RETROFITTING DE UMA PRENSA MECANICA EXCENTRICA DE ACIONAMENTO POR ENGATE DE CHAVETA

of 6
INFORME TCNICO03/2005
0011
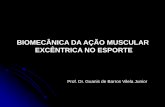
1. Disponibilidade de fora em prensas mecnicas muito comum identificarmos uma prensa mecnica ou excntrica apenas por sua capacidade em toneladas de fora. Entretanto necessrio estabelecer em que ponto do movimento do martelo aquela fora esperada estar disponvel. Na figura abaixo mostra como est distribuda a fora disponvel em um conjunto excntrico de uma prensa. Toda prensa com mecanismo de eixo manivela disponibiliza uma fora varivel ao conjunto do martelo em funo da posio relativa do excntrico em relao linha central de aplicao da fora. No momento em que se projeta uma prensa, a engenharia estabelece qual ser a condio para se disponibilizar a fora nominal da prensa, em funo do tamanho do excntrico que se est projetando e em funo do trabalho que se pretende realizar com a prensa.
Figura 1
Curso do martelo
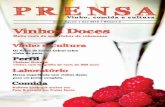
O conhecimento prvio do trabalho que se pretende realizar com a prensa um passo muito importante na escolha correta do equipamento. Espessura de corte ou altura de conformao uma varivel direta do produto ou pea que se deseja produzir na prensa e representada na figura 2 como altura de trabalho.
Altura de trabalho
F
Para se escolher a prensa adequada ao trabalho desejado temos que percorrer dois passos bsicos: - Calcular a fora necessria em funo da geometria e do material presente na pea; e, - Enquadrarmos em um curso adequado de operao em funo da altura de trabalho e o ngulo que disponibilizar a fora necessria na prensa.
Figura 2
INFORME TCNICO03/2005
0012
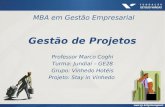
Toda prensa possui um ngulo que corresponde ao incio da disponibilidade da fora nominal e o usurio precisa saber desta informao para enquadrar as peas dentro da faixa de trabalho que a prensa tenha capacidade efetiva de fora. Para facilitar a vida do usurio apresentamos aqui uma tabela que relaciona: curso da prensa, altura de trabalho, categoria da prensa e fator de multiplicao da capacidade nominal.ngulo Curso da Prensa (2 e) 60 55 50 45 40 35 30 25 20 15 10 5
e
10 20 30 40 50 60
2,5 5,0 7,5 10,0 12,5 15,0 17,5 20,0 22,5 25,0 30,0 35,0 40,0 45,0 50,0 62,5 75,0 87,5 100,0 112,5
2,1 4,3 6,4 8,5 10,7 12,8 14,9 17,1 19,2 21,3 25,6 29,8 34,1 38,4 42,6 53,3 64,0 74,6 85,3 95,9
1,8 3,6 5,4 7,1 8,9 10,7
1,5 2,9 4,4 5,9 7,3 8,8
1,2 2,3 3,5 4,7 5,8 7,0 8,2 9,4
0,9 1,8 2,7 3,6 4,5 5,4 6,3 7,2 8,1 9,0
0,7 1,3 2,0 2,7 3,3 4,0 4,7 5,4 6,0 6,7 8,0 9,4
0,5 0,9 1,4 1,9 2,3 2,8 3,3 3,7 4,2 4,7 5,6 6,6 7,5 8,4 9,4
0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3,0 3,6 4,2 4,8 5,4 6,0 7,5 9,0
0,2 0,3 0,5 0,7 0,9 1,0 1,2 1,4 1,5 1,7 2,0 2,4 2,7 3,1 3,4 4,3 5,1 6,0 6,8 7,7 8,5
0,1 0,2 0,2 0,3 0,4 0,5 0,5 0,6 0,7 0,8 0,9 1,1 1,2 1,4 1,5 1,9 2,3 2,7 3,0 3,4 3,8
0,0 0,0 0,1 0,1 0,1 0,1
Q
80 90 100 120 140
14,3 11,7
0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
16,1 13,2 10,5 17,9 14,6 11,7
21,4 17,6 14,0 10,9 25,0 20,5 16,4 12,7
L
160 180 200 250 300 350 400 450 500 F (Para T=1)
28,6 23,4 18,7 14,5 10,7 32,1 26,4 21,1 16,3 12,1 35,7 29,3 23,4 18,1 13,4
F X
44,7 36,6 29,2 22,6 16,7 11,7 53,6 43,9 35,1 27,1 20,1 14,1
62,5 51,3 40,9 31,6 23,4 16,4 10,6 71,4 58,6 46,8 36,2 26,8 18,7 12,1 80,4 65,9 52,6 40,7 30,1 21,1 13,6
125,0 106,6 89,3 73,2 58,5 45,2 33,5 23,4 15,1
1,1 0,31 0,42 0,51 0,60 0,83
1,18 0,33 0,45 0,55 0,65 0,89
1,22 1,32 1,48 0,34 0,37 0,41 0,46 0,50 0,56 0,57 0,61 0,69 0,67 0,73 0,81 0,92 1,00 1,12
1,6
1,82 2,15 2,65
3,6
5
9,98
i=
Categoria II Categoria III Categoria IV
0,60 0,69 0,81 1,00 1,36 1,89 0,74 0,85 1,00 1,23 1,67 2,33 0,88 1,00 1,18 1,46 1,98 2,75 1,21 1,38 1,63 2,01 2,73 3,79
3,77 4,64 5,48 7,56
F = Q 1 i 2 sen 2
(
)
Categoria V
Categoria de prensas: Categoria I: Prensas para corte de chapa fina e/ou trabalho leve. Categoria II: Prensa para corte de chapa fina mdia e/ou preparada para altura de trabalho um pouco mais alta que a categoria I Categoria III: Prensa para corte de chapa de espessura mediana e trabalhos de conformao leve. Categoria IV: Prensa para corte de chapa grossas e/ou trabalhos de conformao mais complexas. Categoria V: Prensas para corte de chapa muito grossas ou operaes de conformao de grande profundidade ou conformao a quente forjamento.
F = Cn K
A fora efetiva de uma prensa funo de sua capacidade nominal e do fator de multiplicao K, obtido na tabela acima.
Fator de K Multiplicao
e L
Categoria I
0,44 0,51 0,60 0,74 1,00 1,39
2,77
Altura de trabalho (X)
T
70
12,5 10,3
0,1
INFORME TCNICO03/2005
0013
Exemplo 1: Uma prensa que possui um curso de 100 mm, e que se diz ter como capacidade nominal 200t, precisa realizar um trabalho de corte em uma chapa de 5mm de espessura e uma fora calculada em 170t. Qual ser a fora efetiva desta prensa j que ela se enquadra como categoria II?ngulo Curso da Prensa (2 e) 10 20 30 40 50 60 70 80 INCIO 90 100 120 140 160 180 200 250 300 350 400 450 500 F (Para T=1) Categoria I Categoria II Categoria III Categoria IV Categoria V2,5 5,0 7,5 10,0 12,5 15,0 17,5 20,0 22,5 25,0 30,0 35,0 40,0 45,0 50,0 62,5 75,0 87,5 100,0 112,5 2,1 4,3 6,4 8,5 10,7 12,8 14,9 17,1 19,2 21,3 25,6 29,8 34,1 38,4 42,6 53,3 64,0 74,6 85,3 95,9 1,8 3,6 5,4 7,1 8,9 10,7 1,5 2,9 4,4 5,9 7,3 8,8 1,2 2,3 3,5 4,7 5,8 7,0 8,2 9,4 0,9 1,8 2,7 3,6 4,5 5,4 6,3 7,2 8,1 9,0 0,7 1,3 2,0 2,7 3,3 4,0 4,7 5,4 6,0 6,7 8,0 9,4 0,5 0,9 1,4 1,9 2,3 2,8 3,3 3,7 4,2 4,7 5,6 6,6 7,5 8,4 9,4 0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3,0 3,6 4,2 4,8 5,4 6,0 7,5 9,0 0,2 0,3 0,5 0,7 0,9 1,0 1,2 1,4 1,5 1,7 2,0 2,4 2,7 3,1 3,4 4,3 5,1 6,0 6,8 7,7 8,5 0,1 0,2 0,2 0,3 0,4 0,5 0,5 0,6 0,7 0,8 0,9 1,1 1,2 1,4 1,5 1,9 2,3 2,7 3,0 3,4 3,8 0,0 0,0 0,1 0,1 0,1 0,1
60
55
50
45
40
35
30
25
20
15
10
5
14,3 11,7
0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
16,1 13,2 10,5 17,9 14,6 11,7
21,4 17,6 14,0 10,9 25,0 20,5 16,4 12,7
28,6 23,4 18,7 14,5 10,7 32,1 26,4 21,1 16,3 12,1 35,7 29,3 23,4 18,1 13,4
44,7 36,6 29,2 22,6 16,7 11,7 53,6 43,9 35,1 27,1 20,1 14,1
62,5 51,3 40,9 31,6 23,4 16,4 10,6 71,4 58,6 46,8 36,2 26,8 18,7 12,1 80,4 65,9 52,6 40,7 30,1 21,1 13,6
125,0 106,6 89,3 73,2 58,5 45,2 33,5 23,4 15,1
1,1 0,31 0,42 0,51 0,60 0,83
1,18 0,33 0,45 0,55 0,65 0,89
1,22 1,32 1,48 0,34 0,37 0,41 0,46 0,50 0,56 0,57 0,61 0,69 0,67 0,73 0,81 0,92 1,00 1,12
1,6
1,82 2,15 2,65
3,6
5
9,98
0,60 0,69 0,81 1,00 1,36 1,89 0,74 0,85 1,00 1,23 1,67 2,33 0,88 1,00 1,18 1,46 1,98 2,75 1,21 1,38 1,63 2,01 2,73 3,79
3,77 4,64 5,48 7,56
Iniciando-se pelo curso da prensa na tabela, encontramos o valor de espessura de 4,7mm, muito prximo da necessidade do trabalho. Descendo para categoria II, encontramos o fator K= 0,81. Portanto a Fora efetiva F= Cn x K F= 200 x 0,81 F= 162t Portanto a prensa a ser utilizada est um pouco abaixo da necessidade real.
Fator de K Multiplicao
0,44 0,51 0,60 0,74 1,00 1,39
2,77
Altura de trabalho (X)
12,5 10,3
0,1
INFORME TCNICO03/2005
0014
Exemplo 2: Considerando as mesmas condies de trabalho do exemplo anterior, se na mesma prensa tivermos a possibilidade de ajustar um curso de 180 mm, qual seria a fora disponvel?ngulo Curso da Prensa (2 e) 10 20 30 40 50 60 70 80 90 100 120 140 INCIO 160 180 200 250 300 350 400 450 500 F (Para T=1) Categoria I Categoria II Categoria III Categoria IV Categoria V2,5 5,0 7,5 10,0 12,5 15,0 17,5 20,0 22,5 25,0 30,0 35,0 40,0 45,0 50,0 62,5 75,0 87,5 100,0 112,5 2,1 4,3 6,4 8,5 10,7 12,8 14,9 17,1 19,2 21,3 25,6 29,8 34,1 38,4 42,6 53,3 64,0 74,6 85,3 95,9 1,8 3,6 5,4 7,1 8,9 10,7 1,5 2,9 4,4 5,9 7,3 8,8 1,2 2,3 3,5 4,7 5,8 7,0 8,2 9,4 0,9 1,8 2,7 3,6 4,5 5,4 6,3 7,2 8,1 9,0 0,7 1,3 2,0 2,7 3,3 4,0 4,7 5,4 6,0 6,7 8,0 9,4 0,5 0,9 1,4 1,9 2,3 2,8 3,3 3,7 4,2 4,7 5,6 6,6 7,5 8,4 9,4 0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3,0 3,6 4,2 4,8 5,4 6,0 7,5 9,0 0,2 0,3 0,5 0,7 0,9 1,0 1,2 1,4 1,5 1,7 2,0 2,4 2,7 3,1 3,4 4,3 5,1 6,0 6,8 7,7 8,5 0,1 0,2 0,2 0,3 0,4 0,5 0,5 0,6 0,7 0,8 0,9 1,1 1,2 1,4 1,5 1,9 2,3 2,7 3,0 3,4 3,8 0,0 0,0 0,1 0,1 0,1 0,1
60
55
50
45
40
35
30
25
20
15
10
5
14,3 11,7
0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
16,1 13,2 10,5 17,9 14,6 11,7
21,4 17,6 14,0 10,9 25,0 20,5 16,4 12,7
28,6 23,4 18,7 14,5 10,7 32,1 26,4 21,1 16,3 12,1 35,7 29,3 23,4 18,1 13,4
44,7 36,6 29,2 22,6 16,7 11,7 53,6 43,9 35,1 27,1 20,1 14,1
62,5 51,3 40,9 31,6 23,4 16,4 10,6 71,4 58,6 46,8 36,2 26,8 18,7 12,1 80,4 65,9 52,6 40,7 30,1 21,1 13,6
125,0 106,6 89,3 73,2 58,5 45,2 33,5 23,4 15,1
1,1 0,31 0,42 0,51 0,60 0,83
1,18 0,33 0,45 0,55 0,65 0,89
1,22 1,32 0,34 0,37 0,46 0,50 0,57 0,61 0,67 0,73 0,92 1,00
1,48 0,41 0,56 0,69 0,81 1,12
1,6
1,82
2,15 2,65 0,60 0,74 0,81 1,00 1,00 1,23 1,18 1,46 1,63 2,01
3,6
5
9,98
0,60 0,69 0,74 0,85 0,88 1,00 1,21 1,38
1,36 1,89 1,67 2,33 1,98 2,75 2,73 3,79
3,77 4,64 5,48 7,56
Iniciando-se pelo curso da prensa na tabela, encontramos o valor de espessura de 5,4mm, muito prximo da necessidade do trabalho. Descendo para categoria II, encontramos o fator K= 1. Portanto a Fora efetiva F= Cn x K F= 200 x 1 F= 200t Portanto a prensa ajustada neste curso teria condio efetiva de realizar o trabalho proposto. Observaes importantes: A distribuio de categorias de prensas aqui apresentada, meramente uma orientao. Os dados corretos devem ser obtidos do fornecedor do equipamento; No est sendo considerado aqui a questo de energia cintica disponvel na prensa. Este item to importante quanto a disponibilidade da fora em funo do curso, e a informao correta deve ser obtida do fornecedor do equipamento. Veja captulo 2 deste informe tcnico; O objetivo deste informe tcnico meramente orientao, devendo-se levar em conta a especificidade dos equipamentos, principalmente os que j esto instalados.
Fator de K Multiplicao
0,44 0,51
1,00 1,39
2,77
Altura de trabalho (X)
12,5 10,3
0,1
INFORME TCNICO03/2005
0015
2. Disponibilidade de energia em prensas mecnicasO que diferencia de uma categoria de prensa para outra a condio de disponibilizar uma fora para realizar uma operao em um determinado percurso ou altura de trabalho. A fora efetiva disponvel em uma prensa excntrica, no estar apenas dependente da decomposio de fora vista no capitulo anterior, considerando a melhor posio do excntrico em relao linha de aplicao da fora, mas tambm da capacidade efetiva de realizar um trabalho. O trabalho a capacidade de realizar uma fora por um determinado deslocamento ou altura de trabalho
Fora efetiva
F
W= FORA x DESLOCAMENTO Deslocamento ou altura de trabalho
Podemos encontrar vrias formas de se representar esta unidade, exemplo: 1J = 1N m = 0,102 kp m = 0,102 kgf m A capacidade de se realizar um trabalho atravs de uma prensa excntrica, est na condio de se disponibilizar uma fora pela energia acumulada no volante. A energia cintica no volante de uma prensa e dado por:
W =
1 m v2 2
W = Energia Cintica [kgf m] m = Massa da coroa do volante v = Velocidade perifrica no raio mdio do volante O trabalho disponvel aplicando a fora em um deslocamento, depender como visto aqui das dimenses do volante e da velocidade em que se est girando este volante. A diferena de velocidade do volante entre o incio da execuo da fora e o fim da execuo da fora, ser o trabalho que a prensa realizou.
INFORME TCNICO03/2005Exemplo
0016
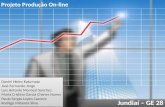
Em uma situao que seja necessrio uma fora para o corte ou a conformao de uma pea de 400t, em uma altura de trabalho de 14 mm. Assim temos que: W = 400.000 x 0,014 = 5600 kgm Partindo da premissa que temos uma prensa cujo o volante tenha um peso de 530 kgf temos: m = 530 / 9,81 = 54 kg Supondo a seguinte situao de velocidades perifrica do volante para: Velocidade antes do trabalho v1 = 25,05 m/s Velocidade aps o trabalho v2 = 20,49 m/s Ou seja uma reduo da rotao do volante em prximo de 20% durante a execuo do trabalho, temos: W1 = (m . v1) / 2 = (54 . 25,05) / 2 = 16942 kgm W2 = (m . v2) / 2 = (54 . 20,49) / 2 = 11336 kgm W1 W2 = 16942 11336 = 5606 kgm execuo da pea. ou seja muito prximo da necessidade do trabalho para
Tomando-se o exemplo acima, pode-se dimensionar o volante da prensa, considerando que a reposio de 20% da rotao do volante seja possvel com dimensionamento adequado da motorizao. Na ilustrao ao lado, identificamos as velocidade v1 no incio da aplicao de fora e v2 no final da aplicao da fora ponto morto inferior. Voltando ao captulo 1 deste informe tcnico, podemos agora afirmar que a disponibilidade de fora e trabalho em uma prensa excntrica ou mecnica, depende muito do dimensionamento do volante instalado nesta prensa. A altura de trabalho est intimamente ligada com o curso, a posio do excntrico e os limites de disposio de energia que se pretende oferecer ao trabalho da prensa.
v2
v1
Altura de trabalhoResponsvel por este informe tcnico Nerino Ferrari Filho Eng. de Aplicaes