
Professor: Guilherme O. Verran – Dr. Eng. Metalúrgic a · Aula 06: Solidificação de ferros...
94
Aula 06: Solidificação de ferros fundidos - Introdução - Diagrama Fe-C - O duplo equilíbrio Fe-C e Fe-Fe 3 C - Influência dos elementos de liga - Influência da velocidade de resfriamento - Curvas de resfriamento e análise térmica - Classificação dos ferros fundidos - Mecanismos de formação dos diferentes tipos de grafita Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran – Dr. Eng. Metalúrgica
Transcript of Professor: Guilherme O. Verran – Dr. Eng. Metalúrgic a · Aula 06: Solidificação de ferros...

Aula 06: Solidificação de ferros fundidos
- Introdução
- Diagrama Fe-C
- O duplo equilíbrio Fe-C e Fe-Fe3C
- Influência dos elementos de liga
- Influência da velocidade de resfriamento
- Curvas de resfriamento e análise térmica
- Classificação dos ferros fundidos
- Mecanismos de formação dos diferentes tipos de grafita
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme O. Verran – Dr. Eng. Metalúrgic a

Ferros Fundidos Ferros Fundidos –– Diagrama FeDiagrama Fe--CC Estável – forma grafita
Metaestável –forma cementita

Ferro Fundido � material fundido de maior consumo mundial.
Apresenta atributos não encontrados em nenhum outro material e também é um dos metais mais baratos que se dispõe.
Vantagens:
- Baixo ponto de fusão
- Baixa contração
- Excelente usinabilidade
- Propriedades mecânicas bem definidas
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferros Fundidos � ligas de Fe, C (2,5 a 4%) e Si (1 a 3%).
Ferros Fundidos � apresentam reação eutética durante a solidificação � temperaturas de fusão mais baixas que outras ligas ferrosas � utiliza-se para fusão, equipamentos e processos diferenciados em relação ao aço.
Transformações responsáveis pela formação dos constituintes das ligas Fe-C � estudada a partir do diagrama de equilíbrio Fe-C.
Não é um diagrama de equilíbrio completo � representado até6,7% de C � forma com o Ferro o composto Fe3C que contém 6,67% de C.
Ligas com mais de 4,0 a 4,5% de Carbono apresentam pouco ou nenhum interesse comercial, devido à alta dureza e fragilidade que apresentam.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferros Fundidos Ferros Fundidos –– FormaFormaçção de Grafitaão de Grafita
Formação de grafita verifica-se em regiões preferenciais do banho metálico � nucleação heterogênea (depende de efeitos externos). Temperatura do eutético estável (austenita-grafita) mais elevada que a do eutético metaestável (austenita-cementita) � nucleação da grafita pode ocorrer antes da nucleação da cementita (ou outros carbonetos).
Solidificação � deveria iniciar pelo eutético estável (depende da composição química, velocidade de extração de calor pelo molde e grau de nucleação do banho).
Com pequeno número de centros efetivos de nucleação da grafita � aumenta distância onde o C terá que se difundir para alcançar esses centros � pode-se ter superresfriamento que dê origem a carbonetos eutéticos.
Velocidade de extração de calor pelo molde elevada � não haverátempo para difusão de C nos centros de nucleação � pode-se atingir a temperatura do eutético metaestável � nucleação de carbonetos.
N°centros efetivos de nucleação para formação da grafi ta ����solidificação segundo sistema estável e/ou metaestá vel.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Fundição e Solidificação de Ferros Fundidos
Sistema Estável ⇒⇒⇒⇒Formação de
austenita + grafita ⇒⇒⇒⇒Ferro
Fundido Cinzento
Sistema Metaestável ⇒⇒⇒⇒ Formação de
austenita + Fe3C⇒⇒⇒⇒
Ferro Fundido Branco
Fatores que influem no Equilíbrio
Velocidade de Resfriamento
Elementos de Liga
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Diagrama Duplo Fe-C para Ferros Fundidos
Carbono Equivalente (%)
Tem
pera
tura
(0 C
)
1100
1140
1180
1220
1260
1300
3,0 3,2 3,4 3,6 3,8 4,0 4,2 4,4
L
L + Feγγγγ
L + Grafita
L + Fe3CTemperatura abaixo da qual pode
solidificar o eutético Austenita-Cementita
Temperatura abaixo da qual pode solidificar o eutético Austenita-Grafita
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferros Fundidos Ferros Fundidos –– SolidificaSolidificaççãoão
Temperatura abaixo da Temperatura abaixo da Temperatura abaixo da Temperatura abaixo da qual pode solidificar o qual pode solidificar o qual pode solidificar o qual pode solidificar o euteuteuteutéééético austenita + tico austenita + tico austenita + tico austenita +
cementitacementitacementitacementita
Temperatura abaixo da qual Temperatura abaixo da qual Temperatura abaixo da qual Temperatura abaixo da qual pode solidificar o eutpode solidificar o eutpode solidificar o eutpode solidificar o eutéééético tico tico tico
austenita + grafitaaustenita + grafitaaustenita + grafitaaustenita + grafita
Fonte: http://pessoal.utfpr.edu.br/pintaude/arquivos/ME62H_FerroFundido.pdf
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Cinzento Ferro Fundido Cinzento –– Tipos de grafitaTipos de grafita
Fonte: http://pessoal.utfpr.edu.br/pintaude/arquivos/ME62H_FerroFundido.pdf
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Influência dos Elementos de Liga
Si ⇒⇒⇒⇒Aumenta diferença entre temperaturas de equilíbrio Estável e Metaestável
⇒⇒⇒⇒ Grafitizante
⇓⇓⇓⇓
Favorece a formação de Ferro Fundido Cinzento
Cr ⇒⇒⇒⇒
Diminui diferença entre temperaturas de equilíbrio Estável e Metaestável
⇒⇒⇒⇒
Estabilizador de Carbonetos
⇓⇓⇓⇓Favorece a formação de Ferro Fundido Branco
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Influência do Si no Eutético Fe-C
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Influências do Cr, do Si e do V nas temperaturas de equilíbrio eutético em ferros fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Influência do 30 elementona solubilidade do C no ferro líquido, % em peso do elemento de liga
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Temperatura abaixo da qual pode
solidificar o eutético Austenita-Grafita
% de Silício
Temperatura abaixo da qual pode
solidificar o eutético Austenita-Cementita
Si ⇒⇒⇒⇒Aumenta diferença entre temperaturas de equilíbrio Estável e Metaestável
Grafitizante
Favorece a formação de Ferro Fundido Cinzento
Tem
pera
tura
(0 C
)
1120
1140
1160
0,5 1,0 1,5 2,0 2,5
⇓⇓⇓⇓
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Cr ⇒⇒⇒⇒
Diminui diferença entre temperaturas de equilíbrio Estável e Metaestável
Estabilizador de Carbonetos
⇓⇓⇓⇓
Favorece a formação de Ferro Fundido Branco
Tem
pera
tura
(0 C
)
% de Cromo
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2
1100
1120
1140
1160 Temperatura abaixo da qual pode
solidificar o eutético Austenita-Grafita
Temperatura abaixo da qual pode
solidificar o eutético Austenita-Cementita
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Inoculação de Ferros Fundidos*
* Adaptado de “Seminário apresentado pelo dotorando Rivio Arturo
Ramirez na disciplina Fundição dos metais e suas ligas - Semestre
2012/1”
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Inoculação dos ferros fundidos � introdução de pequenas quantidades de material composto de partículas nucleantes no metal fundido, pouco antes ou durante o vazamento deste, buscando controlar a microestrutura final e, consequentemente, as propriedades mecânicas do material [SANTOS 1976].
Nos ferros fundidos a inoculação é utilizada primeiramente para evitar a formação de carbonetos na estrutura. Efeito da inoculação �proporciona o aumento de núcleos disponíveis para a formação de grafitas.
Este aumento dos núcleos disponíveis reduz o superesfria mento necessário na solidificação , facilitando a solidificação segundo o eutético estável [FULLER, 1979].
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

A formação de uma matriz completamente ferrítica está relacionada com a eficiência do inoculante utilizado e a velocidade de resfriamento no estado sólido. A velocidade de resfriamento do estado sólido influencia na velocidade de difusão do carbono da austenita para os nódulos de grafita, tendendo a aumentar a quantidade de perlita na microestrutura, quanto maior for esta velocidade.
O processo de inoculação influencia no número de nódulos, e quanto maior o número de nódulos, menores serão as distâncias entre eles e menores serão asdistâncias que o carbono terá que percorrer, e portanto, a difusão será facilitada.
De uma maneira geral, à medida que o superresfriamento aumenta, o número de núcleos cresce e, consequentemente, o número de nódulos é maior com uma grafita mais fina e de menor tamanho. [SANTOS, 1991]
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
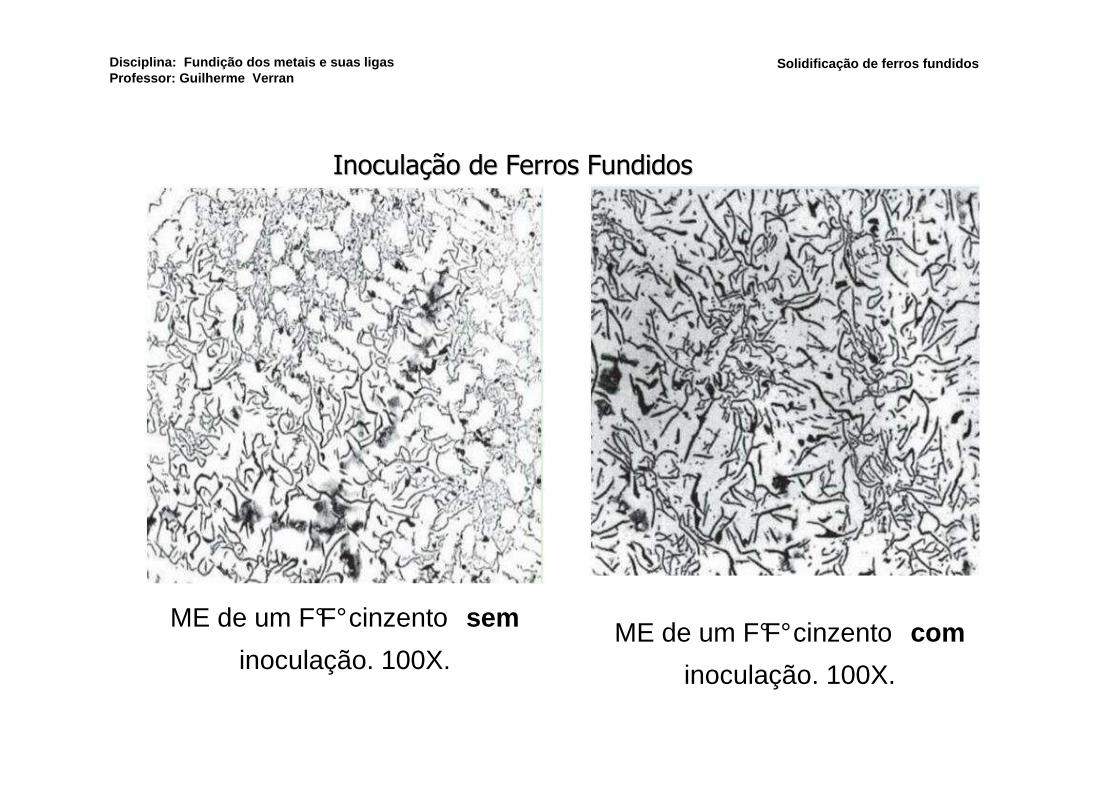
ME de um F°F°cinzento sem
inoculação. 100X.ME de um F°F°cinzento com
inoculação. 100X.
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

O efeito benéfico da inoculação pode ser entendido com auxílio da figura abaixo, onde se observam curvas de resfriamento em diferentes velocidades. Maiores velocidades de resfriamento �formação de carbonetos.
Ferros Fundidos não inoculados � forte tendência a se solidificar segundo o eutético metaestável (envolvendo a formação de dendritas de austenita e carbonetos, devido ao elevado superresfriamento).
Resfriado lentamenteγ + grafita
Resfriado rápido
γ + grafita + carboneto
Resfriado + rápido
carboneto
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Objetivo da inoculação � fornecer núcleos extras ao banho [SANTOS 1989]. A existência de um número maior de núcleos potenciais para a nucleação e crescimento da grafita permite a obtenção de uma estrutura mais refinada, que resulta em melhores propriedades físicas e mecânicas [OLAH, 1985].
Em Ferros Fundidos nodulares, onde o número de núcleos éextremamente importante para as propriedades do material, a adição de inoculantes ao banho tem por objetivo promover um aumento do número de nódulos de grafita e do grau de nodularização, que é uma medida da adequação da grafita à forma de uma esfera perfeita [SANTOS 1989].
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Relatos da influência da adição de Fe-Si datam de 1906, quando Outerbridge verificou o aumento das propriedades mecânicas no material ao qual este fora adicionado. Meehen, em 1922, relatou que era possível controlar a estrutura dos Ferros Fundidos inoculando o banho com Ca-Si [CHAVES, 1975]. Nos subsequentes anos, diversos trabalhos foram publicados sobre o efeito da nucleação, o processo de nucleação da grafita e as técnicas de inoculação na transferência do metal para a panela de vazamento.
Nos anos 50 pesquisas revelaram que pequenas quantidades de cálcio e alumínio, adicionadas ao Fe-Si, aumentavam muito a sua eficiência. Já nos anos 60, estudos da adição de compostos contendo bário [LOWNIE, 1963] e bismuto [BARTON, 1967] mostravam aumento no tempo de fading (tempo necessário para que o inoculante perca eficiência) e na contagem de nódulos. Na década de 70 foram aprofundados os estudos dos procedimentos de inoculação e de seus efeitos nas propriedades do material, bem como dos elementos adicionados.
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Mecanismo de inoculação � continua sem um estudo definitivo. Seu efeito depende da ocorrência de compostos – óxidos, sulfetos, nitretos e carbonetos – que promovem a nucleação da grafita e resulta na estabilização do ferro fundido. Após o tratamento de nodularização com Mg, o ferro líquido fica pobre em O, S e N (elementos formadores de substratos) limitando o efeito da inoculação.
Métodos de inoculação mais utilizados:a) inoculação na panela: o inoculante é depositado no fundo da panela e o metal vazado por cima deste;b) inoculação no molde: o inoculante em forma de pó ou pastilha é colocado em um ponto específico do canal de alimentação;c) inoculação por “arame recheado”: mais utilizado em sistemas automáticos de vazamento, consiste na injeção no metal líquido de um arame contendo inoculante em seu interior;d) inoculação no jato: o inoculante em pó é adicionado ao metal líquido nomomento do vazamento deste no molde. É muito utilizado em vazamentos automáticos.
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

A formação de núcleos e a precipitação da grafita em forma de nódulos, juntamente com o controle do resfriamento, ajudam a estabilizar o processo de solidificação. Skaland et al. [2005], atribuíram ao tratamento de inoculação os seguintes benefícios:
a) promove estruturas mais homogêneas;
b) evita formação de carbonetos;
c) reduz a tendência à segregação de elementos de liga;
d) reduz a tendência para formação de rechupes;
e) promove a formação de grafita e ferrita; e
f) aumenta a ductilidade e diminui a dureza.
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Tipos de inoculantesTipos de inoculantes
Existem 3 tipos de inoculantes:
. grafitizantes comuns
. grafitizantes especiais
. estabilizadores perlitizantes
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Tipos de Inoculantes e Tipos de Inoculantes e suas caractersuas caracteríísticassticas
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
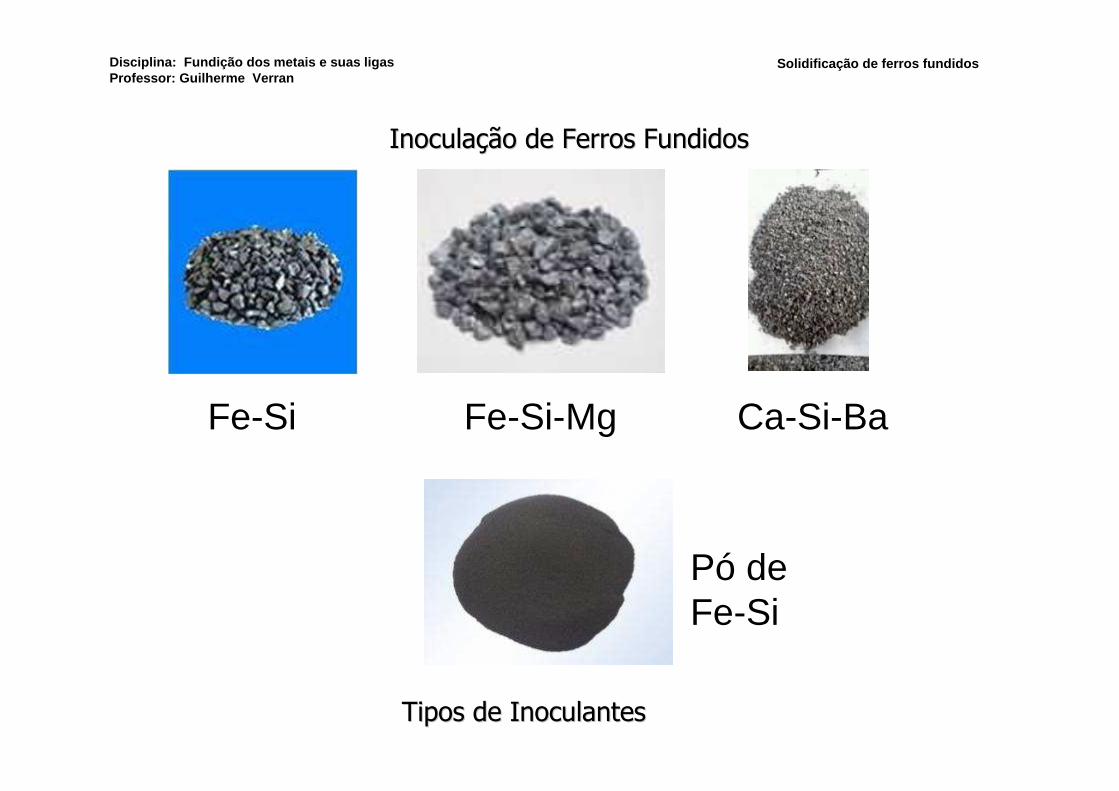
Fe-Si Fe-Si-Mg Ca-Si-Ba
Pó de Fe-Si
Tipos de InoculantesTipos de Inoculantes
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Inoculantes ���� materiais sólidos, granulados e constituídos por elementos que possuem função grafitizante . Na inoculação de ferros fundidos nodulares, geralmente utiliza-se inoculantes à base de FeSi contendo aproximadamente 75% de Si. Outros elementos como Al, em quantidades variando entre 1,5 e 2% (em peso), e Ca, entre 0,3 e 1% (em peso), devem fazer parte do inoculante.
Para maior eficiência de inoculação � utiliza-se inoculantes especiais �com adição de Sr, Ba, Bi e/ou Ce e La [SANTOS, 1991]. São utilizados em menores quantidades que os tradicionais.
O efeito do inoculante não é permanente e decresce a partir da adição do mesmo, durando entre 5 e 10 minutos de vida útil. Este efeito é conhecido por "fading". O controle do tempo de vazamento após a adição dos inoculantes éfundamental para a eficiência do processo de inoculação.
InoculaInoculaçção de Ferros Fundidosão de Ferros Fundidos
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

O tipo e as quantidades de inoculantes necessárias para um efetivo processo de inoculação dependem de onde e como o inoculante é utilizado. Muitas fundições utilizam somente uma inoculação, que é realizada juntamente com o processo de nodularização. Devido aos bons resultados, tem-se se adotado a pós-inoculação. Esta é feita na panela de transferência ou diretamente no jato de metal durante o vazamento.
A granulometria do inoculante depende do tipo de inoculação. Quando érealizada na panela de tratamento é comum o uso de inoculantes com granulometria de 2 a 6 mm. Quando na panela de transferência a granulometria varia de acordo com o tamanho da panela, mas fica entre 0,5 e 2 mm. Quando feita diretamente no jato de metal durante o vazamento, a granulometria mais usual é de 0,2 a 0,5 mm (Chaves Filho, 1981; Elkem, 2004; Italmagnésio, 2005).
Apesar de todos os benefícios, quando a inoculação é realizada em excesso, pode provocar porosidades e aumentar a sol ubilidade dos gases no banho metálico, como o hidrogênio (Chaves Filho, 1981).
Processo de InoculaProcesso de Inoculaççãoão
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Processo de InoculaProcesso de Inoculaççãoão
A superfície do banho metálico, no momento da inoculação, deve estar limpa, já que a escória dos Ferros Fundidos é geralmente composta de óxidos. Como todos os inoculantes de função grafitizante são excelentes desoxidantes, deve-se retirar toda a escória existente antes da inoculação; caso contrário, a quantidade de inoculante empregada será consumida na redução desses óxidos.
A temperatura em que se processa a inoculação é muito importante. Temperaturas elevadas ���� centros efetivos para a nucleação da grafita podem ser destruídos ou dissolvidos ���� diminui a eficiência do inoculante. Temperaturas baixas ���� dissolução pode não ser completa , diminui a eficiência e pode causar defeitos nas peças.
Com o tempo, ocorre diminuição da eficiência do ino culante ( “fading“ )� aumenta o superresfriamento necessário à solidificação, diminui número de nódulos de grafita e aumenta a tendência à formação de carbonetos.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

VariVariááveis dos Inoculantes que influenciam a Inoculaveis dos Inoculantes que influenciam a Inoculaçção ão
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

VariVariááveis do processo que influenciam a Inoculaveis do processo que influenciam a Inoculaçção ão
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Exemplo de especificaExemplo de especificaçção de Inoculanteão de Inoculante
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Controle da InoculaControle da Inoculaççãoão
Principalmente a composição química como controle de banhos de ferros fundidos, porém quando o ferro fundido solidifica, ele passa por diversas mudanças de fases.
O teste de cunha foi uma das maneiras mais utilizadas na análise do ferro fundido cinzento. Hoje poucos utilizam essa técnica de análise para definir o grau de nucleação e estimar a classe do material que está sendo fundido � teste não apresenta valor exato e depende do bom senso e conhecimento prático.
O teste determina de forma fácil e rápida a espessura-limite para formação de ferro fundido cinzento sem coquilhamento. A análise química é válida quando se tem um processo altamente confiável de peças seriadas e sem muitas alterações de tipo de espessura e matéria prima. Mas, grande parte das fundições fazem pequenos lotes de peças, com geometrias variadas e diferentes classes de ferro fundido. Nesse caso, o melhor método é o controle de nucleação através da análise da cunha e correção para o material necessário, momentos antes do vazamento.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
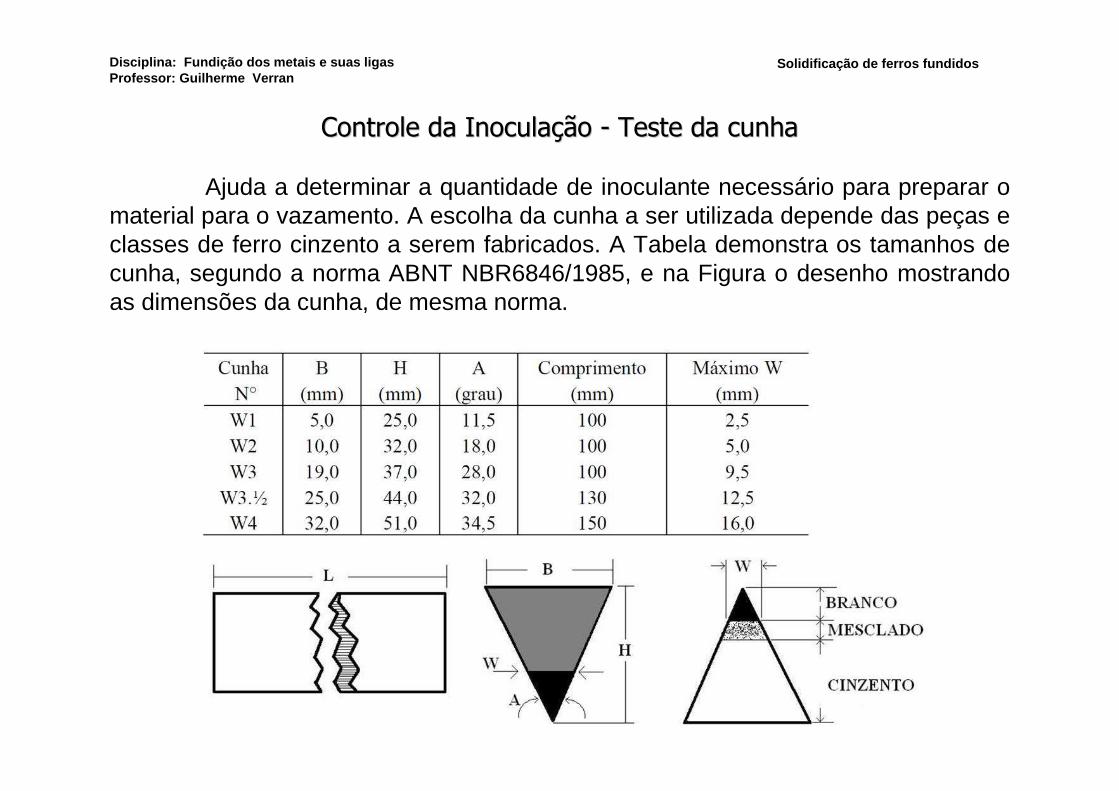
Controle da InoculaControle da Inoculaçção ão -- Teste da cunhaTeste da cunha
Ajuda a determinar a quantidade de inoculante necessário para preparar o material para o vazamento. A escolha da cunha a ser utilizada depende das peças e classes de ferro cinzento a serem fabricados. A Tabela demonstra os tamanhos de cunha, segundo a norma ABNT NBR6846/1985, e na Figura o desenho mostrando as dimensões da cunha, de mesma norma.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Controle da InoculaControle da Inoculaçção ão -- Teste da cunhaTeste da cunha
Na prática, deve ser escolhida uma cunha que seja capaz de medir a nucleação das peças a serem fundidas, relacionando a altura de coquilhamento da cunha com a espessura da peça. Se as peças a serem fundidas possuírem espessura de no máximo 5 mm, deve ser escolhida uma cunha em que o máximo W seja no mínimo de 5 mm.
No teste de cunha, varia-se a velocidade de extração de calor pelo molde, ou seja, a parte inferior da cunha esfria mais rapidamente que a parte superior, criando diferentes velocidades de resfriamento. Com a adição de inoculante, aumenta-se o grau de nucleação e diminui-se a velocidade de resfriamento. Esse tratamento se efetua pouco antes do vazamento para se diminuir osuperresfriamento e assim minimizar a tendência ao coquilhamento.
Confeccionado em areia de macho, o molde da cunha deve possuir parede mínima de 20 mm as tolerâncias gerais são de 0,8 mm com exceção para o comprimento, cuja tolerância é de 3,0 mm.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Controle da InoculaControle da Inoculaçção ão –– Estudo de CasoEstudo de Caso
Forno de fusão por indução: cadinho 1000 kg, 600 kW/hCarga: 50% retorno, 25% aço e 25% gusaTeor de C e Si após fusão: 3,56% e 1,74%, classe FC200 para peças até 5 mm de espessura. Na figura observa-se o aumento da altura de coquilhamento através do tempo de manutenção no banho.
A- temperatura 1480 °C, espera: 20 min.B- temperatura 1510 °C, espera: 35 min.C- temperatura 1510 °C, espera: 55 min.D- temperatura 1510 °C, espera: 75 min.(*) Escolheu-se a temperatura de 1510 °C para simul ar um super aquecimento do ferro no forno (podendo ser causado por um erro operacional, parada de outro equipamento que impeça o vazamento oudesnuclear propositalmente o banho).É possível visualizar uma alteração da altura de cunha apenas com o tempo de manutenção do ferro líquido em temperatura elevada.Também é possível notar, na primeira cunha, que a nucleação estámaior (baixa espessura de coquilhamento), e na última cunha um grau de nucleação menor (alta espessura de coquilhamento), que comprova a perda de nucleação com o superaquecimento do metal base do forno. As setas indicam a espessura limite para se obter ferro cinzento na cunha “A” e na cunha “D”. É possível observar na cunha “D” que se ultrapassou a altura de coquilhamento máxima e apareceram regiões coquilhadas na parte superior da cunha.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Controle da InoculaControle da Inoculaçção ão –– Estudo de CasoEstudo de Caso
Antes da retirada da cunha do metal que está no forno, é muito importante saber qual classe de ferro fundido cinzento é desejado obter para que as informações obtidas após o teste sirvam para ajustar a composição química e direcionar a quantidade de inoculante necessário para nuclear a grafita e evitar o coquilhamento.
A fundição deve conhecer o teor necessário de inoculante para reduzir a altura de coquilhamento, em 1 mm, ou 2 mm, conforme necessidade. Nos testes realizados, observou-se que para uma inoculação de 0,5% de FeSi, a altura de coquilhamento reduziu 2 mm em todos os casos. É importante lembrar que isto évariável para cada fundição e/ou processo utilizado. Como o grau de nucleação natural do banho varia, o teste de cunha pode ser utilizado para “ajustar” o teor de inoculação.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Controle da InoculaControle da Inoculaçção ão –– Estudo de CasoEstudo de Caso
Observou-se que o teste de cunha pode ser utilizado para fazer ajustes nainoculação, ao invés de adicionar quantidades fixas de inoculantes, como ocorre na maioria das fundições. Pode-se obter maior repetibilidade na nucleação, entre uma panela e outra, ou seja, aproveitando-se da nucleação natural do banho. Ficou claro que devemos utilizar a composição química como fator orientativo e não decisivo na obtenção de peças de diferentes espessuras, e que em uma mesma peça podemos obter características diferentes, sendo importante saber em que local da peça deve-se ter o material especificado.
Existe um trabalho que buscou correlacionar a variação no grau de nucleação de banhos com a quantidade adicionada de inoculante. Através desta correlação seria possível utilizar a técnica de análise térmica para avaliar o grau de nucleação do banho e ajustar o tratamento de inoculação visando diminuir a variação do grau de nucleação final. (Fonte: http://www.abmbrasil.com.br/seminarios/conaf/5771_pt.asp)
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Influência da Velocidade de Resfriamento
Curvas de Resfriamento
⇒⇒⇒⇒ Indicam :
Temperaturas de Transformação Eutética
Velocidade de Resfriamento
Resfriamento Rápido
⇒⇒⇒⇒
Solidificação de acordo com o Equilíbrio Metaestável
⇒⇒⇒⇒Formação de Ferro Fundido Brando (Coquilhamento)
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferros Fundidos Ferros Fundidos –– Velocidade de resfriamentoVelocidade de resfriamento
Fonte: http://pessoal.utfpr.edu.br/pintaude/arquivos/ME62H_FerroFundido.pdf
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Curvas de Resfriamento esquemáticas para Ferros Fundidos Comuns
1 2 3
Temperatura abaixo da qual pode solidificar o
eutético Austenita-Grafita
Temperatura abaixo da qual pode solidificar o eutético
Austenita-Cementita
1 - Ferro Fundido Cinzento
2 - Ferro Fundido Mesclado
3 - Ferro Fundido Branco
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

ANÁLISE TÉRMICA DOS FERROS FUNDIDOS*
* Seminário apresentado pelo mestrando Elder Gregol dos Santos na
disciplina - Metalurgia Física – Semestre 2012_2
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Analise térmica• Vaza-se uma certa quantidade de metal em um recipiente contendo um
termopar. Este termopar, acoplado a um equipamento de registro de dados, grava a evolução da temperatura da amostra durante a solidificação.
As curvas descrevem o balanço térmico entre o calor que é retirado pelo molde e o calor gerado pelas transformações de fase da amostra durante a solidificação.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Temperatura de Super-resfriamento:
Início do crescimento das células eutéticas.
Quanto mais alta esta temperatura, maior a nucleação do banho
Temperatura de Final de
Solidificação:Término da Solidificação
da Amostra. Quanto mais baixa esta
temperatura maior a tendência à formação de
carbonetos
Temperatura LiquidusInício da formação da Austenita:
Quanto menor o Carbono Equivalente, mais alta é esta
temperatura e maior a formação de autenita
Temperatura de Recalescência:Ponto de máximo crescimento das células eutéticas
Temperatura de Nucleação:
Início da nucleação da grafita
TEE
Tempo
Tem
per
atu
ra
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Análise térmicados ferros fundidosdos ferros fundidos
Parâmetros a serem observados da curva de análise térmica
TEE – Temperatura do Eutético Estável
TNE – Temperatura de Nucleação do Eutético
TSE – Temperatura de Superresfriamento do Eutético
TRE – Temperatura de Recalescência do Eutético
TFS – Temperatura de Final de Solidificação
dT/dt – Velocidade de Recalescência (dada pela curva derivada)
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

É possível associar os dados obtidos na curva de análise térmica do metal para determinar alguns parâmetros da liga.
� CEL – Carbono Equivalente Líquido
� % C
� % Si
� Tendência ao coquilhamento
� Número de nódulos
� Tendência a microporosidades
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
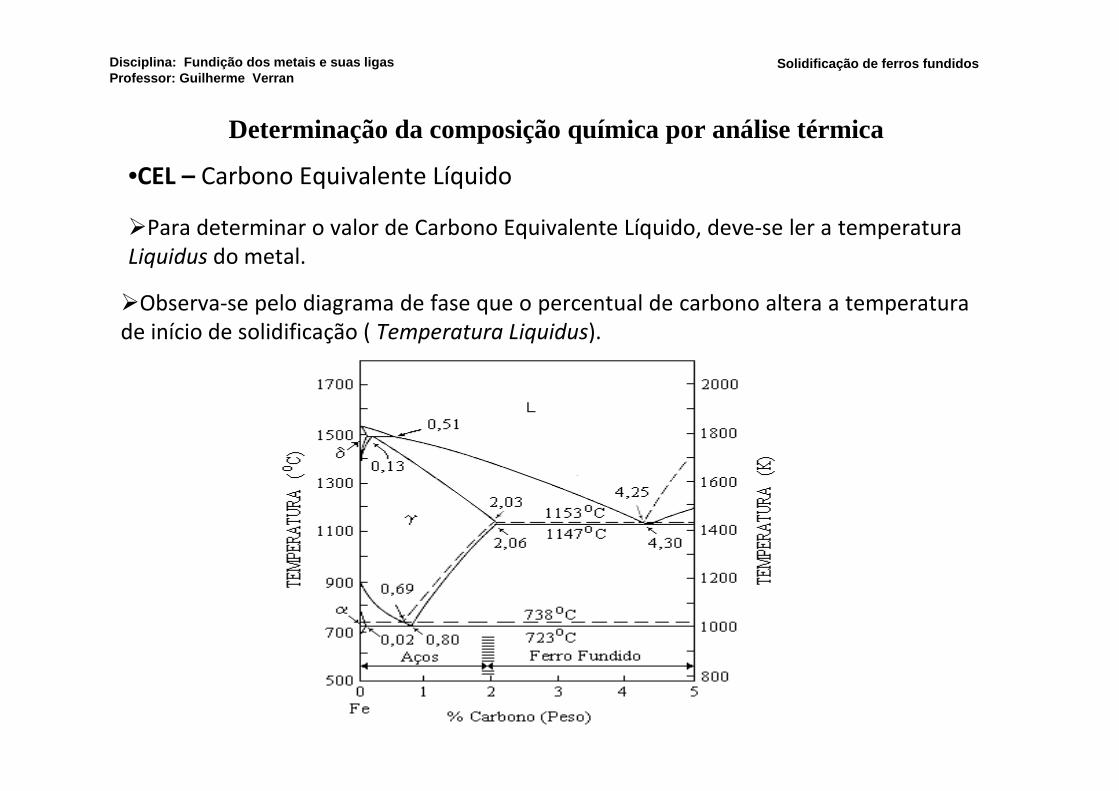
Determinação da composição química por análise térmica
•CEL – Carbono Equivalente Líquido
�Para determinar o valor de Carbono Equivalente Líquido, deve-se ler a temperatura Liquidus do metal.
�Observa-se pelo diagrama de fase que o percentual de carbono altera a temperatura de início de solidificação ( Temperatura Liquidus).
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da composiçãoquímica por análise térmicaT
empe
ratu
ra
C. E.
Temperatura Liquidus
Temp. do Eutético
Líq.
GrafitaPara determinar com exatidão o valor de CEL, deve-se determinar uma equação do tipo:
CEL=a xTL + b
� Para determinar as constantes desta equação, é necessário retirar uma amostra para análise química com o mesmo metal utilizado na análise térmica.
� Com a análise química obtém-se o valor de % Si, %P e % C
� Com a análise térmica obtém-se o valor da temperatura liquidus.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da composição química por análise térmica
� Com os valores obtidos na análise química, calcula-se o percentual de carbono equivalente liquido utilizando a equação:
� Correlaciona-se os valores de Carbono Equivalente por análise química com os valores de temperatura liquidus através de uma Regressão linear.
� Dessa forma obtém-se uma equação de carbono equivalente em função da temperatura líquidus.
%C + %Si/3 + %P/3
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

� As temperaturas liquidus e do eutético de ferro fundido branco podem ser
dadas pelas seguintes equações:
TL = 1650 – 121,5(%C) – 26,7 (%Si+2,45%P) [°C];TW = 1104 + 9,8(%C) – 12,1 (%Si+2,45%P) [°C] ;sendo:
TL: temperatura liquidus hipoeutética e
TW: temperatura do eutético de ferro fundido branco
� Resolvendo-se o sistema das duas equações, obtém-se a seguinte expressão para o teor de carbono:
%C = 0,01693TW – 0,00796TL – 6,05
Determinação da composição química por análise térmica
•% Carbono
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da composição química por análise térmica
�Para determinar as temperaturas liquidus e eutética deve-se utilizar um corpo-de-prova com telúrio.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da composição química por análise térmica
� O teor de silício pode ser determinado através do Carbono Equivalente, e dos percentuais carbono e de fósforo ,utilizando a equação
%Si = 3(%CEL - %C - %P)
•% Sílicio
� Os valores de CEL e %C são determinados pela análise térmica.
� Quanto ao %P, pode-se excluir este valor da equação devido ao sua baixa contribuição ao resultado ( na prática varia entre 0,035% a 0,065%).
� Também pode-se estabelecer um valor médio para a liga que se deseja analisar.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação do grau de nucleação
� As curvas de análise térmica podem ser utilizadas para determinar o grau de nucleação do metal.
� Os principais parâmetros da curva de análise térmica utilizados neste tipo de determinação seriam:
� Temperatura de superresfriamento do eutético (TSE);� Recalescência (∆∆∆∆T = TRE – TSE);� Superresfriamento na nucleação (SN = TEE – TSE);� Diferença entre a temperatura de recalescência do eutético e a temperatura
do eutético metaestável teórico (∆∆∆∆Tcet = TRE – TEM).
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

� Caso um metal base tenha um baixo grau de nucleação, haverá uma grande dificuldade para a formação de células eutéticas.
� A curva de resfriamento, obtida apresentarábaixa TSE e alto SN (superresfriamento de nucleação).
� Além disso, como a nucleação foi atrasada, o crescimento será acelerado, causando uma forte recalescência (elevados valores de ∆∆∆∆T).
� Outro parâmetro pode ser utilizado como indicador da tendência grafitizante do ferro fundido: ∆∆∆∆TCET. (TRE – TEM).
� Com o aumento da eficiência da inoculação, o valor de ∆∆∆∆TCET aumenta.
Determinação do grau de nucleação
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação do grau de nucleação
Conhecendo o grau de nucleação natural do metal líquido é possível controlar a quantidade de inoculante necessário para evitar o coquilhamento (carbonetos) ou o excesso de inoculação.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da tendência a microporosidade por análise térmica
� Pode-se determinar a tendência ao surgimento de microporosidadesrealizando um balanço entre a contração e expansão durante a solidificação do metal.
� Durante a solidificação é possível identificar a contração e expansão do metal de acordo com o microconstituinte formado.
Inicio da solidificação – Surgimento das dendritas de austenita
Inicio da solidificação – Surgimento das dendritas de austenita
Crescimento do eutético –austenita +
grafita
Crescimento do eutético –austenita +
grafita
Estágios finais da
solidificação
Estágios finais da
solidificação
CONTRAÇÃO CONTRAÇÃOEXPANSÃO
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação da tendência a microporosidade por análise térmica
Quanto maior o valor de K menor é a tendência da liga a apresentar microprosidades de contração.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação do número de nódulos ( Ferro Fundido Nodular)
Pode-se determinar o número de nódulos através da determinação de três fatores:
�Carbono equivalente;
�Grau de nucleação;
�Tempo de solidificação da seção de interesse.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Micrografia de um Ferro fundido nodular com espessura de 60 mm com diferentes valores de Carbono Equivalente a) CE4.1, b) CE4.33, c) CE4.61, d)
CE4.81.
Determinação do número de nódulos ( Ferro Fundido Nodular)
� Carbono Equivalente
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação do número de nódulos ( Ferro Fundido Nodular)
� Grau de nucleação
� Pelas teorias clássicas de nucleação, cada nódulo de grafita nucleia e cresce sobre um núcleo estável no metal líquido.
� Dessa maneira, quanto maior o número de núcleos maior será o número de nódulos que surgirão durante a solidificação.
� Este parâmetro pode ser estimado pelo grau de super-resfriamento (DT) do metal.
T.L.
TSE
TEDT
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Determinação do número de nódulos ( Ferro Fundido Nodular)
A tempo local de solidificação (Ts) é influenciada fortemente pela espessura da seção.Em seções mais finas o tempo de solidificação é curto, favorecendo o surgimento de um maior número de nódulos.
Nº nódulos = axCE + bxDT + cx DT²+ dxTs + exTs² + f
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Considerações finais
- Em uma análise completa da curva de resfriamento, obtém-se todos os parâmetros em um curto intervalo de tempo;
- Método de análise simples;
- Resultados mais precisos que outros métodos de determinação de composição química;
- Permite que sejam tomadas ações corretivas durante a produção;
- Outras aplicações:- Determinar morfologia da grafita dos ferros fundidos cinzentos;- Determinar o grau de modificação da grafita após o tratamento com
Mg (ferro fundido vermicular);
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
Referências
DURAN, P.V. Emprego de analise térmica na solidificação de ferros fundidos. 1985. 86p.Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo, São Paulo.
SILVA, J.A. Análise térmica na solidificação de ferros fundidos. 2007. 119p.Dissertação (Mestrado) – Universidade Estadual de Campinas, São Paulo.
CABEZAS, C.S. Metodologia para estimativa do potencial de nucleação de um banho de ferro fundido com composição hipoeutética via análise térmica. 2005. 258p.Tese (Doutorado) – Escola Politécnica, Universidade de São Paulo, São Paulo.
LARRANAGA,P. GUTIÉRREZ, J.M. A computer-aided system for melt quality and shrinkage propensity evaluation based on the solidification process of ductile iron. AFS transactions, 2008. American foundry society, Schaumburg, USA.
ZHENG,H. SUN,Y. ZHANG,N. An evaluation for the nodule count of graphite particles in ducitleiron casting. ISIJ international, 2010.Japão.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Classificação dos Ferros Fundidos
Ferros Fundidos Comuns
Cinzentos
Brancos
Ferros Fundidos Especiais
Nodulares
Vermiculares
Maleáveis
Ligados
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Classificação dos Ferros Fundidos
Cinzento
Nodular
Maleável
Branco
Vermicular
PERLÍTICO
FERRÍTICO
BAINÍTICO
MARTENSÍTICO
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Tipo σt
Mpa
σesc
Mpa
Along. (5cm)
AplicaçõesTípicas
Cinzento(3,2 C - 2 Si)
Perlítico 275 240 <1% Blocos de motor
Martensítico 550 550 nulo Superfícies sujeitas ao desgaste
Bainítico 550 550 nulo Eixos de cames
Ferrítico 172 138 < 1% Tubulações, bases de máquinas
Nodular(3,5C - 2,5Si)
Ferrítico 413 275 18 Tubulações
Perlítico 550 380 6 Árvore de manivela
RevenidoMartensítico
825 620 2 Partes especiais de máquinasMaleável
(2,2C - 1Si)Ferrítico 365 240 18 Ferramentas em
geral
Perlítico 450 310 10 Equipamentos ferroviários
RevenidoMartensítico
700 550 2 Equipamentos ferroviários
Branco(3,5 C - 0,5Si)
Perlítico 275 275 nulo Produtos resistentes ao desgaste
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Diagrama Estrutural para ferros fundidos. Maurer
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Diagrama Estrutural para ferros fundidos. Laplanche
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Diagrama Estrutural para ferros fundidos.
Patterson & Doepp
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Nodular – grafita em nódulos (esferoidal)
Ferro Fundido Cinzento –grafita em lamelas (veios)
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Vermicular ou de Grafita Compacta – grafita
vermicular
Ferro Fundido Maleável –ferrita, nódulos de grafita e
algumas inclusões
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Nodular com Matriz predominantemente PerlíticaCom a presença de Estruturas conhecidas como “Olho de Boi”(Grafita Esferoidal cercada por Ferrita).Ataque: Nital. Aumento 200x.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Ferro Fundido Cinzento com Matriz predominantemente Perlítica.Ataque: Nital. Aumento 200x.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Flake (Lamellar) Graphite Eutectic. The austenite-FG eutectic solidifies with
the formation of eutectic colonies (cells) that are more or less spherical in
shape. It is generally thought that each eutectic cell is the product of a
nucleation event. The eutectic cell is made of interconnected graphite plates
surrounded by austenite. The degree of ramification of graphite within the cell
depends on undercooling, with higher undercooling resulting in more graphite
branching (Fig.16). The leading phase during the eutectic growth is the
graphite. Graphite spacing is determined by the same parameters as for
regular eutectics (see the article "Solidification of Eutectics" in this Volume),
with branching occurring as a response to interface instability. In turn,
interface instability is determined by localized changes in composition,
convection currents, crystallographic orientation different from the heat
extraction direction, and a change in temperature gradient.
Growth in Multidirectional Solidification
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Schematic of solidification of flake graphite. (a) Typical eutectic colonies (cells). (b) Growth sequence for a eutectic colony.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

SEM photomicrograph showing graphite, eutectic cell, and prior dendrite structure in gray cast iron. 200×. Courtesy of Gary F. Ruff, CMI International.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

The variations in graphite structures have been classified, togetherwith the length of the flakes, by standards that have been utilized for many years. Flake graphite in gray cast iron can be designated as:
· Type A, uniform distribution, random orientation
· Type B, rosette grouping, random orientation
· Type C, superimposed flake sizes, random orientation
· Type D, interdendritic segregation, random orientation
· Type E, interdendritic segregation, preferred orientation
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

The formation of the eutectic flake graphite (Types A, B, C, and D)
is greatly influenced by the amount by which the iron melt cools below the
equilibrium temperature for the austenite-graphite eutectic before
appreciable solidification occurs.
Type A graphite undergoes only small amounts of undercooling.
Type D graphite undercools significantly below this equilibrium
temperature.
The undercooling that occurs with Type B graphite is intermediate
between the two, producing fine graphite flakes, like Type D, in the center
of the eutectic cells or rosette and a coarser type like Type A at the outer
cell boundaries.
Type E graphite occurs in strongly hypoeutectic gray irons with
carbon equivalents well below 4.3%.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

SEM photomicrographs illustrating variety of flake graphite structurespresent in gray cast iron
(a) Type A 100× (b) Type A 430× (c) Type B 100×
(d) Type B 430× (e) Type D 2100× (f) Types D (fine) andE(coarse) 100×
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Spheroidal Graphite Eutectic.
Growth of the austenite-SG eutectic is more complicated and less
understood than that of the γ-FG eutectic, although a good number of
theories have been proposed. The γ-SG eutectic is a divorced eutectic.
It has been rather widely accepted that the growth of this eutectic
begins with nucleation and the growth of graphite in the liquid, followed
by early encapsulation of these graphite spheroids in austenite shells
(envelopes).
Graphite nucleation and growth deplete the melt of carbon in the vicinity
of the graphite; this creates conditions for austenite nucleation and
growth around the graphite spheroid. Once the austenite shell is
formed, further growth of graphite can occur only by solid diffusion of
carbon from the liquid through the austenite.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

However, recent research has shown that the solidification mechanism of SG iron is more complicated and that austenite dendrites play a significant role in eutectic solidification. The eutectic austenite is dendritic and can scarcely bedistinguished from primary austenite dendrites. The sequence of solidification is as follows:
· At the eutectic temperature, austenite dendrites and graphite spheroidsnucleate independently in the liquid
· Limited growth of spheroidal graphite occurs in contact with the liquid
· Flotation or convection then determines the collision of spheroidal graphite with the austenite dendrites
· Graphite encapsulation in austenite can occur before or immediately after the contact between graphite and austenite dendrites
· Further growth of graphite occurs by carbon diffusion through the austeniteshell
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Schematic illustrating the progression of growth in austenite-SG eutectic
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Many theories capitalize on the observation that the graphite/liquid surfaceenergy is higher in SG iron than in FG iron:
These theories explain spheroidal graphite formation by either simply
implying that a sphere will have less free surface energy than a lamella
with the same volume above a certain critical interface energy (Ref A)
or by suggesting that the high interface energy will curve the growing
crystal in order to decrease the energy/volume ratio, resulting in
spheroidal rather than lamellar graphite (Ref B).
Ref. A . H. Geilenberg, A Critical Review of the Crystallization of Graphite From MetallicSolutions After the "Surface Tension Theory", in Recent Research on Cast Iron, H.D. Merchant, Ed., Gordon and Breach,1968, p 195.
Ref. B. J.P. Sadocha and J.E. Gruzleski, The Mechanism of Graphite Spheroid Formationin Pure Fe-C-Si Alloys, in The Metallurgy of Cast Iron, B. Lux et al., Ed., Georgi Publishing, 1975, p 443
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

(a) Growth by two-dimensional nucleation on (1010) faces illustrates that steps on (0001) surfaces will advance only as far as bounding crystal edges.
(b) Growth from step to twist boundary illustrates that the (1010) faces grow by nucleationof planes at the step. Source: Ref32.
Growth of graphite in the <1010> direction.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
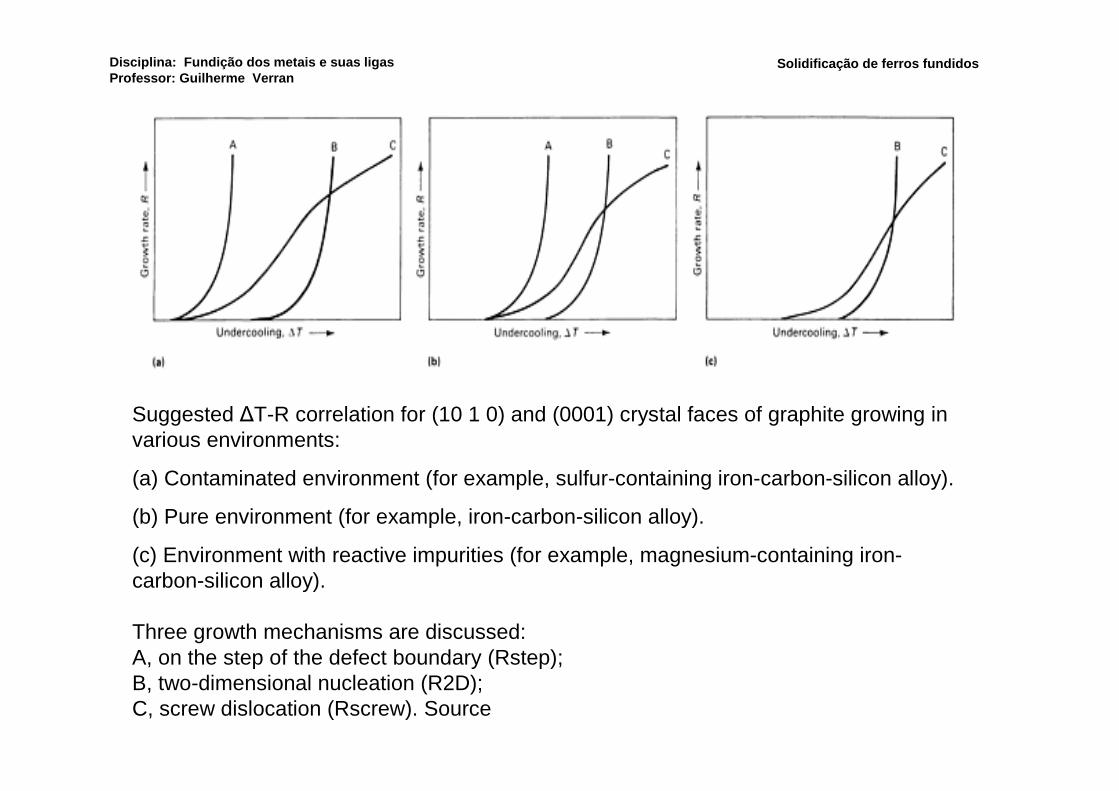
Suggested ∆T-R correlation for (10 1 0) and (0001) crystal faces of graphite growing in various environments:
(a) Contaminated environment (for example, sulfur-containing iron-carbon-silicon alloy).
(b) Pure environment (for example, iron-carbon-silicon alloy).
(c) Environment with reactive impurities (for example, magnesium-containing iron-carbon-silicon alloy).
Three growth mechanisms are discussed: A, on the step of the defect boundary (Rstep); B, two-dimensional nucleation (R2D); C, screw dislocation (Rscrew). Source
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

When weak, reactive impurities such as sulfur are present in the melt, a contaminatedenvironment occurs. These elements change the edge energy of steps, resulting in a relative position change of the growth rates involved, as shown in Fig. 23(a). The curve for growth on the step of a defect boundary, Rstep, is at a lower undercooling than thosefor growth by two-dimensional nucleation, R2D, or by screw dislocation, Rscrew.
In a pure environment such as an iron-carbon-silicon alloy with no sulfur contamination, the growth rate curves are displaced to higher undercooling (Fig. 23b). In a melt of sufficientpurity, or when increasing cooling rate, the higher degree of undercooling may allow growthwith Rscrew so that graphite spheroids can form. This has been achievedexperimentally for pure nickel-carbon alloys by increasing the cooling rate of the melt, or for ultrapure iron-carbon alloys by cooling slowly in a vacuum.
In an environment with reactive impurities (for example, magnesium), the impurity will reactwith the surface, and the growth at a step of a twist boundary will be neutralized. Only the curves for R2D and Rscrew are left, and they are displaced to greater undercoolings (Fig. 23c).
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Another theory relates graphite shape in cast iron with undercooling
(kinetic plus constitutional) during solidification (Ref 5). As shown in
Fig. 24, each graphite form has its own temperature for growth, which
is achieved by a specific cooling rate and composition. Steps on
surfaces can change graphite morphology from plate to rod. With an
increase in undercooling, pyramidal instabilities will occur on the faces
of the graphite crystal. At undercoolings of 29 to 35 °C (50 to 65 °F),
instabilities occur on the (1011) faces of the pyramid, and it is
suggested that graphite spheroids form at these undercoolings. Finally,
at large undercoolings of 40 °C (70 °F), the growth fo rm noted is a
pyramidal one, bounded by (1011) faces. These pyramidal crystals are
part of the series of imperfect forms observed particularly in thick-wall
SG iron castings.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Correlation among the differenttypes of instability observed in
graphite growth and growth morphologieswith increasing undercooling, ∆T:
(a) ∆T = 4 °C (7 °F).
(b) ∆T = 9 °C (16 °F).
(c) ∆T = 30 °C (54°F).
(d) ∆T = 40 °C (72 °F).
Source: Ref 5.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Surface Adsorption Theory. This somewhat older theory of graphite
growth postulates that the change from lamellar to spheroidal graphite
occurs because of the change in the ratio between growth on the (1010)
face and growth on the (0001) face of graphite (Ref 33). For equilibrium
conditions, the Gibbs-Curie-Wulf law states that the crystalline phase
with the higher interface energy has a slow rate of growth in the normal
direction. Bravais's rule stipulates that the growth rate in the direction
normal to a plane is inversely proportional to the density of atoms located
on the plane.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Accordingly, it follows that under equilibrium conditions the crystallographic plane with the highest density of atoms has the lowest interface energy and the minimum growthrate in a direction perpendicular to the plane. Nevertheless, under the nonequilibriumconditions prevailing during the solidification of cast iron, kinetic considerations becomeimportant.Assuming growth by two-dimensional nucleation, the highest rate of growth will beexperienced by the face with the higher density of atoms, where the probability for nucleation is higher. Therefore, in a pure environment, the highest growth rate will be in the (0001) direction of the graphite crystal. resulting in the formation of unbranchedsingle crystals (coral graphite). In a contaminated environment, surface-activeelements such as sulfur or oxygen are absorbed on the high-energy plane (1010), whichhas fewer satisfied bonds.Subsequently, the (10 1 0) plane face achieves a lower surface energy than the (0001) face, and growth becomes predominant in the (1010) direction, resulting in lamellar(plate) graphite. Finally, the reactive impurities (such as magnesium, cerium, and lanthanum) in an environment scavenge the melt of surface-active elements (sulfur, diatomic oxygen, lead, antimony, titanium, and so on), after which they also block growthon the (10 1 0) prism face. A polycrystalline spheroidal graphite results.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Schematic of the change in the growth rate of graphite due to the absorption of foreign atomsin spheroidal graphite eutectic. Three variations of an iron-carbon-silicon cast iron are as follows. (a) With nodularizer added as reactive impurity environment. (b) Pure environment. (c) Contaminated environment in which surface-active elements such as oxygen and sulfurare absorbed into system. For (a) and (b), density in the basal plane, VB is greater than the density in the prism face, VP, and either branch polycrystalline or unbranched single crystalsresult. For (c), VB < VP. Sulfur adsorption makes prism faces the most densely packed, and graphite flakes are subsequently formed.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos
Compacted/Vermicular Graphite Eutectic.
The sequence of growth of compacted/vermicular graphite during the
eutectic transformation is shown schematically in Fig. 26, based on
experimental data from Ref 34 on rapidly quenchedsamples from
successive stages during the solidification process. It can be seen
that at the eginning graphite precipitates as spheroids, which then
degenerate during growth and subsequently develop into compacted
graphite. Compacted graphite develops as interconnected segments
within an austenitic matrix. Typical compacted graphite is shown in
Fig.27.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos

Schematic of the sequence of development of compacted/vermicular graphite: (a) small spheroids; (b) and (c), some spheroids have tails; (d) compactedgraphite plus spheroidal graphite; and (e) compacted graphite.
Disciplina: Fundição dos metais e suas ligasProfessor: Guilherme Verran
Solidificação de ferros fundidos








![Santa Fe[1]](https://static.fdocumentos.com/doc/165x107/55975ecf1a28ab961a8b4842/santa-fe1.jpg)









