MODELOS DE DIMENSIONAMENTO DE LOTES COM CUSTOS DE … · A empresa negocia um contrato de longo...
12
MODELOS DE DIMENSIONAMENTO DE LOTES COM CUSTOS DE TRANSPORTE Flavio Molina Universidade Federal de São Carlos – UFSCar - Departamento de Engenharia de Produção Rod. Washington Luís - Km 235, São Carlos, São Paulo - CEP: 13565-905 E-mail: [email protected] Silvio Alexandre de Araujo Universidade Estadual Paulista – IBILCE-Departamento de Ciências da Computação e Estatística Rua Cristóvão Colombo 2265, CEP 15054-000 São José do Rio Preto-SP E-mail: [email protected] Reinaldo Morabito Universidade Federal de São Carlos – UFSCar - Departamento de Engenharia de Produção Rod. Washington Luís - Km 235, São Carlos, São Paulo - CEP: 13565-905 E-mail: [email protected] RESUMO Neste trabalho estuda-se algumas extensões de um trabalho anterior em que decisões relativas à minimização dos custos com transporte dos produtos fabricados são tomadas de forma integrada às decisões clássicas do problema de dimensionamento de lotes (minimização dos custos de produção, estoque e preparação). Os custos com transporte estão associados aos paletes necessários para empacotar e transportar os produtos produzidos. A empresa negocia um contrato de longo prazo com o transportador em que um custo fixo por período é associado ao transporte dos itens, em contrapartida um limite de paletes é disponibilizado com custo mais baixo que o custo padrão. Caso ocorra um aumento ocasional de demanda, novos paletes podem ser utilizados, no entanto, seus custos unitários são mais elevados. No presente trabalho são propostas algumas extensões do modelo matemático proposto anteriormente. Diversos experimentos computacionais foram realizados, utilizando um pacote computacional, para avaliar o desempenho dos modelos propostos. PALAVRAS CHAVE. Dimensionamento de lotes, Custos de transporte, Otimização Combinatória. ABSTRACT This paper studies some extensions of a previous work where decisions related to the minimization of transportation costs of manufactured products are taken together with the classic decisions of the lot sizing problem (minimization of production, inventory and setup costs). The transportation costs are associated with the number of pallets necessary to pack and transport the manufactured products. The company does a long-term agreement with the carrier in which a fixed cost for period is associated with the transportation of the products; moreover, a limited number of pallets are available by a cost cheaper than the standard cost. If the company has an unexpected increase of demand, additional pallets can be used; however, their unit costs are more expensive. In this paper some extensions of a mathematical model from the literature are proposed. Various computational experiments were run using an optimization software in order to evaluate the performance of the models. KEYWORDS. Lot Sizing, Transportation Costs, Mixed integer programming, Combinatorial optimization. XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2610
Transcript of MODELOS DE DIMENSIONAMENTO DE LOTES COM CUSTOS DE … · A empresa negocia um contrato de longo...

MODELOS DE DIMENSIONAMENTO DE LOTES
COM CUSTOS DE TRANSPORTE
Flavio Molina Universidade Federal de São Carlos – UFSCar - Departamento de Engenharia de Produção
Rod. Washington Luís - Km 235, São Carlos, São Paulo - CEP: 13565-905
E-mail: [email protected]
Silvio Alexandre de Araujo Universidade Estadual Paulista – IBILCE-Departamento de Ciências da Computação e Estatística
Rua Cristóvão Colombo 2265, CEP 15054-000 São José do Rio Preto-SP
E-mail: [email protected]
Reinaldo Morabito Universidade Federal de São Carlos – UFSCar - Departamento de Engenharia de Produção
Rod. Washington Luís - Km 235, São Carlos, São Paulo - CEP: 13565-905
E-mail: [email protected]
RESUMO
Neste trabalho estuda-se algumas extensões de um trabalho anterior em que decisões
relativas à minimização dos custos com transporte dos produtos fabricados são tomadas de forma
integrada às decisões clássicas do problema de dimensionamento de lotes (minimização dos custos de produção, estoque e preparação). Os custos com transporte estão associados aos paletes
necessários para empacotar e transportar os produtos produzidos. A empresa negocia um contrato
de longo prazo com o transportador em que um custo fixo por período é associado ao transporte
dos itens, em contrapartida um limite de paletes é disponibilizado com custo mais baixo que o
custo padrão. Caso ocorra um aumento ocasional de demanda, novos paletes podem ser
utilizados, no entanto, seus custos unitários são mais elevados. No presente trabalho são
propostas algumas extensões do modelo matemático proposto anteriormente. Diversos
experimentos computacionais foram realizados, utilizando um pacote computacional, para avaliar
o desempenho dos modelos propostos.
PALAVRAS CHAVE. Dimensionamento de lotes, Custos de transporte, Otimização
Combinatória.
ABSTRACT
This paper studies some extensions of a previous work where decisions related to the
minimization of transportation costs of manufactured products are taken together with the classic
decisions of the lot sizing problem (minimization of production, inventory and setup costs). The
transportation costs are associated with the number of pallets necessary to pack and transport the
manufactured products. The company does a long-term agreement with the carrier in which a
fixed cost for period is associated with the transportation of the products; moreover, a limited
number of pallets are available by a cost cheaper than the standard cost. If the company has an
unexpected increase of demand, additional pallets can be used; however, their unit costs are more
expensive. In this paper some extensions of a mathematical model from the literature are
proposed. Various computational experiments were run using an optimization software in order to evaluate the performance of the models.
KEYWORDS. Lot Sizing, Transportation Costs, Mixed integer programming, Combinatorial
optimization.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2610
1. Introdução Um problema freqüente em planejamento e controle da produção é o Dimensionamento de
Lotes que consiste, basicamente, em determinar o tamanho dos lotes de produção de cada item a
ser produzido em uma ou mais máquinas em cada período ao longo de um horizonte de
planejamento finito. Os primeiros estudos do problema de dimensionamento de lotes ocorreram
com o Economic Order Quantity (EOQ) em 1913 (Harris, 1990) e, nas últimas décadas, vários
modelos de otimização inteira mista foram propostos para diferentes variações deste problema.
A competitividade crescente imposta pelas transformações que têm afetado a ordem
econômica mundial tem exigido, cada vez mais, que o processo produtivo seja bem gerenciado para poder entregar o produto final com alta qualidade, dentro do prazo e com o menor custo
possível. Há alguns anos vários trabalhos vêm apontando que uma melhoria na qualidade das
decisões pode ser obtida considerando diferentes fatores do processo produtivo de maneira
integrada. Neste sentido, várias pesquisas têm sido feitas considerando a integração do problema
de dimensionamento de lotes com outros problemas do setor produtivo (Drexl e Kimms, 1997,
Karimi et al., 2003, e Jans e Degraeve, 2008). De acordo com Jans e Degraeve (2008), as
diferentes aplicações industriais têm feito surgir diferentes extensões dos modelos clássicos de dimensionamento de lotes considerando diferentes tipos de integrações.
O presente trabalho está inserido neste contexto bastante atual e consiste em integrar as
decisões do Problema de Dimensionamento de Lotes com as decisões relativas aos custos
envolvidos no transporte dos produtos produzidos da fábrica para o centro de distribuição.
Vroblefski et al. (2000) afirmam que um dos maiores custos em sistemas logísticos é o custo de
transporte. Estes custos, segundo os autores, tendem a ser dependentes do volume de produtos
transportado. De acordo com Norden e Velde (2005), embora os custos de transporte representem
mais de 50% do custo logístico total de um produto, este é praticamente negligenciado na
modelagem dos problemas de dimensionamento de lotes.
Basicamente, a questão principal que surge nos Problemas de Dimensionamento de Lotes
consiste em decidir entre pagar mais custos de estoque ou de preparação. Quando se consideram
custos de transporte, tem-se um componente de custo adicional a esta questão. Em geral, os
trabalhos que estudam este problema consideram que os custos de transporte reduzem quando se
tem maior volume a ser transportado, ou seja, tem-se uma economia de escala e os custos de
transporte pesam a favor de aumentar estoques e reduzir preparações.
Entretanto, em Norden e Velde (2005) e em Molina et. al. (2009), os custos de transporte
dependem do tipo de contrato estabelecido com o transportador ou operador logístico, ou seja,
não são somente dependentes do volume de produto a ser transportado. O modelo proposto por
Norden e Velde (2005) considera um problema prático de uma empresa européia com flutuações
mensais de distribuição de produtos entre sua fábrica e seus armazéns. A companhia negocia um contrato de longo prazo onde um custo fixo por período é associado ao transporte dos itens, em
contrapartida um limite de paletes é disponibilizado com custo mais baixo que o custo padrão. O
número limite de paletes é estipulado com base numa previsão de demanda e produção. Caso
ocorra um aumento ocasional de produção, novos paletes podem ser utilizados, no entanto, seus
custos unitários serão mais elevados. Neste caso, os custos de transporte pesam a favor de
aumentar preparações e reduzir estoques. Os autores propõem uma heurística lagrangiana para
solução do problema. Em Molina et al. (2009) é proposto um método heurístico baseado em relaxação Lagrangiana/Surrogate para este mesmo problema. Além disso, Molina et al. (2009)
propõem uma extensão do modelo considerando atraso na entrega da demanda, tempo de
preparação e restrições de capacidade. As heurísticas lagrangiana e lagrangiana/surrogate também
são adaptadas para o modelo estendido.
Existe um trade-off entre a produção dos itens e o transporte, pois para a produção é
interessante obter um equilíbrio entre a capacidade e os custos da produção, ou seja, fazer uso de
estoque para evitar custos de preparação de máquina e atraso de demanda. Por outro lado, ao se
produzir muito em alguns períodos e pouco em outros, pode-se pagar mais caro pelo transporte
desses primeiros e perder a oportunidade do custo mais barato de transporte nos outros períodos.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2611
No presente trabalho, são feitas três extensões do modelo proposto por Molina et al.
(2009). A primeira considera que as dimensões dos itens são diferentes e que os itens não podem ser misturados em um mesmo palete, o que é comum na prática de paletização de carga. A
segunda considera uma segunda etapa adicional em que os paletes devem ser colocados em
caminhões iguais (frota homogênea) e a terceira considera que estes paletes devem ser colocados
em caminhões diferentes (frota heterogênea). Na próxima seção, os modelos estendidos são
apresentados e na Seção 3 é feita uma análise computacional ao se resolver os modelos com um
pacote de otimização.
2. Modelagem
A partir do modelo para o problema estudado em Molina et al. (2009), nesta seção são
propostas algumas extensões deste modelo para considerar situações mais gerais que ocorrem
mais freqüentemente na prática.
2.1 Modelo com itens diferentes Uma primeira observação sobre o problema estudado em Molina et al. (2009) é que um
palete é carregado com itens distintos; porém, admite-se que todos os itens têm tamanhos iguais,
o que reduz o escopo de aplicações práticas. A primeira extensão do modelo de Molina et at.
(2009) consiste em considerar que os itens podem possuir tamanhos diferentes, mas que não
podem ser misturados em um mesmo palete, ou seja, cada palete pode ser carregado com um
único tipo (tamanho) de item. Observe que, para isso, é necessário obter a capacidade do palete
para cada tipo de item. Este dado pode ser obtido a priori, resolvendo o Problema de
Carregamento de Paletes do Produtor (e.g., Morabito e Morales, 1998, Pureza e Morabito, 2006,
Oliveira e Morabito, 2006, Birgin et al., 2008) como um pré-processamento para cada tipo de
item, considerando que os itens são arranjados em camadas horizontais sobre a superfície do
palete. Além disso, tem-se que considerar esta nova restrição no modelo. A seguir o modelo
matemático estendido é apresentado, e as diferenças em relação ao modelo de Molina et al.
(2009) são evidenciadas. Os parâmetros e variáveis do modelo são descritos a seguir.
Dados: i = 1,2, ..., n Número de itens distintos;
t = 1, 2, ..., T Número de períodos no horizonte de planejamento;
sit Custo de preparação para a produção do item i no período t; +ith Custo unitário de estocagem do item i no período t;
−ith Penalidade por atraso de uma unidade do item i no período t;
dit Demanda do item i no período t;
bi Tempo necessário para a produção de uma unidade do item i;
qi Tempo de preparação para a produção do item i;
Capt Capacidade de produção no período t;
M um número suficientemente grande positivo;
Pi Número máximo de itens do tipo i que podem ser colocados num mesmo palete (dado
obtido resolvendo-se Problemas de Carregamento de Paletes);
c0 custo fixo mensal do contrato;
c1 custo unitário dos primeiros R paletes utilizados (R é estipulado no contrato inicial e é
determinado com base numa estimativa de demanda dos itens);
c2 custo unitário dos demais paletes.
R número contratado de paletes com custo mais barato c1
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2612

Variáveis de decisão: Xit Quantidade a ser produzida do item i no período t;
+itI Quantidade estocada do item i no período t;
−itI Quantidade atrasada do item i no período t;
Yit Variável binária que indica a produção do item i no período t (Yit =1 se Xit > 0 e Yit =0,
caso contrário);
Ait Número de paletes transportados contendo o item i no período t com taxa 1c ;
Bit Número de paletes transportados contendo o item i no período t com taxa 2c ;
O modelo matemático é definido por:
Modelo 1:
( ) ∑ ∑∑∑∑
= ==
−−++
+++++=
T
1t
n
1i
it2
n
1i
it10
n
1=i
T
1=t
itititititit BcAccYsIhIh minz (1)
s.a. itt,it,iit1t,i1t,i dIIXII =+−+−
−+−
−
+
− T,...,1t;n...1i == (2)
0YMX itit ≤− T,...,1t;n...1i == (3)
titi
n
1i
iti Cap)YqXb( ≤+∑=
T,...,1t = (4)
i
ititit
P
XAB ≥+
T,...,1t;n...1i == (5)
RA0
T
1t
it ≤≤∑=
T,...,1t = (6)
,000 ====−−−+
iTiTii IIII n...1i = (7)
0I,0I,0X ititit ≥≥≥−+ T,...,1t;n...1i == (8)
{ }1,0Y,B,A ititit ∈∈+Ν T,...,1t;n...1i == (9)
As diferenças entre o Modelo 1 e o modelo apresentado em Molina et al. (2009) estão na
definição das novas variáveis Ait e Bit e nas equações (1), (5), (6) e (9). A função objetivo (1)
minimiza a soma dos custos de estoque, de atraso, de preparação e de transporte. As restrições (2)
garantem que a demanda é atendida sem atraso. As restrições (3) asseguram que exista a
produção apenas quando o custo de preparação for considerado. As restrições (4) são restrições
de capacidade. Nas restrições (5) asseguramos que um número suficiente de paletes para o
transporte de cada tipo de item é alocado. Observe que esta restrição é considerada para cada item
isoladamente. As restrições (6) limitam a utilização dos paletes com custo mais baixo a R. Em (7) impomos que os estoques e atrasos iniciais e finais dos itens sejam nulos, e as restrições (8)
garantem a não negatividade das variáveis de produção, de estoque e de atraso. Finalmente, em
(9) restringimos os valores das variáveis binárias e inteiras. Para este modelo, fixamos M como
a soma das demandas de todos os itens em todo o horizonte de planejamento, ∑∑= =
=n
1i
T
1t
itdM . O
Modelo 1 estende o modelo de Norden e Velde (2005) que foi provado ser NP-difícil.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2613

2.2 Modelo considerando o transporte dos paletes em caminhões iguais A segunda extensão do problema considera que após alocar os itens nos paletes, estes
últimos são carregados em caminhões de mesmo tamanho. Os custos de transporte não são mais
diretamente associados ao número de paletes utilizados, e sim ao número de caminhões
necessários para fazer o transporte dos paletes. Observe que, além do problema de
empacotamento dos itens de tamanhos iguais nos paletes, tem-se o problema de empacotamento
de paletes (de tamanhos iguais) nos caminhões. Ambos os problemas de empacotamento podem
ser resolvidos num pré-processamento, utilizando abordagens para o Problema de Carregamento
de Paletes do Produtor, conforme antes, dado que os paletes são arranjados em camadas horizontais sobre a carroceria do caminhão.
O novo modelo é similar ao modelo (1)-(9), entretanto, os custos de transporte são em
função do número de caminhões, e não mais do número de paletes, o que é mais comum na
prática. Para considerar os custos de transporte relacionados ao número de caminhões, temos que
adicionar e redefinir alguns dados e variáveis:
Dados: P´ número máximo de paletes que pode ser transportado em um caminhão (dado obtido
resolvendo-se um Problema de Carregamento de Paletes);
c1 custo unitário dos primeiros R caminhões utilizados;
c2 custo unitário dos demais caminhões.
R número contratado de caminhões com custo mais barato c1 .
Variáveis de decisão:
At Número de caminhões utilizados no período t com taxa 1c ;
Bt Número de caminhões utilizados no período t com taxa 2c ;
Zit Número de paletes necessários para transportar os itens do tipo i produzidos no período t;
O modelo estendido é dado por:
Modelo 2:
( ) ( )∑∑∑
=
−−+++++++=
T
1t
t2t10
n
=1i
T
=1t
itititititit BcAccYsIhIh minz (10)
s.a. )8(e)7(),4(),3(),2(restrições
i
itit
P
XZ ≥
T,...,1t;n...1i == (11)
∑
=
=+N
1i
it´tt ZP
1AB
T,...,1t = (12)
RA0 t ≤≤ T,...,1t = (13)
{ }1,0Y,Z,B,A itittt ∈∈+Ν T,...,1t;n...1i == (14)
As restrições (11) referem-se ao número de paletes necessários para o transporte de cada
tipo de item em cada período, e as restrições (12) determinam o número de caminhões necessário
para transportar os paletes pelo custo mais barato e pelo custo mais caro. A função objetivo (10) e
as restrições (13) foram adaptadas para o problema em questão.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2614

2.3 Modelo considerando o transporte dos paletes em caminhões diferentes O modelo 2 considera que a frota de caminhões é homogênea. A próxima extensão
consiste em considerar a existência de vários tipos de caminhões com capacidades e custos
diferentes. Novamente o problema de empacotamento relativo ao carregamento de paletes em
cada caminhão pode ser resolvido num pré-processamento, por meio do Problema de
Carregamento de Paletes do Produtor.
Observe que no modelo abaixo deve-se decidir quantos caminhões de cada tipo utilizar, o
que diferencia de todos os modelos anteriores, onde se determina apenas uma quantidade, seja de
paletes ou de caminhões, sem a necessidade de se escolher entre diferentes opções com diferentes custos. Portanto a decisão agora é relativa ao custo de cada caminhão. Caminhões menores são
mais baratos, mas têm capacidade restrita a um menor número de paletes.
Considere os seguintes dados e variáveis adicionais aos dados dos modelos 1 e 2:
Dados:
k=1,..., K Número de caminhões distintos; '
kP número máximo de paletes que pode ser transportado no caminhão k (dado obtido
resolvendo-se Problemas de Carregamento de Paletes).
c1k custo unitário dos primeiros R caminhões do tipo k utilizados;
c2k custo unitário dos demais caminhões do tipo k.
Variáveis de decisão: Akt Número de caminhões do tipo k utilizados no período t com taxa 1c ;
Bkt Número de caminhões do tipo k utilizados no período t com taxa 2c ; '
ktZ Número de caminhões do tipo k para o transporte de paletes no período t;
O modelo estendido é dado por:
Modelo 3:
( ) ( )∑ ∑∑∑= =
−−++
+++++=
T
t
K
k
ktkktkitititititit BcAccYsIhIh1 1
210
n
1=i
T
1=t
min z (15)
s.a. )11(e)8()7(),4(),3(),2(restrições
'
ktktkt ZBA ≥+ K,...,1k;T,...,1t == (16)
∑∑==
=n
1i
it
K
1k
'
kt ZZ T,...,1t = (17)
{ }1,0,Z,Z,B,A '
ktitktkt ∈∈+Ν K,...,1k;T,...,1t;n...1i === (18)
A função objetivo (15) foi modificada em relação à (1) para retratar os novos custos de
transporte. A restrição (16) calcula o número de caminhões necessário para o transporte dos
paletes no período t. A restrição (17) garante que o numero de paletes transportado pelos
caminhões seja igual ao numero de paletes necessário para transportar a produção de cada
período. Note que o modelo não tem a informação de qual item está sendo carregado por qual
tipo de caminhão, mas está informação não é relevante, dado que estamos considerando que os
paletes têm tamanhos iguais e os itens têm o mesmo destino.
O modelo 3 pode ser modificado para o caso em que se tem apenas um tipo de custo
contratual para cada tipo de caminhão k1c . Neste caso, as decisões envolvem apenas a escolha de
cada tipo de caminhão, que estão disponíveis em quantidades limitadas. Observe que o problema
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2615

pode se tornar infactível caso o número de caminhões não seja suficiente para o transporte de
toda a produção. Esta modificação do modelo 3 por ser vista como uma particularização do
modelo 3 original considerando o custo kc2
é suficientemente grande. Para os classes
computacionais, modelo 3 modificado foi utilizado.
3. Análise Computacional dos Modelos Nesta seção inicialmente é descrita a maneira como os dados dos experimentos foram
gerados e, posteriormente, apresenta-se alguns resultados computacionais obtidos a partir da
resolução dos modelos por um pacote de otimização.
3.1 Geração dos Dados
Modelo 1:
Para os classes do modelo 1 consideramos os seguintes dados baseados em Norden e
Velde (2005) e Molina et. al. (2009). Primeiro considere os seguintes conjuntos de dados fixos
para cada problema:
Tabela 1: Dados fixos dos modelos
sit 50 i=1,..., n t=1,....,T +
ith 3 i=1,..., n t=1,....,T
−
ith 10 i=1,..., n t=1,....,T
bi 1 i=1,..., n
qi [10,30] i=1,..., n
EDi [40,700] i=1,..., n
dit
2
ED3,
2
EDii
i=1,..., n t=1,....,T
Pi [50,150] i=1,..., n
FR
4
1
Na Tabela 1 temos dois tipos de dados fixos, valores constantes e intervalos. Quando os
valores forem representados por um intervalo, significa que o valor deste dado foi escolhido de
modo aleatório e uniforme dentro deste intervalo.
No processo de geração dos dados, têm-se picos de demanda a cada cinco períodos
período, onde a demanda dit é multiplicada por 1,5. A capacidade de produção em cada período é gerada de forma dependente dos tempos de produção e preparação e da demanda de cada item
pela seguinte fórmula:
T,...,1tT
)qdb(
Cap
n
1i
T
1k
iiki
t =
+
=
∑∑= =
α
onde α=1 é um parâmetro para controle da folga na capacidade.O número máximo de contêineres
baratos, ou seja, o valor R é calculado de acordo com a fração de demanda média FR que é
transportada com o custo c1, ou seja, R deve ser gerado de forma que para um quarto dos períodos
(FR=1/4) a demanda deve ser superior a )(1
nPRn
i
i∑=
.
Além desses dados, na Tabela 2 têm-se quatro outros dados que definem as classes de
problemas: número de itens, número de períodos, custos de transporte (c1 e c2) e o controle de
folga na capacidade.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2616
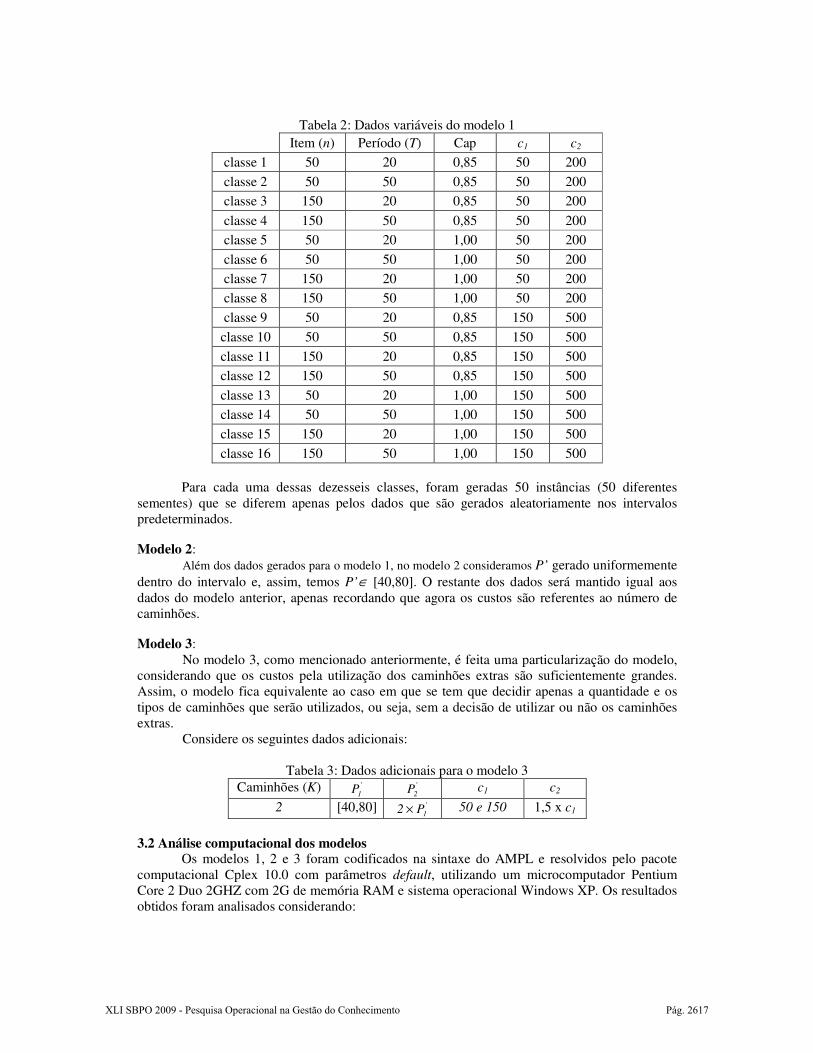
Tabela 2: Dados variáveis do modelo 1
Item (n) Período (T) Cap c1 c2
classe 1 50 20 0,85 50 200
classe 2 50 50 0,85 50 200
classe 3 150 20 0,85 50 200
classe 4 150 50 0,85 50 200
classe 5 50 20 1,00 50 200
classe 6 50 50 1,00 50 200
classe 7 150 20 1,00 50 200
classe 8 150 50 1,00 50 200
classe 9 50 20 0,85 150 500
classe 10 50 50 0,85 150 500
classe 11 150 20 0,85 150 500
classe 12 150 50 0,85 150 500
classe 13 50 20 1,00 150 500
classe 14 50 50 1,00 150 500
classe 15 150 20 1,00 150 500
classe 16 150 50 1,00 150 500
Para cada uma dessas dezesseis classes, foram geradas 50 instâncias (50 diferentes
sementes) que se diferem apenas pelos dados que são gerados aleatoriamente nos intervalos
predeterminados.
Modelo 2:
Além dos dados gerados para o modelo 1, no modelo 2 consideramos P’ gerado uniformemente
dentro do intervalo e, assim, temos P’∈ [40,80]. O restante dos dados será mantido igual aos
dados do modelo anterior, apenas recordando que agora os custos são referentes ao número de
caminhões.
Modelo 3:
No modelo 3, como mencionado anteriormente, é feita uma particularização do modelo,
considerando que os custos pela utilização dos caminhões extras são suficientemente grandes.
Assim, o modelo fica equivalente ao caso em que se tem que decidir apenas a quantidade e os
tipos de caminhões que serão utilizados, ou seja, sem a decisão de utilizar ou não os caminhões
extras.
Considere os seguintes dados adicionais:
Tabela 3: Dados adicionais para o modelo 3
Caminhões (K) '
1P '
2P c1 c2
2 [40,80] '
1P2 × 50 e 150 1,5 x c1
3.2 Análise computacional dos modelos Os modelos 1, 2 e 3 foram codificados na sintaxe do AMPL e resolvidos pelo pacote
computacional Cplex 10.0 com parâmetros default, utilizando um microcomputador Pentium
Core 2 Duo 2GHZ com 2G de memória RAM e sistema operacional Windows XP. Os resultados
obtidos foram analisados considerando:
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2617

NC Número médio dos nós com a melhor solução
NN Número médio de nós do CPLEX
PC Número médio de planos de corte do CPLEX
TC tempo computacional médio do CPLEX (limitado em 180 segundos);
GAP Valor médio de )( 10 LSeLILSGap +−=−
para os 100 exemplos
Os planos de cortes (PC) são detalhados a seguir, pois, em Molina (2007) foram feitos classes com o pacote AMPL/CPLEX em problemas de dimensionamento de lotes com custo de
transporte, e o autor concluiu que a geração de planos de corte é a uma ferramenta importante
para obter boas soluções para estes problemas.
Tabela 4: Resultados obtidos pelo AMPL/CPLEX – modelo 1
(considerando 50 instâncias em cada classe)
PC
NC NN Flow
Cuts
Mixed
integer
Flow path
cuts
Gomory
fract. cuts
TC
GAP
classe 1 6393,00 31119,93 1396,23 1316,60 102,67 399,73 180,00 1,69
classe 2 8013,00 8995,97 4123,37 3200,27 268,67 400,00 180,00 1,91
classe 3 6838,67 7925,30 5081,40 3902,43 312,93 400,00 180,00 1,66
classe 4** 642,27 3309,90 13742,00 9566,70 832,20 400,00 180,00 3,66
classe 5 4744,00 21344,73 1381,70 956,00 352,37 392,57 180,00 3,83
classe 6 8219,64 8925,68 3900,60 2006,83 1050,43 396,23 180,00 6,15
classe 7* 2735,00 3546,00 4825,90 2741,03 1323,03 398,60 180,00 7,25
classe 8 ------ 5,33 13280,30 6173,67 3089,37 399,90 180,00 ------
classe 9* 4935,13 29602,20 1337,93 1204,17 144,33 399,70 180,00 2,92
classe 10 9971,79 10846,10 3998,17 2881,00 373,23 399,97 180,00 3,47
classe 11*** 7415,00 9247,03 4934,50 3556,00 432,33 399,93 180,00 6,56
classe 12 ------ 588,77 13365,53 8731,50 1183,10 399,93 180,00 ------
classe 13 4643,33 12928,83 1361,93 947,47 347,13 391,77 180,00 4,34
classe 14 ------ 6114,20 3835,43 1893,70 1064,23 396,00 180,00 ------
classe 15 ------ 2377,57 4786,40 2679,23 1318,23 398,23 180,02 ------
classe 16 ------ 4,33 13121,97 5355,20 3088,73 399,83 180,03 ------
------ Não foi possível encontrar uma solução factível para as 50 instâncias.
*** Não foi possível encontrar uma solução factível para 48 instâncias, as quais foram retiradas para a obtenção da média
** Não foi possível encontrar uma solução factível para 9 instâncias, as quais foram retiradas para a obtenção da média
* Não foi possível encontrar uma solução factível para 2 instâncias, as quais foram retiradas para a obtenção da média
Na Tabela 4 são apresentadas as médias dos resultados para o modelo 1. Deve-se
observar que em todas as 16x50 = 800 instancias resolvidas, o solver Cplex atingiu o limite de
tempo antes de encontrar uma solução ótima e provar sua otimalidade. Podemos verificar que há
um trade-off entre resolver a árvore de decisão e gerar planos de corte. Isto pode ser visto
verificando que quanto maior o número de planos de corte gerados, menor é o número de nós
avaliados. O pacote obtém boas soluções iniciais com a geração de planos de corte, não passando
de 10% de GAP já na primeira solução.
Quanto maior o tamanho do problema (representado pelo número de itens e períodos),
maior a dificuldade em obter boas soluções (veja pelo coluna GAP). Além disso, o aumento nos
custos de transporte também dificulta bastante a resolução do problema, provavelmente devido a
um trade-off maior entre a produção e o transporte.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2618

Tabela 5: Resultados obtidos pelo AMPL/CPLEX – modelo 2
PC
NC NN Flow
Cuts
Mixed
integer
Flow path
cuts
Gomory
fract. cuts
TC
GAP
classe 1 26870,83 57966,40 1473,97 967,13 16,57 397,83 163,40 0,17
classe 2 10026,23 27470,73 4313,47 2416,10 25,20 399,60 180,00 0,59
classe 3 7109,87 22408,60 5304,13 2935,23 46,43 395,97 180,00 0,19
classe 4 1363,93 4731,57 14282,97 7330,10 81,70 392,33 180,01 0,35
classe 5 10156,53 27190,47 1492,27 855,67 339,20 339,70 182,28 0,70
classe 6 4083,60 8239,17 4266,20 2046,83 691,57 366,73 180,00 1,41
classe 7 1395,33 2009,77 5184,37 2543,60 899,77 370,03 180,00 0,50
classe 8 16,33 30,77 14099,00 6440,13 1703,80 361,97 180,04 15,51
classe 9 35495,37 70961,57 1476,27 972,13 20,63 397,17 160,87 0,29
classe 10 11413,60 28891,60 4335,23 2423,00 37,47 398,07 180,00 1,11
classe 11 8848,83 21013,87 5317,47 2964,03 53,50 388,37 180,00 0,36
classe 12 1792,00 4193,63 14322,60 7379,10 96,03 370,10 180,01 0,63
classe 13 12219,20 24898,00 1488,03 868,23 347,40 337,90 180,00 0,92
classe 14 2940,77 5403,17 4244,20 2058,57 691,53 361,43 180,00 2,07
classe 15 1051,67 1418,87 5172,03 2570,43 919,67 363,27 180,01 0,71
classe 16 3,00 13,63 14097,30 6518,77 1748,07 342,37 180,03 21,01
Nos resultados da Tabela 5 é possível observar que o modelo 2 se mostrou mais fácil de ser
resolvido pelo pacote. Isso pode ser concluído devido a dois fatos. Primeiro, que nas classes 1 e 9 o pacote
encontra a solução ótima para algumas instâncias (observe que o tempo médio é menor nestas classes) e
segundo, que o pacote encontra pelo menos uma solução factível para todas as 800 instâncias geradas.
Novamente nota-se que quando se tem um maior número de itens e períodos, o pacote tem dificuldades
para resolver o problema (classes 8 e 16) e que são gerados um maior número de planos de corte nestas
classes. Outra observação nesta tabela é em relação à dificuldade maior para resolver problemas com custo
de transporte alto. Note na classe 16 que a melhor solução foi encontrada no terceiro nó da árvore de busca,
com GAP de 21%, e que foram analisados em media 14 nós em cada problema.
Finalmente, a Tabela 6 mostra que o solver CPLEX também teve dificuldades para resolver
alguns exemplares, mas apenas nas classes 8 e 16 (problemas com maior número de variáveis).
Em todas as 800 instâncias o solver utilizou o limite de três minutos e para nenhuma instância foi
provada a otimalidade da solução. Podemos perceber também que o número de planos de corte
gerados segue a mesma tendência a cada quatro classes, de acordo com o aumento no tamanho do
problema.
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2619
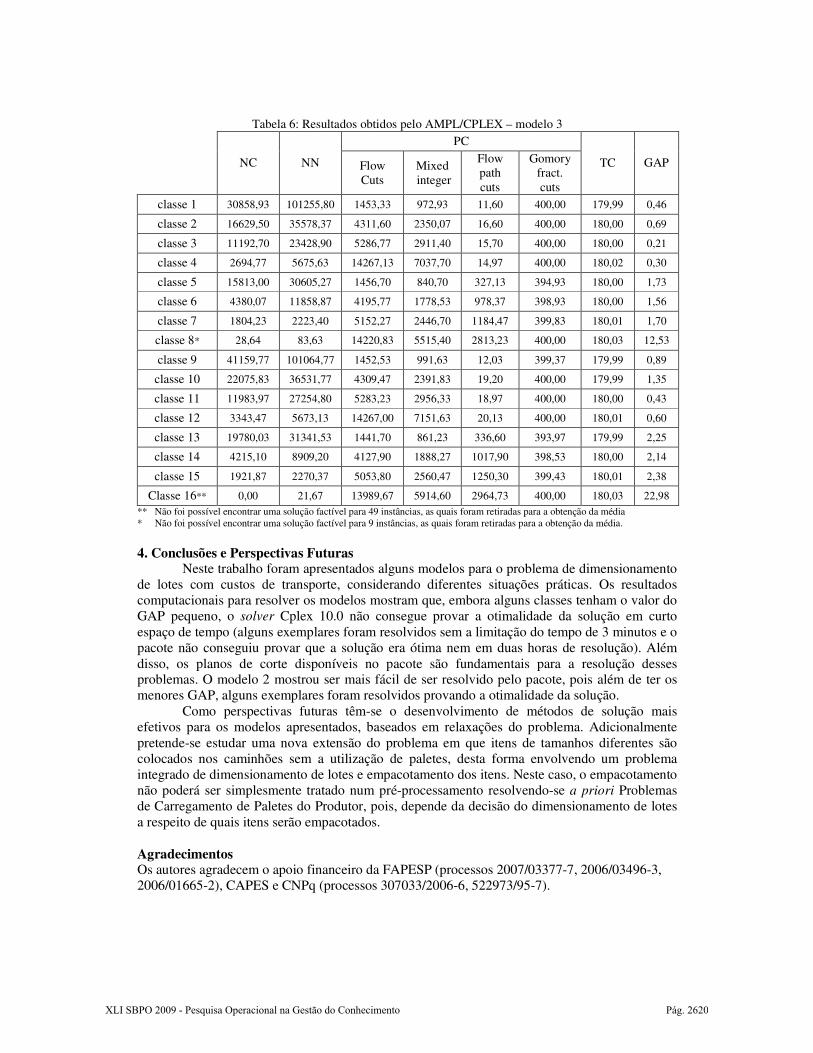
Tabela 6: Resultados obtidos pelo AMPL/CPLEX – modelo 3
PC
NC NN Flow
Cuts
Mixed
integer
Flow
path
cuts
Gomory
fract.
cuts
TC
GAP
classe 1 30858,93 101255,80 1453,33 972,93 11,60 400,00 179,99 0,46
classe 2 16629,50 35578,37 4311,60 2350,07 16,60 400,00 180,00 0,69
classe 3 11192,70 23428,90 5286,77 2911,40 15,70 400,00 180,00 0,21
classe 4 2694,77 5675,63 14267,13 7037,70 14,97 400,00 180,02 0,30
classe 5 15813,00 30605,27 1456,70 840,70 327,13 394,93 180,00 1,73
classe 6 4380,07 11858,87 4195,77 1778,53 978,37 398,93 180,00 1,56
classe 7 1804,23 2223,40 5152,27 2446,70 1184,47 399,83 180,01 1,70
classe 8* 28,64 83,63 14220,83 5515,40 2813,23 400,00 180,03 12,53
classe 9 41159,77 101064,77 1452,53 991,63 12,03 399,37 179,99 0,89
classe 10 22075,83 36531,77 4309,47 2391,83 19,20 400,00 179,99 1,35
classe 11 11983,97 27254,80 5283,23 2956,33 18,97 400,00 180,00 0,43
classe 12 3343,47 5673,13 14267,00 7151,63 20,13 400,00 180,01 0,60
classe 13 19780,03 31341,53 1441,70 861,23 336,60 393,97 179,99 2,25
classe 14 4215,10 8909,20 4127,90 1888,27 1017,90 398,53 180,00 2,14
classe 15 1921,87 2270,37 5053,80 2560,47 1250,30 399,43 180,01 2,38
Classe 16** 0,00 21,67 13989,67 5914,60 2964,73 400,00 180,03 22,98
** Não foi possível encontrar uma solução factível para 49 instâncias, as quais foram retiradas para a obtenção da média
* Não foi possível encontrar uma solução factível para 9 instâncias, as quais foram retiradas para a obtenção da média.
4. Conclusões e Perspectivas Futuras Neste trabalho foram apresentados alguns modelos para o problema de dimensionamento
de lotes com custos de transporte, considerando diferentes situações práticas. Os resultados
computacionais para resolver os modelos mostram que, embora alguns classes tenham o valor do
GAP pequeno, o solver Cplex 10.0 não consegue provar a otimalidade da solução em curto
espaço de tempo (alguns exemplares foram resolvidos sem a limitação do tempo de 3 minutos e o
pacote não conseguiu provar que a solução era ótima nem em duas horas de resolução). Além
disso, os planos de corte disponíveis no pacote são fundamentais para a resolução desses problemas. O modelo 2 mostrou ser mais fácil de ser resolvido pelo pacote, pois além de ter os
menores GAP, alguns exemplares foram resolvidos provando a otimalidade da solução.
Como perspectivas futuras têm-se o desenvolvimento de métodos de solução mais
efetivos para os modelos apresentados, baseados em relaxações do problema. Adicionalmente
pretende-se estudar uma nova extensão do problema em que itens de tamanhos diferentes são
colocados nos caminhões sem a utilização de paletes, desta forma envolvendo um problema
integrado de dimensionamento de lotes e empacotamento dos itens. Neste caso, o empacotamento
não poderá ser simplesmente tratado num pré-processamento resolvendo-se a priori Problemas
de Carregamento de Paletes do Produtor, pois, depende da decisão do dimensionamento de lotes
a respeito de quais itens serão empacotados.
Agradecimentos Os autores agradecem o apoio financeiro da FAPESP (processos 2007/03377-7, 2006/03496-3,
2006/01665-2), CAPES e CNPq (processos 307033/2006-6, 522973/95-7).
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2620

5. Referências
Birgin, E. G., Lobato, R. D. e Morabito, R. (2008), An effective recursive partitioning
approach for the packing of identical rectangles in a rectangle, Journal of the Operational
Research Society, doi:10.1057/jors.2008.141.
Drexl, A. e Kimms, A. (1997), Lot Sizing and Scheduling – Survey and extentions, European
Journal of Operational Research, 99, 221-235.
Harris, F. W. (1990), How Many Parts to Make at Once, Operations Research, 38, 947-950
(reprint from Factory-The Magazine of Management 10 (1913) 135-136, 152).
Jans, R. e Degraeve, Z. (2008), Modelling Industrial Lot Sizing Problems: A Review,
International Journal of Production Research, 46 (6), 1619-1643.
Karimi, B.; Ghomi, S. M. T. F; Wilson, J. M. (2003), The Capacitated lot sizing problem: a
review of models and algorithms, OMEGA, 31, 365-378.
Molina, F (2007), Heurísticas para um problema de dimensionamento de lotes com restrições de
capacidade e custo de transporte. Dissertação de Mestrado. Programa de Pós Graduaçao em
Matemática Aplicada e Computacional, IBILCE/UNESP. São José do Rio Preto.
Molina, F, Santos, M. O. ; Toledo, F. M. B. ; Araujo, S. A. (2009), An Approach Using The
Lagrangean/Surrogate Relaxation for Lot-Sizing and Distribution Problem. Aceito para
publicação na Pesquisa Operacional.
Morabito, R. e Morales, S. (1998), A simple and effective recursive procedure to the manufacturer’s pallet loading problem, Journal of the Operational Research Society 49,
819-828.
Norden, L. Van e Velde, S. Van De, (2005), Multi-product lot-sizing with a transportation
capacity reservation contract, European Journal of Operational Research, 165, 127-138.
Oliveira, L. K. e Morabito, R. (2006), Métodos exatos baseados em relaxações Lagrangiana e
surrogate para o problema de carregamento de paletes do produtor, Pesquisa
Operacional, 26, 2, 403-432.
Pureza, V. e Morabito, R. (2006), Some experiments with a simple tabu search algorithm for
the manufacturer’s pallet loading problem, Computers & Operations Research 33, 804-
819.
Vroblefski, M., Ramesh, R. e Zionts, S. (2000), Efficient lot-sizing under a differential
transportation cost structure for serially distributed warehouses, European Journal of
Operational Research, 127, 574-93
XLI SBPO 2009 - Pesquisa Operacional na Gestão do Conhecimento Pág. 2621