POSTERES - fieb.org.br Completo.1.pdf · instalado o software RSLogix 500 para a programação do...
23
POSTERES PROGRAMA INSTITUCIONAL DE INICIAÇÃO CIENTÍFICA E DE PÓS-GRADUAÇÃO FACULDADE DE TECNOLOGIA SENAI CIMATEC
Transcript of POSTERES - fieb.org.br Completo.1.pdf · instalado o software RSLogix 500 para a programação do...

POSTERES
PROGRAMA INSTITUCIONAL
DE INICIAÇÃO CIENTÍFICA E DE PÓS-GRADUAÇÃO
FACULDADE DE TECNOLOGIA
SENAI CIMATEC
INTRODUÇÃO CONCLUSÃO
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
COMPETÊNCIAS DA MECATRÔNICA DIRECIONADAS A GERAÇÃO DE ENERGIA RENOVÁVEL
Fabio Nascimento dos Santos *, Liliane de Queiroz Antonio
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]**Doutora em Educação, Ciência e Tecnologia , Orientadora de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
O projeto teve como objetivo mapear as competências da área da Mecatrônica do SENAI CIMATEC que possam atender a cadeia do setor eólico no estado da Bahia.
Como resultado, foi possivel associar as competências absorvidas no CST de Mecatrônica Industrial com a cadeia eólica, de modo a identificar as atividades que o aluno graduado neste curso pode desenvolver no segmento de energia renovável.
Este projeto permitiu a aquisição de conhecimento suficiente para a realização do mapeamento das competências da mecatrônica voltada à geração de energia eólica, atividade esta que será desenvolvida na segunda etapa da bolsa de pesquisa. A pesquisa bibliográfica do Mapeamento Energético nacional serviu de base para melhor entendimento das etapas do processo energético como: produção, transformação e consumo. Além disso, serviram de base para elaboração de gráficos e respectivas interpretações, focando obter conhecimento da oferta e demanda de energia do setor e da evolução das matérias-primas assim como produção, consumo, demanda e oferta destes meios de geração de energia elétrica.
Ainda o balanço energético nacional do ano de 2005 até 2010, possibilitou obter uma noção da estrutura energética do estado baiano e sua contribuição para o quadro energético do país.
Já na segunda parte o estudo do mercado de energia eólica e do potencial do setor eólico de energia, permitiu além de visualizar as perspectivas mercadológicas do setor, identificar a disponibilidade do recurso eólico, o potencial do Brasil neste meio, a tecnologia de aproveitamento dos ventos, estimativas e valores de capacidade instalada no mundo e no Brasil, a localização dos projetos eólicos em operação e outorgados e ainda os impactos socioambientais resultantes.
Os estudos técnicos possibilitaram adquirir conhecimento sobre os principio de funcionamento dos aerogeradores, para assim poder realizar o levantamento das empresas do segmento de energia eólica por cadeia do setor.
A pesquisa do principio de funcionamento dos aerogeradores, das funções e posicionamento de todos os componentes na cadeia eólica, assim como a análise das ementas do curso em questão foi de extrema importância para consolidação das informações dispostas neste projeto. Tais conhecimentos permitiram mostrar o quanto o estudante com formação acadêmica em mecatrônica é apto para desenvolver atividades no setor eólico nas áreas de projeto (como por exemplo, na elaboração de novos perfis de pás, estudos termodinâmicos, avaliação de tipos de materiais mais eficientes), na área operacional (na parte elétrica, de supervisório, equipamentos mecânicos, na interligação dos equipamentos, nos protocolos de comunicação, na programação dos CLPs e microcontroladores, na verificação dos instrumentos de medição) e também no que se refere a manutenção (aplicação de manutenções preditivas por exemplo), dentre outras habilidades.
Portanto, as atividades desenvolvidas durante o processo de realização desse projeto, atenderam as expectativas e ofereceram bagagem suficiente para associar o conhecimento adquirido no curso oferecido pela instituição SENAI CIMATEC com o perfil profissional exigido pela cadeia eólica, de modo a permitir a elaboração do mapeamento das competências da mecatrônica industrial com a geração de energia elétrica proveniente do meio eólico.
CONCLUSÃO
− Leitura de artigos, publicações e outras fontes no que se refere à energia eólica;−Identificação da cadeia de geração de energia eólica; −Levantamento da função e posicionamento de cada componente do aerogerador;− Levantamento das competências absorvidas no CST de Mecatrônica Industrial com base nas ementas das disciplinas;− Associar as competências às necessidades do campo de trabalho dos parques eólicos.
MATERIAIS E MÉTODOS

INTRODUÇÃO
O objetivo principal do desenvolvimento do software foi obter um programa aplicável como ferramenta de auxílio àcomunicação de pessoas com qualquer dificuldade na fala. Para tanto, durante a programação, foi necessário testar e, eventualmente, ajustar os resultados obtidos após cada passo do desenvolvimento, até que se obtivesse o programa com todas as funções desejadas.
As opiniões e impressões dos profissionais que atuam na reabilitação de deficiências foram de grande importância para a validação do uso do dispositivo. A documentação dos testes foi feita com vídeos e relatórios, portanto, poderátambém ser assistida e comentada por outros profissionais que poderão avaliar a evolução do uso do dispositivo e o quanto ele pode ser explorado. Através desse processo de testes e ajustes foi possível não só obter um software para CAA com todas as funções previstas, mas também com bom gerenciamento da memória, velocidade de execução satisfatória e aparência amigável ao usuário. Portanto, com um protótipo físico concluído, resta a perspectiva de que, futuramente, o programa seja embarcado em dispositivos desenvolvidos para o uso em instituições de referência, como o CEPRED, ou para uso pessoal. Será através de aplicações como esta que o trabalho investido, na programação do software, poderá contribuir para alcance de benefícios sociais.
CONCLUSÃO
A interação e a comunicação são primordiais para a humanidade. A habilidade de se comunicar envolve a troca de conhecimento, opiniões, até de simples anseios e necessidades a serem expressas. Trata-se de muito mais do que a troca simples de informações. É a caracterização do sujeito.
A partir da proposta da iniciativa do trabalho com engenheiros do SENAI CIMATEC junto a uma fonoaudióloga do Centro Estadual de Prevenção e Reabilitação de Deficiências (CEPRED), projetou-se um programa que promove a comunicação de cidadãos com dificuldades para estabelecer vínculos de interação. Devido às suas características é necessário um trabalho conjunto com especialistas que atuam na recuperação de deficiências, sendo o desenvolvimento do software um processo evolutivo.
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
SOFTWARE MODULAR PARA SISTEMA ELETRÔNICO BASEADO NA COMUNICA ÇÃO ALTERNATIVA AUMENTATIVA (CAA)
João Venâncio Abreu Santos Filho *, Xisto Lucas Travassos Júnior **, Cleber Vinícius Ribeiro De Almeida***
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Engenheiro Eletricista, Doutor em Engenharia Elétrica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI
CIMATEC, lucas,[email protected]*** Engenheiro Eletricista, Mestre em Engenharia Elétrica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI
CIMATEC, [email protected]
INTRODUÇÃO RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
CONCLUSÃO
O projeto PIMS( Plant Information Management System) visa o estudo das técnicas de armazenamento de dados utilizados nas ferramentas de armazenamento de dados temporais, o entendimento das tecnologias ligadas àintegração e publicação de dados de processo e a apresentação do funcionamento do sistema de gerenciamento de dados históricos de plantas industriais em tempo real, através de uma simulação com o software PIMS da OSI Software. Esse projeto é de suma importância no âmbito tecnológico, pois traz como proposta uma arquitetura de historiamentode dados que possa oferecer soluções de armazenamento dos mesmos provindos dos processos industriais utilizando base de dados temporal e a validação de diversas formas de conexão do PIMS com controladores industriais e sistema SCADA.
Uma vez compreendido o processo e as variáveis para aquisição dos dados do programa criado para a subestação foi possível fazer a conexão do PIMS com controladores industriais e o supervisórioElipse E3. E elaborada a interface para o gerenciamento da operação e inserindo o drive OPC, é possível fornecer uma análise da utilização das ferramentas do PIMS:
•Diminuição do impacto que a demora do envio das informações proporcionavam à área de gestão da companhia.•Melhorias operacionais no processo•Tomada de decisões em tempo hábil•Ganhos de rentabilidade produtivo
Para que o projeto proposto pudesse ser realizado foi necessária a definição de métodos e recursos a serem utilizados. Estão abaixo listados os principais tópicos que foram trabalhados no projeto:Aprendizagem em Armazenamento de Dados em Tempo Real- Estudo Bibliográfico em armazenamento de dados em tempo real, em Automação Industrial, Sensores e Controladores Lógicos Programáveis.Instalação e teste do Software- Instalação e estudo do funcionamento das ferramentas do PI da OSI onde foi instalado o software RSLogix 500 para a programação do CLP Micrologix 1100 da Allen Bradley. Utilização das Ferramentas de Desenvolvimento-Desenvolvimento de processo industrial para conexão com PIMS das diversas formas disponíveis na ferramenta.Implementação de programas de complexidade simples e intermediária para familiarização com a linguagem Ladder e o Software RS Logix 500.Publicação de dados historiados- Criação de um programa para simulação simples do controle da planta heterogênia de uma subestação e um supervisório através do Elipse E3 para o controle do processo além da comunicação ao driver OPC e permitindo o historiamento de dados.
Sendo a principal função de um PIMS, concentrar a massa de dados e permitir transformar dados em informação e informação em conhecimento, alguns pontos merecem destaque ao término desse projeto de iniciação científica: O primeiro éque a utilização do OPC possibilitou a flexibilidade ao usuário na troca de dados em tempo real. O historiamento de dados permite a permanência da qualidade dos mesmos através do método de compressão, o que é de fundamental importância no controle de um processo. Como outro ponto é importante destacar a qualidade dos resultados obtidos, sobretudo do supervisório criado para o controle da subestação, através da eficiência das ferramentas do PIMS. Esperamos disponibilizar o supervisório e outros materiais utilizados nos estudos, com fins didáticos, ao uso da comunidade acadêmica.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
HISTORIADORES DE DADOS DE PROCESSOS NA AUTOMAÇÃO INTEGRADA PLANT INFORMATION MANAGEMENT SYSTEM
Ana Paula Cerqueira Ferreira *, Alexandre da Silva Ribeiro**
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,[email protected].**Mestre em Engenharia Mecatrônica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,

INTRODUÇÃO
MATERIAL E MÉTODOS
CONCLUSÕES
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA - 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
ESTUDO DOS MÉTODOS E SISTEMAS NECESSÁRIOS PARA INSTALAÇÃO E INSTRUMENTAÇÃO DE MOTORES EM BANCADA DINAMOMÉTRICA E REALIZAÇÃO
DE ENSAIOS E TESTES DO SISTEMA
Victor Bomfim Manera *, Márcio Augusto Sampaio de Carvalho**,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Mestrando em Engenharia Industrial , Faculdade de Tecnologia SENAI CIMATEC, [email protected]
A eficiência térmica do motor leva em consideração os valores da potência, consumo mássico e o poder calorífico inferior (PCI) do combustível, como mostra a equação (1) (HEYWOOD, 1988):
O GNV foi o combustível que apresentou a melhor eficiência nas condições de ensaios. Nos combustíveis líquidos, os resultados de eficiência foram melhores para os combustíveis AEAC e AEHC, seguidos dos combustíveis E75, E50 e E25, respectivamente.
Os ensaios realizados na bancada dinamométrica permitiram a comparação do motor com seis tipos de combustíveis e em três diferentes condições de trabalho. As análises dos dados coletados mostraram, para os combustíveis líquidos, resultados melhores para o álcool (anidro e hidratado) em parâmetros de desempenho e eficiência em relação às misturas com a gasolina. O GNV apresentou os maiores valores de eficiência dentre os combustíveis comparados, embora, em desempenho os resultados tenham sido os menores.
Com o desenvolvimento do etanol como combustível automotivo e o “boom” dos motores “flex”, o segmento automotivo experimenta novas possibilidades e tecnologias. Nesse sentido este estudo apresenta ensaios realizados em um motor “flex” utilizando os combustíveis Gás Natural Veicular (GNV), Álcool Etílico Anidro Combustível (AEAC), Álcool Etílico Hidratado Combustível (AEHC) e as misturas E25, E50 e E75.
No desenvolvimento do projeto foi utilizado um motor flex de 1.4L, com kit de adaptação para GNV acoplado a um dinamômetro hidráulico. O ensaio foi realizado nas condições de 1500 rpm, 2000 rpm e 2500 rpm com borboleta de aceleração toda aberta (do inglês: Wide Open Throttle- WOT), A obtenção dos dados foi realizada mediante a instrumentação do motor e da bancada de testes. Para as análises dos gases de emissão foi utilizado aparelho adequado equipado com sonda para captação dos gases de escape.
O torque representa uma medida de força do motor. Nos combustíveis líquidos observou-se que à medida que o percentual de álcool aumentava também aumentavam os valores de torque. No caso do desempenho, o GNV apresentou resultados inferiores aos demais combustíveis nas três condições dos ensaios. Entre outros fatores isso pode ser atribuído à menor energia de combustível.
Verificou-se que a potência, conjugado do torque e rotação, aumentava com o aumento do percentual de álcool nos combustíveis usados no experimento.
Figura 2
Figura 1
)1(PCIm
W
F×= ⋅
⋅
η
Onde: W é a potência(kW) e mF éo consumo mássico de combustível.
Figura 3

INTRODUÇÃO
Estampagem é um processo de conformação mecânica que consiste na deformação plástica, onde é realizada a fabricação de peças em series, as quais terão de adquirir forma em todas as suas partes de uma unica vez (Polack, 1974).
A estampagem incremental utilizada para prototipagem rápida de componentes fabricados em chapas metálicas, onde se produz deformações plásticas localizadas em regiões específicas da chapa. Essas deformações são ocasionadas através de pressões pontuais realizadas por um punção com geometria menor que a chapa metálica. O processo de estampagem incremental por roboforming édesempenhado por um robô, sendo que o punção que aplica a pressão de deformação está fixado ao mesmo, possibilitando o aumento da capacidade de estampagem em diferentes direções, como por exemplo, nos três eixos.
Esse processo de conformação é voltado exclusivamente para a fabricação de peças em pequenos lotes, podendo ter formatos complexos. A sua utilização como fabricação de peças, para esse caso, é devido ao ponto de vista econômico, pois os mesmos não seriam viáveis financeiramente para uma produção de um ferramental completo.A estampagem incremental é uma alternativa viável por ter na sua composição materiais relativamente baratos, com boa resistência, e sem a presença de componentes móveis.
No processo de estampagem é necessário que haja um estudo específico dos materiais, referente as suas características e propriedades. Estes influenciarão no processo, assegurando uma melhor fabricação de acordo com as exigências esperadas.
Neste trabalho irar-se determinar parâmetros do processo de estampagem incremental por roboforming em chapas metálicas que serão utilizadas para protipagem rápida, no qual exige deformações maiores que as deformações por processos convencionais, trabalhando no limite das propriedades.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
REALIZAÇÃO DO PROCESSO DE ESTAMPAGEM INCREMENTAL PO R ROBOFORMING PARA FABRICAÇÃO DE COMPONENTES METÁLIC OS
Victor Áquila Almeida Damasceno*, Charles Chemale Yurgel**,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Doutorando em Engenharia Mecânica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
MATERIAL E MÉTODOS
A metodologia utilizada foi embasada por um aprofundamento teórico, a partir de levantamento bibliográfico em livros, artigos científicos e páginas da internet, sobre a estampagem incremental e suas características tanto de chapas metálicas como o processo em si.
Com intuito de obter uma visão mais técnica e real deste processo, avaliando e detectando considerações importantes do mesmo, afim de promover pesquisas futuras.
RESULTADOS E DISCUSSÃO
Dos estudos realizados embasado nos fundamentos teóricos sobre estampagem incremental mostra a versatilidade do processo com a utilização de um robô. Com um unico robô é possível otimizar tarefas envolvidas na fabricação, na produção de peças em larga escala, como posicionamento de chapas e cortes comparado ao processo convencional.
Os tipos de deformção incremental simétrica por Spinning demonstrou uma maior capacidade de produção comparado a de shear forming, pelo fato de ocorrer múltiplas deformações, aumentando conformabilidade da peça comparando também há processos de estampagem convencional.
O processo de estampagem incremental por roboforming por protipagem rápida favorece a fabricação de componentes de chapas metálicas com deformações plásticas em regiões específicas. Isso mostra que o processo por roboforming permite a fabricação de peças de alta qualidade, e com materiais e componentes de baixo custo.
CONCLUSÃO
Conclui-se com o trabalho proposto que o processo de estampagem incremental por roboforming é viável comparado ao convencional, por trazer benefícios que otimizam o processo. Possui uma maior capacidade de produção, com fabricação de peças com geometrias mais complexas, através de um unico robô que realiza múltiplas tarefas.
INTRODUÇÃO
RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
Concluiu-se que os materiais de utilidade para estampagem incremental são os que apresentam uma boa ductilidade e tenacidade, sendo de fácil deformação, absorvendo energia sem que ocasionem fraturas e fissuras.
CONCLUSÃO
Estampagem é um processo de conformação mecânica que consiste na deformação plástica, onde é realizada a fabricação de peças em series, as quais terão de adquirir forma em todas as suas partes, de uma única vez.
A estampagem incremental utilizada para prototipagem rápida de componentes fabricados em chapas metálicas, onde se produz deformações plásticas localizadas em regiões específicas da chapa. Essas deformações são ocasionadas através de pressões pontuais realizadas por um punção com geometria menor que a chapa metálica. O processo de estampagem incremental por roboforming édesempenhado por um robô, sendo que o punção que aplica a pressão de deformação está fixado ao mesmo, possibilitando o aumento da capacidade de estampagem em diferentes direções, como por exemplo, nos três eixos.
Esse processo de conformação é voltado exclusivamente para a fabricação de peças em pequenos lotes, podendo ter formatos complexos. A sua utilização como fabricação de peças, para esse caso, é devido ao ponto de vista econômico, pois os mesmos não seriam viáveis financeiramente para uma produção de um ferramental completo.
A estampagem incremental é uma alternativa viável por ter na sua composição materiais relativamente baratos, com boa resistência, e sem a presença de componentes móveis.
No processo de estampagem é necessário que haja um estudo específico dos materiais, referente as suas características e propriedades. Estes influenciarão no processo, assegurando uma melhor fabricação de acordo com as exigências esperadas.
Neste trabalho irar-se determinar as características de chapas metálicas que serão utilizadas para o processo estampagem incremental por Roboforming, no qual exige deformações maiores que as deformações por processos convencionais, trabalhando no limite das propriedades.
Dos estudos realizados embasado nos fundamentos teóricos sobre as características e propriedades de chapas metálicas utilizadas no processo de estampagem incremental, percebeu-se que os materiais mais utilizados no processo são aços de baixo carbono e aço inoxidável.
Na utilização dos limites de conformação para a caracterização do material utilizado para estampagem incremental mostrou-se que o mais indicado seria a curva limite de fratura, devida ao alcance de uma elevada deformação que o material apresenta quando estampado.
Isso sendo possível pela execução de ensaios como o de tração e expansão biaxial, que define o comportamento do mesmo quando submetido a um esforço.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
AVALIAÇÃO DAS PROPRIEDADES TECNOLÓGICAS DE CHAPAS M ETÁLICAS APLICADAS AO PROCESSO DE ESTAMPAGEM INCREMENTAL POR ROBOFORMI NG
Alexandre Neris Vigas Monção *, Charles Chemale Yurgel **,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Doutorando em Engenharia Mecânica, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
A metodologia utilizada foi embasada por um aprofundamento teórico, a partir de levantamento bibliográfico em livros, artigos científicos e páginas da internet, sobre a estampagem incremental e suas características tanto de chapas metálicas como o processo em si.
Com intuito de obter uma visão mais técnica e real deste processo, avaliando e detectando considerações importantes do mesmo, afim de promover pesquisas futuras.
MATERIAL E MÉTODOS
INTRODUÇÃO RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOSCONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011Salvador – Bahia – Brasil
PROCESSO DE DESENVOLVIMENTO DE PRODUTOS INDUSTRIAIS - UTILIZANDO FERRAMENTAS TECNOLÓGICAS NA ETAPA DE CONCEPÇÃO
Gabriela Gonçalves de Oliveira*, Valter Estevão Beal**,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected],**Doutor em Engenharia Mecânica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
.
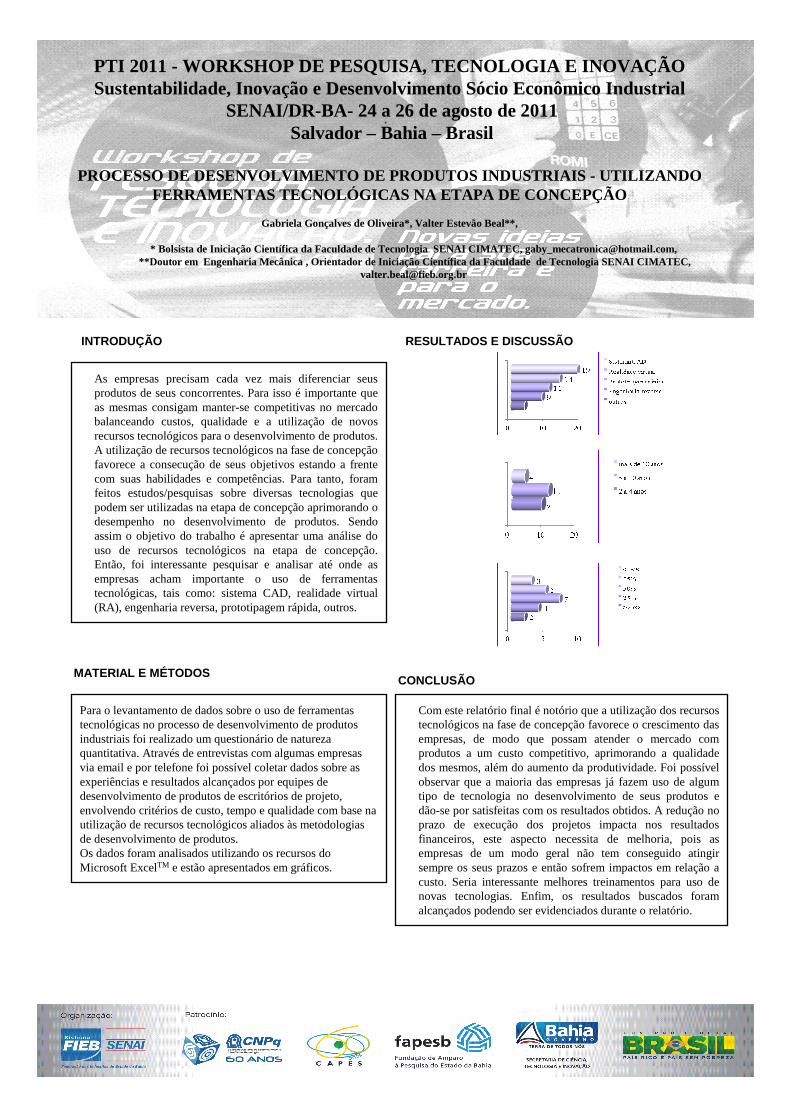
As empresas precisam cada vez mais diferenciar seus produtos de seus concorrentes. Para isso é importante que as mesmas consigam manter-se competitivas no mercado balanceando custos, qualidade e a utilização de novos recursos tecnológicos para o desenvolvimento de produtos. A utilização de recursos tecnológicos na fase de concepção favorece a consecução de seus objetivos estando a frente com suas habilidades e competências. Para tanto, foram feitos estudos/pesquisas sobre diversas tecnologias que podem ser utilizadas na etapa de concepção aprimorando o desempenho no desenvolvimento de produtos. Sendo assim o objetivo do trabalho é apresentar uma análise do uso de recursos tecnológicos na etapa de concepção. Então, foi interessante pesquisar e analisar até onde as empresas acham importante o uso de ferramentas tecnológicas, tais como: sistema CAD, realidade virtual (RA), engenharia reversa, prototipagem rápida, outros.
Para o levantamento de dados sobre o uso de ferramentas tecnológicas no processo de desenvolvimento de produtos industriais foi realizado um questionário de natureza quantitativa. Através de entrevistas com algumas empresas via email e por telefone foi possível coletar dados sobre as experiências e resultados alcançados por equipes de desenvolvimento de produtos de escritórios de projeto, envolvendo critérios de custo, tempo e qualidade com base na utilização de recursos tecnológicos aliados às metodologias de desenvolvimento de produtos.Os dados foram analisados utilizando os recursos do Microsoft ExcelTM e estão apresentados em gráficos.
Com este relatório final é notório que a utilização dos recursos tecnológicos na fase de concepção favorece o crescimento das empresas, de modo que possam atender o mercado com produtos a um custo competitivo, aprimorando a qualidade dos mesmos, além do aumento da produtividade. Foi possível observar que a maioria das empresas já fazem uso de algum tipo de tecnologia no desenvolvimento de seus produtos e dão-se por satisfeitas com os resultados obtidos. A redução no prazo de execução dos projetos impacta nos resultados financeiros, este aspecto necessita de melhoria, pois as empresas de um modo geral não tem conseguido atingir sempre os seus prazos e então sofrem impactos em relação a custo. Seria interessante melhores treinamentos para uso de novas tecnologias. Enfim, os resultados buscados foram alcançados podendo ser evidenciados durante o relatório.
INTRODUÇÃO
MATERIAL E MÉTODOSCONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
VISÃO COMPUTACIONAL NO RECONHECIMENTO DE FORMAS E O BJETOS
Paula Rayane Mota Costa Pereira*, Josemar Rodrigues de Souza**,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected].** Ph.D. em Informática, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,[email protected].
Com base nos conceitos de visão computacional e pesquisas no desenvolvimento de técnicas de processamento de imagem, utilizou-se um sistema de visão computacional aplicado a um desafio proposto na Competição de Robótica Latino Americana (LARC), categoria IEEE Open 2010, o qual simulava um centro de distribuição de cargas onde um robô autônomo (sem intervenções humanas no seu controle) deveria atuar na área de logística deste centro, servindo como um manipulador e carregador de cargas distintas (cubos de cores diferentes) que estariam distribuídas em determinados locais. Após localização destas cargas, o robô deveria coletá-las e colocá-las em ordem de cores pré-estabelecidas em outro local.Para esta atividade, desenvolveu-se, primeiramente, a parte física do robô, a eletrônica embarcada, e em seguida selecionou-se a arquitetura do sistema de visão computacional para o processamento de imagem a ser feito.
O desenvolvimento de ferramentas computacionais para resolver problemas na gestão da produção, automação e controle de processos está se tornando uma necessidade real no ambiente industrial. Neste contexto, sistemas de visão computacional têm proporcionado uma larga contribuição em muitas etapas do ciclo produtivo de um produto, como a orientação do movimento de um robô, a automação de tarefas específicas em plantas de fabricação e controle de qualidade. Será apresentado uma visão geral da utilização da visão computacional em sistemas produtivos, algumas técnicas e ferramentas empregadas para esta atividade e um modelo de robô construído e utilizado na LARC (Latin American Robotics Competition) que tinha como principal sistema de aquisição e processamento de dados a visão computacional. Alguns aspectos relevantes, como reconhecimento de padrões, principalmente, serão apresentados e discutidos.
RESULTADOS E DISCUSSÃO
Mesmo com muita tecnologia e pesquisa nesta área, ainda não existem sistemas de reconhecimento de formas tão poderosos quanto a visão humana. Entretanto, o sucesso dos sistemas de visão computacional estánas restrições feitas acerca do universo da análise de imagens. O algoritmo poderá ser mais eficiente quando houver mais restrições, porém este será menos genérico. Por exemplo, um sistema que identifica objetos pretos num chão branco, precisa apenas diferenciar o preto do branco. Algumas restrições são necessárias, desde que o sistema continue funcional e robusto o bastante para sua aplicação. Este trabalho apresentou utilizações de sistemas de visão computacional em variadas áreas, assim como a descrição deste sistema aplicado a um robô autônomo desenvolvido com base nos conceitos de visão computacional e técnicas de processamento de imagem. Os resultados obtidos foram bastante relevantes para continuação de pesquisas na área de visão computacional e para disponibilização de informações e ferramentas para esta linha de pesquisa.
Dentre os problemas provenientes deste estilo de competição, a capacidade do robô de enxergar e se situar no ambiente foram os mais desafiadores.Através das atividades realizadas, foi possível desenvolver um modelo de mundo que atendia aos requisitos impostos pela competição.Em um sistema, para um reconhecimento de imagem, deve-se, a partir de uma imagem ou um objeto, extrair informações desta imagem através de algum hardware capaz de obter tais informações, como câmeras (webcam) e sensores (scanner), processar as informações desta imagem utilizando um algoritmo para tal, e, por fim, executar determinada ação dependente dos dados obtidos no processamento da imagem.
Os novos sistemas de visão computacional têm sido utilizados com sucesso, juntamente as inúmeras técnicas de processamento de imagem desenvolvidas por especialistas para as mais variadas aplicações, já que um problema aplicado a visão computacional ésempre distinto, sendo necessária análise do problema para escolha da técnica mais indicada à aplicação.
RESULTADOS E DISCUSSÃO
INTRODUÇÃO RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
CONCLUSÃO
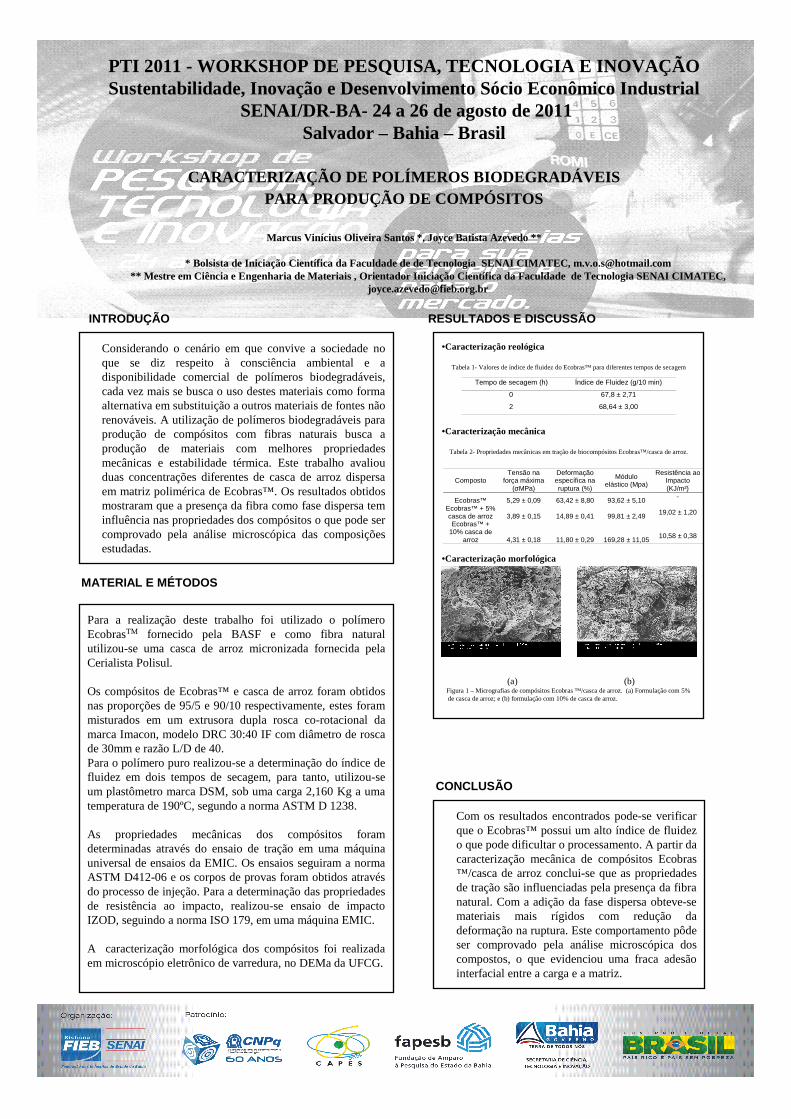
Considerando o cenário em que convive a sociedade no que se diz respeito à consciência ambiental e a disponibilidade comercial de polímeros biodegradáveis, cada vez mais se busca o uso destes materiais como forma alternativa em substituição a outros materiais de fontes não renováveis. A utilização de polímeros biodegradáveis para produção de compósitos com fibras naturais busca a produção de materiais com melhores propriedades mecânicas e estabilidade térmica. Este trabalho avaliou duas concentrações diferentes de casca de arroz dispersa em matriz polimérica de Ecobras™. Os resultados obtidos mostraram que a presença da fibra como fase dispersa tem influência nas propriedades dos compósitos o que pode ser comprovado pela análise microscópica das composições estudadas.
•Caracterização reológica
Tabela 1- Valores de índice de fluidez do Ecobras™ para diferentes tempos de secagem
•Caracterização mecânica
Tabela 2- Propriedades mecânicas em tração de biocompósitos Ecobras™/casca de arroz.
•Caracterização morfológica
(a) (b)Figura 1 – Micrografias de compósitos Ecobras ™/casca de arroz. (a) Formulação com 5% de casca de arroz; e (b) formulação com 10% de casca de arroz.
Para a realização deste trabalho foi utilizado o polímero EcobrasTM fornecido pela BASF e como fibra natural utilizou-se uma casca de arroz micronizada fornecida pela Cerialista Polisul.
Os compósitos de Ecobras™ e casca de arroz foram obtidos nas proporções de 95/5 e 90/10 respectivamente, estes foram misturados em um extrusora dupla rosca co-rotacional da marca Imacon, modelo DRC 30:40 IF com diâmetro de rosca de 30mm e razão L/D de 40. Para o polímero puro realizou-se a determinação do índice de fluidez em dois tempos de secagem, para tanto, utilizou-se um plastômetro marca DSM, sob uma carga 2,160 Kg a uma temperatura de 190ºC, segundo a norma ASTM D 1238.
As propriedades mecânicas dos compósitos foram determinadas através do ensaio de tração em uma máquina universal de ensaios da EMIC. Os ensaios seguiram a norma ASTM D412-06 e os corpos de provas foram obtidos através do processo de injeção. Para a determinação das propriedades de resistência ao impacto, realizou-se ensaio de impacto IZOD, seguindo a norma ISO 179, em uma máquina EMIC.
A caracterização morfológica dos compósitos foi realizada em microscópio eletrônico de varredura, no DEMa da UFCG.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
CARACTERIZAÇÃO DE POLÍMEROS BIODEGRADÁVEIS PARA PRODUÇÃO DE COMPÓSITOS
Marcus Vinícius Oliveira Santos *, Joyce Batista Azevedo **
* Bolsista de Iniciação Científica da Faculdade de de Tecnologia SENAI CIMATEC, [email protected]** Mestre em Ciência e Engenharia de Materiais , Orientador Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
Com os resultados encontrados pode-se verificar que o Ecobras™ possui um alto índice de fluidez o que pode dificultar o processamento. A partir da caracterização mecânica de compósitos Ecobras™/casca de arroz conclui-se que as propriedades de tração são influenciadas pela presença da fibra natural. Com a adição da fase dispersa obteve-se materiais mais rígidos com redução da deformação na ruptura. Este comportamento pôde ser comprovado pela análise microscópica dos compostos, o que evidenciou uma fraca adesão interfacial entre a carga e a matriz.
Tempo de secagem (h) Índice de Fluidez (g/10 min)
0 67,8 ± 2,71
2 68,64 ± 3,00
Composto Tensão na
força máxima (σMPa)
Deformação específica na ruptura (%)
Módulo elástico (Mpa)
Resistência ao Impacto (KJ/m²)
Ecobras™ 5,29 ± 0,09 63,42 ± 8,80 93,62 ± 5,10 -
Ecobras™ + 5% casca de arroz 3,89 ± 0,15 14,89 ± 0,41 99,81 ± 2,49
19,02 ± 1,20
Ecobras™ + 10% casca de
arroz 4,31 ± 0,18 11,80 ± 0,29 169,28 ± 11,05 10,58 ± 0,38
INTRODUÇÃO
RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
Com os estudos realizados e entendimento dos tópicos no manual do LabVIEW foi possível estar apta para começar a resolver os problemas passados no manual e até mesmo os que obtive ao longo da pesquisa. Os projetos como de controle de nível, temperatura e pressão foram realizados satisfatoriamente até o presente momento.
CONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA - 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
PROJETO DE CONTROLADORES DE PROCESSOS CONTÍNUOS ATRAVÉS DE LABORÁTORIOS VIRTUAIS
Talitha Evangelista Ferreira da Silva *, Milton Bastos de Souza **
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, talithaferreira89@hotmai l.com**Mestre em Engenharia Elétrica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
Na automação industrial, controladores de processo são equipamentos responsáveis pelo controle de processo industrial ou parte dele através de algoritmos de controle específicos, tais como PID, lógica fuzzy ou redes neurais. Em grande parte das configurações, um controlador é responsável por uma única malha de controle. Esses instrumentos são dedicados em sua função e podem enviar dados diversos para outros dispositivos ou outras malhas no processo. Tanto a indústria de processos quanto a de manufatura estão sob uma pressão crescente para maximizar a eficiência, reduzir o tempo ocioso e aumentar o rendimento. Engenheiros e especialistas na área, reconhecem que o segredo para fazer essas implementações são informações precisas e atualizadas. Entretanto, o desenvolvimento da informação é complicado devido à grande variedade de software e hardware existente em uma planta industrial e a limitação de sistemas tradicionais. A incorporação de um ambiente de desenvolvimento gráfico (laboratório virtual), em um sistema já existente, serve para adicionar medições, analisar o processo para coletar dados complexos e convertê-los em informações úteis. Na simulação, o usuário pode visualizar e entrar com valores para parâmetros como: tipo de controlador P (proporcional) ou I (integral) ou PI (proporcional/integral) ou PD (proporcional/derivativo) ou PID (proporcional/integral/ derivativo), tipo de planta (1ª ou 2ª ordem), etc.Com o LabView, o laboratório virtual utilizado pelo pesquisador, o usuário pode utilizar uma ferramenta de software para desenvolver e projetar sistemas industriais e implementar sistemas industriais de alto desempenho em medições, controle, dentre outros. Assim sendo, a inserção de ferramentas virtuais que possa subsidiar pesquisadores em soluções de automação será de grande valia para faculdade SENAI Cimatec. Ela permitirá a resolução de problemas com o mínimo de investimento em infra-estrutura. Além disso, a atualização destas ferramentas será basicamente atualização de software e isto não onerará muito o custo do laboratório de automação, quando comparado com laboratórios de automação e controle baseados na utilização de Plantas Pilotos.
A coleta de dados de um experimento utilizando um sistema remoto traz detalhes para o usuário, uma vez que o ambiente de instrumentação virtual possibilita uma configuração mais amigável, dispondo às vezes, de visualizações de respostas que o experimento em si não forneceria. Criando um ambiente de instrumentos virtuais geralmente os experimentos podem ganhar novas funções e ter cada vez mais uma resposta completa do sistema. Para criar um ambiente virtual de interface com o processo real, podemos utilizar um aplicativo como o LabVIEW, que é um programa desenvolvido especialmente para aplicações onde envolvam a instrumentação virtual. Os laboratórios virtuais, como são chamados, se destacam por disponibilizar a interface do experimento com o usuário em vários terminais, enquanto que os equipamentos reais que estão sendo operados estão em um ambiente seguro. Os experimentos reais podem muitas vezes ser especiais e com eles atribuídos custos elevados devido aos componentes que os compõem. Estando dispostos de um ambiente virtual, os usuários, podem conhecer o experimento real a operar, e então coletar os dados necessários sem a presença física com o experimento.
MATERIAL E MÉTODOS
Este projeto teve como finalidade a elaboração de um sistema de monitoração e controle de ensaios experimentais. Foi desenvolvido uma infra-estrutura com base em instrumentação virtual e uma metodologia para o desenvolvimento de um laboratório virtual, utilizando LabVIEW da National Instruments. O intuito maior foi o controle dos parâmetros de funcionamento de um sistema real de controle de nível, temperatura e pressão, utilizando uma interface amigável e intuitiva. Sendo assim foi possível contribuir com a aquisição de dados a distância para auxiliar no estudo de sistemas reais e virtuais que disponham de controle e a disposição de dados para elaboração de um relatório didático.
Implementação do conceito de Laboratório Virtual, utilizando uma planta física e a plataforma LabVIEW, permitindo a operação remota de experimentos. A grande vantagem em se ter disponível um sistema de controle de um determinado experimento remotamente, é que o usuário do sistema pode lançar informações necessárias e tem a disposição uma resposta deste sistema de maneira coerente.
INTRODUÇÃO
RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
CONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011Salvador – Bahia – Brasil
DESENVOLVIMENTO DO SISTEMA DE MONITORAMENTO REMOTO E AQUISIÇÃO DE DADOS DE UMA FONTE DE SOLDAGEM DIDÁTICA
Dario de Albuquerque Arcoverde Júnior, Daniel Da Silva Motta
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Mestre em Engenharia Mecânica, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
.
O processo de soldagem TIG, é um processo a arco elétrico que utiliza um arco entre um eletrodo não consumível de tungstênio e a poça de fusão.
A poça de fusão, o eletrodo e a parte do cordão que está se formando é protegido através do gás de proteção que éemitido pelo bocal da tocha, por meio de orifícios do mesmo.
Este processo tem as opções de realizar a soldagem com ou sem (solda autógena) o metal de adição, ficando a escolha do modo de operação dependendo da circunstância.
O surgimento deste processo ocorreu devido a grande necessidade de realizar a soldagem em materiais difíceis, como o magnésio e o alumínio, isso, na época da segunda guerra mundial, principalmente por causa da indústria aeronáutica. Conforme o tempo ia passando, com os avanços tecnológicos, a soldagem TIG acabou se tornando um processo de alta qualidade e com um custo relativamente baixo, podendo ser usado em diversas aplicações, sem falar em suas vantagens (Bracarense, 2000).
Portanto, para que todo esse processo aconteça é necessária a utilização de uma fonte de energia. As fontes utilizadas no processo TIG são do tipo Corrente Constante, no entanto por ser um processo manual, e ocorrendo uma variação no comprimento do arco, havendo também uma variação na tensão, a variação na corrente será mínima.
Esta energia necessária pode ser fornecida em corrente alternada ou corrente contínua, tanto por fontes de transformadores/retificadores, quanto por geradores. As fontes de energia para soldagem TIG apresentam tanto uma resposta em queda, para fontes do tipo com controle magnético, quanto uma resposta de saída aproximadamente de corrente constante, para fontes controladas eletronicamente (Bracarense, 2000).
A metodologia aplicada neste trabalho foi fundamentada por estudos de teorias relativas ao desenvolvimento do sistema de monitoramento remoto e aquisição de dados de uma fonte de soldagem didática para o processo TIG, a partir de pesquisas realizadas em páginas da internet, artigos científicos, livros e bibliografias encontradas, afim de obter um embasamento teórico do assunto.
Com base nos estudos realizados sobre o desenvolvimento do sistema de monitoramento remoto e aquisição de dados de uma fonte de soldagem didática, ficou claro que para aplicação desse sistema foi tomado como base uma fonte do tipo SCR (retificadores controlados de silício), já que elas possuem características ideais para a implementação do sistema.
O desenvolvimento desse sistema trouxe resultados satisfatórios no que diz respeito a qualidade obtida pelo processo, bem como a interação do operador com a máquina, esta por sua vez emitindo sinais informativos em caso de instabilidade do arco, para que os erros cometidos durante a soldagem diminuissemconsideravelmente, aumentando assim a produtividade.
Concluiu-se com este trabalho a pretensão de desenvolver tecnologias já existentes para fontes de soldagem a partir da consolidação do perfil operacional, estabelecimento de pontos de melhoria das tecnologias existentes, para um melhor desempenho do processo.
INTRODUÇÃO
RESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
CONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011Salvador – Bahia – Brasil
DESENVOLVIMENTO DO SISTEMA DE MONITORAMENTO REMOTO E AQUISIÇÃO DE DADOS DE UMA FONTE DE SOLDAGEM DIDÁTICA
Dario de Albuquerque Arcoverde Júnior, Daniel Da Silva Motta
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Mestre em Engenharia Mecânica, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
.
O processo de soldagem TIG, é um processo a arco elétrico que utiliza um arco entre um eletrodo não consumível de tungstênio e a poça de fusão.
A poça de fusão, o eletrodo e a parte do cordão que está se formando é protegido através do gás de proteção que éemitido pelo bocal da tocha, por meio de orifícios do mesmo.
Este processo tem as opções de realizar a soldagem com ou sem (solda autógena) o metal de adição, ficando a escolha do modo de operação dependendo da circunstância.
O surgimento deste processo ocorreu devido a grande necessidade de realizar a soldagem em materiais difíceis, como o magnésio e o alumínio, isso, na época da segunda guerra mundial, principalmente por causa da indústria aeronáutica. Conforme o tempo ia passando, com os avanços tecnológicos, a soldagem TIG acabou se tornando um processo de alta qualidade e com um custo relativamente baixo, podendo ser usado em diversas aplicações, sem falar em suas vantagens (Bracarense, 2000).
Portanto, para que todo esse processo aconteça é necessária a utilização de uma fonte de energia. As fontes utilizadas no processo TIG são do tipo Corrente Constante, no entanto por ser um processo manual, e ocorrendo uma variação no comprimento do arco, havendo também uma variação na tensão, a variação na corrente será mínima.
Esta energia necessária pode ser fornecida em corrente alternada ou corrente contínua, tanto por fontes de transformadores/retificadores, quanto por geradores. As fontes de energia para soldagem TIG apresentam tanto uma resposta em queda, para fontes do tipo com controle magnético, quanto uma resposta de saída aproximadamente de corrente constante, para fontes controladas eletronicamente (Bracarense, 2000).
A metodologia aplicada neste trabalho foi fundamentada por estudos de teorias relativas ao desenvolvimento do sistema de monitoramento remoto e aquisição de dados de uma fonte de soldagem didática para o processo TIG, a partir de pesquisas realizadas em páginas da internet, artigos científicos, livros e bibliografias encontradas, afim de obter um embasamento teórico do assunto.
Com base nos estudos realizados sobre o desenvolvimento do sistema de monitoramento remoto e aquisição de dados de uma fonte de soldagem didática, ficou claro que para aplicação desse sistema foi tomado como base uma fonte do tipo SCR (retificadores controlados de silício), já que elas possuem características ideais para a implementação do sistema.
O desenvolvimento desse sistema trouxe resultados satisfatórios no que diz respeito a qualidade obtida pelo processo, bem como a interação do operador com a máquina, esta por sua vez emitindo sinais informativos em caso de instabilidade do arco, para que os erros cometidos durante a soldagem diminuissemconsideravelmente, aumentando assim a produtividade.
Concluiu-se com este trabalho a pretensão de desenvolver tecnologias já existentes para fontes de soldagem a partir da consolidação do perfil operacional, estabelecimento de pontos de melhoria das tecnologias existentes, para um melhor desempenho do processo.

INTRODUÇÃO
O desenvolvimento do hardwarefoi concluído com sucesso e o projeto se encontra na etapa de finalização do layout da Placa de Circuito Impresso (PCI).
A conclusão do layoutda placa finaliza a criação do primeiro protótipo da prancha eletrônica de comunicação alternativa aumentativa. Após a aprovação do protótipo algumas atualizações já estão previstas para as próximas versões do dispositivo.
MATERIAL E MÉTODOS
As atividades voltadas ao desenvolvimento do hardwaredo dispositivo que constituirá o Sistema Eletrônico Portátil Baseado na Comunicação Alternativa Aumentativa (CAA) para Portadores de Necessidades Especiais, trata-se de um desenvolvimento complexo devido a tecnologia empregada nos tablets, a qual mais se assemelha ao dispositivo proposto, ainda ser ressente e apresentar um alto nível de integração dos componentes.
Portanto, com um protótipo físico concluído, o trabalho investido, na criação de dispositivos poderá contribuir para o alcance de benefícios sociais no uso em instituições de referência, como o CEPRED (Centro Estadual de Prevenção e Reabilitação de Deficiências ), parceira no projeto, ou para uso pessoal através de aplicações como esta.
CONCLUSÃO
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
FERRAMENTAS DIGITAIS DE COMUNICAÇÃO ALTERNATIVA AUM ENTATIVA (CAA) PARA PESSOAS COM DEFICIÊNCIA
Gustavo Moura Costa *, Xisto Lucas Travassos Júnior **, Cleber Vinícius Ribeiro De Almeida***
* Bolsista de Iniciação Tecnológica da Faculdade de Tecnologia SENAI CIMATEC, [email protected], ** Engenheiro Eletricista, Doutor em Engenharia Elétrica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
[email protected]*** Engenheiro Eletricista, Mestre em Engenharia Elétrica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC.
Pessoas portadoras de necessidades especiais normalmente precisam de auxílio para executar tarefas básicas do dia-a-dia. Visando aumentar a inserção na sociedade destas pessoas o projeto propõe um equipamento inovador e de baixo custo baseado na comunicação alternativa e aumentativa para diminuir a dependência e objetivando uma maior inclusão na sociedade.A técnica atual baseia-se na confecção de pranchas de papel com figuras do padrão PCS (Picture Communication Symbols). A confecção é feita com xerox das páginas de livros com figuras PCS, que posteriormente são recortadas, montadas e coladas em uma folha de papel em branco. O resultado é um material facilmente e rapidamente degradável e de baixo acamamento. Diferente do sistema eletrônico proposto, o qual fornece o material necessário para a comunicação efetiva e possui uma vida útil estendida. O objetivo é construir o hardware de uma prancha eletrônica portátil que comportará o software de comunicação alternativa aumentativa.
O projeto foi realizado utilizando uma bancada de múltipla exibição para a construção do hardwaree do layoutda placa e duas estações de montagem para a construção do protótipo. Para o projeto foi utilizado o softwareEAGLE da CadService, um software específico para elaboração de layout de placas de circuito impresso (PCI) que integra as funções do circuito elétrico ao design da PCI.Inicialmente foi feito um estudo de sistemas que possuíam tecnologia semelhante. Após algum estudo das tecnologias e dos requisitos mínimos e da definição das necessidades do circuito, iniciou a criação das bibliotecas de componentes, o esquemático do circuito e por fim a criação do layoutda placa.

INTRODUÇÃORESULTADOS E DISCUSSÃO
MATERIAL E MÉTODOS
CONCLUSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
ESTUDO DA MODIFICAÇÃO DE POLÍMEROS BIODEGRADÁVEIS E A VARIAÇÃO DE SUAS PROPRIEDADES
Vander Cássio Silva de Oliveira*, Wagner Mauricio Pachekoski**
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Doutor em Desenvolvimento de Blendas Biodegradáveis constituídas de Poli (hidroxibutirato) – PHB e Poli(acido lático) – PLA para
Fabricação de Filmes, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]
RESULTADOS E DISCUSSÃO
Vários estudos vêm estão procurando formas de aumentar as propriedades mecânicas e térmicas dos materiais poliméricos biodegradáveis. A análise da biodegradação, após estas modificações, é de fundamental para garantir que o polímero biodegradável mantenha a mesma taxa de biodegradação e obtenha melhores propriedades. Porém, apesar de se estudar exaustivamente as melhorias mecânicas, existe uma carência de laboratórios capacitados em análise de biodegradaçãoenquadradas dentro de normas adequadas e reprodutíveis.
Neste trabalho foi avaliado o potencial de biodegradação de corpos de prova de tração, norma ISO 527, para os polímeros biodegradáveis poli(ácido lático) – PLA, poli(β-hidroxibutirato) – PHB e da blenda com 75% de PLA e 25% de poli(ε-Caprolactona) – PCL (PLA75/PCL25), pela técnica de perda de massa. A caracterização mecânica foi feita através do ensaio de tração e para melhor visualizar a biodegradaçãofotomicrografias foram tiradas.
Para os ensaios de perda de massa não foi possível obter resultados significativos, possivelmente devido ao pouco tempo de exposição das amostras no composto orgânico. Vale ressaltar que este estudo de biodegradação foi realizado com amostra de corpos de prova injetados com uma espessura de ±4 mm.
Em estudo feito por Pachekoski (2006), foram realizados ensaios de biodegradação com PHB, PLA e blendas de PHB/PLA, onde observou-se que num período de 6 meses não ocorreu qualquer variação de massa nas amostras analisadas, para este teste foram utilizados pedaços de galhos de injeção com diâmetro de 10 cm e peso de 5 g para todas as amostras.
Para melhor analisar a biodegradação causada pelo ensaio, foram capturadas fotomicrografias das amostras, a amostra do PHB foi a que apresentou mais sinais de biodegradação. Na Figura 1 a fotomicrografia do PHB pode ser visualizada.
Com a ampliação de 100 vezes foi possível detectar pequenas alterações na superfície das amostras, onde o processo de biodegradação pode ser visualizado.
O resultado do ensaio de tração não apresentou grandes variações nas propriedades analisadas. Através dos ensaios de perda de massa e microscopia ótica, podemos justificar os resultados do ensaio de tração, tendo em vista que em ambos não foi detectado grandes variações causadas por biodegradação.O método Sturm adaptado necessita de um tempo maior de exposição das amostras para poder ser mensurado mudanças mais presentes nas propriedades. Contudo, o custo-benefício justifica a utilização deste método simples e barato.

INTRODUÇÃO RESULTADOS E DISCUSSÃO
Materiais• Matrix - PP copolímero, MFI 6g/10min (230 ° C / 2,16 kg), QuattorSA• farinha de madeira de eucalipto com tamanho de partícula 512-725 microns • agente de acoplamento - polipropileno funcionalizado com 1,0% do maleicoanidrido, fabricado pela Atofina.• Talco - PR2 fornecidos pela Magnesita S.AMétodosOs compósitos foram preparados em uma extrusora dupla rosca corratacional com diâmetro de rosca de 30 mm e L / D = 40 provida de sistema de degaseificação. Todos os componentes (PP, talco, agente de acoplamento e farinha de madeira) foram pré-misturados e alimentado no funil principal. Três diferentes parafusos configurações foram testadas para a produção de compósitos e seus extrudados avaliada visualmente. A composição da formulação testados são mostrados na Tabela 1. Estas amostras foram moldadas por injeção para produzir amostras de acordo com a ISO 3167, 1993 (E) e ensaio de tração realizado de acordo com ISO 527-1 - 1993. O índice de fluxo de fusão foram determinados em um DSM plastometer I, a 190 ° C / 2,16 kg. Veja abaixo a tabela de formulações:
MATERIAL E MÉTODOS
No compósitos estudados não houve relação direta entre o acabamento de superfície e propriedades mecânicas. O maior tempo de residência no parafuso 2 e 3 têm levaram àdegradação do compósito levando à menor propriedades mecânicas, como visto nos valores de MFI (formulação com talco), mas melhor acabamento superficial do que compósito produzido com a rosca 1.
CONCLUSÃO
As indústrias de plástico, normalmente usam cargas (ex: argila, talco, CaCO3), isolada ou combinados, a fim de aperfeiçoar as propriedades dos produtos finais para determinadas aplicações. Mas esses cargas citadas acima são obtidas de fontes não renováveis. Em alternativa a eles, resíduos madeira, por exemplo farinha de madeira, são sócio-econômico e ambientalmente mais amigável. Farinha de madeira éusado como carga em polímero termoplástico composto e geralmente estes compostos são produzida por extrusão. O equipamento mais utilizado é uma extrusora dupla rosca corrotational. Este processo de composição é muito flexível, permitindo otimização do projeto da máquina de configuração e de parafuso para materiais específico a serem compostados. Em um processo de composição, é necessário saber que tipo de mistura deve ser preferido para o produto final atinge as propriedades desejadas. Têm-se dois tipos de mistura: distributiva e dispersiva. No sistema em que se têm aglomerados, por exemplo, com cargas minerais, a mistura dispersiva é importante para quebrar aglomerados e para se obter uma mistura homogênea de fácil preenchimento na matriz faz-se necessário uma mistura distributiva. Se não hánecessidade de quebrar aglomerados e só homogeneizar as cargas, deve se concentrar em mistura distributiva. Extrusoras dupla rosca e o perfil do parafuso será construído de acordo com esta necessidade de ter um ou outro ou ambos os tipos de mistura. O objetivo deste estudo é avaliar o efeito das diferentes configurações de rosca nas propriedades mecânicas e na aparência superficial de compósitos híbridos PP / farinha de madeira / talco através do processo de extrusão.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
DESENVOLVIMENTO DE COMPÓSITOS DE POLÍMERO/PARTÍCULA S DE MADEIRA (WPC´S) E ESTUDO DAS CONDIÇÕES DE PROCESSAMENTO NAS PROPRIEDADES
MECÂNICAS E ACABAMENTO SUPERFICIAL DESTES COMPÓSITO S
Givanildo de Oliveira Lima Praxedes1* ; Zora Ionara Gama dos Santos*** Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]*,
** Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]
INTRODUÇÃO RESULTADOS E DISCUSSÃO
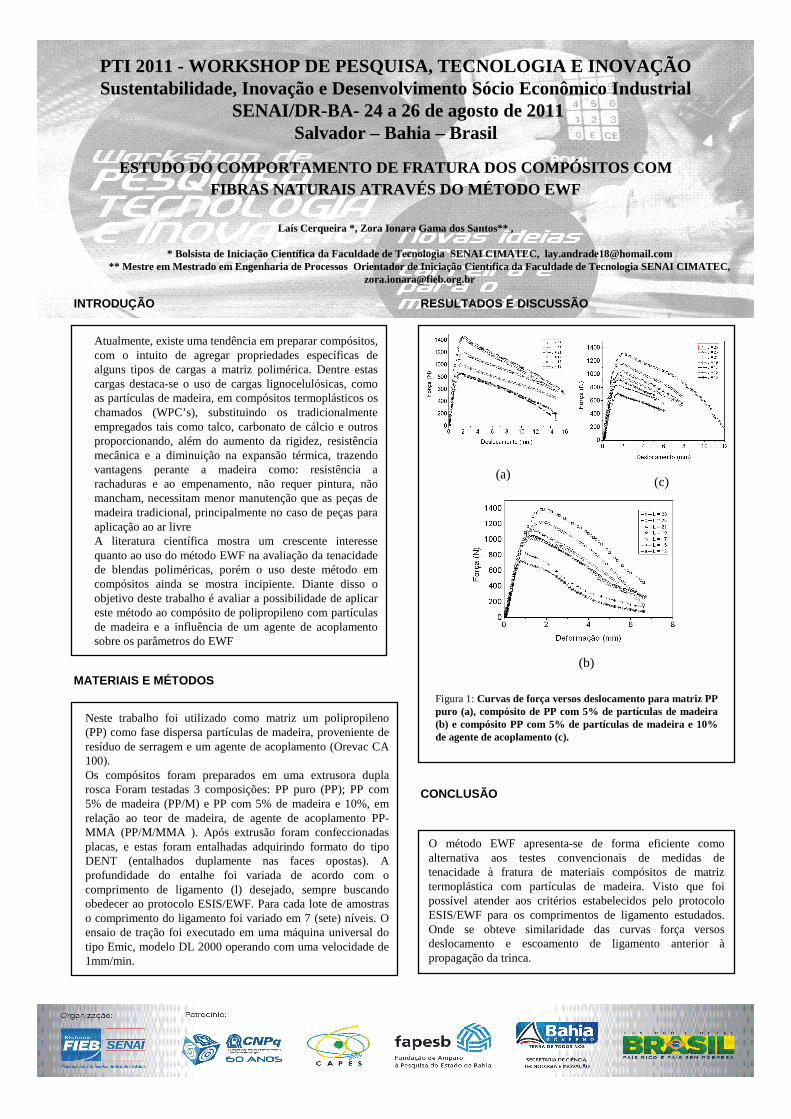
Neste trabalho foi utilizado como matriz um polipropileno (PP) como fase dispersa partículas de madeira, proveniente de resíduo de serragem e um agente de acoplamento (Orevac CA 100).Os compósitos foram preparados em uma extrusora dupla rosca Foram testadas 3 composições: PP puro (PP); PP com 5% de madeira (PP/M) e PP com 5% de madeira e 10%, em relação ao teor de madeira, de agente de acoplamento PP-MMA (PP/M/MMA ). Após extrusão foram confeccionadas placas, e estas foram entalhadas adquirindo formato do tipo DENT (entalhados duplamente nas faces opostas). A profundidade do entalhe foi variada de acordo com o comprimento de ligamento (l) desejado, sempre buscando obedecer ao protocolo ESIS/EWF. Para cada lote de amostras o comprimento do ligamento foi variado em 7 (sete) níveis. O ensaio de tração foi executado em uma máquina universal do tipo Emic, modelo DL 2000 operando com uma velocidade de 1mm/min.
MATERIAL E MÉTODOS
CONCLUSÃO
MATERIAIS E MÉTODOS
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
ESTUDO DO COMPORTAMENTO DE FRATURA DOS COMPÓSITOS COM FIBRAS NATURAIS ATRAVÉS DO MÉTODO EWF
Laís Cerqueira *, Zora Ionara Gama dos Santos** ,
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Mestre em Mestrado em Engenharia de Processos Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
O método EWF apresenta-se de forma eficiente como alternativa aos testes convencionais de medidas de tenacidade à fratura de materiais compósitos de matriz termoplástica com partículas de madeira. Visto que foi possível atender aos critérios estabelecidos pelo protocolo ESIS/EWF para os comprimentos de ligamento estudados. Onde se obteve similaridade das curvas força versos deslocamento e escoamento de ligamento anterior àpropagação da trinca.
Atualmente, existe uma tendência em preparar compósitos, com o intuito de agregar propriedades específicas de alguns tipos de cargas a matriz polimérica. Dentre estas cargas destaca-se o uso de cargas lignocelulósicas, como as partículas de madeira, em compósitos termoplásticos os chamados (WPC’s), substituindo os tradicionalmente empregados tais como talco, carbonato de cálcio e outros proporcionando, além do aumento da rigidez, resistência mecânica e a diminuição na expansão térmica, trazendo vantagens perante a madeira como: resistência a rachaduras e ao empenamento, não requer pintura, não mancham, necessitam menor manutenção que as peças de madeira tradicional, principalmente no caso de peças para aplicação ao ar livreA literatura científica mostra um crescente interesse quanto ao uso do método EWF na avaliação da tenacidade de blendas poliméricas, porém o uso deste método em compósitos ainda se mostra incipiente. Diante disso o objetivo deste trabalho é avaliar a possibilidade de aplicar este método ao compósito de polipropileno com partículas de madeira e a influência de um agente de acoplamento sobre os parâmetros do EWF
(a)(c)
(b)
Figura 1: Curvas de força versos deslocamento para matriz PP puro (a), compósito de PP com 5% de partículas de madeira (b) e compósito PP com 5% de partículas de madeira e 10% de agente de acoplamento (c).

INTRODUÇÃO
Uma vez estabelecido o sensor que será utilizado foi possível simular um circuito condicionador que elevará a tensão de saída da célula de carga para um padrão de instrumentação, para alimentação do circuito condicionador deverá haver uma alimentação de fonte simétrica de -12V a 12V, assim trabalhando na faixa linear dos ampops, como mostra o grafico do abaixo:
MATERIAL E MÉTODOS
O objetivo da manunteção inteligente é antecipar a ocorrencias de falhas, assim obtendo ações otimas de manuntenção reduzindo o tempo de parada. Durante o projeto, foi possivel estudar uma metodologia para aplicação de manunteção inteligente em solda robotizada por resistência, definir o sinal elétrico responsável por trasmitir as informações necessárias para estabelecer o índice de desempenho e identificar a degradação do equipamento. Com o índice de desempenho é possível estimar o tempo de degradação da garra do robô, de posse dessas informações é possível tomar decisões ótimas de compras de peças de reposição ou de manutenção.
CONCLUSÃO
No mercado competitivo de hoje, manter seu produto em melhor relação custo beneficio para todos que estejam envolvidos em sua cadeia de valor é fundamental para industria automotiva que utiliza, em grande parte de sua produção, a solda robotizada. Neste contexto, a manuntençao dos equipamentos e máquinas torna-se fundamental para atender as exigência de qualidade e produtividade. O objetivo da manuntenção inteligente é a migração de sistemas tradicionais de manutenção corretiva e preventiva para um sistema preditivo, com base no estado de operação e na degradação dos equipamentos. Se os dados disponiveis forem continuarmente monitorados e analisados, aplicando tecnicas de processamento de sinais pode se predizer quando o robo falhará, reduzindo drasticamente o tempo de parada para manuntenção. Com um sistema inteligente pode-se indentificar a queda de produtividade comparando seu desempenho com outros sistemas indênticos.
Para implementação de um sistema de manuntenção inteligente é necessário:
Estabelecer quais sinais elétricos serão utilizados para obter a pressão da garra do robô, e conseqüentemente, os sensores necessários. Também deve-se estabelecer outros parâmetros, como freqüência de amostragem, quantidade de amostras, etcSe o sensor escolhido não fornecer um sinal de saida no padrão de instrumentação precisamos dimencionar e construir um circuito condicionador de sinal para converter esse sinal para um nivel de 0 a 10V ou 4 a 20mA. Depois da captura e do devido condicionamento do sinal da célula de carga, épreciso extrair a informação dele utilizando técnicas de processamento de sinais e classificação de dados, o que érealizado com o auxilio do Watchdog Agent™. Por fim, estabelecer o índice de desenvolvimento (CV) e de identificar a degradação do equipamento.
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
APLICAÇÃO DE MANUTENÇÃO INTELIGENTE PARA DETECÇÃO D E FALHA EM SOLDA ROBOTIZADA POR RESISTÊNCIA
Rafael Augusto Santos Leite, Alexandre da Silva Ribeiro
* Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]**Mestre em Engenharia Mecatrônica , Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,

INTRODUÇÃO RESULTADOS E DISCUSSÃO
Dentre os equipamentos que podem ser utilizados como fonte para o processo TIG, tem-se: os retificadores, transformadores, transformadores retificadores e inversores. Para esse trabalho foi utilizado como referência o retificador da ESAB LHI 250, esse retificador é uma fonte de corrente constante, ou seja, se durante a operação de soldagem houver alguma variação da tensão devido ao afastamento da tocha com relação ao metal de base, ainda assim a corrente se manterá no mesmo valor do pré-selecionado pelo operador antes de iniciar a soldagem. Para que a corrente se mantenha constante a placa de circuito de controlecaptura um sinal de corrente da saída e o compara com o valor da corrente pré-selecionada. O resultado desta comparação e enviado a CI’s que são responsáveis por disparar tiristores, liberando mais ou menos corrente, a depender do resultado da comparação feita anteriormente, para um grande indutor que mantém a corrente no valor especificado.
MATERIAL E MÉTODOS
Este trabalho vem propor os conceitos necessários para o desenvolvimento de uma fonte de soldagem que seja funcional e ao mesmo tempo didática.
CONCLUSÃO
As fontes de soldagem são equipamentos aplicados àfabricação de peças metálicas, tratam-se de equipamentos de grande importância na infra-estrutura de obras de construção metal mecânica e procedimentos de manutenção. Com este trabalho houve o levantamento de conceitos teóricos para o desenvolvimento de tecnologias já existentes para fonte de soldagem a partir da consolidação do perfil operacional.
No desenvolvimento da placa de circuito de controle deste trabalho os elementos mais importantes são: o amplificador operacional, que é o responsável por fazer a comparação dos valores de corrente e o TCA 785 que é o circuito integrado (CI) responsável por disparar o tiristor, dentre esses dois elementos o TCA 785 é o componente principal para a construção da placa. Para que o CI funcione corretamente ele precisa estar sincronizado com a rede elétrica que alimenta o retificador, o sinal de sincronização é obtida através de uma alta resistência ôhmica da tensão de linha (voltagem Vs ) que éo pino 5 e deve ser ligado na mesma rede que alimenta a fonte de soldagem. Um registro de sincronização controla um gerador de rampa, o capacitor c10 da qual écobrado por uma corrente constante (determinada por R9). Se a rampa de tensão V10 exceder o controle de tensão V11 (provocando ângulo Ȉ ) , um sinal éprocessado para a lógica. Dependendo da magnitude da tensão de controle de V11, o ângulo de disparo Ȉ pode ser deslocado dentro de um ângulo de fase de 0° a 180°. Para cada meia onda, um pulso positivo de aproximadamente 30 µs de duração aparece nas saídas Q1 e Q2. A duração do pulso pode ser prolongada até 180° através de um capacitor C12. se o pino 12 está ligado ao GROUND, o resultado será um pulso com uma duração entreȈ e 180°. O pulso gerado nas saídas Q1 e Q2 é o responsável por altera o angulo de disparo do tiristor, aumentando ou diminuindo o valor da corrente que alimenta o indutor (K12) da fonte.
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011Salvador – Bahia – Brasil
DESENVOLVIMENTO DOS CIRCUITOS DE CONTROLE DE UMA FO NTE DE SOLDAGEM DIDÁTICA
Agnaldo Ribeiro França Neto ; Daniel Da Silva Motta
Bolsista de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Mestre em engenharia mecânica, Orientador de Iniciação Científica da Faculdade de Tecnologia SENAI CIMATEC,
.

INTRODUÇÃO
Os materiais usados foram: uma prensa e moldes para reticulação a quente e compostos de borra-cha reticuláveis de silicone fornecidos pela Dow Corning, Bluestar, Wackere STC.Foi necessário aplicar um revestimento de teflon nos moldes para facilitar a saída da borracha. O uso de desmoldantespoderia contaminar a su-perfície do silicone e influir nos ensaios de hidro-fobicidade As borrachas de silicone estão sendo reticuladas numa prensa a quente, durante 5 a 8 minutos, a uma temperatura de 160 a 180 oC.Dos laminados prensados, de diferentes espes-suras, são obtidos os corpos de prova para en-saios mecânicos, físicos e elétricos, conforme normas técnicas.
Aguardando a conclusão do levantamento das propriedades físicas e mecânicas.
CONCLUSÃO
A interrupção na geração ou transmissão de energia elétrica causa sérios problemas e prejuízos. Uma das causas é o depósito de poluentes na superfície dos isoladores que, durante chuvas ou nevoas, podem dar passagem às correntes e provocar combustão. O composto de silicone reticulado tem mostrado um ótimo desempenho como isolante em função da sua hidrofobicidade e resistência ao trilhamento, durante longo tempo, mesmo quando contaminado com poluentes de ambientes agressivos. Os silicones são polímeros com esqueleto inorgânico constituído de silício e oxigênio alternados, com radicais orgânicos, preferencialmente radicais metila, ligados lateralmente ao silício, que envolvem a estrutura e conferem características apolares.O objetivo deste trabalho é analisar os diversos compostos que existem no mercado e selecionar aqueles que mostram as melhores propriedades para esta aplicação. A hidrofobicidade dos silicones é muito útil na aplicação em isoladores elétricos. Quando ocorre o espalhamento da água sobre a superfície do isolador, as correntes de fuga passam através da lâmina de água formada. Posteriormente a lâmina vai evaporando, forma uma banda seca e ocorre o arco voltaico que provoca o trilhamento e queima do material. A hidrofobicidade do silicone não favorece a formação do filme aquoso e sim ao aparecimento de gotículas que, separadas umas das outras, não permitem a passagem de corrente e evitam o trilhamento.
Até o momento só foram confeccionados os corpos de prova dos diversos compostos recebidos.
O levantamento das propriedades mecânicas e físicas encontram-se em andamento.
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
COMPOSTO DE SILICONE PARA APLICAÇÃO EM ISOLADORES D EENERGIA ELÉTRICA
Marcela Menezes L.D. Santos*; Manuel Alpire Chávez**
* Bolsista de Iniciação Científica - Faculdade de Tecnologia SENAI CIMATEC, [email protected]** Eng M.Sc, Orientador de Iniciação Científica - Faculdade de Tecnologia SENAI CIMATEC, [email protected],
MATERIAL E MÉTODOS

INTRODUÇÃO
CONCLUSÃO
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
UM MODELO COMPUTACIONAL PARA EXTRAÇÃO TEXTUAL ECONSTRUÇÃO DE REDES SOCIAIS E COMPLEXAS
Patricia Freitas Braga*
* Mestre em Modelagem Computacional e Tecnologia Industrial , Faculdade SENAI CIMATEC, [email protected]
MATERIAIS E MÉTODOS
Fig.1- Excerto de um dos Cadernos de Indicadores da CAPES de um PPG em 2007. Fonte: Autora.
Um ponto crítico encontrado no modelo reside na redundância de informações. Isso decorre do fato que no texto, o mesmo autor, pode ter representações gráficas diferentes (ex.: BRAGA, P. e BRAGA, P. F.), ou ainda se tratar da mesmo autor o que poderia incorrer em uma rede construída falha. Visando minimizar esse efeito, foi construída uma rotina para verificação de similaridade de palavras, onde é possível analisar e descartar ou não nomes parecidos. Os erros foram concentrados na etapa da mineração dos dados, uma vez que neste processo, é necessário a criação de padrões, o que pode demandar algum conhecimento de expressões regulares. No sentido de auxiliar na criação dos padrões, o modelo dispõe de um painel de criação de notações. Outro ponto crítico se refere ao desempenho do modelo quando a rede gerada é muito grande, sendo minimizado pelo uso de threads na codificação do software. As redes geradas foram feitas corretamente, e destas, índices de redes complexas foram obtidos, o que permitiu o estudo das redes de colaboração científica. A partir destes índices, pôde-se observar comportamentos das redes geradas, por exemplo, as redes de co-autoria em 2007 apresentaram uma articulação e colaboração maior em relação às redes de 2008, ou seja a socialização na co-autoria foi maior em 2007.
Fig.2- Rede de Artigos 2007 em um PPG. Fonte: Autora.
As redes sociais e complexas têm propriedades topológicas que possibilitam a compreensão da sua dinâmica. O comportamento de uma rede pode refletir aspectos como composição estrutural, links fracos, pontos de centralidade, pontos de vulnerabilidade, capacidade de expansão, presença de cluster e muitas outras propriedades que configuram redes complexas. Nesta pesquisa o objetivo foi a construção de redes de colaboração científica em programas de pós-graduação (PPG). As informações necessária para a composição dessas redes estavam contidas em textos digitais, e, em decorrência desse fato, mineração de textos e redes complexas foram os dois pontos principais para o desenvolvimento deste trabalho. A motivação para a realização deste trabalho baseou-se na necessidade de estudo das relações de co-autorias em produções científicas em PPGs. Para tal, desenvolveu-se um modelo computacional que centralizou alguns processos como a mineração de textos, gerência de dados e a construção das redes de colaboração científica. O modelo resultante contribuiu para análise da produtividade científica entre instituições e autores, e permitiu o entendimento dessa dinâmica.
Este modelo propõe a identificação de redes implícitas contidas em documentos digitais, sendo escolhida como forma de mineração de textos, Expressões Regulares, que consiste em reconhecimento de padrões textuais. A escolha desse método se baseia no fato de que a coleta dos dados, diferente de processos comuns de mineração de textos, não se baseia em relações semânticas, nem em freqüência de palavras, entretanto, há um certo padrão na disposição e formatação dos textos. Foram utilizados como fonte de dados para extração das informações os cadernos indicadores da CAPES, por se tratar de uma fonte com informações pertinentes ao objetivo da pesquisa. Para a realização do processo de construção das redes de colaboração, definiu-se três etapas principais: Mineração de Textos, Inserção de Dados e Construção de Redes, sequencialmente representados abaixo:
1. Mineração de Textos a) Seleção de Documentosb) Identificação de Padrõesc) Geração de Listas de Dados Extraídos
2.Inserção de Dadosa) Inserção dos Dados Primáriosb) Inserção dos Relacionamentos
3. Construção de Redesa) Definição de Filtros (escopo da rede)b)Construção das Redes e Gravação em .NET
Foram utilizados para experimentação e validação do modelo, cadernos indicadores da CAPES de 2007 e 2008. As principais entidades observadas nestes documentos foram: Pesquisador, Artigos, Anais de Eventos, Capitulo de Livro, Programa, Defesa, Projeto e Qualis. Estas entidades foram coletadas e armazenadas em listas de dados, em .TXT, cada uma destas foi inserida e relacionada no banco de dados e por fim, redes de co-autoria foram construídas a partir dos dados guardados.
O modelo de maneira geral auxiliou no processo de construção das redes, diminuiu o trabalho unicamente manual de coleta de dados e construção das redes, e permitiu analisar a dinâmica das redes de colaboração cientifica em PPGs a partir dos índices obtidos das redes geradas. Como proposta futura, esta a criação de um modulo para minerar os dados que já foram inseridos no banco de dados, visando obter outras informações além das redes.
RESULTADOS E DISCUSSÃO

INTRODUÇÃO
CONCLUSÃO
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
AS NOVAS NORMAS TÉCNICAS BRASILEIRAS PARA TESTE DE IMPACTO FRONTAL VEICULAR PARA PROTEÇÃO DOS OCUPANTES – DEFINIÇÃO DO MELHOR TESTE PARA O
MERCADO DE VEÍCULOS VENDIDOS NO BRASIL
Eng. Victor Alvarez da Cunha *, Ph.D. Prof. Eng. Xisto Lucas Travassos Júnior **
* Aluno do Mestrado em Gestão e Tecnologia Industrial – GETEC - SENAI CIMATEC, [email protected]** Doutor em Engenharia Eletrônica, Orientador e Coordenador do Curso de Mestrado em Gestão e Tecnologia Industrial – GETEC, da Faculdade de
Tecnologia SENAI CIMATEC, [email protected]
MATERIAIS E MÉTODOS
Para padronizar a forma de teste, para levantamento dos valores de ferimento ao motorista e passageiro dianteiro, em caso de impacto frontal, a Resolução 221 do Contran definiu que a forma do teste deve ser de acordo com a norma ABNT NBR 15300-1, acompanhada da norma ABNT NBR 15300-2, ou da norma ABNT NBR 15300-3. A utilização, para a forma do teste, de acordo com a norma ABNT NBR 15300-2 ou ABNT NBR 15300-3 é de escolha livre da montadora do veículo.Esta apresentação irá mostrar os resultados obtidos nos modelos de teste conforme ABNT NBR 15300-1 + 15300-2 e conforme ABNT NBR 15300-1 + 15300-3, mostrando também as diferenças entre os modelos de teste indicando seus pontos fortes e fracos, que podem, inclusive, ser usados posteriormente para aescolha de qual teste utilizar para a homologação do veículo.
O método para se chegar a uma conclusão do melhor teste, foi utilizado a análise de pares, para que a partir de estudos járealizados, dos dois modos de teste e dos tipos de veículos de cada mercado.Com a análise de pares, foi possível definir qual o teste de impacto veicular é mais crítico para o mercado brasileiro, e quanto melhor cada modelo de teste é em relação ao outro.
Vários fator afetam a definição do melhor modelo de teste, porém pela análise de pares, com os fatores de escolha escolhidos, ouve um resultado melhor para o usos do teste de acordo com a norma ABNT NBR 15300-3, porém com pouca margem de vantagem para o teste ABNT NBR 15300-2.
A escolha dos testes de impacto para serem usados foram escolhidos por serem utilizados em outros mercados, porém não foi estudado qual o teste seria mais crítico para o mercado brasileiro.Foi mostrado que a escolha do teste é diretamente ligado ao tipos de veículo e por conseqüência os veículos mais utilizados em cada mercado.Vários fator afetam a definição do melhor modelo de teste, porém pela análise de pares, com os fatores de escolha escolhidos, ouve um resultado melhor para o usos do teste de acordo com a norma ABNT NBR15300-3, porém com pouca margem de vantagem para o teste ABNT NBR 15300-2.A definição do teste a ser utilizado, deveria levar em conta o tipo de veículo, e não a escolha do fabricante. Porém, outra opção seria a de utilizar o teste que melhor abrange os veículos utilizados no Brasil.

INTRODUÇÃO
CONCLUSÃO
RESULTADOS E DISCUSSÃO
PTI 2011 - WORKSHOP DE PESQUISA, TECNOLOGIA E INOVAÇ ÃO Sustentabilidade, Inovação e Desenvolvimento Sócio Econômico Industrial
SENAI/DR-BA- 24 a 26 de agosto de 2011 Salvador – Bahia – Brasil
AS NOVAS NORMAS TÉCNICAS BRASILEIRAS PARA TESTE DE IMPACTO FRONTAL VEICULAR PARA PROTEÇÃO DOS OCUPANTES – DEFINIÇÃO DO MELHOR TESTE PARA O
MERCADO DE VEÍCULOS VENDIDOS NO BRASIL
Eng. Victor Alvarez da Cunha *, Ph.D. Prof. Eng. Xisto Lucas Travassos Júnior **
* Aluno do Mestrado em Gestão e Tecnologia Industrial – GETEC - SENAI CIMATEC, [email protected]** Doutor em Engenharia Eletrônica, Orientador e Coordenador do Curso de Mestrado em Gestão e Tecnologia Industrial – GETEC, da Faculdade de
Tecnologia SENAI CIMATEC, [email protected]
MATERIAIS E MÉTODOS
Para padronizar a forma de teste, para levantamento dos valores de ferimento ao motorista e passageiro dianteiro, em caso de impacto frontal, a Resolução 221 do Contran definiu que a forma do teste deve ser de acordo com a norma ABNT NBR 15300-1, acompanhada da norma ABNT NBR 15300-2, ou da norma ABNT NBR 15300-3. A utilização, para a forma do teste, de acordo com a norma ABNT NBR 15300-2 ou ABNT NBR 15300-3 é de escolha livre da montadora do veículo.Esta apresentação irá mostrar os resultados obtidos nos modelos de teste conforme ABNT NBR 15300-1 + 15300-2 e conforme ABNT NBR 15300-1 + 15300-3, mostrando também as diferenças entre os modelos de teste indicando seus pontos fortes e fracos, que podem, inclusive, ser usados posteriormente para aescolha de qual teste utilizar para a homologação do veículo.
O método para se chegar a uma conclusão do melhor teste, foi utilizado a análise de pares, para que a partir de estudos járealizados, dos dois modos de teste e dos tipos de veículos de cada mercado.Com a análise de pares, foi possível definir qual o teste de impacto veicular é mais crítico para o mercado brasileiro, e quanto melhor cada modelo de teste é em relação ao outro.
Vários fator afetam a definição do melhor modelo de teste, porém pela análise de pares, com os fatores de escolha escolhidos, ouve um resultado melhor para o usos do teste de acordo com a norma ABNT NBR 15300-3, porém com pouca margem de vantagem para o teste ABNT NBR 15300-2.
A escolha dos testes de impacto para serem usados foram escolhidos por serem utilizados em outros mercados, porém não foi estudado qual o teste seria mais crítico para o mercado brasileiro.Foi mostrado que a escolha do teste é diretamente ligado ao tipos de veículo e por conseqüência os veículos mais utilizados em cada mercado.Vários fator afetam a definição do melhor modelo de teste, porém pela análise de pares, com os fatores de escolha escolhidos, ouve um resultado melhor para o usos do teste de acordo com a norma ABNT NBR15300-3, porém com pouca margem de vantagem para o teste ABNT NBR 15300-2.A definição do teste a ser utilizado, deveria levar em conta o tipo de veículo, e não a escolha do fabricante. Porém, outra opção seria a de utilizar o teste que melhor abrange os veículos utilizados no Brasil.