Cap 7 - Dobramento
38
UERJ CAMPUS REGIONAL DE RESENDE ENGENHARIA DE PRODUÇÃO ÊNFASE EM PRODUÇÃO MECÂNICA CAPÍTULO 7: PROCESSOS DE DOBRAMENTO & CALANDRAGEM DEPARTAMENTO DE MECÂNICA E ENERGIA PROCESSOS DE FABRICAÇÃO IV PROF. ALEXANDRE ALVARENGA PALMEIRA UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO Estrada Resende Riachuelo s/n. - Morada da Colina Resende — RJ - CEP: 27.523-000 Tel.: (24) 3354-0194 ou 3354-7851 e Fax: (24) 3354-7875 E-mail: [email protected] Segunda-feira, 20 de Junho de 2005
-
Upload
neralregone -
Category
Documents
-
view
109 -
download
7
Transcript of Cap 7 - Dobramento

UERJ
CAMPUS REGIONAL DE RESENDE
CAPÍT
UNIV
Tel.:
ENGENHARIA DE PRODUÇÃO
ÊNFASE EM PRODUÇÃO MECÂNICA
ULO 7: PROCESSOS DE DOBRAMENTO & CALANDRAGEM
DEPARTAMENTO DE MECÂNICA E ENERGIA
PROCESSOS DE FABRICAÇÃO IV
PROF. ALEXANDRE ALVARENGA PALMEIRA
ERSIDADE DO ESTADO DO RIO DE JANEIRO Estrada Resende Riachuelo s/n. - Morada da Colina
Resende — RJ - CEP: 27.523-000
(24) 3354-0194 ou 3354-7851 e Fax: (24) 3354-7875 E-mail: [email protected]
Segunda-feira, 20 de Junho de 2005

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
SUMÁRIO
ii

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
ÍNDICE DE FIGURAS
iii

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
ÍNDICE DE TABELAS
iv

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
I INTRODUÇÃO A conformação mecânica é o processo de transformar uma chapa plana em um produto com formato desejado sem que ocorra fratura ou redução excessiva da espessura. Dentro desta definição, os processos de conformação de chapas podem ser simples como o processo de dobramento, ou muito complexos como em estampagens de rodas automobilísticas. Por mais complexa que seja a geometria da peça em trabalho, sua conformação consiste de uma seqüência de operações de dobramento, estiramento, estampagem profunda ou embutimento.
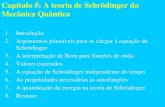
De acordo com Hosford et al, todas as operações de conformação de chapa incorporam algum dobramento. Esta operação consiste em dobrar uma chapa em torno de uma ferramenta com um raio de dobra. Os esforços de dobramento aplicados irão provocar a flexão da peça, ou seja, será aplicado na superfície externa ao raio, tensões de tração e na superfície interna, tensões de compressão, conforme observado na Figura 8 - 1.
(a) (b)
Tensões de Tração Prende-chapas
Punção
Tensões de Compressão Matriz de dobramento
Figura 8 - 1: a) Operação de dobramento;
b) Distribuição das tensões na espessura da chapa sob carga.
1

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II DOBRAMENTO Dobramento é a operação que é feita pela aplicação de dobra ao material, onde dobra é a parte do material plano que é flexionada sobre uma base de apoio. Na Figura 8 - 2, podemos observar uma chapa presa a uma morsa de bancada sendo dobrada com o auxílio de um macete. Neste caso o processo é conhecido, como dobramento manual.
Figura 8 - 2: Processo de dobramento manual.
No dobramento a chapa é deformada por flexão, que também pode ser realizado em prensas, caracterizando assim um dobramento à máquina. As prensas são responsáveis por fornecem a energia e os movimentos necessários para realizar a operação de dobra. A forma é conferida é obtida mediante o emprego de um punção e matriz que atuam até que a chapa atinja o formato desejada. Na Figura 8 - 3, temos uma dobradeira hidráulica PBS 105, produzida pela Gaparini (Italiana), de 1.050 kN (105 t) de capacidade de dobra, com diferentes ferramentais de dobramento.
2

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 3: Processo de dobramento à máquina.
Para comprimentos de dobra considerados pequenos, utilizam-se estampos que possuem a forma a ser dobrada. Para fabricação de perfis dobrados ou alguns tipos de peças com comprimentos de dobras considerados grandes, utilizam-se prensas dobradeiras/viradeiras com matrizes e machos (punções) universais. O dobramento pode ser conseguido em uma ou mais operações, com uma ou mais peça por vez, de forma progressiva ou em operações individuais como se pode ver na figura 2.3 abaixo.
1ª Operação 2ª Operação 3ª Operação 4ª Operação 5ª Operação
Figura 8 - 4: Representação das etapas de operações de dobramento à máquina.
3

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II.1 FATORES QUE AFETAM O DOBRAMENTO Os estampos de dobra, em geral, recebem peças semi-processadas vindas de outros estampos de corte ou simplesmente recortadas por guilhotinas. Na operação de dobramento deve-se levar em conta quatro fatores importantes:
– A capacidade elástica do material; – O raio interno mínimo da peça a ser dobrada; – O comprimento desenvolvido da peça; – As forças que atuam na operação de dobramento.
II.1.1 Capacidade Elástica Do Material O dobramento é uma operação em que ocorre uma deformação por flexão. Quando um metal é dobrado, a sua superfície externa fica tracionada, sofrendo uma redução de espessura, e a interna, comprimida. Estas tensões aumentam a partir de uma linha neutra, chegando a valores máximos nas camadas externas e internas, conforme é representado esquematicamente nas Figura 8 - 1b e Figura 8 - 5. Em outras palavras, em um dobramento a tensão varia de um máximo negativo na camada interna para zero na linha neutra e daí sobe a um máximo positivo na camada externa.
Figura 8 - 5: Distribuição de tensão ao longo da seção de uma chapa dobrada.
Desta forma, uma parte das tensões atuantes na seção dobrada estará abaixo do Limite de Escoamento (LE) e a outra parte supera este limite conferindo à peça uma deformação plástica permanente. Uma vez cessado o esforço de dobramento, a parte da
4

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
seção que ficou submetida a tensões inferiores ao Limite de Escoamento (LE) por ter permanecido no domínio elástico, tende a retornar à posição inicial anterior ao dobramento. Como resultado, o corpo dobrado apresenta um pequeno “retorno elástico” ou efeito mola (Spring Back) que deve ser compensado durante a operação de dobramento.
Este retorno é maior para raios de dobramento menores, chapas mais espessas e materiais temperados. Valores aproximados vão de 1° a 2° para aços de baixo carbono e de 3° a 4° para aços de médio carbono mole. Para se contornar este retorno, deve-se dobrar para um ângulo ligeiramente superior ao desejado.
Figura 8 - 6: Retorno elástico em uma chapa dobrada.
Deve-se sempre ter em mente que um dobramento excessivo pode trincar o material durante a operação. Em geral, um material mole pode ser dobrado em 180° com um raio de dobramento igual ou até inferior à espessura do material. Para material temperado e revenido, quanto mais alta a dureza, menor deverá ser o ângulo de dobramento e maior o raio de dobramento. Os valores dependem do material e de seu estado. Estes valores são facilmente encontrados em manuais técnicos.
Um dobramento não deve ser efetuado com um ângulo inferior a 45° e, se possível, deve se aproximar de 90° em relação ao sentido de laminação da chapa, pois um dobramento coincidindo com o sentido de laminação se torna susceptível a trincas. A mínima distância ao bordo de uma chapa, para se efetuar um dobramento, é de 1,5 espessuras da chapa somada ao raio de dobramento.
Resumindo, o “retorno elástico” é função da resistência do material, do raio e ângulo de dobra e da espessura do material a ser dobrado. A Tabela 8 - 1, a seguir, ilustra um exemplo da relação entre o raio de dobra e o retorno elástico para diferentes tipos de aços inoxidáveis austeníticos, onde e é a espessura do blank. Os aços ferríticos normalmente apresentam menor retorno elástico que os aços austeníticos porque apresentam menor encruamento.
5

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Tabela 8 - 1: Retorno elástico em dobramento de 90°.
Raio de Dobramento Material (Aços Inoxidáveis)
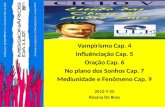
1 e 6 e 20 e ABNT 304 recozido 2 ° 4 ° 15 ° ABNT 301 meio recozido 4 ° 13 ° 43 ° Na Figura 8 - 7, observamos os diferentes parâmetros de dobramento de uma chapa, onde a espessura do material (e) a ser dobrado determina a abertura da matriz (s). Admite-se como razoável trabalhar com aberturas mínimas correspondentes a 8 vezes a espessura do material a ser dobrado.
Onde:
R = Raio do Punção
r = Raio da Matriz
S = Abertura da Matriz
e = Espessura da Chapa
Figura 8 - 7: Parâmetros de dobramento e um estampo.
Por outro lado a abertura da matriz, normalmente em “V”, vai definir o raio da dobra (r). Para aços carbono, o valor de r corresponde a cerca de 15% da abertura (s) da matriz. Para os aços inoxidáveis, devido ao seu maior encruamento, o valor de r deverá ser ligeiramente superior a este valor. O ângulo de dobra é determinado pelo curso do punção regulado diretamente na prensa viradeira. Em alguns casos, é utilizada a prática de se efetuar uma calibragem em estampo específico, já compensando o retorno elástico, para dar as dimensões finais da peça. Este procedimento é viabilizado em produção seriada na qual o custo de estampo calibrador pode ser diluído no preço unitário da peça.
6

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
DETERMINAÇÃO DA LINHA NEUTRA Toda vez que se deve obter um elemento dobrado, segundo um perfil determinado, é necessário conhecer-se, em primeiro lugar, o seu desenvolvimento linear ou as dimensões exatas da chapa, a partir da qual vai ser produzido o elemento dobrado.
Com esse objetivo, procede-se inicialmente à determinação da linha neutra, que, como já mencionamos, é a linha da seção transversal cuja fibra correspondente não foi submetida a nenhum esforço, quer de tração ou de compressão e que, em conseqüência, não sofreu qualquer deformação, conforme é representado na Figura 8 - 8.
Figura 8 - 8: Representação esquemática da linha neutra.
A determinação dessa linha neutra pode ser feita mediante um cálculo extremamente simples, conforme demonstrado a seguir. Uma tira de chapa correspondente ao material que vai ser dobrado é submetida a um dobramento preliminar. Seu comprimento é c e a sua espessura é e; dobrada a tira, mede-se os comprimentos a e b e o raio r. Admitindo-se que o valor y corresponde à distâncias da linha neutra, tem-se:
c = a + b + π / 2 ( r + y )
Ou 2c= 2 a + 2 b + π r + π y
Donde se extrai, que:
7

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
rbacy −−−
=π
2 ( II.1)
Em vista dos resultados práticos obtidos, conclui-se que a linha neutra está geralmente situada na metade da secção quando a espessura da chapa é no máximo de um milímetro. Em espessuras superiores, admite-se que a linha neutra se situe a 1/3, aproximadamente, da curva interna. Se a chapa dobrada apresenta contracurvas, admite-se, que, em cada caso, a linha neutra se localize em direção à curva interna.
II.1.2 Raio Interno Mínimo Quanto menor o raio de dobramento, maiores são as tensões desenvolvidas na região tracionada. Um excessivo tracionamento provocado por um pequeno raio de dobramento pode vir a romper as fibras externas da chapa dobrada. Define-se o raio mínimo de dobra, como o menor valor admissível para o raio para se evitar grande variação de espessura da chapa na região dobrada. Este valor é função do alongamento que o material sofre ao ser tracionado e da espessura da chapa que está sendo dobrada.
Figura 8 - 9: Representação esquemática do Raio Interno Mínimo.
Para a determinação do raio mínimo, costuma-se utilizar a relação:
2*50 e
AleRMin = ( II.2)
Onde: RMin = raio mínimo
Al = Alongamento % da chapa e = espessura da chapa
8

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II.1.3 Comprimento Desenvolvido Quando se quer produzir uma peça dobrada, é necessário conhecer a dimensão inicial da chapa a ser utilizada – o chamado comprimento desenvolvido da peça. A variação da espessura da chapa na região da dobra impede que o comprimento desenvolvido seja simplesmente a soma dos comprimentos retos e curvos da peça. Deve-se levar em conta esta variação de espessura da região dobrada, para se obter o exato comprimento da chapa que vai dar origem à peça.
O comprimento desenvolvido da região dobrada é obtido pela seguinte equação:
+=
2**
180efRLe α
π ( II.3)
Onde: α = ângulo de dobramento R = raio de dobramento e = espessura f = fator de correção
A Tabela 8 - 2, a seguir, apresenta diferentes valores de f (fator de correção) em função do raio de dobramento com a espessura da chapa.
Tabela 8 - 2: Fatores de Correção – f.
Fator de correção da variação da espessura R / e 5,0 3,0 2,0 1,2 0,8 0,5
f 1,0 0,9 0,8 0,7 0,6 0,5 Exercício: Calcular o comprimento desenvolvido da chapa utilizada para fabricar o perfil U da Figura 8 - 10, a seguir. Onde o material é um aço inox 304, a espessura (e) da chapa é 3 mm, a largura (b) é 20 mm, o comprimento (c) é 40 mm e o comprimento da aba dobrada (d) é 20 mm. Este material apresenta um alongamento de 37,5%.
Resposta: 90,940 mm
9

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 10: Cotas e dimensões do Perfil U.
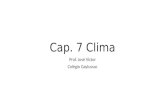
II.1.4 Forças que Atuam na Operação de Dobramento Na Figura 8 - 11, a seguir, podemos observar as principais forças que atuam na operação de dobramento, e que são:
– A força de dobramento (Fd); – A força de prensa - chapa (Fpc); – A força lateral (Flat)
Figura 8 - 11: Representação esquemática das forças que atuam no dobramento.
10

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Numa simples dobra em matriz, parte da chapa fica presa pelo prensa – chapa e a outra parte permanece livre, assim, todo o conjunto funciona como uma viga em balanço. O punção ao descer exerce a força de dobramento (Fd) sobre a parte em balanço da chapa, que começa a se deformar. Parte desta força é transferida à parede lateral da matriz à medida que a chapa se deforma. A força lateral é máxima quando a chapa atingir uma posição de 45° com a horizontal, como ilustra a Figura 8 - 12, a seguir:
Figura 8 - 12: Evolução das forças que atuam no dobramento.
A tensão necessária para vencer o limite de elástico e o encruamento do material para que haja deformação plástica, permanente, é a tensão de dobramento α, cujos valores são definidos pelas relações da Tabela 8 - 3, que levam em consideração coeficientes de segurança para garantir o sucesso do processo.
Tabela 8 - 3: Tensão de dobramento – α.
Tipo de Processo d
Sem calibragem 2 * αrup
Com calibragem 8 x αrup
σ
A calibragem corresponde ao endireitamento da peça dobrada, referente ao fundo do U ou laterais de V, por exemplo. A operação de dobramento com calibragem minimiza o efeito do retorno elástico. Para se calcular as forças que atuam no dobramento, consideram-se:
– O comprimento da dobra (b) – A espessura da dobra (e)
11

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
– A distância entre o ponto de aplicação da força até a região engastada que, no caso, é a
própria espessura da chapa (e). – Distância do centro da mola do prensa-chapa até a face da matriz (a).
ESFORÇOS NECESSÁRIOS PARA O DOBRAMENTO Para uma chapa metálica colocada sobre uma matriz de dobramento e sujeita ao esforço de dobramento, conforme a Figura 8 - 13, a seguir. Admitindo-se que a chapa se comporte como um sólido apoiada nas extremidades e carregado no centro, a determinação do esforço de dobramento é relativamente simples.
Figura 8 - 13: Dobramento de chapa.
Sejam:
P = força necessária para o dobramento, Kgf b = largura da chapa, mm l = distância entre os apoios, mm e = espessura da chapa, mm Mf = momento fletor, Kgf *mm
t = limite de resistência à tração, Kgf/mm2 σσf = tensão de flexão necessária para se obter a deformação permanente, Kgf/mm2 I = momento de inércia da secção, em relação ao eixo neutro, mm4 Z = distância máxima das fibras ao eixo neutro, mm I/Z = módulo de resistência, mm3
e admitindo que, σf = 2σt, o momento fletor das forças é dado por:
12

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
4*
4*2/*2/* 2 lPllP
lllPM f === ( II.4)
Ao Momento Fletor (Mf) contrapõe-se o momento das reações internas do material, dado por:
ZIM fRI σ= ( II.5)
Logo igualando as duas fórmulas, ou seja ( II.4) e ( II.5), tem-se:
ZIlP
f *4*
σ= ( II.6)
Como, para seções retangulares:
6* 2eb
ZI= ( II.7)
Logo substituindo ( II.7) em ( II.6), temos que:
6**
4* 2eblP fσ
= ( II.8)
Simplificando, concluímos que:
leb
P f
*3***2 2σ
= ( II.9)
II.2 TIPOS DE OPERAÇÃO DE DOBRAMENTO Mesmo a operação de dobramento podendo ser a mais genérica possível, podemos dividi-la em basicamente quatro operações, que são elas:
– Dobramento de fundo; – Dobramento em vazio; – Dobramento com roletes; – Dobramento a frio com roletes.
13

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II.2.1 Dobramento de Fundo O punção penetra na abertura em V da matriz até o p0onto em que o material atinge seu fundo. O ângulo obtido no dobramento é igual ao ângulo da matriz descontado o retorno elástico do material. O ângulo do punção não dita o ângulo de dobra. O raio da dobra está diretamente relacionado ao tamanho da abertura em V da matriz. Quanto maior a abertura, maior será o raio interno produzido.
Em casos especiais, pode-se usar elevado nível de pressão na prensa viradeira, o que leva o material a tomar a forma do ângulo e do raio do ferramental que está sendo empregado. Neste tipo de dobramento, o ângulo de dobramento é igual ao ângulo do punção. O raio interno da dobra é produzido pelo raio da ponta do punção que penetra no material.
II.2.2 Dobramento em Vazio O material é dobrado em três pontos: o raio de punção e os dois cantos da abertura da matriz, conforme a Figura 8 - 14, a seguir. O material nunca entra em contato com o fundo da abertura em V da matriz. O raio interno de uma dobra em vazio é função da abertura da matriz: quanto maior for abertura, maior será o raio interno resultante. O curso do punção determina o ângulo da dobra final. Neste tipo de dobramento, é possível produzir, com um único conjunto de ferramentas, virtualmente qualquer ângulo de dobra, de 180° até o ângulo da matriz.
Figura 8 - 14: Operação de dobramento de chapa em vazio.
14

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Para fazer o set-up da prensa viradeira, parte-se da espessura do material a ser dobrado. Ela, a espessura, vai definir a abertura apropriada da matriz, em geral 8 vezes a espessura. Fixa-se a matriz na prensa, nivelando-se o centro do punção com o fundo da abertura da matriz. Calibra-se o curso do punção que vai definir o ângulo de dobra a ser obtida a partir de testes preliminares, levando-se em conta o retorno elástico do material.
A dobra é muito sensível à abertura em V da matriz e ao curso do punção no dobramento em vazio. A Figura 8 - 15, a seguir, como exemplo, as variações de ângulo resultantes de pequenas variações no curso do punção para matrizes com aberturas em V de 4 mm e de 32 mm.
Figura 8 - 15: Operação de dobramento de chapa em vazio.
II.3 EQUIPAMENTOS E TEMPERATURADE DOBRAMENTO O dobramento pode ser feito manualmente ou à máquina. Quando a operação é feita manualmente, usam-se ferramentas e gabaritos. Na operação feita à máquina, usam-se as chamadas prensas dobradeiras ou dobradeiras. A escolha de utilização de um ou outro tipo de operação depende das necessidades de produção. A operação de dobramento é feita, na maior parte das vezes, a frio, podendo ainda ser realizada a quente, em casos especiais.
II.3.1 Dobramento Manual No dobramento manual, o esforço de flexão é exercido manualmente, com o auxílio de ferramentas e dispositivos como: martelo, morsa, cantoneira e calços protetores, como mostra a Figura 8 - 16 ,a seguir.
15

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 16: Operação de dobramento manual.
Numa operação desse tipo, a escolha da ferramenta de impacto, como o martelo, tem que ser adequada à espessura do material a ser dobrado. Além disso, para evitar deformações, devem ser usados calços protetores para a peça a ser dobrada.
Existem ainda as dobradeiras manuais ou viradeiras (Figura 8 - 17), que são máquinas acionadas manualmente e de grande uso nas indústrias que produzem gabaritos, perfis, gabinetes de máquinas, armários, etc. Estas máquinas se movimentam pela aplicação da força de um ou mais operadores. Para operar essas máquinas, o trabalhador precisa ter conhecimentos de cálculo de dobra, de preparação do material e de ajuste da dobradeira. Dependendo do trabalho a ser executado, as dobras são feitas com o auxílio de dispositivos especiais, existentes ou adaptados à dobradeira. Essa operação é amplamente empregada na confecção de perfilados, abas, corpos de transformadores etc.
Figura 8 - 17: Dobradeira manual.
16

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II.3.2 Dobramento à Máquina O dobramento à máquina costuma ser executado numa prensa dobradeira. É uma máquina que executa operações de dobramento em chapas de diversas dimensões e espessuras, com medidas predeterminadas. É, geralmente, uma máquina de grandes dimensões, formada por uma barra de pressão à qual é acoplado o estampo com movimento vertical, e uma matriz localizada na mesa inferior da máquina. Grande números de prensas dobradeiras apresenta a mesa inferior fixa e a barra de pressão móvel. Entretanto, podem-se encontrar modelos que têm a barra fixa e a mesa inferior móvel. Muitas dobradeiras chegam a atingir mais de 6 metros de comprimento. Um exemplo de dobradeira pode ser observada na Figura 8 - 18, a seguir.
Figura 8 - 18: Prensa dobradeira.
O trabalho é feito por meio da seleção de punções e matrizes, de acordo com as medidas e o formato que se deseja dar à chapa. A dobradeira é empregada na produção de prefilados, abas, corpos de transformadores etc.
A prensa dobradeira pode se movimentar por energia mecânica ou hidráulica. Alguns modelos mais recentes têm comandos orientados por computador, que permitem fazer uma série de dobras diferentes na mesma peça, reduzindo o manuseio e o tempo de fabricação. A Figura 8 - 19 a seguir mostra diferentes tipos de dobra, feitos a partir da seleção de punções e matrizes correspondentes.
17

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 19: Representação esquemática de diferentes tipos de dobra.
18

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
II.3.3 Dobramento a Frio com Roletes E o nome dado ao processo de alta produção no qual se passa uma chapa por entre uma série de roletes e a conformação vai progredindo a medida que a peça vai passando pelos roletes. Inúmeras peças são produzidas por este processo, tais como, janelas metálicas, rodas de bicicleta, portas de garagem etc. Um jogo de roletes para cada tipo de peça é montado numa máquina de tamanho adequado para a produção da peça. Cada par de roletes pode somente deformar o metal numa certa quantidade de modo que o número de pares de roletes depende da deformação total que a peça deverá sofrer.
Consegue-se dobrar chapas, tanto laminadas a frio ou a quente, até espessuras de ¾ polegada e com acabamento polido galvanizado, com depósitos eletrolíticos e mesmo pintadas. As velocidades de avanço vão até 30 m/min., perfazendo uma produção diária de até 10 km lineares de chapa. Em alguns meses do ano milhares de quilômetros de comprimento de chapas podem ser dobradas, tornando o processo rentável. O valor das máquinas varia entre 10.000 a 60.000 dólares dependendo do tamanho. Os roletes, as matrizes de corte e outras ferramentas são um custo adicional para cada tipo de peça. A título ilustrativo, o ferramental para a confecção de palhetas de persianas custa aproximadamente 2.700 dólares e para a caixa superior da mesma, aproximadamente 8.000 dólares em se tratando de ferramental para uma máquina pequena.
A operação de dobramento com roletes, junto com a laminação e a extrusão, está incluída entre as três operações de maior atividade. Cabe ressaltar que comparando com a laminação e a extrusão, o equipamento para o dobramento com roletes custa muito menos, porém a matéria-prima utilizada é mais cara. O mesmo não ocorre quando comparado com o dobramento por prensa, neste caso o custo do equipamento é muito maior, porém o custo da matéria-prima permanece inalterado.
Ou seja, comparativamente, por exemplo, um friso, caso dobrado em prensa com um comprimento útil razoável, somente seria econômico se produzido em quantidades acima de algumas centenas de metros, e caso dobrado com roletes somente acima de alguns milhares de metros de comprimento e a extrusão seria mais econômica para quantidades ainda maiores.
II.3.4 Dobramento à Quente O dobramento a quente é sempre feito manualmente, quando a espessura do material a ser dobrado é grande, acima de 5 mm. Já quando se dobra à máquina, o processo é sempre frio, independentemente da espessura do material.
19

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Quando se dobra o material com aplicação do calor, acontece o mesmo fenômeno que ocorre quando se dobra a frio. As estruturas das fibras do lado externo da dobra são esticadas e as fibras do lado interno da dobra, comprimidas. As fontes de calor usadas para o aquecimento da peça são: a forja, o forno elétrico a gás ou a óleo e o maçarico.
A temperatura de aquecimento varia, dependendo do material com que se vai trabalhar. No caso de aço, cobre e latão, existe uma tabela de cores para comparação com o material a ser trabalhado. Cada cor corresponde a uma temperatura. Conforme a temperatura, a cor do material muda, e assim é possível saber quando a chapa está pronta para a operação. Desse modo pode-se Ter mais controle sobre o trabalho que se faz.
Para um bom resultado, é preciso observar tudo aquilo que o trabalho envolve, como: o metal de que a chapa é feita, a espessura da chapa, a quantidade de calor necessária, a pressão que vai ser dada na dobra, os dispositivos adequados etc.
II.4 ENSAIOS DE DOBRAMENTO O ensaio de dobramento fornece uma indicação qualitativa da ductilidade do material. Por um ensaio de realização muito simples, ele é largamente utilizado nas indústrias e laboratórios, constando mesmo nas especificações de todos os países, onde são exigidos requisitos de ductilidade para um certo material. O ensaio de dobramento comum não determina nenhum valor numérico, havendo porém variação do ensaio que permite obter valores de certas propriedades mecânicas do material.
O ensaio, de modo geral, consiste em dobrar um corpo de prova de eixo retilíneo e secção circular, tubular, retangular ou quadrada, assentando em dois apoios afastados a uma distância especificada, de acordo com o tamanho do corpo de prova, por4 intermédio de um cutelo, que aplica um esforço de flexão no centro do corpo de prova até seja atingido um ângulo de dobramento α especificado, conforme representado na Figura 8 - 20, a seguir.
A carga, na maioria das vezes, não importa no ensaio e não precisa ser medida; o cutelo tem um diâmetro, D, que varia conforme a severidade do ensaio, sendo também indicado nas especificações, geralmente em função do diâmetro ou espessura do corpo de prova.
20

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 20: Representação esquemática de diferentes tipos de dobra.
O ângulo α é medido conforme a Figura 8 - 21, a seguir, também determina a severidade do ensaio e é geralmente de 90°, 120° ou 180°. Atingindo esse ângulo examina-se a olho nu a zona tracionada do corpo de prova, que não deve conter trincas, fissuras ou fendas. Caso ao contrário, o material não passou no ensaio. Se o corpo de prova apresentar esses defeitos ou romper antes ou quando atingir o ângulo especificado, o material também não atende à especificação do ensaio. Esse tipo de dobramento é geralmente o mais utilizado na prática e às vezes é denominado de dobramento guiado.
Figura 8 - 21: Representação esquemática de diferentes tipos de dobra.
Como o dobramento pode ser realizado em qualquer ponto e em qualquer direção do corpo de prova, ele é um ensaio localizado e orientado, fornecendo assim, uma indicação da ductilidade em qualquer região desejada do material.
Há duas variantes do processo de dobramento, que são denominadas de dobramento livre e dobramento semiguiado. Na primeira, a dobra é obtido pela aplicação de forças nas extremidades do corpo de prova, sem aplicação de força no ponto de máximo dobramento (zona tracionada). Na Segunda, uma extremidade é engastada de algum modo e o dobramento é efetuado na outra extremidade ou em outro local do corpo de prova.
21

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
III CURVAMENTO Curvamento é o processo que consiste em uma ou mais operações que conferem à chapa uma nova forma, deformando, permanente, a mesma, em torno de raios, onde a principal diferença do dobramento é que a relação chapadobr eR é muito elevada.
Assim como no dobramento, neste processo ocorre o fenômeno do retorno elástico. Podendo o curvamento ser empregado para curvar chapas, placas, barras, tubos e perfis, com o emprego de equipamentos específicos.
III.1 CURVAMENTO DE CHAPAS E PERFIS As operações de curvamento de chapas e placas podem ser feitas manualmente, por meio de dispositivos e ferramentas, ou através de máquinas, como por exemplo as calandras.
III.1.1 Curvamento Manual O esforço de flexão que produzirá o curvamento é feito manualmente, com o auxilio de martelo, grifa e gabaritos. A escolha do ferramental dependerá primordialmetne do raio de curvatura que se deseja obter. Esta operação permite fazer cilindros de pequenas dimensões, suportes, flanges para tubulações etc. Na Figura 8 - 22, a seguir, é representado o curvamento de uma barra com auxílio da grifa fixa, presa à morsa, onde o curvamento desejado é obtido através de esforços que são aplicados de forma gradativa a chapa com o auxílio de uma grifa móvel, para se conseguir a curvatura desejada.
22

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 22: Representação o curvamento manual de uma chapa.
Em geral o curvamento manual é realizado à frio, porém quando se curva peças de grandes dimensões e espessuras o mesmo normalmente é realizado à quente. Neste caso a operação de curvar barras torna-se mais fácil após o aquecimento da peça, peças como anéis, flanges, elos etc. são fabricados facilmente à quente. Ao se realizar o curvamento à quente, alguns aspectos devem ser levados em consideração, tais como: sempre aplicar o calor no local correto por meio de maçarico ou forja, levando em consideração a espessura da peça; a pressão exercida durante o curvamento deve ser suficiente para deformar a peça sem danificá-la; e deve se fazer uso de dispositivos adequados a cada tipo de operação.
III.1.2 Curvamento à Máquina Para a execução de curvaturas parciais em chapas ou em tiras metálicas, de grande dimensão, são utilizadas prensas ou calandras. Quando o curvamento de chapas, barras ou perfis efetua-se com roletes conforme indicado na Figura 8 - 23, a seguir, onde o rolete central geralmente é móvel para que se possa regular a curvatura desejada, e, os outros dois são fixos com acionamento para dar avanço na peça, esta operação chama-se calandragem, ou curvamento por calandra.
Figura 8 - 23: Representação o curvamento em roletes ou por calandra.
23

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
CURVAMENTO POR PRENSAS Neste caso para realizar ao curvamento se faz uso de prensas, na produção de peças de pequenas dimensões ou prensas viradeiras (press-brakes) para peças maiores. Em geral as matrizes de curvar são articuladas ou utilizam mandris intermediários, conforme pode ser observado na Figura 8 - 24, a seguir.
Figura 8 - 24: Representação do curvamento parcial em prensa.
CURVAMENTO POR ROLETES OU CALANDRA Pela calandragem, podem ser obtidas chapas curvas com raios de curvamento pré-determinados como cilindros, cones, troncos de cones, assim como qualquer outra superfície de revolução. É também neste tipo de processo que se fabricam corpos de tanques, caldeiras, trocadores de calor, colunas de destilação etc.
A. ELEMENTOS DA CALANDRA A calandra é constituída por um conjunto de rolos ou cilindros, com movimento giratório e pressão regulável, sendo alguns dotados de dispositivos de comando da distância horizontal e vertical entre os mesmos. Por isso os rolos são classificados em fixos e móveis, uma representação do processo de curvamento por calandra pode é mostrado na Figura 8 - 25, a seguir.
– Rolo Fixo é aquele que tem apenas o movimento giratório. – Rolo Móvel é aquele que além de girar também pode ser movimentado na horizontal e
vertical. A distância entre os rolos, ou seja a variação dos afastamentos entre eles, é que levará a variação do raio de curvatura da peça que está sendo calandrada.
24

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 25: Representação do curvamento parcial em prensa.
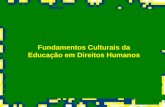
B. TIPOS DE CALANDRA Os tipos de calandras mais comuns disponíveis no mercado são: a calandra de passo e a calandra piramidal. Na Calandra de Passo, conforme mostrado na Figura 8 - 26, a seguir, a folga entre os rolos que estão alinhados é ajustável para várias espessuras e o rolo de trabalho pode se deslocar para obtenção de diferentes diâmetros, sendo que o diâmetro mínimo que pode ser obtido é igual ao diâmetro do rolo superior acrescido de 50 mm. Este tipo de calandra é adequado para grandes volumes de produção de peças de diâmetros/raios menores. São mais precisas que a s calandras piramidais.
Figura 8 - 26: Calandra de passo.
Enquanto que na Calandra Piramidal, conforme mostrado na Figura 8 - 27, a sguir,o rolo superior pode ser ajustado para exercer maior ou menor pressão, obtendo-se peças de diâmetros/raios menores ou maiores. O diâmetro/raio mínimo obtido é de cerca de duas vezes o diâmetro do rolo superior para os aços inoxidáveis e de uma vez e meia para os aços carbono. O diâmetro máximo da peça é limitado pela estabilidade da peça dobrada.
25

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 27: Calandra piramidal.
As calandras, em geral, possuem 3 ou 4 rolos, conformam chapas de até 50 mm de espessura por até 3.000 mm de comprimento. As de 3 rolos, mostradas na Figura 8 - 28, a seguir, são as mais usadas na indústria. Já as calandras de 4 rolos, mostradas na Figura 8 - 29, a seguir apresentam a vantagem de facilitar o trabalho de pré-curvamento, pois nas de 3 rolos o pré curvamento é feito manualmente.
Figura 8 - 28: Representação esquemática da disposição de uma calandra de 3 rolos.
Figura 8 - 29: Representação esquemática da disposição de uma calandra de 4 rolos.
26

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Quando se quer produzir um cone, cujos raios de curvatura são diferentes, recorre-se a um tipo especial de calandra. Ela possui rolos inferiores que se deslocam inclinados entre si, no sentido vertical, conforme pode ser observado na Figura 8 - 30, a seguir.
Figura 8 - 30: Representação esquemática da calandragem de um cone.
Todos os tipos apresentam, em uma das extremidades, um dispositivo que permite soltar o cilindro superior para retirar a peça calandrada. Já quando se deseja calandrar tubos e perfis, utilizam-se calandras com conjuntos de rolos ou cilindros sobrepostos, feitos de aço temperado, com aproximadamente 200 mm de diâmetro, apresentando impresso no rolo o negativo do perfil que se deseja curvar. Sendo assim, podem ser curvados qualquer tipo de perfil: barras, quadrados, cantoneiras, em T etc.. Na Figura 8 - 31, a seguir são mostrados dois modelos diferentes de calandra de curvamento de perfis, a primeira (a) de acionamento manual e a segunda (b) de acionamento elétrico.
(a) (b)
Figura 8 - 31: Calandras de curvamento de perfil.
27

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Sendo assim, quanto forma de acionamento dos rolos, as calandras podem ser Manuais ou Mecânicas. As Calandras Manuais possuem um volante ou uma manivela para fazer movimentar os rolos, conforme mostrado na Figura 8 - 31a, anterior, e Figura 8 - 32, a seguir.
Figura 8 - 32: Calandra de acionamento manual.
Já as de acionamento mecânico possuem um motor elétrico e um redutor para movimentar os rolos, conforme mostrado na Figura 8 - 31b, anterior. Podem apresentar além do motor elétrico, um sistema hidráulico que fornece maior ou menor pressão aos rolos, sendo este sistema usado para trabalhos de grande porte, conforme mostrado na Figura 8 - 33, a seguir.
Figura 8 - 33: Calandra acionamento mecânico com sistema hidráulico.
Porém todos os tipos destinados ao curvamento de chapas de grande largura, em geral até 3.000 mm, apresentam em uma das extremidades, um dispositivo que permite soltar o rolo, ou cilindro, superior para retirar a peça calandrada. Conforme mostrado na Figura 8 - 34, a seguir.
28

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 34: Calandra com dispositivo de retirada do rolo superior.
III.2 FABRICAÇÃO DE TUBOS (Curvaturas Plenas) Certamente, a aplicação mais importante da curvatura total das tiras metálicas é a que objetiva a fabricação de tubos com costura ou tubos soldados. Embora este processo de fabricação tenha sido inventado no século XIX, foi somente em 1925 que iniciou-se a fabricação em larga escala de condutos para gás de iluminação, na Europa. O processo básico pode ser observado na Figura 8 - 35, a seguir.
Figura 8 - 35: Calandra com dispositivo de retirada do rolo superior.
Neste processo, uma tira metálica pré-aquecida é tracionada através de uma fieira em forma de sino ou funil, sendo curvada formando um tubo com uma fenda longitudinal. Devido, entretanto, à progressiva redução do diâmetro da fieira, as extremidades são pressionadas uma de encontro à outra e se unem por caldeamento, formando um costura ou solda justaposta. Porém, com a necessidade de desenvolvimento de tubos mais resistentes, o processo foi sendo modificado e os tubos que eram trefilados a frio, passaram a ser aquecidos e levados a um laminador com um mandril, conforme é representado de forma esquemática na ,a seguir.
29

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 36: Representação esquemática da laminação de tubos com madril.
Observa-se que o diâmetro do mandril é ligeiramente inferior ao diâmetro interno do tubo, a laminação promove a superposição de extremidades. Uma costura superposta é então obtida, com a pressão dos cilindros contra o mandril e por caldeamento.
III.2.1 Processo Fretz-Moon Este processo surgiu em 1920 e proporciona a curvatura e a posterior compressão, para caldeamento das extremidades justapostas, através do uso de rolos calibradores. Pode-se observar na Figura 8 - 37, a seguir, a seqüência de etapas para fabricação dos tubos, que são: pré-aquecimento, curvamento, e compressão para caldeamento. Além disso, este processo faz uso de sopradores de ar frio antes da entrada da tira no primeiro par de rolos, visando eliminar a camada de óxido, carepa, formada nos rebordos da tira, facilitando a união por caldeamento.
30

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Figura 8 - 37: Representação esquemática do Processo Fretz-Moon.
O processo permite a obtenção de tubos para gás e água, com diâmetros externos entre 10 mm (espessura de 2,0 a 2,5 mm) e 100 mm (parede de 5,0 a 6,25 mm), a velocidade de fabricação pode ser de até 300 m/min.
VARIANTES DO PROCESSO FRETZ-MOON Uma variante do processo seria o pré-aquecimento a gás, somente nos bordos da tira, com economia de tempo e custo de fabricação. Conforme mostrado na Figura 8 - 38, a seguir.
Figura 8 - 38: Variante do Processo Fretz-Moon – pré-aquecimento nas bordas.
31

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Outra variante do processo é a da soldagem por indução de média freqüência. Neste caso, o aquecimento e a união são obtidos através da bobina de indução de freqüência entre 2 e 10 KHz. Conforme pode ser observado na Figura 8 - 39, a seguir.
Figura 8 - 39: Variante do Processo Fretz-Moon – Bobinas de Indução.
III.2.2 Processo Dos Rolos Calibradores Este processo adquiriu grande popularidade devido a apresentar costura resistente e de boa aparência, em função de manter da superfície da chapa limpa na região da soldagem. Neste processo, a tira metálica é curvada pela passagem sucessiva entre pares de rolos calibradores. A união dos bordos é efetuada por soldagem a resistência elétrica, mediante costura produzida por um elemento circular rotativo. Conforme mostrado na Figura 8 - 40, a seguir.
Figura 8 - 40: Representação esquemática do Processo de Rolos Calibradores.
32

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
Existem alternativas deste processo, baseadas no processo de soldagem. Através da prática, foi verificado, que a s características mecânicas do tubo assim como a velocidade de produção, variando entre 35 e 50 m/min, podem ser melhoradas com o emprego de alta freqüência entre 400 e 500 KHz em lugar da freqüência normalmente usada, que variava entre 50 e 60 Hz. Além desse fato, a alta ciclagem, alto valor da freqüência, permite a obtenção de tubos de aços especiais e de ligas não ferrosas, ampliando assim o campo de aplicação do processo. Logo, este tipo de variação de alta freqüência, vem ganhando aplicações com o tempo, trabalhando com tubos de espessuras superiores a 6 mm e diâmetros entre 10 e 500 mm. A vista frontal deste processo é representado esquematicamente na Figura 8 - 41, a seguir.
Figura 8 - 41: Representação do Processo de Rolos Calibradores – Vista Frontal.
III.3 PRODUÇÃO DE TUBOS ESPIRALADOS A fabricação de tubos espiralados foi iniciada e 1922, sendo que seu processo de fabricação já era conhecido a mais de 50 anos. Mas foi somente na década de 60, que a produção desse tipo de tubo, atingiu o pleno desenvolvimento. Tubos espiralados são hoje, empregados para condução e distribuição dos gases, óleo e água; irrigação, componentes de mísseis e muitas outras aplicações.
33

ENGENHARIA DE PRODUÇÃO PROCESSOS DE FABRICAÇÃO IV
Alexandre Alvarenga Palmeira, MSc
34
Os diâmetros de tubos, obtidos por este processo, variam em uma faixa econômica compreendida entre 150 e 3.000 mm. A matéria-prima utilizada, compreende aços comuns, aços especiais de baixo ou alto teor de elementos de liga, ligas de alumínio, cobre, titânio e ligas soldáveis em geral. Na figura, a seguir, pode-se observar a repreentação esquemática do princípio de fabricação desses tubos.
Figura 8 - 42: Representação do processo de fabricação de tubos espirais.
Neste processo, a bobina de tira metálica, é desenrolada e passa através de cilindros desempenadores e de calibradores da largura, cortadores, penetrando no cabeçote da máquina em uma direção tal, que o eixo da tira forme com o eixo da máquina um ângulo igual ao ângulo da espiral. À medida que o tubo é produzido, a espiral constituída pelos bordos da tira vai sendo soldada, seja por meio de arco submerso, arco formado no interior de uma camada de fundente granulado, que protege os bordos e o eletrodo metálico contra oxidação, ou por indução de alta freqüência.
VANTAGENS DESTE PROCESSO Em relação aos tubos com costura longitudinal, os tubos espiralados apresentam as seguintes vantagens técnicas: – Por ser um processo contínuo, a produção de tubos espiralados, permite a obtenção de
maiores comprimentos por unidade; – Maior uniformidade do produto (quer na forma circular quer no alinhamento do tubo); – Menor efeito de pressões internas severas ou críticas sobre a solda em espiral,
permitindo a redução da espessura do tubo; – Não requer a “fretagem”, ou seja, a expansão a frio para maior resistência; – O equipamento de produção pode ser instalado em viaturas motorizadas, permitindo a
produção de elementos de maiores diâmetros no próprio local onde deseja-se colocar o tubo.