicas de medição das tensões residuais podem ser divididas em dois
grupos: destrutivas e não destrutivas. Os testes denominados destrutivos consistem
na retirada de uma ou mais peças de um lote para serem submetidas a uma análise
de tensões residuais e de acordo com os procedimentos adotados a peça se torna
inutilizável. Nessa situação, destaca-se um forte ponto negativo de tal método. Além
de ser destrutivo, o material analisado nunca é o produto final, mas sim uma
pequena amostra de um lote que possui chances de possuir produtos defeituosos e
não analisados e que poderão chegar ao cliente (SHIN, 1995).
Os itens usinados para a construção de moldes de injeção têm caráter único e
não são reproduzidos em escala, portanto, inviabilizando um processo de medição
destrutivo. Desta maneira, se faz necessária à utilização de uma técnica de medição

40
caracterizada como não destrutiva, possibilitando o reaproveitamento do material
após a análise de tensões residuais.
Nos seguintes itens serão apresentados os métodos comumente utilizados na
avaliação de tensões residuais. Cada método possui um domínio de aplicações bem
definido e dependente do problema. As técnicas mais utilizadas atualmente são:
Método do furo cego incremental;
Método da difratometria de raios –X;
Técnicas de ultra-som;
Método do Ruído Magnético de Barkhausen;
2.4.7 Método do furo cego incremental
O método do furo para alívio de tensões é uma das técnicas de medição de
tensões residuais mais utilizadas atualmente. O procedimento é considerado
relativamente simples e foi padronizado pela ASTM com a norma ASTM E837. Por
meio de equipamentos industrializados e comercializados juntamente com o
seguimento orientado das normas de procedimentos técnicos, o método do furo
cego pode ser aplicado nos segmentos industriais ou acadêmicos de forma rotineira.
A técnica pode ser considerada como semi-destrutiva, pois o furo gerado no bloco
de matéria prima pode ou não interferir na qualidade do produto final. A Figura 19
apresenta o modelo de equipamento utilizado para aplicação da técnica. Na Figura
20 pode-se visualizar o furo gerado pelo equipamento no material a ser analisado. O
diâmetro do furo pode variar entre 0,8 mm e 4,8 mm e sua profundidade de
penetração no material geralmente é da mesma magnitude do diâmetro acrescido de
20% para campos de tensões uniformes e 50% para campos de tensão não
uniformes. Em grande parte dos objetos submetidos a este tipo de teste a retirada do
furo deixado pelo equipamento de medição pode facilmente ser realizada com a
aplicação de uma lixadeira manual (PREVEY, 1996).
No entanto, conforme já comentado, no caso de fabricação de moldes, a
técnica torna-se inviável devido a grande chance de prejudicar a cavidade do molde
tornando o material inapropriado para uso.

41
Conforme Rendler e Vigness (1966), para realizar a medição das tensões por
meio dessa técnica o laboratorista deve seguir uma sequência orientada de
procedimentos que serão resumidamente aqui apresentados:
1) Fixação de extensômetros em uma forma de roseta;
2) Instalação do equipamento de furação sobre o corpo de prova;
3) Aplicação de uma carga conhecida e orientada para servir como calibrador do
equipamento;
4) Leitura das tensões antes da execução do furo (para posterior comparação);
5) Execução do furo pelo equipamento;
6) Nova medição de tensões nas regiões de análise;
7) Realizar comparativo de resultados confrontando valores obtidos antes e
depois da execução do furo.
Figura 19 - Equipamento utilizado para técnica de medição de tensões residuais – furo cego
Fonte: Vishay – Measurements Group (2013)

42
Figura 20 - Dimensões geradas pelo furo executado pelo equipamento de medição das tensões
residuais
Fonte: MARTINS et al (2004)
2.4.8 Técnica de ultra - som
A técnica de ultra-som consiste na verificação da velocidade praticamente
linear quando submetida a uma tensão sob a qual o material cristalino está
submetido. Um dos grandes limitantes e problemas no processo de medição
consiste no fato de que para a realização de tal medição, o operador (técnico de
medição) deve possui um corpo de prova com mesmas características
microestruturais, tais como, tamanho do grão, forma, orientação e fases
secundárias, assim como a mesma composição química e deformação plástica da
amostra tencionada que está sendo analisada pelo processo. Tais condições de
similaridade dificilmente são encontradas, isso faz com que o processo de análise de
tensões residuais por ultra-som seja dificultoso e trabalhoso.
Outro problema que pode ser relacionado ao processo de aplicação do ultra-
som está no fato de que as tensões residuais são em sua grande maioria
heterogêneas e sofrem variações de dezenas de MPa em distâncias da ordem de
milésimo de milímetro e a instrumentação para realização da medição possui
resolução da ordem de dezenas de milímetros ou até mesmo de vários centímetros,
ou seja, de três a quatro ordens de grandeza a mais. Este fator faz com que a

43
técnica não possua grande aplicação na medição das tensões residuais
(RUUD,1992; RODAKOSKI, 1997).
2.4.9 Método da Difratometria de Raios - X
Em meados do século passado deu-se inicio a aplicação de medição das
tensões residuais pela técnica de difratometria (difração) de raios – X. Por volta da
década de 70, a técnica já estava comumente aplicada nas indústrias nuclear e
aeronáutica. Na atualidade, com sua expansão, também está aplicada em
cerâmicas, compostos intermetálicos e, virtualmente, qualquer material cristalino de
grão fino.
A medição de tensões residuais pelo método de difração de Raios-x
dimensiona a deformação de rede cristalina e então a tensão é calculada,
assumindo desta forma uma distorção elástica linear do parâmetro cristalino. Na
realidade não é possível realizar a medição de uma tensão residual, o que se aplica,
é a medição de uma grandeza intrínseca como deformação ou força e área.
As tensões residuais medidas por meio da difração de raios-X é a média
aritmética da tensão em um volume do material definido pela área a ser irradiada, a
qual pode variar de milímetros a centímetros quadrados, e pela profundidade de
penetração do feixe de raios-X. Esta profundidade é determinada pelo coeficiente de
absorção do material à radiação utilizada. A Figura 21 apresenta sistematicamente o
processo de difração de raios-X (PREVEY, 1996).

44
Figura 21 - Difração de Raios – X
Fonte: BRINKSMEIER et al (1982)
Quando um material é deformado elasticamente ocorre uma deformação
uniforme a distâncias relativamente longas entre os espaços dos planos da rede
cristalina onde estão localizados os grãos que por sua vez mudam seu estado livre
para algum novo valor que corresponde a intensidade da tensão aplicada. Este novo
espaço gerado pelo distanciamento entre os grãos, para qualquer conjunto de
planos igualmente orientados em relação à tensão aplicada, é realizada a medição
pela difração de raios – X (CULLITY, 1978).
2.4.10 Método do Ruído Magnético de Barkhausen
No ano de 1919, o pesquisador alemão Heinrich Barkhausen observou o
ruído magnético gerado em materiais ferromagnéticos. Durante execução de um
experimento que se baseava na magnetização de uma barra de ferro constatou-se o
surgimento de pulsos elétricos de pequena duração induzidos ao longo de uma
bobina que envolvia o material. Tais pulsos foram susceptíveis em um alto-falante
instalado ao sistema conforme pode ser observado na Figura 22. Devido sua
descoberta realizada, o fenômeno ficou conhecido como Ruído Magnético de
Barkhausen - RMB (GRIJALBA, 2010).

45
Figura 22 - Experimento realizado por Heinrich Barkhausen
Fonte: GRIJALBA (2010)
O princípio de medição é baseado na amplitude do ruído eletromagnético
provocado pela magnetização local de materiais ferromagnéticos. O sinal RMB é
muito sensível a pequenas mudanças na composição química do material,
composição de fases, densidade de discordâncias e microestruturas (RUUD, 1992).
Grande parte dos eventos Barkhausen ocorre pelo movimento irreversível de
paredes de dom nio de . sse fenômeno acontece na maior inclinação da curva
de magnetização. Conforme ocorre o avanço do processo de magnetização outros
fatores contribuem para os eventos Barkhausen como: movimento das paredes de
, rotação de domínios e aniquilação de paredes. A Figura 23 apresenta a
evolução do Ruído Magnético de Barkhausen durante um ciclo de histerese de
magnetização.
Figura 23 - Ruído Magnético de Barkhausen e curva de histerese associada. Medição realizada
em um aço SAE – 4140
Fonte: GRIJALBA (2010)

46
Diversas análises sobre os efeitos das tensões no Ruído Magnético de
Barkhausen (RMB) em materiais ferromagnéticos mostram que tensões de tração
provocam um alinhamento dos domínios magnéticos no mesmo sentido da tensão
aplicada e provocam um aumento nos sinais de RMB obtidos nas medições. No
entanto, as tensões de origem compressivas provocam alinhamento dos domínios
magnéticos em uma direção perpendicular a tensão em aplicação, gerando por sua
vez valores de RMB menores quando comparados aos resultados obtidos com as
tensões de tração. A Figura 24 apresenta os efeitos apresentados pela tensão de
tração na estrutura de domínios magnéticos (JILES, 1989).
Figura 24 - Reorientação de domínios produzida por tensões de tração
Fonte: KRAUSE (1994)
2.4.10.1 Profundidade da Medida do Ruído Magnético de Barkhausen
As frequências do RMB mais representativas são desde 1 ou 2 kHz até 100
ou 200 kHz, no entanto, nenhuma pesquisa apresenta afirmações e conclusões
sobre os limites inferior e superior dos sinais.
As faixas de alta frequência do RMB são originárias de seções do material
com maior proximidade da superfície, no entanto as faixas de baixa frequência têm
sua origem fundamentada tanto em pequenas como também em maiores
profundidades. Os campos gerados pelo sistema do Ruído Magnético de
Barkhausen decaem até a superfície. A seguir é apresentada a Equação 2 que
define, teoricamente, a profundidade eletromagnética atingida pelo sistema aplicado
(CHIKAZUMI, 1996; JILES, 2000).

47
rf
....
1
0
(2)
onde:
- Profundidade eletromagnética (m)
f- frequência do sinal
- Condutividade do material
0 - permeabilidade magnética do vácuo
r - permeabilidade relativa do material
Conforme Jiles (apud Grijalba, 2010), para um aço com r = 50 até 5000, =
5. 106 até 10. 106 -1m-1 e usando 0 = 4 . 10-7 H/m, a Tabela 2 apresenta a
profundidade aproximada alcançada com a emissão dos sinais de RMB com
diferentes frequências mencionadas.
Tabela 2 - Profundidades aproximadas dos sinais de RMB, dependentes das frequências de
emissão.
Fonte: GRIJALBA (2010)
Frequência de emissão (kHz) Faixa de profundidade (mm)
0.01 0 - 10.00
0.05 0 - 4.50
0.1 0 - 3.20
0.5 0 - 1.40
1 0 - 1.00
5 0 - 0.45
10 0 - 0.32
50 0 - 0.14100 0 - 0.10
500 0 - 0.045

48
2.4.10.2 Medição do Ruído Magnético de Barkhausen
O sistema de medição do ruído magnético de Barkhausen consiste
tipicamente de um conjunto composto por uma sonda que é formada por um yoke
eletromagnético responsável pela produção do campo eletromagnético alternado
juntamente com uma bobina que possui a função de detecção do sinal de RMB. A
Figura 25 apresenta a sonda utilizada nas medições de RMB (GRIJALBA, 2010).
Figura 25 - Sonda de medição do RMB
Fonte: GRIJALBA (2010)
A bobina responsável pela leitura do sinal RMB capta valores e envia a uma
placa de aquisição de dados (computador) que fica interligada ao sistema. O sistema
de receptação de sinais é responsável pela ampliação e visualização gráfica dos
valores obtidos. Na Figura 26, pode ser observado o sinal de RMB (linha azul) e
também a corrente de excitação (linha vermelha) aplicada no yoke para obtenção do
sinal de resposta.
Figura 26 - Sinal do RMB
Fonte: GRIJALBA (2010)
49
2.4.10.3 Análise dos Sinais
Os sinais de RMB são sinais aleatórios e por este motivo devem ser aplicadas
análises estatísticas para sua compreensão e possíveis conclusões a serem obtidas.
Diferentes métodos de análises podem ser adotados, alguns deles são
apresentados a seguir.
Valor rms do RMB, RMBrms
O valor RMS (Root Mean Square) indica a raiz quadrada do valor quadrático
médio em volts dos sinais Barkhausen ao longo do tempo e pode ser definido pela
Equação 3:
1
2
n
VV
RMB
n
i
mi
rms (3)
onde:
RMBrms : valor RMS dos sinais Barkhausen em Volts;
Vi : valor da voltagem medida em um determinado instante;
Vm : valor médio do sinal;
n : número de pontos do sinal;
O sinal de RMB é focado na amplitude e possui média nula, sendo assim, o
valor rms equivale ao desvio padrão, e, portanto, representa uma medida do
comprimento médio das flutuações em torno da média (GRIJALBA,2010).
Energia do RMB, RMBenergy
A dissipação de energia realizada pelo sinal RMB é definida pela Equação 4.
A área entre o eixo do tempo e o quadrado do sinal de voltagem é calculada

50
individualmente para cada evento e realizada a somatória de todos os eventos
calculados.
n
i
ienergy tVRMB1
2 (4)
onde:
Vi : valor da voltagem medida em um determinado instante;
t : intervalo de tempo entre os pontos do sinal (inverso da frequência de
amostragem);
n: número de pontos do sinal;
Normalmente é realizada um processo de normalização do valor de RMBenergy
em relação ao número de pontos do sinal. Isto faz com que seja possível a
realização de comparação entre parâmetros de sinais gerados por diferentes
frequências de excitação (GRIJALBA, 2010).
Envelope do Sinal
O envelope de um sinal corresponde a envoltória do sinal temporal. A Figura
27 apresenta um exemplo de envelope de sinal RMB.
Figura 27 - Exemplo de envelope do sinal RMB medido em um corpo de prova de aço SAE 1070
Fonte: GRIJALBA (2010)
-0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6-1.5
-1
-0.5
0
0.5
1
1.5
Corrente aplicada (A)
V
Envelope

51
O envelope de um sinal é calculado tradicionalmente por meio do sinal
analítico. O sinal analítico (s+(t)) contém somente as frequências positivas de s(t).
Sendo assim, o sinal s+(t) associado ao sinal s(t), cuja transformada de Fourier
apresentada na Equação 5 é expressa por S(v) e definido como:
vZTFIts s )( (5)
onde:
0 vpara 0
0 vpara )(2 vSvZs
Com a finalização do processo de cálculo do envelope, se faz necessária a
utilização de um filtro passa baixa (utilizando certa taxa de decimação), para eliminar
as frequências altas do envelope e, assim, recuperar um envelope mais definido
(liso).
Com o gráfico do envelope são calculados principalmente dois parâmetros:
Amplitude de pico: relativo ao valor máximo do envelope e Posição de pico:
localização do valor máximo em relação à corrente, ou campo aplicado (GRIJALBA,
2010).
2.5 TENSÕES RESIDUAIS POR RUÍDO MAGNÉTICO DE BARKHAUSEN X
DIFRATOMETRIA DE RAIOS-X
Hirsch e Epp (2010) realizaram pesquisas de tensões residuais geradas por
um processo de torneamento em anéis de rolamentos utilizando as técnicas de
difração de raios –X e medições micromagnéticas (RMB). Podemos verificar na
Figura 28 e Figura 29, como também nas conclusões dos autores, que os resultados
obtidos foram muito similares entre si, considerando até mesmo as limitações
especificas de cada técnica aplicada.

52
Figura 28 - Comparativo de resultados nas medições de Raios-x e RMB em Aço-Rolamento
Fonte: HIRSCH; EPP (2010)
Figura 29 - Comparativo de resultados nas medições de Raios-x e RMB em Aço-Rolamento
Fonte: HIRSCH; EPP (2010)
Tonshoff et al. (1999), realizaram uma análise comparativa entre os
resultados obtidos com a medição de tensões residuais pelos procedimentos de
difração de raios-X e também análise micromagnética. As tensões residuais
avaliadas foram geradas pelo processo de retificação. Pode-se observar na Figura
30, que a correlação de valores entre as técnicas forma uma reta crescente
juntamente com a apresentação dos desvios próprios do estudo.

53
Figura 30 - Correlação das medições de tensões residuais com uso de difração de raios – x e
técnica micromagnética
Fonte: TONSHOFF et al (1999)

54
3 MATERIAIS E MÉTODOS
Os procedimentos metodológicos desta pesquisa estão divididos em duas
partes principais. A primeira delas enfatiza as etapas de desenvolvimento dos
ensaios preliminares que tiveram como principal finalidade a verificação e validação
do procedimento para a utilização da técnica de medição do RMB na detecção de
mudanças microestruturais geradas pelo processo de fresamento no aço P20.
Também se buscou verificar se o equipamento era capaz de identificar variações
provenientes de oscilações nas variáveis de entrada decorrentes do planejamento
de experimentos.
A segunda parte aborda as etapas envolvendo os ensaios finais que buscam
uma validação quantitativa aos resultados obtidos. Apresenta-se o planejamento das
etapas que foram desenvolvidas na pesquisa experimental com a finalidade de
consolidar e provar a aplicabilidade do uso da Técnica de RMB na avaliação da
microdureza e na medição de tensões residuais geradas pelo processo de
fresamento do aço VP100. Os valores de RMB para avaliar as tensões residuais
foram confrontados com valores de difratometria de raios-X, sendo essa uma técnica
classicamente utilizada na avaliação de tensões residuais.
3.1 ENSAIOS PRELIMINARES
Os ensaios preliminares foram desenvolvidos por meio da execução prática
de experimentos de fresamento de corpos de prova constituídos de aço P20
adotando variações de parâmetros (variáveis de entrada) como: Velocidade de corte
(Vc) e profundidade de corte (ap). Ambos os parâmetros foram estudados em dois
níveis e aplicados em um planejamento de experimentos envolvendo três repetições
juntamente com a adoção de um ponto central em cada conjugado de fatores.
Após executados os experimentos, foram realizadas medições de RMB em
todos os corpos de prova conforme o planejamento do experimento.

55
A Figura 31 apresenta o organograma dos ensaios preliminares abordando as
variáveis de entrada e saída, juntamente com informações técnicas relevantes ao
processo.
Figura 31 - Organograma dos Ensaios Preliminares
Fonte: o autor (2013)
Ensaios Preliminares
Variáveis de
Entrada
Velocidade de Corte (Vc)
40 (m/min)
70 (m/min)
Planejamento Experimental
MEDIÇÕES
Tensões Residuais Via RMB – Antes do Fresamento
Tensões Residuais Via RMB – Após Fresamento
Variáveis
de Saída
Resultados e Discussões
15 Corpos de Prova
Aço P20
Procedimentos, materiais
e equipamentos.
Definição dos corpos de prova
Definição da Ferramenta
Definição de parâmetros de corte
Máquina para usinagem
Usinagem
Profundidade de Corte (Ap) 0,5 mm
1,5 mm

56
3.1.1 Material
O material selecionado para os ensaios preliminares foi o aço P20 com dureza
média de 28-32 HRC, e em estado de fornecimento pré-beneficiado. Foram
projetadas amostras de forma cilíndrica com 40 milímetros de diâmetro e 70 mm de
altura. Para a obtenção das amostras foram utilizados os processos de corte (serra
de fita com fluxo contínuo) e torneamento (faceamento). A Tabela 3 apresenta de
forma sintetizada a composição química do aço utilizado no experimento.
Tabela 3 - Composição Química do Aço P20
C % Si % Mn % Cr % Mo % Ni %
0,40 0,35 1,50 1,90 0,20 1,00
Fonte: o autor (2013)
3.1.2 Ferramenta Utilizada
A ferramenta utilizada foi uma fresa de topo modelo M680 com 20 mm de
diâmetro e composta por duas pastilhas de metal duro XDMT do fabricante Widia.
Adotou-se um avanço lateral de penetração (ae) constante de 8 mm e variou-se os
parâmetros velocidade de corte (vc) e profundidade de corte (ap). A Figura 32
apresenta a ferramenta fixa no eixo árvore da máquina utilizada no processo de
fresamento.

57
Figura 32 - Ferramenta (fresa) utilizada na usinagem dos experimentos
Fonte: o autor (2013)
3.1.3 Processo de Usinagem
Para realização dos ensaios de desbaste por fresamento frontal, foi utilizado
um centro de usinagem vertical Romi – Discovery 560, operacionalizado com o
comando Siemens de linguagem ISO. A Figura 33 apresenta a máquina adotada
para realização das usinagens de desbaste.
Figura 33 - Centro de usinagem utilizado na execução dos experimentos
Fonte: o autor (2013)
As usinagens dos corpos de prova foram realizadas em sentido concordante,
gerando diversas pistas de usinagem (largura 8 mm) conforme pode ser observado
na Figura 34.

58
Figura 34 - Corpo de prova – destaque para as pistas de usinagem
Fonte: o autor (2013)
3.1.4 Planejamento dos Experimentos
Com o uso do software Minitab, foi possível determinar um planejamento
fatorial de experimentos com a finalidade de analisar a influência dos parâmetros Vc
e ap nas tensões residuais. Para cada um desses parâmetros foram adotados dois
níveis, os quais são mostrados na Tabela 4. Com as diferentes combinações de
parâmetros de corte, ao todo foram realizadas 15 usinagens envolvendo 3
repetições e 3 pontos centrais. A Tabela 5 representa a sequência de experimentos
originada pelo software. A Tabela 6 apresenta os grupos de corpos de prova que
foram produzidos com as mesmas condições de usinagem.
Tabela 4 - Limites dos Parâmetros de Corte
Parâmetro de corte Limite inferior Limite superior
Velocidade de corte
vc (m/min)
40 70
Profundidade de corte
ap (mm)
0,5 1,5
Fonte: o autor (2013)

59
Tabela 5 - Planejamento fatorial dos experimentos gerado pelo software Minitab
Fonte: o autor (2013)
Tabela 6 - Grupos de Experimentos para análise estatística
Fonte: o autor (2013)
3.1.5 Medição do Ruído Magnético de Barkhausen
Para a medição do RMB, foi utilizado um equipamento desenvolvido no
laboratório da UNISOCIESC. A cadeia de medida do sistema é mostrada na Figura
Velocidade de Corte Profundida de Corte
Vc (m/min) Ap (mm)
1 40 1,5
2 70 0,5
3 70 1,5
4 55 1,0
5 55 1,0
6 40 0,5
7 70 1,5
8 70 1,5
9 40 1,5
10 40 0,5
11 40 0,5
12 55 1.0
13 40 1,5
14 70 0,5
15 70 0,5
Experimento
Velocidade de Corte Profundidade de Corte
Vc (m/min) Ap (mm)
6
10
11
1
9
13
2
14
15
3
7
8
4
5
12
55 1,0 E
Experimento Grupo
70 0,5 C
70 1,5 D
40 0,5 A
40 1,5 B

60
35. A sonda utilizada é composta por um núcleo de ferro silício em forma de U
(Yoke) onde é colocada uma bobina de excitação magnética, e uma bobina leitora
de alta sensibilidade localizada entre os polos do Yoke. O Yoke é responsável por
gerar uma indução magnética no material e consequentemente movimentar as
paredes de domínio. Por outro lado, a bobina leitora faz a aquisição do RMB gerado
na amostra. A saída de voltagem da bobina leitora vai ligada num condicionador de
sinal que amplifica e filtra o sinal de RMB numa banda de 1,2 – 100 kHz. Para a
excitação magnética, foram geradas correntes em forma senoidal com frequências
de 20Hz e 40Hz e amplitudes de 1,3A e 2,2A. Os sinais de RMB foram gravados
num PC com ajuda de uma placa A/D (NI PCI-6143), empregando uma taxa de
aquisição de dados de 200 kHz e utilizando o software Labview. A Figura 36 mostra
um exemplo dos sinais de RMB obtidos.
Figura 35 - Esquema de medição do RMB
Fonte: SILVA E GRIJALBA (2012)
Figura 36 - Sinal de RMB obtido em amostras de aço P20 após fresamento. Sinal de RMB em
azul. Sinal de Campo aplicado em vermelho
Fonte: SILVA E GRIJALBA (2012)

61
Foram realizadas medições de RMB antes (com processo de faceamento por
torneamento) e depois do processo de fresamento, em 4 regiões diferentes de cada
amostra. Nas superfícies fresadas, a sonda de RMB foi posicionada em pontos
centrais das bandas de usinagem (segundo um ae = 8 mm) e orientada no sentido
longitudinal às mesmas. Cada medida é composta por sinais de RMB gerados em
dois ciclos de magnetização. Para cada posição sobre a amostra foram gravadas 6
medições de RMB. A análise dos sinais foi realizada com a ajuda do software Matlab
e Minitab. Nos resultados são calculados os seguintes parâmetros do sinal de RMB:
valor rms (RMBrms), Curtose (RMBcurtose), Amplitude de Pico do envelope (RMBA-
PICO); Posição de Pico do envelope (RMBP-PICO) e Largura de Pico do envelope
(RMBL-PICO). Os resultados que apresentaram melhor representatividade estatística
estão apresentados no corpo do trabalho. Entre os demais resultados analisados
foram selecionados alguns para apresentação nos apêndices.
3.2 ENSAIOS FINAIS
A proposta desta dissertação consiste na realização de um estudo
experimental com foco na validação do processo de medição das tensões residuais
geradas no fresamento do aço VP100 adotando o método Ruído Magnético de
Barkhausen. Para comprovar os resultados de forma quantitativa os corpos de prova
foram submetidos a medições de difração de raios-x que já possui resultados
confiáveis comprovados por diversas literaturas. De maneira similar, valores obtidos
com medições de microdureza foram confrontados com valores RMB com a
finalidade de encontrar uma possível correlação.
A Figura 37 apresenta o organograma com as variáveis de entrada que serão
adotadas juntamente com as variáveis de saída que deverão ser analisadas e
demais informações relevantes ao processo.

62
Figura 37 - Organograma dos Ensaios Finais
Fonte: o autor (2014)
Experimentos Finais
Variáveis de
Entrada
Velocidade de Corte (vc)
Avanço por dente (fz)
100 (m/min)
150 (m/min)
200 (m/min)
Planejamento Experimental
0,1mm
0,15mm
0,2mm
MEDIÇÕES
Medição do RMB – Antes TT
Medição do RMB – Após TT
Medição do RMB – Após Fresamento
Tensões Residuais Via raios - X
Medição de Dureza
Variáveis
de Saída
Resultados e Discussões
36 Corpos de Prova
Aço VP100
Procedimentos, materiais
e equipamentos.
Definição dos corpos de prova
Definição da Ferramenta
Definição de parâmetros de corte
Máquina para usinagem
Usinagem
Profundidade de Corte (ap)
0,5 mm
1,5 mm

63
3.2.1 Material
Na fabricação dos corpos de prova foi utilizado o aço VP100. As amostras
foram cortadas com dimensões de 40x70x30 mm. Antes do processo de fresamento,
as amostras foram submetidas a tratamento térmico de alivio de tensões. O objetivo
é eliminar os efeitos dos processos anteriores nos possíveis níveis de tensões
residuais presentes no material.
O processo de alívio de tensões foi realizado conforme orientações do
fornecedor do material (Villares Metals), que solicita aquecimento lento e uniforme
(máximo 100ºC/h) até alcançar cerca de 500ºC. Não deverá ultrapassar essa
temperatura sob riscos de redução de dureza. O material deverá ser mantido nessa
temperatura durante meia hora para cada 25 mm da maior secção do corpo de
prova, porém, o tempo não deverá ser inferior a 2 horas. O processo de resfriamento
deve ser realizado em ar (calmo).
A Tabela 7 apresenta a composição química do aço VP100 conforme
informações do fornecedor.
Tabela 7 - Composição Química do Aço VP100
C % Si % Mn % Cr % Mo % Ni %
0,20 0,45 2,0 0,6 0,3 0,4
Fonte: Villares Metals (2014)
3.2.2 Máquina e Ferramenta
Nos ensaios foi utilizado um centro de usinagem vertical Feeler FV600,
instalado na UNISOCIESC, sendo o comando Mitsubishi Meldas 500 com linguagem

64
ISO. A potência do motor principal é de 5,3 kW, com rotação máxima de 6.000 rpm.
A Figura 38 apresenta o modelo da máquina utilizada.
Figura 38 - Modelo de Centro de Usinagem Utilizado
Fonte: o autor (2014)
A ferramenta utilizada foi um cabeçote com pastilhas para acabamento
intercambiáveis da marca Widia modelo M680 com 20 mm de diâmetro e formada
por 2 arestas cortantes (a mesma utilizada nos ensaios preliminares). Assim como
nos ensaios preliminares, foi adotado um avanço lateral (ae) de 8 mm para que seja
possível a medição de RMB nas diversas pistas de usinagem criadas pela
ferramenta em sua sequência de fresamento.
3.2.3 Planejamento dos Experimentos
Para execução dos experimentos, definiu-se a variação de três parâmetros de
usinagem. O parâmetro velocidade de corte (Vc) e o parâmetro avanço por dente (fz)
foram variados em três níveis diferentes. O parâmetro profundidade de corte teve
sua variabilidade estudada apenas em dois níveis distintos. A Tabela 8 apresenta as
variações adotadas em cada parâmetro de usinagem.

65
Tabela 8 - Limites dos Parâmetros de Corte
Parâmetro de corte Limite inferior Intermediário Limite superior
Velocidade de corte
vc (m/min) 100 150 200
Avanço por dente
fz (mm) 0,1 0,15 0,2
Profundidade de corte
ap (mm) 0,5 ------ 1,5
Fonte: o autor (2014)
Com a utilização do software minitab, foi possível a determinação do
planejamento experimental adotando somente 1 repetição para cada processo
realizado, pois de acordo com os resultados obtidos com os ensaios preliminares
pequenas variações do RMB ocorreram entre as repetições. Ao todo foram
definidos 36 corpos de prova conforme podem ser observados na Tabela 9 que
apresenta a ordem de execução dos experimentos.

66
Tabela 9 - Planejamento Experimental dos Ensaios Finais
Fonte: o autor (2014)
Velocidade de Corte Avanço por Dente Profundidade de Corte
Vc (m/min) Fz (mm) Ap (mm)
1 150 0,15 1,5
2 200 0,1 0,5
3 150 0,15 1,5
4 200 0,1 0,5
5 100 0,15 0,5
6 200 0,15 1,5
7 150 0,1 0,5
8 100 0,15 1,5
9 100 0,1 1,5
10 200 0,2 0,5
11 100 0,15 0,5
12 200 0,1 1,5
13 100 0,1 0,5
14 150 0,15 0,5
15 150 0,2 1,5
16 150 0,2 0,5
17 150 0,2 1,5
18 200 0,15 0,5
19 100 0,1 1,5
20 150 0,1 1,5
21 150 0,1 0,5
22 200 0,15 1,5
23 100 0,2 1,5
24 200 0,1 1,5
25 200 0,15 0,5
26 200 0,2 0,5
27 100 0,2 1,5
28 100 0,2 0,5
29 200 0,2 1,5
30 150 0,2 0,5
31 150 0,15 0,5
32 150 0,1 1,5
33 100 0,2 0,5
34 100 0,15 1,5
35 100 0,1 0,5
36 200 0,2 1,5
Experimento

67
3.2.4 Medição do Ruído Magnético de Barkhausen
Para a medição do RMB foi utilizado o mesmo equipamento dos ensaios
preliminares. A Figura 39 mostra a estação experimental de medição do RMB. As
informações técnicas do equipamento já estão apresentadas no item 3.1.5 deste
trabalho. Para a excitação magnética, nos ensaios finais foram geradas correntes
em forma senoidal com frequências de 5 Hz e 30 Hz com amplitudes de 0,2 A e
0,12A. Os sinais de RMB foram gravados num PC com ajuda de uma placa A/D (NI
PCI-6143), empregando uma taxa de aquisição de dados de 200 kHz e utilizando o
software Labview.
Figura 39 - Equipamento de Medição RMB
Fonte: autor (2014)
A região de medição do RMB por meio da sonda (yoke) tem forma circular de
aproximadamente 3 mm de diâmetro. A Figura 40 apresenta o esquema de
medições do RMB.

68
Figura 40 - Posições das Medições de RMB
Fonte: autor (2014)
Pelo fato da sonda ser muito sensível as pequenas variações de
posicionamento, também foi realizada uma varredura de medições sob a pista de
usinagem (medição de 9 pontos na largura da pista). A Figura 41 apresenta essa
varredura de forma que toda a pista de usinagem pode ser analisada ponto a ponto.
Figura 41 – Pontos de medição do RMB na largura das pistas de usinagem
Fonte: autor (2014)
.

69
3.2.5 Medição da Difração de Raios-X
Depois de realizadas todas as medições de RMB nos laboratórios da
UNISOCIESC, 4 corpos de prova que apresentaram variações significativas entre os
resultados de RMB juntamente com uma amostra virgem do material (apenas
submetida ao alívio de tensões) foram analisadas num difratômetro de raios-X da
marca Shimadzu XRD-7000 existente na UTFPR (Universidade Tecnológica Federal
do Paraná). A Figura 42 apresenta a estrutura interna do difratômetro utilizado para
as medições das tensões residuais.
Figura 42 - Difratômetro de raios-X (Estrutura Interna)
Fonte: autor (2014)
Os parâmetros de medida utilizados no difratômetro estão mostrados na Tabela
10.

70
Tabela 10 – Parâmetros utilizados na medição de tensões resíduas por difração de Raios-X.
Constantes
Método side inclination
E 210 GPa
δ 0,29
Plano 211
Radiação Cr (λ=2.2 Â)
Área do feixe 2 x 12mm
Passo 0,05°/min
Ângulo de incidência () 0, 5, 10, 15, 20, 25, 30, 35, 40, 45
Fonte: autor (2014)
Os corpos de prova fresados apresentam diversas pistas de usinagem que
foram geradas devido ao incremento de avanço lateral (ae = 8 mm) adotado no
planejamento dos experimentos acima citado. Sendo assim, os corpos de prova
tiveram coleta de dados realizada em quatro posições distintas da peça. Duas
dessas medições ocorreram nas bordas da pista (interpistas) e as outras duas
medições ocorreram no centro das pistas de usinagem. Um esboço apresentado a
forma em que as medições foram coletadas pela difração de raios-X pode ser
observado na Figura 43. A área iluminada pelo feixe de raios-X foi de
aproximadamente 12X2 mm.

71
Figura 43 - Região de Medição da Difração de raios-X.
Fonte: autor (2014)
A Figura 44 apresenta as posições em que foram coletas as medições com o
difratômetro de raios-X. Pode-se perceber que embora o feixe seja direcionado para
o meio da pista, suas dimensões de coleta fazem com que dados das bordas da
pista sejam adquiridos nas medições.
Figura 44 - Posições das Medições da Difração de Raios-X
Fonte: autor (2014)
RECEPTOR
EMISSOR Raio-X
Raio-X
Corpo
de
ProvaPistas de Usinagem
Corpo
de
Prova
MEDIÇÕES NO MEIO DA PISTA
MEDIÇÕES INTERPISTAS
Área Iluminada pelo Feixe
72
3.2.6 Medição da Dureza
Depois de realizadas as medições de RMB e raios-X os corpos de prova foram
submetidos a medição de microdureza Vickers na superfície usinada, adotando uma
carga de 500 gramas. Foram coletados seis pontos de dureza em cada corpo de
prova para obter confiabilidade estatística nos resultados. Ressalta-se que as
medições de microdureza ocorreram em diversas pistas de usinagem dos corpos de
prova para que fosse possível avaliar a homogeneidade da dureza obtida no
material.
O equipamento utilizado para medição da microdureza foi um microdurômetro
Vickers modelo 402 MVD da Wilson Instruments que permite variação de carga de
teste entre 10 e 1000 gramas.
73
4 RESULTADOS E DISCUSSÕES
4.1 ENSAIOS PRELIMINARES
O método RMB exige um processo de calibração para que seja possível
estabelecer uma relação entre os valores dos parâmetros calculados dos sinais
medidos e as tensões presentes no componente. Tal processo de calibração pode
ser realizado por comparação com ensaios mecânicos ou com outros métodos de
medição das tensões residuais como difração de raios-X ou furo cego (MARTINS et
al., 2004).
Na realização das medições de RMB dos corpos de prova para os ensaios
preliminares não foram realizadas comparações com outras técnicas, por esse
motivo os resultados apresentados aqui mostram uma avaliação qualitativa dos
níveis das possíveis tensões residuais geradas nas amostras.
As Figuras 45, 46, 47 e 48 apresentam os resultados obtidos com a medição do
parâmetro RMBRMS adotando duas frequências (20 Hz e 40 Hz) e dois campos de
medição (1,3 A e 2,2 A). Os resultados das medições dos corpos foram analisados
de uma forma comparativa entre os resultados na condição “Antes do fresamento”
(processo de faceamento por torneamento e utilizando parâmetros de corte
constantes) juntamente com valores obtidos nas amostras na condição “Depois do
fresamento” (processo de fresamento frontal com diferentes condições de corte).
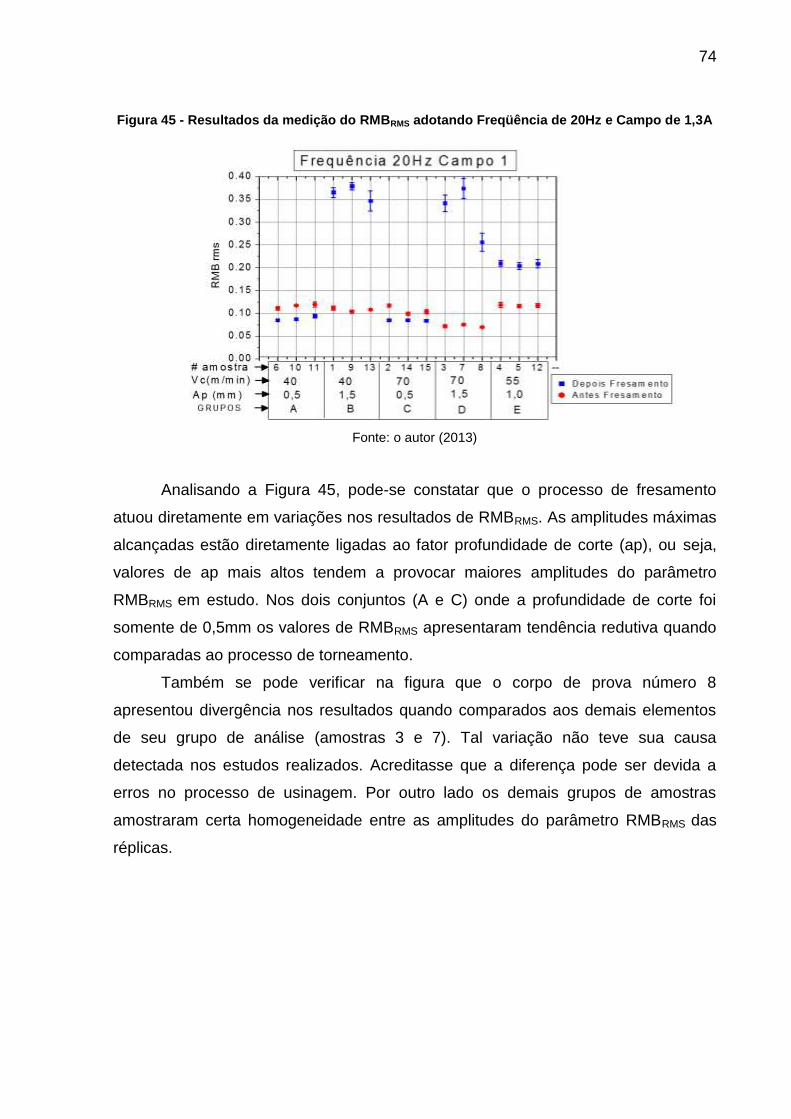
74
Figura 45 - Resultados da medição do RMBRMS adotando Freqüência de 20Hz e Campo de 1,3A
Fonte: o autor (2013)
Analisando a Figura 45, pode-se constatar que o processo de fresamento
atuou diretamente em variações nos resultados de RMBRMS. As amplitudes máximas
alcançadas estão diretamente ligadas ao fator profundidade de corte (ap), ou seja,
valores de ap mais altos tendem a provocar maiores amplitudes do parâmetro
RMBRMS em estudo. Nos dois conjuntos (A e C) onde a profundidade de corte foi
somente de 0,5mm os valores de RMBRMS apresentaram tendência redutiva quando
comparadas ao processo de torneamento.
Também se pode verificar na figura que o corpo de prova número 8
apresentou divergência nos resultados quando comparados aos demais elementos
de seu grupo de análise (amostras 3 e 7). Tal variação não teve sua causa
detectada nos estudos realizados. Acreditasse que a diferença pode ser devida a
erros no processo de usinagem. Por outro lado os demais grupos de amostras
amostraram certa homogeneidade entre as amplitudes do parâmetro RMBRMS das
réplicas.

75
Figura 46 - Resultados da medição do RMBRMS adotando Frequência de 20Hz e Campo de 2,2A
Fonte: o autor (2013)
Figura 47 - Resultados da medição do RMBRMS adotando Frequência de 40Hz e Campo de 1,3A
Fonte: o autor (2013)
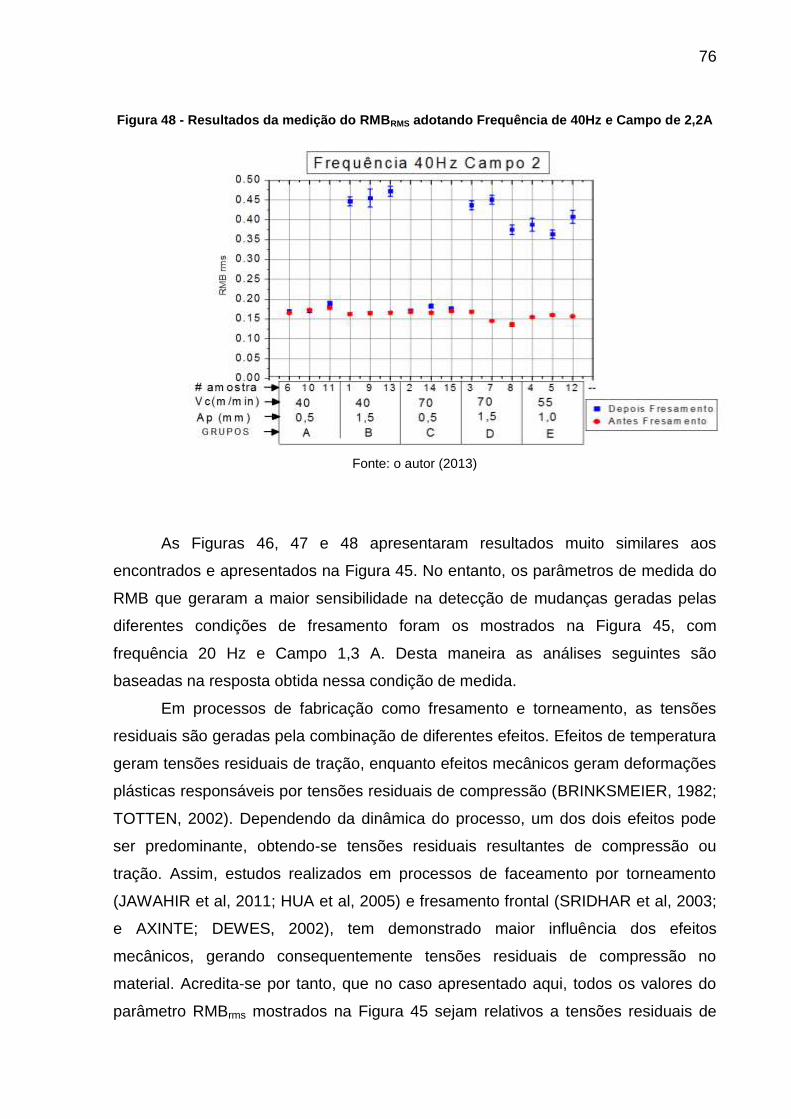
76
Figura 48 - Resultados da medição do RMBRMS adotando Frequência de 40Hz e Campo de 2,2A
Fonte: o autor (2013)
As Figuras 46, 47 e 48 apresentaram resultados muito similares aos
encontrados e apresentados na Figura 45. No entanto, os parâmetros de medida do
RMB que geraram a maior sensibilidade na detecção de mudanças geradas pelas
diferentes condições de fresamento foram os mostrados na Figura 45, com
frequência 20 Hz e Campo 1,3 A. Desta maneira as análises seguintes são
baseadas na resposta obtida nessa condição de medida.
Em processos de fabricação como fresamento e torneamento, as tensões
residuais são geradas pela combinação de diferentes efeitos. Efeitos de temperatura
geram tensões residuais de tração, enquanto efeitos mecânicos geram deformações
plásticas responsáveis por tensões residuais de compressão (BRINKSMEIER, 1982;
TOTTEN, 2002). Dependendo da dinâmica do processo, um dos dois efeitos pode
ser predominante, obtendo-se tensões residuais resultantes de compressão ou
tração. Assim, estudos realizados em processos de faceamento por torneamento
(JAWAHIR et al, 2011; HUA et al, 2005) e fresamento frontal (SRIDHAR et al, 2003;
e AXINTE; DEWES, 2002), tem demonstrado maior influência dos efeitos
mecânicos, gerando consequentemente tensões residuais de compressão no
material. Acredita-se por tanto, que no caso apresentado aqui, todos os valores do
parâmetro RMBrms mostrados na Figura 45 sejam relativos a tensões residuais de

77
compressão. Os valores de RMBrms aumentam com tensões de tração e diminuem
com tensões de compressão (JILES, 1989; MAKAR, 2000), deste modo na Figura
45, valores baixos de RMBrms indicam maiores níveis de compressão, e valores altos
de RMBrms indicam menores níveis de compressão. Assim, dos dados apresentados
na Figura 45, podem ser realizados os seguintes comentários:
É observado que nos corpos de prova submetidos ao processo de torneamento
(antes do fresamento) foram obtidas amplitudes do parâmetro RMBrms muitos
similares entre si (tensões residuais de compressão próximas). Ocorrência dada
pela utilização de condições de corte constantes para a confecção de todos os
corpos de prova. As pequenas variações observadas, não tiveram suas causas
justificadas ou analisadas criticamente, no entanto, acredita-se que podem ser
provenientes da variação de velocidade de corte comuns ao processo de
faceamento por torneamento. Nas bordas da face da amostra ocorrem as
máximas velocidades e no centro velocidade próxima a zero. Outra possível
causa, podem ser erros no posicionamento da sonda do RMB no processo de
medida.
No caso das amostras, após o processo de fresamento, é observado inicialmente
que as medições de RMB (parâmetro RMBrms) conseguiram detectar claramente
o efeito gerado pelas diferentes condições de corte no material. Observa-se que
um aumento do parâmetro ap diminui as amplitudes de tensão residual de
compressão, enquanto que a influência de Vc é mínima. Estudos
correlacionados sobre a influência dos parâmetros de corte na geração de
tensões residuais aplicando a técnica de raios-X (SUN; GUO, 2009) e a técnica
de extensometria do furo cego (SRIDHAR et al, 2003) têm encontrado resultados
similares.
Adicionalmente também foi realizada uma análise estatística com o uso do
Minitab estudando os resultados obtidos com o parâmetro RMBRMS adotando
frequência 20 Hz e Campo 1,3 A conforme pode ser observado nas Figuras 49 e 50.

78
Figura 49 - Influência dos Fatores ap e vc
Fonte: o autor (2013)
Pode-se verificar novamente que o fator profundidade de corte (ap) estudado
nestes experimentos demonstrou-se muito mais influente nos resultados de RMBrms
quando comparados ao fator velocidade de corte (vc) ou até mesmo a correlação
entre os dois fatores.
Figura 50 - Teste de Normalidade das Amostras
Fonte: o autor (2013)
A Figura 50 apresenta o teste de normalidade dos valores da amostra. Como
pode ser visualizado, os valores obedecem a uma distribuição normal.
AB
A
B
181614121086420
Term
S tandardized Effect
2.20
A VC
B AP
Factor Nam e
Pareto Chart of the Stan dardized Effects(response is RM S, A lpha = 0.05)
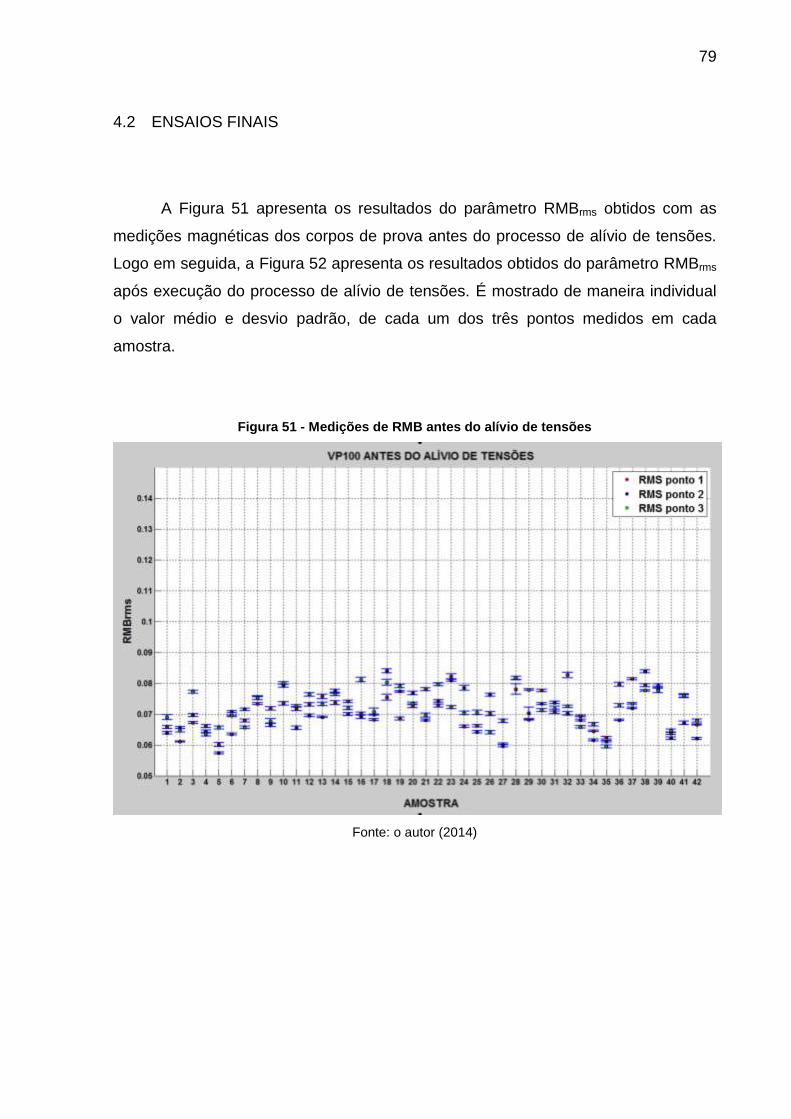
79
4.2 ENSAIOS FINAIS
A Figura 51 apresenta os resultados do parâmetro RMBrms obtidos com as
medições magnéticas dos corpos de prova antes do processo de alívio de tensões.
Logo em seguida, a Figura 52 apresenta os resultados obtidos do parâmetro RMBrms
após execução do processo de alívio de tensões. É mostrado de maneira individual
o valor médio e desvio padrão, de cada um dos três pontos medidos em cada
amostra.
Figura 51 - Medições de RMB antes do alívio de tensões
Fonte: o autor (2014)
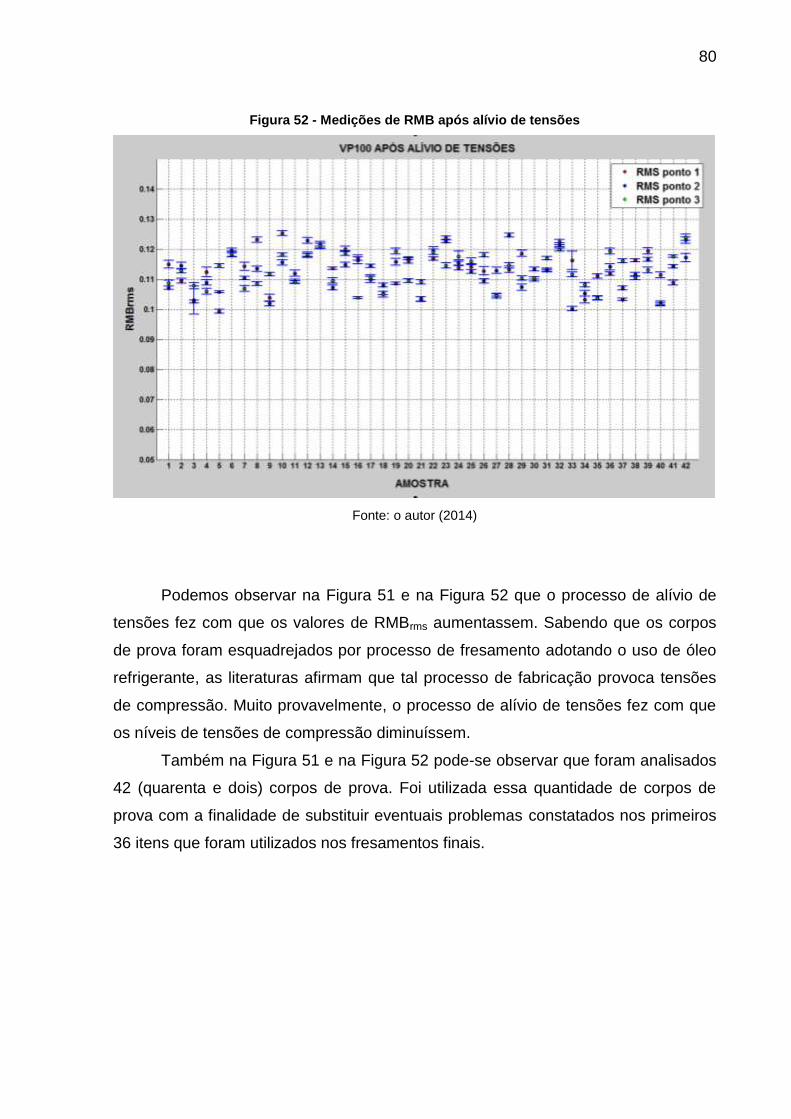
80
Figura 52 - Medições de RMB após alívio de tensões
Fonte: o autor (2014)
Podemos observar na Figura 51 e na Figura 52 que o processo de alívio de
tensões fez com que os valores de RMBrms aumentassem. Sabendo que os corpos
de prova foram esquadrejados por processo de fresamento adotando o uso de óleo
refrigerante, as literaturas afirmam que tal processo de fabricação provoca tensões
de compressão. Muito provavelmente, o processo de alívio de tensões fez com que
os níveis de tensões de compressão diminuíssem.
Também na Figura 51 e na Figura 52 pode-se observar que foram analisados
42 (quarenta e dois) corpos de prova. Foi utilizada essa quantidade de corpos de
prova com a finalidade de substituir eventuais problemas constatados nos primeiros
36 itens que foram utilizados nos fresamentos finais.
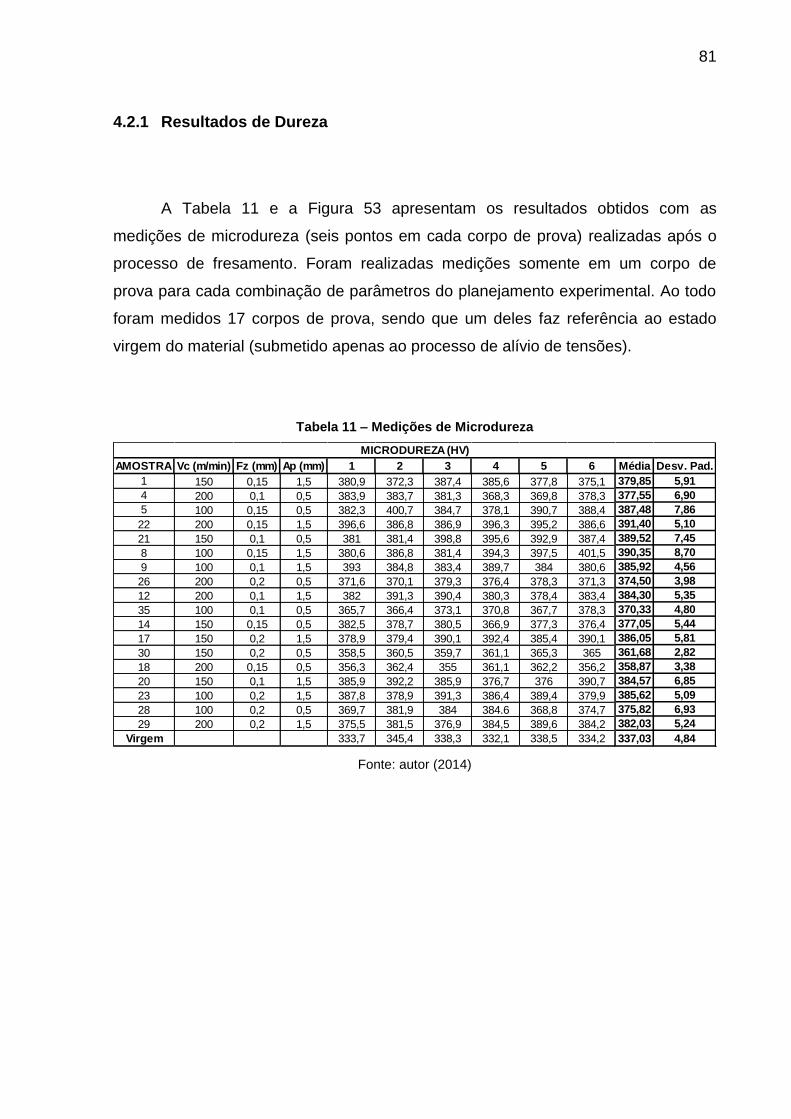
81
4.2.1 Resultados de Dureza
A Tabela 11 e a Figura 53 apresentam os resultados obtidos com as
medições de microdureza (seis pontos em cada corpo de prova) realizadas após o
processo de fresamento. Foram realizadas medições somente em um corpo de
prova para cada combinação de parâmetros do planejamento experimental. Ao todo
foram medidos 17 corpos de prova, sendo que um deles faz referência ao estado
virgem do material (submetido apenas ao processo de alívio de tensões).
Tabela 11 – Medições de Microdureza
Fonte: autor (2014)
AMOSTRA Vc (m/min) Fz (mm) Ap (mm) 1 2 3 4 5 6 Média Desv. Pad.
1 150 0,15 1,5 380,9 372,3 387,4 385,6 377,8 375,1 379,85 5,91
4 200 0,1 0,5 383,9 383,7 381,3 368,3 369,8 378,3 377,55 6,90
5 100 0,15 0,5 382,3 400,7 384,7 378,1 390,7 388,4 387,48 7,86
22 200 0,15 1,5 396,6 386,8 386,9 396,3 395,2 386,6 391,40 5,10
21 150 0,1 0,5 381 381,4 398,8 395,6 392,9 387,4 389,52 7,45
8 100 0,15 1,5 380,6 386,8 381,4 394,3 397,5 401,5 390,35 8,70
9 100 0,1 1,5 393 384,8 383,4 389,7 384 380,6 385,92 4,56
26 200 0,2 0,5 371,6 370,1 379,3 376,4 378,3 371,3 374,50 3,98
12 200 0,1 1,5 382 391,3 390,4 380,3 378,4 383,4 384,30 5,35
35 100 0,1 0,5 365,7 366,4 373,1 370,8 367,7 378,3 370,33 4,80
14 150 0,15 0,5 382,5 378,7 380,5 366,9 377,3 376,4 377,05 5,44
17 150 0,2 1,5 378,9 379,4 390,1 392,4 385,4 390,1 386,05 5,81
30 150 0,2 0,5 358,5 360,5 359,7 361,1 365,3 365 361,68 2,82
18 200 0,15 0,5 356,3 362,4 355 361,1 362,2 356,2 358,87 3,38
20 150 0,1 1,5 385,9 392,2 385,9 376,7 376 390,7 384,57 6,85
23 100 0,2 1,5 387,8 378,9 391,3 386,4 389,4 379,9 385,62 5,09
28 100 0,2 0,5 369,7 381,9 384 384.6 368,8 374,7 375,82 6,93
29 200 0,2 1,5 375,5 381,5 376,9 384,5 389,6 384,2 382,03 5,24
Virgem 333,7 345,4 338,3 332,1 338,5 334,2 337,03 4,84
MICRODUREZA (HV)

82
Figura 53 - Medições de Microdureza Vickers.
Fonte: autor (2014)
Pode-se observar na Tabela 9 e na Figura 53, que a amostra virgem possui
uma média de 337 HV e após os processos de fresamento, todos os corpos de
prova apresentaram um aumento na dureza superficial.
Acredita-se que o aumento relativo da dureza nos corpos de prova fresados
foi originado devido ao gradiente de temperatura elevado durante o processo de
fresamento, haja visto, que todos os corpos de prova foram submetidos ao
fresamento sem adoção de óleo refrigerante. Em processos de fresamento o
aumento da dureza superficial pode estar correlacionado as deformações plásticas,
elásticas e ao gradiente de temperatura gerado pelo contato ferramenta/peça
(EKMEKCI, ELKOCA e ERDEN, 2005; SHAW, 1996; GHANEM et al, 2002).
A Figura 54 e a Figura 55 apresentam uma análise estatística realizada com
auxílio do software Minitab, com a principal finalidade de verificar e testar as
influências dos parâmetros de fresamento nas alterações de microdureza do
material.
330,00
340,00
350,00
360,00
370,00
380,00
390,00
400,00M
icro
du
reza
(H
V)
- 5
0 g
Amostras

83
Figura 54 - Influência dos Fatores Vc, Fz e ap na Microdureza
A
BC
ABC
AB
B
AC
C
3,02,52,01,51,00,50,0
Fato
res
2,228
A V c
B Fz
C A p
Fator Nome
Diagrama de Pareto(Microdureza, Alfa = 0,05)
Fonte: autor (2014)
Figura 55 - Estudo dos Efeitos dos Parâmetros na Microdureza
200150100
385,0
382,5
380,0
377,5
375,0
0,200,150,10
1,50,5
385,0
382,5
380,0
377,5
375,0
Vc
Mic
rod
ure
za
HV
Fz
Ap
Gráfico de efeitos principais para Microdureza
Fonte: autor (2014)
Analisando a Figura 54, pode-se verificar que o parâmetro profundidade de
corte (ap) foi mais influente nas alterações de microdureza quando comparado aos
demais parâmetros em estudo (velocidade de corte e avanço por dente).
84
De mesma maneira, a Figura 55 apresenta uma análise onde se pode
evidenciar que o aumento dos parâmetros vc e fz provocou uma leve redução nos
níveis de dureza, no entanto, o aumento do ap proporcionou um aumento
relativamente alto nos resultados de microdureza nos corpos de prova.
Observando o parâmetro profundidade de corte (ap) acredita-se que para o
valor de 1,5 mm os níveis de temperatura alcançados com o processo de fresamento
provocaram provável alteração microestrutural dos corpos de prova, gerando uma
forma de têmpera local.
Chevrier et al. (2003) obtiveram resultados muito similares em seus
experimentos e constataram que a superfície fresada adquire uma forma de têmpera
superficial devido ao rápido processo de aquecimento/resfriamento ocasionado pelo
atrito direto entre ferramenta e peça alcançando a zona de cisalhamento terciária e
por sua vez adquirindo altas temperaturas de corte.
Outra suposição de ocorrência no aumento da dureza na superfície pode
estar diretamente ligada ao processo de encruamento ocasionado pelo fresamento e
suas prováveis formações de deformação plástica (CALLISTER, 2008).
Melo et al. (2003) realizaram experimentos avaliando a variação de
temperatura obtida no fresamento frontal quando ocorrem mudanças no parâmetro
profundidade de corte. Pode-se observar na Figura 56, que o aumento da
profundidade de corte provoca aumento direto na temperatura do corpo de prova.

85
Figura 56 - Estudo da Temperatura no Fresamento x Profundidade de Corte
Fonte: Melo et al. (2003)
Rodrigues et al. (2013) obtiveram resultados diferentes em seus testes de
variação de microdureza, no entanto, sua pesquisa consistiu em uma análise de
fresamento HSC (High Speed Cuting) e as medições de microdureza foram
realizadas a 10µm da superfície usinada.
Hioki (2006) realizou estudos no aço H13, mas obtiveram resultados
semelhantes, onde o aumento da profundidade de corte foi o parâmetro mais
influente na maximização dos níveis de dureza da superfície.
Norcino (2013), conforme já citado na revisão de literatura, obtiveram
resultados no parâmetro Velocidade de Corte, muito similares. A diferença
fundamental em seus estudos está fundamentada no fato de que as variações de Vc
foram de maior amplitude provocando uma maior variação.

86
4.2.2 Correlação Dureza x RMB
Como já citado anteriormente os corpos de prova de VP100 foram submetidos
a medições de RMB e também microdureza Vickers. Essa etapa da pesquisa
fundamentou-se na busca por uma correlação entre esses dois processos de
medição. Como já citado anteriormente, o comparativo de valores apresentados a
seguir faz referência somente as análises estatísticas relacionadas a um corpo de
prova pertencente a cada agrupamento de fatores de entrada correlacionados pelo
planejamento experimental. A Tabela 12 apresenta os resultados de microdureza e
diferentes parâmetros calculados dos sinais de RMB medidos no centro da pista de
usinagem. São mostrados o valor médio e desvio padrão de cada parâmetro.
Tabela 12 - Microdureza x Parâmetros do RMB
Dureza (HV) RMBrms RMBcurtose RMBA-PICO RMBP-PICO RMBL-PICO
Amostra
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
Pad
rão
1 379,9 5,91 0,13 0,003 17,4 0,72 0,48 0,01 0,04 0,001 0,04 0,003
4 377,6 6,9 0,11 0,003 16,1 0,48 0,38 0,01 0,05 0,001 0,05 0,002
5 387,5 7,86 0,16 0,004 23,6 2,94 0,63 0,03 0,04 0,001 0,04 0,001
22 391,4 5,1 0,14 0,002 14,8 0,35 0,47 0,02 0,04 0,001 0,06 0,003
21 389,5 7,45 0,13 0,003 16,2 0,29 0,47 0,02 0,05 0,002 0,05 0,003
8 390,4 8,7 0,16 0,004 17,5 0,74 0,59 0,02 0,04 0,001 0,05 0,002
9 385,9 4,56 0,17 0,002 21,5 2,40 0,67 0,04 0,04 0,002 0,04 0,005
26 374,5 3,98 0,12 0,001 16,0 0,35 0,42 0,01 0,04 0,001 0,05 0,002
12 384,3 5,35 0,12 0,003 15,9 0,22 0,42 0,02 0,05 0,001 0,05 0,004
35 370,3 4,8 0,18 0,003 22,7 1,51 0,70 0,03 0,04 0,002 0,04 0,001
14 377,1 5,44 0,16 0,002 16,5 0,48 0,57 0,02 0,04 0,002 0,05 0,003
17 386,1 5,81 0,12 0,002 16,9 0,45 0,44 0,02 0,05 0,001 0,05 0,003
30 361,7 2,82 0,14 0,002 17,5 0,27 0,54 0,03 0,04 0,003 0,05 0,002
18 358,9 3,38 0,11 0,003 17,2 0,38 0,40 0,02 0,04 0,001 0,05 0,003
20 384,6 6,85 0,16 0,002 18,2 0,72 0,59 0,03 0,04 0,002 0,04 0,002
23 385,6 5,09 0,16 0,002 16,0 0,35 0,59 0,02 0,04 0,001 0,05 0,003
28 375,8 6,93 0,15 0,004 16,5 0,95 0,52 0,03 0,04 0,002 0,05 0,004
29 382,0 5,24 0,12 0,002 15,9 0,27 0,44 0,02 0,05 0,003 0,05 0,002
Virgem 337,0 4,84 0,11 0,003 15,2 0,63 0,39 0,02 0,05 0,003 0,06 0,004
Fonte: autor (2014)

87
A Tabela 13 apresenta os resultados estatísticos de correlação entre os
valores de microdureza e os parâmetros de RMB estudados.
Tabela 13 - Coeficiente de Correlação R2 entre os valores de Microdureza e os diferentes
parâmetros do RMB calculados.
Fonte: autor (2014)
Observando a Tabela 13, pode-se verificar que o maior índice de correlação
obtido foi entre a dureza x RMBrms. A Figura 57 apresenta o gráfico de seus valores
juntamente com o cálculo de regressão linear.
Figura 57 - Resultados de Microdureza (HV) x RMBrms
Fonte: autor (2014)
Estatisticamente falando, os níveis de correlação (R²) apresentados na Figura
57 não apresentam valores que possam garantir relação direta entre as variáveis
estudadas.
Analisando os resultados, algumas hipóteses para explicar as causas da não
obtenção de índices satisfatórios de correlação (R²) são levantadas. A primeira delas
consiste na análise dos resultados obtidos de microdureza dos corpos de prova.
RMBrms RMBcurtose RMBA-PICO RMBP-PICO RMBL-PICO
Dureza 0,1135 0,0172 0,0973 0,0301 0,0315
y = 199,36x + 350,12R² = 0,1135
330
340
350
360
370
380
390
400
0,08 0,1 0,12 0,14 0,16 0,18 0,2
Mic
rod
ure
za (
HV
)
RMBrms

88
Embora autores como Zerovnik et al (2010), Davut e Gur (2007) tenham alcançado
sucesso em suas pesquisas de correlação de valores entre variações dos níveis de
microdureza confrontados com parâmetros de RMB, suas amplitudes (variações) de
microdureza (HV) foram muito maiores, ou seja, a técnica RMB foi capaz de
identificar as variações ocorridas na superfície. Nesse trabalho, embora os
resultados de microdureza tenham comprovado alterações provocadas pelo
fresamento, os valores alcançados não apresentaram uma alta variação para que o
equipamento (RMB) pudesse ser sensível ao ponto de conseguir distinguir os níveis
alcançados.
Outra hipótese levantada consiste na suposição de que os parâmetros de
corte adotados nos experimentos provocaram, simultaneamente, alterações de
microdureza, geração de tensões residuais e provável deformação plástica no
material. O sinal RMB é altamente sensível a todos esses fatores de qualidade
superficial, sendo assim, essa superposição de fatores pode ter dificultado o
processo de análise e interpretação dos sinais magnéticos. Além de alterações nos
fatores citados, o processo de fresamento também pode ter provocado o surgimento
de camada branca ou até mesmo transformação de fases na superfície do material.
Sorsa et al. (2012) realizaram um estudo onde conseguiram medir níveis de
dureza e tensão residual simultaneamente com a técnica de medição do RMB. Na
análise dos dados determinaram um algoritmo matemático que fosse capaz de
realizar previsões de resultados a partir dos estudos de diversos parâmetros dos
sinais medidos. Os pesquisadores determinaram mais de sessenta parâmetros do
sinal de RMB e por meio da construção de uma rede neural realizaram vários e
complexos testes envolvendo a combinação direta e indireta dos parâmetros para
então conseguirem sucesso na correlação dos níveis de dureza e tensão residual
com as amplitudes do RMB.
4.2.3 Resultados de RMB x Difração de Raios-X
Para que seja possível a utilização do RMB na avaliação quantitativa de
tensões residuais se faz necessário a execução de um processo de calibração dessa

89
técnica por meio de uma curva comparativa de valores RMB com valores de tensão
residual obtidos com outro método confiável, como por exemplo a difração de raios-
X. A técnica do RMB não calcula diretamente níveis de tensão residual e sim adquire
amplitudes de voltagem relativa ao movimento das paredes dos domínios
magnéticos captados pela sonda (yoke) de medição. A partir do momento em que
seja determinada com eficiência a correlação entre um dos parâmetros do sinal RMB
e os resultados reais de tensões residuais por meio de outra técnica, o equipamento
poderá ser utilizado para tal finalidade técnico-científica.
Para determinar a correlação linear entre as técnicas foram enviadas para
análise de difração de raios-X cinco corpos de prova. Um dos corpos de prova
estava em forma virgem, ou seja, somente submetido ao processo de alívio de
tensões. Os outros quatro corpos de prova foram selecionados devido as grandes
diferenças observadas nos resultados de RMB que foram obtidos.
A peça em estado virgem foi medida com o difratômetro de raios-X em três
pontos diferentes. Os resultados das tensões residuais foram de (-300,12); (-240,4) e
(-186,39) MPa. Analisando a Figura 51 e a Figura 52 já apresentadas nesse
trabalho, o método RMB foi sensível as variações de magnitude dos níveis de tensão
observadas no material antes e depois do alívio de tensões. Embora o processo de
alívio de tensões seja realizado com a principal finalidade de eliminar grandes taxas
de tensões (compressivas ou trativas), autores como Ceglias (2012) também
obtiveram resultados compressivos mesmo após o processo de alívio de tensões. A
Figura 58 apresenta os níveis de tensões obtidos em suas pesquisas, no entanto,
vale ressaltar que o processo estudado pelo pesquisador supracitado é diferente da
pesquisa aqui apresentada.

90
Figura 58 - Níveis de tensão residual obtidos antes e após alívio de tensões
Fonte: Ceglias (2012)
A peça virgem não foi utilizada nos estudos comparativos de correlação
linear, pois sua superfície não apresenta as influências geradas pelo fresamento
como as outras peças.
A Figura 59 apresenta os valores de tensão residual obtidos com as medições
de difração de raios-X no meio das pistas de usinagem. Foram executadas 2
medições em cada corpo de prova.
Figura 59 - Valores de Tensão Residual pela Difração de Raio-X – Posição Meio da Pista
Fonte: autor (2014)

91
Na Figura 59, observa-se que os valores obtidos nas réplicas foram muito
similares entre si.
Os resultados encontrados demonstram níveis de tensões residuais trativas
que muito provavelmente alcançaram esses níveis devido às elevadas temperaturas
originadas durante o processo de fresamento. Segundo Chevrier et al. (2003) as
tensões de tração na superfície fresada estão diretamente correlacionadas ao
aumento de temperatura gerado pelo contato direto da ferramenta com a peça
durante o processo.
A Figura 60 apresenta os resultados obtidos com as medições de raios-X
executadas nas regiões interpistas. Os valores obtidos foram diferentes aos obtidos
no meio da pista, no entanto, observa-se certa similaridade na tendência dos
resultados.
Figura 60 - Valores de Tensão Residual pela Difração de raios-X - Posição Interpistas
Fonte: autor (2014)
Observando a Figura 60, constata-se que o parâmetro vc provocou maior
influência nos níveis de tensão residual obtidos com as medições. Norcino (2013)
embora tenha obtido tendências inversas em seus resultados, o parâmetro vc
541,9
361,5
674,8
407,73
531,38
382,52
718,052
447,37
-100
0
100
200
300
400
500
600
700
800
4 20 22 35
Ten
são
Re
sid
ual
(M
Pa)
AMOSTRAS
Tensão // Interpistas // Raio-X
Vc (m/min) 200 150 200 100
Fz (mm) 0,1 0,1 0,15 0,1
ap (mm) 0,5 1,5 1,5 0,5

92
também se demonstrou mais influente nas alterações de tensões residuais. Pelo fato
de não ter sido construído um planejamento fatorial para as medições de difração de
raios-X, as afirmações nesse quesito realizadas são apenas hipóteses e não podem
ser confirmadas com boa confiabilidade estatística.
Após realizadas as análises dos resultados gerais das tensões residuais pelo
método da difração de raios-X, buscou-se encontrar uma correlação direta com os
resultados encontrados nas medições com a técnica micromagnética. A Tabela 14
representa os resultados alcançados com as análises geradas em 5 parâmetros
diferentes fornecidos pelo sinal RMB. São apresentados os resultados das medições
na posição “meio da pista” e na posição “interpistas”.
Tabela 14 – Amplitude dos parâmetros de análise do RMB nas duas posições de medida.
Posição Meio da Pista
RMBrms RMBcurtose RMBA-PICO RMBP-PICO RMBL-PICO
Am
ost
ra
Méd
ia
Des
vio
p
adrã
o
Méd
ia
Des
vio
p
adrã
o
Méd
ia
Des
vio
pad
rão
Méd
ia
Des
vio
p
adrã
o
Méd
ia
Des
vio
pad
rão
4 0,106 0,002 16,120 0,480 0,381 0,012 0,046 0,001 0,046 0,002
20 0,157 0,002 18,164 0,723 0,588 0,032 0,041 0,001 0,042 0,002
22 0,137 0,001 14,838 0,351 0,466 0,019 0,043 0,001 0,055 0,002
35 0,178 0,002 22,701 1,512 0,701 0,027 0,044 0,001 0,039 0,001
Posição Interpistas
RMBrms RMBcurtose RMBA-PICO RMBP-PICO RMBL-PICO
Am
ostr
a
Méd
ia
Desvio
padrã
o
Méd
ia
Desvio
padrã
o
Méd
ia
Desvio
padrã
o
Méd
ia
Desvio
padrã
o
Méd
ia
Desvio
padrã
o
4 0,127 0,005 17,602 0,753 0,461 0,028 0,043 0,002 0,047 0,003
20 0,173 0,002 19,712 0,667 0,666 0,031 0,039 0,000 0,045 0,003
22 0,142 0,002 20,725 1,268 0,535 0,027 0,027 0,001 0,043 0,003
35 0,224 0,004 22,938 2,469 0,845 0,047 0,047 0,002 0,048 0,003
Fonte: autor (2014)
Com os resultados apresentados na Tabela 14, foi possível por meio do uso
de softwares estatísticos, a determinação dos coeficientes de correlação (R²) entre

93
as grandezas em estudo. Na Tabela 15, podem-se visualizar os resultados de
correlação determinados.
Tabela 15 – Índice de correlação R2 entre diferentes parâmetros do RMB e Tensões residuais
por difração de Raios-X.
Fonte: autor (2014)
Analisando os coeficientes de correlação apresentados na Tabela 15, o
parâmetro que apresenta melhores índices de correlação (R²) é o parâmetro
RMBP-PICO. No entanto, valores muito baixos para garantir confiabilidade estatística.
A Figura 61 apresenta os gráficos de correlação entre o parâmetro RMBP-
PICO x Difração de raios-X para as duas posições de medida.
RMBrms RMBcurtose RMBA-PICO RMBP-PICO RMBL-PICO Raio-XMeio
Raio-X
Inter0,372 0,018 0,387 0,559 0,2750
0,134 0,025 0,129 0,487 0,167
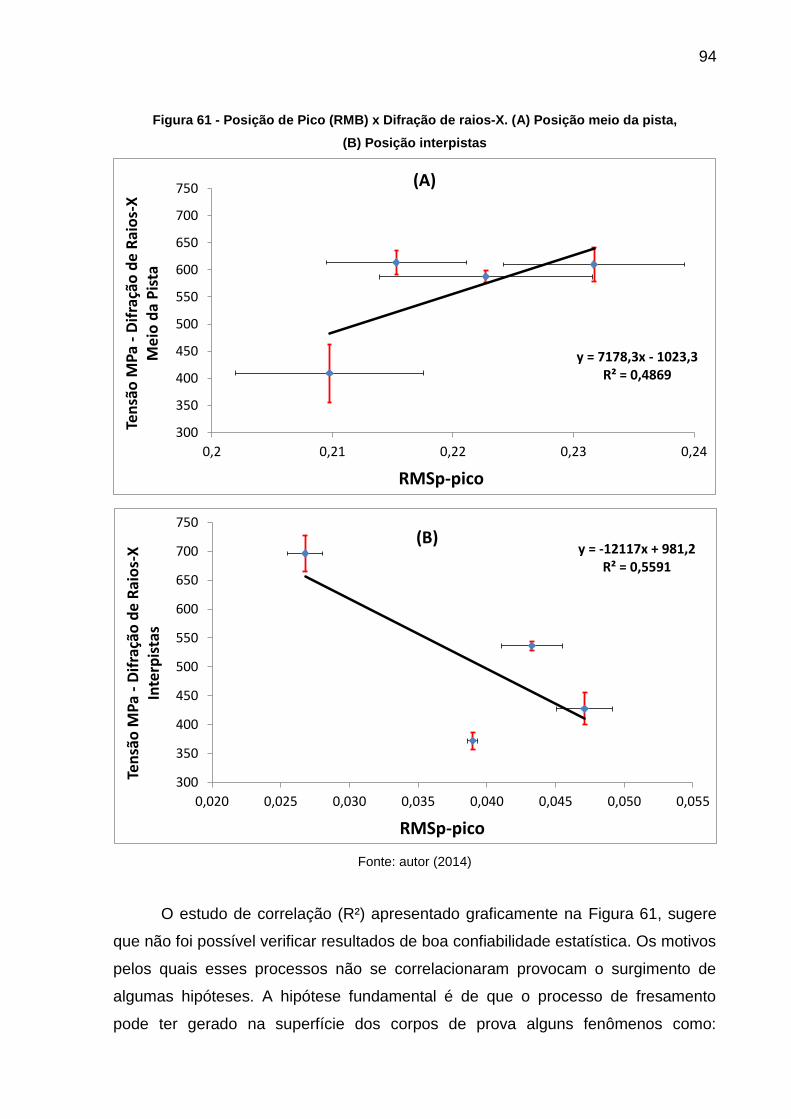
94
Figura 61 - Posição de Pico (RMB) x Difração de raios-X. (A) Posição meio da pista,
(B) Posição interpistas
Fonte: autor (2014)
O estudo de correlação (R²) apresentado graficamente na Figura 61, sugere
que não foi possível verificar resultados de boa confiabilidade estatística. Os motivos
pelos quais esses processos não se correlacionaram provocam o surgimento de
algumas hipóteses. A hipótese fundamental é de que o processo de fresamento
pode ter gerado na superfície dos corpos de prova alguns fenômenos como:
y = 7178,3x - 1023,3R² = 0,4869
300
350
400
450
500
550
600
650
700
750
0,2 0,21 0,22 0,23 0,24
Ten
são
MP
a -
Dif
raçã
o d
e R
aio
s-X
M
eio
da
Pis
ta
RMSp-pico
y = -12117x + 981,2R² = 0,5591
300
350
400
450
500
550
600
650
700
750
0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055
Ten
são
MP
a -
Dif
raçã
o d
e R
aio
s-X
In
terp
ista
s
RMSp-pico
(A)
(B)

95
deformação plástica, surgimento de camada branca, aumento de dureza
(comprovada no subcapítulo 4.2.1) e até mesmo ter provocado transformação de
fases no material. Quando ocorre uma série de mudanças na microestrutura do
material analisado, a técnica de medição do RMB apresenta dificuldades na
interpretação de seus resultados, pois sua sensibilidade está diretamente ligada aos
fatores acima citados. Assim, ocorre uma superposição de efeitos nos sinais do
RMB. O RMB é diretamente proporcional às tensões residuais, no entanto, é
inversamente proporcional as alterações de deformação plástica e dureza. Desta
maneira acreditasse que os parâmetros de RMB analisados nesse trabalho foram
afetados simultaneamente por diferentes mudanças geradas no material, o que
impediu obter uma correlação direta na detecção dos níveis de tensão residual.
Trabalhos encontrados na literatura tem conseguido separar os efeitos no
RMB das diferentes mudanças geradas na microestrutura do material (SORSA et al,
2012). Como comentado no item 4.2.2, a metodologia utilizada por esses
pesquisadores foi baseada na construção de uma rede neural capaz de executar
cálculos de previsão para resultados (tensão residual e microdureza) por meio da
análise numérica de mais de sessenta parâmetros de RMB.
4.2.4 Varredura do RMB nas Pistas de Usinagem
Como já mencionado nesse documento, os corpos de prova foram usinados
com uma ferramenta de 20 mm (diâmetro) e adotado um avanço lateral (ae) fixo no
valor de 8 mm (40% do diâmetro da ferramenta).
Analisando as marcas geradas pela ferramenta nas pistas de usinagens,
observou-se que alguns corpos de prova resultaram em características diferentes,
muito provavelmente ocasionadas pelas diferentes condições de usinagem definidas
nos experimentos. De maneira análoga, durante as medições do RMB, percebeu-se
que no varrer das pistas de usinagem os valores identificados eram muito diferentes
entre si.
A Figura 62 apresenta o aspecto visual das pistas de usinagem verificadas na
peça de número 22.

96
Figura 62 - Marcas da Ferramenta - Peça 22
Fonte: autor (2014)
Pode-se observar na Figura 62 que a ferramenta no momento em que
descreve seu avanço lateral de 8 mm, a mesma altera a superfície anteriormente
usinada e deixa uma forma de riscos na superfície, no entanto, essas marcas
deixadas são de aproximadamente a metade da pista.
Como já comentado na metodologia, durante o processo de inspeção
executado com o equipamento de RMB, percebeu-se que a sonda era muito
sensível as pequenas variações de posicionamento sob a pista de usinagem.
Correlacionando o aspecto visual da peça (riscos de usinagem) juntamente com a
sensibilidade da técnica, buscou-se analisar esse fenômeno com a execução da
medição do RMB em nove pontos distintos da pista de usinagem.
A Figura 63, apresenta os resultados compilados com as medições de RMB
(varredura sob a pista de usinagem) juntamente com o espectro da peça (zoom
local).

97
Figura 63 - Correlação – Varredura do RMB x Marcas superficiais - Peça 22
Fonte: autor (2014)
Analisando a Figura 63, pode-se perceber que os resultados do RMB
mostram um alto nível de detecção das alterações superficiais geradas na superfície
usinada.
Pode-se afirmar, segundo as marcas geradas pela ferramenta, que a direção
de corte em distintos pontos localizados na largura das pistas de usinagem é
diferente. Dessa maneira, as amplitudes das deformações plásticas e tensões
residuais geradas na direção longitudinal também devem ser diferentes nesses
pontos de análise. As medidas de RMB foram realizadas em direção paralela as
pistas de usinagem (sentido longitudinal). Acreditasse que as tendências obtidas
pelo parâmetro RMBrms estão correlacionadas com a distribuição (efeito combinado)
da tensão residual e a deformação plástica na largura da pista de usinagem.

98
No interesse de reafirmar os resultados do RMB na varredura das pistas de
usinagem um estudo similar foi feito com a peça 4, que apresentou características
diferentes nas marcas deixadas pela ferramenta.
A Figura 64, apresenta o aspecto visual observado nas pistas de usinagem
geradas na peça número 4.
Figura 64 - Marcas da Ferramenta - Peça 4
Fonte: autor (2014)
Observando a Figura 64, pode-se perceber que nesse caso a ferramenta
deixa riscos em praticamente toda a pista de usinagem. Comportamento bem
diferente do observado na peça 22. A Figura 65 apresenta os resultados de medição
do RMB juntamente com o espectro visual da peça número 4.

99
Figura 65 - Correlação - Varredura do RMB x Marcas superficiais - Peça 4
Fonte: autor (2014)
Avaliando a Figura 65 observa-se que a sonda de medição do RMB também
foi sensível as características da superfície da peça fresada, ou seja, foi possível a
percepção das diferenças de resultado no RMB ao longo da pista de usinagem.
Em virtude das comprovações obtidas no presente item, foi realizada uma
hipótese adicional que explicasse a diferença entre os resultados das tensões
residuais por raios-X e os parâmetros de RMB estudados no item 4.2.3 (Resultados
de RMB x Difração de raios-X). As medições de raios-X apresentadas no
subcapítulo anterior foram realizadas em uma distância de 12 mm ao longo da pista
de usinagem, ou seja, a área iluminada pelo feixe de raios-X cobriu toda a largura da
pista de usinagem. Consequentemente interpreta-se que o resultado de tensão
residual pode ser considerado como uma média das diferentes amplitudes geradas

100
em pontos distribuídos na largura da pista de usinagem. Por outro lado as medições
de RMB são geradas em regiões menores, gerando por tanto, resultados diferentes.

101
5 CONCLUSÕES
Com base nos resultados obtidos são realizadas as seguintes conclusões:
Nos estudos preliminares e numa análise qualitativa foi evidenciada a
potencialidade do uso da técnica de medição do RMB na detecção de diferentes
níveis de tensão residual gerados por diferentes condições de corte em
processos de fresamento frontal em aço P20.
Dos parâmetros de corte analisados, encontrou-se que o parâmetro profundidade
de corte (ap) teve a maior influência nas amplitudes das tensões residuais. Uma
diminuição de ap gerou maiores tensões residuais de compressão. Por outro
lado, o parâmetro velocidade de corte não teve uma influência representativa
(estudos preliminares).
As variações de tensões residuais obtidas com o material VP100 são mais
homogêneas quando comparadas aos resultados preliminares do aço P20.
A sonda (yoke) de medição é muito sensível às variações microestruturais, sendo
assim, o operador do equipamento deve ter o máximo de cuidado para que as
pistas de usinagem fiquem alinhadas a sonda para que desta maneira, possa
garantir resultados confiáveis de medição.
Nos ensaios finais não foi possível determinar correlação estatística entre o RMB
e os resultados de microdureza. A hipótese mais provável é de que o
equipamento RMB não foi sensível as pequenas variações obtidas nos
resultados de microdureza.
Não foi possível realizar correlação estatística entre as técnicas não destrutivas
RMB e Difração de raios-X. A hipótese levantada para justificar o insucesso neste
quesito está fundamentada nas prováveis alterações de um combinado de
fatores: tensão residual, deformação plástica e microdureza. Tais alterações na
microestrutura provocam variações no RMB dificultando a interpretação de seus
resultados.
A sonda do RMB é altamente sensível as modificações superficiais do material e
comprova que os valores de tensão residual existentes ao longo da pista de
usinagem apresentam magnitudes diferentes, sendo assim, a região iluminada
pelo feixe de difração de Raio-X foi grande demais impossibilitando realizar uma
comparação correta com os resultados de RMB;

102
Sugestões de Trabalhos Futuros:
Para trabalhos futuros, sugere-se que seja realizada uma análise
microestrutural buscando avaliar a deformação plástica e o surgimento de camada
branca superficial, para que dessa forma seja possível criar uma curva de calibração
do equipamento RMB e validando o mesmo para avaliações da qualidade superficial
do material estudado.
Outra sugestão interessante seria a criação de uma máscara para que as
medições da difração de raios-X estejam direcionadas somente para uma pequena
região assim como acontece no RMB, fazendo com que dessa forma, a área
iluminada pelo feixe seja compatível com a área medida com a sonda RMB.

103
6 REFERÊNCIAS BIBLIOGRÁFICAS
ALMEN, J.O. & BLACK, P.H. – Basic theories relating to fatigue in metals. –
Metals Eng.Cluart. pg. 9-15, 1966.
AXINTE,D. A.; DEWES, R. C.; Surface integrity of hot work tool steel after high-
speed milling-experimental data and empirical models. Journal of Materials
Processing Technology.Vol. 127, 2002.
BECKER, M; SANTOS, S. C.; SALES, W. F. Integridade Superficial em Usinagem.
Tecnologias Avançadas de Manufatura. São Paulo: Editora Novos Talentos, 2005.
vol. 1, cap. 6, pp. 105-123
BRINKSMEIER, E. et al. Residual Stresses –Measurement and causes
inmachining processes. Annals of the CIRP, v31, 1982, p.491 – 510.
BUENOS, A. A.; Avaliação de Tensão Residual gerada pelo processo de
usinagem utilizando Acustoelasticidade. 179p. Dissertação (Mestrado) –
Universidade Estadual de Campinas, Campinas, 2010.
CALLISTER, W. D. Ciência e engenharia de materiais: uma introdução. 7a. ed. Rio
de Janeiro: LTC, 2008. 705p.
CEGLIAS, R.B.; Análise de tensão residual em tubo de aço API 5LX70. Rio de
Janeiro, 2012.111p. Dissertação de Mestrado.
CHEVRIER, P. et al. Investigation of Surface Integrity in High Speed End Milling
of a Low Alloyed Steel. International Journal of Machine Tools & Manufacture,
Saulcy, v. 43, p. 1135-1142, Apr. 2003.
CHIKAZUMI, S. Physics of Magnetism, 2 ed. New York: John Wiley & Sons, Inc,
1966.

104
CIMM. Métodos de fresamento. Disponível em:
<http://www.cimm.com.br/portal/material_didatico/4862-metodos-de
fresamento#.UU9YszeyI-o> Acesso em 24 mar. 2013.
CULLITY, B.D.; Elements of X-Ray diffraction. Addison – Wesley Publishing
Company.1978, Massachussets – USA.
DAVUT, K.; GUR, C. H. Monitoring the microstructural changes during
tempering of quenched SAE 5140 steel by magnetic barkhausen noise. Journal
of Nondestructive Evaluation , v. 26, p. 107-113, 2007.
DEGARMO, P. E. Material And Processes In Manufactuing. Ed. Macmillan
Publishing. Printed in the United States Of America, 1997. Fifth edition, 857p
DENKENA, B.; BOEHNKE, D.; DE LÉON, L. Machining Induced Residual Stress
in Structural Aluminum Parts.Prod. Eng. Res. Devel. (2008) 2, p. 247-253, 2008.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da Usinagem dos
Materiais. 5. ed. São Paulo: Artliber, 2006.
EKMEKCI, B.; ELKOCA, O.; ERDEN, A. A comparative study on the surface
integrity of plastic mold steel due to electric discharge machining. Metallurgical
and Materials Transactions B, 36, 2005. 117-124.
FERRARESI, D.; Usinagem dos metais. São Paulo: Edgard Blucher, 2006.
FIELD, M.; KAHLES, J. F.; KOSTER, W. P. Surface Finish and Surface Integrity.
In: Several Authors. ASM International. ASM Handbook: Machining. USA: Metcut
Research Associates, 1997. v.16, p. 19-36.
GHANEM, F. et al. Effect of near-surface residual stress and microstructure
modification from machining on the fatigue endurance of a tool steel. Journal of
Materials Engineering and Performance, 11, 2002. 631-639.
105
GRIJALBA,F.A.F.; Desenvolvimento de ensaio não destrutivo baseado no ruído
magnético de barkhausen para caracterização de tensões elásticas e
deformações plásticas em aços. 161p. Tese (Doutorado) – Escola Politécnica da
Universidade de São Paulo, São Paulo, 2010.
GUR, C. H.; CAM, I.; Comparison of magnetic Barkhausen noise and ultrasonic
velocity measurements for microstructure evaluation of SAE 1040 and SAE
4140 steels. Materials Characterization , v. 58, n. 5, p. 447-454, 2007.
HARENDRA, K.; MOHAPATRA, J.N.; ROY, R.K.; Evaluation of tempering
behaviour in modified 9Cr–1Mo steel by magnetic non-destructive techniques;
Journal of Materials Processing Technology, 210 p. 669–674, 2010
HIOKI, D.; Influência dos Parâmetros de Corte do Fresamento HSM sobre o
desempenho tribológico do aço AISI H13 endurecido. 233p. Tese (Doutorado) –
Escola Politécnica da Universidade de São Paulo, São Paulo, 2006.
HIRSCH, T.; EPP, J.; Residual Stress State Characterization of Machined
Components by X-ray Diffraction and Multi parameter Micromagnetic Methods;
Experimental Mechanics, 50, p.195–204, 2010
HUA, J.; SHIVPURI, R.; CHENG, X.; MATSUMOTO, Y.; HASHIMOTO, F.; Effect of
feed rate, workpiece hardness and cutting edge on subsurface residual stress
in the hard turning of bearing steel using chamfer+hone cutting edge
geometry; Materials Science and Engineering A 394 (2005) 238–248.
JAWAHIR, I.S.; BRINKSMEIER, E.; M’SAOUBI, R.; ASPINWALL, D.K.; OUTEIRO,
J.C.; MEYER, D; UMBRELLO, D.; JAYAL, A.D.; Surface integrity in material
removal processes: Recent advances; CIRP Annals - Manufacturing Technology
60 (2011) 603–626.

106
JILES, D. C.; The effect of stress on magnetic barkhausen activity in
ferromagnetic steels. Transactions on Magnetics [S.I.], v. 25, n. 5, p. 3455-3457,
1989.
JILES, D.C.; Dynamics of domain magnetization and the Barkhausen effect.
Czechoslovak Journal of Physics, v.50, n.8, p.893-924, 2000.
KRAUSE, T.W. et al. Characterization of the magnetic easy-axis in pipeline steel
using magnetic barkhausen noise. Journal of Applied Physics, v.75, n.12, p. 7983-
7988, 1994.
LIMA, A. de.; Análise dos efeitos gerados pelos parâmetros de corte em
processos de usinagem sobre a integridade superficial das peças em aço
ABNT 4340. 181p. Tese (Doutorado) – Universidade Metodista de Piracicaba, Santa
Bárbara D´Oeste, 2008.
LU, J., Handbook of Measurements of Residual Stress. SEM, 1996.
MACHADO, A. R.; SILVA, M. B. Usinagem dos metais. 4 versão. Uberlândia: Ed.
UFU, 1999.
MACHERAUCH, E. Introduction to Residual Stress. In: Niku-Lari, A. Advances in
Surface Treatments: Technology-Applications-Effects. International Guidebook
on Residual Stresses.Oxford: Pergamon Press, 1987. v. 4, p. 1-36.
MAKAR, J.M.; TANNER, B.K.; The effect of plastic deformation and residual
stress on the permeability and magneto striction of steels. JMMM, 222, 291-304;
2000.
MANARELLI, F.H.; RODRIGUES, A.R.; NORCINO, A.B.; Rugosidade e
Microdureza da Peça no Fresamento do Aço VP100. XXIV Congresso de
IniciaçãoCientífica da Unesp.São Paulo, 2012.

107
MARTINS, C.O.D.; STROHAECKER, T.R.; ROCHA, A.S.; HIRSCH,T.K.;
Comparação entre técnicas de análise de tensões residuais em anéis de
rolamento do aço ABNT 52100. Revista Matéria, v.9, n.1, p.20-28,2004. Disponível
em: <http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10589>
MEDEIROS, M. A.; SILVA, F.C.S.; SILVA, M. B.; MACHADO, A. R.; AGUIAR, F.M.;
BARBOSA, C.A.; Estudo da Usinabilidade do aço VP 100 com Diferentes Teores
de Titânio a partir da Análise do Volume de Material Removido e do Desgaste
de Flanco da Ferramenta de Corte. Cobef, 2011.
MELO, A.C.A.; MACHADO, A.R.; LIMA & SILVA, S.M.M.; GUIMARÃES, G.; Estudo
da Variação da Temperatura de Corte no Fresamento Frontal. COBEF, 2003.
MESQUITA, R.A.; CAPUCCIO, G.V.; BARBOSA, C.A. Aço VP100 para moldes de
conformação de termoplásticos. Revista CDestaque – Villares Metals, Sumaré,
São Paulo,33ª ed. Setembro de 2009.
MINATSEVICH, S.F.; ZVONOV, S.N.; ERMOLAEV, A.V.; ANISIMOV, A.V.;
MINATSEVICH, E.S.; Residual Stress measurements with Barkhausen Noise
Method in Pipelines and Gas-Turbine Details. Mater. Scie. Forum, vols. 347-449,
172-177; 2000
MONLEVADE, E. F.; CAMPOS, M. F.; FRANCO, F A ; PADOVESE, L R . Magnetic
Barkhausen Noise in Quenched Carburized Nickel-Steels. IEEE Transactions
on Magnetics, v. 48, p. 1465-1468, 2012.
MOORTHY,V.; SHAW, B.A.; MOUNTFORD, P.; HOPKINS, P.; Magnetic
Barkhausen emission technique for evaluation of residual stress alteration by
grinding in case-carburised En36 steel; ActaMaterialia 53, p. 4997–5006, 2005
NELSON, D.V.; RICKEFS, R.E; EVANS, W.P. – Residual stresses in quenched
and temperd plain carbon steels – SAE Tech Paper Séries. p1-9, 1971.

108
NORCINO,A. B. et al.; Influência das condições de fresamento nas tensões
residuais de aços submetidos a diferentes condições de resfriamento, 2009.
Disponível em: <http://prope.unesp.br/xxi_cic/27_34558206895.pdf>
NORCINO, A. B.; Uma contribuição ao estudo das tensões residuais no
fresamento. Dissertação (Mestrado) – Universidade Estadual Paulista (UNESP),
Ilha Solteira – São Paulo, 2013.
NORTON, J. T.; X Ray Determination of residual Stress, 1973
NOYAN, I.C.; COHEN, J.B. Residual Stress - Measurement by Diffraction
and Interpretation. New York: Springer-Verlag, 1987.
OGATA, H.T.da S.; Determinação da Influência das Tensões Residuais nas
Propriedades de Fadiga em Aço SAE 8620 Processado com Diferentes
Profundidades de Camada de Cementação.129p. Dissertação (Mestrado) –
Universidade Federal do Paraná, Curitiba, 2003.
PREVEY, P.S.; X-Ray Diffraction - Residual Stress Techniques. Diffraction
Methods - Lambda Research, Inc. p. 381 – 392.Ano: 1996
RAO, B; SHIN, Y. C. Analysis on High-Speed Face-Milling of 7075-T6 Aluminum
Using Carbide and Diamond Cutters. International Journal of Machine Tools &
Manufacture, Birmingham, vol. 41, p. 1763-1781, Feb. 2001.
RENDLER, N. J., VIGNESS, I.; Hole-drilling Strain-gages Method of Measuring
Residual Stresses. Experimental Mechanics, Vol. 1, Number 12, 577-586,
December 1966.
RIBEIRO, J.E.P.C.; Caracterização Experimental e Numérica de Campos de
Tensões Residuais Provocadas por Processos de Fabrico. 278p. Tese
(Doutorado) – Universidade do Porto, 2006.

109
RIBEIRO, J.L.S.; ABRÃO, A.M.; SALES, W.F.; Forças de usinagem no fresamento
de aços para matrizes. 16 POSMEC - Simpósio de Pós Graduação em Engenharia
Mecânica, Minas Gerais, 2006.
RODAKOSKI, M.R.; Medição de Tensões Residuais com Holografia Eletrônica,
Florianópolis, UFSC – 1997.
RODRIGUES, A. R.; NORCINO, A.B.; MATSUMOTO, H.; YAMAKAMI, W. J.;
VENDRAME, S.; Formação de Cavaco e Microdureza da Peça no Fresamento
do Aço VP100 para Moldes. Cobef, 2013.
RUUD, C.O..Residual Stress and Their Measurement.1th International Conference
on Quenching &Control of Distortion, USA, 1992.
SHAW, M. Energy conversion in cutting and grinding. CIRP Annals - Manufacturing
Technology, 45, 1996. 101-104.
SHIN, S.H.; Prediction of the dimensional instability resulting from machining
of residually stressed components. 140p. Tese (Doutorado) – Faculty Texas Tech
University, Texas,1995.
SILVA. P. S. C.P.; Comportamento mecânico de materiais metálicos. UFPR,
1999.
SILVA, V.; GRIJALBA, F.A.F.; Avaliação de Tensões Residuais Geradas no Aço
P20 após Fresamento de Desbaste Via Ensaio Não Destrututivo
Micromagnético. 20 CBECIMAT – Congresso Brasileiro de Engenharia e Ciência
dos Materiais. Joinville, 2012.
SORSA, A.; LEIVISKA, K.; SANTA-AHO, S.; LEPISTO, T.; Quantitative prediction
of residual stress and hardness in case-hardened steel based on the
Barkhausen noise measurement. NDT&E International Journal, p.100-106, 2012.

110
SOUZA, S. A. Ensaios Mecânicos de Materiais Metálicos. Fundamentos Teóricos
e Práticos. São Paulo: Edgard Blucher, 1982, 286p.
SRIDHAR,B.R.; DEVANANDA,G.; RAMACHANDRA,K.; Effect of machining
parameters and heat treatment on the residual stress distribution in titanium
alloy IMI-834; Journal of Materials Processing Technology 139, 628 – 634, 2003.
SUN, J.; GUO, Y.B.; A comprehensive experimental study on surface integrity
by end milling Ti – 6Al – 4V; Journal of Materials Precessing Technology 209, 4036
– 4042, 2009.
TÖNSHOFF, H.K, KARPUSCH WSKI, B., R G NT, C., “Process Monitoring in
Gridding Using Micromagnetic Techniques”, International Journal of Advanced
Manufacturing Technology, p. 694 – 698, 1999.
TOTTEN, G. et al.; Handbook of Residual Stress and Deformation of Steel. ASM
International, 2002, p151.
TRENT, E.M.; WRIGHT, K.P. (2000) – Metal Cutting Butterworth-Heinemnn, pg
466.
VISHAY-MEASUREMENTS GROUP. Catálogo de Produtos Industriais on-
line.Disponível em: <http://www.vishay.com/strain-gages/>.
YOUSSEF, H. A.; EL-HOFY, H. Accuracy and Surface Integrity Realized Machining
Processes. In:_____. Machining Technology: Machine Tools and Operations.1st
ed. Boca Raton: CRC Press, 2008. cap. 14, p. 575-602.
ZEROVNIK, P.; GRUM, J.; ZEROVNIK, G. Determination of Hardness and
Residual-Stress Variations in Hardened Surface Layers With Magnetic
Barkhausen Noise. IEEE TRANSACTIONS ON MAGNETICS, VOL. 46, NO. 3,
MARCH 2010

111
APÊNDICE A
Energia do Sinal RMB – Gráficos apresentando frequências de 20Hz campo 1,3A e
frequência 40Hz campo 2.2A.

112
APÊNDICE B
Amplitude de Pico – Gráficos apresentando frequências de 20Hz campo 2,2A e
frequência 40Hz campo 1,3A.