Engenharia de Produção IMPLANTAÇÃO DA 1º E 2° ETAPA...
77
Engenharia de Produção IMPLANTAÇÃO DA 1º E 2° ETAPA DO 1° PILAR DO TPM – MANUTENÇÃO PRODUTIVA TOTAL – EM UMA LINHA DE PRODUÇÃO NA ÁREA DE ESTAMPARIA Alexandro Laureano Alves Benedito Manoel da Silva Marcelo Marques do Nascimento Rafaele Feitosa de Lima Itatiba 2015
Transcript of Engenharia de Produção IMPLANTAÇÃO DA 1º E 2° ETAPA...

Engenharia de Produção
IMPLANTAÇÃO DA 1º E 2° ETAPA DO 1° PILAR DO TPM –
MANUTENÇÃO PRODUTIVA TOTAL – EM UMA LINHA DE
PRODUÇÃO NA ÁREA DE ESTAMPARIA
Alexandro Laureano Alves
Benedito Manoel da Silva
Marcelo Marques do Nascimento
Rafaele Feitosa de Lima
Itatiba
2015

Engenharia de Produção
IMPLANTAÇÃO DA 1º E 2° ETAPA DO 1° PILAR DO TPM –
MANUTENÇÃO PRODUTIVA TOTAL – EM UMA LINHA DE
PRODUÇÃO NA ÁREA DE ESTAMPARIA
Alexandro Laureano Alves RA: 002201101177
Benedito Manoel da Silva RA: 002201200693
Marcelo Marques do Nascimento RA: 002201101221
Rafaele Feitosa de Lima RA: 002201100937
Monografia apresentada à disciplina Trabalho de Conclusão de Curso em Engenharia de Produção da Universidade São Francisco, sob a orientação do Prof. Esp. Fábio Hitoshi Masunaga, como exigência parcial para conclusão do curso de graduação. Orientador: Prof. Esp. Fábio Hitoshi Masunaga
Itatiba
2015


AGRADECIMENTOS
A Deus, que se mostrou criador, que foi criativo. Seu fôlego de vida em nós
foi sustento e nos deu coragem para questionar realidades e propor sempre um
novo mundo de possibilidades;
Aos nossos Pais e demais familiares, que com muito carinho e apoio, não
mediram esforços para que chegássemos até esta etapa de nossas vidas ;
Ao nosso Professor Orientador Fábio Hitoshi Masunaga pela paciência na
orientação e incentivo que tornaram possível a conclusão desta monografia e a
professora Elaine Cristina Marques, por todos os seus ensinamentos e
colaboração;
Agradecemos também a empresa Exting Ltda por todo o apoio e confiança
dedicados ao nosso trabalho;
A Universidade São Francisco, por nos proporcionar esse momento de
profunda felicidade e realização.
Aos demais professores e amigos que de qualquer forma, contribuíram em
nossa formação acadêmica e em nossas vidas.

RESUMO
O processo tecnológico atualmente tem colocado as empresas em constantes
mudanças para suprir as necessidades de mercado que se tornam mais exigentes a cada dia.
Há necessidade de realizar mudanças no processo para atender o aumento de demanda e
rapidamente adaptar-se às necessidades dos clientes, tendo como base os conceitos do Lean
Manufacturing. A implantação da ferramenta TPM - Total Productive Maintenance (Manutenção
Produtiva Total) é utilizada para alcançar a excelência no mercado, tornando a empresa mais
competitiva frente aos seus concorrentes. O TPM proporciona uma parceria onde, Homem,
Máquina e Empresa estarão unidos seguindo os mesmos objetivos. Este sistema na empresa
Exting Ltda tem em sua base a ferramenta 5s e sobre esta estrutura os 8 pilares de
sustentação. O enfoque deste trabalho foi no pilar de Manutenção Autônoma, com o objetivo de
implantar a 1ª e 2ª etapa na empresa Exting Ltda do ramo metalúrgico, na estamparia de uma
linha de produção. Os resultados obtidos nos permitiram concluir que os objetivos propostos
foram atingidos através da implantação e consolidação da 1ª etapa e implantação da 2º. A
auditoria de mudança para 3ª etapa ocorrerá em fevereiro de 2016, contudo são evidentes os
ganhos alcançados pelo setor.
PALAVRAS-CHAVE: Manutenção Produtiva Total, Produtividade, Implantação, Lean
Manufacturing, TPM.

ABSTRACT
The technological process nowadays has put companies in a process of constant
changes to supply the necessities of the market that gets more demanding day by day. There is
a necessity to make changes in the process to attend the increasing of demand and fast adapt
to the client's necessities, having as a base the concepts of Lean Manufacturing. The
implantation of the tool TPM - Total Productive Maintenance is used to reach the excellence in
the market, turning the company more competitive than its competitors. The TPM enables a
partnership, in which Man, Machine and Company will be united following the same goals. This
system in the company Exting Ltda has in its base the tool 5S and over this structure the 8
pillars of support. The focus of this paper is on the Autonomous Maintenance pillar, aiming at
implanting the 1st and 2ndstep in the company Exting Ltda of the metallurgical business, on the
stamping of a production line. The obtained results enabled us to conclude that the proposed
goals were reached through the implantation and consolidation of the 1ststep and implantation of
the2nd. The changing audit for the 3rd step will happen in February, 2016, however the gains
achieved in the sector are evident.
KEYWORDS: Total Productive Maintenance, Productivity, Deployment, Lean Manufacturing,
TPM.

LISTA DE FIGURAS
Figura 1 – Fluxo de atividades da 1ª etapa de implantação do pilar de MA ............................... 33
Figura 2 – 1ª etapa do Pilar Manutenção Autônoma Limpeza e Inspeção ................................ 34
Figura 3 – Fluxo de atividades da 2ª etapa de implantação do pilar de MA .............................. 35
Figura 4 – 2º etapa do Pilar MA Fontes de Sujeira e Locais de Difícil Acesso .......................... 35
Figura 5 - Layout da disposição das prensas e soldas. ............................................................ 36
Figura 6 – Anomalias encontradas nos equipamentos ............................................................. 38
Figura 7 – Fluxo de abertura de etiquetas ................................................................................ 39
Figura 8 – Volumes de etiquetas abertas no mês ..................................................................... 41
Figura 9 – Controle de etiquetas azuis por operador ................................................................ 42
Figura 10 – Evolução da Manutenção Autônoma ..................................................................... 43
Figura 11 – Quadro de informações relacionadas ao TPM ....................................................... 44
Figura 12 – Reunião de apresentação dos indicadores ............................................................ 45
Figura 13– Treinamento de LUP com operadores .................................................................... 46
Figura 14– Exemplos de LUPs confeccionadas........................................................................ 47
Figura 15– Fluxo das LUPs ...................................................................................................... 48
Figura 16– LUPs realizadas ..................................................................................................... 49
Figura 17– Comemoração de mudança de etapa ..................................................................... 54
Figura 18 – Análise de Eliminação da ferramenta ECRS .......................................................... 56
Figura 19– Análise de Combinação da ferramenta ECRS ........................................................ 56
Figura 20– Análise de Substituição / Realocação da ferramenta ECRS ................................... 57
Figura 21– Análise de Simplificação da ferramenta ECRS ....................................................... 58
Figura 22– Fotos de antes e depois da melhoria de visualização interna do equipamento ...... 63
Figura 23– Gráfico de auditorias de 5s Jan. à Out. - 2015 ........................................................ 67

LISTA DE TABELAS
Tabela 1 – Evolução das gerações do TPM. ............................................................................. 12
Tabela 2 – Ganhos com a implantação do TPM. ....................................................................... 13
Tabela 3 – Objetivos e expectativas oriundas da implantação do TPM.. ................................... 15
Tabela 4– Etapas para Implantação do TPM. ............................................................................ 20
Tabela 5– Etapas de implantação do Pilar de Manutenção Autônoma. ..................................... 32
Tabela 6– Plano de ação para resolução de anomalias. ........................................................... 40
Tabela 7– Categorias LUPs....................................................................................................... 47
Tabela 8– Formulário Padrão de Avaliação. .............................................................................. 51
Tabela 9– Pontuação por item auditado. ................................................................................... 52
Tabela 10– Plano de ação da auditoria - 1ª Etapa. .................................................................... 53
Tabela 11– Fontes de Sujeira (FDS). ........................................................................................ 59
Tabela 12–Planilha de Estudo para Fontes de Sujeira. ............................................................. 61
Tabela 13– Planilha de controle de Locais de Difícil Acesso. .................................................... 64

LISTA DE ABREVIATURAS E SIGLAS
CCQ Círculos de Controle de Qualidade
CM Corrective Maintenance
ECRS Eliminar;Combinar; Realocar;Simplificar
EPI Equipamento de proteção Individual
FS Fonte de sujeira
JIT Just-In-Time
LDA Local de difícil acesso
LPP Lição ponto à ponto
LUP Lição de um ponto
MA Manutenção autônoma
MP Manutenção produtiva
MSP Manutenção do Sistema de Produção
PCMS Planejamento e Controle de Manutenção e Sistemas
PM Prevenção da Manutenção
PQCDSM Produtividade; Qualidade; Custos; Distribuição e Entrega;
Segurança e Meio Ambiente; Moral e Motivação dos Funcionários
TPM Total Productive Maintenance

SUMÁRIO
1. INTRODUÇÃO ............................................................................................................ 9
1.1 Objetivo ................................................................................................................ 10
1.2 Justificativa .......................................................................................................... 10
2. REVISÃO BIBLIOGRÁFICA ...................................................................................... 11
2.1. Histórico TPM ...................................................................................................... 11
2.2. Objetivos do TPM ................................................................................................ 12
2.3. O que é TPM? ..................................................................................................... 16
2.4. Utilização da Metodologia TPM ........................................................................... 18
2.5. Etapas para Implantação do TPM ....................................................................... 20
2.6 Histórico 5S .......................................................................................................... 22
2.7 Por que o 5S é a base para o TPM? .................................................................... 22
2.8 Etapas de implantação do 5S voltado para TPM .................................................. 24
3. METODOLOGIA ....................................................................................................... 31
4. RESULTADOS E DISCUSSÕES .............................................................................. 36
4.1 Implantação.......................................................................................................... 36
4.2 Capacitação dos colaboradores e início das atividades da etapa 1 ...................... 37
4.3 Identificação das anomalias ................................................................................. 39
4.4 Ferramenta LPP / LUP ......................................................................................... 45
4.5 Mudança para 2º Etapa ........................................................................................ 49
4.6 Início da 2º Etapa ................................................................................................. 54
4.6.1 ECRS ........................................................................................................... 55
4.6.2 Fontes de Sujeira ......................................................................................... 58
4.6.3 Locais de Díficil Acesso ............................................................................... 62
4.6.4 Consolidação da 2ª etapa ............................................................................ 66

4.7 Evolução no 5S .................................................................................................... 67
5. CONCLUSÃO ............................................................................................................. 69
6. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 71
APÊNDICE A - Cronograma de Treinamentos Autônomos para Operadores ............... 72
APÊNDICE B- Cronograma de Treinamentos Autônomos para Operadores ................ 73

9
1 INTRODUÇÃO
No mundo globalizado e exigente que vivemos hoje, é necessário que as empresas
reconheçam e valorizem seu capital humano e que estejam sempre buscando aprimorar seus
processos, máquinas e equipamentos, podendo assim manter-se financeiramente saudáveis e
competitivas no mercado.
A sobrevivência das empresas depende de alguns fatores: inovação tecnológica,
qualidade, confiabilidade, flexibilidade e custo.
Alcançar o menor custo significa conquistar melhor margem de lucro. Reduzir custos é
aumentar a eficiência de cada recurso disponível, porém deve ser aplicado com coerência, pois
existem certas reduções de custos que acabam por gerar perdas de receita e clientes.
Existem técnicas modernas de gestão de manufatura, possíveis de serem implantadas
nas empresas, alcançando assim reduções de custos e atendendo diversas exigências de
mercado como: Sistema Toyota de Produção, Manufatura Enxuta ou Lean Manufacturing, Seis
Sigma, Teoria das Restrições, etc.
O sistema de manufatura enxuta Lean é uma metodologia ampla e já muito testada e
aprovada por diversas empresas, tem como objetivo a racionalização dos fluxos de valor por
meio da redução de desperdícios. Dentro deste enfoque utilizam-se ferramentas que podem
auxiliar na gestão das perdas, dentre elas temos o TPM, que tem o objetivo de tornar as linhas
de produção mais eficientes com a máxima utilização dos equipamentos.
A filosofia TPM tem em suas atividades a integração de todos na empresa, desta forma
o grau de comprometimento com o programa se torna ainda mais forte, o que proporciona maior
consciência aos colaboradores contribuindo para o alcance do objetivo comum.
No TPM há uma série de métodos destinados a garantir que cada máquina em seu
processo de produção seja sempre capaz de processar o produto, obtendo o menor número de
quebras ou falhas.
Nesta filosofia o operador é a peça mais importante para que a máquina trabalhe
buscando a maior eficiência operacional e integração “homem x máquina”. A manutenção que
no passado tinha a responsabilidade de manter os equipamentos operantes e sem quebras,
agora compartilha esse trabalho com o processo de manufatura.
Na empresa Exting Ltda, há um desafio de aumento na demanda, por isso foi preciso
avaliar qual seria o investimento para se alcançar uma capacidade produtiva necessária e
atender o novo volume. Na avaliação verificou-se que havia grande oportunidade de reduzir os
custos inerentes do investimento.

10
Frente ao resultado optou-se pela implementação da ferramenta TPM, que se divide em
4 fases: preparação, introdução, implantação e consolidação.
Iniciou-se a implantação do TPM em Janeiro de 2014 no setor de montagem e
acabamento, hoje 2 setores estão com alguns pilares e etapas implantados, restando ainda 5
setores para implantação completa da metodologia.
Foi contratada a Consultoria PCMS – Planejamento Controle de Produção e Sistemas,
para dar suporte as atividades de implantação, os consultores fazem visitas quinzenais à
empresa e estão disponíveis 24 horas por dia para possíveis dúvidas ou suporte.
A PCMS é uma empresa sólida que já esta no mercado a mais de 20 anos atuando nas
áreas de assessoria, consultoria e treinamento nos campos da manutenção e produtividade.
O TPM está estruturado em 8 pilares, sendo que o 5s é a base que sustenta este
sistema. Não se implanta TPM em curto prazo, o processo é lento e cada etapa deste processo
precisa ser consolidada para alcançar o resultado esperado.
É importante enfatizar que o 5s é uma ferramenta já implantada na empresa Exting Ltda
a 5 anos e requer melhorias, sendo assim, a consultoria vem proporcionar robustez a esta
metodologia.
1.1 Objetivo
Implantar a 1º e 2º etapa do pilar de Manutenção Autônoma no setor de estamparia e
soldagem de uma empresa metalúrgica, identificando também os benefícios gerados após a
consolidação das atividades de implementação.
1.2 Justificativa
A intensa necessidade de que as empresas se tornem mais competitivas, as obrigam
sempre procurar formas de se adequar as necessidades de mercado.
Os sistemas de manutenção nas empresas devem ser vistos como uma fonte de lucro e
diferencial competitivo, portanto organizações de sucesso precisam de estruturas de
manutenção que contribuam efetivamente para um processo produtivo robusto e confiável.

11
2 REVISÃO BIBLIOGRÁFICA
2.1. Histórico TPM
O TPM foi originado nos Estados Unidos em 1951 e era utilizado como uma forma de
“Medicina Preventiva” para os equipamentos, ou seja, um acompanhamento das condições de
funcionamento das máquinas. Os EUA foram os pioneiros na adoção da Manutenção
Preventiva (MP), que gradativamente evoluiu para Manutenção do Sistema de Produção (MSP),
incorporado a Prevenção da Manutenção (PM), além dos tópicos oriundos da engenharia de
confiabilidade(NAKAJIMA, 1986).
O Japão assimilou todos estes conhecimentos, que se cristalizaram como TPM, ou seja,
a manutenção da produção com participação de todos, em 1971, quando a empresa Nippon
Denso Co. Ltda pertencente ao grupo Toyota julgou necessária à implantação de um novo
método que solucionasse a dependência demasiada dos mantenedores.
A empresa estava cada vez mais automatizada e para a manutenção não se tornar um
problema, por precisar cada vez de mais mantenedores, foi determinado que algumas tarefas
diárias dos equipamentos fossem realizadas pelos próprios operadores. Isso ocorreu devido à
evolução da PM (Manutenção Preventiva ou Manutenção Produtiva) que propaga a total
participação do pessoal no processo (NAKAJIMA, 1986).
A manutenção preventiva que nasceu nos Estados Unidos, evoluiu para o TPM no
Japão. Os primeiros contatos das empresas japonesas com estas técnicas americanas
ocorreram no início da década de 50, com a apresentação e adoção da manutenção preventiva,
que na década subsequente evoluiu para o sistema de manutenção da produção.
Em 1957, com o aprimoramento das técnicas de prevenção de falhas, deu-se início a um
novo pensamento em relação a melhorias no processo. Surgiu então a CM (Corrective
Maintenance – Manutenção por Melhoria), que potencializa o conceito de apenas corrigir e
prevenir, pregando extinguir os defeitos através da melhoria na capacidade de manutenção,
trazendo mais confiabilidade ao processo.
Em 1960, a preocupação se voltava ao que era conhecido como Maintenance Free
(Livre de Manutenção), ou seja, o foco se dava aos novos projetos, que deveriam ter como
principal interesse a união de esforços para que os projetos fossem elaborados sem a
necessidade de manutenção nos equipamentos (NAKAJIMA, 1986).
O TPM que conhecemos hoje, só evoluiu quase 20 anos depois de sua origem, o que
resultou na criação de um prêmio muito importante concedido pelo JIPE (Japan Institute of
Plant Engineers), que era concedido as organizações que alcançassem um nível de excelência

12
em manutenção, assim a empresa Nippon Denso tornou-se a primeira empresa a obter as
certificações de TPM (NAKAJIMA, 1986).
Antes da implantação do TPM, o Japão tinha como principal foco a preocupação nas
manutenções corretivas, ou seja, a manutenção após as falhas ou quebras, gerando mais
desperdícios, custos e consequentemente impasses na qualidade.
No Brasil, o TPM foi introduzido somente em 1981 por Nakajima, também conhecido
como o "pai do TPM".
A Tabela 1 mostra resumidamente a evolução das gerações do TPM.
Tabela 1 – Evolução das gerações do TPM.
1º geração
1970
2º geração
1980
3º geração
1990
4º geração
2000
Estratégia
Máxima eficiência dos
equipamentos
Produção e TPM Gestão e TPM
Foco Equipamento Sistema de
Produção
Sistema Geral da
Companhia
Perdas Perda por
Falha
Seis principais
perdas nos
equipamentos
Dezesseis perdas
(equipamentos,
fatores humanos e
recursos na
produção)
Vinte perdas
(processos,
inventário,
distribuição e
compras)
Fonte: Adaptado de SUZUKI, 1993.
2.2. Objetivos do TPM
O objetivo central da metodologia TPM é a melhoria contínua nos processos, estrutura e
habilidades pessoais, a fim de explorar as capacidades humanas e adaptar-se a era da
Automação Fabril. Essa metodologia determina que quanto maior a qualidade dos operadores,
maior a melhoria nos equipamentos, proporcionando um ganho direto para organização,
conforme Tabela 2.
13
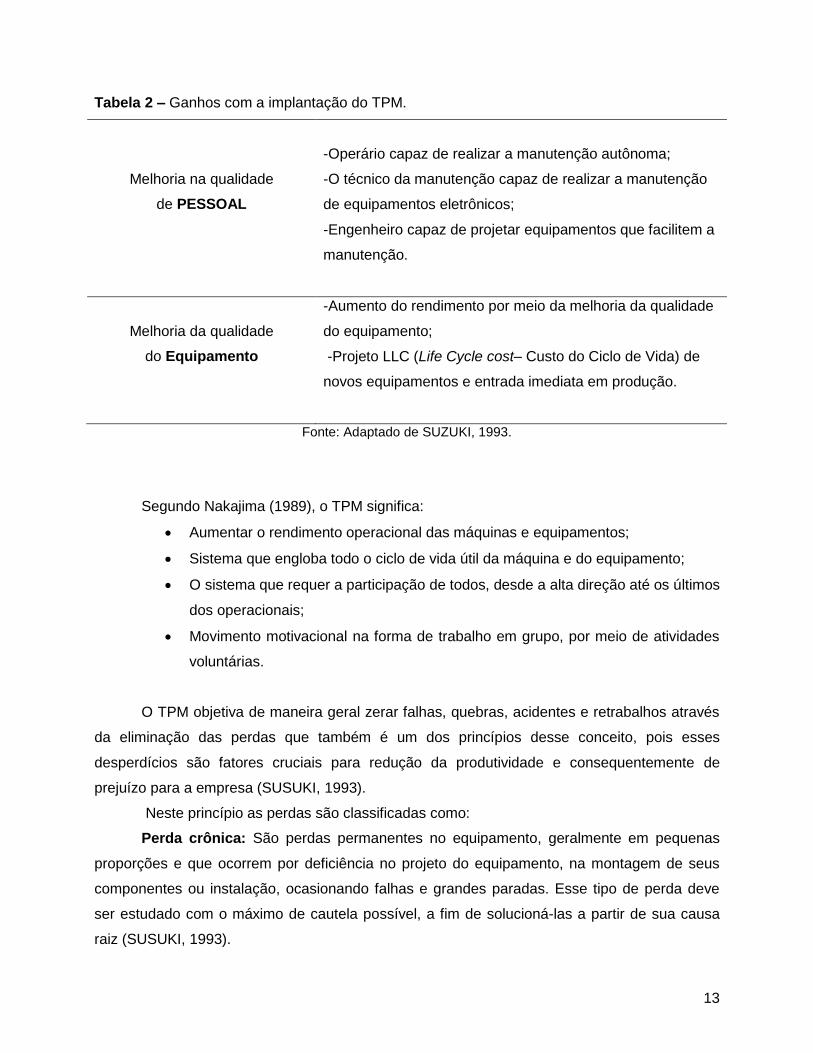
Tabela 2 – Ganhos com a implantação do TPM.
Melhoria na qualidade
de PESSOAL
-Operário capaz de realizar a manutenção autônoma;
-O técnico da manutenção capaz de realizar a manutenção
de equipamentos eletrônicos;
-Engenheiro capaz de projetar equipamentos que facilitem a
manutenção.
Melhoria da qualidade
do Equipamento
-Aumento do rendimento por meio da melhoria da qualidade
do equipamento;
-Projeto LLC (Life Cycle cost– Custo do Ciclo de Vida) de
novos equipamentos e entrada imediata em produção.
Fonte: Adaptado de SUZUKI, 1993.
Segundo Nakajima (1989), o TPM significa:
Aumentar o rendimento operacional das máquinas e equipamentos;
Sistema que engloba todo o ciclo de vida útil da máquina e do equipamento;
O sistema que requer a participação de todos, desde a alta direção até os últimos
dos operacionais;
Movimento motivacional na forma de trabalho em grupo, por meio de atividades
voluntárias.
O TPM objetiva de maneira geral zerar falhas, quebras, acidentes e retrabalhos através
da eliminação das perdas que também é um dos princípios desse conceito, pois esses
desperdícios são fatores cruciais para redução da produtividade e consequentemente de
prejuízo para a empresa (SUSUKI, 1993).
Neste princípio as perdas são classificadas como:
Perda crônica: São perdas permanentes no equipamento, geralmente em pequenas
proporções e que ocorrem por deficiência no projeto do equipamento, na montagem de seus
componentes ou instalação, ocasionando falhas e grandes paradas. Esse tipo de perda deve
ser estudado com o máximo de cautela possível, a fim de solucioná-las a partir de sua causa
raiz (SUSUKI, 1993).

14
Perda esporádica: São eventuais perdas, difíceis de analisar e medir que causam
desconfiança e tornam os equipamentos pouco confiáveis.
Segundo Suzuki (1993), dentre das perdas mencionadas acima, existem ainda 6
grandes perdas que acarretam desperdícios e prejuízos a organização, são elas:
1. Perdas por quebra: São as perdas nas quais se deixa de produzir por falha da
máquina.
2. Perdas por demora na troca de ferramentas e regulagem: Também conhecidas
por perdas de setup (são as peças que se deixam de produzir por demora na troca de
ferramentas para fabricação de outro produto).
3. Perdas por espera: Causadas por paradas de equipamentos ou espera no ciclo de
produção.
4. Perdas por redução da velocidade em relação ao padrão normal: Essa perda
ocorre quando o equipamento está operando em velocidade abaixo da especificada, portanto,
produzindo menos que o esperado.
5. Perdas por defeitos de produção: Desperdícios por falta de qualidade durante a
produção.
6. Perdas por queda de rendimento: Se reduz a produção quando o processo começa
a se tornar instável.
Os objetivos globais e expectativas que se esperam com a implantação do TPM são
divididos em 6 grupos representados pela sigla PQCDSM, mostrados na Tabela 3.

15
Tabela 3 – Objetivos e expectativas oriundas da implantação do TPM
P Produtividade
Aumento do índice operacional dos equipamentos;
Aumento da produtividade de mão de obra;
Otimização da mão de obra;
Redução de paradas não planejadas.
Q Qualidade
Melhoria da capabilidade de processo;
Redução do índice de refugo;
Redução do índice de falha no processo;
Redução do índice de retrabalho;
Redução do nível de reclamação de clientes.
C Custos
Redução de custos industriais;
Redução de horas de manutenção;
Redução nos estoques de processo;
Redução no consumo de energia;
Redução no consumo de fluídos hidráulicos;
Menor consumo de peças de reposição nas máquinas e
equipamentos;
Redução de trabalho.
D Distribuição e
Entrega
Redução de estoques de produtos acabados;
Aumento no giro de estoque;
Redução no índice de movimentação;
Melhor confiabilidade nos prazos de entrega.
S Segurança e
Meio Ambiente
Redução de acidentes de trabalho;
Redução de sujeiras e desperdícios;
Economia de material e energia;
Zero absenteísmo por acidente;
Redução de uso de material poluente;
Zero ocorrências de contaminação do meio ambiente;
Otimização no atendimento as exigências de proteção ambiental.
M
Moral e
Motivação dos
Funcionários
Aumento do número de sugestões de melhoria;
Motivação para trabalho em grupo;
Aumento dos grupos de trabalhos autônomos;
Criação de uma “mentalidade” de melhoria contínua.
Fonte: Adaptado de NAKAJIMA, 1989.

16
Todos esses passos são necessários para atingir o principal objetivo do TPM, que visa o
aumento de produtividade e competitividade da empresa, proporcionando assim maior
rentabilidade organizacional.
2.3. O que é TPM?
O conceito de Manutenção, tem o sentido amplo da palavra, manter o sistema com
enfoque na preservação de condição ideal, num esforço de se adequar a possíveis mudanças
(YAMAGUCHI, 2005).
O conceito de Produtiva, tem o sentido de alcançar maior produtividade, mas de forma
a se obter uma produção enxuta, onde a busca incessante por zero defeito, zero quebra, zero
acidente deve ser objetivo comum a todos (YAMAGUCHI, 2005).
O conceito de Total, tem sentido de máxima eficiência dos equipamentos, máximo
controle de quebras, máximo envolvimento das pessoas que fazem com que o TPM aconteça,
todos sem exceção desde a mais alta gerência até os operadores (YAMAGUCHI, 2005).
Para Nakajima (1986), o TPM representa uma revolução, pois sugere a integração total
do Homem x Máquina x Empresa, onde o trabalho de manutenção dos meios de produção
passa a ser responsabilidade de todos.
Segundo Takahashi (1993), o TPM é uma campanha que abrange a empresa inteira,
com a participação de todo o corpo de empregados para conseguir a utilização máxima do
equipamento existente, utilizando a filosofia do gerenciamento orientado para o equipamento.
O exponencial crescimento populacional e o rápido avanço tecnológico, obrigaram as
indústrias a utilizar máquinas cada vez mais modernas e com maiores capacidades produtivas,
o que por sua vez, demandou maior número de profissionais qualificados na área de
manutenção, podendo assim, garantir o perfeito funcionamento das máquinas e equipamentos.
Esse processo ocorre através de manutenções corretivas, que são realizadas quando a
máquina já quebrou e precisa ser reparada com urgência para que a produção se reinicie o
mais rápido possível. As manutenções preventivas são realizadas periodicamente de forma
programada, nas quais são checados os principais pontos críticos onde a máquina pode vir a
sofrer uma possível avaria devido a algum tipo de desgaste (NAKAJIMA, 1986).
No método preventivo as peças que já possuem algum tempo de uso são substituídas
por peças novas antes que se quebrem e gerem uma possível parada de máquina (NAKAJIMA,
1986).
Com toda essa dinâmica e preocupação que a equipe de manutenção tem em manter
as máquinas em pleno funcionamento, normalmente não sobra tempo para a realização de

17
melhorias, que podem ser para aumento da produtividade, segurança do operador e até mesmo
para assegurar maior qualidade ao produto (NAKAJIMA, 1986).
Antes da implantação da ferramenta TPM, o equipamento ou máquina fica sob a
responsabilidade do setor de manutenção, que deve manter o equipamento trabalhando o
máximo possível sem quebras. Neste cenário, as intervenções ocorrem com elevado número de
manutenções corretivas, as quais têm alto custo, pois houve a ocorrência da quebra e o
equipamento parou de produzir (NAKAJIMA, 1986).
Com a implantação da ferramenta TPM, dá-se maior ênfase às intervenções
preventivas, para evitar ou reduzir quebras. Um bom planejamento de manutenção contribui
para uma melhor eficiência de máquinas e equipamentos. Sendo assim torna-se necessário
possuir mantenedores treinados e integrados as máquinas, como também operadores bem
informados e capazes de auxiliar e encontrar as causas da quebra e evitar
reincidências(NAKAJIMA, 1986).
Um TPM bem implantado pode trazer melhorias significativas, como aumento da
produtividade, qualidade dos itens produzidos, reduções de custos produtivos e maior
segurança aos colaboradores. O foco da ferramenta é a utilização das máquinas e
equipamentos da forma mais eficiente possível e dar condições para que o próprio operador
realize a manutenção básica de sua máquina sem a necessidade de acionar um profissional da
manutenção (NAKAJIMA, 1986).
Isso é possível devido à capacitação técnica que o operador recebe através de cursos e
treinamentos específicos para cada tipo de máquina. Por prudência o operador pode realizar a
manutenção somente até um determinado nível, que é definido na implantação do TPM. Para
casos mais complexos os profissionais da manutenção precisam ser acionados para a
realização do serviço (NAKAJIMA, 1986).
Essa autonomia dada ao operador resulta em maior disponibilidade de profissionais da
manutenção para realização de melhorias nas máquinas, a presença do operador será
indispensável no planejamento e definição das melhorias a serem desenvolvidas, porém a
realização será feita exclusivamente pelo mantenedor (NAKAJIMA, 1986).
As melhorias para a manutenção do sistema precisam ser constantes e contínuas,
podem ser simples ajustes de parâmetros em um programa de torno CNC a fim de aumentar a
velocidade na usinagem de uma peça, instalação de sistema de fixação rápida em ferramentas
para reduzir o tempo de setup de uma máquina, entre outros. É necessária também a
realização de melhorias mais complexas que demandam de maior tempo de execução e
maiores investimentos, mas que podem trazer números significativos em redução de custos,
aumento de produtividade entre outros benefícios. Um exemplo de melhoria complexa é a troca

18
de um sistema manual de testes por um sistema automatizado, que irá aumentar
consideravelmente a eficiência de determinada linha de produção, reduzir a quantidade de mão
de obra necessária para a realização da atividade, eliminar o risco de acidentes preservando a
integridade física do operador e ainda garantir maior qualidade eliminando os riscos de falha
humana durante a realização dos referidos testes (NAKAJIMA, 1986).
Desta forma fica claro que as melhorias são de extrema importância para os resultados
da empresa, além de contribuir positivamente na elevação da moral dos colaboradores que se
sentem importantes e valorizados por estarem participando diretamente de todo os processos e
também por obterem melhores condições de trabalho através das melhorias realizadas
(NAKAJIMA, 1986).
2.4. Utilização da Metodologia TPM
Quando não é realizado um bom planejamento estratégico é comum encontrarmos
dificuldades na implantação do TPM. Para praticar os conceitos da metodologia, não se deve
esperar a colaboração dos operadores se não estiverem envolvidos no planejamento de
implantação. Participar fará o operador se sentir parte do projeto e consequentemente o
motivará. A transparência da gerência quanto às obrigações e deveres de ambos os lados
facilita o processo, pois os comandados se sentirão mais confortáveis em
contribuir(YAMAGUCHI, 2005).
Em algum momento poderá haver resistência às mudanças por parte dos operadores ou
até reivindicações positivas e negativas. Caberá à gestão do programa identificar os possíveis
pontos que possam desmotivar os operadores e encontrar métodos para reverter este quadro.
Uma forma de reversão e motivação é fazê-los sentir os benefícios que o programa pode trazer
para cada um, desta forma a gestão irá trazer cada vez mais os funcionários para dentro do
TPM (YAMAGUCHI, 2005).
Melhoria no ambiente de trabalho é uma das vantagens do TPM e a aplicação bem
ajustada no processo de organização e limpeza mudam de forma radical a aparência e
eficiência das máquinas e equipamentos. Estas melhorias fazem com que os colaboradores se
sintam mais motivados e confiantes por trabalharem em um local devidamente limpo, arrumado,
organizado e assim contribuindo de forma substancial para atingir seu objetivo (YAMAGUCHI,
2005).
A padronização acrescenta vantagens na implementação do TPM, produzindo uma
diminuição na quantidade de itens diferentes armazenados, tais como: sensores, ventosas,
garras pneumáticas, bombas de vácuo, mangueiras, conectores de ligação rápida, etc. Dessa

19
forma reduzindo consideravelmente o investimento em itens de reposição, melhorando a
condição operacional das máquinas e equipamentos ao nível de redução significativa de falhas,
atuando de forma eficaz nas micro-paradas, otimizando a produção e reduzindo o tempo de
serviço e operações (ESTANQUEIRO, 2008).
Outra vantagem é estimular o trabalho em equipe, onde os colaboradores envolvidos
devem ser conhecedores das suas responsabilidades e do seu papel dentro desse processo. O
TPM é também vantajoso para os operadores, pois através dos treinamentos de capacitação é
possível adquirir técnicas e conhecimentos aplicáveis as suas competências pessoais. Não
podemos deixar de mencionar a vantagem no ponto de vista econômico, pois um dos objetivos
principais desta implantação é uma melhor utilização dos ativos fixos da empresa, tendo como
resultado o aumento da capacidade de produção (ESTANQUEIRO, 2008).
É importante estarmos cientes que toda melhoria “tem um preço” e que a metodologia
do TPM também requer alguns “gastos” (ESTANQUEIRO, 2008).
Os resultados somente serão atingidos em longo prazo, mediante ao desenvolvimento
das pessoas envolvidas no processo. É fundamental salientar que a cultura do TPM irá
demandar grande quantidade de treinamentos, gerando custos. Sua aplicação e consolidação
irão impactar diretamente na receita da organização, pois o retorno da implantação do TPM é
progressivo e em longo prazo (ESTANQUEIRO, 2008).
Outro fator que impacta muito e podemos considerar como desvantagem é a falta de
conhecimento aprofundado relacionado aos detalhes de cada máquina e equipamento, pois
existem equipamentos que necessitam de muita cautela para fazer sua programação de
manutenção preventiva, tais como equipamentos “gargalos”, que durante a realização de sua
preventiva não poderão correr o risco de não voltar a operar no tempo previsto, pois sua parada
poderá gerar grande perda de produção e impactar de forma maciça na receita da organização,
caso a preventiva não seja concluída por falta de conhecimento aprofundado no equipamento
(ESTANQUEIRO, 2008).
2.5. Etapas para Implantação do TPM
A Tabela 4 abaixo apresenta as doze etapas de implantação da metodologia TPM.

20
Tabela 4 – Etapas para implantação do TPM.
FASES ETAPAS DETALHAMENTO
Fase
preparatória
1. Decisão de adoção pela
diretoria.
Engajamento da Diretoria, contratação de
especialistas.
2.Campanha de divulgação. Anúncio para todo o pessoal, cartazes e
palestras.
3.Criação do órgão gestor
da Implantação.
Pessoas encarregadas de coordenar a
implantação.
4.Definição de políticas e
metas.
Medição dos índices atuais, estabelecimentos
de metas de produção, qualidade, quebras de
máquinas e desperdícios.
5. Elaboração do plano
diretor Detalhamento de políticas e metas.
Fase Inicial 6.Combate as 6 Grandes
perdas.
Quebra de máquinas, mudança de linhas,
pequenas paradas, queda de velocidades,
defeitos no processo, defeitos no início da
produção.
Fase de
Implementação
7.Melhoria em máquinas,
instalações e
equipamentos.
Modificações para melhorar o desempenho,
facilitar a limpeza/manutenção e reduzir
desperdício.
8. Estruturação da
manutenção autônoma.
Treinamento dos operadores em limpeza,
manutenção e detecção de defeitos
9.Estruturação do
planejamento de
manutenção.
Sistema de Informações e Manutenção
Preventiva.
10.Incorporação de novas
habilidades individuais.
Cursos e treinamento para os operadores e
mantenedores.
11.Controle da instalação e
do funcionamento inicial
das máquinas.
Acompanhamento do início das atividades de
máquinas e equipamentos.
Fase de
consolidação 12.Avaliação dos resultados
Comparação com os índices antes do TPM,
Atuação corretiva.
Fonte: Adaptado de TONELOTTO, 2005.
Na fase preparatória, a alta Direção deverá estar decidida e engajada, demonstrando
seu envolvimento e preocupação em implantar essa nova metodologia e cultura, ciente dos

21
benefícios que trará a toda sua organização. Essa preparação é para que os objetivos e
consequentemente os resultados sejam alcançados de forma direta e eficaz(TONELOTTO,
2005).
A direção deverá divulgar a cultura do TPM para todos os colaboradores, preparando-os
psicologicamente para que se envolvam de forma eficaz com propósitos definidos para
atingirem com mais facilidade os objetivos e metas deste programa (TONELOTTO, 2005).
O TPM é um movimento para o aperfeiçoamento da empresa, através do aprimoramento
dos seus colaboradores e de toda sua estrutura organizacional, como: máquinas,
equipamentos, estrutura predial e demais recursos. No momento em que se capacita os
envolvidos para a introdução do TPM em todos os níveis hierárquicos, consegue-se maior
compreensão sobre o assunto por todos, que, além disso, passarão a utilizar essa linguagem
no seu dia a dia (POSSAMAI, 2002).
A formação do comitê do TPM é de vital importância para o sucesso deste programa,
esse comitê estará à frente como piloto, fazendo com que a idéia e importância não se perca
com o tempo (POSSAMAI, 2002).
As etapas descritas na Tabela 4 deverão ser respeitadas e só deverá ocorrer mudança
de fase se as anteriores estiverem sendo atendidas em toda sua autonomia e definição
(POSSAMAI, 2002).
Para que não haja situações em que o conceito do TPM comece a perder sua forma
consistente, é necessário trabalhar com meios de incentivos em paralelo para fazer com que os
envolvidos não se esqueçam da importância de realizarem as tarefas de forma organizada,
fazendo com que seu ambiente de trabalho passe a ser um local agradável e
harmonioso(POSSAMAI, 2002).
Com os objetivos deste conceito bem definidos, será possível obter maior rapidez em
atingir as metas, pois o TPM significa a reformulação da postura dos homens perante as
máquinas. Em outras palavras, a sua abrangência atinge toda organização, ou seja, trata-se da
reestruturação para uma nova empresa. Estas mudanças irão ajudar a consolidar o novo
sistema, pois quando o homem decide por uma realização, ele aprimora sua
capacidade(POSSAMAI, 2002).
2.6 Histórico 5S

22
O "Programa 5S" teve sua origem na década de 50 no Japão e foi concebido por um dos
gurus da qualidade e Engenheiro Químico Kaoru Ishikawa. Essa técnica foi inspirada à partir da
necessidade de colocar ordem na confusão que ficou o país após a Segunda Guerra Mundial,
onde o Japão foi derrotado por forças aliadas e também para reerguer as indústrias japonesas
possibilitando que elas oferecessem ao mercado produtos com preço e qualidade capazes de
competir na Europa e Estados Unidos (HIRANO, 1995).
Na década de 80 em Taiwan e Cingapura, o 5s foi redescoberto como um jeito de inserir
a idéia de qualidade como hábito e não como mero ato. Esses países após pesquisas,
concluíram que o 5S está na base da pirâmide da qualidade (HIRANO,1995).
No Brasil o Programa 5S teve início na década de 90, chegando formalmente através
dos trabalhos pioneiros da Fundação Christiano Ottoni, liderada pelo professor Vicente Falconi,
com o intuito de disseminar os conhecimentos deste Programa em muitas empresas que tinham
como meta a criação de um ambiente favorável para a Qualidade Total, por meio de um
processo de melhoria contínua. No início de sua aplicação apenas os três primeiros "S" eram
abordados, tendo sido incorporado depois o quarto e o quinto (HIRANO,1995).
Todas as organizações japonesas são unânimes em afirmar que o 5S é a base física e
comportamental para o sucesso de algumas ferramentas gerenciais tais como:
Qualidade Total;
Sistema de Produção Just-In-Time – JIT;
Manutenção Produtiva Total – TPM;
Círculos de Controle de Qualidade – CCQ;
Princípio de melhoria contínua – KAIZEN.
Desta forma, o 5S passou a ser adotado por várias organizações do mundo, como um
pré-requisito dos seus modelos de gestão (HIRANO,1995).
2.7 Por que o 5S é a base para o TPM?
Quando e empresa Nippon lançou o TPM, ela tratava o 5S como uma das atividades
dentro da Manutenção Autônoma, porém a empresa concluiu que sem uma prática de 5S em
nível avançado o TPM não progredia nos equipamentos pilotos e nem se difundia nos outros
equipamentos, para resolver este problema a referida empresa passou a adotar o 5S como
base para o TPM e teve por consequência uma alta facilidade de execução de todos os pilares
da ferramenta (RIBEIRO, 2014).
O 5S pode ser definido basicamente como um conjunto de cinco atividades de
aperfeiçoamento comportamental humano, denominadas de “Sensos”, com o objetivo de mudar

23
seus hábitos e melhorar os seus valores éticos, morais e também sua qualidade de vida
(RIBEIRO, 2014).
Abaixo veremos a explicação de cada senso e sua aplicabilidade dentro do TPM,
conforme citado por Ribeiro (2004, p.143):
“O SEIRI, Senso de Utilização, prega que além da racionalização de
recursos, que é um dos objetivos do Pilar Melhorias Específicas, Focadas
ou Individuais, a necessidade de manter em boas condições todas as
instalações, recursos e equipamentos. A restauração das condições
básicas dos equipamentos é uma das atividades iniciais da Manutenção
Autônoma e da Manutenção Planejada.
O SEITON, Senso de Ordenação recomenda que todos os recursos
tenham seu local de guarda definidos e identificados, isto inclui
equipamentos e seus diversos pontos. Exemplo: Tags; sinalização de
sentidos de fluxo e de rotação; sinalização de mínimos e máximos;
sinalização de pontos de inspeções; sinalização de riscos. Ou seja, todo
o Controle Visual necessário para facilitar as atividades do Operador e do
Mantenedor e para evitar riscos.
O SEISO, Senso de Limpeza, é a atividade do 5S mais relacionada ao
Pilar Manutenção Autônoma, já que a limpeza feita com postura de
inspeção traz como resultados a identificação e eliminação das fontes de
sujeira e a detecção de desgastes em sua fase embrionária. Com isto, o
operador torna-se um importante aliado da manutenção para o aumento
da disponibilidade operacional do equipamento.
O SEIKETSU, Senso de Higiene e Saúde, motiva o operador a manter
sua área de trabalho livre de contaminações e seu uniforme sempre
limpo. Para tanto, vazamentos e derramamentos provocados por
problemas de conservação e/ou que acarretam o desgaste acelerado de
partes dos equipamentos que são atacados.
O SHITSUKE, Senso de Autodisciplina, contribui para vários aspectos do
TPM: confiabilidade dos apontamentos feitos pelo operador; garantia de
que os check-lists são utilizados de forma adequada; manutenção da
limpeza do equipamento independente de cobranças ou auditorias;
cumprimento das normas e dos procedimentos; melhor relacionamento

24
entre Operadores e Mantenedores e postura proativa dos Operadores
para sugerir melhorias.”(RIBEIRO, 2004, p.143).
O Pilar da manutenção autônoma utiliza a prática do 5S nos equipamentos em todas as
etapas, porém é muito importante também utilizarmos a ferramenta em suas áreas periféricas
como; armários, ferramentas, estoques, etc. Estender a prática do 5S nessas áreas proporciona
ordem, limpeza, conservação dos dispositivos e ferramentas, facilidade na localização de peças
e componentes, entre outros (RIBEIRO, 2014).
De um modo geral podemos afirmar que a cultura 5S contribui positivamente para o
aumento do nível de comprometimento das pessoas fazendo com que cuidem da limpeza,
conservação e organização dos componentes físicos do ambiente de trabalho (RIBEIRO, 2014).
2.8 Etapas de implantação do 5S voltado para TPM
Segundo Ribeiro (2014), as etapas de implantação são:
Etapa 1 – Treinamento em 5S: Trata-se de um treinamento no qual todos os
colaboradores da empresa têm que participar independente do nível hierárquico. Nesse
treinamento, todos recebem orientações conceituais sobre a ferramenta e os Sensos são
apresentados e explicados um a um. O treinamento pode ser ministrado pelos gestores,
Qualidade ou por alguma empresa de consultoria especializada em 5S.
Etapa 2 – “Dia da grande Limpeza”: Após o treinamento, um dia é agendado para a
realização de uma limpeza geral nos departamentos que se pretende implantar o 5S, essa
limpeza é realizada pelos operadores e coordenada pelos gestores de cada área. Todo e
qualquer objeto que realmente não tenha necessidade de estar onde está é removido nas
seguintes condições:
Se o material a ser descartado estiver em bom estado e em condições de uso por
outro setor, ele será alocado em uma área específica onde posteriormente outros
setores irão verificar se necessitam de algum objeto ali depositado. Essa prática
contribui para a redução de custos, pois assim evita-se a compra de algo que a
empresa já possui e não estava sendo utilizado. Porém esses itens ficam nestas
áreas apenas por um determinado tempo que é estipulado pelos pilotos do projeto,
este prazo pode variar de uma semana a um ano, dependendo do tipo de material.

25
Após o término do prazo estipulado o material é sucateado, doado ou encaminhado
para o lixo.
Se o material a ser descartado não possuir condições de uso, ele será destinado
para caçambas de reciclagem onde devem ser separados por tipo de material
(plástico, ferro, alumínio, etc.), para posterior coleta. Em alguns casos é necessária
até mesmo a desmontagem de alguns componentes para que os materiais sejam
devidamente separados.
Etapa 3 – A prática dos cinco sensos:
SEIRI (Utilização ou Eliminação): Podemos considerar o dia da grande limpeza com o
início desse Senso, pois nesse dia tudo que não é necessário é descartado, mas não é tudo.
Também é necessário verificar se há necessidade de otimização ou aquisição de novos
recursos, visando a conservação e a organização do ambiente de trabalho combatendo perdas
e desperdícios (RIBEIRO, 2014).
SEITON (Senso de ordenação): Nessa fase entende-se que temos somente o que é
realmente necessário no ambiente de trabalho, então agora é hora de organizar todos os tipos
de materiais da melhor forma possível, sempre obedecendo ao critério de utilização, ou seja,
tudo que é utilizado com maior frequência deve obrigatoriamente estar em locais de fácil acesso
e o mais próximo possível das pessoas que as utilizarão, separados por tipos de materiais,
como: ferramentas, sobressalentes, embalagens, materiais de limpeza, matéria prima, etc
(RIBEIRO, 2014).
Outro fator que também deve ser respeitado na fase de organização é a ergonomia, por
exemplo: componentes mais pesados devem ficar em locais onde o operador consiga alcançar
sem se levantar ou abaixar demais, essa prática evita possíveis acidentes e também problemas
de saúde que possam vir a se desenvolver em longo prazo (RIBEIRO, 2014).
Mas a principal lição do senso de ordenação é que todo material deve ter o seu local
definido (Um lugar para cada objeto e cada objeto em seu lugar), para isso é necessário um
forte trabalho de identificação e demarcação das áreas. Essa fase possibilita a realização de
muitas melhorias, exemplo: a implantação de gabaritos para alocar ferramentas, que consiste
em um painel com suportes próprios para cada ferramenta com seu respectivo desenho de
contorno, esta melhoria facilita a localização e evita a duplicidade, possibilitando que o operador
ou mantenedor identifique facilmente a falta de algum item, além de garantir a integridade de

26
materiais mais frágeis que correm o risco de se quebrar quando postos juntos em uma única
caixa (RIBEIRO, 2014).
Até mesmo o chão merece uma atenção especial nessa fase, cada máquina e
equipamento devem estar devidamente demarcados com faixas, os equipamentos móveis
também precisam ter seus locais definidos para que sejam guardados quando não estiverem
sendo operados (RIBEIRO, 2014).
Outra técnica muito utilizada nesta fase é a retirada das portas dos armários quando
possível, essa medida facilita a visualização do item ali alocado, possibilitando uma rápida
verificação de seu nível de estoque e também de sua organização (RIBEIRO, 2014).
É grande a possibilidade de realização de melhorias durante a implantação desse
senso, porém é uma das etapas que mais exigem investimento, cabe aos gestores analisarem
cada proposta e decidir se é viável ou não dispor do capital para a realização da melhoria
(RIBEIRO, 2014).
SEISO (Limpeza): Este senso vai além da simples limpeza visando à remoção da
sujeira, nesta fase é importante que a limpeza seja realizada com o conceito de inspeção, ou
seja, uma limpeza em conjunto com uma análise crítica dos locais mais sujos visando a
identificação das fontes de sujeira, para que possam ser realizadas melhorias que neutralizem
ou amenizem as fontes causadoras (RIBEIRO, 2014).
A divisão da limpeza também é um ponto importantíssimo, toda limpeza que seja
oriunda do equipamento ou do processo deve ser realizada pelo operador, pois desta forma ele
conseguirá identificar com facilidade as fontes causadoras de sujeira e consequentemente
propor melhorias para resolução do problema. Caso essa limpeza não seja realizada pelo
próprio operador e sim por profissionais que não possuam o conhecimento necessário para
identificar as fontes de contaminação e propor soluções (pessoal da área de limpeza), somente
ocorrerá a limpeza do local que logo estará sujo novamente (RIBEIRO, 2014).
O trabalho destinado ao pessoal da limpeza deverá limitar-se aos corredores, banheiros,
e áreas comuns. Porém até mesmo nessas áreas é imprescindível a existência de um piloto de
5S que possa ajudar nas resoluções de problemas e na realização de melhorias junto á equipe
de limpeza. Como esses lugares normalmente são ocupados por todos, recomenda-se que seja
realizado um trabalho de conscientização dos funcionários, através de cartazes, banners e
placas, afim de induzi-los a manter as áreas comuns limpas e organizadas (RIBEIRO, 2014).

27
Quando falamos de sujeira pensamos logo em poeira, graxa, óleo, etc. Porém devemos
tratar como sujeira tudo aquilo que de alguma forma agride o ambiente de trabalho. Para
entendemos melhor cada tipo de sujeira, veremos alguns exemplos e consequências, conforme
citado por Ribeiro (2004, p.143):
“Pouca iluminação: Dificuldade de distinção de formas, cores,
velocidades e falhas; perda da capacidade visual ao longo do
tempo.
Odor desagradável: Dificuldade de distinção de grau de
deterioração e identificação de agentes agressivos à saúde;
doenças ocupacionais.
Ruído: Dificuldade de distinção de sons, prejudicando a
comunicação; perda de audição.
Vibração: Desgaste prematuro das instalações e fonte de geração
de ruído; vida útil reduzida.
Pó e poeira: Enclausuramento das coisas, evitando percepção de
anormalidades e aumentando o nível de desgaste das instalações
(com a poeira o tato passa a perceber o irreal); doenças crônicas e
respiratórias.”(RIBEIRO, 2004, p.143).
Deve ser criada uma rotina diária para a realização da limpeza com horários e
responsáveis pré-definidos, o tempo de limpeza pode variar de 5 a 10 minutos de acordo com o
tamanho e complexidade do equipamento e da área. Assim que todos estiverem habituados
com essa rotina diária, naturalmente irão realizar suas tarefas visando gerar o mínimo de sujeira
possível, pois no final do turno eles mesmos terão a obrigação de limpar. O ideal é realizar a
limpeza no final de cada turno sempre seguindo os passos de um check-list, desta forma é
possível ter o controle das atividades de limpeza e garantir que nenhum ponto deixe de ser
checado e limpo. No início do próximo turno este check-list deve ser revisto pelo operador que
assumirá o posto, caso alguma anormalidade seja detectada, deverá ser comunicada à
liderança ainda na troca de turno, que por sua vez, irá tomar as devidas providências para que

28
o problema não se repita. Este ciclo deve seguir conforme a quantidade de turnos que a
empresa tiver (RIBEIRO, 2014).
SEIKETSU (Higiene e saúde): Este senso basicamente define regras para o primeiro,
segundo e terceiro senso, de forma a contribuir para a saúde física e mental dos colaboradores.
Nesta etapa é muito comum a utilização de auxílios visuais para indicar a situação de
determinados itens ou processos, como por exemplo: identificar os postos de trabalho com
placas verdes, vermelhas ou amarelas de acordo com a nota obtida nas auditorias de 5S, assim
todos podem acompanhar como está a real situação do 5S de cada posto de trabalho
(RIBEIRO, 2014).
Placas que sinalizam áreas perigosas dos equipamentos também são muito utilizadas
para indicar partes que são cortantes, perfurantes, que possuem temperatura elevada e podem
causar queimadura, onde há risco de choque elétrico, dentre outros (RIBEIRO, 2014).
Outra forma comum de utilização das placas é nos auxílios visuais que indicam quais
são os EPIs (Equipamentos de proteção individual) obrigatórios para o acesso de cada área e
também para a operação de cada máquina (RIBEIRO, 2014).
Para Ribeiro (2014), nesta fase também se utiliza dispositivos que protegem a
integridade física do operador, conhecidos mundialmente pelo nome Japonês de “Poka-yoke”,
esses mecanismos à prova de falha podem ser instalados em diversas partes dos
equipamentos e são primordiais para garantir a segurança dos operadores, alguns exemplos de
Poka-yoke são:
Barreiras acionadas por sensores de presença que não permitem o acionamento de
prensas se a mão do operador estiver na área considerada de risco.
Acionadores bi-manuais que só permitem o acionamento de determinadas máquinas
se o operador estiver com as duas mãos nos acionadores, garantindo assim que o
equipamento nunca ligue se uma das mãos estiver na área de risco.
Barreiras que desligam automaticamente partes rotativas das máquinas quando o
operador ultrapassa os limites de segurança.
No quarto senso também é importante realizar um forte trabalho voltado à ergonomia,
onde devem ser realizadas melhorias nas máquinas e equipamentos visando o bem estar e a
saúde dos operadores, além de realizar treinamentos onde devem ser apresentadas

29
orientações sobre: como realizar as atividades de forma segura, como carregar cargas de forma
correta, limite de peso permito que cada operador pode carregar, etc(RIBEIRO, 2014).
Abaixo seguem alguns exemplos de melhorias citadas por Ribeiro (2014), que podem
ser realizadas em equipamentos, visando melhorar a ergonomia da operação:
Instalação de pontes rolantes para a movimentação de peças pesadas.
Alocação de componentes em altura confortável para que o operador pegue sem
esforços.
Utilização de bancadas com possibilidade de regulagem de altura, para que cada
operador possa ajustar o equipamento de acordo com a sua estatura.
Programas de ginástica laboral e palestras sobre saúde segurança e meio ambiente
contribuem positivamente para a melhoria da qualidade de vida dos colaboradores, portanto
devem ser consideradas na implantação desse senso (RIBEIRO, 2014).
É importante ressaltar que a participação dos técnicos de Segurança do trabalho nessa
etapa é indispensável, pois eles possuem o conhecimento necessário para orientar e validar as
melhorias e ministrar os treinamentos (RIBEIRO, 2014).
Em resumo pode-se afirmar que com ambientes limpos, organizados e preparados para
garantir a integridade física dos operadores, toda à equipe irá trabalhar muito mais motivada e
consequentemente resultará em funcionários mais produtivos (RIBEIRO, 2014).
SHITSUKE (Auto Disciplina): Este senso é aplicado para garantir o cumprimento de
tudo que foi estabelecido nos quatro sensos anteriores, porém com o objetivo de que todos
cumpram as normas e procedimentos existentes sem a necessidade de cobrança e
monitoramento por parte da liderança, a idéia é que essa disciplina ocorra de forma espontânea
e natural (RIBEIRO, 2014).
Para conseguir progresso na implantação dessa etapa é necessário que todas as regras
sejam previamente discutidas com a equipe de trabalho antes de serem consolidadas, pois
quando os colaboradores participam desse processo, aumentam as chances de aceitação do
que foi imposto (RIBEIRO, 2014).

30
Para que seja possível a realização de uma discussão produtiva com os colaboradores,
os gestores devem realizar o papel de educadores, sempre levando em consideração que em
uma empresa existem pessoas de diferentes níveis culturais e isso deve ser respeitado. Cabe
ao gestor fazer com que todos entendam a importância de seguir a referida regra e os
motivarem a segui-las. Para que isso ocorra é necessária a capacitação da equipe de gestão
através de cursos e treinamentos específicos, este é mais um investimento que a empresa deve
fazer, a fim de obter bons resultados na implantação desse senso (RIBEIRO, 2014).
O nível de disciplina pode ser medido facilmente em um rápido tour pelas instalações da
empresa, se forem encontradas irregularidades (ferramentas fora do local definido, dispositivos
fora da demarcação, funcionários com uniforme sujos, papéis fora do lugar, gavetas
bagunçadas, sujeiras, etc.), fica claro que o nível de disciplina está abaixo do esperado e
alguma ação deve ser tomada, seja ela de conscientização ou até mesmo de punição em casos
mais extremos (RIBEIRO, 2014).
Este é um dos sensos mais difíceis de serem implantados, principalmente nos primeiros
meses, pois a resistência a mudanças está na natureza das pessoas, sendo normal demorar
algum tempo até que todos se familiarizem com a cultura do 5S e suas respectivas regras
(RIBEIRO, 2014).
31
3 METODOLOGIA
A implantação de qualquer sistema gerencial em uma empresa requer atenção especial
da sua direção, desta forma para implantar a filosofia TPM, faz-se necessário o envolvimento de
toda estrutura de produção, manutenção, gerência da empresa e todos que de alguma forma
podem contribuir para o sucesso da ferramenta, ou seja, todo quadro de funcionários da
empresa deve estar comprometido em alcançar os objetivos propostos.
O planejamento estratégico e cronológico das atividades é de fundamental importância
para que as ações possam se desenvolver de forma que a metodologia seja introduzida sobre
base forte e sustentável.
Na empresa Exting Ltda o TPM já faz parte da realidade do seu dia a dia, não haverá
dificuldades no planejamento para introduzir a metodologia em uma das linhas de produção de
solda e estampagem. Os funcionários têm informações sobre o TPM implantado em outras
áreas, mas ainda não foram treinados na metodologia.
O setor e a linha de produção escolhida para introdução do TPM será definido segundo
alguns critérios como: tempo disponível, os passos e etapas a serem implantadas, número de
funcionários e máquinas. Estima-se que o processo de implantação de todas as etapas ocorra
no mínimo em 5 anos, desta forma definiu-se:
Tempo disponível: fev/15 à out/15;
Implantar 1º e 2º Etapa do Pilar Manutenção Autônoma;
Setor de estampagem e soldagem;
Linha A;
05 máquinas de estampagem;
02 máquinas de soldagem;
07 operadores de produção;
01 mantenedor.
O tempo reduzido para implantação das etapas foi o maior desafio encontrado, por esta
razão, realizar um bom planejamento será importante para fazer com que os operadores
adquiram o conhecimento e desenvolvam a prática. Um dos fatores que contribuirá para
alcançar o propósito de implantação será o objetivo comum entre as duas etapas, ou seja;
“Impedir a deterioração dos equipamentos mantendo suas condições básicas”.
As etapas de implementação das etapas de manutenção autônoma são uma sequência
lógica onde:

32
As etapas 1, 2 e 3 da manutenção autônoma são atividades com objetivo de
impedir a deterioração dos equipamentos,mantendo suas condições básicas;
As etapas 4 e 5 incorporam padrões de inspeção geral que completam os
padrões estabelecidos nas três primeiras etapas;
A etapa 6 já envolve o gerenciamento do local de trabalho, o processo de
fabricação e a segurança do ambiente, tornando o escopo do funcionário da
produção mais abrangente;
Por fim, na etapa 7, é onde se tem o início das atividades
verdadeiramente autônomas. Nessa fase os funcionários da produção já estão
aptos a exercerem a manutenção de seu equipamento.
Na Tabela 5, é possível ver a sequência das 7 etapas para implantação da
metodologia TPM.
Tabela 5 – Etapas de implantação do Pilar Manutenção Autônoma
Sequência: Nome Atividade
1 Limpar e Inspecionar Eliminar todo pó e sujeira do equipamento. Lubrificar e apertar o parafuso, encontrar e eliminar anomalia.
2 Eliminar fontes de sujeira e locais de difícil acesso
Corrigir as fontes de sujeira e melhorar a acessibilidade em locais de difícil acesso.
3 Preparar padrões de limpeza e lubrificação
Redigir padrões que assegurem que a limpeza e lubrificação sejam feitas eficientemente.
4 Realizar inspeções gerais
Depois de receber treinamento, realizar inspeções gerais para encontrar e corrigir pequenas anomalias nos equipamentos.
5 Realizar inspeções autônomas
Preparar check-lists padrões para inspeções autônomas, realizar as inspeções.
6 Padronizar aplicando gestão visual ao local de trabalho
Padronizar e gerenciar visualmente todos os processos de trabalhos.
7 Implantação da gestão autônoma do equipamento
Desenvolver políticas e objetivos da empresa, fazer das atividades de melhoria parte do trabalho diário. Promover a auto gestão dos equipamentos.
Fonte: Adaptado de TONELOTTO, 2005.
Será feito o planejamento descrito em um cronograma, constando a data e horário para
liberação dos funcionários do setor de estamparia da linha A (operações estampagem e

33
soldagem), para realização do treinamento sobre TPM, com ênfase na primeira etapa (Limpeza
e Inspeção) e segunda etapa (Eliminar Fontes de Sujeira e Locais de Difícil Acesso), do pilar de
Manutenção Autônoma.
Os treinamentos serão ministrados em dois dias, sendo dividido em duas partes:
Teoria aplicadas em sala, no qual serão apresentados aos operadores todos os
benefícios que um equipamento limpo pode trazer.
Conceito de limpar inspecionando, deixando claro que as anomalias devem ser
identificadas e eliminadas através de planejamento.
O lema do treinamento será: “Do meu equipamento cuido eu”.
A figura 1 mostra o fluxo de atividades e ciclo de restauração do 1º etapa.
Figura 1 – Fluxo de atividades da 1° etapa de implantação do pilar de MA
Fonte: Própria
A segunda parte do treinamento será a prática. O operador irá até sua máquina praticar
todos os conceitos aprendidos na teoria. Ele irá realizar uma minuciosa limpeza, inspecionando
cada parte do seu equipamento e identificando através de etiquetas todas as anomalias
encontradas, conforme ilustra Figura 2.

34
Figura 2 -1º etapa do Pilar de Manutenção Autônoma (Limpeza e Inspeção)
Fonte: Própria
Ao final da limpeza e etiquetagem cada equipamento deverá ter um mapeamento
completo de todas as anomalias encontradas, que serão registradas como manutenção ou
produção e cada área dentro de sua competência irá buscar a completa eliminação dos
problemas para que o equipamento possa ser operado dentro de sua melhor capacidade.
O operador precisa se tornar parte do equipamento e para isto ocorrer, deve haver a
perfeita interação Homem x Máquina, desta forma, este estreito contato permitirá ao homem
entender “os avisos” que os equipamentos emitem antes de ocorrer anomalias como vibrações,
ruídos diferentes dos normais, aumento excessivo de temperatura, vazamentos, partes soltas
no equipamento etc.
A segunda etapa da Manutenção Autônoma consiste em Eliminar Fontes de Sujeira e
Locais de Difícil Acesso, que são àqueles onde se gasta mais tempo para limpeza. É
necessário criar um sentimento de não querer mais sujar o equipamento.
Mais importante que limpar o equipamento é fazer o possível para não sujá-lo, este
passo não requer finalização imediatamente após o treinamento e será feito pelo operador, dia
a dia, através de formulários para este fim.
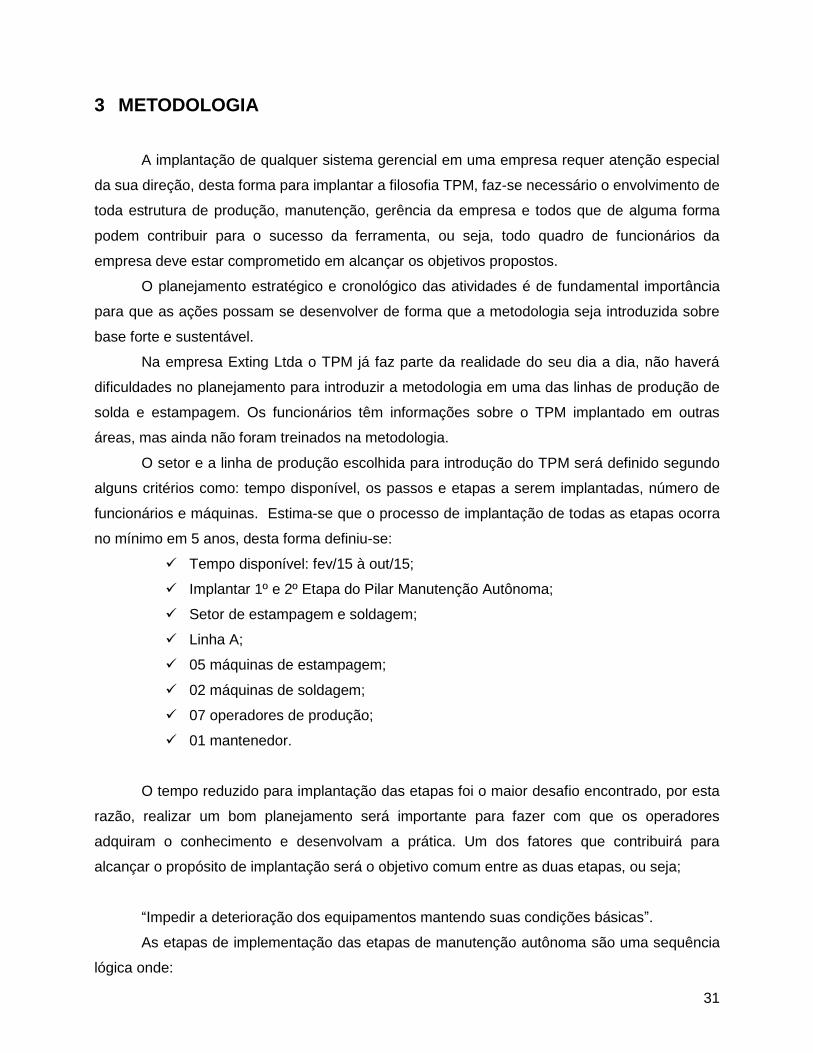
O fluxo de atividades e ciclo de restauração da 2º etapa é exemplificado como mostra a
Figura 3.
35
Figura 3 – Fluxo de atividades da 2ª etapa de implantação do pilar de MA
Fonte: Própria
Fontes de sujeira (FS) são todos os locais que geram vazamentos de produtos,
materiais e lubrificantes, que ao entrar em contato com os componentes dos equipamentos
causam a deterioração forçada. Locais de Difícil Acesso (LDA) são lugares no equipamento
onde ocorrem perdas de tempo e de produção devido a dificuldades de acesso para realizar
inspeções, limpezas, lubrificações, manutenções e ajustes. Conforme ilustra a Figura 4.
Figura 4 – 2º etapa do Pilar MA (Fontes de Sujeira e Locais de Difícil Acesso)
Fonte: Própria

36
4 RESULTADOS E DISCUSSÕES
4.1 implantação
O TPM atua no sentido de buscar soluções e corrigir possíveis problemas, algumas
medidas implantadas por essa ferramenta contribuem para um melhor desempenho de
máquinas e equipamentos.
As atividades do TPM devem ser incentivadas e não impostas, por que a
obrigatoriedade constitui uma oposição à força de vontade inerente em cada um, os envolvidos
precisam sentir que para a cada ação desenvolvida há um benefício a ser alcançado.
O TPM foi implantado no setor de estampagem e soldagem, onde há cinco prensas de
estampagem e duas máquinas de soldagem, sendo um operador por máquina. O TPM é uma
ferramenta que requer uma integração entre manutenção e produção. Desta forma, um
funcionário da manutenção foi convidado a integrar ao time, a este mantenedor é dado o nome
de “padrinho de linha”, o objetivo além de atuar em intervenções não autônomas nas máquinas
é também dar suporte aos operadores e ajudá-los a desenvolver suas habilidades nas
atividades autônomas dos equipamentos e desta forma alcançar os objetivos propostos pelo
programa.
A disposição das prensas de estampo e das máquinas de soldagem no setor esta
organizada como mostra o layout na figura 5.
Figura 5 – Layout de disposição das prensas e soldas
Fonte: Própria

37
4.2 Capacitação dos colaboradores e início das atividades da etapa 1
O primeiro passo para garantir o sucesso da implantação da ferramenta foi a
conscientização dos colaboradores envolvidos. Desta forma, foi ministrado um treinamento para
os 7 operadores da produção, o líder da área e mais um colaborador da manutenção sobre o
que é o TPM, sua origem e benefícios que ele traz para melhorar o dia a dia da empresa e dos
funcionários.
Este treinamento da 1ª etapa da Manutenção Autônoma (MA) foi ministrado pela
consultoria PCMS (Planejamento e Controle de Manutenção e Sistemas) e visa motivar o
operador a desenvolver um sentimento de “dono” do equipamento ou máquina que opera e criar
um envolvimento Homem x Máquina, estimulando ainda a capacidade de detectar pequenos
problemas.
Alguns dos tópicos importantes abordados neste treinamento foram:
Histórico do TPM;
Etiqueta Azul e etiqueta Vermelha;
LUP – Lição de Um Ponto;
Como limpar inspecionando;
Onde encontrar anomalias;
Regras de segurança na limpeza.
A Manutenção Autônoma consiste em um conjunto de atividades desempenhadas
diariamente pelos operadores nos equipamentos, compreendendo: inspeção, lubrificação,
pequenos reparos, resolução de problemas visando à melhoria da produtividade e a
manutenção dos equipamentos em condições ideais.
Após o primeiro treinamento que é chamado de dia “D”, os operadores foram até suas
máquinas e equipamentos para colocar em prática os conhecimentos adquiridos. O objetivo foi
realizar uma limpeza e inspeção minuciosa nos equipamentos, mapeando todas as anomalias
encontradas.
Foi possível encontrar anomalias nos seguintes locais:
Sistemas de operação;
Instrumentação;
Sistemas de transporte;
Sistemas hidráulicos;
Sistemas de lubrificação;
Sistemas de ar comprimido;

38
Partes em movimento e giratórias;
Sistemas de refrigeração e aquecimento.
Alguns tipos de anomalias são ilustradas na figura 6.
Figura 6 – Anomalias encontradas nos equipamentos.
Fonte: Própria
Anomalias são todos os desvios, defeitos funcionais e tudo que foge da normalidade nos
equipamentos como: vibrações, desgastes, vazamentos e folgas.
Quanto maior o número de anomalias identificadas e resolvidas, menor a probabilidade
de ocorrer quebras ou falhas nos equipamentos.
As anomalias podem ser detectadas através dos 5 sentidos do ser humano:
Visão: Olhos que enxergam vazamento, sujeira e desordem;
Audição: Distinguir ruídos estranhos ou ausência característica do ruído;
Tato: Aquecimento, vibração e calor;
Olfato / Paladar: Fumaça, cheiro de queimado e poeiras.
Através dos 5 sentidos utilizados para detectar anormalidades, foram encontrados:
Proteção de máquinas com fixações soltas;
Parafusos espanados;
Vazamentos de óleo;
Ferramentas de prensas trincadas;

39
Folgas excessivas nas correias de motores;
Calha de escoamento dos produtos danificada;
Tanques de óleo abaixo do nível ideal;
Anéis de vedação desgastados.
4.3 Identificação das anomalias (Etiquetagem)
As etiquetas de identificação são ferramentas de controle utilizadas pela manutenção
autônoma para detectar possíveis anomalias em máquinas, identificando os pontos de
deterioração forçada, prevenindo a ocorrência de falha que poderá levar a parada da máquina e
consequentemente o processo de produção (RIBEIRO, 2014).
As anomalias encontradas foram identificadas com etiquetas conforme os critérios
abaixo:
Etiqueta azul indica que o operador é autorizado a executar o trabalho e sente-se
competente e com a habilidade necessária para resolver a anomalia.
Etiqueta vermelha indica que o operador não é autorizado e/ou considera que
não tem habilidade, ou mesmo ferramentas para resolver a anomalia. Esta
etiqueta gera uma ordem de serviço para que o trabalho seja executado por um
profissional da área de manutenção.
Para uma melhor clareza na hora de realizar as aberturas das etiquetas, foi definido
critério conforme fluxo da figura 7.
Figura 7 – Fluxo de abertura de etiquetas
Fonte: Própria

40
Na primeira etiquetagem realizada nos equipamentos, foram abertas 96 etiquetas, sendo
88 Vermelhas e 8 Azuis.
Fez-se uma avaliação das anomalias encontradas e verificou-se que algumas etiquetas
que os operadores identificaram como vermelhas, eles mesmos poderiam executá-las, desde
que fossem devidamente treinados.
Foi desenvolvido também um plano de ação, mostrado na tabela 6, para garantir que
todas as etiquetas abertas tivessem um responsável e um prazo para sua resolução.
Tabela 6– Plano de ação para resolução das anomalias.
PLANO DE AÇÃO
O QUE POR QUE COMO ONDE QUEM QUANDO STATUS
Brunir o pistão da prensa
Arranhado danificado por
desgaste natural
Enviar para empresa
terceira para intervenção
São Paulo Manutenção 20/04/15 08/08/15
Atrasado
Substituição dos anéis de
vedação
Vazamento de óleo
Realizando intervenção
interna
Setor de solda Estampagem
Manutenção 01/03/15 Realizado
Lubrificação dos pistões da
prensa Preventivo
Lubrificando as hastes
Máquina de estampo
Operação 15/03/15 Realizado
Fixação das proteções
Proteções soltas
Realizando reaperto
Máquinas de solda
Operação 28/02/15 Realizado
Padronização dos parafusos
de fixação
Vários dimensionais de parafuso em uma só proteção
Avaliar o parafuso correto e realizar a
substituição
Máquinas de solda
Operação 20/4/2015 Realizado
*Brunir: é um processo de usinagem por abrasão. Fonte: http://www.brunitec.com.br
Fonte: Própria
Para uma resolução rápida das etiquetas, foi estabelecido que a manutenção somaria
todos os esforços para resolução de 80% destas etiquetas em um prazo de 30 dias.
A meta de 80% não foi atingida devido alguns materiais necessários para as
intervenções terem um Lead Time de 35 dias e como era material importado não houve a
possibilidade de antecipação.
Foi alcançado um índice de 76% de resolução de etiquetas dentro do prazo estipulado
de 30 dias, 22% foram resolvidos em 36 dias e o restante 2%, referente a vazamentos de óleo
nas prensas, ainda não foi resolvido devido a uma necessidade de tempo de parada de
produção de 5 dias para intervenção solicitada pela empresa terceira, que foi adiada 3 vezes

41
pela alta demanda da empresa e não houve uma data acordada para liberação do
equipamento.
O gráfico abaixo, apresentado na figura 8 mostra os apontamentos das etiquetas
vermelhas e azuis abertas ao longo dos meses desde o treinamento.
Figura 8 – Volumes de etiquetas abertas no mês
Fonte: Própria
No mês de fevereiro foi observada uma grande diferença entre etiquetas vermelhas
versus etiquetas azuis, o que explica o elevado número de etiquetas vermelhas é o fato de que
os operadores ainda precisavam desenvolver os conhecimentos e suas habilidades para
realizar pequenas intervenções.
No mês de março já foi possível observar um aumento no número de etiquetas azuis
abertas e resolvidas pelos próprios operadores e esta evolução verifica-se ao longo dos meses
assim como uma redução significativa das etiquetas vermelhas.
A abertura de etiquetas foi uma ferramenta essencial para redução das quebras dos
equipamentos, mas foi preciso fazer um trabalho constante e diário para que houvesse sempre
a abertura de etiquetas.
No mês de maio devido à alteração de operadores, demissões e férias do líder de
produção, houve uma redução no número de etiquetas abertas, faltou o trabalho diário de
incentivo à abertura feito pelo líder, faltou orientação e acompanhamento.
Os operadores diziam não ter nenhuma atividade que eles pudessem intervir e abrir
etiquetas, assim definiu-se o acompanhamento das aberturas de etiquetas azuis por operador e
88
63
32
18
35
1916
18
8
17
23
42
15
55
4244
0 0
Fev Mar Abr Mai Jun Jul Ago Set Out Nov
Volumes de Etiquetas Abertas Mês
Etiquetas Vermelhas Etiquetas Azuis

42
esta meta foi incluída nos pré-requisitos de promoção, cada operador deveria abrir no mínimo 4
etiquetas azuis por mês.
Esta ação trouxe mais motivação para o grupo e superou as expectativas, obtendo
assim melhores resultados em relação ao início do projeto. Nos meses seguintes, todos
atingiram e superaram a meta por operador como mostra a figura 9.
Figura 9- Controle de etiquetas azuis por operador
Fonte: Própria
O sucesso alcançado quanto à abertura de etiquetas azuis foi devido a uma ação
conjunta entre produção e a manutenção. Foi definido um cronograma de treinamentos rápidos
e básicos para que os operadores pudessem realizar pequenas intervenções nos
equipamentos, deixando-os mais autônomos, reduzindo assim a carga de tarefas dos
mantenedores, como mostra Apêndice A.
Uma forma de avaliar a evolução da manutenção autônoma no setor foi à comparação
percentual das etiquetas azuis e vermelhas, como mostra abaixo a figura 10. Para que se possa
garantir que o setor esteja evoluindo positivamente na manutenção autônoma, é preciso haver
um número de etiquetas azuis maiores que vermelhas, isso indica que os mantenedores não
estavam mais sendo solicitados com tanta frequência, pois o operador estava ficando mais
autônomo e menos dependente. As pequenas intervenções que antes o operador abria um
chamado através de ordens de serviço para a manutenção, passaram a ser realizadas por ele e
7 78
6
9
12
6
67
6
5
7
5
6
5
6 6
7
96
5
Op. 1 Op. 2 Op. 3 Op. 4 Op. 5 Op. 6 Op. 7
Controle de Etiquetas Azuis por Operador
Jul Ago Set

43
desta forma a manutenção tem mais tempo para realizar melhorias nos equipamentos, afim de
aumentar a eficiência e consequentemente a produtividade.
Figura 10– Evolução da Manutenção Autônoma
Fonte: Própria
Em fevereiro quando teve início este trabalho, o índice foi de 8% de etiquetas azuis e
92% de etiquetas vermelhas. Com os treinamentos que foram realizados ao longo dos meses,
alcançou-se o índice de 71% de etiquetas azuis e 29% de etiquetas vermelhas. Os operadores
ficaram mais comprometidos em cuidar dos equipamentos e se sentiram mais úteis após os
treinamentos, como disse o operador 1:
“Antes me sentia incapaz de resolver problemas simples que ocorriam em meu
equipamento, não apertava e nem trocava parafusos com problemas, pois não sabia qual a
chave ideal ou qual parafuso devia substituir. Hoje tenho conhecimentos que foram adquiridos
nos treinamentos e não preciso mais ficar aguardando a manutenção vir para realizar a simples
troca de um parafuso espanado e é gratificante, pois foram conhecimentos adquiridos aqui na
empresa que posso levar para dentro da minha casa”.
Para que os colaboradores possam acompanhar os indicadores do setor, máquinas e
equipamentos, definiu-se a necessidade de confecção de um quadro onde todas as
informações relacionadas ao TPM ficariam expostas para todos, conforme figura 11.
92%
79%
58%
30%
70%
26% 28% 29%
0%
8%
21%
42%
70%
30%
74% 72% 71%
0%
Fev Mar Abr Mai Jun Jul Ago Set Out Nov
Evolução da Manutenção Autônoma
Etiquetas Vermelha Etiquetas Azuis

44
Figura 11 – Quadro de informações relacionadas ao TPM
Fonte: Própria
Foi definido que toda sexta feira haveria reuniões para apresentação dos indicadores da
área a todos. Nesta reunião participa o líder do setor, o padrinho de linha, os lideres dos pilares
e todas as pessoas que a equipe porventura julgasse necessário estarem presentes. Esta
reunião é sempre realizada em frente ao quadro de indicadores para que todos possam
compartilhar suas dificuldades e sucessos, como mostra figura 12.

45
Figura 12 – Reunião de apresentação dos indicadores.
Fonte: Própria
Nestas reuniões o líder da área apresenta os indicadores de etiquetas azuis e
parabeniza na frente de todos, o operador que se destacou na abertura de etiquetas na
semana/mês. Apresenta o indicador de evolução de MA, para que todos estejam
comprometidos na evolução, resultado das auditorias mensais de 5s e as LPPs ou LUPs
elaboradas.
O padrinho da linha apresenta os indicadores de etiquetas vermelhas, que fazem parte
do pilar de manutenção planejada, o percentual de resolução, etiquetas atrasadas, motivos dos
atrasos e prazo para resolução.
4.4 Ferramenta LPP/LUP
Outro treinamento ocorrido e ministrado pela consultoria PCMS, que participaram os 7
operadores, o líder de área, o padrinho de linha, foi o de LPP, Lição Ponto à Ponto ou LUP,
Lição de Um Ponto, que é uma ferramenta para transmitir conhecimentos e habilidades sobre o
equipamento.

46
Está ferramenta contribuiu para que o padrinho da linha transmitisse conhecimentos
autônomos para os operadores e também para que eles multipliquem esse conhecimento para
outros que possam eventualmente operar a máquina.
Quando o operador tem uma habilidade ou conhecimento, ele deve reunir todos
envolvidos e transmitir da maneira mais clara e objetiva possível, como ilustra a figura 13.
Figura 13 – Treinamento de LUP com operadores
Fonte: Própria
Esta ferramenta de treinamento foi utilizada para suprir a falta de conhecimento e
assegurar que os membros da equipe tivessem tudo o que precisavam para a produção diária e
atividades do TPM.
As lições foram sobre os sub-sistemas dos equipamentos, pontos de segurança ou
informações básicas de operação e tiveram suas execuções com base nos problemas que
ocorreram ultimamente. Estas lições foram destinadas a transmitir conhecimentos ou
habilidades que ajudaram os operadores a prevenir problemas similares que pudessem ocorrer
no futuro.
As LUPs também são de grande importância para que possamos não mais repetir o
acidente ou incidente, todos os problemas relativos à segurança devem ser relatados e
transmitidos para os demais setores.
Onde aplicar as LUPs ou LPPs ?
Dependendo de seu propósito, uma LUP pode se encaixar em uma das categorias
citadas na tabela 7.
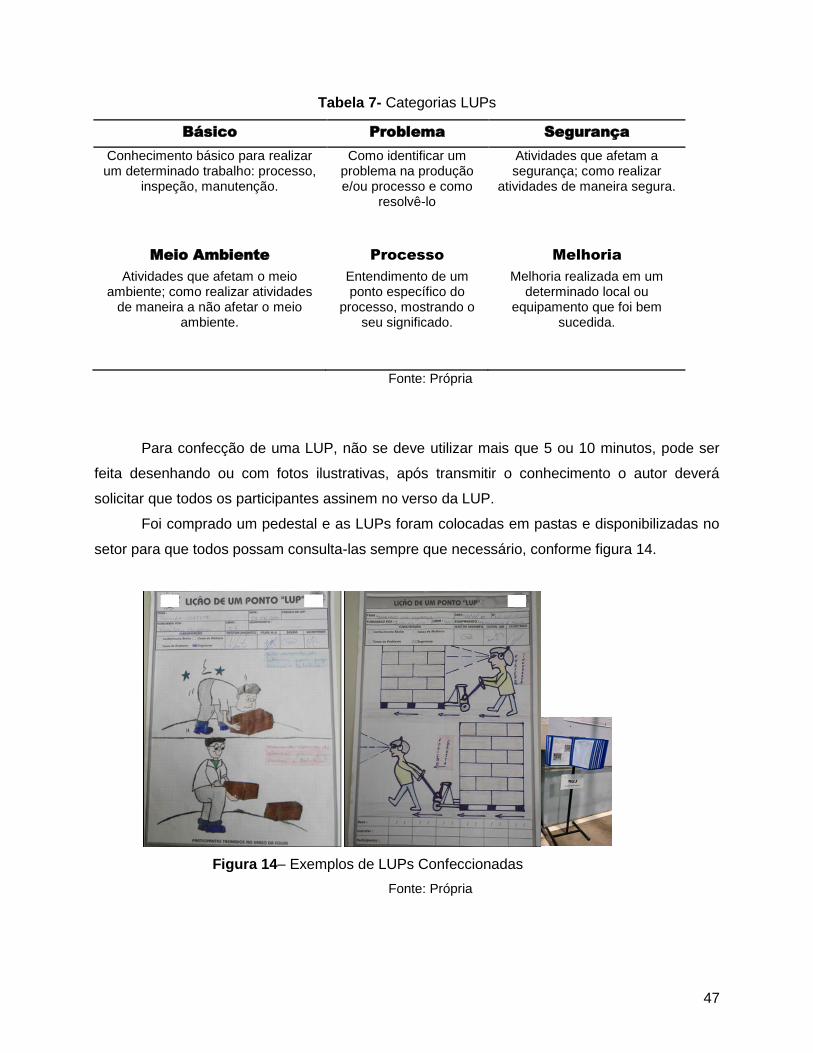
47
Tabela 7- Categorias LUPs
Básico Problema Segurança
Conhecimento básico para realizar um determinado trabalho: processo,
inspeção, manutenção.
Como identificar um problema na produção e/ou processo e como
resolvê-lo
Atividades que afetam a segurança; como realizar
atividades de maneira segura.
Meio Ambiente Processo Melhoria
Atividades que afetam o meio ambiente; como realizar atividades
de maneira a não afetar o meio ambiente.
Entendimento de um ponto específico do
processo, mostrando o seu significado.
Melhoria realizada em um determinado local ou
equipamento que foi bem sucedida.
Fonte: Própria
Para confecção de uma LUP, não se deve utilizar mais que 5 ou 10 minutos, pode ser
feita desenhando ou com fotos ilustrativas, após transmitir o conhecimento o autor deverá
solicitar que todos os participantes assinem no verso da LUP.
Foi comprado um pedestal e as LUPs foram colocadas em pastas e disponibilizadas no
setor para que todos possam consulta-las sempre que necessário, conforme figura 14.
Figura 14– Exemplos de LUPs Confeccionadas
Fonte: Própria

48
Para que a LUP possa ser transmitida, ela precisa ser avaliada e aprovada pelo líder do
pilar e o gestor da área, ou em casos específicos como de segurança, deverá passar pelo
departamento de segurança da empresa, devendo seguir o fluxo, conforme figura 15:
Figura 15 – Fluxo das LUPs
Fonte: Própria
Após o treinamento ocorrido no mês de abril, foram elaboradas 98 LUPs, sendo
inseridas nos critérios de promoções, pois são evidências do comprometimento do operador
com a empresa e com o programa do TPM.
As LUPs foram confeccionadas ao longo dos meses como mostrado na figura 16:
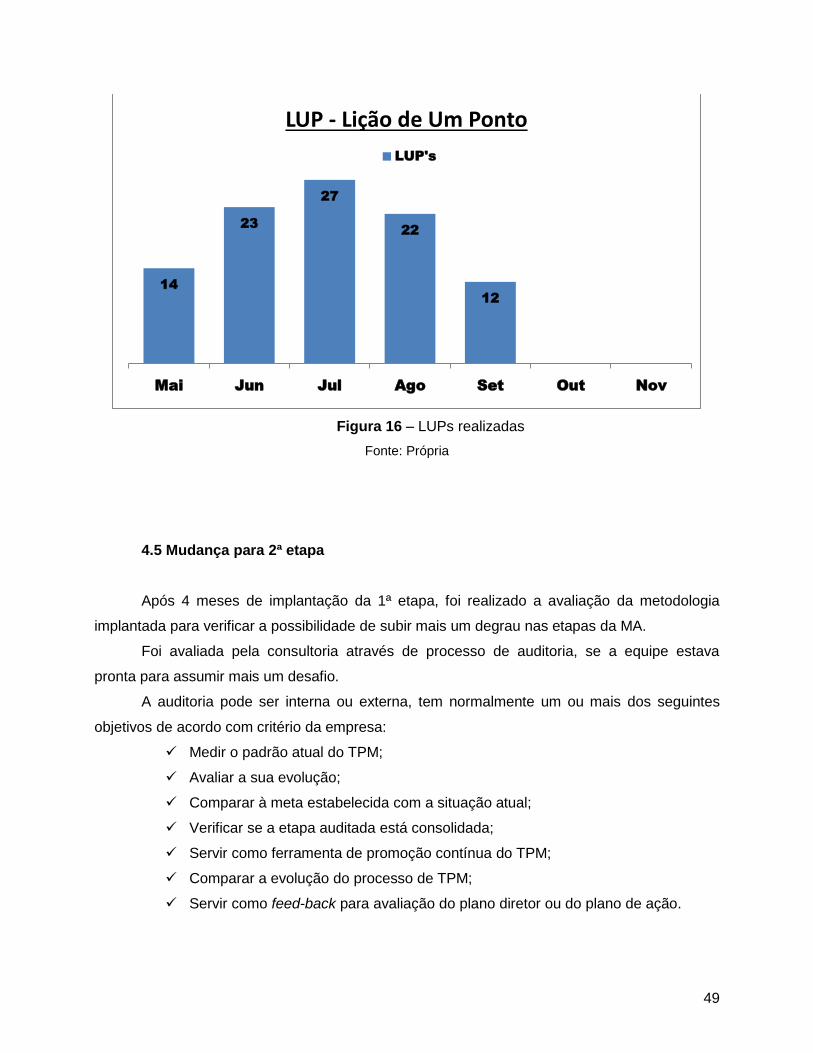
49
Figura 16 – LUPs realizadas
Fonte: Própria
4.5 Mudança para 2ª etapa
Após 4 meses de implantação da 1ª etapa, foi realizado a avaliação da metodologia
implantada para verificar a possibilidade de subir mais um degrau nas etapas da MA.
Foi avaliada pela consultoria através de processo de auditoria, se a equipe estava
pronta para assumir mais um desafio.
A auditoria pode ser interna ou externa, tem normalmente um ou mais dos seguintes
objetivos de acordo com critério da empresa:
Medir o padrão atual do TPM;
Avaliar a sua evolução;
Comparar à meta estabelecida com a situação atual;
Verificar se a etapa auditada está consolidada;
Servir como ferramenta de promoção contínua do TPM;
Comparar a evolução do processo de TPM;
Servir como feed-back para avaliação do plano diretor ou do plano de ação.
14
23
27
22
12
Mai Jun Jul Ago Set Out Nov
LUP - Lição de Um Ponto
LUP's

50
Esta auditoria foi realizada pelo consultor Adilson Roberto da PCMS, respeitou critérios e
padrões de avaliação, onde seguiu um formulário que havia 26 perguntas as quais tiveram
como possíveis respostas:
Ruim, 0 pontos;
Regular, 1 ponto;
Bom, 2 pontos;
Muito Bom, 3 pontos.
As perguntas abrangeram todos os conceitos implantados na área.
Os itens que foram auditados são:
Estrutura do Pilar;
Conceito MA 1° etapa;
5S – Setor / Área;
Etiquetas Azuis e Vermelhas;
LUPs;
Quadro de Atividades;
Check-list;
Reunião entre operação e manutenção.
Foram 26 perguntas sendo 3 a maior possibilidade de pontuação por respostas,
totalizando um valor máximo possível de alcançar de 78 pontos. Para que a área possa
conquistar o direito de mudança de etapa deveria obter no mínimo 85% dos pontos, ou seja;
atingir 66 pontos.
O formulário de auditoria foi apresentado e disponibilizado para a empresa no dia do
treinamento da 1ª etapa, desta forma o líder do pilar de Manutenção Autônoma, orientado pela
consultoria realizou auditorias internas mensalmente com base neste formulário.
A ocorrência de auditoria interna mensal contribui imensamente para mudar de etapa,
mas não garante uma passagem tranquila, pois é auditado o momento e a situação atual, desta
forma se não houver um acompanhamento diário das atividades e correções dos desvios, elas
não se sustentam entre uma auditoria interna e outra, havendo assim o risco de não alcançar a
pontuação necessária para mudança de etapa.
A área foi auditada no dia 15 de Julho de 2015, iniciando as 08:00 horas e terminando
às 11:30 horas, como são poucas máquinas e operadores, o auditor teve oportunidade de
avaliar cada operador e cada máquina. Na tabela 8 abaixo é demonstrado o formulários com
algumas das 26 perguntas da auditoria.

51
Tabela 8 – Formulário Padrão de Avaliação
Fonte: Própria
Nº ITENS AUDITADOS SUB-ATIVIDADES0
Ruim
1
Regular
2
Bom
3
Muito Bom
1
Estrutura do Pilar
Treinamento introdução
ao Conceito da
Manutenção Autônoma
Não houve treinamentoHouve pouca
participação
80% das pessoas
treinadas
100% das pessoas
treinadas
2
Entendimento da
metodologia pelos
integrantes do time de
implementação
Não sabem Noções SabemSabem em detalhes e
exemplificam
3Treinamento introdução
ao TPM 1° etapaNão houve treinamento
Houve pouca
participação
80% das pessoas
treinadas
100% das pessoas
treinadas
4 Objetivos da 1ª Etapa Não sabe Noções SabeSabe em detalhes e
exemplifica
5 1º S - UtilizaçãoHá vários objetos sem
utilidade na área
Há alguns objetos
desnecessários sem
identificação
Há alguns objetos
porém com
identificação de ítem
para descarte
Nenhum objeto
desnecessário foi
encontrado
6 4ºS - Padronização Não existe padrões
Há padrões de Limpeza,
Inspeção e Lubrificação
mas não contemplam
frequência ou
responsável
Há padrões de Limpeza,
Inspeção e Lubrificação
com frequência e
responsável mas não é
cumprido rigorosamente
Há padrões de Limpeza,
Inspeção e Lubrificação
com responsável,
frequência e é
rigorosamente
cumprido.
7Todas as anomalias
estão etiquetadas?
Várias anomalias não
identificadas >= 4 por
equipamento
Algumas anomalias não
identificadas =2>=4 por
equipamento
Poucas anomalias não
identificadas =1 por
equipamento
Todas anomalias
identificadas
8Abertura de etiquetas
pela operação
Menos de 50% dos
operadores e auxiliares
abrem etiquetas
De 51% até 70% dos
operadores e auxiliares
abrem etiquetas
De 71% até 90% dos
operadores e auxiliares
abrem etiquetas
A abertura de etiquetas
é realizada por mais de
91% dos operadores
9Todo o time participa na
elaboração de LPP`s?
50% não elaboram
LPP´s
Elaborada por 50% -
75% do time
Elaborada por
75% - 85% do time
Elaborada por 85% -
100% do time
10 Quantidade de LPPs
Atingiu-se 50% da meta
estabelecida para
abertura de LPP´s
Atingiu-se 70% da meta
estabelecida para
abertura de LPP´s
Atingiu-se 80% da meta
estabelecida para
abertura de LPP´s
A meta estebelecida
para quantidade de
LPPs esta sendo
atingida na sua
totalidade
11 Atualização de gráficos Desatualizado Fora do Padrão Atualizado e no padrão
Atualizado, no padrão e
com identificação dos
maiores problemas
12 Utilização pelo operador Não conheceConhece porém não
sabe explicar
Conhece e explica os
indicadores com
profundidade
Conhece, explica e
demonstra ações que
sendo tomadas para
corrigir os desvios
13Padrão de Inspeção -
Clareza e CumprimentoNão existe
Existe sem registro de
execução no check list
Existe com registro de
execução no check list
Existe com registro de
execução no check list e
anomalias são
identificadas
14Padrão de Limpeza -
Clareza e CumprimentoNão existe
Existe sem registro de
execução no check list
Existe com registro de
execução no check list
Existe com registro de
execução no check list e
monitoramento de
tempo
15
Reunião entre
operação e
manutenção
Reunião MA com
integrantes ManutençãoNão existe reunião
Existe a reunião e as
principais perdas estão
sendo discutidas
Existe a reunião, as
principais perdas estão
sendo discutidas e
existe plano de ação
Existe reunião com
plano de ação e ações
no prazo
Linha: Estamparia e Soldagem
5S - Setor / Área
Etiquetas
LUP´s
Quadro de
Atividades
Check list
Formulário Padrão de Avaliação " 1ª ETAPA "
Data: Jul-15
Conceito MA 1°
etapa
Auditor: Adilson Roberto

52
O auditor foi acompanhado pelo líder da área e pelo líder do pilar de MA. A área
alcançou 71 dos 78 pontos possíveis, ou seja, atingiu 91%.
No momento da auditoria um operador que estava em treinamento, não soube
responder algumas perguntas, sendo demeritado na pontuação. Após a auditoria
encaminhamos o auditor até o departamento de recursos humanos para mostrar evidências que
havia um planejamento de treinamento específico para aquele operador, com a finalidade de
toda equipe estar no mesmo nível de informações e treinamentos.
Verificando então a documentação do operador, ele retornou a pontuação e fez as
considerações finais, considerando a pontuação por item auditado como mostra a tabela 9.
Tabela 9– Pontuação por item auditado
Fonte: Própria
Considerações apontadas pelo auditor:
Estrutura do pilar: Garantir a atualização dos registros das atas de reuniões autônomas
que são realizadas às sextas-feiras.
Conceitos de MA: Fortalecer os conceitos e o objetivo da Manutenção Autônoma para
os novos operadores.
5s do Setor: Melhorar o senso de ordenação na linha (melhorar as identificações dos
materiais e equipamentos e gestão visual da área).
Etiquetas: Melhorar o planejamento e o índice de resolução de etiquetas vermelhas,
contribuindo assim para uma melhor eficiência das máquinas.
LUPs: Elaborar LUPs focando nas perdas que são geradas nos equipamentos, ou seja,
garantir que as pessoas conheçam todos os pontos de perdas dos equipamentos.
Quadro de atividades: Disponibilizar o cronograma de atividades no quadro de gestão
da área.
Check-list: Revisar o check-list de inspeção dos equipamentos.
Reuniões: Garantir que as reuniões autônomas aconteçam no prazo.
Todas as considerações feitas pelo auditor foram colocadas em um plano de ação para
as devidas providências, como mostra a Tabela 10.
Estrutura
do Pilar
Conceito MA
1° etapa
5S – Setor /
Área
Etiquetas Azuis e
VermelhasLUPs
Quadro de
AtividadesCheck list
Reunião entre operação
e manutenção.Total
12 9 12 18 9 9 6 3 78
10 9 10 17 8 9 5 3 71
Percentual alcançado 91%
Pontuação Possível
Pontuação alcançada

53
Tabela 10 - Plano de ação da auditoria - 1ª Etapa
Fonte: Própria
18/07/15
Tópicos Ação Responsável Previsão Status
Fortalecer os conceitos e objetivo da Manutenção Autônoma para os novos
operadores;Marcelo 11/7/2015 Executada
Treinar os operadores na interpretação dos indicadores; Marcelo 11/7/2015 Executada
Fazer demarcação de lay out no setor; Lider da área 10/7/2015 Executada
Melhorar o senso de ordenação na linha (melhorar as identificações dos
materiais e equipamentos e gestão visual da área); Lider da área 10/7/2015 Executada
Melhorar a limpeza dos equipamentos (existem alguns equipamentos que
não estão conforme as boas práticas de fabricação);Lider da área 10/7/2015 Executada
Realizar atividade junto com os operadores para aumentar a abertura de
etiquetas azuis na linha (garantir que a maioria das pessoas possam abrir
etiquetas);
Lider da área 18/7/2015 Executada
Garantir que hajam etiquetas abertas nos pontos de maiores perdas nos
equipamentos; Lider da área 10/7/2015 Executada
Desenvolver atividade junto com a operação para fortalecer a elaboração
de LUPs na linha e apresentar o objetivo da elaboração das LUPs;Lider da área 11/7/2015 Executada
Garantir que as LUP'S que estão sendo elaboradas sejam replicadas com
melhor qualidade;Lider da área 10/7/2015 Executada
Elaborar LPP'S focando os pontos de perdas que são geradas nos
equipamentos ou seja garantir que as pessoas conheçam os pontos de
perdas e o que fazer para evitá-las;
Lider da área 18/7/2015 Executada
Disponibilizar o cronograma de atividades no quadro de gestão; Marcelo 10/7/2015 Executada
Treinar os operadores na interpretação do quadro de gestão; Lider da área 11/7/2015 Executada
Reuniões autônomas Garantir que as reuniões autônomas aconteçam ; Marcelo 10/7/2015 Executada
Revisar os check lists de inspeção; Manutenção 18/7/2015 Executada
Elaborar um check list de limpeza para os equipamentos. Manutenção 18/7/2015 Executada
100%
PLANO DE AÇÃO DA AUDITORIA 1ª ETAPA
Conceitos MA
5s
Etiquetas
Percentual de
Execução
LUP'S
Quadros de atividades
Check list

54
Após o plano de ação da 1ª etapa ser concluído, iniciaram-se os preparativos para os
treinamentos de mudança da 1ª etapa (Limpeza e Inspeção), para 2ª etapa (Fontes de Sujeira e
Locais de Difícil Acesso).
A metodologia TPM traz o conceito de comemorar todos os desafios alcançados, sendo
assim foi solicitado e liberado pela direção, um almoço especial em comemoração à mudança
de etapa.
A figura 17 abaixo ilustra a comemoração dos operadores com entusiasmo e alegria
frente ao novo desafio.
Figura 17 – Comemoração de mudança de etapa
Fonte: própria
4.6 Início da 2ª etapa
Nesta etapa foram disponibilizadas ferramentas de trabalho para os operadores a fim de
obter maior comprometimento e iniciou-se uma nova cultura de trabalho, onde o operador está
cuidando melhor do equipamento.
O treinamento da 2ª etapa foi ministrado em sala pela consultoria e houve a presença de
todos operadores da linha de estampagem e soldagem da linha A, assim como o padrinho da
linha, líder de área e líder do pilar.

55
Esta etapa busca a aplicação de medidas contra Fontes de Sujeira (FDS), com o
objetivo de reduzir ou eliminá-las e realizar melhorias nos Locais de Difícil Acesso (LDA),
reduzindo os tempos de limpeza, lubrificação e inspeção.
Alguns tópicos importantes abordados neste treinamento foram:
Definição de fontes de sujeira;
Classificação das fontes de sujeira;
Definição de locais de difícil acesso;
Por que eliminar?
Como eliminar?
Ferramenta de análise ECRS.
4.6.1 ECRS
ECRS é uma ferramenta que possibilita direcionar de uma forma simples e rápida as
análises das Fontes de Sujeira e Locais de Difícil Acesso, para detecção e aplicação de ações
de contramedida.
Aplicação da Ferramenta ECRS:
E - Eliminar
C- Combinar
R - Realocar/Substituir
S – Simplificar
Com a correta utilização desta ferramenta nos equipamentos é possível identificar quais
são as contramedidas que necessitam ser tomadas, possibilitando desenvolver melhorias para
obtenção dos resultados esperados.
Exemplos de situações de aplicação da ferramenta:
Difícil acesso para inspeção de engrenagens.
Rolo que ao desgastar causa sujeira nos componentes da máquina.
As figuras 18, 19, 20 e 21 demonstram os exemplos acima mencionados.
E - Eliminar: É possível eliminar a Fonte de Sujeira ou Locais de Difícil Acesso?

56
Pode eliminar a proteção?
Não!
Pode eliminar o desgaste?
Não!
Figura 18 – Análise de Eliminação da ferramenta ECRS
Fonte: Própria
Conclusão: Não é possível eliminar.
C - Combinar: É possível combinar todas as Fontes de Sujeira ou Locais de Difícil Acesso?
Pode combinar a desmontagem da proteção a outra parte do equipamento.
Não!
Pode combinar em um local o desgaste?
Sim!
Figura 19 – Análise de Combinação da ferramenta ECRS
Fonte: Própria

57
Conclusão: A análise de combinação foi realizada instalando uma bandeja para conter em um único local o resíduo e foi instalada uma chapa para direcioná-lo eliminando assim um local de contaminação.
R - Realocar / Substituir: É possível substituir ou realocar o material que causa as FDS e
LDA?
Pode realocar ou substituir a proteção?
Sim!
Pode realocar ou substituir o material que causa o desgaste?
Talvez!
Figura 20 – Análise de Substituição / Realocação da ferramenta ECRS
Fonte: Própria
Conclusão: A substituição/Realocação foi realizada com a troca do material da
proteção de chapa de ferro por policarbonato, um material transparente
proporcionando a visualização para inspeção.
Para o rolo seria necessário estudar melhoria de outro tipo de material para
substituição.
S - Simplificar: É possível tornar mais simples a limpeza das FDS e LDA?

58
Pode simplificar o acesso da proteção?
Sim!
Pode simplificar o acesso ao resíduo do desgaste?
Não!
Figura 21 – Análise de Simplificação da ferramenta ECRS
Fonte: Própria
Conclusão: Na análise de simplificação foram retirados os parafusos e
instalados imãs para segurar a proteção, simplificando acesso da operação.
4.6.2 Fontes de Sujeira (FDS)
Após o treinamento, os operadores iniciaram o mapeamento das Fontes de Sujeira e
Locais de Difícil Acesso. Esta é uma atividade que deve ser desenvolvida no dia a dia,
identificando através das etiquetas todas as FDS e LDA das máquinas e equipamentos.
Nesta etapa é necessário que o operador desenvolva suas habilidades, conhecendo e
compreendendo melhor os equipamentos e o seu princípio de funcionamento. Foi muito
importante o envolvimento de todos para identificar as Fontes de Sujeira e os Locais de Difícil
acesso.
As fontes de sujeira classificam-se em dois tipos:
Fontes de sujeira por anomalias;
Fontes de sujeira crônica.

59
As fontes de sujeira por anomalias são aquelas que acontecem por algum problema de
deterioração do equipamento, ou seja, aparece uma fonte de sujeira, pelo não cumprimento das
condições básicas.
Fontes de Sujeira crônicas são aquelas que mesmo que se restaurem as condições
básicas dos equipamentos, elas não são resolvidas. Estes tipos de fontes de sujeira podem ser
causados por algum fenômeno físico, onde é necessária a aplicação de um ciclo de melhoria
para a eliminação da mesma.
O consultor acompanhou e orientou os operadores na elaboração dos formulários de
FDS, conforme tabela 11.
Tabela 11 – Fontes De Sujeira (FDS)
Fonte: própria
Como eliminar ou reduzir as fontes de sujeira?
1º Passo: Identificação das FDS;
2º Passo: Mapeamento das FDS no lay out;
3º Passo: Classificação das FDS;
E C R S E C R S E C R S
-
15min
Diário
-
5min
Semanal
75%
EXECUTADO
% de Redução % de Redução % de Redução
Frequência Frequência Frequência
Tempo Gasto Tempo Gasto Tempo Gasto
Volume Gerado Volume Gerado Volume Gerado
Data 28/08/15 Data Data
EM ANDAMENTO
Frequência Frequência Frequência
Tempo Gasto Tempo Gasto Tempo Gasto
Volume Gerado Volume Gerado Volume Gerado
Anomalia Crônica Anomalia Crônica Anomalia Crônica
Análise ELIMINAR Análise Análise
Etiqueta Vermelha nº 85 Etiqueta Etiqueta
Data 31/07/15 Data Data
Vazamento de Óleo
Descrição Descrição Descrição
Equip. Prensa 2 Equip. Equip.
Planilha de Controle de Fonte de Sujeira
F.S nº 01 F.S nº 02 F.S nº 03
Executado Pendente Em Andamento

60
4º Passo: Priorização das FDS;
5º Passo: Aplicação da Análise de ECRS nas FDS;
6º Passo: Implementação das contramedidas nas FDS;
7º Passo: Monitoramento dos resultados;
8º Passo: Registrar as Melhorias.
Foram identificadas e mapeadas 09 fontes de sujeira, sendo:
05 FDS referentes a vazamentos de óleo;
02 FDS referentes a fuligem de solda;
01 FDS referente a vazamento de água;
01 FDS referente rebarbas de cilindros pós corte.
O detalhamento dos problemas detectados e suas respectivas ações estão descritos
abaixo:
FDS – Vazamento de óleo
Problema detectado: Dos cinco vazamentos de óleo que haviam, um era o mesmo que
necessitava de intervenção externa evidenciado na primeira etapa, quatro eram reincidentes, já
haviam sido eliminados e ocorreram novamente.
Ação realizada: Como o TPM é uma ferramenta de melhoria contínua, foi necessário
reavaliar o programa de manutenção preventiva das prensas que estavam com vazamentos de
óleo e realizar atualização.
Como a equipe de manutenção havia feito intervenção e houve a reincidência do
vazamento, foi solicitada a visita de um técnico especialista em prensas para nos ajudar a
eliminar esta fonte de sujeira. A equipe de manutenção orientada pelo especialista realizou um
trabalho detalhado nas prensas avaliando ponto a ponto.
Após avaliação do técnico e intervenção da manutenção, os seguintes itens foram
apontados e corrigidos:
Os componentes de vedação usados nas prensas não eram de boa qualidade;
A frequência de trocas de óleo das prensas não atendia a necessidade;
Havia falhas técnicas no plano de manutenção preventiva;
A bomba de óleo estava subdimensionada.

61
FDS – Fuligem de solda
Problema detectado: Não havia como eliminar a fuligem de solda, pois fazia parte do
processo de soldagem e tratava-se de uma anomalia crônica.
Ação realizada: Esse problema foi amenizado, após ser instalado um sistema de
exaustão para captar a dispersão dos particulados, houve uma redução significativa de pó
sobre a máquina e no chão.
Este particulado não foi pesado em uma balança para quantificar a redução, antes e
após a melhoria, porém a máquina e o ambiente de trabalho ficaram visivelmente mais limpos
após a realização da melhoria.
Foi realizado um estudo para minimizar os impactos desta fonte de sujeira como mostra
a Tabela 12.
Tabela 12 – Planilha de Estudo para Fontes de Sujeira
Fonte: Própria
Equipamento
Fonte
Número: 01 Data: 09/09/2015 Etiqueta: Anomalia Crônica
Onde ela é vista?
Descrever o estado da sujeira.
O que produz a sujeira?
Quando ocorre?
(Durante o processo contínuo ou start-up)
Como é?
(Dispersão/Vazamento)
Porque ocorre?
Eliminar
Combinar
Combinar "onde" (Reunir, receber...)
Realocar
Substituir "onde" (Mudar "onde" )
Simplificar
(Sucção, Lavagem)
Planilha de Estudo para Fontes de Sujeira e Locais de Difícil Acesso
Particulado suspenso
No piso sob a máquina
Processo de soldagem
Dicas de
Melhoria
Eliminar as Fontes de Sujeiras e os Locais de Difícil
Acesso
Contramedidas
para Fonte de
Sujeira
Solda Mig
Colocar sistema de exaustão para que o particulado disperso
no ar seja succionado mantendo a área mais limpa
Particulado Disperso no ambiente
Ocorre quando está soldando cilindros
É intríseco do processo
Dispersão de particulados
E
C
S
R

62
FDS – Vazamento de água
Problema detectado: Havia uma deterioração em um dos canos de água, que faz a
refrigeração das prensas, estava gotejando água e gerando pequenas poças.
Ação realizada: Esta fonte foi facilmente eliminada realizando a substituição do
encanamento.
FDS – Rebarba de cilindro pós corte
Problema detectado: As rebarbas geradas no processo de corte/furação ficavam
caindo no chão e o operador necessitava parar o equipamento 15 minutos para limpeza.
Ação realizada: Foi colocada uma bandeja para coletar as rebarbas e o operador não
precisa mais limpar todo o turno, uma vez por dia a bandeja é retirada e o resíduo descartado,
gastando apenas 5 minutos.
4.6.3 Locais de Difícil Acesso (LDA)
Onde ocorre perda de tempo tanto de produção quanto de pessoas para acessar locais
que serão realizadas inspeções, limpezas, lubrificações, manutenções e ajustes, são
considerados Locais de Difícil Acesso (LDA).
Como eliminar locais de difícil acesso?
1º Passo: Identificação dos LDA;
2º Passo: Mapeamento dos LDA no lay out;
3º Passo: Classificação dos LDA;
4º Passo: Priorização dos LDA;
5º Passo: Aplicação e Análise de ECRS dos LDA;
6º Passo: Implementação das contramedidas nos LDA;
7º Passo: Comprovação dos resultados;
8º Passo: Registrar as Melhorias.
Em certos casos há máquinas que antes de realizar uma intervenção necessita-se a
observação do equipamento em movimento, sendo assim, para facilitar a visualização é
possível desenvolver melhorias que trazem grandes benefícios, como mostra figura 22.

63
Figura 22– Fotos antes (Esquerda) e depois (Direita) da melhoria de visualização
Fonte: Própria
Após análise, foram identificados e mapeados 05 locais de difícil acesso:
LDA para visualização do processamento da máquina;
LDA para colocar componentes no equipamento;
LDA para lubrificação de equipamentos;
LDA para limpeza da prensa;
LDA para realizar manutenções nas máquinas de solda.
Sob orientação do consultor, a planilha de locais de difícil acesso foi elaborada como
mostra a Tabela 13.

64
Tabela 13 – Planilha de controle de Locais de Difícil Acesso.
Fonte: Própria
O detalhamento dos problemas detectados e suas respectivas ações estão descritos
abaixo:
LDA para visualização do processamento da máquina
Problema detectado: Alguns operadores já haviam solicitado melhoria ergonômica na
prensa, pois a altura da máquina não atendia a variação da estatura dos funcionários.
Os operadores mais altos reclamavam de dores no pescoço sempre que trabalhavam
nesta prensa e os de estatura menor se queixavam que era difícil o acesso para visualização do
processamento de estampo.
Ação realizada: Foi solicitado a uma empresa terceira a adequação ergonômica do
equipamento e comprada uma cadeira com ajuste de altura, atendendo desta forma a variação
de estatura.
E C R S E C R S E C R S E C R S
15min
Diário
3 min
Diário
80%
Planilha de Controle dos Locais de Difícil Acesso
Análise
Anomalia
Data
Crônica
Frequência
Tempo Gasto
Análise
Anomalia Crônica
Frequência
% de Redução
Executado
Tempo Gasto
Frequência
Data
Frequência Frequência
% de Redução % de Redução
Frequência
% de Redução
Tempo GastoTempo Gasto
Data
Tempo Gasto Tempo Gasto
Tempo Gasto Tempo Gasto
Frequência
Etiqueta Etiqueta Etiqueta
Frequência
Data 31/07/15
Executado
Análise
Anomalia Crônica
Data 31/07/15 Data
Anomalia Crônica
Data Data
Excesso de rebarba de estampo que
se aloja no interior da máquina
Descrição Descrição Descrição Descrição
Equip. Equip.Equip. Prensa 3 Equip.
L.D.A nº 01 L.D.A nº 02 L.D.A nº 03 L.D.A nº 04
Etiqueta Vermelha nº84
Análise Simplificar
Em AndamentoExecutado Pendente

65
LDA para colocar componentes no equipamento
Problema detectado: Uma máquina que precisava ser abastecida com alguns
componentes tinha um difícil acesso ao ponto de alimentação, obrigando assim o operador a
subir em uma escada para realizar a tarefa.
Ação realizada: Foi desenvolvido um alimentador de componentes e não é mais
necessário que o operador se levante e suba escadas para abastecer a máquina.
LDA para lubrificação de equipamentos
Problema detectado: Por tratar-se de máquinas antigas, para ter acesso a alguns
pontos de lubrificação o operador precisava fazer verdadeiro “malabarismo”.
Ação realizada: O mantenedor padrinho da linha desenvolveu extensões dos pontos
colocando-os na parte externa dos equipamentos, desta forma o operador vai andando em
torno da prensa realizando as lubrificações.
LDA para limpeza da prensa
Problema detectado: A adequação da altura da prensa mencionada a cima, resultou
em um local de difícil acesso para limpeza, gerando assim um vazio na parte inferior interna da
máquina onde acumulava sujeira e devido à dificuldade para limpar era necessário parar o
equipamento uma vez por semana 30 minutos antes do término do turno para limpeza.
Ação realizada: A empresa que realizou o trabalho de adequação da altura foi chamada
novamente para fazer a correção, eliminando o vazio através da instalação de uma proteção
que impediu o acumulo de sujeira.
LDA para realizar manutenções nas máquinas de solda
Problema detectado: Na máquina de soldagem foi realizada uma automatização para o
transporte de cilindros soldados. Na primeira intervenção do mecânico, verificou-se uma grande
dificuldade para acessar algumas partes da máquina, pois o ambiente apertado dificultava a
mobilidade.
Ação realizada: A intervenção para eliminar este local de difícil acesso, foi agendada
para o mês de dezembro de 2015, pois será necessário levar o equipamento a uma empresa
terceira para readequação.

66
4.6.4 Consolidação da 2ª etapa
O cronograma de implantação elaborado exigiu da equipe muito trabalho para conseguir
atender os prazos estabelecidos. E para se alcançar consistência na implantação das etapas do
TPM, é preciso haver uma estabilidade nos conceitos inseridos no processo, logo definiu-se
que para garantir a sustentabilidade do projeto a empresa irá trabalhar e assegurar os
resultados alcançados por mais 4 meses e somente após este período o setor será auditado
para consolidação da 2º etapa. Durante este período serão realizadas auditorias internas para
diagnosticar mensalmente possíveis desvios para que possam ser corrigidos com antecedência
e assim garantir o sucesso na mudança para a 3ª etapa do pilar de Manutenção Autônoma.

67
4.7 Evolução no 5S
É importante lembrar que empresa Exting Ltda já possui uma implantação sólida da
cultura 5S, mas é necessário estarmos sempre em constante evolução, desta forma a
consultoria fez um trabalho de reeducação de 5S, fortificando assim o alicerce de sustentação
de pilares e ferramentas de gestão.
Foram realizados trabalhos e treinamentos visando o melhor ambiente de trabalho para
funcionários e visitantes.
Este trabalho trouxe grandes benefícios, pois com as altas demandas, a movimentação
de funcionários sendo admitidos foi muito grande e o trabalho da consultoria proporcionou
velocidade e agilidade na conscientização e educação de 5s para os novos colaboradores.
Os trabalhos realizados na implantação das etapas do pilar de MA, Limpeza Inspeção e
Fontes de Sujeira e Locais de Difícil Acesso, já contemplavam tarefas que tinham em sua
estrutura a melhoria das áreas em relação ao 5s.
Algumas não conformidades que vinham se arrastando para serem resolvidas, foram
concluídas na implantação das etapas, melhorando a pontuação da área nas auditorias internas
de 5s, como mostra figura 23.
Figura 23 – Gráfico de Auditorias de 5s Jan à Out – 2015
Fonte: Própria
3.5
4.0
4.6
3.0
3.7
4.0
4.3
4.84.7
4.9
4.2
4.4
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez YTD
Auditoria de 5s "2015"
Pontuação Meta

68
As atividades desenvolvidas na implantação da primeira e segunda etapa do pilar de
manutenção autônoma foram de grande importância para a evolução do 5s ao decorrer do ano.
Com as ações geradas ao longo das atividades realizadas e o trabalho de reeducação
desenvolvido pela consultoria, foi possível alcançar uma melhoria significativa na performance
das auditorias internas de 5s.
No primeiro trimestre do ano, a linha A, alcançou a média de 4,0 pontos nas auditorias.
Com a reincidência nos vazamentos de óleos nas prensas, esta média caiu para 3,5 pontos no
segundo trimestre, mas esta falha foi eliminada ao decorrer dos trabalhos realizados pela
consultoria.
Nos dois primeiros trimestres a linha ficou abaixo da meta prevista de 4,4 pontos. Com o
avanço do programa, planos de ação bem desenvolvidos e com mais de 98% concluídos, foi
possível alcançar no terceiro trimestre a média de 4,6 pontos, atingindo a meta proposta. Este
resultado fez com que o quarto trimestre iniciasse com a excelente nota de 4,9 pontos.
É possível observar no gráfico que a média anual de 4,2 pontos ficou abaixo da meta
proposta de 4,4 pontos. Para alcançar o objetivo proposto e fechar o ano com um resultado
acima do indicado, será de total importância a dedicação dos operadores nas atividades
relacionadas ao 5s e o interesse em sua manutenção diária.

69
5 CONCLUSÃO
Este trabalho abordou a ferramenta Manutenção Produtiva Total, com o objetivo de
implantar a 1ª e 2ª etapa do pilar de Manutenção Autônoma, na linha A do setor de
estampagem e soldagem da empresa Exting Ltda atuante no segmento metalúrgico.
A implantação teve alto grau de aceitação pelos operadores, pois o TPM já faz parte da
cultura da empresa.
Através de pesquisas bibliográficas, buscamos na literatura elementos de estudo para
enriquecer nossos conhecimentos sobre a ferramenta e entender os possíveis obstáculos, nos
preparando assim, para superar o desafio de implantar duas etapas do TPM em um curto
espaço de tempo. Este estudo foi de vital importância para entendermos a dimensão da
ferramenta e complexidade das etapas. Através dele também foi possível obter um prévio
conhecimento das dificuldades que teríamos durante as tarefas de implantação.
Os trabalhos de implantação da metodologia TPM na referida linha ainda estão no início
do processo e com um longo caminho a percorrer. Para finalizar a implantação do pilar de
Manutenção Autônoma ainda faltam 5 etapas a serem implementadas.
Com os conceitos já inseridos no processo é possível concluir que o TPM começa no
chão de fábrica e enriquece o trabalho de todos os envolvidos com grandes benefícios pessoais
e profissionais. Foi observado que houve um grande envolvimento e interação dos
colaboradores na implantação da ferramenta. Através de relatos dos próprios operadores
pudemos evidenciar que eles estavam se sentindo mais valorizados, com a auto-estima elevada
e mais confiantes para executar as tarefas diárias.
Observamos ao longo da implantação do TPM, que para obtermos sucesso é necessário
que todos os envolvidos trabalhem em sinergia e sempre apoiados e incentivados pela alta
direção, que por sua vez, deve ser a primeira a se convencer dos benefícios que a ferramenta
trará para a empresa.
Apuramos que é necessário um trabalho diário de motivação e divulgação dos bons
resultados para assegurar que todos estejam realmente trabalhando com o mesmo objetivo,
pois houve alguns colaboradores que não acreditaram na ferramenta e criaram grandes
dificuldades na implantação, realizando manobras de forma a descredenciar méritos
alcançados pelo time, tais atitudes podem desestabilizar o projeto e abalar as bases do
programa.
Os resultados obtidos nos permitiram concluir que os objetivos propostos neste projeto
foram atingidos através da implantação e consolidação da 1ª etapa e implantação da 2º. A

70
auditoria de mudança para 3ª etapa ocorrerá em fevereiro de 2016. Esse período é necessário
para o amadurecimento dos conceitos implantados. Os bons resultados demonstram a
eficiência dos trabalhos realizados com a participação de todos os envolvidos.
Foi atingido o propósito de ter uma melhor interação Homem x Máquina: o operador
realmente está mais autônomo, se tornou parte do equipamento, os conceitos de 5s são
aplicados com ampla competência, as máquinas estão recebendo melhores cuidados e o
ambiente ficou mais agradável.
A relação entre operação e manutenção se tornou mais saudável e com o padrinho da
linha diariamente junto aos operadores, foi possível desenvolver uma relação onde as duas
áreas passaram a buscar objetivos comuns.
As aberturas de etiquetas pela produção e as LUPs elaboradas pelo departamento de
manutenção, contribuíram para estreitar ainda mais esta união, onde o mantenedor foi o
orientador dos operadores, instruindo e monitorando a prática das atividades autônomas.
A linha de produção se mostrou muito satisfeita com a área mais limpa. E a redução das
fontes de sujeira contribuiu para um menor tempo de limpeza no final de cada turno.
A contribuição da consultoria frente ao 5s já praticado na empresa foi fundamental para
reeducação dos operadores, pois esta é uma atividade que necessita ser executada
diariamente e de forma natural. Somente quando o operador passar a se orgulhar do ambiente
por ele desenvolvido e dedicar-se a realização da melhoria contínua, poderemos afirmar que
ele estará próximo a atingir a verdadeira essência do 5s.
Enfim para haver bons resultados dependemos de pessoas engajadas e determinadas a
alcançar o bem comum, o trabalho realizando na empresa Exting Ltda “continua”, pois ainda
restam etapas a serem implantadas. Foram somente os primeiros passos de um longo caminho
à percorrer, precisamos valorizar o homem e se propagar pelo exemplo.

71
6 REFERÊNCIAS BIBLIOGRÁFICAS
ESTANQUEIRO, R. F. Discutindo as dificuldades na implementação do TPM. Santa
Barbara do Oeste: Universidade Metodista de Piracicaba, 2008. Disponível em:
<http://www.abepro.org.br/biblioteca/ENEGEP2006_TR530354_8020.pdf>. Acesso em: 10 de
mar. 2015.
HIRANO, H. 5S na Prática. São Paulo: IMAM, 1994.
NAKAJIMA, S. Introdução ao TPM - Total Productive Maintenance. São Paulo: IMC
International, 1986.
POSSAMAI, R.A Implantação da Metodologia TPM num Equipamento Piloto na Adria
Alimentos do Brasil. 2002. 111 f. Dissertação (Mestrado em Gerência da Produção) –
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2002.
RIBEIRO, H. Manutenção Produtiva Total – A bíblia do TPM. Santa Cruz do Rio Pardo:
Editora Viena, 2014.
SUZUKI, T. TPM – Total Productive Maintenance.São Paulo: JIPM & IMC, 1993.
TAKAHASHI, Y ; OSADA, T. TPM / MPT: Manutenção Produtiva Total. 2ª Ed. São Paulo:
Instituto IMAM, 1993.
TONELOTTO, Jr., W. O Facilitador e o TPM. São Paulo: LossPrevention, 2005.
YAMAGUCHI, C. TPM - Manutenção Produtiva Total. São João Del Rei: Instituto de
Consultoria e Aperfeiçoamento Profissional, 2005.

1
APENDICE A - Cronograma de Treinamentos Autônomos para Operadores
72

2
APENDICE B - Cronograma de Treinamentos Autônomos para Operadores
1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º 1º 2º 3º 4º
Elementos de fixação Lider de Manutenção Sala / OJT r r p
Lubrificação de máquinas Padrinho da Linha OJT r r
Operações básicas de manutenção Lider de Manutenção OJT r r r r
Padrões de inspeções Padrinho da Linha OJT r a r r p
Rotinas diárias e práticas padrões Lider da Área OJT r r r r p
Uso de ferramentas Padrinho da Linha OJT r r r r p
Sistemas de transportes Lider de Manutenção OJT r p
Sistema de refrigeração e aquecimento Lider de Manutenção Sala / OJT r p
Elementos pneumáticos Padrinho da Linha Sala / OJT a r a r
Elementos hidráulicos Padrinho da Linha Sala / OJT r r
Elementos de transmissão Padrinho da Linha OJT r r
Elementos de vedações Padrinho da Linha Sala / OJT r r
Programado R Realizado A Atrasado
SEMANA
mai/15
Local do
Treinamento
jun/15 jul/15 ago/15
* On The Job Training - OJT (Treinamento no Local de Trabalho)
SEMANA SEMANA SEMANA SEMANA
Cronograma de Treinamentos para Operadores
Manutentor
ResponsávelSEMANA
set/15 out/15
SEMANA SEMANATreinamentos Autônomos
mar/15 abr/15
73

3