O0123
2
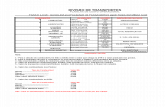
O0123(MAISA) Nome do programa N5 G71 G90 G40; Cabeçalho do programa: Medidas em milímetros, programação absoluta e cancelamento da compensação de raio. N8 G0 Z120 X50; Ponto para troca de ferramenta. N10 T0202; Troca de ferramenta para a ferramenta que está na posição 02 do porta ferramenta e ativação do corretor de ferramenta que está salvo na memoria 02. N12 S1700 M3; Velocidade da rotação do eixo e ativação do mesmo. N15 G0 X27 Z95; Ponto de aproximação N20 G73 U0.5 R0.5; N25 G73 P26 Q110 U1 W1 F0.05; Ciclo de desbaste: Parametrização com 0.5mm por passada com retração da ferramenta de 0.5mm. O ciclo começa na linha 26 e termina na linha 110. N26 G0 X19.856; N30 G1 X19.856 Z90; N35 X21.856 Z88; N40 Z75; N50 X18 Z70; Desenho da peça para o ciclo de desbaste
-
Upload
lucas-santana -
Category
Documents
-
view
215 -
download
0
description
Programa
Transcript of O0123

O0123(MAISA) Nome do programa
N5 G71 G90 G40; Cabeçalho do programa: Medidas em
milímetros, programação absoluta e
cancelamento da compensação de raio.
N8 G0 Z120 X50; Ponto para troca de ferramenta.
N10 T0202; Troca de ferramenta para a ferramenta
que está na posição 02 do porta
ferramenta e ativação do corretor de
ferramenta que está salvo na memoria 02.
N12 S1700 M3; Velocidade da rotação do eixo e ativação
do mesmo.
N15 G0 X27 Z95; Ponto de aproximação
N20 G73 U0.5 R0.5;
N25 G73 P26 Q110 U1 W1 F0.05;
Ciclo de desbaste: Parametrização com
0.5mm por passada com retração da
ferramenta de 0.5mm. O ciclo começa na
linha 26 e termina na linha 110.
N26 G0 X19.856;
N30 G1 X19.856 Z90;
N35 X21.856 Z88;
N40 Z75;
N50 X18 Z70;
N55 X21.856;
N56 X26 Z46.5;
N60 Z45;
N70 X23 Z42;
N75 X26;
N80 Z20;
N90 X23 Z15;
N95 X26;
N100 Z5;
N110 X23 Z0;
Desenho da peça para o ciclo de desbaste
N115 G72 P26 Q110 F0.02; Ciclo de acabamento
N120 G0 X50; Retração da ferramenta

N125 Z100; Retração da ferramenta
N130 M30; Final do programa