avançadas de produção” Joinville , SC, Brasil, 10 a 13 de ...necessitando apenas de um software...
19
APLICAÇÃO DO CONTROLE ESTATÍSTICO DE PROCESSO: ESTUDO DE CASO EM UMA EMPRESA DE CALÇADOS Servulo Teixeira de Barros Junior (UFPE) [email protected] RAISSA CORREA DE CARVALHO (UFPE) [email protected] Fagner Jose Coutinho de Melo (UFPE) [email protected] Larissa de Arruda Xavier (UFPE) [email protected] Denise Dumke de Medeiros (UFPE) [email protected] Este trabalho tem como objetivo apresentar o estudo do Controle Estatístico de Processo (CEP) aplicado em um determinado setor de uma indústria de calçados, situada na região Nordeste. O estudo de caso foi feito nesta empresa para verificar a variabilidade da variável peso em um determinado processo de fabricação de calçados de borracha, sendo escolhida uma nova linha, diferente das demais, por se tratar de um produto novo, moderno e revolucionário. Os dados foram coletados e analisados, resultando em planos de ação que culminaram, em alguns casos, com o controle estatístico do processo. Para a fase final de interpretação dos dados, foram aplicados os Gráficos de Controle X e R. O estudo procurou estabelecer os limites XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens avançadas de produção”
Transcript of avançadas de produção” Joinville , SC, Brasil, 10 a 13 de ...necessitando apenas de um software...

APLICAÇÃO DO CONTROLE
ESTATÍSTICO DE PROCESSO: ESTUDO
DE CASO EM UMA EMPRESA DE
CALÇADOS
Servulo Teixeira de Barros Junior (UFPE)
RAISSA CORREA DE CARVALHO (UFPE)
Fagner Jose Coutinho de Melo (UFPE)
Larissa de Arruda Xavier (UFPE)
Denise Dumke de Medeiros (UFPE)
Este trabalho tem como objetivo apresentar o estudo do Controle
Estatístico de Processo (CEP) aplicado em um determinado setor de
uma indústria de calçados, situada na região Nordeste. O estudo de
caso foi feito nesta empresa para verificar a variabilidade da variável
peso em um determinado processo de fabricação de calçados de
borracha, sendo escolhida uma nova linha, diferente das demais, por
se tratar de um produto novo, moderno e revolucionário. Os dados
foram coletados e analisados, resultando em planos de ação que
culminaram, em alguns casos, com o controle estatístico do processo.
Para a fase final de interpretação dos dados, foram aplicados os
Gráficos de Controle X e R. O estudo procurou estabelecer os limites
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
2
de controle, que permitiram analisar o comportamento do processo e
monitora-lo, bem como propor e adotar uma série de ações para
controlar a variável em questão.
Palavras-chave: Gráficos de Controle, Controle Estatístico de
Processo, Capabilidade do Processo.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
3
1. Introdução
O mercado competitivo proporciona às empresas um ambiente desafiador de sobrevivência,
onde o escopo de melhorias que identificam a presença da qualidade no desempenho
estratégico, tático e operacional tende a garantir aos clientes o produto no nível padrão
desejado (DOS SANTOS et al., 2017).
O planejamento estratégico de uma empresa associado à utilização de ferramentas, como as
da qualidade, é imprescindível às empresas que desejam o sucesso perante as frequentes
mudanças ambientais (ALBUQUERQUE et al., 2016). Além disso, são ferramentas como
estas que contribuem com o direcionamento dos esforços das empresas para a resolução mais
assertiva dos seus problemas mais importantes ou críticos (MIRANDA et al., 2015).
Desta forma, os gráficos de controle, introduzidos em 1924 por Walter A. Shewhart, têm
como objetivo controlar a variabilidade dos processos, possibilitando ajudar aqueles que
buscam melhorar seus meios de produção. Estes gráficos são extremamente úteis para
verificar se as variações observadas em um processo são decorrentes de causas comuns ou de
causas especiais (WOODALL & MONTGOMERY, 1999).
Assim, a redução da variabilidade do processo é uma etapa importante do processo de
melhoria contínua da qualidade. O Controle Estatístico do Processo (CEP) constitui-se como
uma eficiente ferramenta na redução de tal variabilidade, pois, com o auxílio de seus cálculos
estatísticos, é possível detectar as causas da variação. Quando essas causas são corrigidas, a
variabilidade do processo é reduzida, e o desempenho do processo é melhorado (COSTA,
EPPRECHT & CARPINETTI, 2004).
O objetivo deste trabalho é demonstrar como o CEP pode auxiliar na manutenção de uma
variável a ser controlada, proporcionando economia nos custos da produção e garantindo a
qualidade na produção de determinado item de uma empresa de fabricação de calçados de
borracha, localizada na região Nordeste. As empresas localizadas nesta região são,
predominantemente, voltadas à produção de calçados de plástico/borracha (ABICALÇADOS,
2016).

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
4
Em 2014, o volume de produção de calçados no Brasil teve uma queda, e essa tendência de
queda passou por um aprofundamento da retração em 2015 devido às dificuldades inerentes
da crise econômica enfrentada pelo país (ABICALÇADOS, 2016). Apesar de a produção
industrial brasileira ter fechado com queda de 6,6% no final de 2016, a categoria de produtos
de borracha e de material plástico teve uma contribuição positiva, com alta de 8,3% (IBGE,
2017).
Diante do exposto, esta pesquisa será conduzida com um estudo de caso realizado em uma
indústria de calçados, a fim de verificar a variabilidade do peso em um determinado processo
de fabricação de calçados de borracha através da utilização do CEP. Após o levantamento e a
análise dos dados, ações foram propostas e implementadas, visando controlar a variável em
questão e melhorar o processo.
Este trabalho está organizado em cinco capítulos. O presente capítulo contém a introdução do
trabalho, destacando a contextualização do problema e o objetivo da pesquisa. O segundo
capítulo apresenta a metodologia, com as características técnicas para elaboração da pesquisa
e, no terceiro capítulo, o referencial teórico traz os conceitos de CEP e Capabilidade de
Processos. No quarto capítulo, apresenta-se o Estudo de Caso, caracterizando a empresa e a
descrição do problema. O quinto capítulo relata a conclusão do trabalho.
2. Metodologia
O presente trabalho possui finalidade aplicada, pois possui interesse prático imediato, e
caracteriza-se como uma pesquisa descritiva, com objetivo de trabalhar com dados ou fatos
coletados da realidade (CERVO et al., 2007). Quanto à natureza, a pesquisa combina
características quantitativas, sendo possível a mensuração dos dados, e qualitativas, dada a sua
necessidade de explicar os resultados da pesquisa quantitativa (MIGUEL et al., 2012).
A pesquisa será conduzida como um estudo de caso, caracterizado por investigar um
fenômeno contemporâneo inserido em algum contexto da vida real (YIN, 2005), que, neste
caso, será realizado em uma indústria de calçados, localizada na região Nordeste.
A técnica de pesquisa utilizada para coleta de dados foi a documentação indireta, através da
fundamentação teórica e revisão bibliográfica sobre CEP e Capabilidade de Processo, a fim de

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
5
obter um embasamento teórico para o desenvolvimento do trabalho e recolher informações
prévias sobre o campo de interesse (MARCONI & LAKATOS, 2003).
3. Referencial teórico
Nesta seção, serão abordados os principais conceitos referentes ao Controle Estatístico de
Processo (CEP) e Capabilidade de Processo, utilizados para o embasamento teórico da
pesquisa.
3.1. Controle Estatístico de Processo (CEP)
O Controle Estatístico de Processo, quando corretamente implementado, promove melhorias
na qualidade, produtividade e confiabilidade de produtos e processos, além da redução de
custos decorrentes da má qualidade e, por conseguinte, do custo total do produto
manufaturado, tendo ainda como finalidade promover a prevenção de defeitos, melhoramento
da qualidade dos produtos e serviços, e redução de seus custos de fabricação através da
aplicação de métodos estatísticos de controle da qualidade (MONTGOMERY, 2001).
Os Gráficos de Controle são formas de explicitar o CEP, e buscam acompanhar um
determinado processo, com o objetivo de identificar se ele está sob controle, ou seja, isento de
causas especiais. Essa ferramenta é de fácil utilização e possui baixo custo de aplicação,
necessitando apenas de um software para facilitar a tabulação dos dados (SILVA, SOUSA &
CAMPOS, 2016) e ter uma boa base de dados sobre operações passadas do processo a ser
estudado (MACGREGOR & KOURTL, 1995). Diversas são as aplicações do CEP, tanto para
bens físicos (SILVA, SOUSA & CAMPOS, 2016), como para serviços (OLIVEIRA et al.,
2016).
É necessário atentar que os Gráficos de Controle funcionam como indicadores, ou seja,
apenas mostram o estado do processo, sendo assim, eles não resolvem o problema. É preciso
diagnosticar e propor ações sistemáticas sobre o processo.
O gráfico da média (ou X ) e o gráfico da amplitude (ou R) são os mais usados entre todos os
tipos de Gráficos de Controle, e monitoram, respectivamente, a variação da média e da
amplitude. A Figura 1 apresenta as fórmulas utilizadas nos dois tipos de gráficos citados
anteriormente.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
6
Figura 1 - Tipo de gráfico de controle e suas fórmulas
Limites de controle
Tipo de
gráfico Fórmulas
X
LSC = n
σ̂3μ̂ 0
0
LM = 0μ̂ ou X
LIC = n
σ̂3μ̂ 0
0
R
LSC = RR σ3μ = 032 σ̂.d3d
LM = Rμ ou R
LIC = RR σ3μ = 032 σ̂.3dd
ou “0” (para LIC < 0) Fonte: Adaptado de Costa, Epprecht & Carpinetti (2004)
As Tabelas 1 e 2 apresentam os índices d2 e d3 mais utilizados.
Tabela 1 - Constantes mais utilizadas d2 e d3 (parte I)
N 2 3 4 5 6 7 8
d2 1,128 1,693 2,059 2,326 2,534 2,704 2,847
d3 0,853 0,888 0,880 0,864 0,848 0,833 0,820
Fonte: Costa, Epprecht & Carpinetti (2004, p. 288)
Tabela 2 - Constantes mais utilizadas d2 e d3 (parte II)
N 9 10 11 12 13 14 15
d2 2,970 3,078 3,173 3,258 3,336 3,407 3,472
d3 0,808 0,797 0,787 0,778 0,770 0,763 0,756
Fonte: Costa, Epprecht & Carpinetti (2004, p. 288)
Deming (1990) destaca como sendo metas do CEP: melhoria da qualidade, melhor
conhecimento do processo e identificação de onde introduzir melhorias; aumento da
quantidade de produtos produzidos sob condições ótimas de produção; redução do custo por
unidade; economia na redução do nível de produtos defeituosos, refugos e retrabalhos;

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
7
redução dos gargalos de produção e atrasos na entrega; redução no número de reclamações
dos consumidores.
O mesmo autor aponta algumas causas de insucesso ligadas basicamente à execução de forma
ineficiente ou incompleta de etapas: não envolvimento da diretoria e de todos os
departamentos, ficando apenas ao chamado departamento de controle de qualidade esta
responsabilidade; não dedicação ao programa de maneira consistente e contínua, não sendo
executado através de um cronograma preestabelecido; seleção de característicos ou processos
não merecedores do CEP e desconhecimento por parte da equipe de conceitos básicos de
estatística ou de sua aplicação; não investigação das causas, e ainda confusão com relação a
causas comuns e especiais; programas de treinamento ineficientes, não padronização das
tarefas operacionais e se imaginar que grandes resultados serão alcançados em curto espaço
de tempo.
3.2. Capabilidade de processos
Após verificar se um processo está sob controle estatístico ou não, é possível executar a
análise de capabilidade do processo. A capabilidade de um processo demonstra, por meio de
índices numéricos, quanto um processo é capaz de produzir um produto atendendo a dada
especificação. Através do índice de capabilidade de um processo é possível avaliar o grau de
satisfação das especificações de uma característica da qualidade (VIEIRA, 1999).
Uma forma de analisar a capabilidade de um processo é por meio de seu índice de
capabilidade (Cp ou Cpk). O índice potencial do processo Cp, que relaciona a faixa de
variação permitida do processo com a faixa de variação real do processo, é determinado pela
seguinte relação (COSTA, EPPRECHT & CARPINETTI, 2004):
σ̂6
LIELSECp
(Equação 1)
Existem varias fórmulas para determinação do Cpk, uma delas é a seguinte (COSTA,
EPPRECHT & CARPINETTI, 2004):
σ̂3
XLIE;
σ̂3
XLSEmínCpk
(Equação 2)

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
8
Estes índices deverão ser classificados de acordo com os seguintes critérios, conforme a
Tabela 3.
Tabela 3 - Interpretação do índice Cp ou Cpk
Fonte: Adaptado de Costa, Epprecht & Carpinetti (2004)
Desta forma, é possível por meio de um índice rapidamente saber se um processo está apto a
produzir ou prestar um serviço. É importante ressaltar que esses índices somente terão valor
se o processo estiver sob controle estatístico. Por isso, deve-se ter cuidado com os cálculos do
Cp ou Cpk antes da determinação, construção e verificação dos gráficos de controle para
emissão do parecer de estabilidade estatística do processo.
4. Estudo de caso: aplicação do CEP em uma empresa
A empresa do estudo de caso em questão será denominada Empresa X, para manter sua
confidencialidade. Ela é caracterizada como uma empresa de médio porte, localizada na
região Nordeste, especializada na produção de calçados de borracha, possui cerca de 700
funcionários e tem uma produção média diária de 100 mil pares de calçados, atendendo tanto
ao mercado nacional como internacional.
Para uma melhor compreensão do processo do estudo de caso, faz-se necessário compreender
como um calçado de borracha é produzido. A matéria-prima dos calçados tradicionais é a
borracha, material este que é muito difícil de estabilizar na produção, pois se faz necessário
aplicar correções químicas na preparação do mesmo para atingir o grau desejado de
qualidade.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
9
A fabricação de calçados não é um processo simples de ser controlado, pois, em geral, a
fabricação usa uma quantidade de borracha pura misturada aos resíduos de borracha (refugo
da produção reciclado), com a finalidade de controlar os custos de produção. Essa mistura
dependerá do tipo de calçado que estará sendo produzido.
A produção de calçado de borracha consiste basicamente em três etapas distintas: 1)
fabricação e laminação do composto de borracha, a partir de uma receita elaborada com
diversos produtos químicos entre os quais a própria borracha; 2) vulcanização da borracha em
moldes, com o formato e desenho dos calçados; 3) montagem do calçado, com a colocação
das tiras, acabamento e embalagem final.
4.1. A descrição do processo
Uma nova tecnologia na fabricação de calçados está sendo desenvolvida na Empresa X e, por
isso, tornou-se necessário analisar o processo e verificar se as condições de fabricação
estavam estáveis e adequadas.
O processo de fabricação deste calçado é diferente dos demais por, em sua vulcanização, ele
já se moldar de forma semiacabada para a montagem, o que nos outros modelos não acontece.
Isso acarreta uma grande diminuição nos resíduos da produção e também a diminuição de
algumas etapas de produção.
No inicio de sua elaboração, eram preparados cartuchos de borracha para serem postos nos
moldes e então serem prensados. Porém foi verificada uma grande variabilidade nos seus
pesos, e, mesmo com diversos ajustes, a máquina que os preparava não conseguia estabilizar
uma margem de pesos apropriada, gerando alta variabilidade.
Era necessário, para garantir um processo economicamente capaz e de qualidade aceitável,
que esta variação de peso fosse controlada. Inicialmente foram feitos alguns brainstormings e
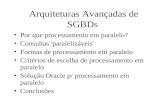
construídos gráficos de Ishikawa para encontrar os problemas de variação dos cartuchos, onde
concluiu-se que a máquina responsável pela sua modelagem não conseguia estabilizar uma
margem segura para o peso dos materiais. A Figura 2 mostra a variação de cerca de 35 gramas
no peso dos cartuchos.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
10
Figura 2 - Variação em gramas dos pesos dos cartuchos na fábrica de calçados de borracha
8
12
2221
1918
12
0
5
10
15
20
25
145g — 150g 150g — 155g 155g — 160g 160g — 165g 165g — 170g 170g — 175g 175g — 180g
Faixa de pesos
Quantidade
Fonte: Os Autores (2017)
Um dos maiores problemas, era a grande variação do peso. O Laboratório da fábrica, que
controla a qualidade do material, estabelece uma variação de cerca de 4 gramas (±2 gramas)
como ideal para que a produção se baseie na preparação dos cartuchos. Já a Engenharia
considera, para as especificações dos cartuchos, uma variação de até 15 gramas (±7,5
gramas), pois, segundo ela, essa margem é suficiente para garantir o produto e não aumentar
demasiadamente a dificuldade da operação. Sendo eles muito leves, ocorre a falta de material,
enquanto que cartuchos muito pesados acarretam numa enorme quantidade de rebarba, ou
seja, de material excedente.
4.2. Resultados e conclusões
A busca pela estabilidade do peso dos cartuchos e a impossibilidade da máquina responsável
pela fabricação em padronizar os pesos fizeram com que a empresa buscasse outro método de
fabricação. O método inicialmente proposto foi a preparação dos cartuchos mecanicamente,
com o auxilio de uma guilhotina. Para a surpresa da alta administração e dos próprios
colaboradores do setor, este processo mostrou-se mais estável, mas somente após uma análise

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
11
mensurada das dimensões dos cartuchos, ou seja, a adequação das dimensões dos cartuchos
para cada número de pé.
O trabalho posterior foi de treinamento dos colaboradores sobre o CEP e métodos de trabalho
para que fossem seguidas as dimensões preestabelecidas, a fim de minimizar as possíveis
variabilidades na preparação dos cartuchos, pois houve uma grande resistência na adoção do
novo método.
Após a preparação e a mensuração desta análise inicial, estudos estatísticos foram propostos
com a finalidade de monitorar o peso dos cartuchos neste novo processo produtivo, reduzir os
índices de refugo e retrabalho e reduzir na variabilidade das características de qualidade do
produto produzido.
Foram feitos diversos histogramas para mostrar a diminuição significativa da variabilidade do
processo, onde resultados expressivos de variações de até 10 gramas (±5 gramas) foram
obtidos. No entanto, ainda não se conseguira as metas propostas pelo Laboratório da empresa
(apesar das metas já se encontrarem dentro da proposta da Engenharia), mas já se encontrava
bem próximo.
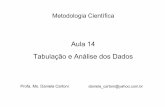
As amostras baseavam-se em retirar certa quantidade de cartuchos dentro de certo intervalo de
tempo. A Figura 3 apresenta a retirada de 32 grupos, de tamanho 4 cada, para um devido
turno de trabalho.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
12
Figura 3 - Amostras (pesos em gramas) retiradas num turno de trabalho
Fonte: Os Autores (2017)
Os limites de controle, calculados a partir dos dados coletados na empresa e apresentados na
Figura 3 para a construção das cartas de controle X e R, são apresentados na Figura 4.
Figura 4 - Cálculo dos limites de controle
LSCR = 032 σ̂.d3d
LSCR = 31989,20,880)3+(2,059
LSCR = 10,90
LICR = 032 σ̂.d3d
LICR = 31989,20,880)3-(2,059
LICR = -1,34786 = 0
LSC X = n
σ̂3μ̂ 0
0
LSC X = 4
31989,2338,132
LSC X = 135,85
LSC X = n
σ̂3μ̂ 0
0
LSC X = 4
31989,2338,132
LSC X = 128,90
Fonte: Os Autores (2017)
Os gráficos X e R iniciais da amostra estão apresentados nas Figuras 5 e 6 respectivamente.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
13
Figura 5 - Gráfico X inicial da amostra
124
126
128
130
132
134
136
138
1 5 9 13 17 21 25 29
Número da amostra
X b
arr
barr
Fonte: Os Autores (2017)
Figura 6 - Gráfico R inicial da amostra
0
2
4
6
8
10
12
1 5 9 13 17 21 25 29
Número da amostra
Am
plitu
de
R
Fonte: Os Autores (2017)

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
14
Com o auxílio dos gráficos das Figuras 5 e 6, foi possível analisar que o material apresentava
uma série de comportamentos não aleatórios, o que inferia ainda em um descontrole do
processo, mesmo ele estando dentro dos limites de controle.
Assim, uma série de ações foi adotada para tentar controlar a variável peso: 1) realizar ajustes
nas máquinas, que visou aumentar a precisão no corte dos cartuchos de borracha (precisão
esta pretendida para melhorar as réguas usadas na medição); 2) melhorar as lâminas para
promover um corte melhor; 3) trocar algumas peças por novas, como o acrílico que envolve
as lâminas (o envolvimento é feito por questões de segurança) com a finalidade de promover
uma melhor visualização do operador no posicionamento das tiras de borracha; 4) promover
intensificados debates com os operadores envolvidos sobre como melhorar a maneira de se
fazer o serviço. Propôs-se a disponibilização do material adequado para eles; conscientização
da importância do trabalho deles no corte do cartucho, pois diminuiria a variação do peso e
perda do material, e intensificação das inspeções, para verificar se o peso e as dimensões dos
cartuchos estavam sendo mantidas e estabilizadas, visando prover melhorias no processo.
Após algumas semanas de testes, obteve-se variações de 7 gramas (±3,5 gramas), sendo os
resultados apresentados na Figura 7.
Figura 7 - Amostras (pesos em gramas) retiradas num turno de trabalho após as ações de melhorias
Fonte: Os Autores (2017)

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
15
Os limites de controle, calculados a partir da Figura 7 para a construção das cartas de controle
X e R, estão dispostos na Figura 8.
Figura 8 - Cálculo dos limites de controle após as ações de melhorias
LSCR = 887911,10,880)3+(2,059
LSCR = 8,87
LICR = 887911,10,880)3-(2,059
LICR = -1,09688 = 0
LSC X = 4
887911,1338,132
LSC X = 135,30
LSC X = 4
887911,1338,132
LSC X = 129,64
Fonte: Os Autores (2017)
Os gráficos X e R da amostra após as ações de melhorias estão apresentados nas Figuras 9 e
10 respectivamente.
Figura 9 - Gráfico R da amostra após as ações de melhorias
126
127
128
129
130
131
132
133
134
135
136
1 5 9 13 17 21 25 29
Número da amostra
X b
arr
ba
rr
Fonte: Os Autores (2017)

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
16
Figura 10 - Gráfico X da amostra após as ações de melhorias
0
1
2
3
4
5
6
7
8
9
10
1 5 9 13 17 21 25 29
Número da amostra
Am
plitu
de
R
Fonte: Os Autores (2017)
Os gráficos das Figuras 09 e 10 mostram um controle do processo bem mais apurado. Devido
à matéria-prima (borracha) já ser bastante difícil de estabilizar, os resultados obtidos já se
tornam bastante satisfatórios tanto para a produção quando para o laboratório.
Após o estudo das variações do processo, a Capabilidade do Processo pôde ser mensurada. Os
índices de especificações definidos pela Engenharia, para o tipo de cartucho analisado, são de
140g (LSE) e 125g (LIE), visto que a Engenharia considera essa faixa bastante satisfatória
para a produção neste tipo de cartucho. Assim, tem-se para o cálculo do Cpk:
Figura 11 - Cálculo do Cpk
σ̂3
XLIE;
σ̂3
XLSEmínCpk ;
887911,13
47,132125;
887911,13
47,132140mínCpk ;
*1,319391,329043;-mínCpk ;
* = considera-se o módulo. 1,33;1,32mínCpk ;

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
17
1,32 Cpk .
Fonte: Os Autores (2017)
Este resultado indica um processo relativamente confiável, onde os operadores do processo
exercem controle sobre as operações, mas o controle da qualidade monitora e fornece
informações para evitar a deterioração do processo.
Para o cálculo do Cp, tem-se:
Figura 12 - Cálculo do Cp
σ̂6
LIELSECp
;
1,8879116
125140Cp
; 324215,1Cp
1,32.Cp
Fonte: Os Autores (2017)
Este resultado, da comparação entre Cpk e Cp serem praticamente iguais, indica que o
processo está centrado no valor nominal, o que mostra ser bastante satisfatório para os
resultados, pois levando em conta que o índice Cp mede a dispersão do processo com relação
aos limites de especificação sem levar em conta a localização da média do processo, é
possível que se tenha uma porcentagem de itens fora das especificações, mesmo com um Cp
alto, devido a uma localização da média do processo suficientemente próxima ao limite de
especificação. Já o índice Cpk, determina a distância entre a média do processo e o limite de
especificação mais próximo. Então, se o processo possui um baixo Cpk,, o índice Cp deve ser
verificado para determinar se a variabilidade é demasiadamente alta. Se Cp é próximo ao
valor de Cpk, então a locação do processo não representa um problema.
Com relação à economia obtida, o nível de material prensado com os novos cartuchos que
apresentaram problemas diminuiu de 35% para cerca de 12% (calçados com problemas após a
prensagem), sendo este dado fornecido após estudos do Laboratório comparando os resultados
antes e após o desenvolvimento do trabalho.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
18
Com relação aos operadores, os treinamentos oferecidos partiram desde conceitos mais
simples, como os conceitos de processo, controle, qualidade, etc., até o próprio estudo do
CEP, que foram apresentados a eles pelos colaboradores dos setores de Engenharia Industrial,
Laboratório, PCP e Produção. Os treinamentos partiram do aval da alta gerência com o intuito
de promover a instrução e capacitação adequada dos funcionários do setor que participavam
da fabricação das calçados de borracha. Estes treinamentos duraram cerca de 8 semanas, com
aulas de uma a duas vezes por semana. Essas aulas mostraram tanto na teoria quanto na
prática como os assuntos abordados podiam ser aplicados no contexto da Empresa X, sendo
fundamentais ao desenvolvimento dos operadores. Foi notória a percepção deles de como era
importante a sua dedicação para que o trabalho fosse realizado com sucesso.
5. Conclusão
Neste trabalho, buscou-se apresentar uma visão geral da qualidade e da utilização do Controle
Estatístico do Processo (CEP) como ferramenta de análise do comportamento de processo e
sua melhoria. Foram apresentadas as características principais dos Gráficos de Controle mais
utilizados, os índices de capacidade de um processo, cuidados que devem ser tomados na sua
aplicação e um estudo de caso demonstrando a aplicação do CEP.
Selecionou-se para o estudo uma empresa na área de calçados, fabricante de calçados de
borracha. Sendo a linha de produção escolhida, uma linha nova, diferente das demais, por se
tratar de um produto novo, moderno e revolucionário. Para que houvesse sucesso na produção
deste novo material, foi necessário o empenho de todos envolvidos, pois, inicialmente, a
produção acarretava em grandes custos relacionados a materiais retrabalhados e desperdícios.
A introdução do CEP na linha de produção promoveu um grau de controle e análise bastante
satisfatório para a empresa, como pode ser observado através dos resultados do estudo. Os
resultados apresentaram significância para a empresa em questão, pois se mostraram
economicamente, quando se relaciona a economia obtida durante a aplicação do CEP, e
culturalmente, quando se relaciona aos cooperadores e a própria empresa, importantes para o
desenvolvimento do trabalho.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
19
REFERÊNCIAS
ABICALÇADOS (Associação Brasileira das Indústrias de Calçados). Relatório Setorial Indústria de Calçados
Brasil 2016. Disponível em < http://www.abicalcados.com.br/relatoriosetorial/ >. Acessado em: 07 de abril de
2017.
ALBUQUERQUE, M. C. B.; XAVIER, L. A.; DE MELO, F. J. C.; JERONIMO, T. B.; DE MEDEIROS, D. D.
Mapeamento de processos e uso da cadeia de valor como ferramenta para melhoria dos serviços em uma pró-
reitoria da Universidade Federal de Pernambuco. XXXVI ENEGEP. Proceedings. João Pessoa, PB, Brasil,
2016.
CERVO, A.; BERVIAN, P.; DA SILVA, R. Metodologia científica. 6. ed. São Paulo: Pearson Pretince Hall,
2007.
COSTA, A. F. B.; EPPRECHT, E. K..; CARPINETTI, L. C. R. Controle Estatístico de Qualidade. São Paulo:
Atlas, 2004.
DEMING W. E. Qualidade: a revolução da administração. Rio de Janeiro: Saraiva, 1990.
DOS SANTOS, R. R.; DE MELO, F. J. C.; CLAUDINO, C. N. Q.; DE MEDEIROS, D. D. Model for
formulating competitive strategy: the supplementary health sector case. Benchmarking: An International
Journal, Vol. 24 No. 1, pp. 219-243, 2017.
IBGE (Instituto Brasileiro de Geografia e Estatística). Instituto Brasileiro de Geografia e Estatística.
Disponível em: <http://www.ibge.gov.br>. Acessado em: 07 de abril de 2017.
MACGREGOR, J. F.; KOURTL, T. Statistical process control of multivariate processes. Control Fag. Practice.
VoL 3, No. 3, pp. 403-414, 1995.
MARCONI, M.A.; LAKATOS, E. M. Fundamentos de metodologia científica. 5. ed. São Paulo: Atlas, 2003.
MIGUEL, P. A. C.; FLEURY, A.; MELLO, C. H. P. Metodologia de pesquisa em engenharia de produção e
gestão de operações. 2. Ed. Rio de Janeiro: Elsevier: ABEPRO, 2012.
MIRANDA, M. H. U.; CLAUDINO, C. N. Q.; DE MELO, F. J. C.; JERONIMO, T. B.; DE MEDEIROS, D. D.
Uso das ferramentas da qualidade em uma indústria de alimentos para a redução das reclamações dos
consumidores. XXXV ENEGEP. Proceedings. Fortaleza, CE, Brasil, 2015.
MONTGOMERY, D. C. Introdução ao Controle Estatístico da Qualidade. 4ª. ed. Rio de Janeiro: LTC, 2001.
OLIVEIRA, R. P.; MENEZES, G. E.; SANTOS, R. P.; SOARES, J. C. V.; MIRANDA, M. R. S. Aplicação do
controle estatístico de processo no tempo gasto nas filas de atendimento numa agência de correios. XXXVI
ENEGEP. Proceedings. João Pessoa, PB, Brasil, 2016.
SILVA, J. P.; SOUSA, A. A.; CAMPOS, B. N. Análise da aplicação de ferramentas básicas da qualidade para o
monitoramento do processo em uma indústria do setor cerâmico. XXXVI ENEGEP. Proceedings. João Pessoa,
PB, Brasil, 2016.
VIEIRA, S. Estatística para a qualidade. Rio de Janeiro: Ed. Campus, 1999.
WOODALL, W. H.; MONTGOMERY, D. C. Research issues and ideas in statistical process control. Journal of
Quality Technology. Technology Collection – Vol. 31. No. 4. Pg. 376, 1999.
YIN, R. K. Estudo de caso: planejamento e métodos. 3. Ed. Porto Alegre: Bookman, 2005.