Classificação de Desempenho Método Gut - Estruturas Metálicas
Upload
truongphucCategory
view
213download
0
FERNANDA BRITTES
FERRAMENTAS DA QUALIDADE E SEU USO NO SERVIÇO
PÚBLICO: UM ESTUDO DE CASO
JOINVILLE-SC
2006

1
UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
FERNANDA BRITTES
FERRAMENTAS DA QUALIDADE E SEU USO NO SERVIÇO
PÚBLICO: UM ESTUDO DE CASO
Trabalho de conclusão de curso apresentado à Universidade do Estado de Santa Catarina UDESC, como requisito parcial para obtenção do título de Bacharel em Engenharia de Produção e Sistemas
Orientador: Doutor Evandro Bittencourt
JOINVILLE-SC
2006

2
FERNANDA BRITTES
FERRAMENTAS DA QUALIDADE E SEU USO NO SERVIÇO
PÚBLICO: UM ESTUDO DE CASO
Trabalho de conclusão de curso apresentado à Universidade do Estado de Santa Catarina UDESC, como requisito parcial para obtenção do título de Bacharel em Engenharia de Produção e Sistemas.
Banca Examinadora:
Orientador: Doutor Evandro Bittencourt Universidade Federal de Santa Catarina UFSC
Membro: Especialista Nilson Campos Universidade do Estado de Santa Catarina UDESC
Membro: Doutor Wilson José Mafra Universidade do Estado de Santa Catarina UDESC
Joinville, 30/11/06

3
Aos pais e irmãos que foram compreensivos e colaboradores durante toda a jornada acadêmica, provendo inspiração e força de vontade.

4
RESUMO
O serviço público tende a ser avaliado negativamente pela população quando existe demora nos processos de solicitação de um direito. No INSS não existem regras definidas quanto ao seqüenciamento de operações, de forma que os trabalhos são, muitas vezes escolhidos aleatoriamente. Internamente, as instituições devem manter o controle daquilo que é produzido, mesmo em se tratando de serviços, para evitar perdas. O Controle Interno do INSS é um setor que desempenha atividades de verificação e correção de distorções em benefícios, sendo objeto de estudo do presente trabalho de conclusão de curso. Neste trabalho são apresentadas ferramentas de produção encontradas em revisão bibliográfica, em especial o Kanban. É uma ferramenta de grande uso na área industrial, que facilita ao operador a identificação de qual item será produzido. Diversas literaturas apontam o uso de metodologias empregadas no setor secundário também no setor terciário, o que inclui o serviço público. O seqüenciamento de vários trabalhos em dois centros é melhor definido pela Regra de Johnson, sendo comparada com várias outras formas de seqüenciamento apresentadas pelos autores. Para o caso do Controle Interno do INSS, a regra de Johnson pode ser ferramenta útil em casos de mutirão. É preciso delimitar quais as atividades de uma organização serão influenciadas por determinada metodologia, pois um retorno deve ser observado ao final do processo, compensando os gastos com mão-de-obra, materiais, e assim por diante. Para determinação dos benefícios que serão foco da atividade de Controle Interno, uma curva ABC pode ser traçada, verificando aqueles que representam mais custos à instituição. Embora seja observado o uso do PEPS no processamento do kanban, no Controle Interno do INSS é mais condizente o uso da ferramenta GUT para selecionar um sub-componente no estoque, pois alguns casos precisam ser finalizados antes do que outros, e não dependem somente da ordem de entrada. A ferramenta kanban mostra-se perfeitamente adaptável à produção de serviços, como é previsto pelas literaturas pesquisadas e demonstrada no estudo de caso do Controle Interno de Benefícios do INSS em Joinville-SC.
Palavras-chave: Kanban. Produção. Serviço público. Controle interno. INSS.

5
ABSTRACT
Public service tends to have negative grade if rated by the population, when a lawsuit takes a long time to be finished. In INSS there are no defined rules about the sequence of operations, so the operations are random. Internally, the institutions must have control over the production, even when it is a service company, to avoid losses. The INSS Intern Control is sector that works on verification and correction of distortions in benefit lawsuits, witch is the object of study in the present graduation conclusion work. This work presents production tools found in bibliographic research, specially kanban. It is a tool of grate usage in industry areas, that makes easier to the operator the identification of witch item will be processed. Lots of literature point the usage of industry sector methodology also in service sector, that includes the public service. The sequence of several activities in two production centers is well defined in Johnson’s rule, if compared to other ways of sequence introduced by the authors. In the INSS Intern Control case, Johnson’s rule can be very useful in mass work cases. It is required to define witch activities the organization will be influenced by certain methodology, for there must be a return at the end of the process, compensating the investments in labor workmanship, materials, and so on. To determinate the benefit lawsuits that will be focused at the Intern Control activity, an ABC curve can be drawn, verifying those lawsuits that represents more costs to the institution. Even though the PEPS rule usage is more observed in kanban process, at the INSS Intern Control the GUT tool usage matches at the selection of sub-components at the stock, because there are cases that must be finished before others, and do not depend only at the entrance mode. The kanban tool shows perfectly fit on service production, as predicted by the researched literature and shown at the INSS Intern Control at Joinville/SC study case.
Keywords: Kanban. Production. Public service. Intern control. INSS.

6
LISTA DE ILUSTRAÇÕES
Figura 1: Fluxo de sistemas de informações. ...........................................................................28
Figura 2: Tipos de sistemas em série........................................................................................31
Figura 3: Exemplo de aplicação da Regra de Johnson para programar “n” trabalhos em dois
centros de trabalho....................................................................................................35
Figura 4: Matriz GUT...............................................................................................................37
Figura 5: empurrar e puxar a produção. ...................................................................................45
Quadro 1: Comparação entre os sistemas MRP, Kanban e híbrido..........................................47
Figura 6: subdivisões dos cartões kanban. ...............................................................................49
Figura 7: Sistema Kanban com um cartão................................................................................51
Figura 8: Sistema Kanban com dois cartões.............................................................................53
Figura 9: painel porta-kanban...................................................................................................56
Figura 10: Organograma do Ministério da Previdência Social ................................................58
Figura 11: Organograma da APS Joinville...............................................................................59
Figura 12: fluxograma de dados e atividades do controle interno – parte 1.............................64
Figura 13: fluxograma de dados e atividades do controle interno – parte 2 (recurso). ............64
Figura 14: fluxograma de dados e atividades do controle interno – parte 3 (cobrança)...........65
Quadro 2: quantidade e valor dos benefícios pagos em 2004. .................................................68
Figura 15: Curva ABC dos benefícios pagos em 2004. ...........................................................69

7
Figura 16: GUT de processo administrativo de Controle Interno calculada pelo Microsoft
Excel. ......................................................................................................................71
Figura 17: Regra de Johnson e gráfico de Gantt para situação hipotética do controle interno.76
Figura 18: operações do Controle Interno da APS Joinville em três centros. ..........................78
Figura 19: modelo de cartão kanban para Controle Interno da APS Joinville. ........................79
Figura 20: seleção de kanbans com maior GUT dos supermercados – simulação...................81
Figura 21: movimentação de kanbans depois da chegada de quatro ordens – simulação. .......82

8
LISTA DE ABREVIATURAS
APE-FT/SC – Assessoria de Pesquisas Estratégicas – Força Tarefa de Santa Catarina
APS – Agência da Previdência Social
AR – Aviso de Recebimento
CAJ – Câmara de Julgamento
CEME – Central de Medicamentos.
CGBENEF – Coordenadoria Geral de Benefícios
CGBENIN – Coordenadoria Geral de Benefícios por Incapacidade
CNIS – Cadastro Nacional de Informações Sociais
COFINS - Contribuição para Financiamento da Seguridade Social
CONAPREV – Conselho Nacional de Previdência Social
CRPS – Conselho de Recursos da Previdência Social
DATAPREV – Empresa de Processamento de Dados da Previdência Social
DD – Data Devida
DIB – Data do Início do Benefício
DIRBEN – Diretoria de Benefícios
DIVAT – Dívida Ativa
FGTS: Fundo de Garantia por Tempo de Serviço
FIFO – First In First Out
GBENIN – Gerenciamento de Benefícios por Incapacidade

9
GEX – Gerência Executiva
GPS – Guia da Previdência Social
GUT – Gravidade, Urgência e Tendência
IAPAS - Instituto de Administração Financeira da Previdência e Assistência Social
ICR – Índice Crítico
IFA – Índice de Falta
IFO – Índice de Folga
INAMPS – Instituto Nacional de Assistência Médica da Previdência Social
INPS – Instituto Nacional de Previdência Social
INSS – Instituto Nacional do Seguro Social
IPI – Índice de Prioridade
JIT – Just In Time
JRPS – Junta de Recursos da Previdência Social
LIFO – Last In Last Out
MDE – Menor Data de Espera
MP – Matéria-Prima
MPAS - Ministério da Previdência e Assistência Social
MPF – Ministério Público Federal
MPS – Ministério da Previdência Social
MRP – Material Resource Planning
MTP – Menor Tempo de Processamento
MTPS – Ministério do Trabalho e da Previdência Social
PEPS – Primeiro que Entra Primeiro que Sai
OC – Ordem de Compra
OF – Ordem de Fabricação

10
OM – Ordem de Montagem
PA – Produto Acabado
PASEP - Programa de Formação do Patrimônio do Servidor Público.
PIS - Programa de Integração Social
PMP – Planejamento Mestre da Produção
RC – Razão Crítica
REFIS - Programa de Recuperação Fiscal
SIMPLES - Sistema Integrado de Pagamento de Impostos e Contribuições das Microempresas
e Empresas de Pequeno Porte.
SIPPS – Sistema Informatizado de Protocolo da Previdência Social
SMD – Seção de Manutenção de Direitos
SRD – Seção de Revisão de Direitos
SRID – Seção de Reconhecimento Inicial de Direitos
SUB – Sistema Único de Benefícios
UAA – Unidade Avançada de Atendimento
UR - Urgência

11
SUMÁRIO
1 INTRODUÇÃO............................................................................................................13
1.1 APRESENTAÇÃO DO TEMA......................................................................................13 1.2 DESCRIÇÃO DO PROBLEMA ....................................................................................14 1.3 OBJETIVO GERAL .......................................................................................................14 1.4 OBJETIVOS ESPECÍFICOS..........................................................................................15 1.5 DELIMITAÇÕES DO TRABALHO..............................................................................15 1.6 METODOLOGIA APLICADA......................................................................................16 1.7 ESTRUTURA DO TRABALHO....................................................................................17
2 O SERVIÇO PÚBLICO E A ENGENHARIA ..........................................................18
2.1 O INSS ............................................................................................................................19 2.1.1 Criação e alterações ........................................................................................................19 2.1.2 Alterações nos direitos ....................................................................................................22
3 CURVA ABC...............................................................................................................25
3.1 IMPORTÂNCIA DA CLASSIFICAÇÃO......................................................................25 3.2 COMO CALCULAR A REPRESENTATIVIDADE.....................................................26
4 FLUXOGRAMA ..........................................................................................................27
4.1 DIAGRAMA DE FLUXO SIMPLES.............................................................................28
5 SISTEMAS DE PRIORIDADES................................................................................29
5.1 GRÁFICO DE GANTT ..................................................................................................29 5.2 REGRAS DE SEQÜENCIAMENTO.............................................................................30 5.2.1 PEPS................................................................................................................................32 5.2.2 Menor tempo de processamento .....................................................................................33 5.2.3 Regra de Johnson ............................................................................................................34 5.2.4 GUT - Gravidade, Urgência e Tendência ......................................................................36 5.2.5 Outras regras ...................................................................................................................38
6 SISTEMA KANBAN ...................................................................................................41

12
6.1 O KANBAN E O JIT ......................................................................................................43 6.1.1 Diferenças entre os sistemas de puxar e empurrar ..........................................................43 6.2 SITUAÇÕES ONDE SE APLICA O KANBAN ...........................................................46 6.3 QUANTIDADE DE CARTÕES.....................................................................................48 6.3.1 Sistema de cartão único...................................................................................................49 6.3.2 Sistema de dois cartões ...................................................................................................51 6.3.3 Kanban de fornecedor .....................................................................................................53 6.3.4 Cálculo do número de kanbans .......................................................................................54 6.4 PAINEL KANBAN ........................................................................................................55
7 ESTUDO DE CASO: FERRAMENTAS DA QUALIDADE NO SERVIÇO
PÚBLICO .....................................................................................................................57
7.1 AGÊNCIA DO INSS EM JOINVILLE..........................................................................57 7.1.1 Serviço de Controle Interno ............................................................................................61 7.1.2 Operacionalização...........................................................................................................62 7.1.3 Gerenciamento ................................................................................................................66 7.1.3.1 Curva ABC dos benefícios pagos.............................................................................67 7.2 SISTEMA DE PRIORIDADES DO CONTROLE INTERNO ......................................69 7.2.1 GUT dos processos administrativos................................................................................70 7.2.1.1 Parâmetro G..............................................................................................................71 7.2.1.2 Parâmetro U..............................................................................................................72 7.2.1.3 Parâmetro T ..............................................................................................................73 7.2.2 Regra de Johnson para seqüenciamento em massa.........................................................74 7.3 O KANBAN COMO FERRAMENTA DO CONTROLE INTERNO..........................76 7.3.1 Tamanho do lote..............................................................................................................77 7.3.2 Informações no cartão.....................................................................................................78 7.3.3 Simulação........................................................................................................................80
CONSIDERAÇÕES FINAIS.................................................................................................83
REFERÊNCIAS .....................................................................................................................85

13
1 INTRODUÇÃO
1.1 APRESENTAÇÃO DO TEMA
O bom funcionamento da máquina pública depende, em grande parte, da forma como
é desempenhado o poder executivo, por serem os servidores desta esfera os que mantêm
contato direto com os cidadãos, a quem se beneficiam dos direitos e a quem se monitoram os
deveres previstos em Lei.
Por tratar-se de asseguramento da prestação de um determinado serviço e do próprio
controle interno para evitar fraudes e perdas, faz-se necessário o emprego de medidas
pertinentes ao controle da produção, visto que o acúmulo de tais serviços não só prejudica a
imagem da instituição perante a população, como também põe em cheque a viabilidade desta
instituição existir. Onde não existe controle de produção, seja de bens ou de serviços, um
eventual aumento de demanda pode desgastar o sistema empregado para a execução de tarefas
e gerar déficits.
Desta forma, o uso das atribuições de um engenheiro de produção pode ser mais bem
observado em repartições públicas que detêm o controle daquilo que é produzido, bem como
daquelas que aplicam ações preventivas e corretivas para o mantimento da instituição.

14
1.2 DESCRIÇÃO DO PROBLEMA
Tendo em vista a opinião pública com relação à prestação de serviços públicos, que
tende a uma insatisfação generalizada frente às demoras processuais, este trabalho vem propor
a aplicação de técnicas reconhecidas cientificamente para a o cumprimento dos atos
administrativos. O problema comumente apontado pela população diz respeito à discrepância
de tempo para análise de processos administrativos semelhantes, ou seja, o mesmo serviço
solicitado por duas pessoas diferentes tende a ser finalizado em tempos desiguais.
Observa-se, porém, que a razão principal dessa diferença de tempo de término está
ligada ao método utilizado para controle da produção: não existe nenhum sistema de
prioridades ou determinação explícita das atividades que devem ser desenvolvidas por cada
servidor. Assim, a ordem dos serviços passa a ser aleatória ou, no máximo, determinada pelo
bom senso.
1.3 OBJETIVO GERAL
Este trabalho tem o propósito de aplicar as ferramentas de qualidade comumente
utilizadas no setor industrial no setor público, visando a melhoria na operacionalização por
parte dos servidores. Maior ênfase será dada ao método de redução de estoques desenvolvido
por Taichi Ono, da Toyota: o KANBAN, sendo esta a abordagem principal tomada para
desenvolver um estudo de caso que vise melhorias na operacionalização do serviço público.
As demais ferramentas: curva ABC, fluxo de processo e seqüenciamento vêm a auxiliar a
determinação de como proceder em situações peculiares do caso apresentado.

15
1.4 OBJETIVOS ESPECÍFICOS
Para atingir o objetivo geral, os seguintes itens serão observados no presente trabalho:
a) Fazer um estudo da aplicação das metodologias desenvolvidas inicialmente no
setor produtivo secundário (indústria) no serviço público, demonstrando que
as várias premissas atuais que direcionam as técnicas produtivas para todas as
áreas podem ser corroboradas;
b) Exemplificar técnicas auxiliares, de conhecimento não somente da engenharia
de produção, mas também da área administrativa e financeira, para abrir a
discussão no ponto que define quais os produtos ou serviços serão focados
dentro da ferramenta KANBAN. Assim, serão abordados temas como Curva
ABC, ou de Pareto, fluxogramas de atividades e seqüenciamento;
c) Expor que os conceitos de PEPS (Primeiro que Entra é o Primeiro que Sai),
GUT (Gravidade, Urgência, Tendência) e regra de Johnson são as ferramentas
que podem acarretar melhoras para o estudo de caso analisado.
1.5 DELIMITAÇÕES DO TRABALHO
Tendo em vista a notória diferença entre um sistema produtivo industrial e de
serviços, em especial o público, será focado neste trabalho o uso do sistema KANBAN como
ferramenta para auxiliar os servidores na melhor compreensão de qual atividade deve ser
executada primeiro, além de proporcionar a redução de estoques entre cada atividade. Desta
forma, as atividades realizadas por diversos servidores, que são separados por especialização,
podem ser mais bem administradas.

16
Dentro do serviço público, o estudo de caso focará o INSS – Instituto Nacional do
Seguro Social, em processos administrativos de Controle Interno, ou seja, a apuração de
irregularidades e reconstituição de créditos pagos indevidamente, demonstrando análise de
viabilidade pela Curva ABC, fluxo de processos, e definição dos cartões utilizados no
KANBAN: informações que deverá existir em cada um, e modo de utilização pelos
servidores.
Apesar de cada processo administrativo denotar peculiaridades, ou seja, cada caso é
diferente dos demais, uma análise inicial em conjunto com as instruções fornecidas pela
coordenação podem agrupa-los por tipos semelhantes.
1.6 METODOLOGIA APLICADA
A forma utilizada para a análise do problema consiste na apresentação das literaturas
pertinentes à solução do problema, encontradas usualmente no setor industrial, citando as
fontes disponíveis que concordam com a aplicação das mesmas ferramentas no setor terciário
da economia, ou seja, na área de serviços. Estas literaturas servem de embasamento para
justificar a aplicação das ferramentas no estudo de caso apresentado ao final do trabalho.
Conforme definido por Silva e Menezes (2001), este trabalho pode ser classificado:
a) Quanto à natureza: pesquisa aplicada;
b) Quanto à forma de abordagem do problema: pesquisa qualitativa;
c) Quanto aos objetivos: pesquisa exploratória;
d) Quanto aos procedimentos técnicos: pesquisa bibliográfica e estudo de caso;
e) Quanto ao método científico: dedutivo.

17
Assim, as classificações indicam a resolução de um problema específico, não
traduzido em números, com levantamento bibliográfico e estudo de caso, em raciocínio
descendente, de análise do geral para o particular.
1.7 ESTRUTURA DO TRABALHO
O presente capítulo especifica o problema observado no serviço público, seguido pelos
objetivos do trabalho e suas delimitações. Também é definido no capítulo 1 o tipo de
metodologia aplicada para o trabalho e a estrutura.
O capítulo 2 apresenta a origem da instituição onde será focado o estudo de caso, sua
criação e alterações no decorrer dos anos de existência, passando a cronologia de direitos
adquiridos dos cidadãos.
Os capítulos 3, 4, 5 e 6 do trabalho apresentarão a revisão de literatura para
demonstrar a parte teórica abordada por diversos autores, especialmente quanto às possíveis
aplicações no setor de Controle Interno do INSS. A teoria será direcionada, então, a estes
pontos que serão abordados posteriormente no estudo de caso.
No estudo de caso, apresentado no capítulo 7, em um primeiro momento será
apresentada a estrutura do INSS, organogramas e prerrogativas impostas por níveis gerenciais
mais elevados. Posteriormente, as alterações que podem ser adotadas internamente, ou seja,
mudanças que podem ser aprovadas com um simples aval do supervisor.
As considerações finais remeterão às idéias originais, ou seja, trarão os objetivos e
problema apresentados no capítulo 1 à tona, verificando as principais contribuições do estudo
realizado.
18
2 O SERVIÇO PÚBLICO E A ENGENHARIA
Embora muitas pessoas tenham a visão de que a engenharia de produção deva lidar
com indústrias, especificamente, existem literaturas e práticas que apontam para o estudo dos
serviços nos mesmos moldes da sua área de atuação mais enfática. Para Salerno (2001, p.16),
estas noções associadas a serviços não são ainda bem formuladas conceitualmente, o que faz
com que se possa admitir inúmeras hipóteses na sua definição. Tubino (2000, p.16) ressalta a
idéia de que todos os conceitos de sistemas produtivos vêm sendo utilizados em serviços:
Muitas pessoas ao ouvirem a expressão sistemas produtivos, pensarão em fábricas, tornos e linhas de montagem. Originalmente, a maioria dos conceitos e técnicas de planejamento, programação e controle da produção veio de aplicações em fábricas, porém recentemente essas técnicas e esses conceitos migraram para a área de serviços, a área que mais cresce no mundo.
Ainda, para reforçar esta afirmativa, são citados bancos, escolas, seguradoras como
“fabricantes de serviços”, valendo-se aqui da imediata comparação da seguradora apresentada
pelo autor em seu comentário, com a correspondente no setor público: o INSS (Instituto
Nacional do Seguro Social).
Sabe-se da atual e forte relação entre serviço público e a informatização deste, que
provê uma visão mais direcionada sobre que papel o planejamento e controle da produção,
que é atribuído ao engenheiro, deve exercer sobre uma cadeia produtiva burocrática: elaborar
uma seqüência viável de fabricação, acompanhar os estoques (de processos administrativos,
por exemplo), dimensionar a necessidade de máquinas e mão-de-obra para determinados
níveis de demanda, bem como motivar, padronizar e treinar a mão-de-obra.
Ao passo que o crescimento populacional exigiu que o governo adotasse medidas para
garantir o serviço a ser prestado, a mecanização dos procedimentos, em especial do Poder

19
Executivo, devem ser acompanhada e levada a pontos menos arcaicos do que o início do
controle da produção industrial simplista. Para Salerno (2001, p.21): “Não faltam modelos de
produção de serviços: o desafio é a construção de um modelo de produção alternativo ao
taylorista clássico que dê conta da noção de serviço (...) que seja tanto consciente
internamente quanto progressista e adequado ao ponto de vista social.”
2.1 O INSS
A Previdência Social é o seguro social para a pessoa que contribui. É uma instituição
pública que tem como objetivo reconhecer e conceder direitos aos seus segurados. A renda
transferida pela Previdência Social é utilizada para substituir a renda do trabalhador
contribuinte, quando ele perde a capacidade de trabalho, seja pela doença, invalidez, idade
avançada, morte e desemprego involuntário, ou mesmo a maternidade e a reclusão.
A Previdência Social brasileira já passou por várias mudanças conceituais e
estruturais, envolvendo o grau de cobertura, o elenco de benefícios oferecidos e a forma de
financiamento do sistema.
2.1.1 Criação e alterações
A primeira Caixa de Aposentadorias e Pensões criada no Brasil se deu em 1923, há 83
anos atrás, pela Lei conhecida como Elói Chaves. Porém, em várias repartições públicas,
militares e serviços que causavam incapacidade a longo prazo já existia uma certa
organização em prol de um futuro mais seguro, cada uma de forma isolada e sem planos de
custeio consistentes.

20
Inicialmente, com o Decreto n° 9.912-A, de 26 de março de 1888, foi regulamentado o
direito à aposentadoria dos empregados dos Correios. No mesmo ano foi instituída a Caixa de
Socorros em cada uma das Estradas de Ferro do Império. Em 1889, criou-se o Fundo de
Pensões do Pessoal das Oficinas de Imprensa Nacional. Um ano depois foi criada a
aposentadoria para os empregados da Estrada de Ferro Central do Brasil, benefício depois
ampliado a todos os ferroviários do Estado. Também se criou o Montepio Obrigatório dos
Empregados do Ministério da Fazenda. Os militares passaram a ter direito em 1892 à
aposentadoria por invalidez e à pensão por morte dos operários do Arsenal da Marinha do Rio
de Janeiro. Também tiveram Caixa de Pensões os Operários da Casa da Moeda e o pessoal
das Capatazias da Alfândega do Rio de Janeiro.
Em 1984 foi apresentada a primeira idéia de instituir-se seguro de acidente de
trabalho, demandando vários anos de projetos apresentados na câmara dos deputados, quando
em 1919 a Lei n° 3.724, de 15 de janeiro de 1919 tornou compulsório o seguro contra
acidentes do trabalho em certas atividades.
O Decreto n° 4.682, de 24 de janeiro de 1923, na verdade a conhecida Lei Elói Chaves
(o autor do projeto respectivo), determinou a criação de uma Caixa de Aposentadoria e
Pensões para os empregados de cada empresa ferroviária. É considerado o ponto de partida,
no Brasil, da Previdência Social propriamente dita. Ao longo dos anos se estendeu o Regime
da Lei Elói Chaves aos portuários e marítimos, trabalhadores dos serviços telegráficos e
radiotelegráficos, empregados nos serviços de força, luz e bondes e trabalhadores nas
empresas de mineração. Os demais empregados do serviço público foram incluídos no regime
Elói Chaves em 1931, com o advento do Decreto nº 20.465.
O Decreto n° 22.872, de 29 de junho de 1933, criou o Instituto de Aposentadoria e Pensões
dos Marítimos, considerado a primeira instituição brasileira de previdência social de âmbito
nacional, com base na atividade genérica da empresa. Na mesma linha se sucederam os

21
comerciários, trabalhadores em trapiches e armazéns, operários estivadores e bancários em
1934. Em 1936 foi a vez dos industriários. O Decreto-Lei n° 72, de 21 de novembro de 1966
reuniu os seis Institutos de Aposentadorias e Pensões no Instituto Nacional de Previdência
Social - INPS.
As alterações na estrutura do INSS se sucederam da seguinte forma:
MPAS - Ministério da Previdência e Assistência Social, desmembrado do Ministério do
Trabalho e Previdência Social. Criado pela Lei n° 6.036, de 1° de maio de 1974.
DATAPREV – Empresa de Processamento de Dados da Previdência Social. Autorizada a se
constituir através da Lei n° 6.125, de 4 de novembro de 1974.
Controle Interno - O Decreto nº 84.362, de 31 de dezembro de 1979, alterou a denominação
das inspetorias gerais de finanças dos Ministérios civis para secretarias de controle interno.
CEME – Central de Medicamentos. O Decreto nº 91.439, de 16 de julho de 1985, transferiu a
CEME do MPAS para o Ministério da Saúde.
Ouvidoria - O Decreto n° 92.700, de 21 de maio de 1986, instituiu a função de Ouvidor na
Previdência Social.
MTPS – Extinguiu-se o MPAS e foi restabelecido o Ministério do Trabalho e da Previdência
Social – MTPS, através da Lei n° 8.029, de 12 de abril de 1990.
INSS – Instituto Nacional do Seguro Social. O Decreto n° 99.350, de 27 de junho de 1990,
criou o INSS, mediante a fusão do IAPAS (Instituto de Administração Financeira da
Previdência e Assistência Social) com o INPS.
MPS – Ministério da Previdência Social. A Lei nº 8.490, de 19 de novembro de 1992, dispôs
sobre a organização da Presidência da República e dos Ministérios, extinguindo o MTPS e
restabeleceu o MPS.
INAMPS – Instituto Nacional de Assistência Médica da Previdência Social. A Lei nº 8.689,
de 27 de julho de 1993, dispôs sobre a sua extinção.

22
MPAS – Reestruturação dos Ministérios e da Previdência através da Medida Provisória n°
813, de 1° de janeiro de 1995, transformou o MPS em MPAS novamente.
COFINS - Contribuição para Financiamento da Seguridade Social, estabelecida pela Lei
Complementar nº 85, de 15 de fevereiro de 1996, alterou o artigo 7º da Lei Complementar nº
70, de 30 de dezembro de 1991.
DATAPREV - O Decreto nº 2.115 de 08 de janeiro de 1997, aprovou o estatuto social da
Dataprev, e deu outras providências.
2.1.2 Alterações nos direitos
1939 – Vinculação pela categoria funcional: O Decreto-Lei n° 1.142 estabeleceu
exceção ao princípio da vinculação pela categoria profissional, com base na atividade
genérica da empresa, e filiou os condutores de veículos ao Instituto de Aposentadoria e
Pensões dos Empregados em Transportes e Cargas.
1943 – Filiação de empresários: um regime misto de filiação ao sistema
previdenciário foi estabelecidos para os comerciantes: até 30 contos de réis de capital o titular
de firma individual, o interessado e o sócio-quotista eram segurados obrigatórios; acima desse
limite a filiação era facultativa. O Decreto-Lei n° 5.452 aprovou a Consolidação das Leis do
Trabalho, elaborada pelo Ministério do Trabalho, Indústria e Comércio e que elaborou
também o primeiro projeto de Consolidação das Leis de Previdência Social.
1945 – Valor mínimo de benefício: Decreto-Lei n° 7.835 estabeleceu que as
aposentadorias e pensões não poderiam ser inferiores a 70% e 35% do salário mínimo,
respectivamente.
1953 – Autônomos: somente neste ano os autônomos puderam filiar-se à Previdência
Social, facultativamente.

23
1966 – FGTS: instituído o Fundo de Garantia por Tempo de Serviço através da Lei n°
5.107.
1967 – Acidentes de trabalho: a Lei n° 5.316 integrou o seguro de acidentes do
trabalho na Previdência Social.
1970 – PIS/PASEP: A Lei Complementar nº 7 criou o Programa de Integração Social,
e a nº 8 instituiu o Programa de Formação do Patrimônio do Servidor Público.
1972 – Domésticas: incluídas na Previdência Social através da Lei n° 5.859.
1974 – Idosos/inválidos: instituiu-se o amparo previdenciário para os maiores de 70
anos ou inválidos, também conhecido como renda mensal vitalícia na Lei n° 6.179.
1986 – Seguro desemprego: instituído pelo Decreto-Lei n° 2.283.
1994 – Salário maternidade: regulamentada pela Lei n° 8.861.
1995 – Idosos/deficientes: O Decreto n° 1.744 regulamentou a concessão de benefício
de prestação continuada à pessoa portadora de deficiência ou idosa e extinguiu o auxílio-
natalidade, o auxílio-funeral e a renda mensal vitalícia.
1996 – SIMPLES: A Medida Provisória 1.526, de 5 de novembro de 1996, dispôs
sobre o regime triburário das microempresas e empresas de pequeno porte, instituiu o Sistema
Integrado de Pagamento de Impostos e Contribuições das Microempresas e Empresas de
Pequeno Porte- SIMPLES e deu outras providências.
1998 – Previdência Estadual, Municipal e dos Militares: A lei 9.717 dispõe sobre
regras gerais para a organização e o funcionamento dos regimes próprios de previdência
social dos servidores públicos da União, dos Estados, do Distrito Federal e dos Municípios, e
dos militares.
1998 – Mudança de regras de idade e tempo de serviço: A Emenda Constitucional
nº 20 estabelece o eixo da Reforma da Previdência Social. As principais mudanças foram:
limite de idade nas regras de transição para a aposentadoria integral no setor público- fixado

24
em 53 anos para o homem e 48 para a mulher, novas exigências para as aposentadorias
especiais, mudança na regra de cálculo de benefício, com introdução do fator previdenciário.
2000 – REFIS: Programa de Recuperação Fiscal, regulamentado pelo Decreto nº
3.342.
2002 – Salário-Maternidade da mãe adotiva: estendido o direito através da Lei 10.
421.

25
3 CURVA ABC
Em quaisquer dos métodos utilizados serão encontrados erros na previsão da demanda,
e com isso ocorrer outros tipos de problema, tais como entregas atrasadas por parte dos
fornecedores ou mesmo em decorrência de dificuldades financeiras pelas quais a empresa
esteja passando. A classificação ABC permitirá o controle mais preciso dos produtos ou
serviços que sejam essenciais ao funcionamento da organização. (PET SHOP BRASIL
BUSINESS, 2004).
3.1 IMPORTÂNCIA DA CLASSIFICAÇÃO
A classificação ABC, ou curva de Pareto, consiste em separar os itens conforme sua
importância relativa. Tubino (2000, p.108) afirma que este método pode ser usado para tratar
quaisquer questões que envolvam importâncias relativas, para priorizar os problemas que
sejam mais contundentes e ataca-los dentro do enfoque da qualidade total.
Ainda na visão do autor, devemos dar atenção especial aos itens que abrangem a maior
parte dos recursos investidos, executando um controle mais rígido, que apesar de ser mais
caro manter este controle, recai sobre uma quantidade pequena de itens. Tubino (2000, p.109)
ainda sugere uma atualização constante de dados e inventários periódicos para conciliação de
registros.
É um importante instrumento para a gestão de estoques, pois permite à administração
identificar e levar maior atenção ao tratamento de determinados itens. De acordo com a

26
Revista Pet Shop Brasil Business (2004), obtém-se a classificação ABC pela ordenação dos
itens conforme sua importância relativa e, uma vez obtida esta seqüência resulta
imediatamente na aplicação preferencial das técnicas de gestão administrativas, conforme
importância dos itens.
3.2 COMO CALCULAR A REPRESENTATIVIDADE
Para se calcular a representatividade de cada item no estoque, ou seja, a importância
relativa, basta multiplicar o consumo anual de cada item, por exemplo, pelo seu respectivo
custo. Ching (2001, p. 47) afirma que as fronteiras entre a classificação ABC podem ser
definidas como 20-30-50% dos itens e 80-15-5% do valor total para os grupos, A, B e C,
respectivamente.
A substituição constante de produtos classificados como “C” por outros com um maior
potencial de resultados poderá dar empresa uma dinâmica positiva aos olhos do cliente,
melhorando a ocupação do espaço disponível para exposição de produtos e, principalmente,
tenderá a incrementar os resultados globais do negócio. Esta substituição não afetará
negativamente os resultados da empresa, por possuírem pouco valor agregado. Além disso, o
objetivo principal é atender às necessidades dos clientes, com máximo resultado à empresa
(REVISTA PET SHOP BRASIL BUSINESS, 2004).
27
4 FLUXOGRAMA
A especificação de como serão reunidos os vários componentes para produzir um
produto ou serviço é uma das etapas da definição do processo. Conforme Slack (1997),
existem muitas técnicas para documentar processos, e todas elas têm duas características
definidas:
a) mostram o fluxo de materiais ou pessoas ou informações através da operação
produtiva;
b) identificam as diferentes atividades que ocorrem durante o processo.
O autor ainda define quatro tipos comuns de técnicas de documentação de processos:
a) diagrama de fluxo simples;
b) folhas de roteiros;
c) diagramas de fluxo de processos;
d) estrutura de processamento do cliente.
Dentre os tipos apresentados, será focado neste trabalho o diagrama de fluxo simples,
pois exemplifica e fundamenta o estudo de caso a ser apresentado.
Grande parte dos autores fornece embasamento sobre como montar e analisar um
diagrama de fluxo de processos, pois remete à complexidade de um sistema de produção
industrial, principalmente quanto à interdependência das atividades. É o caso de Moreira
(2000, p. 290), Monks (1987, p.159) e Martins e Laugeni (2001, p. 324).

28
4.1 DIAGRAMA DE FLUXO SIMPLES
A figura 1, conforme definido por Martins e Laugeni (2001), demonstra a simbologia
comumente utilizada para registro de um processo de serviço, especialmente em sistemas de
informações.
Figura 1: Fluxo de sistemas de informações.
Fonte: adaptada de Martins e Laugeni (2001).
Conforme Slack (2001), os diagramas de fluxo simples são usados para identificar os
principais elementos de um processo, podendo também ser usado para fluxos de materiais ou
informações. Os diagramas são melhorados se forem acrescidos símbolos que identificam as
decisões-chave no processo e as conseqüências de cada decisão.

29
5 SISTEMAS DE PRIORIDADES
5.1 GRÁFICO DE GANTT
Henry Gantt foi o pioneiro no uso do instrumento de visualização para programação
da produção, formado por um eixo vertical com a lista de ordens programadas, e um
horizontal com o tempo. Este gráfico, segundo Tubino (2000), auxilia na análise de diferentes
alternativas de seqüenciamento.
Martins e Laugeni (2001) definem que um conjunto de trabalhos que deve ser
executado por mais de uma máquina deve ser programado nas diversas regras de
seqüenciamento e, posteriormente, realizar a avaliação destas programações. Isto é feito com
o auxílio do Gráfico de Gantt.
Segundo Moreira (2000), programar a produção envolve inicialmente a alocação de
carga, ou seja, a distribuição das operações nos vários centros de trabalho e determinação da
ordem na qual essas operações serão realizadas. “A alocação de carga é feita usualmente com
o auxílio do gráfico de Gantt”.
Para Slack (1996), o gráfico de Gantt é um método comumente usado para
programação. Definido também como ferramenta simples que representa o tempo como uma
barra num gráfico. São indicados no gráfico os momentos de início e fim das atividades,
podendo também determinar o progresso real do trabalho.
As vantagens dos gráficos de Gantt são que eles proporcionam uma representação visual simples de o que deveria estar realmente acontecendo na operação. Além disso, eles podem ser usados para ‘testar’ programações alternativas. (...) (mesmo que não seja uma tarefa simples encontrar uma programação que encaixe a todos os recursos satisfatoriamente). É claro que o gráfico de Gantt não é uma ferramenta de

30
otimização. Ele simplesmente facilita o desenvolvimento de programações alternativas através de as comunicar eficazmente (SLACK, 1996, p. 333).
5.2 REGRAS DE SEQÜENCIAMENTO
As operações, algumas vezes, permitem que um consumidor importante, ou
temporariamente ofendido, sejam processados antes de outros, não importando a ordem de
chagada do consumidor ou do item. Essa abordagem é usualmente adotada em operações cuja
base de consumidores é dispersa, contendo uma massa de consumidores pequenos e alguns
grandes e importantes. É o caso de alguns bancos que dão prioridade a clientes importantes,
hotéis onde o cliente reclama da forma como foi tratado, entre outras situações que podem ter
um efeito adverso sobre a percepção dos outros clientes (SLACK, 1997).
Monks (1987) define seqüenciamento como “determinação de quais máquinas ou
centros de trabalho serão usados para fabricar um determinado item. O seqüenciamento é
especificado em uma folha especial que identifica as operações a realizar, a seqüência e,
possivelmente, os materiais, tolerâncias, instrumentos e concessões de tempo”. Já a decisão de
prioridade é tida pelo autor como regras utilizadas para determinar a seqüência em que as
tarefas serão executadas.
De acordo com Moreira (2000), as regras de prioridade são simplesmente modelos de
decisão, usados em rotinas de programação, e têm uma base completamente racional.
O sistema de administração de estoques define a quantidade e o momento em que os itens
serão produzidos, sendo função do seqüenciamento definir as prioridades na alocação dos
recursos. A primeira decisão a ser tomada é com relação à ordem a ser processada dentre uma
fila de espera, estabelecendo prioridades entre os diversos lotes de fabricação concorrentes
por um mesmo grupo de recursos. Por via de regra, a maior parcela do lead time de um
produto em lotes compreende, inclusive, o tempo que o lote deste produto espera nas filas de

31
recursos para ser trabalhado. Assim, os ganhos resultantes de um bom seqüenciamento
influenciam positivamente todo o sistema (TUBINO, 2000).
Monks (1987) aponta que analisar filas é como avaliar o serviço e os custos de uma
instalação, maximizando a sua utilidade. “Isto geralmente resulta em minimizar os custos
totais ligados com o tempo ocioso da instalação e serviços versus os custo de tempo de espera
dos empregados ou clientes”. São demonstradas quatro variações de sistemas de filas, sendo o
mais simples o sistema de fase e canal únicos. Os sistemas que se encontram em bancos e nas
estações de cobrança de pedágio são chamados de fase única e canal múltiplo, pois têm mais
de uma instalação de serviço. Os de fase e canais múltiplos são os mais difíceis de se analisar,
pois incorporam duas ou mais estações de serviços.
A figura 2 mostra as quatro variações possíveis em sistemas e canais, ambos podendo
ser simples ou múltiplos.
Figura 2: Tipos de sistemas em série
Fonte: Monks (1987).
Tubino (2000) também aponta algumas características importantes com relação às
regras empregadas para definição do seqüenciamento, citando:
1. simplicidade: as regras devem ser simples e rápidas de entender e aplicar;
2. transparência: a lógica por trás das regras deve estar clara, caso contrário o usuário não verá sentido em aplica-la;
3. interatividade: como os problemas de programação afetam os programadores, supervisores e operadores, as regras devem facilitar a comunicação entre estes agentes do processo produtivo.

32
4. gerar prioridades palpáveis: as regras aplicadas devem gerar prioridades de fácil interpretação. Os usuários entendem mais facilmente uma regra baseada na data de entrega do que, por exemplo, em um índice muito elaborado.
5. facilitar o processo de avaliação: as regras de seqüenciamento devem promover, simultaneamente à programação, a avaliação de desempenho de utilização dos recursos produtivos. Por exemplo, qual o nível de atendimento das datas de entrega?
5.2.1 PEPS
Dentre as regras de prioridades mais óbvias, principalmente no serviço público, por ser
inclusive uma questão de justiça, é a regra do FIFO (First In First Out) a mais conhecida,
também conhecida como PEPS (Primeiro a Entrar é o Primeiro a Sair). Conforme Moreira
(2000), quando se introduz o seqüenciamento através de um único processador, PEPS é das
mais conhecidas regras de prioridade, definidas como regra estática, ou seja, não há
reprogramação do seqüenciamento enquanto o conjunto não for inteiramente processado.
Ainda na opinião do autor, PEPS “é a regra dominante em atividades de serviços
(lembre-se das filas...)”. Além disso, as regras dinâmicas são utilizadas quando é seqüenciado
somente um trabalho por vez, não havendo dúvidas de que ambientes reais de produção são
mais bem tratados pelas regras dinâmicas e não pelas estáticas, como é o caso do PEPS.
Em simulações apresentadas por Moreira (2000), para um mesmo caso, o uso do PEPS
se mostrou o mais ineficiente em termos de atraso, tempo de espera e término. As regras
utilizadas pelo autor foram: PEPS, regra de Johnson, MTP (Menor Tempo de Processamento),
DD (Data Devida) e RC (Razão Crítica).
Tubino (2000) define PEPS como lotes que serão processados de acordo com sua
chegada no recurso que, em comparação com as regras MTP, MDE (Menor Data de Espera),
IPI (Índice de Prioridade), ICR (Índice Crítico), IFO (Índice de Folga) e IFA (Índice de Falta),
mostrou-se a mais simples delas, sendo pouco eficiente. Conforme indicado pelo autor, “é

33
muito empregada em sistemas de serviços onde o cliente esteja presente. Esta regra faz com
que lotes com tempos longos retardem toda a seqüência de produção, gerando tempo ocioso
nos processos à frente, fazendo com que o tempo de espera médio dos lotes seja elevado”.
Slack (1997) cita o uso do PEPS em escritórios de emissão de passagens do Reino Unido,
onde os formulários são recebidos e colocados em pilhas conforme data de chegada: “eles
trabalham nos formulários abrindo-os em seqüência e processando a solicitação do passaporte
na ordem em que vieram”. São citados também os casos de parques temáticos, onde uma fila
única é criada e os clientes são atendidos no próximo guichê livre.
O autor ainda define,
Em operações de alto contato, o momento de chegada pode ser visto pelos consumidores como uma forma justa de seqüenciamento, minimizando assim as reclamações dos consumidores e melhorando o desempenho do serviço. Todavia, devido a não se considerar a urgência ou as datas prometidas, algumas necessidades dos consumidores podem não ser atendidas tanto quanto as de outros. (...) Também é difícil ser flexível em um sistema em que a priorização é visível aos consumidores. Se a ‘fila’não é fisicamente visível, pode ser mais possível exercitar alguma flexibilidade, permitindo que algum trabalho fure a fila, sem que outros consumidores tomem conhecimento do acontecido (SLACK, 1996, p.331).
Já o seqüenciamento LIFO (Last In First Out), é apontado como método usualmente
escolhido por razões práticas, como por exemplo, num elevador, onde as pessoas que
entraram por último saem primeiro. Porém, não é uma abordagem eqüitativa, tem efeito muito
adverso na rapidez e confiabilidade de entrega e, como não possui determinações de
qualidade, flexibilidade ou custo, nenhum desses desempenhos é bem servido por este
método.
5.2.2 Menor tempo de processamento
Conforme Moreira (2000), o problema mais simples de seqüenciamento é o caso de
vários trabalhos a serem processados por um único processador. Quando o critério escolhido é
a minimização do tempo médio de término, deve-se seqüenciar os trabalhos na ordem

34
crescente de seus tempos de processamento. Este procedimento é conhecido como regra MTP
(Menor Tempo de Processamento).
Slack (1997) aponta que as regras de seqüenciamento podem ser ajustadas para atacar
primeiro os trabalhos mais curtos. Assim, esses trabalhos poderão ser faturados e os
pagamentos recebidos, facilitando o fluxo de caixa. Quando os trabalhos mais demorados são
efetuados por primeiro, muitas vezes não permitem que o negócio fature rapidamente.
Em simulações apresentadas por Martins e Laugeni (2001), Tubino (2000) e Moreira
(2000), o MTP mostrou-se pouco eficiente, porém, superior à forma mais básica de
seqüenciamento, o PEPS.
5.2.3 Regra de Johnson
Apesar de existirem aplicações específicas de programação, ainda que
matematicamente otimizadas, as regras de seqüenciamento são, na prática, maximizadas
somente em aplicações mais simples. Uma das formas de maximização apresentada por Slack
(1997) é a Regra de Johnson, aplicada aos casos de vários trabalhos a serem executados em
dois centros.
A figura 3 apresenta o caso da atividade de encadernação, que é obrigatoriamente
precedida da impressão. Conforme a regra apresentada pelo autor,
Primeiro olhe para o menor tempo de processamento. Se esse tempo está associado ao primeiro centro de trabalho (...), programe esse trabalho primeiro, ou o mais perto possível do primeiro lugar. Se o próximo dos menores tempos está associado ao segundo centro de trabalho, programe esse trabalho por último, ou o mais perto possível do último. Assim que um trabalho tiver sido programado, elimine esse trabalho da lista. Continue alocando trabalhos até que a lista esteja completa (SLACK, 1997, p.336).

35
Figura 3: Exemplo de aplicação da Regra de Johnson para programar “n” trabalhos em dois centros de trabalho.
Fonte: Adaptação de Slack (1997)
O algoritmo de Johnson visa determinar o menor tempo total de processamento para a
execução de um grupo de trabalhos. Conforme descrito por Martins e Laugeni (2001), o
algoritmo é aplicável a vários trabalhos a serem executados em duas máquinas, mas pode ser
estendido a mais máquinas.
Tubino (2000) determina a regra de Johnson como “heurística”, sendo esta a
metodologia utilizada para minimizar o lead time total de um conjunto de ordens processadas
para dois recursos sucessivos, devendo tal situação apresentar as condições:
a) os tempos de processamento das ordens (incluindo os setups) devem ser
conhecidos e constantes, e independentes da seqüência de processamento
escolhida;
b) todas as ordens devem ser processadas na mesma direção, ou seja, sempre da
máquina A para a máquina B;

36
c) não existem prioridades;
d) as ordens são transferidas de uma máquina para outra apenas quando
completadas.
A partir destes pressupostos, deve-se selecionar o menor tempo de processamento
entre todos da lista de ordens. Se o menor tempo for da máquina A, programar esta ordem no
início, e se for em B, programar esta no final. Elimine a ordem escolhida da lista e retorne ao
primeiro passo ata programar todas as ordens.
Martins e Laugeni (2001) definem que “caso haja tempos iguais, pode-se selecionar
qualquer um dos trabalhos, pois Johnson garante que o tempo total de processamento não será
alterado”.
O modo de distribuição das ordens num seqüenciamento apresentado por Tubino
(2000, p. 162) também foi comparado com diversos outros métodos, apresentando como
conclusão que,
(...) a regra de Johnson, conforme esperado, apresentou o menor lead time (28 horas) e um baixo tempo de espera para processamento na segunda máquina, garantido pela sua heurística de seqüenciar tempos rápidos de inicio para o primeiro recurso e tempos rápidos de conclusão para o segundo. Infelizmente, as restrições desta regra são muito fortes, fazendo com que ela seja de aplicação limitada.
5.2.4 GUT - Gravidade, Urgência e Tendência
A matriz GUT é utilizada para como parâmetro para estabelecer prioridades na
eliminação de problemas, especialmente se forem vários relacionados entre si. Grimaldi apud
Pinto (2006) aponta que a técnica foi desenvolvida para orientar decisões mais complexas,
separando cada problema por causa. Depois disso, é preciso saber qual a prioridade na
solução dos problemas detectados. Para isso, são feitas três perguntas:

37
a) Qual a gravidade? Indagação que exige outras explicações. Que efeitos
surgirão em longo prazo, caso não seja resolvido? Qual o impacto sobre as
coisas, pessoas, resultados?
b) Qual a urgência de se eliminar o problema/tarefa? A resposta está sempre
relacionada com o tempo disponível para resolve-lo.
c) Qual a tendência de desvio das metas se não for resolvido imediatamente e seu
potencial de crescimento? A demanda deste problema/tarefa tenderá a diminuir
e desaparecer por si só?
A figura 4 apresenta os níveis de classificação de G, U e T, que devem ser
multiplicados entre si para que se chegue a um parâmetro comum a todas as situações, o que
resultará na ordem de prioridades determinada pelos índices obtidos.
Figura 4: Matriz GUT
Fonte: Adaptado de Grimaldi, R e Mancuso, J.H. apud Pinto (2006).

38
Conforme apresentado por Alves et al (2006), cada um dos parâmetros G, U e T
devem ser pontuados de 1 a 5, dependendo do nível de intensidade da Gravidade, Urgência e
Tendência apresentados no problema em questão.
Observa-se o uso da matriz GUT em repartições públicas, como é o caso da Ouvidoria
da Corregedoria-Geral do Distrito Federal, para aferição e acompanhamento de indicadores
estatísticos, acompanhar fluxos de trabalho, detectar problemas na resolução das demandas da
ouvidoria, e também fornecer subsídios para a elaboração de diretrizes que visem aprimorar a
prestação do serviço público (CORREGEDORIA-GERAL DO DISTRITO FEDERAL,
2004).
5.2.5 Outras regras
Dentre os autores pesquisados, as principais, ou seja, as mais conhecidas ou que
apresentam os melhores desempenhos quanto ao seqüenciamento das atividades, foram
apresentadas nos subcapítulos acima. Porém, vale ressaltar outras formas de priorizar
determinada tarefa ou atividade exemplificada nas obras.
Dentre as regras dinâmicas apresentadas por Moreira (2000), foi apresentada a RC –
Razão Crítica, onde é seqüenciado um trabalho por vez. A seguinte equação é apresentada
pelo autor:
RC = Tempo de Processamento Data Devida – Data Atual
Assim que um trabalho é terminado em um centro, existe outro grupo de trabalhos já
aguardando processamento. Então, de posse dos cálculos de RC dos vários trabalhos
pendentes, programa-se primeiro o trabalho com a maior Razão Crítica. Nos casos em que o
RC apurado for negativo, significa que o trabalho já está atrasado. O autor ainda faz a

39
analogia de que, a medida que a Data Atual se aproxima da Data Devida, a RC aumenta,
colocando urgência sobre o trabalho. Além disso, a RC aloca maior importância em trabalhos
de maiores Tempos de Processamento.
A regra RC também é citada por Martins e Laugeni (2001), porém a fórmula faz
analogia inversa à apresentada por Moreira (2000), conforme abaixo:
RC = Tempo de Entrega_________________ Tempo de processo + Tempo de espera
Tubino (2000) demonstra duas outras formas de cálculo, sendo uma delas bastante
semelhante à regra da RC, o ICR – Índice Crítico. Este é calculado pela fórmula a seguir,
sendo classificado em ordem crescente de índices, ou seja, a atividade de menor índice é
seqüenciada por primeiro.
ICR = data de entrega – data atual Tempo de processamento
Note que a fórmula sugerida por Tubino (2000) é o inverso da demonstrada por
Moreira (2000) e que, logicamente, tem a ordem de seqüenciamento também invertida.
A outra forma de cálculo é chamada de IFO – Índice de Folga, que é determinado pela
fórmula:
IFO = Data de entrega - ∑tempo de processamento restante Número de operações restantes
A ordem de classificação alocará maior prioridade à operação com menor IFO.
Martins e Laugeni (2001) definem também a regra UR – Urgência das operações,
classificando as atividades pelo menor índice encontrado pelo seguinte cálculo:
UR = Folga até a entrega___________ Número de operações restantes
Todos os autores citados nesta seção salientaram que existem as razões subjetivas para
atribuir prioridade a determinada operação, tais como importância do cliente, valor do pedido,
tipo de recebimento (à vista ou parcelado) (MARTINS e LAUGENI, 2001), ou ainda o Índice

40
de Prioridade – IPI demonstrado em exemplificação por Tubino (2000), onde os lotes serão
processados de acordo com o valor da prioridade atribuída ao cliente ou ao produto.

41
6 SISTEMA KANBAN
O sistema Kanban foi desenvolvido por Taichi Ono, o então vice-presidente da
empresa Toyota Motor Corp., que desenvolveu o seu próprio sistema de produção em meio à
crise provocada pelo embargo de óleo árabe nos anos 70, quando as empresas de todo o
mundo se viram forçadas a investir em pesquisa e desenvolvimento de técnicas e métodos de
controle de produção que reduzissem o custo e, simultaneamente, reduzir a produção de bens
e serviços à demanda existente no mercado. Conforme Monden (1984, p. 5), o sistema Toyota
consistia em,
pequenos lotes de produção, entregas freqüentes de peças e componentes, nivelamento no volume de produção e redução no tempo de troca de ferramentas são práticas deste sistema através do treinamento das habilidades múltiplas dos operários e concentração dos esforços para melhorar a qualidade dos produtos. Isto possibilitou aos japoneses saírem do período prolongado de recessão, através da redução drástica do custo de produção.
Tubino (2000) aponta o desenvolvimento do sistema Kanban na década de 60 pelos
engenheiros da Toyota Motors Cia. com o objetivo de tornar a programação, controle e
acompanhamento da produção mais simples e rápidas.
Para Monden (1984), delegar exclusivamente um sistema central de planejamento, o
qual instrui a programação de produção de todos os processos simultaneamente é muito
difícil. Portanto, no Sistema de Produção da Toyota é necessário ver o fluxo de produção
inversamente, ou seja, o processo precedente tem que produzir somente a quantidade
suficiente de unidades para repor aquelas que foram retiradas. Nesse sistema, a quantidade e o
tipo de unidades são descritos num cartão chamado de Kanban.

42
Kanban é a palavra japonesa para cartão ou sinal, conforme Slack (1997). Também
chamado de “correia invisível” que controla a transferência de material de uma atividade à
outra. Numa visão mais simplista, é um cartão usado por cada estágio cliente para avisar o
estágio fornecedor qual o material que deve ser enviado.
Conforme Tubino (2000), “na língua japonesa a palavra kanban significa um marcador
(cartão, sinal, placa ou outro dispositivo) usado para controlar a ordem dos trabalhos em um
processo seqüencial”.
Segundo Slack (1997), o Kanban tem três propósitos:
a) é uma instrução para que o estágio anterior envie mais material;
b) é uma ferramenta de controle visual para identificar áreas de superprodução e
falta de sincronização;
c) é uma ferramenta para o kaizen (aprimoramento contínuo). A regra da Toyota
diz que o “número de kanbans deve ser reduzido ao longo do tempo”.
O Kanban é definido como um sistema para estimular a produtividade por Moura
(1989): “o Kanban foi desenvolvido para propiciar um meio altamente visível de se observar
o fluxo e os níveis de inventário das peças em movimento em um processo de produção”.
Dentre as melhorias nas operações citadas pelo autor, destaca-se a mudança dos
procedimentos de trabalho, para uniformizar o fluxo da produção, o que geralmente significa
o aumento do número de tarefas diferentes que cada trabalhador deverá executar. A produção
passará a ter um indicador do comportamento do sistema de produção de fácil entendimento
para qualquer pessoa.
Taichi Ono apud Moura (1989) comenta que o “Kanban nasceu da necessidade de
desenvolver um sistema de fabricação de automóveis de muitos tipos diferentes em pequenos
números, na mesma linha de montagem”.
Monden (1984, p. 3) comenta que,

43
Muitas pessoas chamam o Sistema de Produção da Toyota de um sistema Kanban: isto é incorreto. O Sistema de Produção da Toyota é um meio para fazer produtos, ao passo que o Sistema Kanban é um meio para administrar o método de produção ‘Just-in-Time’. Em resumo, o Kanban é um sistema de informação para controlar harmoniosamente as quantidades de produção em todos os processos. A menos que os vários pré-requisitos deste sistema sejam implantados perfeitamente (ou seja, projeto de processos, padronização das operações e regulagem da produção etc.), será difícil obter o ‘Just-in-Time’, ainda que o sistema Kanban seja introduzido.
6.1 O KANBAN E O JIT
A produção de unidades necessárias, em quantidades necessárias e no tempo
necessário é definida como JIT – Just-in-Time. Conforme Monden (1984), JIT e automação –
“Jidoka” em japonês – são os conceitos chaves para o sistema de produção Toyota.
Para Tubino (2000), o Kanban é um método de autorização e movimentação no
sistema JIT. O autor explica que o kanban é um subsistema do JIT, porém os dois termos não
são sinônimos.
Slack (1997) observa que o kanban faz parte das quatro técnicas e abordagens mais
comuns do JIT, corroborando a idéia de que os dois termos não têm o mesmo significado. São
elas:
a) controle kanban;
b) programação nivelada;
c) modelos mesclados;
d) sincronização.
6.1.1 Diferenças entre os sistemas de puxar e empurrar
Conforme Moura (1989), o sistema Kanban é um método de “puxar” as necessidades
de produtos acabados, sendo o oposto dos sistemas tradicionais. Ele independe de gestões
44
paralelas e controles computacionais. Embora a manufatura utilize cartões de uma forma ou
de outra para anexar ao material os pedidos, folhas de roteiros de atividades, etiquetas de
atividades, entre outras informações pertinentes ao bom funcionamento do processo, ou seja,
são úteis tanto no sistema de puxar quanto o de empurrar, é no sistema Kanban que se define
que o produto deve ser mantido no centro de trabalho até que o seguinte fique disponível.
“Nos sistemas convencionais a necessidade de manter as máquinas em operação acaba
produzindo peças e componentes ainda não solicitados. A fim de desocupar espaço essa
produção acaba sendo empurrada para o posto subseqüente no processo produtivo”
(MARTINS e LAUGENI, 2001).
Para Slack (1997), são características dos sistemas de empurrar o tempo ocioso,
estoque e filas, pois não é levado em conta se o centro de trabalho seguinte pode utilizar o
trabalho empurrado. Estes centros são coordenados por meio de um controle operacional, que
nem sempre possibilita o batimento das condições reais das planejadas.
Já no sistema puxado, o autor explica,
Em um sistema de planejamento e controle puxado, o passo e as especificações de o que é feito são estabelecidos pela estação de trabalho do “consumidor” que “puxa” o trabalho da estação de trabalho antecedente (fornecedor). O consumidor atua como o único “gatilho”do movimento. Se uma “requisição”não é passada para trás pelo consumidor para o fornecedor, o fornecedor não é autorizado a produzir nada ou mover qualquer material. Uma requisição de um consumidor não só aciona a produção no estagio de fornecimento, ele também prepara o estágio fornecedor, para requisitar uma outra entrega de seus próprios fornecedores. Dessa forma, a demanda é transmitida para trás ao longo das etapas, a partir do ponto de demanda original pelo consumidor original (SLACK, 1996, p. 334) .
Tubino (2000) aponta que o sistema Kanban é caracterizado por “puxar” os lotes,
enquanto os métodos tradicionais de programação da produção “empurram” um conjunto de
ordens para serem feitas no período, conforme ilustrado pela figura 5. Segundo o autor, nos
sistemas de empurrar, tidos como tradicionais, elabora-se periodicamente um programa de
produção completo, da compra da matéria-prima (MP) à montagem do produto acabado (PA),
transmitindo-o aos setores responsáveis por meio da emissão de ordem de compra (OC),

45
fabricação (OF) e montagem (OM), passando primeiramente pela etapa de seqüenciamento,
para adequá-lo às restrições de capacidade física do processo produtivo.
Figura 5: empurrar e puxar a produção.
Fonte: adaptação de Tubino (2000).
No sistema de puxar a produção não se produz nada até que o cliente interno ou
externo solicite determinado item.
Neste caso, a programação da produção usa as informações do PMP para emitir ordens apenas para o último estágio do processo produtivo, normalmente a montagem final, assim como para dimensionar as quantidades de kanbans dos estoques em processo para os demais setores. À medida que o cliente de um processo necessita de itens, ele recorre aos kanbans em estoque neste processo, acionando diretamente o processo para que os kanbans dos itens sejam fabricados e repostos aos estoques (TUBINO, 2000, p. 195).

46
6.2 SITUAÇÕES ONDE SE APLICA O KANBAN
Algumas analogias são feitas por Moura (1989) para melhor entendimento de onde
ocorrem situações semelhantes ao sistema Kanban nas diversas atividades:
a) bujão de gás;
b) Caixa d’água;
c) Talão de cheques
d) Mc Donald’s
e) Prateleira de um supermercado;
f) Sistema de estoques de duas gavetas.
Slack (1997) explica que, a programação puxada do kanban pode ser utilizada para os
itens de alto fluxo e que tenham operações repetitivas. Da mesma forma, Tubino (2000)
aponta que o sistema Kanban é idealizado para trabalhar em processos repetitivos em lotes,
porém, as empresas que fazem produção por encomenda, ou de produção em massa de fluxo
contínuo podem fazer uso de seus princípios para tratar itens que tenham características de
repetitividade.
Segundo Moura (1989), a principal diferença entre produção sob encomenda e
produção em série num sistema Kanban é o “Controle do Lote” versus “Controle do
Processo”. Enquanto a produção sob encomenda faz planos, controle e estimula os custos
através das ordens de serviço, a produção em série as faz através da intensidade do processo.
O autor ainda destaca,
(...) é fácil de se perceber que o sistema funciona tanto em ambientes de produtos seriados, de produção contínua, como em produtos não seriados ou de produção intermitente. Com produtos por encomenda e grandes espaços de tempo, sem consumo, é aconselhável a utilização do Kanban sincronizado com o consumo, pois os itens permanecerão nos ‘supermercados’ (uma mínima quantidade), aumentando, desta forma, a flexibilidade de responder rapidamente às necessidades do mercado (MOURA, 1989, p. 128).

47
Por outro lado, Martins e Laugeni (2001, p.311) dão a idéia de que “na produção
repetitiva o JIT fornece os melhores resultados. O sistema MRP produz melhores resultados
para ambientes de fabricação sob encomenda ou em pequenos lotes, onde a produção, por
natureza, é não repetitiva”.
Conforme Hayes e Pisano apud Melchert e Francischini (2005), durante a década de
80 muitas empresas enfrentaram o dilema de adotar o MRP (sistema empurrado) ou baseado
no JIT (sistema puxado). Atualmente está claro que estas duas abordagens são compatíveis
como se pensava inicialmente, mas freqüentemente uma completa a outra (sistema híbrido).
Assim, o quadro 1 mostra um comparativo entre as três abordagens nas diferentes situações
dentro de um sistema produtivo.
Quadro 1: Comparação entre os sistemas MRP, Kanban e híbrido.
Fonte: Adaptado de Vollmann, Berry e Whibark apud Melchert e Francischini (2005).
Elsayed e Boucher apud Lemos e Fogliatto (2005) apontam oito condições de uso do
sistema Kanban:
a) demanda aproximadamente constante durante período de planejamento (curto
e médio prazo);
b) tempos de setup pequenos, e baixo custo de setup;

48
c) flexibilidade de capacidade e balanceamento da produção;
d) mão-de-obra disciplinada;
e) melhorias no layout de produção e fluxo de materiais;
f) alta confiabilidade de equipamentos;
g) alta qualidade de produtos e partes em processamento;
h) integração da produção com projeto e desenvolvimento do produto.
Muitas pessoas dizem que o Kanban pode ser usado apenas para o controle de peças
usadas todos os dias, em uma base constante. Nas regras que regem o sistema Kanban inclui-
se a estabilização e a equalização dos processos, mas isto não significa que não possa ser
usado quando a quantidade de peças retiradas não seja estável (MOURA, 1989).
6.3 QUANTIDADE DE CARTÕES
Conforme definido por Moura (1989), o sistema Kanban é baseado no uso de dois
cartões, sendo um de movimentação e outro de ordem de produção. Outros nomes utilizados
para movimentação são: kanban de recebimento, de transporte, de retirada e etiqueta de
movimentação.
De acordo com a função que exercem, os cartões kanban dividem-se em dois grupos:
os de produção e os de requisição ou movimentação. Os cartões kanban de produção
autorizam a fabricação ou montagem de determinado lote de itens, e os cartões kanban de
requisição autorizam a movimentação de lotes entre o cliente e o fornecedor, podendo ser
cartões usados interna ou externamente (TUBINO, 2000).
A figura 6 demonstra as subdivisões apresentadas pelo autor para os cartões kanban,
onde é definido que um cartão kanban de produção é empregado em área restrita de atuação
no centro de trabalho que executa a atividade produtiva nos itens; e que cartão kanban de

49
requisição interna será utilizado para a requisição de materiais quando os centros de trabalho
consumidor e produtor estão distantes um do outro; e cartão kanban de fornecedor, na
execução das funções de ordem de compras convencional, ou seja, autoriza o fornecedor
externo da empresa a fazer uma entrega.
Figura 6: subdivisões dos cartões kanban.
Fonte: Adaptação de Tubino (2000).
Qualquer que seja o tipo de kanban utilizado, a idéia é sempre a mesma: o recebimento
de um kanban dispara o transporte, produção ou fornecimento de uma unidade. A mesma
analogia é feita para o recebimento de mais kanbans, não importando a forma como é
sinalizada a ordem, se por meio de cartões, por quadrados demarcados no chão da fábrica ou
por meio eletrônico (SLACK, 1997).
6.3.1 Sistema de cartão único
No sistema de cartão único, o tipo utilizado é somente o de produção, aplicável em
situações onde o fornecedor (posto precedente) está situado próximo de seu cliente (posto

50
subseqüente), não havendo necessidade de comunicação com o Kanban de movimentação
(TUBINO, 2000).
A operação do sistema kanban somente com cartão de produção envolve, além dos
centros de produção, uma área de armazenagem entre cada centro. Slack (1997, p. 487)
explica que,
Toda produção e estoques estão contidos em contenedores-padrão, que contêm exatamente o mesmo número de componentes. Quando o estágio B requer mais componentes para que possam ser processados, ele coleta um contenedor-padrão do ponto de armazenagem do estágio A. Depois que o centro de trabalho utilizou os componentes do contenedor, ele coloca o kanban de transporte numa área de espera e envia o contenedor vazio para o centro de trabalho do estágio A.
Se um contenedor vazio aparece em A, está sinalizada a necessidade de produção do item
marcado no Kanban. Será ilustrado na figura 7 o mecanismo apresentado por Slack (1997) e
Tubino (2000), usando as definições: atividade A precede B, que precede C.
1o) Operador C retira um contenedor com produtos acabados tipo B, para processamento, e o
kanban que estava afixado no contenedor é colocado no painel B.
2o) Operador B retira do painel B o kanban deixado anteriormente por C. Vai até o depósito
de produtos acabados A, pega um contenedor cheio, e coloca o kanban que estava afixado
neste contenedor cheio no painel A.
3o) Operador B processa os itens A, transformando-os em B, e afixa o kanban que C havia
colocado no painel no contenedor cheio e devolve ao supermercado para que C possa utiliza-
lo.
Terminado o ciclo, o operador pode dirigir-se novamente ao painel e verificar a
indicação deixada pelo posto subseqüente. Desta forma se dá seqüência ao sistema de puxar
da produção.
A figura 7 demonstra o sistema Kanban com cartão único, apresentando a mesma
ordem descrita acima, supondo painéis inicialmente vazios, ou seja, não existem prioridades a
se levar em conta.

51
Figura 7: Sistema Kanban com um cartão.
Fonte: adaptação de Tubino (2000).
Tubino (2000) aponta que, num sistema kanban de um cartão, como os postos de
trabalho são próximos entre si, acabam dividindo o mesmo supermercado, ou seja, “o que é
item pronto para o posto precedente é matéria-prima para o posto subseqüente. Neste caso, os
cartões kanban que circulam pelo sistema são apenas os cartões de produção, simbolizados
pela letra ‘p’”.
6.3.2 Sistema de dois cartões
É um sistema um pouco mais complicado, e utilizado pela Toyota, para controle do
fluxo entre estágios, sendo mais adequados nas situações em que o número de itens
produzidos é alto. A diferença principal para o sistema de um cartão é o uso de dois pontos de
estocagem: um armazenando os contenedores que chegam e outro os que saem (SLACK,
1997).

52
Conforme Tubino (2000), o sistema kanban com dois cartões é usado em situações em
que o posto precedente está situado longe de seu cliente (posto subseqüente), obrigando-os a
se comunicarem com o cartão de movimentação, operacionalizado por uma terceira pessoa,
chamada de movimentador.
Moura (1989) descreve o kanban de movimentação com função de detalhar a
quantidade que o processo de montagem subseqüente deve retirar do anterior, avisando que o
contenedor precisa ser movimentado dentro da fábrica: “quando um contenedor de peças é
selecionado para uso num ponto de entrada, o cartão de movimentação é retirado do
contenedor e levado ao supermercado (ponto de saída) do centro de produção precedente,
como uma autorização para apanhar outro contenedor de peças”.
A diferença apontada pelo autor entre os cartões de movimentação e de produção é
que os primeiros são circulantes entre dois centros de produção, e o segundo é usado apenas
no centro de produção que produz a peça.
A figura 8 descreve a operacionalização do sistema Kanban utilizando cartões de
movimentação e de produção, de forma análoga à situação descrita no item 6.3.1. Além do
uso de dois tipos de cartões, existem também dois tipos de painéis (de produção e de
requisição), os movimentadores e dois tipos de supermercado (estocagem de entrada e saída):
1o) Movimentador BC retira um contenedor com produtos acabados tipo B, para enviar ao
posto de trabalho C, e o kanban de produção que estava afixado no contenedor é colocado no
painel B.
2o) Operador B retira do painel B o kanban de produção deixado anteriormente por BC. Vai
até o depósito de produtos acabados A, pega um contenedor cheio, e coloca o kanban de
movimentação que estava afixado neste contenedor cheio no painel de requisição B.

53
3o) Operador B processa os itens A, transformando-os em B, e afixa o kanban de produção
que C havia colocado no painel no contenedor cheio e devolve ao supermercado para que o
movimentador BC possa busca-lo.
4o) O movimentador AB recolhe o kanban de movimentação do painel B e vai até o posto de
trabalho A buscar um contenedor cheio de A. O kanban de produção que estava no
contenedor cheio de A vai para o painel de produção A, e o kanban de movimentação fica
junto ao contenedor cheio até que seja novamente utilizado pelo operador B.
Figura 8: Sistema Kanban com dois cartões
Fonte: Adaptação de Tubino (2000).
6.3.3 Kanban de fornecedor
O uso de kanban por fornecedores é um exemplo da extensão da eficiência do sistema.
Conforme Tubino (2000, p. 207), “não basta que o fornecedor faça suas entregas freqüentes
em pequenos lotes na fábrica do cliente, mas que ele sincronize seu processo produtivo a essa
freqüência de entregas, reduzindo os custos totais da cadeia produtiva”.
As explicações mostradas por Tubino (2000) e Moura (1989) apontam o uso do
kanban de fornecedor como uma versão bastante semelhante ao kanban de dois cartões. A

54
analogia também é valida no ponto em que se compara fornecedor com operação
predecessora, pois a única diferença é que no caso do fornecedor trata-se de empresa distinta.
O kanban de fornecedor é deixado de lado até a hora de entrega das peças deste
kanban. O kanban do fornecedor é usado para as duas finalidades, ou seja, produção e
suprimento. Na hora da retirada das peças fabricadas anteriormente para entrega ao fabricante,
um novo kanban do fornecedor é trazido para o processo de produção do fornecedor e este
assume a função de “kanban de produção”. O mesmo kanban retorna à função de “kanban de
fornecedor” quando a produção das peças é completada e na hora da entrega das peças ao
fabricante (MOURA, 1989).
6.3.4 Cálculo do número de kanbans
O número de kanbans a cada estágio irá variar conforme a natureza do trabalho. São
variáveis a ser consideradas os tempos de set-up e o número de componentes por contenedor
(SLACK, 1997).
A forma mais simples de cálculo foi apresentada por Martins e Laugeni (2001):
n= DT C
Onde:
n = número de contêineres
D = demanda de fabricação
T = tempo gasto para um contêiner completar um ciclo
C = capacidade do contêiner em número de peças, usualmente menor que 10% da demanda
diária.

55
Slack (1997) utiliza um cálculo bastante semelhante, porém adicionando uma
constante de segurança:
n= DTx(1+e) C
Onde “e” representa um valor entre 0 e 1 para a eficiência da estação de trabalho (para
kanbans de produção) ou o nível de estoque de segurança (para kanbans de transporte).
Por outro lado, Tubino (2000) faz uso do coeficiente de segurança separando os
tempos em Tprod (tempo total para um cartão kanban de produção completar um ciclo
produtivo, em percentual do dia) e Tmov (tempo total para um cartão kanban de
movimentação completar um ciclo, em percentual do dia):
n= (Tprod + Tmov) x D x (1+e) C
6.4 PAINEL KANBAN
O painel kanban é um método que utiliza um quadro colorido na célula ou na estação
de trabalho para indicar o fluxo de consumo de cada item. O quadro é pintado de verde,
amarelo e vermelho, de baixo para cima (MOURA, 1989).
No painel porta kanban existe uma coluna para cada item a ser produzido pela estação
de trabalho, e número de linhas customizada para cada item, ou seja, calculada em uma das
formas apresentadas no item 6.3.4. Assim, à medida que o número de kanbans é
redimensionado, algumas linhas podem ficar sem uso temporariamente. Tubino (2000, p. 201)
explica que,
Conforme os clientes desse supermercado forem retirando os contenedores com os lotes de itens, o cartão kanban correspondente, que está junto ao lote no contenedor, é afixado, geralmente de baixo para cima, na primeira linha vazia da coluna correspondente deste item, e o movimentador, ou produtor, estão autorizados a requisitar ou fabricar o lote de itens referentes ao cartão kanban afixado.

56
A figura 9 ilustra um painel porta kanban, onde são colocados por meio de pregos,
suportes, adesivos ou até eletronicamente os cartões de produção ou de requisição. A cor
verde indica condições normais de requisição ou de produção, a cor amarela indica atenção a
este item e a cor vermelha urgência na requisição ou produção do item.
Figura 9: painel porta-kanban
Fonte: adaptação de Tubino (2000).
Moura (1989) define que a ordem de preferência na produção é:
a) aquele que estiver mais próximo do vermelho;
b) se nenhum estiver “encostando” no amarelo ou no vermelho, deve-se escolher
a peça cuja máquina já está preparada;
c) não existe outra regra. O operador pode escolher aleatoriamente a peça mais
fácil, ou a de menor tempo de execução, ou a de mais kanbans no painel.

57
7 ESTUDO DE CASO: FERRAMENTAS DA QUALIDADE NO SERVIÇO PÚBLICO
A aplicação dos conteúdos apresentados nos capítulos anteriores será demonstrada no
estudo de caso sugerido à seção de controle interno da APS – Agência da Previdência Social
em Joinville, em especial à operacionalização da escolha das atividades diárias.
7.1 AGÊNCIA DO INSS EM JOINVILLE
A Previdência Social é formada por diversas seções, diretorias e coordenações,
ramificadas a partir do Ministério da Previdência Social. A figura 10 apresenta o organograma
da Previdência Social, detalhada somente na área que converge para o serviço em questão.
A seção de Controle Interno da APS Joinville exerce um dos tipos de serviços da
agência, que adota atualmente a especialização dos servidores como forma de produção.
Periodicamente, a critério da chefia, são alteradas as atribuições de cada servidor, como forma
de rodízio para que o conhecimento das diversas áreas fique ao alcance de todos. Isto ocorre,
geralmente, quando da mudança do Gerente Executivo, pois este tem o poder de modificar a
estrutura local de atendimento, tramitação de processos, e formas de supervisão.
A APS Joinville funciona com servidores em linha de atendimento (atendimento e
perícia), retaguarda (todos os demais), um supervisor da área de manutenção, um supervisor
da área de concessão, um chefe de benefícios e um chefe de agência. A figura 11 mostra o
organograma da APS na sua forma atual.

58
DATAPREVempresa pública
ProcuradoriaFederal
Especializada
Auditoria
Diretoria deAtendimento
Diretoria deOrçamento, Finanças
e Logística
Diretoria deRecursosHumanos
CGBENIN CGBENEF
APE-FT/SC ComunicaçãoSocial
SuperintendênciaSanta Catarina
AuditoriaRegional
GBENIN SMD
SRID SRD
ControleInterno
Serviço deBenefícios
ProcuradoriaFederal
Especializada
APSCanoinhas
APSRio do Sul
ControleInterno
Atendimentoao público
Manutenção Aposentadoria PeríciaMédica
Revisão Arquivo Recurso
APSJoinville
APSJaraguádo Sul
APSMafra
Prev-móvel UAASão
Franciscodo Sul
GerênciaExecutiva
de Joinville
GerênciaRegional
Sul
DIRBEN
Presidência
INSSautarquia
ConsultoriaJurídica
GabineteMinistro
OuvidoriaGeral
Secretaria dePrevidência Complementar
Secretaria dePrevidência Social
Subsecretaria dePlanejamento,Orçamento eAdministração
SecretariaExecutiva
Órgãos deAssistência Direta
CONAPREV
Conselho deGestão da Previdência
Complementar
17a. JRPS
4a. CAJ
CRPS
ÓrgãosColegiados
MPS
Figura 10: Organograma do Ministério da Previdência Social
Fonte: Primária, 2006.

59
APS Joinville
Equipe deAtendimento
(20 + 4 estagiários)
Supervisorde Concessão
(1)
Equipe deManutenção
(4)
Supervisorde Manutenção
(1)
Equipe deAposentadoria
(7)
Equipe deRevisão/Concessão
(5)
Equipe deRecurso
(3 + 1 estagiário)
Equipe deControle Interno(2 + 1 estagiário)
Chefe deBenefícios
(1 + substituto)
Equipe dePerícia Médica
(2 + 10 médicos+ 1 estagiário)
Equipe deArquivo
(2 + 4 estagiários)
Chefe da APS(1 + substituto)
Figura 11: Organograma da APS Joinville.
Fonte: Primária, 2006.
Ao chefe da APS cabe a determinação de quantos servidores farão parte de cada
equipe, a determinação de férias do pessoal, a aquisição de material de expediente, mobília e
equipamentos de informática. A programação de férias é enviada ao Setor de Recursos
Humanos da GEX – Gerência Executiva, e a requisição de material é feita à Seção de
Orçamento, Finanças e Logística da GEX. Também cabe a ele a solicitação de melhorias no
ambiente de trabalho, tais como manutenção de condicionadores de ar, telefones, fax,
cadeiras, entre outros.
O chefe de benefícios deve determinar como as tarefas serão executadas: o que será
feito na linha de atendimento, o que será feito na retaguarda, que tipo de normas serão
seguidas, que tipos de documentos serão solicitados aos segurados da Previdência, e assim por
diante.

60
Os supervisores localizam-se na linha de atendimento, e prestam esclarecimentos
quanto à operacionalização dos sistemas, resolvem problemas de transmissão de dados, e
garantem que as instruções passadas pelo chefe de benefícios sejam executadas, ou seja,
servem como um “tira-dúvidas” para agilizar o atendimento ao cliente. Também resolvem
problemas com senhas: setor incorreto, prioridade do idoso e deficiente, senha já chamada,
etc.
No atendimento os serviços são subdivididos conforme tipo de documentação a ser
apresentada, ou ainda, tipo de programa informatizado a ser utilizado, para que o servidor faça
as atividades de forma mais mecanizada e também aproveitando o login de sistema. Faz-se
aqui a comparação direta com o setup de máquina em indústrias: um servidor leva
aproximadamente dois minutos para trocar de sistema, conforme tipo de atendimento a ser
realizado. Desta forma, as senhas são distribuídas da mesma forma que em alguns bancos,
separando-as em seqüência numérica e por letras. Assim, são divididas por exemplo, em “M”
para atendimento de manutenção, “C” para auxílios doença requeridos pela internet ou
telefone, “S” para protocolos de revisão e recurso, “B” para dar entrada em benefício, e assim
por diante. O supervisor acompanha a fila destes atendimentos e aloca mais servidores aos
serviços de maior fila ou de maior tempo de espera, alternando-os conforme necessidade
imediata.
Na retaguarda, os serviços são divididos conforme demonstrado no organograma da
figura 11, onde cada equipe possui uma forma distinta de produção. Alguns separam por
arquivos em ordem de pedido, outros por grau de urgência, porém sem regras definidas
quanto a isto. A remoção de um servidor para outro tipo de serviço é feita geralmente pelo
chefe da APS, quando o acúmulo em determinado setor é gritante, ou ainda, quando existe
uma demanda inesperada causada por alguma decisão do governo. Por exemplo, quando o
Governo liberou a revisão administrativa em forma de acordo para segurados que se

61
aposentaram entre março de 1994 e fevereiro de 1997, situação que ocasionou demandas
excessivas em revisão e controle interno. Quando não existe uma tendência a piorar o
acúmulo, ou seja, quando for um caso isolado, a chefia da APS solicita ao Serviço de
Benefícios da GEX a convocação de servidores de outras APS para mutirão em finais de
semana.
7.1.1 Serviço de Controle Interno
O serviço de Controle Interno consiste na apuração de irregularidades administrativas
encontradas em benefícios. Cada APS deve apurar a irregularidade encontrada nos benefícios
que mantém1.
Conforme definição da Orientação Interna INSS/DIRBEN n. 110 de 3 de março de
2005,
Controle interno administrativo é o conjunto de atividades, planos, rotinas, métodos e procedimentos interligados, estabelecidos com vistas a assegurar os objetivos das unidades e entidades da administração pública sejam alcançados, de forma confiável e concreta, evidenciando eventuais desvios ao longo da gestão, até a consecução dos objetivos fixados pelo Poder Público.
O serviço pode resultar, na prática, em:
a) recuperação de créditos pagos indevidamente aos beneficiários;
b) comprovação de fraude para envio ao Ministério Público e Polícia Federal;
c) verificação da continuidade do direito (para benefícios temporários);
d) oportunidade do direito à defesa e recurso administrativo ao segurado.2
1 Somente a APS que mantém um benefício é que pode fazer qualquer alteração nele. Se um segurado muda de endereço, ele deve solicitar a transferência numa agência mais próxima de sua residência, de forma que o benefício será, então, mantido por esta nova APS.
2 O correto procedimento administrativo valida uma possível cobrança judicial de valores recebidos indevidamente, para o caso da tentativa de cobrança amigável falhar.

62
A Orientação ainda define que o objetivo geral do Controle Interno é de evitar a
ocorrência de impropriedades e irregularidades, por meio de princípios e instrumentos
próprios. Os objetivos específicos são, entre outros, a observância das normas legais,
assegurar a exatidão contábil, administrativa e financeira, propiciar informações seguras e ser
eficiente na utilização de recursos.
O Controle Interno possui, no ápice da pirâmide, a auditoria interna. O controle
interno é subordinado ao titular do órgão, pois faz parte de suas atividades administrativas
normais. Diferentemente da auditoria interna, que não necessariamente faz parte da estrutura,
sendo tratada como entidade autônoma de apoio à administração pública. Isto pode ser
observado no organograma do MPS, figura 10, onde a auditoria se coloca como staff da
presidência do INSS em nível nacional, e também da gerência sul em nível regional.
7.1.2 Operacionalização
O controle interno da APS Joinville é formado atualmente por dois servidores, sendo
um especializado em concessão, e outro em manutenção, além de um estagiário para apoio de
serviços de tramitação física dos processos administrativos e emissão de formulários padrão.
Atualmente, o setor fica localizado junto à chefia de benefícios, devido à constante
necessidade de aposição de assinatura da mesma para avalizar a saída de documentos do
setor.
O setor dispõe de três armários de ferro com gavetas para armazenar toda a demanda
de serviço. Os documentos ficam separados conforme situação, em gavetas de:
a) Análise inicial;
b) Aguarda AR – Aviso de Recebimento dos Correios;
c) Aguarda manifestação do segurado;

63
d) Análise de defesa para a chefia;
e) Aguarda movimentação (decisões de recurso, judiciais, da auditoria, da procuradoria);
f) Memorandos (casos irregulares idênticos encontrados em todo o Brasil);
g) Aguarda resposta de diligência ou pesquisa;
h) Aguarda quitação de GPS – Guia da Previdência Social.
Com exceção da gaveta de Memorandos, onde os casos de irregularidade são
identificados pela APE-FT/SC, Auditoria Nacional ou Regional, Ouvidoria ou pela DIRBEN,
todos os outros casos são frutos de notificação dos próprios servidores da linha de
atendimento que, ao deparar-se com situação irregular, encaminham despacho ao Controle
Interno. Por este motivo os casos de Memorandos ficam separados dos demais, pois o
andamento de cada um deles precisa ser periodicamente relatado às instâncias superiores.
Toda a movimentação (alteração de gaveta, envio a outras seções, situação do
benefício) é registrada no SIPPS – Sistema Informatizado de Protocolo da Previdência
Social, semelhante ao que acontece no judiciário, porém, no caso do INSS, o público pode
consultar somente processos de recurso, débito judicial, concessão ou revisão pela internet,
ou seja, as irregularidades não podem ser consultadas.3
Os servidores devem seguir rigorosamente as instruções contidas na Orientação
Interna n. 110/2005 que, na imensa maioria dos casos envolve as operações descritas pelos
fluxogramas das figuras 12, 13 e 14.
3 O acesso a estas informações pode ser feito pelo endereço <http://www.previdencia.gov.br/servicos/crps> para os casos de recurso, <http://www.previdencia.gov.br/servicos/consit1> para os casos de concessão inicial de benefícios, e <http://www.previdencia.gov.br/servicos/consit02> para os casos de revisão. Vale ressaltar que em nenhum destes casos a consulta busca informações do SIPPS, mas sim do SUB – Sistema Único de Benefícios.

64
Figura 12: fluxograma de dados e atividades do controle interno – parte 1.
Fonte: Primária, 2006.
Figura 13: fluxograma de dados e atividades do controle interno – parte 2 (recurso).
Fonte: Primária, 2006.

65
Figura 14: fluxograma de dados e atividades do controle interno – parte 3 (cobrança).
Fonte: Primária, 2006.
Algumas considerações devem ser feitas para melhor entendimento dos fluxogramas
apresentados nas figuras 12, 13 e 14: nos casos em que é determinado o final do processo pela
etapa “arquivar”, onde são precedidos de envio à outra seção, subentende-se que uma cópia
do processo administrativo na íntegra é enviada, mantendo-se o original na APS. Com
exceção do MPF – Ministério Público Federal, JRPS – Junta de Recursos da Previdência
Social e CAJ – Câmara de Julgamento, que requerem o envio dos originais, ocasião em que
uma cópia é mantida na APS para eventuais consultas.
Quando um processo administrativo é arquivado pelo controle interno, significa que
não serão mais processadas informações por este setor. O envio a outras seções significa, em
linguagem industrial, “produto acabado”. Porém, eventuais devoluções podem ser feitas
quando alguma não-conformidade é detectada, necessitando de retrabalho. Os vistos das
chefias, inclusive da GEX, servem como controle de qualidade. As seções mencionadas nos

66
fluxogramas (MPF, Procuradoria, Receita Previdenciária e DIVAT4) podem ser consideradas
como empresas clientes, pois são tidas ou como staff, ou como órgãos totalmente distintos que
não fazem parte do organograma do MPS.
As correspondências são emitidas em três vias, sendo uma destinada ao beneficiário,
outra para constar no processo administrativo, e outra para a pasta de ofícios numerados. O
próprio destinatário da correspondência precisa assinar o AR, caso contrário, a publicação do
edital em jornal de maior circulação na região é obrigatória. Em razão disto, a maioria dos
casos precisa passar por esta etapa do fluxograma.
Pedidos de defesa ou recurso sempre são protocolados no SIPPS, pois facilita a
localização do documento apresentado ao final do prazo pelo servidor, além de garantir ao
beneficiário o registro do pedido em época própria.
7.1.3 Gerenciamento
As atividades desenvolvidas pelo Controle Interno na APS são monitoradas por um
supervisor situado na GEX, visando a uniformização dos atos, adequação das diretrizes,
propor melhorias nos sistemas informatizados, e orientar quanto à execução das atividades. A
supervisão pode ser feita à distância, avaliando através dos sistemas corporativos a
necessidade ou não de se fazer uma supervisão in loco.
Ao supervisor cabe a coleta de amostras em cada ponto relevante de controle,
observando principalmente quais espécies de benefício serão analisadas, para dimensionar o
trabalho a ser executado. Todas as espécies poderão ser contempladas, podendo a ação ser
4 A DIVAT é uma subseção da Procuradoria Federal Especializada, que por sua vez é órgão de apoio da autarquia. A Receita Previdenciária foi recentemente desvinculada do INSS, e mantida como Secretaria do MPS, através da Lei n. 11.098 de 13 de janeiro de 2005.

67
separada pela distinção das espécies agrupadas por características, ou seja, aposentadorias,
benefícios por incapacidade, assistenciais, e assim por diante.
Os resultados da supervisão são documentados, margeados por datas limites para
cumprimento ou saneamento das disfunções encontradas, em forma de recomendações de
ações preventivas e corretivas. As recomendações devem ser oportunas, pertinentes,
tempestivas e suficientes.
7.1.3.1 Curva ABC dos benefícios pagos
Tendo em vista a limitação de recursos humanos, não é viável, também na relação
custo-benefício, a execução de todo o procedimento de controle interno para qualquer que
seja a irregularidade encontrada. A Orientação Interna não limita as ações a benefícios cujo
prejuízo medido seja considerado alto. Assim, até mesmo irregularidades envolvendo valores
extremamente baixos são passíveis de análise no mesmo rigor de fraudes milionárias. Em
diversas situações observadas, ocorreu a morosidade na apuração de irregularidades de alto
valor a ser recuperado em detrimento do acúmulo de serviço ocasionado por pequenas
irregularidades: revisões de auxílio-doença com redução de renda praticamente insignificante,
geralmente por erro do INSS, ou seja, não existe dolo ou má-fé do beneficiário.5
Em razão dessa limitação humana, a atenção deve ser direcionada aos benefícios cujo
mantimento irregular cause mais danos ao erário, ou seja, aqueles que precisam ser cessados o
mais rápido possível, e cujas providências preventivas são urgentes.
O INSS disponibiliza em sua página de internet os dados de benefícios pagos por ano,
suas quantidades, entre outros detalhes de consulta, como agrupamento de benefícios urbanos
5 Erros bastante comuns são evidenciados em benefícios que sofrem revisão: no ato da concessão nem todos os salários de contribuição informados pela empresa constam no sistema, fazendo com que, no ato da revisão, a inclusão destes resulte em média aritmética (conseqüentemente renda mensal) inferior à concedida. Disto resultam diferenças a serem cobradas dos beneficiários, que precisam passar por todos os procedimentos apresentados nos fluxogramas.
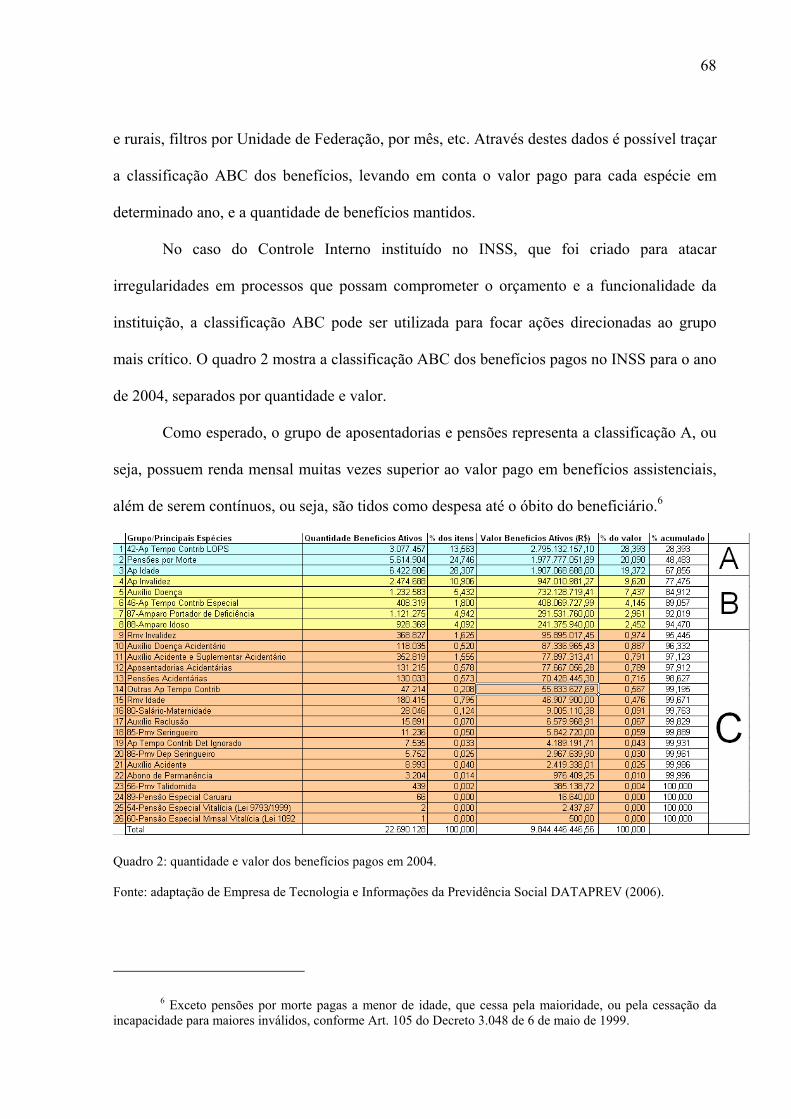
68
e rurais, filtros por Unidade de Federação, por mês, etc. Através destes dados é possível traçar
a classificação ABC dos benefícios, levando em conta o valor pago para cada espécie em
determinado ano, e a quantidade de benefícios mantidos.
No caso do Controle Interno instituído no INSS, que foi criado para atacar
irregularidades em processos que possam comprometer o orçamento e a funcionalidade da
instituição, a classificação ABC pode ser utilizada para focar ações direcionadas ao grupo
mais crítico. O quadro 2 mostra a classificação ABC dos benefícios pagos no INSS para o ano
de 2004, separados por quantidade e valor.
Como esperado, o grupo de aposentadorias e pensões representa a classificação A, ou
seja, possuem renda mensal muitas vezes superior ao valor pago em benefícios assistenciais,
além de serem contínuos, ou seja, são tidos como despesa até o óbito do beneficiário.6
Quadro 2: quantidade e valor dos benefícios pagos em 2004.
Fonte: adaptação de Empresa de Tecnologia e Informações da Previdência Social DATAPREV (2006).
6 Exceto pensões por morte pagas a menor de idade, que cessa pela maioridade, ou pela cessação da incapacidade para maiores inválidos, conforme Art. 105 do Decreto 3.048 de 6 de maio de 1999.
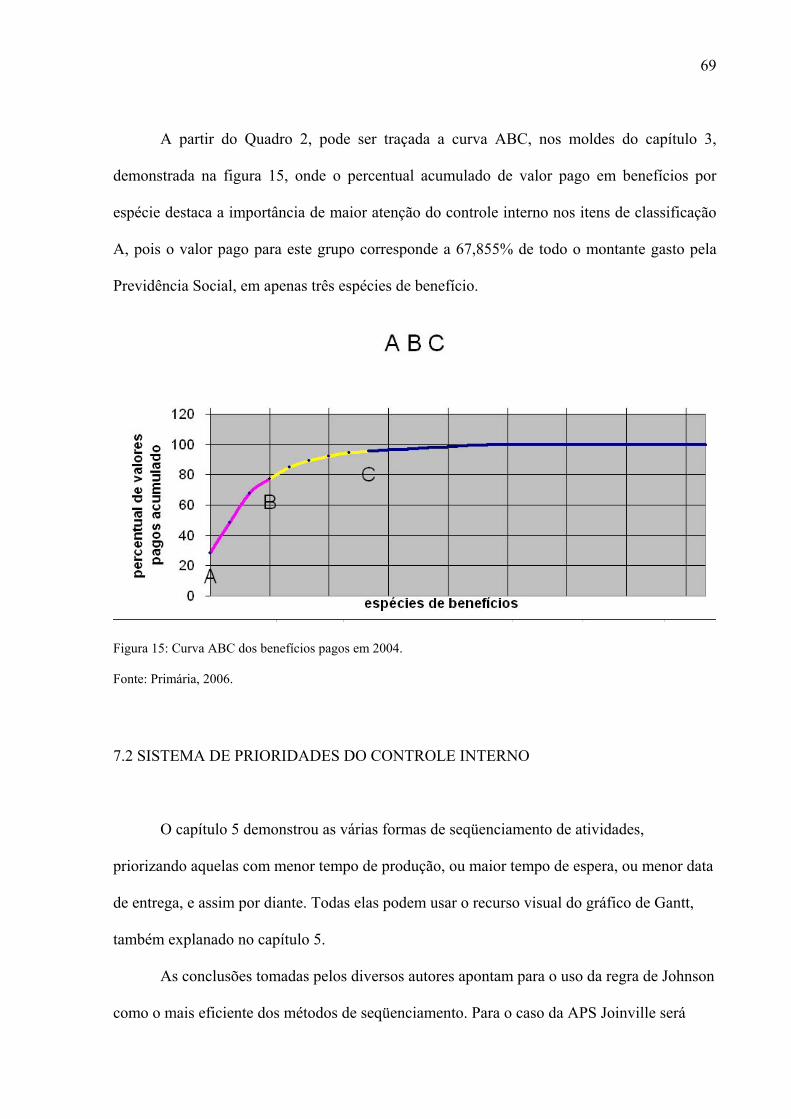
69
A partir do Quadro 2, pode ser traçada a curva ABC, nos moldes do capítulo 3,
demonstrada na figura 15, onde o percentual acumulado de valor pago em benefícios por
espécie destaca a importância de maior atenção do controle interno nos itens de classificação
A, pois o valor pago para este grupo corresponde a 67,855% de todo o montante gasto pela
Previdência Social, em apenas três espécies de benefício.
Figura 15: Curva ABC dos benefícios pagos em 2004.
Fonte: Primária, 2006.
7.2 SISTEMA DE PRIORIDADES DO CONTROLE INTERNO
O capítulo 5 demonstrou as várias formas de seqüenciamento de atividades,
priorizando aquelas com menor tempo de produção, ou maior tempo de espera, ou menor data
de entrega, e assim por diante. Todas elas podem usar o recurso visual do gráfico de Gantt,
também explanado no capítulo 5.
As conclusões tomadas pelos diversos autores apontam para o uso da regra de Johnson
como o mais eficiente dos métodos de seqüenciamento. Para o caso da APS Joinville será

70
utilizada uma mistura de GUT, para definição mais rápida do tempo de processamento, e
regra de Johnson para seqüenciar um dia de atividades de montagem e análise, por exemplo,
num mutirão para organizar inicialmente o processo produtivo do Controle Interno.
Em um segundo momento, quando os estoques em excesso estiverem sob controle,
serão utilizados cartões Kanban para melhorar o fluxo das atividades.
7.2.1 GUT dos processos administrativos
A GUT, apesar de introduzida por alguns autores como ferramenta de qualidade, onde
são analisadas gravidade, urgência e tendência de um problema identificado, pode
perfeitamente ser utilizada como ferramenta de Controle Interno para avaliar quais processos
administrativos serão analisados por primeiro. Isto porque o Controle Interno é um meio de
resolução de problemas identificados, ou seja, cabe a ele decidir quais problemas serão
resolvidos e em que seqüência.
Para facilitar ao operador a mensuração dos parâmetros G, U e T, foi desenvolvida a
tabela mostrada na figura 16, no aplicativo Microsoft Excel, onde serão respondidas questões
de simples identificação, apondo a letra “x” na coluna SIM quando a resposta for positiva, e
deixando-a em branco quando a resposta for negativa. Automaticamente, o Microsoft Excel
realizará o cálculo da GUT, já condicionado à impossibilidade de possuir quaisquer dos
parâmetros G, U e T igual a zero, ou seja, terão o valor mínimo igual a 1.

71
Figura 16: GUT de processo administrativo de Controle Interno calculada pelo Microsoft Excel.
Fonte: Primária, 2006.
7.2.1.1 Parâmetro G
Para os processos administrativos de Controle Interno, a gravidade, ou seja, o fato de
causar demasiado prejuízo à instituição, pode ser avaliada respondendo às questões:
a) benefícios envolvidos maior que cinco? Ocorrência freqüentemente notada
pelos órgãos fiscalizadores (Ouvidoria, APE/FT-SC, DIRBEN, MPF), ou até
mesmo pela APS, ou denúncias anônimas por carta, que agrupam mais que
cinco benefícios irregulares de recebedores diferentes;
b) benefícios envolvidos maior que dez? Identificados da mesma forma que na
alínea “a”, porém agrupando mais de dez benefícios. Cabe ressaltar que a
resposta positiva para esta pergunta obriga a resposta positiva da pergunta

72
anterior pois, se existem mais de dez benefícios envolvidos numa mesma
irregularidade, são necessariamente maiores que cinco;
c) envolve servidor? São casos onde a ocorrência em si já identifica a má
conduta do servidor, expressamente em despacho, caso em que resultará,
inclusive, em envio à Corregedoria, causando mais custas ao Governo para
apurar a prática. Por definição, os casos de irregularidade que envolve dolo ou
má fé do servidor são fraudulentos, ou seja, receberão resposta positiva neste
quesito e também no de alínea “d”;
d) possível fraude? Além do envolvimento do servidor, outros casos de fraude
podem ser identificados, como o uso de documentos falsos para concessão de
benefício, declarações que omitem dados intencionalmente, envolvimento de
instituições bancárias no recebimento indevido, falsidade ideológica, entre
várias outras ocorrências que resultam em envio ao MPF, para apuração de
crime.
7.2.1.2 Parâmetro U
A urgência na resolução de um processo de Controle Interno diz respeito à imediata
ação do servidor, pois serão cobradas respostas de instâncias superiores quanto ao andamento.
Além disto, o prazo prescricional deve ser levado em conta7:
a) recebedor idoso? Quando um recebedor de quantias indevidas é um idoso,
significa que existe pouco tempo hábil para reconstituir os créditos. Ou seja,
devido à baixa expectativa de vida do interessado, existe urgência na cobrança,
pois o óbito do mesmo pode impossibilitar o INSS de reaver seus créditos.
7 De acordo com Art. 347-A, 348 e 349 do Decreto n. 3.048 de 6 de maio de 1999, a Previdência Social pode anular os atos administrativos favoráveis aos beneficiários, apurar, constituir ou cobrar créditos no prazo de dez anos.

73
Este é um parâmetro utilizado também no Poder Judiciário para priorizar ações
judiciais;
b) DIB – Data do Início do Benefício maior que cinco anos? Se um benefício
irregular já está ativo há mais de cinco anos, significa que existe tempo hábil
para cobrança de apenas mais cinco, incluindo cobranças judiciais. Assim, a
resposta positiva para esta pergunta acarreta mais um grau de urgência;
c) Valor a restituir? Nem todos os processos de irregularidade possuem valores a
restituir, pois muitas vezes a fraude ou documentação irregular é identificada
antes mesmo de conceder o benefício. Os benefícios com mais urgências,
então, são aqueles com valor a restituir;
d) Ouvidoria/APE-FT/DIRBEN/MPF? Se alguns destes órgãos identificou a
irregularidade processual, então a resolução é urgente, pois constantemente
são solicitados relatórios sobre o andamento dado em cada caso.
7.2.1.3 Parâmetro T
A ocorrência de certas irregularidades em benefícios pode ou não gerar tendência de
novas ocorrências, ou de piorar o prejuízo causado.
a) envolve falha no sistema? Na grande maioria dos casos em que um benefício é
revisto, com redução de renda mensal, é observado erro no sistema em não
buscar na base de dados do CNIS – Cadastro Nacional de Informações Sociais
- alguns dos salários de contribuição do segurado, pagos em carnê ou pela
empresa. Este, entre outros casos com erros de sistema é de urgente resolução,
pois a tendência é de ocorrer o mesmo erro em muitos outros benefícios. A
resolução imediata deste processo administrativo de irregularidade resultará
em recomendações da supervisão para que a DATAPREV faça as devidas
alterações no sistema.

74
b) Envolve documentos falsos? Quando são evidenciados documentos falsos,
existe a tendência de que o falsificador continue a agir, indiscriminadamente,
em outros benefícios.
c) Benefício irregular ativo?8 A dívida do beneficiário tende a subir se o
benefício irregular permanecer ativo, o que piora a possibilidade de cobrança
com o passar do tempo.
7.2.2 Regra de Johnson para seqüenciamento em massa
A regra de Johnson, como apresentada no sub-capítulo 5.2.3, é idealizada para
programar atividades seqüenciais, onde vários trabalhos deverão ser processados em dois
centros.
Considerando que, atualmente, o serviço de controle interno da APS Joinville está
distribuído com estoque excessivo entre processos, será preciso descongestionar a parte que
contém mais atividades pendentes e, para isto, convém utilizar a regra de Johnson para melhor
aproveitamento do tempo produtivo.
O setor de Controle Interno da APS Joinville tem pouco tempo de existência, ou seja,
nenhum servidor era responsável pela apuração de irregularidades em benefícios até cerca de
dois anos atrás. Assim, toda a demanda de serviço foi “empurrada” para a montagem, parte do
processo que acumula mais serviço atualmente.
A montagem compete ao estagiário, seguida pela análise inicial, que compete a
qualquer um dos dois servidores do Controle Interno. A visualização desta precedência de
atividades pode ser observada no fluxograma da figura 12.
8 O processo administrativo de irregularidade somente permite a suspensão do pagamento após o fornecimento de prazo e julgamento da defesa.

75
O estagiário leva, em média, dez segundos para montar cada folha, mais um tempo
padrão de três minutos para encapar e cadastrar no SIPPS. Para o caso da análise inicial, o
valor obtido com a GUT pode ser utilizado para cálculo do tempo de processamento.
A prática demonstra que um processo com GUT máxima, ou seja, envolvendo todos
os parâmetros apresentados, leva em torno de três horas para ser analisado. Assim, uma regra
de três pode ser introduzida para transformar a GUT em tempo de processamento.
O caso hipotético demonstrado a seguir ilustra o cálculo do tempo de processamento
das duas operações:
a) benefício: auxílio-reclusão com DIB em 20/12/2004;
b) recebedora: mãe do recluso com 70 anos de idade;
c) identificação: APE, durante apurações que resultaram em três casos para a APS
Joinville;
d) irregularidade: causada pela não suspensão do benefício pelo sistema após três
meses sem o comparecimento da recebedora ao INSS para renovação do direito,
tendo em vista a greve dos servidores em 2005;9
e) quantidade de folhas a serem montadas: 20.
O tempo de processamento da montagem, em minutos, será igual a 20 folhas x 1/6 de
minuto + 3 minutos, resultando em aproximadamente 6’30”. Já para a análise inicial, a GUT
calculada é 9, conforme ilustrado na figura 16. Assim, considerando que são precisas três
horas (180 minutos) para um processo de GUT 125, pela regra de três, um processo com GUT
9 será processado pela análise inicial em aproximadamente 13 minutos.
9 O Art. 117 §1o. do Decreto n. 3.048 de 6 de maio de 1999 determina que o beneficiário deve apresentar trimestralmente atestado de reclusão emitido pelo presídio. A cada apresentação deste documento, o servidor insere no sistema a data da apresentação, que permite a geração de mais três meses de pagamento. Durante a greve dos servidores, esta obrigatoriedade foi desabilitada para não prejudicar o direito dos beneficiários.

76
Outros quatro casos a serem processados no mesmo dia compõem a tabela da figura
17, onde a regra de Johnson foi utilizada para a construção otimizada do gráfico de Gantt.
Figura 17: Regra de Johnson e gráfico de Gantt para situação hipotética do controle interno.
Fonte: Primária, 2006.
O tempo total de processamento encontrado foi de 127 minutos, correspondente à
soma dos tempos de processamento da análise inicial (121 minutos), mais o tempo ocioso de
seis minutos para aguardar a atividade precedente.
7.3 O KANBAN COMO FERRAMENTA DO CONTROLE INTERNO
O sistema Kanban, conforme explanado no capítulo 6, será abordado no estudo de
caso do serviço de Controle Interno da APS Joinville, demonstrando o funcionamento e
operacionalização no setor. Dentre as formas de se realizar o kanban, ou seja, com um ou dois
tipos de cartão, será realizado no setor, inicialmente, o cartão único (produção).

77
Entende-se que, quando existem postos de trabalho fisicamente distantes, a forma
ideal de se trabalhar com Kanban é o uso de cartões de produção e de movimentação. No caso
do controle interno, apensar de haver movimentação dos materiais para outros setores
localizados, principalmente, em Florianópolis e em Brasília, o método será usado somente
internamente, ou seja, como ferramenta de produção local. Assim, a produção interna será
puxada, e quando tramitada para outros setores, será empurrada.
A extensão para outros tipos de serviço ou outras instâncias depende de aprovação
política e orçamentária. Porém, é de conhecimento público a aplicação de metodologias
peculiares a cada local de trabalho nos postos do INSS, como foi o caso do PGA – Programa
de Gestão do Atendimento10, onde a iniciativa partiu dos próprios servidores em uma agência
de São Paulo, sendo a idéia aprovada pelo Governo e pela administração, e estendida para
várias unidades em todo o Brasil.
7.3.1 Tamanho do lote
A atividade final, ou seja, aquela que dará o disparo para que a produção seja iniciada
é a de arquivamento. Para o arquivamento é definida uma quantidade ideal de processos
administrativos a serem finalizados por dia, calculada conforme fórmula apresentada por
Martins e Laugeni (2001) no sub-capítulo 6.3.4:
n = DT n = 10 x 1 = 10 C 1
10 O PGA surgiu de uma idéia dos próprios servidores da APS de São Paulo, sendo implantado em cinco agências piloto em 2004. O governo, deparando-se com os resultados positivos do programa, estendeu o programa para todo o Brasil, através da Portaria MPS n. 1.485 de 1o. de setembro de 2005.

78
Ou seja, como estamos tratando de lotes unitários (C = 1) e existe uma demanda diária a ser
cumprida em um dia por ciclo (T = 1). A figura 18 mostra as demais operações do controle
interno, desenvolvidas em três centros diferentes.
Figura 18: operações do Controle Interno da APS Joinville em três centros.
Fonte: Primária, 2006.
7.3.2 Informações no cartão
Um cartão Kanban de Controle Interno necessita de dois tipos de informações:

79
a) de tramitação: devem ser visíveis as atividades anteriores e posteriores, tantas
quanto for possível. Isto auxilia o operador a localizar exatamente qual dos
processos administrativos em estoque sofrerá alteração, selecionando, no caso
da figura 19, entre os supermercados B4 e B5, a peça de maior GUT;
b) de identificação: que consiste no preenchimento do kanban para envio ao
supermercado, identificando o interessado, numeração de benefício, espécie,
comando do SIPPS, GUT e data do despacho. Este último servirá como
critério de desempate quando existirem duas ou mais GUT iguais, única
ocasião em que será usada a regra PEPS.
Figura 19: modelo de cartão kanban para Controle Interno da APS Joinville.
Fonte: Primária, 2006.
Cada um dos tipos de serviço (A1, A2, B1..B5, C1..C7) deve possuir um tipo de cartão
diferente. No caso da figura 19, o cartão circulará entre o supermercado de análises de defesa

80
finalizadas e o painel porta-kanban A. Da mesma forma ocorrerá para os demais tipos de
cartão.
7.3.3 Simulação
Quando a GEX envia um Memorando com quatro benefícios irregulares ao Controle
Interno da APS, significa que quatro processos administrativos de irregularidade precisam ser
arquivados. Em outras palavras, a produção é disparada pela última atividade, a de
arquivamento. Desta forma, o operador C, responsável pela atividade C7 (arquivar), vai aos
supermercados de “produtos acabados” A2 e C4, pois estas são as duas únicas operações
precedentes possíveis para C7, como consta no Kanban. São retirados quatro dos processos
administrativos de maior GUT.
O operador leva consigo os quatro processos administrativos para serem arquivados,
retira os cartões que os identificavam, apagando todas as informações, e deposita os kanbans
em branco no painel correspondente, de baixo para cima. Supõe-se a seleção dos quatro
kanbans encontrados com maior GUT, conforme figura 20.

81
Figura 20: seleção de kanbans com maior GUT dos supermercados – simulação.
Fonte: Primária, 2006.
O operador A, visualizando a nova configuração do painel, agora com outros três
cartões na coluna A2, verifica qual dos serviços (A1 ou A2) está mais próximo do espaço
vermelho. Assim, o operador A recolhe o kanban do painel (neste caso foi selecionado A1),
conforme demonstrado na figura 21 e se dirige aos supermercados precedentes: B4 e B5,
selecionando somente o processo administrativo de maior GUT (B4). Apaga as informações
do kanban B4 e deposita no painel B. Faz a análise da defesa, preenche novamente o kanban
A1 e coloca a disposição no supermercado de análises de defesa acabadas.
Os supermercados são ordenados por operação finalizada e operação subseqüente,
enfileirados em ordem decrescente de GUT. Os mesmos armários de ferro que hoje
armazenam toda a demanda de produção podem ser utilizados como supermercado.

82
Figura 21: movimentação de kanbans depois da chegada de quatro ordens – simulação.
Fonte: Primária, 2006.

83
CONSIDERAÇÕES FINAIS
O problema apresentado, que consiste em redução do tempo de processamento dos
processos administrativos de Controle Interno do INSS, mostra-se perfeitamente adaptável às
regras e metodologias utilizadas no setor industrial, tendo em vista que as literaturas apontam
o uso a todos os segmentos de mercado. A idéia parte do pressuposto afirmado pelos autores,
que concordam com o uso no setor de serviços, exemplificando-o inclusive, nas suas
prerrogativas.
O estudo de caso apresentado no capítulo 7, além de ilustrar a possibilidade real de
aplicação da teoria apresentada nos capítulos 3, 4, 5 e 6, serve de sugestão para implementar
melhorias em todas as atividades do setor público que envolvam padronização e alto fluxo.
Assim, pode-se entender como padronização de um processo administrativo as fases o
envolvem, pois estas são determinadas por Orientações Internas e afins. O alto fluxo envolve,
principalmente, o fato de cada uma das análises ser feita de forma sucinta e que atenda às
especificidades, além de se observar um volume considerável de itens a ser analisados.
O capítulo 3, que demonstra a forma de cálculo da curva ABC, fundamenta o emprego
de ações, e conseqüentemente investimentos, em análise de espécies de benefícios que custam
mais à Previdência Social se forem mantidos indevidamente. É o caso do recadastramento dos
aposentados e pensionistas, feito anualmente, para que se identifique o cidadão beneficiário
afim de não ocorrer o recebimento após o óbito.11
11 O recadastramento é feito somente em benefícios de aposentadorias e pensões, ou ainda, em benefícios concedidos há muito tempo, cujos dados cadastrais encontram-se incompletos.

84
O fluxograma das atividades desenvolvidas no Controle Interno do INSS serve como
base para montar o sistema Kanban. Nele são observados os requisitos para que uma atividade
seja executada, as atividades precedentes e subseqüentes.
Dentre as regras de prioridades apresentadas no capítulo 5, apenas a regra de Johnson,
a GUT e a PEPS (como critério de desempate) foram introduzidas no estudo de caso do
capítulo 7, porém, em outras atividades do serviço público, as demais podem ser utilizadas,
conforme o caso, inclusive para facilitar ao operador a escolha dos itens. Isto considerando
que o cliente não está presenciando o procedimento, pois a ele sempre parecerá mais justo o
uso do PEPS.
O Kanban, montado a partir do fluxograma de atividades cujo desenvolvimento é
embasado no capítulo 4, seqüenciado pelas regras GUT e PEPS nos supermercados,
embasadas no capítulo 5, e aplicadas, emergencialmente em benefícios cuja classificação
ABC denota grupo “A”, mostra-se de grande utilidade no melhor aproveitamento da mão-de-
obra, tempo e recursos.

85
REFERÊNCIAS
ALVES, Ailton Batista et al. Proposta para criação de uma comissão permanente para tratar assuntos de comunicação institucional. Universidade de São Paulo, São Carlos, 2006. Disponível em <http://qualidade.ifsc.usp.br/arquivos/PROJETO_COMUNICACAO.pdf>. Acesso em: 25 out. 2006.
BRASIL. Ministério da Previdência Social. Diretoria de Benefícios. Orientação Interna n. 110, 2005. Brasília, 3 mar. 2005.
CHING, Hong Yuh. Gestão de estoques na cadeia de logística integrada: supply chain. 2. ed. São Paulo: Atlas, 2001.
CORREGEDORIA-GERAL DO DISTRITO FEDERAL. Resumo técnico: sinopse 1o a 29 de fevereiro. Brasília, 2004.
EMPRESA DE TECNOLOGIA E INFORMAÇÕES DA PREVIDÊNCIA SOCIAL DATAPREV. Base de dados históricos do anuário estatístico da Previdência Social. Disponível em < http://creme.dataprev.gov.br/infologo/inicio.htm>. Acesso em: 16 set. 2006.
LEMOS, Fernando de Oliveira. FOGLIATTO, Flavio Sanson. Modelagem estocástica do estoque de itens gerenciados através de Kanbans. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 25, 2005, Porto Alegre. Anais... Porto Alegre: Associação Brasileira de Engenharia de Produção. PUC-RS, 2005.
MARTINS, Petrônio G. LAUGENI, Fernando Piero. Administração da produção. São Paulo: Saraiva, 2001.
MELCHERT, Eduardo Ruiz. FRANCISCHINI, Paulino Graciano. Análise comparativa de sistemas híbridos de controle da produção e sua adequação ao novo ambiente competitivo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 25, 2005,

86
Porto Alegre. Anais... Porto Alegre: Associação Brasileira de Engenharia de Produção. PUC-RS, 2005.
MINISTÉRIO DA PREVIDÊNCIA SOCIAL. Sistema informatizado de legislação SISLEX. Disponível em <http://www81.dataprev.gov.br/sislex.htm>. Acesso em: 16 set. 2006.
MONDEN, Yasuhiro. Produção sem estoques: uma abordagem prática da produção da Toyota. São Paulo: IMAN, 1984.
MONKS, Joseph G. Administração da produção. São Paulo: McGraw-Hill, 1987.
MOREIRA, Daniel A. Administração da produção e operações. 5. ed. São Paulo: Pioneira, 2000.
MOURA, Reinaldo A. Kanban: a simplicidade do controle da produção. 4. ed. São Paulo: Iman, 1989.
PINTO, Andressa Patrícia Alves et al. Projeto preliminar: levantamento de requisitos e proposta de um planejamento estratégico transparente e participativo para o IFSC. Universidade de São Paulo, São Carlos, 2006.Disponível em <http://qualidade.ifsc.usp.br/arquivos/Projeto_PLANEJAMENTO.pdf>. Acesso em: 17 set. 2006.
REVISTA PET SHOP BRASIL BUSINESS. São Paulo: Art Editora, n. 77, maio 2004.
SALERNO, Mario Sergio (Org.).Relação de serviço: produção e avaliação. São Paulo: SENAC, 2001. SILVA, Edna Lucia da. MENEZES, Estera Muszkat. Metodologia da pesquisa e elaboração de dissertação. 3.ed. Florianópolis: UFSC, 2001.
SLACK, Nigel et al. Administração da produção. São Paulo: Atlas, 1997.
TUBINO, Dalvio Ferreira. Manual de planejamento e controle da produção. 2. ed. São Paulo: Atlas, 2000.