PRODUTO INFORMAÇÕES PROGRAMA BÁSICO AKROMID® … · 3 = temperatura do molde: 80 °C,...
12
PRODUTO INFORMAÇÕES PROGRAMA BÁSICO AKROMID® A (PA 6.6) AKROMID® B (PA 6) AKROMID® C (Blenda de PA 6.6/PA 6) AKRO-PLASTIC do Brasil Indústria e Comércio de Polímeros de Desempenho Ltda. Member of the Feddersen Group
Transcript of PRODUTO INFORMAÇÕES PROGRAMA BÁSICO AKROMID® … · 3 = temperatura do molde: 80 °C,...

PRODUTO INFORMAÇÕES PROGRAMA BÁSICO
AKROMID® A (PA 6.6)
AKROMID® B (PA 6)
AKROMID® C (Blenda de PA 6.6/PA 6)
AKRO-PLASTIC do Brasil Indústria e Comércio de Polímerosde Desempenho Ltda. Member of the Feddersen Group

Caros clientes da AKRO-PLASTIC,
com nosso catálogo do Programa Básico AKROMID®, desejamos dar a você uma visão geral compacta de nossa linha de produtos AKROMID® A, B e C, assim como informações so-bre as aplicações associadas. Como essas informações representam so-mente aspectos parciais de nossas possibilidades de produção e como geralmente são feitas demandas es-peciais de compostos, você deve sempre consultar nosso departmen-to de engenharia de aplicações para tirar dúvidas ou tratar de necessi-dades individuais. Nossos engenhei-ros podem fornecer aconselhamento competente sobre assuntos específi-cos, dúvidas e soluções de proble-mas.
Na AKRO-PLASTIC, acreditamos ser não apenas produtores, mas forne-cedores de serviços. Refinamos cons-tantemente produtos de sucesso e- xistentes, adaptando-os continumen- te às exigências cada vez maiores do mercado. Estabelecemos novos pa-drões com nosso gerenciamento de qualidade certificado e com nosso la- boratório de testes reconhecido. Nesse empreendimento, você, o cli-ente, é uma interface importante. São as suas necessidades, dúvidas e exigências que impulsionam nossos esforços de continuar nesse desen-volvimento de sucesso.
Esse esforço conjunto deverá prosse-guir no futuro.
AKRO-PLASTIC do Brasil Indústria e Comércio de Polímerosde Desempenho Ltda. Member of the Feddersen Group

32
Valores característicos para materiais de cor natural a 23 °C
Especificações do teste
Método de teste Unidade A31
(2414)A3 GF 15
(2418)A3 GF 25
(2420)A28 GF 30 9
(4915)A3 GF 35
(2421)A3 GF 40
(1258)A28 GF 50 9
(5030)A3 GF 60
(2424)A28 GF 30 1 GIT
(4619)A3 GM 20/10 4
WIT (4529)
Propriedades mecânicas d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
Módulo de elasticidade 1 mm/min ISO 527-1/2 MPa 3 200 1 100 6 400 3 700 8 500 6 000 9 600 7 000 11 600 8 400 13 100 9 800 16 000 12 000 20 500 15 800 9 500 8 200 5 200
Tensão de escoamento1/Tensão de ruptura 5 mm/min ISO 527-1/2 MPa 85/ 50/ /140 /80 /185 /115 /200 /130 /215 /145 /225 /160 /250 /180 /260 /190 195 175 100
Alongamento no ponto de ruptura 5 mm/min ISO 527-1/2 % >20 >50 3,5 12 3,6 6,5 3 >6 3 5 3 4 2,5 3,5 2 2,5 3,5 3,7 11,5
Módulo de flexão 2 mm/min ISO 178 MPa 2 800 6 100 7 600 6 200 8 800 7 200 10 000 8 000 12 000 15 200 13 600 19 800 8 700 7 600 5 200
Tensão de flexão 2 mm/min ISO 178 MPa 110 200 260 200 285 220 300 245 360 380 310 400 300 260 170
Resistência ao impacto Charpy 23 °C ISO 179-1/1eU kJ/m² n.r. n.r. 45 88 70 90 70 80 92 102 100 105 100 105 102 105 90 65 80
Resistência ao impacto Charpy -30 °C ISO 179-1/1eU kJ/m² n.r. 43 64 70 90 95 80 97 70 50 48
Resist. ao impacto Charpy com entalhe 23 °C ISO 179-1/1eA kJ/m² 5 13 7 10 10 13 12 16 15 19 17 20 19 23 19 22 15 9 9,5
Resist. ao impacto Charpy com entalhe -30 °C ISO 179-1/1eA kJ/m² 2 6 9 11 13 15 16 19 13 7 6,5
Dureza HB 961/30 ISO 2039-1 MPa 200 225 240 255 270 290 330
Propriedades elétricas
Resistividade do volumétrica IEC 60093 Ohm x m 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10
Resistividade da superfície IEC 60093 Ohm 1,0E+13 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10
CTI Solução de teste A
IEC 60112 600 600 600 600 600 600 600 600
Propriedades térmicas d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
Ponto de fusão DSC, 10 K/min ISO 11357-1/3 °C 262 262 262 262 262 262 262 262 255 262
Temperatura de distorção térmica, HDT/A 1,8 MPa ISO 75-2 °C 75 245 255 255 255 260 260 260 240
Temperatura de distorção térmica, HDT/B 0,45 MPa ISO 75-2 °C 215 260 260 260 260 260 260 260 260
Temperatura de distorção térmica, HDT/C 8 MPa ISO 75-2 °C 210 220 225 235 235 180
CETL, longitudinal 23 °C–80 °C ISO 11359-1/2 1,0E-4/K 0,71 0,34 0,19 0,17
CETL, transversal 23 °C–80 °C ISO 11359-1/2 1,0E-4/K 1,1 1,11 0,95 0,88
Índice de temperatura para 50 %de perda da força de tensão2
5 000 h IEC 216 °C 115–145 160–175 160–175 160–175 160–175 160–175 160–175 160–175
Índice de temperatura para 50 %de perda da força de tensão2
20 000 h IEC 216 °C 100–120 130–150 130–150 130–150 130–150 130–150 130–150 130–150
Inflamabilidade
Inflamabilidade em conformidade UL 94 1,6 mm UL 94 Classe V-2 HB HB HB HB HB HB HB HB HB
Classificação de acordo com a FMVSS 302 (<100 mm/min)
>1 mm de espessura
FMVSS 302 mm/min + + + + + + + + + +
GWFI 1,6 mm IEC 60695-12 °C 750 650 650 650 650 650 650 650
Propriedades gerais
Densidade 23 °C ISO 1183 g/cm³ 1,14 1,24 1,32 1,36 1,40 1,46 1,57 1,71 1,36 1,36
Teor de carga ISO 1172 % – 15 25 30 35 40 50 60 30 30
Absorção de umidade 70 °C/62 % u.r. ISO 1110 % 2,9–3,1 2,5–2,7 2–2,2 1,9–2,1 1,8–2 1,7–1,9 1,3–1,5 1–1,2 2
Absorção de água 23 °C/satur. ISO 62 % 8–9 6,7–7,3 5,7–6,3 5,2–5,8 4,7–5,3 4,3–4,7 3,7–4,3 3,2–3,7
Processamento
Capacidade de fluxo Espiral de fluxo3 AKRO mm 1 040 990 890 950 770 720 700 530 1 100
Contração, longitudinal ISO 294-4 % 1,9 0,4 0,2 0,2 0,2 0,2 0,3 0,4 0,4
Contração, transversal ISO 294-4 % 2,3 1,4 1,3 1,3 1,3 1,2 1,2 0,8 0,8
AKROMID® A3 (PA 6.6)
1 = tensão de escoamento e alongamento no ponto de ruptura: velocidade de teste de 50 mm/min para compostos não reforçados2 = dependendo da estabilização selecionada, consulte os exemplos de aplicação 3 = temperatura do molde: 100 °C, temperatura de fusão: 320 °C, pressão de injeção: 750 bar, seção transversal da espiral de fluxo: 7 mm x 3,5 mm
Valores de teste “cond.” = condicionados e medidos em corpos de prova, armazenados de acordo com a norma DIN EN ISO 1110 “d.a.m.” = valores de teste “seco como moldado” = teor de umidade residual <0,10 % n.r. = não rompido + = aprovado

4 5
AKROMID® B3 (PA 6)
1 = tensão de escoamento e alongamento no ponto de ruptura: velocidade de teste de 50 mm/min para compostos não reforçados2 = dependendo da estabilização selecionada, consulte os exemplos de aplicação 3 = temperatura do molde: 80 °C, temperatura de fusão: 270 °C, pressão de injeção: 750 bar, seção transversal da espiral de fluxo: 7 mm x 3,5 mm
Valores de teste “cond.” = condicionados e medidos em corpos de prova, armazenados de acordo com a norma DIN EN ISO 1110 “d.a.m.” = valores de teste “seco como moldado” = teor de umidade residual <0,10 % n.r. = não rompido + = aprovado
Unidade B31 (2500)
B3 GF 15 (2469)
B3 GF 20 (2470)
B3 GF 25 (2471)
B3 GF 30 (2472)
B3 GF 35 (2473)
B3 GF 40 (2474)
B3 GF 50 (2475)
B28 GF 60 9 (4662)
B3 GF 30 2 GIT (4618)
d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
MPa 3 600 1 200 6 100 3 300 6 800 4 200 8 500 5 100 10 300 6 200 11 500 7 300 12 800 8 200 17 000 11 000 21 000 13 500 9 100 5 500
MPa 85/ 45/ /120 /75 /150 /85 /160 /100 /185 /110 /195 /120 /205 /130 /230 /145 250 150 175 110
% >20 >50 3 10 3,5 7,5 3,5 6,5 3 6,1 3 5 3 5 2,5 4,5 2,5 3,5 3 5
MPa 3 100 5 200 6 100 7 000 8 500 10 000 10 300 14 900 19 000
MPa 120 180 230 245 270 285 300 340 370
kJ/m² n.r. n.r. 52 95 73 88 85 90 95 105 100 110 100 110 100 110 90 95 75 80
kJ/m² n.r. 43 65 80 85 90 90 90 88
kJ/m² 5 16 7 11 9 14 12 16 13 18 15 21 17 23 20 26 20 25 12 17
kJ/m² 2 6 8 10 12 13 14 16 19
MPa 180 200 215 230 240 250 270 290
Ohm x m 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10
Ohm 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10
600 600 600 600 600 600 600 600 600 600
d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
°C 220 220 220 220 220 220 220 220 220 220
°C 60 205 210 210 210 215 215 220 220
°C 180 220 220 220 220 220 220 220 220
°C 150 165 170 185 190
1,0E-4/K 0,16 0,11
1,0E-4/K 0,95 0,94
°C 100–140 160–175 160–175 160–175 160–175 160–175 160–175 160–175 160–175
°C 90–120 130–150 130–150 130–150 130–150 130–150 130–150 130–150 130–150
Classe V-2 HB HB HB HB HB HB HB HB HB
mm/min + + + + + + + + + +
°C 750 650 650 650 650 650 650 650 650
g/cm³ 1,13 1,23 1,27 1,31 1,36 1,41 1,46 1,56 1,70 1,36
% – 15 20 25 30 35 40 50 60 30
% 2,6–3,4 2,6–2,9 2,4–2,7 2,2–2,5 2,1–2,3 1,8–2,1 1,5–1,8 1,3–1,6 0,9–1,2 2,2
% 9–10 7,7–8,3 7,4–7,7 6,8–7,4 6,3–6,9 5,9–6,5 5,2–5,7 4,5–5,1 3,9–4,4
mm 1 070 870 800 720 660 610 540 430 470
% 1,1 0,3 0,2 0,2 0,1 0,1 0,1 0,2 0,3
% 1 0,7 0,8 0,8 0,8 0,8 0,9 0,9 0,7
Valores característicos para materiais de cor natural a 23 °C
Especificações do teste
Método de teste
Propriedades mecânicas
Módulo de elasticidade 1 mm/min ISO 527-1/2
Tensão de escoamento1/Tensão de ruptura 5 mm/min ISO 527-1/2
Alongamento no ponto de ruptura 5 mm/min ISO 527-1/2
Módulo de flexão 2 mm/min ISO 178
Tensão de flexão 2 mm/min ISO 178
Resistência ao impacto Charpy 23 °C ISO 179-1/1eU
Resistência ao impacto Charpy -30 °C ISO 179-1/1eU
Resist. ao impacto Charpy com entalhe 23 °C ISO 179-1/1eA
Resist. ao impacto Charpy com entalhe -30 °C ISO 179-1/1eA
Dureza HB 961/30 ISO 2039-1
Propriedades elétricas
Resistividade do volumétrica IEC 60093
Resistividade da superfície IEC 60093
CTI Solução de teste A
IEC 60112
Propriedades térmicas
Ponto de fusão DSC, 10 K/min ISO 11357-1/3
Temperatura de distorção térmica, HDT/A 1,8 MPa ISO 75-2
Temperatura de distorção térmica, HDT/B 0,45 MPa ISO 75-2
Temperatura de distorção térmica, HDT/C 8 MPa ISO 75-2
CETL, longitudinal 23 °C–80 °C ISO 11359-1/2
CETL, transversal 23 °C–80 °C ISO 11359-1/2
Índice de temperatura para 50 %de perda da força de tensão2
5 000 h IEC 216
Índice de temperatura para 50 %de perda da força de tensão2
20 000 h IEC 216
Inflamabilidade
Inflamabilidade em conformidade UL 94 1,6 mm UL 94
Classificação de acordo com a FMVSS 302 (<100 mm/min)
>1 mm de espessura
FMVSS 302
GWFI 1,6 mm IEC 60695-12
Propriedades gerais
Densidade 23 °C ISO 1183
Teor de carga ISO 1172
Absorção de umidade 70 °C/62 % u.r. ISO 1110
Absorção de água 23 °C/satur. ISO 62
Processamento
Capacidade de fluxo Espiral de fluxo3 AKRO
Contração, longitudinal ISO 294-4
Contração, transversal ISO 294-4

6 7
AKROMID® C3 (Blenda de PA 6.6/PA 6)
1 = tensão de escoamento e alongamento no ponto de ruptura: velocidade de teste de 50 mm/min para compostos não reforçados2 = dependendo da estabilização selecionada, consulte os exemplos de aplicação3 = temperatura do molde: 90 °C, temperatura de fusão: 300 °C, pressão de injeção: 750 bar, seção transversal da espiral de fluxo: 7 mm x 3,5 mm
Valores de teste “cond.” = condicionados e medidos em corpos de prova, armazenados de acordo com a DIN EN ISO 1110.Valores de teste “seco como moldado” = teor de umidade residual <0,10 % n.r. = não rompido + = aprovado
Unidade B3 preto (20004)
B3 GF 20 1 preto (20001)
B3 GF 30 1 preto (20000)
B3 GF 30 5 preto (20009)
B3 GF 50 1 preto (20008)
d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
MPa 3 200 1 100 7 000 4 000 9 500 6 000 9 500 6 000 17 000 10 000
MPa 80 45 145 80 175 100 175 100 210 120
% >20 >50 3 7 3 5 3 5 3 5
MPa 3 000
MPa 115
kJ/m² n.r. n.r. 60 75 95 105 95 105 100 105
kJ/m²
kJ/m² 8 12 13 18 13 18 18 22
kJ/m²
MPa 200 230 230 270
Ohm x m 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10
Ohm 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10
600 600 600 600 600
d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
°C 220 220 220 220 220
°C 60 210 210 210 220
°C 180 220 220 220 220
°C 150 150 185
1,0E-4/K 0,16 0,16 0,11
1,0E-4/K 0,95 0,95 0,94
°C 160–175
°C 130–150
Classe V-2 HB HB HB HB
mm/min + + + + +
°C 750 650 650 650 650
g/cm³ 1,13 1,27 1,36 1,36 1,56
% 20 30 30 50
% 2,6–3,4 2,4–2,7 2,1–2,3 2,1–2,3 1,3–1,6
% 9–10 7,4–7,7 6,3–6,9 6,3–6,9 4,5–5,1
mm 800 660 660 430
% 0,2 0,1 0,1 0,2
% 0,8 0,8 0,8 0,9
AKROMID® B3 (PA 6)
C3 11 (4546)
C3 GF 50 XTC (4946)
C3 GF 50 1(4401)
C3 GF 60 1 (4659)
C3 GF 30 5 XTC(4499)
d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
3 100 1 100 17 500 16 000 11 000 21 300 13 200 9 900 6 000
80 45 /260 240 165 270 180 190 /115
5 >50 3,2 2,5 4 2,3 4 3,7 6,5
3 000 17 000 16 200 22 500 6 200
115 415 360 425 200
n.r. n.r. 125 95 100 96 103 95 90
125
3 13 25 20 20 19 24 13 13
25 20
1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10
1,0E+13 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10
600 600 600 600 600
d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
260 255 260 260 255
230 250 230
185 190 255 250
220 212
100–140 160–175 160–175
90–120 130–150 130–150
V-2 HB HB HB HB
+ + + + +
1,14 1,57 1,71 1,39
– 50 50 60 30
2,6 1,4 1,1
1 600 650 580
1,2 0,3 0,4
1,9 1,2 0,8
Valores característicos para materiais de cor natural a 23 °C
Especificações do teste
Método de teste
Propriedades mecânicas
Módulo de elasticidade 1 mm/min ISO 527-1/2
Tensão de escoamento1/Tensão de ruptura 5 mm/min ISO 527-1/2
Alongamento no ponto de ruptura 5 mm/min ISO 527-1/2
Módulo de flexão 2 mm/min ISO 178
Tensão de flexão 2 mm/min ISO 178
Resistência ao impacto Charpy 23 °C ISO 179-1/1eU
Resistência ao impacto Charpy -30 °C ISO 179-1/1eU
Resist. ao impacto Charpy com entalhe 23 °C ISO 179-1/1eA
Resist. ao impacto Charpy com entalhe -30 °C ISO 179-1/1eA
Dureza HB 961/30 ISO 2039-1
Propriedades elétricas
Resistividade do volumétrica IEC 60093
Resistividade da superfície IEC 60093
CTI Solução de teste A
IEC 60112
Propriedades térmicas
Ponto de fusão DSC, 10 K/min ISO 11357-1/3
Temperatura de distorção térmica, HDT/A 1,8 MPa ISO 75-2
Temperatura de distorção térmica, HDT/B 0,45 MPa ISO 75-2
Temperatura de distorção térmica, HDT/C 8 MPa ISO 75-2
CETL, longitudinal 23 °C–80 °C ISO 11359-1/2
CETL, transversal 23 °C–80 °C ISO 11359-1/2
Índice de temperatura para 50 %de perda da força de tensão2
5 000 h IEC 216
Índice de temperatura para 50 %de perda da força de tensão2
20 000 h IEC 216
Inflamabilidade
Inflamabilidade em conformidade UL 94 1,6 mm UL 94
Classificação de acordo com a FMVSS 302 (<100 mm/min)
>1 mm de espessura
FMVSS 302
GWFI 1,6 mm IEC 60695-12
Propriedades gerais
Densidade 23 °C ISO 1183
Teor de carga ISO 1172
Absorção de umidade 70 °C/62 % u.r. ISO 1110
Absorção de água 23 °C/satur. ISO 62
Processamento
Capacidade de fluxo Espiral de fluxo3 AKRO
Contração, longitudinal ISO 294-4
Contração, transversal ISO 294-4

8 9
AKROMID® A EN (eletricamente neutro)
1 = tensão de escoamento e alongamento no ponto de ruptura: velocidade de teste de 50 mm/min para compostos não reforçados2 = dependendo da estabilização selecionada, consulte os exemplos de aplicação 3 = temperatura do molde: 100 °C, temperatura de fusão: 320 °C, pressão de injeção: 750 bar, seção transversal da espiral de fluxo: 7 mm x 3,5 mm
Valores de teste “cond.” = condicionados e medidos em corpos de prova, armazenados de acordo com a norma DIN EN ISO 1110 “d.a.m.” = valores de teste “seco como moldado” = teor de umidade residual <0,10 % n.r. = não rompido + = aprovado
Unidade A3 1 S31(1139)
A3 S11 (1071)
B3 GF 30 S1 (2091)
B3 GF 15 S1 (3228)
B3 S1 (3726)
d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
MPa 2 700 1 300 2 000 900 7 500 4 200 6 000 3 100 2 000 550
MPa 63 45 50 40 125 70 120 75 50/ 45/
% >35 >100 >50 >100 6 13 4 10 >50 >100
MPa 2 500 1 950 6 400 5 300 1 500
MPa 90 190 175 65
kJ/m² n.r. n.r. n.r. n.r. 110 135 70 95 n.r. n.r.
kJ/m² n.r. n.r. n.r. n.r. >100 >100 50 45 n.r. n.r.
kJ/m² 15 95 >80 >100 35 45 4 14 45 110
kJ/m² 10 13 35 35 25 22 6 5 55 40
MPa
Ohm x m 1,0E+15 1,0E+15 1,0E+13
Ohm 1,0E+14 1,0E+14 1,0E+12
600 600
d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
°C 262 262 220 220 220
°C 70 70 200 200 50
°C 213 152
°C
1,0E-4/K
1,0E-4/K
°C 160–175
°C 130–150
Classe HB HB HB HB HB
mm/min + + + + +
°C
g/cm³ 1,10 1,07 1,28 1,22 1,07
% 30 15
% 2,1 2 1,4 2,3
%
mm 800 770 530 730 600
% 2,1 1,4 0,4 0,6 1,5
% 2,2 1,4 0,9 0,9 1,9
A4 5 EN natural (3162)
A3 GF 20 1 EN preto (5935)
A3 GF 30 1 EN preto (5646)
A3 GF 35 1 EN preto (5300)
A3 GF 50 1 EN preto (5737)
d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond. d.a.m. cond.
3 500 1 400 7 200 4 600 10 000 7 100 11 600 8 400 16 700 12 600
/95 /55 /160 /100 /200 /130 /215 /145 /250 /180
4,5 20 3,5 8 3 >6 3 5 2,5 3,5
2 900 1 500 7 000 5 000 8 800 7 200 10 000 8 000 15 200 13 600
50 15 235 165 285 220 300 245 380 310
n.r. n.r. 60 86 85 95 92 102 105 110
n.r. n.r. 48 80 90 105
5 15 9 12 16 15 19 19 23
8 11 11 13 16
240 255 290
1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10 1,0E+13 1,0E+10
1,0E+13 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10 1,0E+12 1,0E+10
600 600 600 600 601
d.a.m. d.a.m. d.a.m. d.a.m. d.a.m.
262 262 262 262 262
250 255 255 260
260 260 260 260
210 220 235
0,19 0,17
0,95 0,88
160–175 160–175 160–175 160–175
130–150 130–150 130–150 130–150
HB HB HB HB
+ + + +
650 650 650 650
1,14 1,28 1,36 1,40 1,57
20 30 35 50
2,4–2,8 2,3–2,5 1,9–2,1 1,8–2 1,3–1,5
6,7–7,2 5,2–5,8 4,7–5,3 3,7–4,3
950 830 770 600
0,3 0,2 0,2 0,3
1,3 1,3 1,3 1,2
AKROMID® A / B (resistente a impacto)
Valores característicos para materiais de cor natural a 23 °C
Especificações do teste
Método de teste
Propriedades mecânicas
Módulo de elasticidade 1 mm/min ISO 527-1/2
Tensão de escoamento1/Tensão de ruptura 5 mm/min ISO 527-1/2
Alongamento no ponto de ruptura 5 mm/min ISO 527-1/2
Módulo de flexão 2 mm/min ISO 178
Tensão de flexão 2 mm/min ISO 178
Resistência ao impacto Charpy 23 °C ISO 179-1/1eU
Resistência ao impacto Charpy -30 °C ISO 179-1/1eU
Resist. ao impacto Charpy com entalhe 23 °C ISO 179-1/1eA
Resist. ao impacto Charpy com entalhe -30 °C ISO 179-1/1eA
Dureza HB 961/30 ISO 2039-1
Propriedades elétricas
Resistividade do volumétrica IEC 60093
Resistividade da superfície IEC 60093
CTI Solução de teste A
IEC 60112
Propriedades térmicas
Ponto de fusão DSC, 10 K/min ISO 11357-1/3
Temperatura de distorção térmica, HDT/A 1,8 MPa ISO 75-2
Temperatura de distorção térmica, HDT/B 0,45 MPa ISO 75-2
Temperatura de distorção térmica, HDT/C 8 MPa ISO 75-2
CETL, longitudinal 23 °C–80 °C ISO 11359-1/2
CETL, transversal 23 °C–80 °C ISO 11359-1/2
Índice de temperatura para 50 %de perda da força de tensão2
5 000 h IEC 216
Índice de temperatura para 50 %de perda da força de tensão2
20 000 h IEC 216
Inflamabilidade
Inflamabilidade em conformidade UL 94 1,6 mm UL 94
Classificação de acordo com a FMVSS 302 (<100 mm/min)
>1 mm de espessura
FMVSS 302
GWFI 1,6 mm IEC 60695-12
Propriedades gerais
Densidade 23 °C ISO 1183
Teor de carga ISO 1172
Absorção de umidade 70 °C/62 % u.r. ISO 1110
Absorção de água 23 °C/satur. ISO 62
Processamento
Capacidade de fluxo Espiral de fluxo3 AKRO
Contração, longitudinal ISO 294-4
Contração, transversal ISO 294-4

10 11
Compostos eletricamente neutrosA utilização crescente de eletrônicos facilitou nossas vidas e as enrique- ceu em muitas áreas. Os componen-tes eletrônicos não são utilizados so- mente em smartphones e tablets; circuitos integrados (CIs) também são encontrados cada vez mais em veículos motorizados. No setor au-tomotivo, observa-se continuamen-te que, em temperaturas mais ele-vadas, a vida útil dos elementos e componentes utilizados diminui. Uma análise de componentes que falham prematuramente demons-trou que a corrosão dos contatos dos CIs é uma das maiores causas de falhas.
Isso causa uma reação na qual os íons do iodo e do bromo entram em uma interação complexa com as fa-ses intermetálicas. Esses íons vêm de pacotes de estabilização do plás-tico e são especificamente guiados por campos elétricos aos locais on-de eles podem realizar sua função destrutiva. Uma das maiores tare-fas para o setor automotivo é garan-tir que essas falhas não ocorram. A AKRO-PLASTIC aceitou o desafio de desenvolver uma nova linha de pro-dutos de compostos de poliamida eletroquimicamente neutros com estabilizadores de calor e lubrifican-tes sem halogênios ou sabões metá-licos. Essa linha de produtos leva a extensão “EN”, que significa eletri-camente neutro.
Durante o teste de aceitação na li-nha de produção, a AKRO-PLASTIC declara um conteúdo de bromo e iodo de <1 ppm em todos os certi-ficados de análise para a linha de produtos EN (fig. 5). Nós, portanto, fornecemos o que parece ser análi-se de mais alta resolução em apli-cações-padrão diárias. Métodos de análise de elementos-padrão geral-mente são capazes de identificar fai-xas acima de 10 ppm. Esse método é utilizado internamente em nossa própria linha de produção.
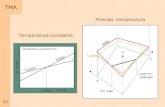
Aceitando o desafio de atender às exigências cada vez maiores por ma-teriais econômicos com maior re-sistência ao calor, a AKRO-PLASTIC desenvolveu o AKROMID® C3 GF 30 5 XTC, um composto com resistên-cia ao envelhecimento por calor excepcional a temperaturas de cer-ca de 200 °C. A estabilização no AKROMID® C3 GF 30 5 XTC baseia-se na tecnologia de proteção (con-sulte a fig. 1) e é eletricamente neu-tra. Aplicações em potencial podem ser encontradas especialmente no setor automotivo, onde as alterna-tivas aos termoplásticos convencio-nais são procuradas devido às tem-peraturas mais elevadas do com-partimento do motor. Mesmo após um tratamento de envelhecimento que dura 5 000 h a 210 °C, quase não se observa qualquer diminu-ição na tensão de elasticida- de no ponto de ruptura (consulte a fig. 2). A deformação que segue es-se condicionamento ainda é signifi-cativamente maior que 2 % (consul-te a fig. 3). Além disso, o AKROMID® C3 GF 30 5 XTC é tão fácil de pro-cessar quanto outros compostos AKROMID® padrão. Como ocorre com outros compostos de poliami-da, as forças são extremamente de-pendentes da temperatura (consul-te a fig. 4).
Resis
tênc
ia [M
Pa]
Tens
ão d
e ru
ptur
a [M
Pa]
0 1 000 2 000 3 000 4 000 5 000
0 1 2 3 4 5 6 7 8
Resistência com base no tempo de exposição (Fig. 2)
Alongamento no ponto de ruptura com base no tempo de exposição (Fig. 3)
Curvas de tensão/deformação à temperatura(Fig. 4)
Tempo de exposição [h]
Deformação [%]
250
200
150
100
50
0
Alon
gam
ento
no
pont
o de
rupt
ura
[%]
0 1 000 2 000 3 000 4 000 5 000
Tempo de exposição [h]
4
3
2
1
0
200
150
100
50
0
Estabilização com tec-nologia de proteção (Fig. 1)
Barra de tensão feita de C3 GF 30 5 XTC natural (4499) após 1 000 h a 210 °C
C3 GF 30 5 XTC natural (4499) a 210 °C C3 GF 30 5 XTC natural (4499) a 230 °C A3 GF 30 5 preto (2180) a 210 °C
C3 GF 30 5 XTC natural (4499) a 210 °C C3 GF 30 5 XTC natural (4499) a 230 °C A3 GF 30 5 preto (2180) a 210 °C
C3 GF 30 5 XTC natural (4499) a 23 °C C3 GF 30 5 XTC natural (4499) a 150 °C C3 GF 30 5 XTC natural (4499) a 220 °C
Caracterização do produtoCertificado de análise (Fig. 5)
Aplicação em placas de circuitos
AKRO-PLASTIC GmbHMember of the Feddersen Group
Certificado de análise de acordo com a norma EN 10204-3.1
Industriegebiet Brohltal OstIm Stiefelfeld 156651 NiederzissenGermany
P.O.B. 6756649 NiederzissenGermany
Phone: +49 2636 9742-0Fax: +49 2636 [email protected]
Managing Directors: Dirk Steinbrück, Andreas StuberChairman of the Supervisory Board:Dr. Matthias von Rönn
Commercial Register Koblenz HRB 12227VAT No. DE811117257
AKRO-PLASTIC GmbHMember of the Feddersen Group
Teste* Norma Condição de teste Valor real Unidade
Umidade residual DIN EN ISO 15512 método B 0,07 %
Bromo <1 ppm 35.08.PV.041 ok
Iodo <1 ppm 35.08.PV.041 ok
Módulo de elasticidade
DIN EN ISO 527-2/1A 1 mm/min 9 890 MPa
Tensão de ruptura DIN EN ISO 527-2/1A 5 mm/min 195 MPa
Alongamento no ponto de ruptura
DIN EN ISO 527-2/1A 5 mm/min 3,2 %
Teor de cinzas DIN EN ISO 1172 método A 625 °C 29,9 %
A matéria-prima utilizada nesse material está em conformidade com as recomendações da diretriz da UE 2000/53 do Parlamento Europeu, com data de 18 de setembro de 2000, com relação a veículos antigos. Confirmamos, aqui, que a entrega atende aos contratos constantes do recibo do pedido. O certificado de análise não isenta o recebe-dor da inspeção legal de recebimento de mercadorias e não representa garantia de propriedades específicas do material.
Descrição do produto Número do item: 17913 Tipo: AKROMID® A3 GF 30 1 EN natural (5636)
Dados de produção Nº do lote: FS02 17901
Dados do cliente Nº do pedido: consulte o pedido
Resultados de teste
Data de liberação: 20/04/2015, 00h21Comentários: *molde por injeção recente
Niederzissen, 14/09/2015 Assinatura:

12 13
�%�
0 20 40 60 80 100 120 140 160
�%�
0 20 40 60 80 100 120 140 160
0 100 200 300 400 500 600 700 800 900 1 000
Processamento/AplicaçõesO AKROMID® A, B e C pode ser pro-cessado em máquinas de molde por injeção disponíveis comercialmente
com roscas-padrão de acordo com as recomendações do fabricante da máquina. Consulte as tabelas abai-
xo para ver nossas configurações recomendadas para máquinas, mol-des e secadoras (ver o esboço):
Suporte do sensor Lambda feito de AKROMID® B3 GF 30 preto (2485)
Phold
Pback
τ< (-30) °C
Os valores especificados são de referência. Para o aumento dos teores de enchimento, devem ser utilizados valores maiores. Para secagem, recomendamos utilizar somente ar seco ou um secador a vácuo. Recomendamos níveis de umidade de processamento entre 0,02 e 0,1 %. Para o AKROMID® fornecido em sacos, não é necessária a pré-secagem quando armazenado adequadamente. Recomenda-se a utilização dos sacos totalmente abertos. Materiais processados vindos de um silo ou de caixas abertas podem ter absorvido umidade e necessitam de mais tempo de secagem.
AKROMID® A AKROMID® B AKROMID® C
Flange θ1 60–80 °C 60–80 °C 60–80 °C
Setor 1 – setor 4 θ2 260–310 °C 220–300 °C 260–300 °C
Bocal θ3 270–310 °C 230–300 °C 260–300 °C
Temperatura de fusão θ4 280–310 °C 240–300 °C 270–300 °C
Temperatura do molde θ5 80–100 °C 80–100 °C 80–100 °C
Secagem θ6 0–4 h 0–4 h 0–4 h
Pressão de recalque, especificada Phold 300–800 bar 300–800 bar 300–800 bar
Contrapressão, especificada Pback 50–150 bar 50–150 bar 50–100 bar
Comprimento de percurso do fluxo AKROMID® A
A3 natural
A3 GF 10 natural
A3 GF 15 natural
A3 GF 20 natural
A3 GF 25 natural
A3 GF 30 natural
A3 GF 35 natural
A3 GF 40 natural
A3 GF 50 natural
A3 GF 60 natural
Comprimento de percurso do fluxo AKROMID® B
B3 natural
B3 GF 10 natural
B3 GF 15 natural
B3 GF 20 natural
B3 GF 25 natural
B3 GF 30 natural
B3 GF 35 natural
B3 GF 40 natural
B3 GF 50 natural
B3 GF 60 natural
Comparação do comprimento de percurso do fluxo AKROMID® C GF
Espiral de fluxo [mm]
AKROMID® A3 GF 30 1 preto (2385)
AKROMID® B3 GF 30 1 preto (2485)
AKROMID® C3 GF 30 1 preto (4363)
Temperatura de fusão: 300 °C Pressão de injeção: 750 barTemperatura do molde: 90 °C Seção transversal: 7 x 3,5 [mm²]
Levando em consideração as con-dições de processamento listadas aqui, o AKROMID® A, B e C pode ser utilizado para fazer uma infinidade de peças de engenharia sofisticadas, dependendo dos percursos de fluxo que possam ser obtidos. Aqui vemos alguns exemplos que mostram os di-versos setores que já utilizam com sucesso esse material em seus pro-dutos inovadores.
Devido à sua excelente qualidade de superfície, os compostos AKROMID® B (PA 6) são os materiais preferi- dos do setor de esportes e lazer. Como o nível de temperatura para muitas aplicações automotivas (tro-ca de marchas, por exemplo) exige materiais com temperatura maior de distorção por calor, os compos-tos AKROMID® A, com base em PA 6.6 estabeleceram-se bem no setor, exceto quando cargas inferiores pe-mitem a utilização de outros com-postos AKROMID®.
Carcaça de câmbio feita de AKROMID® A3 GF 30 1 preto (2385)* * Estabilização de envelhecimento térmico 1 (estabilidade de longo prazo de até 130 °C)
Estabilização de envelhecimento térmico 5 (estabilidade de longo prazo de até 150 °C), somente em cores suaves
θ5 θ4 θ3 θ2 θ1 θ6
Isenção de responsabilidades: Todas as especificações e informações fornecidas neste catálogo baseiam-se em nosso conhecimento e experiência atuais. Uma promessa juridicamente vinculativa de determinadas propriedades ou de adequação a um caso individual concreto não pode ser concluída a partir dessas informações. As informações fornecidas aqui não se destinam a isentar processado-res e usuários da responsabilidade da realização de seus próprios testes e inspeções em cada caso concreto individual. AKROMID®, AKROLEN®, AKROLOY®, AKROTEK®, PRECITE®, AF-Carbon®, AF-Color®, AF-Complex®, AF-Clean®, ICX®, BIO-FED®, M·VERA® e AF-Eco® são marcas registradas do Grupo Feddersen.

14 15
A maioria dos granulados de plástico e, especificamente a poliamida 6 e 6.6, absorve umidade do ar durante o armazenamento. Um teor excessi-vo de umidade no granulado de plás-tico pode causar problemas durante o molde por injeção. Estrias ou bol-has visíveis podem aparecer na su-perfície do componente, por exem-plo. Como outro efeito secundário, devido à presença de água, granula-dos insuficientemente secos podem se partir hidroliticamente durante o processo de plastificação. É possível concluir que tempos de secagem mais longos são favoráveis em todas as instâncias para o processamento de poliamidas. Esse, no entanto, não é o caso. Durante a moldagem por injeção, defeitos do componente po-dem ser causados não apenas pelo excesso de umidade; pouca umida-de no granulado também pode re-sultar em efeitos colaterais indeseja-dos. Desse modo, para o processa-mento ideal, as poliamidas exigem um teor de umidade residual de, pelo menos, 0,02 %, e de até 0,1 %, por exemplo; frequentemente, no entanto, o granulado está exces- sivamente seco, o que resulta na diminuição da capacidade de fluxo da massa fundida (consulte a Fig. 7). Problemas de desempenho de en-chimento são uma consequência possível. Além disso, marcas indes-ejáveis na superfície também podem ocorrer (consulte a Fig. 9).
A secagem dos granulados de AKROMID® feitas com sacos de PE de filme laminado não é necessária, contanto que o granulado seja re-movido de um recipiente não danifi-cado. É preciso garantir que o recipi-ente tenha chegado à temperatura ambiente antes da abertura para evitar a formação de condensação. Granulados secos devem ser pro-cessados o mais rápido possível e enquanto ainda estiverem quentes. Se os recipientes estiverem abertos, o tempo de secagem necessário po-de aumentar significativamente de-vido à umidade absorvida do ar.
AplicaçõesPara expandir a variedade de apli-cações possíveis com o AKROMID® A, B e C de modo a incluir métodos de produção específicos, foram de-senvolvidos materiais que são espe-cificamente adequados à tecnologia de injeção de fluidos (FIT). Essa tec-nologia é utilizada para fabricar componentes com paredes relativa-mente espessas, assim como com-ponentes com espaços ocos. O flui-do utilizado pode ser o gás (GIT) ou a água (WIT). Materiais designados como “WIT” são utilizados quando for necessária atenção especial pa-ra a formação de acabamento de superfície de alta qualidade particu-larmente na parte interna. Portanto, componentes utilizados no circuito de resfriamento do motor de vários veículos motorizados diferentes são feitos com nosso AKROMID® A3 GM 20/10 4 WIT preto (4529). As vanta-gens desse material estão na pro-cessabilidade extremamente fácil de nosso AKROMID®, que foi oti-mizado especificamente para o pro-cesso de injeção de água. O materi-al é utilizado tanto no processo de massa de contrapressão e no pro-cesso de cavidade de sobrefluxo.
A etapa mais importante, não im-portando o método selecionado, permanece a utilização de um pro-jeto de componente apropriado e, logicamente, do material. Teremos satisfação em ajudá-lo a escolher um processo e um material adequa-dos à sua aplicação. Uma coisa é certa ao lidar com processos perso-nalizados: a complexidade do pro-cesso aumenta. Nossos materiais são produzidos com tolerâncias de produção tão rígidas que nossas misturas de AKROMID® WIT e GIT garantem um processo estável. No entanto, não é apenas a reproduti-bilidade que supera a da maioria dos nossos concorrentes; nossa janela de processamento também o faz. Uma tecnologia de polímeros sofisticada permite a redução do ponto de recristalização de mistu-ras de GIT e WIT sem causar impac-to negativo à cristalinidade. Na cur-va de DSC mostrada aqui, a varian-te de AKROMID® GIT demonstra uma temperatura de recristalização quase 15 K mais baixa com a mesma entalpia de recristalização (consulte a Fig. 1).
O resultado dessa modificação é útil não apenas para aplicações de in-jeção a gás, mas, também, para apli-cações de molde por injeção pad-rão. A seção do componente ilustra-da mostra a alta qualidade de super-fície que pode ser obtida com o AKROMID® A3 GF 15 1 GIT preto (4620).
Assento de válvula com o AKROMID® A3 GF 15 1 modificação GIT
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
DSC – comparação do AKROMID® STD/GIT (Fig. 6)
Temperatura [°C]
AKROMID® STDAKROMID® GIT
10mW
˄ exo
Valores médios obtidos pelo teste de cada amostra em duplicataPonto de recristalização: 193,1 °CEntalpia de recristalização: 71 J/g
Valores médios obtidos pelo teste de cada amostra em duplicataPonto de recristalização: 178,5 °CEntalpia de recristalização: 71 J/g
Secagem
Um
idad
e do
mat
eria
l [%
]
0 24 3 6 9 24 saco aberto aberto secagem secagem secagem secagem
Secagem em função da umidade do material (Fig. 7)
Secagem em função da espiral de fluxo (Fig. 8)
Exemplo de marcas de superfície indesejadas (Fig. 9)
Tempo de secagem [h]
0,24
0,20
0,16
0,12
0,08
0,04
0
Espi
ral d
e flu
xo [m
m]
Tempo de secagem [h]
B3 GF 30 1 (2464) A3 GF 30 1 (2391)
24 3 6 9 24 aberto secagem secagem secagem secagem
550
500
450
400
350
300
B3 GF 30 1 (2464) A3 GF 30 1 (2391)

2 316 17
Resolução de problemasPara a resolução de problemas efe-tiva, é desejável poder atribuir cla-ramente um defeito a determinado
sintoma. Listamos os casos mais frequentes alfabeticamente na ta-bela abaixo. Ações corretivas são di-
vididas em áreas de processamento e molde/peça acabada e listadas e ordem de probabilidade.
Sintoma Descrição Processo e otimização do processamento
Otimização do molde e da peça
Descamação,Formação de escamas,LaminaçãoDelaminação
Camadas da superfície podem ser arrancadas devido à delaminação
Verifique o material para ver se há contaminação, reduza ou faça a gradação da velocidade de injeção, aumente a contrapressão, aumente a temperatura do molde e da massa fundida
Neutralize as transições de injeção por raio
Linha de solda Marcas de linhas formadas pelo encontro de frentes fundidas
Aumente a temperatura de moldagem e da massa fundida, aumente a pressão de recalque e a contrapressão, aumente a velocidade de injeção
Verifique a refrigeração do molde, mude o ponto de injeção, aumente a rigidez da superfície
Efeito diesel Descoloração (queima) no ponto de enchimento
Diminua a velocidade de injeção e a pressão gradualmente em direção ao ponto de enchimento; reduza ou evite inteiramente a retração da rosca
Verifique a refrigeração do molde e, se necessário, aumente-a
Marcas de rechupe
Recessos da superfície no lado inverso das colunas, domos ou alterações na espessura da parede
Caso se aplique, aumente o curso de dosagem, aumente a pressão de recalque e o tempo, otimize a velocidade de injeção
Aumente ou mova o ponto de injeção, melhore o controle de temperatura do molde, otimize a espes-sura da parede ou o índice de reforços, reduza os percursos de fluxo
Estrias na cor(com o uso do masterbatch)
Alterações de cor limitadas a um local na superfície
Variações locais da cor da superfície, aumente a contrapressão e a velocidade da rosca, altere a dimensão do pigmento; se necessário, utilize o masterbatch específico do polímero
Altere a dimensão de entrada, utilize carga de ruptura/mistura
Estrias de umidade
Estrias prateadas na direção do fluxo
Seque o material suficientemente, aumente a temperatura de moldagem, faça a desgaseificação através do cilindro (com exaustão)
Sintoma Descrição Processo e otimização do processamento
Otimização do molde e da peça
Jateamento Padrão de superfície irregular devido à falta de adesão da massa fundida à parede
Reduza a velocidade de injeção no primeiro estágio significativa-mente, aumente a temperatura do molde, diminua a temperatura de fusão
Altere a localização ou a geometria do ponto de injeção, injete contra uma superfície que retorne
Fibra de vidro aflorada
Superfície rugosa, fibras de vidro visíveis na superfície, acinzentamento
Aumente a pressão de recalque e o tempo, aumente a velocidade de injeção, aumente a temperatura da massa fundida e do molde, aumente a contrapressão e a velocidade da rosca
Rebarbas Excesso de injeção na linha de separação e válvulas, inserções e ejetores
Aumente a força de fixação do molde, reduza a pressão de recalque e o tempo, gradue a velocidade de injeção
Aumente a rigidez do molde, verifique desgastes
Estrias de ar Estrias prateadas nas colunas, domos e alterações na espessura da parede
Reduza a velocidade de injeção, aumente a contrapressão e a velocidade da rosca, reduza ou evite inteiramente a retração da rosca
Apare bordas pontiagudas, altere a localização do ponto de injeção, verifique o contato do bocal com o molde e a superfície de contato do bocal com o cilindro
Cavitação Inclusões de vácuo na peça
Aumente a contrapressão, aumente a pressão de recalque e o tempo, aumente a velocidade de injeção, aumente a distância de medição e a massa de material fundido
Aumente a entrada, mova-a para mais perto do acúmulo de massa, reduza o acúmulo de material
Áreas foscas Superfície opaca na área de entrada
Reduza a velocidade de injeção, faça a gradação mais rapidamente no sentido do fim do enchimento
Aumente a entrada, apare bordas pontiagudas na borda
Estrias de queima
Estrias escuras devido a material danificado termicamente
Reduza a velocidade de injeção, reduza a contrapressão e a velocidade da rosca, reduza a temperatura da massa fundida (temperatura do conteúdo quente em processo)
Aumente a seção transversal de fluxo, otimize o ponto de injeção

18 19
Resistência aos meiosAs informações sobre resistência química são classificações subjeti-vas com base em experimentos de
resistência de acordo com as nor-mas DIN EN ISO 175, DIN EN ISO 11403-3, DIN EN ISO 22088. As in-
formações são destinadas apenas a uma avaliação inicial.
Resistente significa:
Resistência irrestrita sob as con-dições especificadas.
Não resistente significa:
Apesar da resistência de curto pra-zo, o material pode ser danificado; em caso de contato prolongado, ocorrerá uma degradação química visível e rápida. De qualquer modo,
o AKROMID® destinado a ser utili-zado com um dos meios listados so-mente pode ser utilizado após teste prático.
Meio Temp. (°C) Conc. (%) aprovado reprovado
Acetaldeído 23 40 •
Acetona 23 100 •
Acetonitrila 23 100 •
Acrilonitrila 23 100 •
Álcool alílico 23 96 •
Ácido fórmico 23 2 •
Amônia, aquosa 23 10 •
Álcool amílico 23 100 •
Benzina 23 100 •
Benzina 40 100 •
Benzeno 23 100 •
Ácido bórico 23 10 •
Ácido bórico 23 100 •
Fluido de freio (DOT 4) 130 100 •
Fluido de freio (DOT 4) 23 100 •
Biodiesel 23 100 •
Cloreto de cálcio, aquoso 23 10 •
Cloreto de cálcio, alcoólico 23 10 •
Cloro 23 100 •
Ácido cloroacético 23 50 •
Cloreto de hidrogênio, gás 23 100 •
Água clorada 23 100 •
Ácido crômico 23 10 •
Ciclohexano 23 100 •
Ciclohexanol 23 100 •
Ácido acético diclorado 23 50 •
Combustível diesel (DIN EN 590) 23 100 •
Gás natural 23 100 •
Ácido acético 23 20 •
Etanol 23 96 •
Etilacetato 23 100 •
Etilenoglicol/água 120 50 •
Formaldeído, aquoso 23 10 •
Óleo de transmissão (ATF m 1375.4) 150 100 •
Glicerina 23 100 •
Ureia, aquosa 23 20 •
Meio Temp. (°C) Conc. (%) aprovado reprovado
Óleo hidráulico H e HL (DIN 51524) 100 100 •
Isooctanol 23 100 •
Isopropanol 23 100 •
Potassa cáustica, aquosa 23 50 •
Cloreto de potássio, aquoso 23 10 •
Permanganato de potássio, aquoso 23 10 •
Ácido carbônico 60 100 •
Metanol 23 100 •
Cloreto de metileno 23 100 •
Óleo de motor (SAE 10W-40) 130 100 •
Óleo de motor (SAE 10W-40) 23 100 •
Cloreto de sódio, aquoso 23 10 •
Solução de hidróxido de sódio, aquosa 23 1 •
Hipoclorito de sódio, aquoso 23 10 •
Ácido oleico 23 100 •
Ozônio 23 100 •
Fenol 23 100 •
Ácido fosfórico 23 30 •
Ácido nítrico 23 40 •
Ácido hidroclorídrico 23 36 •
Dissulfeto de carbono 23 100 •
Ácido sulfúrico 23 96 •
Ácido sulfúrico 23 5 •
Água do mar 23 100 •
Fluido de silicone 23 •
Gasolina de alta gradação (DIN 51600) 23 100 •
Tetracloreto de carbono 23 100 •
Tolueno 23 100 •
Água até 50 100 •
Peróxido de hidrogênio 23 •
Xilol 23 100 •
Cloreto de zinco, aquoso 23 50 •
Ácido cítrico 23 10 •

Será um prazer conhecê-lo!
03/2
018
AKRO-PLASTIC do Brasil Indústria e Comércio de Polímerosde Desempenho Ltda. Member of the Feddersen Group Rua Ramon Reina Bonilha, 28013295-000 Itupeva – SPBrasilTelefone: +55 11 4230-1990 [email protected]
Para outros locais, visite o site www.akro-plastic.com
Aqui, você poderá encon-trar a versão mais recente de nosso catálogo: