
Módulo 4 - comexito.com.brcomexito.com.br/MSA/MSA4.pdf · de 0,0001 m, deve possuir ... com m =...
36
Estudos de dispersão (R&R) de sistemas de medição. Módulo 4
Transcript of Módulo 4 - comexito.com.brcomexito.com.br/MSA/MSA4.pdf · de 0,0001 m, deve possuir ... com m =...

Estudos de dispersão (R&R) de sistemas de medição.
Módulo 4

Conteúdos deste módulo� Estudos de dispersão (variabilidade)
� Método da amplitude
� Método da média e da amplitude
� Método da ANOVA
� Análises gráficas
� Exercícios
� Uso de planilhas

Estudo de R&R (1)
O estudo de R&R, além avaliar a repetitividade e a
reprodutibilidade de um sistema de medição, avalia também a
parcela referente à variação do processo na variação total
observada.
Localização Dispersão
VT
VSM VP
R&R

� Peças: representativas da variabilidade natural do processo.
� Operador: selecionado entre os que realizam as mediçõesnormalmente, deve fazer as medições conforme o procedimento.
� Número de operadores e repetições é função de:
� Criticidade da cota e configuração da peça.
� Selecione, de forma aleatória, um equipamento de medição dafamília de equipamentos que está sob análise.
� As medições devem ser feitas de maneira aleatória para assegurarque nenhuma tendência prejudique os resultados.
� Medições: arredondadas para o n° mais próximo que se possa ler.
� Instrumentos analógicos:registros de medições com ½ do menorintervalo de medição (resolução); ex.: instrumento com menor escalade 0,0001 m, deve possuir resultados de 0,00005 m.
Estudo de R&R (2)

Estudo de R&R (3)
� Análise: Variação Total (VT) ou Tolerância?
Variação Totaldo processo
Tolerância
Estando o processo capaz, ou seja, a VT do processo está dentro datolerância, ou, ainda, VT < Tol. (vide desenho), o valor de R&R piora (%maior), pois em sua fórmula a VT (ou a Tol.) está no denominador. Por isto,existe uma tendência a usar a tolerância (mais fácil de se obter %RR < 10%).

Estudo de R&R - Métodos� Método da Amplitude
� Fornece uma estimativa rápida e aproximada do RR.
� Tem só 80% de chance de detectar um sistema de mediçãoinadequado, para amostra de 5 peças, e 90% de chance, paraamostra de 10 peças.
� Método da Média e da Amplitude� Fornece uma estimativa boa do RR (mais usado).
� Método mais demorado.
� Método da ANOVA (Análise da Variância)� Fornece a melhor estimativa entre os métodos.
� Indica também a interação entre peças e operadores.
� Exige cálculos complicados (usar computador).

R&R - Método da amplitude (1)
1. Condução do estudo:
� Selecione 5 peças ou mais da produção e 2 operadores oumais, que normalmente realizam as medições.
� Cada operador deve medir 1 vez cada peça.
� Calcule a amplitude para cada peça:
2. Calcule a média das amplitudes:
Bi,Ai,i XXR −=
n
RR
n
1ii∑
==

R&R - Método da amplitude (2)3. Calcule o valor do GRR (G = Gage):
onde: d2* é obtido do Anexo A (slide 24, do módulo anterior),
com m = número de operadores e g = número de peças
4. Calcule a %GRR:
Obs.: Desvio padrão do processo ≅ Tolerância/6, como já vimos.
5. Analise o resultado (ideal é %GRR < 10, ou, dependendo daaplicação, 10 ≤ %GRR ≤ 30).
*2d
RGRR =
6Tolerância
GRRou
processo do padrão Desvio
GRR100%%GRR ×=

Peça Operador A Operador B Amplitude (Ri) (A - B)1 0,85 0,80 0,052 0,75 0,70 0,053 1,00 0,95 0,054 0,45 0,55 0,105 0,50 0,60 0,10
07,0535,0
n
RR
i============ ∑∑∑∑
%7,75077,0
0588,0100
&100&% =
×=
×=
processo
RGRRGR
σ
Portanto, o sistema de medição é inadequado (%GRR > 30%), requerendo melhoria. Porém, não dá para saber se é devido àrepetitividade ou à reprodutibilidade.
0588,019,107,0
dR
R&GR *2
============
σprocesso = 0,077(dado)
Método da amplitude - Exemplo

R&R - Método da média e da amplitude1. Obtenha uma amostra de n > 5 peças, que represente a faixa de
variação real do processo.
2. Chame os k > 1 operadores de A, B, C, etc, e as peças de 1, 2, 3,etc, de forma que os operadores não vejam essas numerações.
3. Cada operador deve medir 1 vez, todas as peças, em ordemaleatória.
4. O ciclo de medições deve ser repetido pelo menos mais 1 vez. Aordem deve ser aleatória e diferente das anteriores.
5. Os dados devem ser registrados em formulário apropriado(próximos slides).

1 2 3 4 5 6 7 8 9 10123
MédiaAmplitude
123
MédiaAmplitude
123
MédiaAmplitude
Estudo de Repetitividade e Reprodutibilidade - Vari ação Total / Tolerância
Tolerância
Repetição
Média da peça
OperadoresPeças (n)Part No. & Nome
Tipo do EquipamentoEquipamento No.Nome do Equipamento
CaracterísticasEspecificaçõesData Responsável
Repetições (r)
PeçaMédias
Ope
rado
r
CB
A
Xa =
Ra =
Xb =
Rb =
Xc =
Rc =
X =Rp =
Digitar dados medidos pelos operadores, peça a peça, em cada repetição

DN = denominador das fórmulas de variação, que pode ser a variação total, VT,ou a tolerância dividida por 6 (própria planilha divide).
Análise final

� O valor a ser analisado é o %R&R, que pode ser calculado através daVT ou da Tolerância/6.
� O critério de aceitação é o já citado:� Abaixo de 10% - Sistema de medição aceito;
� Entre 10% e 30% - Sistema pode ser aceito, dependendo daimportância da medição;
� Acima de 30% - Sistema é inaceitável (melhorá-lo).
� Calcular a discriminação: ndc (número distinto de categorias) ≥ 5.
� Efetuar análises gráficas (sugestivas).
R&R - Método da média e da amplitude
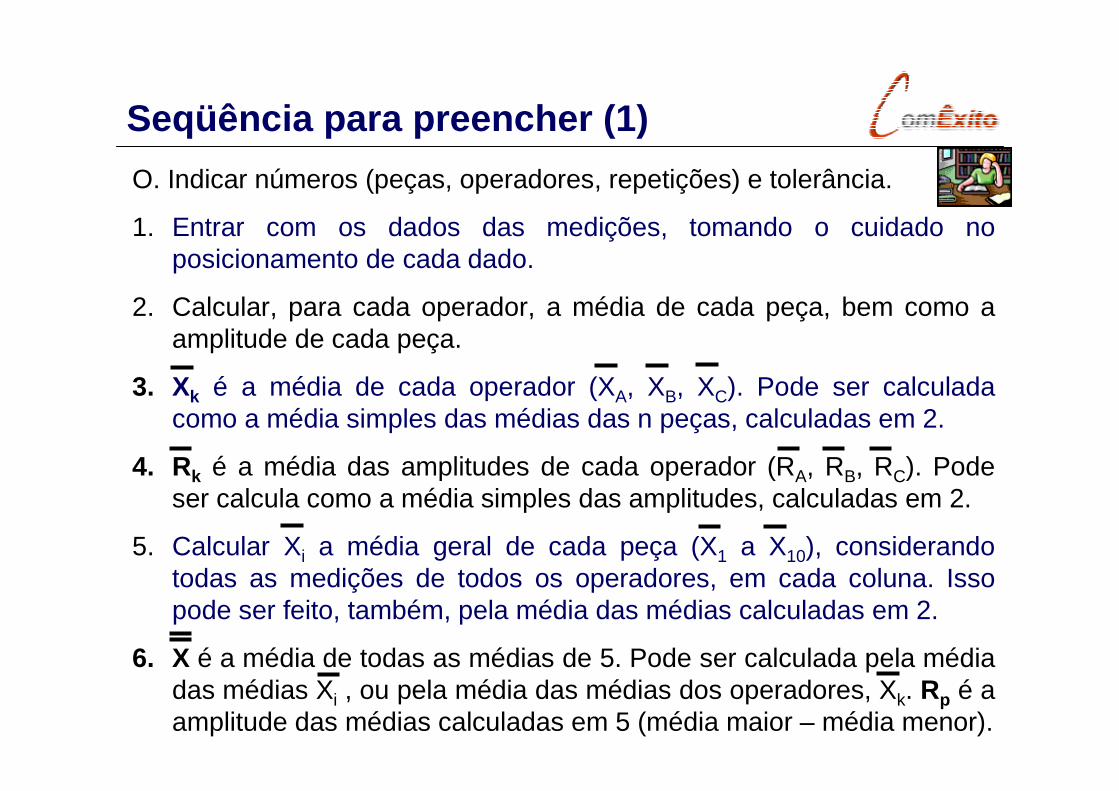
O. Indicar números (peças, operadores, repetições) e tolerância.
1. Entrar com os dados das medições, tomando o cuidado noposicionamento de cada dado.
2. Calcular, para cada operador, a média de cada peça, bem como aamplitude de cada peça.
3. Xk é a média de cada operador (XA, XB, XC). Pode ser calculadacomo a média simples das médias das n peças, calculadas em 2.
4. Rk é a média das amplitudes de cada operador (RA, RB, RC). Podeser calcula como a média simples das amplitudes, calculadas em 2.
5. Calcular Xi a média geral de cada peça (X1 a X10), considerandotodas as medições de todos os operadores, em cada coluna. Issopode ser feito, também, pela média das médias calculadas em 2.
6. X é a média de todas as médias de 5. Pode ser calculada pela médiadas médias Xi , ou pela média das médias dos operadores, Xk. Rp é aamplitude das médias calculadas em 5 (média maior – média menor).
Seqüência para preencher (1)

1
1
1
2
2
2
3
3
3
4
4
4
5 6
0

7. R é a média dos Rk (A, B, C), calculados em 4.
8. XDIF é a amplitude (maior – menor) dos Xk (A, B, C), calculados em 3.
9. UCLR (ou LSC) é o limite superior de controle de uma carta R, sendocalculado pela expressão dada, onde D4 é tabelado. Existindoamplitudes calculadas em 2, maiores que UCLR, as medições dessacoluna devem ser refeitas (ou eliminadas, ou trocadas por outra peça,e a planilha recalculada).
10. Calcular as variações, conforme fórmulas indicadas.
11. Calcular os percentuais das variações, em relação à variação total ouà tolerância. Quando for utilizar a tolerância, deve-se dividir ointervalo de tolerância por 6.
12. Calcular o ndc (discriminação).
13. Analisar o(s) resultado(s).
Seqüência para preencher (2)

7
8
9
10
11
12
13

R&R Média e amplitude – Exercício (1)Peça Operad Medida Peça Operad Medida Peça Operad Medida
1 A 0,65 1 B 0,55 1 C 0,50
1 A 0,60 1 B 0,55 1 C 0,55
2 A 1,00 2 B 1,05 2 C 1,05
2 A 1,00 2 B 0,95 2 C 1,00
3 A 0,85 3 B 0,80 3 C 0,80
3 A 0,80 3 B 0,75 3 C 0,80
4 A 0,85 4 B 0,80 4 C 0,80
4 A 0,95 4 B 0,75 4 C 0,80
5 A 0,55 5 B 0,40 5 C 0,45
5 A 0,45 5 B 0,40 5 C 0,50
6 A 1,00 6 B 1,00 6 C 1,00
6 A 1,00 6 B 1,05 6 C 1,05
7 A 0,95 7 B 0,95 7 C 0,95
7 A 0,95 7 B 0,90 7 C 0,95
8 A 0,85 8 B 0,75 8 C 0,80
8 A 0,80 8 B 0,70 8 C 0,80
9 A 1,00 9 B 1,00 9 C 1,05
9 A 1,00 9 B 0,95 9 C 1,05
10 A 0,60 10 B 0,55 10 C 0,85
10 A 0,70 10 B 0,50 10 C 0,80
60 resultados, da medição de 10 peças, por 3 operadores, com 2 repetições cada.
Usando o método da média e da amplitude, analise o sistema de medição utilizado.
Tolerância: ± 0,3mm.
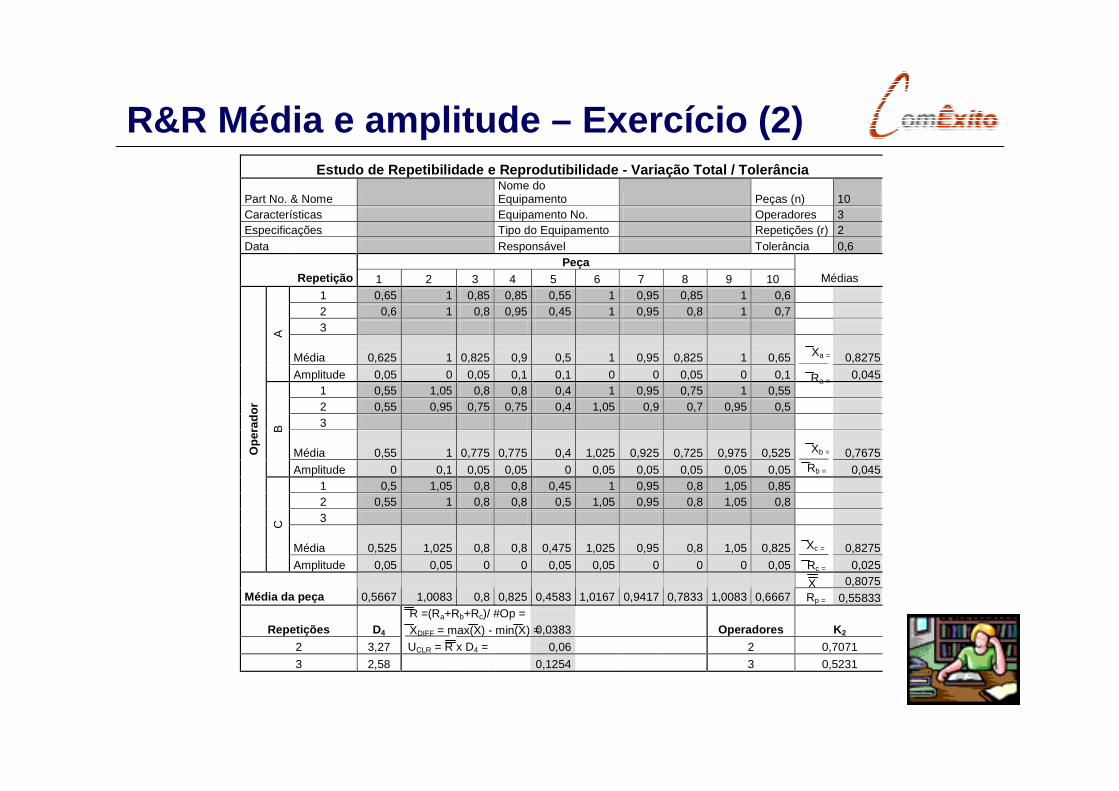
R&R Média e amplitude – Exercício (2)Estudo de Repetibilidade e Reprodutibilidade - Vari ação Total / Tolerância
Part No. & Nome Nome do Equipamento Peças (n) 10
Características Equipamento No. Operadores 3 Especificações Tipo do Equipamento Repetições (r) 2 Data Responsável Tolerância 0,6
Peça Repetição 1 2 3 4 5 6 7 8 9 10 Médias
1 0,65 1 0,85 0,85 0,55 1 0,95 0,85 1 0,6 2 0,6 1 0,8 0,95 0,45 1 0,95 0,8 1 0,7 3
Média 0,625 1 0,825 0,9 0,5 1 0,95 0,825 1 0,65
0,8275
A
Amplitude 0,05 0 0,05 0,1 0,1 0 0 0,05 0 0,1 0,045 1 0,55 1,05 0,8 0,8 0,4 1 0,95 0,75 1 0,55 2 0,55 0,95 0,75 0,75 0,4 1,05 0,9 0,7 0,95 0,5 3
Média 0,55 1 0,775 0,775 0,4 1,025 0,925 0,725 0,975 0,525
0,7675
B
Amplitude 0 0,1 0,05 0,05 0 0,05 0,05 0,05 0,05 0,05 0,045 1 0,5 1,05 0,8 0,8 0,45 1 0,95 0,8 1,05 0,85 2 0,55 1 0,8 0,8 0,5 1,05 0,95 0,8 1,05 0,8 3
Média 0,525 1,025 0,8 0,8 0,475 1,025 0,95 0,8 1,05 0,825
0,8275
Ope
rado
r
C
Amplitude 0,05 0,05 0 0 0,05 0,05 0 0 0 0,05 0,025 0,8075
Média da peça 0,5667 1,0083 0,8 0,825 0,4583 1,0167 0,9417 0,7833 1,0083 0,6667 0,55833
Repetições D 4
0,0383 Operadores K 2
2 3,27 0,06 2 0,7071
3 2,58 0,1254 3 0,5231
Xa =
Ra =
Xb =
Rb =
Xc =
Rc =
X Rp =
R =(Ra+Rb+Rc)/ #Op = XDIFF = max(X) - min(X) = UCLR = R x D4 =

R&R Média e amplitude – Exercício (3)
Repetibilidade Repetições K1 Variação 0,034 2 0,8862 DN Reprodutibilidade 3 0,5908 VT TOL Peças K 3 0,0305 2 0,7071
%VE =100 [VE/DN] 18,72% 33,97%
Repetibilidade & Reprodutibilidade 3 0,5231 4 0,4467
%VO =100 [VO/DN] 16,78% 30,45%
0,0456 5 0,403
Variação do Processo (VP) 6 0,3742
%R&R =100
[R&R/DN] 25,14% 45,62% 0,1757 7 0,3534
Variação Total (VT) 8 0,3375 %VP
= 100[VPDN] 96,79% 175,65% 9 0,3249
0,1815 10 0,3146 ndc = 1,41[VP/R&R] = 5,4 Resultado do Teste:
VT Sistema de medição deve ser analisado
TOL Sistema de medição necessita melhoria
VE = R x K1 =
VO2 = (XDIFFxK2)2 - (EV2/(nr))
VO =
R&R2 = VE2 + VO2
R&R =
VP = Rp x K3 =
VT2 = R&R2 + VP2
VT =
Análises
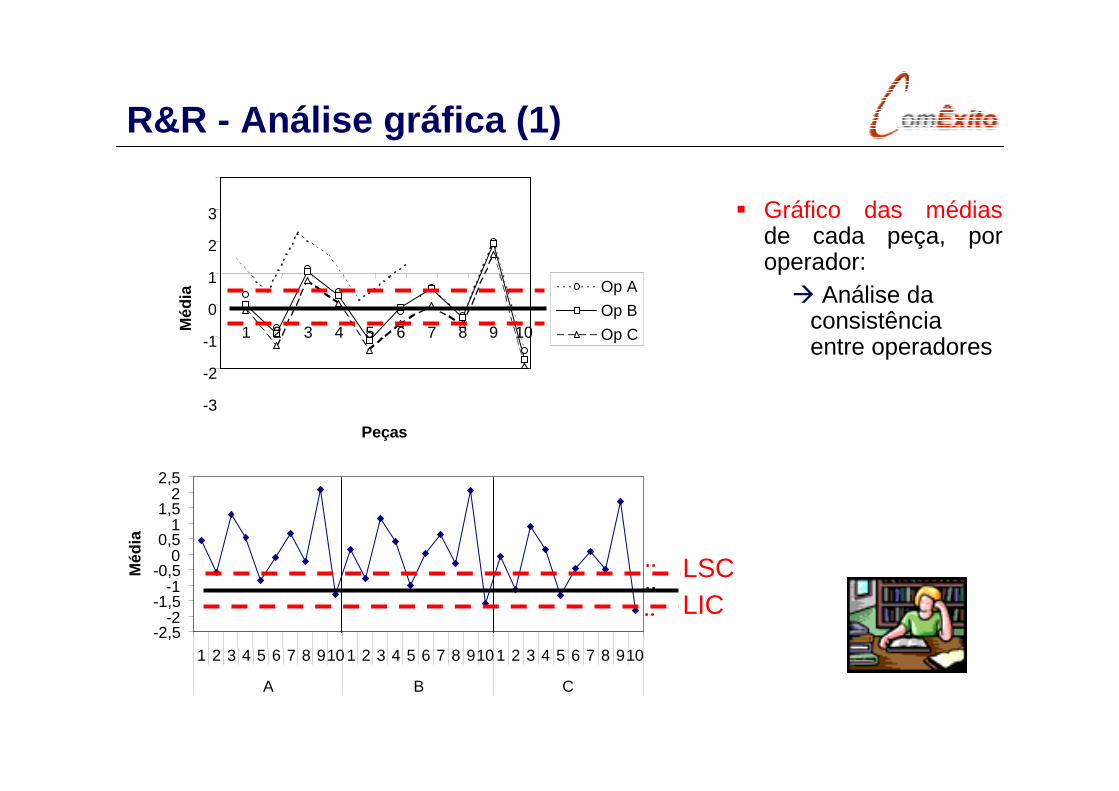
� Gráfico das médiasde cada peça, poroperador:
� Análise daconsistênciaentre operadores
-2,5-2
-1,5-1
-0,50
0,51
1,52
2,5
1 2 3 4 5 6 7 8 910 1 2 3 4 5 6 7 8 910 1 2 3 4 5 6 7 8 910
A B C
Méd
ia
-3
-2
-1
0
1
2
3
1 2 3 4 5 6 7 8 9 10
Peças
Méd
ia Op A
Op B
Op C
LSCLIC
R&R - Análise gráfica (1)

� Gráfico das amplitudes:
� Diferença de método entre operadores
� Sistema de medição é sensível ao operador
0
0,2
0,4
0,6
0,8
1
1,2
1 2 3 4 5 6 7 8 9 10
Peças
Am
plit
ud
e Op A
Op B
Op C
0
0,2
0,4
0,6
0,8
1
1,2
1 2 3 4 5 6 7 8 9101 2 3 4 5 6 7 8 9101 2 3 4 5 6 7 8 910
A B C
Am
plu
tud
e
LSC
R&R - Análise gráfica (2)

Gráfico de dispersão: Fornece informações sobre a consistência entreoperadores, indica possíveis pontos fora da curva e as interações peça-operador.
-2-1,5
-1-0,5
00,5
11,5
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
A B C A B C A B C A B C A B C
1 2 3 4 5
-3
-2
-1
0
1
2
3
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
A B C A B C A B C A B C A B C
6 7 8 9 10
R&R - Análise gráfica (3)

0
2
4
6
8
1 0
-0,7
-0,5
-0,3
-0,1
0 ,1 0 ,3 0 ,5 0 ,7
O p C
Fre
qü
ên
cia
0
2
4
6
8
-0,7
-0,5
-0,3
-0,1
0 ,1 0 ,3 0 ,5 0 ,7
O p B
Fre
qü
ên
cia
0
2
4
6
8
1 0
1 2
1 4
1 6
-0,7
-0,5
-0,3
-0,1 0 ,1 0 ,3 0 ,5 0 ,7
O p A
Fre
qü
ên
cia
� Histograma:
Mostra como se distribuem as medições dos operadores, permitindo verificar tendências, falta de consistência e como se comporta a variação dos operadores.
R&R - Análise gráfica (4)

R&R – Solução pelo Minitab
Part-to-PartReprodRepeatGage R&R
100
50
0
%
% Study Var
0,10
0,05
0,00Amplitude amostral
_R=0,0383
LSC=0,1252
LIC=0
A B C
1,00
0,75
0,50Média amostral
__X=0,8075LSC=0,8796
LIC=0,7354
A B C
98765432101
1,00
0,75
0,50
peça
CBA
1,00
0,75
0,50
oper
98765432101
1,00
0,75
0,50
peça
Média
A
B
C
oper
Nome do instrumento: M IC R 44
Data do estudo: 29/03/09
A nalista: Jucilei
Tolerância:
O utros:
Componentes da Variação
Carta R por operador
Carta Xbar por operador
Medida por peça
Medida por operador
Interação operador-peça
R&R (Xbar/R)
RR = 25,16% VE = 18,73% VO = 16,80% VP = 96,78% NCD = 5,1Mesmos resultados
da planilha

� Método estatístico que decompõe a variação em: Operador, Peça,Interação operador-peça e Equipamento.
� Estima as variâncias com maior precisão, mas exige cálculos maiscomplexos (utilizar software apropriado, Excel ou Minitab).
� Condução do estudo:• O mesmo procedimento usado para a média/amplitude, tomando
cuidado especial na aleatoriedade na coleta dos dados, paragarantir a independência estatística nas medições.
• Sugere-se que a ordem de medição seja determinada porsorteio. O sorteio deve ser feito por rodada, com todos osoperadores e todas as peças. Finalizada a primeira rodada,passa-se para a segunda medição, com novo sorteio.
• A coleta dos dados pode ser realizada em um formuláriosemelhante ao do método da média e amplitude.
R&R - Método da ANOVA (1)
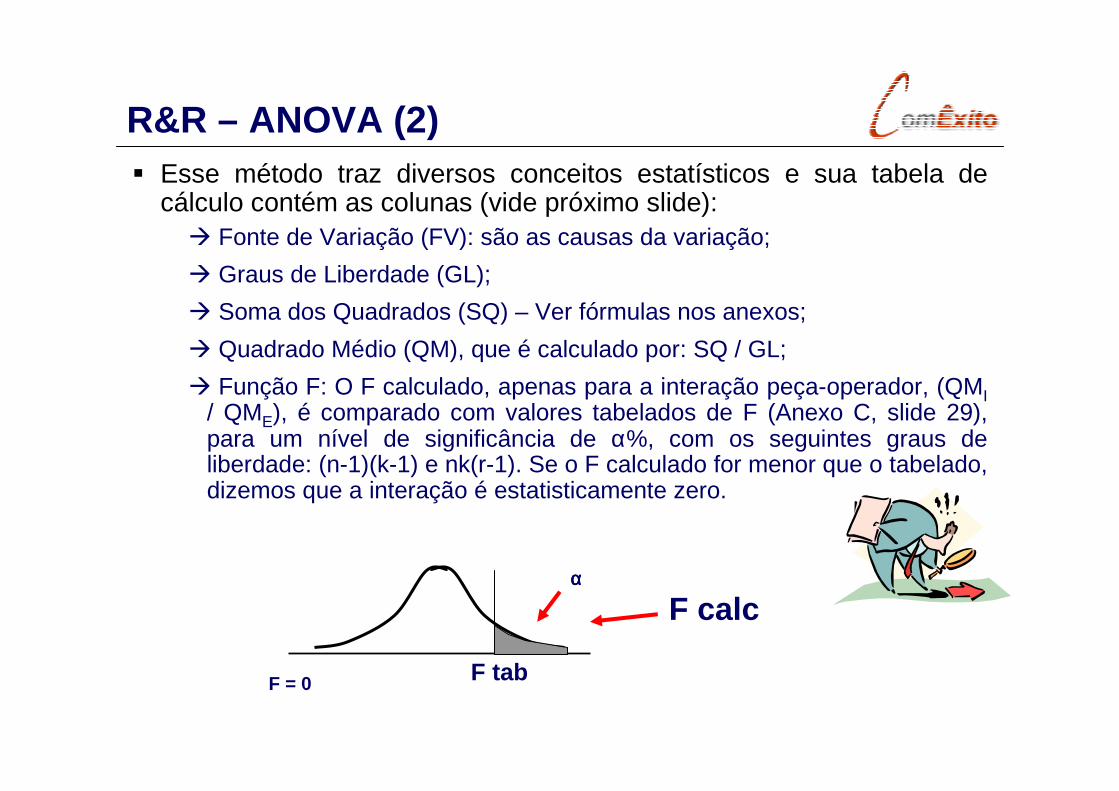
� Esse método traz diversos conceitos estatísticos e sua tabela decálculo contém as colunas (vide próximo slide):
� Fonte de Variação (FV): são as causas da variação;
� Graus de Liberdade (GL);
� Soma dos Quadrados (SQ) – Ver fórmulas nos anexos;
� Quadrado Médio (QM), que é calculado por: SQ / GL;
� Função F: O F calculado, apenas para a interação peça-operador, (QMI/ QME), é comparado com valores tabelados de F (Anexo C, slide 29),para um nível de significância de α%, com os seguintes graus deliberdade: (n-1)(k-1) e nk(r-1). Se o F calculado for menor que o tabelado,dizemos que a interação é estatisticamente zero.
F tab
F calc
F = 0
αααα
R&R – ANOVA (2)

FV GL SQ QM F
Operador k - 1 SQO QMO = SQO / (K-1)
Peça n - 1 SQP QMP = SQP / (n-1)
Interação (n-1).(k-1) SQI QMI = SQI / (n-1)(k-1) QMI / QME
Equipamento
nk.(r – 1) SQE QME = SQE /[nk(r-1)]
Total nkr - 1 SQT
k = n° operadores n = n° peças r = n° repetições
F calculado
R&R – ANOVA (3)

Distribuição F de Snedecor (5%)Valores críticos de F, tais que P(F > Fα) = 5%
αααα 5%
φ1
φ2
161,45 199,50 215,71 224,58 230,16 233,99 236,77 238,88 240,54 241,88 243,91 245,95 248,01 249,05 250,10 251,14 252,20 253,25 254,318,51 19,00 19,16 19,25 19,30 19,33 19,35 19,37 19,38 19,40 19,41 19,43 19,45 19,45 19,46 19,47 19,48 19,49 19,510,13 9,55 9,28 9,12 9,01 8,94 8,89 8,85 8,81 8,79 8,74 8,70 8,66 8,64 8,62 8,59 8,57 8,55 8,537,71 6,94 6,59 6,39 6,26 6,16 6,09 6,04 6,00 5,96 5,91 5,86 5,80 5,77 5,75 5,72 5,69 5,66 5,636,61 5,79 5,41 5,19 5,05 4,95 4,88 4,82 4,77 4,74 4,68 4,62 4,56 4,53 4,50 4,46 4,43 4,40 4,36
5,99 5,14 4,76 4,53 4,39 4,28 4,21 4,15 4,10 4,06 4,00 3,94 3,87 3,84 3,81 3,77 3,74 3,70 3,675,59 4,74 4,35 4,12 3,97 3,87 3,79 3,73 3,68 3,64 3,57 3,51 3,44 3,41 3,38 3,34 3,30 3,27 3,235,32 4,46 4,07 3,84 3,69 3,58 3,50 3,44 3,39 3,35 3,28 3,22 3,15 3,12 3,08 3,04 3,01 2,97 2,935,12 4,26 3,86 3,63 3,48 3,37 3,29 3,23 3,18 3,14 3,07 3,01 2,94 2,90 2,86 2,83 2,79 2,75 2,714,96 4,10 3,71 3,48 3,33 3,22 3,14 3,07 3,02 2,98 2,91 2,85 2,77 2,74 2,70 2,66 2,62 2,58 2,54
4,84 3,98 3,59 3,36 3,20 3,09 3,01 2,95 2,90 2,85 2,79 2,72 2,65 2,61 2,57 2,53 2,49 2,45 2,44,75 3,89 3,49 3,26 3,11 3,00 2,91 2,85 2,80 2,75 2,69 2,62 2,54 2,51 2,47 2,43 2,38 2,34 2,34,67 3,81 3,41 3,18 3,03 2,92 2,83 2,77 2,71 2,67 2,60 2,53 2,46 2,42 2,38 2,34 2,30 2,25 2,214,60 3,74 3,34 3,11 2,96 2,85 2,76 2,70 2,65 2,60 2,53 2,46 2,39 2,35 2,31 2,27 2,22 2,18 2,234,54 3,68 3,29 3,06 2,90 2,79 2,71 2,64 2,59 2,54 2,48 2,40 2,33 2,29 2,25 2,20 2,16 2,11 2,07
4,49 3,63 3,24 3,01 2,85 2,74 2,66 2,59 2,54 2,49 2,42 2,35 2,28 2,24 2,19 2,15 2,11 2,06 2,014,45 3,59 3,20 2,96 2,81 2,70 2,61 2,55 2,49 2,45 2,38 2,31 2,23 2,19 2,15 2,10 2,06 2,01 1,964,41 3,55 3,16 2,93 2,77 2,66 2,58 2,51 2,46 2,41 2,34 2,27 2,19 2,15 2,11 2,06 2,02 1,97 1,924,38 3,52 3,13 2,90 2,74 2,63 2,54 2,48 2,42 2,38 2,31 2,23 2,16 2,11 2,07 2,03 1,98 1,93 1,884,35 3,49 3,10 2,87 2,71 2,60 2,51 2,45 2,39 2,35 2,28 2,20 2,12 2,08 2,04 1,99 1,95 1,90 1,84
4,32 3,47 3,07 2,84 2,68 2,57 2,49 2,42 2,37 2,32 2,25 2,18 2,10 2,05 2,01 1,96 1,92 1,87 1,814,30 3,44 3,05 2,82 2,66 2,55 2,46 2,40 2,34 2,30 2,23 2,15 2,07 2,03 1,98 1,94 1,89 1,84 1,784,28 3,42 3,03 2,80 2,64 2,53 2,44 2,37 2,32 2,27 2,20 2,13 2,05 2,01 1,96 1,91 1,86 1,81 1,764,26 3,40 3,01 2,78 2,62 2,51 2,42 2,36 2,30 2,25 2,18 2,11 2,03 1,98 1,94 1,89 1,84 1,79 1,734,24 3,39 2,99 2,76 2,60 2,49 2,40 2,34 2,28 2,24 2,16 2,09 2,01 1,96 1,92 1,87 1,82 1,77 1,71
4,23 3,37 2,98 2,74 2,59 2,47 2,39 2,32 2,27 2,22 2,15 2,07 1,99 1,95 1,90 1,85 1,80 1,75 1,694,21 3,35 2,96 2,73 2,57 2,46 2,37 2,31 2,25 2,20 2,13 2,06 1,97 1,93 1,88 1,84 1,79 1,73 1,674,20 3,34 2,95 2,71 2,56 2,45 2,36 2,29 2,24 2,19 2,12 2,04 1,96 1,91 1,87 1,82 1,77 1,71 1,654,18 3,33 2,93 2,70 2,55 2,43 2,35 2,28 2,22 2,18 2,10 2,03 1,94 1,90 1,85 1,81 1,75 1,70 1,644,17 3,32 2,92 2,69 2,53 2,42 2,33 2,27 2,21 2,16 2,09 2,01 1,93 1,89 1,84 1,79 1,74 1,68 1,62
4,08 3,23 2,84 2,61 2,45 2,34 2,25 2,18 2,12 2,08 2,00 1,92 1,84 1,79 1,74 1,69 1,64 1,58 1,514,00 3,15 2,76 2,53 2,37 2,25 2,17 2,10 2,04 1,99 1,92 1,84 1,75 1,70 1,65 1,59 1,53 1,47 1,393,92 3,07 2,68 2,45 2,29 2,18 2,09 2,02 1,96 1,91 1,83 1,75 1,66 1,61 1,55 1,50 1,43 1,35 1,253,84 3,00 2,60 2,37 2,21 2,10 2,01 1,94 1,88 1,83 1,75 1,67 1,57 1,52 1,46 1,39 1,32 1,22 1,00∞
∞
26272829
21222324
12345
678910
1112
1920
131415
16
120
1 2 3
25
30
4060
1718
4 5 6 7 8 9 10 12 40 60 12015 20 24 30
0 F2α
Anexo C – Tabela F de Snedecor (5%)

r .n
QMQM6.VO:ilidadeReprodutib IO −=
r
QMQM6.I :Interação EI −=
222 IVOVERR :Reprod. e Repet. ++=
r .k
QMQM6.VP :processo do Variação IP −=
EQM6.VE :dadeRepetitivi =
22 VPRRVT : totalVariação +=
ANOVA - Cálculo das variações, para interação não nula (4)
Todos os valores de QM são tirados da
tabela da ANOVA e:
n = nº de medidas;
r = nº de repetições;
k = nº de operadores.

ANOVA - Cálculo das variações, para interação nula (5)
1knr .k .n
SQSQQM :agrupado médio Quadrado
2I
2E
agr +−−+
=
agrQM6.VE :dadeRepetitivi =
nr
QMQM6.VO:ilidadeReprodutib agrO −
=
22 VOVEReprod. e Repet. +=
r .k
QMQM6.VP :processo do Variação agrP −
=
22 VPR&RVT : totalVariação +=
Interação = 0
Todos os valores de QM são tirados da
tabela da ANOVA e:
n = nº de medidas;
r = nº de repetições;
k = nº de operadores.

Fonte 6.σσσσ %VT %TOL % Contribuição
Equipamento VE 100 . VE/VT 100 . VE/TOL
Operador VO 100 . VO/VT 100 . VO/TOL
Interação IOP 100.IOP/VT 100 . IOP/TOL
R&R R%R 100 . R&R/VT 100 . R&R/TOL
Processo VP 100 . VP/VT 100 . VP/TOL
Total
ANOVA - Cálculo dos percentuais (6)
2
2
VT
VE. 100
2
2
VT
VO. 100
2
2OP
VTI . 100
2
2
VT
R&R . 100
2
2
VT
VP. 100
=R&R
VP1,41.ndc
22 VPR&RVT +=

FV GL SQ QM F
Peça 9 2,05871 0,228745
Oper 2 0,04800 0,024000
Interação 18 0,10367 0,005759 4,4588
Equipamento 30 0,03875 0,001292
Total 59 2,24912
R&R ANOVA – Exercício (1)Resolver o mesmo exercício do método da média e amplitude, pelo método daANOVA. Você irá verificar que os resultados são um pouco diferentes, sendoque a ANOVA tem maior precisão. É dada a tabela prévia.
• Tabela F de 5% (Anexo C, slide 29)), com 18 e 30 graus de liberdade: Fcrítico≅ 1,93. Como Fcalculado (4,4588) > Ftabelado (1,93), então concluímos que ainteração não é estatisticamente zero.
• Então, entramos nas fórmulas das variações, para interação não nula(próximo slide), obtendo os valores brutos das mesmas.
• Por último, obtemos os percentuais desses valores brutos, em relação à VT.
αααα=5%
1,93
4,4588

R&R ANOVA – Exercício (2)
1812,02.10
005759,00240,0.6
r .n
QMQM6.VO:ilidadeReprodutib IO ≅−=−=
2836,02
001292,0005759,0.6
r
QMQM6.I :Interação EI ≅−=−=
3997,02836,01812,02157,0IVOVERR 222222 ≅++=++=
1567,12.3
005759,0228745,0.6
r .k
QMQM6.VP :proc. Var. IP ≅−=−=
2157,0001292,0.6QM6.VE :dadeRepetitivi E ≅==
2238,11567,13997,0VPRRVT : totalVariação 2222 ≅+=+=
≅ 17,63%
≅ 14,81%
≅ 23,17%
≅ 32,66%
≅ 94,52%
0,33650,28360,1812VO 22real ≅+= ≅ 27,50% (Devido interação)
Ver gráfico do próximo slide e comparar as respostas)
= 100%

R&R ANOVA – Exercício (3)
Part-to-PartReprodRepeatGage R&R
100
50
0
%
% Study Var
0,10
0,05
0,00Amplitude amostral
_R=0,0383
LSC=0,1252
LIC=0
A B C
1,00
0,75
0,50Média amostral
__X=0,8075LSC=0,8796
LIC=0,7354
A B C
98765432101
1,00
0,75
0,50
peça
CBA
1,00
0,75
0,50
oper
98765432101
1,00
0,75
0,50
peça
Média
A
B
C
oper
Nome do instrumento:
Data do estudo:
A nalista:
Tolerância:
O utros:
Componentes da Variação
Carta R por operador
Carta Xbar por operador
Medida por peça
Medida por operador
Interação operador-peça
R&R (ANOVA)
RR = 32,66% VE = 17,62% VO = 27,50% VP = 94,52% NCD = 4,0
Valores algo diferentes do outro
método

Fim
Fim do Módulo 4


















