ESCOLA DE ENGENHARIA DE LORENA -...
48
ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE SÃO PAULO ANA LETÍCIA DE LIMA RICO Análise econômica do custo de produção de uma planta industrial para produção enzimática de biodiesel pela rota etílica Lorena 2012
Transcript of ESCOLA DE ENGENHARIA DE LORENA -...

ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE SÃO PAULO
ANA LETÍCIA DE LIMA RICO
Análise econômica do custo de produção de uma planta
industrial para produção enzimática de biodiesel pela rota etílica
Lorena 2012
2
ANA LETÍCIA DE LIMA RICO
Análise econômica do custo de produção de uma planta
industrial para produção enzimática de biodiesel pela rota etílica
Trabalho de Conclusão de Curso, apresentado ao
Departamento de Engenharia Química da Escola
de Engenharia de Lorena - Universidade de São
Paulo, como requisito parcial para conclusão do
Curso de Engenharia Química.
Orientadora: Profa. Dra. Heizir Ferreira de Castro
Lorena 2012

3
AGRADECIMENTOS
A Deus, por estar ao meu lado sempre, me fortalecer e tornar possível esta conquista.
A minha família, que me apoiou e incentivou mesmo nas horas mais difíceis, especialmente à minha mãe Maria Lúcia de Lima Fontes Rico e ao meu pai Paulo Messias Fontes Rico.
A professora Dra. Heizir Ferreira de Castro, pela orientação no projeto de Trabalho de Conclusão de Curso.
Aos alunos do Laboratório de Biocatálise, pela amizade, paciência e disponibilidade: Ariela, Aline, Ana Karine, Daniel, Gisele, Grazielle, Karen, Larissa, Márcio, Murilo, Natália, Patrícia, Tamires e Weriton.
A empresa BioVerde Biodiesel pela recepção e realização da visita técnica, especialmente ao João Luiz de Araújo por toda organização e suporte.
A Escola de Engenharia de Lorena, pela oportunidade de realização do curso de graduação.
Por fim, a todos os professores, colegas e amigos que ao longo da minha vida acadêmica, com dedicação e carinho, me mostraram o caminho para a aquisição do conhecimento.
4
RESUMO
RICO, A. L. L. Análise econômica do custo de produção de uma planta industrial para produção enzimática de biodiesel pela rota etílica. 2012. 48 f. Monografia. Escola de Engenharia de Lorena – Universidade de São Paulo, Lorena, 2012. O presente trabalho teve como objetivo estimar o custo de produção de uma planta industrial de biodiesel pela rota enzimática a partir do óleo de palma e empregando etanol como agente acilante. A lipase microbiana de Pseudomonas fluorescens imobilizada em suporte híbrido SiO2-PVA foi utilizada como biocatalisador e o processo foi conduzido em reator de leito fixo operando em regime contínuo na presença ou ausência de solvente (terc-butanol). A partir de dados obtidos experimentalmente e disponíveis na literatura foi estimado o custo do processo e do litro de biodiesel para uma planta de capacidade nominal de 200.000.000 kg/ano, efetuando a análise da viabilidade econômica do biocombustível produzido na planta proposta. Dados da empresa BioVerde Biodiesel foram utilizados para validação do modelo matemático aplicado para efetuar os cálculos de custo do processo e do preço do biodiesel. Os dados obtidos foram também utilizados como forma de comparação da rota química tradicional empregando óleo de soja com a rota enzimática proposta no presente trabalho. O custo do biodiesel da empresa BioVerde foi estimado R$ 2,21 por litro. Para a rota enzimática na presença e ausência de solvente (terc-butanol) o custo do biodiesel foi estimado em R$ 3,22 e R$ 3,64 por litro respectivamente. Desta forma, verifica-se que o biodiesel produzido pela rota enzimática empregando particularmente a preparação de lipase AK imobilizada em suporte de SiO2-PVA, independente da utilização de terc-butanol como cosolvente, não foi viável economicamente. Para equiparar aos custos do processo químico, torna-se necessário utilizar preparações de lipase imobilizada mais estáveis (maior tempo de meia vida) e mais ativas que atinjam conversões mais elevadas. Palavras-chave: Biodiesel, Etanol, Leito Fixo, Lipase, Óleo de Palma, Processo Contínuo, Viabilidade econômica.
5
ABSTRACT
RICO, A. L. L. Economic analysis of the production cost of an industrial plant for enzymatic production of biodiesel using ethyl alcohol. 2012. 48 p. Monograph. Escola de Engenharia de Lorena – Universidade de São Paulo, Lorena, 2012. The objective of this work was to estimate the production cost of an industrial enzymatic process to obtain biodiesel from palm oil and using ethanol as acyl agent. Microbial lipase from Pseudomonas fluorescens immobilized on hybrid support SiO2-PVA was used as biocatalyst and the process was carried out in fixed bed reactor operating in continuous mode in the presence or absence of solvent (terc-butanol). The capacity of the proposed plant was 200 million kg/year and using data available in the literature the overall cost of the process and the biodiesel price per liter were estimated. Data from the BioVerde Biodiesel Company was used for validation of the mathematical model applied to perform the calculations of the process cost and the price of biodiesel. This data was also used to compare the traditional chemical route using soybean oil with the enzymatic route using palm oil as proposed in the present work. The cost of BioVerde Company final product was R$ 2.21 per liter. For the enzymatic route developed with and without t-butyl alcohol, the corresponding values for final products were R$ 3.22 and R$ 3.64. Based on these numbers, it can be verified that the biodiesel produced by the enzymatic route using this particular immobilized lipase, independent of the use of terc-butanol as cosolvente, was not economically feasible. In order to attain similar costs, it is necessary to increase the reaction yield and use the biocatalyst for longer period of time by employing a more activity and stable immobilized lipase.
Keywords: Biodiesel, Ethanol, Fixed Bed, Lipase, Palm Oil, Continuous System, Economic viability.

6
LISTA DE FIGURAS
Figura 4.1 – Diagrama de blocos de uma planta industrial teórica para produção enzimática de biodiesel do Experimento 8 de DORS, 2011. ................................. 31 Figura 4.2 – Diagrama de blocos de uma planta industrial teórica para produção enzimática de biodiesel do Experimento 9 de DORS, 2011. ................................. 31

7
LISTA DE TABELAS
Tabela 2.1 - Produção de óleo de várias culturas de plantas oleaginosas. .......... 16
Tabela 2.2 - Cotação de preparações comerciais de lipases imobilizadas. .......... 19
Tabela 2.3 – Sumário dos dados obtidos nos ensaios realizados com a lipase AK
imobilizada em SiO2-PVA. ..................................................................................... 21
Tabela 2.4 - Caracterização detalhada dos procedimentos que levam aos custos
do biodiesel - Valor e composição do custo financeiro de biodiesel, Centro-Oeste,
2011 (US$ 1 = R$ 2,15). ....................................................................................... 22
Tabela 4.1 – Custos de 30,03 litros de biodiesel via rota etílica. ........................... 28
Tabela 4.2 – Custos das matérias-primas utilizadas na rota da empresa BioVerde
Biodiesel e da rota apresentada por VIANNA, 2006. ............................................ 28
Tabela 4.3 – Cálculo estimado do custo diário teórico da produção de biodiesel da
empresa BioVerde Biodiesel com base em uma produção em reatores de
17.000kg, com 3 bateladas ao dia, com 5 reatores em operação, produzindo
12.000kg de produto por batelada. ....................................................................... 29
Tabela 4.4 - Caracterização detalhada dos procedimentos que levam aos custos
do biodiesel da empresa BioVerde Biodiesel, 2012. ............................................. 30
Tabela 4.5 – Características dos Experimentos 8 e 9 realizados por DORS, 2011.
.............................................................................................................................. 32
Tabela 4.6 – Características das plantas industriais simuladas para os
Experimentos 8 e 9 realizados por DORS, 2011. .................................................. 33
Tabela 4.7 – Detalhamento do cálculo do custo de produção de 100 g da Lipase
AK imobilizada em suporte de SiO2-PVA. ............................................................. 34
Tabela 4.8 – Cálculo do custo diário da produção de biodiesel via rota enzimática
utilizando lipase AK imobilizada em SiO2-PVA como catalisador em uma planta
industrial produzindo 1,5 ton/h de biodiesel por reator, operando com 17 reatores,
24h/dia utilizando como base os dados do Experimento 8 de DORS, 2011. ........ 35
Tabela 4.9 – Cálculo do custo diário da produção de biodiesel via rota enzimática
utilizando lipase AK imobilizada em SiO2-PVA como catalisador em uma planta
industrial produzindo 1,5 ton/h de biodiesel por reator, operando com 17 reatores,
24h/dia utilizando como base os dados do Experimento 9 de DORS, 2011. ........ 36
Tabela 4.10 - Caracterização detalhada dos procedimentos que levam aos custos

8
do biodiesel enzimático proposto no Experimento 8 de DORS, 2011. .................. 37
Tabela 4.11 - Caracterização detalhada dos procedimentos que levam aos custos
do biodiesel enzimático proposto no Experimento 9 de DORS, 2011. .................. 38
Tabela 4.12 – Custos de etapas de produção de biodiesel para diferentes rotas de
produção. .............................................................................................................. 39
9
ÍNDICE
1. INTRODUÇÃO .............................................................................................. 11
1.1. Objetivo ...................................................................................................... 12
1.2. Justificativa ................................................................................................ 12
2. REVISÃO BIBLIOGRÁFICA ......................................................................... 15
2.1. Biodiesel ................................................................................................... 15
2.2. Obtenção do Biodiesel ............................................................................... 15
2.3. Matéria-Prima ............................................................................................ 15
2.3.1. Óleo de Palma .................................................................................... 16
2.3.2. Álcool Etílico ....................................................................................... 17
2.4. Catalisador Enzimático .............................................................................. 18
2.5. Tipo de Processo ....................................................................................... 19
2.6. Reator ........................................................................................................ 20
2.7. Capacidade da Planta ................................................................................ 21
2.8. Modelo Matemático .................................................................................... 22
3. METODOLOGIA................................................................................................ 24
3.1. Obtenção de dados de uma produção real ................................................ 24
3.2. Validação do Modelo Matemático .............................................................. 24
3.3. Desenvolvimento da planta industrial para produção enzimática de
Biodiesel ........................................................................................................... 25
3.4. Cálculo do custo do litro (L) de biodiesel produzido pela planta
desenvolvida ..................................................................................................... 25
3.5. Análise Econômica..................................................................................... 26
4. RESULTADOS E DISCUSSÃO ........................................................................ 27
4.1. Obtenção de dados de uma produção real ................................................ 27
4.2. Validação do Modelo Matemático .............................................................. 28
4.3. Desenvolvimento da planta industrial para produção enzimática de
Biodiesel ........................................................................................................... 31
4.4. Cálculo do custo do litro (L) de biodiesel produzido pela planta
desenvolvida ..................................................................................................... 33
4.5. Análise Econômica .................................................................................. 39
5. CONCLUSÃO ................................................................................................... 41

10
6. REFERÊNCIAS BIBLIOGRÁFICAS .................................................................. 42
APÊNDICE A - Propriedades da lipase de Pseudomonas fluorescens imobilizada
em SiO2-PVA ........................................................................................................ 45
APÊNDICE B – Cálculo dos custos médios dos óleos de Soja e Palma .............. 45
APÊNDICE C – Cálculo do custo médio do Etanol anidro .................................... 47
ANEXO A - Comprovante da Visita Técnica na Indústria BioVerde Biodiesel ...... 48

11
1. INTRODUÇÃO
Biocombustíveis são considerados, em parte, uma solução para desafios
presentes no cenário mundial como o desenvolvimento sustentável, a segurança
energética e a redução da emissão de gases estufa. Isto se deve ao fato destes
combustíveis serem ambientalmente favoráveis se comparados aos derivados de
petróleo em relação às propriedades de combustão, ou seja, são biodegradáveis,
não tóxicos e emitem menos gases poluentes que os combustíveis fósseis
(PARAWIRA, 2009).
Nesse contexto ganha destaque o biodiesel, um combustível
ecologicamente correto produzido a partir de óleos vegetais e com propriedades e
desempenho semelhantes aos do óleo diesel (DABDOUB; BRONZEL; RAMPIN,
2009).
A tecnologia estabelecida para a produção industrial do biodiesel é
baseada na transformação química (alcoólise) de óleos vegetais com metanol,
usando catalisadores homogêneos (ácidos ou básicos), para promover a clivagem
das moléculas de triglicerídeos e gerar uma mistura de ésteres de ácidos graxos.
Apesar do elevado rendimento obtido por esta via, o metanol constitui um produto
também fóssil (obtido do petróleo) e o uso dos catalisadores homogêneos gera
problemas ao meio ambiente e requer inúmeras etapas de recuperação e
purificação do produto final (PINTO et al, 2005).
Assim, a substituição da catálise homogênea pela heterogênea surge como
uma opção tecnológica interessante, pois atende a demanda por processos
menos poluentes e mais seletivos, em função das inúmeras vantagens que os
processos heterogêneos oferecem sobre os homogêneos clássicos, tais como
pouca ou nenhuma corrosão; fácil separação; poucos problemas com rejeitos;
fácil manuseio e possibilidade de reutilização. Além disso, o uso de catalisador
heterogêneo minimiza os problemas relativos às etapas finais de purificação do
biodiesel, reduzindo a ocorrência das reações indesejáveis de saponificação e
permite uma simplificação e redução dos custos dos processos pela diminuição
do número de operações associadas. Várias pesquisas recentes relacionadas à
alcoólise de triglicerídeos envolvem o uso de catalisadores heterogêneos, como
por exemplo, zeólitas básicas, óxidos e carbonatos de metais alcalino-terrosos e

12
enzimas, em particular lipases (BISEN et al, 2010).
Devido às vantagens apresentadas, o processo de obtenção de biodiesel
pela rota enzimática vem sendo estudado intensivamente em escala de bancada,
entretanto a operação do processo escala industrial é restrita a uma única planta
piloto com capacidade de 20.000 ton/ano localizada na China (FJERBAEK;
CHRISTENSEN; NORDDAH, 2009). Isto se deve as diversas limitações do
processo enzimático, entre as quais podem ser destacadas: o alto custo da
enzima, baixa estabilidade operacional da enzima e elevado tempo reacional se
comparado com a catálise química, ou seja, baixa produtividade volumétrica
(FJERBAEK; CHRISTENSEN; NORDDAH, 2009; PARAWIRA, 2009).
Uma das alternativas propostas para superar essas limitações é a adoção
do processo contínuo empregando configurações de reatores apropriados, como
por exemplo, reatores de leito fixo (DORS, 2011; SIMÕES, 2011). Para verificar o
real potencial deste processo e vencer obstáculos para a introdução da catálise
enzimática como rota alternativa na indústria, as análises econômica e dos
impactos ambientais deste processo ainda precisam evoluir (SOTOFT et al,
2010).
1.1. Objetivo
O presente trabalho teve como objetivo selecionar um modelo para calcular
a viabilidade econômica de planta de produção industrial de biodiesel pela rota
enzimática. A capacidade da planta proposta foi de 200.000.000 kg/ano,
considerando como dados experimentais resultados descritos na literatura do
processo continuo de obtenção de biodiesel a partir do óleo de palma
empregando etanol como agente acilante. A lipase de Pseudomonas fluorescens
imobilizada em suporte híbrido silica-PVA foi utilizada como biocatalisador e os
experimentos conduzidos em reator de leito fixo na ausência e presença de co-
solvente.

13
1.2. Justificativa
O desenvolvimento científico e tecnológico observado especialmente a
partir do século passado representou grande progresso em todas as atividades
industriais e melhoria geral na qualidade de vida. Impactos ambientais negativos,
entretanto, foram verificados como resultado deste mesmo desenvolvimento.
Assim, a preocupação com o meio ambiente tem sido crescente e o
desenvolvimento de tecnologias capazes de amenizar os problemas ecológicos e
que sejam ambientalmente amigáveis, estão entre os temas de pesquisa mais
urgentes.
Neste contexto, a produção de biodiesel tem sido tema de pesquisa pois,
embora as perspectivas de escassez de petróleo tenham sido adiadas diversas
vezes, em função da descoberta de novas reservas, problemas relacionados à
instabilidade política e social de importantes países produtores e o aumento no
conhecimento sobre os efeitos danosos ao ambiente do uso de combustíveis
fósseis como fonte de energia, têm motivado o desenvolvimento de propostas
para viabilizar o uso de biocombustíveis. A busca destas alternativas tem sido
enfatizada ainda mais após o consenso da comunidade científica publicado nos
últimos relatórios do Painel Intergovernamental de Mudanças Climáticas (IPPC),
referente a relação entre as emissões de gás carbônico oriundas das queimas de
combustíveis derivados do petróleo e os efeitos atuais e futuros do aquecimento
global devido ao efeito estufa.
A produção industrial do biodiesel é baseada na metanólise de óleos e
gorduras usando catalisadores homogêneos (ácidos ou básicos) para promover a
clivagem das moléculas de triglicerídeos e gerar uma mistura de ésteres de
ácidos graxos (PINTO et al, 2005; KNOTHE et al, 2006). Apesar do elevado
rendimento obtido por esta via, o metanol constitui um produto também fóssil e o
uso dos catalisadores homogêneos gera problemas ao meio ambiente e requer
inúmeras etapas de recuperação e purificação do produto final.
Desta forma, a substituição do metanol por etanol é uma estratégia
incentivada pelo governo brasileiro em função da disponibilidade desse álcool no
país, o qual é produzido em larga escala para ser misturado à gasolina, além de
ser um produto obtido de fontes renováveis, o que torna o processo de obtenção

14
de biodiesel totalmente independente do petróleo. Esta opção, quando associada
ao uso de processos enzimáticos em substituição à via química tradicional pode
tornar a produção de biodiesel um processo totalmente inserido nos conceitos de
rotas ambientalmente amigáveis (AKOH et al., 2007; ANTCZAK et al, 2009).
O uso de processos enzimáticos em substituição às rotas químicas
tradicionais desponta como uma alternativa adequada para que sejam
desenvolvidos processos eficientes de obtenção de produtos de interesse não
agressivos do ponto de vista ecológico. O emprego de enzimas como
biocatalisadores em processos industriais inclui benefícios como o uso de
condições amenas de pressão e temperatura e a não geração de resíduos tóxicos
(DE CASTRO et al, 2010; ANTCZAK et al, 2009).
Apesar das vantagens apontadas, torna-se necessário analisar o real
potencial deste processo e vencer obstáculos para a introdução da catálise
enzimática como rota alternativa em escala industrial, bem como efetuar análise
econômica, incluindo análise dos impactos ambientais (SOTOFT et al, 2010).
Os dados para desenvolvimento de projeto foram baseados em resultados
experimentais disponíveis na literatura utilizando a lipase (glicerol-acil hidrolase
E.C. 3.1.1.3) como catalisador da síntese de biodiesel pela rota etílica. A enzima
selecionada foi imobilizada em matriz sólida, suporte híbrido orgânico-inorgânico
obtido pela técnica sol-gel e empregada no processo de transesterificação
conduzido em reator de leito fixo (DORS, 2011).
15
2. REVISÃO BIBLIOGRÁFICA
2.1. Biodiesel
Biodiesel é o termo dado a misturas de ésteres metílicos e/ou etílicos de
ácidos graxos obtidos da reação de transesterificação de triglicerídeos (TAGs)
contidos em plantas oleaginosas (ANTCZAK et al, 2009).
Atualmente tem sido possível adaptar os motores e a rede de distribuição
de combustíveis para o uso do biodiesel em substituição ao diesel mineral.
Biodiesel é o único combustível alternativo ao diesel que atende os requerimentos
da EPA (Emissions Analysis Program) (ANTCZAK et al, 2009).
2.2. Obtenção do Biodiesel
A produção de biodiesel nas indústrias ocorre tradicionalmente por
transesterificação de óleos vegetais pela rota química, utilizando catalisadores
homogêneos (ácidos ou básicos). Embora este seja um processo simples, rápido
e com alto rendimento, apresenta algumas desvantagens e limitações (KNOTHE
et al, 2006).
Neste contexto, a utilização de um catalisador heterogêneo, mais
especificamente um catalisador enzimático, apresenta as seguintes vantagens:
atende a demanda por processos menos poluentes e mais seletivos, não causa
nenhum tipo de corrosão; é de fácil separação; produz rejeitos ambientalmente
favoráveis; é de fácil manuseio e pode ser reutilizado (PINTO et al, 2005;
MARCHETI et al, 2007).
2.3. Matéria-Prima
O custo da produção de biodiesel é muito variável, sendo a matéria-prima
responsável pela maior parte desse custo e também o fator mais variável do
processo, pois depende da própria matéria-prima e do processo utilizado para a
sua produção e obtenção, que é composto por vários fatores como: o local da
produção, o tratamento necessário da terra, o tipo de colheita realizada, a forma
de extração do óleo, entre outras variáveis (QUINTELLA, et al. 2009).
16
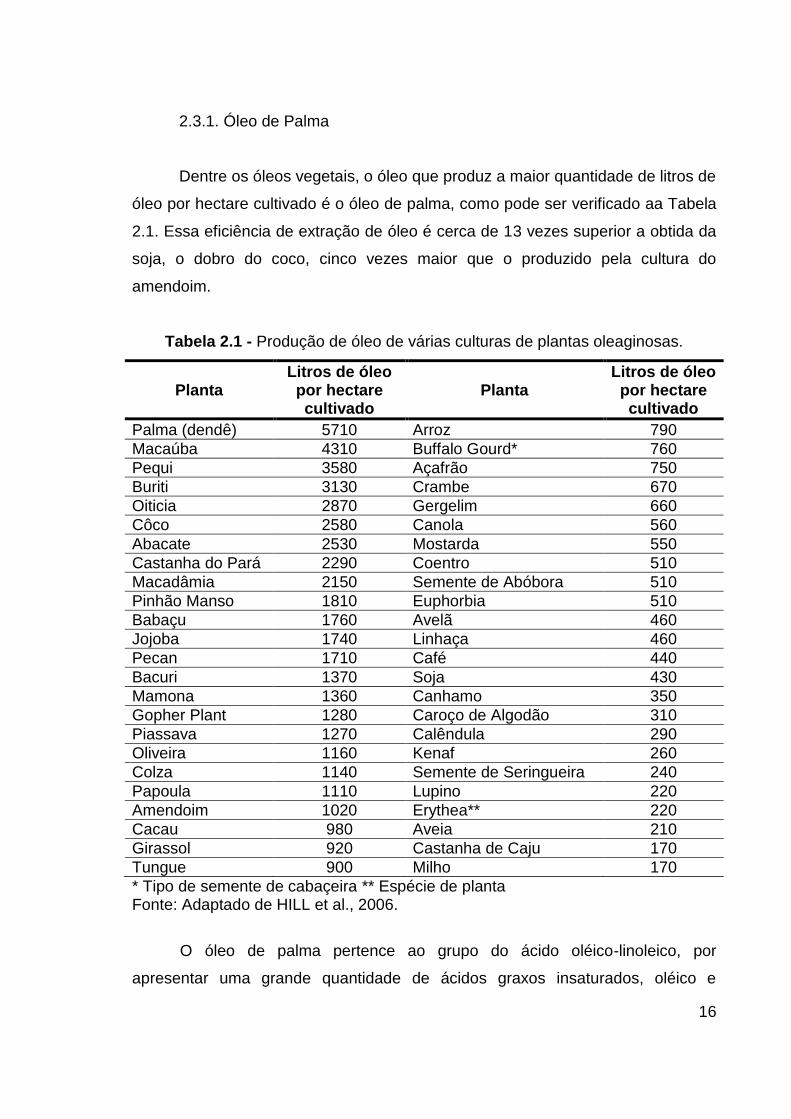
2.3.1. Óleo de Palma
Dentre os óleos vegetais, o óleo que produz a maior quantidade de litros de
óleo por hectare cultivado é o óleo de palma, como pode ser verificado aa Tabela
2.1. Essa eficiência de extração de óleo é cerca de 13 vezes superior a obtida da
soja, o dobro do coco, cinco vezes maior que o produzido pela cultura do
amendoim.
Tabela 2.1 - Produção de óleo de várias culturas de plantas oleaginosas.
Planta Litros de óleo
por hectare cultivado
Planta Litros de óleo
por hectare cultivado
Palma (dendê) 5710 Arroz 790
Macaúba 4310 Buffalo Gourd* 760
Pequi 3580 Açafrão 750
Buriti 3130 Crambe 670
Oiticia 2870 Gergelim 660
Côco 2580 Canola 560
Abacate 2530 Mostarda 550
Castanha do Pará 2290 Coentro 510
Macadâmia 2150 Semente de Abóbora 510
Pinhão Manso 1810 Euphorbia 510
Babaçu 1760 Avelã 460
Jojoba 1740 Linhaça 460
Pecan 1710 Café 440
Bacuri 1370 Soja 430
Mamona 1360 Canhamo 350
Gopher Plant 1280 Caroço de Algodão 310
Piassava 1270 Calêndula 290
Oliveira 1160 Kenaf 260
Colza 1140 Semente de Seringueira 240
Papoula 1110 Lupino 220
Amendoim 1020 Erythea** 220
Cacau 980 Aveia 210
Girassol 920 Castanha de Caju 170
Tungue 900 Milho 170
* Tipo de semente de cabaçeira ** Espécie de planta Fonte: Adaptado de HILL et al., 2006.
O óleo de palma pertence ao grupo do ácido oléico-linoleico, por
apresentar uma grande quantidade de ácidos graxos insaturados, oléico e

17
linoleico (D’AGOSTINI, 2001). O óleo extraído do coco do dendê pode ser obtido
da polpa e das amêndoas. O óleo da polpa, denominado de óleo de dendê, é o
tradicional óleo da culinária baiana, de cor vermelha, com sabor e odor
característicos, sendo comercializado internacionalmente com a designação palm
oil. Seu preço varia na faixa de 300 a 400 dólares/ tonelada. O óleo obtido das
amêndoas, denominado de óleo de palmiste, é comercializado no mercado
internacional com preços superiores 500 dólares a tonelada.
O óleo de palma é utilizado em muitos produtos consumidos no dia-a-dia
como sabonetes, barras de chocolate, sorvetes, refeições prontas congeladas e
margarina. Pode também ser usado para a produção de biocombustíveis. Este
óleo tem ampla difusão no mundo inteiro, devido ao baixo custo necessário para
sua produção, boa qualidade a ampla utilização. O óleo de palma ou dendê se
destaca no cenário mundial, ocupando atualmente o 2° lugar, ficando atrás
apenas do óleo de soja, mas as perspectivas são para que ele passe a ocupar o
1° lugar em futuro próximo (Óleo de palma, 2008).
São muitas as vantagens do cultivo da palma, enumeradas por
pesquisadores da Empresa Brasileira de Pesquisa Agropecuária Amazônia
Ocidental (Embrapa), porém o grande destaque é a rentabilidade: dados da
Embrapa do ano de 2000 mostraram que a palma produziu aproximadamente
30,57% de óleo em apenas 7,52% da área destinada para seu cultivo enquanto
que a soja foi responsável por 35,85% da produção total usando 63,48% da área
total de cultivo (Óleo de palma: O queridinho dos biocombustíveis, 2010).
Com base nestes dados, o óleo de palma foi o óleo selecionado como
matéria-prima da planta industrial para a qual os dados serão extrapolados neste
projeto.
2.3.2. Álcool Etílico
Considerando que o Brasil possui uma produção alcooleira consolidada, a
utilização do etanol em substituição ao metanol na produção do biodiesel gera
uma economia de divisas, além de produzir um combustível 100% renovável.
Além disso, a partir de um álcool que não é tóxico como o metanol, apresenta

18
menor risco de incêndio e produz um biodiesel com maior índice de cetano e
lubricidade se comparado ao biodiesel metílico (COSTA; OLIVEIRA, 2006).
Como cada vez mais se torna necessário que os biocombustíveis sejam
sustentáveis do começo ao fim da cadeia como, por exemplo, na Europa, em que
se fala de um combustível ainda mais verde (Biodiesel BR, 2011), o etanol foi
selecionado como agente acilante para o desenvolvimento da planta experimental
do presente projeto.
2.4. Catalisador Enzimático
Lipases (triacilglicerol acilhidrolase, EC 3.1.1.3) são enzimas que catalisam
a reação de transesterificação dos óleos vegetais, produzindo biodiesel. Apesar
de poderem ser obtidas de fontes animais e vegetais, a maioria das lipases
comerciais é de origem microbiana. Estas enzimas não requerem co-fatores, são
de baixo custo e atuam em uma ampla faixa de pH e temperatura (COLLA;
HENKEMEIER; ROVEDA, 2010).
As enzimas podem se apresentar nas formas livre e imobilizada. Enzimas
imobilizadas são definidas como “enzimas fisicamente confinada ou localizada em
uma determinada região do espaço, com retenção de suas atividades catalíticas,
e que podem ser utilizadas repetidamente e continuamente” (JEGANNATHAN et
al., 2008). Diferentes preparações de lipase imobilizada estão disponíveis
comercialmente, conforme pode ser verificado na Tabela 2.2, que apresenta além
do micro-organismo produtor da enzima, o tipo de suporte de imobilização e
custo final da preparação enzimática.
Além do custo, um parâmetro fundamental, quando se trabalha com
processos que envolvem enzimas imobilizadas, é a estabilidade operacional, que
depende de uma série de fatores, tais como: desprendimento da enzima do
suporte, obstrução dos poros por impurezas ou produtos secundários e perda de
suporte por atrito e obstrução do leito fixo, causando caminhos preferenciais
(ZANIN; MORAES, 2004).
Considerando o elevado custo das preparações enzimáticas disponíveis
comercialmente e as propriedades satisfatórias de algumas preparações de lipase
imobilizada obtidas experimentalmente em escala de bancada, selecionou-se os

19
dados experimentais obtidos pela atuação da lipase microbiana de Pseudomonas
fluorescens imobilizada em matriz híbrida sílica-álcool polivinílico (DORS, 2011)
Esta preparação de lipase tem sido relatada como adequada para síntese de
biodiesel a partir do óleo de palma (MOREIRA et al, 2007; DA ROS, 2009; SILVA
et al, 2010). As propriedades bioquímicas e cinéticas desta preparação de lipase
são apresentadas no Apêndice A.
Tabela 2.2 - Cotação de preparações comerciais de lipases imobilizadas.
Fonte Descrição Preço (R$/g)
Candida antarctica Sol-gel AK 418,60
Resina acrílica (Novozym 435®) 76,50
Candida rugosa Sol-gel AK 56,80
Immobead-150 31,46
Mucor miehei Sol-gel AK (Lipozyme®) 23,52
Pseudomonas fluorescens Sol-gel AK 195,80
Sol-gel AK em pedra-pome 62,88
Rhizomucor miehei Resina de troca iônica macroporosa (Lipozyme®)
31,46
Thermomyces lanuginosus Immobead-150 31,46
Pseudomonas cepacia Sol-gel AK 231,20
Immobead-150 31,46
Rhizopus oryzae Immobead-150 31,46
Amano lipase PS-IM Terra diatomácea 40,60
Todos os custos levaram em consideração o preço da maior quantidade de lipase disponível comercialmente. Fonte: Sigma-Aldrich®
2.5. Tipo de Processo
Selecionar o reator mais apropriado para um determinado processo deve
levar em consideração as características da conversão e das condições
reacionais, cinéticas e correlacionadas com o biocatalisador, pois são estas
características que irão determinar o modo de operação e as características do
fluxo. Especificamente para obtenção do biodiesel é de alta importância a

20
configuração do processo e devem ser considerados problemas técnicos, tais
como a homogeneidade da mistura da reação/produto, solubilidade do álcool,
estabilidade da enzima, recuperação da enzima, entre outros (SIMÕES, 2011).
A transesterificação enzimática de óleos vegetais é substancialmente mais
rápida e economicamente viável em reatores contínuos do que em reatores em
batelada (LEE et al, 2010; ROSA et al, 2009). Neste sentido, a aplicação de
reatores contínuos tem sido amplamente reportada pela literatura especializada
devido as suas vantagens como o custo de produção e o tempo podem ser
ajustados de acordo com os níveis de trabalho, uma grande quantidade de
biodiesel por unidade de volume pode ser obtida e permite fácil controle das
condições reacionais, em termos de otimização da qualidade do biodiesel (HALIM
et al, 2009; WANG et al, 2011).
Dessa forma, o processo contínuo foi definido como o processo ideal para
a planta que simulará a produção industrial enzimática de biodiesel.
2.6. Reator
Com base nas características definidas anteriormente para o processo
(óleo de palma, álcool etílico, enzima imobilizada em suporte SiO2-PVA e
processo contínuo) e das informações disponíveis na literatura definiu-se que os
resultados descritos na tese de doutorado desenvolvida na Universidade Federal
de Santa Catarina em colaboração com a Escola de Engenharia de Lorena
“ETANÓLISE ENZIMÁTICA DO ÓLEO DE PALMA VISANDO À PRODUÇÃO DE
BIODIESEL EM SISTEMA CONTÍNUO” (DORS, 2011) serão utilizados como
base para obtenção de dados no presente projeto.
Foram considerados, especificamente dois experimentos (Experimentos 8
e 9) conduzidos em reator de leito fixo utilizando a lipase de Pseudomonas
fluorescens (AK) imobilizada em SiO2-PVA como biocatalisador. Estes
experimentos se diferem pela presença ou ausência de solvente (terc-butanol) no
meio reacional.
Especificação dos experimentos selecionados:

21
Experimento 8: Reação de etanólise enzimática do óleo de palma em
reator tipo leito fixo em modo contínuo (temperatura 50ºC, razão molar etanol:óleo
9:1, presença do solvente terc-butanol na proporção 30% (v/v) em relação ao óleo
de palma, vazão 0,025 mL min-1, tempo espacial 4,6 h) empregando-se a lipase
Pseudomonas fluorescens imobilizada em SiO2-PVA (DORS, 2011).
Experimento 9: reação de etanólise enzimática do óleo de palma em
reator tipo leito fixo em modo contínuo (temperatura 50ºC, razão molar etanol:óleo
9:1, ausência de solvente, vazão 0,021 e 0,025 mL min-1, tempo espacial de 5,5 e
4,4 h) empregando-se a lipase AK SiO2-PVA (DORS, 2011).
Os resultados destes experimentos estão apresentados na Tabela 2.3.
Tabela 2.3 – Sumário dos dados obtidos nos ensaios realizados com a lipase AK imobilizada em SiO2-PVA.
Parâmetro Experimento 8 Experimento 9
Solvente Presença Ausência
Vazão 0,025 0,025
Concentração de ésteres (%m/m) 0,41 0,39
Rendimento de transesterificação (%) 70 51
Produtividade (mg ésteres etlicos.g.h) 95,35 70,62
Fonte: DORS, 2011.
2.7. Capacidade da Planta
Sotoft et al. (2010) elaborou uma análise econômica do processo
enzimático utilizando óleo residual em plantas industriais de diferentes
capacidades e empregando meio reacional isento de solventes e em presença de
solvente. A planta definida como viável foi a que operou na ausência de solvente
com capacidade de 200.000.000 kg/ano.
Neste trabalho, ambos os processos, com e sem solvente no meio
reacional foram analisados, entretanto tomando como base o trabalho de Sotoft et
al. (2010), por ser o processo que mais se assemelha aos processos definidos
22
para o presente trabalho, a capacidade da planta foi fixada em 200.000.000
kg/ano como a capacidade base para a análise de custo.
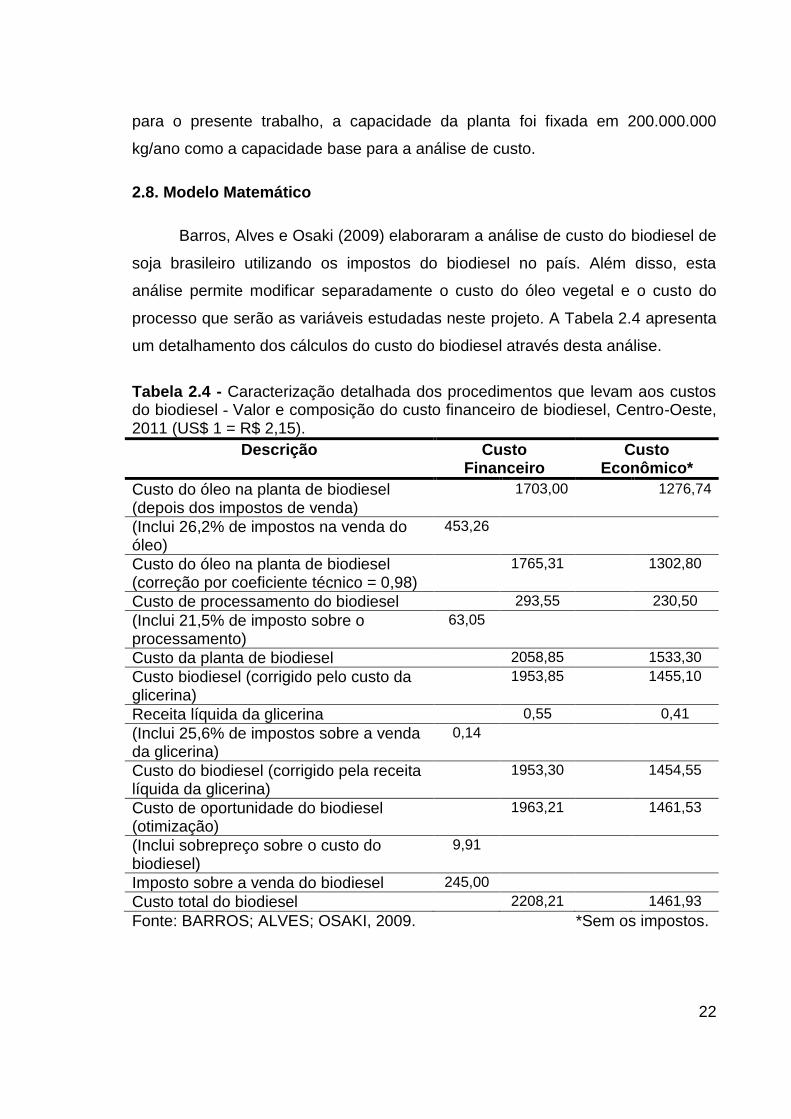
2.8. Modelo Matemático
Barros, Alves e Osaki (2009) elaboraram a análise de custo do biodiesel de
soja brasileiro utilizando os impostos do biodiesel no país. Além disso, esta
análise permite modificar separadamente o custo do óleo vegetal e o custo do
processo que serão as variáveis estudadas neste projeto. A Tabela 2.4 apresenta
um detalhamento dos cálculos do custo do biodiesel através desta análise.
Tabela 2.4 - Caracterização detalhada dos procedimentos que levam aos custos do biodiesel - Valor e composição do custo financeiro de biodiesel, Centro-Oeste, 2011 (US$ 1 = R$ 2,15).
Descrição Custo Financeiro
Custo Econômico*
Custo do óleo na planta de biodiesel (depois dos impostos de venda)
1703,00 1276,74
(Inclui 26,2% de impostos na venda do óleo)
453,26
Custo do óleo na planta de biodiesel (correção por coeficiente técnico = 0,98)
1765,31 1302,80
Custo de processamento do biodiesel 293,55 230,50
(Inclui 21,5% de imposto sobre o processamento)
63,05
Custo da planta de biodiesel 2058,85 1533,30
Custo biodiesel (corrigido pelo custo da glicerina)
1953,85 1455,10
Receita líquida da glicerina 0,55 0,41
(Inclui 25,6% de impostos sobre a venda da glicerina)
0,14
Custo do biodiesel (corrigido pela receita líquida da glicerina)
1953,30 1454,55
Custo de oportunidade do biodiesel (otimização)
1963,21 1461,53
(Inclui sobrepreço sobre o custo do biodiesel)
9,91
Imposto sobre a venda do biodiesel 245,00
Custo total do biodiesel 2208,21 1461,93
Fonte: BARROS; ALVES; OSAKI, 2009. *Sem os impostos.

23
Em que: a) Custo do óleo vegetal de soja posto na planta (inclusive de imposto) = R$ 1.703/t;
b) Imposto de 26,2% já incluso no valor acima = R$ 453,26;
c) Custo do óleo vegetal na planta necessário para 1 t de biodiesel = R$ 1.730/0,98 = R$
1.756,31;
d) Custo de processamento do biodiesel = R$ 293,55/t;
e) Imposto de 21,5% incluso no valor acima = R$ 63,05;
f) Custo de produção da planta por tonelada de biodiesel = R$ 1.756 + 293,55 = R$ 2.058,85;
g) Custo do biodiesel (corrigido pelo custo da glicerina) = R$ 2.058,85 x 0,949 = R$ 1.953,85;
h) Receita líquida da venda de glicerina por tonelada de biodiesel = R$ 0,55;
i) Imposto de 25,6% incluso no valor acima = R$ 0,41;
j) Custo do biodiesel menos receita da glicerina = R$ 1953,85 – R$ 0,55 = R$ 1953,30;
k) Custo de Oportunidade (preço-sombra do biodiesel) = R$ 1.963,21;
l) Imposto sobre a venda do biodiesel (não incluso no valor acima) = R$ 245,00;
m) Custo Total Financeiro do biodiesel = R$ 2208,21;
Verifica-se na Tabela 2.4 que é possível alterar os itens: a) custo do óleo
na planta de Biodiesel (incluindo os impostos de venda) e o d) custo do
processamento do Biodiesel. Desta forma, o modelo matemático proposto se
enquadra dentro do necessário para a análise econômica para o presente projeto,
sendo, portanto, selecionado como metodologia para realização dos cálculos.

24
3. METODOLOGIA
3.1. Obtenção de dados de uma produção real
Para definição do custo total de produção de biodiesel foi utilizando como
base o modelo detalhado por Barros, Alves e Osaki (2009). Entretanto,
inicialmente, foi realizada uma visita técnica a uma indústria local de produção de
biodiesel tendo como finalidade conhecer uma planta industrial e obter dados de
uma produção real, os quais foram utilizados para posterior validação do modelo
matemático. Os dados obtidos consistiram dos seguintes custos:
a) Matérias-Primas*1;
b) Catalisador;
c) Utilidades (ex: energia elétrica);
d) Trabalho, manutenção, supervisão;
e) Custos indiretos (ex: operações de purificação);
f) Despesas Gerais e Administrativas.
Estes dados foram utilizados para calcular o custo do processamento do
biodiesel. Os encargos operacionais não foram considerados, pois eles fazem
parte do modelo matemático selecionado, que utiliza as taxas de juros brasileiras.
3.2. Validação do Modelo Matemático
Os dados obtidos no item 3.1 foram utilizados para cálculo do custo total de
produção do biodiesel através da substituição do valor do processamento do
biodiesel na Tabela 2.4. O modelo será considerado válido se o preço do litro (L)
do biodiesel apresentar E ≤ 10,0% com relação ao preço do litro (L) real fornecido
pela empresa. A Tabela 2.4 poderá ser alterada de acordo com o custo atual do
óleo vegetal e do preço do dólar.
*1 Não foi considerado o custo do óleo vegetal, pois no modelo matemático escolhido para este
estudo, este custo era considerado a parte;
25
3.3. Desenvolvimento da planta industrial para produção enzimática de Biodiesel
Com base na planta da indústria Bioverde Biocombustíveis visitada como
descrito no item 3.1 foram feitas modificações para obter uma planta industrial de
produção enzimática de Biodiesel de acordo com as especificações definidas
neste projeto:
a) Óleo de Palma e Álcool Etílico como matérias-primas;
b) Enzima AK imobilizada em suporte de POS-PVA como biocatalisador;
c) Processo Contínuo;
d) Reator de Leito Fixo;
e) Capacidade de produção de 200.000.000 kg/ano de biodiesel.
3.4. Cálculo do custo do litro (L) de biodiesel produzido pela planta desenvolvida
Com a planta desenvolvida conforme descrito no item 3.3 e utilizando o
modelo matemático apresentado em 2.8 foi calculado o custo de produção do
biodiesel enzimático, utilizando os custos fixos do item 3.1 e os custos variáveis.
Consideram-se custos variáveis:
a) Matérias-Prima: A rota poderá exigir ou não terc-Butanol no meio
reacional;
b) Catalisador: foi considerado o custo do biocatalisador produzido em
escala de bancada;
c) Utilidades como, por exemplo, a energia elétrica, uma vez que a energia
necessária para produção do biodiesel enzimático é muito inferior a do
produzido pela rota química;
d) Custos Indiretos como, por exemplo, as operações de purificação do
produto, uma vez que o biodiesel produzido por catálise enzimática
requer um menor número de etapas de purificação que o biodiesel
obtido pela rota química.

26
3.5. Análise Econômica
De posse dos dados obtidos foi efetuada uma análise econômica a fim de
comparar os dados obtidos, bem como analisar a viabilidade da produção do
biodiesel por via enzimática. A análise econômica não levou em conta os custos
de instalação da planta bem como o do tempo de recuperação do capital.

27
4. RESULTADOS E DISCUSSÃO
4.1. Obtenção de dados de uma produção real
Foi realizada uma visita técnica a empresa BioVerde Biodiesel, localizada
no município de Taubaté- SP. A empresa tem capacidade de produção autorizada
de 180 milhões de litros por ano. A empresa não forneceu os custos de produção
e restringiu também parte dos dados referentes ao processo. A Quadro 4.1
representa os dados disponibilizados durante a visita.
Quadro 4.1–Dados obtidos na visita técnica a empresa BioVerde Biodiesel em Taubaté – SP
Dado Informação Obtida
Matérias-Primas Óleo de Soja*1
Metanol
Catalisador Hidróxido de Sódio
Metilato de Sódio
Utilidades (ex: energia elétrica) Dados não fornecidos
Trabalho, manutenção, supervisão 93 funcionários
Custos indiretos (ex: operações de
purificação)
Ácido Cítrico
Despesas Gerais e Administrativas Dados não fornecidos
Fonte: BioVerde Biodiesel
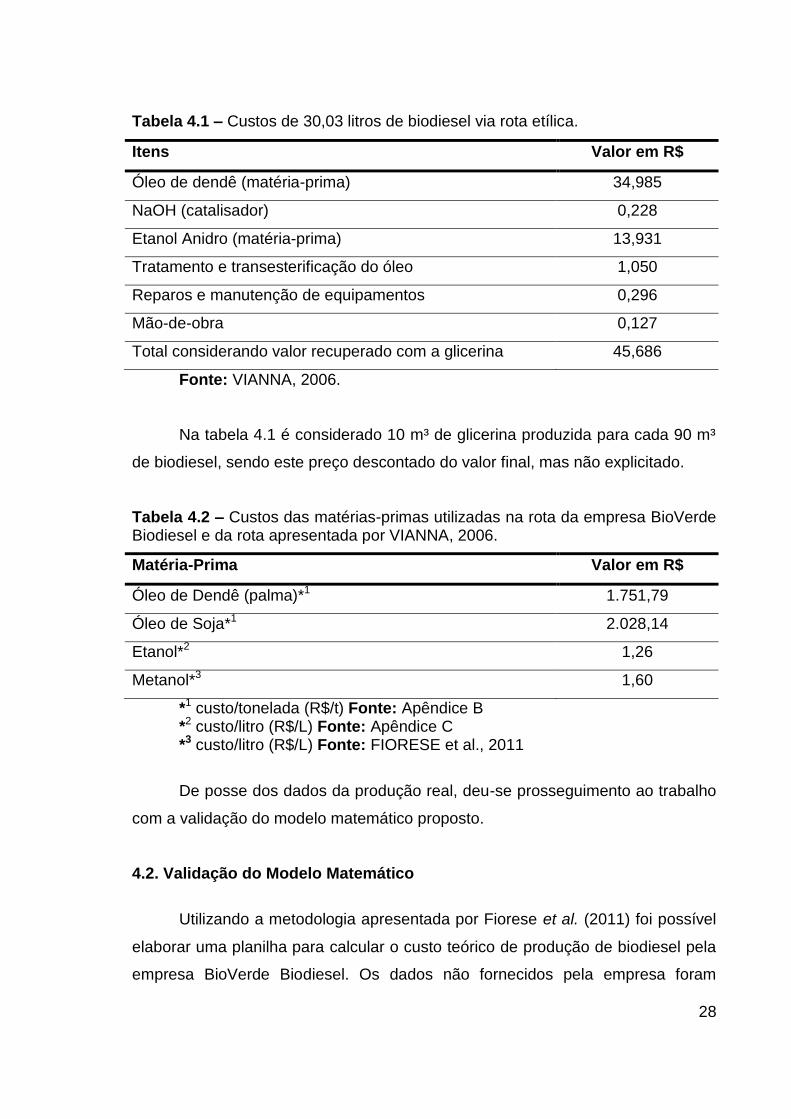
De acordo com a Tabela 4.1, 96,6% do custo do biodiesel produzido a
partir do óleo de dendê e álcool etílico é composto do custo do óleo e do álcool.
Como as variações entre os custos dos óleos de soja e dendê e dos alcoóis etílico
e metílico não são significativas (Tabela 4.2) a ponto de tornar os outros custos
relevantes, não se tornou necessária a obtenção de dados complementares da
empresa, sendo utilizados dados teóricos quando necessário.
*1 Custo não será considerado nos custos de processo, conforme informado no item 3.1.
28
Tabela 4.1 – Custos de 30,03 litros de biodiesel via rota etílica.
Itens Valor em R$
Óleo de dendê (matéria-prima) 34,985
NaOH (catalisador) 0,228
Etanol Anidro (matéria-prima) 13,931
Tratamento e transesterificação do óleo 1,050
Reparos e manutenção de equipamentos 0,296
Mão-de-obra 0,127
Total considerando valor recuperado com a glicerina 45,686
Fonte: VIANNA, 2006.
Na tabela 4.1 é considerado 10 m³ de glicerina produzida para cada 90 m³
de biodiesel, sendo este preço descontado do valor final, mas não explicitado.
Tabela 4.2 – Custos das matérias-primas utilizadas na rota da empresa BioVerde Biodiesel e da rota apresentada por VIANNA, 2006.
Matéria-Prima Valor em R$
Óleo de Dendê (palma)*1 1.751,79
Óleo de Soja*1 2.028,14
Etanol*2 1,26
Metanol*3 1,60
*1 custo/tonelada (R$/t) Fonte: Apêndice B *2 custo/litro (R$/L) Fonte: Apêndice C *3 custo/litro (R$/L) Fonte: FIORESE et al., 2011
De posse dos dados da produção real, deu-se prosseguimento ao trabalho
com a validação do modelo matemático proposto.
4.2. Validação do Modelo Matemático
Utilizando a metodologia apresentada por Fiorese et al. (2011) foi possível
elaborar uma planilha para calcular o custo teórico de produção de biodiesel pela
empresa BioVerde Biodiesel. Os dados não fornecidos pela empresa foram

29
estipulados com base na metodologia de Fiorese et al. (2011).
Tabela 4.3 – Cálculo estimado do custo diário teórico da produção de biodiesel da empresa BioVerde Biodiesel com base em uma produção em reatores de 17.000kg, com 3 bateladas ao dia, com 5 reatores em operação, produzindo 12.000kg de produto por batelada.
Variáveis Descrição Un. R$.Un-1 Qtde R$ %
Álcool Metanol*1 L 1,60 22.500 36.000,00 45,5
Catalisador NaOH kg 2,34 4.500 10.530,00 13,3
Metilato de Sódio
kg 2,70*3 6.000 16.200,00 20,5
Ácidos Cítrico kg 8,80*4 75 660,00 0,9
Energia Elétrica*2 kWh 0,12245 9.246 1.132,00 1,4
Tratamentos Resíduos L 0,06 75.000 4.500,00 5,7
Recursos Humanos*
Internos dia 62,40 93 5.803,20 7,3
Fretes Custo por litro
L 0,0209 205.245,15*5 4.289,62 5,4
Fontes: BioVerde Biodiesel Fontes: FIORESE et al., 2011
Total 79.114,62 100
*1 Não incluso o custo do metanol recuperado utilizado no processo.
*2 Considerando que a produção é cerca de 100 vezes maior que a de FIORESE et al., 2011.
*3 Fonte: Jornal Valor Econômico de 27/03/2012.
*4 Fonte: ROCHA, 2008.
*5 Densidade do biodiesel de soja: 0,877 g/cm
3 segundo GERIS, 2007.
Custo do processo (R$/t) = Custo total (R$) x 1000
Volume (L) x Densidade (kg/L)
Custo do processo (R$/t) = 79.114,62 x 1000 = 439,53 R$/t
205.245,15 x 0,877
Os dados obtidos (custo do óleo vegetal e custo do processo) foram
substituídos na Tabela 2.4 e apresentados na Tabela 4.4. O coeficiente técnico
(rendimento) para o processo foi de 0,90 e a receita líquida da glicerina foi
considerada R$ 123,50, admitindo-se que para cada 90m3 de biodiesel foram
gerados 10 m3 de glicerol bruto (BERENCHTEIN et al., 2010) e que o preço
médio de venda da glicerina seja de R$0,75/kg (VIANNA, 2006).
Os custos dos impostos sobre a venda do óleo e sobre a venda do
biodiesel serão desconsiderados devido à isenção de impostos como o

30
PIS/COFINS sobre o biodiesel pela presidente Dilma Roussef de acordo com o
Art. 47º da Lei 12.564 do dia 14 de dezembro de 2011.
Tabela 4.4 - Caracterização detalhada dos procedimentos que levam aos custos do biodiesel da empresa BioVerde Biodiesel, 2012.
Descrição Custo Financeiro
Custo Econômico
Custo do óleo na planta de biodiesel 2028,14 2028,14
Custo do óleo na planta de biodiesel (correção por coeficiente técnico = 0,90)
2253,48 2253,48
Custo de processamento do biodiesel 558,33 459,53
(Inclui 21,5% de imposto sobre o processamento)
98,80
Custo da planta de biodiesel 2811,81 2713,01
Custo biodiesel (corrigido pelo custo da glicerina)
2668,41 2574,65
Receita líquida da glicerina 155,12 123,50
(Inclui 25,6% de impostos sobre a venda da glicerina)
31,62
Custo do biodiesel (corrigido pela receita líquida da glicerina)
2513,29 2451,15
Custo de oportunidade do biodiesel (otimização)
2523,20 2461,06
(Inclui sobrepreço sobre o custo do biodiesel)
9,91
Custo total do biodiesel 2523,20 2461,06
Fonte: Adaptado de BARROS; ALVES; OSAKI, 2009. Custo (R$) do litro (L) do biodiesel de soja = 2523,20 R$ x 0,877 kg/L
1000 kg
Biodiesel de soja = R$ 2,21 / L
De acordo com a ANP, o preço de venda do biodiesel no 25º leilão de
realizado pela Petrobrás variou de R$ 1,90 a R$ 2,43 por litro, mostrando que o
preço calculado de R$ 2,21 por litro se encontra dentro da expectativa e, portanto,
o modelo matemático utilizado foi considerado válido. Dessa forma, prosseguiu-se
o trabalho com o desenvolvimento da planta industrial enzimática.

31
4.3. Desenvolvimento da planta industrial para produção enzimática de Biodiesel
As Figuras 4.1 e 4.2 representam esquematicamente as etapas do
processo de obtenção de biodiesel para os experimentos 8 e 9 descritos por
DORS, 2001.
Figura 4.1 – Diagrama de blocos de uma planta industrial teórica para produção enzimática de biodiesel do Experimento 8 (DORS, 2011).
Figura 4.2 – Diagrama de blocos de uma planta industrial teórica para produção enzimática de biodiesel do Experimento 9 (DORS, 2011).
Como as etapas posteriores a reação de produção de biodiesel são
semelhantes as da empresa BioVerde Biodiesel, essa etapa do presente trabalho
visou apenas determinar as características relacionadas ao reator na planta
industrial através da extrapolação dos dados descritos por Dors (2011).
Foram levados em consideração os dados da Tabela 4.5, bem como as
seguintes observações:
O volume dos reatores foram limitados a produção de 1,5 ton de biodiesel por hora, de forma a planta se tornar semelhante a planta da empresa BioVerde Biodiesel (bateladas de 8h de duração com produção de 12 ton de biodiesel).

32
Para cada período máximo de utilização da enzima (tempo de meia- vida= 21 ou 22 dias) foi considerado 1 dia de paralisação para limpeza e manutenção da planta.
Para o experimento 9, foi considerado fluxo constante desde o começo do experimento, tendo que vista que a concentração de ésteres etílicos não foi alterada em função do tempo espacial empregado (DORS, 2011).
Foi considerado volume líquido do reator aquele ocupado apenas pela fase móvel (matérias-primas + produtos) e volume sólido o ocupado pelo leito fixo (catalisador). O volume total do reator foi a soma do volume líquido com o volume sólido.
Tabela 4.5 – Características dos Experimentos 8 e 9 realizados por DORS, 2011.
Característica Experimento 8 Experimento 9
Volume do Reator (mL) 10,5 10,5
Massa da Enzima (g) 6,73 6,70
Vazão (mL min-1) 0,025 0,025
Razão Molar (etanol:óleo) 9:1 9:1
Tempo Espacial (h) 4,6 4,4
Solvente (Terc-Butanol) 30% (v/v)* Ausente
Tempo de Duração (dias) 21 22
Rendimento (g ésteres g ésteres teórica-1)
0,70 0,52
*em relação ao volume de óleo de palma.
Fonte: Adaptado de DORS, 2011.
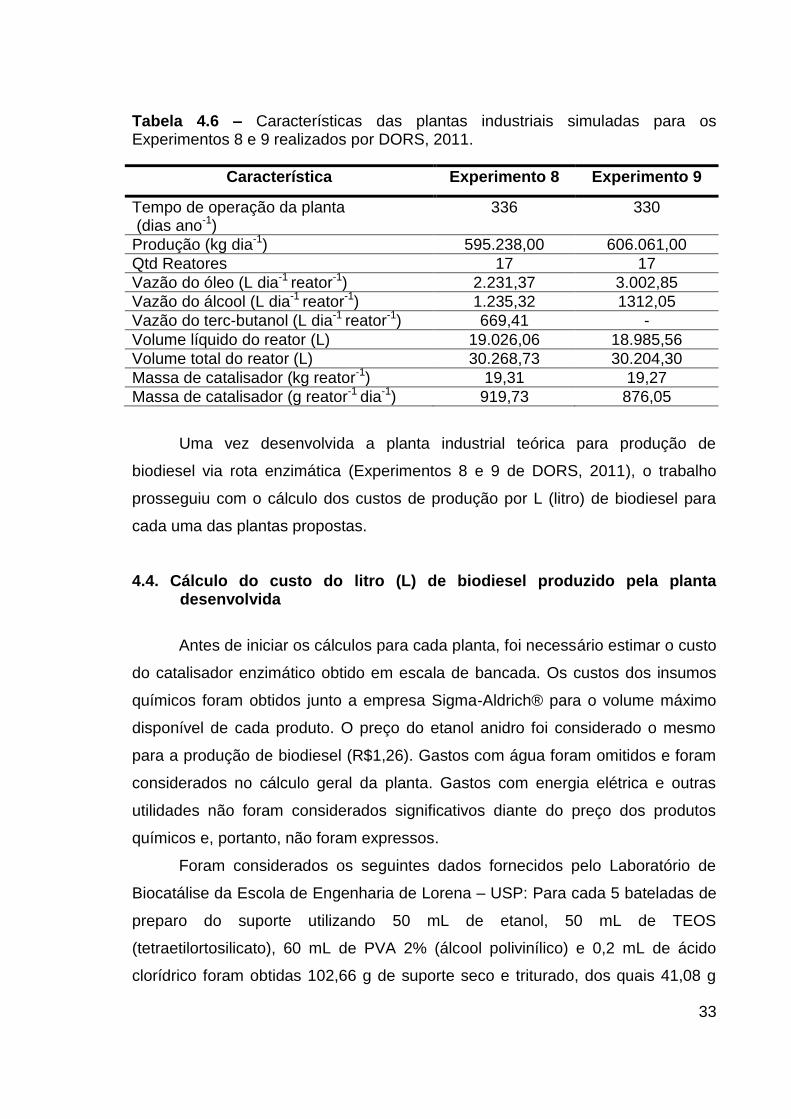
Com base na Tabela 4.5 e nas observações feitas os valores foram
extrapolados de forma a se definir as características de cada planta e os
resultados são apresentados na Tabela 4.6.
33
Tabela 4.6 – Características das plantas industriais simuladas para os Experimentos 8 e 9 realizados por DORS, 2011.
Característica Experimento 8 Experimento 9
Tempo de operação da planta (dias ano-1)
336 330
Produção (kg dia-1) 595.238,00 606.061,00
Qtd Reatores 17 17
Vazão do óleo (L dia-1 reator-1) 2.231,37 3.002,85
Vazão do álcool (L dia-1 reator-1) 1.235,32 1312,05
Vazão do terc-butanol (L dia-1 reator-1) 669,41 -
Volume líquido do reator (L) 19.026,06 18.985,56
Volume total do reator (L) 30.268,73 30.204,30
Massa de catalisador (kg reator-1) 19,31 19,27
Massa de catalisador (g reator-1 dia-1) 919,73 876,05
Uma vez desenvolvida a planta industrial teórica para produção de
biodiesel via rota enzimática (Experimentos 8 e 9 de DORS, 2011), o trabalho
prosseguiu com o cálculo dos custos de produção por L (litro) de biodiesel para
cada uma das plantas propostas.
4.4. Cálculo do custo do litro (L) de biodiesel produzido pela planta desenvolvida
Antes de iniciar os cálculos para cada planta, foi necessário estimar o custo
do catalisador enzimático obtido em escala de bancada. Os custos dos insumos
químicos foram obtidos junto a empresa Sigma-Aldrich® para o volume máximo
disponível de cada produto. O preço do etanol anidro foi considerado o mesmo
para a produção de biodiesel (R$1,26). Gastos com água foram omitidos e foram
considerados no cálculo geral da planta. Gastos com energia elétrica e outras
utilidades não foram considerados significativos diante do preço dos produtos
químicos e, portanto, não foram expressos.
Foram considerados os seguintes dados fornecidos pelo Laboratório de
Biocatálise da Escola de Engenharia de Lorena – USP: Para cada 5 bateladas de
preparo do suporte utilizando 50 mL de etanol, 50 mL de TEOS
(tetraetilortosilicato), 60 mL de PVA 2% (álcool polivinílico) e 0,2 mL de ácido
clorídrico foram obtidas 102,66 g de suporte seco e triturado, dos quais 41,08 g
34
foram classificados entre as peneiras de 42 e 60 mesh (aproximadamente 0,231 a
0,308 mm diâmetros de partículas).
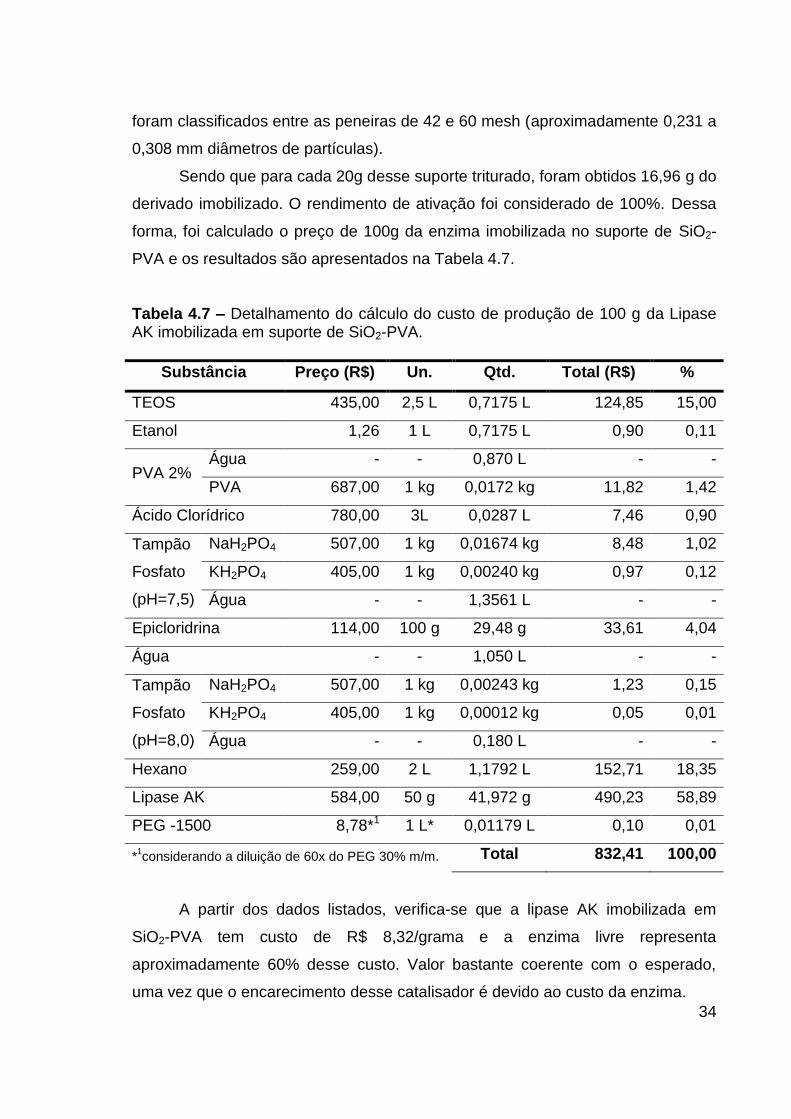
Sendo que para cada 20g desse suporte triturado, foram obtidos 16,96 g do
derivado imobilizado. O rendimento de ativação foi considerado de 100%. Dessa
forma, foi calculado o preço de 100g da enzima imobilizada no suporte de SiO2-
PVA e os resultados são apresentados na Tabela 4.7.
Tabela 4.7 – Detalhamento do cálculo do custo de produção de 100 g da Lipase AK imobilizada em suporte de SiO2-PVA.
Substância Preço (R$) Un. Qtd. Total (R$) %
TEOS 435,00 2,5 L 0,7175 L 124,85 15,00
Etanol 1,26 1 L 0,7175 L 0,90 0,11
PVA 2% Água - - 0,870 L - -
PVA 687,00 1 kg 0,0172 kg 11,82 1,42
Ácido Clorídrico 780,00 3L 0,0287 L 7,46 0,90
Tampão
Fosfato
(pH=7,5)
NaH2PO4 507,00 1 kg 0,01674 kg 8,48 1,02
KH2PO4 405,00 1 kg 0,00240 kg 0,97 0,12
Água - - 1,3561 L - -
Epicloridrina 114,00 100 g 29,48 g 33,61 4,04
Água - - 1,050 L - -
Tampão
Fosfato
(pH=8,0)
NaH2PO4 507,00 1 kg 0,00243 kg 1,23 0,15
KH2PO4 405,00 1 kg 0,00012 kg 0,05 0,01
Água - - 0,180 L - -
Hexano 259,00 2 L 1,1792 L 152,71 18,35
Lipase AK 584,00 50 g 41,972 g 490,23 58,89
PEG -1500 8,78*1 1 L* 0,01179 L 0,10 0,01
*1considerando a diluição de 60x do PEG 30% m/m. Total 832,41 100,00
A partir dos dados listados, verifica-se que a lipase AK imobilizada em
SiO2-PVA tem custo de R$ 8,32/grama e a enzima livre representa
aproximadamente 60% desse custo. Valor bastante coerente com o esperado,
uma vez que o encarecimento desse catalisador é devido ao custo da enzima.

35
Também pode-se obter o dado de que para cada 100 g de catalisador são
necessários 3,4561 L de água, valor que foi levado em consideração apenas no
cálculo geral, devido ao preço da água variar apenas acima do consumo de
10.000 L de água/mês.
Após o calculo do valor da enzima pode-se dar prosseguimento ao trabalho
e aplicar o modelo matemático proposto por Fiorese et al. (2011) para o cálculo
dos custos do processo. Foi considerado o uso de 2,5 g de sulfato de sódio anidro
para cada 100 mL de produto formado.
Tabela 4.8 – Cálculo do custo diário da produção de biodiesel via rota enzimática utilizando lipase AK imobilizada em SiO2-PVA como catalisador em uma planta industrial produzindo 1,5 ton/h de biodiesel por reator, operando com 17 reatores, 24h/dia utilizando como base os dados do Experimento 8 de DORS, 2011.
Variáveis Descrição Un. R$.Un-1 Qtde R$ %
Álcool Etanol*1 L 1,26 168.003,52 211.684,44 29,17
Catalisador Lipase AK imobilizada em SiO2-PVA
g 8,32 15.635,41 130.086,61 17,92
Solvente t-Butanol*2 L 74,08*4 2.570,53 190.425,19 26,24
Sal Na2SO4 anidro
kg 7,66*4 14.880,95 128.124,98 17,65
Água Catalisador m3 3,88*5 3,18 12,74 0,00
Energia Elétrica*3 kWh 0,12245 27.738 3.396,52 0,47
Tratamentos Resíduos L 0,06 729.405,4 43.764,32 6,03
Recursos Humanos*
Internos dia 62,40 93 5803,20 0,80
Fretes Custo por litro L 0,0209 595.238,00 12.440,47 1,71
Fonte: Adaptado de FIORESE et al., 2011 Total 725.738,47 100 *
1 Não incluso o custo do etanol recuperado utilizado no processo.
*2 Considerando que 90% do terc-butanol possa ser recuperado e retornar ao processo.
*3 Considerando que a produção é cerca de 300 vezes maior que a de FIORESE et al., 2011.
*4 Fonte: Quimibras Indústrias Químicas S.A.
*5 [3,18 m3 x 30 dias x 3,88 R$ / m
3 (acima de 50 m
3 por mês) + 12,14 (esgotos)]/30 dias
Custo do processo (R$/t) = Custo total (R$) x 1000
Volume (L) x Densidade (kg/L)
Custo do processo (R$/t) = 725.738,47 x 1000 = 1.337,18 R$/t
595.238,00 x 0,9118

36
Tabela 4.9 – Cálculo do custo diário da produção de biodiesel via rota enzimática utilizando lipase AK imobilizada em SiO2-PVA como catalisador em uma planta industrial produzindo 1,5 ton/h de biodiesel por reator, operando com 17 reatores, 24h/dia utilizando como base os dados do Experimento 9 de DORS, 2011.
Variáveis Descrição Un. R$.Un-1 Qtde R$ %
Álcool Etanol*1 L 1,26 178.438,80 224.832,89 42,64
Catalisador Lipase AK imobilizada em SiO2-PVA
g 8,32 14.892,85 123.908,51 23,50
Sal Na2SO4 anidro
kg 7,66*3 15.151,52 116.060,64 22,01
Água Catalisador m3 3,88*4 3,03 12,16 0,00
Energia Elétrica*2 kWh 0,12245 27.738 3.396,52 0,64
Tratamentos Resíduos L 0,06 675.841,00 40.550,46 7,69
Recursos Humanos*
Internos dia 62,40 93 5.803,20 1,10
Fretes Custo por litro
L 0,0209 606.061,00 12.666,67 2,40
Fonte: Adaptado de FIORESE et al., 2011 Total 527.231,05 100 *
1 Não incluso o custo do etanol recuperado utilizado no processo.
*2 Considerando que a produção é cerca de 300 vezes maior que a de FIORESE et al., 2011.
*3 Fonte: Quimibras Indústrias Químicas S.A.
*4 [3,03 m3 x 30 dias x 3,88 R$ / m
3 (acima de 50 m
3 por mês) + 12,14 (esgotos)]/30 dias
Custo do processo (R$/t) = Custo total (R$) x 1000
Volume (L) x Densidade (kg/L)
Custo do processo (R$/t) = 527.231,05 x 1000 = 954,08 R$/t
606.061,00 x 0,9118
De acordo com os resultados obtidos em relação aos custos de processo,
pode-se observar que o custo da enzima afetou o custo do processo,
representando cerca de 20% do custo total em ambos os casos. Fica evidente
também que a utilização de terc-butanol, ainda que recuperado em 90% da
quantidade utilizada, afetou negativamente o custo do processo, correspondendo
a quase 27% do custo total.
Após a obtenção dos custos dos processos, pode-se passar para a etapa
final do cálculo do custo do biodiesel, aplicando o modelo matemático proposto

37
por Barros, Alves e Osaki (2009).
Os mesmos parâmetros adotados para o cálculo do custo da glicerina para
o biodiesel químico foram adotados para o enzimático. Os resultados são
apresentados nas Tabelas 4.11 e 4.12.
Tabela 4.10 - Caracterização detalhada dos procedimentos que levam aos custos do biodiesel enzimático proposto no Experimento 8 de DORS, 2011.
Descrição Custo Financeiro
Custo Econômico*
Custo do óleo na planta de biodiesel 1751,79 1751,79
Custo do óleo na planta de biodiesel (correção por coeficiente técnico = 0,70)
2502,56 2502,56
Custo de processamento do biodiesel 1624,67 1337,18
(Inclui 21,5% de imposto sobre o processamento)
287,49
Custo da planta de biodiesel 4127,23 3839,74
Custo biodiesel (corrigido pelo custo da glicerina)
3916,74 3643,91
Receita líquida da glicerina 149,24 118,82
(Inclui 25,6% de impostos sobre a venda da glicerina)
30,42
Custo do biodiesel (corrigido pela receita líquida da glicerina)
3767,50 3525,09
Custo de oportunidade do biodiesel (otimização)
3777,41 3535,00
(Inclui sobrepreço sobre o custo do biodiesel)
9,91
Custo total do biodiesel 3777,41 3535,00
Fonte: Adaptado de BARROS; ALVES; OSAKI, 2009. *Sem os impostos.
Custo (R$) do litro (L) do biodiesel de palma = 3535,00 R$ x 0,9118 kg/L
1000 kg
Biodiesel de palma (Experimento 8) = R$ 3,22 / L

38
Tabela 4.11 - Caracterização detalhada dos procedimentos que levam aos custos do biodiesel enzimático proposto no Experimento 9 de DORS, 2011.
Descrição Custo Financeiro
Custo Econômico
Custo do óleo na planta de biodiesel 1751,79 1751,79
Custo do óleo na planta de biodiesel (correção por coeficiente técnico = 0,52)
3368,83 3368,83
Custo de processamento do biodiesel 1159,21 954,08
(Inclui 21,5% de imposto sobre o processamento)
205,13
Custo da planta de biodiesel 4528,03 4322,91
Custo biodiesel (corrigido pelo custo da glicerina)
4297,90 4102,44
Receita líquida da glicerina 149,24 118,82
(Inclui 25,6% de impostos sobre a venda da glicerina)
30,42
Custo do biodiesel (corrigido pela receita líquida da glicerina)
4147,87 3983,62
Custo de oportunidade do biodiesel (otimização)
4157,78 3993,53
(Inclui sobrepreço sobre o custo do biodiesel)
9,91
Custo total do biodiesel 4157,78 3993,53
Fonte: Adaptado de BARROS; ALVES; OSAKI, 2009. *Sem os impostos.
Custo (R$) do litro (L) do biodiesel de palma = 3993,53 R$ x 0,9118 kg/L 1000 kg
Biodiesel de palma (Experimento 9) = R$ 3,64 / L Analisando os resultados obtidos, verifica-se que apesar do biodiesel
enzimático produzido na ausência de terc-butanol como cosolvente ser mais
vantajoso em termos de processo, no custo final, ganha destaque o biodiesel do
Experimento 8, que utiliza terc-butanol como cosolvente, tendo o custo estimado
em R$ 3,22 por litro.
É importante ressaltar que o custo considerado do terc-butanol foi o custo
de escala de laboratório, portanto, se a recuperação do terc-butanol for superior a
90% ou se for considerado o custo do solvente em escala industrial, esse preço
pode ainda sofrer uma redução. De forma semelhante ocorre com o sulfato de

39
sódio anidro que representa relevância semelhante a da enzima, porém, para
ambos os processos.
De posse dos custos de produção do biodiesel foi possível dar continuidade
ao trabalho e realizar a análise econômica.
4.5. Análise Econômica
Na Tabela 4.12 são apresentados os resultados obtidos nas diversas
etapas dos cálculos de custo. É possível perceber que o custo de processamento
dos biocombustíveis enzimáticos chega a ser de 2 a 3 vezes maior do que o custo
do biodiesel obtido pela via química, demonstrando que a etapa de
transesterificação causa grande impacto no custo final do biodiesel. Como o
catalisador corresponde entre 17% e 23% do custo de processamento, pode-se
afirmar que a lipase AK imobilizada em suporte de SiO2-PVA precisa maior
estabilidade operacional (tempo de meia-vida) para tornar o biodiesel produzido
por esta rota competitivo no mercado.
Outra característica visível na tabela foi o custo do óleo na planta: apesar
do óleo de palma ter um custo menor por litro, devido a uma baixa conversão se
comparada com a rota química, precisa de uma maior quantidade de óleo fazendo
com que ele passe a ter um custo encarecido na planta.
Tabela 4.12 – Custos de etapas de produção de biodiesel para diferentes rotas de produção.
Biodiesel Custo do Óleo
na planta (R$/ ton)
Custo do Processamento
(R$ / ton)
Custo do Biodiesel (R$ / ton)
Custo do Biodiesel (R$ / L)
Químico
2253,48 459,53 2523,20 2,21
Enzimático
(c/ t But OH)
2502,56 1337,18 3535,00 3,22
Enzimático
(s/ t But OH)
3368,83 954,08 3993,53 3,64
Logo, não apenas a enzima, mas também a baixa conversão levou ao preço

40
elevado do biodiesel, sendo a conversão um fator importante no custo final do
produto. Esse fato pode ser verificado uma vez que o biodiesel produzido com a
utilização de cosolvente teve uma conversão maior e preço menor que o sem
cosolvente.
É importante ressaltar que, assim como proposto por Dinardi, Salum e
Miranda (2010) e de acordo com as Tabelas 4.9 e 4.10, os custos fixos (exemplo:
recursos humanos) não se diluem mais, com valores abaixo de 5% do custo total
do processo, mostrando que a capacidade da planta produtiva não influencia mais
o valor final do biodiesel, como já era esperado de acordo com Sotoft et al.
(2010).
Portanto, nas condições apresentadas por Dors (2011) nos experimentos 8
e 9, o biodiesel produzido via rota etílica empregando como catalisador a lipase
AK imobilizada em suporte de SiO2-PVA como catalisador, não foi viável
economicamente para ser produzido em escala industrial.

41
5. CONCLUSÃO
O modelo matemático desenvolvido foi aplicado com sucesso para
determinar custos operacionais de processos de obtenção de biodiesel (químico e
enzimático) em diferentes escalas (comercial e bancada).
O modelo foi considerado adequado e de fácil aplicação e permitiu prever
com confiabilidade os custos de envolvidos, sobretudo em processos
desenvolvidos em escala de bancada. No caso especifico do processo enzimático
essa ferramenta poderá auxiliar na definição dos parâmetros que necessitam
ainda de serem otimizados. De acordo com os dados analisados, o biodiesel
produzido pela rota etílica empregando lipase AK imobilizada em suporte de SiO2-
PVA, independente da utilização de terc-butanol como cosolvente, não foi viável
economicamente. Especificamente para esse processo foram identificados os
seguintes gargalos: baixa estabilidade operacional da lipase imobilizada e baixa
produtividade.
Entretanto, deve ser considerado que esta conclusão não deve ser
generalizada para os processos de obtenção de biodiesel pela rota enzimática.
Conforme já descrito anteriormente o processo é dependente de diversas
variáveis tais como: sistema reacional a ser empregado (tipo de óleo e álcool),
origem da preparação enzimática, tipo de suporte de imobilização, entre outras.
Desta forma, torna-se necessário aplicar o modelo desenvolvido para outros
processos, utilizando por exemplo catalisadores mais ativos e estáveis.

42
6. REFERÊNCIAS BIBLIOGRÁFICAS
ABIOVE- Tributação na Indústria de Óleos Vegetais. 2011. Disponível em: <http:// www.abiove.com.br/palestras/abiove_palestra_camara_setorial_soja_ago11.pdf> Acesso em: 9 Abr. 2012. ANTCZAK, M. S.; KUBIAK, A.; ANTCZAK, T.; BIELECKI, S. Review enzymatic biodiesel synthesis – Key factors affecting efficiency of the process. Renewable Energy, v. 34, p. 1185-1194, 2009.
BARROS, G. S.; ALVES, L. R. A; OSAKI, M.; Análise dos custos econômicos do programa do biodiesel no. Brasil. ESALQ/USP. SOBER – 47º Congresso, 2009. Disponível em: < http://www.cepea.esalq.usp.br/pdf/Lucilio_Sober_09.pdf > Acesso em: 12 Nov. 2011. BERENCHTEIN, B.; COSTA, L. B.; BRAZ, D. B.; ALMEIDA, V. V.; TSE, M. L. P.; MIYADA, V. S. Utilização de glicerol na dieta de suínos em crescimento e terminação. Revista Brasileira de Zootecnia. v. 39, n.7, p.1491-1496, 2010.
BISEN, P. S.; SANODYIA, B. S.; THAKUR, G. S.; BAGHEL, R. K.; PRASAD, G. B. K. S. Biodiesel production with special emphasis on lipase-catalyzed transesterification. Biotecnology Letters. V. 38, n.20, p.1019-1030. 2010.
COSTA, B. J.; OLIVEIRA, S. M. M. Dossiê técnico. Curitiba: Instituto de Tecnologia do Paraná, 2006.
DABDOUB, M. J.; BRONZEL, J. L.; RAMPIN, M. A. Biodiesel: visão crítica do status atual e perspectivas na academia e na indústria. Química Nova, v. 32, n. 3, p. 776-792, 2009.
DE CASTRO, H. F.; MENDES, A. A.; FREITAS, L; SANTOS, J. C. Modificação Enzimática de Óleos e Gorduras para a Obtenção de Biocombustíveis e Produtos de Interesse do Setor Alimentício. In: Anita J Marsaioli; André L M Porto. (Org.). Biocatálise e Biotransformação: Fundamentos e Aplicação. 1 ed. Salto-SP: Schoba, 2010, v. 1, p. 275-317. DINARDI, M. F.; SALUM, A.; MIRANDA, T. L. S.Produção de biodiesel: uma análise econômica. In: IV Congresso Brasileiro de Mamona, IV e I Simpósio Internacional de Oleaginosas Energéticas, 2010, João Pessoa. Inclusão Social e Energia. Anais… Campina Grande: Embrapa Algodão, 2010. p.178-181. DORS, G. Etanólise enzimática do óleo de palma visando à produção de biodiesel em sistema contínuo. 2011. Tese (Doutorado). 197f. Universidade Federal de Santa Catarina (UFSC), Florianópolis.

43
FIORESE D. A.; GOMES, L. F. S.; SOUZA, S. N. M.; DALLMEYER, A. U.; ROMANO, L. N. Metodologia experimental para avaliação de custos de produção e utilização de biodiesel: estudo de caso de quatro ésteres metílicos e óleo diesel comercial.Ciência Rural. Santa Maria, v.11, n.11, p. 1921-1926. Nov, 2011. FJERBAEK, L.; CHRISTENSEN, K. V.; NORDDAHL, B. A Review of the Current State of Biodiesel Production Using Enzymatic Transesterification. Biotechnology and Bioengineering. v. 102, n. 5, April 1, 2009.
FREITAS, R. C. Meio Ambiente. Biodiesel mais VERDE. BiodieselBR, Ano 4, Nº 22, p. 50–56, Abr/Mai 2011. GERIS, R.; SANTOS, N. A. C., AMARAL, B. A.; MAIA, I. S.; CASTRO, V. D.; CARVALHO, J. R. M. Biodiesel de soja: reação de transesterificação para aulas práticas de química orgânica. Química Nova, v.30, n.5, p. 1369-1373, 2007. HALIM, S. F. A.; KAMARUDDIN, A. H.; FERNANDO, W. J. N. Continuous biosynthesis of biodiesel from waste cooking palm oil in a packed bed reactor: Optimization using response surface methodology (RSM) and mass transfer studies. Bioresource Technology, v. 100, n. 2, p. 710-716, 2009.
JEGANNATHAN, K. R.; ABANG, S.; PONCELET, D.; CHAN, E. S.; RAVINDRA, P. Production of biodiesel using immobilized lipase - A critical review. Critical Reviews in Biotechnology, v. 28, n. 4, p. 253-264, 2008. Jornal Valor Econômico de 27/03/2012. Disponível em: <https://conteudoclippingm p.planejamento.gov.br/cadastros/noticias/2012/3/27/camera-e-dupont-fecham-aco rdo-para-biodiesel/> acesso em: 9 Abr. 2012. KNOTHE, G.; GERPEN, J. V.; KRAHL, J.; RAMOS, L.P. Manual do Biodiesel, 1 ª ed., São Paulo: Edgard Blucher, 2006.
KURKI, A.; HILL, A.; MORRIS, M. Biodiesel: The sustainability dimensions. ATTRA – National Sustainable Agriculture Information Service, p. 12, 2006. Disponível em: <http://www.attra.ncat.org/attra-pub/biodiesel_sustainable.html >. Acesso em: 12 Nov. 2011.
LEE, J. H.; KIM, S. B.; PARK, C.; TAE, B.; HAN, S. O.; KIM, S.W. Development of batch and continuous processes on biodiesel production in a packed-bed reactor by a mixture of immobilized Candida rugosa and Rhizopus oryzae lipases. Applied Biochemistry and Biotechnology, v. 161, p. 365–371, 2010.
MARCHETTI, J. M.; MIGUEL, V. U.; ERRAZU, A. F. Possible methods for biodiesel production. Renewable & Sustainable Energy Reviews, v. 11, p. 1300-1311, 2007. Óleo de palma. Disponível em: <http://www.campestre.com.br/oleo-de-palma.shtml >. Acesso em: 12 Nov. 2011.

44
Óleo de palma: O queridinho dos biocombustíveis. Jornal do RS com notícias, esportes, colunistas e mais. 20/12/2010. Disponível em: <http://zerohora.clicrbs.com.br/rs/economia/noticia/2010/12/oleo-de-palma-o-queridinho-dos-biocombustiveis-3148271.html> Acesso em: 12 Nov. 2011. PARAWIRA, W. Biotechnological production of biodiesel fuel using biocatalysed transesterification: A review. Critical Reviews in Biotechnology, v. 29 (2), p. 82-93, 2009. PINTO, A. C.; GUARIEIRO, L. L. N.; REZENDE, M. J. C.; RIBEIRO, N. M.; TORRES, E. A.; LOPES, W. A.; PEREIRA, P. A. de P.; De ANDRADE, J. B. Biodiesel: An overview. Journal of the Brazilian Chemical Society, v. 16, n. 6, p. 1313-1330, 2005. QUINTELLA, C. M.; TEIXEIRA, L. S. G.; KORN, M. G. A. K.; COSTA, P. R. N.; CASTRO, M. P.; JESUS, C. A. C. Cadeia do biodiesel da bancada à indústria: uma visão geral com prospecção de tarefas e oportunidades para P&D&I. Química Nova, v. 32, p. 793-808, 2009. ROCHA, S. P. V. Modelo de Avaliação de Viabilidade Econômico Financeira de Usinas de Pequeno e Médio Porte de Biodiesel. 2008. Monografia (Especialização). 100f. Universidade Federal de Pernambuco. Recife. ROVEDA, M.; HEMKEMEIER, M.; COLLA, L. M. Avaliação da produção de lipases por diferentes cepas de microrganismos isolados em efluentes de laticínios por fermentação submersa. Ciência e Tecnologia de Alimentos, Campinas, v. 30, n. 1, Mar. 2010. SIMÕES, A. S. Síntese enzimática de biodiesel a partir do óleo de babaçu pela rota etílica em reator de leito fixo: estabelecimento das condições operacionais em meio isento de solvente. 2011. Dissertação (Mestrado). 115f. Universidade de São Paulo (EEL-USP), Lorena. SOTOFT, L. F.; RONG, B.; CHRISTENSEN, K. V.; NORDDAHL, B. Process simulation and economical evaluation of enzymatic biodiesel production plant. Bioresourse Technology, v. 101, p. 5266-5274, 2010. VIANNA, F. C.; Análise de ecoeficiência: avaliação do desempenho econômico-ambiental do biodiesel e petrodiesel. 2006. Dissertação (Mestrado). 183 f. Escola Politécnica - Universidade de São Paulo. São Paulo. WANG, X.; LIU, X.; ZHAO, C.; DING, Y.; XU, P. Biodiesel production in packed-bed reactors using lipase–nanoparticle biocomposite. Bioresource Technology, v. 102, p. 6352-6355, 2011. ZANIN, G. M.; MORAES, F. F. Enzimas Imobilizadas. In SAID, S. e PIETRO, R. C. L. R. (ed.) Enzimas como agentes biotecnológicos, Ribeirão Preto: Legis Summa, 2004. Cap. 4. p.35-85.

45
APÊNDICE A - Propriedades da lipase de Pseudomonas fluorescens imobilizada
em SiO2-PVA
Para realização dos experimentos DORS, 2011 preparou diversas
bateladas da lipase AK imobilizada em SiO2-PVA. Os biocatalisadores resultantes
e suportes foram caracterizados quanto às suas propriedades texturais, utilizando
o método B.E.T. a partir de isotermas de adsorção de N2 a 77 K, conforme dados
apresentados na Tabela XX
Tabela 1 - Propriedades texturais do suporte e da lipase Pseudomonas fluorescens AK imobilizada em SiO2-PVA.
Material
Área superficial Específica
(m².g-1)
Volume de poros específico (cm³.g-1)
Diâmetro médio
dos poros (Å)
Suporte 461 0,28 22,91 Derivado imobilizado 234 0,14 24,34
Fonte: DORS, 2011.
A atividade hidrolítica dos biocatalisadores variou numa faixa entre 1400 e
2200 U.g-1 e umidade inferior a 10%. A massa específica do sólido determinada
foi de 1,865 g.mL-1. As propriedades bioquímicas e cinéticas da lipase de
Pseudomonas fluorescens imobilizada em SiO2-PVA, são descritas na TabelaXxx
Tabela 2 - Propriedades catalíticas da lipase de Pseudomonas fluorescens (lipase AK ) imobilizada em SiO2-PVA.
Parâmetro Valor
Temperatura ótima, ºC 58 pH ótimo 8,9 Parâmetros cinéticos Km (mM) Vmax (U.g-1)
293 1169
dsólido (g.mL-1) 1,865
Fonte: DORS, 2011.

46
APÊNDICE B – Cálculo dos custos médios dos óleos de Soja e Palma
Tabela 1 – Custo do Óleo de Soja de set/2011 a fev/2012 em dólar (US$) e real (R$).
Mês Preço (US$) Preço (R$)
set 2011 1.218,84 2.118,58
out 2011 1.127,09 2.005,98
nov 2011 1.118,48 1.984,20
dez 2011 1.103,04 2.019,80
jan 2012 1.131,85 2.027,90
fev 2012 1.170,21 2.012,35
média 1.144,92 2.028,14
Fonte: IndexMundi. Disponível em: <http://www.indexmundi.com/pt/pre%E 7os-de-mercado/?mercadoria=%C3%B3leo-de-soja> e <http://www.indexmundi.co m/pt/pre%E7os-de-mercado/?mercadoria=%C3%B3leo-de-soja&moeda=brl> Acesso em: 9 Abr. 2012.
Tabela 2 – Custo do Óleo de Palma de set/2011
a fev/2012 em dólar (US$) e real (R$).
Mês Preço (US$) Preço (R$)
set 2011 995,18 1.729,82
out 2011 914,44 1.627,51
nov 2011 985,77 1.748,77
dez 2011 969,07 1.774,48
jan 2012 1.020,54 1.828,47
fev 2012 1.047,69 1.801,66
média 988,78 1.751,79
Fonte: IndexMundi. Disponível em: <http://www.indexmundi.com/pt/pre%E 7os-de-mercado/?mercadoria=%C3%B3leo-de-palma> e <http://www.indexmundi .com/pt/pre%E7os-de-mercado/?mercadoria=%C3%B3leo-de-palma&moeda=brl> Acesso em: 9 Abr. 2012.

47
APÊNDICE C – Cálculo do custo médio do Etanol anidro
Tabela 1 - Indicador Semanal Etanol Anidro CEPEA/ESALQ Combustível (E.S.P.) - São Paulo.
Anidro R$/litro US$/litro
02 - 05/04/2012 1,2914 0,7059
26 - 30/03/2012 1,2924 0,7094
19 - 23/03/2012 1,2807 0,7054
12 - 16/03/2012 1,2924 0,7164
05 - 09/03/2012 1,2790 0,7253
27 - 02/03/2012 1,2470 0,7275
20 - 24/02/2012 1,2231 0,7163
13 - 17/02/2012 1,2104 0,7042
06 - 10/02/2012 1,1563 0,6712
30 - 03/02/2012 1,1560 0,6669
23 - 27/01/2012 1,1652 0,6660
16 - 20/01/2012 1,2558 0,7092
09 - 13/01/2012 1,3350 0,7400
02 - 06/01/2012 1,3350 0,7239
26 - 29/12/2011 1,3484 0,7227
Média 1,2579 0,7073
Fonte: CEPEA.
• Sem frete, sem impostos.

48
ANEXO A - Comprovante da Visita Técnica na Indústria BioVerde Biodiesel