Bloques de Gutenberg y Campos Personalizados y su relación ...

INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA
“CONTROL ESTADÍSTICO DE PROCESOS”
EN SABRITAS S. DE R. L. DE C. V.
INFORME TÉCNICO DE LA OPCIÓN CURRICULAR EN LA MODALIDAD DE ESTANCIA INDUSTRIAL
QUE PARA OBTENER EL TITULO DE: INGENIERO EN ALIMENTOS
PRESENTA: GUZMÁN RODRÍGUEZ FRANCISCO JAVIER
ASESOR INTERNO: M. C. Hermilo Sánchez Pineda ASESOR EXTERNO: I. A. Ixzel Sánchez Dorantes
MÉXICO D. F. MAYO 2007
i
Índice general Pág. Resumen iv 1. Introducción 1 2. Antecedentes de la empresa 2 2.1. Razón social de la empresa 2 2.2. Giro de la empresa 2 2.3. Reseña histórica 2 2.4. Política de calidad 3 2.5. Misión 3 2.6. Visión 4 3. Objetivos y justificación 4 3.1. Objetivo general 4 3.2. Objetivos particulares 4 3.3. Justificación 4 4. Cronograma de actividades 5 5. Organigrama gerencial 6 6. Localización de planta 7 7. Materias primas 9 7.1. Papa 9 7.2. Aceite 9 7.3. Harinas y sémolas 10 7.4. Maíz 10 7.5. Pasta 11 7.6. Condimento 11 8. Las plataformas 12 8.1 Maíz 12 8.2. Papa y pellet 12 8.2.1. Papa 12 8.2.2. Sabritón 14 8.2.3. Pasta (Pellet) 15 8.3. Extrudidos 15 8.3.1. Cheetos 15 8.4. Área de maquilas 16 8.4.1. Embalaje 16 8.4.2. Salsas 16 8.4.2.1. Análisis de las salsas 17 8.4.2.1.1. Organoléptico 17 8.4.2.1.2. Fisicoquímico 17 9. Evaluación del producto (botana) 18 9.1. Análisis fisicoquímicos 18 9.1.1. Parámetros críticos 18 9.1.1.1. Humedad 18 9.1.1.2. Aceite 18 9.1.1.3. Sal 19 9.1.2. Otras determinaciones 19 9.1.2.1. Defectos 19 9.2. Evaluación de envase 20 9.2.1. Acomodo en caja 21 9.2.2. Arrugas en envase 21

ii
9.3. Evaluación organoléptica 21 10. Actividades 22 10.1. Análisis del producto como paso previo al control estadístico 22 10.2. Gráficos de control 22 10.3. Revisión de eficiencia de inserción de artículo promocional 23 11. Resultados 26 11.1. Evaluación de producto (Botana) 26 11.1.1. Humedad 26 11.1.2. Aceite 26 11.1.3. Sal 29 11.1.4. Densidad 29 11.2. Revisión de eficiencia de inserción de artículo promocional 34 11.2.1. Problemas observados con respecto a la IP 39 12. Conclusiones 43 13. Bibliografía 44
Índice de cuadros Pág. Cuadro 1. Líneas de producción de la planta 7
iii
Índice de figuras
Pág.
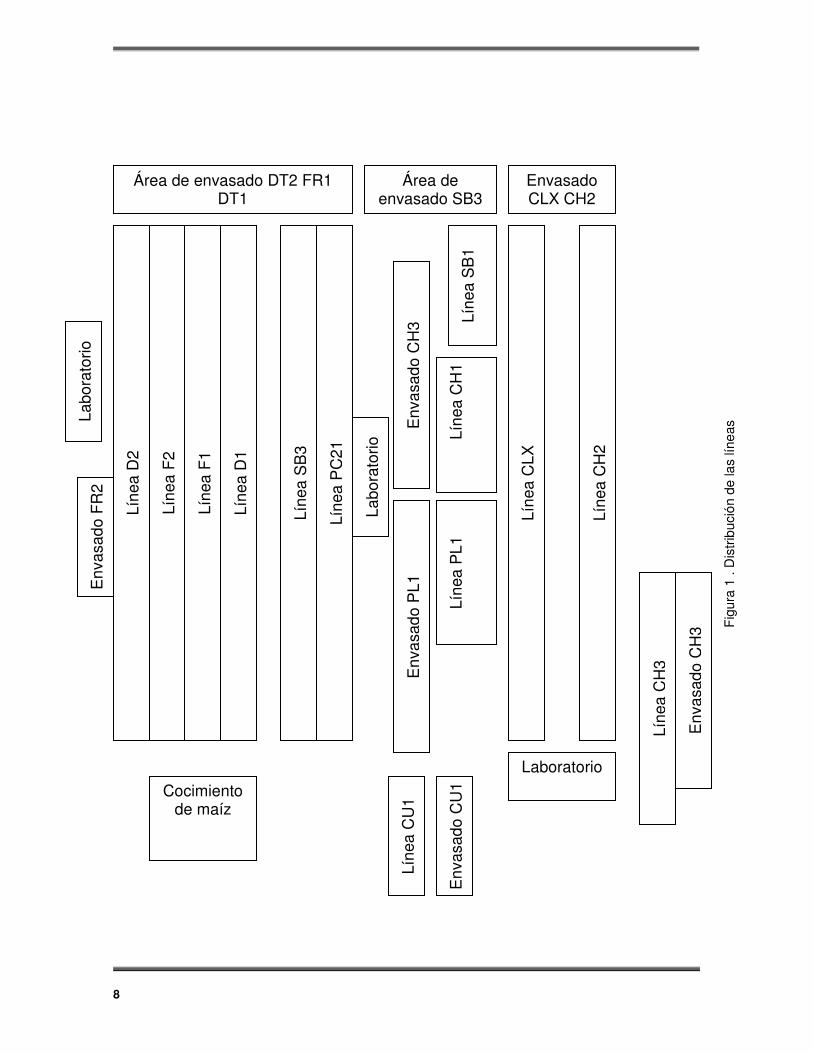
Figura 1. Distribución de las líneas 8
Figura 2. Diagrama de bloques de las líneas de Doritos 13
Figura 3. Diagrama de bloques de las líneas de Fritos 13
Figura 4. Diagrama de bloques de la línea de papa 14
Figura 4. Diagrama de bloques de las líneas de extrudidos 14
Figura 6. Porcentaje de humedad en producto terminado (PT) y
base frita (BF)
27
Figura 7. Porcentaje de aceite en producto terminado (PT) 28
Figura 8. Porcentaje de sal en producto terminado (PT) 31
Figura 9. Densidad del producto 32
Figura 10. Porcentaje de muestras dentro de cada una de las
zonas de control
33
Figura 11. Control de muestreo 35
Figura.12 Número de detenciones por semana en cada línea de
producción
36
Figura 13. Número total de detenciones en cada línea de
producción durante el periodo junio-julio
38
Figura 14. Número de detenciones por cada semana de revisión
de promoción
38

iv
Resumen
En este informe se presentan los resultados de las actividades realizadas durante la
estancia en Sabritas, S. de R. L. de C. V., relacionadas con el control estadístico de
procesos
Se mencionan las diferentes líneas de producción, así como su distribución en la planta y
se describen los procesos de elaboración de los productos más representativos.
Se explican los principales análisis practicados a las materias primas y la importancia de
asegurar la calidad de las mismas.
En la estancia se conocieron los parámetros críticos (porcentajes de humedad, sal y
aceite), la importancia de estos, así como otros análisis de rutina aplicados al producto
terminado.
Se supervisaron los parámetros críticos del producto mediante gráficos de control tipo X,
explicando los motivos de la inestabilidad del proceso a pesar de presentar la mayoría de
las muestras dentro de límites de especificación.
Diariamente se practicaron análisis al producto terminado, para determinar si el producto
se encontraba en zonas verde, amarilla y roja. Con estos datos se pudo construir un
histograma en el que se aprecia de manera comparativa los porcentajes de muestras en
las tres zonas para periodos diferentes.
Se monitoreó la inserción de promoción y se encontró un problema de baja eficiencia.
Conforme se fueron identificando las causas, el número de rechazos por falta de
promoción pudo ser disminuido.
Las causas fueron principalmente problemas de ajuste en la maquinaria (insertadores) y
falta de atención del personal.
1
1. Introducción
El control de procesos asume en la actualidad una importancia de la más alta
significación, no sólo porque ayuda a que los procesos incrementen su eficiencia sino
porque muchos no son económicos ni prácticos si no se ejerce un control satisfactorio.
Así, es necesario que un control de procesos se auxilie de la estadística, que juega un
papel importante en los programas modernos de control total de calidad en la industria (1).
El éxito de los métodos estadísticos representa un compromiso entre la estadística “pura”,
y las realidades prácticas en situaciones industriales y están fuertemente influenciados
por factores como son relaciones humanas, condiciones tecnológicas y costos.
El “punto de vista estadístico” se concreta esencialmente en el estudio constante de la
variación de calidad en un producto, dentro de lotes, sobre equipos para el proceso, entre
diferentes lotes de un mismo artículo, etc. Dichas variaciones podrán ser estudiadas
mejor, gracias al análisis de muestras seleccionadas.
Una de las actividades más reconocidas en general del control de calidad sea el control
de materia prima y de producto terminado. La principal ayuda estadística para estos
trabajos es la gráfica de control. Se necesitan nociones rudimentarias para el
conocimiento práctico de esta herramienta.
El control estadístico de procesos es de suma importancia en la industria de alimentos,
donde las características del producto deben permanecer dentro de ciertos límites,
buscando siempre la homogeneidad de la producción y la satisfacción del consumidor.
2
2. Antecedentes de la empresa
2.1. Razón social de la empresa
Sabritas, S. de R. L. de C. V.
2.2. Giro de la empresa
Sabritas es una empresa que pertenece al grupo corporativo PepsiCo Inc., que tiene
como finalidad la producción de alimentos como botanas, dulces y bebidas.
2.3. Reseña histórica
Sabritas tuvo sus orígenes a principios de los años 40, como una pequeña empresa
creada por el Sr. Pedro Noriega bajo el nombre de Productos Conde. Un año después la
razón social fue modificada a la de Alimentos y Golosinas Selectas dedicada a la
elaboración de botanas como chicharrones, papas fritas y muéganos.
Sus productos eran distribuidos por vendedores ambulantes que recorrían la ciudad en
bicicleta. Al pasar el tiempo, el negoció prosperó aún más y se tuvo la necesidad de
adquirir una camioneta con el objeto de realizar repartos de mayor cantidad.
Hacia los años 50, el Sr. Noriega cambió su razón social por la de Productos Selectos, S.
A. debido a la gran aceptación que tenían las botanas entre el público. Asimismo, se
incrementaron sus volúmenes de producción y distribución, logrando el primer lugar en
ventas con sus papas fritas, a las cuales nombró Sabritas.
En 1966, la recientemente formada PepsiCo, buscó incursionar en el mercado de las
botanas a nivel internacional, y tras un arduo trabajo de investigación, eligió a Productos
Selectos, S. A., como el mejor camino en México hacia dicho sector.
El 21 de marzo de 1968, Sabritas inauguró su primera planta en la Ciudad de México.
Posteriormente, se abrirían otras plantas como las de Guadalajara, Saltillo, Cd. Obregón,
etc. debido a la rapidez con que se expandió la empresa, el gran tamaño del mercado y el
éxito de los productos.
3
Poco a poco, Sabritas fue adquiriendo nueva y más moderna maquinaria, garantizando el
volumen suficiente para abastecer a sus consumidores.
Sabritas, constituye la filial más importante de PepsiCo, contando con la más grande y
moderna planta de su tipo en Latinoamérica y la más potente fuerza de ventas.
En 1986, Sabritas inició su expansión hacia el mercado de los dulces, con la exitosa línea
Sónric’s, resultado de la unión de diversas empresas manufactureras mexicanas.
Actualmente, Sabritas cuenta con seis plantas de botanas en la República Mexicana y
una de dulces; así como una en Mission, Texas, que exporta a Centroamérica, el Caribe y
ocasionalmente a México. Adicionalmente, Sabritas tiene alianzas estratégicas con más
de 25 fabricantes mexicanos de golosinas, chocolates y bebidas en polvo para abastecer
el mercado nacional y centro-americano.
En Sabritas se tiene el compromiso de seguir contribuyendo a desarrollar el campo
mexicano, con el fin de apoyar al país y garantizar la calidad de las materias primas. Entre
los apoyos al campo mexicano, se cuenta desde 1991 con un Centro de Investigación y
Desarrollo Agrícola, que permite que los productores tengan semillas de alta calidad y que
se pueda ofrecer a los consumidores un producto en condiciones inmejorables. El
resultado de este esfuerzo y de las inversiones constantes permite actualmente generar
300 mil empleos indirectos y temporales en esta área.
2.4. Política de calidad
Es política de calidad de Sabritas ofrecer alimentos y bebidas seguros, de alto valor
percibido que superan las expectativas de clientes y consumidores mediante un sistema
de calidad que garantiza procesos consistentes, confiables y rentables a lo largo de la
cadena productiva, contribuyendo así al logro de los objetivos y crecimiento de la
compañía.
2.5. Misión
Ser la opción favorita para consumidores y clientes de alimentos divertidos, convenientes
y de consumo frecuente.
4
2.6. Visión
Lograr un crecimiento retador, sostenido y rentable, ofreciendo al consumidor alimentos
divertidos, reconocidos por su marca, alto valor, calidad e innovación, con dominio
absoluto de los puntos de venta.
Promover la pasión por servir y el desarrollo de nuestra gente en una cultura donde todos
participamos.
3. Objetivos
3.1 Objetivo general
• Aplicar el control estadístico de procesos para resolver problemas a nivel
industrial.
3.2. Objetivos específicos
• Aplicar el control estadístico de procesos con relación al monitoreo de los
parámetros críticos (propiedades fisicoquímicas) del producto terminado.
• Conocer el funcionamiento de las líneas de producción.
• Conocer las características de calidad del envase, su importancia y las causas de
los defectos en él.
• Monitorear la inserción de promoción y determinar su eficiencia.
3.3. Justificación
El control estadístico de procesos es una poderosa herramienta en un sistema de calidad,
para garantizar que el producto que llegue al consumidor con las características que
satisfagan sus expectativas. Los datos manejados en este control provienen de diversos
análisis practicados al producto (desde la materia prima hasta el envasado) cuyos
resultados deben ser interpretados por el ingeniero en alimentos para darles el manejo
estadístico adecuado y solucionar así cualquier problema que se presente a lo largo del
proceso.
5
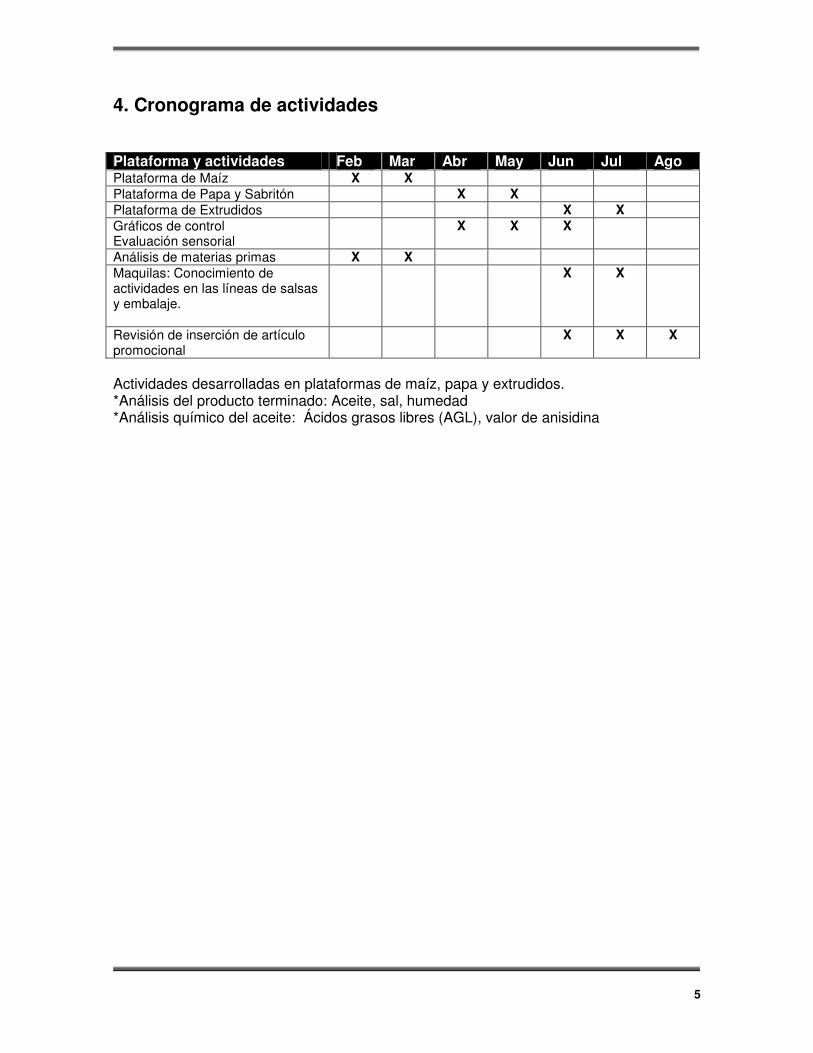
4. Cronograma de actividades
Plataforma y actividades Feb Mar Abr May Jun Jul Ago Plataforma de Maíz X X
Plataforma de Papa y Sabritón X X
Plataforma de Extrudidos X X
Gráficos de control Evaluación sensorial
X X X
Análisis de materias primas X X
Maquilas: Conocimiento de actividades en las líneas de salsas y embalaje.
X X
Revisión de inserción de artículo promocional
X X X
Actividades desarrolladas en plataformas de maíz, papa y extrudidos. *Análisis del producto terminado: Aceite, sal, humedad *Análisis químico del aceite: Ácidos grasos libres (AGL), valor de anisidina
6
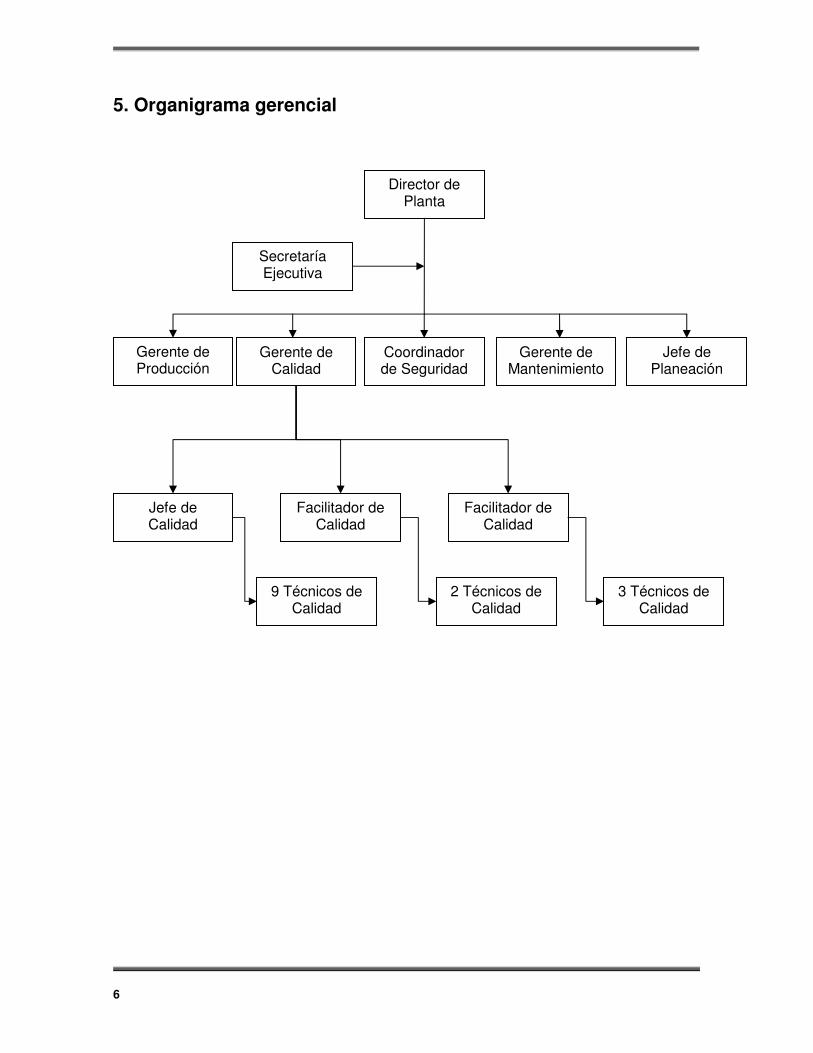
5. Organigrama gerencial
Gerente de Producción
Gerente de Mantenimiento
Coordinador de Seguridad
Gerente de Calidad
Secretaría Ejecutiva
Director de Planta
Jefe de Planeación
9 Técnicos de Calidad
Facilitador de Calidad
Facilitador de Calidad
3 Técnicos de Calidad
2 Técnicos de Calidad
Jefe de Calidad
7
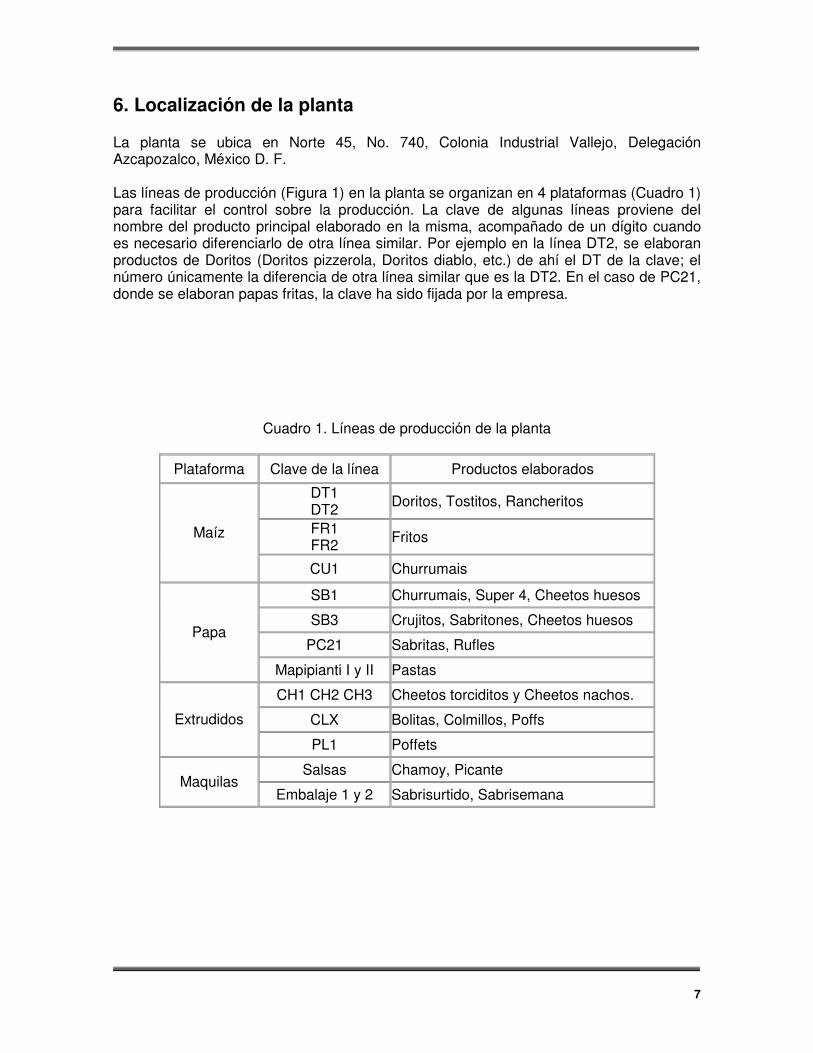
6. Localización de la planta
La planta se ubica en Norte 45, No. 740, Colonia Industrial Vallejo, Delegación Azcapozalco, México D. F. Las líneas de producción (Figura 1) en la planta se organizan en 4 plataformas (Cuadro 1) para facilitar el control sobre la producción. La clave de algunas líneas proviene del nombre del producto principal elaborado en la misma, acompañado de un dígito cuando es necesario diferenciarlo de otra línea similar. Por ejemplo en la línea DT2, se elaboran productos de Doritos (Doritos pizzerola, Doritos diablo, etc.) de ahí el DT de la clave; el número únicamente la diferencia de otra línea similar que es la DT2. En el caso de PC21, donde se elaboran papas fritas, la clave ha sido fijada por la empresa.
Cuadro 1. Líneas de producción de la planta
Plataforma Clave de la línea Productos elaborados
DT1 DT2 Doritos, Tostitos, Rancheritos
FR1 FR2 Fritos Maíz
CU1 Churrumais
SB1 Churrumais, Super 4, Cheetos huesos
SB3 Crujitos, Sabritones, Cheetos huesos
PC21 Sabritas, Rufles Papa
Mapipianti I y II Pastas
CH1 CH2 CH3 Cheetos torciditos y Cheetos nachos.
CLX Bolitas, Colmillos, Poffs Extrudidos
PL1 Poffets
Salsas Chamoy, Picante Maquilas
Embalaje 1 y 2 Sabrisurtido, Sabrisemana
8
Líne
a D
2
Líne
a F
2
Líne
a F
1
Líne
a D
1
Líne
a S
B3
Líne
a P
C21
Líne
a C
LX
Líne
a C
H2
Env
asad
o C
H3
Área de envasado DT2 FR1 DT1
Área de envasado SB3
PC21
Labo
rato
rio
Labo
rato
rio
Env
asad
o F
R2
Líne
a S
B1
Líne
a C
H3
Laboratorio
Env
asad
o C
H3
Envasado CLX CH2
Env
asad
o P
L1
Líne
a P
L1
Líne
a C
H1
Cocimiento de maíz
Líne
a C
U1
Env
asad
o C
U1
Fig
ura
1 . D
istr
ibuc
ión
de la
s lín
eas
9
7. Materias primas
En este laboratorio se analizan diariamente los atributos de calidad con que deben contar
las materias primas que se reciben en la planta, a fin de rechazarlas o aceptarlas. Las
principales materias primas utilizadas son:
7.1. Papa
Es una de las materias primas de mayor relevancia, pues la papa es el producto estrella
de Sabritas, de ahí la importancia de garantizar su calidad.
Los principales análisis son:
a) Porcentaje de sólidos: Se determina de manera indirecta mediante un dispositivo
especial que consiste de un flotador con escala graduada, en cuya base se
posiciona una canastilla que ha de llenarse con una determinada cantidad de
papa. La canastilla se sumerge en el agua, y en la escala del flotador se indicará la
cantidad de sólidos de la papa.
Esta determinación nos sirve para decidir el tamaño de las rodajas. Si la papa
tiene pocos sólidos, las rodajas deberán ser más gruesas que si tuviera una mayor
cantidad de sólidos, de lo contrario durante el freído se eliminará una gran
cantidad de agua que nos daría unas hojuelas muy frágiles y grasosas.
b) Pruebas de limpieza: Se determina el porcentaje de tierra que lleva la papa al
momento de la recepción. Sirve para determinar el tiempo de lavado de la papa en
la línea de proceso, además de determinar si en próximos embarques del mismo
proveedor, el muestreo será más o menos riguroso.
c) Pruebas de freído: Las papas de medio costal, se perforan con ayuda de un tubo,
y se llevan a la línea de producción. Cuando salen del freidor son fácilmente
identificables (por el orificio central) y se cuantifica el porcentaje de papas que
presentan defectos como decoloración o colores indeseables (halos anaranjados o
pardos).
7.2. Aceite
El aceite se toma de una pipa por medio de una sonda de muestreo, en las cercanías a la
superficie, en medio y en el fondo. Los parámetros evaluados más importantes son:
a) Ácidos Grasos Libres (A.G.L.): Consiste en una titulación con una solución
estándar de NaOH, utilizando fenolftaleína como indicador.
10
b) Valor de anisidina: Se fundamenta en una reacción colorimétrica dada entre las
instauraciones del aceite y la p-anisidina.
c) Índice de peróxidos: grado de rancidez oxidativa de las grasas determinando los
peróxidos presentes, que se mide estimando la cantidad de yodo liberado del
yoduro potásico; el índice de peróxidos es el número de mililitros de tiosulfato de
sodio 0.002 N por gramo de muestra (4).
Estas nos revelan el grado de oxidación del aceite, cuyos límites permitidos son más
cerrados que los del aceite que se encuentra en los freidores (que ya ha sido utilizado).
7.3. Harinas y sémolas
Se utilizan para elaborar productos como pastas, extrudidos y algunas frituras de maíz. Al
recibir los lotes de estas materias, se debe tomar una muestra representativa integrada de
varios costales o bultos. Antes del análisis debe homogeneizarse la muestra tomada. Los
parámetros evaluados más importantes son:
a) Humedad: Se determina con termobalanza. El control de esta variable nos permite
prevenir perdidas por ataque de microorganismos.
b) Granulometría: Se determina por medio de tamizado. Un tamaño de partícula muy
grande impide la correcta expansión de los extrudidos (3).
7.4. Maíz
El maíz llega a la planta transportado en camiones, para después almacenarse en silos.
Previo al almacenamiento, se deberá tomar una muestra aproximada de 1 kg y se
homogeneiza en el laboratorio. Los parámetros evaluados más importantes son:
a) Grano dañado por insectos: Se cuantifica el porcentaje de granos que presentan
perforaciones ocasionadas por plagas.
b) Micotoxinas: Se determinan por medio de un equipo espectrofotométrico de
radiación UV.
c) Humedad: Se determina con un equipo Burrows (debido a la poca disponibilidad
de tiempo no se emplea la termobalanza).
d) Grano quebrado: Durante la nixtamalización el daño quebrado puede desbaratarse
y eliminarse como desperdicio junto con el nejayote.

11
7.5. Pasta
En ocasiones se manda pedir pasta de otras plantas, cuando existe una demanda
insatisfecha en las líneas de Sabritón. Los parámetros evaluados más importantes son:
a) Pruebas de freído: Es necesario freír la pasta a fin de asegurarse de la correcta
expansión del producto, lo cual influirá en la densidad del mismo y en el porcentaje
de llenado en el envase.
b) Humedad: Se determina la humedad de la pasta triturándola en un molino; esta
determinación nos dará una idea de la expansión de producto, ya que el contenido
de humedad es inversamente proporcional a la expansión del producto.
c) qué?)
7.6. Condimento
Se determina el porcentaje de sal, que potencia el sabor de las especias y condimentos
utilizados. Se determina con una titulación potenciométrica utilizando una solución
estándar de AgNO3 (4).
12
8. Las plataformas
8.1 Maíz
En esta plataforma se cuenta con cinco líneas: dos de Doritos, dos de Fritos y una de
Churrumais. En estas líneas se elaboran además Rancheritos y Tostitos.
Una vez que el maíz se ha recibido y aceptado por Materias Primas, el primer paso para
su procesamiento es la nixtamalización, donde se le da un cocimiento en medio alcalino
(Ca(OH)2), un reposo y un lavado para remover el pericarpio. Enseguida el grano es
molido hasta obtener una masa homogénea.
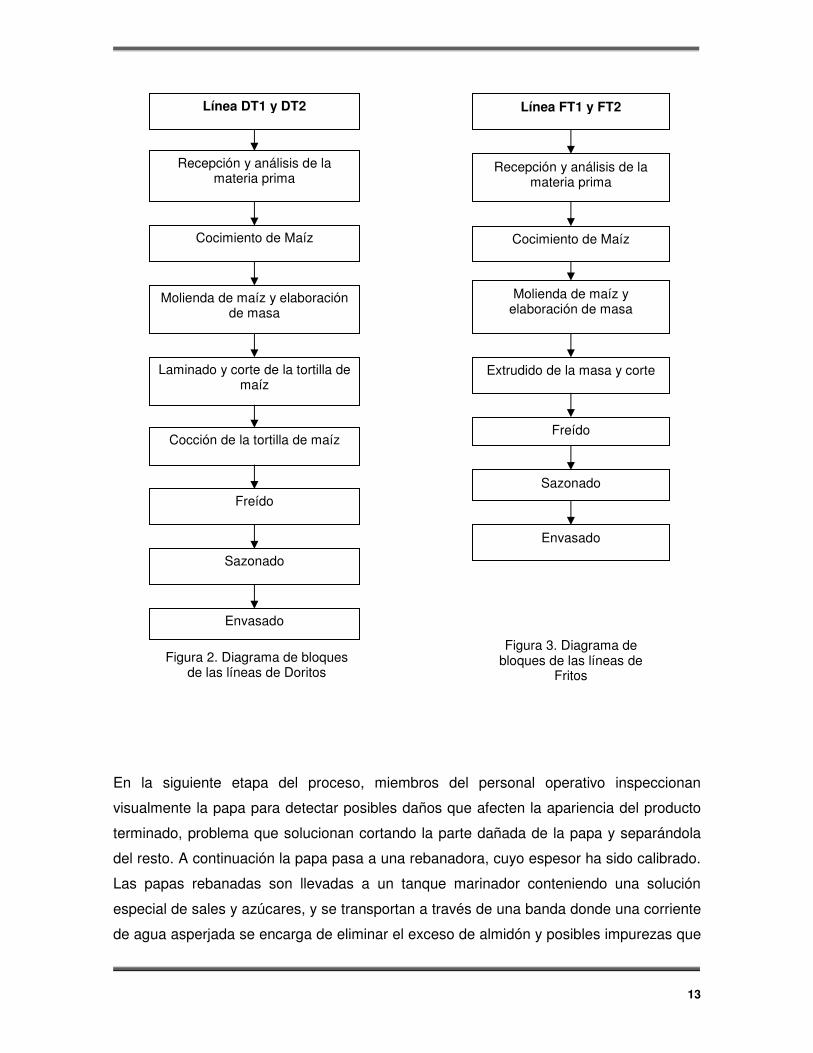
En el caso de los Doritos (Figura 2), dicha masa es laminada y cortada, pasa a un horno
donde se cuece al pasar por varias camas en su interior, posteriormente, se fríe y se
condimenta en un tambor sazonador, antes de envasarlo.
En el caso de los Fritos (Figura 3) y Churrumais, la masa es extrudida e inmediatamente
cortada por una navaja giratoria, lo anterior en posición vertical, pues la masa deberá caer
en el freidor directamente, seguido de un condimentado en un tambor y envasado.
8.2. Papa y Pellet
En esta plataforma se cuenta con 5 líneas: una de papa (Figura 4), dos de Sabritón y dos
productoras de pellet o pasta de harina de trigo.
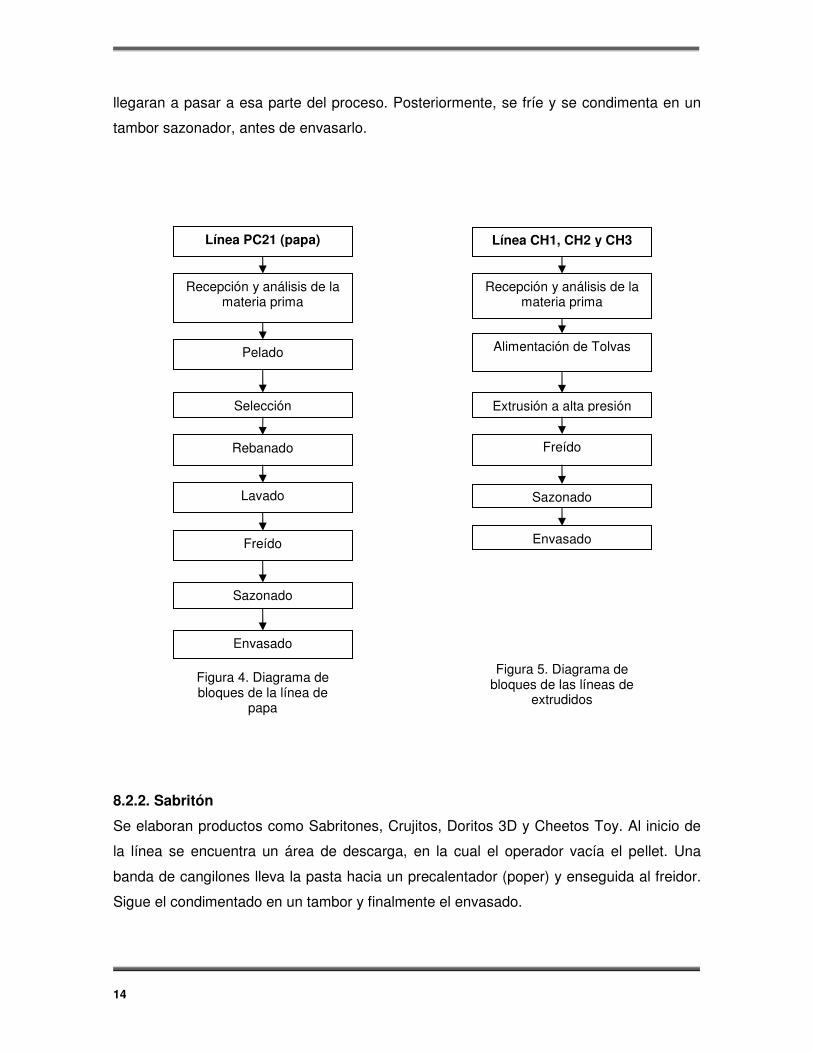
8.2.1. Papa
Se elaboran Sabritas y Ruffles. Primero se deberá consultar a Materias Primas para la
selección del lote que se deberá utilizar con base en la cantidad de sólidos que posea,
daños de la papa, e impurezas presentes (por ejemplo piedras). Una vez elegido el lote y
transportado desde el almacén hasta el inicio de la línea, el siguiente paso es la limpieza y
pelado, el cual se logra en un tambor con rodillos abrasivos y una regadera interior. El
nivel de remoción de cáscara puede regularse a la salida del tambor, reduciendo la
abertura de la misma con una compuerta ajustable, ya que así se obligará a la papa a
permanecer más tiempo en el tambor y el pelado será más eficiente.
13
En la siguiente etapa del proceso, miembros del personal operativo inspeccionan
visualmente la papa para detectar posibles daños que afecten la apariencia del producto
terminado, problema que solucionan cortando la parte dañada de la papa y separándola
del resto. A continuación la papa pasa a una rebanadora, cuyo espesor ha sido calibrado.
Las papas rebanadas son llevadas a un tanque marinador conteniendo una solución
especial de sales y azúcares, y se transportan a través de una banda donde una corriente
de agua asperjada se encarga de eliminar el exceso de almidón y posibles impurezas que
Recepción y análisis de la materia prima
Cocimiento de Maíz
Molienda de maíz y elaboración de masa
Laminado y corte de la tortilla de maíz
Cocción de la tortilla de maíz
Línea DT1 y DT2
Freído
Sazonado
Envasado
Figura 2. Diagrama de bloques de las líneas de Doritos
Recepción y análisis de la materia prima
Cocimiento de Maíz
Molienda de maíz y elaboración de masa
Línea FT1 y FT2
Figura 3. Diagrama de bloques de las líneas de
Fritos
Extrudido de la masa y corte
Freído
Sazonado
Envasado
14
llegaran a pasar a esa parte del proceso. Posteriormente, se fríe y se condimenta en un
tambor sazonador, antes de envasarlo.
8.2.2. Sabritón
Se elaboran productos como Sabritones, Crujitos, Doritos 3D y Cheetos Toy. Al inicio de
la línea se encuentra un área de descarga, en la cual el operador vacía el pellet. Una
banda de cangilones lleva la pasta hacia un precalentador (poper) y enseguida al freidor.
Sigue el condimentado en un tambor y finalmente el envasado.
Recepción y análisis de la materia prima
Pelado
Selección
Rebanado
Línea PC21 (papa)
Freído
Sazonado
Envasado
Lavado
Figura 4. Diagrama de bloques de la línea de
papa
Recepción y análisis de la materia prima
Alimentación de Tolvas
Extrusión a alta presión
Línea CH1, CH2 y CH3
Freído
Sazonado
Envasado
Figura 5. Diagrama de bloques de las líneas de
extrudidos

15
8.2.3. Pasta (Pellet)
La pasta para chicharrones de harina se hace en las líneas Mapipianti. El proceso
constiste en mezclar agua con harina de trigo (y un colorante) y someter la mezcla a
varios estadíos de presión y termperatura, logrando la gelatinización de los almidones.
Aquí la humedad de la pasta le debe permitir una plasticidad tal que le permita ser
sometida a los consecuentes procesos de extrusión que le darán a la pasta su forma
característica. Finalmente, se deshidrata a través de secadores y se empaca en costales
(si es para consumo de la planta) o en cajas (si será enviado a otros estados).
8.3. Extrudidos
Esta plataforma comprende cuatro líneas de Cheetos (CH1, CH2, CH3 y CLX) además de
una línea de palomitas de maíz (PL1).
8.3.1. Cheetos
En la línea de Cheetos, la sémola de maíz es bombeada desde silos y se le adiciona
agua. A continuación, la mezcla entra al extrusor y se transporta mediante un tornillo sin
fin, a través de una serie de estadíos que varían en temperatura y presión; bajo estas
condiciones se gelatiniza el almidón. Cuando la pasta sale del extrusor, a través del dado,
la descompresión que sufre ocasiona que se expanda, dándole al extrudido su textura
característica. Dependiendo de la línea, el destino del extrudido puede ser el horneado
(Colmillos, Bolitas, Poffs) o freído (Torciditos, Nachos), y finalmente un condimentado y
envasado. El diagrama puede verse en la Figura 5.

16
8.4. Área de maquilas
8.4.1 Embalaje
En esta sección de la planta se arman paquetes surtidos con los productos de Sabritas,
en diferentes presentaciones: Sabrisemana, Sabrisurtido o Sabri33, cuya diferencia
primordial es el número de bolsas por charola.
En cada turno se solicita un determinado número de tarimas de cada producto, de
acuerdo a los requerimientos del área de maquilas. Este producto puede ser originario de
la misma planta, o provenir de otras plantas: en el caso de Nutritas, por ejemplo, se
mandan pedir a la planta de Ciudad Obregón, Sonora.
Al inicio de cada línea de embalaje hay una tarima con cartones, los cuales se arman de
modo que obtengamos una charola. Esta se coloca en una banda transportadora, a través
de la cual los empacadores van colocando los diferentes productos que integran el
surtido. Posteriormente, un equipo especial se encarga de grabar el código en la charola
por medio de un láser. En seguida la charola es cubierta por un plástico que da una buena
presentación y protege a los productos individuales del polvo.
8.4.2. Salsas
En la planta Vallejo se elaboran dos tipos de salsa: la salsa picante y la salsa chamoy,
asimismo, estas pueden elaborarse en diferentes presentaciones como en botella de 180
ml y 360 ml, y en presentación individual de 6 g conocida como pouche o sobre. La salsa
cuenta con ingredientes como chiles y especias, espesantes (almidones) y ácidos
orgánicos (cítrico y acético) en proporciones determinadas por el departamento de
investigación y desarrollo.
El procedimiento comienza adicionando la fase dispersante (agua) a temperatura
ambiente (T1) en un reactor, seguida de las especias y los almidones. Se procede a agitar
mientras un intercambiador de calor de serpentín inyecta vapor en el enchaquetado del
tanque, hasta alcanzar un temperatura (T2). La mezcla se mantiene a esta temperatura
durante algunos minutos a fin de que el almidón gelatinice y la salsa adquiera
consistencia. A esta etapa se le conoce como cocimiento.
A continuación se enfría hasta una temperatura (T3) en la cual se adicionan los ácidos, lo
cual contribuye al sabor y aroma de la salsa, y paralelamente inhibe el desarrollo de
bacterias debido al bajo pH que se maneja.

17
Los ácidos son adicionados después del cocimiento, debido a que el almidón ya está
gelatinizado. Una vez que la salsa ha alcanzado la temperatura ambiente puede
envasarse.
En el caso de las botellas el fluido se transporta hasta una dosificadora, seguida de una
taponadora. Durante el proceso puede que la salsa chorree, por lo que algunos
trabajadores se encargan de limpiar la superficie de la botella. En seguida las botellas
pasan por una codificadora y al final de la línea son empacadas en cajas de cartón
corrugado.
En el caso de los sobres, el fluido es bombeado hacia una máquina que posee diez
inyectores, que adicionan cada uno el equivalente a 6g, en la parte inferior de la máquina,
una banda transporta los sobres a una caja de cartón corrugado. Aquí es importante
mantener las condiciones higiénicas adecuadas, ya que como los sobres irán en el interior
de las bolsas de botana, estarán en contacto directo con el producto, por lo que es
necesario evitar tomarlos con las manos.
8.4.2.1. Análisis de las salsas
8.4.2.1.1. Organoléptico. Se evalúa visualmente el color y se degusta el producto para
evaluar su sabor y textura.
8.4.2.1.2. Fisicoquímico. Se evalúa el porcentaje de sales, ácidez titulable, pH, y grados
Brix.
18
9. Evaluación del producto (botana)
Aquí se engloban análisis fisicoquímicos, organolépticos, presencia de defectos y
evaluación de empaque.
9.1. Análisis fisicoquímicos
9.1.1. Parámetros críticos
Estos repercuten de manera directa sobre la percepción de consumidor, de hecho los
límites de especificación son establecidos mediante pruebas de panel para saber qué es
lo que le gusta al consumidor. Estos son los siguientes:
9.1.1.1.Humedad. Tiene un impacto sobre la textura del producto y sobre la vida de
anaquel, ya que favorece el desarrollo de mohos (m.o.). Se determina indirectamente con
un equipo especial que emplea luz infrarroja (más adelante se describirá su
funcionamiento).
Depende del contenido de humedad, que el producto se perciba correoso (humedad alta)
o duro y seco (humedad baja).
9.1.1.2. Aceite. Además de impartir textura y contribuir al sabor, permite la adsorción de
condimento en la botana.
Niveles demasiado altos de aceite en el producto afectan la apariencia y textura de la
botana, además, reducen su vida de anaquel al hacerla más susceptible a reacciones de
oxidación.
Los dos análisis anteriores se efectúan de manera indirecta mediante un equipo
fotométrico que trabaja en la zona del infrarrojo. Internamente se obtienen los porcentajes
de aceite y humedad por medio de una correlación empleando como datos la absorbancia
o transmitancia de la luz que se hace incidir sobre la muestra. La correlación antes
mencionada se consigue mediante la elaboración de una curva estándar (producto con
diferente contenido de humedad o aceite) que se somete al análisis en el equipo, previo al
análisis de cualquier muestra problema. Este tipo de equipos deben ser calibrados
continuamente para garantizar su buen funcionamiento, cotejando sus resultados con los
obtenidos de la misma muestra mediante análisis primarios (termobalanza en el caso de
humedad y soxhlet para grasas) que requieren más tiempo pero son más confiables.
19
9.1.1.3. Sal. Es indicador del condimentado, y no sólo afecta la apariencia del producto,
sino también el sabor del mismo. Las mezclas de condimento son analizadas para saber
la cantidad de sal con la que cuentan; por ejemplo, si un condimento viene con un exceso
de sal, al realizar el análisis se puede dar cuenta de que está dentro de especificaciones,
sin embargo, el producto dará la apariencia de falta de condimento; de igual modo si el
condimento carece de sal, aunque se vea muy condimentado, tanto el análisis
fisicoquímico como el organoléptico, podría indicarnos deficiencia de sal.
Este análisis se basa en la cuantificación de cloruros mediante una valoración
potenciométrica, utilizando AgNO3 como estándar (4).
9.1.2. Otras determinaciones
9.1.2.1. Defectos. Se considera como defecto al producto que por sus características no
pueda ser aceptado de manera visual por el consumidor, las defectos más comunes son:
a) Rotura: Cuando en una línea de producción, varias máquinas se encuentran
paradas, el producto que se encuentra en el vibrador, por encima de las
pesadoras, tiene que recircular, es decir, da una vuelta a través de un sistema de
vibradores, de modo que al regresar a las pesadoras encuentre la oportunidad de
ser envasado. Durante esta circulación, el producto es estresado mecánicamente
y corre el riego de romperse. El porcentaje de rotura es muy importante en
productos como Doritos debido a la necesidad de mantener su forma triangular.
b) Producto doblado y pegado: Durante el freído de algunos productos como papas,
las rebanadas crudas pueden doblarse al caer al aceite. Al término de esta etapa,
la hojuela adquiere rigidez manteniendo su forma doblada, lo cual impacta no sólo
en la apariencia, sino que será más susceptible a rotura. Además, si el doblez
fuera tal que permitiera la unión de dos bordes, el freído podría no ser uniforme y
por tanto tendríamos partes crudas en las uniones.
c) Producto deforme: Tiene una influencia directa sobre la apariencia y se refiere a
formas anormales que adquiere el producto durante etapas del proceso que salen
de control.
d) Burbujas: Se presentan en productos como las papas, chicharrones y las frituras
de maíz; son espacios que se forman por el vapor de agua que queda atrapado en
el producto durante el freído.

20
e) Producto pequeño: Se evalúa principalmente en productos extrudidos. El producto
pequeño se da cuando la masa no entra de manera uniforme al dado del extrusor.
f) Color indeseable: Se presenta en papa, debido a daños fisiológicos dando una
apariencia de quemado. Este problema se relaciona más con la materia prima que
con el proceso.
Los parámetros críticos se deben monitorear durante todo el turno en gráficos de control,
en los cuales la variable de interés (sal, humedad) se grafica en función del tiempo, para
asegurar que el producto se encuentre dentro de especificaciones.
Los límites de control se establecen con base en pruebas de panel. La manera de
construir la gráfica comienza tomando una muestra de producto terminado a la cual se le
practican las análisis, el valor se grafica y nos permite visualizar si nuestra producción
está saliendo de las límites de control y en que momento, de manera que podamos
predecir si en la siguiente hora nuestro producto saldrá de los límites permitidos y tomar
las medidas correctivas apropiadas para evitarlo.
9.2. Evaluación de envase
Un envase es cualquier recipiente adecuado que está en contacto directo o indirecto con
el producto. Entre sus funciones están las de:
• Protección. Protege al producto de los factores ambientales tanto bióticos como
abióticos
• Estabilidad. Mantiene al producto estable frente a cambios de humedad en el
ambiente y frente a la luminosidad.
• Resistencia Física. Protege al producto de la rotura
• Higiene: Mantiene al producto lejos de microorganismos presentes en el aire.
• Comerciabilidad: Identifica al producto en el mercado y lo hace reconocible por el
consumidor.
• Aspecto Social: Es la carta de presentación del producto y facilita su venta.
Dentro de la evaluación de envase se deben reconocer algunos atributos importantes,
como son:
21
9.2.1. Acomodo en caja
Es la manera en que se disponen las bolsas de producto dentro de su envase secundario
(caja de cartón corrugado)
Cada producto tiene sus especificaciones de acomodo en caja; se considera en zona
verde cuando se siguen estos lineamientos, de lo contrario se procederá a evaluar el
acomodo dentro de zona roja.
9.2.2. Arrugas en envase
Estos son de gran importancia ya que aíslan el producto del ambiente. Un sello con
arrugas no solo afectan el aspecto del envase, sino que pueden ocasionar fugas de aire.
Una buena formación de sellos es aquella exenta de dobleces o pliegues, o incluso
arrugas.
Las arrugas que se evalúan en los sellos del empaque son dos: arrugas en sello
horizontal (ASH) y arrugas en sello vertical (ASV). El sello horizontal es resultado de la
mordaza, que sella y separa una bolsa de otra al salir de la envasadora, mientras que el
vertical depende de la plancha caliente con que se sella la bobina de envasado.
Para su evaluación, se considera en zona verde cuando no hay pliegues ni arrugas en las
esquinas del sello. En zona amarilla cuando se presentan arrugas o dobleces que no
permitan una unión adecuada en el laminado del empaque. Se encuentra en zona roja
cuando dichas arrugas ocasionan fugas en el empaque.
9.3. Evaluación organoléptica
Es una herramienta para mantener la consistencia de producto/proceso entre horas y
turnos.
En esta evaluación, el técnico de calidad junto con los operadores dan su juicio con
respecto a la apariencia, sabor y textura.
Éste no es un análisis sensorial. El verdadero análisis sensorial se realiza en el
departamento de investigación y desarrollo, donde jueces capacitados evalúan un
producto cuando su formulación está en desarrollo.
La evaluación sensorial a diferencia de una evaluación organoléptica cuantifica aquellas
características del producto que son percibidas por los sentidos (6).

22
10. Actividades
10.1. Análisis del producto como paso previo al control estadístico
Si bien humedad, aceite y sal son los parámetros más importantes, el técnico de calidad
tiene la obligación de revisar otras tantas características (defectos, densidad,
temperaturas, etc.).
El trabajo diario comenzaba con la toma de muestras, dos de manera obligatoria (cada
muestra constaba de alrededor de diez bolsas de producto). Se practicaban todos los
análisis solicitados en un formato especial de evaluación del producto (Hoja de control).
En dicho formato era registrado el valor de todos los parámetros y al final del turno se
capturaban en una base de datos utilizada para agilizar el manejo y administración de la
información. Ésta, guarda información de meses anteriores, de modo que si se detectara,
por medio de las quejas del consumidor, alguna anomalía en la producción, se podría
recurrir a ella para ubicar el día en que salió ese producto de la planta, encontrar la
posible causa del problema y evitarlo en un futuro. En este programa también se
registraba si el producto elaborado había entrado en la zona verde (dentro de los límites
de especificación meta), amarillo (fuera de los límites verdes, pero era posible tomar
medidas correctivas en el proceso) o rojo (cuando el producto salía de control y tenía que
ser destruido)1.
Los parámetros críticos son los que nos indican la zona en que se encuentra nuestro
producto. Aún cuando casi todo el formato indicara valores dentro de la zona verde,
bastaba un parámetro crítico que se encontrara en amarillo (o rojo) para que la producción
se considerara en dicha zona.
10.2. Gráficos de control
El gráfico de control avisa dentro de ciertos límites cuándo hay que buscar la causa de
variación, pero es incapaz de analizar la causa del problema (2).
Es éstos gráficos se monitoreaban porcentajes de sal, humedad, etc. en función del
tiempo, lo cual permitía observar el comportamiento de dichos parámetros durante el día,
lo cual aseguraba que el producto se encontrara dentro de especificaciones.
Se dividen en tres zonas, verde, amarilla y roja, anteriormente descritas.
1 Éstas no sólo aplican a los parámetros críticos, sino a otras evaluaciones de calidad como lo son el
porcentaje de defectos, temperaturas de freído, cualidades de empaque, etc. mismas que utilizan diferentes valores numéricos para fijar sus límites según sea el análisis.

23
Los gráficos de control utilizadas fueron del tipo X, para variables continuas, y se
empleaban diariamente para cada producto. El caso reportado en la sección de resultados
de este informe, corresponde a la corrida de arranque de un nuevo producto. Este
consistió en chicharrones de harina. El producto requería la mezcla de dos lotes de pasta
(roja y verde) y los parámetros de importancia fueron aceite, sal, humedad y densidad.
10.3. Revisión de eficiencia de inserción de artículo promocional
Debido a que la inserción de artículos promocionales atrae la atención del consumidor, es
obligación de la empresa garantizar la existencia de estos artículos en cada bolsa. Las
consecuencias de no asegurar la presencia del artículo promocional consisten en
defraudar al consumidor, lo cual a su vez incrementa el número de quejas.
Para aplicar el control estadístico de procesos en la revisión de artículo promocional,
convino hacer las siguientes definiciones:
Artículo promocional. Regalo que se incluye en las bolsas de producto con el objeto de
atraer al consumidor para incrementar las ventas. Los tres tipos de artículo que se
manejaron durante el periodo junio-julio fueron Estampa, Disco, y Lanzador.
Revisión de promoción. Acción de asegurar que el 95% de la producción contenga algún
tipo de artículo promocional, mediante la apertura de las bolsas correspondientes a una
muestra tomada.
Muestra. Número de bolsas tomadas de cada máquina de la planta destinadas a revisión
de promoción.
Control de Muestreo. Gráfico que permite monitorear la frecuencia con que se ha
muestreado cada una de las máquinas envasadoras de la planta. En el eje X se presenta
el número de máquina, ordenadas por línea de producción; y en el eje Y el número de
veces que se ha tomado la muestra de cada máquina.
EP (Eficiencia de inserción de artículo promocional): Porcentaje de bolsas que incluyen
algún tipo de promoción en una muestra tomada. La EP aceptable debe ser mayor o igual
al 95%.
IP (Inserción de artículo promoción). Acción de incluir por medio de un dispositivo
neumático, el artículo promocional en las bolsas de producto.
Insertador. Dispositivo neumático que descarga el artículo promocional en la bolsa de
producto. Se posiciona en la parte superior de máquina envasadora, de modo que el
artículo promocional caiga a la bolsa junto con el producto.
24
Ventosa. Elemento de succión del insertador, que permite extraer un sólo artículo
promocional del resto para que caiga en la bolsa de producto.
Membrana. Elemento plástico del insertador, el cual impide que una vez extraído un
artículo promocional por parte de la ventosa, el resto caiga en el interior de la bolsa de
producto.
Operador de envase. Trabajador encargado de asegurar el correcto funcionamiento de las
máquinas envasadoras, la calidad del envase del producto, y la adecuada inserción de los
artículos promocionales.
Operadores de promoción. Trabajadores encargados de mantener los insertadores
cargados con suficientes artículos promocionales para evitar que su existencia se agote.
Detención: Acción de evitar que una tarima de producto con baja EP salga al mercado.
Posteriormente se saca el producto de las bolsitas y se recircula en la línea de
producción. Una detención implica tiempos perdidos, y gasto de material de envase.
Procedimiento de Muestreo
a) Elección de máquinas a muestrear
Fue necesario llevar un control de muestreo de modo que todas las máquinas de cada
línea fueran revisadas equitativamente (es decir, que fueran muestreadas el mismo
número de veces). Aún así, fue necesario efectuar una inspección de manera visual a los
insertadores para detectar aquellos que presentaran problemas, mismos que pudieran
conllevar a una baja EP.
Se elegían para muestrear preferentemente aquellas máquinas en las cuales presentaran
problemas los insertadores, y como un segundo criterio de elección, la frecuencia con que
se muestreaban la máquinas.
Se revisaban diariamente entre 2 y 3 máquinas por línea o sí se presumía tener una baja
EP de manera global en la línea, se muestreaban de 4 a 5.
b) Muestreo por máquina
Se tomaban diez bolsas de producto de la máquina y se cuantificaban aquellas que no
incluyeran promoción. Si una de las diez bolsas carecía de ésta, correspondía una EP
presuntiva de 90%, y sería necesario abrir otras diez bolsas2. Si en esta segunda toma de
muestra la eficiencia seguía siendo de 90%, se procedía a detención. Pero si era de
2 Es posible que la EP de la muestra no sea representativa del resto de la tarima, ya que en ocasiones algún descuido de los promocionistas llega a ocasionar estas eventuales disminuciones de la EP. En todo caso es responsabilidad del técnico hacer la observación correspondiente a los promocionistas.

25
100%, la eficiencia de la máquina se consideraba de 95%3. En resumen si de las diez
bolsas, dos o más carecían de promoción, se procedía a detener la tarima reportando la
respectiva eficiencia, para justificar la acción.
3 La eficiencia de inserción promocional ha sido referida a un 98% mínimo. En nuestro caso aceptamos un 95% (que equivale a una bolsa sin promoción de un total de 20), ya que para alcanzar el 98% sería necesario abrir 50 bolsas con una faltante de promoción.

26
11. Resultados y discusión
11.1. Evaluación de producto (Botana)
Antes de profundizar en el análisis de cada gráfico, se descartó como causa de la falta de
control en el proceso, la influencia del medio ambiente, pues de acuerdo con la
experiencia, los cambios en la temperatura o humedad del ambiente no tienen un efecto
importante sobre el producto analizado. Las otras posibles causas (maquinaria, mano de
obra y materia prima) de falta de control en el proceso, son discutidas a continuación,
para cada uno de los gráficos.
11.1.1. Humedad
En el gráfico obtenido se observó que la media del proceso se mantuvo por debajo de los
límites de especificación, lo cual refleja falta de control con respecto al valor meta. El
pequeño descenso indicado en la zona A (sombreada) se relaciona con el aumento en el
porcentaje de aceite, discutido enseguida.
11.1.2. Aceite
En la gráfica de la Figura 7 Se observa como al principio de la corrida, los valores para el
porcentaje de aceite se mantienen por debajo del límite inferior de especificación, salvo un
cambio brusco en la gráfica ocurrido a las 16:00 horas (zona B). Se atribuyó lo anterior a
un error de mano de obra, pues el operador de la línea, al observar que los niveles de
aceite se encontraban fuera de los límites de especificación, decidió introducir un
espreado, es decir, un asperjado de aceite a la salida del freidor empleado para aumentar
la adsorción de condimento, sin embargo, el producto no contemplaba dicha operación y
el espreado tuvo que ser suspendido (únicamente el departamento de Investigación y
Desarrollo tiene la facultad de introducir modificaciones al proceso). Al eliminar la
aspersión del aceite, éste regresó a los niveles bajos iniciales. Un segundo cambio brusco
se registró entre las 21:30 y 0:30 horas (zona C). Después el porcentaje de aceite
comenzó a descender lentamente. Esta salto en el proceso, pudo tener diferentes

27
0,81
1,2
1,4
1,6
1,82
2,2
2,4
2,6
2,8 12
:29
14:5
317
:17
19:4
122
:05
0:29
2:53
5:17
Ho
ra
Humedad %
LS
C
LIC
ME
TA
A
Fig
ura
6. P
orce
ntaj
e de
hum
edad
en
prod
ucto
term
inad
o (P
T)

28
1011121314151617181920212223242526
12:2
914
:53
17:1
719
:41
22:0
50:
292:
535:
17
Ho
ra
Aceite %
LS
C
LIC
ME
TA
B
C
Fig
ura
7. P
orce
ntaj
e de
ace
ite e
n pr
oduc
to te
rmin
ado
(PT
)

29
orígenes entre los que se encuentran el cambio en el personal (debido al cambio de
turno), a los cambios de lote de la materia prima. Los problemas con la maquinaria
quedan descarado, pues la variación en el contenido de aceite de una muestra a otra fue
repentino, y no se tenían antecedentes de problemas con el freidor.
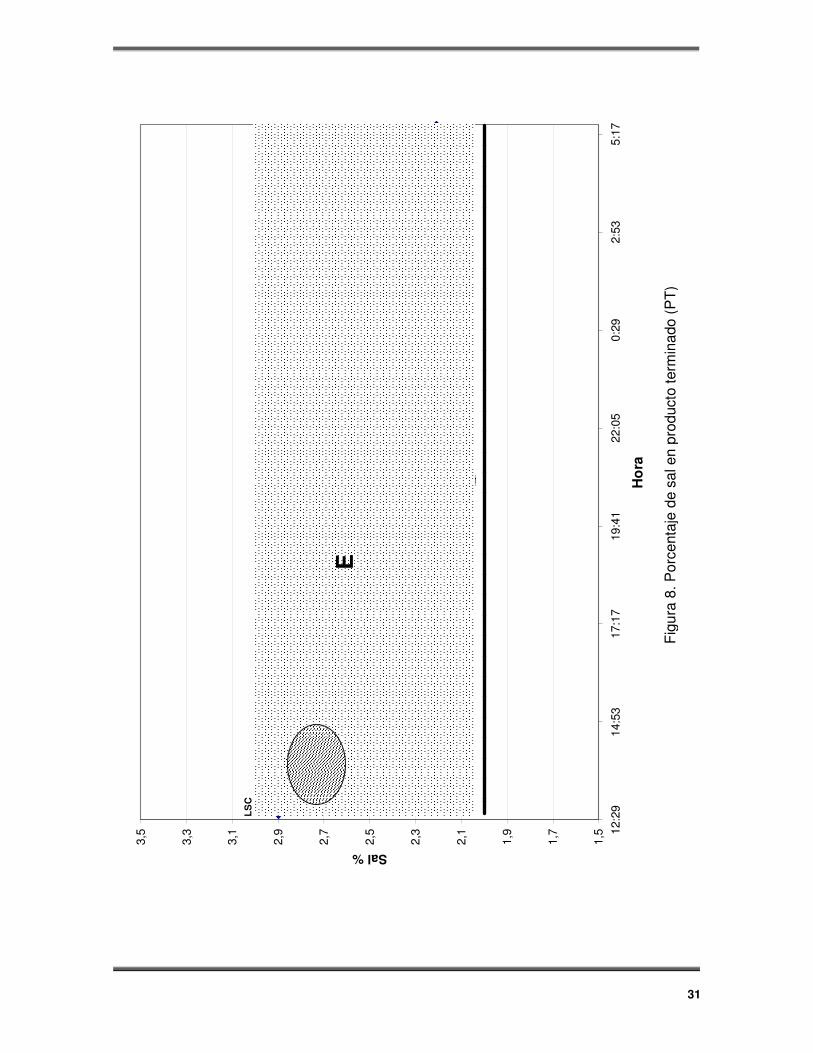
11.1.3. Sal
En la Figura 8 se observa poco control en el proceso a pesar de que ningún punto salio de
los límites, pues se observan cuatro puntos consecutivos por arriba del valor meta (zona
D), posteriormente el proceso parece estabilizarse, hasta sufrir un descenso a partir de las
18:00 hasta las 21:00 horas (zona E). A partir de entonces, los porcentajes de sal se
mantuvieron por debajo del valor meta. Este cambio de la variable de la zona superior a la
inferior de los límites de especificación indicó un posible desajuste de la tolva de
condimento, que fue corregido, sin ubicar e porcentaje de sal en el valor meta, al saberlo
dentro de los límites de especificación. Lo ideal hubiera sido que la variable oscilara cerca
de el valor meta sin necesidad de constantes ajustes a la maquinaria.
11.1.4. Densidad
Este parámetro cobra una mayor importancia en el caso de producto que expande, pues
en el caso de un producto muy denso (poco expandido) aún cuando se adicione el peso
adecuado de producto, dará la impresión de ser poco; en cambio un producto muy
expandido llenaría excesivamente la bolsa y correría el riesgo de no cerrar
adecuadamente (sello débil) o incluso de romperse.
En la gráfica de la Figura 9 se observa que la densidad se mantuvo fuera de control, no
sólo por mostrar algunos puntos fuera de límites de especificación, sino también por
presentar importantes fluctuaciones, aún dentro de los límites de especificación, y dos
tendencias, la primera ascendente entre las 15:00 y 21:00 horas (zona F); y otra
descendente entre las 21:00 y 2:00 horas (zona G). La causa atribuible a las
fluctuaciones, es la variación de materia prima. El producto requería la mezcla de dos
lotes de pasta (roja y verde), que expandían en diferente proporción durante el freído.
Las tendencias no son necesariamente atribuibles a la materia prima, pues el cambio en
la homogeneidad de la mezcla de pastas no fue gradual, sino aleatoria. El origen de las
tendencias se atribuyó a desajustes graduales en el equipo, pues se requiere un
calentamiento de la pasta previo al freído en el equipo conocido como poper,
30
Los límites de especificación presentados corresponden a la zona verde, y todos los
puntos que salieron éstos se encuentran en zona amarilla, por ello se aceptó el producto
sin necesidad de destrucción.
A pesar de que las condiciones de proceso establecidas por Investigación y Desarrollo
trataron de mantenerse a lo largo de la corrida, se observó que los porcentajes de aceite y
de humedad se mantuvieron fuera de especificaciones. Se optó por seguir así la corrida, a
fin de que Investigación analizara posteriormente el producto y efectuar a modificaciones
en el proceso que permitieran situar el valor de aceite y humedad dentro de
especificaciones en futuras corridas.
31
1,5
1,7
1,9
2,1
2,3
2,5
2,7
2,9
3,1
3,3
3,5 12
:29
14:5
317
:17
19:4
122
:05
0:29
2:53
5:17
Ho
ra
Sal %
LS
C
LIC
ME
TA
D
E
Fig
ura
8. P
orce
ntaj
e de
sal
en
prod
ucto
term
inad
o (P
T)

32
707580859095
12:2
914
:53
17:1
719
:41
22:0
50:
292:
535:
17
Ho
ra
Densidad (g/l)
LS
C
LIC
ME
TA
F
G
Fig
ura
9. D
ensi
dad
del p
rodu
cto

33
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
Feb-Mar Mar-Abr Abr-May May-Jun Jun-Jul
Periodo
% d
e m
uestr
as
Verde
Amarillo
Rojo
Con los resultados de la evaluación de las muestras tomadas a lo largo de la estancia se
construyó la gráfica de la Figura 10, en la que se observa el porcentaje de muestras en
cada una de las zonas.
Es necesario recordar que para esta gráfica se consideraron únicamente los parámetros
críticos, y que bastaba uno sólo de ellos fuera de especificaciones para considerar la
muestra en la zona (amarilla o roja) correspondiente a ese parámetro.
Figura 10. Porcentaje de muestras dentro de cada una de las zonas de control Aún cuando prevaleció el porcentaje de muestras dentro de zonas verdes, en el caso del
periodo mayo-junio, llama la atención el aumento en el número de zonas amarillas. Esto
ocurrió por problemas en el freidor en una línea de Churrumais, en donde la humedad del
producto terminado salía de las zonas verdes, debido a que el freidor no calentaba lo
suficiente el aceite y el producto salía parcialmente crudo. Las ocasiones en que el
producto salió de la zona amarilla, se procedió a su destrucción.
Los días en que la producción presentaba más zonas amarillas y rojas eran los lunes, ya
que ese día arrancaba la línea, lo que conlleva algunos ajustes para estabilizar la
producción, y mientras esto ocurre, el producto suele salir de la zona verde.

34
11.2. Revisión de eficiencia de inserción de artículo promocional
Control de Muestreo (Figura 13). El objetivo es que las máquinas de cada línea sean
revisadas el mismo número de veces. Nótese en CH1 que todas las máquinas fueron
revisadas al menos en cuatro ocasiones. En algunas líneas, como es el caso de CLX, la
frecuencia con que se revisaron las máquinas fue bastante variada ya que en esta línea
se encontraron múltiples problemas de IP, por lo que se dio prioridad a revisar las
máquinas donde estos problemas fueron bastante notorios (máquinas 5 y 8 por ejemplo).
En otras líneas como FR1 la variación en la frecuencia del muestreo se debió a que en
ocasiones se programaron algunas máquinas para presentaciones de alto gramaje en las
cuales no aplica la IP.
En la Figura 14 se muestra la gráfica del número de detenciones de cada semana. Esta
gráfica aporta información valiosa si se quiere analizar la evolución de alguna línea en
particular. Por ejemplo, la línea CH3, muestra una mejora evidente en las semanas
subsecuentes a la primera. La línea CH1 se mantuvo constante con dos detenciones por
semana, etc.

35
Fig
ura
11. C
ontr
ol d
e m
uest
reo.
En
el e
je X
pod
emos
obs
erva
r la
s m
áqui
nas
de la
pla
nta
orga
niza
das
por
línea
de
prod
ucci
ón. E
n el
eje
Y e
l núm
ero
de v
eces
que
se
mue
stre
ó ca
da m
áqui
na d
uran
te e
l per
iodo
ju
nio-
julio
5
44
44
44
5
66
6
8
77
8
7
9
7
5
4
5
9
5
4
6
7
6
7
8
55
8
66
5
2
3
44
33
33
55
6
8
66
10
9
66
33
33
6
33
10
9
10
9
4
33
44
3
2
44
3
01234567891011
12
34
56
78
1112
1314
1516
1718
1920
12
34
56
12
34
56
78
910
111
23
45
67
81
23
45
61
23
45
1112
1314
1516
56
78
34
56
78
910
1112
CH
1C
H2
CH
3P
L1C
LXSB
3D
T1
FR1
DT
2FR
2P
C21
Lín
ea
y m
áq
uin
a
Frecuencia
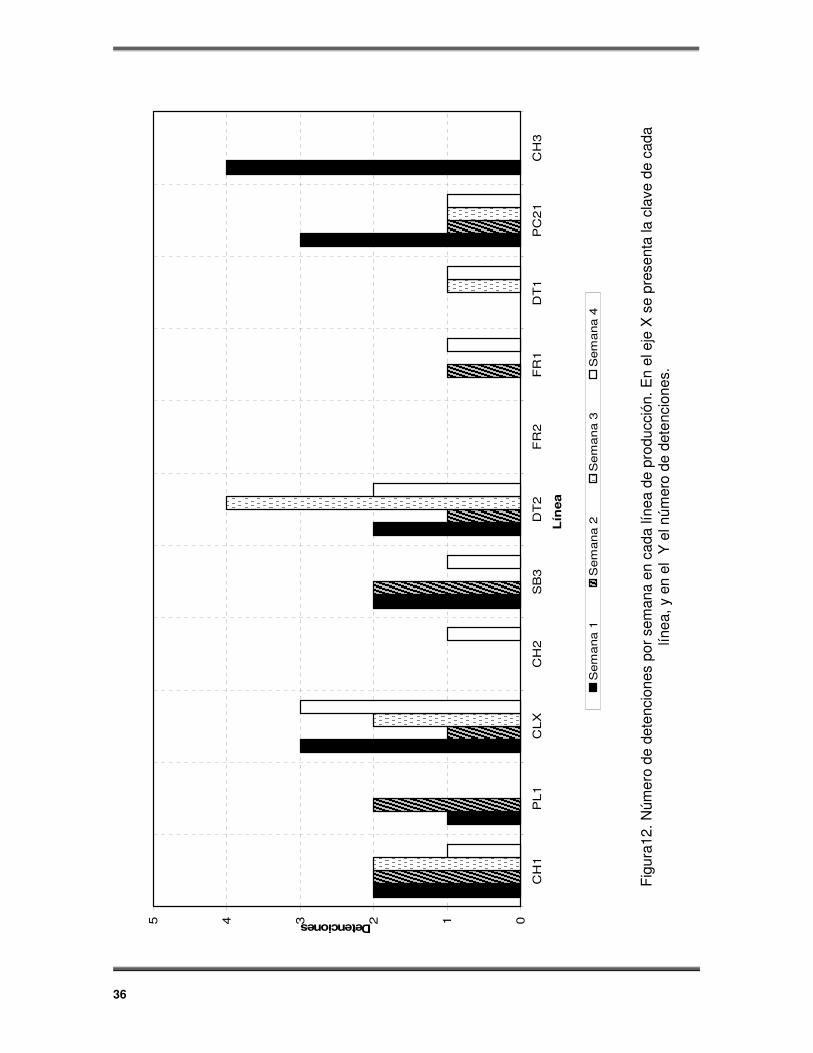
36
Fig
ura1
2. N
úmer
o de
det
enci
ones
por
sem
ana
en c
ada
línea
de
prod
ucci
ón. E
n el
eje
X s
e pr
esen
ta la
cla
ve d
e ca
da
línea
, y e
n el
Y e
l núm
ero
de d
eten
cion
es.
012345
CH
1P
L1
CLX
CH
2S
B3
DT
2F
R2
FR
1D
T1
PC
21
CH
3
Lín
ea
Detenciones
Sem
ana 1
Sem
ana 2
Sem
ana 3
Sem
ana 4
37
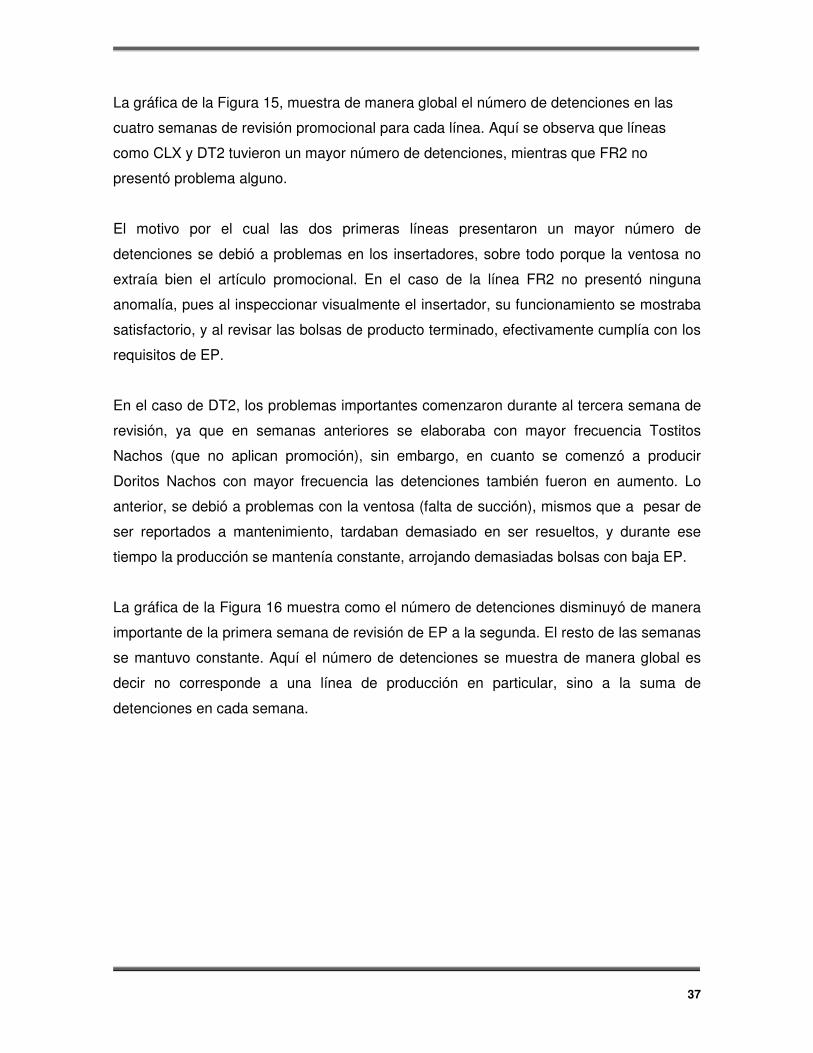
La gráfica de la Figura 15, muestra de manera global el número de detenciones en las
cuatro semanas de revisión promocional para cada línea. Aquí se observa que líneas
como CLX y DT2 tuvieron un mayor número de detenciones, mientras que FR2 no
presentó problema alguno.
El motivo por el cual las dos primeras líneas presentaron un mayor número de
detenciones se debió a problemas en los insertadores, sobre todo porque la ventosa no
extraía bien el artículo promocional. En el caso de la línea FR2 no presentó ninguna
anomalía, pues al inspeccionar visualmente el insertador, su funcionamiento se mostraba
satisfactorio, y al revisar las bolsas de producto terminado, efectivamente cumplía con los
requisitos de EP.
En el caso de DT2, los problemas importantes comenzaron durante al tercera semana de
revisión, ya que en semanas anteriores se elaboraba con mayor frecuencia Tostitos
Nachos (que no aplican promoción), sin embargo, en cuanto se comenzó a producir
Doritos Nachos con mayor frecuencia las detenciones también fueron en aumento. Lo
anterior, se debió a problemas con la ventosa (falta de succión), mismos que a pesar de
ser reportados a mantenimiento, tardaban demasiado en ser resueltos, y durante ese
tiempo la producción se mantenía constante, arrojando demasiadas bolsas con baja EP.
La gráfica de la Figura 16 muestra como el número de detenciones disminuyó de manera
importante de la primera semana de revisión de EP a la segunda. El resto de las semanas
se mantuvo constante. Aquí el número de detenciones se muestra de manera global es
decir no corresponde a una línea de producción en particular, sino a la suma de
detenciones en cada semana.
38
Figura 13. Número total de detenciones en cada línea de producción durante el periodo junio-julio
0
1
2
3
4
5
6
7
8
9
10
CH1 PL1 CLX CH2 SB3 DT2 FR2 FR1 DT1 PC21 CH3
Producto
Dete
ncio
nes
Figura14. Número de detenciones por cada semana de revisión de promoción
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Semana 1 Semana 2 Semana 3 Semana 4
Dete
ncio
nes
39
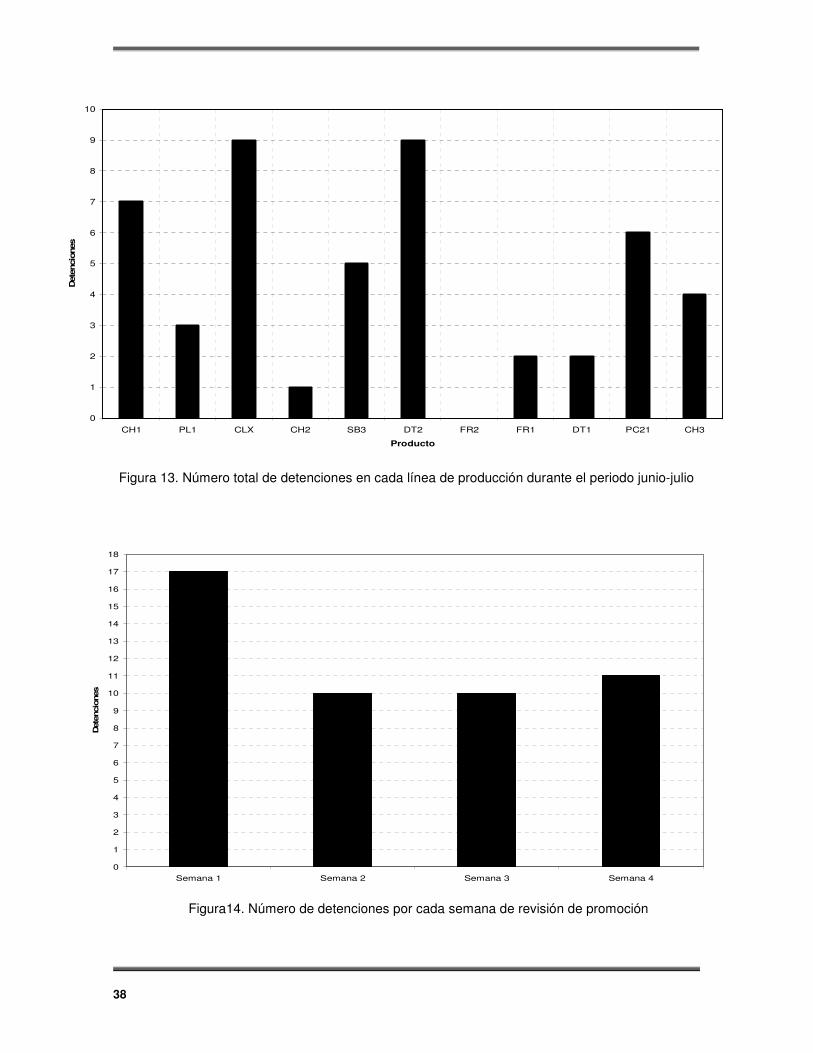
11.2.1 Problemas observados con respecto a la IP.
Los problemas que con mayor frecuencia se presentaron, así como las posibles
soluciones fueron los siguientes:
PROBLEMA SOLUCIÓN
1. Rigidez de membrana: La
membrana empleada para que los discos
promocionales pudieran ser succionados
por la ventosa eran muy rígidos, por lo
que se efectuaron ranuras en la
membrana de modo que la ventosa
tomara el disco con facilidad. Sin
embargo algunas veces las ranuras no
eran muy profundas y permanecía aún
muy rígido como para que la ventosa lo
succionara.
Fue necesario estandarizar esta
membrana plástica en todos los
insertadores.
Deben hacerse pruebas en el taller, de
manera previa a que se ejecuten los
periodos de inserción de promoción en
planta. Se deberá determinar el material
de la membrana, la cantidad de ranuras y
la profundidad de las mismas, así como
el centrado adecuado de la misma a la
salida del insertador.
Una vez que se haya elaborado una
membrana que permita cumplir con los
objetivos de la EP, se puede como patrón
para las demás membranas.
2. La ventosa no succionaba la
promoción con suficiente fuerza como
para que el disco atravesara la
membrana.
Fue necesario reportar las anomalías,
para que mantenimiento hiciera los
ajustes correspondientes en el insertador.
3. La ventosa no soltaba la
promoción a tiempo: En algunos
insertadores la ventosa succionaba muy
bien la promoción, sin embargo, en vez
de dejarlo caer lo sostenía un corto
periodo y la soltaba ya cuando (la
ventosa) iba de regreso por otra
promoción, lo anterior ocasionaba que
una promoción cayera y otra no.
Fue necesario reportar las anomalías,
para que mantenimiento hiciera los
ajustes correspondientes en el insertador.
40
4. La inserción de disco y
estampa se encuentra a destiempo:
En todas las líneas se llegó a presentar
este problema, en el cual, pese a
observar un buen funcionamiento del
insertador, al efectuar la revisión del
producto envasado, se pudo ver que
algunas bolsas llevaban una estampa
más un disco, mientras que otras no
llevaban ningún tipo de promoción. Una
posible causa es que los tiempos de
inserción del insertador hayan sido
ineficientes; otra, es que la estampa
haya planeado durante la caída,
atrasándose un tiempo de inserción y
reuniéndose con un disco al siguiente.
La primera situación puede solucionarse
reportando a mantenimiento para
efectuar los ajustes necesarios al
insertador.
La segunda situación depende
primordialmente de la forma de la
estampa, la cual no podemos modificar.
Algo factible sería ajustar el insertador de
modo que arrojara la estampa no al
mismo tiempo en que el producto cae,
sino un poco antes de modo que el
mismo producto arrastre la promoción.
5. El estampa se adhería al
material de la caída: En líneas como
PL1 y PC21 podía verse que la estampa
se desplazaba torpemente por la rampa
de caída en el insertador, aquí los dos
factores que condicionan la situación
anterior son el material de la caída y la
pendiente de la rampa.
Se intentó colocar diversos materiales
para reducir la fricción (acero, diversos
polímeros, etc.), sin embargo, el mejor
material que se encontró, fue un plástico
de superficie encerada. También se
aumentó la pendiente de la rampa, lo
cual permitió un mejor deslizamiento de
la estampa.
6. El disco era arrojado por el
insertador hacia fuera de la máquina
envasadora: Se dio el caso en la línea
PL1 de que la ventosa succionaba con
tanta fuerza el disco que no caía en la
máquina envasadora sino que se iba de
paso, lo cual podía verse reflejado en la
Fue necesario reportar las anomalías,
para que mantenimiento hiciera los
ajustes correspondientes al insertador.
41
cantidad de discos esparcidos sobre el
piso y sobre la máquina misma
7. La estampa no era succionada
por la ventosa: Se observó que si el
tornillo más cercano a la salida del
insertador de estampas estaba muy
apretado, la promoción era difícilmente
succionada por la ventosa; en caso
contrario, si dicho tornillo estaba
demasiado flojo, esta situación aunada a
que la ventosa no succionara con
suficiente fuerza daba como resultado
que la ventosa sólo empujara hacia
arriba las estampas.
Fue importante hacer del conocimiento
de las promocionistas la función que
tienen los tornillos en el insertador de
estampa, y motivarlas a resolver este
problema cuando se llegara a presentar.
8. Falta de atención de los
operadores de promoción: Este fue un
punto importante, ya que al atender una
máquina, se descuidaba a las demás, o
bien se centraban solamente en llenar de
promoción el insertador y no prestaban
atención a si está cayendo o no.
Se motivar al personal a identificar los
problemas relacionados a la inserción de
promoción y hacer de su conocimiento la
importancia de la misma.
Algo importante , fue la actitud del personal, tanto de los operadores de promoción como
los de envase y el personal de mantenimiento. Las tres partes deben tener presente la
importancia de la óptima inserción de promoción y las causas de desviaciones a la meta
deseada.
Al supervisar a los operadores de promoción, pudieron observarse actitudes muy
diferentes: por un lado algunas personas participativas que demostraban interés en el
funcionamiento de los insertadores y las características de la promoción, por otra parte, la
apatía de algunos operadores de promoción también era evidente, pues en ocasiones el
insertador no estaba introduciendo la promoción, o de repente algún disco se atoraba por
42
un periodo relativamente largo (10 a 15 s) y pasaban por alto el problema, limitándose
únicamente a rellenar el insertador cada vez que la promoción se agotaba.
Los operadores de envase informaban que los insertadores y máquinas envasadoras que
presentaban problemas relacionados con la IP eran reportados a mantenimiento, sin
embargo, muchas veces no era sino hasta el día siguiente que el insertador era revisado.

43
13. Conclusiones
• Se conoció el funcionamiento de las líneas de producción, los análisis más
importantes practicados a las materias primas y al producto terminado.
• Con respecto al monitoreo de parámetros críticos, (porcentajes de sal, humedad y
aceite) se emplearon gráficos de control X, para determinar la zona si el producto
se encontraba fuera o dentro de especificaciones. Aun cuando se presentaron los
puntos dentro de los límites permitidos, el proceso no demostró un
comportamiento controlado debido a las fluctuaciones tan inestables.
• Los gráficos de control, ayudaron al monitoreo de los parámetros críticos, que no
se presentaron controlados y se pudieron detectar algunos problemas de tipo
operativo y del equipo.
• La baja eficiencia de promoción se debió principalmente a desajustes en los
insertadores.

44
14. Bibliografía
1. Feigenbaum, A. V. (1997). Control total de la calidad. 3ª edición. C. E. C. S. A.
México. Pág. 367– 369, 419.
2. Grant, E. L. y Leavenworth, R. S. (1986). Control Estadístico de Calidad.
CECSA. México. Pág. 47 – 127.
3. Guy, R. (2002). Extrusión de los alimentos. Tecnología y aplicaciones. Acribia.
Zaragoza, España. Pág. 12 - 23
4. Harris, D. (2001). Análisis químico cuantitativo. Reverté. Barcelona, España.
Pág. 306 – 308.
5. Hart, F. L. y Fischer, H. J. (1991). Análisis moderno de los alimentos. Acribia,
Zaragoza, España. Pág. 345, 353-354.
6. Pedrero, D. L. y Pangborn, R. M. (1989). Evaluación sensorial de los alimentos.
Métodos analíticos. Alhambra mexicana. México. Pág. 15.
7. Rodríguez, P. L. y García D. C. E. (1987). Normalización, metrología y control
de la calidad para la industria alimenticia. Pueblo y Educación. La Habana, Cuba.
Pág. 61 – 68, 129 -140.