Mecanismo de formação e controle do cavaco - UDESC · usinagem de materiais dúcteis (aço,...
19
1 Prof. Dr.-Ing. Joel Martins UDESC Mecanismo de formação e controle do cavaco Início do corte, a) distribuição de tensão, b) propagação de trica em material frágil, c) Deformação elastoplástica em materiais dúcteis. 2 Prof. Dr.-Ing. Joel Martins UDESC
Transcript of Mecanismo de formação e controle do cavaco - UDESC · usinagem de materiais dúcteis (aço,...

1Prof. Dr.-Ing. Joel Martins UDESC
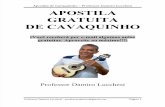
Mecanismo de formação e controle do cavaco
Início do corte, a) distribuição de tensão, b) propagação de trica em
material frágil, c) Deformação elastoplástica em materiais dúcteis.
2Prof. Dr.-Ing. Joel Martins UDESC

3Prof. Dr.-Ing. Joel Martins UDESC
4Prof. Dr.-Ing. Joel Martins UDESC
IPT, WZL Aachen

5Prof. Dr.-Ing. Joel Martins UDESC
6Prof. Dr.-Ing. Joel Martins UDESC
A formação do cavaco é um processo periódico
de deformação e cisalhamento de material

7Prof. Dr.-Ing. Joel Martins UDESC
Modelos clássicos de formação do cavaco
8Prof. Dr.-Ing. Joel Martins UDESC
Modelos:
a. Modelo de Ernst e Merchant – formação de cavaco por um processo
puramente de cisalhamento;
b. Lee e Shafer – aplicação da teoria slip-line…. a tensão cisalhante é máxima
na região da linha AB; não há força atuante acima da linha AC.
c. Shaw, Cook e Finnie – atenção na inter-relação entre o processo de cisalha-
mento e atrito. Foi incorporada a hipótese que o plano de cisalhamento não
está contido na direção da tensão máxima cisalhante.
d. Okushima e Hitomi – colocam que o cisalhamento acontece dentro de uma
região particular triangular de escoamento e não num simples plano de
cisalhamento.
e. Kececiogly – sugere que o cisalhamento ocorre não em um plano, mas em
uma região paralela ao plano.
f. Zorev – a região de deformação plástica é limitada pelas linha OL (ao longo
do qual ocorre a primeira deformação plástica) e a linha OM ( ao longo da
qual ocorre a última deformação plástica).

9Prof. Dr.-Ing. Joel Martins UDESC
Modelo clásssico da formação de cavaco
10Prof. Dr.-Ing. Joel Martins UDESC
Os problemas nos modelos de corte ortogonal – determinação
do ângulo de cisalhamento
Fonte: Astakhov

11Prof. Dr.-Ing. Joel Martins UDESC
Fonte: Astakhov
Princípio da tensão cisalhante máxima
Princípio da mínima energia
24
γθπϕ
+−=
γθπ
ϕ +−=4
12Prof. Dr.-Ing. Joel Martins UDESC
Os modelos de Ernst e Lee não são confirmados com ensaios
experimentais

13Prof. Dr.-Ing. Joel Martins UDESC
Modelos mais complexos baseados na teoria do Slip-line
14Prof. Dr.-Ing. Joel Martins UDESC
Teoria do Slip-line (continuação)

15Prof. Dr.-Ing. Joel Martins UDESC
A formação do cavaco segundo Astakhov
16Prof. Dr.-Ing. Joel Martins UDESC
Segundo Diniz os tipos de cavacos são:
a) Cavaco contínuo – presenta-se constituido de lamelas justaposrtas numa
disposição contínua. A distinção das lamelas não é nítida. Forma-se na
usinagem de materiais dúcteis (aço, p.e.), onde o ângulo de saída deve
assumir valores elevados.
b) Cavaco de cisalhamento – apresenta-se constituído de lamelas justapostas
bem distintas.
c) Cavaco de ruptura – apresenta-se constituído de fregmentos arrancados da
peça usinada. A superfície de contato entre cavaco e superfície de saída
da ferramenta é reduzida, assim como a ação do atrito; o ângulo de saída
deve assumir valores baixos, nulos ou negativos

17Prof. Dr.-Ing. Joel Martins UDESC
Segundo alguns autores alemães:
a) Cavaco contínuo – O cavaco escorrega sobre a superficie de saída com
velocidade constante em fluxo contínuo. Sua formação é facilitada por
estrutura de fina e homogênea de grãos e alta ductilidade do material,
através de alta velocidade de corte, baixo atrito do cavaco com a ferramenta,
ângulo de saída positivo e baixa espessura de corte.
b) Cavaco lamelar – parecido com o contínuo, mas apresenta formação de
cavaco periódica (deformação plástica e cisalhamento). As bandas de
cisalhamento são visíveis. São observados em materiais de boa deformabili-
dade de alta resistência, principalmente na usinagem em altas velocidades
de corte.
18Prof. Dr.-Ing. Joel Martins UDESC

19Prof. Dr.-Ing. Joel Martins UDESC
20Prof. Dr.-Ing. Joel Martins UDESC
São caracterizados por grandes
deformações continuadas em estreitas
bandas entre segmentos com muito
pouca, ou quase nenhuma deformação
no interior destes segmentos.
Acontece pelo processo de
“cisalhamento termoplástico
adiabático”

21Prof. Dr.-Ing. Joel Martins UDESC
a) Cavaco de cisalhamento – o material ao escorregar ao longo do plano de
cisalhamento, fissura no ponto mais solicitado. Esta fissura não progride, então,
até à ruptura parcial ou total do cavaco. Este, aprsenta-se, entretanto, em geral,
como uma fita contínua, pois os efeitos da pressão e da temperatura provocam
a solda dos diversos segmentos.
b) Cavaco de ruptura – é o que é produzido na usinagem de materiais frágeis,
como ferro fundido e latão, tendo a forma de pequenos fragmentos independentes
e distintos, gerados essencialmente por ruptura, pela ação de tensões principais
de tração-compressão.
22Prof. Dr.-Ing. Joel Martins UDESC

23Prof. Dr.-Ing. Joel Martins UDESC
Modelo de formação de cavaco segundo Viktor P. Astakhov
www.astvik.com
trinca
24Prof. Dr.-Ing. Joel Martins UDESC
Fases:1- Fase inicial, quando a ferramenta está em contanto com a peça. A aplicação da força de
penetração P leva à formação de uma zona de deformaçã na frente da aresta.
2 – A peça primeiramente se deforma elasticamente e depois plasticamente.
Como resultado, uma certa zona elastoplástica se forma a frente da ferramenta que leva a
ferramenta a avançar mais na peça de tal modo que uma parte da camada a ser removida
entra em contato com a superfície de saída do cavaco
3 – Quando um contato completo acontece, o estado de tensão a frente da ferramenta se
torna complexo incluindo uma combinação de tensões de compressão e de flexão.
A dimensão da zona deformada e a tensão máxima aumentam com a força de penetração P.
Quando a tensão combinada nessa zona, atinge o limite (para um dado material), uma
superfície de escorregamento se forma na direção da tensão máxima combinada. Esse
instante pode ser considerado como o início da formação do cavaco.
4 – Tão logo a superfície de escorregamento se forme, todo o material do cavaco começa a
escorregar ao longo dessa superfície e então ao longo da superfície de saída do cavaco.

25Prof. Dr.-Ing. Joel Martins UDESC
Continuação …
5 – Após o escorregamento, a resistência a penetração da ferramenta diminui, levando à
diminuição do tamanho da parte plástica da zona deformada. Entretanto, a estrutura do
material da peça, o qual tem sido deformado plasticamente e agora retorba ao estado elástico,
é diferente do material original. Ele parec corresponder à estrutura de um material deformado
a frio.
6 – o processo se repete …
26Prof. Dr.-Ing. Joel Martins UDESC
Usinagem de materiais frágeis com ângulo γ positivo segudo
Astakhov

27Prof. Dr.-Ing. Joel Martins UDESC
Fonte: Astakhov, V.P. A system concept in metal cutting. Journal of Material Processing Technology 79 (1998) 189-199.
Usinagem de materiais frágeis com ângulo γ negativo
28Prof. Dr.-Ing. Joel Martins UDESC
Modelos de formação de cavaco na usinagem de materias frágeis
Fonte: Astakhov, V.P. A system concept in metal cutting. Journal of Material Processing Technology 79 (1998) 189-199.

29Prof. Dr.-Ing. Joel Martins UDESC
Relação tensão-deformação e tipo de cavaco segundo König
30Prof. Dr.-Ing. Joel Martins UDESC
Resumo dos tipos de cavacos segundo Astakhov
Astakhov: Tribology of Metal Cutting

31Prof. Dr.-Ing. Joel Martins UDESC
32Prof. Dr.-Ing. Joel Martins UDESC
Aresta posiça de corte/ Gume postiço
O gume postiço constitui uma massa mais ou menos estacionária de metal,
soldada na face da ferramenta (superfície de saída). Ela é formada devido a
um forte atrito entre o cavaco e a ferramenta, que produz o arrancamento de
pequenas partículas de material da ferramenta. Provoca um péssimo acabamen-
to superficial da peça usinada.

33Prof. Dr.-Ing. Joel Martins UDESC
Built-Up Edge (BUE) Chips
• Layers of workpiece material are gradually deposited on the tool
• BUE eventually breaks off and is carried away by the chip and/or deposited
randomly on the workpiece surface
• Large tool tip radius with BUE
• Produces rough surface finishes
• Generally undesirable but a thin, stable BUE can
reduce wear and protect the rake face
• Reduce probability of BUE forming by:
• Decreasing depth of cut
• Increasing rake angle
• Using a sharp tool
• Using an effective cutting fluid
• Using cold-worked metals rather
annealed
(b)
(c)
(b) Surface finish in turning 5130 steel with a built-up edge. (c) surface finish on 1018 steel in face milling. Magnifications: 15X. Source: Courtesy of Metcut Research Associates, Inc.
34Prof. Dr.-Ing. Joel Martins UDESC
Hardness of Built-Up Edge (BUE) Chips
Figure 20.6 (a) Hardness distribution in the cutting zone for 3115 steel. Note that some regions in the built-up edge are as much as three times harder than the bulk metal. Source: Courtesy of Metcut Research Associates, Inc.
(a)

35Prof. Dr.-Ing. Joel Martins UDESC
36Prof. Dr.-Ing. Joel Martins UDESC
Grau/ fator de recalque
Grande importância na teoria da usinagem, pois orienta sobre fatores de
usinabilidade como:
• pressão específica do cavaco sobre a ferramenta;
• volume de cavaco produzido por unidade de potência;
• temperatura;
• é uma relação que diz respeito a quanto o cavaco se deformou, mas
nada diz sobre a vida da ferramenta de corte.
Exemplo:
• Torneamento de cobre com ferramenta de MD
condições: vc= 69 m/min, f=0,06 mm/rot, ap=1,6 mm γn=4,5°
Λh= 7;
• Sob as mesmas condições de usinagem, mas com ferr. de diamante
Λh= 1,8;

37Prof. Dr.-Ing. Joel Martins UDESC
Determinação do grau/ fator de recalque
'laf
m
p
h⋅⋅⋅
=Λρ
onde:
m – peso do cavaco [g];
f e ap – avanço e profundidade de corte [mm];
ρ – peso específco do material [g/mm3];
l’ – comprimento do cavaco [mm].
Fonte: Stemmer – Ferramentas de Corte I