DIAGNOSTICO DO PROCESSO PRODUTIVO DO SETOR DE ESTAMPARIA ... · diagnostico do processo produtivo...
17
DIAGNOSTICO DO PROCESSO PRODUTIVO DO SETOR DE ESTAMPARIA ROTATIVA EM UMA INDÚSTRIA TÊXTIL DA GRANDE NATAL Camilla Myrela de Carvalho Santos (UFRN ) [email protected] Reidson Pereira Gouvinhas (UFRN ) [email protected] As indústrias têxteis brasileiras estão cada vez mais buscando espaço no competitivo mercado global, para isso estão se reestruturando com adoção novas estratégias organizacionais e altos investimentos tecnológicos em seus parques industriaais. Este trabalho apresenta uma análise crítica baseada em um diagnóstico no intuito de identificar os possíveis problemas no setor de Estamparia Rotativa uma indústria têxtil da Grande Natal. Para tanto, os dados foram coletados através da observação participante e entrevistas semiestruturadas realizadas em todas as etapas do sistema de produção da Estamparia Rotativa. Por fim, tais dados foram compilados e estruturados formando o presente trabalho. Destaca-se a constataçao de erros operacionais, perdas de tempo e transporte, desempenho inadequado da máquina de estampar II, baixo aproveitamento da mão-de-obra e falhas no processo como um todo (tempos ociosos, paradas de máquina, custos, inapropriada produtividade e qualidade dos produtos e saúde e bem estar inadequados aos colaboradores). Palavras-chaves: Diagnóstico, estamparia rotativa, produção enxuta XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Transcript of DIAGNOSTICO DO PROCESSO PRODUTIVO DO SETOR DE ESTAMPARIA ... · diagnostico do processo produtivo...

DIAGNOSTICO DO PROCESSO
PRODUTIVO DO SETOR DE
ESTAMPARIA ROTATIVA EM UMA
INDÚSTRIA TÊXTIL DA GRANDE
NATAL
Camilla Myrela de Carvalho Santos (UFRN )
Reidson Pereira Gouvinhas (UFRN )
As indústrias têxteis brasileiras estão cada vez mais buscando espaço
no competitivo mercado global, para isso estão se reestruturando com
adoção novas estratégias organizacionais e altos investimentos
tecnológicos em seus parques industriaais. Este trabalho apresenta
uma análise crítica baseada em um diagnóstico no intuito de
identificar os possíveis problemas no setor de Estamparia Rotativa
uma indústria têxtil da Grande Natal. Para tanto, os dados foram
coletados através da observação participante e entrevistas
semiestruturadas realizadas em todas as etapas do sistema de
produção da Estamparia Rotativa. Por fim, tais dados foram
compilados e estruturados formando o presente trabalho. Destaca-se a
constataçao de erros operacionais, perdas de tempo e transporte,
desempenho inadequado da máquina de estampar II, baixo
aproveitamento da mão-de-obra e falhas no processo como um todo
(tempos ociosos, paradas de máquina, custos, inapropriada
produtividade e qualidade dos produtos e saúde e bem estar
inadequados aos colaboradores).
Palavras-chaves: Diagnóstico, estamparia rotativa, produção enxuta
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
Em meio à rápida evolução da globalização do mercado e consequente crescente
competitividade, as Indústrias Têxteis têm procurado implantarem mudanças estratégicas e
operacionais buscando vantagens competitivas em qualidade, preços e prazos de entrega.
Fundamental para a obtenção dessas vantagens competitivas é a melhoria dos processos
produtivos (JURAN, 1993).
A Cadeia da Indústria Têxtil é formada pelos processos de limpeza do algodão, fiação,
tecelagem, beneficiamento, tingimento, estamparia e acabamento. Dentro dessa cadeia se
destaca o processo de Estampagem que “desempenha fundamental papel no processo de
percepção de valor de produto pelos consumidores, funcionando como um atrativo maior na
hora da escolha entre um artigo ou outro” (ABIT, 2009).
Estampar é a arte de cobrir total ou parcialmente a superfície do tecido, decorando com
desenhos e obtendo texturas e efeitos variados. Um dos procedimentos mais utilizados para
estampar tecidos planos é a Estamparia Rotativa, que faz uso de cilindros estampadores. Esse
método permite estampar tecidos em alta velocidade (até 80 m/min.) proporcionando uma
maior produtividade.
Para garantir uma produtividade dentro das metas estipuladas e produtos de primeira
qualidade é necessário que todas as operações envolventes no processo de Estampagem sejam
realizadas da melhor forma, otimizando seus recursos.
Neste contexto, a pesquisa de caráter exploratório foi desenvolvida através de um estudo de
caso e tem como objetivo de diagnosticar o sistema produtivo do setor de Estamparia Rotativa
de uma indústria têxtil da Grande Natal, a partir das análises críticas do processo atual.
Assim, o presente trabalho justifica-se pela necessidade do setor de Estamparia adequar-se ao
Sistema de Produção Enxuta adotado e implantado nos demais setores da empresa em estudo,
tendo em vista que o mercado de tecidos estampados é um diferencial para a indústria manter-
se competitiva.
Os dados foram coletados na produção, com observação do processo, intrevistas aos
colaboradores, supervisores e os Gestores da estamparia e controle de qualidade. A etapa de
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
análise crítica foi realizada com o auxilio de algumas ferramentas como: construção de
gráficos, fluxogramas, diagrama de Pareto e Brainstorming.
2. Contexto da Indústria Têxtil
O setor têxtil é um dos segmentos de maior tradição dentro do segmento industrial, contando
com uma posição de destaque na economia dos Países mais desenvolvidos e carro-chefe do
desenvolvimento de muitos dos chamados Países emergentes. (GONÇALVES, MELO e
DUARTE, 2004)
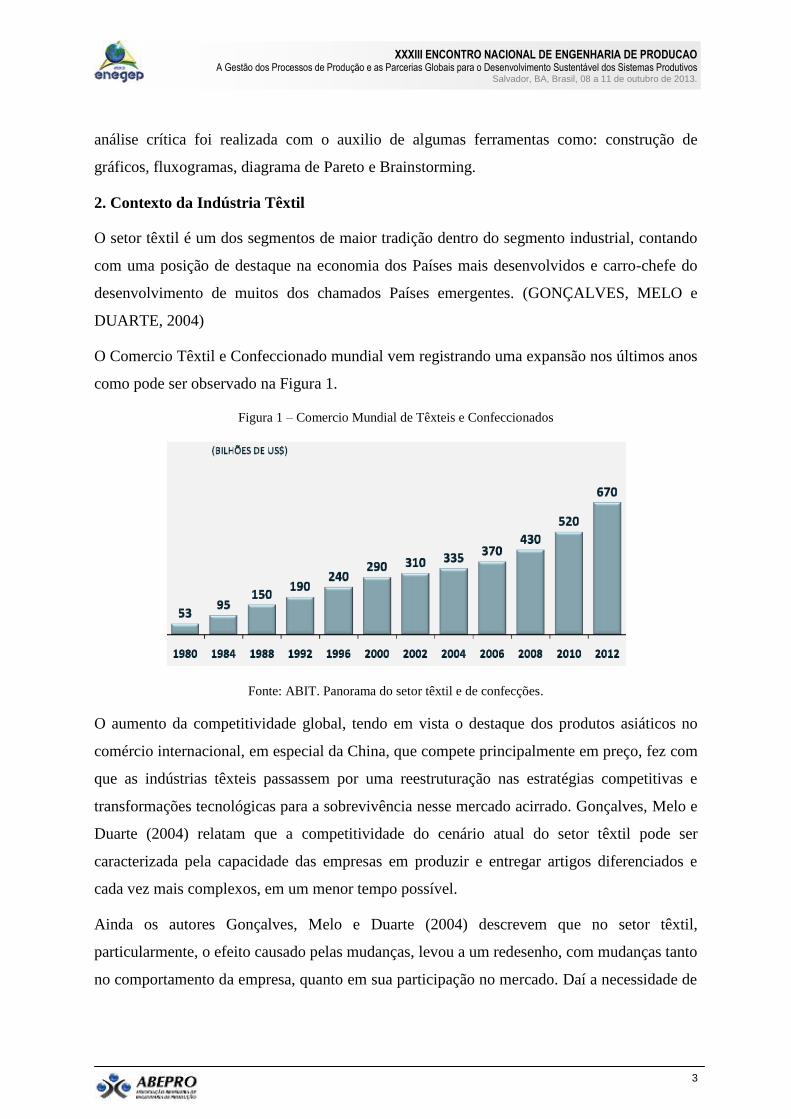
O Comercio Têxtil e Confeccionado mundial vem registrando uma expansão nos últimos anos
como pode ser observado na Figura 1.
Figura 1 – Comercio Mundial de Têxteis e Confeccionados
Fonte: ABIT. Panorama do setor têxtil e de confecções.
O aumento da competitividade global, tendo em vista o destaque dos produtos asiáticos no
comércio internacional, em especial da China, que compete principalmente em preço, fez com
que as indústrias têxteis passassem por uma reestruturação nas estratégias competitivas e
transformações tecnológicas para a sobrevivência nesse mercado acirrado. Gonçalves, Melo e
Duarte (2004) relatam que a competitividade do cenário atual do setor têxtil pode ser
caracterizada pela capacidade das empresas em produzir e entregar artigos diferenciados e
cada vez mais complexos, em um menor tempo possível.
Ainda os autores Gonçalves, Melo e Duarte (2004) descrevem que no setor têxtil,
particularmente, o efeito causado pelas mudanças, levou a um redesenho, com mudanças tanto
no comportamento da empresa, quanto em sua participação no mercado. Daí a necessidade de

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
se estudar as principais inovações tecnológicas, em termos de melhorias de equipamentos, que
vem ocorrendo nos últimos anos, e como isso está se refletindo nos resultados do setor.
Segundo Lezeck e Nunes (2002), o mercado têxtil atual é auto-seletivo, devido à acomodação
dos preços dos produtos e à modernização dos processos das empresas concorrentes. Este
cenário provocou a redução da margem de lucro e o ajuste da referência dos preços, fazendo
com que as indústrias voltem suas estratégias para a redução de custos, aumento de
produtividade e melhoria de qualidade.
O Brasil está entre os principais produtores da indústria têxtil do mundo. Em 2005, o País foi
o sétimo produtor em tecido (LUPATINI, 2007). O incremento da renda da população e a
estabilidade da economia explicam as dimensões da produção do setor, ver Figura 2.
Figura 2 – Aumento de consumo de têxteis no Brasil
Fonte: ABIT. Panorama do setor têxtil e de confecções.
A cadeia têxtil brasileira produziu em 2005 US$ 32,9 bilhões, o que equivale a 4,1% do PIB
total brasileiro e a 17,2% do PIB da Indústria de Transformação. Os empregos gerados
somaram 1.523 mil, o equivalente a 1,7% da população economicamente ativa e 17,2% do
total de trabalhadores alocados na indústria da transformação, o que comprova ser este um
setor de grande relevância para a economia do país e de forte impacto social (SEBRAE,
<http://www.sebrae.com.br/setor/textil-e-confeccoes/o-setor/panorama/145-7-industria-textil-no-
brasil/BIA_1457>, acesso em 30, Jan. de 2013).
O SEBRAE (Serviço Brasileiro de Apoio às Micro e Pequenas Empresas) ainda afirma que
em termos de comércio exterior, no entanto, a participação das indústrias têxteis brasileiras
ainda é pequena, estando na 47ª posição entre os maiores exportadores do mundo, a balança
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
comercial têxtil e de confecção fechou com déficit de US$ 60,2 milhões em 2006; as
importações somaram US$ 2,14 bilhões e as exportações US$ 2,08 bilhões.
No cenário regional, a cadeia têxtil do Rio Grande do Norte vem crescendo, tendo atingido
em 2008, 3.561 empregos diretos. De acordo com dados do Ministério do Trabalho e
Emprego – MTE, o setor é responsável por cerca de 60% dos empregos na indústria de
transformação do Estado (SENAI- RN, 2008).
3. Descrião da Empresa
O presente trabalho foi realizado em uma Indústria Têxtil de grande porte localizada no
distrito industrial de Extremoz – RN. Com 45 anos de mercado a indústria em estudo possui
unidades produtoras nos Estados do Ceará e Rio Grande do Norte, um Centro de Distribuição
no Estado de São Paulo, uma fábrica no Equador e filiais de venda na Argentina e Europa.
Atualmente está entre as maiores produtoras mundiais de índigos e brins, respondendo 40%
da produção brasileira de índigo (Vicunha Têxtil, 2012).
O parque industrial localizado no estado do Rio Grande do Norte conta com um quadro de
1800 colaboradores distribuídos em quatro turnos: A B e C (turnos de produção) e o turno D
(administrativo).
A empresa em estudo adota este Sistema de Produção Enxuta para combater as seguintes
perdas: Superprodução, Movimentação desnecessária, Transporte desnecessário, Excesso de
Estoque, Defeitos e Espera.
4. Descrição e Análise do Atual Sistema Produtivo da Estamparia Rotativa
O mapeamento do sistema produtivo da estamparia foi realizado com finalidade de analisar a
situação atual do setor diante dos aspectos relacionados aos métodos utilizados na preparação
e produção, equipamentos, máquinas e equipes de trabalho, como mostrado na Figura 3. Esta
análise permitiu a identificação de problemas existentes no processo.
Figura 3 – Etapas do mapeamento do processo
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Fonte: Autores
4.1. Caracterização do Processo de Estampagem
Após o tecido ter passado pelos processos de Beneficiamento e Acabamento, ele é submetido
ao processo de Estampagem. O processo de estampar consiste em proporcionar uma cobertura
parcial ou total ao tecido com uma pasta criando texturas, cores e desenhos, somente os
tecidos Brins são estampados utilizando essa técnica. Estampar é uma das mais exigentes
técnicas têxteis, e também a que mais se aproxima da arte.
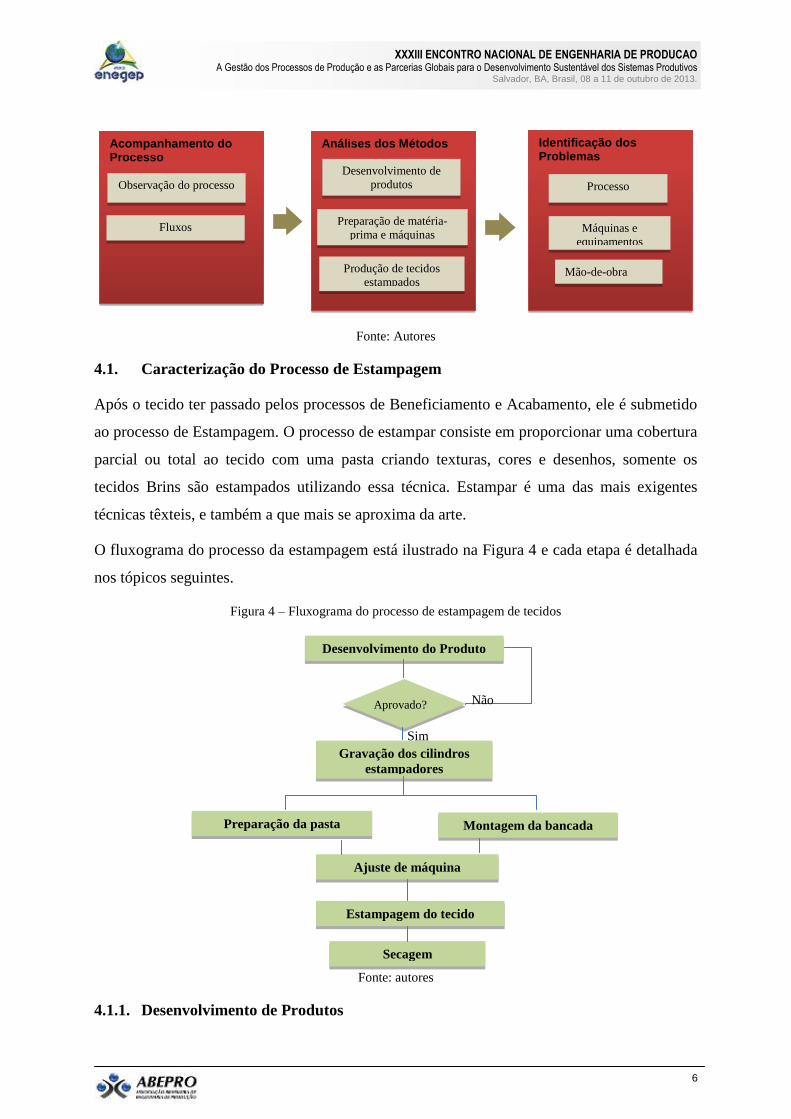
O fluxograma do processo da estampagem está ilustrado na Figura 4 e cada etapa é detalhada
nos tópicos seguintes.
Figura 4 – Fluxograma do processo de estampagem de tecidos
Fonte: autores
4.1.1. Desenvolvimento de Produtos
Acompanhamento do Processo
Análises dos Métodos
Identificação dos Problemas
Observação do processo
Fluxos
Desenvolvimento de
produtos
Preparação de matéria-
prima e máquinas
Produção de tecidos
estampados
Máquinas e
equipamentos
Mão-de-obra
Processo
Desenvolvimento do Produto
Gravação dos cilindros
estampadores
Aprovado?
Preparação da pasta Montagem da bancada
Ajuste de máquina
Estampagem do tecido
Secagem
Sim
Não
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Todas as estampas que fazem parte da coleção da empresa, assim como, as solicitadas pelos
clientes são elaboradas computacionalmente pela equipe de designers especializados em moda
e tendências a nível internacional. O projeto nasce na escolha da gravura, passando pela
escolha de cores, texturas, sobreposição dos motivos e a distribuição dos desenhos a
completar o rapport (espaçamento dos motivos no tecido).
O Desenvolvimento da Receita da Pasta também é realizado nesta etapa. Um ensaio da receita
é elaborado no próprio laboratório estamparia para as produções das amostras.
Com o projeto concluído, a equipe de produção das amostras elaboram as amostras que serão
enviadas para a equipe de vendas e os clientes da empresa. Se a estampa desenvolvida for da
própria coleção da empresa as amostras serão produzidas na mesa de amostra, que é um
processo semelhante ao da estampagem rotativa em escala menor utilizando apenas um
cilindro estampador. Já se a estampa for solicitada pelo cliente, as amostras serão produzidas
em quadros, um método de menor custo para produzir pequenas quantidades de amostras. É
importante ressaltar que este processo de produção de amostras em quadros é realizado por
empresas terceiras devido à falta de equipamentos adequados à técnica.
As amostras são avaliadas tanto pela equipe de desenvolvimento de produto, área comercial,
como também, os clientes. Se forem aprovadas, as estampas faram parte da coleção da
empresa e serão produzidas.
4.1.2. Gravação dos Cilindros Estampadores
A estampadora rotativa é a máquina de estampar tecido com cilindros de níquel
microperfurados. As gravações das estampas nesses cilindros são feitas no próprio setor de
estamparia.
Cada cilindro possui um perímetro de 642 milímetros (rapport) e sua superfície é constituída
de micro orifícios calibrados em Mech, unidade que indica o número de orifícios por
centímetro quadrado.
A gravação do cilindro com a estampa ocorre em quatro etapas: laquear o cilindro, impressão
da estampa, revelação e inspeção. Todo o processo de gravação de cada cilindro dura em
média 5 horas.
4.1.3. Preparação da Pasta
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
A preparação da pasta de estampar ocorre na hora de processar um lote. A pasta é preparada
em toneis de 60 litros, cada cor é preparada separadamente uma de cada vez devido a
limitação de um único batedor. A pasta deve ser filtrada para retirar possíveis impurezas que
venham entupir os orifícios do cilindro.
A pasta de estampar deve apresentar viscosidade de 17 a 18 centipoise e pH variando de 8 a 9,
estas propriedades garante que a forma dos desenhos não se alastrem.
A pasta é composta de pasta base, antiespumante, catalisador, pigmento e espessante. A
receita da pasta de estampar é elaborada com as quantidades necessárias de produtos para a
produção de 1 kg de pasta, cada artigo tem o seu consumo de kg de pasta por m².
4.1.4. Montagem da Bancada
A etapa de montagem da bancada consiste em preparar a máquina de estampar nas seguintes
etapas:
- Posicionar os cilindros estampadores corretamente, ajustando sua largura à largura do
tecido envolvendo uma fita adesiva impedindo que a pasta saia. Quando a estampa
possui várias cores, cada cilindro fica responsável por estampar uma única cor;
- Colocar o cilindro cola no inicio da bancada, este cilindro possui a superfície adesiva
que retêm os pêlos superficiais do tecido;
- As rasquetas são inseridas dentro dos cilindros é por elas que as pastas passarão para
dentro dos cilindros;
- As varetas metálicas também são colocadas dentro dos cilindros que permanecerão
presas a mesa pelo campo magnético fazendo com que ocorra uma maior penetração da
pasta no tecido;
- Ajustes dos comandos de velocidade, temperatura da estufa, magnético e quantidade de
cola no tapete também são realizados a cada lote processado;
- Os toneis com as pastas são colocadas próximas às bombas de alimentação das
rasquetas.
Com o término da montagem da bancada o tecido-guia é inserido na máquina para realizar o
passamento e verificar as condições da máquina antes do inicio do processo de estampagem.
4.1.5. Procedimento da Estampagem

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Logo após a montagem da bancada e o posicionamento dos tonéis de pasta para o
abastecimento das bombas que alimentaram a máquina de estampar, dá-se inicio ao processo
de estampagem. O lote de tecido é fixado à entrada da máquina passando pelo sistema de
retirada de pêlo. Ainda na entrada de máquina pode-se ter uma cuba de cola, que serve para
prender o tecido ao tapete durante o processo, na fábrica em estudo somente a Máquina I
possui esse sistema.
O procedimento da estampagem ocorre com o movimento do tapete que provocam as rotações
dos cilindros, as rasquetas que estão dentro dos cilindros liberam as pastas e as varetas que
estão presas à bancada pelo campo magnético permitem a passagem adequada de pasta para o
tecido. A Máquina I tem capacidade de produzir 80m/min e a Máquina II tem a produção
máxima de 30m/min. Existe uma limitação de quantidade de cilindros que as bancadas das
máquinas comportam, a Máquina II comporta somente três cilindros e a Máquina II comporta
dez cilindros.
A limpeza do tapete é feita através do Sistema pré-lavagem e lavagem que é instalado
somente na Máquina I com o objetivo de remover a maior parte da cola e contaminações
residuais.
Figura 5 – Estrutura da Máquina II de estampar
Fonte: REGGIANI MACCHINE. Única: máquina de estampar rotativa
Na saída da estampagem o tecido é guiado por uma esteira para a secagem. A Secagem
consiste em uma estrutura de aço de circuito fechado protegida com placas de isolamento
térmico de lã de rocha o que impede a fuga de calor.
4.1.6. Controles existentes no processo de estampagem
Cuba de cola Lavagem do Tapete
Sistema de retirada de pêlos
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Durante o processo de estampagem dois operadores são posicionados na entrada e saída da
máquina com finalidade de fazer a inspeção visual do tecido estampado. Qualquer
anormalidade detectada é realizada uma parada de máquina imediata para solucionar o
problema.
O controle final do tecido acabado é somente realizado pelo setor de qualidade total, onde
será revisado e classificado pela quantidade de defeitos.
4.2. Diagnóstico do setor de estamparia rotativa
4.2.1. Desenvolvimento x Produção
Ao acompanhar as primeiras produções de novos artigos foi possível perceber a dificuldade
de reproduzir as mesmas características que foram atribuídas na etapa de desenvolvimento do
produto. As divergências estão na coloração da estampa, textura, sobreposição dos motivos e
a sequência dos rapports.
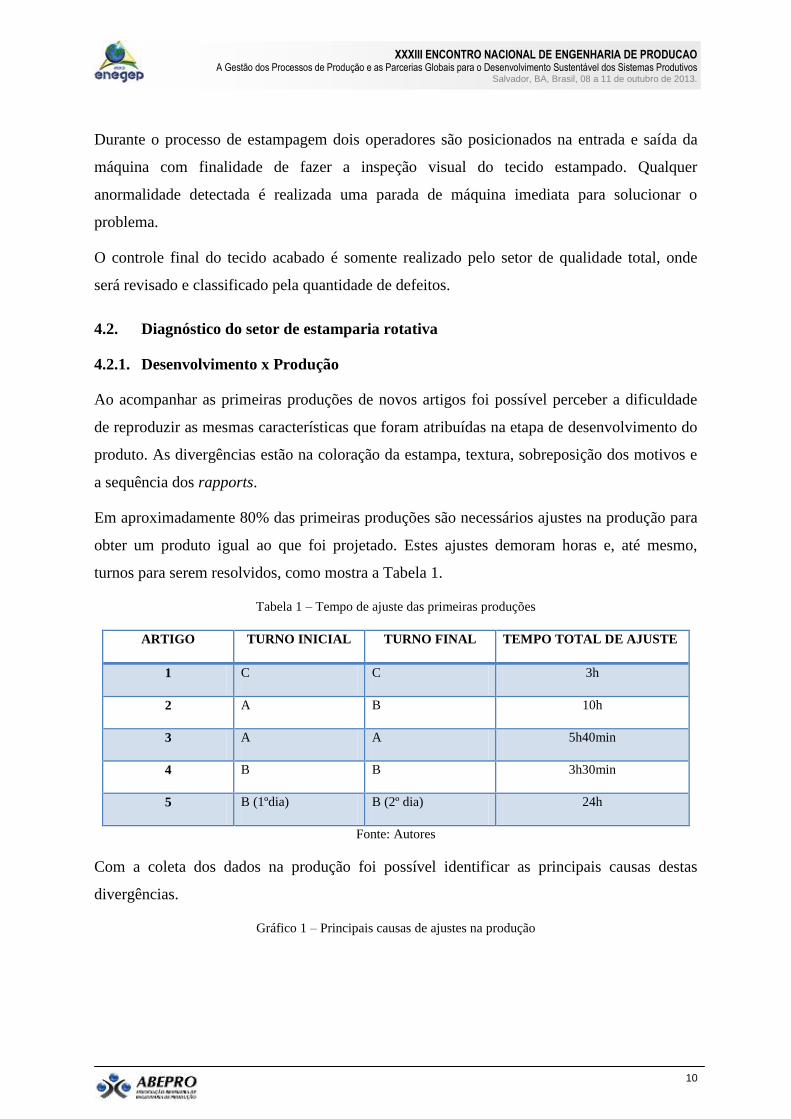
Em aproximadamente 80% das primeiras produções são necessários ajustes na produção para
obter um produto igual ao que foi projetado. Estes ajustes demoram horas e, até mesmo,
turnos para serem resolvidos, como mostra a Tabela 1.
Tabela 1 – Tempo de ajuste das primeiras produções
ARTIGO TURNO INICIAL TURNO FINAL TEMPO TOTAL DE AJUSTE
1 C C 3h
2 A B 10h
3 A A 5h40min
4 B B 3h30min
5 B (1ºdia) B (2º dia) 24h
Fonte: Autores
Com a coleta dos dados na produção foi possível identificar as principais causas destas
divergências.
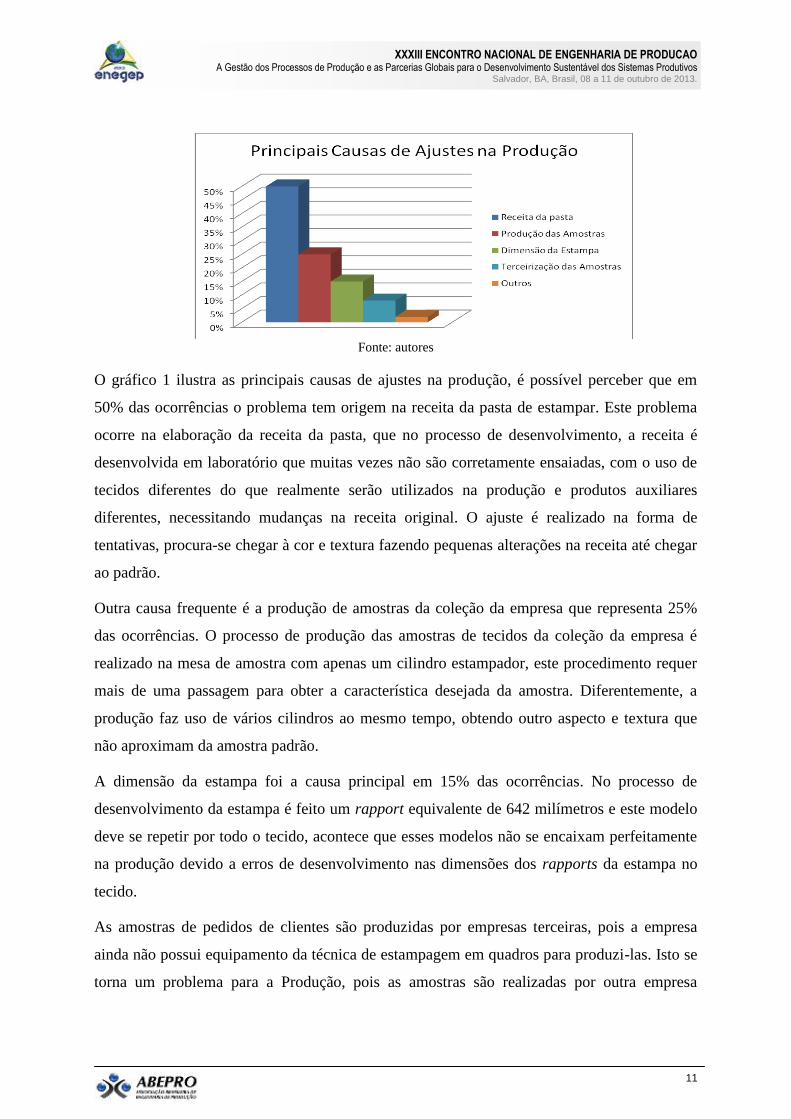
Gráfico 1 – Principais causas de ajustes na produção
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Fonte: autores
O gráfico 1 ilustra as principais causas de ajustes na produção, é possível perceber que em
50% das ocorrências o problema tem origem na receita da pasta de estampar. Este problema
ocorre na elaboração da receita da pasta, que no processo de desenvolvimento, a receita é
desenvolvida em laboratório que muitas vezes não são corretamente ensaiadas, com o uso de
tecidos diferentes do que realmente serão utilizados na produção e produtos auxiliares
diferentes, necessitando mudanças na receita original. O ajuste é realizado na forma de
tentativas, procura-se chegar à cor e textura fazendo pequenas alterações na receita até chegar
ao padrão.
Outra causa frequente é a produção de amostras da coleção da empresa que representa 25%
das ocorrências. O processo de produção das amostras de tecidos da coleção da empresa é
realizado na mesa de amostra com apenas um cilindro estampador, este procedimento requer
mais de uma passagem para obter a característica desejada da amostra. Diferentemente, a
produção faz uso de vários cilindros ao mesmo tempo, obtendo outro aspecto e textura que
não aproximam da amostra padrão.
A dimensão da estampa foi a causa principal em 15% das ocorrências. No processo de
desenvolvimento da estampa é feito um rapport equivalente de 642 milímetros e este modelo
deve se repetir por todo o tecido, acontece que esses modelos não se encaixam perfeitamente
na produção devido a erros de desenvolvimento nas dimensões dos rapports da estampa no
tecido.
As amostras de pedidos de clientes são produzidas por empresas terceiras, pois a empresa
ainda não possui equipamento da técnica de estampagem em quadros para produzi-las. Isto se
torna um problema para a Produção, pois as amostras são realizadas por outra empresa
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
fazendo com que se perca o domínio do processo dificultando a reprodução e a solução de
problemas no processo produtivo da estampagem rotativa em 8% das ocorrências.
4.2.2. Fluxo Geral do Tecido
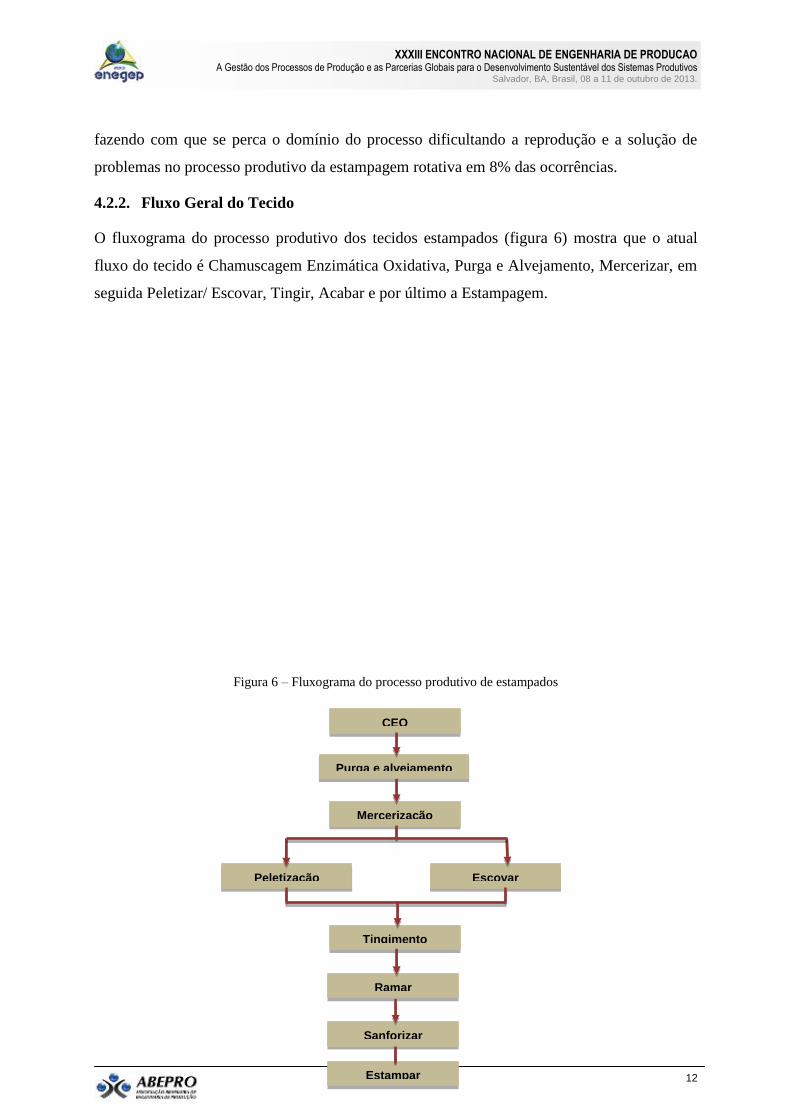
O fluxograma do processo produtivo dos tecidos estampados (figura 6) mostra que o atual
fluxo do tecido é Chamuscagem Enzimática Oxidativa, Purga e Alvejamento, Mercerizar, em
seguida Peletizar/ Escovar, Tingir, Acabar e por último a Estampagem.
Figura 6 – Fluxograma do processo produtivo de estampados
Escovar
Ramar
Peletização
Tingimento
Sanforizar
Estampar
Purga e alvejamento
Mercerização
CEO
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
Fonte: autores
Um dos maiores problemas identificados no processo de Estampagem é o excesso de pêlo
superficial no tecido, provavelmente derivados do processo de Peletizar e Escovar, que
consiste em levantar os pêlos do tecido com auxilio de lixas ou escovas para proporcionar um
toque aveludado. As duas máquinas de estampar possuem sistemas de retiradas de pêlos e os
cilindros-cola, mas estes equipamentos não são eficientes para a eliminação dos pelos
superficiais.
O excesso de pêlo superficial no tecido pode ocasionar entupimento dos orifícios dos cilindros
estampadores ocasionando uma parada de máquina para que ocorra a limpeza desses
cilindros. Outro problema é a não fixação da pasta no tecido que ocorre quando o pêlo
permanece na superfície do tecido e o processo de estampagem é feito sobre o pêlo, depois da
secagem este pêlo juntamente com a pasta desprende do tecido ocasionando um defeito na
estampa. Dependendo do tamanho do defeito pode-se ser feita uma correção manual com a
própria pasta e uma espátula.
4.2.3. Análise da Gravação dos Cilindros Estampadores
A análise da etapa de gravação dos cilindros estampadores permitiu a identificação de erros
de gravação devido ao método utilizado na empresa. O sistema de gravação de cilindros
estampadores é a impressão de estampa à cera, este método é o mais financeiramente viável,
porém, torna-se o processo restrito a algumas estampas. O processo utilizado não permite a
impressão de desenhos mais precisos, o que acaba gerando erros de gravação, perdas de
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
tempo e movimento para reparar os erros e terceirização da etapa.
Outro ponto que vale ser destacado é o tempo de preparação. Este processo tem duração
média de 5 horas. O custo de preparação desses cilindros é elevado, tornando-se inviável
estoque reserva. Caso algum desses cilindros quebre durando o processo de estampar é
necessário fazer a gravação de outro cilindro, enquanto isso a produção permanecerá parada.
4.2.4. Procedimento de Preparação da Pasta de Estampar
A preparação da pasta ocorre no momento que o lote deverá ser processado, ela é feita em um
espaço improvisado ao lado das máquinas de estampar. A estrutura conta com 01 batedor de
pasta, 01 batedor de pasta-base, 01 balança industrial de 100kg, 01 balança comercial de
15kg, 01 bancada com lavatório e 01 filtro de pasta. Esta estrutura impossibilita o preparo
simultâneo das pastas para as duas linhas de produção, necessitando fazer uma de cada vez
causando gargalos.
A variação de temperatura da água utilizada no processo é outro problema identificado na
preparação da pasta. A água utilizada é oriunda do reaproveitamento dos cilindros de
resfriamento do beneficiamento, que é armazenada em tanques reservatórios e bombeada para
a Estamparia, inexistindo um controle de temperatura. O problema decorrente deste uso é a
dificuldade de manter a viscosidade ideal da pasta, necessitando alterações de receitas para
assegurar essa propriedade.
A filtragem da pasta é um procedimento obrigatório para retirar impurezas garantindo a
qualidade da pasta. O procedimento de filtragem consiste em pegar os toneis de 60 litros e
eleva-los com o auxilio de uma escada a uma altura de aproximadamente 1,30 metros. A
duração da filtragem de um único tonel é de 5 minutos, tomando a demanda máxima de
alimentação por maquina de 9 toneis, o processo de filtragem finalizará em 45 minutos. O
problema identificado é que muitos funcionário não executam esta fase relatando que o
procedimento não é ergonômico e possui um tempo de duração elevado.
4.2.5. Análise das Máquinas Estampadoras
A empresa possui duas máquinas estampadoras, cada uma com suas particularidades de
velocidade, temperatura, estufa, fixação do tecido no tapete, lavagem de tapete e quantidade
de cilindros estampadores.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
A Máquina I é responsavel por 60% da produção das estampas, a sua estrutura comporta até
nove cilindros estampadores mais um cilindro cola, a velocidade máxima chega até 80 m/min,
o passamento da estufa tem comprimento de 25 metros com a temperatura podendo chegar a
150°C. Esta máquina possui uma cuba de cola na entrada da máquina com finalidade de fazer
com que o tecido fique preso ao tapete da mesa de estampagem. Já na saída da mesa existe um
sistema de lavagem dessa esteira para a retirada da cola, resíduos de pasta e impurezas que
ficam agregadas à esteira.
A Máquina II, responsavel por 30% da produção, é a mais antiga com capacidade somente
para dois cilindros estampadores mais um cilindro cola, limitando somente a estampagem em
duas cores. A velocidade máxima chega a 30 m/ min, o passamento da estufa tem
aproximadamente de 47 metros com temperatura máxima de 120ºC. Esta máquina não possui
cuba de cola na entrada provocando instabilidade no tecido na mesa de estampar podendo
gerar falhas na estampa. O acumulo de sujeira no tapete é maior, pois ela não possui o sistema
de lavagem de tapete na saída de máquina. A limitação da quantidade dos cilindros
estampadores desta máquina trás consequências a produção de tecidos estampados, acontece
que existe uma sobrecarga na Máquina I, necessitando terceirizar 10% da produção como
medida para atingir suas metas.
4.2.8. Qualidade dos Tecidos Estampados
A empresa estabelece que 97% dos tecidos estampados deverão ser de primeira qualidade. Na
prática, esta meta não é atingida, cerca de 90% da produção é classificada em primeira
qualidade.
O Controle de Qualidade Total é responsável pela revisão final do tecido, apontando seus
defeitos e classificando-o de acordo com qualidade. O processamento de dados dos erros
apontados na Revisão Final em decorrência do processo de estamparia permitiu identificar os
defeitos e suas respectivas frequências.
Gráfico 2 – Diagrama de Pareto com os defeitos do tecido estampado

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
16
Fonte: Autores
O diagrama de Pareto ilustra todos os defeitos oriundos do processo de estampagem, é
perceptível que falha de estampagem é responsável por 20% dos erros que levam o produto
ser classificado como segunda ou terceira qualidade.
6. Conclusões
O desenvolvimento de produtos diferenciados e customizados proporcionou ao setor de
Estamparia de tecidos um lugar de destaque dentro da cadeia têxtil. A estampa é vista como
arte de diferenciação e exclusividade dentro do universo da moda. Para que a empresa se
destaque neste seguimento é necessário que seu processo produtivo esteja operando conforme,
atingindo suas metas de produtividade e qualidade.
Diante deste contexto, o presente trabalho alcançou seus objetivos através do diagnóstico do
sistema produtivo atual do setor de Estamparia Rotativa utilizando as ferramentas de coleta e
processamento dos dados em todas as etapas que compõe o processo.
A pesquisa prossegue, agora com a elaboração das propostas de melhorias que serão
apresentadas também no ENEGEP 2013.
Referências
ABIT – Associação Brasileira das Indústrias Têxteis. Disponível em:
<http://www.abit.org.br/abitnoticias/main.asp?MagiD=7&MagNo=15>, acesso em: 15/01/2013.
ABIT. Panorama do setor têxtil e de confecções. Disponível em:
<http://abit.org.br/abitonline/2011/06_07/apresentacao.pdf>. Acessado em: 20/01/2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
17
GONÇALVES, H.; MELO, DUARTE, T. Análise do Impacto das Inovações Tecnológicas no Setor de Fiação
da Cadeia Produtiva Têxtil de Campina Grande-PB. Publicado em XI SIMPEP - Bauru, SP, 2004.
JURAN, J. M. Juran na Liderança pela Qualidade. 2.ed. São Paulo: Pioneira, 1993.
REGGIANI MACCHINE. Única: máquina de estampar rotativa. Disponível em:
<http://www.reggianimacchine.it/pdf_unica/UNICA-POR.pdf>. Acesso em: 16/01/2013.
SEBRAE – Serviço Brasileiro de Apoio às Micro e Pequenas Empresas. Disponível em:
<http://www.sebrae.com.br/setor/textil-e-confeccoes/o-setor/panorama/145-7-industria-textil-no-
brasil/BIA_1457>, acessado em 30/01/2013.
SENAI RN. Apostila de curso de Técnico em Tecelagem. Natal, 2008.
VICUNHA TÊXTIL. Disponível em: <http://www.vicunha.com.br/empresa.php>. Acesso em 20/12/2012.