MIX/sistema_de... · Coordenação do Programa Formare Beth Callia Coordenação Pedagógica Zita...
174
Sistema de Produção Enxuta 1
Transcript of MIX/sistema_de... · Coordenação do Programa Formare Beth Callia Coordenação Pedagógica Zita...
Sistema de Produção Enxuta
1
Coordenação do Programa Formare Beth Callia
Coordenação Pedagógica Zita Porto Pimentel
Coordenação da Área Técnica – UTFPR Alfredo Vrubel
Elaboração e edição Grupo Ibmec Educacional S/A Rua Vergueiro, 1759 2º andar 04101 000 São Paulo SP www.grupoibmec.com.br
Coordenação Geral Rosiane Aparecida Marinho Botelho
Coordenação Técnica deste caderno Pablo Roberto Auricchio Rojas
Revisão Pedagógica Simone Afni Cardoso Brito
Autoria deste caderno Pablo Roberto Auricchio Rojas
Produção Gráfica Amadeu dos Santos Aldine Fernandes Rosa
Apoio MEC – Ministério da Educação FNDE – Fundo Nacional de Desenvolvimento da Educação PROEP – Programa de Expansão da Educação Profissional
Rojas, Pablo Roberto Auricchio
R628s Sistema de Produção e Melhoria de Processos – Projeto Formare / Pablo Roberto Auricchio Rojas – São Paulo: Veris Educacional, 2010.384p. :il. Color.:30cm. (Fundação Iochpe / Cadernos Formare)
Inclui exercícios e glossário Bibliografia
ISBN 00000000000000000000
1. Ensino Profissional 2. Manufatura Industrial3. Planejamento / Execução da Manufatura 4. Layout eMétodo de Trabalho em Manufatura 5. Análise de Valor I. Projeto Formare II. Título III. Série
CDD-331.25
Iniciativa Realização
Fundação IOCHPE Al. Tietê, 618 casa 3, Cep 01417-020, São Paulo, SP
www.formare.org.br
2
Sobre o caderno
Você, educador voluntário, sabe que boa parte da performance dos jovens no mundo do trabalho dependerá das aprendizagens adquiridas no espaço de formação do Curso em desenvolvimento em sua empresa no âmbito do Projeto Formare.
Por isso, os conhecimentos a serem construídos foram organizados em etapas, investindo na transformação dos jovens estudantes em futuros trabalhadores qualificados para o desempenho profissional.
Antes de esse material estar em suas mãos, houve a definição de uma proposta pedagógica, que traçou um perfil de trabalhador a formar, depois o delineamento de um plano de curso, que construiu uma grade curricular,destacou conteúdos e competências que precisam ser desenvolvidos para viabilizar o alcance dos objetivos estabelecidos e então foram desenhados planos de ensino, com vistas a assegurar a eficácia da formação desejada.
À medida que começar a trabalhar com o Caderno, perceberá que todos os encontros contêm a pressuposição de que você domina o conteúdo e que está recebendo sugestões quanto ao modo de fazer para tornar suas aulas atraentes e produtoras de aprendizagens significativas. O Caderno pretende valorizar seu trabalho voluntário, mas não ignora que o conhecimento será construído a partir das condições do grupo de jovens e de sua disposição para ensinar. Embora cada aula apresente um roteiro e simplifique a sua tarefa, é impossível prescindir de algum planejamento prévio. É importante que as sugestões não sejam vistas como uma camisa de força, mas como possibilidade, entre inúmeras outras que você e os jovens do curso poderão descobrir, de favorecer a prática pedagógica.
O Caderno tem a finalidade de oferecer uma direção em sua caminhada de orientador da construção dos conhecimentos dos jovens, prevendo objetivos, conteúdos e procedimentos das aulas que compõem cada capítulo de estudo. Ele trata também de assuntos aparentemente miúdos, como a apresentação das tarefas, a duração de cada atividade, os materiais que você deverá ter à mão ao adotar a atividade sugerida, as imagens e os textos de apoio que poderá utilizar.
No seu conjunto, propõe um jeito de fazer, mas também poderá apresentar outras possibilidades e caminhos para dar conta das mesmas questões, com vistas a encorajá-lo a buscar alternativas melhor adequadas à natureza da turma.
Como foi pensado a partir do planejamento dos cursos (os objetivos gerais de formação profissional, as competências a serem desenvolvidas) e dos planos de ensino disciplinares (a definição do que vai ser ensinado, em que seqüência e intensidade e os modos de avaliação), o Caderno pretende auxiliá-lo a realizar um plano de aula coerente com a concepção do Curso, preocupado em investir na formação de futuros trabalhadores habilitados ao exercício profissional.
3
O Caderno considera a divisão em capítulo apresentada no Plano de Ensino e o tempo de duração da disciplina, bem como a etapa do Curso em que ela está inserida. Com esta ideia do todo, sugere uma possibilidade de divisão do tempo, considerando uma aula de 50 minutos.
Também, há avaliações previstas, reunindo capítulos em blocos de conhecimentos e oferecendo oportunidade de síntese do aprendido. É preciso não esquecer, no entanto, que a aprendizagem é avaliada durante o processo, através da observação e do diálogo em sala de aula. Aavaliação formal, prevista nos cadernos, permite a descrição quantitativa do desempenho dos jovens e também do educador na medida em que o “erro”, muitas vezes, é indício de falhas anteriores que não podem ser ignoradas no processo de ensinar e aprender.
Recomendamos que, ao final de cada aula ministrada, você faça um breve registro reflexivo, anotando o que funcionou e o que precisou ser reformulado, se todos os conteúdos foram desenvolvidos satisfatoriamente ou se foi necessário retomar algum, bem como outras sugestões que possam levar à melhoria da prática de formação profissional e assegurar o desenvolvimento do trabalho com aprendizagens significativas para os jovens. Esta também poderá ser uma oportunidade de você rever sua prática como educador voluntário e, simultaneamente, colaborar para a permanente qualificação dos Cadernos. É um desafio-convite que lhe dirigimos, ao mesmo tempo em que o convidamos a ser co-autor da prática que aí vai sugerida.
Características do Caderno
Cada capítulo ou unidade possui algumas partes fundamentais, assim distribuídas:
Página de aprese ntação do capítulo: Apresenta uma síntese do assunto e os objetivos a atingir, destacando o que os jovens devem saber e o que se espera que saibam fazer depois das aulas. Em síntese, focaliza a relevância do assunto dentro da área de conhecimento tratada e apresenta a relação dos saberes, das competências e habilidades que os jovens desenvolverão com o estudo da unidade.
A seguir, as aulas são apresentadas através de um breve resumo dos conhecimentos a serem desenvolvidos em cada aula. Sua intenção é indicar aos educadores o âmbito de aprofundamento da questão, sinalizando conhecimentos prévios e a contextualização necessária para o tratamento das questões da aula. No interior de cada aula aparece a seqüência de atividades, marcadas pela utilização dos ícones que seguem:
4
______________________________________________________
Indica quais serão os objetivos do tópico a ser abordado, bem como o objetivo de cada aula.
______________________________________________________
Exploração de links na internet – Remete a pesquisas em sites onde educador e aluno poderão buscar textos e/ou atividades como reforço extraclasse ou não.
______________________________________________________
Apresenta artigos relacionados à temática do curso, podendo-se incluir sugestões de livros, revistas ou jornais, subsidiando, dessa maneira o desenvolvimento das atividades propostas. Permite ao educador explorar novas possibilidades de conteúdo. Se achar necessário, o educador poderá fornecer esse texto para o aluno reforçando, assim, o seu aprendizado.
______________________________________________________
Traz sugestão de exercício ou atividade para fechar uma aula para que o aluno possa exercitar a aplicação do conteúdo.
______________________________________________________
Traz sugestão de avaliação extraclasse podendo ser utilizada para fixação e integração de todos os conteúdos desenvolvidos.
______________________________________________________
Traz sugestão de avaliação, podendo ser apresentada ao final de um conjunto de aulas ou tópicos; valerão nota e terão prazo para serem entregues.
______________________________________________________
Indica, passo a passo, as atividades propostas para o educador. Apresenta as informações básicas, sugerindo uma forma de desenvolvê-las. Esta seção apresenta conceitos relativos ao tema tratado, imagens que têm a finalidade de se constituir em suporte para as explicações do educador (por esse motivo todas elas aparecem anexas num CD, para facilitar a impressão em lâmina ou a sua reprodução por recurso multimídia), exemplos das aplicações dos conteúdos, textos de apoio que podem ser multiplicados e entregues aos jovens, sugestões de desenvolvimento do conteúdo e atividades práticas, criadas para o estabelecimento de relações entre os saberes. No passo a passo, aparecem oportunidades de análise de dados, observação e descrição de objetos, classificação, formulação de hipóteses, registro de experiências, produção de relatórios e outras práticas que compõem a atitude científica perante o conhecimento.
______________________________________________________
5
______________________________________________________
Indica a duração prevista para a realização do estudo e das tarefas de cada passo. É importante que fique claro que esta é uma sugestão ideal, que abstrai quem é o sujeito ministrante da aula e quem são os sujeitos que aprendem, a rigor os que mais interessam nesse processo. Quando foi definida, só levou em consideração o que era possível no momento: o conteúdo a ser desenvolvido, tendo em vista o número de aulas e o plano de ensino da disciplina. No entanto você juntamente com os jovens que compõem a sua turma têm liberdade para alterar o que foi sugerido, adaptar as sugestões para o seu contexto, com as necessidades, interesses, conhecimentos prévios e talentos especiais do seu grupo.
______________________________________________________
O glossário contém informações e esclarecimentos de conceitos e termos técnicos. Tem a finalidade de simplificar o trabalho de busca do educador e, ao mesmo tempo, incentivá-lo a orientar os jovens para a utilização de vocabulário apropriado referente aos diferentes aspectos da matéria estudada. Aparece ao lado na página em que é utilizado e é retomado ao final do Caderno, em ordem alfabética.
______________________________________________________
Remete para exercícios que objetivam a fixação dos conteúdos desenvolvidos. Não estão computados no tempo das aulas, e poderão servir como atividade de reforço extraclasse, como revisão de conteúdos ou mesmo como objeto de avaliação de conhecimentos.
______________________________________________________
Notas que apresentam informações suplementares relativas ao assunto que está sendo apresentado.
______________________________________________________
Ideias que objetivam motivar e sensibilizar o educador para outras possibilidades de explorar os conteúdos da unidade. Têm a preocupação de sinalizar que, de acordo com o grupo de jovens, outros modos de fazer podem ser alternativas consideradas para o desenvolvimento de um conteúdo.
______________________________________________________
Traz as ideias-síntese da unidade, que auxiliam na compreensão dos conceitos tratados, bem como informações novas relacionadas ao que se está estudando.
______________________________________________________
Apresenta materiais em condições de serem produzidos e entregues aos jovens, tratados, no interior do caderno, como texto de apoio.
______________________________________________________
6
Em síntese, você educador voluntário precisa considerar que há algumas competências que precisam ser construídas durante o processo de ensino aprendizagem, tais como:
conhecimento de conceitos e sua utilização;análise e interpretação de textos, gráficos, figuras e diagramas;transferência e aplicação de conhecimentos;articulação estrutura-função;interpretação de uma atividade experimental.
Em vista disso, o conteúdo dos Cadernos pretende favorecer:
conhecimento de propriedade e de relações entre conceitos;aplicação do conhecimento dos conceitos e das relações entre eles;produção e demonstração de raciocínios demonstrativos;análise de gráficos;resolução de gráficos;identificação de dados e de evidências relativas a uma atividadeexperimental;conhecimento de propriedades e relações entre conceitos em umasituação nova.
Como você deve ter concluído, o Caderno é uma espécie de obra aberta, pois está sempre em condições de absorver sugestões, outros modos de fazer, articulando os educadores voluntários do Projeto Formare em uma rede que consolida a tecnologia educativa que o Projeto constitui.
Desejamos que você possa utilizá-lo da melhor forma possível e que tenha a oportunidade de refletir criticamente sobre ele, registrando sua colaboração e interagindo com os jovens de seu grupo a fim de investirmos todos em uma educação mais efetiva e na formação de profissionais mais competentes e atualizados para os desafios do mundo contemporâneo.
7
8
Sumário
1 Princípios da mentalidade Enxuta Primeira Aula
Dinâmica Análise ............................................................................................. 13 Segunda Aula
Histórico da análise de valor............................................................................ 15 Terceira Aula
Classificação de valor...................................................................................... 18Quarta Aula
Função, produto e análise ............................................................................... 23 Quinta Aula
Ciclo de vida de um produto ............................................................................ 29 Sexta Aula
Avaliação das funções..................................................................................... 32
2 Kaizen e Trabalho PadrãoPrimeira Aula
Criando o ambiente para a realização da atividade proposta no módulo ............43 Segunda Aula
Principais componentes para planejamento e execução de manufatura.............57 Terceira Aula
Matérias-primas e outros materiais auxiliares......................................................63 Programação de produção...................................................................................65
Quinta Aula Controle de custo dos estoques........................................................................ 73
Sexta Aula Controle de custo dos estoques........................................................................ 78
Sétima Aula Distribuição de materiais ................................................................................... 80
Quarta Aula Componentes adquiridos e manufaturados..........................................................67 Fornecedores .......................................................................................................68 MRP II...................................................................................................................69 Compra e recebimento de matérias-primas e mercadorias .................................70
Oitava Aula Atividade prática................................................................................................ 88
Nona Aula Sistemas e estruturas dinâmicos de armazenagem.......................................... 89
9

Décima Aula Equipamentos de movimentação de cargas ..................................................... 93 Sistemas transportadores.................................................................................. 98
Décima Primeira Aula Fluxos (roteiros) para manufatura ..................................................................... 108 Controle da manufatura..................................................................................... 111
Décima Segunda Aula Clientes e fornecedores..................................................................................... 113
Décima Terceira Aula Rotinas para abastecimento da manufatura...................................................... 119 Aplicação de ferramentas da qualidade ............................................................ 121 Conceito de Controle da Qualidade Total – TQC.............................................. 122
Décima Quarta Aula Conceito de processo........................................................................................ 124 Conceito de controle de processo..................................................................... 125 5W2H................................................................................................................. 127 Programa 5 S .................................................................................................... 128
Décima Quinta Aula As sete ferramentas da qualidade..................................................................... 129 Fluxograma (Flowsheet).................................................................................... 130 Diagrama de Pareto .......................................................................................... 131
Décima Oitava Aula Atividade de avaliação....................................................................................... 147
Décima Nona Aula Atividade de avaliação....................................................................................... 148
Vigésima Aula Encerramento do capítulo ................................................................................. 149
Glossário ............................................................................................................... 151 Referências .......................................................................................................... 165 Anexos ................................................................................................................... 167
Diagrama de barras ou histograma................................................................... 136 Diagrama de dispersão ..................................................................................... 138
Décima Sétima Aula Folha de verificação .......................................................................................... 139 Carta de controle............................................................................................... 140
Décima Sexta Aula Diagrama de causa-efeito (Ishikawa)................................................................ 135
10
A conceituação da metodologia análise de valor (AV) faz-se absolutamente necessária porque, embora as competências (conhecimento e habilidades) a seu respeito tenham sido constantes até meados da década de 80, hoje tanto a metodologia como seus métodos de aplicação estão esquecidos.
Cabe, então, aos profissionais que dedicaram parte do seu tempo estudando a análise/engenharia de valor mostrar que há disponível um método que comprovadamente mostrou-se eficaz e disponibilizá-lo àqueles que perceberem nele seu real valor.
Inicia-se também uma explanação a respeito do ciclo de vida do produto ou serviço, estuda-se a função da AV, e, detalhadamente, todas as fases do plano de trabalho da AV, principalmente aquelas voltadas à tomada de decisão.
Toda metodologia, como a análise de valor, gera em sua aplicação inúmeros métodos (formas de aplicação à metodologia), e, conseqüentemente, um número grande de conceitos que devem ser absorvidos antes de se desenvolver um plano de trabalho.
Como se pode observar no sumário, será abordado um grande número de itens que vão desde os conceitos iniciais até os mais complexos, quando se atinge as variáveis utilizadas na AV.
1 Princípio da mentalidade enxuta
11

12
Dinâmica "análise"
Distribua um pedaço de papel aos jovens, que não deverá ser identificado, para que cada um aponte a alternativa que mais lhe parece ter o significado de análise:
• Estudo
• Exame
• Resumo
• Avaliação
Após 10 (dez) minutos recolha os papéis com as respostas.
Dinâmica "valor"
A seguir, distribua um novo pedaço de papel, que não deverá ser identificado, aos jovens, para que cada um aponte a alternativa que mais lhes parece ter o significado de valor:
• Custo
• Preço
• Qualidade
• Finalidade
Após 10 (dez) minutos recolha os papéis com as respostas.
Nessa aula serão estudados, através de dinâmicas, os conceitos das duas palavras que compõem o nome análise de valor.
20 min
Passo 1 / Aplicação de dinâmicas
Primeira Aula
13
Com a ajuda de um jovem totalize as alternativas escolhidas para cada dinâmica e coloque o resultado na lousa.
Conceito de análise
Análise é o "estudo pormenorizado de cada parte de um todo, para conhecer melhor sua natureza, suas funções, relações, causas".
Palavra-chave: estudo.
Conceito de valor
Valor é a "capacidade de satisfazer necessidades; finalidade, utilidade, préstimo, serventia".
Palavra-chave: finalidade.
Informadas as palavras-chaves de análise e valor, apresente aos jovens quantos deles já possuem esses conceitos inatos ou deduziram-no.
Conceito preliminar de análise de valor Com as dinâmicas realizadas e os conceitos obtidos, pode-se concluir que análise de valor é o estudo da finalidade de algo.
10 min
Passo 3 / Aula teórica
10 min
Passo 2 / Totalizações
10 min
Passo 4 / Fechamento
14
Histórico da análise de valor
A análise do valor teve origem durante a 2a Guerra Mundial, como o resultado da aplicação de conceitos desenvolvidos por Lawrence Delos Miles que, na época, era engenheiro do departamento de compras da General Electric Company.
Durante a guerra, o governo dos Estados Unidos determinou que a disponibilidade das matérias-primas nobres – como o níquel, o cromo, a platina – ficasse reservada exclusivamente para o uso da indústria de material bélico ou de interesse militar. Isso fez com que a indústria, em geral, sentisse a necessidade de encontrar materiais alternativos para mantê-la em funcionamento.
Lawrence D. Miles aplicando o seu raciocínio lógico e os conceitos por ele desenvolvidos, obteve grandes resultados, pois além de conseguir redução de custos notou melhorias tanto na qualidade como no desempenho dos produtos analisados.
Terminada a guerra, Miles estendeu a aplicação desses conceitos para a concepção de um produto, com o intuito de substituir as soluções tradicionais por outras mais econômicas.
Convocado para emitir seu parecer sobre a atividade de um departamento de projetos, Miles afirmou que se esse departamento obtiver informações econômicas completas, referentes aos preços:
• das matérias-primas;
• dos custos de mão-de-obra de diferentes processosde fabricação.
Nessa aula, o jovem terá contato com os fatos históricos que levaram à criação, desenvolvimento e aperfeiçoamento da análise de valor, principalmente no decorrer do século passado. Como exercício, será solicitada uma pesquisa escrita que deverá ser executada e entregue na próxima aula.
45 min
Passo 1 / Aula teórica
Segunda Aula
15
Pode-se obter um ganho de até 5% sobre o custo final dos produtos.
Se, durante um projeto, esse departamento, abandonando o seu isolamento, consultar outros setores da empresa, como, por exemplo:
• Assistência Técnica
• Compras
• Controle de Qualidade
• Marketing
• Processos
• Produção
A economia poderá atingir 10%.
Finalmente, se for colocada em análise a própria concepção do produto, as reduções de custos podem atingir níveis mais significativos.
Os conceitos desenvolvidos por Lawrence D. Miles tiveram origem com as seguintes questões:
"Como fazer para encontrar materiais mais baratos que apresentem a mesma função daqueles atualmente utilizados?"
"Que o uso dos padrões convencionais sufoca a imaginação, e restringe o campo de observações relativo aos objetos existentes."
"A concentração nos requisitos funcionais permite maior liberdade mental."
A liberdade mental, na busca de alternativas para atendimento das necessidades do homem, também fez com que os homens identificassem os valores de tudo aquilo que nos rodeia. E é nessa busca de alternativas que se consegue identificar os valores reais das funções necessárias nos produtos, sistemas e serviços.
Com o acúmulo de respostas obtidas com sucesso, Miles observou que, enquanto reduzia os custos, mantinham-se ou melhoravam-se as funções desempenhadas pelos produtos analisados, e isso,levou-o a acreditar que se obtinha um valor maior para quem produzia.
Em 1947, esses conceitos foram, então, agrupados em uma metodologia denominada value analysis – análise do valor – AV. A partir daí, após diversas publicações em jornais e revistas especializadas, muitas empresas americanas adotaram-na.
Tem-se notícias sobre o uso da AV na U.S. Navy (United States Navy – Marinha dos Estados Unidos) e U.S. Army
16
(United States Army – Exército dos Estados Unidos) em 1954 e 1955, respectivamente.
Nessa época os escritórios técnicos da Marinha americana passaram a adotar a metodologia como norma e a denominaram de value engineering – engenharia de valor.
Em 1959, ocorreram dois fatos significativos na história da AV:
• O primeiro diz respeito à fundação da Save (Societyof American Value Engineers – Sociedade Americanade Engenheiros do Valor).
• O segundo refere-se à inclusão da AV como cláusulaobrigatória nos contratos assinados pelo Pentágono,decisão tomada por Robert MacNamara – secretáriode Defesa dos Estados Unidos.
A partir de 1960, a AV passou a ser difundida em países europeus (Afav – Associação Francesa de Análise do Valor – 1978) e no Japão (SJVE – Sociedade Japonesa de Engenheiros do Valor – 1965).
Na Alemanha, os engenheiros, por intermédio de sua associação VDI (Verein Deutscher Ingenieure – Sociedade dos Engenheiros Alemães), desenvolveram estudos próprios, sistematizando a técnica de aplicação da análise do valor (em alemão: Wertanalyse), incluindo-a em suas especificações normativas (Norma DIN, folha 69910 – VDI 2801).
No Brasil, a partir de 1970, grandes empresas vêm utilizando-se dessa metodologia, destacando-se algumas como: Basf, Consul, Fiat, Freios Varga, General Motors, IBM, Klabin do Paraná, Mercedes Bens, Panasonic, Petrobrás, Telebrás, TRW, Valeo, Volkswagen.
Com a finalidade de divulgar essa técnica, foi criada em 1984 a Associação Brasileira de Engenharia e Análise do Valor, que promoveu, entre 1985 e 1989, respectivamente, a 1a e 2a Conferências Internacionais sobre AV/EV.
17
Trabalho de pesquisa
Questão: Quem foi Lawrence Delos Miles?
Entrega: Próxima aula.
Classificação de valor Introdução
É reconhecidamente sabido por todos que um dos maiores problemas que bloqueiam as organizações na
Essa aula visa: consolidar o conceito de Valor, aprender a sua classificação histórica e compreender o que é Valor Econômico; esclarecer a divisão do valor econômico; compreender o conceito de valor de uso; aprender o conceito de valor de estima; acompanhar o cálculo do valor de estima de um componente automotivo.
Fig.1 - Associação Brasileira de Engenharia e Análise do Valor (Abeav).
Font
e: A
BEAV
, 200
7.
5 min
Passo 2 / Atividade complementar
15 min
Passo 1 / Aula teórica
Terceira Aula
18
continuidade da utilização de novos métodos se constitui na comunicação inadequada, provavelmente em virtude da compreensão errônea dos significados das palavras, o que gera discussões e interpretações duvidosas quanto aos conceitos.
Visando minimizar a ação desse tipo de barreira, definir-se-ão, nessa aula, os termos básicos da análise do valor.
Na primeira aula ficou constatado que a palavra valor pode apresentar diversos significados e geralmente é confundida com custo e preço.
Classificação de valor
Essa confusão não é originária dos dias atuais. . Aristóteles, por volta do ano 350 a.C., despendeu muito tempo até identificar os sete tipos de valor, por ele reconhecidos, e essa classificação é válida até os dias de hoje.
Segundo Aristóteles (350 a.C.), "os tipos de valor são:
• Valor econômico
• Valor político
• Valor moral
• Valor estético
• Valor social
• Valor jurídico
• Valor religioso"
Desses tipos de valor, somente o valor econômico pode ser considerado objetivo, pois é o único que pode ser mensurado quantitativamente (de forma imparcial, ou seja, é possível avaliá-lo por meio de um valor numérico), enquanto os demais são qualitativos (são parciais, porque dependem de sentimentos emocionais pessoais), pois só admitem avaliações subjetivas.
O método da análise do valor considera, fundamentalmente, o valor econômico, assim definido:
"Valor é o mínimo a ser gasto para adquirir ou para produzir um produto com o uso, a estima e a qualidade requerida”.
19
Faça a seguinte pergunta aos jovens:
Um par de sandálias Havaianas® Top custa R$ 14,90, enquanto o mesmo modelo Brasil Floresta custa R$17,90. Pergunta-se:
• Pelo método da análise do valor, qual é o par desandálias que tem o melhor valor econômico?Explique.
Valor econômico
Recapitulando:
Somente o valor econômico pode ser considerado objetivo, pois é o único que pode ser mensurado quantitativamente (de forma imparcial, ou seja, é possível avaliá-lo por meio de um valor numérico), enquanto os demais são qualitativos (são parciais, porque dependem de sentimentos emocionais pessoais), pois só admitem avaliações subjetivas.
O método da Análise do Valor considera, fundamentalmente, o Valor Econômico, assim definido:
"Valor é o mínimo a ser gasto para adquirir ou para produzir um produto com o uso, a estima e a qualidade requerida."
Não obstante ter-se afirmado que: "O valor econômico pode ser considerado como objetivo" será aprendido que este tipo de valor apresenta subdivisões que podem ser quantitativas e outras que são meramente subjetivas.
O valor econômico se divide em:
• Valor de uso – É a menor quantidade de dinheironecessária para que um produto apresente o uso quedele se espera.
Educador, este exercício será retomado no passo 4 dessa aula.
5 min
Passo 2 / Atividade sugerida
15 min
Passo 2 / Aula teórica
20
• Valor de estima – É a quantidade de dinheironecessária para dotar um produto de beleza,aparência, status.
• Valor de custo – É a quantidade que representa asoma de custos de mão-de-obra, de matéria-prima,de despesas gerais, entre outras, necessária para afabricação do produto.
• Valor de troca – É a quantidade de dinheiro queequivale à troca do produto no mercado.
Dessas subdivisões somente o valor de uso é totalmente quantitativo. Isso pode ser melhor compreendido pela análise da seguinte afirmação:
Considere o exemplo de um prendedor de gravata dourado. Se for perguntado "qual é o seu uso?"
Tem-se como resposta: "prender a gravata", evitando, dessa forma, que a gravata da pessoa caia sobre uma xícara de café, ou se prenda numa máquina.
Ora, sem dúvida isso poderia ser obtido, da mesma forma, por meio do uso de um clipe de papel, a um custo de R$ 0,07 (clipe médio dourado – caixa com 100 unidades – R$ 7,31. Cotação: dia 30/5/2007).
Entretanto, um prendedor de gravata dourado custa várias dezenas de vezes ou mais (prendedor de gravata dourado – R$ 9,60. Cotação: dia 30/5/2007).
R é quantas vezes mais caro é o custo do prendedor de gravata dourado em relação ao clipe médio dourado? Observe o cálculo:
R = custo do prendedor de gravata dourado/custo do clipe médio dourado.
R = R$ 9,60/R$ 0,07.
Certamente, a diferença entre esses custos é atribuída ao valor de estima, pelo qual o consumidor desse produto está disposto a pagar. Diz-se, então, que o valor de uso do prendedor de gravata é de R$ 0,07.
"Nada apresenta valor se não apresentar uma utilidade. Se um objeto está subutilizado, o trabalho contido nesse objeto também estará, e isto não é considerado trabalho, portanto, não gera valor."
R = 13,7 vezes mais
21
Acompanhe o exemplo a seguir. Um pneu esportivo (PE) aro 16 para automóvel custa R$ 600 e um pneu normal (PN) custa R$ 450. Qual é o valor de estima do pneu esportivo?
Pneu normal: Valor de UsoPN + Valor de EstimaPN = R$ 450.
Pneu esportivo: Valor de UsoPE + Valor de EstimaPE = R$ 600.
Como o Valor de UsoPN = Valor de UsoPE;
Pode-se afirmar que: Valor de UsoPE < R$ 450 (< menor que).
Portanto, o Valor de EstimaPE � R$ 150 (� maior ou igual a).
Em resumo, R$ 150 é o valor que um consumidor paga a mais por não abrir mão da compra de um pneu esportivo aro 16.
Exercício proposto Retomando o exercício anterior:
Um par de sandálias Havaianas® Top verde custa R$ 14,90, enquanto que o mesmo modelo Havaianas® Floresta custa R$ 17,90. Pergunta-se:
• Qual é o valor de uso do par de sandálias? Explique.
• Qual o valor de estima do par de sandálias modeloHavaianas® Floresta? Explique.
• Depois de entender os dois tipos de v alores, por qualvocê optaria?
Educador, os jovens devem iniciar a resolução do exercício em sala de aula, terminar em casa e entregá-lo na próxima aula.
15 min
Passo 4 / Atividade sugerida
22
Retomar o exercício proposto na aula anterior.
Função
O termo função, usado em análise de valor, é definido como segue:
"Função é toda e qualquer atividade que um produto desempenha."
As funções que um produto desempenha são subdivididas em dois tipos:
• Funções de uso – Está diretamente relacionada como valor de uso do produto. São as atividades queexprimem o desempenho técnico de utilização.
• Funções de estima – Está diretamente relacionadacom o valor de prestígio do produto. São asatividades que auxiliam as vendas do produto,dotando-o de beleza, praticidade, status.
Educador, a resolução do exercício está disponível no final do caderno.
Nessa aula será realizada a correção do exercício proposto no final da aula anterior e serão apresentados conceitos de função, produto e análise. Além disso, os jovens devem identificar os componentes do valor, abordados sob dois enfoques.
10 min
Passo 1 / Correção de exercício
Quarta Aula
40 min
Passo 2 / Aula teórica
23
Produto
"Produto é o resultado de qualquer atividade humana, quer seja por meio de esforço físico ou mental."
Dessa forma, considera-se como produto o resultado de qualquer trabalho industrial, artístico, literário, [...], assim como são produtos: um objeto, um sistema, um processo, um procedimento, um projeto, entre outros.
Recursos – Capital (dinheiro), matéria-prima, mão-de-obra, entre outros.
Transformação – Atividades ordenadas em processos que compõem os sistemas de transformação.
Produto – Objetivo resultante das atividades de transformação nos recursos disponíveis.
Análise
Conforme já estudado na Aula 1, "análise significa decompor um todo em suas partes constituintes".
Normalmente, quando se refere ao ato de analisar em si, a "análise de uma variável" quer dizer: a decomposição dessa variável em seus elementos menores e, conseqüentemente, o estudo minucioso de cada um destes.
Pode-se citar como exemplo a técnica de análise de custos, onde o custo é desmembrado em elementos menores, e cada um deles estudado, à parte, em todos os detalhes.
Fig. 2 – Transformação dos recursos em produto.
24
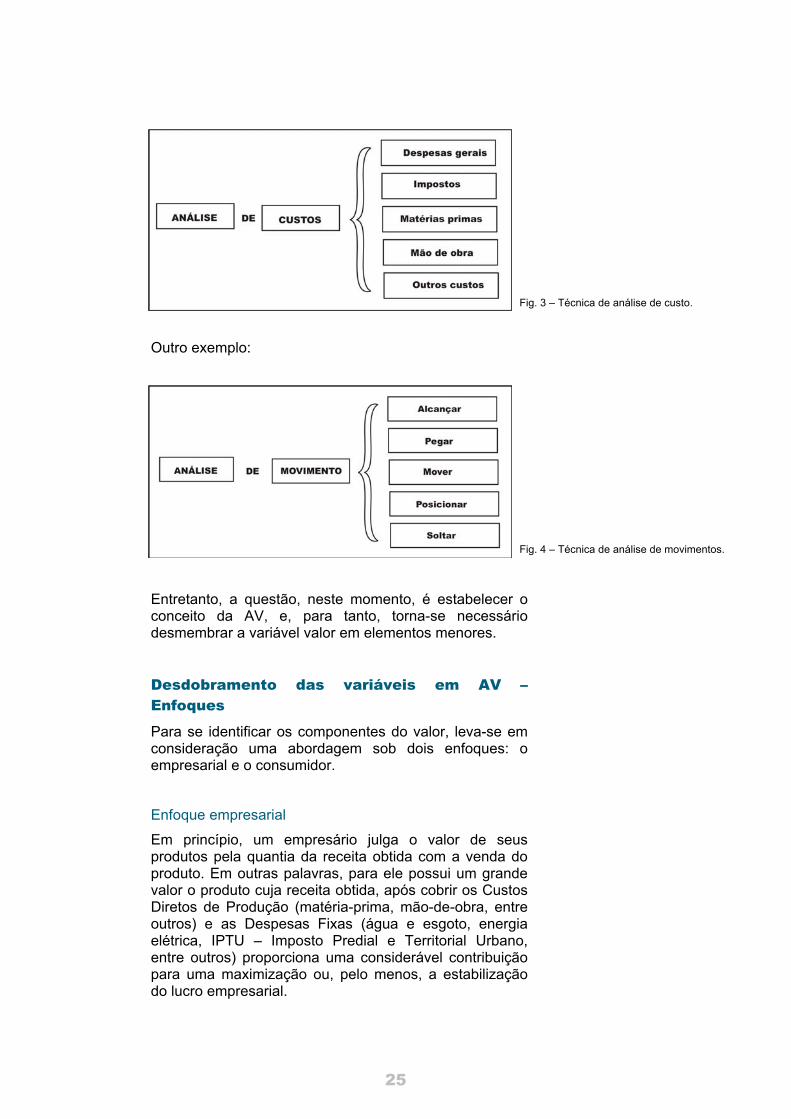
Outro exemplo:
Entretanto, a questão, neste momento, é estabelecer o conceito da AV, e, para tanto, torna-se necessário desmembrar a variável valor em elementos menores.
Desdobramento das variáveis em AV – Enfoques
Para se identificar os componentes do valor, leva-se em consideração uma abordagem sob dois enfoques: o empresarial e o consumidor.
Enfoque empresarial
Em princípio, um empresário julga o valor de seus produtos pela quantia da receita obtida com a venda do produto. Em outras palavras, para ele possui um grande valor o produto cuja receita obtida, após cobrir os Custos Diretos de Produção (matéria-prima, mão-de-obra, entre outros) e as Despesas Fixas (água e esgoto, energia elétrica, IPTU – Imposto Predial e Territorial Urbano, entre outros) proporciona uma considerável contribuição para uma maximização ou, pelo menos, a estabilização do lucro empresarial.
Fig. 3 – Técnica de análise de custo.
Fig. 4 – Técnica de análise de movimentos.
25
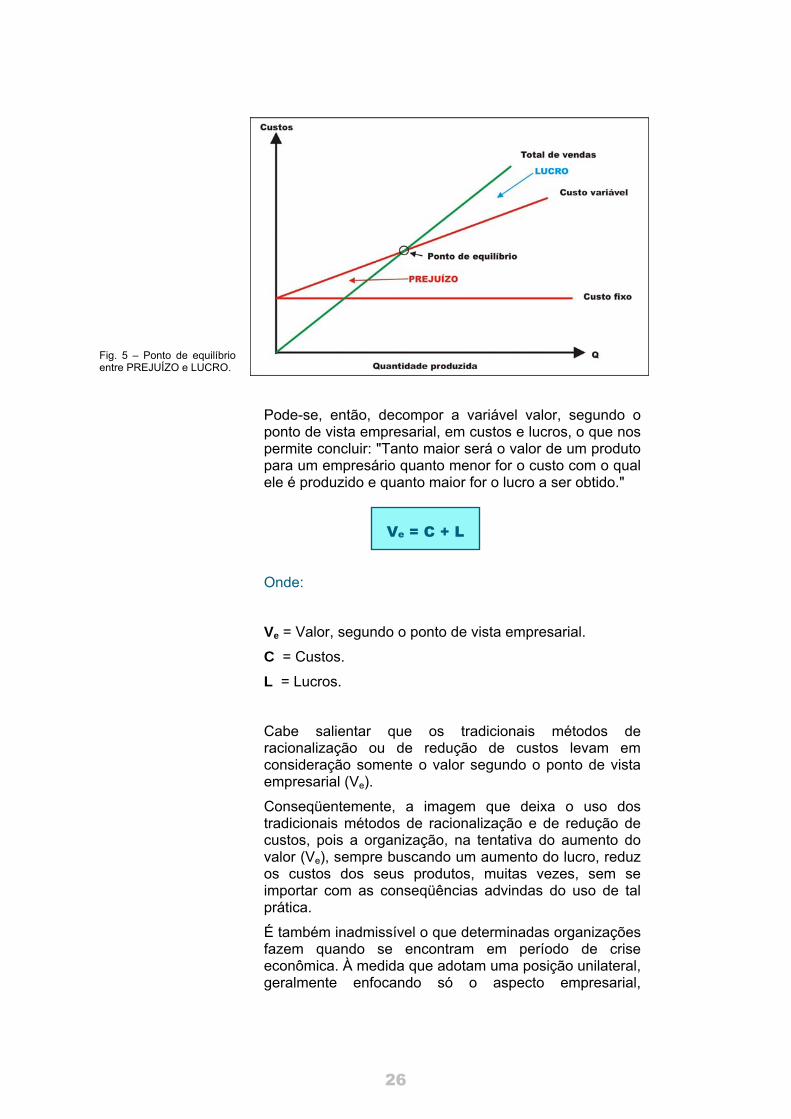
Pode-se, então, decompor a variável valor, segundo o ponto de vista empresarial, em custos e lucros, o que nos permite concluir: "Tanto maior será o valor de um produto para um empresário quanto menor for o custo com o qual ele é produzido e quanto maior for o lucro a ser obtido."
Onde:
Ve = Valor, segundo o ponto de vista empresarial.
C = Custos.
L = Lucros.
Cabe salientar que os tradicionais métodos de racionalização ou de redução de custos levam em consideração somente o valor segundo o ponto de vista empresarial (Ve).
Conseqüentemente, a imagem que deixa o uso dos tradicionais métodos de racionalização e de redução de custos, pois a organização, na tentativa do aumento do valor (Ve), sempre buscando um aumento do lucro, reduz os custos dos seus produtos, muitas vezes, sem se importar com as conseqüências advindas do uso de tal prática.
É também inadmissível o que determinadas organizações fazem quando se encontram em período de crise econômica. À medida que adotam uma posição unilateral, geralmente enfocando só o aspecto empresarial,
Fig. 5 – Ponto de equilíbrio entre PREJUÍZO e LUCRO.
Ve = C + L
26
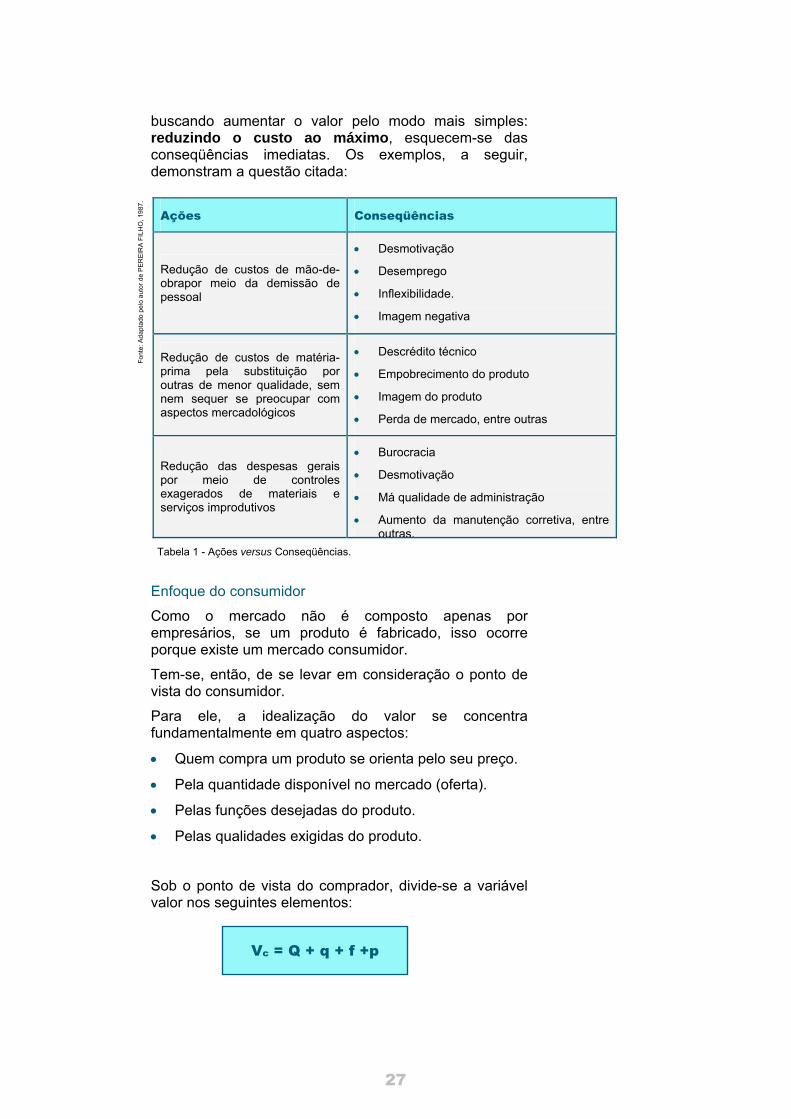
buscando aumentar o valor pelo modo mais simples: reduzindo o custo ao máximo, esquecem-se das conseqüências imediatas. Os exemplos, a seguir, demonstram a questão citada:
Enfoque do consumidor
Como o mercado não é composto apenas por empresários, se um produto é fabricado, isso ocorre porque existe um mercado consumidor.
Tem-se, então, de se levar em consideração o ponto de vista do consumidor.
Para ele, a idealização do valor se concentra fundamentalmente em quatro aspectos:
• Quem compra um produto se orienta pelo seu preço.
• Pela quantidade disponível no mercado (oferta).
• Pelas funções desejadas do produto.
• Pelas qualidades exigidas do produto.
Sob o ponto de vista do comprador, divide-se a variável valor nos seguintes elementos:
Ações Conseqüências
Redução de custos de mão-de-obrapor meio da demissão de pessoal
• Desmotivação
• Desemprego
• Inflexibilidade.
• Imagem negativa
Redução de custos de matéria-prima pela substituição por outras de menor qualidade, sem nem sequer se preocupar com aspectos mercadológicos
• Descrédito técnico
• Empobrecimento do produto
• Imagem do produto
• Perda de mercado, entre outras
Redução das despesas gerais por meio de controles exagerados de materiais e serviços improdutivos
• Burocracia
• Desmotivação
• Má qualidade de administração
• Aumento da manutenção corretiva, entreoutras.
Tabela 1 - Ações versus Conseqüências.
Font
e: A
dapt
ado
pelo
aut
or d
e PE
REI
RA
FILH
O, 1
987.
Vc = Q + q + f +p
27
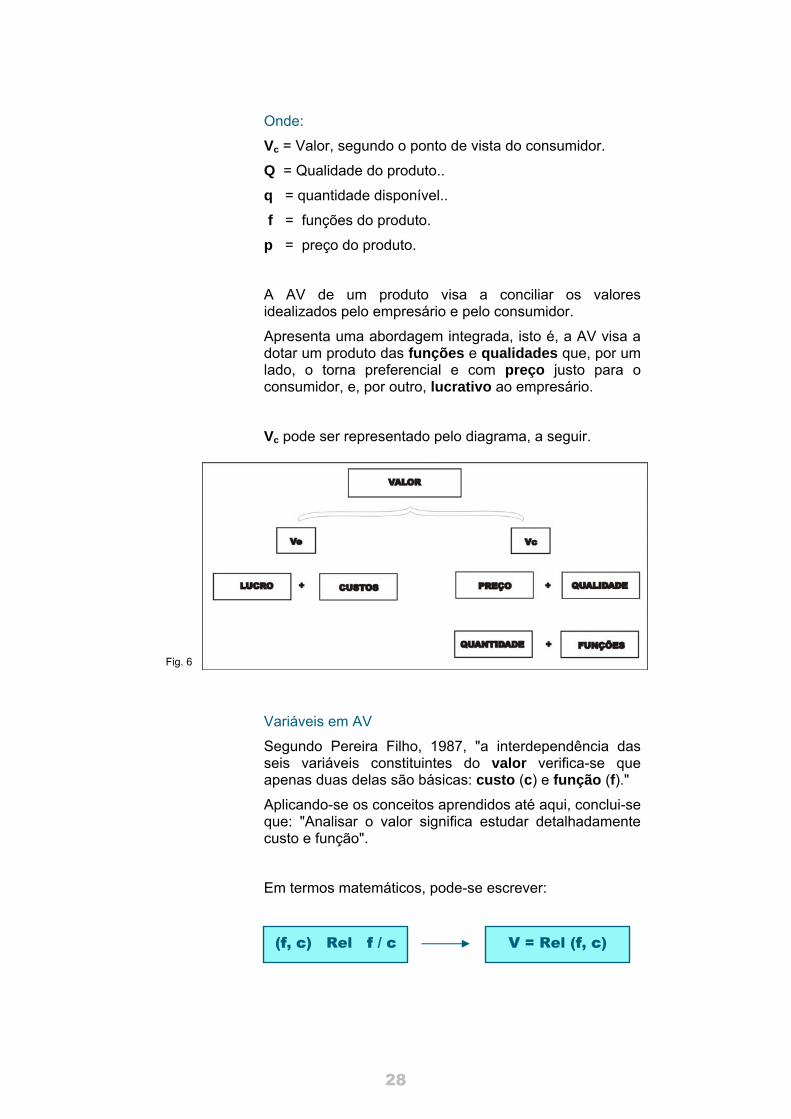
Onde:
Vc = Valor, segundo o ponto de vista do consumidor.
Q = Qualidade do produto..
q = quantidade disponível..
f = funções do produto.
p = preço do produto.
A AV de um produto visa a conciliar os valores idealizados pelo empresário e pelo consumidor.
Apresenta uma abordagem integrada, isto é, a AV visa a dotar um produto das funções e qualidades que, por um lado, o torna preferencial e com preço justo para o consumidor, e, por outro, lucrativo ao empresário.
Vc pode ser representado pelo diagrama, a seguir.
Variáveis em AV
Segundo Pereira Filho, 1987, "a interdependência das seis variáveis constituintes do valor verifica-se que apenas duas delas são básicas: custo (c) e função (f)." Aplicando-se os conceitos aprendidos até aqui, conclui-se que: "Analisar o valor significa estudar detalhadamente custo e função".
Em termos matemáticos, pode-se escrever:
Fig. 6
V = Rel (f, c) (f, c) Rel f / c
28
Agora, há condições para se definir análise do valor como:
"Um método que visa a desenvolver alternativas para aumentar o valor de um produto por meio do estudo minucioso das suas funções e dos seus custos, garantindo ao mesmo tempo um nível de qualidade necessário e suficiente".
Ciclo de vida de um produto
Teoricamente, os estágios da vida de um produto podem ser classificados em três grandes fases:
• Pesquisa e Desenvolvimento (P&D) – Essa etapa écaracterizada pelo design, projeto e experimentaçãodo protótipo dos produtos.
Também, aqui, são definidos os meios com os quais oproduto será produzido.
Se consideradas as melhores práticas de P&D de umproduto, conclui-se que quanto maior for o esforçodespendido nessa fase para analisar as mudançasviáveis técnica e economicamente, tanto melhor seráo resultado conseguido após a fabricação do produto.
Isto pode ser explicado, pois não só o produto se encontra desenhado em desenvolvimento, como
Reflexão assistida: Se houver tempo, levante a seguinte questão:
Os itens descritos na Tabela 1 ainda ocorrem atualmente?
Nessa aula os jovens deverão: perceber como a AV pode aumentar o volume de vendas futuro de um produto; conhecer um modelo que apresenta os componentes utilizados na determinação do custo final de um produto e realizar um exercício proposto em sala de aula.
35 min
Passo 1 / Aula teórica
Quinta Aula
29
também os meios de produção podem ser cuidadosamente planejados, levando-se, basicamente, em consideração os aspectos funcionais a serem cumpridos.
• Crescimento – Nesse estágio o produto encontra-seem pleno regime de fabricação, os investimentos jáforam realizados e as mudanças já encontrammaiores resistências. Entretanto não se podeesquecer que muitas alterações são necessárias, nãosó visando a reduzir os custos de fabricação comotambém para aperfeiçoar as funções do produto.Nesta fase, as aplicações de AV, normalmente,resultam em reduções de custos ou aperfeiçoamentosdo produto.
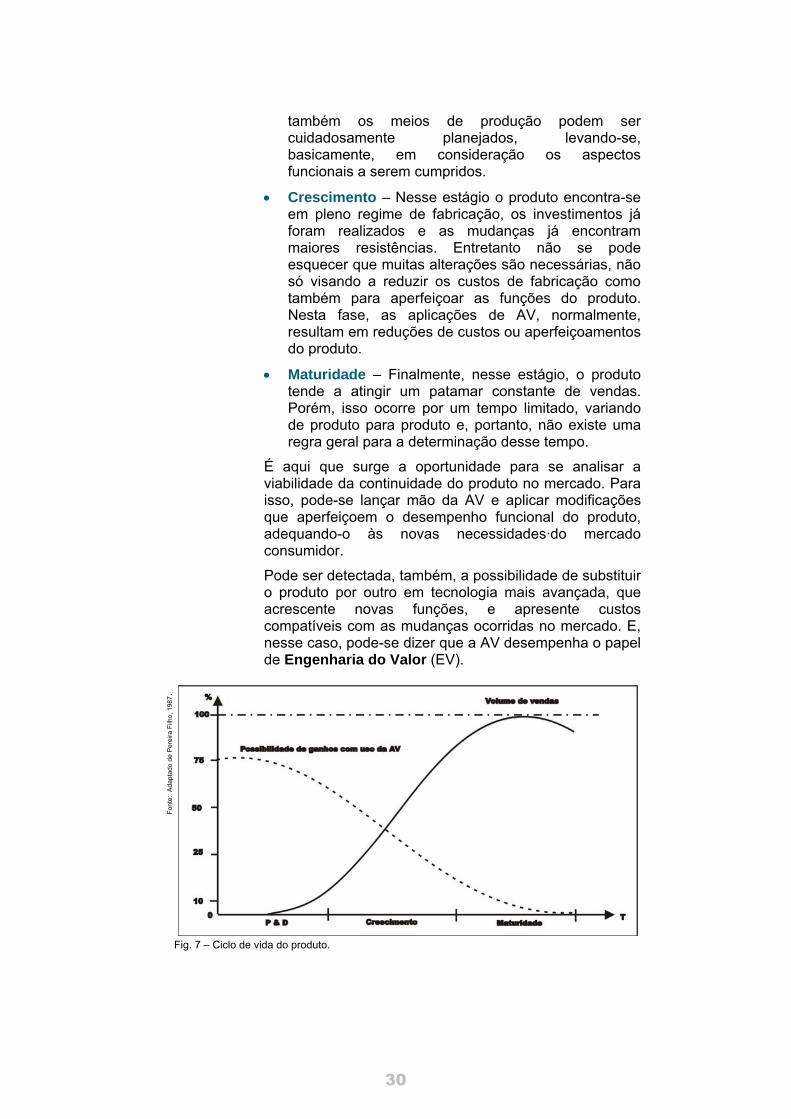
• Maturidade – Finalmente, nesse estágio, o produtotende a atingir um patamar constante de vendas.Porém, isso ocorre por um tempo limitado, variandode produto para produto e, portanto, não existe umaregra geral para a determinação desse tempo.
É aqui que surge a oportunidade para se analisar a viabilidade da continuidade do produto no mercado. Para isso, pode-se lançar mão da AV e aplicar modificações que aperfeiçoem o desempenho funcional do produto, adequando-o às novas necessidades·do mercado consumidor.
Pode ser detectada, também, a possibilidade de substituir o produto por outro em tecnologia mais avançada, queacrescente novas funções, e apresente custos compatíveis com as mudanças ocorridas no mercado. E, nesse caso, pode-se dizer que a AV desempenha o papel de Engenharia do Valor (EV).
Font
e:: A
dapt
ado
de P
erei
ra F
ilho,
198
7.
Fig. 7 – Ciclo de vida do produto.
30
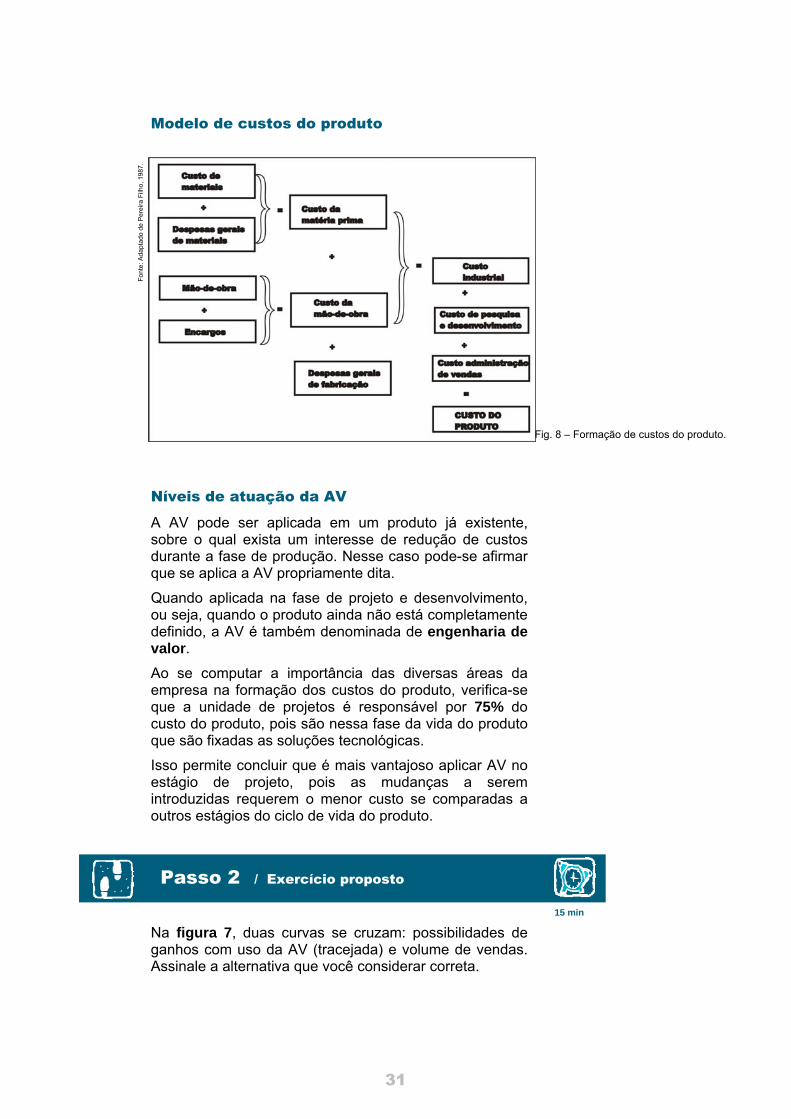
Modelo de custos do produto
Níveis de atuação da AV
A AV pode ser aplicada em um produto já existente, sobre o qual exista um interesse de redução de custos durante a fase de produção. Nesse caso pode-se afirmar que se aplica a AV propriamente dita.
Quando aplicada na fase de projeto e desenvolvimento, ou seja, quando o produto ainda não está completamente definido, a AV é também denominada de engenharia de valor. Ao se computar a importância das diversas áreas da empresa na formação dos custos do produto, verifica-se que a unidade de projetos é responsável por 75% do custo do produto, pois são nessa fase da vida do produto que são fixadas as soluções tecnológicas.
Isso permite concluir que é mais vantajoso aplicar AV no estágio de projeto, pois as mudanças a serem introduzidas requerem o menor custo se comparadas a outros estágios do ciclo de vida do produto.
Na figura 7, duas curvas se cruzam: possibilidades de ganhos com uso da AV (tracejada) e volume de vendas. Assinale a alternativa que você considerar correta.
Font
e: A
dapt
ado
de P
erei
ra F
ilho,
198
7.
Fig. 8 – Formação de custos do produto.
15 min
Passo 2 / Exercício proposto
31

• A fase de maturidade é o melhor período do ciclo devida do produto para utilizar AV.
• O volume de vendas independe da aplicação de AV.
• AV aumenta o volume de venda, quando influencia afase de pesquisa e desenvolvimento.
• Não há nenhuma alternativa correta.
A seguir, explique sua escolha
...........................................................................................
...........................................................................................
...........................................................................................
...........................................................................................
...........................................................................................
...........................................................................................
Avaliação das funções
Avaliar uma função significa determinar o valor dessa função. Se recordada a definição do valor, conclui-se que só se pode avaliar uma função comparando-a com outros produtos que desempenhem a mesma função.
O exemplo a seguir esclarece o entendimento da avaliação das funções.
10 min
Passo 1 / Aula teórica
Nessa aula os jovens aprenderão como avaliar o valor de uma função, consolidarão o conceito de valor, sua classificação histórica além de compreenderem o que é valor econômico.
Sexta Aula
32
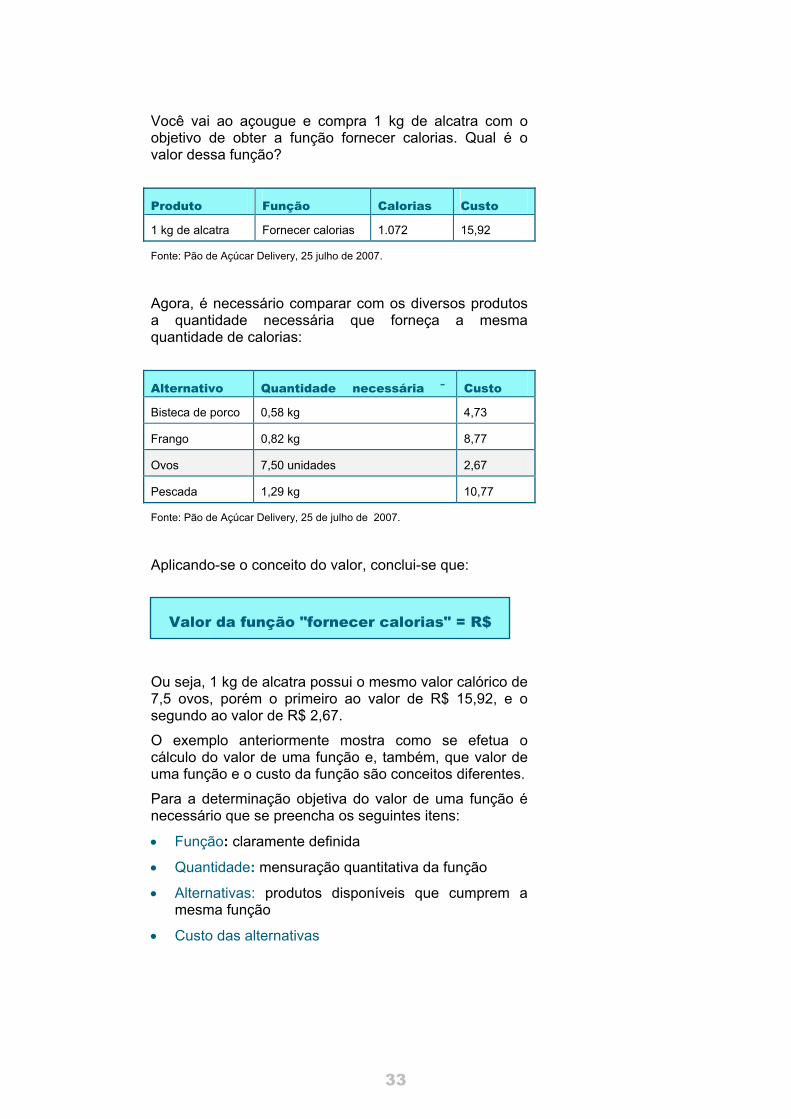
Você vai ao açougue e compra 1 kg de alcatra com o objetivo de obter a função fornecer calorias. Qual é o valor dessa função?
Produto Função Calorias Custo
1 kg de alcatra Fornecer calorias 1.072 15,92
Fonte: Pão de Açúcar Delivery, 25 julho de 2007.
Agora, é necessário comparar com os diversos produtos a quantidade necessária que forneça a mesma quantidade de calorias:
Alternativo Quantidade necessária ˜ Custo
Bisteca de porco 0,58 kg 4,73
Frango 0,82 kg 8,77
Ovos 7,50 unidades 2,67
Pescada 1,29 kg 10,77
Fonte: Pão de Açúcar Delivery, 25 de julho de 2007.
Aplicando-se o conceito do valor, conclui-se que:
Ou seja, 1 kg de alcatra possui o mesmo valor calórico de 7,5 ovos, porém o primeiro ao valor de R$ 15,92, e o segundo ao valor de R$ 2,67.
O exemplo anteriormente mostra como se efetua o cálculo do valor de uma função e, também, que valor de uma função e o custo da função são conceitos diferentes.
Para a determinação objetiva do valor de uma função é necessário que se preencha os seguintes itens:
• Função: claramente definida
• Quantidade: mensuração quantitativa da função
• Alternativas: produtos disponíveis que cumprem amesma função
• Custo das alternativas
Valor da função "fornecer calorias" = R$
33
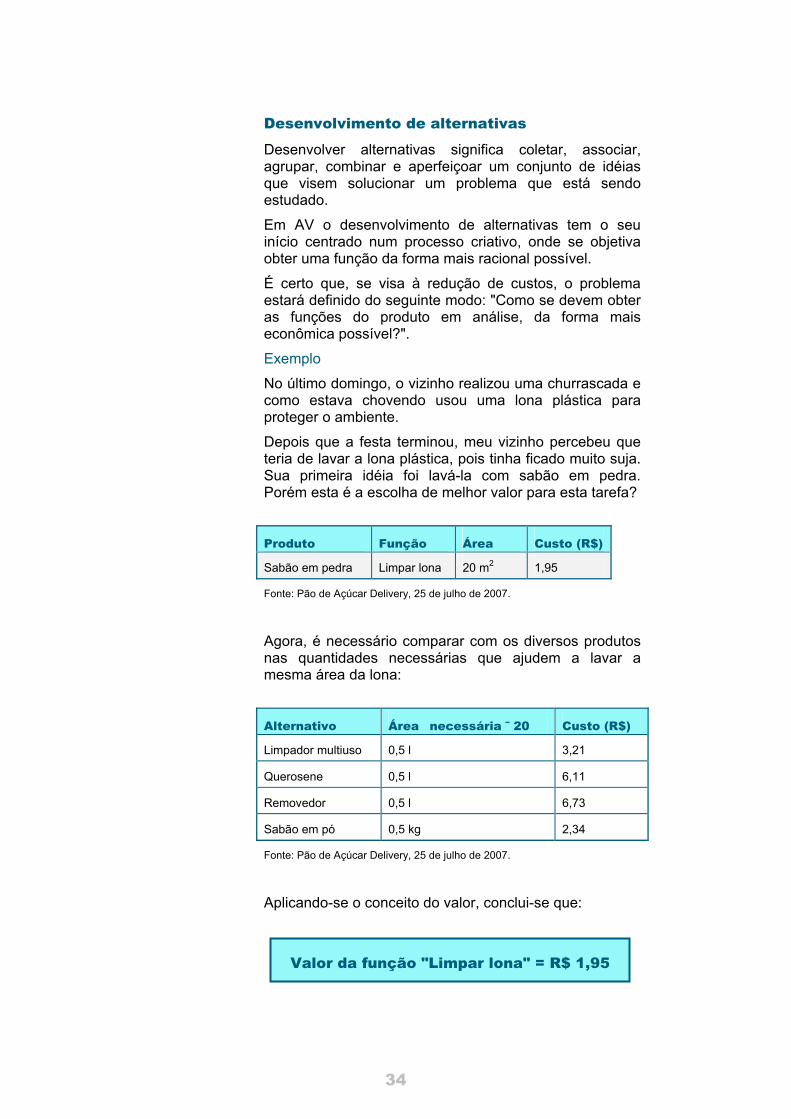
Desenvolvimento de alternativas
Desenvolver alternativas significa coletar, associar, agrupar, combinar e aperfeiçoar um conjunto de idéias que visem solucionar um problema que está sendo estudado.
Em AV o desenvolvimento de alternativas tem o seu início centrado num processo criativo, onde se objetiva obter uma função da forma mais racional possível.
É certo que, se visa à redução de custos, o problema estará definido do seguinte modo: "Como se devem obter as funções do produto em análise, da forma mais econômica possível?".
Exemplo
No último domingo, o vizinho realizou uma churrascada e como estava chovendo usou uma lona plástica para proteger o ambiente.
Depois que a festa terminou, meu vizinho percebeu que teria de lavar a lona plástica, pois tinha ficado muito suja. Sua primeira idéia foi lavá-la com sabão em pedra. Porém esta é a escolha de melhor valor para esta tarefa?
Produto Função Área Custo (R$)
Sabão em pedra Limpar lona 20 m2 1,95
Fonte: Pão de Açúcar Delivery, 25 de julho de 2007.
Agora, é necessário comparar com os diversos produtos nas quantidades necessárias que ajudem a lavar a mesma área da lona:
Alternativo Área necessária ˜ 20 Custo (R$)
Limpador multiuso 0,5 l 3,21
Querosene 0,5 l 6,11
Removedor 0,5 l 6,73
Sabão em pó 0,5 kg 2,34
Fonte: Pão de Açúcar Delivery, 25 de julho de 2007.
Aplicando-se o conceito do valor, conclui-se que:
Valor da função "Limpar lona" = R$ 1,95
34

Educador, reproduza o estudo de caso a seguir e entregue aos jovens.
10 min
Passo 2 / Atividade sugerida
35
36
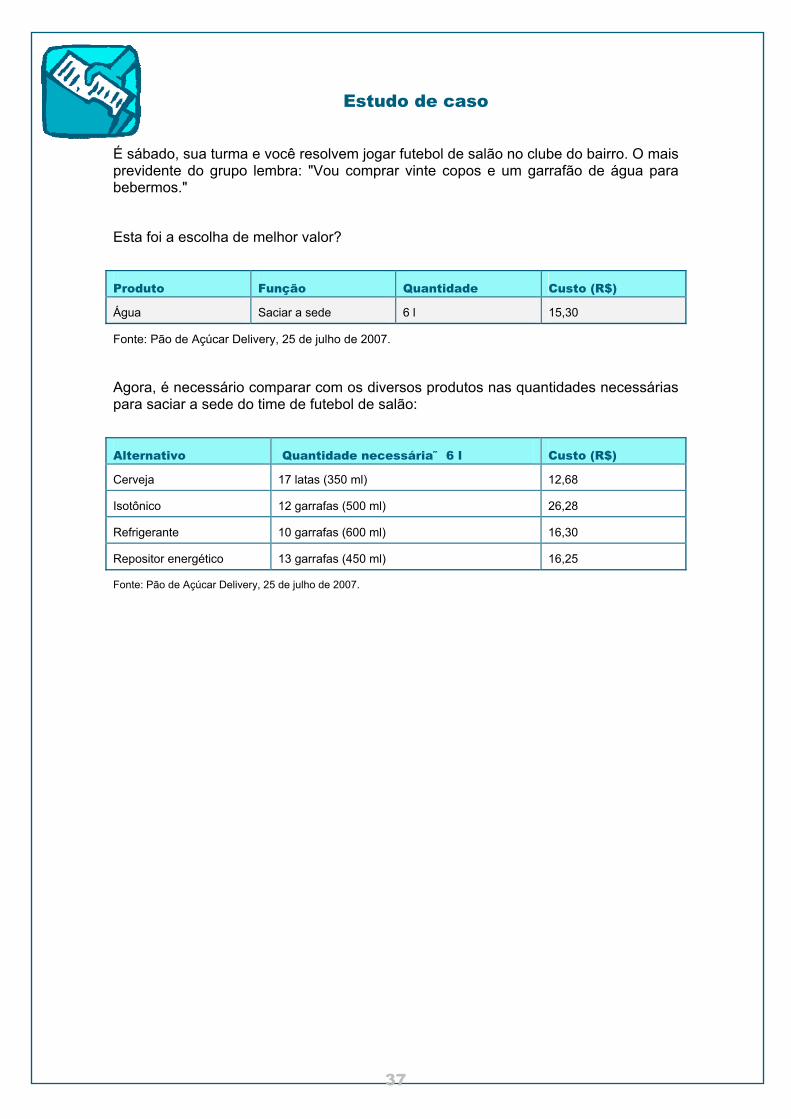
Estudo de caso
É sábado, sua turma e você resolvem jogar futebol de salão no clube do bairro. O mais previdente do grupo lembra: "Vou comprar vinte copos e um garrafão de água para bebermos."
Esta foi a escolha de melhor valor?
Produto Função Quantidade Custo (R$)
Água Saciar a sede 6 l 15,30
Fonte: Pão de Açúcar Delivery, 25 de julho de 2007.
Agora, é necessário comparar com os diversos produtos nas quantidades necessárias para saciar a sede do time de futebol de salão:
Alternativo Quantidade necessária˜ 6 l Custo (R$)
Cerveja 17 latas (350 ml) 12,68
Isotônico 12 garrafas (500 ml) 26,28
Refrigerante 10 garrafas (600 ml) 16,30
Repositor energético 13 garrafas (450 ml) 16,25
Fonte: Pão de Açúcar Delivery, 25 de julho de 2007.
37

38
Introdução
Segundo Heller (1971 apud FERREIRA, 2003): "A engenharia e análise do valor é a aplicação sistemática, consciente, de um conjunto de técnicas que identificam funções necessárias, estabelecem valores para as mesmas e desenvolvem alternativas para desempenhá-las ao mínimo custo."
A utilização correta dos métodos de análise das funções e a seqüência dos passos organizados no plano de trabalho são essenciais para a aplicação da engenharia e análise do valor. Esses fatores a diferenciam de outras metodologias analíticas ou de solução de problemas.
A seqüência metodológica é composta das seguintes fases:
1 Fase preparatória – Definição do objeto a ser analisado, composição do grupo de trabalho, determinação do objetivo porcentual de redução de custo, prazo e planejamento das atividades.
2 Fase informativa – Obtenção das informações sobre o objeto de análise, dos custos e descrição eclassificação das funções.
3 Fase analítica – Relação das funções e custos, determinação das funções críticas e formulação do verdadeiro problema.
4 Fase criativa – Obtenção, seleção e agrupamento de idéias.
5 Fase de julgamento – Avaliação das alternativas propostas, viabilidade técnica e econômica e decisão.
6 Fase de planejamento – Apresentação da proposta, planejamento da implantação e padronização e acompanhamento de resultados.
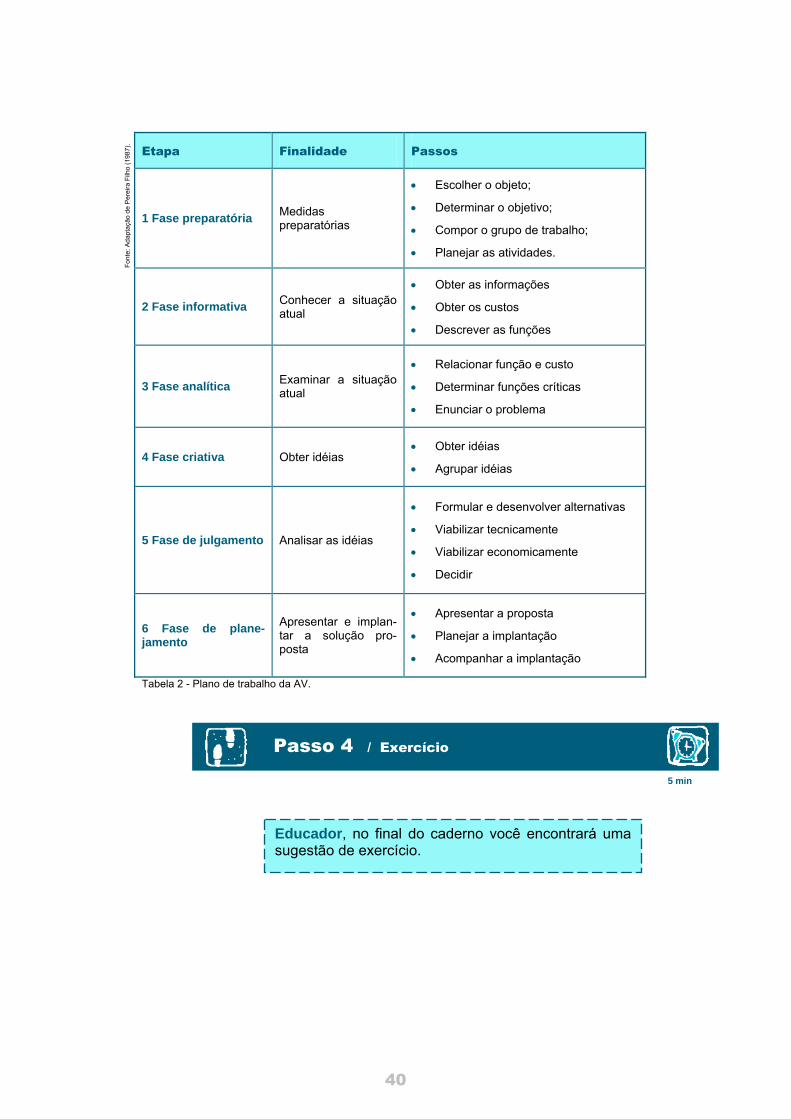
Tabela do plano de trabalho AV
A tabela , a seguir, organiza o texto apresentado no item anterior em: etapa, finalidade e passos.
15 min
Passo 3 / Aula teórica
39
Educador, no final do caderno você encontrará uma sugestão de exercício.
Etapa Finalidade Passos
1 Fase preparatória Medidas preparatórias
• Escolher o objeto;
• Determinar o objetivo;
• Compor o grupo de trabalho;
• Planejar as atividades.
2 Fase informativa Conhecer a situação atual
• Obter as informações
• Obter os custos
• Descrever as funções
3 Fase analítica Examinar a situação atual
• Relacionar função e custo
• Determinar funções críticas
• Enunciar o problema
4 Fase criativa Obter idéias • Obter idéias
• Agrupar idéias
5 Fase de julgamento Analisar as idéias
• Formular e desenvolver alternativas
• Viabilizar tecnicamente
• Viabilizar economicamente
• Decidir
6 Fase de plane-jamento
Apresentar e implan-tar a solução pro-posta
• Apresentar a proposta
• Planejar a implantação
• Acompanhar a implantação
Tabela 2 - Plano de trabalho da AV.
Font
e: A
dapt
ação
de
Per
eira
Filh
o (1
987)
.
5 min
Passo 4 / Exercício
40
Neste capítulo os temas apresentados são pertinentes ao planejamento e à execução da manufatura. A consolidação e a integração dos conhecimentos transmitidos são obtidas pelo desenvolvimento de atividades práticas que simulam a fabricação de um produto genérico escolhido pelo Educador Voluntário (EV).
Essa atividade deve ser trabalhada como um jogo, sob o regime de concorrência entre as equipes de jovens participantes, que serão chamadas de equipes de trabalho.
A manufatura do produto seguirá os critérios estabelecidos na primeira aula onde será criado o ambiente para realização da atividade. O produto final será avaliado pelos grupos concorrentes e reconhecido como o melhor produto manufaturado.
Para tornar o exercício de aprendizagem abrangente, o planejamento de produção desenvolvido deve permitir que sejam feitas propostas de alterações pelo EV, tais como: forma, dimensões do produto, restrições de materiais e ferramentas, e valor de compra do produto.
O novo produto gerado pela flexibilização da produção realizada também será objeto de avaliação pelos grupos concorrentes. Essa nova avaliação será feita observando os mesmos critérios utilizados anteriormente e novamente os produtos gerados pela simulação da flexibilização do planejamento e da produção.
Conceituar Planejamento e Execução da Manufatura.
Ao final do capítulo, os jovens serão conhecedores dos processos de plane-jamento e execução da manufatura utilizada na empresa e estarão aptos atrabalhar nesses processos.
Objetivos
2 Kaizen e trabalho padrão
41

42
Criando o am biente para a realização da atividade proposta no módulo
As atividades a serem desenvolvidas pelos jovens neste módulo têm como objetivo integrar os conhecimentos teóricos transmitidos por meio da elaboração de um planejamento de produção e simulação da manufatura de um produto genérico escolhido pelo EV ou pelos próprios jovens.
As atividades devem ser desenvolvidas durante o período das aulas nos horários reservados para exercícios e em atividades extra-aula.
Em todas as aulas do módulo existem orientações que precisam ser transmitidas sobre as atividades, reque-rendo participação ativa do EV.
A atividade proposta deve ser desenvolvida e tratada como um jogo a ser vencido pela equipe que entregar o melhor trabalho. O objetivo e a competitividade entre as equipes devem ser estabelecidos a partir dessa aula.
É preciso criar um cronograma de realização das atividades tendo como referencial as datas previstas para início e término da aplicação do capítulo.
Sugerimos que o melhor seja premiado e reconhecido, e buscar a melhor forma de realizar essa premiação é uma atribuição do EV. Essa premiação pode ser um troféu, um prêmio material, um certificado adicional, enfim, ela deve existir para gerar o clima de motivação, competição e incentivo à realização de um bom trabalho.
25 min
Passo 1 / Orientações
O objetivo dessa aula é criar um ambiente de apren-dizado apropriado ao desenvolvimento das atividades práticas previstas para este módulo e fornecer as orientações que direcionarão o EV e jovens.
O EV encontrará na área de anexos (anexo 1) as ins-truções sobre a elaboração do trabalho escrito (Passo 9) a serem destacadas das apostilas e entregues aosgrupos de trabalho.
Primeira Aula
43

O EV deve passar aos jovens a ideia de que eles são assistentes de produção e serviços da empresa, estão alocados no departamento de administração da produção & montagem e foram encarregados de desenvolver um novo produto que será colocado no mercado.
a) As pesquisas de mercado indicaram que os consumi-dores estão dispostos a consumir produtos com altaqualidade, excelente acabamento, que ofereçamcaracterísticas e funcionalidades que os diferenciemdos produtos similares oferecidos pelos diversosconcorrentes e que possuam um preço justo.
b) Os produtos mais desejados pelos consumidores,segundo a pesquisa são:
avião para quatro passageiros
robô de produção industrial
cata-vento para uso em geração de energia
c) Para decidir qual será o material a ser desenvolvido énecessário que todos os participantes elejam o produto(entre as preferências do mercado) e o elaborem sob oformato de um protótipo a ser apresentado ao gerentede produção (papel desempenhado pelo EV).
d) Todo o trabalho deverá ser acompanhado dadocumentação, exigências materiais, planejamentos,custos de produção, preço de venda e o resultado queo produto irá trazer à empresa.
e) Para não correr o risco de investir todos os esforçosem uma só sugestão, após a decisão sobre o produto,(eleito pelo EV ou escolhido pelos jovens) devem sermontadas equipes de trabalho que desenvolverãosuas ideias e apresentarão seus resultados sobre omesmo produto.
A sugestão para o número de participante é de três a cinco jovens por equipe. (Se necessário, esse número pode ser ajustado pelo EV)
f) As equipes de trabalho são consideradasconcorrentes e deve ser formulada, no interior decada equipe (em suas reuniões), uma estratégia deobservação do desenvolvimento do produto que estásendo concebido pelas outras equipes. O observadordeve repassar à sua equipe suas observações eavaliar e comparar, durante todo o período detrabalho, seu produto ao do concorrente, entendendose o produto da equipe irá atender ao mercado comvantagens sobre o produto concorrente.
44
g) Por desenvolver um produto que atende às normas dequalidade, e a empresa ser adepta da política de con-servação do meio ambiente e contra os desperdícios,o protótipo do produto será confeccionado commaterial existente em descartes (madeira, papelão, papéis, metais, plásticos, tintas, etc.).
h) A execução dos trabalhos deve seguir os critérios deTQC, pois os resultados da pesquisa de mercadodeixaram claro essa necessidade.
i) No fim dos trabalhos e na data estabelecida, asequipes devem entregar o estudo sobre o desenvolvi-mento do produto e apresentar o protótipo desen-volvido aos demais grupos de jovens (concorrentes)que farão o julgamento do trabalho e escolherão omelhor produto desenvolvido baseados na avaliaçãoda simulação (comparativo entre as equipes con-correntes). Para essa finalidade deve ser utilizado oanexo 3 onde são apontados os pontos focais daavaliação.
Educador, forneça aos jovens uma cópia dos formulários que estão disponíveis no fim dessa aula, para que eles conheçam os procedimentos que serão utilizados nos trabalhos. Esses formulários também estão disponíveis no fim do caderno como anexos 1, 2 e 3.
Os procedimentos aqui apresentados têm como objetivo oferecer ao EV informações sobre como conduzir as atividades de forma sequencial e progressiva.
Passo 1 – Pesquisa sobre o produto – Conhecer profundamente o produto escolhido por meio de pesquisa, levantando o maior número de informações possíveis sobre ele.
As pesquisas devem ser reunidas pelos membros da equipe para possibilitar o acesso a detalhes do produto a ser desenvolvido e auxiliar na geração de ideias sobre produção, modelos, design, medidas, etc. Anotar os locais onde foram obtidas as informações para incluí-las no trabalho com fontes de pesquisas e referências.
Passo 2 – Planejamento da produção – Elaborar o planejamento de produção, estabelecer os processos que
25 min
Passo 2 / Procedimentos de trabalho
TQC - Total Quality Control É o controle exercido por todas as pessoas para a satisfação das necessidades de todas as pessoas.
45
serão utilizados e sequenciá-los no formato de um fluxograma.
O planejamento deve prever:
a) Estimativa de tempo – Estimar o tempo necessáriopara fabricar o produto (basear esse período notempo despendido para elaborar o protótipo)
b) Lista de materiais – Elaborar uma relação de peças,materiais e produtos auxiliares que serão utilizados noprotótipo; ao produzir as peças, anotar o tempoutilizado para preparar cada uma delas.
c) Padronizações para o produto – Desenvolver umametodologia de produção dos componentes e partesutilizadas no produto de forma que eles sempre sejamproduzidos com as mesmas medidas e características.
d) Método de trabalho e layout – Estabelecer ummétodo de trabalho e fazer a opção pelo layout queatenda de forma eficiente às exigências de fabricaçãodo seu produto. Elaborar um croqui com o layout e ofluxo produtivo.
e) Organização dos postos de trabalho – Promover aorganização do local de trabalho, utilizando o princípiode redução dos movimentos.
f) Organização, limpeza e segurança – Utilizar aferramenta dos 5S e as normas de ergonomia.
g) Não-conformidades e desperdícios – Estabeleceruma forma de medir e controlar os erros no processoprodutivo e os desperdícios gerados por esses erros.
Passo 3 – Estimativa do custo de fabricação – Utilizar os conceitos de custos para estimá-los. Conversar com o EV para estabelecer os porcentuais que serão utilizados.
Passo 4 – Venda e compra dos produtos – Criar um processo de desenvolvimento de fornecedores para as matérias-primas e componentes necessários à produção, assim como um processo de venda e entrega para os produtos.
Passo 5 – Cálculo do preço de venda e resultado – Efetuar os cálculos dos preços de venda do produto, apurar o resultado obtido pela empresa e encontrar o lucro líquido.
Passo 6 – Atendimento da expectativa do cliente – Estabelecer um processo para medir a satisfação do cliente com o produto fornecido e criar um canal de
Lista de Materiais – Bill of Material (BOM) Lista de todas as peças, submontagens e matérias-primas que constituem uma montagem específica, indicando a quantidade necessária de cada item. A lista pode, ou não, ser estruturada de forma a demonstrar os níveis de montagem pertencentes a cada item da lista.
46
comunicação com a empresa. Isso deverá ser utilizado e sequenciado no formato de um fluxograma.
Passo 7 – Adaptações previstas – Desenvolver um estudo sobre a possibilidade de adaptação do processo produtivo empregado a eventuais necessidades de mu-danças solicitadas pelo mercado, tais como: dimensões, designs, preços.
Passo 8 – Execução dos relatórios – Relatar todos os passos sob o formato de relatórios gerenciais que possam ser entendidos e utilizados para conferência e checagem da aplicação e desempenho do planejamento de produção.
Passo 9 – Entrega do trabalho escrito – A entrega do trabalho escrito e da documentação de pesquisa para sua realização deve ser organizada conforme descrito no anexo 1.
Passo 10 – Entrega e apresentação do protótipo – Entregar o protótipo desenvolvido por seu grupo e apresentá-lo, mencionando suas especificações, fun-cionalidades, preço de venda, seus custos e por que ele é uma boa opção de produção se comparado aos pro-tótipos desenvolvidos pelas outras equipes.
47

48
Instruções sobre a organização e elaboração do trabalho escrito
(Passo 9 do Check List do Trabalho)
a) Capa Titulo do trabalho
Nome dos componentes da equipe de trabalho
Nome do curso, módulo e etapa
Ano de realização
b) Folhas de rosto e avaliação Titulo do trabalho
Nome dos componentes da equipe de trabalho
Nota obtida______ data ___/___/____
Nome do educador
Nome do curso, módulo e etapa
Ano de realização
c) Dedicatória – O trabalho poderá ser dedicado às pessoas consideradasimportantes para os membros do grupo para chegar à conclusão.
d) Agradecimentos – Manifestação de reconhecimento à(s) pessoa(s) e/ouinstituição(ões) que realmente tenham contribuído com os autores na realização dotrabalho, devendo ser expressa de maneira simples e sóbria.
e) Sumário – Títulos e assuntos acompanhados do(s) respectivo(s) número(s) da(s)página(s).
f) Introdução – Parte inicial do texto, onde devem constar as delimitações doassunto tratado, o objetivo da pesquisa e outros elementos necessários para situaro tema de trabalho.
g) Identificação da empresa onde foi realizado o trabalho Nome da empresa
Setor econômico
Número de funcionários
Tempo de existência
Missão da empresa
Valores da empresa
Quantidade de fábricas
49
h) Desenvolvimento – Parte principal do texto, que contém a exposição ordenada epormenorizada do assunto. Divide-se em seções e subseções, que variam emfunção da abordagem do tema e do método. Observe a sequência dos temasconforme foi solicitado na segunda aula.
i) Conclusão – Parte final do texto, na qual se apresentam conclusõescorrespondentes aos objetivos ou hipóteses. A conclusão deve ser feita com oobjetivo de defender a implantação do projeto e salientar a importância de suarealização para a empresa.
j) Anexos – Devem ser anexados todos os documentos que foram utilizados paralevantamento dos dados e pesquisas.
k) Referências utilizadas – Livros, autores, apostilas, Internet, etc.
50
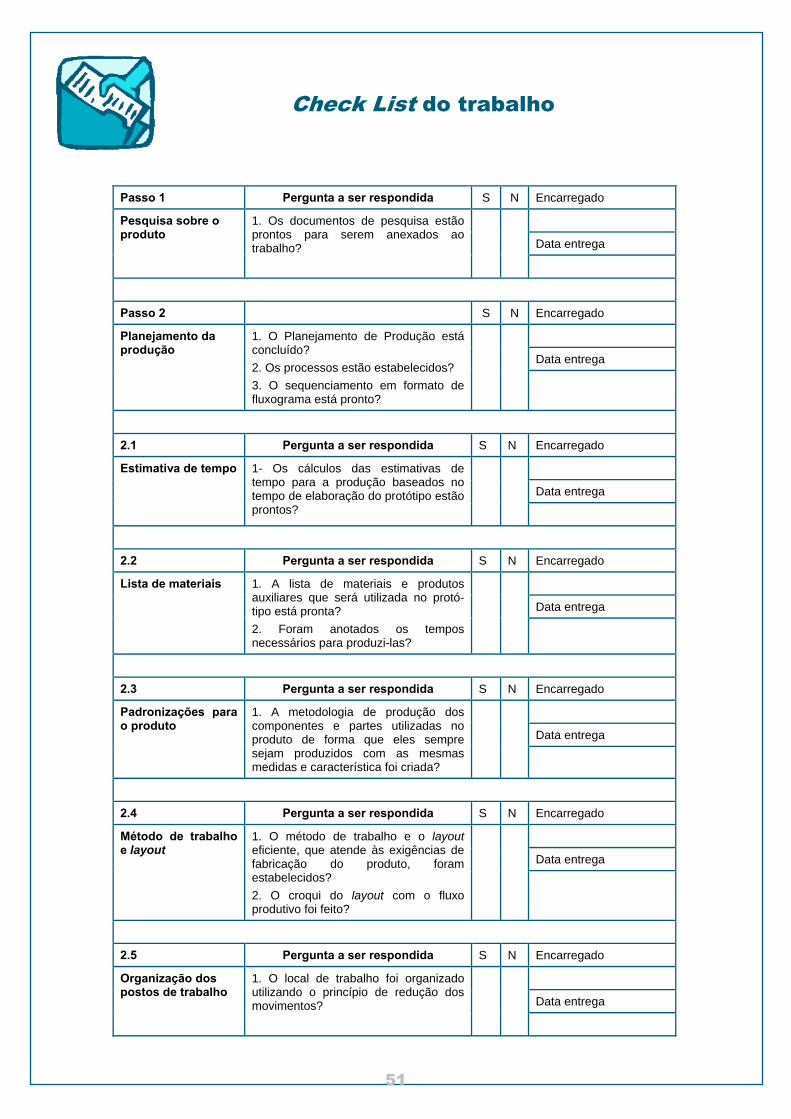
Check List do trabalho
Passo 1 Pergunta a ser respondida S N Encarregado
Data entrega
Pesquisa sobre o produto
1. Os documentos de pesquisa estãoprontos para serem anexados ao trabalho?
Passo 2 S N Encarregado
Data entrega
Planejamento da produção
1. O Planejamento de Produção estáconcluído? 2. Os processos estão estabelecidos?3. O sequenciamento em formato defluxograma está pronto?
2.1 Pergunta a ser respondida S N Encarregado
Data entrega
Estimativa de tempo 1- Os cálculos das estimativas de tempo para a produção baseados no tempo de elaboração do protótipo estão prontos?
2.2 Pergunta a ser respondida S N Encarregado
Data entrega
Lista de materiais 1. A lista de materiais e produtosauxiliares que será utilizada no protó-tipo está pronta? 2. Foram anotados os temposnecessários para produzi-las?
2.3 Pergunta a ser respondida S N Encarregado
Data entrega
Padronizações para o produto
1. A metodologia de produção doscomponentes e partes utilizadas no produto de forma que eles sempre sejam produzidos com as mesmas medidas e característica foi criada?
2.4 Pergunta a ser respondida S N Encarregado
Data entrega
Método de trabalho e layout
1. O método de trabalho e o layouteficiente, que atende às exigências de fabricação do produto, foram estabelecidos? 2. O croqui do layout com o fluxoprodutivo foi feito?
2.5 Pergunta a ser respondida S N Encarregado
Data entrega
Organização dos postos de trabalho
1. O local de trabalho foi organizadoutilizando o princípio de redução dos movimentos?
51
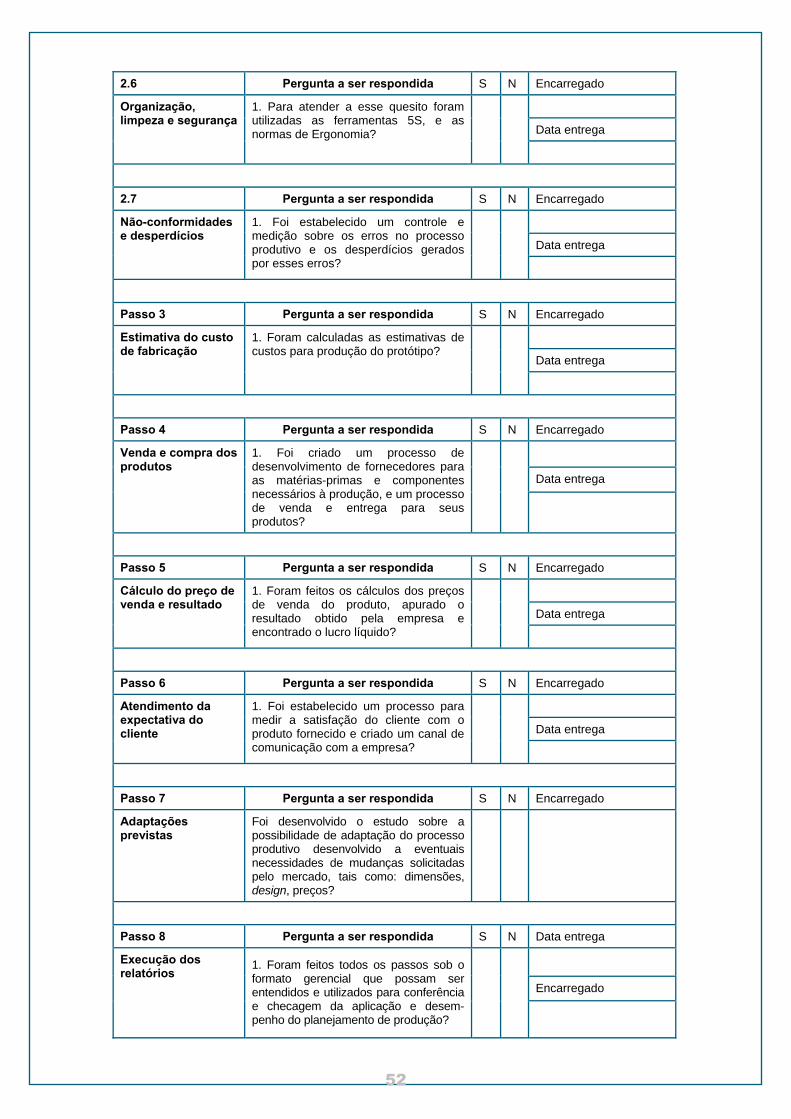
2.6 Pergunta a ser respondida S N Encarregado
Data entrega
Organização, limpeza e segurança
1. Para atender a esse quesito foramutilizadas as ferramentas 5S, e as normas de Ergonomia?
2.7 Pergunta a ser respondida S N Encarregado
Data entrega
Não-conformidades e desperdícios
1. Foi estabelecido um controle emedição sobre os erros no processo produtivo e os desperdícios gerados por esses erros?
Passo 3 Pergunta a ser respondida S N Encarregado
Data entrega
Estimativa do custo de fabricação
1. Foram calculadas as estimativas decustos para produção do protótipo?
Passo 4 Pergunta a ser respondida S N Encarregado
Data entrega
Venda e compra dos produtos
1. Foi criado um processo dedesenvolvimento de fornecedores para as matérias-primas e componentes necessários à produção, e um processo de venda e entrega para seus produtos?
Passo 5 Pergunta a ser respondida S N Encarregado
Data entrega
Cálculo do preço de venda e resultado
1. Foram feitos os cálculos dos preçosde venda do produto, apurado o resultado obtido pela empresa e encontrado o lucro líquido?
Passo 6 Pergunta a ser respondida S N Encarregado
Data entrega
Atendimento da expectativa do cliente
1. Foi estabelecido um processo paramedir a satisfação do cliente com o produto fornecido e criado um canal de comunicação com a empresa?
Passo 7 Pergunta a ser respondida S N Encarregado
Adaptações previstas
Foi desenvolvido o estudo sobre a possibilidade de adaptação do processo produtivo desenvolvido a eventuais necessidades de mudanças solicitadas pelo mercado, tais como: dimensões, design, preços?
Passo 8 Pergunta a ser respondida S N Data entrega
Encarregado
Execução dos relatórios
1. Foram feitos todos os passos sob oformato gerencial que possam ser entendidos e utilizados para conferência e checagem da aplicação e desem-penho do planejamento de produção?
52
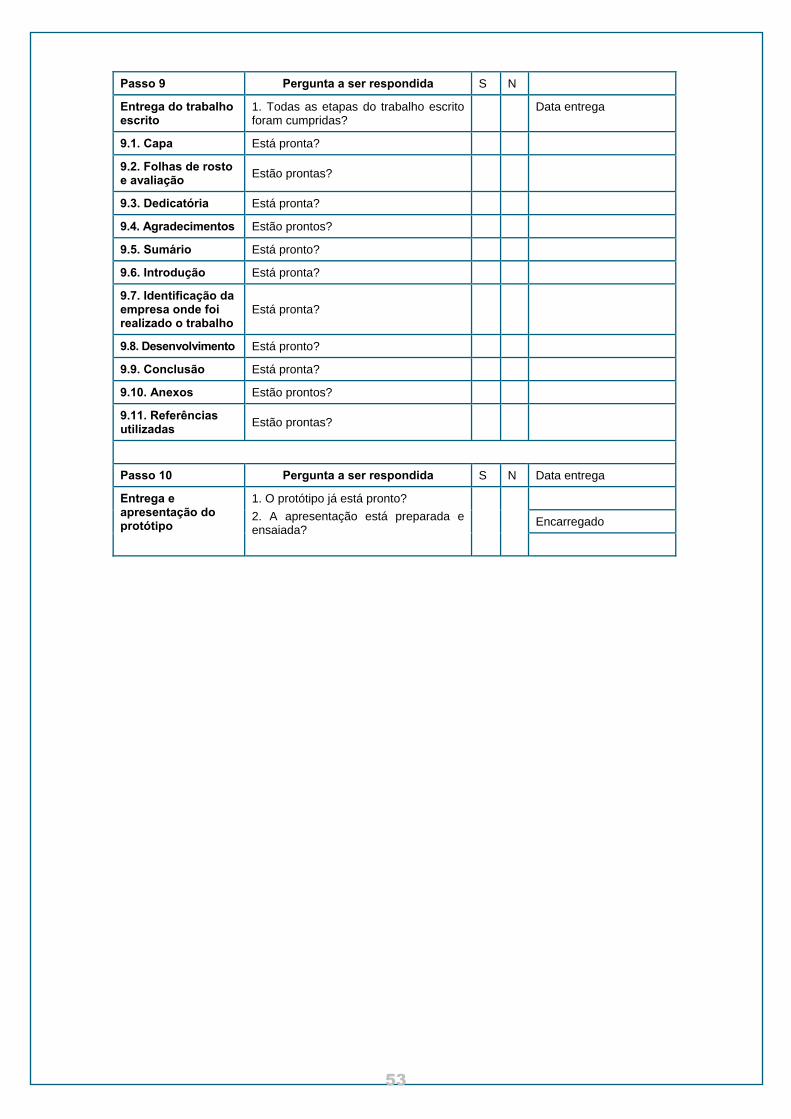
Passo 9 Pergunta a ser respondida S N
Entrega do trabalho escrito
1. Todas as etapas do trabalho escritoforam cumpridas?
Data entrega
9.1. Capa Está pronta?
9.2. Folhas de rosto e avaliação Estão prontas?
9.3. Dedicatória Está pronta?
9.4. Agradecimentos Estão prontos?
9.5. Sumário Está pronto?
9.6. Introdução Está pronta?
9.7. Identificação da empresa onde foi realizado o trabalho
Está pronta?
9.8. Desenvolvimento Está pronto?
9.9. Conclusão Está pronta?
9.10. Anexos Estão prontos?
9.11. Referências utilizadas Estão prontas?
Passo 10 Pergunta a ser respondida S N Data entrega
Encarregado
Entrega e apresentação do protótipo
1. O protótipo já está pronto?2. A apresentação está preparada eensaiada?
53
54
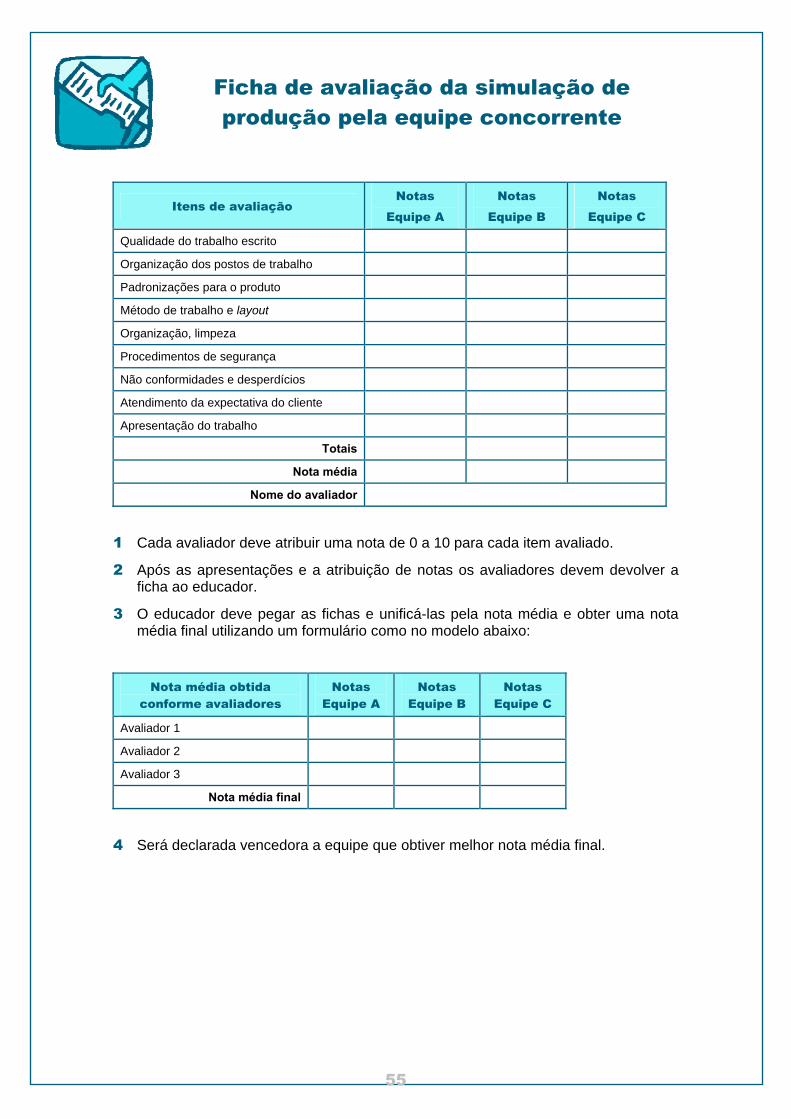
Ficha de avaliação da simulação de produção pela equipe concorrente
Itens de avaliação Notas
Equipe A
Notas
Equipe B
Notas
Equipe C
Qualidade do trabalho escrito
Organização dos postos de trabalho
Padronizações para o produto
Método de trabalho e layout
Organização, limpeza
Procedimentos de segurança
Não conformidades e desperdícios
Atendimento da expectativa do cliente
Apresentação do trabalho
Totais
Nota média
Nome do avaliador
1 Cada avaliador deve atribuir uma nota de 0 a 10 para cada item avaliado.
2 Após as apresentações e a atribuição de notas os avaliadores devem devolver a ficha ao educador.
3 O educador deve pegar as fichas e unificá-las pela nota média e obter uma nota média final utilizando um formulário como no modelo abaixo:
Nota média obtida conforme avaliadores
Notas Equipe A
Notas Equipe B
Notas Equipe C
Avaliador 1
Avaliador 2
Avaliador 3
Nota média final
4 Será declarada vencedora a equipe que obtiver melhor nota média final.
55
56
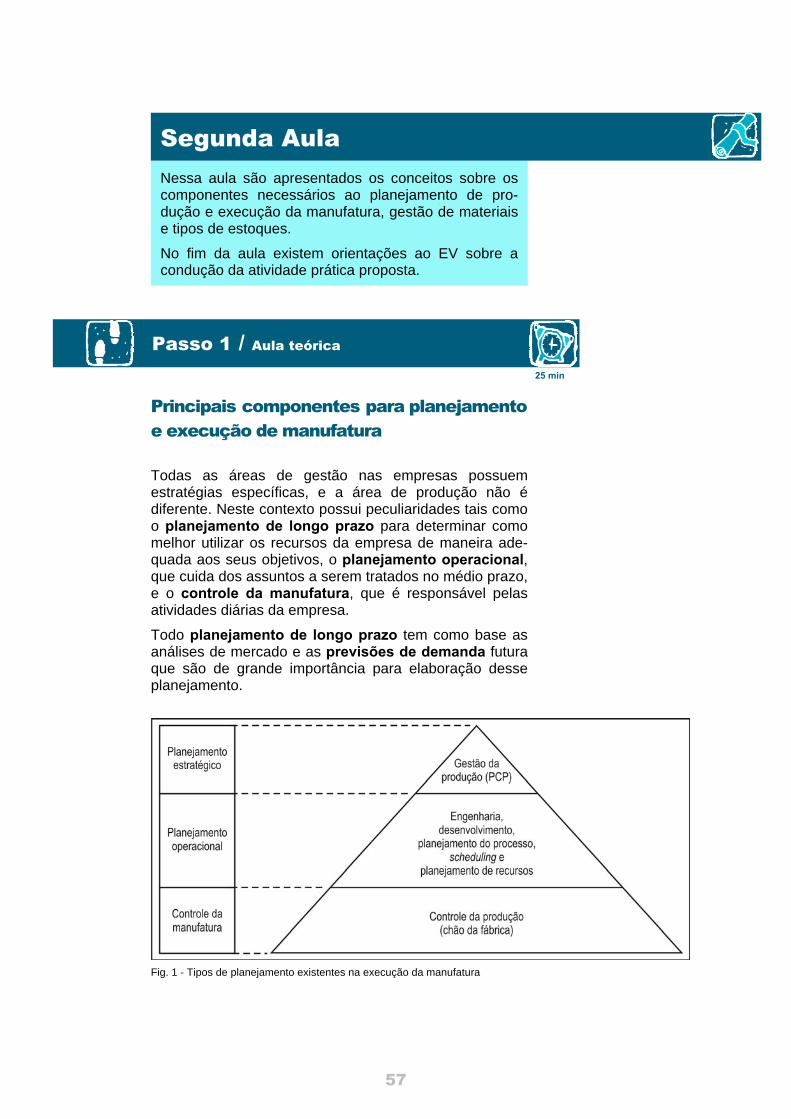
Principais componentes para planejamento e execução de manufatura
Todas as áreas de gestão nas empresas possuem estratégias específicas, e a área de produção não é diferente. Neste contexto possui peculiaridades tais como o planejamento de longo prazo para determinar comomelhor utilizar os recursos da empresa de maneira ade-quada aos seus objetivos, o planejamento operacional, que cuida dos assuntos a serem tratados no médio prazo, e o controle da manufatura, que é responsável pelas atividades diárias da empresa.
Todo planejamento de longo prazo tem como base as análises de mercado e as previsões de demanda futura que são de grande importância para elaboração desse planejamento.
Fig. 1 - Tipos de planejamento existentes na execução da manufatura
25 min
Passo 1 / Aula teórica
Nessa aula são apresentados os conceitos sobre os componentes necessários ao planejamento de pro-dução e execução da manufatura, gestão de materiais e tipos de estoques.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Segunda Aula
57
Planejamento estratégico da produção – Aborda algumas das grandes questões do planejamento de longo prazo e inclui:
o tamanho das instalações;
a localização das instalações;
em que épocas serão construídas essas instalações;
que tipos de processos serão instalados para fabricar os produtos.
Planejamento operacional ou tático – Ao desen-volver a estratégia, muitos fatores de médio prazo tratados devem ser levados em consideração, tais como:
o nível de tecnologia que estará disponível;
os níveis de habilidades exigidos dos trabalhadores;
o nível de relacionamento com os fornecedores externos.
O planejamento tático tem como objetivo “fazer certo as coisas certas”, ou seja, determinar como serão realizadas as operações produtivas, logísticas e o atendimento às solicitações de qualidade.
Planejamento e controle operacional – Tratam dos procedimentos diários para realização dos trabalhos, sequenciamentos, gestão dos estoques e dos processos produtivos, e designação dos funcionários que trabalharam em qual tarefa ou máquina.
Produzir é uma atividade que exige planejamento e controle em todos os níveis das atividades envolvidas. O planejamento da manufatura e sua execução com-preendem o controle de materiais, processos, custos, recursos humanos e utilização de tecnologia.
Gestão de materiais
A atividade que cuida da gestão de materiais está intimamente ligada à atividade de gerenciamento de estoques. Planejar e controlar estoques são atividades primordiais para uma boa administração do processo produtivo.
A área de gestão de materiais preocupa-se com os pro-blemas quantitativos e financeiros dos materiais, sejam eles matérias-primas, materiais auxiliares, materiais em processo ou produtos acabados.
58
Cabe a essa área o controle das disponibilidades e das necessidades totais do processo produtivo, envolvendo não só os almoxarifados de matérias-primas e auxiliares, como também os intermediários e os de produtos acabados. Seu objetivo é não deixar faltar material ao processo de fabricação, evitando alta imobilização aos recursos financeiros.
A gestão de materiais é essencial para o resultado financeiro da empresa, sendo de grande importância visualizar seu impacto no custo do produto.
A área de gestão de materiais é responsável pelo planejamento de materiais que acompanha os volumes e projeções de vendas e oferece suporte ao processo de manufatura. O sistema utilizado para o controle deve ser atualizado constantemente e precisa ser flexível para acompanhar as constantes mudanças de mercado.
O objetivo da área de gestão de materiais é reduzir os investimentos em estoques e maximizar os níveis de atendimento aos clientes e produção da indústria.
Os estoques são bens adquiridos ou produzidos pela empresa com o objetivo de venda ou utilização própria no curso normal de suas atividades. Eles representam um dos ativos mais importantes do capital circulante e da posição financeira da maioria das companhias industriais e comerciais.
Os estoques estão intimamente ligados às principais áreas de operação dessas companhias. Envolvem pro-blemas de administração, controle e, principalmente, de avaliação.
Tipos de estoques
Matérias-primas – Abrigam os materiais mais importantes e essenciais, que sofrem transformação no processo produtivo. Normalmente representam um valor significativo em relação ao total dos custos de produção.
Produtos em processo – Representam a totalidade das matérias-primas já requisitadas que estão em processo de transformação, além de todas as cargas de custos diretos e indiretos relativos à produção não concluída na data.
Produtos acabados – São aqueles já terminados, oriundos da própria produção da empresa e dispo-níveis para venda, estando estocados na fábrica, ou em depósitos, ou em filiais, ou ainda com terceiros em consignação.
Avaliação Técnica de aferição de resultados, realizada por meio da comparação dos resultados obtidos com parâ-metros de desempenho preestabe-lecidos, aplicando-se critérios próprios com o objetivo de co-nhecer dispêndios, características e tendências de determinada situação diante do maior ou menor ajusta-mento com o padrão de desem-penho dentro de uma escala de valores que deve refletir a aproxi-mação aos objetivos desejados.
59
Materiais de acondicionamento e embalagem – Referem-se a todos os itens de estoque que se destinam à embalagem do produto ou ao seu acondicionamento para remessa.
Materiais auxiliares – Englobam os estoques de materiais, de menor importância, utilizados no processo industrial. Tais itens podem ser apropriados diretamente ou não ao produto, sendo caracterizados por não terem uma representação significativa no valor global do custo de produção e pela dificuldade de serem identificados fisicamente no produto.
Materiais de manutenção e suprimentos gerais – São os estoques de materiais para manutenção de máquinas, equipamentos, edifícios, etc. para uso em consertos, manutenção, lubrificantes, pintura, etc.
Os estoques por suas características:
Consomem capital de giro – Dinheiro da empresa que é utilizado para a compra dos materiais que estão estocados.
Exigem espaço para estocagem – Os estoques ocupam áreas para sua alocação e esses espaços possuem custos.
Requerem transporte e manuseio – Toda movimen-tação de materiais, seja ela destinada à produção ou não, requer a utilização de mão-de-obra e equi-pamentos.
Deterioram – Todos os materiais exigem algum tipo de cuidado para seu armazenamento e existe o risco de se deteriorarem devido a uma infinidade de fatores.
Tornam-se obsoletos – As constantes evoluções dos processos produtivos e as exigências dos consu-midores provocam a substituição de muitos dos materiais utilizados na elaboração dos produtos; a perda por compras além das necessidades imediatas é fator de risco.
Requerem segurança – Os materiais estocados possuem um valor financeiro significativo, ficando sujeitos a roubos e desvios, portanto, devem ser controlados e vigiados.
A manutenção de estoques acarreta alto custo para um sistema de manufatura.
A gestão de materiais planeja os requisitos materiais com os seguintes objetivos:
Embalagem Invólucro ou recipiente utilizado para embalar determinado produto. A embalagem tem o objetivo de expor o produto e/ou proteger de riscos facilitando movimentação e transporte. Acondicionamento Atividade que visa proteger e acomodar materiais e equipamentos embalados ou para os quais não se utiliza embalagem, por ser inaplicável (em função de suas dimensões) ou desnecessário.
60
1 Assegurar o suprimento adequado de matérias-primas, materiais auxiliares, peças e insumos ao processo de fabricação.
2 Manter o estoque o mais baixo possível para aten-dimento compatível às necessidades vendidas.
3 Identificar os itens obsoletos e defeituosos em estoque para eliminá-los.
4 Não permitir condições de falta ou excesso em relação à demanda de vendas.
5 Prevenir-se contra perda, danos, extravios ou mau uso.
6 Manter as quantidades em relação às necessidades e aos registros.
7 Fornecer bases concretas das necessidades de estoque, para a elaboração de dados ao planeja-mento de curto, médio e longo prazos.
8 Manter os custos nos níveis mais baixos possíveis, levando em conta os volumes de vendas, prazos, recursos e seu efeito sobre o custo de venda do produto.
Educador, inicie solicitando aos jovens que se reúnam com suas equipes de trabalho.
1 Orientá-los sobre a confecção do protótipo que deverá acontecer simultaneamente à elaboração da documentação do trabalho.
2 Fornecer instruções sobre a confecção do protótipo com materiais descartados pela empresa e informá-los onde buscar esses materiais. Ofe-recer materiais complementares que eles possam vir a necessitar, tais como colas, ferramentas, etc.
3 Orientá-los a não se dedicarem somente ao trabalho escrito, ou somente ao trabalho prático. Deve haver um equilíbrio na utilização do tempo.
25 min
Passo 2 / Atividade prática
61
62
Matérias-primas e outros materiais auxiliares
Os estoques limitam-se, em geral, ao estoque de produtos destinados à comercialização e ao estoque de materiais diversos ou auxiliares que, referindo-se a itens adquiridos prontos, têm o seu custo disponível nos documentos de aquisição, restando, apenas, para a devida avaliação do estoque, aplicar, sobre esse custo, o método de apuração definido na legislação em vigor.
As empresas industriais, por sua vez, transformando matérias-primas e acoplando componentes para compor o produto final, apresentam, além dos estoques encontrados nas empresas comerciais, os estoques de matérias-primas para produção e os estoques de produtos em proces-samento, cujos itens, uma vez concluídos, são transferidos para o estoque de produtos acabados, correspondente ao estoque de bens para venda das empresas comerciais.
A área de gestão de materiais controla todos os itens que são consumidos na empresa, sejam eles destinados à produção, manutenção ou a atividades complementares que se utilizam de materiais não destinados à fabricação de produtos.
O ideal é que esses materiais sejam alocados em armazéns próprios e controlados separadamente tanto no seu conteúdo como nos seus custos.
A armazenagem deve acontecer em armazéns classifi-cados como:
Armazéns de matérias-primas Armazéns de produtos adquiridos para a produção.
25 min
Passo 1 / Aula teórica
Terceira Aula Nessa aula os jovens conhecerão como são feitos os estoques de matérias-primas e materiais auxiliares ao processo de manufatura. Também terão informações sobre como funciona a programação de produção e sistema de controle de produção MRP.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Manutenção Trata-se da atividade responsável por manter equipamentos e demais recursos produtivos em condições normais de funcionamento. Armazenagem Denominação genérica e abran-gente que inclui todas as atividades de um local destinado à guarda temporária e à distribuição de materiais (consolidação, desconso-lidação, triagem etc.) e engloba as denominações relativas a: depó-sitos, almoxarifados, centros de distribuição etc.
63
Armazéns de processo Armazéns de matérias-primas e insumos em
processo.
Armazéns de componentes e materiais para embalagem.
Armazéns de materiais auxiliares Armazéns de óleos, detergentes, tintas, etc.
Armazéns de ferramentas, instrumentos de medição, dispositivos, moldes e matrizes.
Armazéns de material de selagem e embalagens.
Armazéns de produtos acabados Armazéns internos à fábrica.
Armazéns externos à fábrica.
Armazéns de granéis Armazenagem de líquidos em tanques.
Armazenagem em silos.
Reservatórios, tanques, contêineres.
Armazéns de distribuição Armazéns atacadistas: grandes quantidades de
cargas fechadas.
Armazéns de varejo: fracionamento das cargas em pequenas quantidades.
Armazéns de peças para reparos.
Todos esses armazéns devem obedecer ao conceito apresentado sobre gestão de materiais. Precisam ser geridos com a mesma atenção e observação quanto aos volumes de utilização, evitando, dessa forma, excesso de estoques que onerem os custos da empresa.
Educador, nestes links você encontrará vídeos sobre armazenagem: http://www.youtube.com/watch?v=gkpjTf2y5VM http://www.youtube.com/watch?v=Y-_taR6NDUk http://www.youtube.com/watch?v=0OleK5irmoc
64
Programação de produção
A programação da produção é uma atividade complexa que necessita de ferramentas tecnológicas para exe-cução de suas atividades. As atividades de planejamento e controle da produção podem atualmente ser imple-mentadas e operacionalizadas por meio do auxílio de sistemas de produção, sendo que os mais utilizados são:
MRP
MRP II JIT
A opção pela utilização de um desses sistemas, ou pela utilização de todos de forma combinada, tem se constituído numa das principais decisões acerca do gerenciamento produtivo nos últimos anos.
MRP – Material Requirements Planning – (Planejamento das Necessidades de Materiais)
Foi concebido, a partir da formulação dos conceitos desenvolvidos por Joseph Orlicky, que os itens em estoque podem ser divididos em duas categorias:
Itens de demanda dependente – Os itens dos materiais que compõem o produto acabado possuem uma demanda dependente de algum outro item, podendo ser calculada com base na demanda dele.
Itens de demanda independente – Os itens de produtos acabados possuem uma demanda indepen-dente que deve ser prevista com base no mercado consumidor.
MRP II - Manufacturing Resources Planing ou Planejamento dos Recursos da Manufatura É um método de planejamento e programação eficiente dos recursos utilizados nos processos de manu-fatura, como: pessoas, recursos financeiros, ferramentas, materiais etc. JIT - Just in Time É a operacionalização da "filosofia japonesa" de produção, que signi-fica atender ao cliente interno ou externo no exato momento de sua necessidade, com as quantidades necessárias para a operação/ produção. Nas indústrias, a ten-dência é que sistemas de comércio eletrônico sejam conectados a softwares de ERP para que se possa viabilizar a fabricação JIT em função de pedidos oriundos da Internet.
65
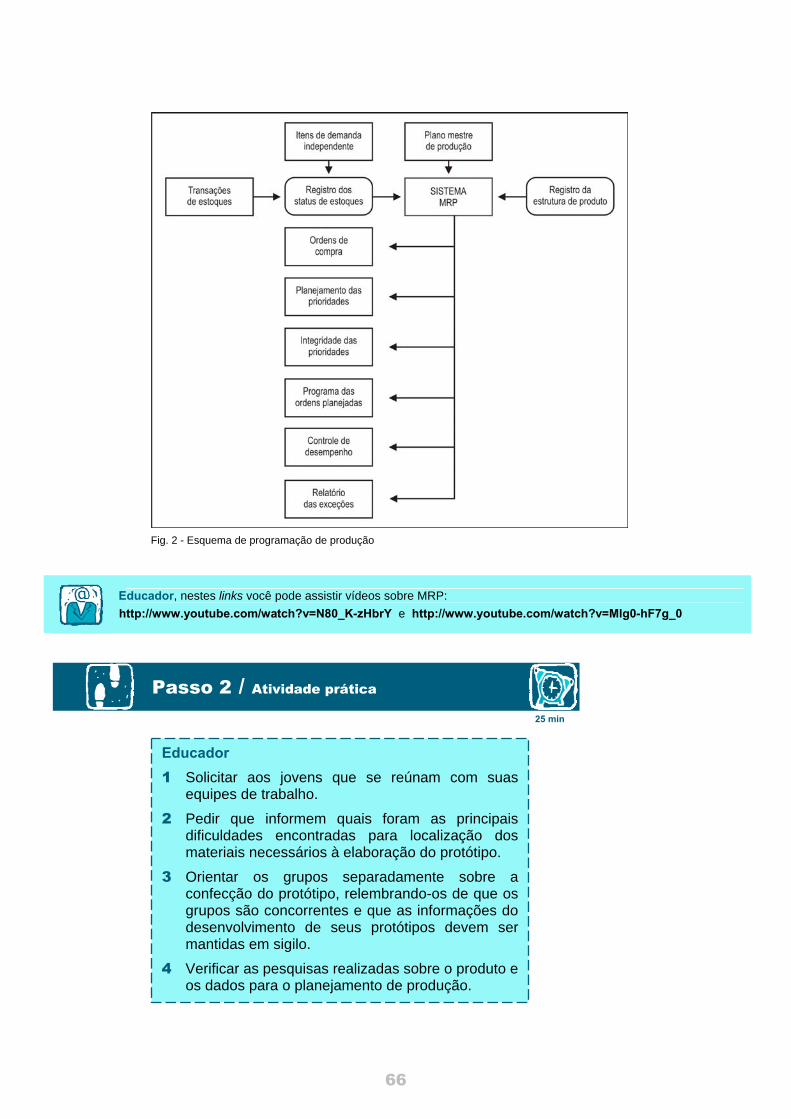
Fig. 2 - Esquema de programação de produção
Educador, nestes links você pode assistir vídeos sobre MRP: http://www.youtube.com/watch?v=N80_K-zHbrY e http://www.youtube.com/watch?v=Mlg0-hF7g_0
Educador 1 Solicitar aos jovens que se reúnam com suas
equipes de trabalho.
2 Pedir que informem quais foram as principais dificuldades encontradas para localização dos materiais necessários à elaboração do protótipo.
3 Orientar os grupos separadamente sobre a confecção do protótipo, relembrando-os de que os grupos são concorrentes e que as informações do desenvolvimento de seus protótipos devem ser mantidas em sigilo.
4 Verificar as pesquisas realizadas sobre o produto e os dados para o planejamento de produção.
25 min
Passo 2 / Atividade prática
66
Componentes adquiridos e manufaturados
A decisão entre produzir os componentes necessários à fabricação de um produto ou adquiri-los de outros produtores é crucial no momento competitivo em que se vive, mas nem sempre ela é fácil de ser tomada, princi-palmente em momentos onde os níveis de qualidade são fatores de diferencial competitivo do produto.
Historicamente, as empresas sempre preferiram produzir todos os componentes que utilizam em seus produtos. Somente após o advento da produção em massa desenvolvida pela FORD não ter obtido sucesso no Japão do pós-guerra surgiram as propostas de aquisi-ções de peças manufaturadas por outros fabricantes.
Após a Segunda Guerra Mundial o mercado doméstico japonês era limitado, mas demandava uma vasta gama de veículos. A força de trabalho nativa do Japão já não mais estava propensa a ser tratada como custo variável ou peça intercambiável, e não existiam lá trabalhadores hóspedes.
A economia estava ávida por capitais e trocas comerciais; era quase impossível comprar tecnologias de produção ocidentais.
Conhecendo essa situação do país, os produtores de veículos do mundo todo estavam interessados em operar no Japão, para, dessa forma, defenderem seus mercados contra as exportações japonesas. Porém o governo japonês proibiu investimentos externos diretos na indústria automobilística, propondo a fusão de todas as empresas automobilísticas embrionárias em apenas “duas grandes” ou “três grandes”.
25 min
Passo 1 / Aula teórica
Quarta Aula Nessa aula os jovens aprenderão de que maneira são tomadas as decisões entre produzir ou comprar componentes manufaturados e conhecerão o sistema de controle de produção MRP II. Além disso, terão informações de como funcionam a compra e o recebimento de produtos destinados à manufatura.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Produção em massa Sistema de produção de um produto com pouca variação.
67
Nessa época a produção automobilística japonesa operava em nítida desvantagem de qualidade de pro-cessos e de produção em relação às indústrias ocidentais que utilizavam máquinas com capacidade de operar em 12 batidas/minuto, 3 turnos ao dia, produziam 1 milhão de substituição de moldes, apesar de ser um processo dispendioso.
A indústria ocidental trabalhava com centenas de prensas para todas as peças das carrocerias de carros e caminhões.
A Toyota entendeu essa dificuldade e passou a operar com um processo em que, praticamente, todo o carro era estampado em poucas linhas de prensas, com um orçamento baixo por meio de uma técnica simples de troca de moldes e mecanismos de ajuste simples, que eram realizados pelos trabalhadores de linha de produção ociosos, eliminando a necessidade de especialistas.
A empresa constatou que o custo por peça prensada era menor na produção de pequenos lotes do que no proces-samento de lotes imensos. Produzir lotes pequenos eliminava os custos financeiros dos imensos estoques de peças acabadas que os sistemas de produção em massa exigiam.
Outra constatação foi que produzir poucas peças antes de montá-las num carro fazia com que os erros de prensagem aparecessem quase que instantaneamente; isso possibilitou aferir a qualidade das peças.
Fornecedores
No Sistema de Produção em Massa (SPM) a intenção inicial era integrar todo o sistema de produção numa estrutura de comando intensa e burocrática, com as ordens vindas de cima para baixo.
O dilema era: comprar fora ou produzir em casa? As equipes de engenharia projetavam a maioria das 10 mil peças de um veículo. Os sistemas de componentes e os desenhos eram enviados aos fornecedores para fazerem suas ofertas e o menor preço ganhava a concorrência.
Não havia fidelidade entre fornecedor e fabricante. Tornava-se comum o fabricante mudar de firma sem aviso prévio; era “cada um por si” e as relações comer-ciais aconteciam no curto prazo.
Os fornecedores trabalhavam para atender a um desenho já pronto, com pouca oportunidade de incentivo para sugerir aperfeiçoamentos; não tinham como otimizar as
68
peças, por não receberem informações sobre o veículo. A disputa entre os fornecedores gerava baixas margens de lucro, mas não diminuía os custos de produção, não melhorava a organização e não inovava os processos.
A qualidade era difícil de melhorar porque os fornece-dores tinham praticamente o mesmo nível qualitativo de produção. A solução encontrada foi organizar os forne-cedores em níveis funcionais e estabelecer diferentes graus de responsabilidade.
As empresas de primeiro nível participavam integral-mente do desenvolvimento do novo produto. Elas deveriam produzir sistemas harmônicos entre si e especificar o desempenho baseado no protótipo.
A Toyota possuía esse novo modo de coordenar o fluxo de peças no sistema de suprimentos. Esse método foi batizado de just in time e converteu o imenso grupo de fornecedores e fábricas de peças numa grande máquina.
A plena implementação desse conjunto de ideias, inclusive o just in time, exigiu de Ohno e Eiji Toyoda mais de 20 anos de incansável trabalho.
Atualmente, com essas ideias de interação participativa, as empresa preferem manter o foco nas suas operações e trabalhar com aquisições de componentes manufa-turados que não fazem parte do seu escopo produtivo.
MRP II
“É um sistema hierárquico de administração da produção em que os planos de longo prazo de produção agregados são sucessivamente detalhados, até se chegar ao nível do planejamento de componentes e máquinas específicos”.
Sugere-se que, com o objetivo de se evitar a simples automação dos processos existentes, seja efetuada a reengenharia dos processos das empresas antes da instalação de um sistema MRP II.
O sistema MRP II é composto pelos seguintes módulos:
Módulo de planejamento da produção (Production Planning) – Auxiliam a decisão dos planejadores quanto aos níveis agregados de estoques e produção período a período. É usado para um planejamento de longo prazo.
Módulo de cálculo de necessidade de materiais (Material Requirements Planning) ou MRP – A partir dos dados fornecidos pelo MPS, o MRP "explode" as necessidades de produtos em necessidades de compras e de produção de itens
MPS (Master Program Schedule) - Programa Mestre de Produção (PMP) É a relação dos produtos que devem ser fabricados em determi-nado período de tempo e usual-mente disposta numa sequência de prioridades. O PMP objetiva: a) programar produtos finais para serem concluídos prontamente e no prazo acordado com os clientes; e, b) evitar sobrecargas ou ociosi-dade do sistema produtivo, a fim de utilizar eficientemente os recursos produtivos, resultando em baixos custos de produção. Resumida-mente, é um plano de fabricação detalhado e realista no qual se consideram todas as possíveis exigências que se impõem aos recursos produtivos existentes na organização.
69
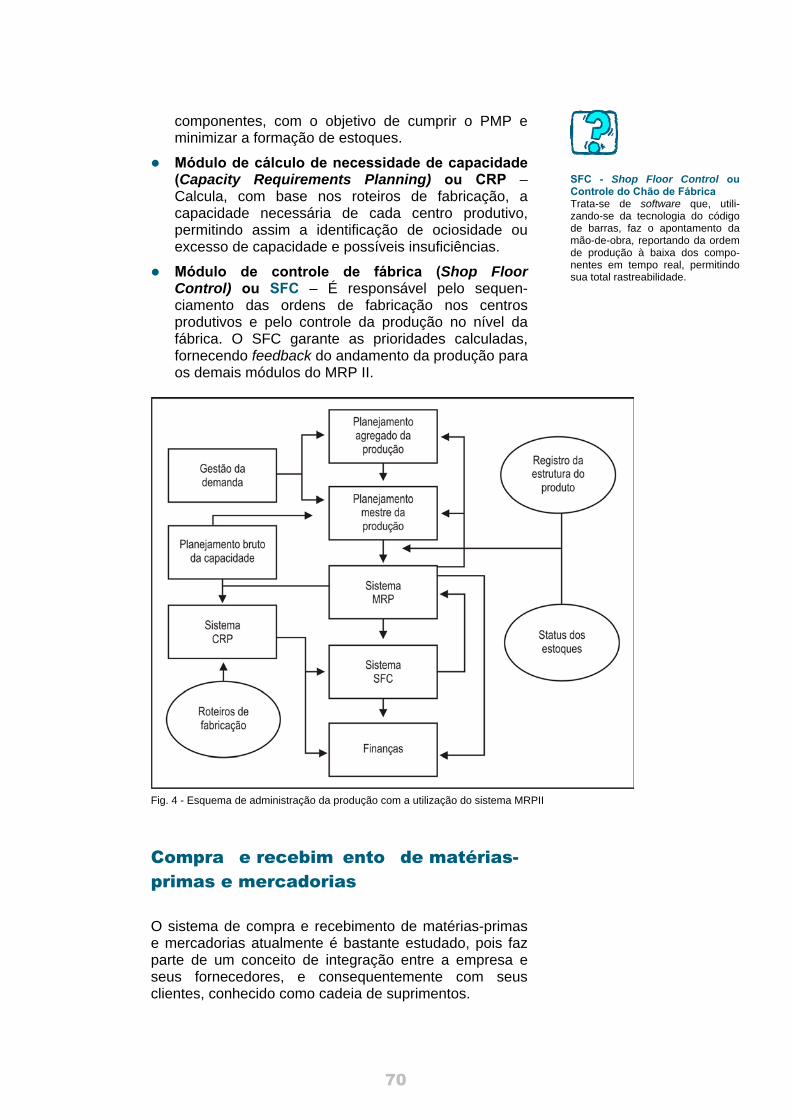
componentes, com o objetivo de cumprir o PMP e minimizar a formação de estoques.
Módulo de cálculo de necessidade de capacidade (Capacity Requirements Planning) ou CRP – Calcula, com base nos roteiros de fabricação, a capacidade necessária de cada centro produtivo, permitindo assim a identificação de ociosidade ou excesso de capacidade e possíveis insuficiências.
Módulo de controle de fábrica (Shop Floor Control) ou SFC – É responsável pelo sequen-ciamento das ordens de fabricação nos centros produtivos e pelo controle da produção no nível da fábrica. O SFC garante as prioridades calculadas, fornecendo feedback do andamento da produção para os demais módulos do MRP II.
Fig. 4 - Esquema de administração da produção com a utilização do sistema MRPII
Compra e recebim ento de matérias-primas e mercadorias
O sistema de compra e recebimento de matérias-primas e mercadorias atualmente é bastante estudado, pois faz parte de um conceito de integração entre a empresa e seus fornecedores, e consequentemente com seus clientes, conhecido como cadeia de suprimentos.
SFC - Shop Floor Control ou Controle do Chão de Fábrica Trata-se de software que, utili-zando-se da tecnologia do código de barras, faz o apontamento da mão-de-obra, reportando da ordem de produção à baixa dos compo-nentes em tempo real, permitindo sua total rastreabilidade.
70
Esse sistema apresenta alguns aspectos próprios em suas atividades que podem ser:
Aspectos físicos – Estão ligados às necessidades de equipamentos, manuseio, áreas de recebimento das mercadorias e áreas de estocagem.
Aspectos fiscais – Estão ligados a impostos, notas fiscais de compras e ao controle de entrada das mercadorias nos estoques.
A competição entre empresas industriais cresceu significativamente a partir do início dos anos 90.
Atualmente, muitas empresas, mesmo localizadas em países em processo de industrialização, têm enfrentado mercados altamente competitivos, com novos e cres-centes critérios para competir e garantir a própria sobrevivência.
Marcas e companhias globais tendem a dominar a maioria dos mercados, com tendência para o marketing mundial de produtos. Não só a marca tem se tornado comum aos diferentes mercados individuais, como também muitos produtos têm caminhado para uma padronização global e para customizações locais.
Nesse contexto, o nível de competitividade industrial impôs ao mercado novos padrões de custo, qualidade, desempenho de entregas e flexibilidade, o que gera uma série de novos desafios e fontes de vantagem competitiva nas empresas.
Dentre as novas maneiras de obter vantagens surgidas nos últimos anos, tem-se destacado muito a gestão da cadeia de suprimentos (Supply Chain Management – SCM), a qual tem emergido como novo modelo gerencial e competitivo para as empresas industriais. Adicional-mente, as compras externas de bens e serviços respondem por grande parte dos recursos financeiros das empresas, favorecendo a visão de que a cadeia de abastecimento é um campo vital a ser explorado.
Gerenciar a forma como são recebidas as matérias-primas e materiais, em geral, tornou-se fator primordial para a redução dos custos e melhoria dos processos de manufatura. Os custos decorrentes da movimentação e armazenagem são de difícil absorção e influenciam indiretamente os custos de produção, pois sobre eles o controle é difícil e exige investimentos.
A distância dos fornecedores gera custos que oneram o preço de venda e a margem de lucratividade da empresa, baixando sua capacidade de competição no mercado.
Sobre o aspecto fiscal fica nítida a necessidade de se buscar fornecedores que gozem de privilégios fiscais em
Flexibilidade É a facilidade de um sistema ou processo em ser manejado, malea-bilidade, a aptidão para várias coisas ou aplicações. Podemos entender por flexibilidade a capa-cidade que tanto o cliente quanto o fornecedor devem ter para rapida-mente adaptarem-se a alterações e solicitações de mercado. Supply chain management - Administração da Cadeia de Abastecimento Trata-se de uma abordagem que objetiva oferecer o máximo valor ao cliente e o máximo retorno sobre os ativos fixos, por meio de uma gestão efetiva dos fluxos materiais, produtos, informações e recursos financeiros, desde o fornecedor primário até o consumidor/usuário final da cadeia de abastecimento, de um extremo a outro da cadeia. É a integração de todos os membros de determinada cadeia de abaste-cimento, sem verticalização, mas de forma que cada empresa esteja focada em seu negócio principal, mas agregando valor em cada etapa dentro da cadeia.
71

suas operações e que possam repassá-los a seus clientes.
A necessidade de instalar a indústria nessas áreas também tem contribuído para a criação de polos indus-triais onde as práticas de recebimento de matérias-primas e benefícios fiscais contemplam as atuais necessidades de competição globalizada.
Educador, nestes links você encontrará vídeos sobre supply chain: http://www.youtube.com/watch?v=HofNiKR6eBU e http://www.youtube.com/watch?v=3Z_o6F5P9jI
Quinta Aula Nessa aula são transmitidos conceitos sobre os tipos de controle de custos de estoques, custo médio e custo PEPS.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Iniciar solicitando aos jovens que se reúnam com suas equipes de trabalho.
2 Verificar o andamento dos trabalhos nos grupos.
3 Orientar os jovens a organizarem os dados seguindo a sequência em que o trabalho escrito deverá ser entregue.
4 Questionar sobre os dados coletados e verificar se os caminhos seguidos atendem às orientações solicitadas no trabalho.
5 Comunicar aos jovens que será realizado o primeiro check list na próxima aula, portanto devem trazer todos os dados obtidos com as pesquisas e os documentos já desenvolvidos e em desenvolvi-mento. (Anexo 2 - Formulário para check list).
25 min
Passo 2 / Atividade prática
72
Controle de custo dos estoques
O maior objetivo do custeio do estoque é a determinação de custos adequados às vendas, de forma que o lucro apropriado seja calculado.
Em adição ao fator lucro, existe um número de outros fatores que influenciam as decisões relativas à seleção dos métodos de custeio de estoque.
A lista desses fatores, excluindo a definição de lucro, incluiria:
Aceitação do método pelas autoridades do Imposto de Renda.
A parte prática da determinação do custo.
Objetividade do método.
Utilidade do método para decisões gerenciais.
O princípio contábil de custo de aquisição determina que se incluam no custo dos materiais, além do preço, todos os outros custos decorrentes da compra, e que se deduzam todos os descontos e bonificações eventuais recebidas.
O método de avaliação escolhido afetará o total do lucro a ser reportado para um determinado período contábil. Permanecendo inalterados outros fatores, quanto maior for o estoque final avaliado, maior será o lucro reportado, ou menor será o prejuízo. Quanto menor o estoque final, menor será o lucro reportado, ou maior será o prejuízo.
Considerando que vários fatores podem fazer variar o preço de aquisição dos materiais entre duas ou mais compras (inflação, custo do transporte, procura de mercado, outro fornecedor, etc.), surge o problema de selecionar o método que se deve adotar para avaliar os estoques.
Os métodos mais comuns são:
a) Custo Médio (CM)Esse método, também chamado de método da média ponderada ou média móvel, baseia-se na aplicação dos custos médios em lugar dos custos efetivos.
O método de avaliação do estoque ao custo médio é aceito pelo Fisco e usado amplamente.
25 min
Passo 1 / Aula teórica
73
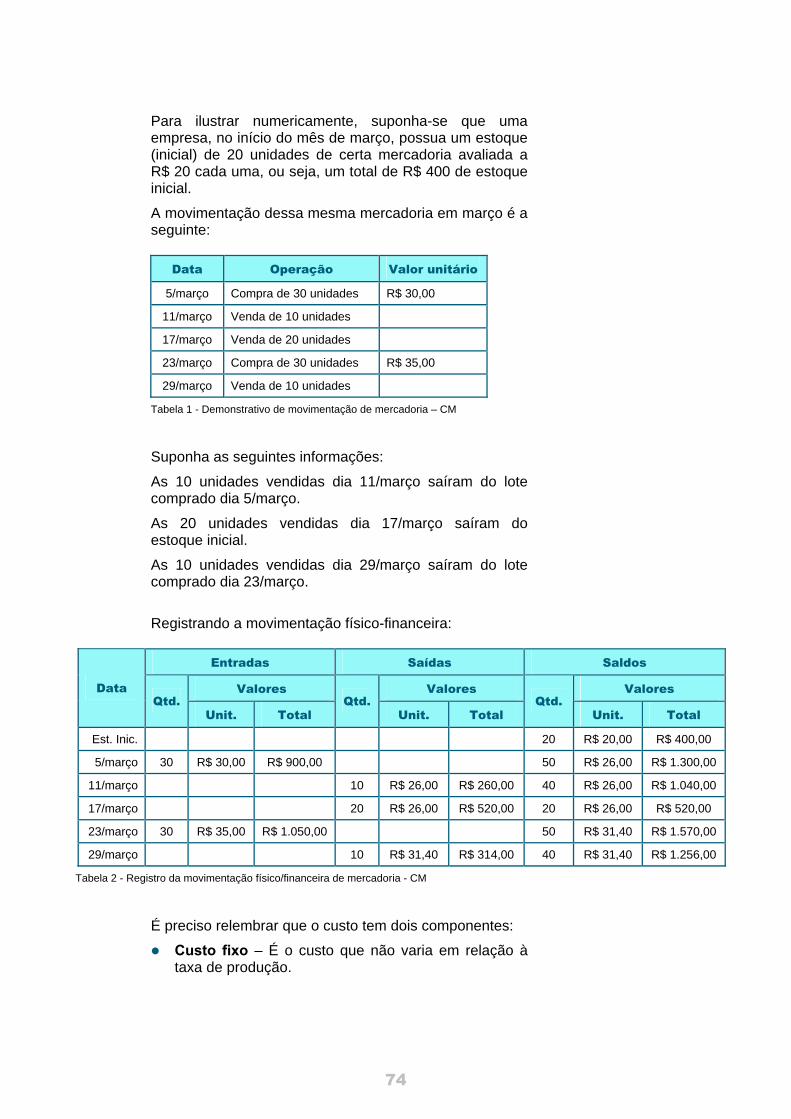
Para ilustrar numericamente, suponha-se que uma empresa, no início do mês de março, possua um estoque (inicial) de 20 unidades de certa mercadoria avaliada a R$ 20 cada uma, ou seja, um total de R$ 400 de estoque inicial.
A movimentação dessa mesma mercadoria em março é a seguinte:
Data Operação Valor unitário
5/março Compra de 30 unidades R$ 30,00
11/março Venda de 10 unidades
17/março Venda de 20 unidades
23/março Compra de 30 unidades R$ 35,00
29/março Venda de 10 unidades
Tabela 1 - Demonstrativo de movimentação de mercadoria – CM
Suponha as seguintes informações:
As 10 unidades vendidas dia 11/março saíram do lote comprado dia 5/março.
As 20 unidades vendidas dia 17/março saíram do estoque inicial.
As 10 unidades vendidas dia 29/março saíram do lote comprado dia 23/março.
Registrando a movimentação físico-financeira:
Entradas Saídas Saldos
Valores Valores Valores Data Qtd.
Unit. Total Qtd.
Unit. Total Qtd.
Unit. Total
Est. Inic. 20 R$ 20,00 R$ 400,00
5/março 30 R$ 30,00 R$ 900,00 50 R$ 26,00 R$ 1.300,00
11/março 10 R$ 26,00 R$ 260,00 40 R$ 26,00 R$ 1.040,00
17/março 20 R$ 26,00 R$ 520,00 20 R$ 26,00 R$ 520,00
23/março 30 R$ 35,00 R$ 1.050,00 50 R$ 31,40 R$ 1.570,00
29/março 10 R$ 31,40 R$ 314,00 40 R$ 31,40 R$ 1.256,00
Tabela 2 - Registro da movimentação físico/financeira de mercadoria - CM
É preciso relembrar que o custo tem dois componentes:
Custo fixo – É o custo que não varia em relação à taxa de produção.
74
Custo variável – É o custo proveniente da utilização de insumos variáveis no processo de produção.
Custo total – É a soma do custo fixo e do custo variável.
O custo médio corresponde ao custo por unidade de produto e pode ser dividido em:
Custo fixo médio – É o custo fixo dividido pelo nível de produção.
Custo variável médio – É o custo variável dividido pelo nível de produção.
Custo total médio – É o custo total dividido pelo nível de produção.
b) Primeiro a Entrar, Primeiro a Sair (PEPS)
Algumas empresas estão perdendo dinheiro na hora de formar seus preços, porque não utilizam o custo de reposição como base de valor na formação de seus preços.
No Brasil a legislação do Imposto de Renda permite apenas o sistema PEPS e a MPM para fins de contabi-lidade de custos.
Com base nesse critério, dá-se saída no custo da seguinte maneira: o primeiro que entra é o primeiro que sai (PEPS).
À medida que ocorrem as vendas, dão-se baixas no estoque a partir das primeiras compras, o que equivaleria ao raciocínio de que vende-se/compra-se primeiro as primeiras unidades compradas/produzidas, ou seja, a primeira unidade a entrar no estoque é a primeira a ser utilizada no processo de produção ou a ser vendida.
Dentro desse procedimento, o estoque é representado pelos mais recentes preços pagos, apresentando, dessa forma, uma relação bastante significativa com o custo de reposição.
Obviamente, com a adoção desse método, o efeito da flutuação dos preços sobre os resultados é significativo, as saídas são confrontadas com os custos mais antigos, sendo esta uma das principais razões pelas quais alguns contadores mostram-se contrários a esse método. Entretanto, não é objeto do procedimento em si, e sim o conceito do resultado (lucro).
As vantagens do método são:
Os itens usados são retirados do estoque e a baixa é dada nos controles de maneira lógica e sistemática.
PEPS - Primeiro que Entra, Primeiro que Sai É a nomenclatura para o controle de estoques e processos de arma-zenagem em que o primeiro pro-duto a entrar no estoque é o primeiro a sair. O mesmo que FIFO.
75
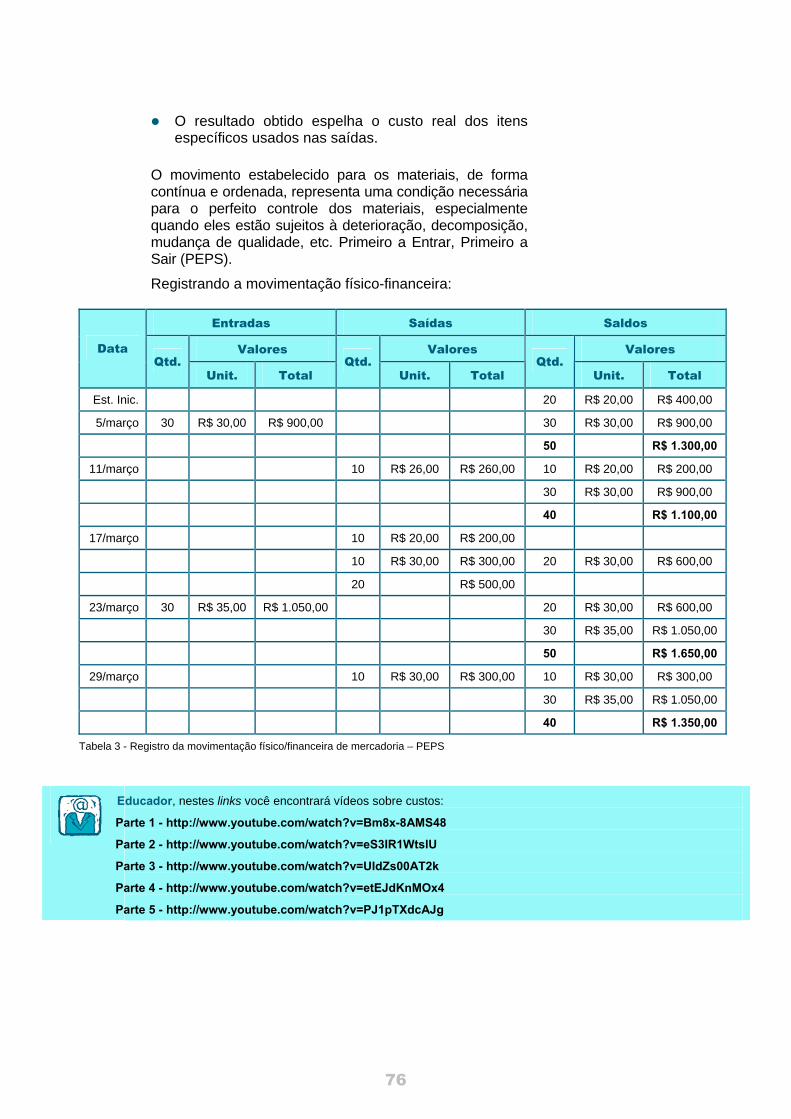
O resultado obtido espelha o custo real dos itens específicos usados nas saídas.
O movimento estabelecido para os materiais, de forma contínua e ordenada, representa uma condição necessária para o perfeito controle dos materiais, especialmente quando eles estão sujeitos à deterioração, decomposição, mudança de qualidade, etc. Primeiro a Entrar, Primeiro a Sair (PEPS).
Registrando a movimentação físico-financeira:
Entradas Saídas Saldos
Valores Valores Valores Data Qtd.
Unit. Total Qtd.
Unit. Total Qtd.
Unit. Total
Est. Inic. 20 R$ 20,00 R$ 400,00
5/março 30 R$ 30,00 R$ 900,00 30 R$ 30,00 R$ 900,00
50 R$ 1.300,00
11/março 10 R$ 26,00 R$ 260,00 10 R$ 20,00 R$ 200,00
30 R$ 30,00 R$ 900,00
40 R$ 1.100,00
17/março 10 R$ 20,00 R$ 200,00
10 R$ 30,00 R$ 300,00 20 R$ 30,00 R$ 600,00
20 R$ 500,00
23/março 30 R$ 35,00 R$ 1.050,00 20 R$ 30,00 R$ 600,00
30 R$ 35,00 R$ 1.050,00
50 R$ 1.650,00
29/março 10 R$ 30,00 R$ 300,00 10 R$ 30,00 R$ 300,00
30 R$ 35,00 R$ 1.050,00
40 R$ 1.350,00
Tabela 3 - Registro da movimentação físico/financeira de mercadoria – PEPS
Educador, nestes links você encontrará vídeos sobre custos:
Parte 1 - http://www.youtube.com/watch?v=Bm8x-8AMS48
Parte 2 - http://www.youtube.com/watch?v=eS3IR1WtslU
Parte 3 - http://www.youtube.com/watch?v=UIdZs00AT2k
Parte 4 - http://www.youtube.com/watch?v=etEJdKnMOx4
Parte 5 - http://www.youtube.com/watch?v=PJ1pTXdcAJg
76

c) Último a Entrar, Primeiro a Sair (UEPS)
É um método de avaliar estoque muito discutido. O custo do estoque é determinado como se as unidades mais recentes adicionadas ao estoque (últimas a entrar) fossem as primeiras unidades vendidas (saídas) (primeiro a sair).
Supõe-se, portanto, que o estoque final consiste nas unidades mais antigas e é avaliado ao custo dessas unidades.
Sexta Aula
25 min
Passo 1 / Aula teórica
Nessa aula acontecerá a continuidade da transmissão de conceitos sobre os tipos de controle de custos de estoques, custo UEPS e outros métodos não tão conhecidos, mas utilizados por diversas empresas.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Iniciar solicitando aos jovens que se reúnam com suas equipes de trabalho.
2 Realizar nessa aula um check list das atividades previstas. Identificar os itens já desenvolvidos, as pendências e os itens em desenvolvimento (check list disponibilizado como anexo).
3 Estabelecer com os jovens os prazos para conclusão das tarefas tendo em vista a data limite para entrega.
4 Utilizar a vistoria para efetuar uma avaliação prévia do envolvimento e participação individual na realização do trabalho e orientá-los sobre a neces-sidade de envolvimento.
25 min
Passo 2 / Atividade prática
77
De acordo com o método UEPS, o custo dos itens vendidos/saídos tende a refletir o custo dos itens mais recentemente comprados (comprados ou produzidos, e, assim, os preços mais recentes).
Também permite reduzir os lucros líquidos relatados por uma importância que, se colocada à disposição dos acionistas, poderia prejudicar as operações futuras da empresa.
O método UEPS não alcança a realização do objetivo básico porque são debitados contra a receita os custos mais recentes de aquisições e não o custo total de reposição de todos os itens utilizados.
Vantagens e desvantagens do método UEPS
É uma forma de se custear os itens consumidos de maneira sistemática e realista.
Nas indústrias sujeitas a flutuações de preços, o método tende a minimizar os lucros das operações.
Em períodos de alta de preços, os preços maiores das compras mais recentes são apropriados mais rapidamente às produções, reduzindo o lucro.
O argumento mais generalizado em favor do UEPS é o de que procura determinar se a empresa apurou, ou não, adequadamente, seus custos correntes em face da sua receita corrente. De acordo com o UEPS, o estoque é avaliado em termos do nível de preço da época em que o UEPS foi introduzido.
Aplicando-se o método UEPS aos dados do exemplo anterior, os seguintes resultados são obtidos:
UEPS É a nomenclatura para o método de armazenagem, em que o pro-duto que é o último a entrar no estoque é o primeiro a sair. É o método oposto do PEPS/FIFO.
78
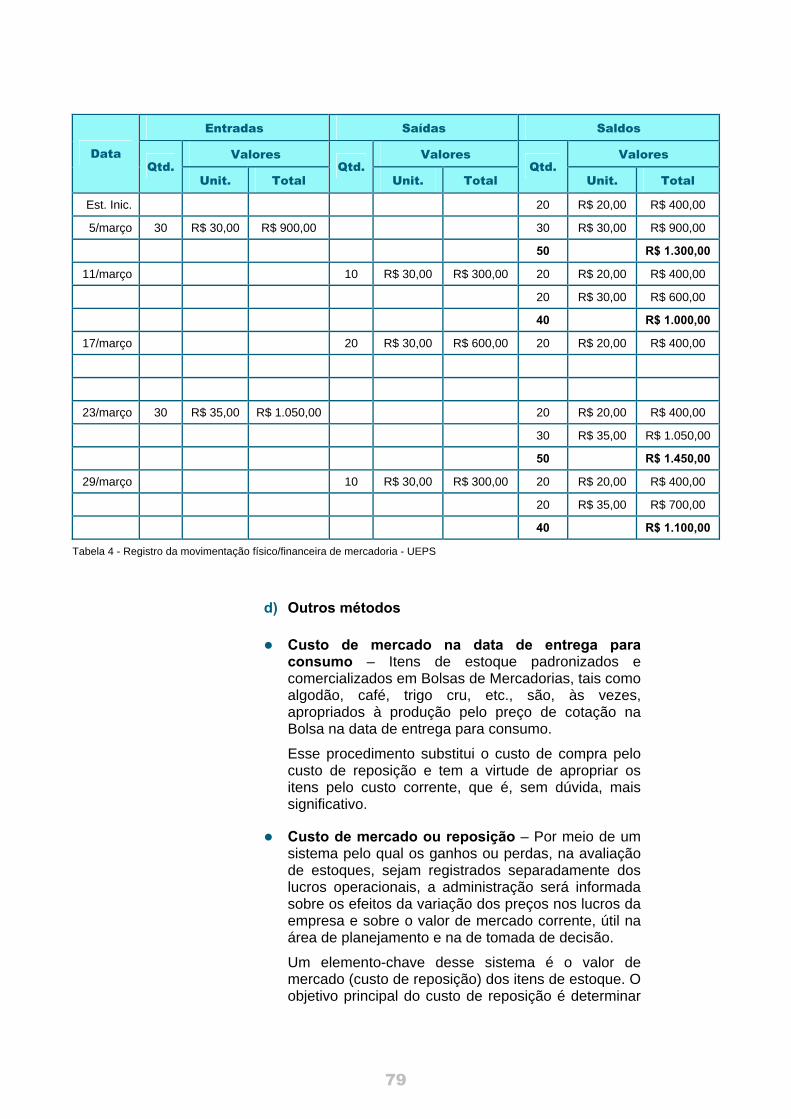
Entradas Saídas Saldos
Valores Valores Valores Data Qtd.
Unit. Total Qtd.
Unit. Total Qtd.
Unit. Total
Est. Inic. 20 R$ 20,00 R$ 400,00
5/março 30 R$ 30,00 R$ 900,00 30 R$ 30,00 R$ 900,00
50 R$ 1.300,00
11/março 10 R$ 30,00 R$ 300,00 20 R$ 20,00 R$ 400,00
20 R$ 30,00 R$ 600,00
40 R$ 1.000,00
17/março 20 R$ 30,00 R$ 600,00 20 R$ 20,00 R$ 400,00
23/março 30 R$ 35,00 R$ 1.050,00 20 R$ 20,00 R$ 400,00
30 R$ 35,00 R$ 1.050,00
50 R$ 1.450,00
29/março 10 R$ 30,00 R$ 300,00 20 R$ 20,00 R$ 400,00
20 R$ 35,00 R$ 700,00
40 R$ 1.100,00
Tabela 4 - Registro da movimentação físico/financeira de mercadoria - UEPS
d) Outros métodos
Custo de mercado na data de entrega para consumo – Itens de estoque padronizados e comercializados em Bolsas de Mercadorias, tais como algodão, café, trigo cru, etc., são, às vezes, apropriados à produção pelo preço de cotação na Bolsa na data de entrega para consumo.
Esse procedimento substitui o custo de compra pelo custo de reposição e tem a virtude de apropriar os itens pelo custo corrente, que é, sem dúvida, mais significativo.
Custo de mercado ou reposição – Por meio de um sistema pelo qual os ganhos ou perdas, na avaliação de estoques, sejam registrados separadamente dos lucros operacionais, a administração será informada sobre os efeitos da variação dos preços nos lucros da empresa e sobre o valor de mercado corrente, útil na área de planejamento e na de tomada de decisão.
Um elemento-chave desse sistema é o valor de mercado (custo de reposição) dos itens de estoque. O objetivo principal do custo de reposição é determinar
79

o custo de compra atual de um bem que pode estarno estoque há diversos meses, devendo prevalecer para fins de determinação inicial do preço de venda.
Custeio da produção – O custo de produção é o custo associado às unidades produzidas; é o custo que se pode considerar como "amarrado" às unidades produzidas; é por meio dele que transferimos valores das contas de produtos em processo de fabricação para as de produtos acabados.
Custeio de vendas – Quando ocorre a saída dos produtos acabados, reflete o custo dos produtos ven-didos ou reflete o Custo das Mercadorias Vendidas (CMV) quando se tratar de operações comerciais.
Distribuição de materiais
A distribuição de materiais é uma das mais importantes
Sétima Aula
25 min
Passo 1 / Aula teórica
Nessa aula são apresentados conceitos sobre a distri-buição de materiais e os sistemas de armazenagem que auxiliam como facilitadores desse processo.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Iniciar solicitando aos jovens que se reúnam com suas equipes de trabalho.
2 Solicitar que trabalhem no desenvolvimento das pendências identificadas por meio do check list.
25 min
Passo 2 / Atividade prática
80
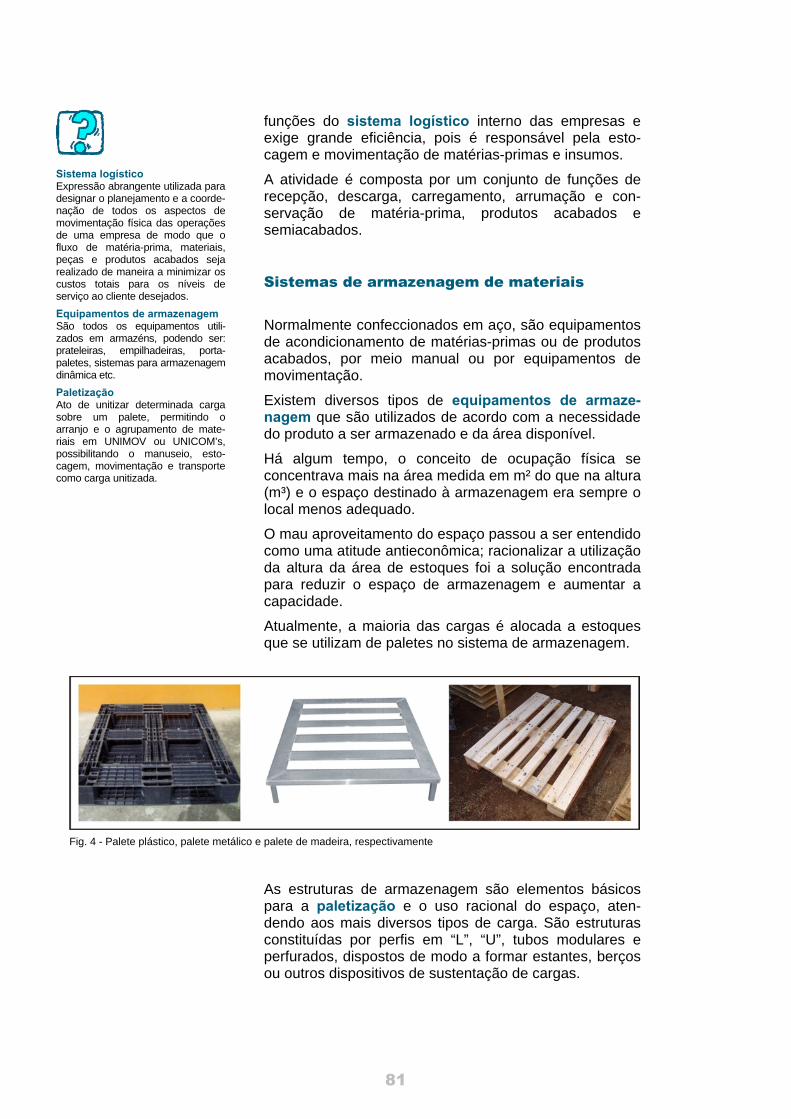
funções do sistema logístico interno das empresas e exige grande eficiência, pois é responsável pela esto-cagem e movimentação de matérias-primas e insumos.
A atividade é composta por um conjunto de funções de recepção, descarga, carregamento, arrumação e con-servação de matéria-prima, produtos acabados e semiacabados.
Sistemas de armazenagem de materiais
Normalmente confeccionados em aço, são equipamentos de acondicionamento de matérias-primas ou de produtos acabados, por meio manual ou por equipamentos de movimentação.
Existem diversos tipos de equipamentos de armaze-nagem que são utilizados de acordo com a necessidade do produto a ser armazenado e da área disponível.
Há algum tempo, o conceito de ocupação física se concentrava mais na área medida em m² do que na altura (m³) e o espaço destinado à armazenagem era sempre o local menos adequado.
O mau aproveitamento do espaço passou a ser entendido como uma atitude antieconômica; racionalizar a utilização da altura da área de estoques foi a solução encontrada para reduzir o espaço de armazenagem e aumentar a capacidade.
Atualmente, a maioria das cargas é alocada a estoques que se utilizam de paletes no sistema de armazenagem.
Fig. 4 - Palete plástico, palete metálico e palete de madeira, respectivamente
As estruturas de armazenagem são elementos básicos para a paletização e o uso racional do espaço, aten-dendo aos mais diversos tipos de carga. São estruturas constituídas por perfis em “L”, “U”, tubos modulares e perfurados, dispostos de modo a formar estantes, berços ou outros dispositivos de sustentação de cargas.
Sistema logístico Expressão abrangente utilizada para designar o planejamento e a coorde-nação de todos os aspectos de movimentação física das operações de uma empresa de modo que o fluxo de matéria-prima, materiais, peças e produtos acabados seja realizado de maneira a minimizar os custos totais para os níveis de serviço ao cliente desejados.Equipamentos de armazenagem São todos os equipamentos utili-zados em armazéns, podendo ser: prateleiras, empilhadeiras, porta-paletes, sistemas para armazenagem dinâmica etc. Paletização Ato de unitizar determinada carga sobre um palete, permitindo o arranjo e o agrupamento de mate-riais em UNIMOV ou UNICOM’s, possibilitando o manuseio, esto-cagem, movimentação e transporte como carga unitizada.
81
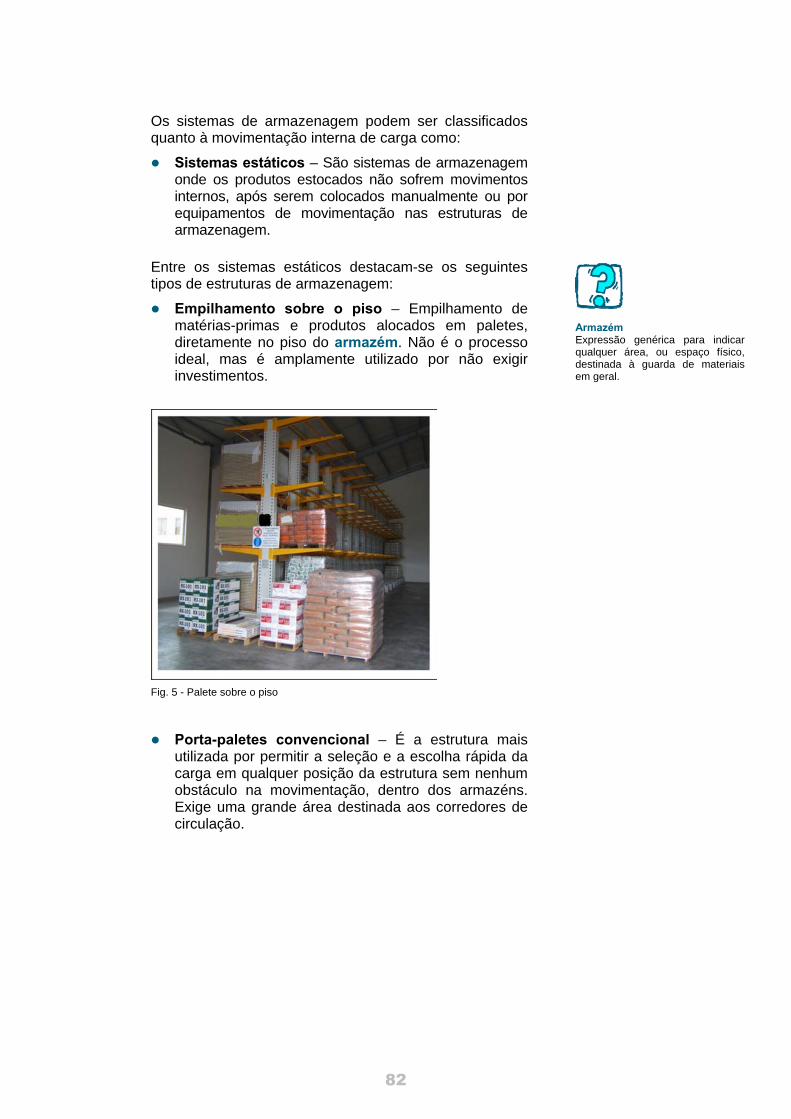
Os sistemas de armazenagem podem ser classificados quanto à movimentação interna de carga como:
Sistemas estáticos – São sistemas de armazenagem onde os produtos estocados não sofrem movimentos internos, após serem colocados manualmente ou por equipamentos de movimentação nas estruturas de armazenagem.
Entre os sistemas estáticos destacam-se os seguintes tipos de estruturas de armazenagem:
Empilhamento sobre o piso – Empilhamento de matérias-primas e produtos alocados em paletes, diretamente no piso do armazém. Não é o processo ideal, mas é amplamente utilizado por não exigir investimentos.
Fig. 5 - Palete sobre o piso
Porta-paletes convencional – É a estrutura mais utilizada por permitir a seleção e a escolha rápida da carga em qualquer posição da estrutura sem nenhum obstáculo na movimentação, dentro dos armazéns. Exige uma grande área destinada aos corredores de circulação.
Armazém Expressão genérica para indicar qualquer área, ou espaço físico, destinada à guarda de materiais em geral.
82
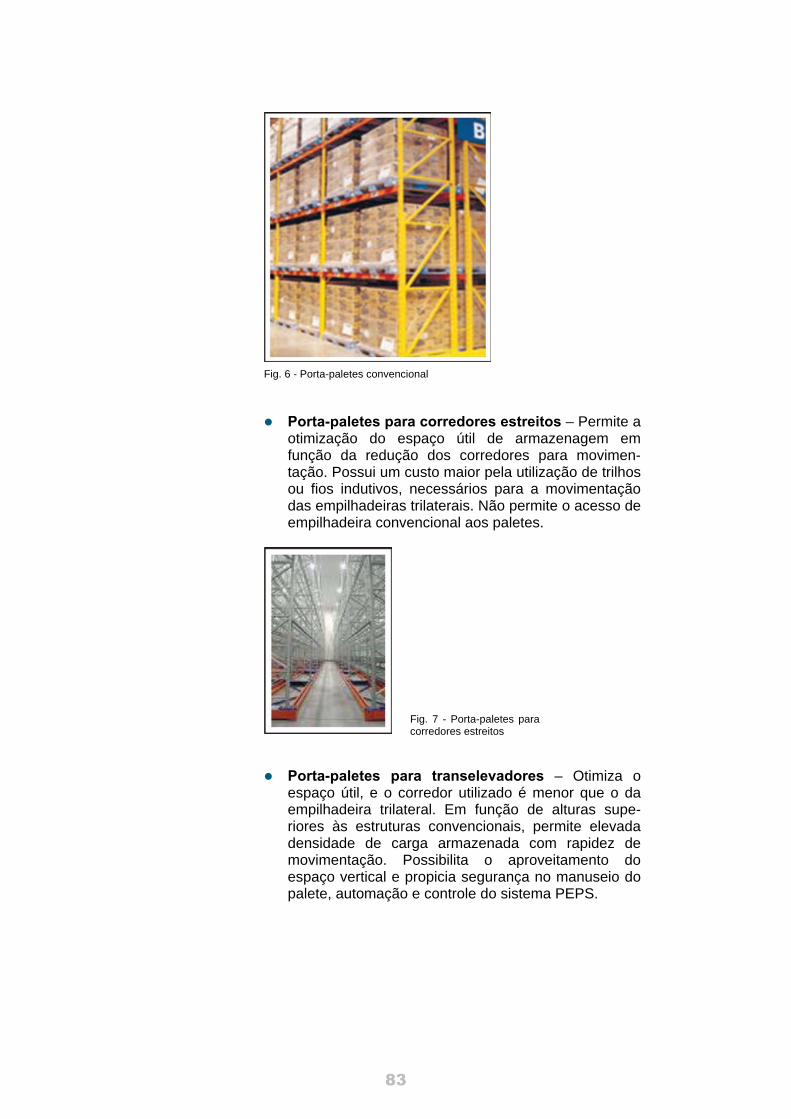
Fig. 6 - Porta-paletes convencional
Porta-paletes para corredores estreitos – Permite a otimização do espaço útil de armazenagem em função da redução dos corredores para movimen-tação. Possui um custo maior pela utilização de trilhos ou fios indutivos, necessários para a movimentação das empilhadeiras trilaterais. Não permite o acesso de empilhadeira convencional aos paletes.
Porta-paletes para transelevadores – Otimiza o espaço útil, e o corredor utilizado é menor que o da empilhadeira trilateral. Em função de alturas supe-riores às estruturas convencionais, permite elevada densidade de carga armazenada com rapidez de movimentação. Possibilita o aproveitamento do espaço vertical e propicia segurança no manuseio do palete, automação e controle do sistema PEPS.
Fig. 7 - Porta-paletes para corredores estreitos
83
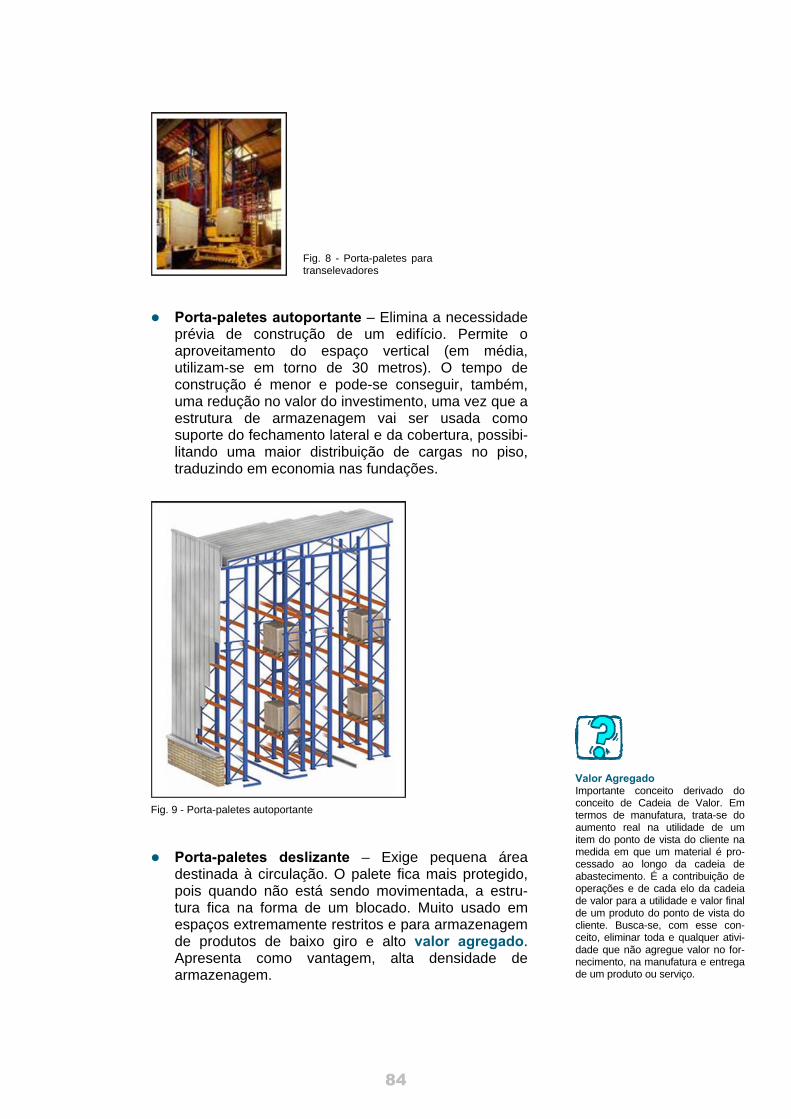
Porta-paletes autoportante – Elimina a necessidade prévia de construção de um edifício. Permite o aproveitamento do espaço vertical (em média, utilizam-se em torno de 30 metros). O tempo de construção é menor e pode-se conseguir, também, uma redução no valor do investimento, uma vez que a estrutura de armazenagem vai ser usada como suporte do fechamento lateral e da cobertura, possibi-litando uma maior distribuição de cargas no piso, traduzindo em economia nas fundações.
Fig. 9 - Porta-paletes autoportante
Porta-paletes deslizante – Exige pequena área destinada à circulação. O palete fica mais protegido, pois quando não está sendo movimentada, a estru-tura fica na forma de um blocado. Muito usado em espaços extremamente restritos e para armazenagem de produtos de baixo giro e alto valor agregado. Apresenta como vantagem, alta densidade de armazenagem.
Fig. 8 - Porta-paletes para transelevadores
Valor Agregado Importante conceito derivado do conceito de Cadeia de Valor. Em termos de manufatura, trata-se do aumento real na utilidade de um item do ponto de vista do cliente na medida em que um material é pro-cessado ao longo da cadeia de abastecimento. É a contribuição de operações e de cada elo da cadeia de valor para a utilidade e valor final de um produto do ponto de vista do cliente. Busca-se, com esse con-ceito, eliminar toda e qualquer ativi-dade que não agregue valor no for-necimento, na manufatura e entrega de um produto ou serviço.
84
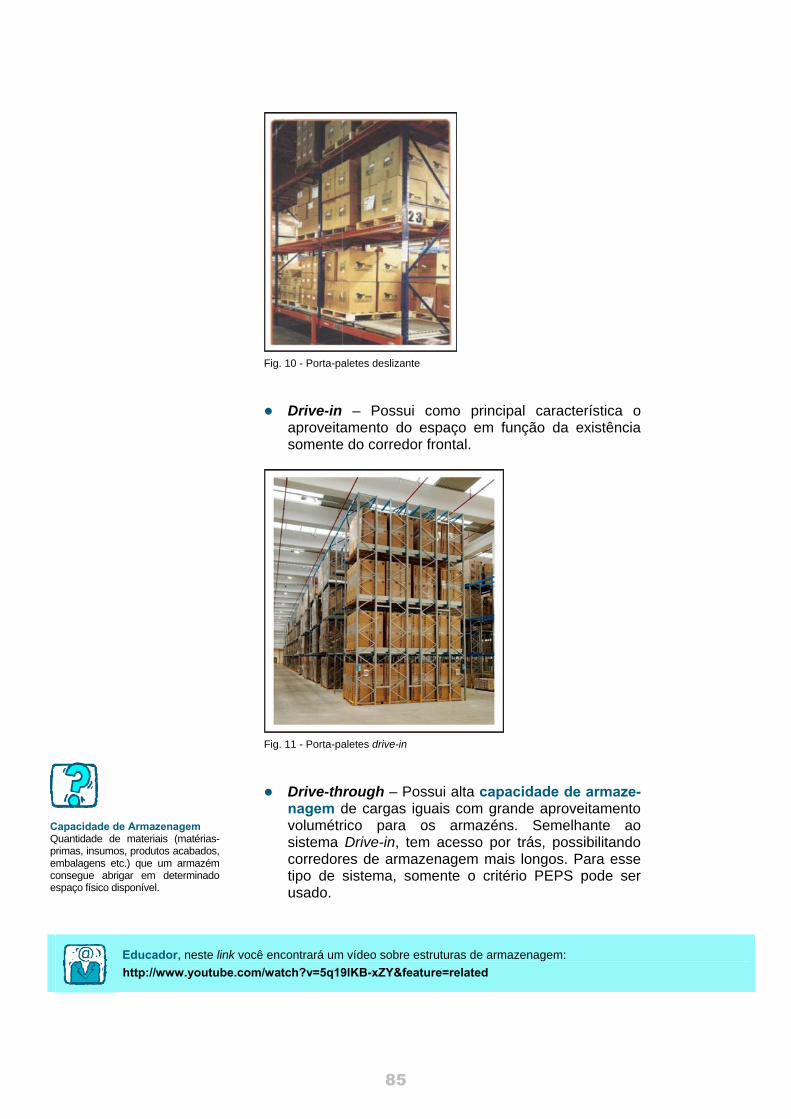
Fig. 10 - Porta-paletes deslizante
Drive-in – Possui como principal característica o aproveitamento do espaço em função da existência somente do corredor frontal.
Fig. 11 - Porta-paletes drive-in
Drive-through – Possui alta capacidade de armaze-nagem de cargas iguais com grande aproveitamento volumétrico para os armazéns. Semelhante ao sistema Drive-in, tem acesso por trás, possibilitando corredores de armazenagem mais longos. Para esse tipo de sistema, somente o critério PEPS pode ser usado.
Educador, neste link você encontrará um vídeo sobre estruturas de armazenagem: http://www.youtube.com/watch?v=5q19lKB-xZY&feature=related
Capacidade de Armazenagem Quantidade de materiais (matérias-primas, insumos, produtos acabados, embalagens etc.) que um armazém consegue abrigar em determinado espaço físico disponível.
85
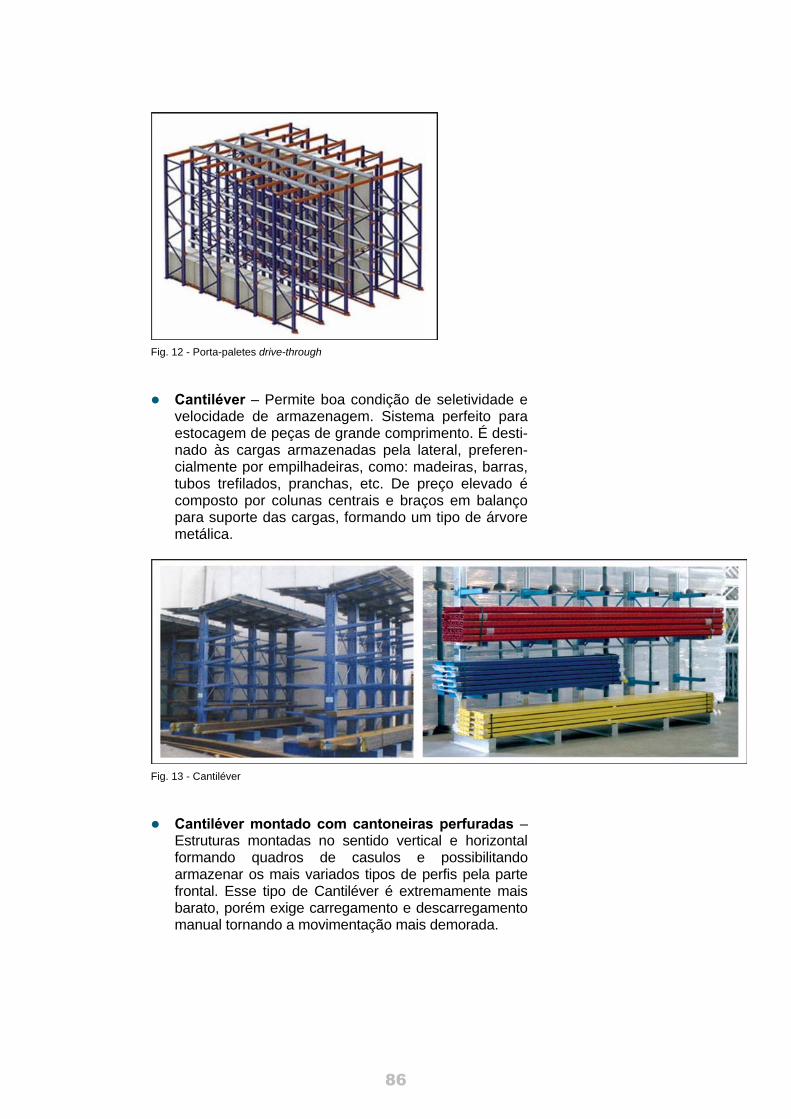
Fig. 12 - Porta-paletes drive-through
Cantiléver – Permite boa condição de seletividade e velocidade de armazenagem. Sistema perfeito para estocagem de peças de grande comprimento. É desti-nado às cargas armazenadas pela lateral, preferen-cialmente por empilhadeiras, como: madeiras, barras, tubos trefilados, pranchas, etc. De preço elevado é composto por colunas centrais e braços em balanço para suporte das cargas, formando um tipo de árvore metálica.
Fig. 13 - Cantiléver
Cantiléver montado com cantoneiras perfuradas – Estruturas montadas no sentido vertical e horizontal formando quadros de casulos e possibilitando armazenar os mais variados tipos de perfis pela parte frontal. Esse tipo de Cantiléver é extremamente mais barato, porém exige carregamento e descarregamento manual tornando a movimentação mais demorada.
86
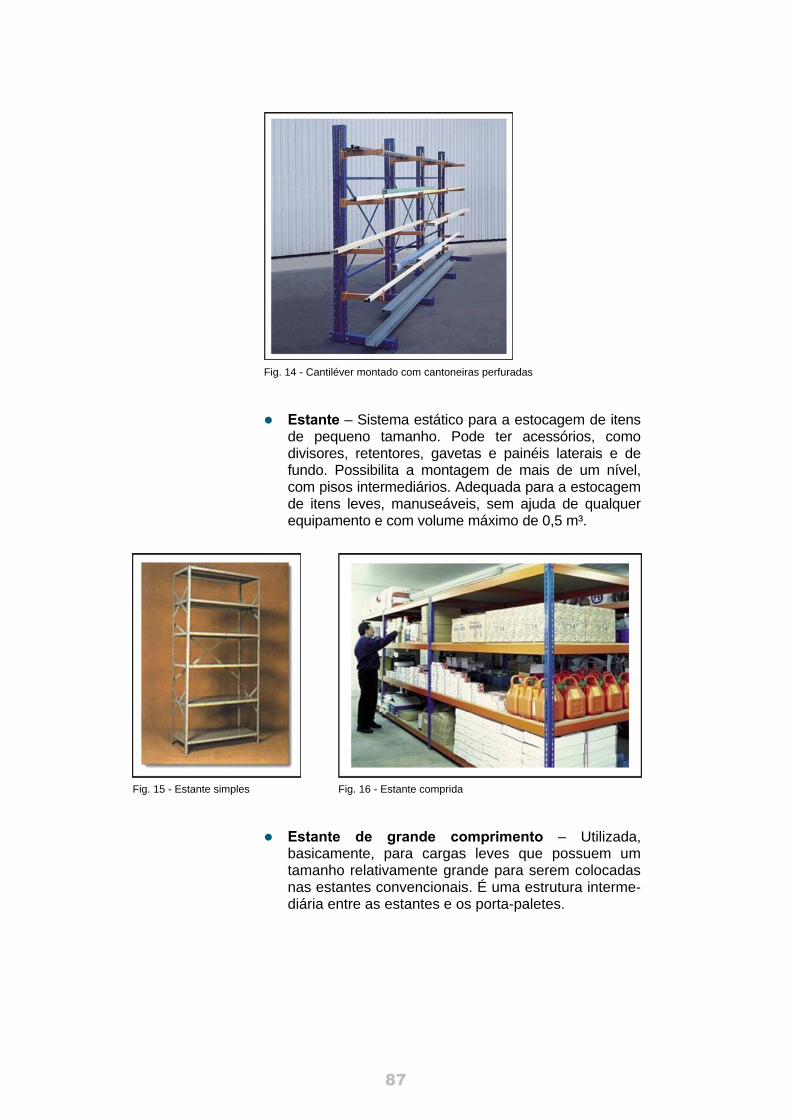
Fig. 14 - Cantiléver montado com cantoneiras perfuradas
Estante – Sistema estático para a estocagem de itens de pequeno tamanho. Pode ter acessórios, como divisores, retentores, gavetas e painéis laterais e de fundo. Possibilita a montagem de mais de um nível, com pisos intermediários. Adequada para a estocagem de itens leves, manuseáveis, sem ajuda de qualquer equipamento e com volume máximo de 0,5 m³.
Fig. 15 - Estante simples Fig. 16 - Estante comprida
Estante de grande comprimento – Utilizada, basicamente, para cargas leves que possuem um tamanho relativamente grande para serem colocadas nas estantes convencionais. É uma estrutura interme-diária entre as estantes e os porta-paletes.
87
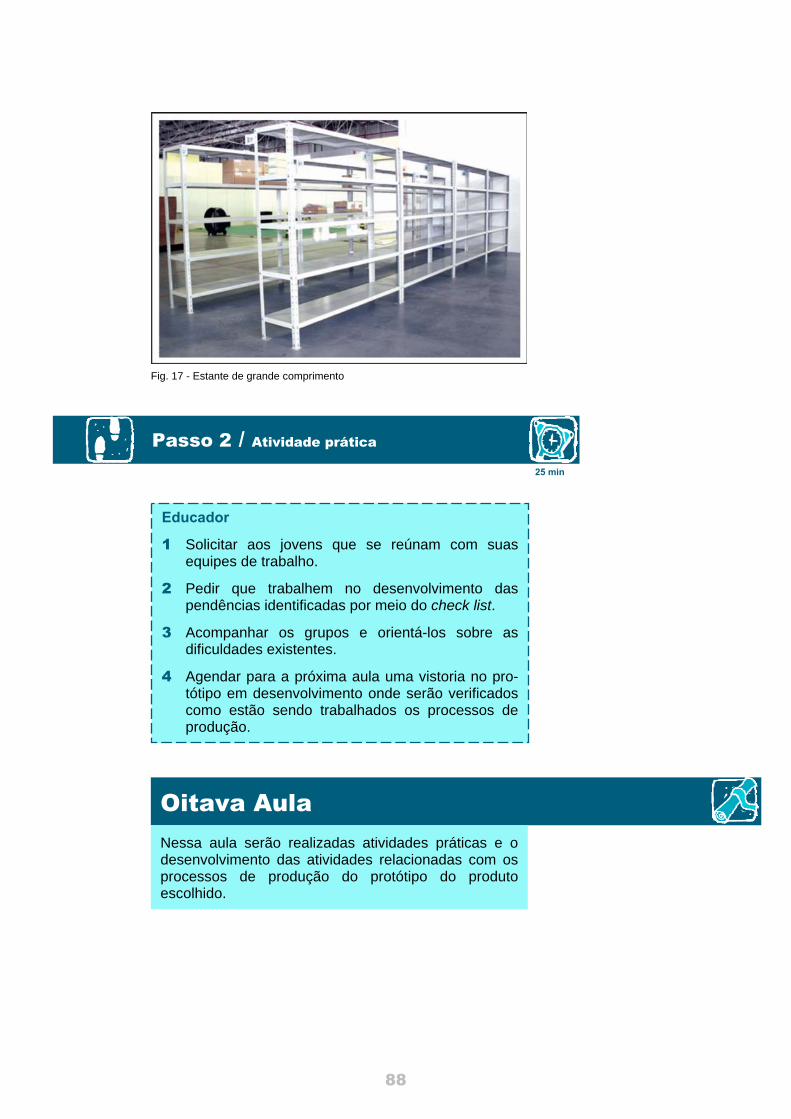
Fig. 17 - Estante de grande comprimento
Oitava Aula Nessa aula serão realizadas atividades práticas e o desenvolvimento das atividades relacionadas com os processos de produção do protótipo do produto escolhido.
Educador
1 Solicitar aos jovens que se reúnam com suas equipes de trabalho.
2 Pedir que trabalhem no desenvolvimento das pendências identificadas por meio do check list.
3 Acompanhar os grupos e orientá-los sobre as dificuldades existentes.
4 Agendar para a próxima aula uma vistoria no pro-tótipo em desenvolvimento onde serão verificados como estão sendo trabalhados os processos de produção.
25 min
Passo 2 / Atividade prática
88

Sistemas e estrutur as dinâmicos d e armazenagem
Sistemas dinâmicos – Nesses sistemas os produtos estocados sofrem algum tipo de movimentação interna, após serem colocados manualmente ou por meio de equipamentos de movimentação nas estruturas de armazenagem. Para operarem, os sistemas dinâmicos se utilizam de estruturas dinâmicas.
Estrutura dinâmica – A principal característica desse tipo de estrutura de armazenagem é a rotação automática de estoque, permitindo a utilização do critério PEPS, pois,
Nona Aula
25 min
Passo 1 / Aula teórica
Nessa aula são apresentadas informações sobre os sistemas e estruturas dinâmicos de armazenagem utili-zados pelas empresas em seus processos produtivos.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Pedir aos jovens que se reúnam com suas equipes de trabalho.
2 Solicitar que disponibilizem os protótipos em desenvolvimento para vistoria e que trabalhem nas pendências identificadas no check list.
3 Ir a cada um dos grupos e fornecer esclarecimentos e informações sobre as dúvidas e dificuldades existentes.
4 Agendar para a próxima aula a realização de um novo check list.
50 min
Passo 1 / Atividade prática
89

pela sua configuração, o palete é colocado em uma das extremidades do túnel e desliza até a outra por uma pista de roletes com redutores de velocidade para manter o palete a uma velocidade constante. Permite grande concentração de carga, pois necessita somente de dois corredores, um para abastecimento e outro para retirada do palete.
É empregada, principalmente, para a estocagem de produtos alimentícios, com controle de validade, e cargas paletizadas. Nesse sistema o palete é colocado pela empilhadeira em um trilho inclinado com roletes e desliza até a outra extremidade onde existe um stop para a sua contenção. Sem dúvida é uma das mais caras, mas muito utilizada na indústria de alimentos, para manter os prazos de validade dos produtos perecíveis.
Fig. 18 - Estrutura dinâmica com roletes Fig. 19 - Detalhe de uma estrutura dinâmica com roletes
Flow-rack – Esse sistema é indicado para pequenos volumes e grande rotatividade, onde é necessário o picking, facilitando a separação de materiais e permitindo o uso do critério PEPS. O produto é colocado num plano inclinado com trilhos que possuem pequenos rodízios, deslizando, assim, por gravidade. É usado com movimen-tações manuais e mantém sempre uma caixa à disposição do usuário, facilitando o picking, ou seja, a montagem de um pedido, como se fosse um supermercado.
Abastecimento É objeto de estudo da administração de materiais. Trata-se do supri-mento, a um processo administrativo ou operacional, dos elementos necessários (recursos) a um órgão ou instituição para que possa atingir seus objetivos. É a fase em que o consumidos (interno ou externo) recebe o material de que necessita para realizar sua atividade ou, então, consumir/ utilizar o material.
90

Fig. 20 - Flow-rack móvel Fig. 21 - Flow-rack fixo
Como eles precisam ser de pouca altura, pois são usados manualmente, é bastante comum montá-los na parte inferior de uma estrutura porta-paletes convencional, com a intenção de usar a parte de cima para estocagem do mesmo produto em paletes e simulando um atacado na parte superior e um varejo na parte inferior.
Alguns outros sistemas e estruturas de armazenagem
Os sistemas de armazenagem se classificam, de acordo com sua forma construtiva, em leves (aptas a suportarem cargas máximas de aproximadamente 300 kg) e pesadas (estruturas metálicas mais robustas apropriadas para suportarem cargas unitizadas, consideradas altas). O peso exige que sejam utilizados equipamentos de movimentação como empilhadeiras, pontes rolantes ou transelevadores.
Fig. 22 - Contêineres, expositores e cestos metálicos, respectivamente
O planejamento da integração dos sistemas e estruturas de armazenagem deve considerar os seguintes fatores:
Estratégico – Por meio de estudos de localização.
Técnico – Por meio de estudos de gerenciamento.
Operacional – Por meio de estudos de equipamentos de movimentação, armazenagem e layout.
91
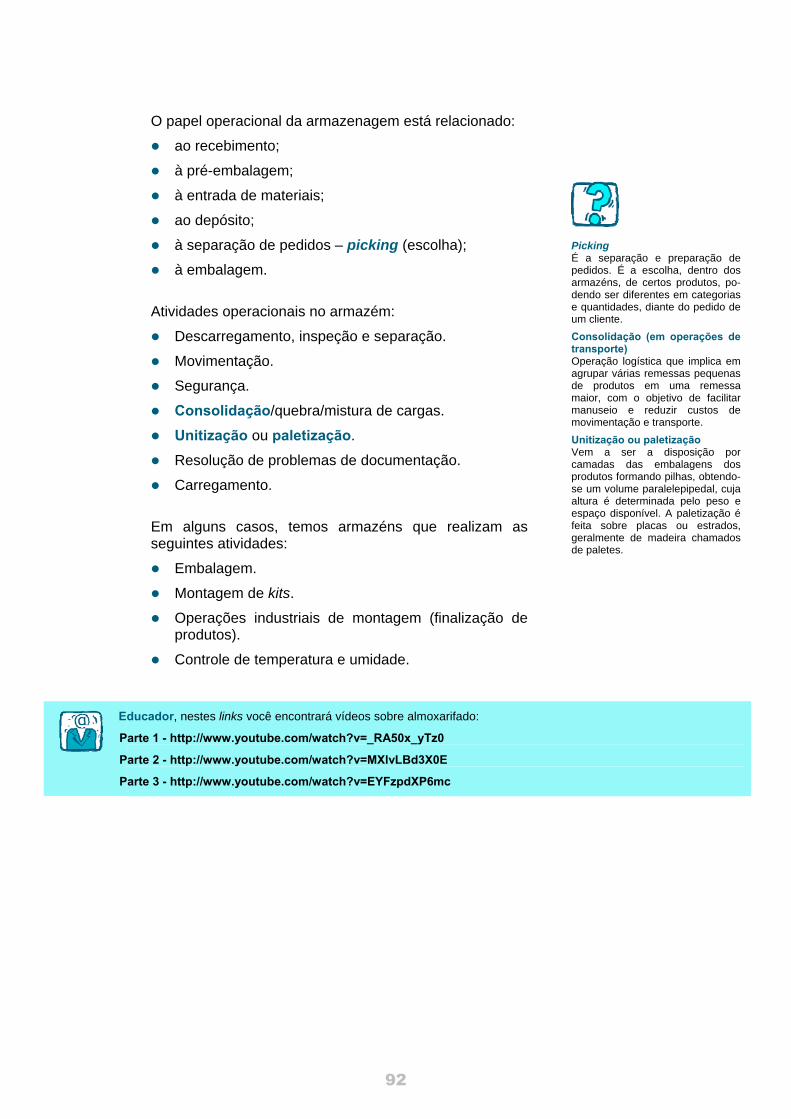
O papel operacional da armazenagem está relacionado:
ao recebimento;
à pré-embalagem;
à entrada de materiais;
ao depósito;
à separação de pedidos – picking (escolha);
à embalagem.
Atividades operacionais no armazém:
Descarregamento, inspeção e separação.
Movimentação.
Segurança.
Consolidação/quebra/mistura de cargas.
Unitização ou paletização.
Resolução de problemas de documentação.
Carregamento.
Em alguns casos, temos armazéns que realizam as seguintes atividades:
Embalagem.
Montagem de kits.
Operações industriais de montagem (finalização de produtos).
Controle de temperatura e umidade.
Educador, nestes links você encontrará vídeos sobre almoxarifado:
Parte 1 - http://www.youtube.com/watch?v=_RA50x_yTz0
Parte 2 - http://www.youtube.com/watch?v=MXlvLBd3X0E
Parte 3 - http://www.youtube.com/watch?v=EYFzpdXP6mc
Picking É a separação e preparação de pedidos. É a escolha, dentro dos armazéns, de certos produtos, po-dendo ser diferentes em categorias e quantidades, diante do pedido de um cliente. Consolidação (em operações de transporte) Operação logística que implica em agrupar várias remessas pequenas de produtos em uma remessa maior, com o objetivo de facilitar manuseio e reduzir custos de movimentação e transporte. Unitização ou paletização Vem a ser a disposição por camadas das embalagens dos produtos formando pilhas, obtendo-se um volume paralelepipedal, cuja altura é determinada pelo peso e espaço disponível. A paletização é feita sobre placas ou estrados, geralmente de madeira chamados de paletes.
92
Equipamentos de moviment ação de cargas
Veículos – Utilizados para movimentação de matérias- primas, abastecimento de linha de produção e desloca-mento dentro da produção.
Décima Aula
25 min
Passo 1 / Aula teórica
Nessa aula são apresentadas informações sobre os equipamentos de movimentação de cargas, materiais, matérias-primas e produtos acabados, utilizados pelas empresas em seus processos produtivos. Também serão conhecidos alguns dos sistemas transportadores existentes e alguns equipamentos de comunicação utilizados no processo de movimentação de cargas.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Pedir aos jovens que se reúnam com suas equipes de trabalho.
2 Solicitar que disponibilizem os protótipos em desenvolvimento para vistoria e que trabalhem nas pendências identificadas no check list.
3 Ir a cada um dos grupos e fornecer esclarecimentos e informações sobre as dúvidas e dificuldades existentes.
4 Agendar para a próxima aula a realização de um novo check list.
25 min
Passo 2 / Atividade prática
93
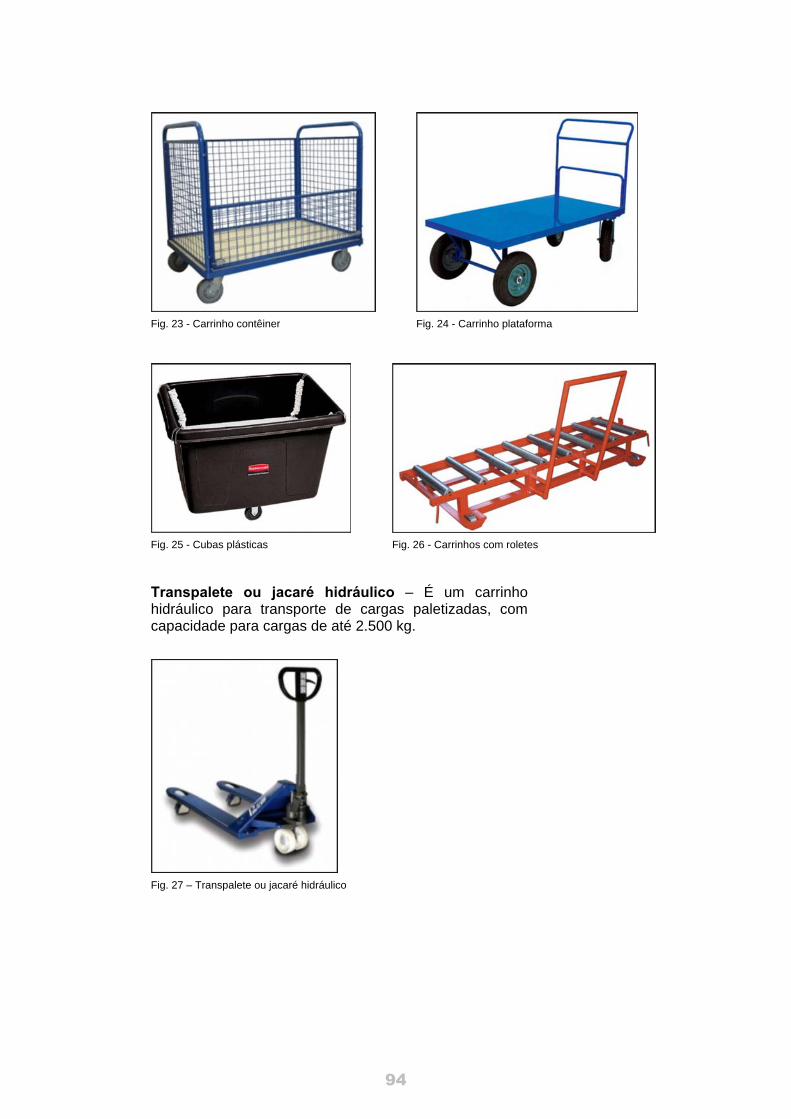
Fig. 23 - Carrinho contêiner Fig. 24 - Carrinho plataforma
Fig. 25 - Cubas plásticas Fig. 26 - Carrinhos com roletes
Transpalete ou jacaré hidráulico – É um carrinho hidráulico para transporte de cargas paletizadas, com capacidade para cargas de até 2.500 kg.
Fig. 27 – Transpalete ou jacaré hidráulico
94
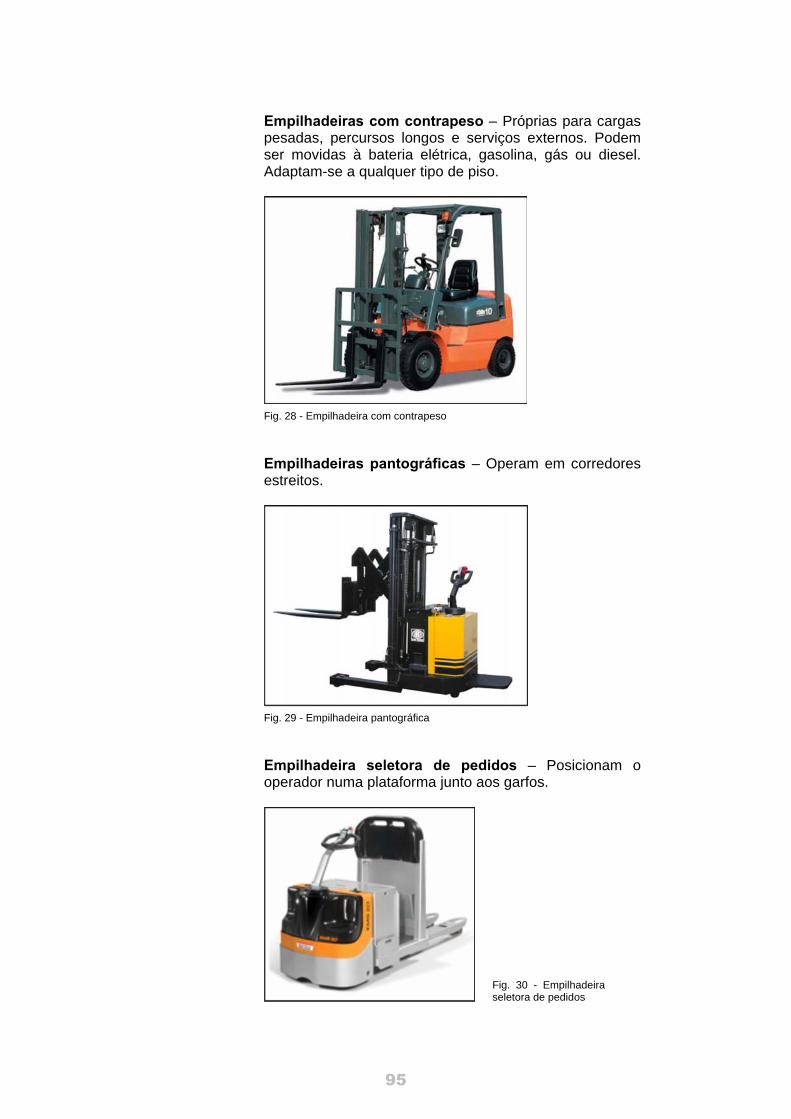
Empilhadeiras com contrapeso – Próprias para cargas pesadas, percursos longos e serviços externos. Podem ser movidas à bateria elétrica, gasolina, gás ou diesel. Adaptam-se a qualquer tipo de piso.
Fig. 28 - Empilhadeira com contrapeso
Empilhadeiras pantográficas – Operam em corredores estreitos.
Fig. 29 - Empilhadeira pantográfica
Empilhadeira seletora de pedidos – Posicionam o operador numa plataforma junto aos garfos.
Fig. 30 - Empilhadeira seletora de pedidos
95
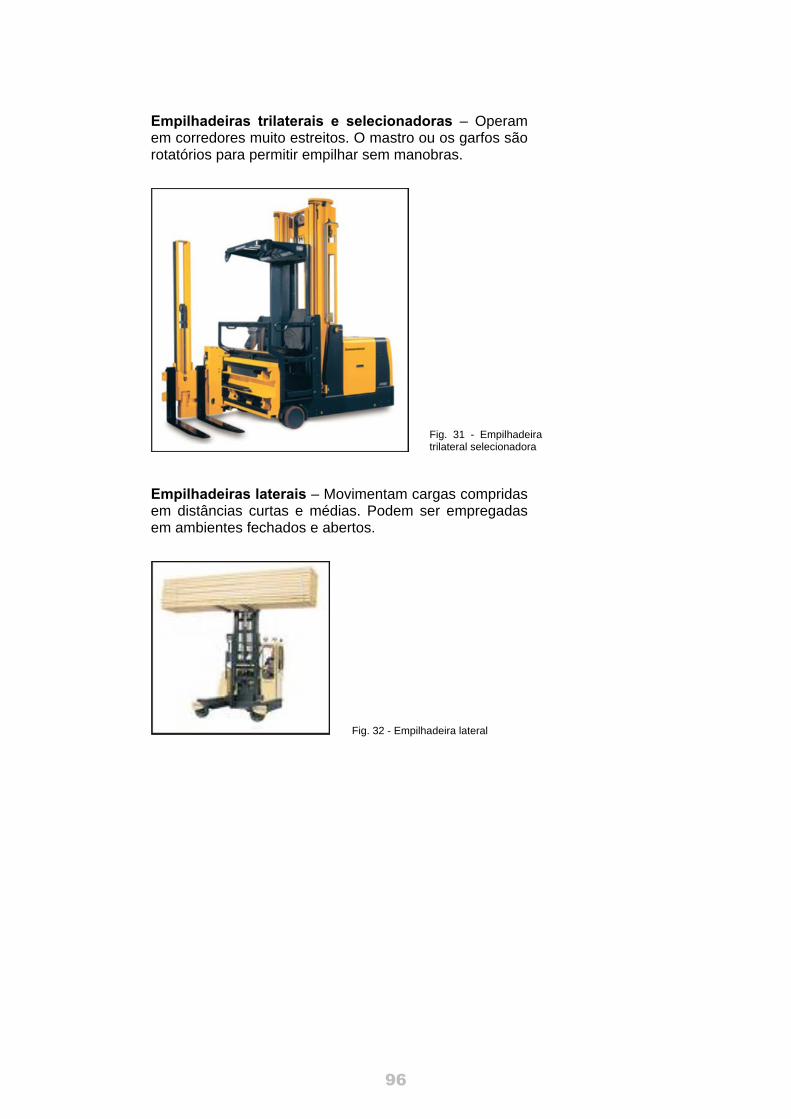
Empilhadeiras trilaterais e selecionadoras – Operam em corredores muito estreitos. O mastro ou os garfos são rotatórios para permitir empilhar sem manobras.
Empilhadeiras laterais – Movimentam cargas compridas em distâncias curtas e médias. Podem ser empregadas em ambientes fechados e abertos.
Fig. 31 - Empilhadeira trilateral selecionadora
Fig. 32 - Empilhadeira lateral
96

Empilhadeira de deslocamento manual – O desloca-mento horizontal é sempre manual. A elevação pode ser manual ou por bateria elétrica.
Fig. 33 - Empilhadeira de deslocamento manual
Empilhadeiras para contêineres – Para empilhamento, carga e descarga de contêineres de veículos de transporte em terminais de contêineres.
Fig. 34 - Empilhadeira para contêineres
Educador, neste link você encontrará vídeos sobre equipamentos de movimentação de cargas: http://www.youtube.com/results?search_query=Equipamentos+de+movimenta%C3%A7%C3%A3o+de+cargas&search_type=&aq=f
97
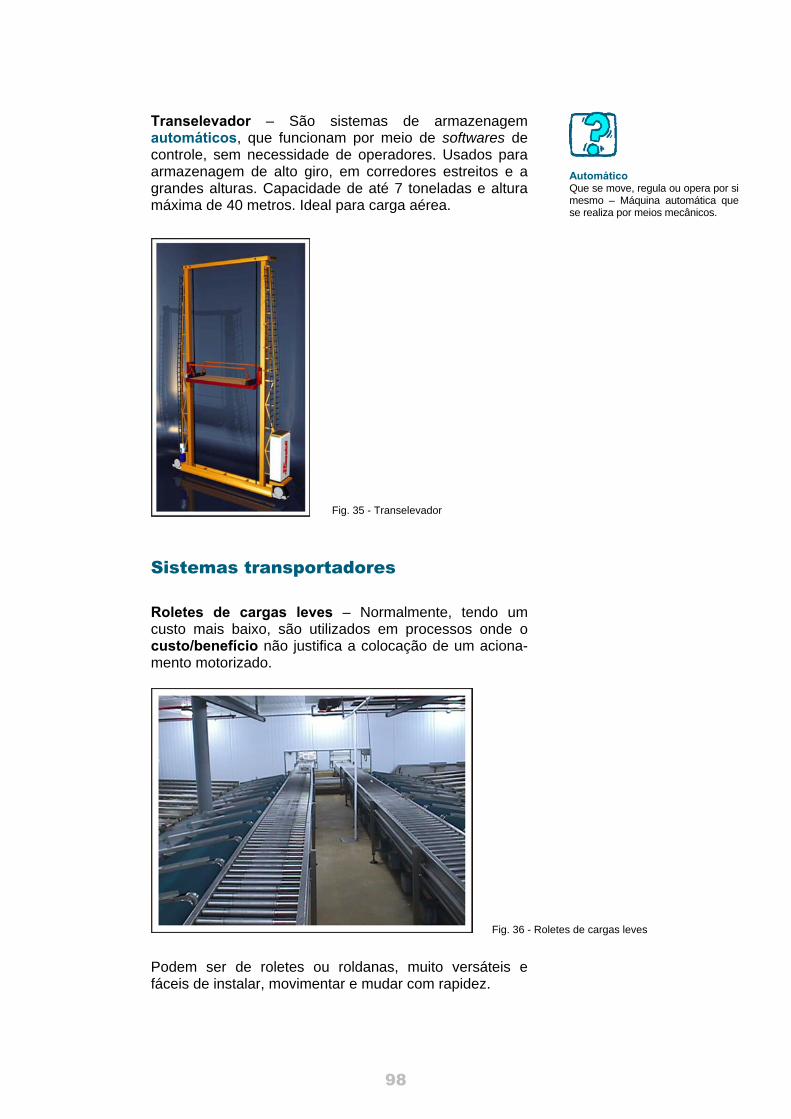
Transelevador – São sistemas de armazenagem automáticos, que funcionam por meio de softwares de controle, sem necessidade de operadores. Usados para armazenagem de alto giro, em corredores estreitos e a grandes alturas. Capacidade de até 7 toneladas e altura máxima de 40 metros. Ideal para carga aérea.
Sistemas transportadores
Roletes de cargas leves – Normalmente, tendo um custo mais baixo, são utilizados em processos onde o custo/benefício não justifica a colocação de um aciona-mento motorizado.
Podem ser de roletes ou roldanas, muito versáteis e fáceis de instalar, movimentar e mudar com rapidez.
Fig. 35 - Transelevador
Automático Que se move, regula ou opera por si mesmo – Máquina automática que se realiza por meios mecânicos.
Fig. 36 - Roletes de cargas leves
98

São implantados visando à agilidade do processo e principalmente à condição ergonômica dos operadores. Atualmente podem ser construídos em aço inoxidável, alumínio e aço-carbono, podendo ter também acessórios ou elementos de curva.
Em geral são utilizados como equipamentos de movi-mentação entre postos de trabalho ou deslocamentos em médias distâncias. Permitem a combinação da movi-mentação com outras atividades, tais como: seleção, estocagem temporária, pesagem, inspeção ou prepa-ração de lotes para expedição. Comumente utilizados para cargas pequenas e médias, que apresentem superfície plana e rígida. Os do tipo portátil podem ser usados para carga e descarga de caminhões (podendo até mesmo ser levados por eles) ou para dar maior flexibilidade a uma linha.
Transportador de correia plana – Utilizado para cargas leves, essas esteiras são apoiadas em leitos de chapas com ou sem revestimento, podendo ser de fluxo contínuo ou intermitente com velocidade fixa ou variável.
Fig. 37 - Transportador de correia plana
Normalmente seu custo é mais baixo, pois sua estrutura é leve, modulada e de fácil construção.
Podem ser construídas com estrutura de aço-carbono, aço inox ou alumínio e servem para transporte horizontal. As correias são selecionadas em função das caracte-rísticas físicas de cada produto, podendo ser em PVC, borracha, teflon, silicone, poliuretano, etc.
Podem ter acessórios ou elementos de curva, operando horizontalmente a 90º ou a 180º com motorização independente.
Transportadores de correia sobre roletes – Transpor-tadores com alta eficiência mecânica, onde, a correia desliza sobre roletes, com baixo atrito, possibilitando a
99

movimentação de cargas pesadas com baixo consumo de energia.
Normalmente sua estrutura é mais robusta e construída com perfis laminados ou dobradas de aço-carbono, aço inoxidável e, excepcionalmente, em alumínio. As correias, na maior parte das aplicações, são de borracha, podendo ser lisas para transportes horizontais ou corrugadas/ taliscas para transportes inclinados.
Além da carga, algumas aplicações necessitam de esteiras sobre roletes, tais como transporte de produtos abrasivos, umidade entre o leito e a correia, transpor-tadores muito longos, altas velocidades.
Transportador de correia côncava – Esse tipo de transportador normalmente é utilizado para movimentar materiais a granel dos mais variados tipos, densidades e granulometrias.
Nesse tipo transportador a correia é apoiada sobre roletes inclinados, montados com cavaletes, fixados ao longo das longarinas do transportador.
A estrutura desses transportadores quase sempre é do tipo treliça, que por sua resistência, permite distâncias maiores entre colunas de sustentação e serve para fixação de passadiços laterais e até coberturas, quando necessário.
Devido à grande variedade de aplicações, cada caso deve ser analisado levando em conta as características do produto, capacidade e layout onde será instalado.
Fig. 38 - Transportador de correia sobre rolete
Fig. 39 - Transportador de correia côncova
100
Educador, neste link você encontrará um vídeo sobre sistemas transportadores de produtos: http://www.youtube.com/watch?v=aSu28L6iH-g
Alguns exemplos de aplicações
Mineração – Carvão, pedra, minério de ferro, areia, cal, etc.
Química – Sais, enxofre, ureia, adubos, sulfatos, etc.
Alimentícia – Açúcar, sal, farinha, cacau, cereais, etc.
E outras tais como farmacêuticas, tratamento de água e esgoto, cerâmica e até construção civil.
Alguns acessórios comumente utilizados são: chaves de emergência, chaves de desalinhamento, sensor de ro-tação, freios, acoplamentos hidráulicos, raspadores, escovas rotativas, sensores de transbordo ou nível, desviadores pneumáticos, tripper fixo ou móvel entre outros.
Transportador de correia plástica – Apesar de mais caros, esses tipos de transportadores oferecem inúmeras vantagens comparadas aos transportadores conven-cionais (rolete, correias, etc.), além de permitirem a colocação de taliscas para transportes inclinados, entre outras.
Eles possuem estrutura mais leve, potência de aciona-mento menor e por serem tracionados normalmente por engrenagens, não têm problema de desalinhamento, desgaste e manutenção preventiva em espaços muito maiores de tempo, além da vantagem de se trocar apenas o setor danificado da esteira quando for o caso.
Fig. 40 - Transportador de correia plástica
Transbordo Passar mercadorias/produtos de um para outro veículo de trans-porte. Operação muito utilizada quando ocorre multimodalidade ou intermodalidade de transportes. Manutenção Preventiva Atividade de manter os recursos produtivos permanentemente em condições ideais de funcionamento através de um processo de planeja-mento que direciona o trabalho dos responsáveis pela manutenção. Caracteriza-se pela inspeção pe-riódica realizada junto aos recursos produtivos, obedecendo ao plano previamente estabelecido.
101

Fig. 41 - Transportador de correira plástica com saliências
Os materiais de construção (estrutura) normalmente são em aço inoxidável, alumínio e aço-carbono.
Na maior parte dos casos, as esteiras deslizam sobre leitos de UHMW que proporcionam baixíssimo atrito, totalmente isento de ruído. Devido à grande quantidade de tipos, as esteiras moduladas articuladas se adaptam a qualquer tipo de transporte, exceto cargas muito ele-vadas, líquidos, pós e materiais pegajosos.
Aplicação Indústrias alimentícias, frigoríficas, bebidas, pneus, eletrônica, etc.
Os Transportadores de correntes – Costumam ser utilizados onde as cargas aplicadas são elevadas, a geometria da peça não permite outro tipo de transporte, temperaturas altas, em transferências a 90º, tal como linhas de montagem, pois sendo assim é possível fixar nas correntes diversos tipos de dispositivos.
Fig. 42 - Conjunto de transportadores de corrente
Fig. 43 - Transportador de corrente
102

O transporte pode ser apoiado sobre taliscas ou dispositivos indexadores fixados nelas. Esse tipo de transportador pode ter diversos acessórios, tais como: sensores de parada, stoppers, elevadores pneumáticos, sistema de giro, desviadores, e podem estar integrados a processos de etiquetagem, prensagem, parafusadeiras, inspeção (códigos de barras) e até pesagem e lavagem.
Mesa de esferas transferidoras – Existem inúmeras aplicações para as mesas transferidoras, onde as cargas podem ser transportadas em qualquer direção com suavidade, precisão e com o menor esforço possível.
Algumas aplicações típicas incluem manipulação de equipamentos e cargas, linhas de montagem, sistema de deslizamento de portas, mesas de máquinas, muito utilizadas em Setup de ferramentas para prensa.
Fig. 44 - Mesa de esfera transferidora
Fig. 45 - Detalhe de uma mesa de esfera transferidora
Comunicação – Feita por meio de códigos-padrão, totalmente numéricos ou combinações alfanuméricas de letras e números. Além disso, normalmente são arqui-vados dados estáveis dos produtos estocados, como des-crição do produto, medidas, quantidade e custo-padrão.
103
A comunicação pode acontecer por meio de:
Etiquetas com código de barras – Surgiu da necessidade de eliminar erros em digitação de dados numéricos em produtos e operações. Na época, o ganho foi significativo. A margem de erro nas digi-tações era de 1 em 300. Com o código de barras a margem passou de 1 para 3 milhões! Os códigos de barras agilizam processos de identificação de pro-dutos. Têm aplicações em processos de armaze-nagem, transporte de produtos, controle de docu-mentos, vendas e controle de preços.
O código de barras é um arranjo de barras e espaços dispostos em um padrão logicamente definido, que representa elementos de dados e que serão convertidos em caracteres inteligíveis ao leitor e, posteriormente, ao homem.
Por definição: Barras (traços pretos) são as regiões que não
refletem a luz vermelha.
Fundo (espaço em branco) são as que refletem a luz vermelha.
Existem dispositivos que transformam as informações, de uma etiqueta com código de barras impresso, em sequências de sinais elétricos correspondentes e propor-cionais aos dados que nelas estão contidos.
Fig. 46 - Rebobinadora de etiqueta
Fig. 47 - Impressora de etiquetas com código de barras
Código de barras - Bar code Utilizado para identificação automá-tica de itens, em pontos de venda ou em processos de movimentação. Método de codificação de dados alfanuméricos para leitura ótica rápida e precisa. São constituídos por uma sequência de barras e espaços alternados impressos ou estampados em produtos, etiquetas ou outra forma de fixação, represen-tando informações codificadas que podem ser reconhecidas por leitores eletrônicos, utilizados para facilitar a entrada de dados em sistemas de processamento de dados.
104
Decodificar um código é transformar os sinais elétricos obtidos a partir de um dispositivo leitor em caracteres, de acordo com o padrão do código de barras utilizado.
Após a etiqueta ser lida e decodificada, o resultado pode ser transferido para o equipamento (PDV, computador) via a interface escolhida (exemplo: teclado).
O código de barras pode ser usado para aprimorar qualquer processo que envolva controle de mercadorias. Por suas próprias características, o sistema é ideal para operações com um grande número de itens.
De forma geral, o sistema de código de barras é a forma mais racional de gerenciamento do controle de fluxo e estoques de produtos acabados ou não.
Sua utilização vai desde o controle de livros em uma biblioteca até o gerenciamento de grandes magazines que operam com mais de 30 mil itens.
Abaixo estão algumas vantagens de um sistema que opera com código de barras, por exemplo, num supermercado:
Rapidez (ganho de tempo de até 30% no atendimento ao consumidor).
Economia.
Armazenamento (reabastecimento de gôndolas).
Compras (pedidos para fornecedores).
Vendas/marketing (giro promoções, etc.).
Financeiro (caixa, aplicações).
A frente de caixas passa a operar de forma mais racional (as tarefas executadas nos PDVs são rastreadas e, a partir daí, emitem-se relatórios que permitem apurar o fluxo de trabalho e alocar os recursos humanos de forma mais eficaz; o fechamento dos caixas fica muito mais rápido).
A emissão de nota fiscal é feita automaticamente, quando solicitada, com descrição detalhada e preço dos produtos adquiridos.
As operações especiais de caixa (descontos sobre determinados itens, promoções conjuntas, etc.) tornam-se exequíveis.
A inexistência da etiqueta de preço e a adoção do código de barras possibilitam uma melhor disposição dos produtos nas gôndolas.
Dispensam-se a etiquetação e a reetiquetação do produto com o preço.
105
Ao contrário dos sistemas tradicionais que processam as informações no fim do dia ou a cada período de tempo, o código de barras permite o acesso a informações online, uma grande vantagem.
Outro benefício considerável é a possibilidade de se poder trabalhar com o controle físico do estoque, em vez do controle estatístico, ainda muito difundido no Brasil.
Rádios comunicadores – Facilitam o contato entre as pessoas envolvidas com as atividades nos arma-zéns, proporcionando agilidade ao processo por meio da transferência rápida de informações.
Fig. 48 - Rádios comunicadores
Radiofrequência – A Radio frequency identification (RFID), identificação por radiofrequência, um termo genérico para as tecnologias que usam as ondas de rádio para identificar automaticamente pessoas ou objetos.
Fig. 49 - Equipamentos de radiofrequência
Vários métodos de identificação podem ser empregados com esse sistema, porém o mais comum é armazenar um número de série que identifique uma pessoa ou um objeto, e talvez outra informação, em um microship que seja unido a uma antena. Tal antena permite ao microship transmitir a informação da identificação a um leitor. O leitor converte as ondas de rádio refletidas de
106

volta à etiqueta de RFID na informação digital, que pode então ser passada aos computadores para empregá-lo. RFID é uma tecnologia comprovada desde meados dos anos 70. Essa tecnologia tem sido considerada cara e limitada para diversas aplicações comerciais. Mas tais etiquetas estão sendo testadas e tudo indica que seu custo se tornará mais acessível com o passar dos anos. Para isso, muitas empresas estão testando com sucesso esse sistema, partilhando experiências de sucesso em todo o mundo.
Educador, neste link você encontrará um vídeo sobre radiofrequência: http://www.youtube.com/watch?v=_cclPvoGzEw&feature=related
Softwares de gerenciamento – Programas desen-volvidos com a finalidade de gerirem as movimen-tações de entrada e saída de produtos nos estoques. Normalmente operam em conjunto com os sistemas de comunicação utilizados.
Educador,
1 Solicitar aos jovens que se reúnam com suas equipes de trabalho.
2 Fazer uma nova checagem com os grupos sobre o desenvolvimento dos documentos do trabalho. Questionar sobre a construção do protótipo.
25 min
Passo 2 / Atividade prática
Fig. 50 - Software de gerenciamento de movimentação de produtos
107
Fluxos (roteiros) para manufatura
Em todas as atividades, a existência de um layout eficaz encurta as distâncias entre operários e ferramentas, aumentando a produtividade e reduzindo a fadiga. É necessário existir um lugar definido para todas as ferramentas, materiais e demais objetos que devem ser encontrados sempre no mesmo lugar, próximos do local de uso e posicionados de acordo com o movimento do operador que é limitado por arcos de círculo.
O layout deve propiciar o movimento entre uma operação e outra baseado no princípio do fluxo progressivo, ou seja, contínuo, sem paradas, sem voltas ou cruzamentos, tanto para os operadores quanto para os equipamentos.
Para isso, deve-se saber qual é o fluxo do processo dos produtos, isto é, todos os dados de operação: material, tempo por operação, equipamentos e ferramentas neces-sários para cada componente fabricado.
Registrar no papel, passo a passo, todo o processo não é tão simples. Envolve fórmulas matemáticas e até pro-gramas de computadores.
Outro aspecto a ser seguido na elaboração de um layout é o princípio da flexibilidade, ou seja, deve ser flexível (menos rígido) para atender a mudanças de produto, de mercado, do volume de produção e dos equipamentos e processos.
Os postos de trabalho devem ser posicionados tendo como base o princípio da integração, e a integração entre os diversos setores sempre deve ter a preferência.
Os setores que apresentam maiores relações entre si devem ficar o mais próximo possível uns dos outros.
Matéria-prima e abastecimento. A importância da movi-mentação de materiais em relação ao layout industrial é
Décima Primeira Aula
25 min
Passo 1 / Aula teórica
Nessa aula são transmitidos conceitos sobre fluxo e roteiros para manufatura, apontamentos e registros da manufatura e controle da manufatura.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
108
total. A logística de materiais possui uma interação completa com a engenharia industrial que define o layout e processos da empresa.
Em uma empresa com instalações já concebidas, a deter-minação do layout e dos processos de abastecimento e colheita de materiais e produtos é ajustada às condições físicas disponíveis.
Os equipamentos e métodos de trabalho devem ser os melhores possíveis e de menor custo, objetivando obter um baixo valor por unidade movimentada e o melhor rendimento no processo produtivo. Já em um novo projeto industrial, as facilidades são imensas, somente cerceadas pelas condições de investimento.
O fluxo de materiais é o fator preponderante na determinação das dimensões, arranjos e forma das instalações industriais, e em conjunto com ele os espaços de circulação de pessoal.
É assegurado que em qualquer projeto de instalação industrial conste, necessariamente, a integração dos planos de movimentação de materiais.
Pode-se ainda considerar que, para se obter uma produção eficiente e econômica, é fundamental ter-se um plano eficiente do fluxo de materiais, que em sua função trata com eficiência dos arranjos físicos dos recursos por meio do plant layout.
Também dentro desse aspecto, a movimentação de materiais se integra para possibilitar o seu deslocamento entre os setores e locais de utilização. Essa é por sua vez a mais importante das participações da movimentação de materiais no contexto sistêmico das empresas.
Educador, neste link você pode assistir vídeos sobre manufatura: http://www.youtube.com/results?search_query=manufatura&search_type=&aq=f
109
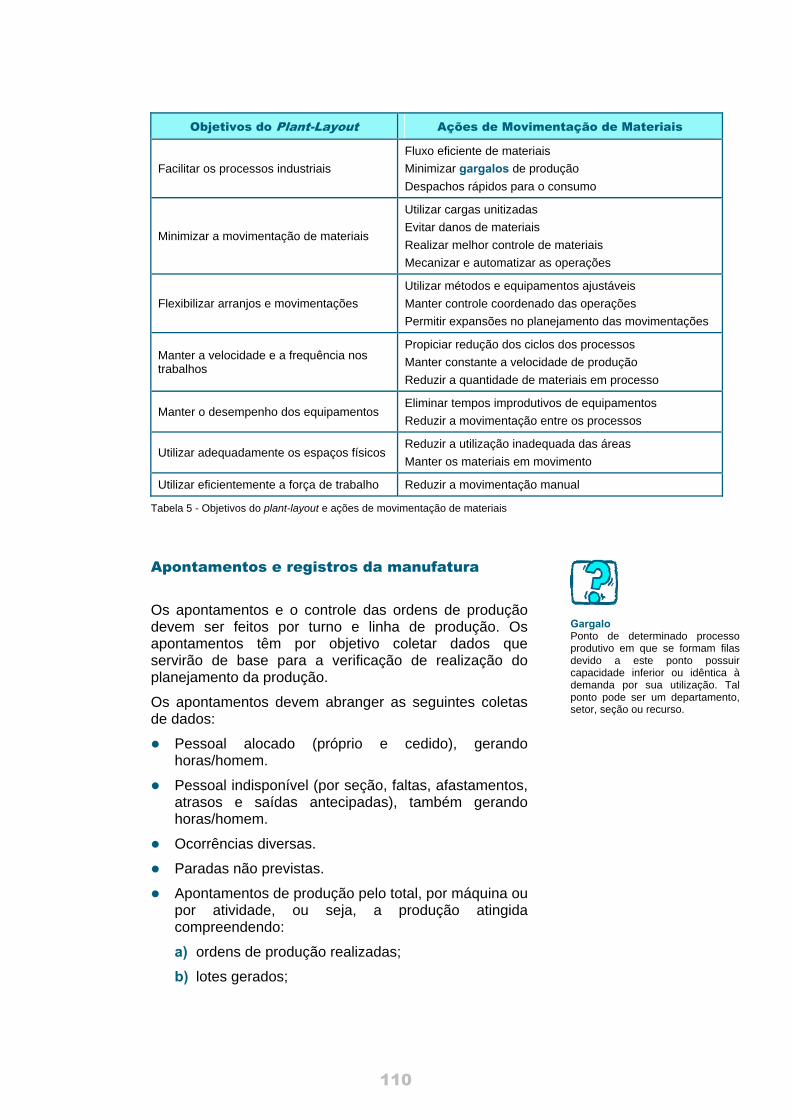
Objetivos do Plant-Layout Ações de Movimentação de Materiais
Facilitar os processos industriais Fluxo eficiente de materiais Minimizar gargalos de produção Despachos rápidos para o consumo
Minimizar a movimentação de materiais
Utilizar cargas unitizadas Evitar danos de materiais Realizar melhor controle de materiais Mecanizar e automatizar as operações
Flexibilizar arranjos e movimentações Utilizar métodos e equipamentos ajustáveis Manter controle coordenado das operações Permitir expansões no planejamento das movimentações
Manter a velocidade e a frequência nos trabalhos
Propiciar redução dos ciclos dos processos Manter constante a velocidade de produção Reduzir a quantidade de materiais em processo
Manter o desempenho dos equipamentos Eliminar tempos improdutivos de equipamentos Reduzir a movimentação entre os processos
Utilizar adequadamente os espaços físicos Reduzir a utilização inadequada das áreas Manter os materiais em movimento
Utilizar eficientemente a força de trabalho Reduzir a movimentação manual
Tabela 5 - Objetivos do plant-layout e ações de movimentação de materiais
Apontamentos e registros da manufatura
Os apontamentos e o controle das ordens de produção devem ser feitos por turno e linha de produção. Os apontamentos têm por objetivo coletar dados que servirão de base para a verificação de realização do planejamento da produção.
Os apontamentos devem abranger as seguintes coletas de dados:
Pessoal alocado (próprio e cedido), gerando horas/homem.
Pessoal indisponível (por seção, faltas, afastamentos, atrasos e saídas antecipadas), também gerando horas/homem.
Ocorrências diversas.
Paradas não previstas.
Apontamentos de produção pelo total, por máquina ou por atividade, ou seja, a produção atingida compreendendo:
a) ordens de produção realizadas;
b) lotes gerados;
Gargalo Ponto de determinado processo produtivo em que se formam filas devido a este ponto possuir capacidade inferior ou idêntica à demanda por sua utilização. Tal ponto pode ser um departamento, setor, seção ou recurso.
110
c) quantidades produzidas;
d) destino de armazenagem da produção;
e) itens utilizados na produção, com a informação dolote do fornecedor, gerando informações derastreabilidade e efetuando baixa automática noalmoxarifado.
Os apontamentos de produção são registrados nos bancos de dados do sistema de gerenciamento da produção que reorganiza ou replaneja os tempos e recursos para a atividade.
Controle da manufatura
O conceito de manufatura de classe mundial é muito amplo. Foi criado a partir da utilização de novas tecnologias de produção e de administração, de acordo com as necessidades de mudança do consumidor, nas competições mundiais e nas novas fontes de informação.
Dentre os diversos tipos de manufatura existentes certa-mente um ou outro utiliza ferramentas de controle, quer seja num sistema manual ou automático. Os conceitos abaixo relacionados poderão dar uma ideia dos diversos tipos de controles existentes no âmbito de manufatura, tanto técnicos como de administração:
Controle da Qualidade Total (TQC) – Um produto de qualidade não é mais aquele que só possui uma boa durabilidade, mas aquele que “atende perfeitamente, de forma confiável, acessível, segura e no tempo certo às necessidades do cliente”; em outras palavras, “é aquele com projeto perfeito, sem defeitos, com baixo custo, que garante a segurança do cliente, entrega no prazo certo, no local certo e na quantidade certa". Garantir a qualidade do produto não depende mais dos "verificadores" da qualidade, nem do trabalho de quem só verificava se tudo era feito, se atingia o objetivo esperado ou não; depende apenas de um sistema padronizado de controle da qualidade, em que a qualidade é controlada desde o início até o fim da produção.
Todos os operadores têm responsabilidade total sobre a atividade que fazem. O sistema é cada vez mais aperfeiçoado para garantir a qualidade do produto por meio de padronização e utilizando as técnicas e as ferramentas de TQC.
Rastreabilidade É o registro e o rastreamento (acompanhamento) de materiais, peças e processos utilizados nos processos produtivos por meio de números de série e/ou de lotes, visando garantir a rápida locali-zação de um material/produto em qualquer ponto da cadeia de valor. Em alguns casos a rastreabilidade é uma exigência legal, como no caso dos medicamentos, por exemplo.
111
A técnica Just In Time (JIT) – Traz várias vantagens para a manufatura de classe mundial. O resultado mais importante da utilização da JIT é a redução de inventário, por meio da redução do tempo de setup e do tamanho de lote produzido; elimina desperdício em transporte interno de material e outras atividades desnecessárias, por meio da otimização de layout do chão de fábrica. Em consequência, diminui o tempo de produção, facilita o controle da produção e reduz o inventário. Permite a seleção de um número ade-quado de fornecedores e é possível trabalhar para o fortalecimento e a qualidade desses fornecedores. Dessa forma, torna-se possível a redução de tamanho de lote, reduzindo o nível de inventário.
Décima Segunda Aula
Educador
1 Solicitar aos jovens que se reúnam com suas equipes de trabalho.
2 Fazer uma nova checagem com os grupos sobre o desenvolvimento dos documentos do trabalho. Solicitar que incluam informações teóricas já trans-mitidas nas aulas.
Nessa aula são transmitidos conceitos sobre clientes e fornecedores internos e externos e sobre centros de custos. No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
25 min
Passo 2 / Atividade prática
Inventário Estoques ou itens que servem para dar suporte à produção (matéria-prima, insumos e materiais em processo), atividades de apoio (itens MRO - suprimentos de manu-tenção, reparo e operação) e atendimento ao cliente (produtos acabados e sobressalentes).
112
Clientes e fornecedores
As operações industriais são formadas por dois grandes grupos de atividades: produtivas e de serviços. Essas atividades se relacionam com clientes e fornecedores internos e externos ao ambiente da empresa.
Relacionamentos internos – Relacionamentos dentro do ambiente da empresa onde em algumas atividades a posição do departamento é de fornecedor de pro-dutos ou serviços e em outras é de cliente de outros departamentos em produtos e serviços.
Relacionamentos externos – Nos relacionamentos externos as empresas industriais são clientes quando tratam com fornecedores de produtos e serviços necessários à operação industrial e são fornecedores quando fornecem produtos e serviços ao mercado.
Todas as operações produtivas da empresa são geradoras de custos e as que envolvem clientes e fornecedores devem também receber atenção e serem controladas.
Para melhor controlar esses custos é necessário classificá-los e alocá-los distintamente em centros de custos que fornecem uma visão de qual o nível de recursos vem sendo consumido nessas atividades. Dividir a empresa em áreas distintas, de acordo com as atividades desenvolvidas em cada uma delas, que podem ser chamadas de departamentos, setores, centros de custos ou centros de despesas, facilita essa visão.
Contabilmente, só os departamentos que atuam no produto e os que existem para execução de serviços têm seus custos alocados sobre os produtos; as demais atividades não possuem seus custos alocados a eles.
Departamentos de produção ou produtivos – São os departamentos que promovem qualquer tipo de modificação sobre o produto e têm seus custos alocados sobre os produtos.
Departamentos de serviços – Também conhecidos por auxiliares, têm como função dar suporte para a execução e não para atuação direta sobre o produto.
Geralmente os custos dos serviços não são apropriados diretamente aos produtos, pois os serviços não passam pela manufatura dos produtos. Os custos dos serviços
25 min
Passo 1 / Aula teórica
113
são transferidos aos departamentos que utilizaram os serviços realizados por esses departamentos.
Nos últimos anos, um dos pilares do relacionamento entre as indústrias e seus clientes e fornecedores tem sido a cadeia de suprimentos, que proporcionou um processo de reestruturação e consolidação das bases de fornecedores e clientes.
Basicamente, esse processo seleciona (geralmente reduz) e aprofunda as relações com um conjunto seleto de fornecedores e clientes com os quais se deseja estabelecer parceria.
Assim, nesse processo serão decididos quais rela-cionamentos entre consumidores, fornecedores e prove-dores de serviço são mais ou menos importantes para otimizar a cadeia de suprimentos.
Esse processo pode ser dividido em duas etapas básicas de transformação e melhoria:
Reestruturação – É a simplificação da cadeia de suprimentos, com o objetivo de melhorar principal-mente sua eficiência. A questão básica dessa etapa é com quem a empresa pretende construir parcerias e simplificar os processos de comunicação. Na maioria das vezes, a reestruturação acaba incorrendo na redução do número de fornecedores e, eventual-mente, do número de clientes.
Um exemplo dessa situação, menos comum, é a solicitação de algumas empresas para que pequenos clientes comprem por meio de distribuidores e não diretamente, reduzindo o número de clientes diretos e os custos decorrentes de tal prática.
Consolidação – Consiste no aprofundamento e no estreitamento das relações de parceria e canais de comunicação com a base de fornecedores e clientes após a reestruturação. Contudo, o sucesso dessa etapa requer postura de confiança, cooperação e relação ganha-ganha entre os componentes da cadeia produtiva.
No que tange à formação de parcerias entre as organizações, existem cinco pontos importantes no estabelecimento e na consolidação do relacionamento, os quais vão além da reciprocidade:
1 Assimetria – Reflete a habilidade de uma organi-zação em exercer poder, influência ou controle sobre outra.
2 Reciprocidade – É baseada na mutualidade benéfica em atingir objetivos comuns. Contrária à assimetria, a
114
reciprocidade estabelece relação positiva entre as partes, pois implicam cooperação, colaboração e coordenação entre si.
3 Eficiência – Aparece quando há necessidade interna de a empresa melhorar a relação custo/benefício de algum processo. Sendo assim, ela transferirá para outra organização um processo ineficiente.
4 Estabilidade – Reflete a tentativa de adaptar ou reduzir as incertezas de algum negócio, ou seja, as empresas que utilizam essa razão buscam parcerias que lhes garantam um futuro mais confiável.
5 Legitimidade – A legitimidade reflete como os resul-tados e as atividades de uma empresa são justifi-cados. Por exemplo, um negócio com uma grande montadora de automóveis pode ajudar a estabelecer a legitimidade de um pequeno fabricante de autopeças.
Centros de custos
Gerir a produção é controlar a transformação das entradas (recursos e insumos) em saídas (produtos e serviços). O gestor de produção necessita conhecer as várias técnicas e conceitos financeiros necessários à avaliação do desempenho dessa operação.
Esses conhecimentos auxiliam o gestor na escolha dos caminhos a serem traçados para obtenção dos resultados desejados e na sua tomada de decisão sobre os métodos de trabalho que irá adotar nas operações produtivas.
Todas as operações produtivas possuem relação direta entre investimentos e custos e estes são controláveis. Os diversos tipos de gastos da empresa apresentam-se com diversas naturezas e atendem a uma variedade de objetivos no processo de transformação de seus recursos em produtos e serviços finais. A necessidade de infor-mações para uma adequada gestão dos custos, recursos, processos, produtos e serviços exige um estudo porme-norizado de todos os gastos que ocorrem na empresa, classificando-os segundo suas principais naturezas e objetivos.
115
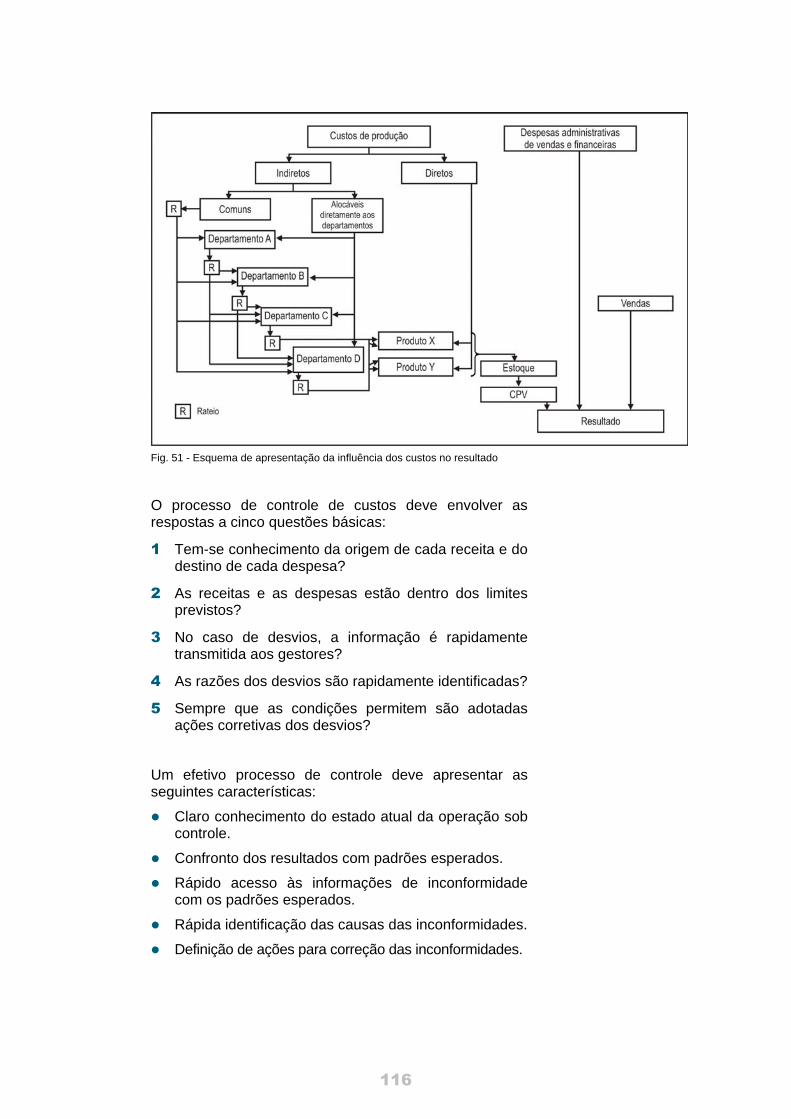
Fig. 51 - Esquema de apresentação da influência dos custos no resultado
O processo de controle de custos deve envolver as respostas a cinco questões básicas:
1 Tem-se conhecimento da origem de cada receita e do destino de cada despesa?
2 As receitas e as despesas estão dentro dos limites previstos?
3 No caso de desvios, a informação é rapidamente transmitida aos gestores?
4 As razões dos desvios são rapidamente identificadas?
5 Sempre que as condições permitem são adotadas ações corretivas dos desvios?
Um efetivo processo de controle deve apresentar as seguintes características:
Claro conhecimento do estado atual da operação sob controle.
Confronto dos resultados com padrões esperados.
Rápido acesso às informações de inconformidade com os padrões esperados.
Rápida identificação das causas das inconformidades.
Definição de ações para correção das inconformidades.
116
Pode-se acrescentar a esses aspectos a questão da pró- atividade em que por meio de visões de custos propi-ciadas pelos controles a empresa tem a possibilidade de identificar oportunidades de ganhos em produtividade, gerando aumento de margens de rentabilidade a partir de novas ações que são definidas.
As visões de custos podem ainda propiciar a antecipação de problemas e a empresa é capaz de agir antes que um fato indesejável ocorra.
Para que os controles, entretanto, possam ser eficazes é preciso que sejam integrados compondo um sistema de controle de custos. O processo de controle e a conse-quente montagem desse sistema exigem a definição de pontos de controle na empresa, de mecanismos de coleta de dados e procedimentos para tabulação e análise desses dados.
Em princípio pode-se pensar em termos de algumas etapas gerais quando se pretende estabelecer um sistema de controle:
a) Objetivos do controle – É uma primeira etapa, emque se definem com clareza os objetivos do processode controle.
b) Processo de coleta de dados – Nessa etapa devemser definidos os métodos e eventuais dispositivos quese façam necessários para a efetiva coleta de dados.
c) Tabulação e apresentação de dados – Aqui seestabelece a formatação das apresentações dosdados, tais como tabelas e gráficos.
d) Análises e conclusões – Definição dos critérios eprocessos que serão aplicados na análise dos dadose as formas de apresentar as avaliações deresultados e conclusões obtidas a partir das análisesdesenvolvidas.
Em termos esquemáticos o fluxo a seguir apresenta o processo de concepção e montagem de um sistema de controle de custos.
Rápido acesso às informações de inconformidade com os padrões esperados.
Rápida identificação das causas das inconformidades.
Definição de ações para correção das inconformidades.
Sistema de controle É um sistema complexo composto de hardware e software utilizados para o controle de um processo.
117
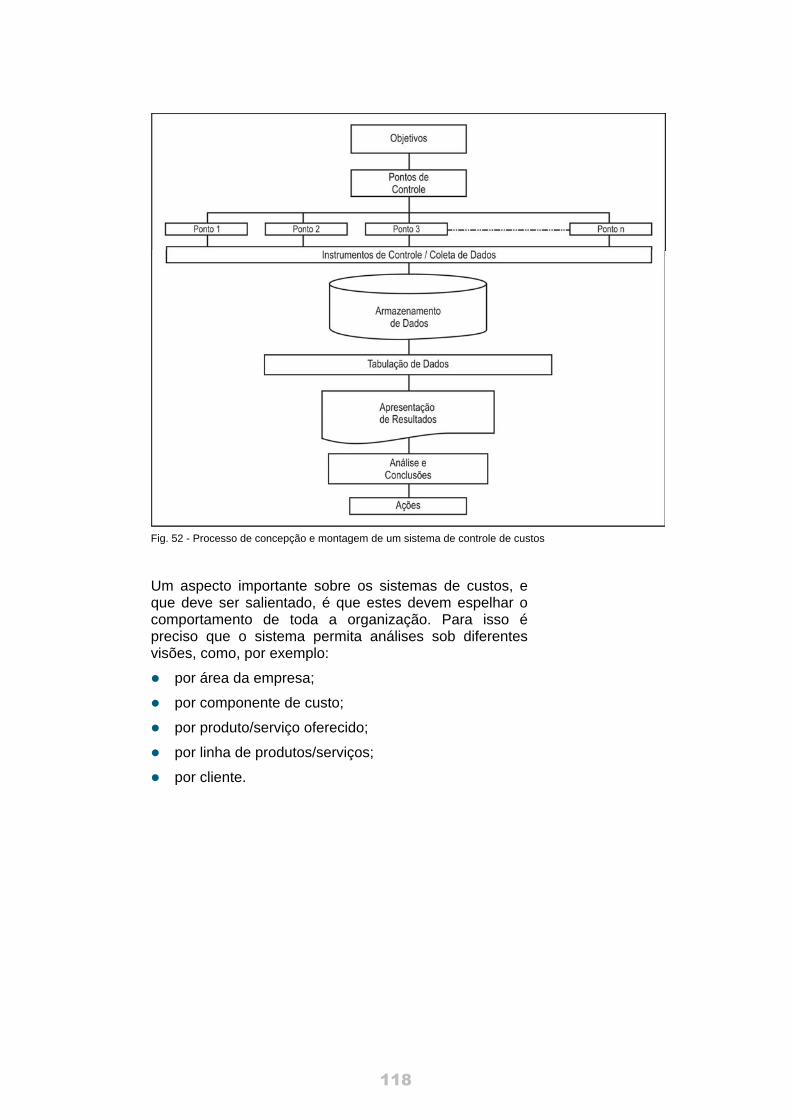
Fig. 52 - Processo de concepção e montagem de um sistema de controle de custos
Um aspecto importante sobre os sistemas de custos, e que deve ser salientado, é que estes devem espelhar o comportamento de toda a organização. Para isso é preciso que o sistema permita análises sob diferentes visões, como, por exemplo:
por área da empresa;
por componente de custo;
por produto/serviço oferecido;
por linha de produtos/serviços;
por cliente.
118
Rotinas para abastecimento da manufatura
As atividades produtivas possuem características e mé-todos próprios para o abastecimento de suas máquinas em suas linhas de produção. Esses métodos de abaste-cimento são o meio e o processo utilizados para repor as peças e matérias-primas nos pontos de uso.
A escolha do método de abastecimento mais adequado é feita com base nas características da matéria-prima que será utilizada, do processo a ser atendido e do ponto de uso determinado. Seguir corretamente o método de abastecimento ade-quado a cada situação é a forma de garantir ao operador a quantidade correta de peças no momento certo.
Décima Terceira Aula
25 min
Passo 1 / Aula teórica
Nessa aula são apresentados conceitos sobre as rotinas para abastecimento da manufatura, aplicação das ferramentas de qualidade e TQC. No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Solicitar aos jovens que se reúnam com suas equipes de trabalho.
2 Oferecer suporte aos grupos para o término do trabalho escrito ou para as atividades de finali-zação do protótipo.
3 Reforçar a necessidade de constarem todas as informações no relatório a fim de possibilitar que o processo de elaboração do protótipo possa ser adaptado para fabricação de outro produto.
25 min
Passo 2 / Atividade prática
119
Os métodos de abastecimento mais usados são:
Sistema de pacotes ou kits – São montados com quantidades de matérias-primas ou peças predefi-nidas que serão levadas diretamente ao ponto de abastecimento da linha. Normalmente é utilizado no fluxo de abastecimento puxado pela produção (just in time), proporciona um baixo inventário de materiais produtivos em processo, oferece a existência de menor área física nas linhas para abastecimento e geralmente pode ser conciliado com outros processos de abastecimento.
Esse sistema apresenta algumas desvantagens, pois todos os itens que compõem o kit devem acabar simultaneamente para sua reposição, e no caso de perda de um item, os conjuntos são prejudicados.
Existe necessidade de área para preparação dos kits gerando elevado volume de trabalho.
Sistema kanban – É um sistema de puxar as matérias-primas para a produção, que é acionado pela demanda. O cartão kanban é a ferramenta visual para puxar o material informado.
Sistema de troca de equipamentos – Solicitação do retorno ao armazém de abastecimento dos equipa-mentos vazios enviados à produção.
É um sistema definido como o de puxar matérias-primas para a produção como um método alternativo para o abastecimento, mas somente quando há espaço suficiente para a operacionalização das trocas de um equipamento ou carrinho na operação. Propor-ciona um controle visual e o abastecimento por meio de comboios com rota/ciclo padronizado otimizando a mão-de-obra para abastecimento.
Sistema andon – Consiste em um sinal luminoso acionado por botão fixado próximo ao ponto de uso do material. É um sistema de puxar materiais que utiliza sinais eletrônicos para comunicar a necessidade.
Tem o propósito de prover um método para abasteci-mento de equipamentos grandes e manuseados por empilhadeiras ou carrinhos. O abastecedor visualiza o item solicitado, retira o cartão, apaga a lâmpada correspondente no painel, vai até o estoque, retira o material e leva-o ao ponto de uso. O abastecimento é just in time e proporciona um baixo inventário de materiais em produção na linha.
120
Pull system – É um sistema onde o abastecimento é baseado no consumo e o controle é feito pelos sinais de puxar da área produtiva. Pode ser aplicado às áreas de fornecimento de peças, montagens, infor-mação, treinamento e serviços. Baseia-se na redução do inventário de materiais em produção por meio do controle visual dos problemas.
Sistema de supermercado com autoabasteci-mento – É um sistema em que o abastecimento é executado pelo próprio operador da produção, e este se serve do item que lhe é necessário.
O abastecimento do supermercado, por sua vez, pode ser feito por cartão kanban, troca de equipamentos, etc. Tem o propósito de ser um sistema para abastecer itens em um ponto centralizado.
Usado em áreas onde o acesso para o abastecimento é difícil, no entanto, não deve se localizar muito distante do ponto de uso. É considerado o melhor just in time para troca do equipamento feita pela produção e propor-ciona baixo inventário de materiais em processamento produtivo e otimização de mão-de-obra.
Aplicação de ferramentas da qualidade
O objetivo principal de uma empresa é a satisfação das necessidades das pessoas:
Consumidores – Por meio da qualidade.
Empregados – Por meio do crescimento do ser humano.
Acionistas – Por meio da produtividade.
Vizinhos – Por meio da contribuição social.
Produto ou serviço de qualidade é aquele que atende perfeitamente, de forma confiável e acessível, de forma segura e no tempo certo às necessidades do cliente. Portanto, em outros termos, pode-se dizer: projeto perfeito, sem defeitos, baixo custo, segurança do cliente, entrega no prazo certo no local certo e na quantidade certa.
O grande ideal das práticas de qualidade perseguido pelas empresas atualmente é o TQC - Controle de Qualidade Total, que é o controle exercido por todos para a satisfação das necessidades de todas as pessoas.
121
Esse sistema de controle parte do princípio de que o verdadeiro critério da boa qualidade é a preferência do consumidor onde:
o cliente é o rei;
o preço é função de valor;
produtividade = valor produzido/valor consumido = taxa de valor agregado;
produtividade = qualidade/custos;
produtividade = faturamento/custos.
Para o TQC garantir a sobrevivência de uma empresa é preciso cultivar uma equipe de pessoas que saiba montar e operar um sistema, que seja capaz de projetar um produto que conquiste a preferência do consumidor a um custo inferior ao de seu concorrente.
Sobrevivência • Competitividade • Produtividade
Projeto perfeito
Fabricação perfeita
Segurança do cliente
Assistência perfeita
Entrega no prazo certo
Custo baixo
Conceito de Cont role da Qualidade Total – TQC
O TQC trabalha com 11 princípios básicos:
1 Orientação pelo cliente – Produzir e fornecer serviços e produtos que sejam definitivamente requisitados pelo consumidor.
2 Qualidade em primeiro lugar – Conseguir a sobrevi-vência por meio do lucro contínuo pelo domínio da qualidade.
3 Ações orientadas por prioridades – Identificar o problema mais crítico e solucioná-lo pela mais alta prioridade.
4 Ação orientada por fatos e dados – Falar, raciocinar e decidir com dados e com base em fatos.
5 Controle de processos – Uma empresa não pode ser controlada por resultados, mas durante o pro-cesso. O resultado final é tardio para se tomar ações corretivas.
122
6 Controle da dispersão – Observar cuidadosamente a dispersão dos dados e isolar a causa fundamental da dispersão.
7 Próximo processo é seu cliente – O cliente é um rei ou uma rainha com quem não se deve discutir, mas satisfazer os desejos, desde que razoáveis. Não deixe passar produto/serviço defeituoso.
8 Controle de monte – A satisfação do cliente se baseia exclusivamente em funções a montante. As contribuições a jusante são pequenas. (Identificar as necessidades verdadeiras dos clientes, assegurar a qualidade em cada estágio, prever falhas, preparar padrão técnico, etc.)
9 Ação de bloqueio – Não permitir o mesmo engano ou erro. Não tropeçar na mesma pedra. Tomar ação preventiva de bloqueio para que o mesmo problema não ocorra outra vez pela mesma causa. (Utilizando FEMA - Failure Mode and Effect Analysis, FTA – Falt Tree Analysis, etc.).
10 Respeito pelo empregado como ser humano – Respeitar os empregados como seres humanos independentes. (Padronizar tarefa individual, educar e treinar, delegar tarefas, usar sua criatividade, fornecer programa de desenvolvimento pessoal, etc.).
11 Comprometimento da alta direção – Entender a definição da missão da empresa e a visão e a estra-tégia da alta direção e executar as diretrizes e metas por todas as chefias. (Publicar definição da missão da empresa, visão e estratégia de alta direção, diretrizes de longo e médio prazos, metas anuais, etc.).
Missão É a razão de ser, o escopo, de uma organização em que se estabelece o compromisso do negócio com osclientes. Delimita, ainda, as ativi-dades requeridas para o cumpri-mento deste compromisso.
123

Conceito de processo
Processo é um conjunto de causas (máquinas, matérias- primas, etc.) que provoca um ou mais efeitos (produtos).
O processo é controlado por meio dos seus efeitos. Os itens de controle de um processo são índices numéricos estabelecidos sobre os efeitos de cada processo para medir a sua qualidade total.
Problema é o resultado indesejável de um processo. Portanto, é um item de controle com o qual não se está
Décima Quarta Aula
Educador
1 Solicitar aos jovens que se reúnam em seus grupos de trabalho e deem continuidade às ativi-dades em desenvolvimento.
2 Conversar com os jovens sobre a avaliação dos trabalhos que estão sendo produzidos e como serão avaliados os protótipos desenvolvidos pelos grupos.
3 Os critérios para escolha do melhor produto desen-volvido são baseados na avaliação da simulação (comparativo entre as equipes concorrentes) e os pontos focais são os constantes na ficha que está disponível no anexo 2.
25 min
Passo 1 / Aula teórica
Nessa aula são transmitidos conceitos sobre processos e formas de controle com o uso da metodologia PDCA, elaboração de plano de ação com utilização da 5W2H e manutenção da ordem no ambiente de trabalho com a utilização do programa 5S. No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
25 min
Passo 2 / Atividade prática
124
satisfeito. Para conduzir um bom gerenciamento, tem-se de, numa primeira instância, aprender a localizar os pro-blemas e então aprender a resolvê-los.
A meta mais imediata de uma empresa é a sua sobrevivência à competição internacional.
A luta pela sobrevivência é de cada pessoa da empresa. Cada um deve comparar os seus itens de controle com os melhores do mundo (Benchmark). Enquanto houver diferença, haverá problemas!
Conceito de controle de processo
Manter algo sob controle é saber localizar o problema, analisar o processo, e padronizar e estabelecer itens de controle de tal forma que o fato nunca mais ocorra.
As pessoas são inerentemente boas e sentem satisfação por um bom trabalho realizado.
Quando um problema ocorre, não existe um culpado. Existem causas que devem ser buscadas por todas as pessoas da empresa de forma voluntária.
Para encontrar uma boa forma de estabelecer controle aos processos é necessário:
1 Estabelecimento de "diretriz do controle" (Planejamento)
Meta
Método
2 Manutenção do nível de controle Atuar no resultado (queimou um motor – troca do
motor).
Atuar na causa (queimou um motor – por que queimou o motor?)
3 Alteração da diretriz de controle (melhoria)
Alterar a meta.
Alterar o método.
125
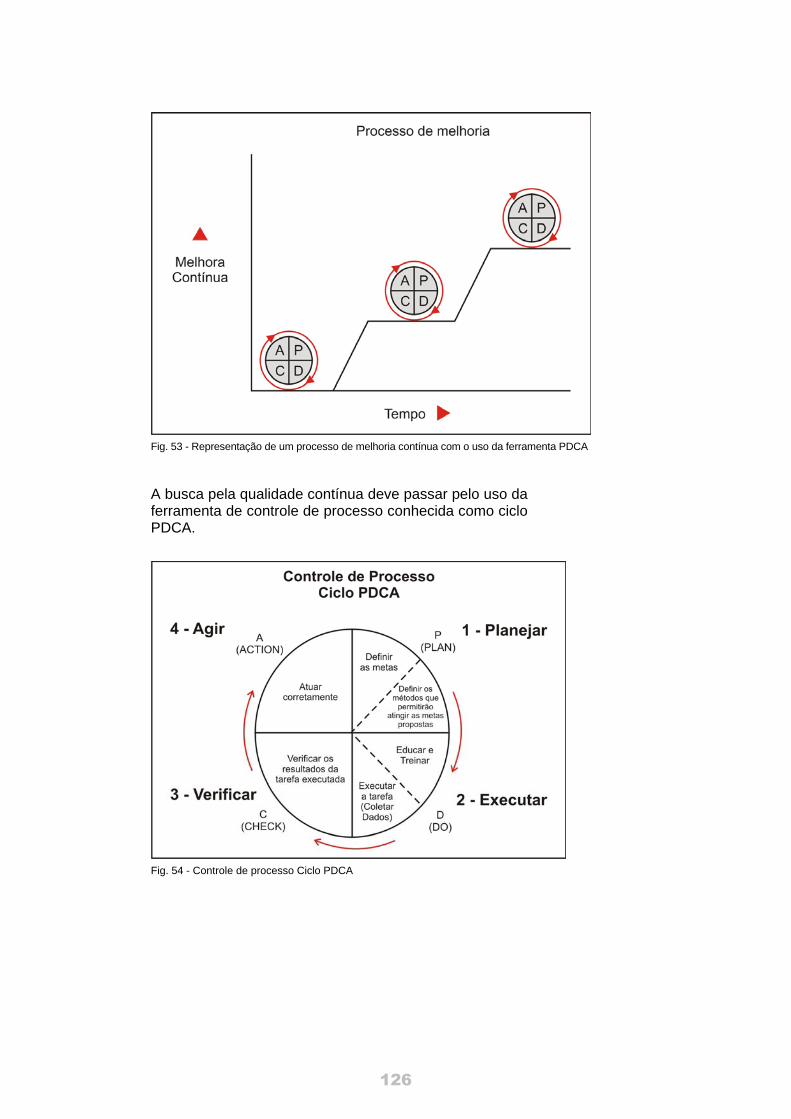
Fig. 53 - Representação de um processo de melhoria contínua com o uso da ferramenta PDCA
A busca pela qualidade contínua deve passar pelo uso da ferramenta de controle de processo conhecida como ciclo PDCA.
Fig. 54 - Controle de processo Ciclo PDCA
126
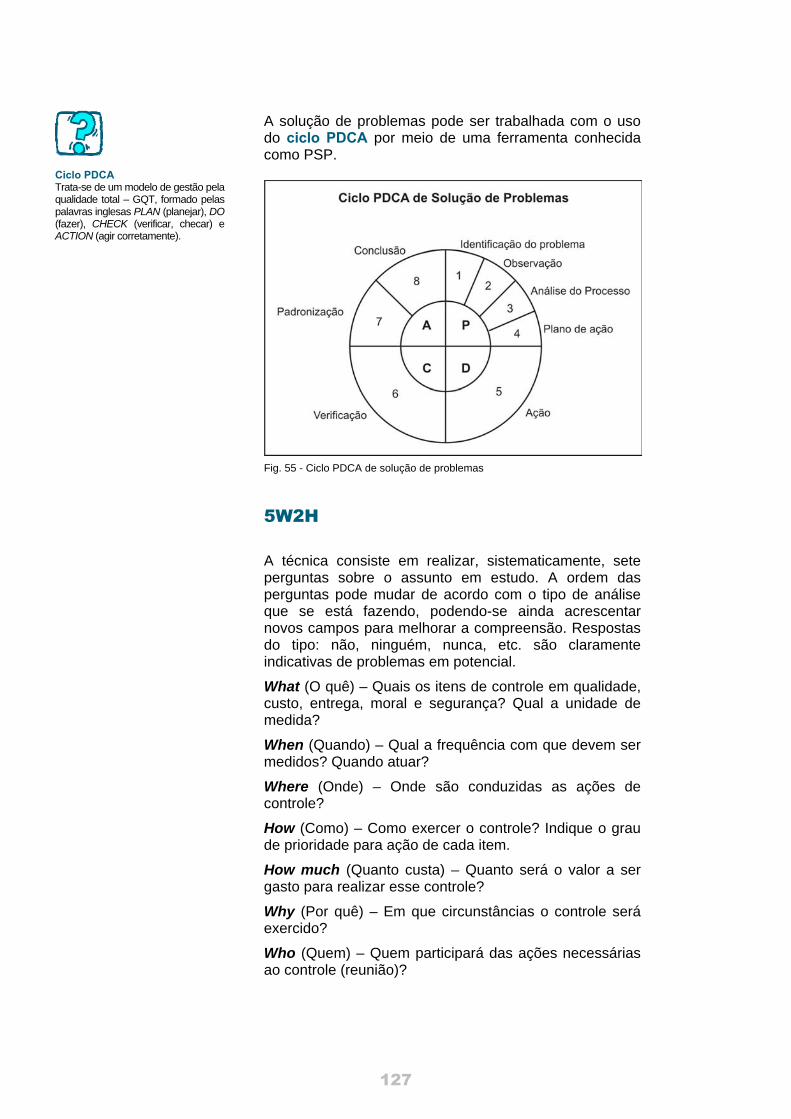
A solução de problemas pode ser trabalhada com o uso do ciclo PDCA por meio de uma ferramenta conhecida como PSP.
Fig. 55 - Ciclo PDCA de solução de problemas
5W2H
A técnica consiste em realizar, sistematicamente, sete perguntas sobre o assunto em estudo. A ordem das perguntas pode mudar de acordo com o tipo de análise que se está fazendo, podendo-se ainda acrescentar novos campos para melhorar a compreensão. Respostas do tipo: não, ninguém, nunca, etc. são claramente indicativas de problemas em potencial.
What (O quê) – Quais os itens de controle em qualidade, custo, entrega, moral e segurança? Qual a unidade de medida?
When (Quando) – Qual a frequência com que devem ser medidos? Quando atuar?
Where (Onde) – Onde são conduzidas as ações de controle?
How (Como) – Como exercer o controle? Indique o grau de prioridade para ação de cada item.
How much (Quanto custa) – Quanto será o valor a ser gasto para realizar esse controle? Why (Por quê) – Em que circunstâncias o controle será exercido?
Who (Quem) – Quem participará das ações necessárias ao controle (reunião)?
Ciclo PDCA Trata-se de um modelo de gestão pela qualidade total – GQT, formado pelas palavras inglesas PLAN (planejar), DO (fazer), CHECK (verificar, checar) e ACTION (agir corretamente).
127
O método 5W2H pode ser usado em três etapas na solução de problemas:
1º Ação Investigando um problema ou processo, para aumentar o nível de informações e buscar rapidamente onde está a falha.
2º Plano de ação Montando um plano de ação sobre o que deve ser feito, para eliminar um problema.
3º Padronização Padronizando procedimentos que devem ser seguidos como modelo, para prevenir o reaparecimento do problema.
Tabela 6 - Etapas de utilização da ferramenta 5W2H na solução de problemas
Programa 5 S Visa mudar a maneira de pensar das pessoas na direção de um melhor comportamento para toda a vida. É para todas as pessoas da empresa.
5S Aplicação na administração Aplicação na produção
SEIRI – Arrumação
Identificação de dados e informações necessárias e desnecessárias para decisões
Identificação dos equipamentos, ferramentas e materiais necessários e desnecessários nas oficinas e postos de trabalho
SEITON – Ordenação
Determinação do local de arquivo para pesquisa e utilização de dados a qualquer momento. Deve-se estabelecer um prazo de cinco minutos para se localizar um dado
Determinação do local específico ou layout para os equipamentos serem localizados e utilizados a qualquer momento
SEISOH – Limpeza
Sempre atualizar e renovar dados para ter decisões corretas
Eliminação de pó, sujeira e objetos desnecessários, e manutenção da limpeza nos postos de trabalho
SEIKETSU – Asseio
Estabelecimento, preparação e implementação de informações e dados de fácil entendimento que serão muito úteis e práticos para decisões
Ações consistentes e repetitivas visando à arrumação, ordenação e limpeza e ainda manutenção de boas condições sanitárias e sem qualquer poluição
SHITSUKE - Autodisciplina
Hábito para cumprimento dos procedimentos determinados pela empresa
Hábito para cumprimento dos procedimentos especificados pelo cliente
Tabela 7 - Formas de aplicação da ferramenta 5s na área de produção e na área de administração
Educador, neste link você encontrará um vídeo sobre 5S: http://www.youtube.com/watch?v=fd3nfG8rMcQ&feature=PlayList&p=6B46A00BDBF67664&index=0
128
As sete ferramentas da qualidade
As sete ferramentas da qualidade são recursos a serem utilizados na aplicação da Metodologia de Solução de Problemas.
Elas são usadas com a finalidade de definir, mensurar, analisar e propor soluções para os problemas que inter-ferem no bom desempenho dos processos de trabalho.
Décima Quinta Aula
25 min
Passo 1 / Aula teórica
Nessa aula iniciamos a apresentação das sete ferramentas da qualidade que são usualmente utilizadas nos processos de execução da manufatura. (Fluxogramas e Diagrama de Pareto).
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador 1 Solicitar aos jovens que se reúnam em seus
grupos de trabalho e deem continuidade traba-lhosas atividades em desenvolvimento.
2 Conversar com cada um dos grupos sobre a necessidade de serem incluídas as informações teóricas transmitidas nos seus trabalhos escritos e sobre a necessidade de que o processo de elabo-ração de seus protótipos demonstre a aplicação das teorias.
25 min
Passo 2 / Atividade prática
129
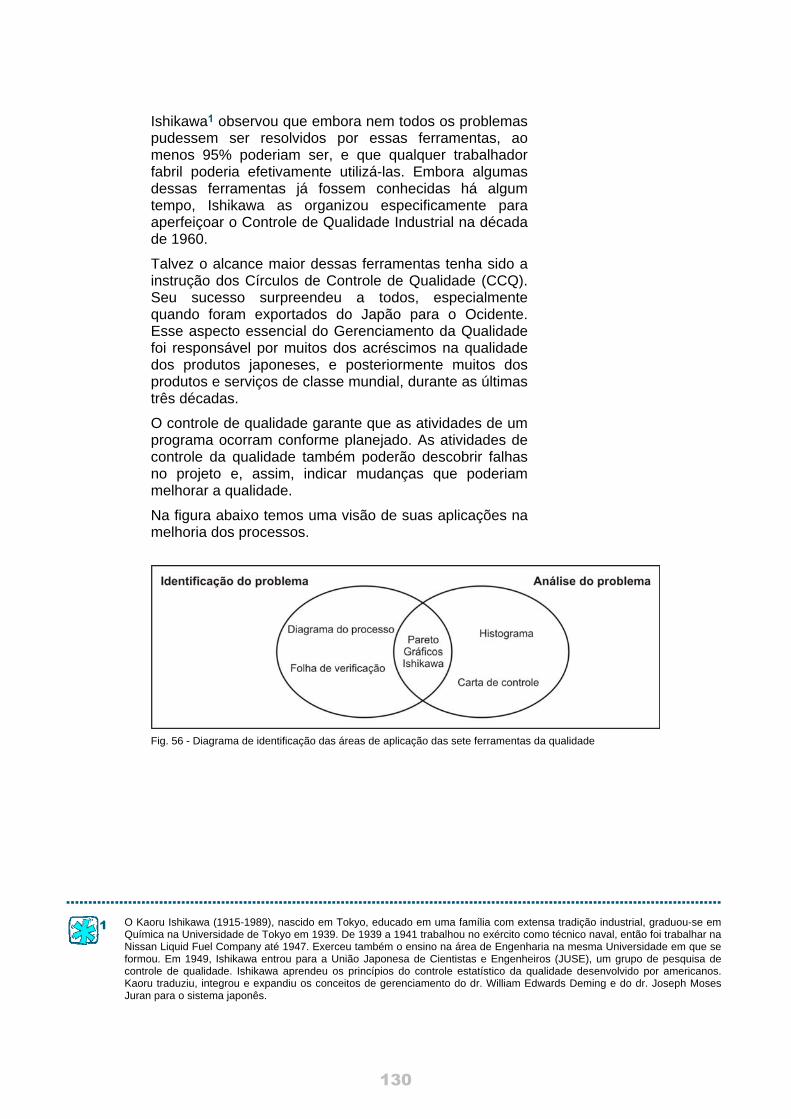
Ishikawa1 observou que embora nem todos os problemas pudessem ser resolvidos por essas ferramentas, ao menos 95% poderiam ser, e que qualquer trabalhador fabril poderia efetivamente utilizá-las. Embora algumas dessas ferramentas já fossem conhecidas há algum tempo, Ishikawa as organizou especificamente para aperfeiçoar o Controle de Qualidade Industrial na década de 1960.
Talvez o alcance maior dessas ferramentas tenha sido a instrução dos Círculos de Controle de Qualidade (CCQ). Seu sucesso surpreendeu a todos, especialmente quando foram exportados do Japão para o Ocidente. Esse aspecto essencial do Gerenciamento da Qualidade foi responsável por muitos dos acréscimos na qualidade dos produtos japoneses, e posteriormente muitos dos produtos e serviços de classe mundial, durante as últimas três décadas.
O controle de qualidade garante que as atividades de um programa ocorram conforme planejado. As atividades de controle da qualidade também poderão descobrir falhas no projeto e, assim, indicar mudanças que poderiam melhorar a qualidade.
Na figura abaixo temos uma visão de suas aplicações na melhoria dos processos.
Fig. 56 - Diagrama de identificação das áreas de aplicação das sete ferramentas da qualidade
....................................................................................................................................................
1 O Kaoru Ishikawa (1915-1989), nascido em Tokyo, educado em uma família com extensa tradição industrial, graduou-se emQuímica na Universidade de Tokyo em 1939. De 1939 a 1941 trabalhou no exército como técnico naval, então foi trabalhar na Nissan Liquid Fuel Company até 1947. Exerceu também o ensino na área de Engenharia na mesma Universidade em que se formou. Em 1949, Ishikawa entrou para a União Japonesa de Cientistas e Engenheiros (JUSE), um grupo de pesquisa de controle de qualidade. Ishikawa aprendeu os princípios do controle estatístico da qualidade desenvolvido por americanos. Kaoru traduziu, integrou e expandiu os conceitos de gerenciamento do dr. William Edwards Deming e do dr. Joseph Moses Juran para o sistema japonês.
130
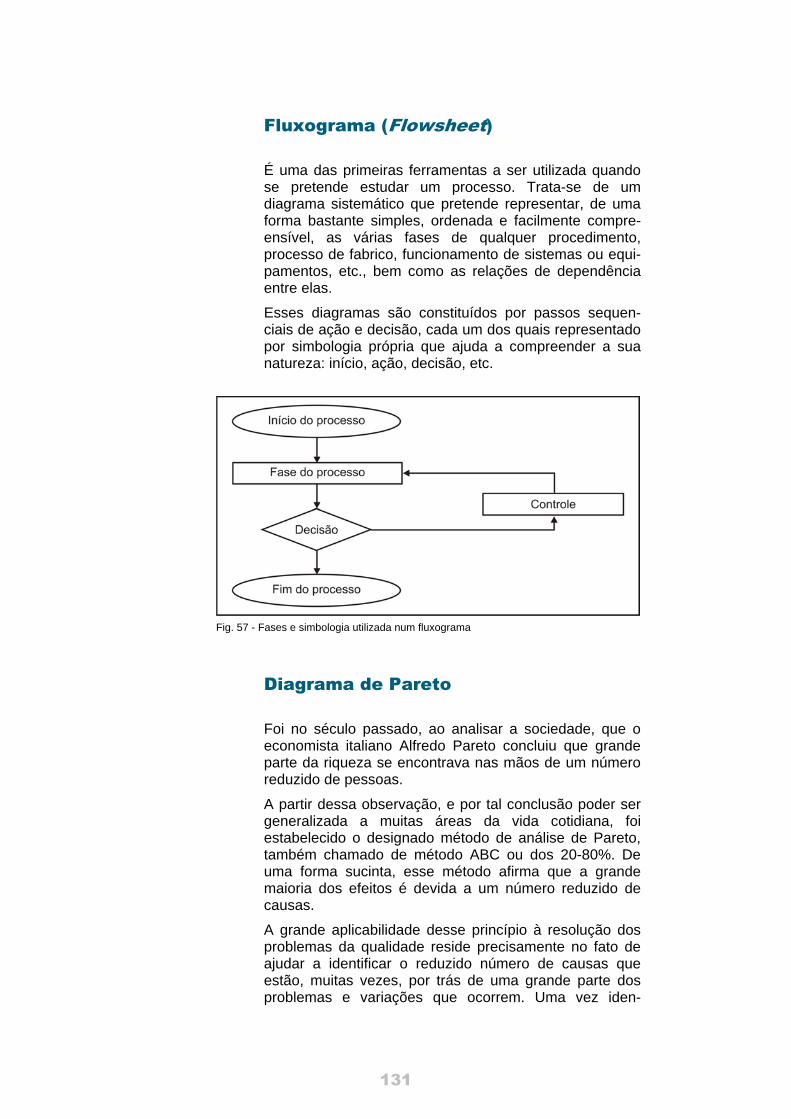
Fluxograma (Flowsheet)
É uma das primeiras ferramentas a ser utilizada quando se pretende estudar um processo. Trata-se de um diagrama sistemático que pretende representar, de uma forma bastante simples, ordenada e facilmente compre-ensível, as várias fases de qualquer procedimento, processo de fabrico, funcionamento de sistemas ou equi-pamentos, etc., bem como as relações de dependência entre elas.
Esses diagramas são constituídos por passos sequen-ciais de ação e decisão, cada um dos quais representado por simbologia própria que ajuda a compreender a sua natureza: início, ação, decisão, etc.
Fig. 57 - Fases e simbologia utilizada num fluxograma
Diagrama de Pareto
Foi no século passado, ao analisar a sociedade, que o economista italiano Alfredo Pareto concluiu que grande parte da riqueza se encontrava nas mãos de um número reduzido de pessoas.
A partir dessa observação, e por tal conclusão poder ser generalizada a muitas áreas da vida cotidiana, foi estabelecido o designado método de análise de Pareto, também chamado de método ABC ou dos 20-80%. De uma forma sucinta, esse método afirma que a grande maioria dos efeitos é devida a um número reduzido de causas.
A grande aplicabilidade desse princípio à resolução dos problemas da qualidade reside precisamente no fato de ajudar a identificar o reduzido número de causas que estão, muitas vezes, por trás de uma grande parte dos problemas e variações que ocorrem. Uma vez iden-
131
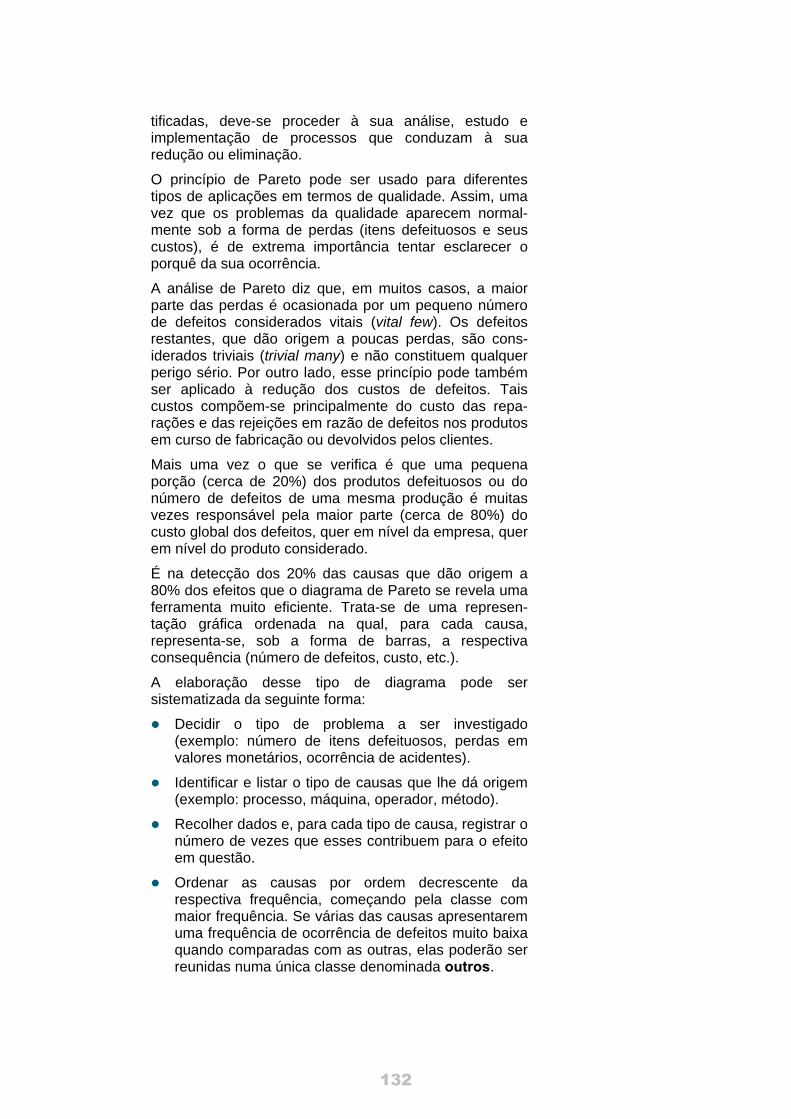
tificadas, deve-se proceder à sua análise, estudo e implementação de processos que conduzam à sua redução ou eliminação.
O princípio de Pareto pode ser usado para diferentes tipos de aplicações em termos de qualidade. Assim, uma vez que os problemas da qualidade aparecem normal-mente sob a forma de perdas (itens defeituosos e seus custos), é de extrema importância tentar esclarecer o porquê da sua ocorrência.
A análise de Pareto diz que, em muitos casos, a maior parte das perdas é ocasionada por um pequeno número de defeitos considerados vitais (vital few). Os defeitos restantes, que dão origem a poucas perdas, são cons-iderados triviais (trivial many) e não constituem qualquer perigo sério. Por outro lado, esse princípio pode também ser aplicado à redução dos custos de defeitos. Tais custos compõem-se principalmente do custo das repa-rações e das rejeições em razão de defeitos nos produtos em curso de fabricação ou devolvidos pelos clientes.
Mais uma vez o que se verifica é que uma pequena porção (cerca de 20%) dos produtos defeituosos ou do número de defeitos de uma mesma produção é muitas vezes responsável pela maior parte (cerca de 80%) do custo global dos defeitos, quer em nível da empresa, quer em nível do produto considerado.
É na detecção dos 20% das causas que dão origem a 80% dos efeitos que o diagrama de Pareto se revela uma ferramenta muito eficiente. Trata-se de uma represen-tação gráfica ordenada na qual, para cada causa, representa-se, sob a forma de barras, a respectiva consequência (número de defeitos, custo, etc.).
A elaboração desse tipo de diagrama pode ser sistematizada da seguinte forma:
Decidir o tipo de problema a ser investigado (exemplo: número de itens defeituosos, perdas em valores monetários, ocorrência de acidentes).
Identificar e listar o tipo de causas que lhe dá origem (exemplo: processo, máquina, operador, método).
Recolher dados e, para cada tipo de causa, registrar o número de vezes que esses contribuem para o efeito em questão.
Ordenar as causas por ordem decrescente da respectiva frequência, começando pela classe com maior frequência. Se várias das causas apresentarem uma frequência de ocorrência de defeitos muito baixa quando comparadas com as outras, elas poderão ser reunidas numa única classe denominada outros.
132
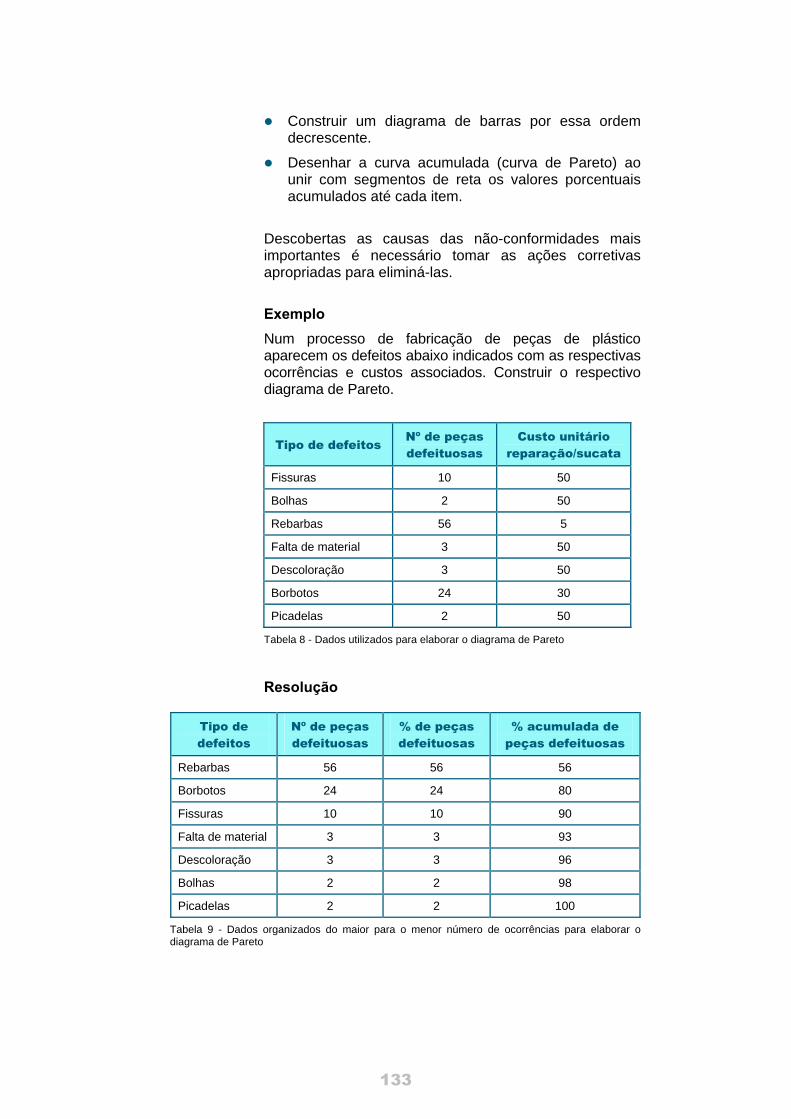
Construir um diagrama de barras por essa ordem decrescente.
Desenhar a curva acumulada (curva de Pareto) ao unir com segmentos de reta os valores porcentuais acumulados até cada item.
Descobertas as causas das não-conformidades mais importantes é necessário tomar as ações corretivas apropriadas para eliminá-las.
Exemplo
Num processo de fabricação de peças de plástico aparecem os defeitos abaixo indicados com as respectivas ocorrências e custos associados. Construir o respectivo diagrama de Pareto.
Tipo de defeitos Nº de peças defeituosas
Custo unitário reparação/sucata
Fissuras 10 50
Bolhas 2 50
Rebarbas 56 5
Falta de material 3 50
Descoloração 3 50
Borbotos 24 30
Picadelas 2 50
Tabela 8 - Dados utilizados para elaborar o diagrama de Pareto
Resolução
Tipo de defeitos
Nº de peças defeituosas
% de peças defeituosas
% acumulada de peças defeituosas
Rebarbas 56 56 56
Borbotos 24 24 80
Fissuras 10 10 90
Falta de material 3 3 93
Descoloração 3 3 96
Bolhas 2 2 98
Picadelas 2 2 100
Tabela 9 - Dados organizados do maior para o menor número de ocorrências para elaborar o diagrama de Pareto
133
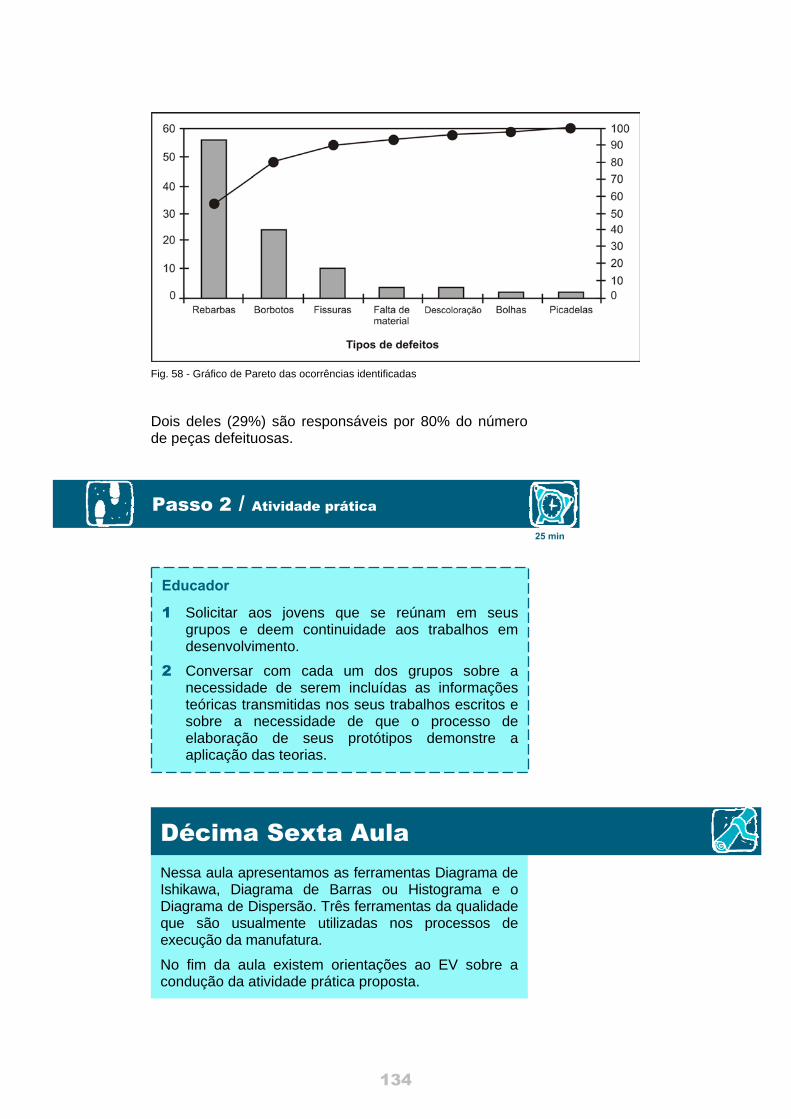
Fig. 58 - Gráfico de Pareto das ocorrências identificadas
Dois deles (29%) são responsáveis por 80% do número de peças defeituosas.
Nessa aula apresentamos as ferramentas Diagrama de Ishikawa, Diagrama de Barras ou Histograma e o Diagrama de Dispersão. Três ferramentas da qualidade que são usualmente utilizadas nos processos de execução da manufatura.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Décima Sexta Aula
Educador
1 Solicitar aos jovens que se reúnam em seus grupos e deem continuidade aos trabalhos em desenvolvimento.
2 Conversar com cada um dos grupos sobre a necessidade de serem incluídas as informações teóricas transmitidas nos seus trabalhos escritos e sobre a necessidade de que o processo de elaboração de seus protótipos demonstre a aplicação das teorias.
25 min
Passo 2 / Atividade prática
134
Diagrama de causa-efeito (Ishikawa)
O diagrama de causa-efeito, também chamado de diagrama de Ishikawa (por ser esse o nome da pessoa que primeiro o usou), ou de espinha de peixe (por ser essa a forma que apresenta), é uma ferramenta simples muito utilizada em qualidade.
É um processo que permite a identificação e análise das potenciais causas de variação do processo ou da ocorrência de um fenômeno, bem como da forma como essas causas interagem.
Esse tipo de diagrama mostra a relação entre a caracte-rística da qualidade em questão e essas causas que podem, usualmente, ser de cinco naturezas diferentes (também designadas por 5Ms):
Existem outros casos, no entanto, em que as causas são de outra natureza.
O procedimento a seguir para elaborar um diagrama desse tipo pode ser sistematizado da seguinte forma:
Determinar a característica de qualidade cujas causas se pretende identificar – Por meio da investi-gação e da discussão com um grupo de pessoas (brainstorming), determinar quais as causas que mais diretamente afetam essa característica, isto é, aquelas que têm uma influência direta no problema a ser resolvido (causas primárias ou causas de nível 1).
Traçar o esqueleto do diagrama, colocando numa das extremidades a característica da qualidade em questão – A partir desta deverá partir “a espinha do peixe”, isto é, uma linha horizontal de onde deverão irradiar as ramificações com as causas consideradas como primárias.
Identificar as causas secundárias (causas de nível 2) que afetam as primárias anteriormente identifi-cadas, bem como aquelas consideradas terciárias que afetam as causas secundárias, e outras – Cada um desses níveis irá constituir ramificações nas causas de nível imediatamente inferior. São de importância fundamental na análise estruturada dos dados e fatos
25 min
Passo 1 / Aula teórica
Brainstorming Tempestade cerebral ou tempes-tade de ideias. Trata-se de uma técnica utilizada em criatividade, quando se reúne um grupo de pes-soas para terem ideias sobre um determinado assunto, situação, ou problema, sem censuras, com alguém estimulando a todos e anotando tudo o que é apresentado para, posteriormente, escolher-se as melhores ideias e, então, colocá-las em prática.
135
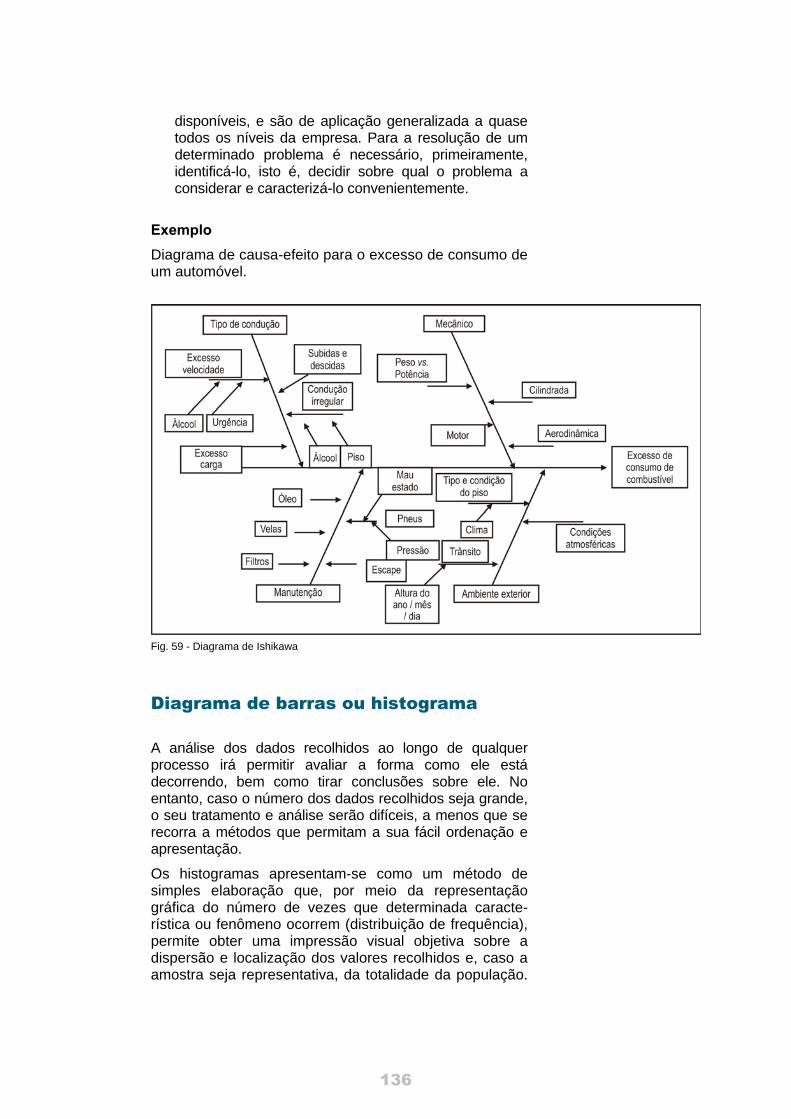
disponíveis, e são de aplicação generalizada a quase todos os níveis da empresa. Para a resolução de um determinado problema é necessário, primeiramente, identificá-lo, isto é, decidir sobre qual o problema a considerar e caracterizá-lo convenientemente.
Exemplo Diagrama de causa-efeito para o excesso de consumo de um automóvel.
Fig. 59 - Diagrama de Ishikawa
Diagrama de barras ou histograma
A análise dos dados recolhidos ao longo de qualquer processo irá permitir avaliar a forma como ele está decorrendo, bem como tirar conclusões sobre ele. No entanto, caso o número dos dados recolhidos seja grande, o seu tratamento e análise serão difíceis, a menos que serecorra a métodos que permitam a sua fácil ordenação e apresentação.
Os histogramas apresentam-se como um método de simples elaboração que, por meio da representação gráfica do número de vezes que determinada caracte-rística ou fenômeno ocorrem (distribuição de frequência), permite obter uma impressão visual objetiva sobre a dispersão e localização dos valores recolhidos e, caso a amostra seja representativa, da totalidade da população.
136
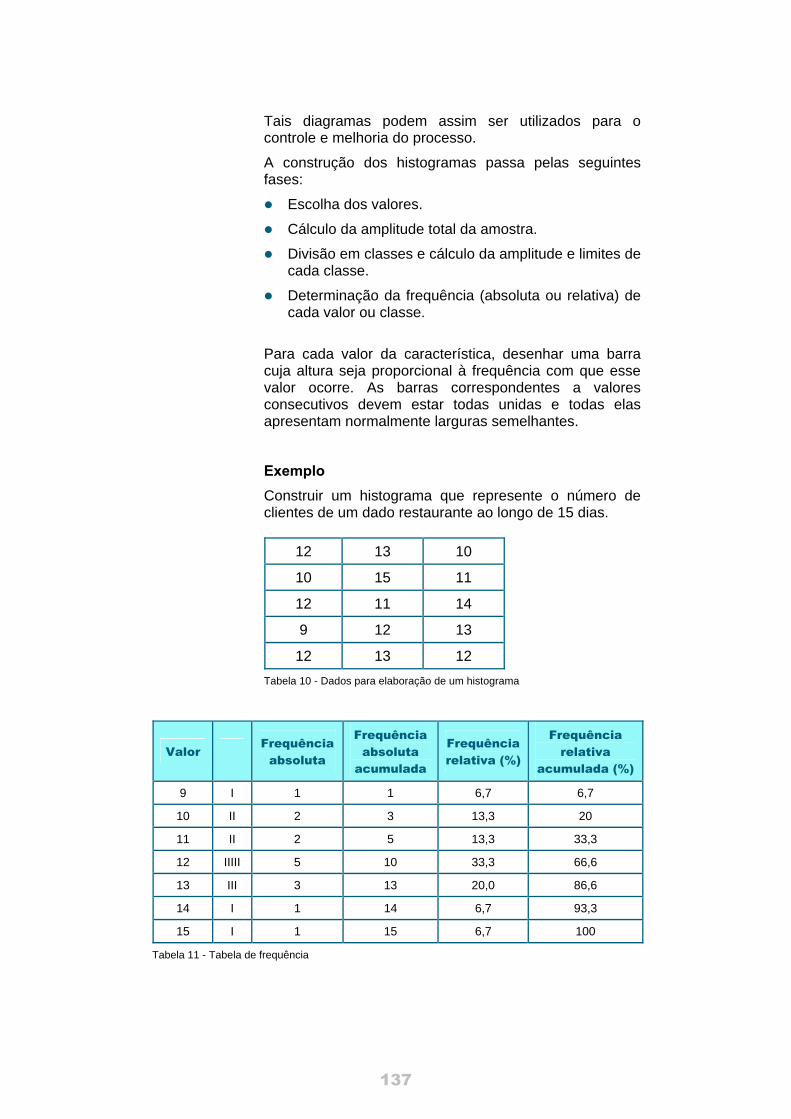
Tais diagramas podem assim ser utilizados para o controle e melhoria do processo.
A construção dos histogramas passa pelas seguintes fases:
Escolha dos valores.
Cálculo da amplitude total da amostra.
Divisão em classes e cálculo da amplitude e limites de cada classe.
Determinação da frequência (absoluta ou relativa) de cada valor ou classe.
Para cada valor da característica, desenhar uma barra cuja altura seja proporcional à frequência com que esse valor ocorre. As barras correspondentes a valores consecutivos devem estar todas unidas e todas elas apresentam normalmente larguras semelhantes.
Exemplo
Construir um histograma que represente o número de clientes de um dado restaurante ao longo de 15 dias.
12 13 10
10 15 11
12 11 14
9 12 13
12 13 12Tabela 10 - Dados para elaboração de um histograma
Valor Frequência
absoluta
Frequência absoluta
acumulada
Frequência relativa (%)
Frequência relativa
acumulada (%)
9 I 1 1 6,7 6,7
10 II 2 3 13,3 20
11 II 2 5 13,3 33,3
12 IIIII 5 10 33,3 66,6
13 III 3 13 20,0 86,6
14 I 1 14 6,7 93,3
15 I 1 15 6,7 100
Tabela 11 - Tabela de frequência
137
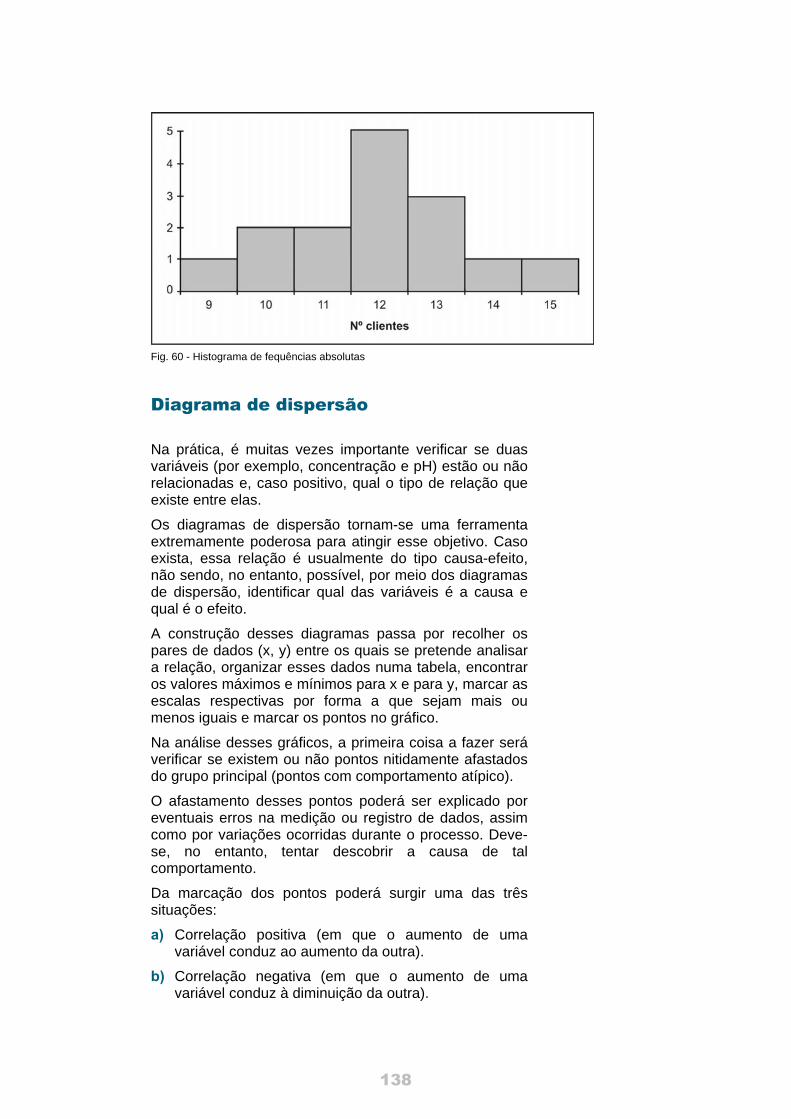
Fig. 60 - Histograma de fequências absolutas
Diagrama de dispersão
Na prática, é muitas vezes importante verificar se duas variáveis (por exemplo, concentração e pH) estão ou não relacionadas e, caso positivo, qual o tipo de relação que existe entre elas.
Os diagramas de dispersão tornam-se uma ferramenta extremamente poderosa para atingir esse objetivo. Caso exista, essa relação é usualmente do tipo causa-efeito, não sendo, no entanto, possível, por meio dos diagramas de dispersão, identificar qual das variáveis é a causa e qual é o efeito.
A construção desses diagramas passa por recolher os pares de dados (x, y) entre os quais se pretende analisar a relação, organizar esses dados numa tabela, encontrar os valores máximos e mínimos para x e para y, marcar as escalas respectivas por forma a que sejam mais ou menos iguais e marcar os pontos no gráfico.
Na análise desses gráficos, a primeira coisa a fazer será verificar se existem ou não pontos nitidamente afastados do grupo principal (pontos com comportamento atípico).
O afastamento desses pontos poderá ser explicado por eventuais erros na medição ou registro de dados, assim como por variações ocorridas durante o processo. Deve-se, no entanto, tentar descobrir a causa de tal comportamento.
Da marcação dos pontos poderá surgir uma das três situações:
a) Correlação positiva (em que o aumento de umavariável conduz ao aumento da outra).
b) Correlação negativa (em que o aumento de umavariável conduz à diminuição da outra).
138
c) Ausência de correlação (quando não parece haverqualquer tipo de ligação entre as variáveis consideradas).
Folha de verificação
É importante garantir bastante objetividade no reco-lhimento de dados, sendo necessário, primeiramente, definir com precisão quais dados são necessários recolher. Avaliar parâmetros ou fazer leituras que não interessam, apenas conduz a perdas de tempo e a uma maior confusão em termos do seu armazenamento.
Para que isso não aconteça convém dispor de um formulário/ficha bastante simples e convenientemente elaborado onde as perguntas, para as quais se deseja a resposta, encontram-se perfeitamente definidas e que
25 min
Passo 1 / Aula teórica
Décima Sétima Aula Nessa aula apresentamos as ferramentas de controle da qualidade Folha de Verificação e Cartas de Controle e encerramos a apresentação do conteúdo teórico do módulo.
No fim da aula existem orientações ao EV sobre a condução da atividade prática proposta.
Educador
1 Solicitar aos jovens que se reúnam em seus grupos e deem continuidade aos trabalhos em desenvolvimento.
2 Orientar os grupos sobre a necessidade de serem incluídas as informações teóricas transmitidas nos seus trabalhos escritos e sobre a necessidade de que o processo de elaboração de seus protótipos demonstre a aplicação das teorias.
25 min
Passo 2 / Atividade prática
139
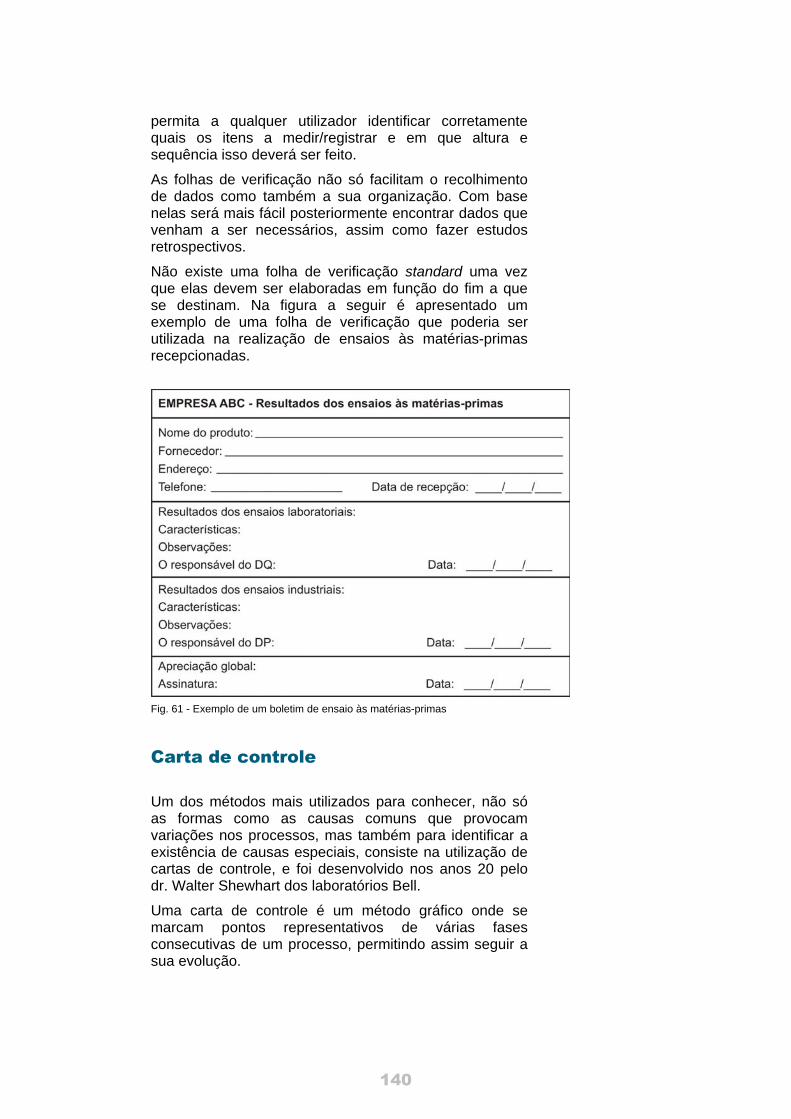
permita a qualquer utilizador identificar corretamente quais os itens a medir/registrar e em que altura e sequência isso deverá ser feito.
As folhas de verificação não só facilitam o recolhimento de dados como também a sua organização. Com base nelas será mais fácil posteriormente encontrar dados que venham a ser necessários, assim como fazer estudos retrospectivos.
Não existe uma folha de verificação standard uma vez que elas devem ser elaboradas em função do fim a que se destinam. Na figura a seguir é apresentado um exemplo de uma folha de verificação que poderia ser utilizada na realização de ensaios às matérias-primas recepcionadas.
Fig. 61 - Exemplo de um boletim de ensaio às matérias-primas
Carta de controle
Um dos métodos mais utilizados para conhecer, não só as formas como as causas comuns que provocam variações nos processos, mas também para identificar a existência de causas especiais, consiste na utilização de cartas de controle, e foi desenvolvido nos anos 20 pelo dr. Walter Shewhart dos laboratórios Bell.
Uma carta de controle é um método gráfico onde se marcam pontos representativos de várias fases consecutivas de um processo, permitindo assim seguir a sua evolução.
140
O controle estatístico do processo (do inglês, S.P.C.) baseia-se na utilização das cartas de controle e é o modo de, seguindo essa evolução, conseguir interpretar as variações que ocorrem para se poder decidir se devem ou não ser feitas alterações.
A primeira fase da construção desses gráficos consiste na recolha de uma série de dados relativos à caracte-rística a ser estudada (dimensões, número de peças defeituosas, número de defeitos nas peças produzidas, tempos, etc.). Uma vez que, tanto por uma questão de dinheiro como de tempo, na grande maioria das vezes é impossível fazer o controle de todas as peças, é necessário selecionar apenas algumas que sejam representativas como amostras.
Para fazer de forma correta deve ser seguido um plano, uma vez que existem vários tipos de planos de amos-tragem disponíveis.
1 É importante escolher o melhor plano de amostragem, pois ele é que dá a melhor informação. Amostragens bem-feitas irão permitir que, verificando apenas uma pequena quantidade de peças, seja possível dizer o que se passa com a totalidade delas.
2 Na fase seguinte os dados recolhidos deverão ser reunidos e anotados na carta.
A utilização das cartas de controle é frequentemente vista como um processo de monitoragem e deve possuir definição de quais são os limites de controle. Esses limites não devem ser ultrapassados, pois são as especificações máximas admissíveis (tolerâncias), limites máximo e mínimo de especificação.
Os limites de controle utilizados devem ser inferiores aos limites admitidos pela especificação para evitar sua ultrapassagem.
O conjunto de dados recolhidos que irá constituir a primeira das cartas de controle é também utilizado para, por meio de fórmulas baseadas na variabilidade natural do processo e no plano de amostragem, determinar os limites de controle das cartas subsequentes.
O controle e a melhoria do processo usando cartas de controle devem ser encarados como um processo iterativo em que se repetem as fases fundamentais de recolha de dados, controle e análise.
Sempre que algum ponto saia dos limites de controle ou que apresente alguma tendência marcada de variação, o processo deverá ser interrompido e a razão de ser de tal ocorrência deve ser investigada uma vez que não vale a
Controle Estatístico do Processo Técnica utilizada nos processos de controle da qualidade em que se faz o controle da qualidade por meio de análises estatísticas.
141
pena produzir peças que, provavelmente, terão defeitos ou estarão fora das especificações.
Identificadas as causas que levaram à ocorrência desses pontos fora de controle, o processo deverá ser alterado para contornar os problemas que as originaram. O ciclo recomeça à medida que mais dados são recolhidos, interpretados e usados como base de atuação.
Nessa fase, o processo poderá ser interpretado em termos da sua capacidade. Será então possível prever a performance do processo, podendo passar a confiar em níveis de qualidade consistentes e em custos estáveis para atingir esse nível de qualidade.
Por outro lado, atingido o controle estatístico, não se deve parar por aí. Caso a variação oriunda das causas comuns seja excessiva, o resultado do controle do processo não irá ao encontro das necessidades, uma vez que o produto continuará a apresentar pouca homogeneidade.
O processo em si deverá ser investigado e corrigido para eliminar e/ou reduzir essas causas comuns e, para isso, uma atitude superior, em nível de chefia, deverá ser tomada para melhorar o sistema. O objetivo é que os produtos se tornem cada vez mais homogêneos e, consequentemente, que os limites de controle se tornem mais estreitos.
Essa ferramenta de controle e de melhoria do processo pode ser de dois tipos distintos, consoante ao controle que é efetuado: controle por variáveis ou controle por atributos.
Cartas de controle por variáveis
Carta X-Am
Esse tipo de carta de controle é utilizado quando o tamanho do subgrupo de amostra é igual a um, sendo necessário calcular a amplitude entre os subgrupos (Amplitude Móvel). Alguns exemplos de aplicação desta carta são:
processos homogêneos em que não faz sentido subgrupos de amostras com tamanho maior que uma unidade. Exemplo: o controle de temperatura de um banho químico;
quando se tem inspeção 100% automatizada;
processos cuja taxa de produção é baixa, e não faz sentido acumular resultados ao longo do tempo para a avaliação da estabilidade do processo;
142
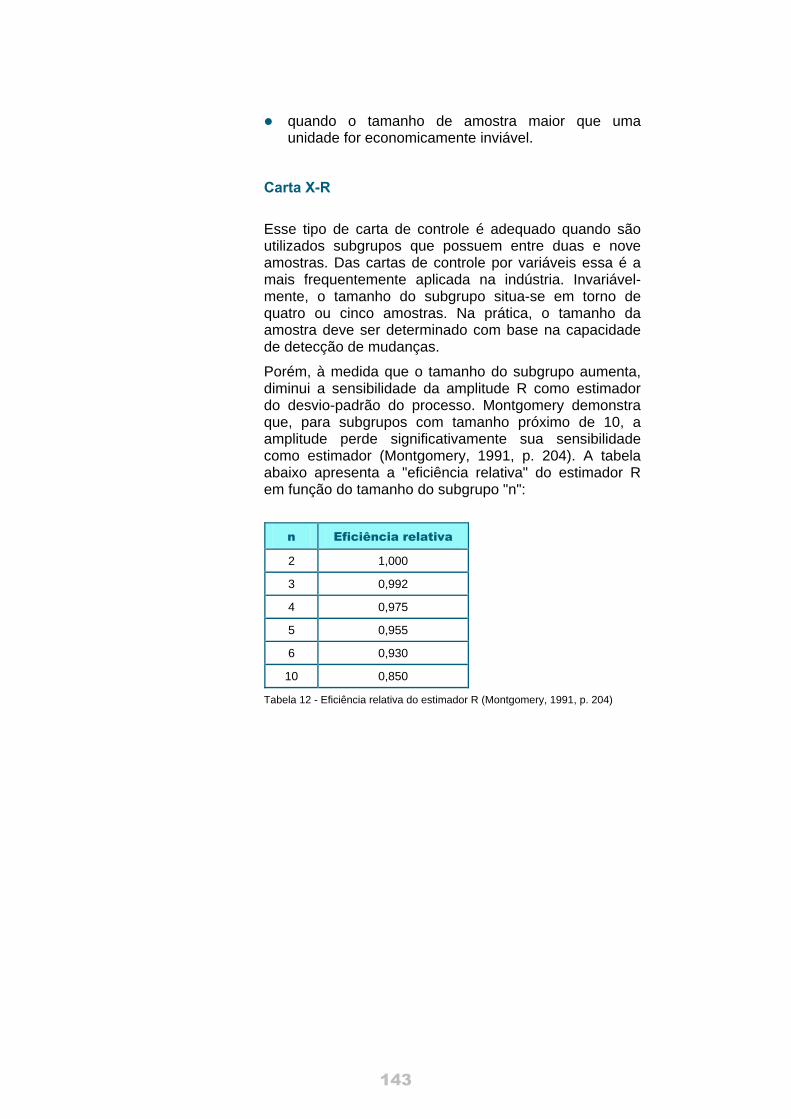
quando o tamanho de amostra maior que uma unidade for economicamente inviável.
Carta X-R
Esse tipo de carta de controle é adequado quando são utilizados subgrupos que possuem entre duas e nove amostras. Das cartas de controle por variáveis essa é a mais frequentemente aplicada na indústria. Invariável-mente, o tamanho do subgrupo situa-se em torno de quatro ou cinco amostras. Na prática, o tamanho da amostra deve ser determinado com base na capacidade de detecção de mudanças.
Porém, à medida que o tamanho do subgrupo aumenta, diminui a sensibilidade da amplitude R como estimador do desvio-padrão do processo. Montgomery demonstra que, para subgrupos com tamanho próximo de 10, a amplitude perde significativamente sua sensibilidade como estimador (Montgomery, 1991, p. 204). A tabela abaixo apresenta a "eficiência relativa" do estimador R em função do tamanho do subgrupo "n":
n Eficiência relativa
2 1,000
3 0,992
4 0,975
5 0,955
6 0,930
10 0,850
Tabela 12 - Eficiência relativa do estimador R (Montgomery, 1991, p. 204)
143
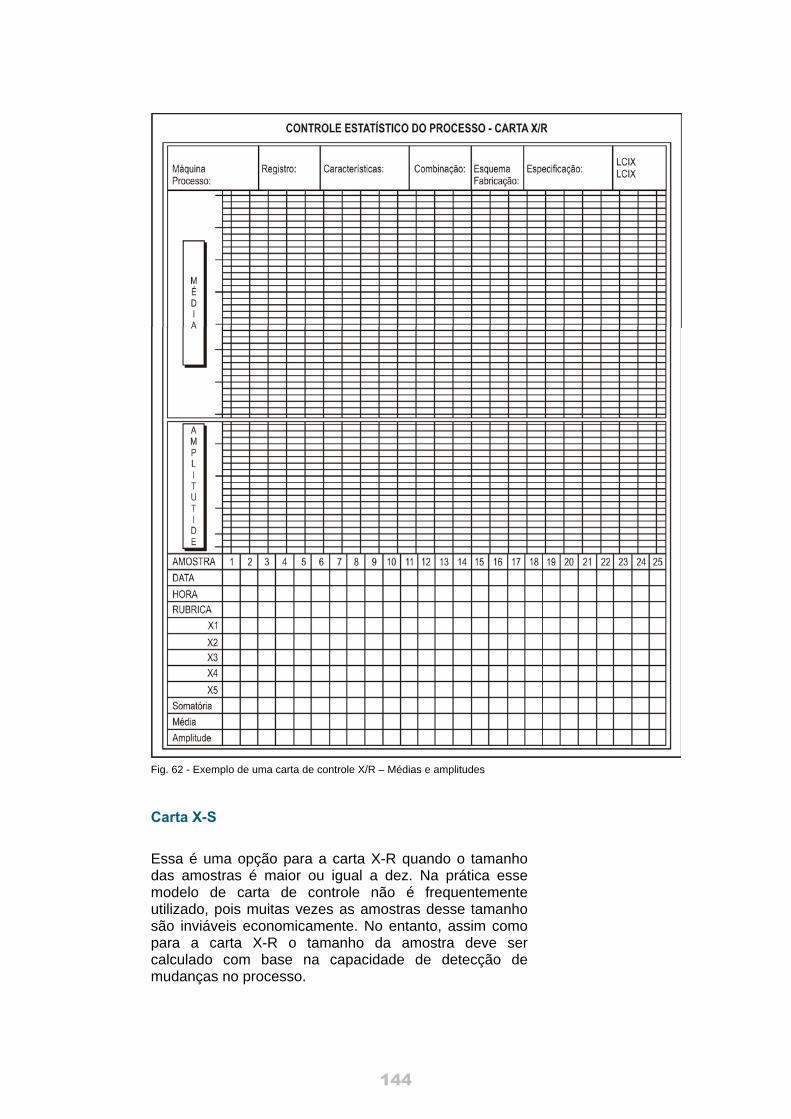
Fig. 62 - Exemplo de uma carta de controle X/R – Médias e amplitudes
Carta X-S
Essa é uma opção para a carta X-R quando o tamanho das amostras é maior ou igual a dez. Na prática esse modelo de carta de controle não é frequentemente utilizado, pois muitas vezes as amostras desse tamanho são inviáveis economicamente. No entanto, assim como para a carta X-R o tamanho da amostra deve ser calculado com base na capacidade de detecção de mudanças no processo.
144
Cartas de controle por atributos
Carta p
A carta de controle "p" é utilizada quando o característico de qualidade de interesse é representado pela proporção de itens defeituosos produzidos. Alguns exemplos são:
porcentual de componentes elétricos defeituosos produzidos em uma hora de produção;
porcentual de pistões com diâmetro fora do especi-ficado produzidos em um turno de trabalho.
Carta c
A carta "c" é utilizada quando se deseja controlar o número total de defeitos em uma unidade do produto. Alguns exemplos são:
número de quebras de uma ferramenta durante um mês de trabalho de uma indústria;
número de riscos em uma chapa metálica;
número de soldas defeituosas em um aparelho de rádio;
número de defeitos em 100 m de uma tubulação.
Carta u
A carta "u" tem a mesma aplicação da carta "c". A única diferença é que o tamanho do subgrupo para a carta "u" é maior do que um. Assim um exemplo seria o controle do número de riscos em duas chapas metálicas. Logo, para esse caso, o tamanho do subgrupo é de duas amostras.
Carta np
A carta "np" aplica-se aos mesmos casos da carta "p". Entretanto, essa carta é utilizada quando se deseja saber o número de itens não conformes em vez de conhecer aproporção de itens defeituosos.
145
Diferenças básicas entre as cartas por variáveis e por atributos
Uma vantagem das cartas por atributos é permitir o controle de mais de um característico de qualidade em uma única carta, pois a medição consiste em identificar se o item está conforme ou não conforme em relação às especificações de determinados característicos de qualidade. Por outro lado, uma carta por variável exige geralmente uma medição mais complexa. Basicamente, para cada característico selecionado é necessário um conjunto de cartas de controle (na realidade são duas cartas: uma para controle da média e outra para controle da dispersão do processo). Logo, sob o ponto de vista prático, as cartas por atributos são mais fáceis de ser manuseadas e apresentam, em geral, um menor custo de medição. Entretanto, deve-se considerar, ainda sob o ponto de vista do custo de amostragem, que as cartas por variáveis exigem um menor tamanho de subgrupo, fato esse que pode ser vantajoso dependendo do característico de qualidade (um exemplo são os pro-cessos que exigem medições destrutivas).
As cartas por variáveis apresentam muito mais infor-mações (por exemplo, sobre a média, a variabilidade e a capacidade do processo) do que as por atributos, facilitando a identificação do motivo das causas especiais que ocorrem no processo.
Entretanto, a principal vantagem das cartas por variáveis sobre as cartas por atributos é relacionada ao controle do processo em si. As cartas por variáveis permitem que ações preventivas sejam executadas antes que muitas peças defeituosas sejam produzidas. Já as por atributos permitem que ações corretivas sejam executadas após ter sido produzida uma relativa quantidade de itens defeituosos.
Educador, neste link você encontrará vídeos sobre aplicação das ferramentas de qualidade: http://www.youtube.com/view_play_list?p=8809E40C7E21B1CB&search_query=Aplica%C3%A7%C3%A3o+de+ferramentas+da+qualidade&rclk=pti
146
Educador 1 Receber os trabalhos desenvolvidos pelos jovens
e submetê-los à apreciação e leitura pelos grupos concorrentes.
2 Fornecer às equipes uma cópia do anexo 2 para que elas verifiquem se os trabalhos contemplaram todos os aspectos e obedeceram à sequência solicitada.
Décima Oitava Aula
50 min
Passo 1 / Atividade de avaliação
Nessa aula devem ser entregues os trabalhos escritos que foram elaborados durante o módulo. Esses trabalhos serão verificados pelo EV e apre-ciados pelas equipes concorrentes.
Educador
1 Solicitar aos jovens que se reúnam em seus grupos e deem continuidade aos trabalhos em desenvolvimento.
2 Orientar os grupos sobre a necessidade de serem incluídas as informações teóricas transmitidas nos seus trabalhos escritos e orientá-los para que o processo de elaboração de seus protótipos demonstre a aplicação das teorias.
3 Informar aos jovens que os trabalhos escritos devem ser finalizados e entregues na décima oitava aula.
4 Explicar aos jovens que os protótipos desenvol-vidos devem ser entregues e colocados em exposição na décima nona aula.
5 Avisar aos jovens que as apresentações de seus trabalhos irão se realizar na vigésima aula.
25 min
Passo 2 / Atividade prática
147
Décima Nona Aula
Educador
1 Solicitar aos grupos de trabalho que façam a avaliação do protótipo produzido, seguindo as instruções existentes no anexo 3.
2 Orientar os grupos a procederem a avaliação e a concessão da nota sobre o item avaliado, consi-derando o trabalho apresentado como um produto oferecido para consumo.
3 Após as avaliações, recolher os formulários e iniciar o processo de fechamento das notas rece-bidas pelos trabalhos escritos e protótipo.
4 Computar as notas e declarar a equipe vencedora.
5 Agendar a premiação, caso tenha sido estabele-cida alguma, para a próxima aula.
50 min
Passo 1 / Atividade de avaliação
Nessa aula o EV recebe os protótipos produzidos pelos grupos e submete-os à avaliação pelos grupos concorrentes.
3 Entregar às equipes uma cópia do anexo 3 e orientá-las a promoverem, na aula de hoje, a avaliação pertinente ao trabalho escrito.
4 Solicitar aos grupos que devolvam os trabalhos após a avaliação. Pedir que mantenham em seu poder a ficha para que seja completada na ava-liação do protótipo que será realizada na próxima aula.
148
Vigésima Aula
Educador
1 Realizar a premiação do grupo vencedor, ressaltando a importância de todos os trabalhos elaborados.
2 Agradecer o empenho e a participação.
3 Encerrar o capítulo e o módulo aplicado.
50 min
Passo 1 / Encerramento
Nessa aula será realizada a premiação do trabalho vencedor e o encerramento do módulo do curso.
149

150
Abastecimento É objeto de estudo da administração de materiais. Trata-se do suprimento, a um processo administrativo ou operacional, dos elementos necessários (recursos) a um órgão ou instituição para que possa atingir seus objetivos. É a fase em que o consumidos (interno ou externo) recebe o material de que necessita para realizar sua atividade ou, então, consumir/utilizar o material.
ABC - Activity Based Costing Custeio baseado em atividades. Trata-se de uma metodologia de custeio que se baseia nas atividades desenvolvidas para a execução dos processos. Não é uma metodologia contábil aceita pelos órgãos fiscalizadores.
Acondicionamento Atividade que visa proteger e acomodar materiais e equipamentos embalados ou para os quais não se utiliza embalagem, por ser inaplicável (em função de suas dimensões) ou desnecessário.
Agilização Em termos logísticos, significa agilizar o atendimento de um pedido por meio de todo ou parte do sistema logístico.
Almoxarifado Órgão da Administração de Materiais destinado a depósito, guarda e controle dos diversos materiais que uma organização transporta, usa ou produz, a fim de evitar os desvios, deterioração e mantê-los de forma que possibilitem pronta utilização/consumo. Local de entrada, controle e saída dos materiais utilizados por uma organização.
Armazém Expressão genérica para indicar qualquer área, ou espaço físico, destinada à guarda de materiais em geral.
Armazenagem Denominação genérica e abrangente que inclui todas as atividades de um local destinado à guarda temporária e à distribuição de materiais (consolidação, descon-solidação, triagem etc.) e engloba as denominações relativas a: depósitos, almoxari-fados, centros de distribuição etc.
Análise morfológica Indica o efeito que a ação exerce, a classe a que pertence e o efeito que ela exerce em relação a outros processos.
Atividade Parcela de uma atribuição que caracteriza determinada carga de trabalho e responsa-bilidade de uma função, formada pela integração das operações que podem ser
Glossário
151
realizadas numa jornada de trabalho. Expressão utilizada no PERT para identificar a parcela do fluxo total que une dois eventos constituindo uma fase ou etapa de um processo que consome recursos e tempo. Na gestão da qualidade, atividade é qualquer ação ou trabalho específico em determinado processo.
Atividade Fantasma Expressão utilizada no PERT para identificar a atividade artificial, criada para ajudar na montagem lógica de uma rede, sendo representada no diagrama por uma linha pontilhada, que configura um grau de interdependência entre os eventos que estão ligados. Também chamada de Atividade Fictícia, simplesmente indica relações de precedência.
Automação É a integração de uma ampla variedade de recursos tecnológicos e de engenharia em processos de produção/operações para o atingimento de objetivos estratégicos das organizações.
Automático Que se move, regula ou opera por si mesmo. Máquina automática que se realiza por meios mecânicos.
Automatização Sistema automático pelo qual os mecanismos controlam seu próprio funcionamento, quase sem a interferência do homem.
Avaliação Técnica de aferição de resultados, realizada por meio da comparação dos resultados obtidos com parâmetros de desempenho preestabelecidos, aplicando-se critérios próprios com o objetivo de conhecer dispêndios, características e tendências de determinada situação diante do maior ou menor ajustamento com o padrão de desempenho dentro de uma escala de valores que deve refletir a aproximação aos objetivos desejados.
Bar code - Código de barras Utilizado para identificação automática de itens, em pontos de venda ou em processos de movimentação. Método de codificação de dados alfanuméricos para leitura ótica rápida e precisa. São constituídos por uma sequência de barras e espaços alternados impressos ou estampados em produtos, etiquetas ou outra forma de fixação, repre-sentando informações codificadas que podem ser reconhecidas por leitores eletro-nicos, utilizados para facilitar a entrada de dados em sistemas de processamento de dados.
Brainstorming Tempestade cerebral ou tempestade de ideias. Trata-se de uma técnica utilizada em criatividade, quando se reúne um grupo de pessoas para terem ideias sobre um determinado assunto, situação, ou problema, sem censuras, com alguém estimulando a todos e anotando tudo o que é apresentado para, posteriormente, escolher-se as melhores idéias e, então, colocá-las em prática.
152
Brainwriting Essa técnica visa aprimorar o trabalho em grupo para a geração de ideias, tendo sido aplicada com sucesso a diferentes grupos e em situações diversas. A aplicação da técnica exige apenas uma folha em branco para cada participante e uma questão-gatilho a ser respondida pelo grupo, sendo que a experiência, diversidade e conheci-mento dos participantes são extremamente importantes para os bons resultados do trabalho, assim como a presença de um moderador que garanta a correta aplicação da técnica.
Capacidade Quantidade de materiais (matérias-primas e demais insumos) que um sistema produtivo consegue processar (transformar em produtos acabados) em determinado período de tempo.
Capacidade de Armazenagem Qantidade de materiais (matérias-primas, insumos, produtos acabados, embalagens etc.) que um armazém consegue abrigar em determinado espaço físico disponível.
Cartão kanban É um cartão ou etiqueta de pedido de trabalho, sujeito a circulação repetitiva na área. Diferente das ordens tradicionais de trabalho, o cartão kanban sempre acompanha os produtos, facilitando o controle de estoques.
CD - Centro de Distribuição
É um armazém que tem por objetivo realizar a gestão de estoques de mercadorias na distribuição física. Trata-se de armazém de produtos acabados, prontos para serem encaminhados a pontos de vendas de uma empresa ou diretamente a seus clientes finais. As atividades desenvolvidas nos CD’s englobam a recepção, expedição, manuseio e armazenamento de mercadorias, administração de informações, emissão de notas fiscais, conhecimentos de transporte e outros documentos. Além disso, em alguns casos, envolvem a agregação de valor intrínseco (físico) como embalagem, rotulagem e preparação de kits comerciais (compre dois e leve três, por exemplo).
CEP - Controle Estatístico do Processo Técnica utilizada nos processos de controle da qualidade em que se faz o controle da qualidade por meio de análises estatísticas.
Ciclo PDCA Trata-se de um modelo de gestão pela qualidade total – GQT, formado pelas palavras inglesas PLAN (planejar), DO (fazer), CHECK (verificar, checar) e ACTION (agir corretamente).
Classificação ABC No final do século XIX, o economista italiano Vilfredo Pareto constatou que a maioria da riqueza dos países é controlada por uma minoria de pessoas. Posteriormente, verificou-se que esse mesmo princípio aplicava-se a uma série de outros aspectos da atividade empresarial e passou a ser conhecido como Curva de Pareto, Curva 80-20 ou Curva ABC. Trata-se de classificação estatística de materiais, baseada no Princípio de Pareto, em que se considera a importância dos materiais, baseada nas quanti-dades utilizadas e no seu valor. Também pode ser utilizada para classificar clientes em
153
relação aos seus volumes de compras ou em relação à lucratividade proporcionada; classificação de produtos da empresa pela lucratividade proporcionada, etc.
Consolidação (Em operações de transporte) Operação logística que implica em agrupar várias remessas pequenas de produtos em uma remessa maior, com o objetivo de facilitar manuseio e reduzir custos de movimentação e transporte.
Custos diretos Os custos diretos estão relacionados com a produção e a venda. Esses custos apresentam particularidades em razão do tipo de atividade que a empresa exerce. Numa pequena agroindústria de processamento de uva, estão incluídos, nesses custos, os materiais diretos - matérias-primas, materiais secundários e embalagens - e a mão-de-obra direta - salários e encargos sociais dos recursos humanos ligados diretamente à produção.
Custos de montagens e submontagens São os custos que incidem sobre a produção nas fases de montagem dos produtos e nas fases que antecedem a montagem final do produto durante o processo produtivo.
EDI - Electronic Data Interchange ou Intercâmbio Eletrônico de Dados É a troca automatizada, computador-a-computador, de informações de negócios/ estruturas, entre uma empresa e seus parceiros comerciais, de acordo com um padrão reconhecido internacionalmente. Trata-se da troca eletrônica de documentos padroni-zados entre parceiros de uma cadeia de abastecimento ou entre unidades de uma mesma empresa separadas fisicamente. Quando associado ao uso do código de barras, leitoras óticas e sistemas de informações logísticas, constitui a base sobre a qual se viabiliza a implantação do ECR.
Efeito Sinérgico Ação Simultânea. Usado em conjunto. Ação cooperativa de agentes sobre o organismo, de tal sorte que seu efeito é maior que a soma dos efeitos de cada um dos agentes aplicados isoladamente.
Embalagem Invólucro ou recipiente utilizado para embalar determinado produto. A embalagem tem o objetivo de expor o produto e/ou proteger de riscos facilitando movimentação etransporte.
Empilhadeiras Equipamentos com garfos, utilizados para movimentação e empilhamento de paletes.
Energia Propriedade de um sistema que lhe permite realizar um trabalho. A energia pode ter várias formas (calorífica, cinética, elétrica, eletromagnética, mecânica, potencial, química, radiante), transformáveis umas nas outras, e cada uma é capaz de provocar fenômenos bem determinados e característicos nos sistemas físicos. Em todas as transformações de energia, há sua completa conservação. A energia também não pode ser criada, mas apenas transformada (primeiro princípio da termodinâmica). A
154
massa de um corpo pode se transformar em energia, e a energia, sob forma radiante, pode se transformar em um corpúsculo com massa.
Estocagem É uma das atividades da armazenagem. Trata-se de uma das atividades do fluxo de materiais em um armazém e o local físico destinado à locação estática dos materiais/ produtos. Dentro de um armazém podem existir vários locais de estocagem (endereços).
Fila Ou Linha de espera. Nos processos fabris, trata-se das tarefas que estão em dado centro de trabalho aguardando para serem processadas.
Flexibilidade A facilidade de um sistema ou processo em ser manejado, maleabilidade, a aptidão para várias coisas ou aplicações. Podemos entender por flexibilidade a capacidade que tanto o cliente quanto o fornecedor devem ter para rapidamente adaptarem-se a alterações e solicitações de mercado.
Full-time O Tempo todo
Gargalo Ponto de determinado processo produtivo em que se formam filas devido a este ponto possuir capacidade inferior ou idêntica à demanda por sua utilização. Tal ponto pode ser um departamento, setor, seção ou recurso.
Gasto Total É a soma de todos os valores gastos com a compra de produtos mantidos em estoque.
In-loco No local
Inventário Estoques ou itens que servem para dar suporte à produção (matéria-prima, insumos e materiais em processo), atividades de apoio (itens MRO - suprimentos de manutenção, reparo e operação) e atendimento ao cliente (produtos acabados e sobressalentes).
Insumos Combinação dos fatores de produção (matérias-primas, horas trabalhadas, energia consumida, taxa de amortização e outros), que entram na produção de determinada quantidade de bens ou serviços.
JIT - Just in Time É a operacionalização da "filosofia japonesa" de produção, que significa atender ao cliente interno ou externo no exato momento de sua necessidade, com as quantidades necessárias para a operação / produção. Nas indústrias, a tendência é que sistemas de comércio eletrônico sejam conectados a softwares de ERP para que se possa viabilizar a fabricação JIT em função de pedidos oriundos da Internet.
155
Layout É o planejamento e a integração dos meios que concorrem para a maior eficiência entre o homem, o equipamento e a movimentação de materiais dentro de um espaço disponível.
Lead Time - Tempo de Ciclo Utiliza-se para o ciclo produtivo (Lead Time de Produção), para o ciclo de pedido (Lead Time do Pedido) e para o ciclo total da operação logística (Lead Time de ressuprimento) sendo entendido como o tempo de compra mais o tempo de transporte. O Lead Time Logístico ou Tempo de Ciclo total, é o tempo decorrido desde a emissão de uma ordem a um fornecedor até o atendimento da ordem do cliente final. Também chamado de Tempo de Resposta, para designar o tempo compreendido entre o início da primeira atividade até a conclusão da última, em uma série de atividades.
Lista de Materiais – Bill of Material (BOM) Lista de todas as peças, submontagens e matérias-primas que constituem uma montagem específica, indicando a quantidade necessária de cada item. A lista pode, ou não, ser estruturada de forma a demonstrar os níveis de montagem pertencentes a cada item da lista.
Manufatura celular É uma técnica que produz famílias de peças dentro de um único arranjo físico de máquinas e instalações, operadas por meio de pessoas multifuncionais e/ou polivalentes.
Manutenção Trata-se da atividade responsável por manter equipamentos e demais recursos produ-tivos em condições normais de funcionamento.
Marketing A parte do processo de produção e de troca que está relacionada com o fluxo de bens e serviços do produtor ao consumidor. É popularmente definida como a distribuição e venda de mercadorias. Marketing inclui as atividades de todos aqueles que se dedicam à transferência de mercadorias desde o produtor até o consumidor.
Market Share - Participação de Mercado Trata-se do quociente de vendas (físicas ou financeiras) de uma categoria ou produto específico de determinada empresa ou marca em relação ao total das vendas de todas as empresas da categoria ou produto em determinada área geográfica, durante determinado período de tempo.
Máquina Aparelho ou instrumento próprio para comunicar movimento ou para aproveitar, pôr em ação ou transformar uma energia ou um agente natural.
Material em Processo Materiais em diferentes estágios de conclusão (montagem, processamento ou acabamento) ao longo de toda a linha de produção, incluindo a matéria-prima que já
156
foi liberada para o processamento inicial e o material totalmente processado que esteja aguardando inspeção e aceitação como produto conforme (acabado) ou entrega a um usuário. Alguns métodos contábeis incluem itens em estoque e componentes semi-acabados como produtos em processo.
Missão É a razão de ser, o escopo, de uma organização em que se estabelece o compro-misso do negócio com os clientes. Delimita, ainda, as atividades requeridas para o cumprimento deste compromisso.
MPS (Master Program Schedule) - Programa Mestre de Produção É a relação dos produtos que devem ser fabricados em determinado período de tempo e usualmente disposta numa sequência de prioridades. O PMP objetiva: a) programar produtos finais para serem concluídos prontamente e no prazo acordado com os clientes; e, b) evitar sobrecargas ou ociosidade do sistema produtivo, a fim de utilizar eficientemente os recursos produtivos, resultando em baixos custos de produção. Resumidamente, é um plano de fabricação detalhado e realista no qual se consideram todas as possíveis exigências que se impõem aos recursos produtivos existentes na organização.
MRP (Material Requirements Planning) - Planejamento das necessidades de materiais É um método para planejamento das prioridades, orientado por um Programa Mestre de Produção e que relaciona as demandas de componentes aos programas de produção. Por meio do algoritmo de cálculo MRP, desdobra-se a programação de entregas (seja previsão ou em carteira) de cada SKU nas respectivas necessidades líquidas de seus componentes, considerando-se os lead times de reposição e as disponibilidades distribuídas no tempo.
MRP II (Manufacturing Resources Planing) - Planejamento dos Recursos da Manufatura É um método de planejamento e programação eficiente dos recursos utilizados nos processos de manufatura, como: pessoas, recursos financeiros, ferramentas, materiais etc.
Negócio Entende-se por negócio um empreendimento que visa lucro, no qual os riscos, após análise prévia, foram considerados suportáveis e proporcionais ao esforço necessário, aos recursos investidos e ao retorno esperado. Em gestão da qualidade, um negócio é um conjunto de processos (meios) destinados a gerar produtos (fins ou saídas) sob a forma de bens e/ou serviços, de forma a atender às necessidades dos clientes da organização (internos e/ou externos).
Nível de Serviço É a medida pela qual os pedidos de clientes podem ser processados em condições de entrega que estejam em conformidade com os padrões de atendimento esperados (desejados) pelos clientes.
157
Painéis sinóticos grandes São quadros que possuem diagramas esquemáticos do processo – e monitores de vídeo. O operador possui, em sua mesa de operação, manetes 2 e outros dispositivos que lhe dão a possibilidade de ligar e desligar os equipamentos que atuam diretamente no processo.
Paleteiras Equipamentos com garfos utilizados para movimentação de paletes no próprio piso do armazém.
Paletização Ato de unitizar determinada carga sobre um palete, permitindo o arranjo e o agrupamento de materiais em UNIMOV ou UNICOM’s, possibilitando o manuseio, estocagem, movimentação e transporte como carga unitizada.
Palete Unidade semelhante a um estrado, em geral de madeira, utilizado para unitização de cargas com peso de até 2000 Kg. Tal “estrado” pode ser formado por dois planos separados por vigas, ou uma base única sustentada por pés, cuja altura é reduzida ao mínimo compatível com seu manuseio por empilhadeiras, paleteiras ou outros sistemas de movimentação de cargas. Pode ser construído de madeira, plásticos, metal, papelão, ou combinações desses materiais. Pode ter dimensões variadas, embora no Brasil se utilize o palete denominado PBR.
PEPS - Primeiro que Entra, Primeiro que Sai É a nomenclatura para o controle de estoques e processos de armazenagem em que o primeiro produto a entrar no estoque é o primeiro a sair. O mesmo que FIFO.
PERT - Program Evaluation Review Technique Método usado para equacionar problemas com muitas fases, preparando a respectiva programação por meio de um diagrama de flechas, no qual os tempos necessários à execução das diversas atividades são baseados na teoria das probabilidades, realizando-se o estudo e o estabelecimento de três tempos estimados aprioristica-mente: a) o tempo otimista; b) o tempo pessimista; e, c) o tempo mais viável ou provável. É muito utilizado para equacionar problemas de programação, execução e controle de projetos inéditos, isto é, quando não existe experiência sobre os tempos das diferentes etapas ou fases.
Plano Mestre de Produção (PMP) Guia as ações do sistema de manufatura no curto prazo, estabelecendo quando e em que quantidade cada produto deverá ser produzido dentro de um certo horizonte de planejamento. O PMP pode variar de 4 a 12 meses, sendo que quanto menor for o horizonte de tempo maior será a sua exatidão.
Picking É a separação e preparação de pedidos. É a escolha, dentro dos armazéns, de certos produtos, podendo ser diferentes em categorias e quantidades, diante do pedido de um cliente.
158
Ponto de Pedido – Order Point É uma metodologia utilizada para a reposição de estoques, em que se determina um ponto (definido quantitativamente) em que se deve disparar uma ordem de abaste-cimento. Normalmente inclui uma certa quantidade de materiais para o funcionamento durante o tempo de ressuprimento, acrescida de um estoque de segurança. Quando a quantidade de determinado item em estoque atinge o ponto de pedido, dispara-se o processo de ressuprimento.
Processo Forma e desenvolvimento de um método que representa o modo pelo qual é imple-mentado e reflete seu estado dinâmico. Uma série metódica de atividades logicamente relacionadas (sistemicamente), desempenhadas para atingir resultados previamente definidos. Simplificadamente, um processo é o conjunto de meios utilizados e de tarefas executadas para transformar insumos em produtos.
Processo contínuo Entende-se por processos contínuos aqueles em que existe uma entrada contínua de matéria-prima, um processamento e uma saída, também contínuos do produto final. Em geral, nesses tipos de processo não há acumulação de produtos, sendo que a saída é resultado da contínua combinação entre as matérias-primas da entrada. Naturalmente, nos processos contínuos é impossível estabilizar essa equação na partida do processo, porém, assim que os valores nominais de pressão, vazão, temperatura e outros forem alcançados, a igualdade acima será satisfeita.
Produção Empurrada É o sistema tradicional de programação da produção, em que os lotes de materiais/produtos são processados de acordo com o programa de produção para a próxima etapa do processo, independentemente de serem necessários ou não naquele momento. Trata-se de produzir a partir de uma determinada previsão de vendas, acreditando-se que a previsão esteja correta.
Produção Puxada É o sistema de programação da produção baseado no princípio de que somente se produz alguma coisa a partir da existência de pedidos (ordens) de clientes, visando reduzir o tempo de ciclo de produção. No processo produtivo, o sistema de produção puxada implica que um posto de trabalho somente processa aquilo que o posto posterior requisita.
Produção em massa Sistema de produção de um produto com pouca variação.
Produtividade É a indicação do grau de aproveitamento dos recursos produtivos. Trata-se de uma proporção entre o que é produzido e os recursos requeridos para se atingir esta produção. Pode-se apresentar a produtividade como o valor de saídas (output) úteis por unidade de custo para os recursos utilizados nos processos produtivos. Usual-mente, produtividade é utilizada nas atividades de manufatura, embora possa ser utilizada em qualquer área dos sistemas organizacionais.
159
Produto É o resultado do trabalho humano, podendo se apresentar sob a forma de bens ou de serviços (ou ambos).
Produto acabado É o resultado final do processo produtivo de uma empresa. Trata-se da matéria-prima e insumos que já sofreram um processo de transformação, foram completamente processados, e estão prontos para serem entregues aos clientes finais.
Produtos em Processo Materiais em diferentes estágios de conclusão (montagem, processamento ou acabamento) ao longo de toda a linha de produção, incluindo a matéria-prima que já foi liberada para o processamento inicial e o material totalmente processado que esteja aguardando inspeção e aceitação como produto conforme (acabado) ou entrega a um usuário. Alguns métodos contábeis incluem itens em estoque e componentes semi-acabados como produtos em processo.
Programa Mestre de Produção – PMP É a relação dos produtos que devem ser fabricados em determinado período de tempo e usualmente disposta numa sequência de prioridades. O PMP objetiva: a) programar produtos finais para serem concluídos prontamente e no prazo acordado com os clientes; e, b) evitar sobrecargas ou ociosidade do sistema produtivo, a fim de utilizar eficientemente os recursos produtivos, resultando em baixos custos de produção. Resumidamente, é um plano de fabricação detalhado e realista no qual se consideram todas as possíveis exigências que se impõem aos recursos produtivos existentes na organização.
Rastreabilidade É o registro e o rastreamento (acompanhamento) de materiais, peças e processos utilizados nos processos produtivos por meio de números de série e/ou de lotes, visando garantir a rápida localização de um material/produto em qualquer ponto da cadeia de valor. Em alguns casos a rastreabilidade é uma exigência legal, como no caso dos medicamentos, por exemplo.
Refugo elevado Alto volume de perdas de matéria-prima e produtos estocados devido à obsolecência técnica ou desgaste.
Reposição contínua Trata-se de uma forma de VMI para o varejo supermercadista; é uma ferramenta que tem por finalidade repor os produtos na gôndola de forma rápida e adequada à demanda, com os objetivos de minimizar estoques e faltas. é a prática de parceria entre membros do canal de distribuição que altera o processo tradicional de reposição de mercadorias, de geração de pedidos elaborados pelo distribuidor, baseado em quantidades economicamente convenientes, para a reposição de produtos baseada em previsão de demanda efetiva.
Retrabalho Qualquer atividade ou processo que por algum motivo teve que ser refeito, gerando um custo adicional e um impacto na linha de produção. As causas do retrabalho são
160
diversas, porém são sempre ocasionadas por má qualidade. Os cálculos são possíveis e para realizá-los recomenda-se verificar nos livros sobre administração ou engenharia de produção as fórmulas e exemplos de como se faz a medição adequada passo a passo.
Retroinformação Informações construtivas ao tema trabalhado fornecida por pessoas interessadas no assunto em pauta. Essas informações alimentam o apresentador com dados que enri-quecem sua palestra.
Romaneio – Packing List É o documento utilizado em transporte, que lista a carga transportada. Usualmente, refere-se a cópias da guia de carga. É a relação dos volumes transportados, com descrição do conteúdo de cada um. No comércio internacional, auxilia a conferência e o desembaraço aduaneiro.
Setup É uma técnica que produz famílias de peças dentro de um único arranjo físico de máquinas e instalações, operadas por meio de pessoas multifuncionais e/ou polivalentes.
SFC - Shop Floor Control ou Controle do Chão de Fábrica Trata-se de software que, utilizando-se da tecnologia do código de barras, faz o apontamento da mão-de-obra, reportando da ordem de produção à baixa dos componentes em tempo real, permitindo sua total rastreabilidade.
Sistema de controle É um sistema complexo composto de hardware e software utilizados para o controle de um processo.
Sistema Logístico Expressão abrangente utilizada para designar o planejamento e a coordenação de todos os aspectos de movimentação física das operações de uma empresa de modo que o fluxo de matéria-prima, materiais, peças e produtos acabados seja realizado de maneira a minimizar os custos totais para os níveis de serviço ao cliente desejados.
Supply chain - Cadeia de Suprimentos É constituído pelo conjunto de organizações que se interrelacionam, agregando valor na forma de produtos e serviços, desde os fornecedores de matéria-prima até o consumidor e/ou usuário final, ou seja, a aplicação da logística integrada desde as fontes de fornecimento até o consumo final.
Supply chain management - Administração da Cadeia de Abastecimento Trata-se de uma abordagem que objetiva oferecer o máximo valor ao cliente e o máximo retorno sobre os ativos fixos, por meio de uma gestão efetiva dos fluxos materiais, produtos, informações e recursos financeiros, desde o fornecedor primário até o consumidor/usuário final da cadeia de abastecimento, de um extremo a outro da cadeia. É a integração de todos os membros de determinada cadeia de abastecimento, sem verticalização, mas de forma que cada empresa esteja focada em seu negócio principal, mas agregando valor em cada etapa dentro da cadeia.
161
Tarefa É a parcela de uma operação que caracteriza a quantidade de trabalho e a responsabilidade de um cargo na infraestrutura de uma organização. É o conjunto de atividades interligadas exercidas em determinado posto de trabalho, visando cumprir uma etapa de um processo. Constitui a unidade mínima de trabalho que deve ser atribuída a um trabalhador, depois de bem estudada, caracterizada e conhecida nas questões relativas a quantidade, qualidade, tempo e velocidade, para permitir justa avaliação e remuneração.
Terceirização - Outsourcing Trata-se da utilização de provedores de serviços, ou da compra externa de componentes, como estratégia de redução de custos. É a prática em que parte do conjunto de produtos e serviços utilizados por uma empresa (dentro da cadeia produtiva) é providenciado por uma empresa externa, num relacionamento de interdependência e estreita colaboração, permitindo que a empresa cliente concentre-se naquilo que é sua competência principal (core competence). Nessa visão, o outsourcing vai muito além da simples terceirização, uma vez que o fornecedor mantém uma integração profunda e de colaboração estreita com o cliente.
Termopar É um dispositivo que apresenta uma pequena diferença de potencial (alguns milivolts) ao se colocar em contato com dois metais diferentes, que apresentam diferentes potenciais elétricos (eletro volts).
TQC - Total Quality Control É o controle exercido por todas as pessoas para a satisfação das necessidades de todas as pessoas.
Transbordo Passar mercadorias/produtos de um para outro veículo de transporte. Operação muito utilizada quando ocorre multimodalidade ou intermodalidade de transportes.
Transporte Em termos logísticos trata-se da atividade de movimentação de materiais/produtos e pessoas, ao longo da cadeia de abastecimento. Em termos econômicos uma das principais funções consiste na capacidade de disponibilizar cada tipo de mercadoria no momento e no lugar onde exista uma demanda pelas mesmas. O mesmo vale para o movimento de pessoas.
UEPS É a nomenclatura para o método de armazenagem, em que o produto que é o último a entrar no estoque é o primeiro a sair. É o método oposto do PEPS/FIFO.
Unitização ou paletização Vem a ser a disposição por camadas das embalagens dos produtos formando pilhas, obtendo-se um volume paralelepipedal, cuja altura é determinada pelo peso e espaço disponível. A paletização é feita sobre placas ou estrados, geralmente de madeira chamados de paletes.
162
Valor Agregado Importante conceito derivado do conceito de Cadeia de Valor. Em termos de manufatura, trata-se do aumento real na utilidade de um item do ponto de vista do cliente na medida em que um material é processado ao longo da cadeia de abastecimento. É a contribuição de operações e de cada elo da cadeia de valor para a utilidade e valor final de um produto do ponto de vista do cliente. Busca-se, com esse conceito, eliminar toda e qualquer atividade que não agregue valor no fornecimento, na manufatura e entrega de um produto ou serviço.
Valor econômico Valor econômico adicionado ou simplesmente valor adicionado ou, ainda, valor agregado é uma noção que permite medir o valor criado por um agente econômico. É o valor adicional que adquirem os bens e serviços ao serem transformados durante oprocesso produtivo. Em uma empresa, o valor adicionado é a contribuição adicional de um recurso, atividade ou processo para a fabricação de um produto ou prestação de um serviço. Macroeconomicamente, é o valor dos bens produzidos por uma economia, depois de deduzidos os custos dos insumos adquiridos de terceiros (matérias-primas, serviços, bens intermediários), utilizados na produção.
WMS - Warehouse Management Systems ou Sistemas de Gerenciamento de Armazéns São softwares aplicados à gestão de áreas de armazenagem, no que diz respeito ao controle de entrada e saída de materiais, endereçamento, realização dos métodos de controle de estoques (PEPS, UEPS etc.), formação de cargas para expedição (picking) etc.
163

164
ARNOLD, J. R. Tony. Administração de Materiais: Uma Introdução. 1ª. Edição. São Paulo, Editora Atlas, 1999.
BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos. 5ª. Edição. Rio Grande do Sul, Bookman, 2003.
BISSOLI, Paulo Ruggero Luiz. Apostila IBTA - Estoque - 2 EST 1T 1. 1ª edição. São Paulo, 2007.
CAIXETA, José V.; MARTINS, Ricardo S. (Organizadores). Gestão logística do transporte de cargas. São Paulo, Atlas, 2001.
Chrysler Corporation, Ford Motor Company and General Motors Corporation. Statistical Process Control (SPC) – Reference Manual. 1995.
CURY, Antonio. Organização & métodos: uma visão holística. 7ª edição. São Paulo, Atlas, 2000. 589p.
DAVIS, Mark M.; AQUILANO, Nicholas J.; CHASE, Richard B. Fundamentos da Administração de Produção. 3ª. Edição. Rio Grande do Sul, Ed. Bookman, 2001.
FEIGENBAUM, A. V. Controle da Qualidade Total. Volume I. São Paulo, Makron Books, 1994.
FEIGENBAUM, A. V. Controle da Qualidade Total. Volume III. São Paulo, Makron Books, 1994.
GONÇALVES, Paulo. S.; SCHWENBER, Enrique. Administração de Estoques. 1ª. Edição. Rio de Janeiro, Ed. Interciência Ltda, 1979
KUME, H. Métodos Estatísticos para Melhoria da Qualidade. Rio de Janeiro, Editora Gente, 1993.
MAXIMIANO, Antonio Cesar Amaru. Introdução à administração. 5ª. Edição. São Paulo, Atlas, 2000, 546p.
MOREIRA, Daniel A. Administração da Produção e Operações. 1ª. Edição. São Paulo, Ed. Pioneira, 1993.
OLIVEIRA, Djalma de Pinho Rebouças. Sistemas, organização & métodos: uma abordagem gerencial. 13ª. Edição. São Paulo: Atlas, 2002, 505p.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração de Produção. 2ª. Edição 2002. Ed. Atlas SA. SP.
TELES, Wanderley. Apostila Faculdade IBTA - Movimentação e Armazenagem de Materiais – 2 MAM 1T 1. 1ª edição. São Paulo, 2007.
VALLIM FILHO, A. R. A. Apostila IBTA – Custos - 2 CTS 2T. 1ª edição. São Paulo, 2007.
Referências
165
Sites para consulta
Disponível em: <http://kplus.cosmo.com.br/materia.asp?co=5&rv=Vivencia>. Acesso em: 04 ago. 2007.
Disponível em: <http://www.eps.ufsc.br/disserta96/armando/cap3/cap3.htm>. Acesso em: 04 ago. 2007.
Disponível em: <http://www.geranegocio.com.br/html/geral/p13.html>. Acesso em: 09 ago. 2007.
Disponível em: <http://web.onda.com.br/bonassoli/iob25ex.html>. Acesso em: 09 ago. 2007.
Planejamento estratégico: uma nova abordagem. Jornal do Comércio, 24 de novembro de 2003. Disponível em: <http://www.estrategiasantana.adm.br>. Acesso em: 09 ago. 2007.
Revista FAE BUSINESS nº 11 junho 2005. Disponível em: <http://www.fae.edu/ publicacoes/pdf/revista_fae_business/n11/logistica_custos_logisticos.pdf>. Acesso em: 09 ago. 2007.
WANKE, Peter. Aspectos fundamentais da gestão de estoques na cadeia de suprimentos. Artigo online Cel Coppead. Disponível em: <http://www.cel.coppead. ufrj.br/fs-busca.htm?fr-gest-estoques.htm>. Acesso em: 09 ago. 2007.
166
Instruções sobre a or ganização e el aboração do trabalho escrito (Passo 9)
b) Capa Titulo do trabalho
Nome dos componentes da equipe de trabalho
Nome do curso, módulo e etapa
Ano de realização
l) Folhas de rosto e avaliação Titulo do trabalho
Nome dos componentes da equipe de trabalho
Nota obtida______ data ___/___/____
Nome do educador
Nome do curso, módulo e etapa
Ano de realização
m) Dedicatória – O trabalho poderá ser dedicado às pessoas consideradasimportantes para os membros do grupo para chegar à conclusão.
n) Agradecimentos – Manifestação de reconhecimento à(s) pessoa(s) e/ouinstituição(ões) que realmente tenham contribuído com os autores na realização dotrabalho, devendo ser expressa de maneira simples e sóbria.
o) Sumário – Títulos e assuntos acompanhados do(s) respectivo(s) número(s) da(s)página(s).
p) Introdução – Parte inicial do texto, onde devem constar as delimitações doassunto tratado, o objetivo da pesquisa e outros elementos necessários para situaro tema de trabalho.
q) Identificação da empresa onde foi realizado o trabalho Nome da empresa
Setor econômico
Número de funcionários
Tempo de existência
Anexo 1
167
Missão da empresa
Valores da empresa
Quantidade de fábricas
r) Desenvolvimento – Parte principal do texto, que contém a exposição ordenada epormenorizada do assunto. Divide-se em seções e subseções, que variam emfunção da abordagem do tema e do método. Observe a sequência dos temasconforme foi solicitado na segunda aula.
s) Conclusão – Parte final do texto, na qual se apresentam conclusõescorrespondentes aos objetivos ou hipóteses. A conclusão deve ser feita com oobjetivo de defender a implantação do projeto e salientar a importância de suarealização para a empresa.
t) Anexos – Devem ser anexados todos os documentos que foram utilizados paralevantamento dos dados e pesquisas.
u) Referências utilizadas – Livros, autores, apostilas, Internet, etc.
168
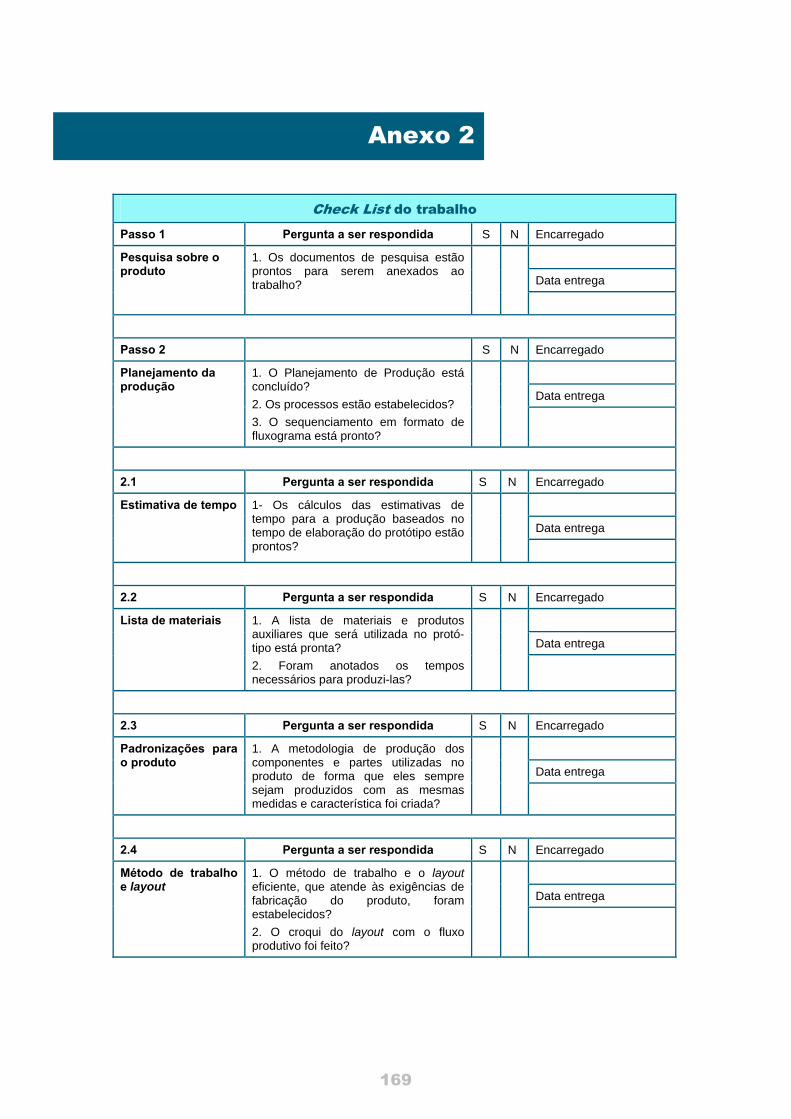
Check List do trabalho
Passo 1 Pergunta a ser respondida S N Encarregado
Data entrega
Pesquisa sobre o produto
1. Os documentos de pesquisa estãoprontos para serem anexados ao trabalho?
Passo 2 S N Encarregado
Data entrega
Planejamento da produção
1. O Planejamento de Produção estáconcluído? 2. Os processos estão estabelecidos?3. O sequenciamento em formato defluxograma está pronto?
2.1 Pergunta a ser respondida S N Encarregado
Data entrega
Estimativa de tempo 1- Os cálculos das estimativas de tempo para a produção baseados no tempo de elaboração do protótipo estão prontos?
2.2 Pergunta a ser respondida S N Encarregado
Data entrega
Lista de materiais 1. A lista de materiais e produtosauxiliares que será utilizada no protó-tipo está pronta? 2. Foram anotados os temposnecessários para produzi-las?
2.3 Pergunta a ser respondida S N Encarregado
Data entrega
Padronizações para o produto
1. A metodologia de produção doscomponentes e partes utilizadas no produto de forma que eles sempre sejam produzidos com as mesmas medidas e característica foi criada?
2.4 Pergunta a ser respondida S N Encarregado
Data entrega
Método de trabalho e layout
1. O método de trabalho e o layouteficiente, que atende às exigências de fabricação do produto, foram estabelecidos? 2. O croqui do layout com o fluxoprodutivo foi feito?
Anexo 2
169
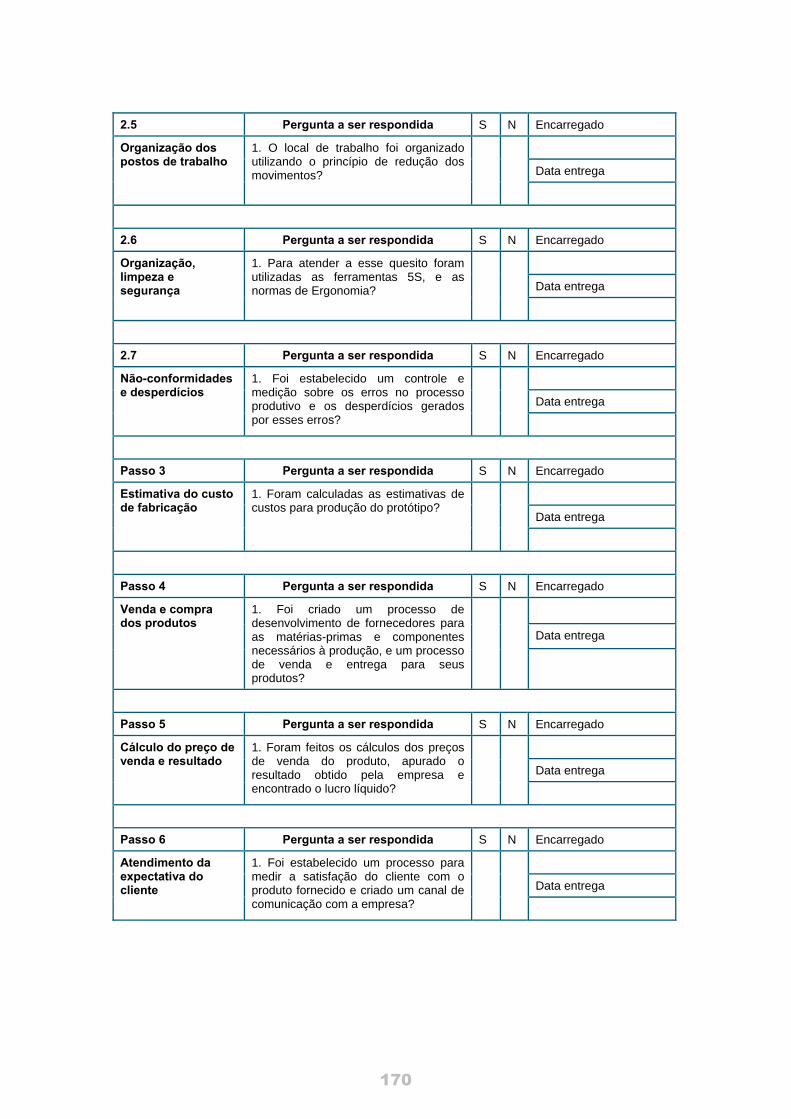
2.5 Pergunta a ser respondida S N Encarregado
Data entrega
Organização dos postos de trabalho
1. O local de trabalho foi organizadoutilizando o princípio de redução dos movimentos?
2.6 Pergunta a ser respondida S N Encarregado
Data entrega
Organização, limpeza e segurança
1. Para atender a esse quesito foramutilizadas as ferramentas 5S, e as normas de Ergonomia?
2.7 Pergunta a ser respondida S N Encarregado
Data entrega
Não-conformidades e desperdícios
1. Foi estabelecido um controle emedição sobre os erros no processo produtivo e os desperdícios gerados por esses erros?
Passo 3 Pergunta a ser respondida S N Encarregado
Data entrega
Estimativa do custo de fabricação
1. Foram calculadas as estimativas decustos para produção do protótipo?
Passo 4 Pergunta a ser respondida S N Encarregado
Data entrega
Venda e compra dos produtos
1. Foi criado um processo dedesenvolvimento de fornecedores para as matérias-primas e componentes necessários à produção, e um processo de venda e entrega para seus produtos?
Passo 5 Pergunta a ser respondida S N Encarregado
Data entrega
Cálculo do preço de venda e resultado
1. Foram feitos os cálculos dos preçosde venda do produto, apurado o resultado obtido pela empresa e encontrado o lucro líquido?
Passo 6 Pergunta a ser respondida S N Encarregado
Data entrega
Atendimento da expectativa do cliente
1. Foi estabelecido um processo paramedir a satisfação do cliente com o produto fornecido e criado um canal de comunicação com a empresa?
170
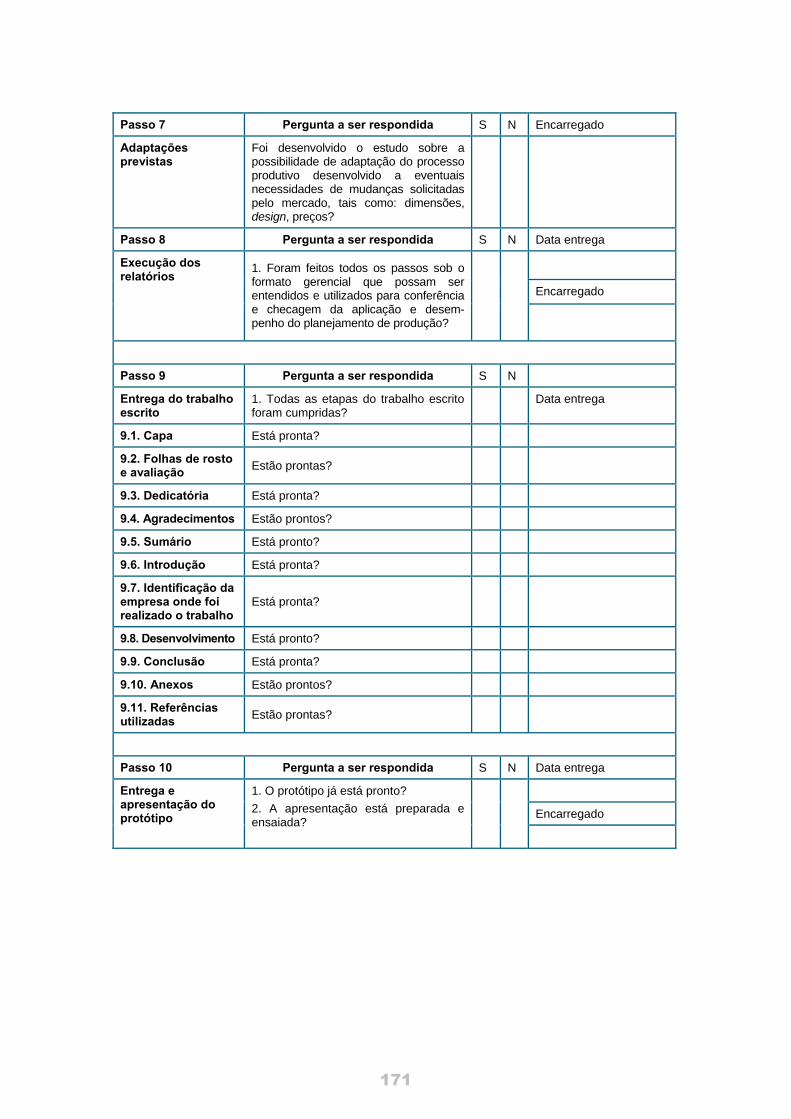
Passo 7 Pergunta a ser respondida S N Encarregado
Adaptações previstas
Foi desenvolvido o estudo sobre a possibilidade de adaptação do processo produtivo desenvolvido a eventuais necessidades de mudanças solicitadas pelo mercado, tais como: dimensões, design, preços?
Passo 8 Pergunta a ser respondida S N Data entrega
Encarregado
Execução dos relatórios
1. Foram feitos todos os passos sob oformato gerencial que possam ser entendidos e utilizados para conferência e checagem da aplicação e desem-penho do planejamento de produção?
Passo 9 Pergunta a ser respondida S N
Entrega do trabalho escrito
1. Todas as etapas do trabalho escritoforam cumpridas?
Data entrega
9.1. Capa Está pronta?
9.2. Folhas de rosto e avaliação Estão prontas?
9.3. Dedicatória Está pronta?
9.4. Agradecimentos Estão prontos?
9.5. Sumário Está pronto?
9.6. Introdução Está pronta?
9.7. Identificação da empresa onde foi realizado o trabalho
Está pronta?
9.8. Desenvolvimento Está pronto?
9.9. Conclusão Está pronta?
9.10. Anexos Estão prontos?
9.11. Referências utilizadas Estão prontas?
Passo 10 Pergunta a ser respondida S N Data entrega
Encarregado
Entrega e apresentação do protótipo
1. O protótipo já está pronto?2. A apresentação está preparada eensaiada?
171
172
Ficha de avaliação da simul ação de produção pela equipe concorrente
Itens de avaliação Notas
Equipe A
Notas
Equipe B
Notas
Equipe C
Qualidade do trabalho escrito
Organização dos postos de trabalho
Padronizações para o produto
Método de trabalho e layout
Organização, limpeza
Procedimentos de segurança
Não conformidades e desperdícios
Atendimento da expectativa do cliente
Apresentação do trabalho
Totais
Nota média
Nome do avaliador
5 Cada avaliador deve atribuir uma nota de 0 a 10 para cada item avaliado.
6 Após as apresentações e a atribuição de notas os avaliadores devem devolver a ficha ao educador.
7 O educador deve pegar as fichas e unificá-las pela nota média e obter uma nota média final utilizando um formulário como no modelo abaixo:
Nota média obtida conforme avaliadores
Notas Equipe A
Notas Equipe B
Notas Equipe C
Avaliador 1
Avaliador 2
Avaliador 3
Nota média final
8 Será declarada vencedora a equipe que obtiver melhor nota média final.
Anexo 3
173
174