QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL
46
1 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1 Módulo IV Documentação QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1 Módulo IV Documentação
Transcript of QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL

1 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIALNível 1
Módulo IV
Documentação

Copyright©2020, ABRACO - ASSOCIAÇÃO BRASILEIRA DE CORROSÃOEste material de treinamento incluindo o conteúdo, como apresentação e fotos, assim como a seleção e arranjo do conteúdo deste material, são propriedades exclusivas da ABRACO, salvo indicação ao contrário. Isto inclui, mas não se limita à direitos autorais, marcas registradas e “designs”. Todos os direitos são reservados.Você está autorizado a armazenar e utilizar trechos do treinamento somente para o seu uso pessoal e não comercial. Qualquer outro tipo de utilização, reproduções, traduções, adaptações, arranjos, quaisquer outras alterações, publicações, distribuição ou armazenagem deste em qualquer forma e por qualquer meio, total ou parcialmente, sem prévia autorização por escrito da ABRACO é estritamente proibido.
Projeto gráfico e diagramação Conceito Comunicação Integrada www.conceito-online.com.br
ASSOCIAÇÃO BRASILEIRA DE CORROSÃO
Av. Venezuela, 27 • Sl. 412/418 • Centro • Rio de Janeiro • CEP 20081-311(21) 2516-1962 • www.abraco.org.br • [email protected]

Sumário
1. SISTEMA DE GARANTIA DA QUALIDADE ..........................................................................................................................6
2. NORMA NBR ISO 9001:2008 SISTEMA DE GESTÃO DA QUALIDADE – REQUISITOS...............................................8
3. TERMINOLOGIA SEGUNDO A NORMA NBR ISO 9000:2008 ........................................................................................9
4. HIERARQUIA DOS DOCUMENTOS DA QUALIDADE ...................................................................................................... 13
5. ORGANOGRAMA DE UMA EMPRESA ...............................................................................................................................14
6. CONTROLE DE PROCESSO ................................................................................................................................................15
6.1 Inspeção e Ensaios ....................................................................................................................................................16
6.2 Tratamento de Não-conformidade .......................................................................................................................18
6.3 Controle dos Instrumentos de Medição .............................................................................................................19
6.4. Registros ..................................................................................................................................................................... 21
6.5 Elaboração de Procedimentos ............................................................................................................................... 21
7. EXERCÍCIOS ..........................................................................................................................................................................23
8. ANEXOS .................................................................................................................................................................................27
Anexo A - Plano de Inspeção de Pintura ...................................................................................................................28
Anexo B – Procedimento Para Tratamento de Não-conformidade .................................................................... 31
Anexo C – Plano de Calibração de Instrumentos ....................................................................................................33
Anexo D – Ficha Individual de Calibração de Instrumentos ................................................................................33
Anexo E – Procedimentos de Execução ......................................................................................................................34
Anexo F – Procedimentos de Inspeção ......................................................................................................................37

Lista de figurasFigura 1 – Hierarquia dos documentos da Qualidade ................................................................................................. 13
Figura 2 – Organograma com órgão de controle de qualidade desvinculado da produção ............................14
Figura 3 – Esquema de um processo ................................................................................................................................15
Figura 4 – Fluxograma para tratamento de uma não-conformidade ......................................................................19
Lista de tabelasTabela 1 – Quadro resumo do processo de pintura .....................................................................................................16

5 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
APRESENTAÇÃO
Dentre as medidas existentes para a prevenção da corrosão, sem nenhuma dúvida, a aplicação de revestimento para recobrimento das estruturas, isolando a estrutura do meio corrosivo, é a técnica de maior aplicação prática. Dentro dos diferentes tipos de revestimentos, a pintura industrial dos equipamentos e instalações se torna a mais importante, principalmente no que diz respeito aos seus custos, tanto de produto como de aplicação.
Com isso, a pintura industrial e sua manutenção possuem um grande destaque no investimento necessário à construção das unidades industriais, garantia de sua integridade estrutural e continuidade operacional. Assim, a atividade de inspeção de pintura se torna fundamental para o controle do processo e do produto final. Os inspetores ajudam a subsidiar todo o processo de qualidade das fabricações, evitando que haja um comprometimento sério na confiabilidade do processo.

6 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
1SISTEMA DE GARANTIA DA QUALIDADE
Com a intensificação das relações comerciais internacionais e de forma a manter a confiabilidade dos produtos fabricados e a sua competitividade, surgiu a necessidade de se fazer um controle de qualidade mais rigoroso, mas não bastava apenas fazer uma inspeção final no produto produzido, uma vez que se tornava caro e improdutivo. A abordagem deveria ser em todas as etapas do processo produtivo.
Para sanar este problema, surgiu uma ferramenta gerencial denominada Sistema da Qualidade, que estabelece a forma de organizar uma empresa com foco na atividade da qualidade, onde são definidos os recursos necessários para sua implementação e identificação dos processos internos e responsabilidades.
Com a implantação do Sistema da qualidade, torna-se necessário formalizar procedimentos internos, quer sejam técnicos ou administrativos, surgindo assim o manual da qualidade, que é um documento emitido pela alta administração da empresa, onde é descrito o Sistema da Qualidade. Com a crescente opção das empresas de adotarem esta nova forma de gerenciar, surgiu a necessidade de

7 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
criação de normas específicas sobre o assunto, estas normas visam minimizar os conflitos existentes nas relações contratuais entre cliente e fornecedor.
A ISO – International Organization for Standardization é uma entidade normativa internacional, formada por organizações oficiais de normalização de 159 países, num total aproximado de 247 Comitês Técnicos, que busca elaborar normas de aceitação internacional, obedecendo a quatro princípios básicos: economia, consenso, necessidade e dinamismo.
Através do CB 25 da ABNT (Associação Brasileira de Normas Técnicas), o Brasil faz parte da ISO. Neste comitê há representantes de diversos seguimentos e empresas do mercado brasileiro.
A ABNT é a entidade reconhecida pelo Governo Brasileiro que tem a prerrogativa de representar o Brasil na ISO e em outros fóruns internacionais de normalização, inclusive para transformar as normas ISO do inglês para o português. Estas normas são de cunho gerencial e genéricas, orientam com relação a diretrizes e o modelo de gestão da qualidade na organização.

8 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
2NORMA NBR ISO 9001:2008 SISTEMA DE GESTÃO DA QUALIDADE – REQUISITOS
Esta norma especifica requisitos para um sistema de gestão da qualidade que podem ser usados pelas organizações para aplicação interna, para certificação ou para fins contratuais. Ela está focada na eficácia do sistema de gestão da qualidade em atender aos requisitos dos clientes.

9 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
3TERMINOLOGIA SEGUNDO A NORMA NBR ISO 9000:2008
AÇÃO PREVENTIVA: Ação para eliminar a causa de uma potencial não-conformidade ou outra situação potencialmente indesejável.
NOTA:
Podem existir mais de uma causa para uma não-conformidade potencial.
Ação preventiva é executada para prevenir a ocorrência, enquanto que a ação corretiva é executada para prevenir a repetição.
AÇÃO CORRETIVA: Ação para eliminar a causa de uma não-conformidade identificada ou outra situação indesejável.
NOTA:
Podem existir mais de uma causa para uma não-conformidade.
Ação corretiva é executada para prevenir a repetição, enquanto que a ação preventiva é executada para prevenir a ocorrência.
Existe uma diferença entre correção e ação corretiva.

10 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
CALIBRAÇÃO: Conjunto de operações que estabelece, sob condições específicas, a relação dos valores indicados por um instrumento ou sistema de medição, ou dos valores representados por uma medição material ou de um material de referência com os valores correspondentes de uma grandeza determinada por um padrão de referência.
CLIENTE: Destinatário de um produto provido pelo fornecedor.
CONCESSÃO: Permissão para usar ou liberar um produto que não atende a requisitos especificados.
NOTA:
Uma concessão é geralmente limitada à entrega de um produto que tem características de não-conformidade dentro de limites definidos, para um período de tempo ou quantidade de produto acordados.
CONFORMIDADE: Atendimentos a requisitos especificados.
CONTROLE DA QUALIDADE: Técnicas e atividades operacionais usadas para atender os requisitos para qualidade. CORREÇÃO: Ação para eliminar uma não conformidade identificada
NOTA:
Uma correção pode ser feita em conjunto com uma ação corretiva.
Uma correção pode ser, por exemplo, um re trabalho ou reclassificação.
DEFEITO: Não atendimento de um requisito de uso pretendido ou de uma expectativa razoável, inclusive quanto à segurança.
DISPOSIÇÃO DE NÃO CONFORMIDADE: Ação a ser
implementada na entidade não conforme, de modo a resolver a não conformidade.
EFICÁCIA: Extensão na qual as atividades planejadas são reali-
zadas e os resultados planejados, alcançados.
EFICIÊNCIA: Relação entre o resultado alcançado e os recursos usados.
ENTIDADE: Todo elemento que pode ser considerado e descrito individualmente (processo, produto e organização).
ERRO (ABSOLUTO) DE MEDIÇÃO: Resultado de uma medição menos o valor real do mensurando.
ESPECIFICAÇÃO: Documento que define requisitos. EVIDÊNCIA OBJETIVA: Informações cuja veracidade pode ser comprovada com base em fatos através de observação, medição, ensaio ou outros meios.
EXATIDÃO DA MEDIÇÃO: Proximidade entre o resultado de uma medição e o valor real (convencional) do mensurado.
FAIXA DE MEDIÇÃO ESPECIFICADA: Conjunto de valores, para um mensurando, dentro do qual se assume que o erro do instrumento de medição estará dentro dos limites especificados.

11 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
FORNECEDOR: Organização que fornece um produto ao cliente. GARANTIA DA QUALIDADE: Conjunto de atividades planejadas e sistemáticas, implementadas no sistema da qualidade e demonstradas como necessárias para prover confiança adequada de que uma entidade (processo, produto, organização ou a combinação destes) atenderá os requisitos da qualidade.
INSPEÇÃO: Atividades tais como: medição, exame, ensaio, verificação com calibres ou padrões, de uma ou mais características de uma entidade, e a comparação dos resultados com requisitos especificados, a fim de determinar se a conformidade para cada uma dessas características é obtida.
INSTRUMENTO DE MEDIÇÃO: Dispositivo destinado a fazer medição, quer só, quer em conjunto com equipamentos suplementares.
MEDIÇÃO: Conjunto de operações que tem por objetivo determinar o valor de uma grandeza.
MENSURADO: Grandeza submetida à medição
NÃO-CONFORMIDADE: Não atendimento de um requisito especificado.
POLÍTICA DA QUALIDADE: Intenções e diretrizes globais de uma organização relativa à qualidade formalmente expressas pela alta administração.
PONTO DE PARADA (PONTO DE ESPERA): Ponto, definido em documento apropriado, além do qual uma atividade não pode prosseguir sem a aprovação de uma organização ou autoridade designadas.
PLANO DE INSPEÇÃO: Documento que especifica quais os procedimentos e recursos devem ser aplicados por quem e quando, a um produto, processo ou contrato específico.
PROCEDIMENTO: Forma especificada de executar uma atividade.
PROCESSO DE QUALIFICAÇÃO: Processo que demonstra se uma entidade é capaz de atender os requisitos especificados.
PROCESSO: Conjunto de recursos e atividades inter relacionados que transformam insumos (entradas) em produtos (saídas).
PRODUTO: Resultado de atividades ou processos.
QUALIDADE: Totalidade de características de uma entidade que lhe confere a capacidade de satisfazer as necessidades implícitas e explícitas.
QUALIFICADO: Designação do estado de uma entidade que demonstra a capacidade de atender os requisitos especificados.
RASTREABILIDADE: Capacidade de recuperação do histórico, da aplicação ou da localização de uma entidade, por meio de identificações registradas.
RECLASSIFICAÇÃO: Alteração da classe de um produto não conforme, a fim de torná-lo conforme a requisitos diferentes daqueles inicialmente especificados.
REFUGO: Ação sobre um produto não conforme, para impedir a sua utilização prevista originalmente.
REGISTRO: Documento que fornece evidência objetiva de atividades realizadas ou resultados obtidos.

12 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
REPARO: Ação sobre um produto não conforme, a fim de torná-lo aceitável para o uso pretendido.
NOTA:
Reparo compreende ações reparadoras executadas sobre um produto previamente conforme, a fim de recuperá-lo para o uso, por exemplo, como parte de uma atividade de manutenção.
Ao contrário do re trabalho, o reparo pode afetar ou mudar partes do produto não conforme.
RE-TRABALHO: Ação sobre um produto não conforme, a fim de torná-lo conforme aos requisitos.
SERVIÇO: Resultado gerado na interface fornecedor e cliente, e por atividades internas do fornecedor para atender as necessidades do cliente.
SISTEMA DA QUALIDADE: Estrutura organizacional, procedimentos, processos e recursos necessários para implementar a gestão da qualidade.

13 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
4HIERARQUIA DOS DOCUMENTOS DA QUALIDADE
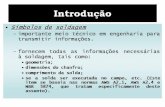
A figura 1 mostra a hierarquia típica dos documentos do Sistema da Qualidade.
4. HIERARQUIA DOS DOCUMENTOS DA QUALIDADE
A figura 1 mostra a hierarquia típica dos documentos do Sis-
tema da Qualidade.
Figura 1 – Hierarquia dos documentos da Qualidade
13
Manual da
Qualidade ( Ní vel A)
Descreve o siste ma da qualidade de acordo com a política e objetivos da qualidade decl arados e a nor ma aplicável
Procedi ment os documentados do Siste ma da Qualidade
( Ní vel B)
Descreve m as atividades das uni dades funcionais individuais, necessárias para i mpl e mentar os ele ment os do siste ma da qualidade
Conté m document os de trabal hos detal hados
Outros document os da Qualidade (instruções de trabalho,
for mul ários, relatórios, etc.) ( Ní vel C)
Figura 1 – Hierarquia dos documentos da Qualidade

14 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
5ORGANOGRAMA DE UMA EMPRESA
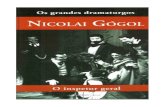
A figura 2 mostra o organograma de uma empresa com o órgão de Controle de Qualidade da mesma desvinculado da área de produção.
MATRIZ DA EMPRESA
CHEFE DA OBRA
ÓRGÃO DE EXECUÇÃO
ÓRGÃO DE PESSOAL
ALMOXARIFADO E EXPEDIÇÃO
ÓRGÃO DE SEGURANÇA
ÓRGÃO DE CONTROLE DE
QUALIDADE
Figura 2 – Organograma com órgão de controle de qualidade desvinculado da produção

15 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
6CONTROLE DE PROCESSO
Primeiramente devemos definir o que é processo para podermos nos aprofundar em seu estudo, e sabermos como realizar o seu controle.
Processo é o conjunto de recursos e atividades inter-relacionados que transformam insumos (entradas) em produtos (saídas), conforme figura 3.
PROCESSO
ENTRADA SAÍDA
Figura 3 – Esquema de um processo
Para o processo de pintura temos o quadro abaixo (tabela 1) mostrando o que devemos medir, ou seja, realizar ensaios e testes na entrada, durante o processo e antes da entrega do produto acabado, devendo-se registrar cada ensaio e teste em formulário específico de forma a permitir a rastreabilidade.

16 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Tabela 1 – Quadro resumo do processo de pintura
Entrada Medir Processo Medir SaídaMão de obra Qualificação - verificar presença de
Superfíciepintada dentro
dasespecificações
e normas fornecidas pelo
cliente
contaminantes (óleo, graxa, etc);
- Condições climáticas;Tinta Certificados Preparo da - Grau de preparo da
superfície superfície;- Perfil de rugosidade
da superfície;Abrasivos Ensaios/
testes- Condições climáticas;
Ferramentas
Equipamentos
Estado de uso
Estado de uso
Durante a aplicação
Diluição e homogeneização;
Espessura úmida;
Inexistência de falhas;
Instrumentos de Validade da Após a - Inexistência de falhas;medição Calibração secagem de
cada demão- Medição de espessura;
-Teste de aderência;-Teste de
descontinuidade(apenas na última
demão);
6.1 Inspeção e EnsaiosA ISO estabelece que o fornecedor ou prestador de serviços deve estabelecer e manter procedimentos documentados para atividades de inspeção e ensaios no recebimento do produto, durante o processo e ao final do processo, com o objetivo de verificar o atendimento aos requisitos especificados para o produto acabado.
A inspeção e ensaios finais requeridos, e os registros a serem estabelecidos, devem ser detalhados no plano da qualidade ou em procedimentos documentados.

17 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
a) ETAPAS DO PROCESSO DE INSPEÇÃO E ENSAIOS:
a.1. Inspeção de recebimento de produtos
Os produtos a serem utilizados no processo devem sofrer inspeções de forma a garantir a conformidade do produto com os requisitos especificados. A verificação da conformidade com os requisitos especificados deve estar de acordo com o plano de qualidade e/ou procedimentos documentados. As inspeções nas atividades de pintura são realizadas pelo inspetor de pintura N-I, sendo que o inspetor de pintura N-II participa da inspeção de recebimento de tintas analisando o certificado de qualidade da tinta. Ex.: Recebimento de tintas: recebimento de abrasivos e etc.
a.2. Inspeção e ensaios durante o processo
Durante o processo o produto deve ser inspecionado em todas as fases conforme requerido no plano da qualidade e/ou procedimentos documentados. O produto deve ser retido até que as inspeções e ensaios requeridos tenham sido concluídos ou os relatórios necessários tenham sido recebidos e verificados.
Ex.: Grau de Corrosão; rugosidade; padrão de jato; condições climáticas; espessura úmida; espessura seca; aderência; existência de falhas e etc.
a.3. Inspeção e ensaios finais
Devem ser executados todas as inspeções e ensaios finais conforme o plano da qualidade e/ou procedimentos documentados. Ex.: Espessura seca; aderência; existência de falhas; determinação de descontinuidade e etc.
a.4. Registro de inspeções e ensaios
Devem ser estabelecido e mantido registros que forneçam evidências de que o produto foi inspecionado e/ou ensaiado. Será mostrado mais adiante em um item específico sobre registros.
Ex.: Relatório de Inspeção de Pintura (RIP); Relatório de Não Conformidade (RNC); Mapa das Condições Climáticas; Relatório de Recebimento de Tintas; Relatório de Recebimento de Abrasivos e etc.
a.5. Plano de Inspeção
O plano de inspeção é um documento que especificam quais as inspeções e recursos associados devem ser aplicados, por quem e quando, a um produto, processo ou contrato específico.
É gerado a partir do Procedimento de Inspeção, tem como finalidade orientar todas as inspeções que são feitas a um produto, ao longo do processo ou contrato específico até a emissão do Relatório Final (“DATABOOK).
No Anexo A temos um modelo de um Plano de Inspeção de Pintura.

18 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
6.2 Tratamento de Não-conformidadeDeve ser estabelecido e mantido procedimentos documentados para assegurar que o produto não conforme com os requisitos especificados tenha prevenida a sua utilização ou instalação não intencional. Este controle deve prover identificação, documentação, avaliação, segregação (quando aplicável), disposição de produto não-conforme e notificação às funções envolvidas.
No Anexo B temos um exemplo de um Procedimento para Tratamento de Não-Conformidades.
a) ANÁLISE CRÍTICA DA DISPOSIÇÃO DO PRODUTO NÃO CONFORME:
A ISO estabelece que deve ser definida a responsabilidade pela análise crítica e a autoridade pela disposição do produto não conforme. De acordo com o procedimento, o produto não conforme pode ter as seguintes disposições:
◼ Re-trabalhado para atender aos requisitos especificados;
◼ Aceito com ou sem reparo, mediante concessão;
◼ Re-classificado para aplicações alternativas;
◼ Rejeitado ou sucatado.
b) AÇÃO CORRETIVA:
O fornecedor deve estabelecer e manter procedimentos documentados para implementação de ações corretivas. Os procedimentos para ação corretiva devem incluir:
◼ O efetivo tratamento do relatório de não-conformidade;
◼ Investigação da causa das não-conformidades;
◼ Determinação da ação corretiva necessária;
◼ Aplicação de controles para verificação da eficácia da ação corretiva.
c) AÇÃO PREVENTIVA:
Os procedimentos para ação preventiva devem incluir:
◼ O uso de fontes apropriadas de informação;
◼ Determinação dos passos necessários para lidar com quaisquer problemas que requeiram ação preventiva;
◼ Iniciação de ação preventiva e aplicação de controle para assegurar que a ação é efetiva;
◼ Assegurar que a informação relevante sobre as ações tomadas é submetida à análise crítica pela administração.
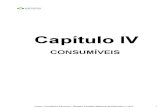
A figura 4 apresenta um fluxograma do processo de tratamento de uma não-conformidade.

19 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
DETECÇÃO DE IRREGULARI DADE
COMUNICAR AO CONTROLE DA QUALI DADE
1
PARALI ZAR O SERVIÇO E SEGREGAR O ITEM
• Determinação da ação corretiva necessária; • Aplicação de controles para verificação da eficácia da
ação corretiva.
c) AÇÃO PREVENTIVA:
Os procedimentos para ação preventiva devem incluir:
• O uso de fontes apropriadas de informação; • Determinação dos passos necessários para lidar com
quaisquer problemas que requeiram ação preventiva; • Iniciação de ação preventiva e aplicação de controle para
assegurar que a ação é efetiva; • Assegurar que a informação relevante sobre as ações
tomadas é submetida à análise crítica pela administração.
A figura 4 apresenta um fluxograma do processo de tratamento de uma não-conformidade.
Figura 5.4 – Fluxograma para tratamento de uma não-conformidade
19
PROPOR AÇÃO CORRETI VA
ENVIAR COPIA PARA O
CLIENTE
EMISSÃO DE RELATÓRI O
CORRI GIR PELO PROCESI MENTO ESCRI TO
EXISTE N. C.?
1 EMI TIR R. N. C. 2
EXECUTAR AÇÃO CORRETIVA
2 INSPECI ONAR O
ITEM ENCERRAR R. N. C COM
ASSI NATURAS
DISTRIBUIR CÓPIAS
ARQUI VAR R. N. C.
Figura 4 – Fluxograma para tratamento de uma não-conformidade
6.3 Controle dos Instrumentos de MediçãoO fornecedor ou prestador de serviços deve estabelecer e manter procedimentos documentados para controlar, calibrar e manter os equipamentos de inspeção, medição e ensaios para demonstrar a conformidade do produto com os requisitos especificados.
a) PROCEDIMENTO DE CONTROLE:
O procedimento deve prever ao atendimento dos seguintes requisitos:
◼ Determinar que as medições a serem feitas e a exatidão requerida, sejam executadas por instrumentos selecionados e adequados;
◼ Identificar todos os equipamentos de inspeção, medição e ensaios que possam afetar a qualidade do produto e calibrá-lo e ajustá-lo em intervalos prescritos ou antes do uso;
◼ Definir o processo empregado para a calibração de equipamentos de inspeção, medição e ensaios;
◼ Identificar equipamentos de inspeção, medição e ensaios com um indicador adequado (tag);
◼ Manter registros de calibração para os equipamentos de inspeção medição e ensaios;
◼ Avaliar e documentar a validade dos resultados de inspeção e ensaios anteriores quando os equipamentos de inspeção, medição ou ensaios forem encontrados fora de calibração;
◼ Assegurar que as condições ambientais sejam adequadas para calibrações, inspeções, medições e ensaios que estejam sendo executados;
◼ Assegurar que o manuseio, preservação e armazenamento dos equipamentos de medição e ensaios sejam tais, que a exatidão e adequação ao uso sejam mantidas;
◼ Proteger as instalações de inspeção, medição e ensaios.

20 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
b) LISTA DE INSTRUMENTOS:
Devem ser relacionados todos os instrumentos de medição e ensaios necessários as inspeções e testes a serem realizados, informando o respectivo número de identificação dos instrumentos.
Na atividade de pintura temos os seguintes instrumentos:
◼ Termômetros;
◼ Higrômetros;
◼ Termo higrômetros;
◼ Rugosímetro;
◼ Medidores de película úmida de tinta;
◼ Medidores de película seca;
◼ Detector de descontinuidades;
◼ Peneiras;
◼ Kit para ensaio de aderência.
c) PLANO DE CALIBRAÇÃO DOS INSTRUMENTOS:
Deve ser elaborado um plano de calibração (veja Anexo C) com as seguintes informações:
◼ Identificação do instrumento (nº de série ou nº de identificação);
◼ Número do certificado de calibração
◼ Data de calibração;
◼ Periodicidade da calibração;
◼ Data da próxima calibração.
Podem também ser utilizadas fichas individuais de calibração de instrumentos (veja Anexo D) com objetivo de termos um histórico mais detalhado do instrumento de medição.

21 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
6.4. RegistrosO fornecedor deve estabelecer e manter procedimentos documentados para identificar, coletar, indexar, acessar, arquivar, armazenar, manter e dispor os registros da qualidade.
a) DETERMINAÇÃO DE NECESSIDADES:
Todas as atividades que afetam a qualidade devem ter suas inspeções e ensaios registrados de forma rastreável, pois não adianta emitir documentos que não permitam que seja feita uma regressão até a atividade em estudo.
b) PLANEJAMENTO DOS REGISTROS:
Os registros devem ser realizados conforme preconiza o manual da qualidade, seu arquivamento deve permitir a rápida localização. Deve possuir um sistema de controle de emissão de forma a permitir sua correlação com outros documentos.
Os tempos de retenção dos registros da qualidade devem ser estabelecidos e registrados.
6.5 Elaboração de ProcedimentosA norma ISO 9000 estabelece que todas as atividades que influenciam a qualidade do produto ou serviço devem ser detalhadas através de procedimentos.
No caso da pintura não é diferente, portanto todas as tarefas devem ser descritas de forma detalhada, os recursos necessários para sua execução, aspectos relativos a segurança e os pontos de retenção ao longo do processo.
No caso da atividade de pintura temos os procedimentos de execução e inspeção.
a) PROCEDIMENTO DE EXECUÇÃO:
O procedimento de execução (Anexo E) para aplicação dos esquemas de pintura de equipamentos e partes a pintar deve conter, no mínimo, as seguintes informações:
◼ Objetivo, informando a que se destina o procedimento;
◼ Especificação do esquema de pintura a ser usado;
◼ Normas aplicáveis;
◼ Instruções de recebimento e armazenamento de tintas, diluentes e produtos correlatos;
◼ Seqüência de execução do esquema de pintura;

22 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
◼ Processo de aplicação das tintas;
◼ Especificação das tintas a serem usadas, incluindo fornecedores e respectivas referências comerciais;
◼ Instruções para retoques no esquema de pintura;
◼ Plano de controle de qualidade.
b) PROCEDIMENTO DE INSPEÇÃO:
O procedimento de inspeção (Anexo F) dos esquemas de pintura deve conter, no mínimo, as seguintes informações:
◼ Objetivo;
◼ Normas de referência;
◼ Critérios de amostragem e inspeções a serem realizadas;
◼ Aparelhagem e instrumentos;
◼ Critério de aceitação ou rejeição;
◼ Formulários utilizados para registros de resultados.

23 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
7EXERCÍCIOS
◼ IDENTIFICAÇÃO E FUNDAMENTAÇÃO DE NÃO-CONFORMIDADES
◼ EXEMPLO DE ESTUDO DE CASO RESOLVIDO
◼ PREENCHIMENTO DE RELATÓRIO DE INSPEÇÃO DE PINTURA (RIP)
◼ PREENCHIMENTO DE RELATÓRIO DE NÃO-CONFORMIDADE (RNC)
EXERCÍCIO 1:
Com base nas normas de pintura, analise cada caso abaixo dizendo se é ou não uma não conformidade, caso positivo, fundamente as não conformidades citando o item da norma que não foi cumprido e escreva como ficaria escrito no relatório:
Exemplo: Aplicação de duas demãos de Tinta N-1661 para atingir a espessura de 75 micrometros.
R.: É uma não conformidade, conforme item 7.7.1 da N-13.
“Foi aplicado duas demãos de tinta N-1661 em desacordo com o item 7.7.1 da N-13.”
Caso I – Aplicação da tinta de fundo na pintura interna de um tanque de armazenamento de gasolina cujo tratamento foi mecânico (St 3).
Caso II – Remoção da carepa de laminação de uma superfície grau A utilizando hidrojato.
Caso III – Aplicação de tinta de fundo com umidade relativa de 89 %.
Caso IV – Aplicação da tinta de acabamento sobre tinta de fundo reprovada no teste de aderência.

24 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Caso V – Utilização de tratamento mecânico padrão ST 3 sobre superfície com grau de corrosão “A”.
Caso VI – Aplicação de tinta sobre perfil de rugosidade médio de 20 ìm.
Caso VII – Aplicação da tinta alumínio fenólica sobre superfície com temperatura de 60ºC.
Caso VIII – Inspetor de Pintura Nível I propôs a ação corretiva.
Caso IX – Não houve inspeção de Recebimento da tinta.
Caso X – Diluição da tinta em 5 % sem autorização do fabricante.
Caso XI – Aplicação de demão adicional em tinta com a espessura abaixo do especificado.
Caso XII – Aplicação de tinta sem respeitar o intervalo mínimo para aplicação.
Caso XIII – Não realização de ensaio de aderência entre demãos.
Caso XIV – Realização de teste de aderência em grade’ na tinta N-1661 com 65 ìm.
Caso XV – Resultado grau. 3 do teste de aderência da tinta N-1661.
Caso XVI – Aplicação da Tinta N-2628 como tinta de fundo na pintura interna de um tanque de gasolina.
Caso XVII – Realização da pintura interna de uma esfera de GLP utilizando uma demão da N-1661 com 65 mm e duas demãos de 150 mm por demão da N-2630.
Caso XVIII – Realização de teste de descontinuidade na pintura externa de um tanque de gasolina subterrâneo de gasolina.
Caso XIX – O inspetor de pintura nível I propôs a aplicação de uma demão adicional da tinta N-1661, na pintura externa de uma esfera sem isolamento térmico próxima a orla marítima, em razão de a espessura inicial estar medindo 55 mm.
Caso XX – O inspetor de pintura autorizou a aplicação da primeira demão da tinta de acabamento sem ter medido a espessura da demão da tinta de fundo.
Caso XXI – O inspetor de pintura autorizou a aplicação da primeira demão da tinta intermediária, sobre a tinta de fundo que estava com a espessura medindo 80% da prevista no esquema de pintura.
EXERCÍCIO 2:
Estudo de Caso: Um Inspetor de Pintura fez as seguintes anotações das inspeções que havia realizado em uma tubulação situada na orla marítima. A tubulação não possuía isolamento térmico e sua temperatura de operação é de 40 ºC. As medições das películas secas realizadas são as seguintes:
◼ 1ª demão de tinta de fundo N-1661 : 80 mm - Aderência X1Y1
◼ 1ª demão de tinta intermediária N-1202: 40 mm - Aderência Gr1
◼ uma demão de tinta acabamento N-2628: 190 mm - Aderência X0y0
Considerando que os demais parâmetros para execução da pintura estão em conformidade com as normas. Preencha o Relatório de Inspeção de Pintura (RIP) e identifique as não conformidades existentes preenchendo o Relatório de Não Conformidades, caso você fosse este inspetor de pintura.

25 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
RELATÓRIO DE INSPEÇÃO DE PINTURA INDUSTRIAL
FOLHA: RELATÓRIO:
REVISÃO: DATA:
EMPRESA CONTRATADA: NOME DO CANDIDATO: Nº SEQUI:
1) PREP. SUPERFÍCIE: L. SOLV. L. MAN. L. MEC. J. LIG. J. COM J. Q. B. J. BR.
GRAU DE CORROSÃO: RUGOSIDADE: TEMPERATURA DA PEÇA: °C
UMIDADE RELATIVA DO AR (URA): % DATA: / / HORA: h min
LIBERAÇÃO PARA PINTURA
INSPETOR C.Q.: FISCALIZAÇÃO:
2) APLICAÇÃO DO ESQUEMA DE PINTURA E INSPEÇÕES:
ETAPAS DA INSPEÇÃO 1ª DEMÃO 2ª DEMÃO 3ª DEMÃO 4ª DEMÃO 5ª DEMÃO 6ª DEMÃO
N- N- N- N- N- N-
A PREPARO DA TINTA B ESTADO SUPERFÍCIE C “U. R. A” (%) D TEMPERATURA PEÇA E REDUTOR F MÉTODO APLICAÇÃO G INÍCIO DA PINTURA ___/___/___ ___/___/___ ___/___/___ ___/___/___ ___/___/___ ___/___/___ (DIA E HORA) ____:____h ____:____h ____:____h ____:____h ____:____h ____:____h H TÉRMINODA PINTURA ___/___/__ ___/___/___ ___/___/___ ___/___/___ ___/___/___ ___/___/___ (DIA E HORA) ____:____h ____:____h ____:____h ____:____h ____:____h ____:____h I EXAME VISUAL J ESPESSURA SECA L TESTE ADERÊNCIA
M T. DESCONTINUIDADE
INSPETOR C. Q.
DATA RUBRICA
3) OBSERVAÇÕES:
4) RECOMENDAÇÕES:
5) LAUDO FINAL: APROVADO REPROVADO PENDENTE VIDE REL. Nº.:
INSPETOR C. Q. SUPERVISOR C. Q. FISCALIZAÇÃO CERTIFICADORA Nº RUBRICA Nº RUBRICA Nº RUBRICA Nº RUBRICA DATA: DATA: DATA: DATA:

26 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
RELATÓRIO DE NÃO CONFORMIDADE RNC Nº:
DATA:
NOME DO CANDIDATO: Nº SEQUI: DOCUMENTAÇÃO APLICÁVEL:
DESCRIÇÃO DA NÃO CONFORMIDADE::
CAUSAS BÁSICAS:
EMITENTE: COORDENADOR DE ÁREA:
DISPOSIÇÃO:
RESP. TÉCNICO: RESP. PELA DISPOSIÇÃO: PRAZO:
AÇÃO CORRETIVA:
COORD. DA ÁREA: RESP. AÇÃO CORRETIVA: PRAZO:
VERIFICAÇÃO APÓS A CORREÇÃO:
( ) APROVADO RESP. VERIFICAÇÃO: COORD. DE ÁREA COORD. QUALIDADE: ASS. DO EXAMINADOR:
( ) REPROVADO CURSO DE INSPETOR DE PINTURA

27 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
8ANEXOS
Lista de anexos
◼ Anexo A: Plano de Inspeção de Pintura
◼ Anexo B: Procedimento para Tratamento de Não- conformidade
◼ Anexo C: Plano de Calibração de Instrumentos
◼ Anexo D: Ficha Individual de Calibração de Instrumentos
◼ Anexo E: Procedimentos de Execução
◼ Anexo F: Procedimentos de Inspeção

28 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Anexo A - Plano de Inspeção de PinturaAnexo A - Plano de Inspeção de Pintura
35

29 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
36

30 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
37

31 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Anexo B – Procedimento Para Tratamento de Não-conformidadeÍNDICE
1. Objetivo
2. Definições
3. Procedimento
4. Fluxograma para Tratamento de Não Conformidade de Serviço
1. OBJETIVO
Descrever todas as ações necessárias para controle, retenção ou não e liberação de qualquer item não conforme existente.
2. DEFINIÇÕES
Ponto de Espera ou Retenção: É o estágio do serviço que deverá ser paralisado no aguardo da solução de inspeção e aceitabilidade pelo inspetor de pintura. Os trabalhos só poderão prosseguir mediante liberação pelo controle.
Ponto de Inspeção: É o estágio do serviço onde as atividades de inspeção são realizadas afim de verificação da conformidade dos serviços.
Não Conformidade: É uma deficiência de características ou documentação exigida pelas normas ou procedimentos da obra ou condição contratual que sendo inaceitável, exige ação corretiva.
Ação Corretiva: Conjunto de medidas que visam a correção de uma não conformidade.
3. PROCEDIMENTO
◼ Toda vez que o inspetor de pintura observar uma ocorrência ou anormalidade não prevista no procedimento de execução ou normas dos serviços ou nas normas da empresa contratante, ele abrirá um relatório de conformidade (RNC) de serviço.
◼ Em paralelo, o inspetor abrirá em um formulário específico, o controle de emissão de relatórios de não conformidades emitidas.
◼ Dependendo do nível de comprometimento da não conformidade gerada, os serviços deverão ou não ficar paralisados até a emissão das ações corretivas e aprovação pela fiscalização.
◼ Registrar a área ou local de ocorrência e se necessário fazer um croqui do equipamento.
◼ Datar o dia da ocorrência da não conformidade e se houver paralisação dos serviços ou não.
◼ Após a descrição da não conformidade, o registro deverá ser assinado pelo inspetor de pintura e enviado para o Coordenador do Controle da Qualidade afim de emitir as medidas corretivas necessárias.

32 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
◼ Após a emissão das medidas corretivas, o coordenador deverá datar e assinar no local devidamente posicionado e enviar o relatório para a fiscalização com intuito de tomar conhecimento do problema e dar o “de acordo” ou não da medida corretiva proposta.
◼ Após conhecimento e comentário da fiscalização, o documento, devidamente assinado para fiscal, deverá voltar para o controle da qualidade onde será registrado se a medida corretiva foi ou não executada. Este item será preenchido pelo inspetor de pintura e pela Coordenação do Controle da Qualidade.
◼ Após o fechamento do relatório da não conformidade, o inspetor deverá dar baixa, neste documento, no controle de emissão de não conformidade.
4. FLUXOGRAMA PARA TRATAMENTO DE NÃO CONFORMIDADE
DETECÇÃO DE IRREGULARI DADE
COMUNICAR AO CONTROLE DA QUALI DADE
1 PARALI ZAR O SERVIÇO E SEGREGAR O ITEM
• Após o fechamento do relatório da não conformidade, o inspetor deverá dar baixa, neste documento, no controle de emissão de não conformidade.
4. FLUXOGRAMA PARA TRATAMENTO DE NÃO CONFORMIDADE
40
PROPOR AÇÃO CORRETIVA
ENVIAR COPIA PARA O
CLIENTE
EMISSÃO DE RELATÓRI O
CORRI GIR PELO PROCESI MENTO ESCRI TO
EXISTE N. C.?
1 EMITIR R. N. C. 2
EXECUTAR AÇÃO CORRETIVA
2 INSPECIONAR O
ITEM ENCERRAR R. N. C COM
ASSI NATURAS
DISTRIBUI R CÓPI AS
ARQUI VAR R. N. C.

33 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Anexo C – Plano de Calibração de InstrumentosAnexo C – Plano de Calibração de Instrumentos
41
Anexo D – Ficha Individual de Calibração de InstrumentosAnexo D – Ficha Individual de Calibração de Instrumentos
42

34 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Anexo E – Procedimentos de Execução
CONTROLE DE REVISÕES
REV DATA RESUMO DA REVISÃO ELABORADO APROVADO
8 18/05/06 Emissão para treinamento curso N II Grupo 01
INFORMAÇÕES NECESSÁRIAS NO DOCUMENTO PROCEDIMENTO DE EXECUÇÃO
1. OBJETIVO
Este procedimento tem como objetivo estabelecer os critérios para a execução dos serviços de tratamento de superfícies de aço por meio de jateamento abrasivo e pintura interna de esfera de GLP.
2. DOCUMENTOS APLICÁVEIS
Normas da PETROBRAS
N-5, N-9 , N-13, N-1204 , N-1288, N-1375, N-2135, N-2136,
N-2137, N-2629, N-2630.
Normas ABNT
NBR-11003, NBR-12311, NBR-15156.
Normas ISO
ISO-8501-1.

35 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
3. RECEBIMENTO DE TINTAS
O recebimento de tintas será efetuado conforme Procedimento de Recebimento PR – 001 Rev 00 do grupo 1.
4. ARMAZENAMENTO
O armazenamento de tintas e materiais correlatos será efetuado conforme Procedimento de Armazenagem PA – 001 Rev 01 do grupo 1.
5. RECEBIMENTO DE ABRASIVOS
O recebimento de tintas será efetuado conforme Procedimento de Recebimento de Abrasivos PRA – 001 Rev 00 do grupo 1.
6. PREPARAÇÃO DA SUPERFÍCIE PARA JATEAMENTO
Remover das áreas detectadas e demarcadas pela inspeção, todos os contaminantes por meio de limpeza físico-química, a superfície após a preparação deverá estar isenta de óleo, graxa, gordura, respingos de solda, cantos vivos e outras substâncias nas áreas determinadas.
7. TRATAMENTO DE SUPERFÍCIE
O grau de preparação da superfície após o jateamento devera atender ao padrão Sa 2 1/2 , (Limpeza por jateamento abrasivo ao metal quase branco,conforme norma PETROBRAS N-9 e que corresponda ao padrão fotográfico da norma ISO 8501-1). Após o jateamento, a superfície deve ser limpa por meio de escova, aspirador de pó ou jato de ar seco, de forma a remover da superfície grãos de abrasivos e poeira.
8. APLICAÇÃO DE TINTAS
8.1 Recomendações Gerais
◼ Quando o intervalo de repintura for ultrapassado, a demão anterior receberá um lixamento leve (quebra de brilho) para melhorar a ancoragem da demão subseqüente.
◼ Durante a aplicação e a secagem das tintas, será tomado o cuidado para evitar a contaminação da superfície, por cinzas, poeira e outros materiais existentes.
◼ Em cordões de solda deverá ser aplicada uma demão de reforço antes de cada demão.
◼ Antes da aplicação de cada uma das demãos deverão ser eliminados qualquer tipo de poeiras e outros contaminantes existentes sobre a demão anteriormente aplicada.
◼ As diferentes etapas de execução dos serviços só serão exe cutadas após inspeção e liberação do inspetor responsável.
8.2 Mistura, Homogeneização e Diluição
Toda a tinta ou componente deve ser homogeneizado, em seus recipientes antes e durante a mistura e, na aplicação deve ser agitado freqüentemente a fim de manter o pigmento em suspensão;

36 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
A homogeneização deve ser processada no recipiente original, não devendo a tinta ser retirada do mesmo, enquanto todo o pigmento não for incorporado ao veículo, admitindo-se, entretanto, que uma parte do veículo possa ser retirada temporariamente para facilitar o processo de homogeneização;
Caso haja dificuldade na dispersão do pigmento sedimentado, a tinta não deve ser utilizada;
A operação de mistura em recipientes abertos deve ser feita em local bem ventilado e distante de centelhas ou chamas;
A utilização de fluxo de ar sob a superfície da tinta, com a finalidade de misturá-la ou homogeneizá-la não é permitida em nenhum caso;
A mistura, homogeneização e diluição só devem ser feitas pôr ocasião da aplicação;
Nas tintas de dois ou mais componentes de cura química, deve ser respeitado o tempo de indução e o tempo de vida útil após a mistura (pot-life).
9. ESQUEMA DE PINTURA CONDIÇÃO 4 da Norma N-1375 Rev F
9.1. Tinta de Fundo
Aplicar uma demão de “Tinta Epóxi Fosfato de Zinco de Alta Espessura”, Norma Petrobras N-2630, por meio de rolo, trincha ou pistola sem ar com espessura mínima de 100 mm (cem micrometros) de película seca.
O intervalo para aplicação da demão subseqüente será no mínimo 16 horas e máximo de 48 horas.Caso o intervalo máximo de re pintura seja ultrapassado deverá ser efetuado um lixamento para quebra de brilho e abertura de perfil de ancoragem.
9.2. Tinta de Acabamento
Aplicar duas demãos de “Tinta de Acabamento Epóxi sem Solvente”, Norma Petrobrás N – 2629, por meio de rolo ou pistola sem ar com espessura mínima de 150 ?m (cento e cinqüenta micrometros) de película seca por demão, sendo que a primeira de mão deverá ser na cor verde pastel (3582) e a segunda demão na cor branca (0095). A segunda demão deverá ser aplicada assim que a primeira demão estiver “seca ao toque”.
Como alternativa a tinta de acabamento, desde que seja recomendação do fabricante poderá ser aplicada diretamente sobre a superfície tratada e em duas demãos com espessura mínima de 200 mm (duzentos micrometros) por demão.
9.3. Teste de Descontinuidade
Deverá ser feito o controle de continuidade com emprego de detector de descontinuidade (holiday detector), de acordo com a norma N-2137.
10. SEGURANÇA
Para a execução dos serviços de tratamento e pintura deverão ser seguidos os procedimentos para trabalhos em ambientes confinados, conforme PS – 001 e para execução de serviços em altura, conforme PS – 002.

37 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Anexo F – Procedimentos de Inspeção
PROCEDIMENTO PARA REALIZAÇÃO DO TESTE DE DESCONTINUIDADE DE PELÍCULA SECA DE TINTA
OBJETIVO:
Este procedimento visa padronizar a realização do teste de descontinuidade de película seca de tinta.
APLICAÇÃO:
Este procedimento é aplicável na execução de teste de determinação de descontinuidade, sempre que a norma de pintura do equipamento ou tubulação assim exigir.
PALAVRAS – CHAVES:
◼ Descontinuidade;
◼ Teste;
◼ Holiday Detector;
SUMÁRIO
1. Documentos de Referência
2. Segurança Física e operacional
3. Aparelhagem e materiais necessários
4. Execução
5. Registro de resultados
6. Anexo
1. DOCUMENTOS DE REFERÊNCIA
Normas Petrobras
N-13 Aplicação de tinta
N-2137 Determinação de descontinuidade em película seca de tinta
National association of corrosion engineer
RP-02-74 Recommended practice high voltage eletrical inspection of pipeline coatings prior to installation
RP-188-88 Standard recommended practice discontinuity (holiday) testing of Protective coatings

38 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Pintura industrial na proteção anticorrosiva
Laerce de Paula Nunes Alfredo Carlos D. Lobo
Pintura industrial aplicada
Ney Vieira Nunes
2. SEGURANÇA FÍSICA E OPERACIONAL
2.1 Não é permitida a utilização de detector de descontinuidades em dias em que haja perigo de descargas atmosféricas.
2.2 No caso de realização do teste em ambiente confinado, deverá ser verificado a explosividade, uma vez que eventuais vapores desprendidos durante a cura da tinta, podem se apresentar em concentrações em que haja risco de explosões.
2.3 Durante a realização do teste de descontinuidade, dever-se-á ter o cuidado de não tocar na escova metálica do aparelho, pois esta se tocada causará forte choque elétrico.
3. APARELHAGEM E MATERIAIS NECESSÁRIOS
3.1 Para sistemas de pintura com espessura de película seca até 150 micrometros.
◼ Água salgada (eletrólito).
◼ Trapo e solvente.
◼ Medidor de espessura seca.
◼ Aparelho detector de tensão constante, via úmida, com 67,5 volts, com precisão de 5%.
3.2 Para sistemas de pintura com espessura de película seca maior que 150 micrometros até 1000 micrometros.
◼ Medidor de espessura seca
◼ Trapo e solvente
◼ Aparelho detector de tensão variável, via seca, com variação contínua ou com “TAPS” constantes de no máximo 500 volts, com faixa de operação de 500 a 5000 volts, com precisão de 5%.
3.3 Para sistemas de pintura com espessura de película seca acima de 1000 micrometros.
◼ Medidor de espessura seca
◼ Trapo e solvente
◼ Aparelho detector de tensão variável, via seca, com variação contínua ou “TAPS” constantes de no máximo 1000 volts, com faixa de operação de 3000 a 15000 volts, com precisão de 2%.
OBS: Qualquer que seja o aparelho utilizado, este deverá estar aferido e calibrado.

39 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
4. EXECUÇÃO
4.1 Realização do teste
O teste deverá ser realizado após a última demão da tinta de acabamento atingir a secagem completa.
4.2 Aparelho via úmida (baixa tensão)
◼ Antes da realização do ensaio deve ser observado se toda a superfície esta limpa e isenta de umidade.
◼ A umidade excessiva ou qualquer outro material eletricamente condutivo dentro ou sobre a superfície pintada, poderá causar apreciável perda de corrente que podem abaixar o valor efetivo da voltagem de teste ou causar indicações errôneas de descontinuidades.
◼ Verificar se os terminais dos contatos elétricos do aparelho estão limpos e isentos de oxidação.
◼ O cabo terra do aparelho, devera ser aterrado em uma parte do equipamento em que não possua revestimento que esteja em contato direto com a superfície pintada.
◼ Caso seja impossível executar a orientação do item anterior, devera ser removido o revestimento de uma pequena região, a fim de propiciar o aterramento do aparelho.
◼ A esponja devera ser mantida sempre úmida com eletrólito, em condições de permitir a passagem de corrente necessária a indicação da falha.
◼ Testar o aparelho, efetuando com um estilete metálico, um furo nas camadas de tinta, de forma a expor a superfície metálica. Ligar o aparelho usando inicialmente a tensão mínima, e passar a esponja umedecida em água salgada na superfície com falha, a falha deve ser acusada pelo aparelho, caso isto não ocorra aumente gradativamente a tensão ate que o mesmo acuse a falha.
◼ O aparelho deve ser passado em toda a superfície pintada, com uma velocidade máxima de 15 cm/s.
◼ A esponja devera manter contato com a superfície pintada durante o tempo total em que é realizado o ensaio.
◼ O movimento da esponja umedecida não devera causar danos a pintura.
4.3 Aparelho via seca (alta tensão)
◼ Antes da realização do ensaio deve ser observado se toda a superfície esta limpa e isenta de umidade. A umidade excessiva ou qualquer outro material eletricamente condutivo dentro da superfície pintada, poderá causar apreciável perda de corrente que podem abaixar o valor efetivo da voltagem de teste ou causar indicações errôneas de descontinuidade.
◼ Verificar se os terminais dos contatos elétricos do aparelho estão limpos e isentos de oxidação
◼ O cabo terra do aparelho, deverá ser alterado em uma parte do equipamento em que não possua revestimento e que esteja em contato direto com a superfície pintada
◼ Caso não seja impossível executar a orientação do item anterior, deverá ser removido o revestimento de uma pequena região, a fim de propiciar o aterramento.

40 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
◼ Selecionar na superfície a ser testada uma região isenta de falhas visuais e com espessura idêntica à especificada para o sistema de pintura.
◼ Lixar superficialmente a película da tinta uma área mínima de 25 cm2 de modo a reduzir a espessura de 20% da espessura original;
◼ Passar a escova metálica do aparelho detector (superfícies planas ou cilíndricas de grande diâmetro) ou a mola (superfícies cilíndricas de pequeno diâmetro), inicialmente com uma voltagem mínima, elevando-se a tensão de 500 em 500 volts até o disparo do alarme ou até um máximo de 15000 volts.
◼ Diminuir a tensão de 500 volts e em seguida passar a escova ou mola nas regiões lixada e não lixada.
◼ A mola ou a escova metálica deverá manter contato com a superfície pintada durante o tempo total em que é realizado a regulagem do aparelho e o ensaio propriamente dito.
◼ O aparelho deve ser passado na superfície pintada com velocidade máxima de 20 cm/s.
◼ O aparelho estará regulado quando o alarme soar na região lixada e não soar na região não lixada.
◼ Se não ocorrer o descrito no item anterior, diminuir gradativamente a espessura da região lixada e repetir a passagem do aparelho sobre as áreas lixadas e não lixadas, até atender ao item anterior.
◼ A R.P-02-74 seção 3 item 3.2 recomenda a utilização da fórmula abaixo, para cálculo da voltagem de teste
V= 248,03 ⎷t ◼ Ao se examinar a superfície pintada, o soar do alarme denota a existência de descontinuidade
OBSERVAÇÃO: A utilização do aparelho de alta tensão, para esquemas de pintura de baixa espessura, não é recomendado porque a corrente pode perfurar a película de tinta, por menor que seja a voltagem regulada no aparelho.

41 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
5. REGISTRO DE RESULTADOS
Após o término do teste, deverá ser preenchido o formulário em anexo, constante neste procedimento.
PROCEDIMENTO DE INSPEÇÃO PARA ENSAIO DE ADERÊNCIA
PI EA 001/06
SUMÁRIO
1. OBJETIVO
2. NORMAS DE REFERÊNCIA
3. CRITÉRIOS DE AMOSTRAGEM
4. INSPEÇÕES A SEREM REALIZADAS
5. APARELHAGEM E INSTRUMENTOS
6. CRITÉRIO DE ACEITAÇÃO OU REJEIÇÃO
7. REGISTROS DA QUALIDADE
8. ANEXOS
1. OBJETIVO
Este procedimento tem por objetivo fixar diretrizes para realização de inspeção e ensaio de aderência em películas secas de tintas.
2. NORMAS DE REFERÊNCIA
N 13 – Aplicação de tinta
ABNT NBR 11003 – Tintas – Determinação da Aderência
ASTM D1000
3. CRITÉRIOS DE AMOSTRAGEM
Para a definição do número de testes a serem realizados, alguns parâmetros devem ser avaliados, tais como Natureza da superfície, presença ou não de zinco e espessura da película seca. Na tabela 1 são definidas as condições de amostragens para cada caso específico.

42 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
Tabela 1 –Definição da amostra a ser ensaiada
Natureza da superfície
Tinta de Fundo
Espessura da película seca Método Amostra
Tubulação - EFS < 100mm Método B 1 teste a cada 100 m ou fração do comprimento
Tubulação - EFS > 100mm Método A 1 teste a cada 100 m ou fração do comprimento
Tubulação Rica em Zinco * - Método A 1 teste a cada 100 m
ou fração do comprimento
Equipamentos ou estruturas - EFS < 100mm Método B 10% da área pintada
em valor absoluto
Equipamentos ou estruturas - EFS > 100mm Método A 10% da área pintada
em valor absoluto
Equipamentos ou estruturas
Rica em Zinco * - Método A 10% da área pintada
em valor absoluto
(*) Obs: Para tintas de fundo ricas em zinco, a base de silicatos, o teste de aderência (método A) deve ser realizado para as
demãos posteriores, independentemente da espessura de película de cada demão.
O teste de aderência deve ser executado na superfície ou em corpos de prova posterior ao tempo mínimo de secagem para repintura de cada demão. Para a utilização de corpos de prova é necessário que estes sejam simultaneamente submetidos ao mesmo esquema de pintura da superfície em questão.
Quando não for possível a realização dos testes em corpos de prova, o teste pode ser realizado na superfície que está sendo revestida e a superfície danificada deve ser adequadamente retocada.
4. INSPEÇÕES A SEREM REALIZADAS
Ambos os ensaios devem ser realizados à temperatura de (25 ± 5)º C e umidade relativa máxima de 70%.
4.1 MÉTODO A (Corte em X)
4.1.1 Selecionar uma área a mais plana possível, livre de imperfeições, limpa e seca
4.1.2 Utilizando um lápis ou marcador que não danifique a pintura, traçar um retângulo com as dimensões (14 mm x 38 mm).
4.1.3 Executar com a aparelhagem indicada em 5.1 dois cortes interligando os vértices do retângulo.
4.1.4 Verificar se o substrato foi atingido, com auxílio de uma lupa com aumento de sete vezes, observando-se o brilho nos cortes. Caso o substrato não tenha sido atingido, escolher outro local e executar novos cortes.
4.1.5 Remover duas voltas completas da fita no início de cada série de ensaios e descartar.

43 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
4.1.6 Remover para o ensaio, de maneira uniforme e contínua, mais 10 cm de fita e aplicá-la no centro da interseção, na direção dos ângulos menores.
4.1.7 Alisar a fita com o dedo na área das incisões e em seguida esfregar firmemente a borracha no sentido longitudinal da fita para se obter uma uniformidade na transparência da fita aplicada.
4.1.8 Remover a fita, decorrido 1minuto e 30 segundos da aplicação, puxando-a firme e continuamente com velocidade de 20 cm/s e um ângulo de 180º.
4.1.9 Avaliação: Examinar a área ensaiada, quanto ao destacamento, logo após a remoção da fita, classificando a aderência de acordo com a NBR 11003.
4.2 MÉTODO B (Corte em Grade)
4.2.1 Selecionar uma área plana, livre de imperfeições, limpa e seca.
4.2.2 Executar, com um dos dispositivos citados em 5.2 cortes cruzados em ângulo reto, de modo a alcançar o substrato, formando-se grade totalizando 25 quadrados.
4.2.3 Verificar se o substrato foi atingido, com auxílio de uma lupa com aumento de sete vezes, observando-se o brilho nos cortes.
4.2.4 Remover os resíduos provenientes do corte, antes da colocação da fita com auxílio de um pincel com cerdas macias.
4.2.5 Remover duas voltas completas da fita no início de cada série de ensaios e descartar.
4.2.6 Remover para o ensaio, de maneira uniforme e contínua, mais 10 cm de fita e aplicá-la na região quadriculada em um dos sentidos.
4.2.7 Alisar a fita com o dedo na área quadriculada e em seguida esfregar firmemente a borracha no sentido longitudinal da fita para se obter uma uniformidade na transparência da fita aplicada.
4.1.8 Remover a fita, decorrido 1minuto e 30 segundos da aplicação, puxando-a firme e continuamente com velocidade de 20 cm/s e um ângulo de 180º.
4.1.9 Avaliação: Examinar a área ensaiada, quanto ao destacamento, logo após a remoção da fita, classificando a aderência de acordo com a NBR 11003.
5. APARELHAGEM E INSTRUMENTOS
◼ Fita adesiva, semitransparente, de 25 mm de largura, com adesividade de (32 + 4) g/mm, conforme ASTM D 1000
◼ Lápis ou marcador
◼ Borracha
◼ Lupa com aumento de sete vezes

44 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
5.1 Para o método A – Corte em X
◼ Dispositivo de corte A: Lâmina de aço, de aproximadamente 10mm de largura e ângulo de corte com cerca de 17º (conforme NBR 11003)
5.2 Para o método B – Corte em Grade
◼ Para o método B – Corte em grade são permitidos dois tipos de dispositivos de corte:
◼ Dispositivo de corte B: conjunto de seis gumes com distância de 1mm (conforme NBR 11003).
◼ Dispositivo de corte C: conjunto de seis gumes com distância de 2 mm (conforme NBR 11003).
6. CRITÉRIOS DE ACEITAÇÃO E REJEIÇÃO
O resultado do teste de aderência deve ser comparado com os padrões visuais da norma ABNT NBR 11003 obedecendo aos seguintes critérios:
6.1 Para testes de aderência realizados pelo método A, abaixo os critérios técnicos qualitativos para aceitação:
a) Avaliação ao longo das incisões: X1 (máximo).
b) Para tintas de fundo ricas em zinco: X2 (máximo).
c) Avaliação na interseção dos cortes: Y2 (máximo).
6.2 Para testes de aderência realizados pelo método B, o máximo para aceitação deve ser o GR1.
6.3 Para o caso de reprovação do teste, deve-se repetir em 2 pontos distanciados de 1m do teste anterior. Estes 2 testes não devem ser considerados como amostra definida na tabela1. Caso um dos testes apresentem valores abaixo do esperado (itens 6.1 e 6.2), toda a pintura correspondente à esta inspeção deve ser rejeitada.
7. REGISTROS DA QUALIDADE
REA 001 – Relatório de ensaio de aderência
8. ANEXOS
NÃO APLICÁVEL

45 QUALIFICAÇÃO PARA INSPETOR DE PINTURA INDUSTRIAL Nível 1Módulo IV Documentação
BIBLIOGRAFIA
L.P. Nunes, Pintura industrial na proteção anticorrosiva, Rio de Janeiro, 1998.
ABNT NBR ISO 9001-2008 Sistema de Gestão da Qualidade - Requisitos

AGRADECIMENTO
A Associação Brasileira de Corrosão - ABRACO agradece aos seus instrutores pelo apoio na elaboração deste material