Horticultura Brasileira Avaliação de processos nas ... · Nos equipamentos de classificação e...
7
279 Hortic. bras., v. 25, n. 2, abr.-jun. 2007 A batata é uma das hortaliças de grande expressão econômica no Brasil, sendo depois do trigo, arroz e milho, a maior em produção. No Brasil em 2003 a produção total de batatas foi de 3,05 milhões de toneladas (IBGE ci- tado por FNP-Consultoria & Comercio, 2005). As regiões Sul e Sudeste são as principais produtoras brasileiras de ba- tata. Os estados de MG, PR, SP, RS e SC respondem em conjunto por 96% da produção brasileira, sendo que Minas FERREIRA MD; NETTO LH. 2007. Avaliação de processos nas linhas de beneficiamento e classificação de batatas. Horticultura Brasileira 25: 279-285. Avaliação de processos nas linhas de beneficiamento e classificação de batatas Marcos David Ferreira 1 ; Luiz Henrique Netto 2 1 UNICAMP/FEAGRI, C. Postal 6011, 13083-875 Campinas-SP; 2 UNICAMP/FEA, C. Postal 6121, 13083-862 Campinas-SP; [email protected]. Gerais ocupa a liderança nacional em produção e produtividade (Resende et al., 1999). A produção total de batata corresponde aproximadamente ao con- sumo nacional, sendo que cerca de 95% são consumidas “in natura”, e os 5% restantes na forma industrializada como pré-fritas congeladas, chips e pré-cozi- das (FNP-Consultoria & Comercio, 2005). Quase a totalidade da batata consumida in natura é lavada, sendo este procedimento exigido pelo consu- midor. No Brasil duas alternativas têm sido utilizadas para beneficiamento e classi- ficação da batata após a colheita. Na primeira alternativa, mais simples e pou- co utilizada, a batata é arrancada e ex- posta na superfície do solo por algumas horas para secagem ou perda da água superficial. Em seguida passa por pro- cesso de seleção e classificação manual no campo. Logo após, é ensacada, colo- RESUMO A batata é uma das principais hortaliças cultivadas no Brasil, sendo uma cultura de grande expressão econômica no estado de São Paulo. Após a colheita os tubérculos são submetidos aos processos de beneficiamento e classificação, sendo então destinados ao mer- cado consumidor. Neste trabalho realizou-se a descrição e a caracte- rização dos processos das unidades de beneficiamento e classifica- ção de batatas por meio da identificação do material usado para a construção do maquinário, caracterização dimensional dos equipa- mentos, medidas de rotação de operação das esteiras de abasteci- mento e das classificadoras, determinação da velocidade de deslo- camento e da rotação dos tubérculos e a produtividade dos operá- rios. Determinou-se também os pontos críticos de impacto com queda durante o beneficiamento, utilizando-se a esfera instrumentada (70 mm), Techmark, Inc., Lansing, Michigan, Estados Unidos. Com esta, obtiveram-se dados de aceleração máxima (G) e mudanças na velo- cidade (∆v). Este levantamento foi realizado em cinco unidades de beneficiamento e classificação para batatas localizadas no estado de São Paulo. Observou-se variação quanto ao comprimento do equi- pamento, atingindo 26,5%. Foi constatado também variação na va- zão de água entre as unidades devido à diferença nos sistemas utili- zados para a lavagem dos tubérculos, tendo os volumes oscilado de 15,4 a 168 mil litros por hora. As escovas mais utilizadas na etapa de lavagem eram compostas de cerdas com nylon cristal e fibra de coco, não sendo encontradas escovas compostas de origem animal. A rotação média para todas as unidades na etapa de lavagem foi de 157 rpm, porém verificou-se variação de 75% (112 a 196 rpm). Para a etapa de secagem, a rotação média foi de 122 rpm, tendo oscilado de 68 a 210 rpm. Os pontos das linhas de beneficiamento e classifi- cação de batata demonstraram maior G nos pontos de transferência (entrada do lavador e ensaque). Nas unidades A, B e D as maiores médias de G ocorreram nas etapas iniciais de lavagem, apresentan- do valores próximos de 140 G (m/s 2 ). Palavras-chave: Solanum tuberosum L., beneficiamento, lavadora, esfera Instrumentada e qualidade de tubérculos. ABSTRACT Process evaluation on potato packing lines Potatoes are one of the most important vegetable crops in Brazil, and are especially important in São Paulo State. After harvesting, potatoes are sorted and classified in a packinghouse, then shipped to consumers. The goal of this research was to describe the main features and working systems used in a potato packing line. Therefore, the material type used was identified taking into account the dimensions of the equipments, brushes rotation on receiving belts and sorting lines, average velocity, tuber displacement velocity and rotation, and employee daily yield. The critical points for drop impact were measured using an instrumented sphere (70 mm), Techmark, Inc. Lansing, Michigan, USA. Results for maximum Acceleration (G) and velocity changes (∆v) were found. This research was done in five packinghouses of São Paulo State. A variation occurred in length among the lines, of about 26,5%. The water consuption varied among the units based on the washing system used, and volume dispended varied from 15,4 to 168 thousand liters/hour. The main brushing composition used on the washing brushes were nylon and coconut fiber, and brushes of animal origin were not used. The average rotation observed on the washing step was 157 ppm, with a variation of 75% (112-196 rpm). For the drying step, the average rotation was 122 rpm, varying from 68 to 210 rpm. The critical points that showed high G were the transfer points (washing entrance and packing). At units A, B and C the high G values were at the initial washing steps, closely to 140 G (m/s 2 ). Keywords: Solanum tuberosum L, sorting, packing line washer, instrumented sphere, tuber quality. (Recebido para publicação em 18 de março de 2006; aceito em 30 de março de 2007)
Transcript of Horticultura Brasileira Avaliação de processos nas ... · Nos equipamentos de classificação e...

279Hortic. bras., v. 25, n. 2, abr.-jun. 2007
A batata é uma das hortaliças degrande expressão econômica no
Brasil, sendo depois do trigo, arroz emilho, a maior em produção. No Brasilem 2003 a produção total de batatas foide 3,05 milhões de toneladas (IBGE ci-tado por FNP-Consultoria & Comercio,2005). As regiões Sul e Sudeste são asprincipais produtoras brasileiras de ba-tata. Os estados de MG, PR, SP, RS eSC respondem em conjunto por 96% daprodução brasileira, sendo que Minas
FERREIRA MD; NETTO LH. 2007. Avaliação de processos nas linhas de beneficiamento e classificação de batatas. Horticultura Brasileira 25: 279-285.
Avaliação de processos nas linhas de beneficiamento e classificação debatatasMarcos David Ferreira1; Luiz Henrique Netto2
1UNICAMP/FEAGRI, C. Postal 6011, 13083-875 Campinas-SP; 2UNICAMP/FEA, C. Postal 6121, 13083-862 Campinas-SP;[email protected].
Gerais ocupa a liderança nacional emprodução e produtividade (Resende etal., 1999).
A produção total de batatacorresponde aproximadamente ao con-sumo nacional, sendo que cerca de 95%são consumidas “in natura”, e os 5%restantes na forma industrializada comopré-fritas congeladas, chips e pré-cozi-das (FNP-Consultoria & Comercio,2005). Quase a totalidade da batataconsumida in natura é lavada, sendo
este procedimento exigido pelo consu-midor.
No Brasil duas alternativas têm sidoutilizadas para beneficiamento e classi-ficação da batata após a colheita. Naprimeira alternativa, mais simples e pou-co utilizada, a batata é arrancada e ex-posta na superfície do solo por algumashoras para secagem ou perda da águasuperficial. Em seguida passa por pro-cesso de seleção e classificação manualno campo. Logo após, é ensacada, colo-
RESUMOA batata é uma das principais hortaliças cultivadas no Brasil,
sendo uma cultura de grande expressão econômica no estado de SãoPaulo. Após a colheita os tubérculos são submetidos aos processosde beneficiamento e classificação, sendo então destinados ao mer-cado consumidor. Neste trabalho realizou-se a descrição e a caracte-rização dos processos das unidades de beneficiamento e classifica-ção de batatas por meio da identificação do material usado para aconstrução do maquinário, caracterização dimensional dos equipa-mentos, medidas de rotação de operação das esteiras de abasteci-mento e das classificadoras, determinação da velocidade de deslo-camento e da rotação dos tubérculos e a produtividade dos operá-rios. Determinou-se também os pontos críticos de impacto com quedadurante o beneficiamento, utilizando-se a esfera instrumentada (70mm), Techmark, Inc., Lansing, Michigan, Estados Unidos. Com esta,obtiveram-se dados de aceleração máxima (G) e mudanças na velo-cidade (∆v). Este levantamento foi realizado em cinco unidades debeneficiamento e classificação para batatas localizadas no estado deSão Paulo. Observou-se variação quanto ao comprimento do equi-pamento, atingindo 26,5%. Foi constatado também variação na va-zão de água entre as unidades devido à diferença nos sistemas utili-zados para a lavagem dos tubérculos, tendo os volumes oscilado de15,4 a 168 mil litros por hora. As escovas mais utilizadas na etapade lavagem eram compostas de cerdas com nylon cristal e fibra decoco, não sendo encontradas escovas compostas de origem animal.A rotação média para todas as unidades na etapa de lavagem foi de157 rpm, porém verificou-se variação de 75% (112 a 196 rpm). Paraa etapa de secagem, a rotação média foi de 122 rpm, tendo osciladode 68 a 210 rpm. Os pontos das linhas de beneficiamento e classifi-cação de batata demonstraram maior G nos pontos de transferência(entrada do lavador e ensaque). Nas unidades A, B e D as maioresmédias de G ocorreram nas etapas iniciais de lavagem, apresentan-do valores próximos de 140 G (m/s2).
Palavras-chave: Solanum tuberosum L., beneficiamento, lavadora,esfera Instrumentada e qualidade de tubérculos.
ABSTRACTProcess evaluation on potato packing lines
Potatoes are one of the most important vegetable crops in Brazil,and are especially important in São Paulo State. After harvesting,potatoes are sorted and classified in a packinghouse, then shipped toconsumers. The goal of this research was to describe the main featuresand working systems used in a potato packing line. Therefore, thematerial type used was identified taking into account the dimensionsof the equipments, brushes rotation on receiving belts and sortinglines, average velocity, tuber displacement velocity and rotation, andemployee daily yield. The critical points for drop impact weremeasured using an instrumented sphere (70 mm), Techmark, Inc.Lansing, Michigan, USA. Results for maximum Acceleration (G)and velocity changes (∆v) were found. This research was done infive packinghouses of São Paulo State. A variation occurred in lengthamong the lines, of about 26,5%. The water consuption varied amongthe units based on the washing system used, and volume dispendedvaried from 15,4 to 168 thousand liters/hour. The main brushingcomposition used on the washing brushes were nylon and coconutfiber, and brushes of animal origin were not used. The average rotationobserved on the washing step was 157 ppm, with a variation of 75%(112-196 rpm). For the drying step, the average rotation was 122rpm, varying from 68 to 210 rpm. The critical points that showedhigh G were the transfer points (washing entrance and packing). Atunits A, B and C the high G values were at the initial washing steps,closely to 140 G (m/s2).
Keywords: Solanum tuberosum L, sorting, packing line washer,instrumented sphere, tuber quality.
(Recebido para publicação em 18 de março de 2006; aceito em 30 de março de 2007)

280 Hortic. bras., v. 25, n. 2, abr.-jun. 2007
cada em caminhões e transportada atéos pontos de venda. Na segunda alter-nativa, a batata recém colhida é levadapara galpões onde, sofre uma lavageme secagem. Após é selecionada, classi-ficada manualmente e/ou mecanicamen-te e ensacada. Depois de ensacada podeser armazenada e transportada confor-me a demanda do mercado (Finger &Fontes, 1999) ou enviada imediatamenteaos pontos de venda, o que é mais co-mum.
A conservação da batata, após a co-lheita, dependerá em grande parte damaturidade fisiológica do tubérculo. Aperiderme do tubérculo imaturo é pou-co resistente e as paredes celulares, sãomais finas que em tubérculo maduro.Isso pode aumentar a incidência de da-nos nos tubérculos colhidos imaturos(Finger & Fontes, 1999). Após oarranquio dos tubérculos no campo, aquantidade total do produto é reduzidaaté chegar ao consumidor. Ocorrem per-das na própria colheita, nobeneficiamento, no transporte, nos pon-tos de venda do atacado e do varejo etambém no consumo, principalmentepelo armazenamento inadequado dostubérculos. Durante a secagem inicialem campo, já ocorre perda de peso. Emseguida, no beneficiamento, ocorre odescarte de solo aderido aos tubérculos,assim como o descarte da batata não-comercial, ou seja, tubérculos com de-feitos graves detectados visualmente eeliminados manualmente. A lavagemdos tubérculos, apesar de ser prática pre-dominante, é questionável, pois podeacentuar os seus defeitos e ainda torná-los mais suscetíveis à deterioração, alémde aumentar a porcentagem de descarte(Finger & Fontes, 1999). Henz & Bru-ne (2004) relatam que as perdas pós-colheita para batata avaliadas em estu-do em Brasília (DF) foram 10,3% paraa batata não lavada e 93% para a batatalavada, constatando, portanto que o pro-cesso de lavagem aumenta a incidênciade deterioração.
As alterações na batata durante oprocesso da colheita até o consumo sãoprincipalmente do tipo mecânica, fisio-lógica ou patológica. Danos mecânicosocorrem durante o manuseio dos tubér-culos (colheita, seleção, embalagem,transporte e exposição). Danos fisioló-
gicos e patológicos se dão principalmen-te, na fase de produção, transporte eexposição.
Danos mecânicos devidos a impac-tos, compressão, vibração, cortes e ra-chaduras estão relacionadas com alte-rações fisiológicas, metabólicas, de aro-ma, sabor e qualidade em diferentes pro-dutos hortícolas tais como maçãs, pepi-nos, batatas e tomates (Moretti &Sargent, 2000). O dano mecânico podeser ocasionado por uma pequena força,pressão, e por impacto em uma superfí-cie dura (Mohsenin, 1970).
A incidência e a severidade da de-sordem fisiológica dependem da ener-gia e do número de impactos e do está-dio de amadurecimento. Ela é cumula-tiva durante as práticas de manuseio pós-colheita (Sargent et al., 1992b). Portan-to, as várias etapas de manuseio do pro-duto, desde o campo até o consumidor,devem ser cuidadosamente coordenadase integradas para maximizar a qualida-de do produto (Sargent et al, 1992a). Emgeral, danos por impacto na pós-colhei-ta podem ocorrer quando os frutos re-cebem quedas altas ou colidem com su-perfícies não protegidas ou com outrosfrutos. A severidade dos danos causa-dos por impactos em uma linha de clas-sificação pode ser reduzida diminuindo-se a altura de elevação de queda entreas etapas ou através da utilização de pro-tetores, os quais podem dissipar a forçade impacto. O número de impactos tam-bém pode ser reduzido diminuindo onúmero de quedas e de pontos de trans-ferência em uma linha de classificação(Hyde & Zhang, 1992). Para redução naforça de impacto e danos físicos em umalinha de beneficiamento e classificaçãoestas devem ser projetadas preferen-cialmente em uma linha reta, sem des-vios e curvas, e possuir alturas mínimasentre as etapas (Sargent et al., 1999).
Jobling (2000) relatou que as perdasdevido a impacto e danos físicos embatata podem chegar até 40% na pós-colheita, influenciando diretamente noaumento da incidência de doenças. Asprincipais doenças associadas aos danosfísicos em batatas são podridõesbacterianas (Henz & Brune, 2004). Le-sões externas caracterizam-se pela des-coloração da superfície danificada, cau-sada pelo aumento da pigmentação pro-
duzida, proporcionando a superfícieimpactada o escurecimento (Expido etal., 2005).
O objetivo deste trabalho foi a carac-terização dos processos de beneficiamentoe classificação de batatas e a determina-ção de pontos críticos de impacto.
MATERIAL E MÉTODOS
Os dados foram coletados em cincounidades de beneficiamento e classifi-cação de batatas no estado de São Pau-lo, localizados nos municípios deVargem Grande do Sul (Unidades A, Be C), Itapetininga, (Unidade D) eDivinolândia (Unidade E).
Nos equipamentos de classificaçãoe beneficiamento de batatas foram ob-servados os materiais utilizados na cons-trução dos equipamentos. Para a carac-terização dimensional do tipo de classi-ficadora utilizada foram feitas medidascom o auxílio de uma trena profissio-nal. Foi mensurada cada fase do equi-pamento, aferindo-se tanto o compri-mento quanto as larguras interna e ex-terna. Mediram-se as alturas de cadaqueda sofrida pelos tubérculos ao lon-go do percurso no equipamento. Tomou-se cada medida perpendicularmente,desde o local exato de contato após aqueda até o ponto de onde o tubérculoiniciava a mesma. Dimensionou-se, ain-da, o tamanho das grades de seleção comauxílio de régua milimetrada.
Na avaliação da velocidade de ope-ração das esteiras de abastecimento e dasclassificadoras mensurou-se o compri-mento das esteiras das cinco unidades,calculando-se o tempo médio para fun-cionamento do equipamento. Paramensuração da velocidade de desloca-mento do tubérculo na etapa de lavagemum tubérculo, marcado previamente, detamanho médio (70 mm de diâmetro lon-gitudinal) foi usado como referência.Esse tubérculo foi colocado no início decada esteira acionando-se o cronômetrode precisão. Usou-se como resultado fi-nal a média de cinco repetições, calcu-lando-se a velocidade através da fórmu-la ∆s/∆t médio, sendo ∆s o comprimentoda esteira e ∆t médio o tempo médio parao tubérculo percorrer esse comprimento.
A produção diária foi dimensionadabaseando-se na média de trabalho men-
MD Ferreira & LH Netto

281Hortic. bras., v. 25, n. 2, abr.-jun. 2007
sal de cada unidade. Para tanto, foramutilizadas as informações referentes àquantidade diária beneficiada e classifi-cada, o horário de trabalho dos operáriose o peso da saca de batatas, obtendo-seassim kg de tubérculos/operário/hora.
Na etapa de lavagem e limpeza foimedido o volume de água utilizada. Aetapa de recebimento utiliza um grandevolume de água, porém muito variável,portanto de difícil mensuração. Nestaavaliação foi utilizado um béquer comcapacidade para 550 ml, para medir avazão de água utilizada no processo porperíodos fixos de tempo. Foram selecio-nados, ao acaso, bicos ou furos, depen-dendo da unidade de beneficiamento,para a medição do volume. Contou-se onúmero de furos ou bicos em toda a li-nha para obtenção do volume total deágua utilizado.
O número de escovas utilizadas nasetapas de limpeza, polimento e secagemfoi contado. Também determinou-se aorigem do material das escovas de cadaetapa: vegetal, animal e sintético. Naavaliação das medidas da rotação deoperação no funcionamento das escovasnas etapas de lavagem, polimento e se-cagem determinou-se um ponto de re-ferência e por meio de um cronômetrode precisão, utilizando-se um minutocomo tempo padrão avaliou-se a rota-ção dessas esteiras, demarcando assima contagem da freqüência, que foi de-terminada em rotações por minuto. Fo-ram feitas cinco repetições para cadaesteira, levando-se em consideraçãocomo resultado final a média das repe-tições.
A avaliação dos pontos de impacto(por queda) foi realizada utilizando-sea esfera instrumentada (70 mm),Techmark, Inc. Esfera instrumentada(Techmark, Inc., Lansing, EUA), é umequipamento plástico com registrador deaceleração, para a avaliação da magni-tude de impactos em pontos de transfe-rência em linhas de classificação de to-mate (Sargent et al., 1992a), maçãs(Guyer et al., 1991; Sober et al., 1990),laranja (Miller & Wagner, 1991), cebo-la (Timm et al., 1991), abacate, mamãoe abacaxi (Timm & Brown, 1991) e ba-tata (Lopresti & Thomson, 1998; Hydeet al., 1992). Para as avaliações men-cionadas utilizou-se níveis de impactos
medidos na aceleração máxima (AM)(G = 9,81 m/s2) e mudanças na veloci-dade (∆v) (m/s). ∆v pode ser umindicativo da superfície de impacto, porexemplo, quanto mais baixa a velocida-de, mais rígida e dura é a superfície deimpacto. Todavia, velocidade é tambémpositivamente correlacionada com aaceleração máxima, à medida que seaumenta a altura de queda, maior será aaceleração máxima e a velocidade(Sargent et al., 1992a).
A esfera instrumentada foi colocadana etapa de recebimento de cada linha,em funcionamento na sua capacidadenormal, e foi movimentada juntamentecom os tubérculos, seguindo o fluxonormal destes até a etapa de ensaque. Otempo de permanência da esfera emcada etapa, o tempo para completar opercurso e os pontos de transferênciaforam monitorados através do uso de umcronômetro de precisão. As mediçõesforam repetidas oito vezes. Após os tes-tes a esfera foi removida e os dadostransferidos para o microcomputador.Os limites para medição do nível deimpacto utilizados variaram de 15 a 500G. Os dados obtidos nos pontos de trans-ferência em cada avaliação foramcorrelacionados entre a aceleração má-xima (AM) (G = 9,81 m/s²) e mudançasna velocidade (∆v) (m/s) e apresenta-dos através de gráficos. Para apresenta-ção dos resultados foram utilizados ospontos coincidentes entre as unidades.
RESULTADOS E DISCUSSÃO
Todos os equipamentos nas cincounidades estudadas eram nacionais, sen-
do utilizado na construção chapa de açocarbono com espessura de 1,0-1,5 mm.
O comprimento do equipamentovariou em 26,5%, sendo o maior 53,95metros e o menor equipamento 39,60metros (Tabela 1). O equipamento maislongo era utilizado para beneficiamentode batata para indústria. Entre as etapas,as mais longas foram as referentes à lim-peza e secagem. A etapa de limpeza eraem geral dividida em duas, sendo que aprimeira fase caracterizava-se por jatosde água de alta pressão e a segunda poruma maior quantidade de bicos e maiorexposição do produto à lavagem. A se-cagem da batata em todos os galpõesestudados era realizada utilizando-sealtas temperaturas e percursos longos.A seleção e a classificação são etapascom menores comprimentos que as de-mais, sendo que nesta última a variaçãoentre os valores deveu-se ao compri-mento da grade classificadora. Quandoao diâmetro da grade de classificaçãoutilizada verificou-se diversos valores.Os equipamentos das unidades A e Eapresentaram diâmetro de 38 mm; o daunidade B 43 mm; o da unidade C 40mm; e o da unidade D apresentou trêsdiâmetros: 40, 42 e 45 mm. O compri-mento da etapa de ensaque foi semelhan-te em todos os galpões. O equipamentomais largo encontrado foi no galpão daunidade A, com 1,80 metros e o menorvalor foi observado na unidade D, com1,25 metros. A unidade B apresentouvalor de 1,46 metros e as unidades C eE, 1,50 metros.
A medida da velocidade de opera-ção das esteiras de abastecimento dife-riu entre as unidades, sendo que nas
Avaliação de processos nas linhas de beneficiamento e classificação de batatas
Tabela 1. Caracterização dimensional das unidades de beneficiamento e classificação debatatas (Dimensional characterization of the packing and classification lines of potatoes).Campinas, UNICAMP, 2004.
*Etapas: 1: Recebimento; 2: Limpeza 1; 3: Limpeza 2; 4: Secador; 5: Seleção; 6: Classifica-ção; 7: Ensacamento. (Step 1: receiving; 2: cleaning 1; 3: cleaning 2; 4: Dryier 5: Selection;6: classification; 7: packing).

282 Hortic. bras., v. 25, n. 2, abr.-jun. 2007
unidades B e E não foi possível fazer asmensurações, devido ao difícil acesso aestas esteiras. A média calculada paraesta etapa foi de 0,30 m.s-1, variando de0,17 m.s-1 na unidade A a 0,53 m.s-1 naunidade D. A unidade C apresentou ve-locidade de 0,21 m.s-1. Essa diferençapode ser proveniente da capacidade deoperação, do comprimento e largura dosequipamentos desta etapa.
Na etapa de classificação a medidada velocidade das esteiras foi pratica-mente igual (0,18 m.s-1) para as cincounidades avaliadas, o que pode ter sidodevido à intensa utilização de mão-de-obra no processo. Todavia, observou-se
que a velocidade média de deslocamentodos tubérculos praticamente não variouentre as unidades, sendo 0,15 m.s-1, oque pode estar relacionado ao volumedos tubérculos beneficiados e à rotaçãodos equipamentos.
A unidade A de beneficiamento eclassificação de batatas possui númerode trabalhadores menor que as demais,pois a sua produção destinava-se naque-le momento ao processamento indus-trial, não sendo necessária uma seleçãomais rigorosa para os padrões de classi-ficação (Tabela 2). Essas unidades tra-balham em épocas específicas do ano,por cerca de 10-14 horas diárias. Ob-
serva-se que o comprimento das linhas(Tabela 1) não influenciou na produçãodiária das unidades, e que o número defuncionários foi independente destecomprimento, verificando-se então quefator gerencial pode ser uma importan-te ferramenta no rendimento de uma li-nha de beneficiamento.
Foi constatada variação no consumode água entre as unidades devido à dife-rença no sistema utilizado para a lava-gem dos tubérculos (Tabelas 3 e 4). Asunidades A e B utilizam bico aspersor,enquanto que as unidades C, D e E uti-lizam cano de PVC perfurado Em todasas unidades foram observadas diferen-ças no funcionamento dos bicosaspersores utilizados e nos canos dePVC perfurados, os quais apresentavamfreqüentes entupimentos. O consumo deágua (L/hora) oscilou entre 15,4 e 168mil L por hora o que pode ser devido àcapacidade de operação de cadabeneficiadora, à quantidade de bicosaspersores e perfurações e ao compri-mento das etapas de lavagem em cadaunidade. A unidade D utilizava duas li-nhas para a etapa de limpeza.
Com relação ao número de escovasnotou-se que as cinco unidades debeneficiamento e classificação de bata-tas avaliadas possuíam na etapa de la-vagem 2 maior número de escovas doque na etapa de lavagem 1 (Tabela 5).Quanto ao material, observou-se queescovas utilizadas nas etapas de lava-gem eram compostas de cerdas comnylon cristal (diâmetro 0,35 mm) e fi-bra de coco (material vegetal). Escovascompostas de origem animal (crina decavalo) não foram encontradas nestasavaliações. Nas unidades B e D foramobservadas, na etapa inicial de lavagem,a presença de cilindros metálicos paratransporte dos tubérculos.
A rotação média para todas as uni-dades na etapa de lavagem foi de 157rpm, oscilando de um mínimo de 112 eum máximo de 196 rpm, com variaçãode 75% (Tabela 6). Para a etapa de se-cagem, a rotação média foi de 122 rpm,oscilando de 68 a 210 rpm, variação de308%. Na unidade A, não foi possívelcalcular a rotação na etapa de secagemdevido à incapacidade de visualizaçãodas esteiras. As diferenças observadassão devido aos equipamentos utilizados
Tabela 2. Produção diária das unidades de beneficiamento e classificação de batatas (Dailyproduction of the packing and classification units of potato). Campinas, UNICAMP, 2004.
*Unidades: A, B e C: Vargem Grande do Sul (SP); D: Itapetininga (SP); E: Divinolândia (SP).
Tabela 3. Consumo de água na etapa de lavagem em unidades que utilizam o sistema debico aspersor, não sendo considerado o volume de água utilizado no recebimento. (Wateruse in the washing step, not considering the water volumen employed in the reception ofunits who employ aspersors). Campinas, UNICAMP, 2004.
*Unidades: A, B e C: Vargem Grande do Sul (SP); D: Itapetininga (SP); E: Divinolândia (SP).
Tabela 4. Consumo de água na etapa de lavagem, em unidades que utilizam o sistema dePVC perfurado, não sendo considerado o volume de água utilizado no recebimento (Waterused in the washing step, not considering the water volumen employed in the reception ofunits who employ perforated PVC tubes). Campinas, UNICAMP, 2004.
**Unidade D possuía duas linhas para lavagem dos tubérculos, portanto os dados apresenta-dos representam as duas esteiras de lavagem (The unit D had two potato washing lines;therefore the presented data represent two washing units).
MD Ferreira & LH Netto

283Hortic. bras., v. 25, n. 2, abr.-jun. 2007
e as variações no abastecimento. Altasrotações podem causar eventuais danosfísicos aos tubérculos. Comparando-se osresultados de rotação das escovas na la-vagem com o volume de água gasto, no-tou-se que na unidade B, em que a medi-da de rotação foi maior, houve o menorvolume de água gasta, enquanto na uni-dade D em que a medida de rotação foi amenor, houve o maior volume de águagasto na lavagem dos tubérculos.
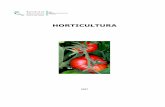
Por meio do uso da esferainstrumentada (70 mm), obtiveram-sedados de máxima aceleração (G) e va-riação na velocidade (∆v) para os im-pactos na linha de classificação ebeneficiamento de batatas (Figuras 1, 2e 3). Os pontos das linhas de classifica-ção para batata que demonstraram maiorG foram os de transferência (entrada nolavador e ensaque). Em três unidades (B,C e D) os maiores valores foram obser-vados na etapa de lavagem (entrada dolavador), observando-se na unidade C,G superior a 140 m/s2. Na entrada doprocesso de secagem observa-se umaredução nos valores de G em todas asunidades, porém com crescente ascen-são nos outros três pontos de transfe-rência. A variação nos valores de G, en-tre as unidades para os pontos coinci-dentes, pode estar relacionada à veloci-dade de deslocamento, rotações das es-covas, altura de queda e tipo de superfí-cies protetoras. Os menores valores deG foram obtidos para Unidade C, naentrada do secador. Na saída do seca-dor, o maior valor de G foi obtido naUnidade D (>80G) e o menor na unida-de A (<60G). Para a saída da seleção,na unidade E obteve-se menor valor,inferior a 70G, enquanto na unidade Aobteve-se maior valor neste ponto de
transferência (>100G). Na etapa doensaque as unidades A e C apresenta-ram os maiores valores e a D valoresinferiores a 70G.
Geralmente nas etapas iniciais sãoencontrados altos valores de impacto(Sargent et al., 1992a). Miller & Wagner(1991) relatam que 80% dos impactosem linha de classificação para citrusvariam entre 25-150G e são causadospor quedas em superfícies rígidas de
Tabela 6. Medidas das rotações nas escovas (rpm) nas unidades de beneficiamento e classi-ficação para batata (Rotation values on the brushes (rpm) in the packing and classificationunits of potato). Campinas, UNICAMP, 2004.
Obs: NC = não consta; * Umidades A, B e C: Vargem Grande do Sul (SP); D: Itapetininga(SP); E: Divinolândia (SP); **Etapa de secagem utilizando-se escovas com espuma (Dryingsteps using brushes with foam)
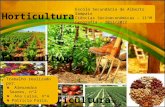
Etapas: (1) Recebimento (reception), (2) Lavagem 1 (washing 1), (3) Lavagem 2 (washing 2),(4) Secagem (drying), (5) Seleção e ensaque (selection and packing). Pontos de Avaliação paraImpacto (points of impact evaluation): (A) Entrada no sistema de lavagem (entrance in the washingsistem), (B) Entrada no secador (entrance in the dryer), (C) Saída do secador (out of the dryer),(D) Saída seleção (out of selection), (E) Ensaque (packing).
Figura 1. Desenho esquemático com as principais etapas e pontos de transferência avalia-dos para impacto em equipamento de beneficiamento e classificação de batatas (Chematicpresentation presenting the main steps and transferring points evaluated on the impact of theequipment of the packing and classification units of potato). Campinas, UNICAMP, 2004.
metal ou em uma camada de coberturaemborrachada muito fina. Todavia, naetapa de recebimento, foram observa-dos valores de até 300G. Hyde et al.(1992) avaliaram linhas debeneficiamento e classificação para ba-tata e observaram que maiores impac-tos são causados por quedas em super-fícies rígidas.
Assim, verifica-se que os valores deG observados neste trabalho corroboram
Avaliação de processos nas linhas de beneficiamento e classificação de batatas
Tabela 5. Número de escovas utilizadas nas etapas de lavagem 1, lavagem 2 e secagem nas unidades de beneficiamento e classificação de batata(Number of brushes used in the washing steps 1 and 2 and drying step in the packing and classification units of potato). Campinas, UNICAMP, 2004.
*Unidades: A, B e C: Vargem Grande do Sul (SP); D: Itapetininga (SP); E: Divinolândia (SP).

284 Hortic. bras., v. 25, n. 2, abr.-jun. 2007
Figura 2. Aceleração máxima (m/s2) para pontos coincidentes nas cinco unidades debeneficiamento e classificação de batatas (maximum acceleration (m/s2) on coincident pointsof the five packing and classifying units of potato). Campinas, UNICAMP, 2004.
pontos da linha de classificação de to-mates de mesa, por meio da utilizaçãode protetores de superfície, proporcio-naram redução em até 50% na pressãode impacto, com conseqüente diminui-ção nos danos físicos.
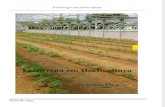
Quanto a ∆v observa-se que existeuma similaridade entre os gráficos apre-sentados (Figuras 2 e 3). Isto pode serexplicado pela correlação positiva obti-da entre o ∆v e a G (Tabela 7), já quepara uma dada superfície o aumento daaltura de queda aumentará tanto a ace-leração como a velocidade (Sargent etal., 1992a).
Com os dados obtidos pode-se carac-terizar as linhas de beneficiamento e clas-sificação utilizadas de batatas e observaros seus pontos críticos os quais podemser utilizados para dimensionamento denovos equipamentos e intervenções nasunidades em funcionamento, principal-mente quanto aos pontos de impacto, osquais foram localizados em todos os equi-pamentos de classificação ebeneficiamento de batatas.
Conclui-se, portanto, que não existea necessidade de linhas extensas e gran-des quantidades de água, e sim de queocorra a otimização do uso dos recursose equipamentos. Uma linha ideal parafuncionamento, tem como característicasdesejadas utilizar o mínimo de água emrotações, as quais não causem danos fí-sicos ao produto. Nos pontos de transfe-rência a magnitude de impacto pode serminimizada a partir do uso de protetoresde superfície e pela diminuição na alturada queda. Estudos futuros podem ser con-duzidos com a finalidade de se observara relação entre os impactos sofridos eperdas pós-colheita, em especial causa-das pela incidência de doenças.
Figura 3. Velocidade média (m/s) para pontos coincidentes nas cinco unidades debeneficiamento e classificação de batata (Average speed (m/s) for coincident points of thefive packing and classifying units of potato). Campinas, UNICAMP, 2004.
os autores supracitados. Timm & Brown(1991) relataram uma diminuição noimpacto em linhas de classificação deabacate, mamão e abacaxi, quando da
utilização de protetores emborrachados.Sargent et al. (1992a) também relataramque utilizando se de menores pontos dequeda e que modificações em alguns
MD Ferreira & LH Netto
Tabela 7. Aceleração Máxima (G) e velocidade (∆v) em unidades de beneficiamento de batata (Maximal acdeleration (G) and velocity (∆v)in the packing and classification units of potato). Campinas, UNICAMP, 2004.
*Unidades: A, B e C: Vargem Grande do Sul (SP); D: Itapetininga (SP); E: Divinolândia (SP).

285Hortic. bras., v. 25, n. 2, abr.-jun. 2007
Avaliação de processos nas linhas de beneficiamento e classificação de batatas
AGRADECIMENTOS
Os autores agradecem à Fundaçãode Amparo a Pesquisa do Estado de SãoPaulo, FAPESP e à Associação Brasi-leira da Batata, ABBA.
REFERÊNCIAS
FNP CONSULTORIA & COMERCIO. 2004.AGRIANUAL 2005 - Anuário Estatístico daAgricultura Brasileira. São Paulo: 560p.
CEAGESP. 2001. Classificação da Batata “innatura”. Programa Brasileiro para a Melhoriados Padrões Comerciais e Embalagens deHortigranjeiros, 4p.
EXPIDO J; BUENO J; VAN CANNEYT T. 2005.Impact detection in potato handling lines withsensors based on triaxial accelerometers. ActaHorticulturae 682: 1125-1131.
FINGER FL; FONTES PCR. 1999. Manejo pós-colheita da batata. Informe Agropecuário 20:105-111.
GUYER DE; SCHULTE NL; TIMM EJ; BROWNGK. 1991. Minimize apple bruising in thepackingline. Tree Fruit Postharvest Journal2: 14-20.
HENZ GP; BRUNE S. 2004. Redução de perdaspós-colheita em batata para consumo. Brasília:Embrapa, 10 p. (Circular Técnica 34).
HYDE GM; ZHANG W. 1992. Apple bruisingresearch update: packingline impactevaluations. Tree Fruit Postharvest JournalAugust 3: 12-15.
HYDE GM; BROWN GK; TIMM RJ; ZHANGW. 1992. Instrumented sphere evaluation ofpotato packing line impacts. Transactions ofthe ASAE 35: 65-69.
JOBLING J. 2000. Potatoes: handle with care.Good Fruit and Vegetables Magazine 11: 34-35.
LOPRESTI J; THOMSON G. 1998. Instrumentedsphere assessment of seed potato packing lines.ExpHORT 2000 Report. Institute forHorticultural Development Knoxfield,Victoria, Australia. Disponível em: <http://www.nre.vic.gov.au/agvic/ihd/r&d/doc-095.htm#pagetop>. Acesso: 20.02.2004.
MILLER WM; WAGNER C. 1991. Florida citruspacking line studies with an instrumentedsphere. Applied Engineering in Agriculture 7:577-581.
MORETTI CL; SARGENT SA. 2000. Alteraçãode sabor e aroma em tomates causada por im-pacto. Scientia Agrícola 57: 385-388.
MOHSENIN NN. 1970. Physical properties ofplant and animal materials. Vol. I Gordon eBeach Science Publishers: New York , p.401-430.
RESENDE LMA; MASCARENHAS MHT;PAIVA BM. 1999. Aspectos econômicos daprodução e comercialização de batata. Infor-me Agropecuário 120: 9-15.
SARGENT SA; RITENOUR MA; BRECHT JK.1999. Handling, Cooling and SanitationTechniques for Maintaining PostharvestQuality. Horticultural Sciences DepartmentHS719, Florida Cooperative ExtensionService, Institute of Food and AgriculturalSciences, University of Florida.
SARGENT SA; BRECHT JK; ZOELLNER JJ.1992a. Instrumented sphere impact analysesof tomato and bell pepper packing lines.Applied engineering in agriculture 8: 76-83.
SARGENT SA; BRECHT JK; ZOELLNER JJ.1992b. Sensitivity of tomatoes at mature-greenand breaker ripeness stages to internal bruising.Journal of the American Society forHorticultural Science 117: 119-123.
SOBER SS; ZAPP HR; BROWN GK. 1990.Simulated packing line impacts for applebruise prediction. Transactions of the ASAE33: 629-636.
TIM EJ; BROWN GK. 1991. Impacts recordedon avocado, papaya, and pineapple packinglines. Applied engineering in Agriculture 7:418-422.
TIM EJ; BROWN GK; BROOK RC; SCHULTENL; BURTON CL. 1991. Impact bruiseestimates for onion packing lines. Appliedengineering in Agriculture 7: 571-576.