Tabela de distribuição de frequências para variáveis quantitativas contínuas.docx 1

6º Ferramenta: Diagrama de Dispersão;7º Ferramenta: Carta de Controle;
Exercícios.
Módulo 4

6ª. Ferramenta – Diagrama de Dispersão
� O diagrama de causa e efeito (Ishikawa) foi elaborado para enumerar todas as causas possíveis relacionadas a uma situação específica. Com o diagrama de dispersão devemos então estudar a relação entre as causas e os efeitos, agindo naquelas relacionadas e deixando as não relacionadas.
� Se for encontrada uma nova causa devemos adicioná-la na lista. Somente através deste processo o trabalho de elaboração do diagrama de dispersão terá um impacto real.
Finalidade: Mostrar o que acontece com uma variável quando a outra muda, para testar possíveis relações de causa e efeito.
78D
54C
34B
32A
Variável YVariável XIndivíduos

6ª. Ferramenta – Diagrama de Dispersão
� O diagrama de dispersão é um gráfico onde pontos no espaço cartesiano XY são usados para representar simultaneamente os valores de duas variáveis quantitativas, medidas em cada elemento do conjunto de dados.
� Um diagrama de dispersão não pode provar que uma variável causa outra, mas mostra se existe uma relação e a sua intensidade ou natureza.
� Em um diagrama de dispersão o eixo horizontal (X) representa os valores medidos de uma variável e o eixo (Y) representa os valores da segunda variável.
� Observe nas figuras como os pontos marcados formam um padrão de agrupamento. A direção e a proximidade dos pontos nos indicam a intensidade da relação entre as variáveis.
� Quanto mais o padrão tender a uma linha reta mais forte fica a relação entre as variáveis. Uma linha reta significaria que cada vez que uma variável se modificasse, a outra também se modificaria na mesma proporção.
Variável 2
Variável 1
Variável 2
Variável 1

Elaboração de Diagrama de Dispersão
Como elaborar um Diagrama de Dispersão:
1. Coletar 50 a 100 pares de amostras de dados que julgar relacionados entre si e incluí-los na folha de dados,
conforme indicado a seguir:
2. Desenhar os eixos horizontal e vertical do diagrama. Colocar os valores mais altos na parte superior do eixo vertical e à direita no eixo horizontal. Normalmente a variável “causa “ é colocada no eixo horizontal e a variável ”efeito “, no eixo vertical.Obs.: fazendo com que o comprimento dos eixos sejam quase os mesmos tornaremos a leitura do gráfico mais fácil.
3. Marcar os dados no diagrama. Se houver valores repetidos, circular o ponto tantas vezes quantas forem necessárias.
PESSOA PESO - KG ALTURA
1 80 1,80
2 75 1,70
3 70 1,65
50 60 1,62
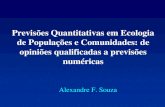
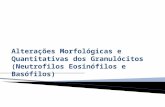
Exemplo de Diagrama de Dispersão
Peso (Kg)Altura
(m)Peso (Kg)
Altura (m)
80 1,8 79 1,81
78 1,8 78 1,79
77 1,75 74 1,75
81 1,86 72 1,7
78 1,81 69 1,65
80 1,8 81 1,91
69 1,74 78 1,78
79 1,83 80 1,86
76 1,72 69 1,72
75 1,77 79 1,74
74 1,79 76 1,8
76 1,69 76 1,72
77 1,8 78 1,78
Relação entre altura e peso
1,6
1,65
1,7
1,75
1,8
1,85
1,9
1,95
65 70 75 80 85
Peso
Altu
ra

Exercício de Diagrama de Dispersão
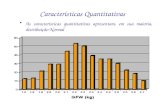
Desenhar um diagrama de dispersão mostrando a relação entre a potência de um microondas e o tempo de cozimento :
Potência Tempo de cozimento (segundos) Potência Tempo de cozimento (segundos)
957 180 977 170
975 172 953 185
993 164 978 170
961 178 981 171
985 168 949 191
987 167 976 170
966 178 968 182
974 176 981 176
982 169 951 187
955 183 988 166
971 171 972 177
960 178 952 187
A resposta é apresentada no próximo slide.

Resposta do Exercício Diagrama de Dispersão
Potência
1000
990
980
970
960
950
940160 170 180 190 200
Tempo de cozimento

Interpretação dos Diagramas de Dispersão
• Para que os diagramas de dispersão sejam ferramentas úteis, a adoção de medidas apropriadas depende da interpretação correta. Apresentamos abaixo alguns exemplos dos diagramas de dispersão mais comuns:
CORRELAÇÃO POSITIVA• Um aumento em Y depende de um aumento de X. Se X
estiver controlado, Y estará naturalmente controlado, exemplo: peso x calorias ingeridas.
POSSÍVEL CORRELAÇÃO POSITIVA• Se houver um aumento em X, Y sofrerá algum aumento,
mas Y parece ter outras causas além de X, exemplo: chuva x trânsito.
NENHUMA CORRELAÇÃO• Acréscimos ou decréscimos em x não alteram y, exemplo:
seca no nordeste x colheita de uvas no sudeste.
POSSÍVEL CORRELAÇÃO NEGATIVA• Um aumento em X causará uma tendência de decréscimo
em Y. Exemplo: treinamento X erros cometidos.

Interpretação dos Diagramas de Dispersão
CORRELAÇÃO NEGATIVA• Um aumento em X causará um decréscimo em Y, portanto, se X for controlado, Y será controlado, exemplo: temperatura de
conservação de alimento x prazo de validade.
(verdadeiro em uma faixa).
Em resumo nos diagramas de dispersão lembre-se:
1. As relações positivas e negativas são igualmente importantes.2. Você pode somente afirmar que X e Y estão relacionados e em que grau, não que um
é causa do outro.
3. No caso de se investigar a relação de mais de duas variáveis há diversos métodos de correlação, mas está além do escopo desta discussão. Há também testes estatísticos para calcular o grau exato de correlação, conhecido como coeficiente de correlação, mas que não será tratado neste trabalho. Entretanto, devemos estar cientes de sua existência.

7ª. Ferramenta – Carta de Controle
• As cartas de controle e cartas de tendência são usadas para mostrar as tendências dos pontos de observação em um período de tempo.
• As cartas de controle não são mais que cartas de tendência com acréscimo de limites de controle. Os limites de controle são calculados aplicando-se fórmulas simples aos dados do processo.
• As cartas de controle podem trabalhar tanto com dados por variável (mensuráveis) quanto com dados por atributo (discretos).
• As ferramentas que já exploramos: Histogramas, Folhas de Verificação, Diagramas de Dispersão e Diagramas de Pareto, agrupam dados a partir de um período de tempo e os expressam de forma estatística, entretanto, nós também queremos saber a natureza das modificações que ocorrem durante o período de tempo de forma dinâmica.
Finalidade: Mostrar as tendências no decorrer do te mpo e separarvariações de causa comum das variações de causa esp ecial.
Exemplo de Carta de Controle
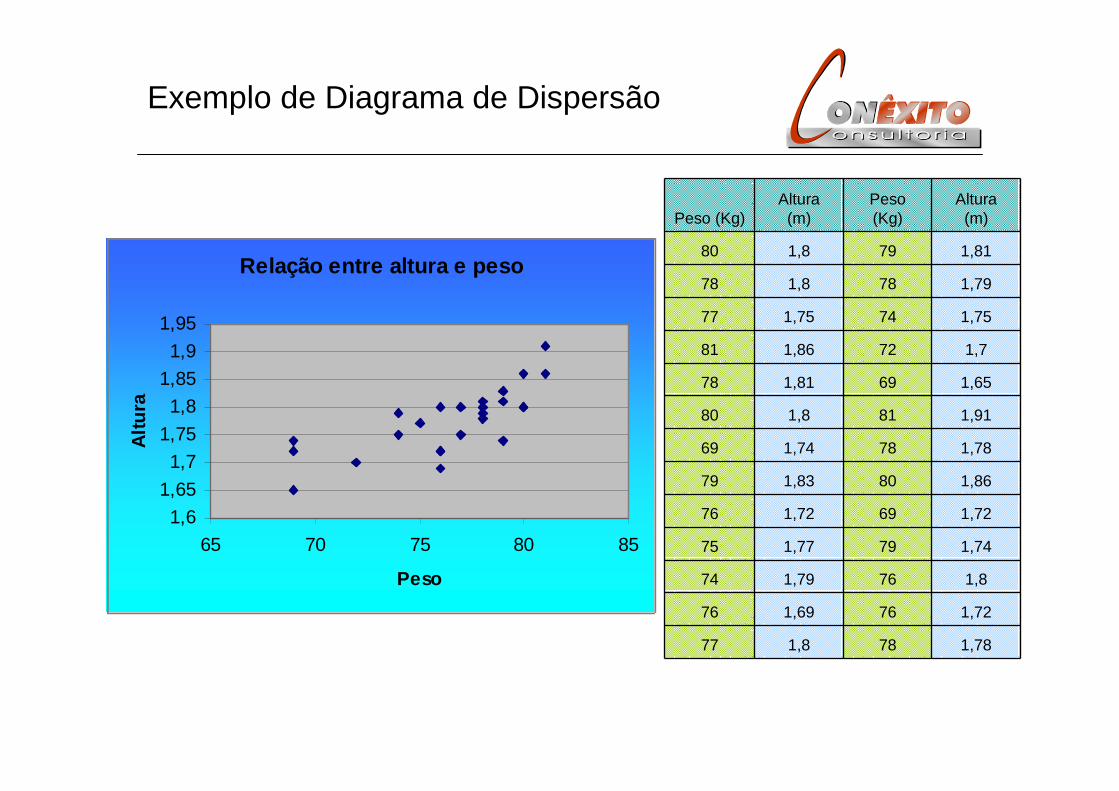
� As cartas de controle são usadas para mostrar o desempenho de um sistema e monitorar o sistema quanto a quaisquer modificações em seu desempenho.
� Observe que o eixo X é uma linha de tempo mostrando horas (mas poderia ser turnos, dias, número de amostra, etc.).
Limites de controle• Os limites de controle, também chamados de limites naturais de processo, são determinados com
base na média do processo ou valores coletados (Linha Central) mais 3 desvios padrão para cima(Limite Superior de Controle) e menos 3 desvios padrão para baixo (Limite Inferior de Controle). Ouseja:
Limite de controle = µ ± 3 σ.
Limites de especificação• Os limites de especificação não estão vinculados às variações do processo analisado. Estes valores
são determinados com base em especificações do projeto do produto. Podem ter origem dentro da empresa ou podem ser de origem externa, como por exemplo o desenho de um cliente.
LSE
LSC
MEDIÇÕES (Y) Média
LIC
LIE
TEMPO (X)

Causas especiais e causas comuns de variação
• Os processos são influenciados por duas categorias de fatores ou causas. O primeiro é chamado de “Causas Especiais” ou “Causas Determináveis”. O segundo é chamado de “Causas Comuns” que são também conhecidas como “Causas Crônicas”.
• As causas especiais são os fatores que não podem ser explicados adequadamente por qualquer distribuição simples do processo e são normalmente imprevisíveis. São itens que não fazem parte do sistema. Normalmente a presença de somente uma causa especial resultará em uma grande quantidade de variação que é facilmente detectável. São exemplos: regulagens indevidas, matéria prima ruim, etc.
• Em geral as causas especiais são responsáveis por aproximadamente 15% dos problemas de processo.
• As causas comuns são as causas de variação que são parte do sistema. São também chamadas de causas “fortuitas” ou “aleatórias” e normalmente exigem ação da administração para correção. São exemplos: desenho do produto, processo de produção, treinamento do operador, etc.
LSC
LIC
LC -Média
Valores observados/coletados
10.10
10.00
Diâ
met
ro d
o co
rpo
da
cane
ta
Freqüência da coleta das amostras
Causa especial
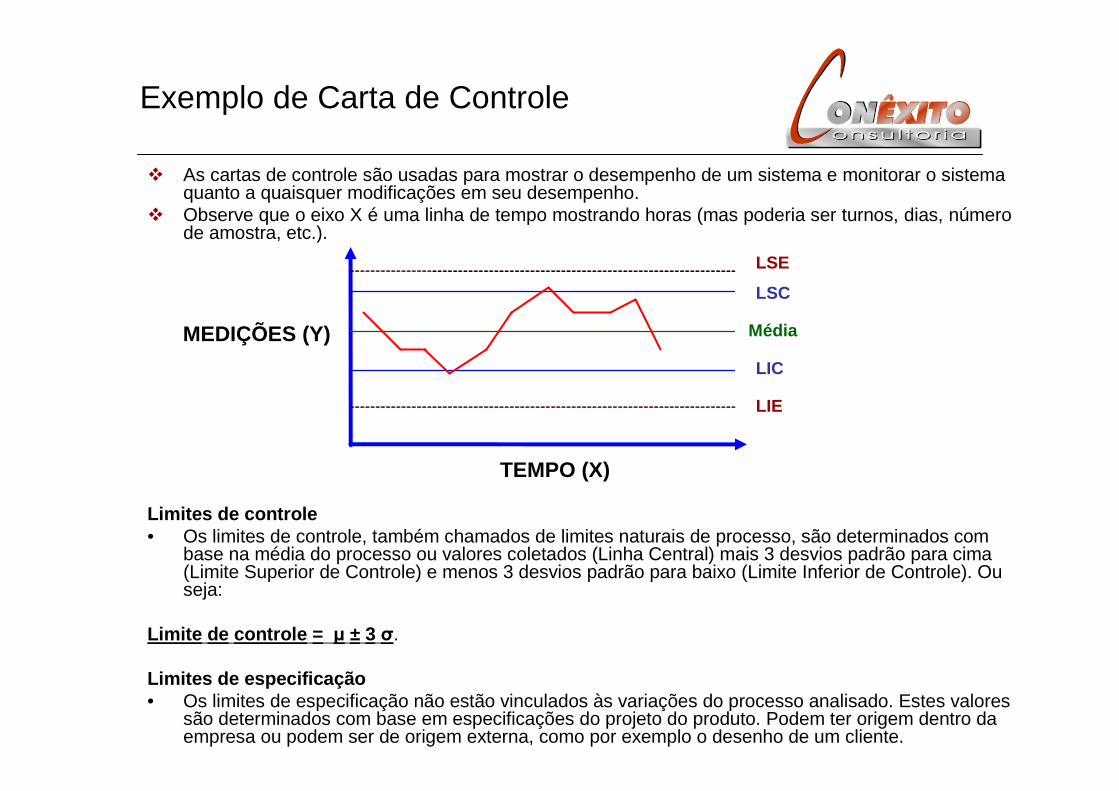
Tipos de Dados
Estes dados são a descrição de alguma característica. Exemplos: tipo de carro, passa/não-passa.
Estes dados são a medição de uma característica e são divididos em duas categorias: discretos e contínuos. Exemplos: comprimento de 100m, velocidade de 120 km/h, 2 defeitos em 1 produto.
Dados que podem ser contados (freqüência de ocorrência) e assumem um número finito de valores. Exemplo: 5 defeitos em 20 produtos.
Dados que podem ser medidos, caracterizando um aspecto do produto. Exemplos: comprimento de 100m, velocidade de 120 km/h.
Qualitativos
Quantitativos
ContínuosDiscretos
Tipos de dados

Tipos de cartas de controle
Cartas de controle
Dados discretos(3 peças
defeituosas em 10)
Variáveis
Carta X / R
Carta X / S
Carta I / MR
Dados contínuos(Exemplo:
diâmetros de 72,2 mm, 72,5 mm
Carta X / R
-
~
Médias e amplitudes
Medianas e amplitudes
Médias e desvio padrão
Valores (indivíduos ) e
amplitude móvel
-
Atributos
Carta p
Carta np
Carta c
Carta u
Proporção de não-conforme
Número de não-conforme
Número de não-conformidades
Média de não-conformidades
Benefícios das Cartas de Controle
Quando devidamente utilizadas as cartas de controle podem:
• Ser usadas por operadores para controle de processos de produção em andamento;
• Ser usadas por gestores de processos produtivos e administrativos para acompanhar o desempenho dos processos em geral e manter sua consistência e previsibilidade;
• Proporcionar uma linguagem comum para discussão do desempenho dos processos;• Distinguir causas de variações especiais de causas comuns, facilitando a definição de
diretrizes para ação (local ou da administração);
• Auxiliar na identificação de não conformidades para implantação de ações corretivas e preventivas, de forma que os processos irão ter:
– Melhor qualidade;– Menor custo unitário;
– Maior capacidade efetiva.
LIC LSC LSELIE
Princípios para cartas de controle eficazes
1. As cartas de controle em geral utilizam limites de controle localizados à distância de três desvios padrão da linha média.
2. O desvio padrão utilizado deve ser estimado com base na variação dentro da amostra .
3. Os dados devem ser obtidos e organizados em amostras (ou subgrupos) segundo um critério racional .
4. O conhecimento obtido através das cartas de controle deve ser empregado para tomada de ações necessárias .
Em um processo estável, a grande maioria dos valores de uma característica de qualidade deve estar no intervalo:
µ +/- 3.σ

Etapas para Elaboração de Cartas de Controle
� Etapa 01 – Identificar o projeto, característica a ser acompanhada� Etapa 02 – Definir o tipo de carta de controle que será usada� Etapa 03 – Calcular os LSC, LIC e LM� Etapa 04 – Criar o modelo onde as medidas ou inspeções serão
registradas� Etapa 05 – Verificar o sistema de medição atual para a
característica definida e garantir que esteja adequado� Etapa 06 – Treinar operadores ou / e inspetores de qualidade � Etapa 07 – Obter e analisar os dados� Etapa 08 – Calcular a capacidade do processo� Etapa 09 – Verificar se o processo é ou não capaz� Etapa 10 – Se o processo não for capaz deve-se elaborar um
plano de ação para corrigir as não conformidades identificadas (5W2H)
� Etapa 11 – Implantar o plano de ação� Etapa 12 – Medir a eficácia e tomar outras ações se necessário
Lembre-se você recebe o que cobra e acompanha, se está cuidando da implantação deve diariamente
verificar como coleta, tratamento de dados e ações corretivas e preventivas estão indo.

Cartas de Controle - Elaboração
• A forma de um gráfico de controle ou carta de controle (que são diferentes denominações para a mesma coisa), varia de acordo com o tipo de dados que ela contém. Alguns dados são baseados em medições tais como a medida de partes unitárias, ou do produto de um processo químico. Outros são dados baseados em contagem como o número de artigos defeituosos. Os primeiros são valores contínuos, e no segundo caso são chamados valores discretos.
TIPOS DE DADOS GRÁFICOS DE CONTROLE UTILIZADOS
ContínuosExemplos: medidas (0,01mm),Volumes (m³), peso (g), potência consumida (kwh), etc.
X - R
DiscretosExemplos: número de defeitos, fração defeituosa, número de partículas estranhas por volume, número de defeitos em chapas de metal de diferentes áreas, etc.
p e pn

Gráfico de controle X - R
� Um gráfico de controle X – R é o que apresenta o valor médio X e a amplitude R. Esse é tipo mais comum de gráfico de controle utilizando valores contínuos.
� A parte X do gráfico mostra principalmente qualquer variação na média do processo enquanto a parte R mostra variações na dispersão do processo. Esse gráfico é particularmente útil porque ele mostra variações no valor médio e a dispersão do processo ao mesmo tempo, se tornando um meio muito efetivo de se verificar anormalidades no processo.
� Nos próximos slides vamos apresentar um exemplo prático, trata-se de um processo têxtil de secagem após a tintura do tecido. Além dos valores colhidos são apresentados o valor médio X e a amplitude R:
X = X1+ X2+ X3+…+Xnn
R= yM – ym (maior valor) – (menor valor)

Dados para exemplo de gráfico de controle X - R
Dados de umidade em um produto têxtil, medido cinco vezes ao dia:
No 06:00 10:00 14:00 18:00 22:00 X R
1 14 12,6 13,2 13,1 12,1 13 1,9
2 13,2 13,3 12,7 13,4 12,1 12,94 1,3
3 13,5 12,8 13 12,8 12,4 12,9 1,1
4 13,9 12,4 13,3 13,1 13,2 13,18 1,5
5 13 13 12,1 12,2 13,3 12,72 1,2
6 13,7 12 12,5 12,4 12,4 12,6 1,7
7 13,9 12,1 12,7 13,4 13 13,02 1,8
8 13,4 13,6 13 12,4 13,5 13,18 1,2
9 14,4 12,4 12,2 12,4 12,5 12,78 2,2
10 13,3 12,4 12,6 12,9 12,8 12,8 0,9
11 13,3 12,8 13 13 13,1 13,04 0,5
12 13,6 12,5 13,3 13,5 12,8 13,14 1,1
13 13,4 13,3 12 13 13,1 12,96 1,4
14 13,9 13,1 13,5 12,6 12,8 13,18 1,3
15 14,2 12,7 12,9 12,9 12,5 13,04 1,7

Dados para exemplo de gráfico de controle X - R
Continuação: Dados de umidade em um produto têxtil, medido cinco vezes ao dia:
RX22:0018:0014:0010:0006:00No
16 13,6 12,6 12,4 12,5 12,2 12,66 1,4
17 14 13,2 12,4 13 13 13,12 1,6
18 13,1 12,9 13,5 12,3 12,8 12,92 1,2
19 14,6 13,7 13,4 12,2 12,5 13,28 2,4
20 13,9 13 13 13,2 12,6 13,14 1,3
21 13,3 12,7 12,6 12,8 12,7 12,82 0,7
22 13,9 12,4 12,7 12,4 12,8 12,84 1,5
23 13,2 12,3 12,6 13,1 12,7 12,78 0,9
24 13,2 12,8 12,8 12,3 12,6 12,74 0,9
25 13,3 12,8 12 12,3 12,2 12,52 1,1
Média X 12,932 Média R 1,352
Soma X 323,3 Soma R 33,8

Passos para a elaboração degráfico de controle X - R
1. Colete dados. Você precisa normalmente mais de 100 amostras. Eles precisam ser obtidos de dados recentes de um processo similar ao que será utilizado a partir de então.
2. Ponha os dados em subgrupos. Esses subgrupos podem ser definidos por medida ou ordem de lotes (data, hora, lote, etc) e devem incluir duas a cinco amostras cada. Os dados devem ser divididos em subgrupos desde que obedeçam às seguintes condições:
a) Dados obtidos dentro das mesmas condições técnicas devem formar um subgrupo;
b) Um subgrupo não deve incluir dados de lotes diferentes e de natureza diferente.
3. Registre os dados em uma folha de dados. A folha de dados deve ser arranjada de tal forma que se torne fácil computar os valores de X e R para cada subgrupo. A tabela dos 2 slides anteriores mostra os dados do conteúdo de umidade em um produto têxtil, medido cinco vezes ao dia.
4. Ache o valor médio x. Use a fórmula para cada subgrupo: X = X1+ X2+ X3+…+Xn
n
5. Ache a “amplitude” R. Use a fórmula seguinte para calcular o R para cada subgrupo:R= yM – ym (maior valor) – (menor valor).

Passos para a elaboração degráfico de controle X - R
6. Ache a média geral X”. Some as médias dos subgrupos x e divida pelo número de subgrupos k. Assim: X” = X1+ X2+ ...+ Xn No caso temos: 13+ 12,94 +...+12,52/25= 12,93 k
7. Compute o valor médio do R, da mesma forma usada para o passo 6:
R’= R1+ R2+...+Rn No caso: 1,9+1,3+...+1,1/25= 1,35
k8. Calcule os valores das linhas de limite de controle. Use as fórmulas e a tabela a seguir
para gráficos de controle X e R. Os coeficientes A2, D4 e D3 estão na tabela abaixo e por serem 5 observações utilizaremos n=5.
n A2 D4 D3
2 1,88 3,267
3 1,023 2,575
4 0,729 2,282
5 0,577 2,115
6 0,483 2,004
7 0,419 1,924 0,076
Não Aplicável

Equações para o gráfico de controle X - R
Gráfico de controle X:Linha central LC = X”;Limite superior de controle LSC = X”+ A2R
Limite inferior de controle LIC = X”- A2R
Gráfico de controle R:LC= R’
LSC = D4R’
LIC = D3R’
Para os dados apresentados nas duas tabelas anteriormente temos:
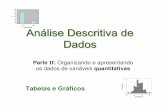
Gráfico de controle X:LC = x” = 12,93LSC= 12,93+0,577.1,35= 13,708
LIC= 12,93-0,577. 1,35= 12,151
Gráfico de controle R:LC= R’ = 1,35
LSC= D4R’ = 2,115. 1,35= 2,85
LIC= D3R’ não tem

Gráfico de controle X - R
X
R
0
0,5
1
1,5
2
2,5
3
0 5 10 15 20 25 30
12
12,2
12,4
12,6
12,8
13
13,2
13,4
13,6
13,8
14
0 5 10 15 20 25 30
LSC = 13,708
LIC = 12,151
LC = 12,93
LSC = 2,85
LC = 1,35

Outros tipos de gráficos para Cartas de Controle
Cartas de controle
Dados discretos(3 peças
defeituosas em 10)
Variáveis
Carta X / R
Carta X / S
Carta I / MR
Dados contínuos(Exemplo:
diâmetros de 72,2 mm, 72,5 mm
Carta X / R
-
~
Médias e amplitudes
Medianas e amplitudes
Médias e desvio padrão
Valores (indivíduos ) e
amplitude móvel
-
Atributos
Carta p
Carta np
Carta c
Carta u
Proporção de não-conforme
Número de não-conforme
Número de não-conformidades
Média de não-conformidades
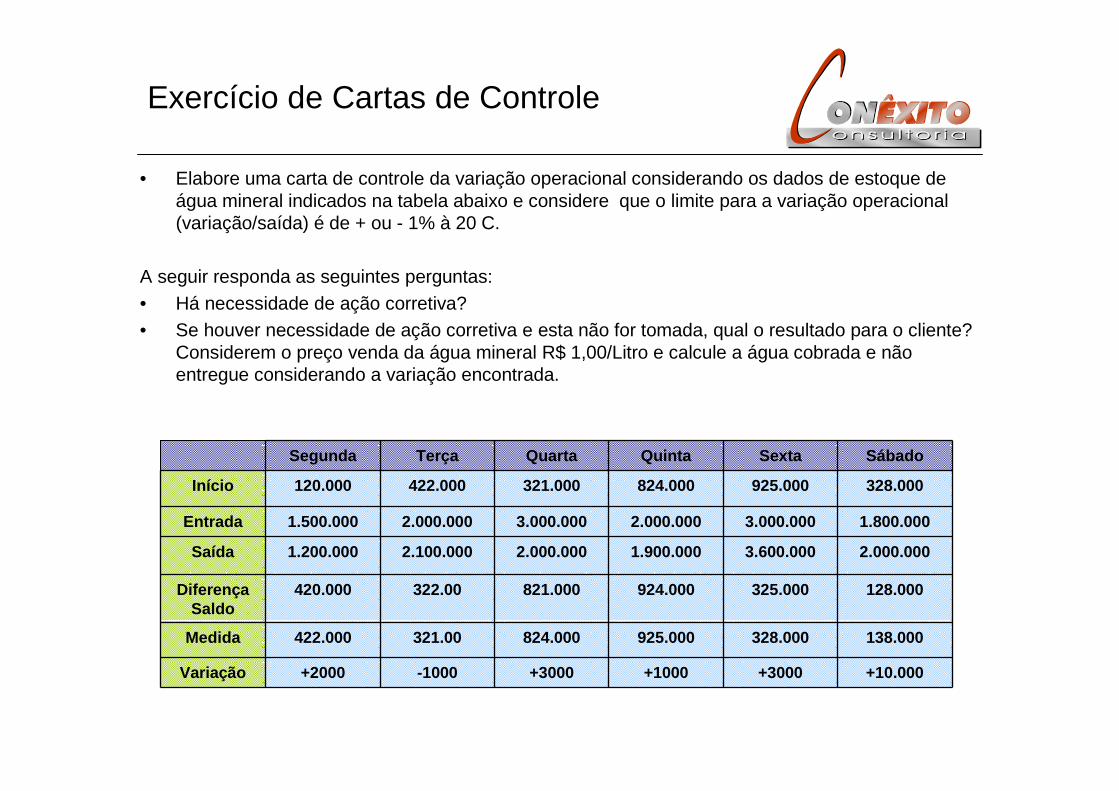
Exercício de Cartas de Controle
• Elabore uma carta de controle da variação operacional considerando os dados de estoque de água mineral indicados na tabela abaixo e considere que o limite para a variação operacional (variação/saída) é de + ou - 1% à 20 C.
A seguir responda as seguintes perguntas:• Há necessidade de ação corretiva?• Se houver necessidade de ação corretiva e esta não for tomada, qual o resultado para o cliente?
Considerem o preço venda da água mineral R$ 1,00/Litro e calcule a água cobrada e não entregue considerando a variação encontrada.
Segunda Terça Quarta Quinta Sexta Sábado
Início 120.000 422.000 321.000 824.000 925.000 328.000
Entrada 1.500.000 2.000.000 3.000.000 2.000.000 3.000.000 1.800.000
Saída 1.200.000 2.100.000 2.000.000 1.900.000 3.600.000 2.000.000
Diferença Saldo
420.000 322.00 821.000 924.000 325.000 128.000
Medida 422.000 321.00 824.000 925.000 328.000 138.000
Variação +2000 -1000 +3000 +1000 +3000 +10.000

Resposta do Exercício Cartas de Controle
+11000+10000+9000+8000+7000+6000+5000+4000+3000+2000+10000-1000-2000-3000-4000
• Há necessidade de ação corretiva? Não, porque toda variação está dentro do limite estabelecido.
• Se houver necessidade de ação corretiva e esta não for tomada, qual o resultado para o cliente? Considerem o preço venda da água mineral R$ 1,00 / litro e calcule a água cobrada e não entregue considerando a variação encontrada. Dentro da variação encontrada em uma semana o cliente pagaria R$ 18.000,00 a mais.
Variação +2000 -1000 +3000 +1000 +3000 +10.000
Saída 1.200.000 2.100.000 2.000.000 1.900.000 3.600.000 2.000.000
Variação operacional limite de mais ou menos 1%
12.000 21.000 20.000 19.000 36.000 20.000
O Uso das Sete Ferramentas Básicas
• Muitas pessoas se afastam assustadas da estatística e a vêm como muito difícil para a pessoa média. Entretanto, a necessidade de se resolver problemas com fatos e dados é crítico em qualquer organização, quer seja na fabricação quanto no serviço.
• Entretanto algumas das Sete Ferramentas Básicas do Controle de Qualidade têm uma orientação matemática, isto é Histogramas, Diagramas de Dispersão, Cartas de Controle, as outras ferramentas exigem somente um mínimo de prática antes de ser utilizadas por qualquer membro da organização.
• As quatro ferramentas : Fluxograma, Folhas de Verificação, Diagramas de Pareto, Diagrama de Causa/efeito,quando usadas em conjunto com um processo de solução de problemas são mais do que adequadas para se chegar à raiz dos problemas e solucioná-los permanentemente.

Fim
Fim do módulo 4