Controle de Qualidade
246
Noções básicas de estatística. Tipos de distribuição. Introdução a probabilidade. Medidas de tendência central e dispersão. Princípios do CEP. Noções Gerais e Aplicações. Ferramentas para controle de processos. Construção de gráfico. Análise de gráficos. Controle de Processo e sua Aplicabilidade. Índice de capacidade de processo Inspeção por amostragem. Cartas de controle para atributos.
-
Upload
douglas-torres -
Category
Documents
-
view
88 -
download
0
description
Rotina de controle estatístico de processo para o R
Transcript of Controle de Qualidade

Noções básicas de estatística. Tipos de distribuição. Introdução a probabilidade. Medidas de tendência central e dispersão. Princípios do CEP. Noções Gerais e Aplicações. Ferramentas para controle de processos. Construção de gráfico. Análise de gráficos. Controle de Processo e sua Aplicabilidade.
Índice de capacidade de processo
Inspeção por amostragem. Cartas de controle para atributos.

Tipos de distribuição Poisson
x = valor da v. a. node ocorrências do evento em um
Intervalo
λ= taxa de ocorrência do evento x (no esperado de eventos)


A distribuição de Poisson é utilizada quando não é prático ou mesmo possível determinarmos o número de fracassos ou o número total de provas de um experimento. É muito útil para descrever as probabilidades do número de ocorrências num campo ou intervalo contínuo (em geral de tempo ou espaço).

Uma central telefônica tipo PABX recebe uma média de 5 chamadas por minuto. Qual a probabilidade deste PABX não receber nenhuma chamada durante um intervalo de 1 minuto?

R > dpois(0,5)
[1] 0.006737947

Num trabalho de campo realizado por um topógrafo há, em média, 4 erros grosseiros por Km2 levantado. Pergunta-se:
a) Qual a probabilidade de que um Km2 contenha pelo menos 1 erro grosseiro?
dpois(0,4)
b) Estime o número provável de Km2que não contêm erros numa área de 100 Km2
dpois(0,4)*100

Tipos de Distribuição Distribuição Binomial
Conformidade de itens saindo da linha de produção
Tiros na mosca numa sequência de disparos contra um alvo
Respostas de pessoas à pergunta sobre se vai ou não viajar nas próximas férias
O que estes experimentos têm em comum ?


Condições iguais em cada prova
Sucesso vs Falha
Independentes entre si
Suponha que 4 componentes são testados por
um período de tempo

Se a probabilidade de sucesso é p, qual a probabilidade de se ter X sucessos em uma prova?
Note que:
q=1-p: é a probabilidade de falha
n: número de repetições do experimento
X (maiúsculo): variável aleatória
x (minúsculo): valor que a variável aleatória assume

Quantos modos de “X” sucessos em cada prova?



Um sistema de segurança consiste em 4 alarmes (idênticos) de pressão alta, com probabilidade de sucesso p = 0,8 (cada um).
Qual a probabilidade de se ter exatamente 3 alarmes soando quando a pressão atingir o valor limite ?

E no Software R????
> dbinom(3,4,0.8)
[1] 0.4096

A distribuição Binomial tem os parâmetros:

Um sistema de segurança de uma casa possui 03 alarmes, todos com probabilidade de funcionar no momento certo de 0,8.
Qual o número médio de alarmes que deverão soar no caso de uma invasão detectada?

Dado que 10% das pessoas são canhotas, qual a probabilidade de obtermos exatamente 3 estudantes canhotos numa turma com 15 estudantes.
> dbinom(3,15,0.1)
[1] 0.1285054

Uma empresa aérea possui 20% de todas as linhas domésticas. Supondo que todos os vôos domésticos deste país tenham a mesma chance de um acidente, escolhendo 7 acidentes aleatoriamente, qual o número médio de acidentes com esta empresa e o desvio padrão.


O método Ericsson de seleção de sexo tem uma taxa admitida de 75% de sucesso. Suponha que 100 casais utilizem este método, com o resultado de que, dentre 100 recém-nascidos, há 75 meninas.
A) Se o método não produz efeito, e então meninos e meninas são igualmente prováveis, determine a média e o desvio padrão do número de meninas em um grupo de 100 crianças.
B) Considere o método como eficaz e recalcule.
C) Podemos considerar o método como eficaz? Por quê?

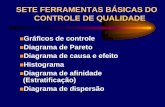
Tipos de distribuição Distribuição Normal
Uma variável aleatória contínua tem uma distribuição normal se sua distribuição é:
Simétrica
Gráfico na forma de sino

Note que a distribuição normal é especificada por dois parâmetros
Média
Desvio Padrão




Distribuição Normal Padronizada Resíduos
A distribuição normal padronizada facilita os cálculos de probabilidade, evitando o uso da fórmula e projetando qualquer análise mediante utilização de ESCORES (Z)

Se x é uma observação de uma distribuição que tem média μ e desvio-padrão σ, o valor padronizado de x é:
Note que o valor padroniza do representa o número de desvios-padrão pelo qual um valor x dista da média (para mais ou para menos)


Uma empresa fabrica termômetros que devem acusar a leitura de 0 °C no ponto de congelamento da água. Testes feitos em uma grande amostra desses termômetros revelaram que alguns acusavam valores inferiores a 0 ° C e alguns acusavam valores superiores. Supondo que a leitura média seja 0°Ce que o desvio-padrão
das leituras seja 1,00 °C, qual a probabilidade de que, no ponto de congelamento, um termômetro escolhido aleatoriamente marque entre 0 e 1,58 °C?
Admita que a frequência de erros se assemelhe a uma distribuição normal.

> pnorm(1.58,0,1)-0.5
[1] 0.4429466

Com os termômetros do exemplo anterior, determine a probabilidade de se selecionar aleatoriamente um termômetro que acuse (no ponto de congelamento da água), uma leitura entre -2,43 °C e 0 °C?
> 0.5-pnorm(-2.58,0,1)
[1] 0.49506

Com os termômetros do exemplo anterior, determine a probabilidade de se selecionar aleatoriamente um termômetro que acuse (no ponto de congelamento da água), uma leitura entre -2,43 °C e 0 °C?
> 0.5-pnorm(-2.58,0,1)
[1] 0.49506

Qual a probabilidade de que o termômetro escolhido acuse (no ponto de congelamento da água), uma leitura superior a +1,27 °C?

Qual a probabilidade de que o termômetro escolhido acuse (no ponto de congelamento da água), uma leitura superior a +1,27 °C?
> 1-pnorm(1.27,0,1)
[1] 0.1020423


A probabilidade de ocorrência de um valor menor que 20 em uma distribuição normal de
média 50 e desvio padrão igual a 15 pode ser obtida com o código abaixo:
> pnorm(20,50,15)
[1] 0.02275013

Experimente agora tentar encontrar o valor da probabilidade de ocorrência de valores
menores ou iguais ao valor da média. Qual seria o resultado esperado?

Suponha que um pesquisador coletou dados de estatura de jovens em idade de alistamento militar. Sabendo-se que a estatura de um acerta população segue a distribuição normal o pesquisador pode escrever que X~N(170;36), onde X é a variável aleatória altura com unidades em centímetros. Pede-se:

a) Qual a probabilidade de encontrarmos um jovem com mais de 1,79 metros de altura?
> 1-pnorm(179,170,6)
[1] 0.0668072
b) Encontre o valor da estatura para qual a probabilidade de encontrarmos valores menores que o deste seja de 80%.
> qnorm(0.8,170,6)
[1] 175.0497

Explorando o exercício 95%
> qnorm(0.95,170,6)
[1] 179.8691
>curve(dnorm(x,170,6),152,188,main="X~N(170,36)",ylab="probabilidade")
> lines(c(179,179),c(0,0.06),col=2)
> qnorm(0.95,170,6) [1] 179.8691
> lines(c(179.8691,179.8691),c(0,0.06),col=3)






Medidas de Posição e Dispersão

Média

Variância

Desvio Padrão
Coeficiente de Variação CV(%)
Desvio Padrão =S = 𝑆2
CV(%) =𝑆
𝑋


Distribuição de Frequência

Determine a Quantidade de Classes(k)
Regra de Sturges(Regra do Logaritimo)
K=1+3,3log(n)
Regra da Potência de 2
K= menor valor inteiro tal qual 2k ≥ n
Raiz Quadrada
K= 𝑛
Bom senso!!
Decida a quantidade de classes que Garanta observar
como os valores se distribuem.


Calcule a amplitude das classes (h) Calcule a amplitude do conjunto de dados
L = Xmáx – Xmin
Calcule a amplitude (largura) da classe h = L/k
Arredonde convenientemente
Calcule os Limites das Classes 1ª classe: Xmin até Xmin + h
2ª classe: Xmin + h até Xmin +2.h
................
Kª classe: Xmin + (K-1) até Xmin + k.h

Limites das classes Utilize a notação:
[x,y) – intervalo de X(fechado) até y(aberto
Frequentemente temos que “arredondar” a amplitude das classes e, consequentemente, arredondar tambem os limites das classes.
Como sugestão, podemos tentar, se possível, um ajuste simétrico nos limites das classes das das pontas(i.e., primeira e ultima) nas quais, usualmente a quantidade de dados é menor.
Ponto médio das classes Xk = Linferior + (Lsuperior – Linferior)/2

Do nosso exemplo
Ordenamos os dados
Por Sturges, temos:
N=18; k=5 (número de classes)
Amplitude de classes
Amplitude do conjunto de dados
1,88-1,60=0,28
Amplitude de classes
0,28/5=0,056
Arredondando h = 0,06m

defect<-c(10,4,2,1,1) > names(defect)<-c("1.71 - 1.77","1.77 - 1.83","1.83 - 1.89","1.61 -
1.71","1.59 - 1.65") > pareto.chart(defect, ylab = "Error frequency")
Pareto chart analysis for defect Frequency Cum.Freq. Percentage Cum.Percent. 1.71 - 1.77 10 10 55.555556 55.55556 1.77 - 1.83 4 14 22.222222 77.77778 1.83 - 1.89 2 16 11.111111 88.88889 1.61 - 1.71 1 17 5.555556 94.44444 1.59 - 1.65 1 18 5.555556 100.00000


> altura<-c(1.60,1.69,1.72,1.73,1.73,1.74,1.75,1.75,1.75,1.75,1.75,1.76,1.78,1.80,1.82,1.82,1.84,1.88)
> hist(altura)

Boxplot

Quartil
Mediana

Boxplot
altura<-c(1.60,1.69,1.72,1.73,1.73,1.74,1.75,1.75,1.75,1.75,1.75,1.76,1.78,1.80,1.82,1.82,1.84,1.88)


Diagrama de Causa e Efeito Investigar as prováveis causas de um problema de
qualidade.
Passo 1: identificar o problema que se quer investigar

Passo 2:escrever as causas primárias do problema sob investigação

Passo 3:identificar as causas secundárias

A partir pesquisa de opinião feita a funcionários de um frigorífico da região, observou-se que 48,7% apontam a falta de atenção como principal motivo para que os acidentes de trabalho aconteçam.





cause.and.effect(cause=lista(a<-c(“ ”,” ”),b <-c(“ ”,” ”)), effect=“ “, title=“ “,
cause.and.effect(cause=list(Medidas=c("Micrômetro","Microscópio","Inspetor"), Material=c("Ligas","Lubrificantes","Fornecedor"), Pessoal=c("Supervisor","Treinamento","Operação"), Meio_Ambiente=c("Umidade", "Mistura"), Métodos=c("Padrão","Alternativo")), effect="Superfície de Acabamento", title="Causa e Efeito",cex = c(1.2, 0.9, 1), font = c(4, 1, 3))


Noções Gerais de Controle
As medidas de um conjunto de peças variam uma para outra...
... mas, elas formam uma aglomeração, que se estável, pode ser descrita como uma distribuição normal, que pode diferir quanto a:
Ou quaisquer combinação entre essas.
Localização Dispersão Forma

Causas comuns
Referem-se as muitas fontes de variação dentro de um processo
estatisticamente estável ao longo do tempo. Isto é chamado “Sob
Controle Estatístico do Processo”. Se, e somente se, causas comuns de
variação estiverem presentes, o resultado do processo torna-se
previsível.
Causas especiais
Referem-se a quaisquer fatores causadoras de variação que não estejam
sempre atuando no processo, quando ocorrem, fazem a distribuição do
processo mudar. Se causas especiais estão presentes, o resultado do
processo não é estável ao longo do tempo.

Se apenas causas comuns estão presentes podemos ter uma previsão de
como o nosso processo se comportará ao longo do tempo.

Em um processo com presença de causas especiais ocorre exatamente o
contrário: O processo se torna altamente instável e imprevisível.

Se apenas causas comuns estiverem presentes, o resultado do processo forma uma distribuição que é estável ao longo do tempo e previsível
Se causas especiais de variação estiverem presentes, o resultado do processo não é estável e ao longo do tempo é imprevisível.
?
Linha objetivo.
Predição.
Variabilidade: causas comuns x causas especiais

Processo
Entradas Saídas
Influências
Observações

Gráficos de
Controle
X e R
pn - número de itens defeituosos P - fração defeituosa
P / pn c / u
c – número defeitos u - fração defeitos/unidade
x e R
X – média R - amplitude
x – valor individual R – amplitude
Atributo Variável

EGT (Instrumento que indica a temperatura dos gases de exaustão)

EGT (Instrumento que indica a temperatura dos gases de exaustão)
Partida Dia
1 2 3 4 5
1 296 312 294 299 293
2 283 300 322 292 309
3 301 303 299 303 313
... ... ... ... ... ...
7 289 298 311 307 286
8 312 307 301 316 306
Média 297.3 303.7 304.5 300.6 298.3
EGT (oC)


Partida Dia
1 2 3 4 5
1 296 312 294 299 293
2 283 300 322 292 309
3 301 303 299 303 313
... ... ... ... ... ...
7 289 298 311 307 286
8 312 307 301 316 306
Média 297.3 303.7 304.5 300.6 298.3



95.5%

Linha central
(n = 8)

1
2
3
-1
-2
-3
95,44%
99.73%
68,26%
Curva Normal Padrão
Abertura da curva (por definição) = 6
Distribuição de Probabilidade e Controle da Capabilidade

Upper Warning Limit (UWL)
Lower Warning Limit (LWL)
Upper Control Limit (UCL)
Lower Control Limit (LCL)
(n = 8)

Western Electric rules Conjunto de regras (tipo “OU”) para declarar
uma anomalia (processo “fora de controle”).
Padrão estatisticamente improvável

UCL
LCL
(n = 8)
Um ponto fora do intervalo de
Probabilidade de ocorrência: 1 – 0.997 = 0.003

UWL
LWL
(n = 8)
Dois dentre três pontos fora do intervalo de
Probabilidade de ocorrência = 0.003

Nove pontos consecutivos do mesmo lado da linha central Probabilidade de Ocorrência = 0.004
Linha central
(n = 8)

Seqüência crescente (ou decrescente) de seis pontos consecutivos
(n = 8)

Sequência alternada de catorze pontos consecutivos.
(n = 8)

Gráfico X e R


Salva como
TXT( separado por tabulações)
diam<-read.table("C:/Users/Douglas/Desktop/resolvido/testeqcc.txt", sep="", header=TRUE, dec=",") > diam data(diam) attach(diam) diam <- qcc.groups(dados, amostra) qcc(diam, type="xbar")


Salva como TXT( sep tab)
qcc(diam, type=“R")


Gráfico R e S

Salva como TXT( sep tab)
qcc(diam, type=“S")



Gráfico X e AM ( Individual)

ind<-read.table("C:/Users/Douglas/Desktop/resolvido/pureza.txt", sep="", header=TRUE, dec=",")
> qcc(ind, type="xbar.one")

ind<-read.table("C:/Users/Douglas/Desktop/resolvido/pureza.txt", sep="", header=TRUE, dec=",")
> qcc(ind, type="xbar.one")

Noções básicas de estatística. Tipos de distribuição. Introdução a probabilidade. Medidas de tendência central e dispersão. Princípios do CEP. Noções Gerais e Aplicações. Ferramentas para controle de processos. Construção de gráfico. Análise de gráficos. Controle de Processo e sua Aplicabilidade.
Índice de capacidade de processo
Inspeção por amostragem. Cartas de controle para atributos.

Caso 1 –Banco do Dinheiro S/A Caso 1 –Banco do Dinheiro S/A O Banco do
Dinheiro S/A quer avaliar a espera na fila de atendimento preferencial no primeiro dia útil de cada mês. Por isso, resgatou dados dos últimos 2 anos, tomando amostras em 4 momentos de atendimento: 10h30, 12h, 13h30e 15h. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


X-Barra(xbar)

Amplitude (R)

Desvios

Caso1 caso1<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/caso1.txt", sep="", header=TRUE, dec=",")
attach(caso1)
caso1<-qcc.groups(dados, amostras)
qcc(caso1, type=“xbar")
qcc(caso1, type="R")

xbar Chart
for caso1
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
6.3
56
.40
6.4
56
.50
6.5
56
.60
6.6
5
LCL
UCL
CL
Number of groups = 24
Center = 6.41
StdDev = 0.04310345
LCL = 6.345345
UCL = 6.474655
Number beyond limits = 4
Number violating runs = 0

R Chart
for caso1
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
0.0
00
.05
0.1
00
.15
0.2
00
.25
0.3
0
LCL
UCL
CL
Number of groups = 24
Center = 0.08875
StdDev = 0.04310345
LCL = 0
UCL = 0.2025186
Number beyond limits = 1
Number violating runs = 0

S Chart
for caso1
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
0.0
00
.02
0.0
40
.06
0.0
80
.10
0.1
2
LCL
UCL
CL
Number of groups = 24
Center = 0.0392756
StdDev = 0.04262981
LCL = 0
UCL = 0.08900036
Number beyond limits = 1
Number violating runs = 0

Caso 2 – Fábrica de Tecidos da Amélia A Fábrica de Tecidos da Amélia verifica a
resistência das malhas produzidas em algodão de hora em hora. Para isto, coleta amostras de 3 pontos do rolo-jumbo e, com eles, fabrica o corpo de prova para avaliação do ponto de ruptura (resistência) em um dinamômetro. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


Caso 2 caso2<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso2.txt", sep="",
header=TRUE, dec=",")
attach(caso2)
caso2<-qcc.groups(dados, amostras)
qcc(caso2, type="xbar")
qcc(caso2, type="R")
qcc(caso2, type="S")

xbar Chart
for caso2
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
17
.01
8.0
19
.02
0.0
LCL
UCL
CL
Number of groups = 24
Center = 18.34861
StdDev = 0.9746013
LCL = 16.66055
UCL = 20.03667
Number beyond limits = 0
Number violating runs = 0

R Chart
for caso2
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
01
23
4
LCL
UCL
CL
Number of groups = 24
Center = 1.65
StdDev = 0.9746013
LCL = 0
UCL = 4.247419
Number beyond limits = 0
Number violating runs = 0

S Chart
for caso2
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
0.0
0.5
1.0
1.5
2.0
LCL
UCL
CL
Number of groups = 24
Center = 0.8434203
StdDev = 0.9516978
LCL = 0
UCL = 2.166046
Number beyond limits = 0
Number violating runs = 0

Caso 3 – Posto Pralavar O Posto Pralavar oferece o serviço de lavagem de
carros, que funciona de Segunda à Sábado. Tentando aprimorar seus serviços e aumentar a eficiência da equipe de lavagem, foram coletadas amostras do tempo de lavagem em 6 horários do dia, durante o mês de Fevereiro. As amostras foram coletadas tendo como base automóveis de mesmo porte. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


caso3 caso3<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso3.txt", sep="",
header=TRUE, dec=",")
attach(caso3)
caso3<-qcc.groups(dados, amostras)
qcc(caso3, type="xbar")
qcc(caso3, type="R")
qcc(caso3, type="S")


xbar Chart
for caso3
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 8 10 12 15 17 19 22 24 26
15
20
25
30
LCL
UCL
CL
Number of groups = 24
Center = 21.5625
StdDev = 4.834254
LCL = 15.64177
UCL = 27.48323
Number beyond limits = 4
Number violating runs = 0

R Chart
for caso3
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 8 10 12 15 17 19 22 24 26
05
10
15
20
25
LCL
UCL
CL
Number of groups = 24
Center = 12.25
StdDev = 4.834254
LCL = 0
UCL = 24.54898
Number beyond limits = 0
Number violating runs = 0

S Chart
for caso3
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 8 10 12 15 17 19 22 24 26
02
46
8
LCL
UCL
CL
Number of groups = 24
Center = 4.538449
StdDev = 4.769619
LCL = 0.1378019
UCL = 8.939097
Number beyond limits = 0
Number violating runs = 0

Caso 4 –Plásticos Práticos Os dados abaixo são referentes à certadimensão de
uma peça plástica, que deve ser controlada. Os dados foram coletados em subgrupos (n) de tamanho igual a 6. Encontre os limites de controle para uma carta X(barra) – R. Diga se o processo está ou não sob controle estatístico explicando sua resposta. Caso necessário, recalcule o processo.


Caso4 caso4<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso4.txt", sep="",
header=TRUE, dec=",")
attach(caso4)
caso4<-qcc.groups(dados, amostras)
qcc(caso4, type="xbar")
qcc(caso4, type="R")
qcc(caso4, type="S")

xbar Chart
for caso4
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23 25
20
.22
0.3
20
.42
0.5
20
.6
LCL
UCL
CL
Number of groups = 25
Center = 20.4004
StdDev = 0.1341752
LCL = 20.23607
UCL = 20.56473
Number beyond limits = 2
Number violating runs = 0

R Chart
for caso4
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23 25
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
LCL
UCL
CL
Number of groups = 25
Center = 0.34
StdDev = 0.1341752
LCL = 0
UCL = 0.6813595
Number beyond limits = 0
Number violating runs = 0

S Chart
for caso4
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23 25
0.0
00
.05
0.1
00
.15
0.2
00
.25
0.3
0
LCL
UCL
CL
Number of groups = 25
Center = 0.1520526
StdDev = 0.1597976
LCL = 0.004616806
UCL = 0.2994884
Number beyond limits = 0
Number violating runs = 0

Caso 5 –Química Lavoisier Considere os dados de viscosidade apresentados a
seguir. Os dados foram coletados em subgrupos (n) de tamanho igual a 5. Ache os limites de controle para uma carta X(barra) –s e avalie se o processo está sob controle estatístico ou não.


Caso 5 caso5<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso5.txt", sep="",
header=TRUE, dec=",")
attach(caso5)
caso5<-qcc.groups(dados, amostras)
qcc(caso5, type="xbar") #
qcc(caso5, type="R") #
qcc(caso5, type="S")

xbar Chart
for caso5
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
65
70
75
80
LCL
UCL
CL
Number of groups = 20
Center = 73.15
StdDev = 6.370593
LCL = 64.60295
UCL = 81.69705
Number beyond limits = 0
Number violating runs = 0

R Chart
for caso5
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
05
10
15
20
25
30
LCL
UCL
CL
Number of groups = 20
Center = 14.818
StdDev = 6.370593
LCL = 0
UCL = 31.33221
Number beyond limits = 0
Number violating runs = 0

S Chart
for caso5
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
05
10
15
LCL
UCL
CL
Number of groups = 20
Center = 7.409
StdDev = 7.882036
LCL = 0
UCL = 15.47739
Number beyond limits = 0
Number violating runs = 0

Caso 6 –Supermercado Rá-tá-tá O Supermercado Rá-tá-tá, no mês passado, foi
autuado pela Vigilância Sanitária Municipal de Bom Retiro do Sul pois seu refrigerador de laticínios estava com temperatura inadequada. Logo, neste mês, foram realizadas algumas intervenções de manutenção e decidiu-se controlar a temperatura do refrigerador durante as 24 horas de determinado dia. Foram instalados data-logger’s em 3 pontos do refrigerador e, as medidas obtidas foram as abaixo apresentadas. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


Caso6 caso6<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso6.txt", sep="",
header=TRUE, dec=",")
attach(caso6)
caso6<-qcc.groups(dados, amostras)
qcc(caso6, type="xbar")
qcc(caso6, type="R")
qcc(caso6, type="S")

xbar Chart
for caso6
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
6.3
56
.40
6.4
56
.50
LCL
UCL
CL
Number of groups = 20
Center = 6.401667
StdDev = 0.03987005
LCL = 6.33261
UCL = 6.470724
Number beyond limits = 3
Number violating runs = 0

R Chart
for caso6
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
0.0
00
.05
0.1
00
.15
LCL
UCL
CL
Number of groups = 20
Center = 0.0675
StdDev = 0.03987005
LCL = 0
UCL = 0.173758
Number beyond limits = 0
Number violating runs = 0

S Chart
for caso6
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
0.0
00
.02
0.0
40
.06
0.0
80
.10
LCL
UCL
CL
Number of groups = 20
Center = 0.03768633
StdDev = 0.04252447
LCL = 0
UCL = 0.09678488
Number beyond limits = 0
Number violating runs = 0

Caso 7 –Cimento Marrento A Cia. de Cimento Marrento tem recebido muitas
reclamações de seus clientes em relação ao peso dos sacos de cimento. Alguns clientes reclamam que estão recebendo muito menos do que deveriam e, inclusive, que esta situação é visível, pois o saco chega vazio ao seu estabelecimento. Com isto, foram retirados 5 sacos de cada lote de produção, de maneira aleatória. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


Caso 7 caso7<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso7.txt", sep="",
header=TRUE, dec=",")
attach(caso7)
caso7<-qcc.groups(dados, amostras)
qcc(caso7, type="xbar")
qcc(caso7, type="R")
qcc(caso7, type="S")

xbar Chart
for caso7
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10 12 14
10
12
14
16
18
LCL
UCL
CL
Number of groups = 15
Center = 15.97333
StdDev = 1.71969
LCL = 13.66613
UCL = 18.28054
Number beyond limits = 5
Number violating runs = 0

R Chart
for caso7
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10 12 14
02
46
81
0
LCL
UCL
CL
Number of groups = 15
Center = 4
StdDev = 1.71969
LCL = 0
UCL = 8.457879
Number beyond limits = 2
Number violating runs = 0

S Chart
for caso7
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10 12 14
01
23
4
LCL
UCL
CL
Number of groups = 15
Center = 1.629809
StdDev = 1.733865
LCL = 0
UCL = 3.404667
Number beyond limits = 2
Number violating runs = 0

Caso 8 –Med Médica Os dados abaixo são referentes a medição de umidade
no estoque de uma distribuidora de produtos médicos. Os produtos lá armazenados devem ficar em um ambiente com umidade controlada, entre 50% e 70 %. Fora destes limites, não há como garantir a segurança e eficácia no uso destes produtos. As medições dizem respeito a um dia de trabalho dentro desta distribuidora. Faça a análise e diga: você, como analista de garantia da qualidade desta distribuidora, se sentiria confiável em relação à distribuição destes produtos ao mercado? Justifique.


Caso 8 caso8<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso8.txt", sep="",
header=TRUE, dec=",")
qcc(caso8, type="xbar.one")
qcc(caso8, type="xbar.one",label.limits=c(50,70))
qcc(caso8, type="xbar.one",limits=c(50,70))


xbar.one Chart
for caso8
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
50
55
60
65
70
50
70
CL
Number of groups = 24
Center = 60.41667
StdDev = 1.695961
LCL = 55.32879
UCL = 65.50455
Number beyond limits = 14
Number violating runs = 7

xbar.one Chart
for caso8
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
50
55
60
65
70
LCL
UCL
CL
Number of groups = 24
Center = 60.41667
StdDev = 1.695961
LCL = 55.32879
UCL = 65.50455
Number beyond limits = 14
Number violating runs = 7

xbar.one Chart
for caso8
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23
50
55
60
65
70
LCL
UCL
CL
Number of groups = 24
Center = 60.41667
StdDev = 1.695961
LCL = 50
UCL = 70
Number beyond limits = 0
Number violating runs = 7

Caso 9 –Fábrica Portuguesa de Fósforos A Fábrica Portuguesa de Fósforos testa
completamente sua produção, retirando uma amostra por lote de fabricação e verificando o ponto de ignição do mesmo. Abaixo são apresentados estes dados. Faça a análise por Cartas de Controle e, aplicando o CEP a este caso, conclua sobre o estudo.


Caso 9 caso9<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso9.txt", sep="",
header=TRUE, dec=",")
qcc(caso9, type="xbar.one")
xbar.one Chart
for caso9
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
95
10
01
05
11
01
15
LCL
UCL
CL
Number of groups = 20
Center = 103.94
StdDev = 3.415454
LCL = 93.69364
UCL = 114.1864
Number beyond limits = 0
Number violating runs = 2

xbar.one Chart
for caso9
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
95
10
01
05
11
01
15
LCL
UCL
CL
Number of groups = 20
Center = 103.94
StdDev = 3.415454
LCL = 93.69364
UCL = 114.1864
Number beyond limits = 0
Number violating runs = 2

Índice de Capacidade de Processo
Índice de capacidade de processo CPK
Cp>2 EXCELENTE
1,99>CP>1,33 CAPAZ
1,33>CP>1,00 ADEQUADO
1>CP INCAPAZ

Índice de Capacidade de Processo


Caso 10

10.4 Utilizando os resultados da tabela abaixo,
considerando as especificações como sendo 18 ± 7,5mm, calcule Cp e Cpk e tire suas conclusões sobre este processo.

Caso 10 caso10<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/caso10.txt", sep="", header=TRUE, dec=",")
attach(caso10)
caso10<-qcc.groups(dados, amostras)
qcc(caso10, type="xbar")
qcc(caso10, type="R")
qcc(caso10, type="S")
q <- qcc(caso10, type="xbar", nsigmas=3, plot=FALSE)
process.capability(q, spec.limits=c(25.5,10.5))
process.capability(q, spec.limits=c(25.5,10.5), target=18.5)

xbar Chart
for caso10
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
16
18
20
22
24
26
28
LCL
UCL
CL
Number of groups = 10
Center = 19.5
StdDev = 2.18547
LCL = 15.71466
UCL = 23.28534
Number beyond limits = 1
Number violating runs = 0

R Chart
for caso10
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
02
46
81
0
LCL
UCL
CL
Number of groups = 10
Center = 3.7
StdDev = 2.18547
LCL = 0
UCL = 9.524515
Number beyond limits = 1
Number violating runs = 0

S Chart
for caso10
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
01
23
45
6
LCL
UCL
CL
Number of groups = 10
Center = 2.014193
StdDev = 2.272774
LCL = 0
UCL = 5.17279
Number beyond limits = 1
Number violating runs = 0

Process Capability Analysis
for caso10
10 15 20 25 30 35
LSL USLTarget
Number of obs = 30
Center = 19.5
StdDev = 2.18547
Target = 18
LSL = 10.5
USL = 25.5
Cp = 1.14
Cp_l = 1.37
Cp_u = 0.915
Cp_k = 0.915
Cpm = 0.943
Exp<LSL 0%
Exp>USL 0.3%
Obs<LSL 0%
Obs>USL 6.7%

Process Capability Analysis
Call: process.capability(object = q, spec.limits = c(25.5, 10.5))
Number of obs = 30 Target = 18 Center = 19.5 LSL = 10.5 StdDev = 2.18547 USL = 25.5
Capability indices:
Value 2.5% 97.5% Cp 1.1439 0.8509 1.436 Cp_l 1.3727 1.0598 1.686 Cp_u 0.9151 0.6936 1.137 Cp_k 0.9151 0.6511 1.179 Cpm 0.9431 0.6707 1.215
Exp<LSL 0% Obs<LSL 0% Exp>USL 0.3% Obs>USL 6.7%
Process Capability Analysis
for caso10
10 15 20 25 30 35
LSL USLTarget
Number of obs = 30
Center = 19.5
StdDev = 2.18547
Target = 18
LSL = 10.5
USL = 25.5
Cp = 1.14
Cp_l = 1.37
Cp_u = 0.915
Cp_k = 0.915
Cpm = 0.943
Exp<LSL 0%
Exp>USL 0.3%
Obs<LSL 0%
Obs>USL 6.7%

ALVO = 18,5 process.capability(q, spec.limits=c(25.5,10.5),
target=18.5) Process Capability Analysis
for caso10
10 15 20 25 30 35
LSL USLTarget
Number of obs = 30
Center = 19.5
StdDev = 2.18547
Target = 14
LSL = 10.5
USL = 25.5
Cp = 1.14
Cp_l = 1.37
Cp_u = 0.915
Cp_k = 0.915
Cpm = 0.422
Exp<LSL 0%
Exp>USL 0.3%
Obs<LSL 0%
Obs>USL 6.7%

process.capability(q, spec.limits=c(25.5,10.5), target=14)
Process Capability Analysis
Call: process.capability(object = q, spec.limits = c(25.5, 10.5), target = 14)
Number of obs = 30 Target = 14 Center = 19.5 LSL = 10.5 StdDev = 2.18547 USL = 25.5
Capability indices:
Value 2.5% 97.5% Cp 1.1439 0.8509 1.4363 Cp_l 1.3727 1.0598 1.6856 Cp_u 0.9151 0.6936 1.1367 Cp_k 0.9151 0.6511 1.1791 Cpm 0.4224 0.2780 0.5667
Exp<LSL 0% Obs<LSL 0% Exp>USL 0.3% Obs>USL 6.7%
Process Capability Analysis
for caso10
10 15 20 25 30 35
LSL USLTarget
Number of obs = 30
Center = 19.5
StdDev = 2.18547
Target = 14
LSL = 10.5
USL = 25.5
Cp = 1.14
Cp_l = 1.37
Cp_u = 0.915
Cp_k = 0.915
Cpm = 0.422
Exp<LSL 0%
Exp>USL 0.3%
Obs<LSL 0%
Obs>USL 6.7%

10.7 Os dados abaixo são referentes a uma certa
dimensão de uma peça plástica, que deve ser controlada. Os dados foram coletados em subgrupos (n) de tamanho igual a 5. Sabendo que a especificação dessa dimensão é 20,30 ± 0,3mm, calcule Cp e Cpk e diga se esse processo é capaz ou não justificando sua resposta.


caso10b caso10b<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/caso10b.txt", sep="", header=TRUE, dec=",")
attach(caso10b)
caso10b<-qcc.groups(dados, amostras)
q <- qcc(caso10b, type="xbar", nsigmas=3, plot=FALSE)
process.capability(q, spec.limits=c(20.33,20.27))
qcc(caso10b, type="xbar")
qcc(caso10b, type="R")
qcc(caso10b, type="S")

Process Capability Analysis
for caso10b
20.1 20.2 20.3 20.4 20.5 20.6 20.7
LSL USLTarget
Number of obs = 75
Center = 20.46053
StdDev = 0.144454
Target = 20.3
LSL = 20.27
USL = 20.33
Cp = 0.0692
Cp_l = 0.44
Cp_u = -0.301
Cp_k = -0.301
Cpm = 0.0463
Exp<LSL 9.4%
Exp>USL 82%
Obs<LSL 16%
Obs>USL 79%

Caso 10b Call: process.capability(object = q, spec.limits = c(20.33, 20.27))
Number of obs = 75 Target = 20.3 Center = 20.46053 LSL = 20.27 StdDev = 0.144454 USL = 20.33
Capability indices:
Value 2.5% 97.5% Cp 0.06923 0.05809 0.08034 Cp_l 0.43966 0.35282 0.52651 Cp_u -0.30121 -0.22593 -0.37649 Cp_k -0.30121 -0.21151 -0.39091 Cpm 0.04631 0.03709 0.05550
Exp<LSL 9.4% Obs<LSL 16% Exp>USL 82% Obs>USL 79%
Process Capability Analysis
for caso10b
20.1 20.2 20.3 20.4 20.5 20.6 20.7
LSL USLTarget
Number of obs = 75
Center = 20.46053
StdDev = 0.144454
Target = 20.3
LSL = 20.27
USL = 20.33
Cp = 0.0692
Cp_l = 0.44
Cp_u = -0.301
Cp_k = -0.301
Cpm = 0.0463
Exp<LSL 9.4%
Exp>USL 82%
Obs<LSL 16%
Obs>USL 79%

10.8 Considerando as especificações como sendo 25 ±
5,5mm, calcule Cp e Cpk. Defina a capacidade ou não do
processo.

Caso 10c caso10c<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/caso10c.txt", sep="", header=TRUE, dec=",")
attach(caso10c)
caso10c<-qcc.groups(dados, amostras)
q <- qcc(caso10c, type="xbar", nsigmas=3, plot=FALSE)
process.capability(q, spec.limits=c(30.5,19.5))
qcc(caso10c, type="xbar")
qcc(caso10c, type="R")
qcc(caso10c, type="S")

Process Capability Analysis
for caso10c
18 20 22 24 26 28 30 32
LSL USLTarget
Number of obs = 40
Center = 23.275
StdDev = 1.554153
Target = 25
LSL = 19.5
USL = 30.5
Cp = 1.18
Cp_l = 0.81
Cp_u = 1.55
Cp_k = 0.81
Cpm = 0.79
Exp<LSL 0.76%
Exp>USL 0%
Obs<LSL 0%
Obs>USL 0%

Process Capability Analysis
Call: process.capability(object = q, spec.limits = c(30.5, 19.5))
Number of obs = 40 Target = 25 Center = 23.275 LSL = 19.5 StdDev = 1.554153 USL = 30.5
Capability indices:
Value 2.5% 97.5% Cp 1.1796 0.9187 1.4401 Cp_l 0.8097 0.6357 0.9836 Cp_u 1.5496 1.2483 1.8510 Cp_k 0.8097 0.6024 1.0169 Cpm 0.7896 0.5752 1.0036
Exp<LSL 0.76% Obs<LSL 0% Exp>USL 0% Obs>USL 0%
Process Capability Analysis
for caso10c
18 20 22 24 26 28 30 32
LSL USLTarget
Number of obs = 40
Center = 23.275
StdDev = 1.554153
Target = 25
LSL = 19.5
USL = 30.5
Cp = 1.18
Cp_l = 0.81
Cp_u = 1.55
Cp_k = 0.81
Cpm = 0.79
Exp<LSL 0.76%
Exp>USL 0%
Obs<LSL 0%
Obs>USL 0%

10.9 Os dados abaixo são referentes a uma certa
dimensão de uma peça plástica, que deve ser controlada. Os dados foram coletados em subgrupos (n) de tamanho igual a 5. Sabendo que a especificação dessa dimensão é 50,00 ± 1,5mm, calcule Cp e Cpk e diga se esse processo é capaz ou não. Justifique.

Caso 10d caso10d<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/caso10d.txt", sep="", header=TRUE, dec=",")
attach(caso10d)
caso10d<-qcc.groups(dados, amostras)
q <- qcc(caso10d, type="xbar", nsigmas=3, plot=FALSE)
process.capability(q, spec.limits=c(51.5,48.5))
qcc(caso10d, type="xbar")
qcc(caso10d, type="R")
qcc(caso10d, type="S")

Process Capability Analysis
for caso10d
48 49 50 51 52 53
LSL USLTarget
Number of obs = 50
Center = 50.549
StdDev = 1.008598
Target = 50
LSL = 48.5
USL = 51.5
Cp = 0.496
Cp_l = 0.677
Cp_u = 0.314
Cp_k = 0.314
Cpm = 0.435
Exp<LSL 2.1%
Exp>USL 17%
Obs<LSL 4%
Obs>USL 20%

Process Capability Analysis
Call: process.capability(object = q, spec.limits = c(51.5, 48.5))
Number of obs = 50 Target = 50 Center = 50.549 LSL = 48.5 StdDev = 1.008598 USL = 51.5
Capability indices:
Value 2.5% 97.5% Cp 0.4957 0.3978 0.5935 Cp_l 0.6772 0.5405 0.8138 Cp_u 0.3143 0.2208 0.4078 Cp_k 0.3143 0.2029 0.4257 Cpm 0.4354 0.3411 0.5295
Exp<LSL 2.1% Obs<LSL 4% Exp>USL 17% Obs>USL 20%

ATRUBUTOS P – fração defeituosa
Em um Subgrupo
NP - número de defeitos Em um Subgrupo
C - número de defeitos em um produto Vários defeitos em uma Unidade
U - número de defeitos em uma amostra

Fração Não-Conforme

Caso 11 –Fábrica de Malas Malalala

Caso 11 caso11<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso11.txt", sep="",
header=TRUE, dec=",")
attach(caso11)
qcc(dados, sizes=tamanho, type="p")
qcc(dados, sizes=tamanho, type="np")


np Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 14 17 20 23 26 29
51
01
52
0
LCL
UCL
CL
Number of groups = 30
Center = 11.2
StdDev = 2.948084
LCL = 2.355748
UCL = 20.04425
Number beyond limits = 0
Number violating runs = 0

p Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 14 17 20 23 26 29
0.0
50
.15
0.2
50
.35
LCL
UCL
CL
Number of groups = 30
Center = 0.224
StdDev = 0.4169221
LCL = 0.04711495
UCL = 0.400885
Number beyond limits = 0
Number violating runs = 0

Caso 12–Retífica de Motores Jaguarão Os dados a seguir representam o resultado da
inspeção de 10 amostras de lotes de tamanho 50. Ache os limites de controle para uma carta p e avalie se o processo está ou não sob controle estatístico. (use 3 casas após a virgula).

Caso 12 caso12<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso12.txt", sep="",
header=TRUE, dec=",")
attach(caso12)
qcc(dados, sizes=tamanho, type="p")
qcc(dados, sizes=tamanho, type="np")

np Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
51
01
5
LCL
UCL
CL
Number of groups = 10
Center = 9.9
StdDev = 2.817765
LCL = 1.446705
UCL = 18.3533
Number beyond limits = 0
Number violating runs = 0

p Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
0.0
50
.15
0.2
50
.35
LCL
UCL
CL
Number of groups = 10
Center = 0.198
StdDev = 0.3984922
LCL = 0.0289341
UCL = 0.3670659
Number beyond limits = 0
Number violating runs = 0

Caso 13 –Boteco do Xixo Os dados abaixosão referentes ao resultado da pesquisa
de satisfação em um bar. Encontre os limites de controle para uma carta np e construa o gráfico.

Caso 13 caso13<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso13.txt", sep="",
header=TRUE, dec=",")
attach(caso13)
qcc(dados, sizes=tamanho, type="np")

np Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
10
15
20
25
30
LCL
UCL
CL
Number of groups = 10
Center = 18.8
StdDev = 4.169681
LCL = 6.290957
UCL = 31.30904
Number beyond limits = 0
Number violating runs = 0

Caso 14 –Montadora de Hélices do Zózimo Uma montadora de deseja controlar o número de
NC’s observadas no setor de montagem do painel de controle. Construa uma carta c e verifique se o processo está sob controle estatístico.

Caso 14 caso14<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso14.txt", sep="",
header=TRUE, dec=",")
attach(caso14)
qcc(dados, type="c") c Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
02
46
8
LCL
UCL
CL
Number of groups = 20
Center = 3.4
StdDev = 1.843909
LCL = 0
UCL = 8.931727
Number beyond limits = 0
Number violating runs = 0

c Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 3 5 7 9 11 13 15 17 19
02
46
8
LCL
UCL
CL
Number of groups = 20
Center = 3.4
StdDev = 1.843909
LCL = 0
UCL = 8.931727
Number beyond limits = 0
Number violating runs = 0

Caso 15 caso15<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso15.txt", sep="",
header=TRUE, dec=",")
attach(caso15)
qcc(dados, sizes=tamanho, type="u")
u Chart
for dados
Group
Gro
up
su
mm
ary
sta
tistics
1 2 3 4 5 6 7 8 9 10
0.0
0.5
1.0
1.5
2.0
2.5
3.0
LCL
UCL
CL
Number of groups = 10
Center = 1.464115
StdDev = 4.017903
LCL is variable
UCL is variable
Number beyond limits = 0
Number violating runs = 0

Caso 15 –Fábrica de Vidros Vidrorocó

CUSUM Shewhart – problema para pequenas mudanças
Gráfico de controle da soma cumulativa


µ0 = 10
µ1 = 11
σ=1
H – Intervalo de decisão H=5σ

CUSUM somaacumulativa<-read.table("C:/Users/Douglas/Desktop/EXERCICIOS_CEP/txttabulação/cusum.txt", sep="", header=TRUE, dec=",")
q <- cusum(somaacumulativa, decision.interval = 5, se.shift =1,center=10,std=1)

cusum Chart
for somaacumulativa
Group
1 3 5 7 9 11 14 17 20 23 26 29
-4-2
02
4
Cu
mu
lative
Su
m
Above t
arg
et
Belo
w t
arg
et
LDB
UDB
Number of groups = 30
Center = 10
StdDev = 1
Decision interval (std. err.) = 5
Shift detection (std. err.) = 1
No. of points beyond boundaries = 2


Cusum data(pistonrings)
attach(pistonrings)
diameter <- qcc.groups(diameter, sample)
q <- cusum(diameter[1:25,], decision.interval = 4, se.shift = 1)

cusum Chart
for diameter[1:25, ]
Group
1 3 5 7 9 11 13 15 17 19 21 23 25
-4-2
02
4
Cu
mu
lative
Su
m Above t
arg
et
Belo
w t
arg
et
LDB
UDB
Number of groups = 25
Center = 74.00118
StdDev = 0.009785039
Decision interval (std. err.) = 4
Shift detection (std. err.) = 1
No. of points beyond boundaries = 0

q <- cusum(diameter[1:25,], newdata=diameter[26:40,])

cusum Chart
for diameter[1:25, ] and diameter[26:40, ]
Group
1 4 7 10 14 18 22 26 30 34 38
-50
51
01
5
Cu
mu
lative
Su
m
Above t
arg
et
Belo
w t
arg
et
LDB
UDB
Calibration Data in diameter[1:25, ] New Data in diameter[26:40, ]
Number of groups = 40
Center = 74.00118
StdDev = 0.009785039
Decision interval (std. err.) = 5
Shift detection (std. err.) = 1
No. of points beyond boundaries = 4

plot(q, chart.all=FALSE)

cusum Chart
for diameter[26:40, ]
Group
26 28 30 32 34 36 38 40
-50
51
01
5
Cu
mu
lative
Su
m
Above t
arg
et
Belo
w t
arg
et
LDB
UDB
Number of groups = 15
Center = 74.00118
StdDev = 0.009785039
Decision interval (std. err.) = 5
Shift detection (std. err.) = 1
No. of points beyond boundaries = 4

Média Móvel Exponencialmente Ponderada (EWMA) Controle Individual
Pequenas Mudanças
λ e L



> q<-ewma(somaacumulativa,lambda=0.1, nsigmas=2.7,std=1,center=10)

EWMA Chart
for somaacumulativa
Group
Gro
up
Su
mm
ary
Sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
89
10
11
12
LCL
UCL
Number of groups = 30
Center = 10
StdDev = 1
Smoothing parameter = 0.1
Control limits at 2.7*sigma
No. of points beyond limits = 2

q<-ewma(somaacumulativa)

EWMA Chart
for somaacumulativa
Group
Gro
up
Su
mm
ary
Sta
tistics
1 3 5 7 9 11 14 17 20 23 26 29
89
10
11
12
LCL
UCL
Number of groups = 30
Center = 10.315
StdDev = 1.199865
Smoothing parameter = 0.2
Control limits at 3*sigma
No. of points beyond limits = 0

EWMA data(pistonrings)
attach(pistonrings)
diameter <- qcc.groups(diameter, sample)
q <- ewma(diameter[1:25,], lambda=0.2, nsigmas=3)

EWMA Chart
for diameter[1:25, ]
Group
Gro
up
Su
mm
ary
Sta
tistics
1 3 5 7 9 11 13 15 17 19 21 23 25
73
.99
07
3.9
95
74
.00
07
4.0
05
74
.01
0
LCL
UCL
Number of groups = 25
Center = 74.00118
StdDev = 0.009785039
Smoothing parameter = 0.2
Control limits at 3*sigma
No. of points beyond limits = 0

q <- ewma(diameter[1:25,], lambda=0.2, nsigmas=2.7, newdata=diameter[26:40,], plot = FALSE)
summary(q)
plot(q)

EWMA Chart
for diameter[1:25, ] and diameter[26:40, ]
Group
Gro
up
Su
mm
ary
Sta
tistics
1 4 7 10 14 18 22 26 30 34 38
73
.99
07
4.0
00
74
.01
07
4.0
20
LCL
UCL
Calibration Data in diameter[1:25, ] New Data in diameter[26:40, ]
Number of groups = 40
Center = 74.00118
StdDev = 0.009785039
Smoothing parameter = 0.2
Control limits at 2.7*sigma
No. of points beyond limits = 5

x <- c(33.75, 33.05, 34, 33.81, 33.46, 34.02, 33.68, 33.27, 33.49, 33.20, 33.62, 33.00, 33.54, 33.12, 33.84) # viscosity data (Montgomery, pag. 242) q <- ewma(x, lambda=0.2, nsigmas=2.7) summary(q)
EWMA Chart
for x
GroupG
rou
p S
um
ma
ry S
tatistics
1 2 3 4 5 6 7 8 9 10 12 14
33
.03
3.2
33
.43
3.6
33
.83
4.0
LCL
UCL
Number of groups = 15
Center = 33.52333
StdDev = 0.4261651
Smoothing parameter = 0.2
Control limits at 2.7*sigma
No. of points beyond limits = 0

EWMA Chart
for x
Group
Gro
up
Su
mm
ary
Sta
tistics
1 2 3 4 5 6 7 8 9 10 12 14
33
.03
3.2
33
.43
3.6
33
.83
4.0
LCL
UCL
Number of groups = 15
Center = 33.52333
StdDev = 0.4261651
Smoothing parameter = 0.2
Control limits at 2.7*sigma
No. of points beyond limits = 0


Outras Informações

Teste t x<-c(30.5,35.3,33.2,40.8,42.3,41.5,36.3,43.2,34.6,38.5) y<-c(28.2,35.1,33.2,35.6,40.2,37.4,34.2,42.1,30.5,38.4) > t.test(x,y, conf.level = 0.95)
Welch Two Sample t-test
data: x and y t = 1.1148, df = 17.999, p-value = 0.2796 alternative hypothesis: true difference in means is not equal to 0 95 percent confidence interval: -1.884218 6.144218 sample estimates: mean of x mean of y 37.62 35.49
>

Teste t > x<-c(130.5,135.3,133.2,140.8,142.3,141.5,136.3,143.2,134.6,138.5) > t.test(x,y, conf.level = 0.95)
Welch Two Sample t-test
data: x and y t = 53.452, df = 17.999, p-value < 2.2e-16 alternative hypothesis: true difference in means is not equal to 0 95 percent confidence interval: 98.11578 106.14422 sample estimates: mean of x mean of y 137.62 35.49

Teste f
ma<-c(145,127,136,142,141,137) mb<-c(143,128,132,138,142,132) args(var.test) var.test(ma,mb)
F test to compare two variances
data: ma and mb F = 1.0821, num df = 5, denom df = 5, p-value = 0.9331 alternative hypothesis: true ratio of variances is not equal to 1 95 percent confidence interval: 0.1514131 7.7327847 sample estimates: ratio of variances 1.082056

> ma<-c(145,127,136,142,141,137) > mb<-c(1,2,2,8,2,1) > args(var.test) function (x, ...) NULL > var.test(ma,mb)
F test to compare two variances
data: ma and mb F = 5.6604, num df = 5, denom df = 5, p-value = 0.08009 alternative hypothesis: true ratio of variances is not equal to 1 95 percent confidence interval: 0.792062 40.451218 sample estimates: ratio of variances 5.660377

Caso6 caso6<-
read.table("C:/Users/Douglas/Desktop/EXERCICIOS
_CEP/txttabulação/caso6.txt", sep="",
header=TRUE, dec=",")
attach(caso6)
caso6<-qcc.groups(dados, amostras)
qcc(caso6[1:20,], type="xbar")
qcc(caso6, type="R")
qcc(caso6, type="S")