
MAQUINAGEM MEDIÇÃO DAS FORÇAS DE CORTE EM PROCESSOS DE ... · 1 Professor Auxiliar, Secção...
14
MEDIÇÃO DAS FORÇAS DE CORTE EM PROCESSOS DE MAQUINAGEM 1. Paulo Davim , J. Gabriel Mendes 2 e A. Monteiro Baptista3 1 Professor Auxiliar, Secção Autónoma de Engenharia Mecânica, Universidade de Aveiro 2 Assistente, Departamento de Engenharia Mecânica e Gestão Industrial, Universidade do Porto 3 Professor Auxiliar, Departamento de Engenharia Mecânica e Gestão Industrial, Universidade do Porto RESUMO O presente trabalho tem como objectivo apresentar os desenvolvimentos e procedimentos experimentais efectuados para medir as forças de corte com dinamómetros extensométricos e piezoeléctricos durante os processos de maquinagem. Referem-se alguns detalhes do projecto, fabrico e calibra ção de dois dinamómetros extensométricos, sendo um para torneamento e outro para furação. Desenvolveram-se vários programas de aquisição espec(flcos para ensaios de maquinagem que permitem a obtenção directa e contínua, com visualiza ção gráfica das forças de corte. Concluiu-se que os dinamómefros com sensores extensométricos apresentavam algumas limitações e daí a necessidade de se utilizarem dinamómetros com sensorespiezoetéctricos. 1. INTRODUÇÃO A interacção entre a peça e a ferramenta, durante a maquinagem, dá origem ao aparecimento de uma força de contacto, responsável pelo arranque da apara. Geralmente, por simplificação, consideram- se as componentes dessa força a actuar num ponto de referência cuja posição não varia com as condições de corte, embora, na realidade, actuem sobre uma determinada área de contacto, No torneamento é comum definir o estado de carga na ferramenta pelas três componentes ortogonais da força de maquinagem - a força de corte (Fc), a força de avanço (Fa) e a força de penetramento (Fp), fig. 1, enquanto que, na furação é comum utilizar a força de avanço (Fa) e o binário (Mz), Fig. 2. Isto acontece porque no caso de uma broca com as arestas de corte perfeitamente afiadas ou com um desgaste equilibrado as forças de penetramento -laterais- (Fy) não são significativas, ficando por isso o estado de carga definido pela força de avanço e pelo binário. A medição das várias componentes destas forças é normalmente efectuada por meio de dinamómetros ou plataformas dinamométricas. O sistema de medida é constituído pelo dinamómetro, o equipamento de amplificação e o sistema de visualização e registo dos sinais de saída (osciloscópio, registador ou computador). Dos vários tipos de dinamómetros dois são os mais comuns: o baseado no princípio 101
Transcript of MAQUINAGEM MEDIÇÃO DAS FORÇAS DE CORTE EM PROCESSOS DE ... · 1 Professor Auxiliar, Secção...
MEDIÇÃO DAS FORÇAS DE CORTE EM PROCESSOS DEMAQUINAGEM
1. Paulo Davim , J. Gabriel Mendes 2 e A. Monteiro Baptista3
1 Professor Auxiliar, Secção Autónoma de Engenharia Mecânica, Universidade de Aveiro2 Assistente, Departamento de Engenharia Mecânica e Gestão Industrial, Universidade do Porto
3 Professor Auxiliar, Departamento de Engenharia Mecânica e Gestão Industrial, Universidade do Porto
RESUMO
O presente trabalho tem como objectivo apresentar os desenvolvimentos e procedimentosexperimentais efectuados para medir as forças de corte com dinamómetros extensométricos epiezoeléctricos durante os processos de maquinagem. Referem-se alguns detalhes doprojecto, fabrico e calibração de dois dinamómetros extensométricos, sendo um paratorneamento e outro para furação. Desenvolveram-se vários programas de aquisiçãoespec(flcos para ensaios de maquinagem que permitem a obtenção directa e contínua, comvisualização gráfica das forças de corte. Concluiu-se que os dinamómefros com sensoresextensométricos apresentavam algumas limitações e daí a necessidade de se utilizaremdinamómetros com sensorespiezoetéctricos.
1. INTRODUÇÃO
A interacção entre a peça e a ferramenta,durante a maquinagem, dá origem aoaparecimento de uma força de contacto,responsável pelo arranque da apara.Geralmente, por simplificação, consideram-se as componentes dessa força a actuar numponto de referência cuja posição não variacom as condições de corte, embora, narealidade, actuem sobre uma determinadaárea de contacto, No torneamento é comumdefinir o estado de carga na ferramentapelas três componentes ortogonais da forçade maquinagem - a força de corte (Fc), aforça de avanço (Fa) e a força depenetramento (Fp), fig. 1, enquanto que, nafuração é comum utilizar a força de avanço
(Fa) e o binário (Mz), Fig. 2. Isto aconteceporque no caso de uma broca com asarestas de corte perfeitamente afiadas oucom um desgaste equilibrado as forças depenetramento -laterais- (Fy) não sãosignificativas, ficando por isso o estado decarga definido pela força de avanço e pelobinário.A medição das várias componentes destasforças é normalmente efectuada por meiode dinamómetros ou plataformasdinamométricas. O sistema de medida éconstituído pelo dinamómetro, oequipamento de amplificação e o sistema devisualização e registo dos sinais de saída(osciloscópio, registador ou computador).Dos vários tipos de dinamómetros dois sãoos mais comuns: o baseado no princípio
101
extensométricopiezoeléctrico.dinamómetropiezoeléctncoamplificadora,amplificador de1995).
e o baseado no princípioOs sinais provenientes do
extensométrico ousão introduzidos numa ponte
no primeiro caso, e numcarga, no segundo (Davim,
dinamométrica é efectuada em função daanálise das suas caraterísticas estáticas edinâmicas. Segundo (Ferraresi, 1977),(Boothroy, 1975) e (Shaw, 1984) salientam-se algumas das seguintes características:
sensibilidade (factor de calibração)
• sensibilidade transversal
• precisão e repetibilidade
• lineandade
• rigidez linear
histerese
• influência da temperatura
• frequência própria de vibração
Vejamos agora os diversos tipos dedinamómetros que foram manuseados nodecurso desta investigação.
2. DINAMÕMETROSEXTENSOMÉTRICOS
Numa primeira fase deste trabalho,conforme já foi referido, foram projectados,construídos e, mais tarde, calibradosestaticamente dois dinamómetros baseadosem extensómetros, sendo um para furação,e outro para torneamento.Vejamos, então, algumas consideraçõessobre o seu projecto, instrumentação ecalibração.
2.1 Dinamómetro para torneamento
Para o dinamómetro de torneamento asolução construtiva escolhida baseou-se nodinamómetro tubular de Hom e $chümanapresentado por (Ferraresi, 1977) e tambémconstruído por (Mesquita, 1988). Estasolução apresentou, entre outras, avantagem de se poderem utilizar métodosde dimensionamento simples. Odimensionamento foi efectuado para umaforça de corte pré-estabelecida de 2kN. Ocálculo efectuado mostrou que para a
MEC MC
fm Ft
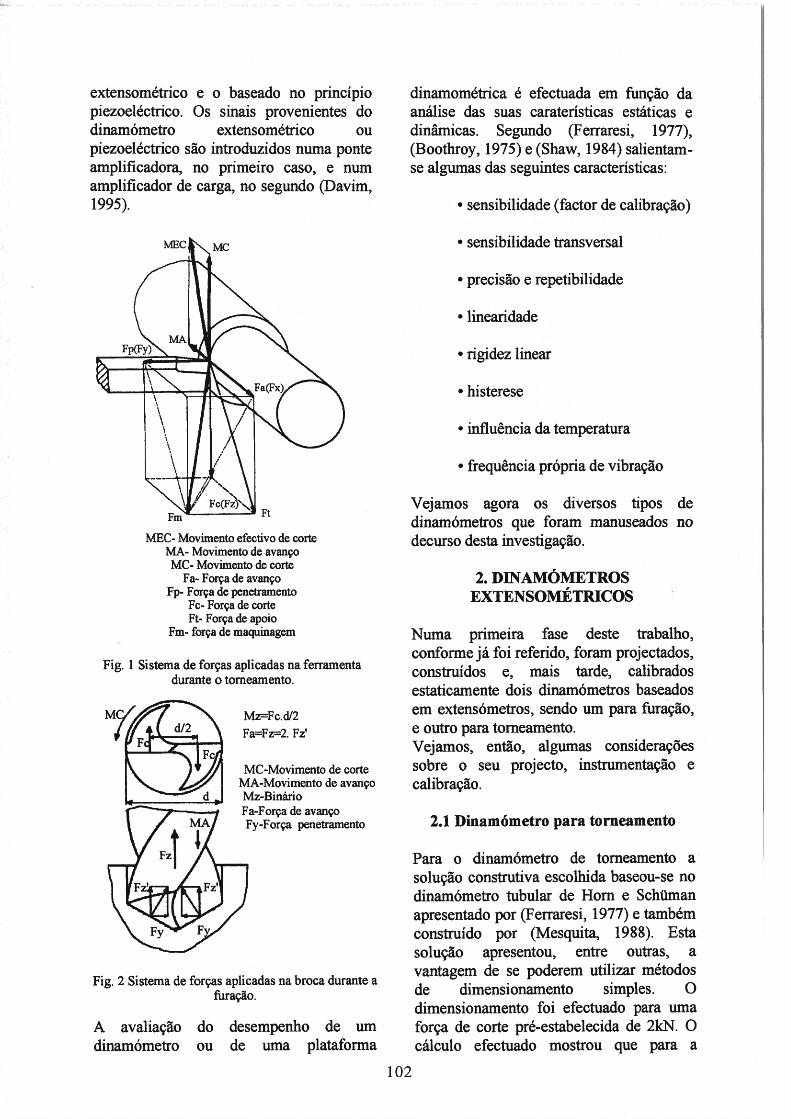
MEC- Movimento efectivo de corteMÁ- Movimento de avançoMC- Movimento de corte
Fa- Força de avançoFp- Força de penetramento
Fc- Força de corteFt- Força de apoio
Fm- força de maqumagem
Fig. 1 Sistema de forças aplicadas na ferramentadurante o torneamento.
Mzfc.d/2Fa=Fz2. Fz’
MC-Movimento de corteMA-Movimento de avançoMz-BinánoFa-Força de avançoFy-Força penetramento
fig. 2 Sistema de forças aplicadas na broca durante afliração.
A avaliaçãodinamómetro
do desempenho de umou de uma plataforma
102
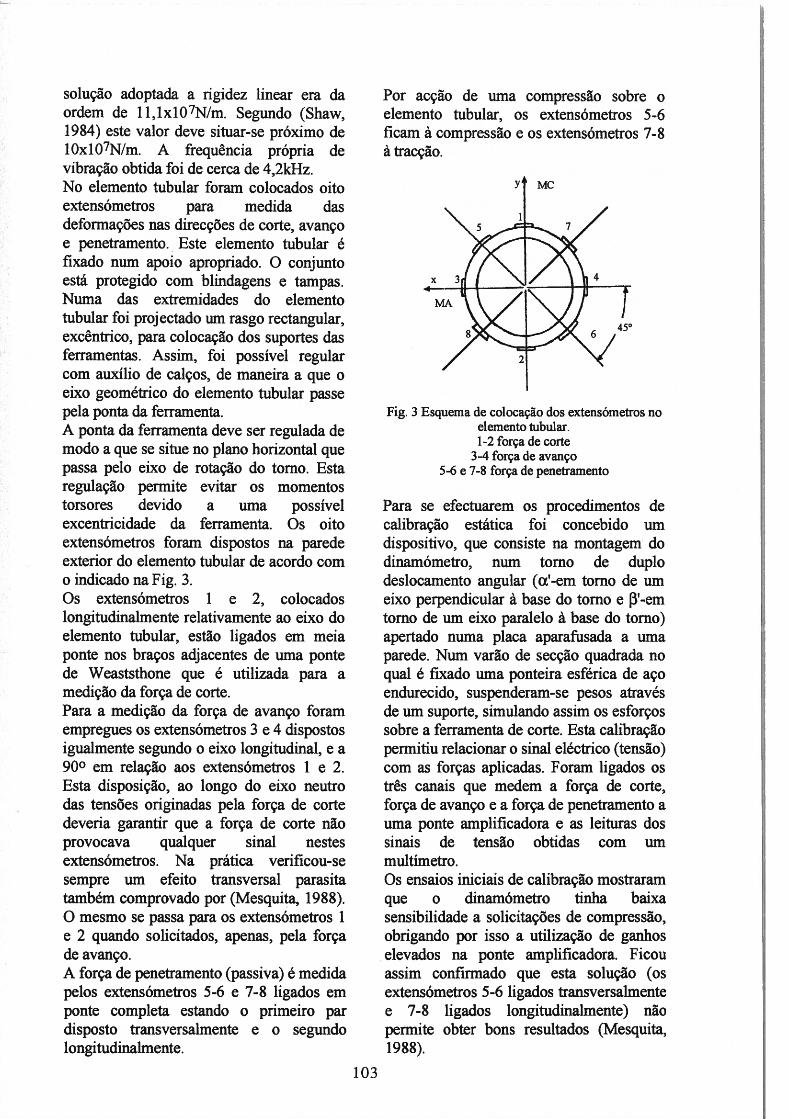
solução adoptada a rigidez linear era daordem de 1l,lxlO7N/m. Segundo (Shaw,1984) este valor deve situar-se próximo delOxlO7N/m. A frequência própria devibração obtida foi de cerca de 4,2kHz.No elemento tubular foram colocados oitoextensómetros para medida dasdeformações nas direcções de corte, avançoe penetramento. Este elemento tubular éfixado num apoio apropriado. O conjuntoestá protegido com blindagens e tampas.Numa das extremidades do elementotubular foi projectado um rasgo rectangular,excêntrico, para colocação dos suportes dasferramentas. Assim, foi possível regularcom auxílio de calços, de maneira a que oeixo geométrico do elemento tubular passepela ponta da ferramenta.A ponta da ferramenta deve ser regulada demodo a que se situe no piano horizontal quepassa pelo eixo de rotação do tomo. Estaregulação permite evitar os momentostorsores devido a uma possívelexcentricidade da ferramenta. Os oitoextensómetros foram dispostos na paredeexterior do elemento tubular de acordo como indicado na fig. 3.Os extensómetros 1 e 2, colocadoslongitudinalmente relativamente ao eixo doelemento tubular, estão ligados em meiaponte nos braços adjacentes de uma pontede Weaststhone que é utilizada para amedição da força de corte.Para a medição da força de avanço foramempregues os extensómetros 3 e 4 dispostosigualmente segundo o eixo longitudinal, e a900 em relação aos extensõmetros 1 e 2.Esta disposição, ao longo do eixo neutrodas tensões originadas pela força de cortedeveria garantir que a força de corte nãoprovocava qualquer sinal nestesextensómetros. Na prática verificou-sesempre um efeito transversal parasitatambém comprovado por (Mesquita, 1988).O mesmo se passa para os extensómetros 1e 2 quando solicitados, apenas, pela forçade avanço.A força de penetramento (passiva) é medidapelos extensómetros 5-6 e 7-8 ligados emponte completa estando o primeiro pardisposto transversalmente e o segundolongitudinalmente.
Por acção de uma compressão sobre oelemento tubular, os extensómetros 5-6ficam à compressão e os extensómetros 7-8à tracção.
Para se efectuarem os procedimentos decalibração estática foi concebido umdispositivo, que consiste na montagem dodinamómetro, num tomo de duplodeslocamento angular (x’-em tomo de umeixo perpendicular à base do tomo e f3’-emtomo de um eixo paralelo à base do tomo)apertado numa placa aparafusada a umaparede. Num varão de secção quadrada noqual é fixado uma ponteira esférica de açoendurecido, suspenderam-se pesos atravésde um suporte, simulando assim os esforçossobre a ferramenta de corte. Esta calibraçãopermitiu relacionar o sinal eléctrico (tensão)com as forças aplicadas. Foram ligados ostrês canais que medem a força de corte,força de avanço e a força de penetramento auma ponte amplificadora e as leituras dossinais de tensão obtidas com ummultímetro.Os ensaios iniciais de calibração mostraramque o dinamómetro tinha baixasensibilidade a solicitações de compressão,obrigando por isso a utilização de ganhoselevados na ponte amplificadora. ficouassim confirmado que esta solução (osextensómetros 5-6 ligados transversalmentee 7-8 ligados longitudinalmente) nãopermite obter bons resultados (Mesquita,1988).
fig. 3 Esquema de colocação dos extensómetros noelemento tubular.1-2 força de corte
3-4 força de avanço5-6 e 7-8 força de penetramento
103
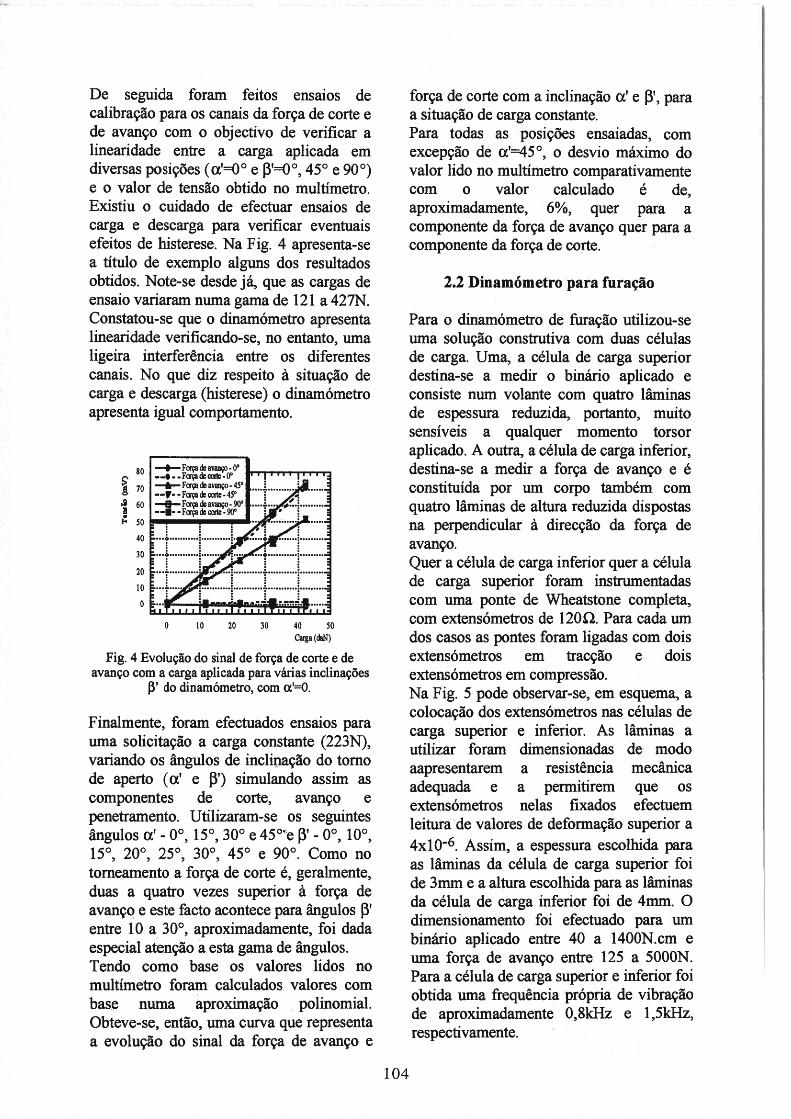
De seguida foram feitos ensaios decalibração para os canais da força de corte ede avanço com o objectivo de verificar alinearidade entre a carga aplicada emdiversas posições (a’O° e f3’=O°, 45° e 900)
e o valor de tensão obtido no multímetro.Existiu o cuidado de efectuar ensaios decarga e descarga para verificar eventuaisefeitos de histerese. Na fig. 4 apresenta-sea título de exemplo alguns dos resultadosobtídos. Note-se desde já, que as cargas deensaio variaram numa gama de 121 a 427N.Constatou-se que o dinamómetro apresentalinearidade verificando-se, no entanto, umaligeira interferência entre os diferentescanais. No que diz respeito à situação decarga e descarga (histerese) o dinamómetroapresenta igual comportamento.
$0
60
‘ 50
40
30
20
10
Fig. 4 Evolução do sinal de força de corte e deavanço com a carga aplicada para várias inclinações
t’ do dinamómetro, com a’=O.
Finalmente, foram efectuados ensaios parauma solicitação a carga constante (223N),variando os ângulos de inclinação do tomode aperto (a’ e f3’) simulando assim ascomponentes de corte, avanço epenetramento. Utilizaram-se os seguintesângulos a’ - 0°, 15°, 30° e 45°’e f3’ - 0°, 100,
15°, 20°, 25°, 30°, 45° e 90°. Como notorneamento a força de corte é, geralmente,duas a quatro vezes superior à força deavanço e este facto acontece para ângulos 13’entre 10 a 30°, aproximadamente, foi dadaespecial atenção a esta gama de ângulos.Tendo como base os valores udos nomultímetro foram calculados valores combase numa aproximação polinomial.Obteve-se, então, uma curva que representaa evolução do sinal da força de avanço e
força de corte com a inclinação a’ e 13’, paraa situação de carga constante.Para todas as posições ensaiadas, comexcepção de a’=45°, o desvio máximo dovalor lido no multímetro comparativamentecom o valor calculado é de,aproximadamente, 6%, quer para acomponente da força de avanço quer para acomponente da força de corte.
2.2 Dinamómetro para furação
Para o dinamómetro de furação utilizou-seuma solução construtiva com duas célulasde carga. Uma, a célula de carga superiordestina-se a medir o binário aplicado econsiste num volante com quatro lâminasde espessura reduzida, portanto, muitosensíveis a qualquer momento torsoraplicado. A outra, a célula de carga inferior,destina-se a medir a força de avanço e éconstituída por um corpo também comquatro lâminas de altura reduzida dispostasna perpendicular à direcção da força deavanço.Quer a célula de carga inferior quer a célulade carga superior foram instrumentadascom uma ponte de Wheatstone completa,com extensómetros de 120. Para cada umdos casos as pontes foram ligadas com doisextensómetros em tracção e doisextensómetros em compressão.Na Fig. 5 pode observar-se, em esquema, acolocação dos extensómçtros nas células decarga superior e inferior. As lâminas autilizar foram dimensionadas de modoaapresentarem a resistência mecânicaadequada e a permitirem que osextensómetros nelas fixados efectuemleiturade valores de deformação superior a4x106. Assim, a espessura escolhida paraas lâminas da célula de carga superior foide 3mm e a altura escolhida para as lâminasda célula de carga inferior foi de 4mm. Odimensionamento foi efectuado para umbinário aplicado entre 40 a 1400N.cm euma força de avanço entre 125 a 5000N.Para a célula de carga superior e inferior foiobtida uma frequência própria de vibraçãode aproximadamente 0,8kHz e 1,5kHz,respectivamente.
10 20 30 40 50Carga (daN)
104
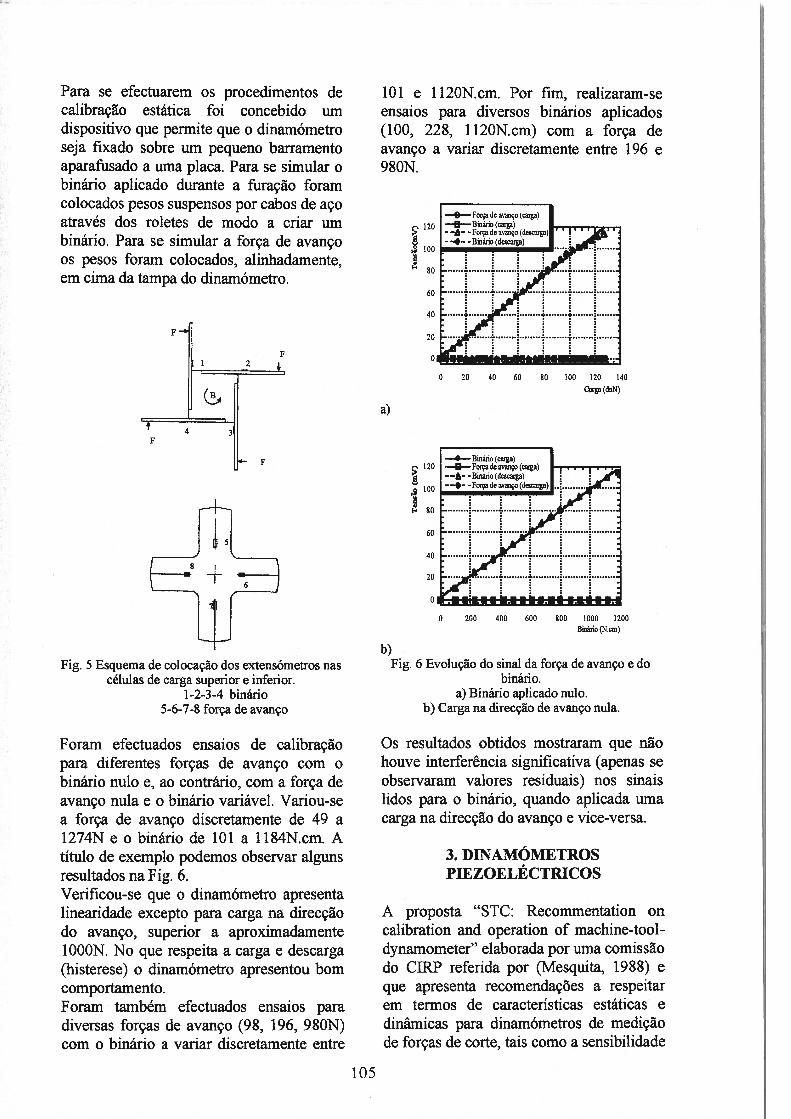
Para se efectuarem os procedimentos decalibração estática foi concebido umdispositivo que permite que o dinamómetroseja fixado sobre um pequeno barramentoaparafusado a uma placa. Para se simular obinário aplicado durante a furação foramcolocados pesos suspensos por cabos de açoatravés dos roletes de modo a criar umbinário. Para se simular a força de avançoos pesos foram colocados, alinhadamente,em cima da tampa do dínamómetro.
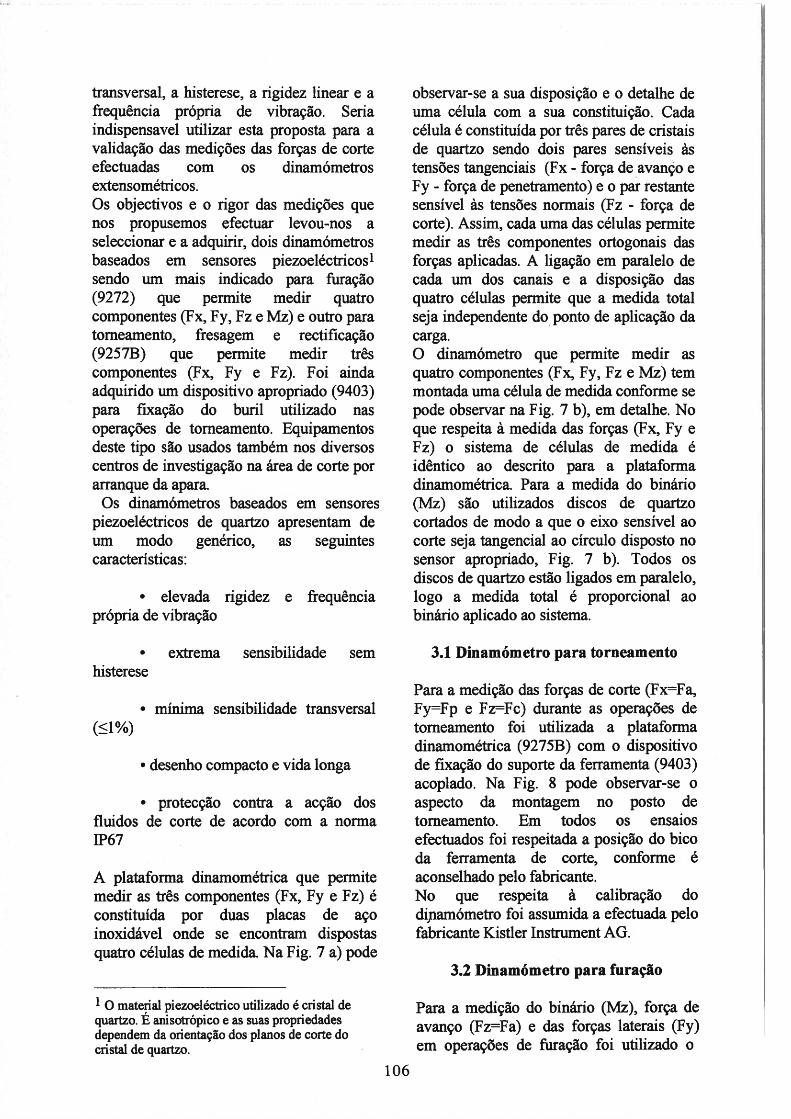
foram efectuados ensaios de calibraçãopara diferentes forças de avanço com obinário nulo e, ao contrário, com a força deavanço nula e o binário variável. Variou-sea força de avanço discretamente de 49 a1274N e o binário de 101 a 1184N.cm. Atítulo de exemplo podemos observar algunsresultados na fig. 6.Verificou-se que o dinamómetro apresentalinearidade excepto para carga na direcçãodo avanço, superior a aproximadamente1000N. No que respeita a carga e descarga(histerese) o dinamómetro apresentou bomcomportamento.Foram também efectuados ensaios paradiversas forças de avanço (98, 196, 980N)com o binário a variar discretamente entre
101 e 1 120N.cm. Por fim, realizaram-seensaios para diversos binários aplicados(100, 228, 1120N.cm) com a força deavanço a variar discretamente entre 196 e980N.
—4— Binário (carga)
iiI.PIrni•Ls i.•.iipj
O 200 400 600 800 1000 1200Binário (Nem)
Evolução do sinal da força de avanço e dobinário.
a) Binário aplicado nulo.b) Carga na direcção de avanço nula.
Os resultados obtidos mostraram que nãohouve interferência significativa (apenas seobservaram valores residuais) nos sinaislidos para o binário, quando aplicada umacarga na direcção do avanço e vice-versa.
3. DINAMÓMETROSPIEZOELÉCTRICOS
A proposta “STC: Recommentation oncalibration and operation of machine-tooldynamometer” elaborada por uma comissãodo CIRP referida por (Mesquita, 198$) eque apresenta recomendações a respeitarem termos de características estáticas edinâmicas para dinamómetros de mediçãode forças de corte, tais como a sensibilidade
120
ioo
80
F
F
O 20 40 60 80 100 120 140Carga(daN)
F
a)
b)Fig. 6
120
100
80
60
40
20
o
Fig. 5 Esquema de colocação dos extensómetros nascélulas de carga superior e inferior.
1-2-3-4 binário5-6-7-8 força de avanço
105
transversal, a histerese, a rigidez linear e afrequência própria de vibração. Seriaindispensavel utilizar esta proposta para avalidação das medições das forças de corteefectuadas com os dinamómetrosextensométncos.Os objectivos e o rigor das medições quenos propusemos efectuar levou-nos aseleccionar e a adquirir, dois dinamómetrosbaseados em sensores piezoeléctricos’sendo um mais indicado para furação(9272) que permite medir quatrocomponentes (fx, Fy, fz e Mz) e outro paratorneamento, fresagem e rectificação(9257B) que permite medir trêscomponentes (Fx, Fy e fz). foi aindaadquirido um dispositivo apropriado (9403)para fixação do buril utilizado nasoperações de torneamento. Equipamentosdeste tipo são usados também nos diversoscentros de investigação na área de corte porarranque da apara.
Os dinamómetros baseados em sensorespiezoeléctricos de quartzo apresentam deum modo genérico, as seguintescaracterísticas:
elevada rigidez eprópria de vibração
frequência
observar-se a sua disposição e o detalhe deuma célula com a sua constituição. Cadacélula é constituída por três pares de cristaisde quartzo sendo dois pares sensíveis àstensões tangenciais (Fx - força de avanço eFy - força de penetramento) e o par restantesensível às tensões normais (fz - força decorte). Assim, cada uma das células permitemedir as três componentes ortogonais dasforças aplicadas. A ligação em paralelo decada um dos canais e a disposição dasquatro células permite que a medida totalseja independente do, ponto de aplicação dacarga.O dinamómetro que permite medir asquatro componentes (fx, fy, fz e Mz) temmontada uma célula de medida conforme sepode observar na fig. 7 b), em detalhe. Noque respeita à medida das forças (Fx, Fy eFz) o sistema de células de medida éidêntico ao descrito para a plataformadinamométrica. Para a medida do binário(Mz) são utilizados discos de quartzocortados de modo a que o eixo sensível aocorte seja tangencial ao círculo disposto nosensor apropriado, Fig. 7 b). Todos osdiscos de quartzo estão ligados em paralelo,logo a medida total é proporcional aobinário aplicado ao sistema.
histerese
(:;l%)
• extrema sensibilidade sem
• mínima sensibilidade transversal
• desenho compacto e vida longa
• protecção contra a acção dosfluidos de corte de acordo com a normaP67
A plataforma dinamométrica que permitemedir as três componentes (Fx, Fy e Fz) éconstituída por duas placas de açoinoxidável onde se encontram dispostasquatro células de medida. Na Fig. 7 a) pode
3.1 Dinamómetro para torneamento
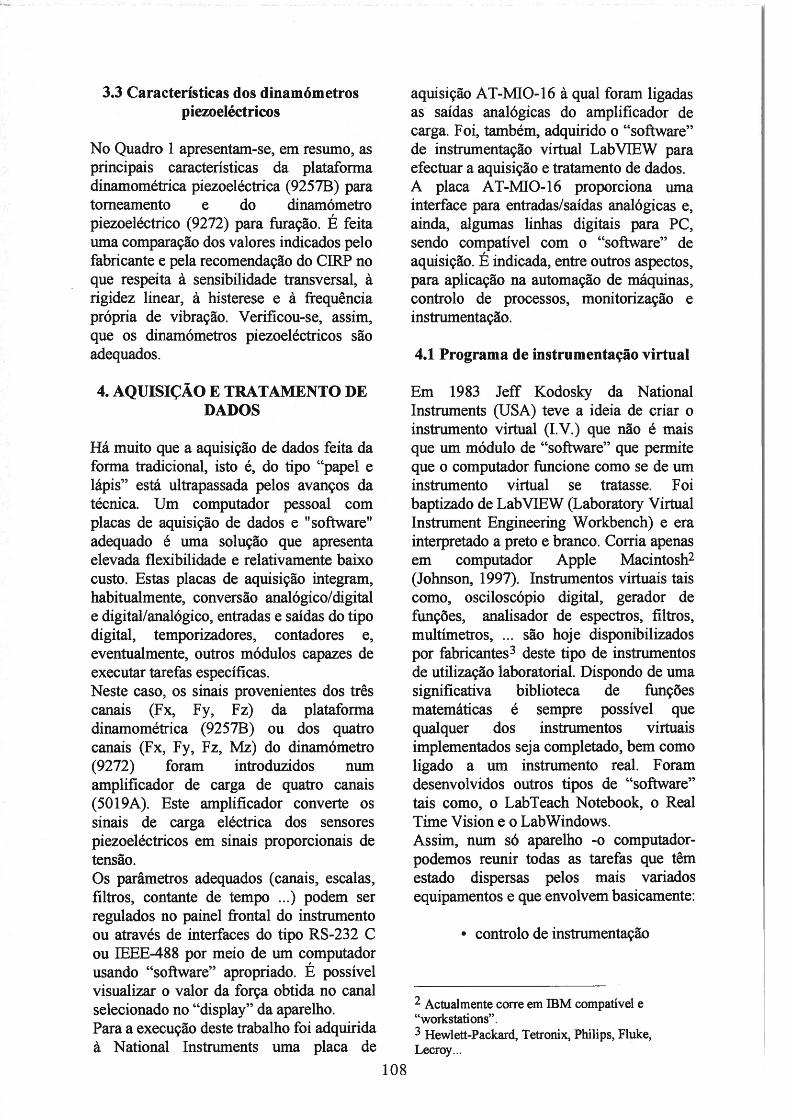
Para a medição das forças de corte (FxFa,Fy=Fp e Fz=Fc) durante as operações detorneamento foi utilizada a plataformadinamométrica (9275B) com o dispositivode fixação do suporte da ferramenta (9403)acoplado. Na fig. 8 pode observar-se oaspecto da montagem no posto detorneamento. Em todos os ensaiosefectuados foi respeitada a posição do bicoda ferramenta de corte, conforme éaconselhado pelo fabricante.No que respeita à calibração dodipamómetro foi assumida a efectuada pelofabricante Kistler Instrument AG.
3.2 Dinamómetro para furação
1 o material piezoeléctrico utilizado é cristal dequartzo. E anisotrópico e as suas propriedadesdependem da orientação dos planos de corte docristal de quartzo.
Para a medição do binário (Mz), força deavanço (Fz=Fa) e das forças laterais (Fy)em operações de furação foi utilizado o
106
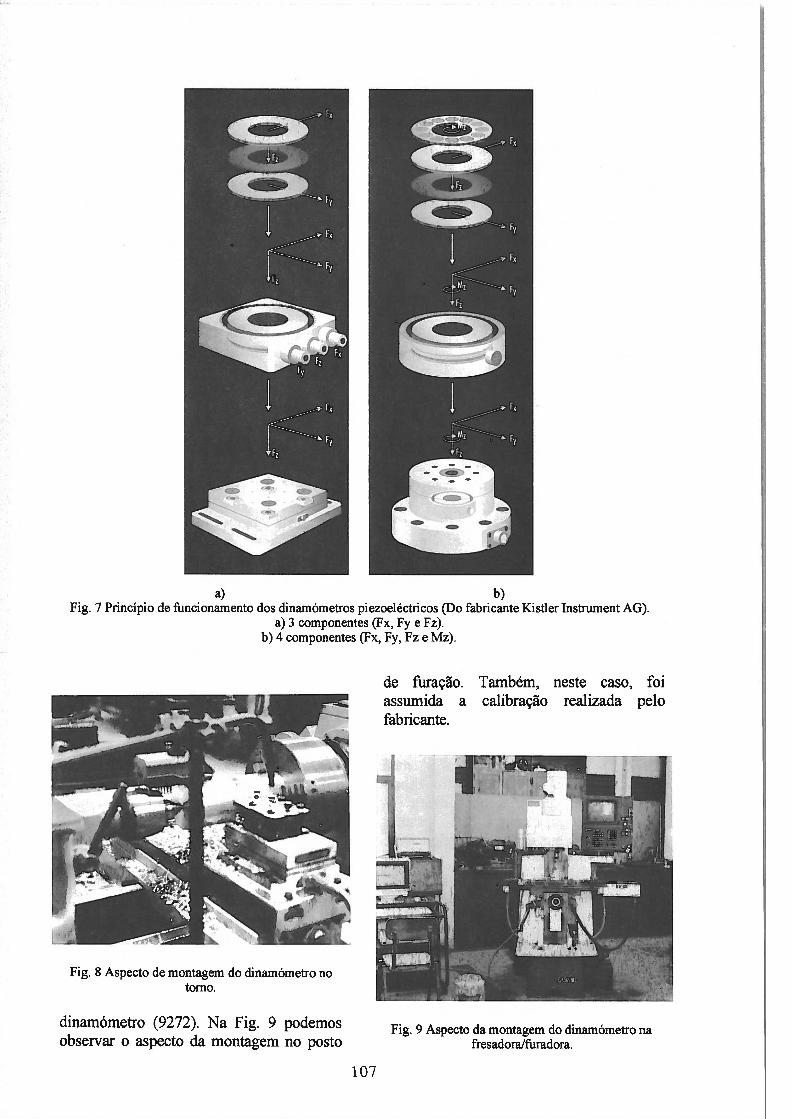
Fig. 7 Princípio de funcionamento dos dinamómetros piezoeléctricos (Do fabricante Kistler Instmment AG).a) 3 componentes (Fx, Fy e Fz).
b) 4 componentes (Fx, fy, Fz e Mz).
a) b)
neste caso,realizada
de montagem do dinamómetro notomo.
dinamómetro (9272). Na fig. 9 podemos Fig. 9 Aspecto da montagem do dinamómetro naobservar o aspecto da montagem no posto fresadoralfuradora.
107
3.3 Características dos dinamómetrospiezoeléctricos
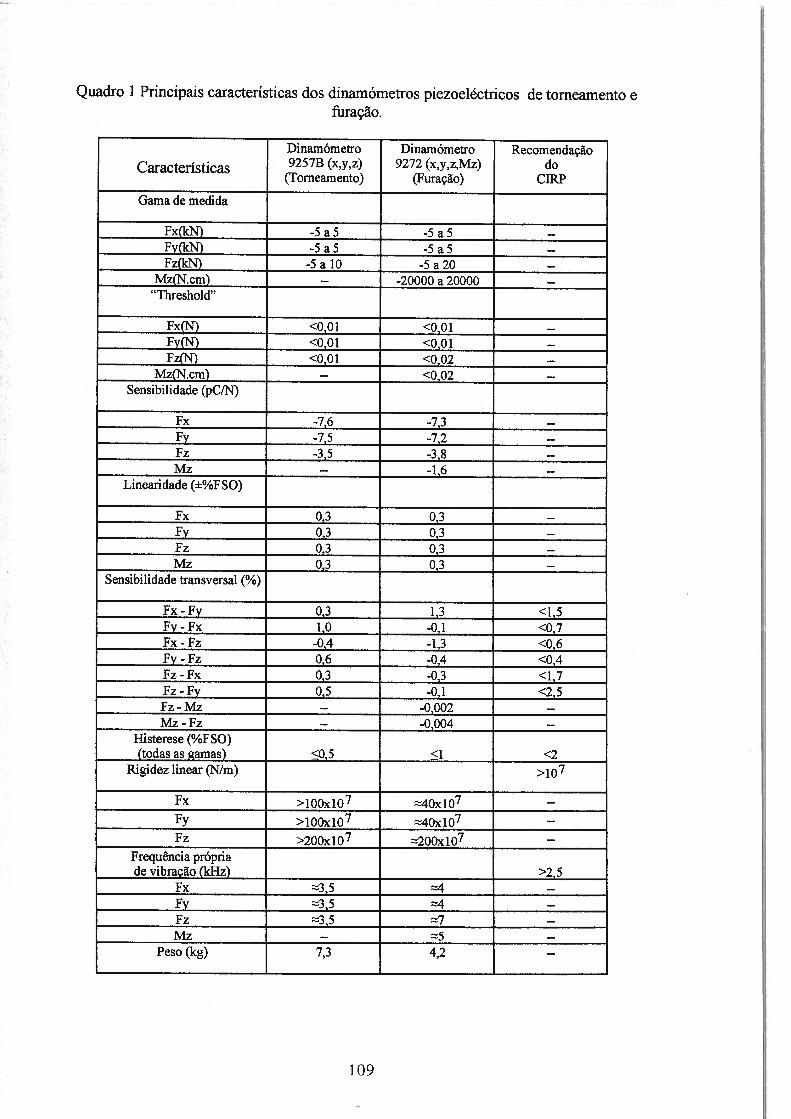
No Quadro 1 apresentam-se, em resumo, asprincipais características da plataformadinamométrica piezoeléctrica (9257B) paratorneamento e do dinamómetropiezoeléctrico (9272) para furação. É feitauma comparação dos valores indicados pelofabricante e pela recomendação do CIRP noque respeita à sensibilidade transversal, àrigidez linear, à histerese e à frequênciaprópria de vibração. Verificou-se, assim,que os dinamómetros piezoeléctricos sãoadequados.
4. AQUISIÇÃO E TRATAMENTO DEDADOS
Há muito que a aquisição de dados feita daforma tradicional, isto é, do tipo “papel elápis” está ultrapassada pelos avanços datécnica. Um computador pessoal complacas de aquisição de dados e “software”adequado é uma solução que apresentaelevada flexibilidade e relativamente baixocusto. Estas placas de aquisição integram,habitualmente, conversão analógico/digitale digital/analógico, entradas e saídas do tipodigital, temponzadores, contadores e,eventualmente, outros módulos capazes deexecutar tarefas específicas.Neste caso, os sinais provenientes dos trêscanais (fx, fy, Fz) da plataformadinamométrica (9257B) ou dos quatrocanais (Fx, Fy, fz, Mz) do dinamómetro(9272) foram introduzidos numamplificador de carga de quatro canais(5019A). Este amplificador converte ossinais de carga eléctrica dos sensorespiezoeléctncos em sinais proporcionais detensão.Os parâmetros adequados (canais, escalas,filtros, contante de tempo ...) podem serregulados no painel frontal do instrumentoou através de interfaces do tipo RS-232 Cou IEEE-488 por meio de um computadorusando “software” apropriado. E possívelvisualizar o valor da força obtida no canalselecionado no “display” da aparelho.Para a execução deste trabalho foi adquiridaà National Instruments uma placa de
aquisição AT-MIO-16 à qual foram ligadasas saídas analógicas do amplificador decarga. Foi, também, adquirido o “software”de instrumentação virtual LabVIEW paraefectuar a aquisição e tratamento de dados.A placa AT-MIO-16 proporciona umainterface para entradas/saídas analógicas e,ainda, algumas linhas digitais para PC,sendo compatível com o “software” deaquisição. É indicada, entre outros aspectos,para aplicação na automação de máquinas,controlo de processos, monitorização einstrumentação.
4.1 Programa de instrumentação virtual
Em 1983 Jeff Kodosky da NationalInstruments (USA) teve a ideia de criar oinstrumento virtual (I.V.) que não é maisque um módulo de “software” que permiteque o computador funcione como se de uminstrumento virtual se tratasse. Foibaptizado de LabVIEW (Laboratory VirtualInstmment Engineering Workbench) e erainterpretado a preto e branco. Corria apenasem computador Apple Macintosh2(Johnson, 1997). Instrumentos virtuais taiscomo, osciloscópio digital, gerador defunções, analisador de espectros, filtros,multímetros, ... são hoje disponibilizadospor fabricantes3 deste tipo de instrumentosde utilização laboratorial. Dispondo de umasignificativa biblioteca de funçõesmatemáticas é sempre possível quequalquer dos instrumentos virtuaisimplementados seja completado, bem comoligado a um instrumento real. Foramdesenvolvidos outros tipos de “sofiware”tais como, o LabTeach Notebook, o RealTime Vision e o LabWindows.Assim, num só aparelho -o computador-podemos reunir todas as tarefas que têmestado dispersas pelos mais variadosequipamentos e que envolvem basicamente:
controlo de instrumentação
2 Actualmente corre em ifiM compatível e“workstations”.
Hewleft-Packard, Tetronix, Philips, Fluke,Lecroy...
108
Quadro 1 Principais características dos dinamómetros piezoeléctricos de torneamento efuração.
Dinamómetro Dinamómetro Recomendação
Características 9257B (x,y,z) 9272 (x,y,z,Mz) do(Torneamento) (Furação) CTRP
Gama de medida
fx(kN) -5a5 -5a5 —
Fy(kN) -5a5 -5a5 —
fz(kN) -5 aiO -5 a20 —
Mz(N.cm) — -20000 a 20000 —
“Threshold”
fx(N) <0,01 <0,01 —
Fy(N) <0,01 <0,01 --
fz(N) <0,01 <0,02 —
Mz(N.cm) — <0,02 —
Sensibilidade (pC/N)
fx -7,6 -7,3 —
Fy -7,5 -7,2 —
Fz -3,5 -3,8 —
Mz — -1,6 —
Línearidade (±%F$O)
Fx 0,3 0,3 —
fy 0,3 0,3 —
Fz 0,3 0,3 —
Mz 0,3 0,3 —
Sensibilidade transversal (%)
Fx-Fy 0,3 1,3 <1,5Fy - Fx 1,0 -0,1 <0,7Fx - Fz -0,4 -1,3 <0,6Fy - Fz 0,6 -0,4 <0,4Fz-Fx 0,3 -0,3 <1,7Fz - Fy 0,5 -0,1 <2,5Fz-Mz — -0,002 —
Mz-Fz — -0,004 —
Histerese (%FSO)(todas as gamas) 50,5 Si <2
Rigidez linear (N/m) >i
fx >100x107 z4OxiO7Fy >100x107 40xi07 —
Fz >200x107 200xi07Frequência própriade vibração (kHz) >2,5
Fx z3,5Fy 3,5 ;4 —
Fz 3,5 7 —
Mz — z5
Peso (kg) 7,3 4,2 —
109
• aquisição de dados
• análise e processamento de sinal
• estatística e álgebra
• representação de dados
• armazenamento de dados
O “sofiware” LabVIEW permite que opróprio utilizador crie instrumentos virtuais(I.V.) e possa adicioná-los à biblioteca deinstrumentos existente. A etiqueta associadaa cada I.V. permite construir novos I.V. porincorporação de outros já existentes. Aetiqueta pode representar um I.V. ou ummódulo lógico de cálculo, de manipulaçãoentrada/saída, tratamento de ficheiros ououtros. A sua programação é efectuada pormeio de uma linguagem gráfica designadade G, que facilita esta tarefa, porque vai aoencontro da tendência natural de seutilizarem figuras ou diagramas como modoexplícito e intuítivo de mostrar comofunciona um processo (Johnson, 1997).Um instrumento virtual (LV.) ou ummódulo lógico de cálculo, aquisição dedados, tratamento de ficheiros ou outros, éconstituído basicamente pelos seguinteselementos:
• o painel frontal (front panel), que éa janela onde se define o painel dosinstrumentos pretendidos, usando para isso,botões, sensores, sinalizadores, gráficos,registadores...
• o diagrama (diagram), que é ajanela onde se cria a lógica que liga todosestes elementos entre si e é, porconseguinte, o programa.
• a etiqueta (icon), que é umpequeno símbolo que serve para representarunicamente o instrumento assim criado.
Podemos assim dizer, que o LabVIEWconstitui uma ferramenta revolucionária,potente, flexível e vocacionada paraaplicações em domínios da engenharia,investigação e desenvolvimento. No nosso
trabalho este “software” foi utilizado para aaquisição e tratamento matemático (análise)do sinal das forças de corte obtido nosprocessos de maquinagem - furação etorneamento.
4.2 Programas desenvolvidos
Por meio do LabVIEW 2.5.1 versão paraPC, foram desenvolvidos oito programas,totalizando cerca de 1 Mbyte de “software”,que foram utilizados no decurso destainvestigação e em outros trabalhos nasáreas da tribologia e do comportamentomecânico de estruturas. Vejamos, então,com mais detalhe; o nome, as funções quedesempenham e alguns exemplos do painelfrontal.
Nome: FUR1
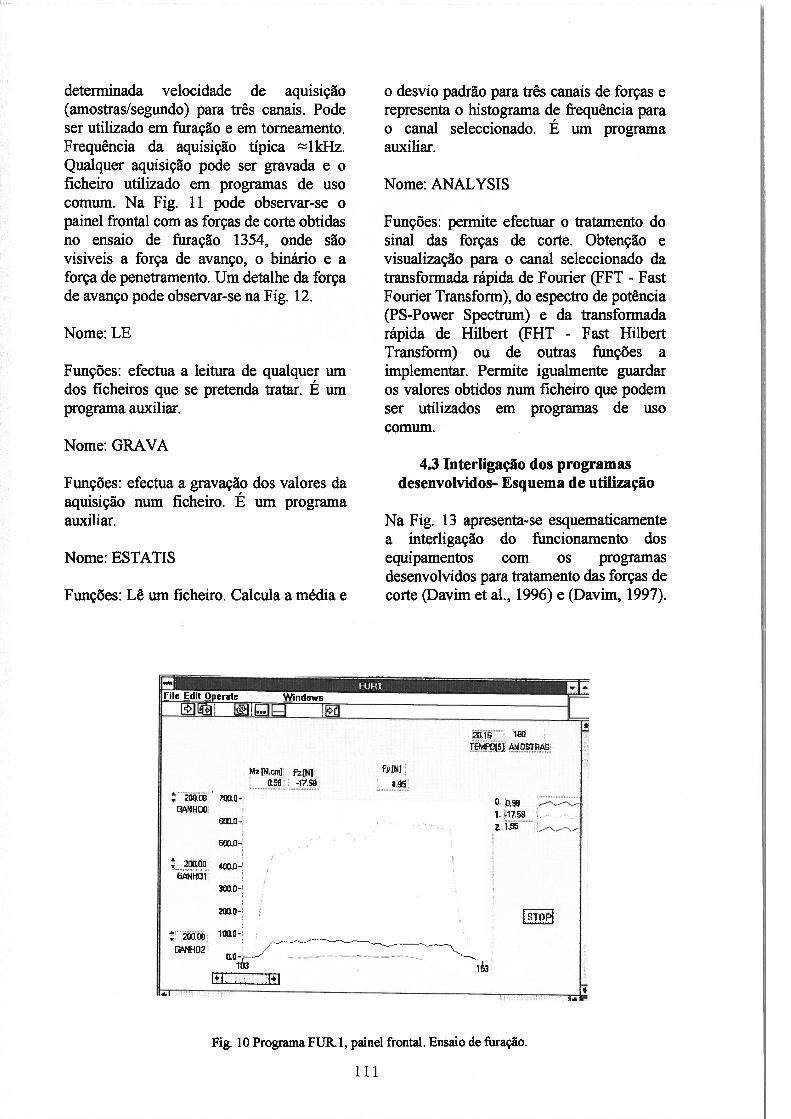
Funções: obtenção directa e contínua, comvisualização gráfica do binário (Mz), daforça de avanço (fz) e da força depenetramento (Fy), na furação.Possibilidade de regulação dos ganhos.Visualização do tempo e do número deamostras. Utilização do relógio docomputador (base de tempo) para controlara aquisição. Frequência da aquisição típicaempregue 6Hz. Qualquer aquisição podeser gravada e o ficheiro utilizado emprogramas de uso comum tipo Excel ouWord em ambiente Windows. Na Fig. 10,pode observar-se o painel frontal com asforças de corte obtidas num ensaio deftiração.
Nome: TORA
Funções: obtenção directa e contínua, comvisualização gráfica das três componentesda força de maquinagem - penetramento,avanço e corte no torneamento. Temcaracterísticas idênticas ao programaanterior FUR. 1.
Nome: A.RAP
Funções: aquisição rápida com visualizaçãoapós aquisição. Permite seleccionar onúmero de amostras a adquirir a uma
110
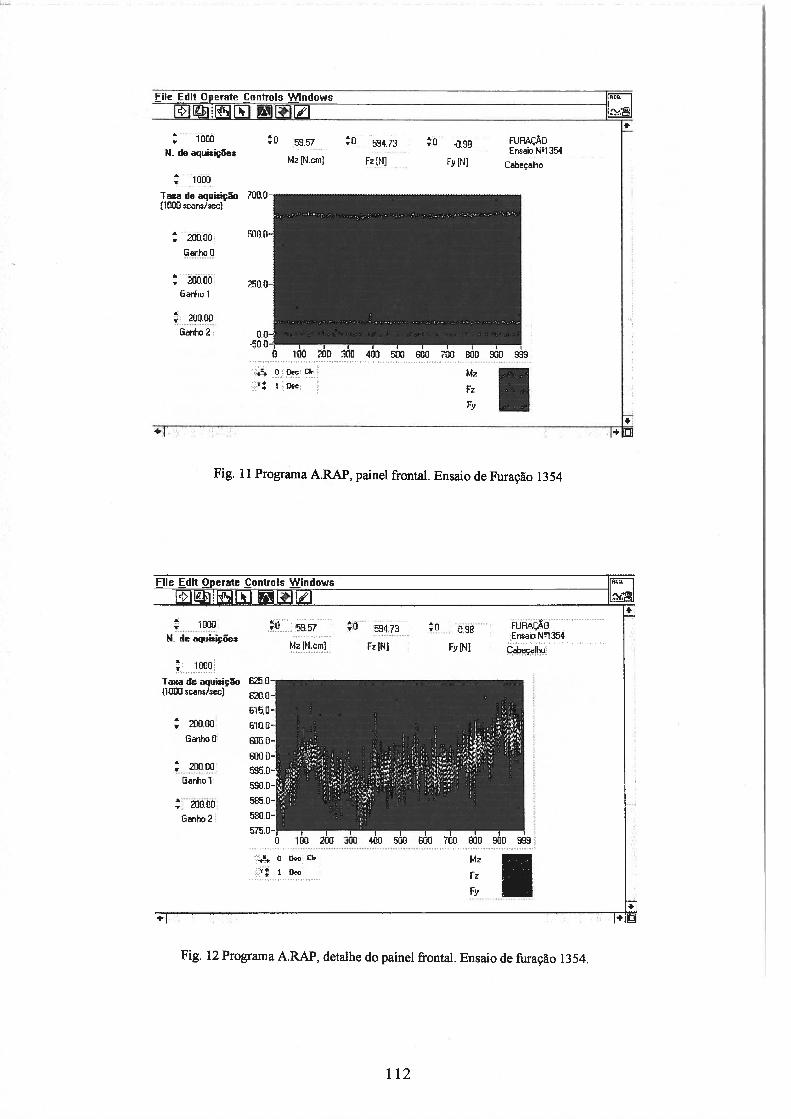
determinada velocidade de aquisição(amostras/segundo) para três canais. Podeser utilizado em furação e em torneamento.frequência da aquisição típica 1kHz.Qualquer aquisição pode ser gravada e oficheiro utilizado em programas de usocomum. Na Fig. 11 pode observar-se opainel frontal com as forças de corte obtidasno ensaio de furação 1354, onde sãovisiveis a força de avanço, o binário e aforça de penetramento. Um detalhe da forçade avanço pode observar-se na Fig. 12.
Nome: LE
funções: efectua a leitura de qualquer umdos ficheiros que se pretenda tratar. E umprograma auxiliar.
Nome: GRAVA
Funções: efectua a gravação dos valores daaquisição num ficheiro. E um programaauxiliar.
Nome: ESTATIS
funções: Lê um ficheiro. Calcula a média e
o desvio padrão para três canais de forças erepresenta o histograma de frequência parao canal seleccionado. E um programaauxiliar.
Nome: ANALYSIS
Funções: permite efectuar o tratamento dosinal das forças de corte. Obtenção evisualização para o canal seleccionado datransformada rápida de Fourier (FF1 - FastFouner Transform), do espectro de potência(PS-Power Spectrum) e da transformadarápida de Hilbert (FHT - Fast HilbertTransfonn) ou de outras funções aimplementar. Permite igualmente guardaros valores obtidos num ficheiro que podemser utilizados em programas de usocomum.
4.3 Interligação dos programasdesenvolvidos- Esquema de utilização
Na Fig. 13 apresenta-se esquematicamentea interligação do funcionamento dosequipamentos com os programasdesenvolvidos para tratamento das forças decorte (Davim et ai., 1996) e (Davim, 1997).
1 -
fie Edil Operate Windows
- F1i
2816 180 7TEMPÚLSJÁM6ST8
MzLNmt Fz[NJ ry[N;
cLSO 47.58. 15
2Q807QQ.0.-,:—.—--.
OANHfJØ. 7 17,58 ..
BOftO-:...
500.0— ,.
À20000 4000
UANKO1 : ..
300.0:
2008
1O0-
— ,,. — .__.Z-.
______
Ï3I•I —i1
4,1 •
Fig. 10 Programa FUR. 1, painel frontal. Ensaio de fliração.
111
Taca de aquiiço(1000 arshec
: 200.00
Lianho O
: 200.00banho 1
.2UOOl
1ar,o21 1 1
O 100 200 300 400 500 600 700
4! t O c
: 1 Leo
File Edit Operate Controis Windows
*
: 1000 O 59j7 0 594.73 0 -099 FUHAÇOfl. de aqu5es EnsONh1354
M [N.om] F [NI F (N] Cabeçalho
1000
D 9150 S9
1•f
Fig. 11 Programa A.RAP, painel frontal. Ensaio de Furação 1354
file Edit Operate Controis Wíndows
ss4i3 o FURÃÇüN de EnaioN 134
M 1H cm) Fz ENI Fy INI Cabeçalho
1OOÜ
Taxa de aquiiço1•00can/o
t 200,00t3ãtêho0
20000Uanhot
: 200.00Oanho2:
•1
., o Cfr Mz1 fleo Fz
Fy
[4
Fig. 12 Programa ARAP, detalhe do painel frontal. Ensaio de furação 1354.
112
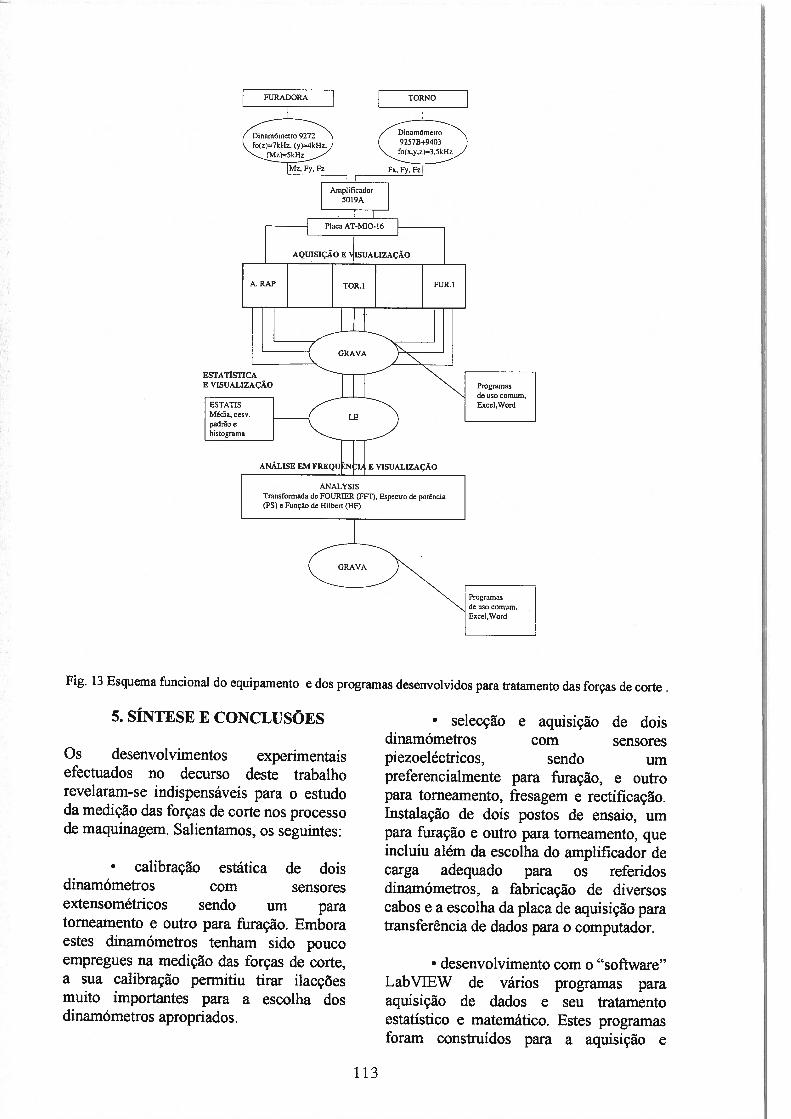
fig. 13 Esquema funcional do equipamento e dos programas desenvolvidos para tratamento das forças de corte
5. SÍNTESE E CONCLUSÕES
Os desenvolvimentos experimentaisefectuados no decurso deste trabalhorevelaram-se indispensáveis para o estudoda medição das forças de corte nos processode maquinagem. Salientamos, os seguintes:
calibração estática de doisdinamómetros com sensoresextensométricos sendo um paratorneamento e outro para furação. Emboraestes dinamómelros tenham sido poucoempregues na medição das forças de corte,a sua calibração permitiu tirar ilacçõesmuito importantes para a escolha dosdinamómetros apropriados
selecção e aquisição de doisdinamómetros com sensorespiezoeléctricos, sendo umpreferencialmente para furação, e outropara torneamento, fresagem e rectificação.Instalação de dois postos de ensaio, umpara furação e outro para torneamento, queincluiu além da escolha do amplificador decarga adequado para os referidosdinamómetros, a fabricação de diversoscabos e a escolha da placa de aquisição paratransferência de dados para o computador.
desenvolvimento com o “software”LabVIEW de vários programas paraaquisição de dados e seu tratamentoestatístico e matemático. Estes programasforam construídos para a aquisição e
113
tratamento dos sinais das forças de corteobtidas nos processos de maquinagem,podendo também ser utilizados noutrasáreas tais como a tribologia (já foramrealizados vários ensaios de desgaste combase num destes programas na aquisição desinais de forças de atrito e temperatura docontacto) bem como no comportamentomecânico de estruturas (aquisição de sinaisprovenientes de células de carga).
Finalmente, concluiu-sedinamómetros comextensométricos apresentavamlimitações na medição das forçasdaí a necessidade de sedinamómetros compiezoeléctricos.
“software”, aplicação desenvolvida por recurso auma linguagem de programação“threshold”, limiar
“display”, ecrã, mostrador, dispositivo utilizadopara visualização de informações
“timer’s”, temponzador, dispositivo de mediçãousados nos computadores para medir o tempo decada tarefa em intervalos de milisegundos
“FSO-Full Scale Output”, valor do fim de escala
“front panel”, painel frontal
“diagram”, diagrama
“icon”, etiqueta
“workstation”, posto de trabalho
“Mbyte”, cerca de um milhão de bytes (1 048 576bytes)
“$cale”, escala
“Windows®”, sistema operativo gráfico daMicrosoft que funciona em sincronia com o DOS
REFERÊNCIAS
Boothroy G., “ Fundamentais of metalmachining and machine tools”, Ed.McGraw-Hill, Tokio, 1975.Davim P., “Princípios da maquinagem”, Ed.Almedina, Coimbra, 1995.
Davim P. et ai., “Aplicação do softwareLabVIEW na aquisição e tratamentomatemático do sinal das forças de corteobtidas nos processos de maquinagem”, lencontro do PULL, INESC, Lisboa, 1996.
Davim P., “Estudo da maquinabilidade doscompósitos de matriz de alumínio”,Dissertação de doutoramento, FEUPDEMEGI, Porto, 1997.
“Fundamentos da usinagemEd. Edgard Blücher, São
Jonhson G., “LabVIEWprogramming”, McGraw-Hill,1997
Mesquita R., “O desgaste das ferramentasde corte e sua relação com as forças decorte”, Dissertação de doutoramento, IST,Lisboa, 1988.
Shaw M., “Metal cuftíng principies”,Oxford University press, London, 1984.
que ossensoresalgumas
de corte eutilizarem
sensores
ferraresi D.,dos metais”,Paulo, 1977.
GLOSSÁRIO
graphicalNew York,
114



![340def de politcs.ppt [Modo de Compatibilidade])apdemografia.pt/files/1047348934.pdf · 2020. 1. 19. · jjmarques@ua.pt Raquel Santos Eduardo Anselmo de Castro Secção Autónoma](https://static.fdocumentos.com/doc/165x107/61296b2945be8d0a7e366192/340def-de-modo-de-compatibilidadeapdemografiaptfiles1047348934pdf-2020.jpg)














