
Papel Tissue Final
25
FACULDADE DE TELÊMACO BORBA - DEPARTAMENTO DE ENGENHARIA QUÍMICA DISCIPLINA: PROCESSO DE FABRICAÇAO DE POLPA PAPEL TISSUE Professor: Oswaldo vieira Aluno: Gimerson Weigert
-
Upload
gimerson-weigert -
Category
Documents
-
view
421 -
download
2
Transcript of Papel Tissue Final
FACULDADE DE TELÊMACO BORBA - DEPARTAMENTO DE ENGENHARIA QUÍMICA
DISCIPLINA: PROCESSO DE FABRICAÇAO DE POLPA
PAPEL TISSUE
Professor: Oswaldo vieira
Aluno: Gimerson Weigert
Telêmaco Borba
2012
SUMÁRIO
1. Introdução...................................................................................3 2. Etapas do Processo de fabricação do papel tissue com papel Reciclados.......................................................................................3
3. Conceito de máquinas para a fabricação de papel tissue de alta qualidade..........................................................................................6
4. Propriedades avaliadas no papel tissue....................................10
5. Tipos de papéis no mercado......................................................14
6. Aspectos de consumo de papel tissue......................................17
7. Referencias.................................................................................19
2
1. Introdução
Papéis tissue é o nome genérico dado a uma categoria de produtos que, de acordo com a segmentação da Associação Brasileira de Celulose e Papel (Bracelpa), engloba os seguintes papéis: a) Higiênico Popular; b) Folha Simples de Boa Qualidade; c) Folha Simples de Alta Qualidade; d) Higiênico Folha Dupla; e) Toalha de Cozinha; f) Toalha de Mão; g) Guardanapo; h) Lenço; e i) Lenço Hospitalar.
Os papéis tissue são assim nomeados devido às suas propriedades físicas, que lembram as de um tecido: suavidade, espessura, capacidade de absorção de umidade e resistência. Esses papéis possuem baixas gramaturas (15 a 50 g/m2) e são produzidos com base em diversos tipos de fibras podendo ser virgens ou recicladas. São usados para a produção de uma enorme gama de produtos e as exigências de qualidade variam de acordo com o proposito e expectativas do consumidor.
2. Etapas do Processo de fabricação do papel tissue com papel reciclados
- Desagregação
Consiste na desintegração do papel velho por ação mecânica, em meio aquoso. Efetuada num pulper ou desfibrador, com consistência elevada (16%), geralmente num processo descontinuo. Depois dessa desagregação realiza-se uma operação de crivagem ou depuração que remove partículas com dimensão superior a 10 mm.
- Pré-depuração
Os contaminantes grosseiros (pedras, areias, metais, argila, clips, etc) são retirados através da depuração centrifuga em média consistência (3,5%). Após tem-se uma nova operação de crivagem com uma malha de 2mm que permite remoção dos contaminantes com dimensões superiores.
- Depuração fina
A única diferença da operação anterior é a consistência em que é realizada, neste caso 0,8%, onde fica possível a separação de contaminantes que apresentam densidades diferentes das fibras. Pode funcionar por estágios, onde o rejeito de um estagio servem de alimento ao estágio seguinte, dessa forma aumentando o rendimento. Esta operação gera dois fluxos de rejeitos: rejeitos pesados e leves.
3
- Crivagem fina
Esta etapa é possível remover da pasta os contaminantes de pequenas dimensões, utiliza-se para isso crivos, normalmente crivos de fendas, onde as ranhuras possuem pequenas dimensões, normalmente inferiores a 0,5mm. Tem funcionamento em cascata que permite uma operação com um mínimo de perdas de fibras.
- primeira lavagem
Esta etapa permite a remoção das cargas minerais, garantindo que estas não ultrapassem os 5% na suspensão fibrosa. Através do lavador, onde se efetua o contato da suspensão com uma tela, permeável a partículas de pequenas dimensões, fica possível remover cargas minerais e pequenas partículas de tinta que se encontram presente, uma vez que essas conseguem atravessar a tela.
- dispersão
Inicia-se com um tratamento da suspensão fibrosa a alta consistência(35%) e temperatura de 110°C. Na sequência a suspensão passa por um sistema de discos que se movimentam a uma distância curta (0,2mm), onde tem a quebra dos contaminantes que ficam numa dimensão tal que se tornam praticamente invisíveis a olho nu. Nestas dimensões, em etapas subsequentes é possível remover esses contaminantes.
- flotação
Nesta etapa é possível remover as partículas de tinta de maiores dimensões ainda presente na suspensão através da adição de um agente tensioativo, com no mínimo 120 ppm de oxido de cálcio, que na presença de agua forma um sabão de cálcio insolúvel que tem função de coletar as partículas de tinta. As partículas de tinta adquirem um caráter hidrofóbico e por um sistema de arejamento artificial são arrastadas até a superfície, podendo então ser rejeitadas.
- segunda lavagem
Esta etapa é basicamente igual a primeira etapa de lavagem, tendo por diferença apenas a malha da tela, que neste caso é inferior. Nesta etapa procura-se reduzir o teor em cargas minerais para um nível inferior a 5%.
- branqueamento
Esta etapa consiste em adicionar um agente oxidante forte, normalmente o peróxido de hidrogênio, ou um agente redutor, com o objetivo de branquear a suspensão fibrosa. Com essa operação é possível atingir brancuras semelhante ao papel produzido com fibra virgem.
4
- prensagem
Tem por objetivo remover o excesso de agua presente na folha que se formou( normalmente até 55-60%), fazendo a folha passar por rolos e secções de vácuo.
- secagem
Para os papeis sanitários, a operação de secagem efectua-se apenas com a passagem por um secador, devido a dificuldade em passar este papel por varias secadores sem danificar.
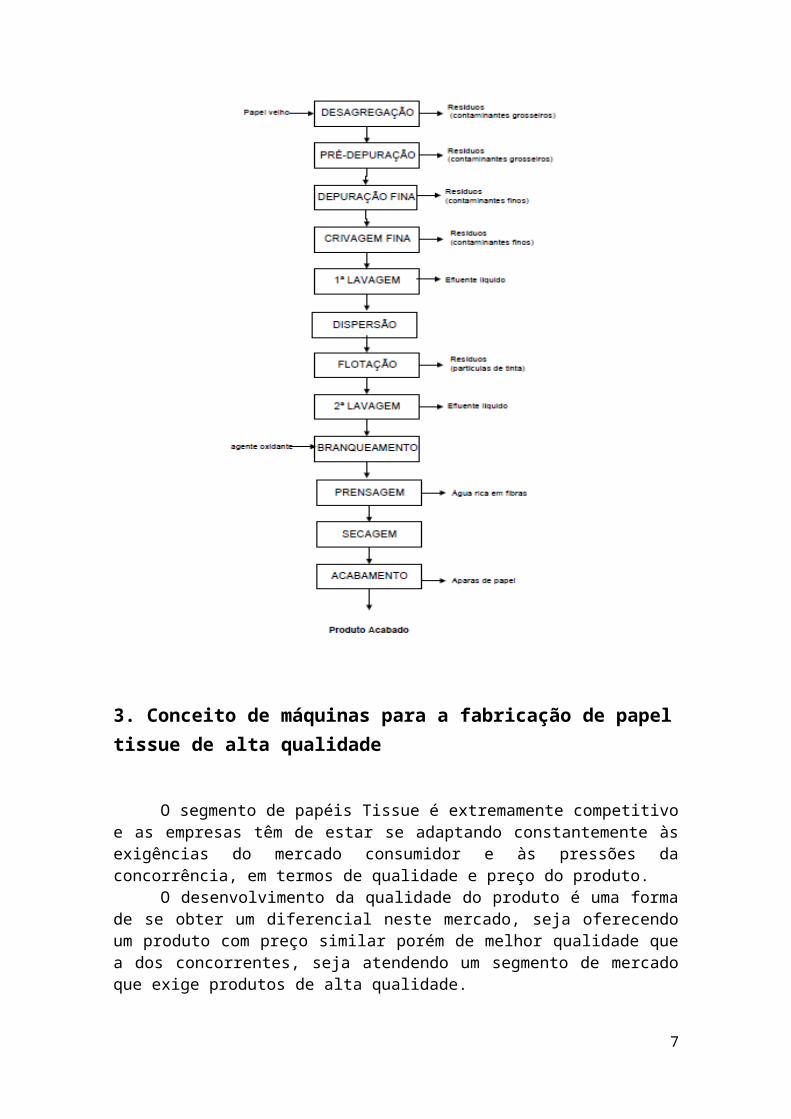
2.1. Fluxograma da fabricação do papel tissue para uso domestico e sanitário com o uso de aparas
5
3. Conceito de máquinas para a fabricação de papel tissue de alta qualidade
O segmento de papéis Tissue é extremamente competitivo e as empresas têm de estar se adaptando constantemente às exigências do mercado consumidor e às pressões da concorrência, em termos de qualidade e preço do produto.
O desenvolvimento da qualidade do produto é uma forma de se obter um diferencial neste mercado, seja oferecendo um produto com preço similar porém de melhor qualidade que a dos concorrentes, seja atendendo um segmento de mercado que exige produtos de alta qualidade.
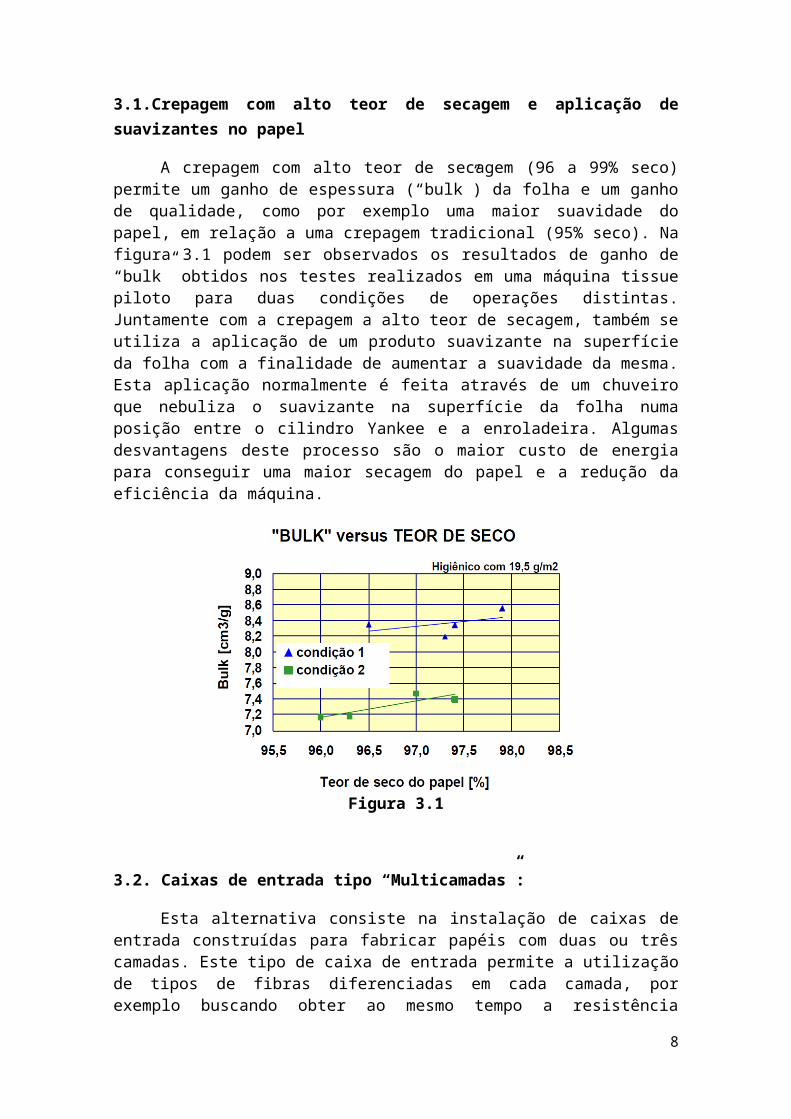
3.1.Crepagem com alto teor de secagem e aplicação de suavizantes no papel
A crepagem com alto teor de secagem (96 a 99% seco) permite um ganho de espessura (“bulk”) da folha e um ganho de qualidade, como por exemplo uma maior suavidade do papel, em relação a uma crepagem tradicional (95% seco). Na figura 3.1 podem ser observados os resultados de ganho de “bulk” obtidos nos testes realizados em uma máquina tissue piloto para duas condições de operações distintas. Juntamente com a crepagem a alto teor de secagem, também se utiliza a aplicação de um produto suavizante na superfície da folha com a finalidade de aumentar a suavidade da mesma. Esta aplicação normalmente é feita através de um chuveiro que nebuliza o suavizante na superfície da folha numa posição entre o cilindro Yankee e a enroladeira. Algumas desvantagens deste processo são o maior custo de energia para conseguir uma maior secagem do papel e a redução da eficiência da máquina.
Figura 3.1
3.2. Caixas de entrada tipo “Multicamadas”:
6
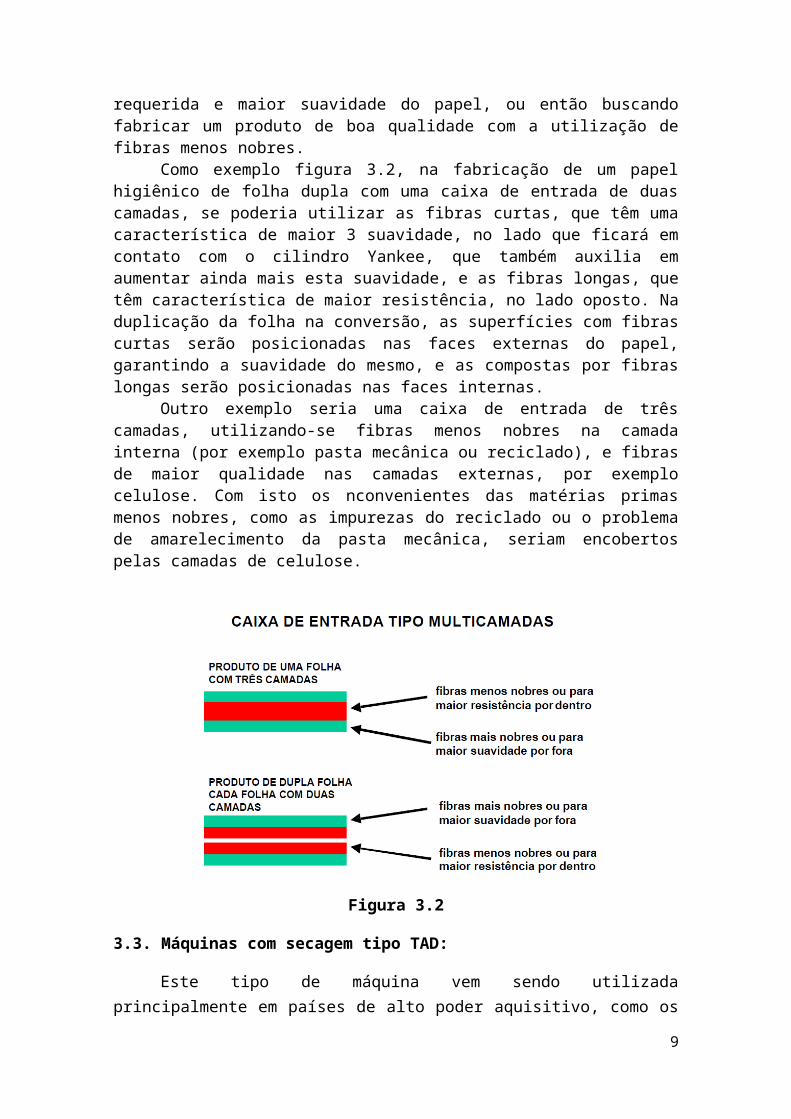
Esta alternativa consiste na instalação de caixas de entrada construídas para fabricar papéis com duas ou três camadas. Este tipo de caixa de entrada permite a utilização de tipos de fibras diferenciadas em cada camada, por exemplo buscando obter ao mesmo tempo a resistência requerida e maior suavidade do papel, ou então buscando fabricar um produto de boa qualidade com a utilização de fibras menos nobres.
Como exemplo figura 3.2, na fabricação de um papel higiênico de folha dupla com uma caixa de entrada de duas camadas, se poderia utilizar as fibras curtas, que têm uma característica de maior 3 suavidade, no lado que ficará em contato com o cilindro Yankee, que também auxilia em aumentar ainda mais esta suavidade, e as fibras longas, que têm característica de maior resistência, no lado oposto. Na duplicação da folha na conversão, as superfícies com fibras curtas serão posicionadas nas faces externas do papel, garantindo a suavidade do mesmo, e as compostas por fibras longas serão posicionadas nas faces internas.
Outro exemplo seria uma caixa de entrada de três camadas, utilizando-se fibras menos nobres na camada interna (por exemplo pasta mecânica ou reciclado), e fibras de maior qualidade nas camadas externas, por exemplo celulose. Com isto os nconvenientes das matérias primas menos nobres, como as impurezas do reciclado ou o problema de amarelecimento da pasta mecânica, seriam encobertos pelas camadas de celulose.
Figura 3.2
3.3. Máquinas com secagem tipo TAD:
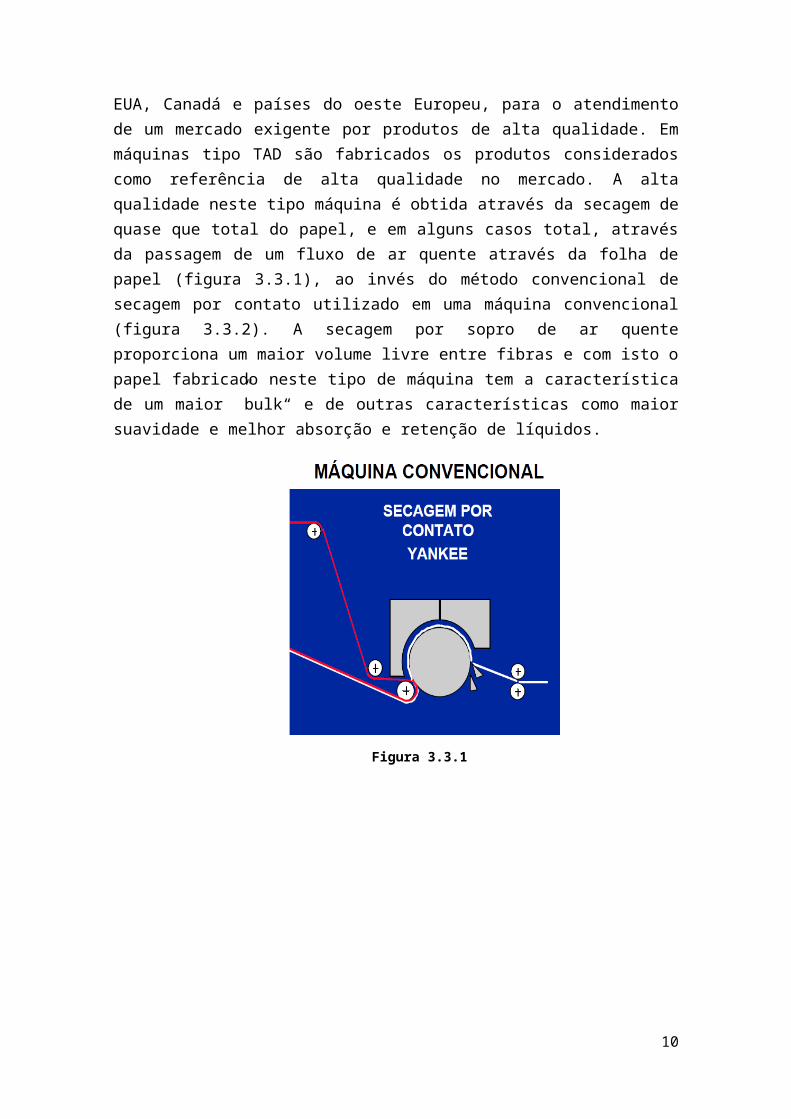
Este tipo de máquina vem sendo utilizada principalmente em países de alto poder aquisitivo, como os EUA, Canadá e países do oeste Europeu, para o atendimento de um mercado exigente por produtos de alta qualidade. Em máquinas tipo TAD são fabricados os produtos considerados como referência de alta qualidade no mercado. A alta qualidade neste tipo máquina é obtida através da secagem de quase que total do papel, e em alguns casos total, através da passagem de um fluxo de ar quente através da folha de papel
7
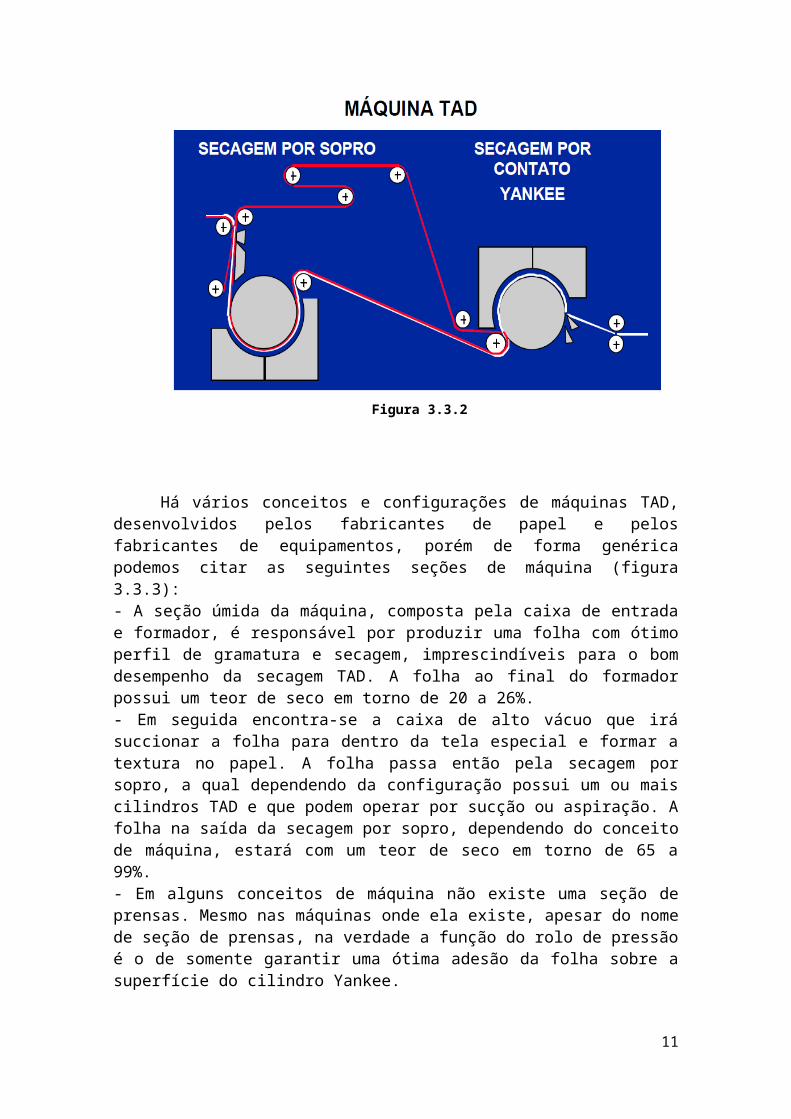
(figura 3.3.1), ao invés do método convencional de secagem por contato utilizado em uma máquina convencional (figura 3.3.2). A secagem por sopro de ar quente proporciona um maior volume livre entre fibras e com isto o papel fabricado neste tipo de máquina tem a característica de um maior ”bulk“ e de outras características como maior suavidade e melhor absorção e retenção de líquidos.
Figura 3.3.1
Figura 3.3.2
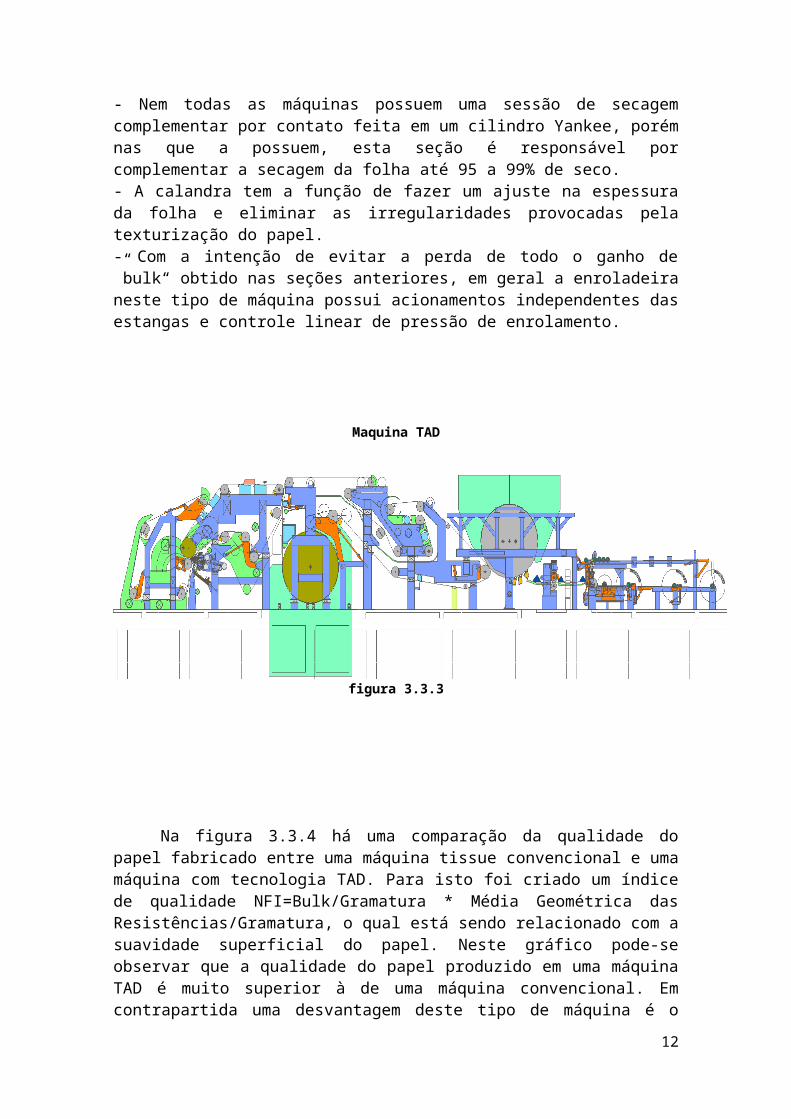
Há vários conceitos e configurações de máquinas TAD, desenvolvidos pelos fabricantes de papel e pelos fabricantes de equipamentos, porém de forma genérica podemos citar as seguintes seções de máquina (figura 3.3.3):
8
- A seção úmida da máquina, composta pela caixa de entrada e formador, é responsável por produzir uma folha com ótimo perfil de gramatura e secagem, imprescindíveis para o bom desempenho da secagem TAD. A folha ao final do formador possui um teor de seco em torno de 20 a 26%.- Em seguida encontra-se a caixa de alto vácuo que irá succionar a folha para dentro da tela especial e formar a textura no papel. A folha passa então pela secagem por sopro, a qual dependendo da configuração possui um ou mais cilindros TAD e que podem operar por sucção ou aspiração. A folha na saída da secagem por sopro, dependendo do conceito de máquina, estará com um teor de seco em torno de 65 a 99%.- Em alguns conceitos de máquina não existe uma seção de prensas. Mesmo nas máquinas onde ela existe, apesar do nome de seção de prensas, na verdade a função do rolo de pressão é o de somente garantir uma ótima adesão da folha sobre a superfície do cilindro Yankee.- Nem todas as máquinas possuem uma sessão de secagem complementar por contato feita em um cilindro Yankee, porém nas que a possuem, esta seção é responsável por complementar a secagem da folha até 95 a 99% de seco.- A calandra tem a função de fazer um ajuste na espessura da folha e eliminar as irregularidades provocadas pela texturização do papel.- Com a intenção de evitar a perda de todo o ganho de ”bulk“ obtido nas seções anteriores, em geral a enroladeira neste tipo de máquina possui acionamentos independentes das estangas e controle linear de pressão de enrolamento.
Maquina TAD
figura 3.3.3
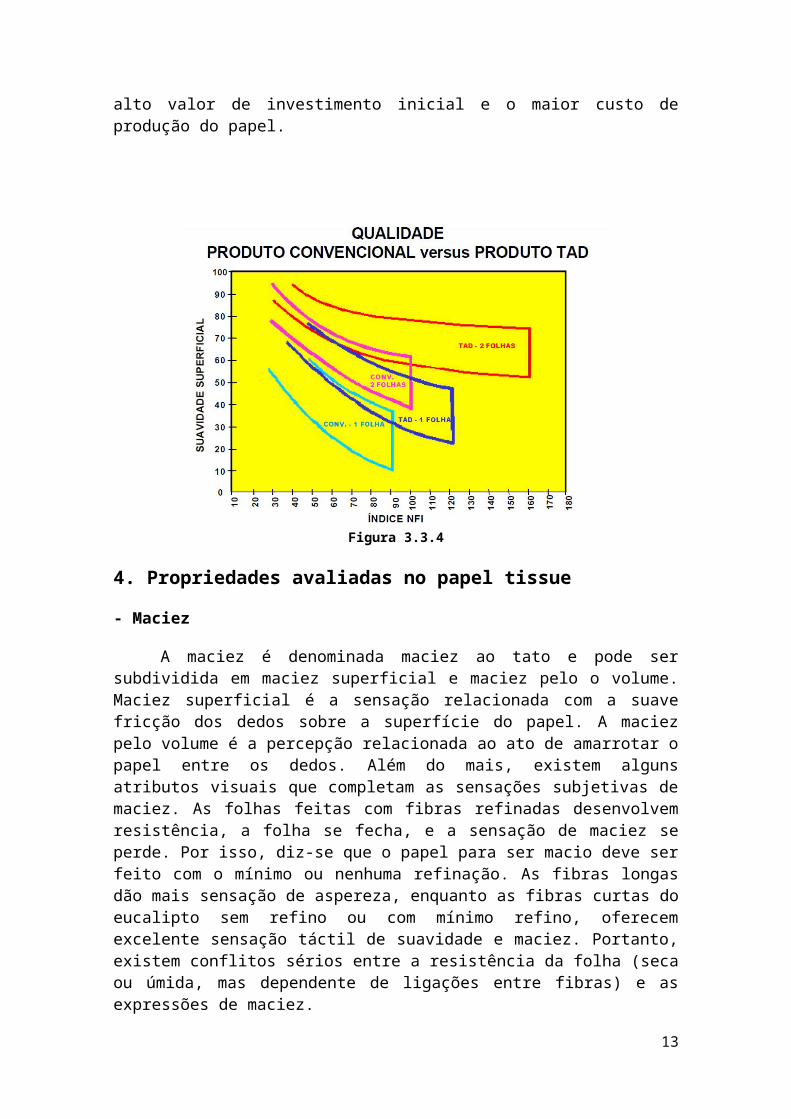
Na figura 3.3.4 há uma comparação da qualidade do papel fabricado entre uma máquina tissue convencional e uma máquina com tecnologia TAD. Para isto foi criado um índice de qualidade NFI=Bulk/Gramatura * Média Geométrica das Resistências/Gramatura, o qual está sendo relacionado com a
9
suavidade superficial do papel. Neste gráfico pode-se observar que a qualidade do papel produzido em uma máquina TAD é muito superior à de uma máquina convencional. Em contrapartida uma desvantagem deste tipo de máquina é o alto valor de investimento inicial e o maior custo de produção do papel.
Figura 3.3.4
4. Propriedades avaliadas no papel tissue
- Maciez
A maciez é denominada maciez ao tato e pode ser subdividida em maciez superficial e maciez pelo o volume. Maciez superficial é a sensação relacionada com a suave fricção dos dedos sobre a superfície do papel. A maciez pelo volume é a percepção relacionada ao ato de amarrotar o papel entre os dedos. Além do mais, existem alguns atributos visuais que completam as sensações subjetivas de maciez. As folhas feitas com fibras refinadas desenvolvem resistência, a folha se fecha, e a sensação de maciez se perde. Por isso, diz-se que o papel para ser macio deve ser feito com o mínimo ou nenhuma refinação. As fibras longas dão mais sensação de aspereza, enquanto as fibras curtas do eucalipto sem refino ou com mínimo refino, oferecem excelente sensação táctil de suavidade e maciez. Portanto, existem conflitos sérios entre a resistência da folha (seca ou úmida, mas dependente de ligações entre fibras) e as expressões de maciez.
Polpas com mais hemiceluloses formam folhas de papel mais densas e menos porosas, com maiores dificuldades do ar se deslocar na direção Z do papel. A maciez da folha é negativamente afetada, a redução do teor de hemiceluloses na fabricação da celulose é muito dolorida e penosa ao produtor de celulose. O rendimento diminui e aumenta o consumo de madeira por tonelada de celulose. A drastificação do cozimento de madeira de eucalipto para reduzir o teor de hemiceluloses para torná-la mais favorável para papéis
10
“tissue” pode significar perdas de 1,5 a 2,5% no rendimento do cozimento base madeira.
- Absorção
O fabricante de papel tissue deve balancear matéria primas fibrosas, química da água branca e aditivos para se obter uma ótima absorção, sendo a absorção discutida sob forma de velocidade e capacidade de absorção. Os fatores que controlam a velocidade de fibras tem basicamente duas origens: topoquimicas e estruturais, esses devem ser controlados pelas seguintes maneiras:
- componentes como extrativos podem tornar a fibra hidrofóbica por transformações termoplásticas. Carboidratos e ligninas modificadas apresentam comportamento hidrofílico.
- o PH neutro apresenta menor absorção de agua, enquanto o alcalino fraco apresenta uma melhor absorção.
- boa absorção é associada a uma porosidade adequada para satisfazer a força de coesão do liquido a ser absorvida de modo que nem a gravidade seja capaz de remove-la( que é o caso de alta porosidade), nem tenha a velocidade de penetração dificultada( no caso de baixa porosidade). Porosidade de uma folha é determinada pelo tamanho dos espaços vazios na rede fibrosa, sendo definido pelas dimensões das fibras, pela estrutura de parede, grau de resistência ao colapsamento e de ligações interfibras.
4.1. Química da parte úmida
- Condições de estocagem da polpa
Condições tais como tempo, temperatura, umidade podem causar envelhecimento e podem deixar extrativos hidrofóbicos migrarem para a superfície das fibras o que ocasiona menor molhabilidade, interferindo na absorção. A presença de alguns metais, os extrativos podem causar auto-colagem.
- Refino
O refino deve ser usado com cuidado, pois reduz a porosidade dos papéis rapidamente. Na faixa prática de refino para tissue, este efeito só é importante se for objetivo obter-se um SR>10
- Produtos químicos da parte úmida:
11
Muitos dos produtos químicos utilizados na parte úmida têm efeitos significativos sobre a crepagem, por exemplo, as resinas de resistência a úmido aumentam a aderência da folha ao cilindro.
Os contaminantes orgânicos ou inorgânicos, que tendem a formar depósitos, podem interferir no processo de fabricação de diversos modos. Se forem ignorados, eles podem acumular-se no sistema, formando depósitos nas telas formadoras, feltros e outras partes da máquina papeleira. Pode-se tratar estes contaminantes orgânicos por meio do uso de talco, mas este reduz a maciez superficial da folha de tissue.
Estes tratamentos exigem o uso de compostos químicos de determinado peso molecular e carga iônica que modificará a carga superficial das partículas coloidais, fixando-as às fibras e, assim, permitindo que sejam extraídas do circuito de forma inócua, fixada a folha de papel. Este mecanismo de microfixação requer a seleção de um produto específico.
A capacidade de fixar corretamente estes contaminantes às fibras melhora sua retenção na folha, evitando que se transfiram da folha para a superfície do cilindro, reduzindo, simultaneamente, os problemas de funcionamento da máquina.
Se este método for aplicado, o programa de revestimento do cilindro deverá ser modificado para obter-se uma folha de melhor qualidade. Nestes casos, é preciso monitorar a demanda iônica do sistema, a fim de determinar os pontos de dosagem adequados para os produtos químicos selecionados.
- condições da água
As condições da água têm influência significativa sobre os resultados da crepagem. O pH das máquinas de tissue situa-se entre 6 e 8, sendo que a maioria atua em pH 7 ou mais elevado. Acidez no sistema pode desequilibrar a estabilidade, podendo até remover o revestimento existente.
A dureza da água é considerada uma variável importante, pois as concentrações específicas de íons de cálcio proporciona uniformidade da aplicação. Sem dúvida, a insolubilidade de alguns sais de cálcio de adesivos químicos naturais podem facilitar o desenvolvimento do revestimento, bem como sua uniformidade.
- Produtos de controle de espumas
O uso de antiespumante na fabricação de tissue, geralmente se restringe-se aos papéis que precisam de resistência a úmido, onde o problema de formação de espuma é mais severo. A seleção do antiespumante deve ser muito cuidadosa, posto que pode interferir no desempenho do revestimento.
- Amaciantes
Interferem com as uniões entre as fibras, resulta em redução da resistência da folha.
12
- Eficiência da prensa
Em geral é a avaliada em termos de desempenho, ou seja, quanto tempo o feltro está na maquina e em que estado se encontra. Influi diretamente na formação do revestimento, motivo pelo qual se deve avaliar o perfil de umidade transversal. Um perfil não uniforme, consequente de um feltro não condicionado, pode ocasionar franjas no revestimento do cilindro, causando perdas de aderência nesse setor, tendo uma crepagem desigual na largura da folha.
Os novos modelos de feltro pick up melhoram o controle da crepagem. Os seus benefícios são: melhor perfil transversal da umidade na largura, devido as características de menor rugosidade da superfície do feltro, o que produz uma crepagem fina e tissue mais macio. Essa superfície mais macia e uniforme passa para a superfície do Yankee uma folha de papel prensado de forma uniforme, sendo que quanto mais uniforme for a folha prensada, mais uniforme será a distribuição do revestimento do cilindro.Alguns dos parâmetros críticos dos feltros em relação ao controle do processo de crepagem são: o volume livre, a compressibilidade e a textura superficial. O condicionamento químico contínuo do feltro na produção de tissue manterá estas características durante toda a vida do mesmo, assegurando um feltro livre de contaminantes orgânicos e inorgânicos. Atualmente existem produtos que conservam as características funcionais do feltro sem interferir com os revestimentos orgânicos do cilindro crepador. Estes produtos, aplicados via sprays de baixa pressão, impedem a acumulação de contaminantes e, consequentemente, aumentam a vida útil e melhoram o desempenho do feltro durante a operação.
- uso de aditivos
HemiForce™: É um ingrediente utilizado para incrementar a resistência do papel, promove a interação entre as fibras de celulose, melhorando a performance global do processo de papel Tissue. Extraído do milho, o produto também proporciona uma redução no uso de substâncias químicas usadas durante o processo de fabricação, além de conferir mais maciez ao papel.
CO2: No segmento de C&P, a aplicabilidade do CO2 reciclado tem diversas funções. Para a lavagem da celulose marrom, o gás substitui a soda caustica. Na lavagem de polpa, o CO2 reduz o uso de aditivos químicos na produção. No papel tissue, é utilizado para controle de pH, substituindo o sulfato de alumínio para conseguir uma melhor absorção do papel.
4.2. Parte seca
As propriedades mais importantes do tissue são produzidos na parte seca da maquina. As três operações que afetam o produto final são: a crepagem, a calandragem e o bobinamento.
- crepagem
13
É calculado em função da porcentagem de crepe, que é a relação entre a velocidade do cilindro secador Yankee e a velocidade da enroladeira. Crepagem produz o volume especifico, o alongamento e a maciez, tendo o declínio importante da resistência a tração. A crepagem possui dois parâmetros que interagem: a geometria de crepe e a pega sobre o cilindro Yankee, a geometria afeta no sentido de que em pequenos ângulos de lamina o crepe é fino, aumentando o ângulo tenho um crepe mais grosso que interfere na espessura da folha e diminui a resistência a tração. A lamina de crepagem ajustável é uma ótima ferramenta afim de controlar a qualidade do produto em relação a maciez superficial versus a maciez devida ao volume especifico.
A adesão sobre o cilindro yankee afeta as propriedades do papel, uma adesão forte proporciona um papel com crepe fino, menor adesão proporciona um crepe grosso e maior volume especifico, além disso melhor resistência a tração e alongamento, enquanto adesão forte gera o oposto.
A formação de crepe uniforme é fundamental, se não, ocorrem variações incontroláveis no produto final, expresso pela absorção de água, espessura, resistência à tração e alongamento. A adesão elevada pode causar crepe intermitente, arrancamento de fibras, geração de pó e, inclusive, quebra de folha.
- calandragem
A calandragem melhora a maciez porem diminuí a espessura, devemos trabalhar de modo a garantir a melhor maciez sem perder o perfil de espessura da folha.
- bobinamento
O papel com macio com baixa resistência a tração e alto volume especifico deve ser bobinado com cuidado de modo a preservar as propriedades conseguidas na crepagem e calandragem, mantendo o volume especifico médio elevado.
5. Tipos de papéis no mercado
-Papel higiênico
O papel higiênico é o produto de maior consumo de papéis, tem gramatura que varia de 14 a 22g/cm², podem ser fabricados com uma, duas, três ou quatro camadas. A composição do papel higiênico varia de 100% fibras virgens a 100% de fibras recicladas. Os melhores tipos são fabricados a partir de celulose branqueada, e nos inferiores usa-se aparas de jornal ou popa mecânica. Acabamento é sempre crepado. Quanto a qualidade eles são subdivididos em popular, especial e folha dupla.-popular: fabricado com polpa química não branqueada, polpa mecânica ou aparas de papeis reciclados, com folha única, natural ou em cores, na gramatura em torno de 20 a 35g/m².
14
- Especial: papel fabricado com polpa química branqueada e aparas de boa qualidadetratadas quimicamente, macio em folha única, branco ou em cores, na gramatura de 16 a 22 g/m².- Folha Dupla: papel fabricado com polpa química branqueada, incluindo ou não aparas de boa qualidade e tratadas quimicamente, macio, nas gramaturas de 16 a 18 g/m², para uso em folha dupla branco ou em cores.
Figura 5.1
Segundo o site G1 sofisticação dos hábitos de consumo do brasileiro chegou ao banheiro. Da mesma forma que o papel higiênico cor-de-rosa desapareceu sem deixar saudade, algo semelhante é observado nas vendas do tradicional papel branco de folha simples, que começa a ser substituído por produtos de melhor qualidade e mais caros. Segundo dados da Nielsen Brasil, 25% dos 4,708 bilhões de rolos consumidos em 2010 tinham folha dupla e 75% tinham folha simples. Em 2007, a divisão era, respectivamente, 15% e 85%. O segmento de folha dupla só cresce, ao passo que o papel de folha simples vem perdendo espaço nos carrinhos de supermercado. No ano passado, as vendas de papel das chamadas linhas ‘premium’ cresceram 21%, contra uma queda de 2,5% do folha simples. Em termos de faturamento, o folha dupla já representa 40% das receitas do setor que movimentou R$ 2,804 bilhões - alta de 9,2% em relação a 2009.
- Papel Toalha
As toalhas de cozinha são o segundo maior produto para o setor consumidor. A maioria das toalhas de cozinha são de folha dupla. Mais que duas folhas são raro, mas algumas toalhas são feitas com uma folha. A composição dos papéis toalha pode variar de 100% fibra de polpa química a 100% fibra reciclada. Devido às exigências de resistência, a polpa da qual são feitas as toalhas de cozinha normalmente contém alguma fibra primária, pelo menos, polpa química. Resina de resistência à úmido é somada para adicional melhoria da resistência mecânica do papel. É importante para os papéis toalha de cozinha terem alta absorvência, e por isto eles possuem desenhos em relevo. São Papéis fabricados para fim especifico, natural ou em cores, nas gramaturas entre 20 e 50 g/m². Usado em folha única ou dupla. São os
15
produtos fabricados especificamente para uso em toilette, crepados, os de melhor qualidade são feitos com celulose branqueada. Os de qualidade inferior são feitos com celulose não branqueada e polpa, em gramaturas em torno de 46 g/m². São comercializados para distribuidores especializados, os primeiros atingidos as perfumarias, farmácias e supermercados, e os segundos colocados pelos distribuidores nos consumidores.
Figura 5.2- Guardanapos
Papel crepado ou não, fabricado com polpa química branqueada, incluindo ou não aparas de boa qualidade tratadas quimicamente para fim específico, nas gramaturas de 18 a 25 g/m², para uso em folha única ou dupla, branco ou em cores.
São produzidos guardanapos de mesa com um, dois, três, ou quatro camadas. Como em outros produtos tissue, podem variar a composição da matéria-prima tremendamente. Os guardanapos de alta qualidade têm um conteúdo alto de polpa química juntamente com fibra reciclada selecionada ou tratada.
Figura 5.3- Lenços de Papel
Papel com polpa química branqueada, tendo ou não aparas de boa qualidade tratadas quimicamente, nas gramaturas de 14 a 18 g/m², para uso em folhas múltiplas na confecção de lenços faciais e de bolso, branco ou em cores Os lenços de papel são fabricados com a mais baixa gramatura (14-18 g/m²). A superfície é requentemente mais calandrada. O lenço de papel é normalmente de folha dupla possuindo até três folhas. Por causa das exigências de alta qualidade, a matéria-prima aplicada é polpa química branqueada e fibra reciclada selecionada.
16
Figura 5.4
6. Aspectos de consumo de papel tissue
Tissue é o segmento de papel que receberá maior volume de investimentos para a ampliação da capacidade de produção”, destaca Lairton Leonardi, presidente da ABTCP. Segundo ele, o impacto da crise econômica internacional foi menos sentido pelo segmento de papéis para fins sanitários – lenços, guardanapos, papel higiênico e toalhas de papel –, do que em outros segmentos da cadeia de celulose e papel. Segundo dados da consultoria finlandesa Pöyry, o consumo per capita de papel tissue no País aumentou cerca de 36% nos últimos 10 anos, passando de 3,3 kg por habitante para 4,5 kg/hab. A produção nacional de papéis tissue é de cerca de 1,2 milhão de toneladas por ano e a previsão é que, até 2015, essa produção cresça em pelo menos 200 mil toneladas ao ano. Isto significará um incremento nos investimentos de US$ 1 bilhão.
Segundo o primeiro executivo da ABTCP, o atual momento de euforia levou a entidade a investir também em um evento voltado especificamente ao segmento. O objetivo foi disseminar o capital de conhecimento, proporcionar acesso às recentes descobertas científicas e tecnológicas, reforçar os relacionamentos e criar novas parcerias, além de discutir assuntos como a melhoria das políticas nacionais que favoreçam o crédito de exportação. “Apesar de estarmos evoluindo em termos de produção, o consumo interno de papel tissue ainda é muito pequeno, em torno de 4,5 kg por habitante ao ano, e a expectativa é que esses números dêem um salto nos próximos anos”, ressalta Leonardi.
O momento de otimismo se confirma pelos números do setor. Segundo dados da Associação Brasileira de Celulose e Papel (Bracelpa), as vendas domésticas de papel (incluindo imprimir e escrever, tissue, embalagens, papel cartão, outros), de janeiro a abril deste ano, chegaram a 1,6 milhão de toneladas, com incremento de 11,1% em relação a 2009, quando fora comercializadas 1,5 milhão de toneladas. A produção de papel também teve crescimento entre janeiro e abril, de 8,8%, passando de 3,0 milhões de toneladas em 2009 para 3,2 milhões de toneladas em 2010.
17
Já o segmento de papéis tissue cresceu acima da média do mercado, cerca de 4,3% em relação ao mesmo período do ano passado. “A previsão é que o segmento de papel tissue continue a crescer entre 3% e 4% nos próximos dois anos, com aumento do ganho operacional, em decorrência de melhorias nas linhas de produção nacionais”, explica Carlos Farinha e Silva, um dos maiores especialistas do setor de celulose e papel do País, vice-presidente da consultoria finlandesa Pöyry e membro do conselho da ABTCP.
- tabela sobre o aspecto de produção, venda, exportação e importaço do papel
Figura 6.1
18
7. Referencias
http://www.celuloseonline.com.br/noticias/CO2+reciclado+otimiza+processos+industriaisD’ALMEIDA. M. L. O. Viscosidade de uma pasta celulósica resistência do papel formado. O Papel, São Paulo, v47, n 8, p 39-42, ago, 1986.
http://www.celso-foelkel.com.br/artigos/ABTCP/1996.%20Eucaliptos%20e%20papel%20tissue.%20Edvins.pdf
http://www.celso-foelkel.com.br/artigos/Palestras/Fibras%20e%20polpas.pdf
http://www.celso-foelkel.com.br/artigos/outros/A%20celulose%20de%20eucalipto.pdf
http://www.bracelpa.org.br/bra2/sites/default/files/estatisticas/booklet.pdf
Gullichsen, Johan; Paulapuro, Hannu. Papermarking Science And TechnologyBook 17, Pulp and Paper Testing. Fapet Oy, Helsinki, Finland 2000.
http://www.bracelpa.org.br/bra/saibamais/tipos/index.html>. Acesso em: 21de Fevereiro de 2009.
http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/Arquivos/conhecimento/bnset/set2808.pdf
19


















