SÍNTESE DE BIODIESEL EM MEIO CONTÍNUO …livros01.livrosgratis.com.br/cp149240.pdf · do que o...
91
UNIVERSIDADE TIRADENTES – UNIT PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PROCESSOS - PEP SÍNTESE DE BIODIESEL EM MEIO CONTÍNUO PRESSURIZADO EMPREGANDO HIDROTALCITAS COMO CATALISADORES HETEROGÊNEOS Autor: Anderson Alles de Jesus Orientadores: Prof. Cláudio Dariva, D.Sc. Prof. Elton Franceschi, D.Sc. Prof. André Luis Dantas Ramos, D.Sc. ARACAJU, SE - BRASIL ABRIL DE 2010
-
Upload
nguyentruc -
Category
Documents
-
view
212 -
download
0
Transcript of SÍNTESE DE BIODIESEL EM MEIO CONTÍNUO …livros01.livrosgratis.com.br/cp149240.pdf · do que o...

UNIVERSIDADE TIRADENTES – UNIT
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PROCESSOS - PEP
SÍNTESE DE BIODIESEL EM MEIO CONTÍNUO PRESSURIZADO
EMPREGANDO HIDROTALCITAS COMO CATALISADORES
HETEROGÊNEOS
Autor: Anderson Alles de Jesus
Orientadores: Prof. Cláudio Dariva, D.Sc.
Prof. Elton Franceschi, D.Sc.
Prof. André Luis Dantas Ramos, D.Sc.
ARACAJU, SE - BRASIL
ABRIL DE 2010

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
SÍNTESE DE BIODIESEL EM MEIO CONTÍNUO PRESSURIZADO EMPREGANDO
HIDROTALCITAS COMO CATALISADORES HETEROGÊNEOS
Anderson Alles de Jesus
DISSERTAÇÃO SUBMETIDA AO PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA DE PROCESSOS DA UNIVERSIDADE TIRADENTES COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM
ENGENHARIA DE PROCESSOS
Aprovada por:
ARACAJU, SE - BRASIL
ABRIL DE 2010
FICHA CATALOGRÁFICA
C!!!e CXXX Jesus, Anderson Alles de.
Transesterificação Catalítica para Síntese de Biodiesel em condições supercríticas em modo
continuo / Anderson Alles de Jesus; orientadores Cláudio Dariva, Elton Franceshi , André Luis Dantas
Ramos,. – Aracaju, 2010.
XXX p :il.
Inclui bibliografia.
Dissertação (Mestrado em engenharia de Processo) – Universidade Tiradentes, 2010.
1. Supercrítico. 2. Biodiesel. 3. Tranesterificação. 4. Hidrotalcita. I Dariva, Cláudio (orient.).
II. Franceschi, Elton (orient.) III. Ramos, André Luis Dantas (orient.). IV Universidade Tiradentes. V.
Título.
CDU: XXXX
xxx.x

iv
À minha mãe, apoiando-me em todas as
horas, dedicando todo o seu amor, que
tanto foi alívio nas horas difíceis.
v
Agradecimentos
Ao nosso Deus, digno de toda a honra e louvor, por ser minha fortaleza e meu escudo
nos momentos difíceis, por ser meu mais e fiel amigo de todas as horas, a Ele, minha eterna
gratidão.
À minha mãe, Adélia, pelo constante apoio, amor, incentivo e pela presença
indispensável em todos os momentos difíceis ocorridos durante minha vida, pois sem isto não
chegaria onde estou.
Aos meus irmãos, Arley e Alessandro, pelo companheirismo, por me alegrar em todos
os momentos, pelo carinho e atenção.
Aos meus avós, Josuel (in memorian) e Judite, que muito me apoiaram para no início
desta etapa, sendo como meus pais no momento em que mais precisei.
Ao meu tio, Jorge Henrique, pelo auxílio e apoio moral.
Aos meus orientadores, Dariva, Elton e André, que serviram de alavanca para meu
desenvolvimento profissional, amigos que me incentivaram e me ensinaram que o objetivo
pode ser alcançado por todos, basta querer, o meu muito obrigado.
Um muito Obrigado especial a Claudio Dariva pela paciência, principalmente pelo
incentivo e palavras de conforto em momentos necessários.
Ao meu grande amigo Érito Meirelles, um amigo irmão no qual nunca vou esquecer,
dos seus ensinamentos e palavras de conforto.
A todos meus amigos e colegas do mestrado, Márcio, Cesar, Diego, Eduardo, Marluce,
Elisangela, Jaqueline, Gustavo do pelo companheirismo. Aos amigos do LTTL, Juciara,
Lucas, Aslan, André, Thiago, Weligton, Aiala, Gustavo, Juliana, Tamires e Victor, pessoas
estas que me deram uma ajuda imprescindível.
Aos professores Silvia, Lisiane, Alexandre, Montserrat, Cleide, Álvaro, Renan, Daniel,
Denise, Giancarlo, Katilin e Eliane, que estiveram sempre presentes durante todas as etapas
desta dissertação e que tenho uma grande admiração, muito obrigado por tudo.
Aos funcionários do ITP Nelson, Rui, Cleverton, Sheila, Joilma, Francisco e Nora e os
técnicos dos laboratórios Adélia, Elisângela, Luciete, Roneval e Rosicleide pelo apoio
prestado nos laboratórios.
À Wilson Linhares, a pessoa que me ensinou o que é um laboratório.
A Dona Darci, que um dia me disse que eu conseguiria o êxito.
A minha namorada Rejane e sua família, pelo seu apoio e incentivo, pela paciência, por
estar sempre ao meu lado, por fazer parte da minha vida.
vi
A CAPES, órgão financiador que incentiva o desenvolvimento de pesquisas no Brasil.
Ao DEQ/UEM, em especial ao professor Lúcio Cardoso e Vladmir Cabral, como
também aos colegas Daniel, Rogério Favaretto, que me acolheram e muito bem em Maringá.
Ao GREENTEC/UFRJ, pela oportunidade ímpar, em especial Donato Aranda, Mariana
Souza e Carla Pereira.
Ao DEQ/UFRN na pessoa da Professora Elisa, pela oportunidade de conhecer outras
instituições de ensino/pesquisa do Nordeste.
Enfim, a todos que contribuíram direta ou indiretamente na elaboração deste trabalho.

vii
The winner takes it all
The loser standing small
Beside the victory
That's a destiny
(Benny Andersson & Björn Ulvaeus)
viii
Resumo da Dissertação apresentada ao Programa de Pós-graduação em Engenharia de
Processos da Universidade Tiradentes como parte dos requisitos necessários para a obtenção
do grau de Mestre em Engenharia de Processos.
SÍNTESE DE BIODIESEL EM MEIO CONTINUO PRESSURIZADO EMPREGANDO
HIDROTALCITAS COMO CATALISADORES HETEROGÊNEOS
Anderson Alles de Jesus
Motivado pelas limitações nas fontes de energia e pela melhoria das questões ambientais, as
fontes alternativas de energia, dentre as quais o biodiesel, vem sendo um tema intenso estudo. O
biodiesel é produzido por rotas tradicionais e consolidadas, como a transesterificação/esterificação,
empregando aquecimento convencional e catálise homogênea. Contudo, novas técnicas estão sendo
estudadas, tais como o emprego de processos pressurizados, a produção em modo contínuo e o uso de
catalisadores heterogêneos, entre outras. O presente trabalho tem como foco investigar o emprego de
catalisadores heterogêneos do tipo hidrotalcita, em sistema pressurizado e em modo contínuo para a
produção de biodiesel. Uma unidade experimental de bancada foi montada no Laboratório de
Termodinâmica Aplicada do ITP/UNIT, composta por um reator tubular recheado com o catalisador
heterogêneo conectado a uma bomba de HPLC. Foram investigados os efeitos da temperatura (150 a
350°C), do fluxo volumétrico de reagentes (0,5 a 5 mL/min), da razão molar óleo:álcool (1:20 a 1:100)
e do tipo de álcool (etanol e metanol) sobre a conversão em ésteres da reação. Os resultados da
transesterificação do óleo de soja indicaram conversões em ésteres de até 93%. A temperatura
apresentou influência marcante na conversão. O fluxo volumétrico dos reagentes e a razão molar
óleo:álcool apresentaram pontos ótimos dentro da faixa experimental investigada. O uso do reator
tubular continuamente durante 46 horas indicou que o catalisador é estável dentro deste período. Em
geral os resultados indicaram que o processo investigado, uso de hidrotalcitas como catalisador
heterogêneo em modo contínuo e pressurizado, permite operar em condições de processo mais amenas
do que o processo supercrítico não catalítico, com resultados promissores para a produção de
biodiesel, principalmente quando se considera os curtos tempos de residência da reação (tipicamente
em torno de 10 minutos).
Palavras-chave: Biodiesel, Catálise, supercrítico, metanol.

ix
Abstract of Dissertation presented to the Process Engineering Graduate Program of
Universidade Tiradentes as a partial fulfillment of the requirements for the degree of Master
of Science (M.Sc.)
PRODUCTION OF BIODIESEL IN THE CONTINUOUS PRESSURIZED EMPLOYEE
HYDROTALCITE AS HETEROGENEOUS CATALYSTS
Anderson Alles de Jesus
The search for alternative sources of energy, as the biodiesel, has becoming increase attention
due to ambient and economical aspects. The biodiesel is traditional produced by traditional routes like
tranesterification and esterification using homogeneous catalysts and conventional heating. On the
other hand, new technologies have been studied as the development of continuous process, the use of
supercritical fluids and heterogeneous catalysts. The present work aims to investigate the use of
hydrotalcites as heterogeneous catalysts in a pressurized pressure in continuous mode. A experimental
unit was built at the Applied Thermodynamics Laboratory of the ITP/Unit, which is composed
basically of a bed of heterogeneous catalysts placed in a tubular reactor connected to a HPLC pump.
The effects of temperature (150 a 350°C), volumetric flow rate (0.5 to 5 mL/min), molar ratio of oil to
alcohol (1:20 to 1:100), type of alcohol (ethanol and methanol) on the reaction conversion in esters
was investigated. The soybean oil was used as vegetable oil source, and conversions up to 93% were
obtained. The results showed that the temperature has a pronounced effect on the results in the
experimental range investigated. The volumetric flow rate and the molar ratio oil:alcohol presented
optimum values inside the experimental range investigated. The use of the tubular reactor
continuously by 46 hours consecutive indicates that the hydrotalcite is stable during this period. In
general, the results indicated that the developed technology, the use of a heterogeneous catalyst in a
compressed tubular reactor in continuous mode, permits the use of gentle experimental conditions in
relation to the non-catalytic supercritical process, with promising results for the biodiesel production,
mainly when is considered the very short residence times of the reaction (around 10 minutes).
Keywords: Biodiesel, catalysys, supercritical e methanol
x
SUMÁRIO
1. INTRODUÇÃO ................................................................................................................. 1
2. REVISÃO BIBLIOGRÁFICA .......................................................................................... 4
2.1 ENERGIAS RENOVÁVEIS .......................................................................................................................... 4 2.3 ROTAS DE PRODUÇÃO DE BIODIESL ......................................................................................................... 6
2.3.1 Pirólise ........................................................................................................................................... 6 2.3.2 Hidroesterificação .......................................................................................................................... 7 2.3.2 Transesterificação .......................................................................................................................... 8
2.4 TRANSESTERIFICAÇÃO SUPERCRÍTICA ...................................................................................................... 9 2.5 TRANSESTERIFICAÇÃO CATALÍTICA ........................................................................................................12
2.5.1 Catalisadores enzimáticos ..............................................................................................................12 2.5.2 Catalisadores homogêneos .............................................................................................................12 2.5.3 Catalisadores heterogêneos ...........................................................................................................14
2.6 HIDROTALCITAS.....................................................................................................................................15 2.6.1 Aspectos Estruturais ......................................................................................................................16 2.6.1 Métodos de síntese de hidrotalcitas ................................................................................................18 2.6.2 Caracterização das hidrotalcitas ....................................................................................................19
Análise termogravimétrica (ATG) ...................................................................................................................... 19 Difração de raios-x (DRX) ................................................................................................................................. 20 Análises de temperatura programada .................................................................................................................. 20 Fluorescência Raio-X ........................................................................................................................................ 21 Adsorção de nitrogênio ...................................................................................................................................... 21 Microscopia Eletrônica De Varredura (MEV) ..................................................................................................... 22
2.7 CONSIDERAÇÕES GERAIS .......................................................................................................................22
3. MATERIAIS E MÉTODOS ............................................................................................ 24
3.1 SÍNTESE E CARACTERIZAÇÃO DO CATALISADOR.......................................................................................24 3.1.1 Síntese ...........................................................................................................................................24 3.1.2 Caracterização ..............................................................................................................................26
Composição Química......................................................................................................................................... 26 Análise textural ................................................................................................................................................. 26 Microscopia Eletrônica de Varredura (MEV) ...................................................................................................... 26 Análise termogravimétrica ................................................................................................................................. 26 Difratometria de Raios X ................................................................................................................................... 27 Dessorção a temperatura programada (TPD) de CO2 ........................................................................................... 27
3.2 PRODUÇÃO DE BIODIESEL .......................................................................................................................28 3.2.1. Reagentes .....................................................................................................................................28 3.2.2 Aparato experimental para síntese de biodiesel ..............................................................................29 3.2.3 Procedimento Experimental ...........................................................................................................31
3.3 PREPARO DE AMOSTRA PARA QUANTIFICAÇÃO EM ESTER ....................................................................33 Lavagem dos reagentes ...................................................................................................................................... 33 Evaporação com Nitrogênio ............................................................................................................................... 33 Adição de cicloexanol ........................................................................................................................................ 34
3.3.1 Quantificação em Éster ..................................................................................................................34 3.4 PLANEJAMENTO DE EXPERIMENTOS ........................................................................................................35
3.4.1 Temperatura ..................................................................................................................................37 3.4.2 Razão molar entre óleo e álcool .....................................................................................................38 3.4.3 Quantidade de catalisador .............................................................................................................38 3.4.5 Tempo de residência ......................................................................................................................39 3.4.6 Recuperação do catalisador e Estabilidade ....................................................................................39
3.5 VOLUME LIVRE DO LEITO.......................................................................................................................40
4. RESULTADOS E DISCUSSÕES ................................................................................... 42
4.1 CARACTERIZAÇÃO DOS CATALISADORES .................................................................................................42 4.1.1 Composição Química .....................................................................................................................42
xi
4.1.2 Análise Textural .............................................................................................................................42 4.1.3 Microscopia Eletrônica de Varredura ............................................................................................43 4.1.4 Análise termogravimétrica .............................................................................................................44 4.1.5 Difração Raio-X ............................................................................................................................46 4.1.6 Dessorção a temperatura programada (TPD) de CO2.....................................................................47
4.2 RESULTADOS PRELIMINARES DE SÍNTESE DE BIODIESEL ...........................................................................48 4.2.1 Efeito de mistura ............................................................................................................................48 4.2.2Estudo de perda de Carga ...............................................................................................................49 4.2.3 Testes catalíticos preliminares .......................................................................................................52
4.3 PRODUÇÃO DE BIODIESEL EM MEIO CONTÍNUO CATALÍTICO ......................................................................53 4.4 EFEITO DO FLUXO DA MISTURA REACIONAL ...........................................................................................54 4.5 EFEITO DA TEMPERATURA ......................................................................................................................56 4.6 EFEITO DA RAZÃO MOLAR ÓLEO:ÁLCOOL ................................................................................................59 4.7 EFEITO DA REUTILIZAÇÃO DO CATALISADOR...........................................................................................60 4.8 EFEITO DO ÁLCOOL ................................................................................................................................61 4.9 EFEITO DE EFETIVIDADE DO CATALISADOR .............................................................................................61
5. CONCLUSÕES E PERSPECTIVAS .............................................................................. 64
5.1. CONCLUSÃO .........................................................................................................................................64 5.2. SUGESTÕES ...........................................................................................................................................65
6. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 67
xii
LISTA DE FIGURAS
FIGURA 1. ESQUEMA REPRESENTATIVO DA REAÇÃO DE PIRÓLISE DE ÓLEOS VEGETAIS (SUAREZ ET
AL., 2007). ....................................................................................................................................................... 7
FIGURA 2. ETAPAS DA ESTERIFICAÇÃO (SCHUCHARDT ET AL., 1998). ................................................... 7
FIGURA 3. ETAPAS DA REAÇÃO DE TRANSESTERFICAÇÃO. ..................................................................... 8
FIGURA 4. ESQUEMA GLOBAL DA REAÇÃO DE TRANSESTERIFICAÇÃO DE TRIGLICERÍDEOS COM
METANOL. ...................................................................................................................................................... 9
FIGURA 5. CURVAS CINÉTICAS OBTIDAS NA REAÇÃO DE TRANSESTERIFICAÇÃO DO ÓLEO DE
MAMONA COM O (A) METANOL E (B) ETANOL (OLIVEIRA ET AL., 2006). ................................................13
FIGURA 6. PROCESSO DE TRANSESTERIFICAÇÃO COM CATÁLISE ÁCIDA PARA ETANOL(A) E METANOL(B) (OLIVEIRA ET AL., 2006). .......................................................................................................14
FIGURA 7: ESTRUTURAS DE (A) BRUCITA, (B) MATERIAL DO TIPO HIDROTALCITA (KAMATH ET AL.,
1997)...............................................................................................................................................................16
FIGURA 8: ARRANJO DAS INTERCAMADAS LAMELARES DAS HIDROTALCITAS. ....................................17
FIGURA 9. ESQUEMA DE SÍNTESE DA HIDROTALCITA POR COPRECIPITAÇÃO. ...................................25
FIGURA 10: UNIDADE EXPERIMENTAL PARA SÍNTESE DE BIODIESEL EM MODO CONTÍNUO
(SANTOS, 2009). .............................................................................................................................................29
FIGURA 11: VISTA INTERNA DO FORNO DE AQUECIMENTO COM DIFERENTES GEOMETRIAS DE
REATORES: (A) REATOR NÃO-CATALÍTICO EM ESPIRAL COM DIÂMETRO EXTERNO DE 1/4 DE
POLEGADA E VOLUME DE 30 ML ACOPLADO A UM REATOR CATALÍTICO COM VOLUME DE 3 ML. (B)
REATOR CATALÍTICO COM DIÂMETRO EXTERNO DE 3/8 DE POLEGADAS E VOLUME DE
APROXIMADAMENTE 15 ML ........................................................................................................................30
FIGURA 12: VISTA GERAL DA UNIDADE DE PRODUÇÃO DE BIODIESEL A ALTA TEMPERATURA EM
MODO CONTÍNUO. .......................................................................................................................................31
FIGURE 13: APARATO EXPERIMENTAL. .....................................................................................................40
FIGURA 14: ISOTERMAS DE ADSORÇÃO/DESSORÇÃO DE N2 DAS HIDROTALCITAS HT 0,20, HT 0,33. .43
FIGURA 15: MICROGRAFIAS DE MICROSCOPIA ELETRÔNICA DE VARREDURA PARA AS
HIDROTALCITA 0,20(A) E 0,33(B), RESPECTIVAMENTE .............................................................................44
FIGURE 17: CURVAS DE TG DAS HIDROTALCITAS COM DIFERENTES RAZÕES ENTRE AL-MG. ...........45
FIGURA 17. DIFRATOGRAMA DAS HIDROTALCITA (A) HT0,20, (B)HT0,33. ..............................................46
FIGURA 18:GRÁFICOS DE DESSORÇÃO DE CO2 DOS CATALISADORES HT0,20 (A) E HT0,33(B). ..........47
FIGURA 19: VISTAS DETALHADAS DA COLOCAÇÃO DO LEITO RECHEADO COM O CATALISADOR....50
FIGURE 20: PRENSA PARA AUMENTO DE GRANULOMETRIA DO CATALISADOR. .................................50
FIGURE 21: DIAGRAMA ESQUEMÁTICO PARA O CICLO DE AUMENTO DA GRANOLOMETRIA DA
HIDROTALCITA .............................................................................................................................................51
xiii
FIGURA 22: MICROGRAFIA DE MICROSCOPIA ELETRÔNICA DE VARREDURA DA HIDROTALCITA
APÓS PELETIZADA EM PRENSA MECÂNICA E REMASSERADA. ...............................................................51
FIGURA 23. PERDA DE CARGA (BAR) EM FUNÇÃO DO FLUXO DA MISTURA REACIONAL, COM
TEMPERATURA DE 300ºC E 40:1 DE RAZÃO ÁLCOOL:ÓLEO. ...................................................................52
FIGURA 24. COMPARAÇÃO ENTRE O EFEITO DA AGITAÇÃO POR ESFERAS DE VIDRO E O EFEITO DA
ADIÇÃO DE PEQUENA QUANTIDADE DE CATALISADOR AO PROCESSO, A 200 BAR DE PRESSÃO E
FLUXO DE 1 ML\MIN. ...................................................................................................................................52
FIGURA 25. TESTE DE FUNCIONALIDADE DO CATALISADOR EM FUNÇÃO DO TEMPO. AS
CONDIÇÕES REACIONAIS PARA EXECUÇÃO DESSE EXPERIMENTO FOI SOBRE UMA PRESSÃO DE
200 BAR E FLUXO DE 1 ML\MIN. .................................................................................................................53
FIGURA 26. EFEITO DO FLUXO VOLUMÉTRICO DE ALIMENTAÇÃO DOS REAGENTES SOBRE O RENDIMENTO DA REAÇÃO. AS CONDIÇÕES REACIONAIS PARA EXECUÇÃO DESSE EXPERIMENTO
FOI SOBRE UMA PRESSÃO DE 150 BAR E TEMPERATURA DE 250OC. .....................................................55
FIGURA 27. EFEITO DA TEMPERATURA SOBRE A CONVERSÃO EM ÉSTERES DA REAÇÃO DE
TRANSESTERIFICAÇÃO DE ÓLEO SOJA EM MEIO CONTÍNUO EMPREGANDO HIDROTALCITA COMO
CATALISADOR HETEROGÊNEO NA CONDIÇÃO OPERACIONAL DE 150 BAR. .........................................57
FIGURA 28. MISCIBILIDADE DE ÓLEO DE SOJA E ETANOL A PARTIR DA TEMPERATURA AMBIENTE
ATÉ 400ºC, A 100 BAR, COM RAZÃO MOLAR ÓLEO:ÁLCOOL DE 1:16 (ANISTECU ET AL., 2008) ............58
FIGURA 29. EFEITO DA RAZÃO MOLAR ÓLEO:ÁLCOOL SOBRE A CONVERSÃO DA REAÇÃO DE
TRANSESTERIFICAÇÃO METÍLICA DE ÓLEO DE SOJA EM REATOR CONTÍNUO PRESSURIZADO
EMPREGANDO HIDROTALCITAS COMO CATALISADORES HETEROGÊNEOS SOBRE UM FLUXO DE 1
ML/MIN, PRESSÃO DE 150 BAR E TEMPERATURA DE 250 ºC. ...................................................................59
FIGURA 30: ESTUDO DA REUTILIZAÇÃO DO CATALISADOR. (A) FLUXO DE 0,5 ML/MIN) (B) FLUXO
DE 1,0 ML/MIN, A UMA PRESSÃO DE 150 BAR. ...........................................................................................60
FIGURA 31. EFEITO DA UTILIZAÇÃO DE METANOL E ETANOL SOBRE O RENDIMENTO DA REAÇÃO
DE SÍNTESE DE BIODIESEL EM MEIO SUPERCRÍTICO EMPREGANDO HIDROTALCITAS COMO
CATALISADORES. ..........................................................................................................................................61
FIGURE 35: ESTUDO DA EFETIVIDADE DO CATALISADOR PARA LONGOS TEMPOS DE REAÇÃO.......62
xiv
LISTA DE TABELAS
TABELA 1.VANTAGENS DO BIODIESEL EM RELAÇÃO AO PETRO-DIESEL. .............................................. 5
TABELA 2: PROPRIEDADES FÍSICO-QUÍMICAS DO METANOL EM CONDIÇÕES NORMAIS E EM
CONDIÇÕES SUPERCRÍTICAS (ADAPTADO DE KUSDIANA E SAKA (2004)B; DEMIRBAS (2002); CAO ET
AL. (2005)) ......................................................................................................................................................10
TABELA 3. QUANTIDADE DE REAGENTES UTILIZADOS PARA A SÍNTESE DAS HIDROTALCITAS. ........25
TABELA 4: PROPRIEDADES TERMOFÍSICAS DOS REAGENTES UTILIZADOS PARA A SÍNTESE DE
BIODIESEL COM ÁLCOOL SUPERCRÍTICO EM MEIO CONTÍNUO EMPREGANDO HIDROTALCITAS COMO CATALISADOR. ..................................................................................................................................28
TABELA 5: COMPARAÇÃO ENTRE OS DIFERENTES MÉTODOS DE PREPARO DE AMOSTRA COM
RELAÇÃO À CONVERSÃO EM ÉSTERES PARA TRÊS DISTINTAS CONDIÇÕES EXPERIMENTAIS DE
SÍNTESE DE ÉSTERES METÍLICOS. ..............................................................................................................34
TABELA 6: CONDIÇÕES CROMATOGRÁFICAS PARA ANÁLISE DE BIODIESEL. ......................................35
TABELA 7: VARIÁVEIS E CONDIÇÕES INVESTIGADAS NOS TESTES COM LEITO DE ESFERAS DE
VIDRO E CATALISADOR ACOPLADOS AO LEITO NÃO CATALÍTICO. .......................................................36
TABELA 8: VARIÁVEIS E CONDIÇÕES EXPERIMENTAIS INVESTIGADAS NA VERIFICAÇÃO DA
ESTABILIDADE DO CATALISADOR AO LONGO DOS EXPERIMENTOS, JUNTAMENTE COM O LEITO
NÃO CATALÍTICO. .........................................................................................................................................36
TABELA 9: CONDIÇÕES EXPERIMENTAIS DAS VARIÁVEIS INVESTIGADAS.............................................37
TABELA 10: TABELA DE RESULTADOS ENCONTRADOS RELATIVO AO VOLUME LIVRE DO REATOR
CATALÍTICO. .................................................................................................................................................41
TABELA 11: COMPOSIÇÃO QUÍMICA ELEMENTAR DAS HIDROTALCITAS SINTETIZADAS. ...................42
TABELA 12: CARACTERÍSTICAS TEXTURAIS DAS HIDROTALCITAS SINTETIZADAS. ...............................43
TABELA 13: RESULTADOS DAS ANÁLISES DE TERMOGRAVIMETRIA DIFERENCIAL DOS
CATALISADORES. ..........................................................................................................................................45
TABELA 14. PARÂMETROS DE CÉLULA UNITÁRIA DAS HIDROTALCITAS SINTETIZADAS. .....................46
TABELA 15: QUANTIFICAÇÃO DO TPD-CO2 EM MOLES CO2 POR GRAMA DE CATALIZADOR. .............47
TABELA 16: COMPARAÇÃO ENTRE CONVERSÕES OBTIDAS NO LEITO NÃO CATALÍTICO E DO LEITO
COM ESFERAS DE VIDRO + LEITO NÃO CATALÍTICO. ..............................................................................49
TABELA 17: CONDIÇÕES EXPERIMENTAIS E RESULTADOS OBTIDOS NAS REAÇÕES DE TRANSESTERIFICAÇÃO EM MEIO SUPERCRÍTICO CONTÍNUO EMPREGANDO HIDROTALCITAS COMO
CATALISADORES HETEROGÊNEOS. ............................................................................................................54
1
Capítulo 1
1. INTRODUÇÃO
Nos últimos anos muito se tem falado a respeito do esgotamento das reservas de
petróleo, bem como no impacto ambiental que o seu processamento provoca. Assim, é
crescente o interesse em um desenvolvimento tecnológico baseado na sustentabilidade,
buscando fontes alternativas de energia. Dentro do cenário de energia limpa, o biodiesel é
uma alternativa atrativa que pode ser obtida através de fontes renováveis.
O biodiesel é um combustível não derivado do petróleo, possuindo combustão mais
limpa e é obtido a partir de matérias-primas renováveis (Ex: óleos vegetais ou gorduras
animais). É constituído de ésteres metílicos de ácidos graxos (FAME) ou ésteres etílicos de
ácidos graxos (FAEE), derivados, em geral, da trasesterificação de triglicerídeos com metanol
ou etanol, respectivamente, na presença ou não de catalisadores adequados (SILVA, 2008).
As primeiras experiências em se utilizar um óleo vegetal como alternativa para a
substituição ao diesel em motores com ignição por compressão ocorreu ao final do século
XIX, pela companhia Otto, que apresentou um protótipo de motor na Exposição Universal de
Paris, em 1900, acionado com óleo de amendoim (cultura que naquela época era muito
difundida nas colônias francesas da África).
Atualmente, o governo brasileiro implementou o uso comercial de biocombustíveis na
matriz energética através da lei nº 11.097, de 13/01/2005. Esta lei regulamenta a introdução
do biodiesel como combustível, além de prever o uso opcional de blendas (biodiesel/diesel
fóssil). A comercialização opcional teve início com a mistura de 2% de biodiesel ao óleo
diesel (B2) no final de 2007. Os percentuais foram aumentando gradativamente, sempre em
datas anteriores às previstas em lei, chegando-se à adição obrigatória de 5% (B2) a partir de
janeiro de 2010. Cabe à Agência Nacional de Petróleo, Gás Natural e Biocombustíveis (ANP)
monitorar as misturas, certificando a qualidade da mistura biodiesel/diesel através de análises
laboratoriais evitando que o produto seja adulterado, como acontece com a gasolina e o álcool
(RESOLUÇÃO ANP nº 15).
A transesterificação, também chamada de alcoólise, consiste na reação entre um
álcool, geralmente de cadeia curta, e um triglicerídeo, que pode ser oriundo de matriz vegetal
ou animal. Os produtos obtidos a partir desta reação são os ésteres dos ácidos graxos
(biodiesel) e o glicerol.
2
Dentre os processos para a produção de biodiesel, o mais comum é a reação de
transesterificação em modo batelada empregando catalisadores homogêneos com caráter
básico. A produção de biodiesel pela rota convencional, embora seja simples, rápida e com
altos rendimentos, apresenta vários inconvenientes, tais como custos com catalisador,
saponificação de ácidos graxos livres e dificuldade de purificação e separação dos produtos da
reação, o que implica em altos custos de produção e energia (KUSDIANA e SAKA, 2001a).
Diante da necessidade de reduzir os custos de produção oriundos de etapas
subsequentes de separação e purificação do biodiesel em relação ao meio reacional, tem se
buscado constantemente o desenvolvimento de técnicas alternativas para a produção deste
biocombustível empregando diferentes tipos de catalisadores heterogêneos químicos com
caráter ácido ou básico ou, ainda, catalisadores heterogêneos bioquímicos - enzimas
(MACLEOD et al., 2008; CHEN et al., 2009; LI et al., 2009; LUKIC et al., 2009;
MACARIO et al., 2010). Com este tipo de catalisador é possível conduzir reações de
transesterificação tanto com óleo vegetal refinado quanto com óleos utilizados em frituras
com alto índice de acidez, ocasionado pela presença de ácidos graxos livres e água. Além
disto, a separação dos produtos da reação é bastante simples (DI SERIO et al., 2007). Porém,
as temperaturas reacionais empregando este tipo de catalisador são altas, da ordem de 200C,
além de longos tempos de reação que podem chagar até várias horas (ZABETI et al., 2009).
Visando suprir as deficiências apresentadas acima, processos não catalíticos,
utilizando um solvente (geralmente metanol ou etanol) em condições supercríticas, têm sido
amplamente investigados. Tais processos apresentam como resultado um alto rendimento em
ésteres em baixos tempos de reação associados à isenção de catalisadores e solventes
orgânicos, uma vez que o próprio álcool atua como reagente e solvente do meio,
proporcionando uma maior facilidade na etapa de separação e purificação dos ésteres
produzidos (VIEITEZ et al., 2008; VIEITEZ et al., 2009; DEMIRBAS, 2009). Porém, as
condições reacionais empregando o método supercrítico são bastante severas com
temperaturas acima de 300C e pressões acima de 200 bar, podendo levar também a reações
de degradação (WANG et al., 2008). Além disto, são utilizadas grandes quantidades de álcool
em relação ao óleo vegetal.
A adição de catalisadores heterogêneos ao método supercrítico tem sido recentemente
reportada na literatura, com o objetivo de amenizar as condições reacionais, principalmente de
temperatura e pressão (LEE et al., 2009; MACARIO et al., 2010) Neste processo, o
decréscimo na conversão da reação pela diminuição da temperatura é compensado pela ação
do catalisador. Além disso, a utilização de catalisadores heterogêneos juntamente com o
3
método que emprega álcool em condições supercríticas, em modo contínuo, torna-se bastante
interessante, uma vez que possibilita um melhor controle das variáveis de processo,
garantindo um efetivo controle de qualidade dos produtos gerados (HEGEL et al., 2006).
Dentro deste contexto, o objetivo geral do presente trabalho foi avaliar as condições de
produção de biodiesel em meio contínuo, supercrítico, utilizando hidrotalcitas como
catalisadores heterogêneos, metanol, etanol e óleo de soja como reagentes. Para alcançar este
objetivo, primeiramente foi realizada a síntese e caracterização do catalisador e
posteriormente foram avaliados os efeitos de parâmetros operacionais como temperatura
reacional, razão molar metanol/óleo, vazão da mistura reacional e quantidade de catalisador.
Também foi avaliada a reutilização do catalisador, bem como sua estabilidade frente a longos
períodos reacionais. Os ésteres oriundos da reação de transesterificação foram analisados e
quantificados por cromatografia gasosa. O catalisador foi caracterizado quanto às suas
características químicas, texturais e térmicas por diferentes técnicas tais como
termogravimetria, difração de raio-X, análises de temperatura programada, microscopia
eletrônica de varredura e adsorçã o de nitrogênio, para determinar propriedades como
estabilidade térmica, estrutura cristalina, composição elementar, morfologia, área específica,
volume específico de poros, porosidade e distribuição de tamanhos de poros, dentre outras.
Para a apresentação deste trabalho, adotou-se o seguinte esquema expositivo: no Capítulo
2 é apresentada uma breve revisão da literatura a respeito das rotas de produção de biodiesel,
principais tipos de catalisadores utilizados na produção de biodiesel, focando principalmente
em hidrotalcitas. No Capítulo 3 é apresentada uma descrição dos materiais empregados, dos
métodos e procedimentos experimentais utilizados para a síntese e caracterização do
catalisador, bem como para síntese e caracterização do biodiesel produzido. Os resultados
obtidos com relação às características do catalisador e com relação à produção de biodiesel
em meio contínuo supercrítico com catalisador heterogêneo são apresentados e discutidos no
Capítulo 4. Por fim, no Capítulo 5 são apresentadas as conclusões e sugestões pertinentes para
a continuidade do presente trabalho.
4
Capítulo 2
2. REVISÃO BIBLIOGRÁFICA
2.1 Energias Renováveis
Desde o início do século XX, o mundo sofre com o aumento na exploração dos
recursos naturais, com a poluição atmosférica e com a degradação do solo, tendo em vista que
essas necessidades energéticas mundiais são supridas em sua grande maioria por fontes
petroquímicas, carvão mineral, gás natural, e energia nuclear. Segundo o Ministério das
Minas e Energia (MME), o petróleo e seus derivados representam mais de 36% da matriz
energéticas brasileira em 2006, diminuindo gradativamente anualmente.
Devido à premência das questões ambientais, as fontes energéticas alternativas vêm
ocupando um espaço cada vez maior por medidas e discussões governamentais. Pode-se citar
alguns exemplos, tais como a energia solar (oriunda de raios solares), a eólica (oriunda dos
ventos), energia hídrica (oriunda das quedas d’água) e a biomassa (matéria de origem
vegetal). Assim, é crescente o interesse em um desenvolvimento tecnológico baseado na
sustentabilidade, buscando fontes alternativas de energia. Dentro do cenário de energia limpa,
o biodiesel é uma alternativa atrativa que pode ser obtida através de fontes renováveis.
Segundo a resolução 42 de 24/11/2004 da Agência Nacional do Petróleo, Gás Natural
e Biocombustíveis – ANP, o biodiesel é definido como um combustível composto de
alquilésteres de ácidos graxos de cadeia longa, derivados de óleos vegetais ou de gorduras
animais. Por ser renovável e apresentar grandes quantidades de carbono, o biodiesel é
considerado um combustível alternativo potencial, apresentando propriedades similares ou até
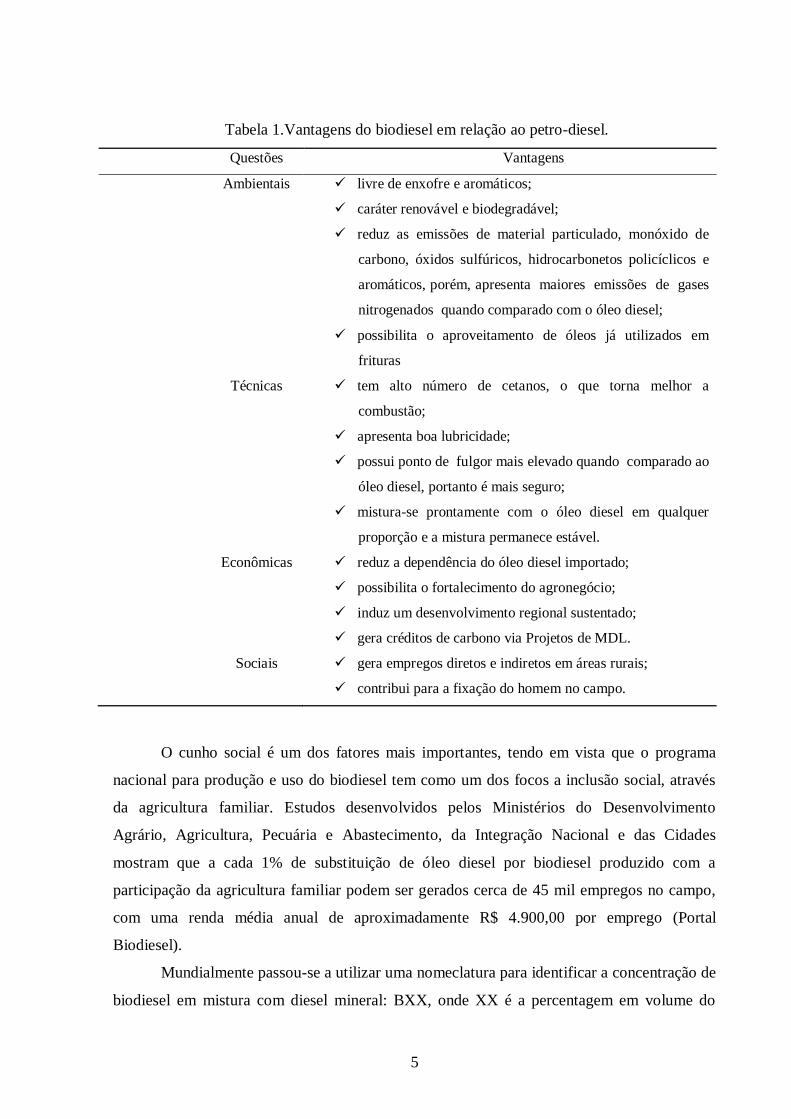
superiores às do óleo diesel convencional. A Tabela 1 apresenta algumas das vantagens do
biodiesel em relação ao diesel convencional (Kusdiana e Saka, 2001ª; Demirbas, 2002; He et
al., 2007; SANTOS, 2010 ).
5
Tabela 1.Vantagens do biodiesel em relação ao petro-diesel.
Questões Vantagens
Ambientais livre de enxofre e aromáticos;
caráter renovável e biodegradável;
reduz as emissões de material particulado, monóxido de
carbono, óxidos sulfúricos, hidrocarbonetos policíclicos e
aromáticos, porém, apresenta maiores emissões de gases
nitrogenados quando comparado com o óleo diesel;
possibilita o aproveitamento de óleos já utilizados em
frituras
Técnicas tem alto número de cetanos, o que torna melhor a
combustão;
apresenta boa lubricidade;
possui ponto de fulgor mais elevado quando comparado ao
óleo diesel, portanto é mais seguro;
mistura-se prontamente com o óleo diesel em qualquer
proporção e a mistura permanece estável.
Econômicas reduz a dependência do óleo diesel importado;
possibilita o fortalecimento do agronegócio;
induz um desenvolvimento regional sustentado;
gera créditos de carbono via Projetos de MDL.
Sociais gera empregos diretos e indiretos em áreas rurais;
contribui para a fixação do homem no campo.
O cunho social é um dos fatores mais importantes, tendo em vista que o programa
nacional para produção e uso do biodiesel tem como um dos focos a inclusão social, através
da agricultura familiar. Estudos desenvolvidos pelos Ministérios do Desenvolvimento
Agrário, Agricultura, Pecuária e Abastecimento, da Integração Nacional e das Cidades
mostram que a cada 1% de substituição de óleo diesel por biodiesel produzido com a
participação da agricultura familiar podem ser gerados cerca de 45 mil empregos no campo,
com uma renda média anual de aproximadamente R$ 4.900,00 por emprego (Portal
Biodiesel).
Mundialmente passou-se a utilizar uma nomeclatura para identificar a concentração de
biodiesel em mistura com diesel mineral: BXX, onde XX é a percentagem em volume do
6
biodiesel na mistura. Por exemplo B2, B5, B20 e B100 são combustíveis com concentrações
de 2%, 5%, 20% e 100% de biodiesel, respectivamente.
A principal ação legal do programa nacional de produção e uso do biodiesel, foi a
introdução de biocombustíveis derivados de óleos e gorduras na matriz energética, pela Lei
11097 de 13 de janeiro de 2005. Esta lei incentiva a adição de biodiesel ao diesel
convencional. O biodiesel é perfeitamente miscível, e semelhante, do ponto de vista físico-
químico, ao óleo diesel mineral, podendo ser usado em qualquer motor a diesel sem haver
nenhum desgaste motivado pelo mesmo.
O Brasil possui em sua geografia grandes vantagens agronômicas por se situar em uma
região tropical com altas taxas de luminosidade e temperaturas médias anuais, associado à
disponibilidade hídrica e regularidade de chuvas, tornando-se o país com maior potencial para
energias renováveis. Porém, o Brasil explora menos de um terço de sua área agricultável, o
que constitui a maior área para expansão agrícola do mundo.
2.3 Rotas de Produção de Biodiesel
2.3.1 Pirólise
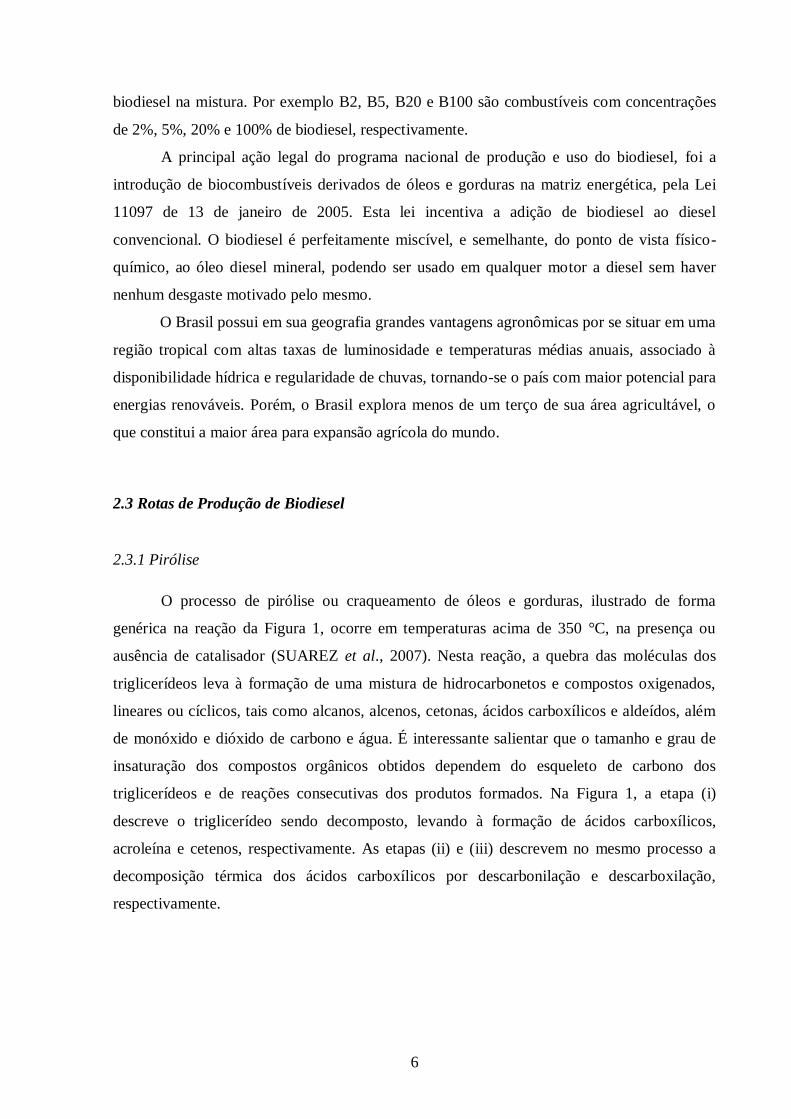
O processo de pirólise ou craqueamento de óleos e gorduras, ilustrado de forma
genérica na reação da Figura 1, ocorre em temperaturas acima de 350 °C, na presença ou
ausência de catalisador (SUAREZ et al., 2007). Nesta reação, a quebra das moléculas dos
triglicerídeos leva à formação de uma mistura de hidrocarbonetos e compostos oxigenados,
lineares ou cíclicos, tais como alcanos, alcenos, cetonas, ácidos carboxílicos e aldeídos, além
de monóxido e dióxido de carbono e água. É interessante salientar que o tamanho e grau de
insaturação dos compostos orgânicos obtidos dependem do esqueleto de carbono dos
triglicerídeos e de reações consecutivas dos produtos formados. Na Figura 1, a etapa (i)
descreve o triglicerídeo sendo decomposto, levando à formação de ácidos carboxílicos,
acroleína e cetenos, respectivamente. As etapas (ii) e (iii) descrevem no mesmo processo a
decomposição térmica dos ácidos carboxílicos por descarbonilação e descarboxilação,
respectivamente.
7
Figura 1. Esquema representativo da reação de pirólise de óleos vegetais (SUAREZ et al.,
2007).
Apesar da simplicidade do uso apenas de altas temperaturas para realizar o
craqueamento, a grande desvantagem é a obtenção de compostos oxigenados no produto final,
que o tornam levemente ácido, além de representar uma baixa seletividade para biodiesel
(SUAREZ et al., 2007).
2.3.2 Hidroesterificação
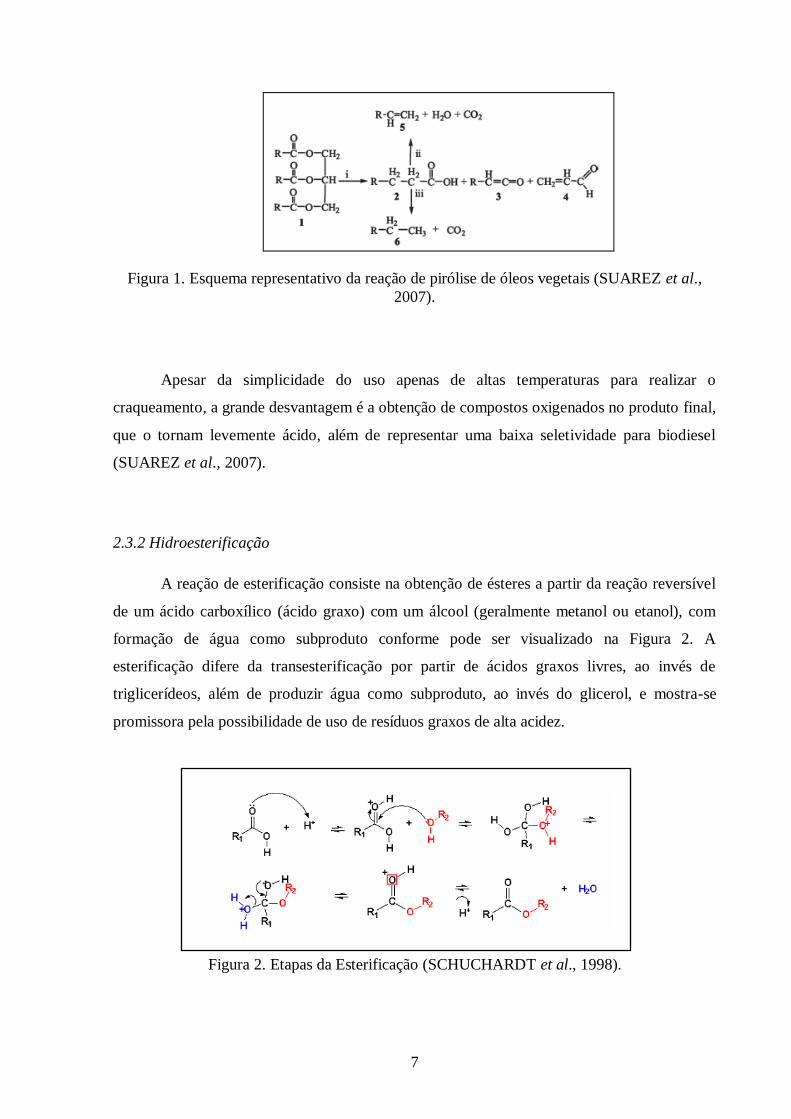
A reação de esterificação consiste na obtenção de ésteres a partir da reação reversível
de um ácido carboxílico (ácido graxo) com um álcool (geralmente metanol ou etanol), com
formação de água como subproduto conforme pode ser visualizado na Figura 2. A
esterificação difere da transesterificação por partir de ácidos graxos livres, ao invés de
triglicerídeos, além de produzir água como subproduto, ao invés do glicerol, e mostra-se
promissora pela possibilidade de uso de resíduos graxos de alta acidez.
Figura 2. Etapas da Esterificação (SCHUCHARDT et al., 1998).
8
Na reação de esterificação, o ácido carboxílico é protonado por um ácido de BrØnsted,
facilitando o ataque nucleofílico do álcool na carbonila, formando um intermediário
tetraédrico que posteriormente sofre um rearranjo, seguido da perda de uma molécula de água
e formando uma molécula de éster.
2.3.2 Transesterificação
Transesterificação ou alcoólise é a reação de uma gordura ou de um óleo com um
álcool, dando origem à uma mistura de ésteres (biodiesel) e glicerol. Um catalisador é
geralmente usado para melhorar a taxa da reação e, portanto, o rendimento, sendo os
catalisadores homogêneos básicos, tais como hidróxido e metóxido de sódio, os mais
utilizados (SCHUCHARDT et al., 1998; KATADA et al., 2009; HSIEH et al., 2010). Entre
os álcoois que podem ser usados no processo de transesterificação, encontram-se metanol,
etanol, n-propanol ou n-butanol. O metanol e o etanol são usados mais freqüentemente,
principalmente o metanol, devido as suas vantagens físicas e químicas (álcool de cadeia polar
e curta), disponibilidade e custo de produção. Na prática, a razão entre álcool e triglicerídeo
necessita ser mais elevada que a estequiométrica (3:1) a fim de deslocar o equilíbrio químico
para o lado dos produtos, por se tratar de uma reação reversível, aumentando o rendimento
dos ésteres formados (MA e HANNA, 1999).
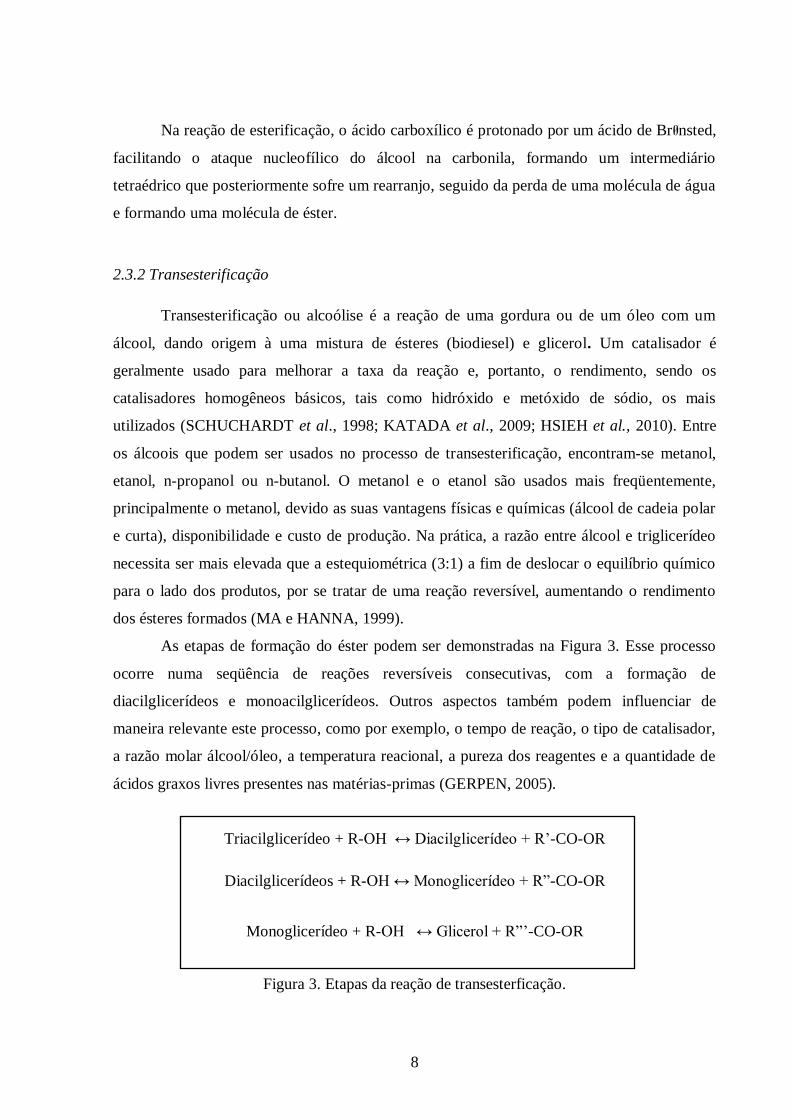
As etapas de formação do éster podem ser demonstradas na Figura 3. Esse processo
ocorre numa seqüência de reações reversíveis consecutivas, com a formação de
diacilglicerídeos e monoacilglicerídeos. Outros aspectos também podem influenciar de
maneira relevante este processo, como por exemplo, o tempo de reação, o tipo de catalisador,
a razão molar álcool/óleo, a temperatura reacional, a pureza dos reagentes e a quantidade de
ácidos graxos livres presentes nas matérias-primas (GERPEN, 2005).
Triacilglicerídeo + R-OH ↔ Diacilglicerídeo + R’-CO-OR
Diacilglicerídeos + R-OH ↔ Monoglicerídeo + R”-CO-OR
Monoglicerídeo + R-OH ↔ Glicerol + R”’-CO-OR
Figura 3. Etapas da reação de transesterficação.
9
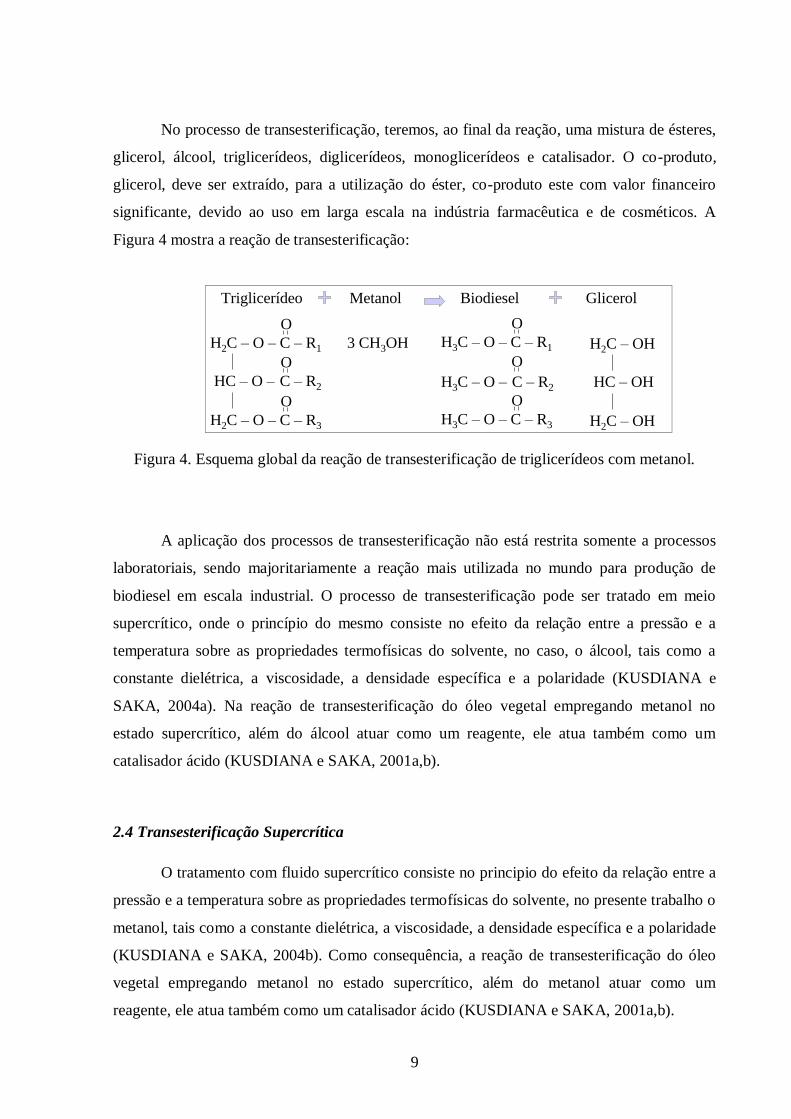
No processo de transesterificação, teremos, ao final da reação, uma mistura de ésteres,
glicerol, álcool, triglicerídeos, diglicerídeos, monoglicerídeos e catalisador. O co-produto,
glicerol, deve ser extraído, para a utilização do éster, co-produto este com valor financeiro
significante, devido ao uso em larga escala na indústria farmacêutica e de cosméticos. A
Figura 4 mostra a reação de transesterificação:
H2C – O – C – R1
O
H2C – O – C – R3
O
HC – O – C – R2
O
3 CH3OH H2C – OH
H2C – OH
HC – OH
H3C – O – C – R1
O
H3C – O – C – R3
O
H3C – O – C – R2
O
Triglicerídeo Metanol Biodiesel Glicerol
Figura 4. Esquema global da reação de transesterificação de triglicerídeos com metanol.
A aplicação dos processos de transesterificação não está restrita somente a processos
laboratoriais, sendo majoritariamente a reação mais utilizada no mundo para produção de
biodiesel em escala industrial. O processo de transesterificação pode ser tratado em meio
supercrítico, onde o princípio do mesmo consiste no efeito da relação entre a pressão e a
temperatura sobre as propriedades termofísicas do solvente, no caso, o álcool, tais como a
constante dielétrica, a viscosidade, a densidade específica e a polaridade (KUSDIANA e
SAKA, 2004a). Na reação de transesterificação do óleo vegetal empregando metanol no
estado supercrítico, além do álcool atuar como um reagente, ele atua também como um
catalisador ácido (KUSDIANA e SAKA, 2001a,b).
2.4 Transesterificação Supercrítica
O tratamento com fluido supercrítico consiste no principio do efeito da relação entre a
pressão e a temperatura sobre as propriedades termofísicas do solvente, no presente trabalho o
metanol, tais como a constante dielétrica, a viscosidade, a densidade específica e a polaridade
(KUSDIANA e SAKA, 2004b). Como consequência, a reação de transesterificação do óleo
vegetal empregando metanol no estado supercrítico, além do metanol atuar como um
reagente, ele atua também como um catalisador ácido (KUSDIANA e SAKA, 2001a,b).
10
Vale ressaltar também que a constante dielétrica altera drasticamente, chegando a um
valor muito próximo a do óleo vegetal, permitindo assim ocorrência de uma mistura
homogênea metanol/óleo vegetal em condições supercríticas (KUSDIANA e SAKA, 2004a,b;
DEMIRBAS, 2005; CAO et al., 2005). A comparação entre algumas propriedades físico-
químicas do metanol em condições normais e em condições supercríticas é apresentada na
Tabela 2.
Tabela 2: Propriedades físico-químicas do metanol em condições normais e em condições
supercríticas (adaptado de KUSDIANA e SAKA (2004)b; DEMIRBAS (2002); CAO et al.
(2005))
Propriedades Condições normais
(25°C, pressão
atmosférica)
Condições
supercríticas
(250°C, 20MPa)
Densidade, kg/L 0,7915 0,2720
Viscosidade, Pa s 5,4 x 10-4
0,58 x 10-4
Número ligações de hidrogênio 1,93 <0,7
CAO et al. (2005) reporta que o metanol líquido, por ser um solvente polar, possui
uma solubilidade maior sob condições supercríticas, podendo solubilizar mais facilmente um
óleo vegetal se for empregada temperatura e pressão apropriadas. Os óleos vegetais em
metanol podem aumentar a solubilidade numa taxa de 2-3% a cada 10°C aumentados até a
temperatura da reação, resultando consideravelmente em tempos menores de reação
Nas reações de transesterificação com metanol supercrítico é empregada uma alta
razão molar de metanol para óleo vegetal, normalmente em torno de 42:1, que segundo HE et
al. (2007), esta elevada concentração de metanol em relação ao óleo vegetal faz com que o
equilíbrio da reação se desloque para o sentido dos produtos (biodiesel), aumentando a
conversão da reação. Vale ressaltar também que esta condição possibilita dissolver
completamente o óleo no álcool, possibilitando a formação de uma mistura homogênea,
elevando o rendimento em um curto espaço de tempo. Todavia, após o processo de dissolução
completa do óleo vegetal no metanol, ocorre um aumento desta razão molar álcool:óleo, que
não contribuirá mais para o aumento do rendimento, fazendo com que a reação seja contida
pelo seu equilíbrio reacional (HE et al., 2007). Segundo GERPEN et al. (2005) nestas
condições supercríticas, pode-se completar a reação em aproximadamente 4 minutos, pois
11
normalmente, a reação é extinta rapidamente, por resfriamento, de forma que os produtos não
se decomponham, já que a reação é reversível.
Além do que já foi citado, outra vantagem é a possibilidade de utilizar uma grande
variedade de reagentes na transesterificação supercrítica, devido a não apresentar
sensibilidade à acidez, muito menos ao índice de água dos insumos. Segundo HE et al. (2007)
a utilização do óleo residual de fritura pode facilmente ser convertido em biodiesel pela
reação de transesterificação em metanol supercrítico sem que a reação seja prejudicada por
estes contaminantes, tendo em vista que o mesmo possui uma composição complexa e
elevado índice de acidez e de água.
KUSDIANA E SAKA (2001b) realizaram o estudo cinético da reação de
transesterificação não-catalítica de óleos vegetais em metanol supercrítico sob diferentes
condições de tempo e temperatura, bem como diferentes razões molares metanol:óleo. As
observações mais importantes deste estudo são relatadas a seguir:
a. Na transesterificação em metanol supercrítico à 350°C, empregando uma
relação molar metanol:óleo de 42:1, foi obtida uma conversão quase
completa em 30min, com um rendimento de 95% de ésteres metílicos.
Porém, quando foram empregadas relações molares mais baixas, foi
obtido um baixo rendimento de ésteres metílicos. Com base nisso,
conclui-se que as relações molar álcool/óleo mais altas favorecem o curso
da reação, devido, provavelmente, ao aumento da superfície de contato
entre o metanol e os triglicerídeos;
b. A reação de transesterificação com metanol no estado subcrítico (200 e
230°C), empregando uma alta relação molar álcool:óleo (42:1), não
trouxe bons resultados, obtendo conversões de no máximo 70%, à
temperatura entre 200 e 230°C, durante 1 hora de reação;
c. A 300°C ocorreu uma mudança considerável na taxa de conversão da
reação de transesterificação, produzindo aproximadamente 80% de
ésteres metílicos em apenas 240 segundos;
d. A partir de 400°C a reação de transesterificação completou-se em 120
segundos e quase todo o óleo residual foi convertido a ésteres. Todavia,
foi observado o aparecimento de novos compostos, indicando
decomposição térmica dos ésteres produzidos (SAKA et al., 2001).
12
MADRAS et al. (2004) e DEMIRBAS (2002) constataram que na transesterificação
empregando metanol supercrítico ocorre um aumento significativo no rendimento com o
aumento da temperatura. De acordo com MADRAS et al. (2004), isso ocorre devido a
elevação da temperatura de 200 a 400°C, à 20MPa e relação molar álcool:óleo de 40:1
aumentando a taxa de conversão de óleo de girassol em biodiesel de 78 para 96%. Já
DEMIRBAS (2002) alcançou uma taxa de conversão de biodiesel de quase 100%, à 250°C,
sob 100MPa, em apenas 300 segundos.
WARABI et al. (2004) utilizaram vários tipos de álcoois, com temperatura de 300°C,
empregando uma razão molar álcool:óleo de 42:1, com diferentes pressões críticas, fator que
depende diretamente do tipo de álcool utilizado. Observou-se que maiores tempos de reação
favorecem a conversão de biodiesel, o que leva a dizer que, num mesmo tempo de reação os
alcoóis com cadeias alquílicas menores apresentaram uma melhor conversão, de quase 100%,
em 15 minutos.
2.5 Transesterificação catalítica
2.5.1 Catalisadores enzimáticos
Nos processos enzimáticos, são utilizadas as lipases (glicerol éster hidrolases), que são
enzimas cuja função é catalisar a hidrólise de gorduras e óleos vegetais, com a subseqüente
liberação de ácidos graxos livres, monoglicerídeos, diglicerídeos e glicerol livre. Estas
enzimas também podem atuar como catalisadores de acidólise, aminólise,
alcoólise(transesterificação), esterificação e interesterificação (SHARMA et al., 2001;CHEN
et al ., 2001; CHANG et al., 2005).
Por se tratar de biocatalisadores, apresentam algumas vantagens em relação aos
catalisadores clássicos, tais como especificidade, regiosseletividade e a enantioseletividade,
que permite a catálise das reações com um número reduzido de subprodutos, necessitando de
condições brandas de temperatura e pressão (FACIOLI e GONÇALVES, 1998, ROSA et al.,
2010). A maior desvantagem está no custo, que é relativamente caro, assim como a
disponibilidade no mercado.
2.5.2 Catalisadores homogêneos
13
A transesterificação é a rota tecnológica mais utilizada para produção do biodiesel. O
emprego de catalisadores homogêneos, tais como hidróxidos e metóxidos de sódio e potássio,
é restrito para matéria-prima de baixa acidez, para evitar o consumo improdutivo do álcool e
formação de sabão. (SCHUCHARD et al., 1998).
SCHUCHARD et al. (1998) descreve que na transesterificação dos óleos vegetais
catalisado ocorre primeiramente a reação básica com o álcool, produzindo um alcóxido e
protonando o catalisador. O ataque nucleofílico do alcóxido no grupo da carbonila do
triglicerídeo gera um intermediário tetraédrico, a partir do qual o alquiléster e o ânion
correspondente do diglicerídeo são formados. Por fim o catalisador é desprotonado,
regenerando-se, podendo agora reagir com uma segunda molécula do álcool, começando
outro ciclo catalítico. Os diglicerídeos e os monoglicerídeos são convertidos pela mesma
maneira, em uma mistura de alquilésteres e glicerol.
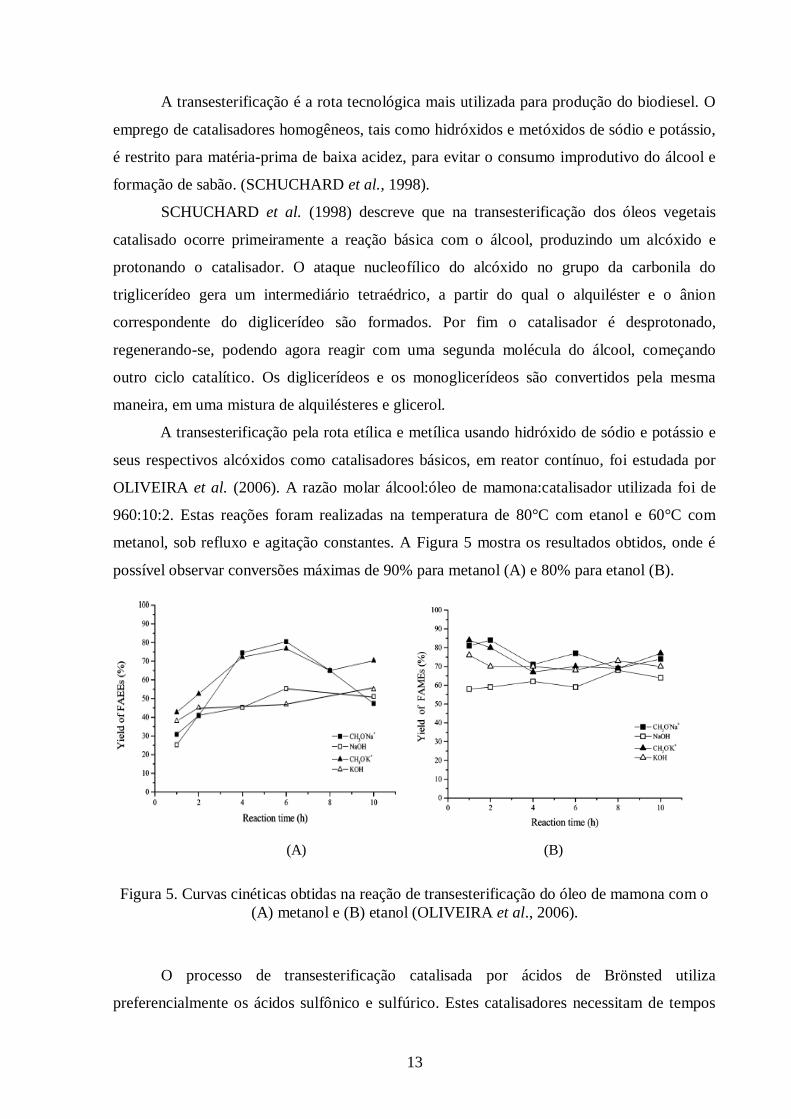
A transesterificação pela rota etílica e metílica usando hidróxido de sódio e potássio e
seus respectivos alcóxidos como catalisadores básicos, em reator contínuo, foi estudada por
OLIVEIRA et al. (2006). A razão molar álcool:óleo de mamona:catalisador utilizada foi de
960:10:2. Estas reações foram realizadas na temperatura de 80°C com etanol e 60°C com
metanol, sob refluxo e agitação constantes. A Figura 5 mostra os resultados obtidos, onde é
possível observar conversões máximas de 90% para metanol (A) e 80% para etanol (B).
(A) (B)
Figura 5. Curvas cinéticas obtidas na reação de transesterificação do óleo de mamona com o
(A) metanol e (B) etanol (OLIVEIRA et al., 2006).
O processo de transesterificação catalisada por ácidos de Brönsted utiliza
preferencialmente os ácidos sulfônico e sulfúrico. Estes catalisadores necessitam de tempos
14
de residência muito altos, todavia possibilitam altas taxas de conversão. O processo de
transesterificação com catálise ácida é similar à esterificação, com a diferença que o reagente
é um triglicerídeo, ao invés do ácido graxo. A protonação do grupo da carbonila do éster
conduz ao carbocátion que, após um ataque nucleofílico do álcool, produz o intermediário
tetraédrico, que elimina o glicerol para formar um novo éster, e para regenerar o catalisador
H+ .
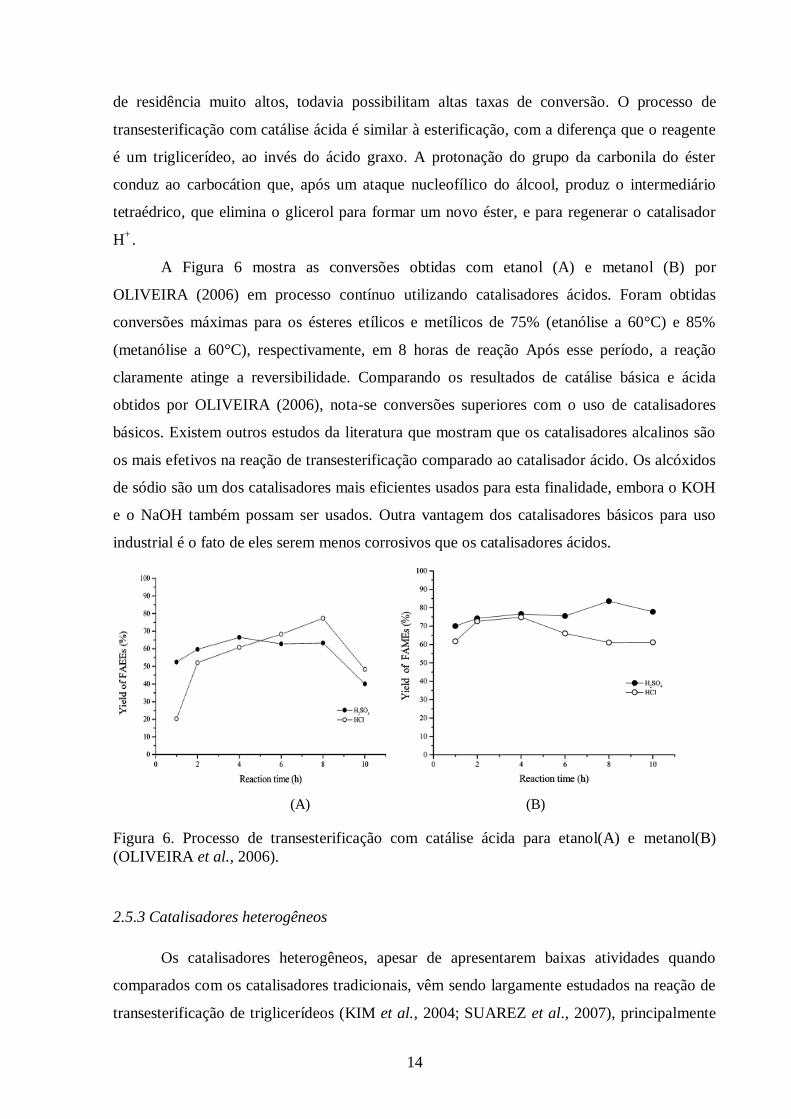
A Figura 6 mostra as conversões obtidas com etanol (A) e metanol (B) por
OLIVEIRA (2006) em processo contínuo utilizando catalisadores ácidos. Foram obtidas
conversões máximas para os ésteres etílicos e metílicos de 75% (etanólise a 60°C) e 85%
(metanólise a 60°C), respectivamente, em 8 horas de reação Após esse período, a reação
claramente atinge a reversibilidade. Comparando os resultados de catálise básica e ácida
obtidos por OLIVEIRA (2006), nota-se conversões superiores com o uso de catalisadores
básicos. Existem outros estudos da literatura que mostram que os catalisadores alcalinos são
os mais efetivos na reação de transesterificação comparado ao catalisador ácido. Os alcóxidos
de sódio são um dos catalisadores mais eficientes usados para esta finalidade, embora o KOH
e o NaOH também possam ser usados. Outra vantagem dos catalisadores básicos para uso
industrial é o fato de eles serem menos corrosivos que os catalisadores ácidos.
(A) (B)
Figura 6. Processo de transesterificação com catálise ácida para etanol(A) e metanol(B)
(OLIVEIRA et al., 2006).
2.5.3 Catalisadores heterogêneos
Os catalisadores heterogêneos, apesar de apresentarem baixas atividades quando
comparados com os catalisadores tradicionais, vêm sendo largamente estudados na reação de
transesterificação de triglicerídeos (KIM et al., 2004; SUAREZ et al., 2007), principalmente
15
em virtude da facilidade de separação do catalisador do meio reacional e da possibilidade de
reutilização, o que resulta em benefícios técnicos, econômicos e ambientais. Por outro lado, os
sistemas de catálise heterogênea podem apresentar problemas de transferência de massa,
sobretudo em reações envolvendo moléculas de alta massa molar.
BOURNAY et al. (2005) descreveram um processo contínuo de transesterificação por
catálise heterogênea utilizando óxidos mistos de zinco e alumínio, onde a reação ocorre a
temperaturas e pressões mais altas do que na catálise homogênea, além do excesso de
metanol. Este excesso é removido por vaporização. A conversão desejada é obtida com dois
estágios sucessivos de reação e separação do glicerol.
Catalisadores mesoporosos, com propriedades ácidas ou básicas, vêm sendo
largamente estudados e empregados com sucesso em reações envolvendo moléculas de alto
peso molecular. Esses catalisadores heterogêneos apresentam-se como potenciais candidatos a
esse tipo de processo (CORMA et al., 1995, LAUDANI et al., 2006).
2.6 Hidrotalcitas
As argilas utilizadas como catalisadores podem ser divididas em dois grupos: as
catiônicas e as aniônicas.
As argilas aniônicas estão associadas a formações metamórficas e apesar de não serem
tão abundantes na natureza. Quanto as argilas catiônicas, podem ser sintetizadas em
laboratório. O termo “argilas aniônicas” é usado para designar Hidróxidos Duplos Lamelares
(HDLs), sintéticos ou naturais, contendo no domínio interlamelar espécies aniônicas. A
síntese de hidróxidos duplos lamelares iniciou-se em 1942 com Feitknecht, que sintetizou
uma grande quantidade destes compostos (CAVANI et al., 1991).
A hidrotalcita (HT) pertence a uma ampla classe de argilas aniônicas que ocorrem
naturalmente e tem sido usada como referência para muitos compostos isomorfos e politipos.
Foi descoberta em 1842 na Suécia. Sua fórmula exata, Mg6Al2(OH)16CO3.4H2O, foi proposta
inicialmente por E. Manasse (CAVANI et al., 1991).
Os compostos tipo-hidrotalcita (HTLC’s) são formados a partir da substituição parcial
ou total dos cátions Mg2+
ou Al3+
por cátions divalentes (Ni2+,
Co2+
, Zn2+
, Fe2+
, Mn2+
e Cu2+
)
ou trivalentes (Ga3+
, Fe3+
, V3+
e Cr3+
). É importante ressaltar que os raios iônicos dos cátions
di ou trivalentes devem ser similares aos do Mg2+
para que a estrutura coordenada
octaedricamente da hidrotalcita seja alcançada.
16
A hidrotalcita consiste em camadas positivamente carregadas de óxido de metal (ou
hidróxido de metal) com intercamadas de ânions, como o carbonato. A troca dos cátions de
metal, como também a intercalação das camadas aniônicas, podem conduzir a uma gama
extensiva de propriedades catalíticas e adsorptivas, com particular estabilidade a gases úmidos
e condições de altas temperaturas (SHEN et al., 1994 ).
Esses materiais têm sido utilizados como catalisadores e precursores de suportes
catalíticos. Também apresentam outras aplicações como trocadores de íons, filtros, agentes
descolorizantes, adsorventes industriais, estabilizadores poliméricos, aparelhos óticos e
precursores cerâmicos (SHEN et al., 1994; OOKUBO et al., 1994).
Em relação à produção de biodiesel, CANTRELL et al. (2005) testaram catalisadores
heterogêneos do tipo hidrotalcitas, com diferentes razões molares Al/(Mg+Al). A reação foi
conduzida a 60°C usando 0,05g de hidrotalcita calcinada a 450°C, com 0,01 mol de gliceril
tributirato e 0,3036 mol de metanol em 3 horas de reação, tendo conversão entre 42,4 a
74,8%.Esses resultados foram obtidos nas mesmas condições reacionais, mudando apenas a
razão Mg\Al.
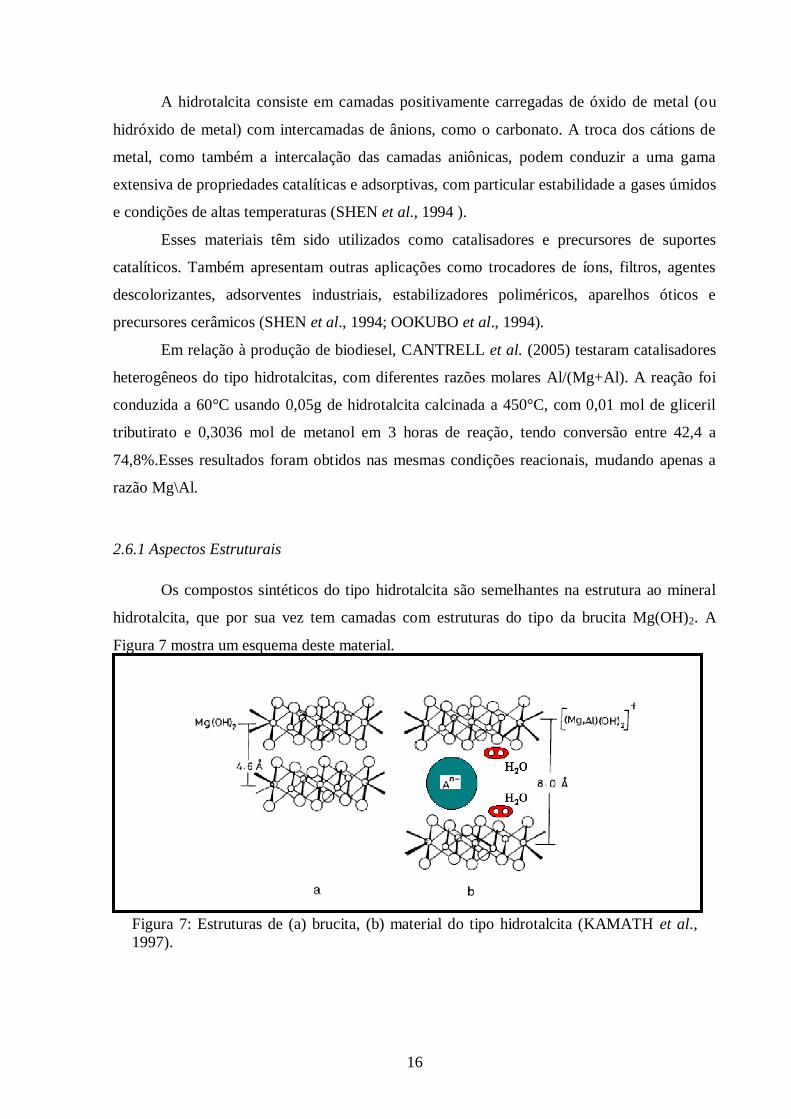
2.6.1 Aspectos Estruturais
Os compostos sintéticos do tipo hidrotalcita são semelhantes na estrutura ao mineral
hidrotalcita, que por sua vez tem camadas com estruturas do tipo da brucita Mg(OH)2. A
Figura 7 mostra um esquema deste material.
Figura 7: Estruturas de (a) brucita, (b) material do tipo hidrotalcita (KAMATH et al.,
1997).

17
As lamelas da brucita são neutras, com cátions magnésio localizados no centro dos
octaedros, que possuem em seus vértices ânions hidroxila. Os diferentes octaedros
compartilham lados para formar uma camada plana e infinita. As camadas são empilhadas
umas sobre as outras, formando multicamadas que são mantidas unidas através de interações
do tipo pontes de hidrogênio. Com a substituição parcial e isomórfica dos cátions divalentes
por trivalentes, como por exemplo, o Al3+
, obtém-se então lamelas positivamente carregadas,
mas com estruturas idênticas às da brucita. Estas lamelas, para serem estabilizadas,
necessitam da presença de ânions de compensação interlamelares para manter a
eletroneutralidade. Nesse caso, além das pontes de hidrogênio, existem principalmente
atrações eletrostáticas entre as lamelas e os ânions de compensação interlamelares (CAVANI
et al., 1991).
As hidrotalcitas são geralmente representadas pela fórmula geral:
Onde:
M2+
= Mg2+
, Ni2+
, Zn2+
, Cu 2+
, Mn 2+
;
M3+
= Al3+
, Fe3+
, Cr3+
;
An -= CO3
2-, SO4
2 -, NO3
-, Cl
-, OH
-;
x = geralmente entre 0,20 e 0,33, mas não existe limitação.
O modelo geral da estrutura cristalina das moléculas nas hidrotalcitas é exemplificado na
Figura 8.
Figura 8: Arranjo das intercamadas lamelares das hidrotalcitas.
18
Na figura acima, o octaedro azul contém o cátion alumínio e o octaedro cinza contém
o cátion magnésio. O mesmo posicionamento dos cátions da primeira lamela só se repete na
quarta lamela. As moléculas de H2O (esferas vermelhas e brancas) e o ânion de compensação
Cl-(esferas verdes) ocupam a região interlamelar, (CAVANI et al., 1991, RENNEMAN
1997).
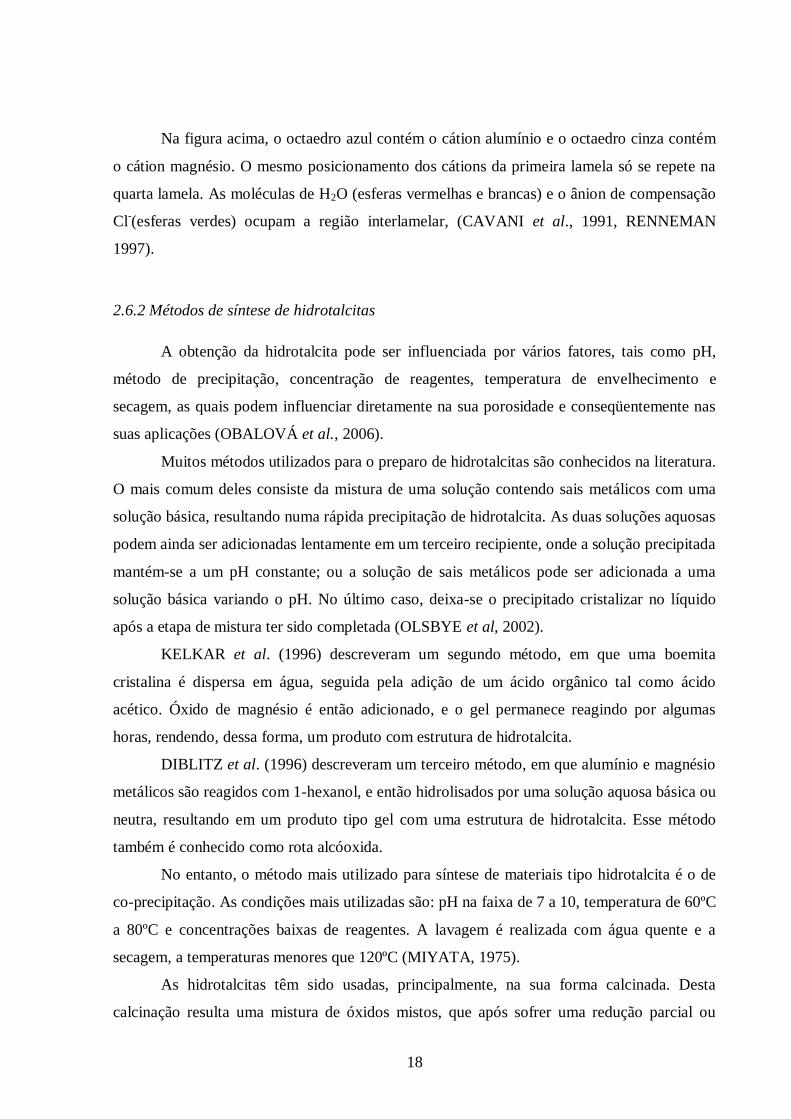
2.6.2 Métodos de síntese de hidrotalcitas
A obtenção da hidrotalcita pode ser influenciada por vários fatores, tais como pH,
método de precipitação, concentração de reagentes, temperatura de envelhecimento e
secagem, as quais podem influenciar diretamente na sua porosidade e conseqüentemente nas
suas aplicações (OBALOVÁ et al., 2006).
Muitos métodos utilizados para o preparo de hidrotalcitas são conhecidos na literatura.
O mais comum deles consiste da mistura de uma solução contendo sais metálicos com uma
solução básica, resultando numa rápida precipitação de hidrotalcita. As duas soluções aquosas
podem ainda ser adicionadas lentamente em um terceiro recipiente, onde a solução precipitada
mantém-se a um pH constante; ou a solução de sais metálicos pode ser adicionada a uma
solução básica variando o pH. No último caso, deixa-se o precipitado cristalizar no líquido
após a etapa de mistura ter sido completada (OLSBYE et al, 2002).
KELKAR et al. (1996) descreveram um segundo método, em que uma boemita
cristalina é dispersa em água, seguida pela adição de um ácido orgânico tal como ácido
acético. Óxido de magnésio é então adicionado, e o gel permanece reagindo por algumas
horas, rendendo, dessa forma, um produto com estrutura de hidrotalcita.
DIBLITZ et al. (1996) descreveram um terceiro método, em que alumínio e magnésio
metálicos são reagidos com 1-hexanol, e então hidrolisados por uma solução aquosa básica ou
neutra, resultando em um produto tipo gel com uma estrutura de hidrotalcita. Esse método
também é conhecido como rota alcóoxida.
No entanto, o método mais utilizado para síntese de materiais tipo hidrotalcita é o de
co-precipitação. As condições mais utilizadas são: pH na faixa de 7 a 10, temperatura de 60ºC
a 80ºC e concentrações baixas de reagentes. A lavagem é realizada com água quente e a
secagem, a temperaturas menores que 120ºC (MIYATA, 1975).
As hidrotalcitas têm sido usadas, principalmente, na sua forma calcinada. Desta
calcinação resulta uma mistura de óxidos mistos, que após sofrer uma redução parcial ou
19
total, são obtidas fases metálicas cataliticamente ativas em diversas reações. (CREPALDI e
VALIM, 1998).
SCHULZE et al. (2001) sugeriram baixas taxas de aquecimento combinado com
remoção dos gases formados durante a calcinação, usando fluxo de ar para a preparação de
catalisadores a partir de compostos tipo-hidrotalcita com alta área superficial.
A temperatura de calcinação influencia as propriedades dos compostos hidrotalcita do
MgAlCO3-HT, tais como área superficial, volume de poros, estruturas cristalinas e presença
de espécies redutíveis (REICHLE, 1986).
MIYATA et al. (1971) estabeleceram a distribuição da força básica nos óxidos mistos
de Mg e Al, resultantes da decomposição térmica de MgAlCO3-HT, usando a técnica da
titulação com indicadores de Hammett. Os mesmos mostraram que o número máximo de
sítios básicos foi alcançado quando se calcinou a 500°C.
2.6.2 Caracterização das hidrotalcitas
Análise termogravimétrica (ATG)
A estabilidade térmica dos compostos tipo-hidrotalcita é determinada através de
análise ter mogravimétrica (ATG). Neste tipo de análise, o comportamento quanto ao
tratamento térmico dos compostos tipo hidrotalcita, geralmente é caracterizado por duas
transições endotérmicas (CAVANI et al., 1991):
Perda de água interlamelar, em baixa temperatura, sem a perda da estrutura
lamelar; esta etapa é reversível;
Perda dos grupos hidroxilas das camadas tipo brucita e a decomposição de alguns
ânions, em temperaturas mais altas.
Estas duas transições dependem da relação M2+
/M3+
, do tipo de ânion, da temperatura dos
tratamentos como hidratação e secagem.
Observa-se, tanto para o mineral natural quanto para materiais sintéticos, que existem
faixas de temperatura onde certas espécies são decompostas. Estas faixas variam pouco de um
material para outro. Em atmosfera inerte, tem-se a perda de água de hidratação em uma faixa
que vai da temperatura ambiente até cerca de 200°C. De 200oC até cerca de 450
oC observa-se
a decomposição de parte das hidroxilas e do carbonato intercalado, formando um oxi-
hidróxido duplo. De 450oC até cerca de 600
oC observa-se a decomposição do restante das
20
hidroxilas formando um óxido duplo de magnésio e alumínio, com colapso da estrutura
lamelar (CREPALDI e VALIM, 1998).
Difração de raios-x (DRX)
A técnica de difração de raios X permite a identificação da estrutura cristalina,
indicando como estão distribuídos os átomos numa determinada estrutura e fornecendo o
tamanho médio dos cristalitos, ou ainda determinar a quantidade aproximada de certa fase em
uma amostra. O teor mínimo para a detecção é de aproximadamente 5% para compostos e 1%
para elementos.
A determinação dos parâmetros de célula unitária permite analisar a rede cristalina dos
compostos tipo hidrotalcita. O parâmetro a é sensível ao tamanho dos cátions, por isso este
parâmetro nos permite acompanhar os processos de substituição parcial de cátions nos
compostos sintetizados. E o parâmetro c está relacionado ao espaçamento basal interlamelar
das camadas subjacentes, responsável pela configuração romboédrica (HAN et al, 1998).
Análises de temperatura programada
A técnica de redução à temperatura programada permite investigar, através do perfil
de redução, o grau de oxidação dos elementos redutíveis, bem como identificar as espécies
óxidos-precursores formadas na calcinação dos catalisadores (SILVA, 2008).
Segundo Zhang et al. (1988), a basicidade de catalisadores sólidos é freqüentemente
determinada utilizando o CO2 como molécula sonda, com o objetivo de medir a força e
quantificar os sítios básicos presentes no material, por meio do acompanhamento da adsorção
e dessorção à temperatura programada. A análise dos resultados ocorre de acordo com a
temperatura de decomposição das espécies “carbonato” formado pela adsorção de CO2,
possibilitando a determinação da força e quantidade de sítios. De acordo com Turek e Wachs
(1992), quando a adsorção de CO2 ocorre na presença de grupos hidroxila, ocorre a formação
de espécies bicarbonatos HO-CO2. Quando a adsorção ocorre sobre íons oxigênio básicos,
pode ocorrer a formação de diferentes tipos de espécies carbonatadas, dependendo do tipo de
participação dos íons metálicos na adsorção.
21
Fluorescência Raio-X
Consiste em um método semi-quantitativo que se baseia na medida das intensidades
(número de raios X detectados por unidade de tempo) dos raios X característicos emitidos
pelos elementos que constituem a amostra. Os raios X emitidos excitam os elementos
constituintes, em contrapartida eles emitem linhas espectrais com energias características do
elemento e cujas intensidades estão relacionadas com a concentração do elemento na amostra.
Ao excitar um elemento de uma amostra, tende a ejetar elétrons do interior dos níveis
dos átomos, consequentemente os elétrons dos níveis mais afastados realizam um salto
quântico para preencher a vacância. Nestas transições eletrônica, constitui uma perda de
energia para o elétron, e esta energia é emitida na forma de um fóton de raio X, de energia
característica e bem definida para cada elemento.
Adsorção de nitrogênio
A caracterização textural consiste na determinação dos seguintes parâmetros: área
específica (S), volume específico de poros (Vp), porosidade e distribuição de tamanhos de
poros. Estes são geralmente classificados em três grupos, de acordo com a sua largura:
macroporos (> 50nm), mesoporos (2-50 nm) e microporos (< 2 nm).
Os compostos tipo-hidrotalcita apresentam isotermas do tipo IV, características de
materiais mesoporosos. Nestes materiais observa-se o fenômeno de condensação capilar,
associado ao fenômeno de histerese. Verifica-se, então, que a curva de adsorção não coincide
com a curva de desorção, isto é, não há reversibilidade.
Na literatura, os valores normalmente encontrados da área superficial específica ficam
na faixa de 50 a 80m2/g. RODRIGUES et al., (2004) prepararam diversos compostos tipo-
hidrotalcita contendo metais divalentes como o Cu, o Co e o Ni (razão molar Mg/M2+
= 5)
com áreas superficiais variando de 70 a 105 m2/g.
Diversos fatores, como a temperatura e o tempo do tratamento hidrotérmico, a
velocidade de adição das soluções na preparação dos compostos e a concentração destas
soluções, afetam a coagulação, a forma e a porosidade das partículas formadas, e assim têm
influência sobre a área superficial do composto final.
Após a calcinação, quando são obtidos os óxidos mistos, observa-se um grande
aumento na área superficial e no volume de poros dos compostos NiMgAl-HT, com razão
molar Mg/Ni igual a 5, 15, 25, 50 e 100, (RODRIGUES et al., 2003) devido, principalmente,
à formação de mesoporos na faixa de 2 a 50 nm de diâmetro. REICHLE et al., (1986)
22
estudaram a porosidade da MgAlCO3-hidrotalcita antes e depois da calcinação a 450°C. Com
o aquecimento observou-se a formação de poros com diâmetro entre 20 e 40 Å, responsável
pelo aumento a área superficial do material.
A influência da temperatura de calcinação na área superficial também vem sendo
estudada na literatura. ALZAMORA et al., (1981) observaram um decréscimo na área
superficial dos compostos tipo NiAlCO3 calcinado a altas temperaturas. Para os autores, essa
diminuição está asssociada à formação da fase espinélio de NiAl2O4, detectada nos
difratogramas de raios X.
Microscopia Eletrônica De Varredura (MEV)
A Microscopia Eletrônica de Varredura (MEV) consiste em um feixe de elétrons
emitidos por um filamento, é acelerado por uma voltagem, comumente na faixa de 1-30kV, e
direcionado a uma coluna óptica eletrônica, consistindo de duas ou três lentes magnéticas
produzindo um feixe fino de elétrons e o dirigindo sobre a superfície da amostra. Dois pares
de placas de deflexão, colocados antes das lentes finais, fazem com que o feixe de elétrons
colimado rastreie toda a superfície da amostra. Este feixe produz na amostra vários
fenômenos, dos quais a emissão de elétrons secundários é o mais comumente usado. O sinal
de um detector de elétrons secundários modula a área formadora da imagem na tela de um
tubo de raios catódicos, o qual é varrido em sincronização com o feixe de elétrons colimado.
Cada ponto da área formadora da imagem sobre o tubo de raios catódicos corresponde a um
ponto sobre a superfície da amostra, e o brilho da imagem em cada ponto varia de acordo com
a intensidade de produção de elétrons secundários a partir do correspondente ponto sobre a
superfície.
2.7 Considerações Gerais
Na revisão bibliográfica apresentada, relatou-se o estado da arte a respeito da
produção de biodiesel de óleos vegetais pela utilização de diferentes rotas tecnológicas, dando
ênfase ao processo chamado supercrítico. Abordou-se também o processo de produção de
biodiesel catalítico, dando ênfase a hidrotalcita, que será o catalisador a ser usado neste
trabalho.
As matérias-primas que se destacam para serem utilizadas para produção de biodiesel
serão o óleo de soja e o etanol, uma vez que o Brasil está ente os maiores produtores mundiais
23
de etanol (ANP) e Sergipe possui algumas refinarias em pleno funcionamento. O óleo de soja
representa 90% da produção brasileira de óleos vegetais (SILVA, 2008).
Diversas são as vantagens do uso de álcool em condições supercríticas na produção de
biodiesel, em relação aos métodos não catalíticos, baixos tempos de residência e fácil
separação dos produtos da reação. Diante deste fato, a inclusão dos métodos catalíticos em
meio supercrítico, para a aplicação em modo contínuo, possivelmente proporcionará
conversões maiores em relação ao modo batelada, cuja utilização é comumente usada.
Existem também algumas limitações, tais como a operação em elevadas condições de
temperatura e pressão e a utilização de elevadas quantidades de álcool no meio reacional, o
que ocasiona elevados custos energéticos ao processo e pode comprometer a qualidade dos
ésteres de ácidos graxos gerados.
Sendo verificada a falta de trabalhos na literatura a respeito da produção catalítica de
ésteres metílicos de ácidos graxos em modo contínuo, despertou-se um interesse e motivação
para a realização do presente trabalho, justificando, desta forma, o direcionamento de esforços
nesta linha.
24
Capítulo 3
3. MATERIAIS E MÉTODOS EXPERIMENTAIS
Neste capítulo são apresentadas as etapas relativas à síntese do catalisador
(hidrotalcita) e a realização dos experimentos de síntese de biodiesel empregando metanol
supercrítico em modo contínuo com catalisador heterogêneo. As técnicas analíticas
empregadas para a caracterização das hidrotalcitas sintetizadas, bem como do biodiesel
produzido, são brevemente descritas neste capítulo. Também neste capítulo é descrito
detalhadamente o aparato e procedimento experimental utilizados neste trabalho para a síntese
de biodiesel.
3.1 Síntese e caracterização do catalisador
3.1.1 Síntese
A hidrotalcita utilizada como catalisador heterogêneo foi sintetizada com duas
diferentes razões molares entre alumínio e magnésio, Al/ (Al+Mg) 0,20 e 0,33. Estas duas
razões molares foram selecionadas por estarem dentro da faixa de valores comumente
empregados na literatura quando da utilização de hidrotalcitas para reações de esterificação e
transesterificação (DI SERIO et al., 2006; BARAKOS et al., 2008; CHUAYPLOD e
TRAKARNPRUK, 2009; GAO et al., 2010).
Para o preparo dos catalisadores foi adotada a metodologia de co-precipitação baseada
no trabalho de SILVA (2008). Foram preparados 250 ml de uma solução A contendo nitrato
de magnésio e nitrato de alumínio e 250 ml de uma solução B contendo carbonato de sódio e
hidróxido de sódio. Na síntese desses materiais, as composições das soluções foram
modificadas de acordo com a razão desejada entre alumínio e magnésio. As quantidades de
reagentes utilizadas para a síntese de cada catalisador são reportadas na Tabela 3.
Para a síntese dos catalisadores com as duas diferentes razões Al-Mg, foram
consideradas as seguintes relações molares entre os íons:
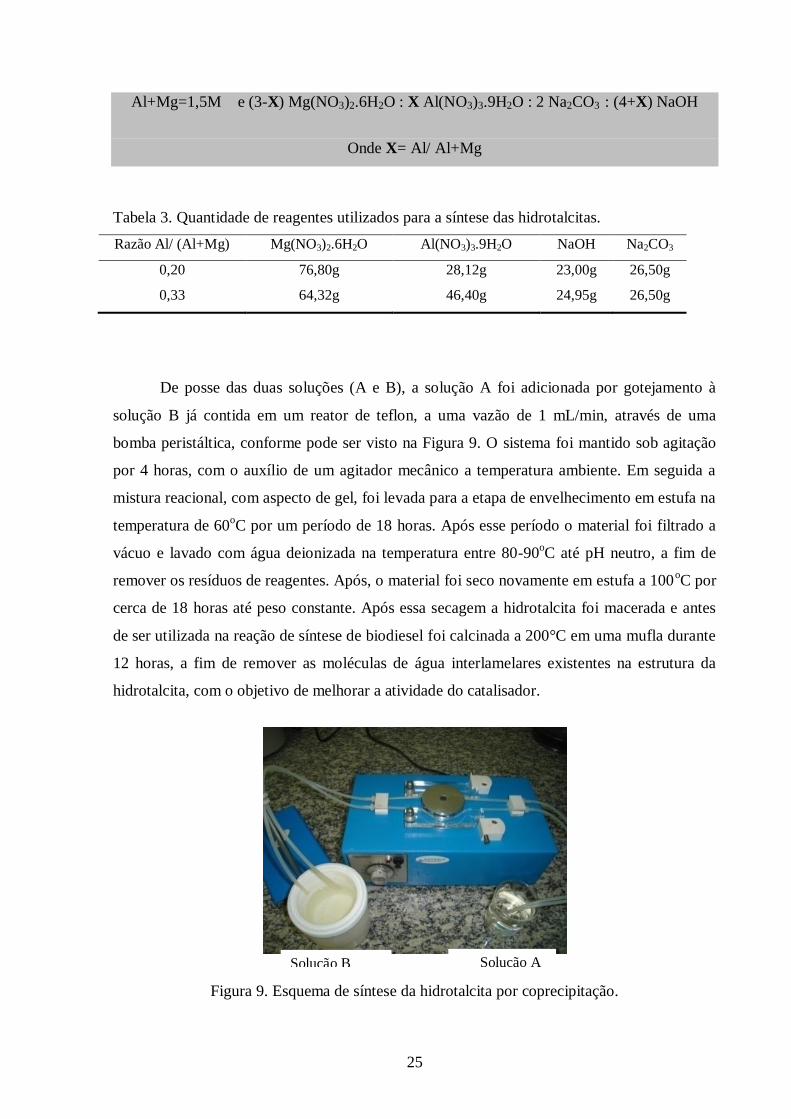
25
Al+Mg=1,5M e (3-X) Mg(NO3)2.6H2O : X Al(NO3)3.9H2O : 2 Na2CO3 : (4+X) NaOH
Onde X= Al/ Al+Mg
Tabela 3. Quantidade de reagentes utilizados para a síntese das hidrotalcitas.
Razão Al/ (Al+Mg) Mg(NO3)2.6H2O Al(NO3)3.9H2O NaOH Na2CO3
0,20 76,80g 28,12g 23,00g 26,50g
0,33 64,32g 46,40g 24,95g 26,50g
De posse das duas soluções (A e B), a solução A foi adicionada por gotejamento à
solução B já contida em um reator de teflon, a uma vazão de 1 mL/min, através de uma
bomba peristáltica, conforme pode ser visto na Figura 9. O sistema foi mantido sob agitação
por 4 horas, com o auxílio de um agitador mecânico a temperatura ambiente. Em seguida a
mistura reacional, com aspecto de gel, foi levada para a etapa de envelhecimento em estufa na
temperatura de 60oC por um período de 18 horas. Após esse período o material foi filtrado a
vácuo e lavado com água deionizada na temperatura entre 80-90oC até pH neutro, a fim de
remover os resíduos de reagentes. Após, o material foi seco novamente em estufa a 100oC por
cerca de 18 horas até peso constante. Após essa secagem a hidrotalcita foi macerada e antes
de ser utilizada na reação de síntese de biodiesel foi calcinada a 200°C em uma mufla durante
12 horas, a fim de remover as moléculas de água interlamelares existentes na estrutura da
hidrotalcita, com o objetivo de melhorar a atividade do catalisador.
Figura 9. Esquema de síntese da hidrotalcita por coprecipitação.
Solução B Solução A
26
3.1.2 Caracterização
Composição Química
A composição química dos catalisadores foi determinada pela técnica de fluorescência
de raios X num espectrômetro da marca Bruker AXS modelo S4 Explorer, dotado de tubo
gerador de raios X de ródio. A contagem dos pulsos foi feita através de um detector
proporcional de fluxo.
Análise textural
As propriedades texturais dos catalisadores (área específica e volume de poros) foram
determinadas por fisissorção de N2. A análise foi realizada em um equipamento Tristar
modelo 2000 da Micromeritics. As amostras, após a pesagem, foram secas a 300oC durante 24
horas sob vácuo. Em seguida, as amostras foram novamente pesadas e a análise foi iniciada,
obtendo-se isotermas de adsorção de N2 na temperatura de -196oC, em diferentes pressões
parciais de N2. A partir destes resultados, foi possível determinar a área específica pelo
método BET (Brunauer-Emmet-Teller) e o volume específico dos poros pelo método BJH
(Barret-Joyner-Halenda).
Microscopia Eletrônica de Varredura (MEV)
A análise da morfologia e tamanho das partículas das hidrotalcitas foi realizada em um
microscópio eletrônico de varredura marca SHIMADZU, modelo SS-550 Superscan. As
amostras de hidrotalcita foram manualmente dispersas sobre fitas condutoras dupla-face
dispostas em porta amostras de alumínio e recobertas por uma fina camada de ouro antes de
serem analisadas.
Análise termogravimétrica
O objetivo dessa análise foi verificar o comportamento térmico das hidrotalcitas, ou
seja, o perfil de sua perda de massa com o aumento da temperatura. As análises de
27
termogravimetria (ATG) dos catalisadores sintetizados foram conduzidas em uma
termobalança (Perkin Elmer modelo Pyris 1 TGA). As amostras foram submetidas a
aquecimento até 600°C a uma taxa de 10°C/ min sob atmosfera inerte com fluxos de 53
mL/min de N2 e 8mL/min de O2. Antes da análise do material em questão, o equipamento foi
calibrado usando um sólido de referência (oxalato de cálcio), que possui um perfil bem
definido. As amostras foram pesadas diretamente no prato termogravimétrico.
Difratometria de Raios X
Para a determinação das fases cristalinas presentes nos compostos foi utilizada a
técnica de difração de raios-X (DRX) em um difratômetro da marca Rigaku modelo Miniflex,
com radiação de CuKα (30kV e 15mA), sendo o intervalo 2º< 2Ө < 90º com passo de 0,05º e
aquisição de 2 segundos por passo. Os parâmetros de célula (a e c) das hidrotalcitas com
diferentes relações Al-Mg foram calculados através do software Unitcell.
A partir dos difratogramas de raios-X das amostras foram calculados os tamanhos de
cristalito utilizando-se a Equação de Scherrer (Equação 3.1). A identificação da fase de
hidrotalcita presente no material sintetizado foi realizada através da comparação dos
resultados obtidos com a ficha do banco de dados JCPDS 14-191 (Joint Committee on
Powder Diffraction Standards, Swarthmore, USA) .
( 3.1)
Onde: <L> é o tamanho médio do cristalito,
λ é o comprimento de onda da fonte de raio X,
β é a largura do pico a meia altura, em radianos,
Ө é o ângulo formado entre o feixe de raio X e a normal ao plano de reflexão.
Dessorção a temperatura programada (TPD) de CO2
Para se obter informações sobre a basicidade das amostras foi utilizada a técnica de
TPD-CO2. Entretanto, é largamente conhecido na literatura que hidrotalcitas se decompõem
facilmente com a temperatura. Portanto, para cada amostra foi realizado um experimento de
decomposição, que constituiu dos mesmos procedimentos descritos a seguir sem a etapa de
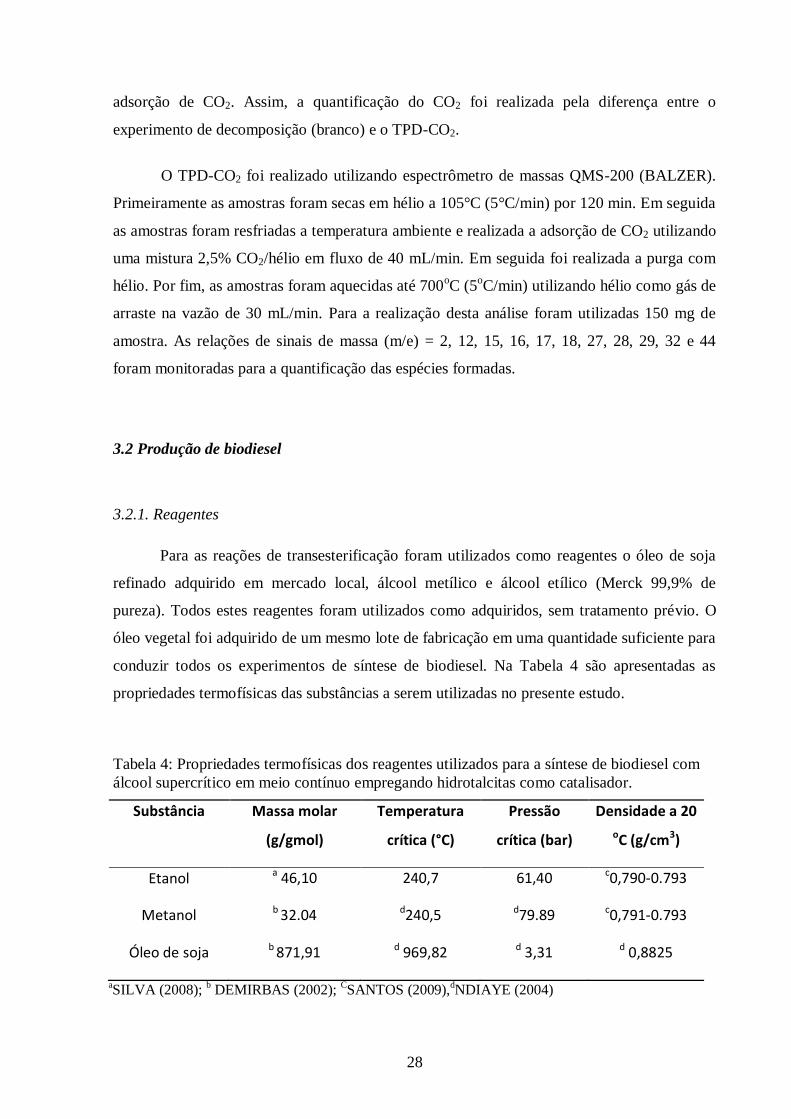
28
adsorção de CO2. Assim, a quantificação do CO2 foi realizada pela diferença entre o
experimento de decomposição (branco) e o TPD-CO2.
O TPD-CO2 foi realizado utilizando espectrômetro de massas QMS-200 (BALZER).
Primeiramente as amostras foram secas em hélio a 105°C (5°C/min) por 120 min. Em seguida
as amostras foram resfriadas a temperatura ambiente e realizada a adsorção de CO2 utilizando
uma mistura 2,5% CO2/hélio em fluxo de 40 mL/min. Em seguida foi realizada a purga com
hélio. Por fim, as amostras foram aquecidas até 700oC (5
oC/min) utilizando hélio como gás de
arraste na vazão de 30 mL/min. Para a realização desta análise foram utilizadas 150 mg de
amostra. As relações de sinais de massa (m/e) = 2, 12, 15, 16, 17, 18, 27, 28, 29, 32 e 44
foram monitoradas para a quantificação das espécies formadas.
3.2 Produção de biodiesel
3.2.1. Reagentes
Para as reações de transesterificação foram utilizados como reagentes o óleo de soja
refinado adquirido em mercado local, álcool metílico e álcool etílico (Merck 99,9% de
pureza). Todos estes reagentes foram utilizados como adquiridos, sem tratamento prévio. O
óleo vegetal foi adquirido de um mesmo lote de fabricação em uma quantidade suficiente para
conduzir todos os experimentos de síntese de biodiesel. Na Tabela 4 são apresentadas as
propriedades termofísicas das substâncias a serem utilizadas no presente estudo.
Tabela 4: Propriedades termofísicas dos reagentes utilizados para a síntese de biodiesel com
álcool supercrítico em meio contínuo empregando hidrotalcitas como catalisador.
Substância Massa molar
(g/gmol)
Temperatura
crítica (°C)
Pressão
crítica (bar)
Densidade a 20
oC (g/cm3)
Etanol a 46,10 240,7 61,40 c0,790-0.793
Metanol b 32.04 d240,5 d79.89 c0,791-0.793
Óleo de soja b 871,91 d 969,82 d 3,31 d 0,8825
aSILVA (2008);
b DEMIRBAS (2002);
CSANTOS (2009),
dNDIAYE (2004)
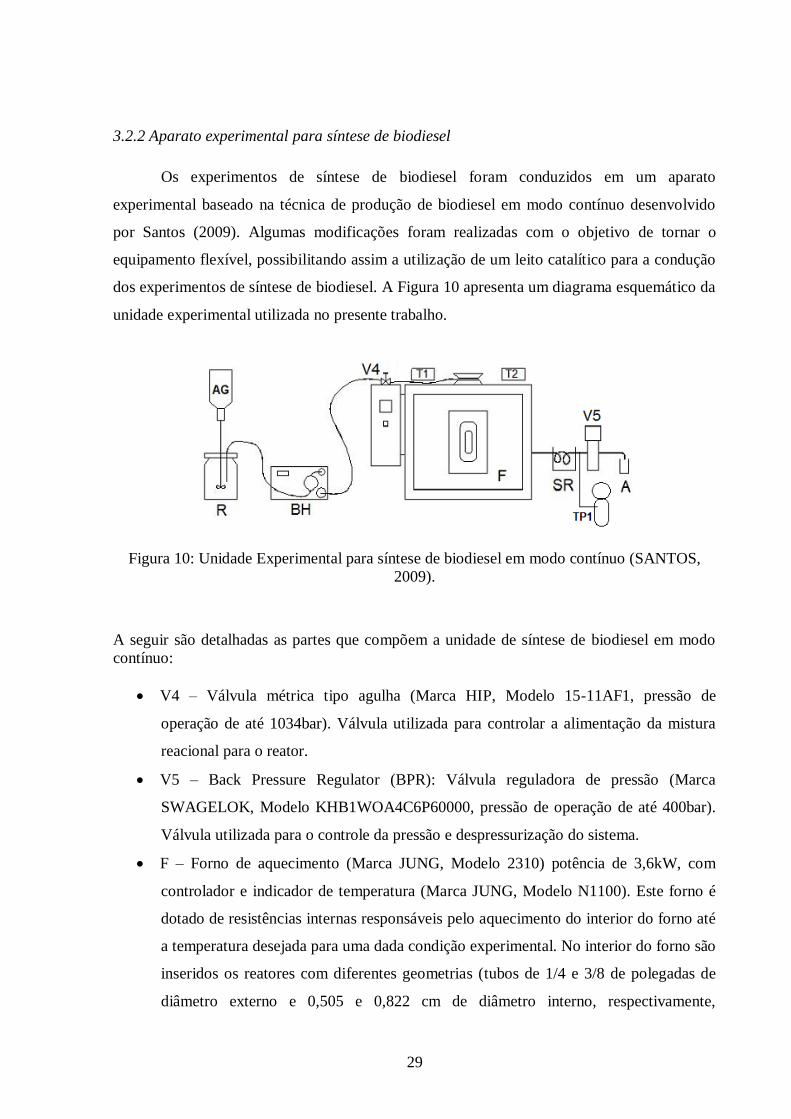
29
3.2.2 Aparato experimental para síntese de biodiesel
Os experimentos de síntese de biodiesel foram conduzidos em um aparato
experimental baseado na técnica de produção de biodiesel em modo contínuo desenvolvido
por Santos (2009). Algumas modificações foram realizadas com o objetivo de tornar o
equipamento flexível, possibilitando assim a utilização de um leito catalítico para a condução
dos experimentos de síntese de biodiesel. A Figura 10 apresenta um diagrama esquemático da
unidade experimental utilizada no presente trabalho.
Figura 10: Unidade Experimental para síntese de biodiesel em modo contínuo (SANTOS,
2009).
A seguir são detalhadas as partes que compõem a unidade de síntese de biodiesel em modo
contínuo:
V4 – Válvula métrica tipo agulha (Marca HIP, Modelo 15-11AF1, pressão de
operação de até 1034bar). Válvula utilizada para controlar a alimentação da mistura
reacional para o reator.
V5 – Back Pressure Regulator (BPR): Válvula reguladora de pressão (Marca
SWAGELOK, Modelo KHB1WOA4C6P60000, pressão de operação de até 400bar).
Válvula utilizada para o controle da pressão e despressurização do sistema.
F – Forno de aquecimento (Marca JUNG, Modelo 2310) potência de 3,6kW, com
controlador e indicador de temperatura (Marca JUNG, Modelo N1100). Este forno é
dotado de resistências internas responsáveis pelo aquecimento do interior do forno até
a temperatura desejada para uma dada condição experimental. No interior do forno são
inseridos os reatores com diferentes geometrias (tubos de 1/4 e 3/8 de polegadas de
diâmetro externo e 0,505 e 0,822 cm de diâmetro interno, respectivamente,
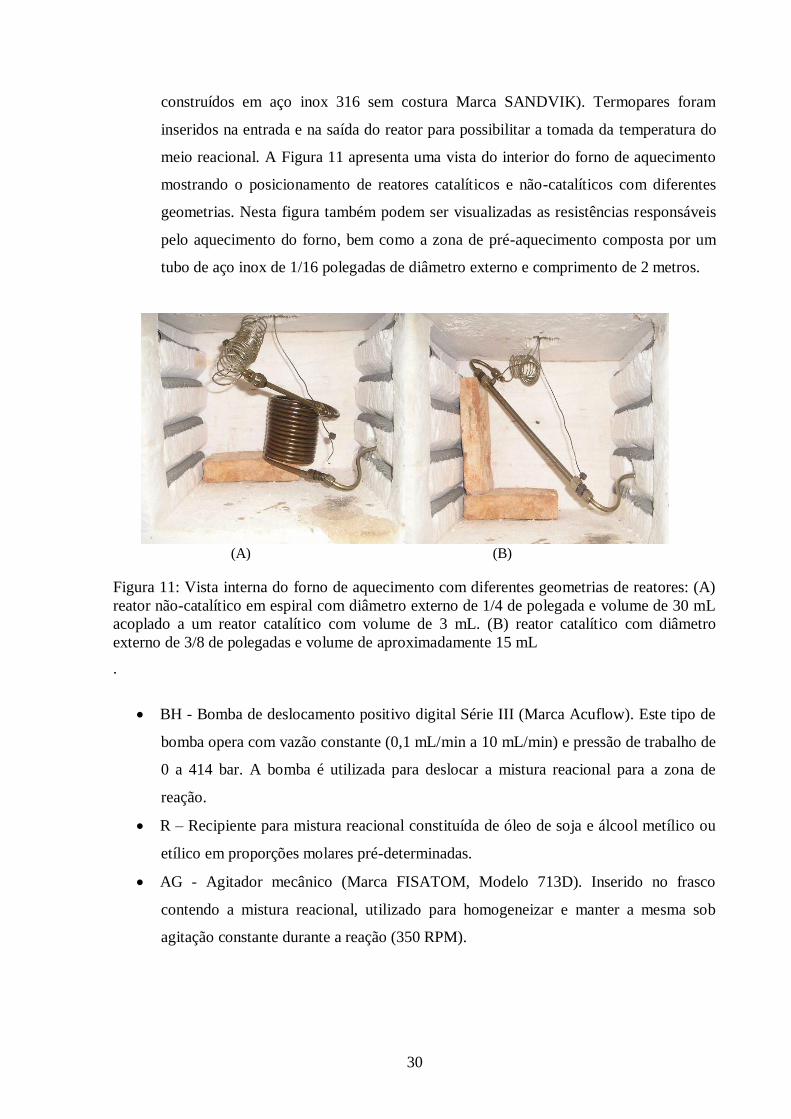
30
construídos em aço inox 316 sem costura Marca SANDVIK). Termopares foram
inseridos na entrada e na saída do reator para possibilitar a tomada da temperatura do
meio reacional. A Figura 11 apresenta uma vista do interior do forno de aquecimento
mostrando o posicionamento de reatores catalíticos e não-catalíticos com diferentes
geometrias. Nesta figura também podem ser visualizadas as resistências responsáveis
pelo aquecimento do forno, bem como a zona de pré-aquecimento composta por um
tubo de aço inox de 1/16 polegadas de diâmetro externo e comprimento de 2 metros.
(A) (B)
Figura 11: Vista interna do forno de aquecimento com diferentes geometrias de reatores: (A)
reator não-catalítico em espiral com diâmetro externo de 1/4 de polegada e volume de 30 mL
acoplado a um reator catalítico com volume de 3 mL. (B) reator catalítico com diâmetro
externo de 3/8 de polegadas e volume de aproximadamente 15 mL
.
BH - Bomba de deslocamento positivo digital Série III (Marca Acuflow). Este tipo de
bomba opera com vazão constante (0,1 mL/min a 10 mL/min) e pressão de trabalho de
0 a 414 bar. A bomba é utilizada para deslocar a mistura reacional para a zona de
reação.
R – Recipiente para mistura reacional constituída de óleo de soja e álcool metílico ou
etílico em proporções molares pré-determinadas.
AG - Agitador mecânico (Marca FISATOM, Modelo 713D). Inserido no frasco
contendo a mistura reacional, utilizado para homogeneizar e manter a mesma sob
agitação constante durante a reação (350 RPM).
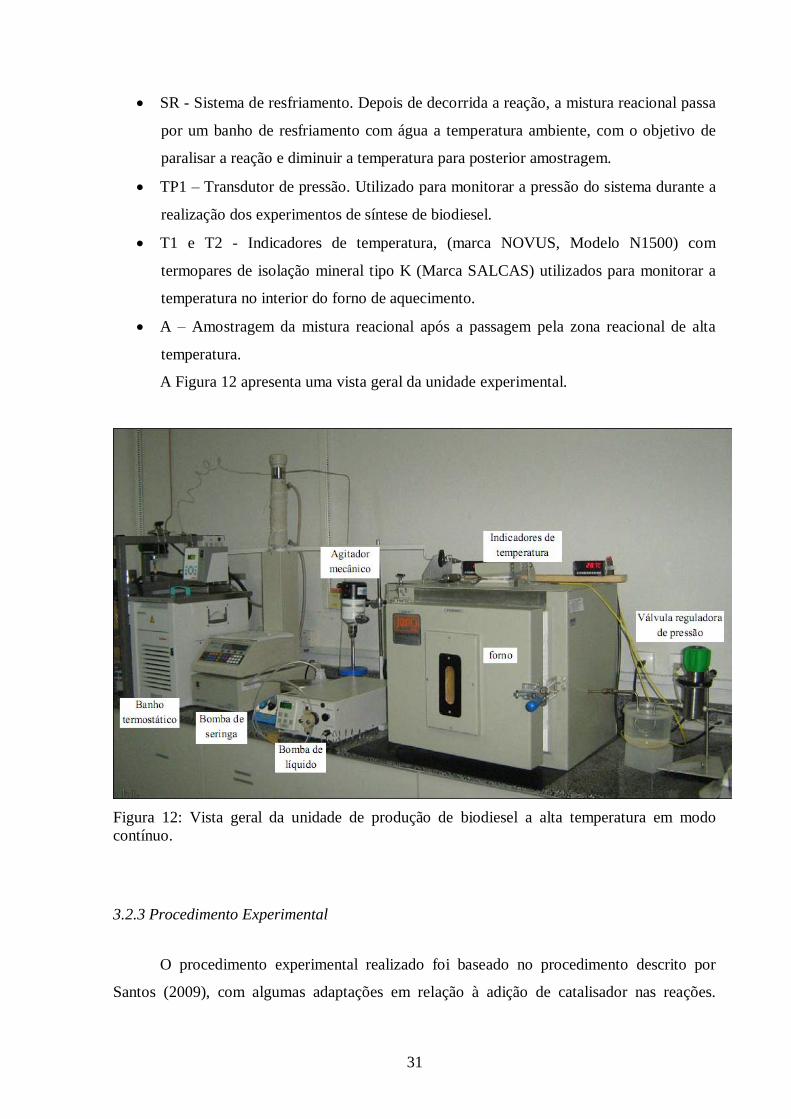
31
SR - Sistema de resfriamento. Depois de decorrida a reação, a mistura reacional passa
por um banho de resfriamento com água a temperatura ambiente, com o objetivo de
paralisar a reação e diminuir a temperatura para posterior amostragem.
TP1 – Transdutor de pressão. Utilizado para monitorar a pressão do sistema durante a
realização dos experimentos de síntese de biodiesel.
T1 e T2 - Indicadores de temperatura, (marca NOVUS, Modelo N1500) com
termopares de isolação mineral tipo K (Marca SALCAS) utilizados para monitorar a
temperatura no interior do forno de aquecimento.
A – Amostragem da mistura reacional após a passagem pela zona reacional de alta
temperatura.
A Figura 12 apresenta uma vista geral da unidade experimental.
Figura 12: Vista geral da unidade de produção de biodiesel a alta temperatura em modo
contínuo.
3.2.3 Procedimento Experimental
O procedimento experimental realizado foi baseado no procedimento descrito por
Santos (2009), com algumas adaptações em relação à adição de catalisador nas reações.
32
Inicialmente uma determinada massa de catalisador, previamente pesada, foi colocada em
uma estufa a 200 oC por 18 horas para a ativação do catalisador. Após a etapa de ativação, o
reator era preenchido com catalisador e dois filtros de aço sinterizado com porosidade de 1
m eram dispostos nas duas extremidades do reator para prender o catalisador e evitar arraste
do mesmo para as linhas. Em seguida, o reator era então vedado e disposto no forno de
aquecimento.
A etapa seguinte consistia do preparo da mistura reacional através da pesagem das
massas de metanol e de óleo em uma balança com precisão de 0,0001g da marca Sartorios e
modelo CP2245s, dependendo da razão molar óleo:etanol a ser utilizada em um determinado
experimento. A mistura reacional era então mantida sob agitação através do agitador
mecânico (AG) com velocidade rotacional de aproximadamente 350 rpm. O objetivo era
promover o máximo possível de homogeneidade na mistura que seria bombeada para o leito
catalítico, uma vez que a mistura metanol e óleo são praticamente imiscíveis à temperatura
ambiente.
A seguir, o sistema de aquecimento do forno era ligado, a temperatura desejada em um
determinado experimento era ajustada no controlador do forno de aquecimento e a
temperatura era então elevada até a temperatura do experimento. O aumento da temperatura
era monitorado por dois termopares inseridos na entrada e na saída do leito catalítico e
conectados a dois indicadores de temperatura (T1 e T2).
Durante a etapa de aquecimento, álcool puro era bombeado primeiramente, devido à
sua menor viscosidade comparada à viscosidade da mistura óleo e álcool e também para que o
álcool lixiviasse partículas de catalisador com tamanho menor que 1 m. O bombeamento
ocorria até que a temperatura no interior do forno alcançasse aproximadamente 100 C. A
parir deste momento, era iniciado o bombeamento da mistura reacional com o auxílio da
bomba de deslocamento positivo com fluxo pré determinado para cada condição
experimental. Com a temperatura desejada, todo sistema era pressurizado até a pressão de
trabalho pelo ajuste da válvula reguladora de pressão (V5). Uma vez que todo o sistema
estava estabilizado (pressão de trabalho constante, temperatura de entrada e saída do reator
constante e processo em fluxo) o sistema foi deixado operar durante no mínimo três tempos
de residência calculado pela divisão do volume do reator - considerando-o vazio - pela vazão
de alimentação da mistura óleo e álcool), para só então a partir desse ponto poder coletar as
amostras para análise. O tempo necessário para que todas variáveis (temperatura, pressão e
fluxo de mistura) estivessem em estado estacionário era de cerca de 2 horas.
33
Na saída do forno de aquecimento a mistura reacional passava por um trocador de
calor, que tem a função de resfriamento antes de chegar reagentes à válvula reguladora, tendo
em vista que esta foi projetada para operar em temperaturas de no máximo 200°C. Após a
válvula, as amostras foram coletadas em recipientes adequados. As quantidades coletadas
eram suficientes para análises de ésteres por cromatografia gasosa (aproximadamente 2 mL
em cada coleta).
3.3 Preparo de Amostra para quantificação em Éster
Neste trabalho, a conversão da reação foi considerada como sendo a conversão em ésteres.
A quantificação dos ésteres foi baseada no método do padrão interno utilizando
heptadecanoato de metila como padrão interno.
As amostras obtidas nas diferentes condições experimentais, consistindo de ésteres,
monoglicerídeos, diglicerídeos, triglicerídeos, glicerol e álcool não reagido, foram tratadas
por diferentes maneiras antes de realizar a quantificação dos ésteres produzidos por
cromatografia gasosa. A seguir são descritas as diferentes técnicas de tratamento da amostra
Lavagem dos reagentes
O processo de purificação dos ésteres metílicos compreende na separação de fases
entre os ésteres, mono, di e triglicerídeos (fase superior apolar) e o glicerol e álcool não
reagido (fase inferior polar), através da adição de uma solução concentrada de NaCl e 1 ml de
hidrocarboneto alifático (hexano).
Havendo uma separação das fases, haverá uma simples drenagem da fase superior
(decantação). Caso haja dificuldade de separação, acrescenta-se mais solução saturada de
NaCl.
Após esse processo ser repetido por três vezes, a solução retirada é levada a estufa a
60oC, com finalidade de evaporar o hidrocarboneto alifático e somente restar ésteres,
triglicerídeos, diglicerideos e monoglicerideos, com a solução ficando na estufa é até chegar à
massa constante.
Evaporação com Nitrogênio
Neste procedimento, as amostras oriundas da reação de transesterificação eram
submetidas a um leve fluxo de nitrogênio gasoso na superfície da amostra para evaporar o
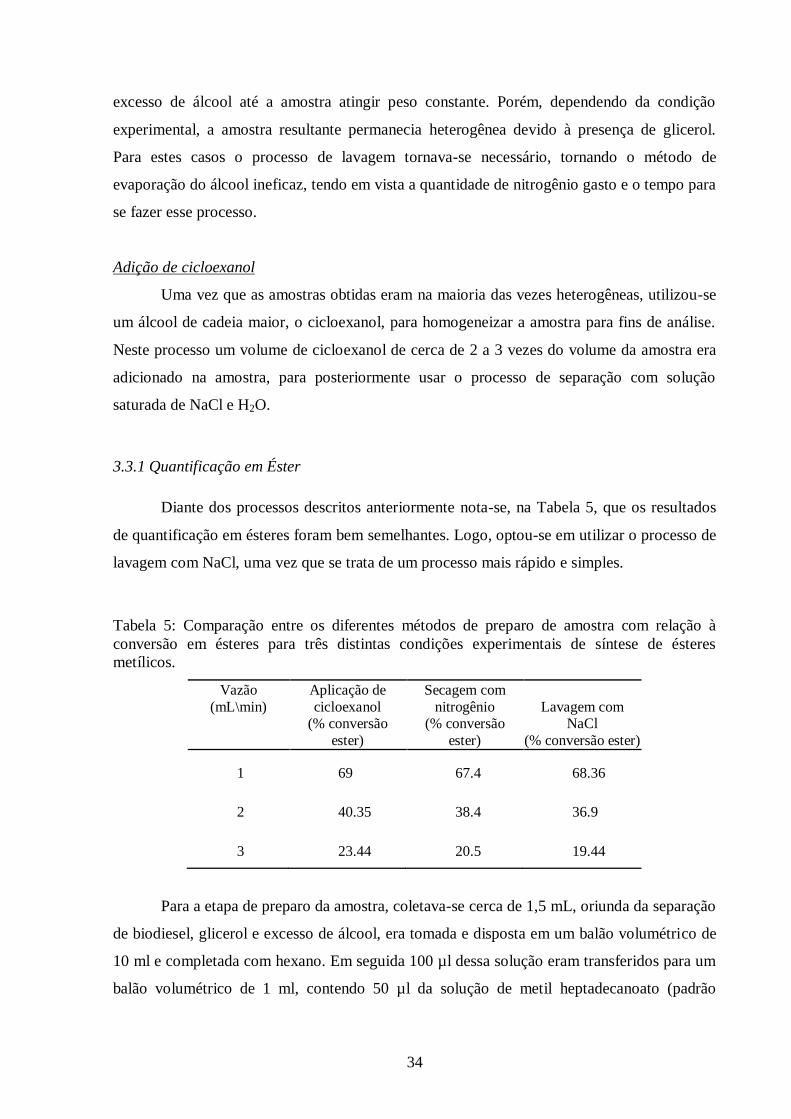
34
excesso de álcool até a amostra atingir peso constante. Porém, dependendo da condição
experimental, a amostra resultante permanecia heterogênea devido à presença de glicerol.
Para estes casos o processo de lavagem tornava-se necessário, tornando o método de
evaporação do álcool ineficaz, tendo em vista a quantidade de nitrogênio gasto e o tempo para
se fazer esse processo.
Adição de cicloexanol
Uma vez que as amostras obtidas eram na maioria das vezes heterogêneas, utilizou-se
um álcool de cadeia maior, o cicloexanol, para homogeneizar a amostra para fins de análise.
Neste processo um volume de cicloexanol de cerca de 2 a 3 vezes do volume da amostra era
adicionado na amostra, para posteriormente usar o processo de separação com solução
saturada de NaCl e H2O.
3.3.1 Quantificação em Éster
Diante dos processos descritos anteriormente nota-se, na Tabela 5, que os resultados
de quantificação em ésteres foram bem semelhantes. Logo, optou-se em utilizar o processo de
lavagem com NaCl, uma vez que se trata de um processo mais rápido e simples.
Tabela 5: Comparação entre os diferentes métodos de preparo de amostra com relação à
conversão em ésteres para três distintas condições experimentais de síntese de ésteres
metílicos.
Vazão
(mL\min)
Aplicação de
cicloexanol (% conversão
ester)
Secagem com
nitrogênio (% conversão
ester)
Lavagem com NaCl
(% conversão ester)
1 69 67.4 68.36
2 40.35 38.4 36.9
3 23.44 20.5 19.44
Para a etapa de preparo da amostra, coletava-se cerca de 1,5 mL, oriunda da separação
de biodiesel, glicerol e excesso de álcool, era tomada e disposta em um balão volumétrico de
10 ml e completada com hexano. Em seguida 100 µl dessa solução eram transferidos para um
balão volumétrico de 1 ml, contendo 50 µl da solução de metil heptadecanoato (padrão
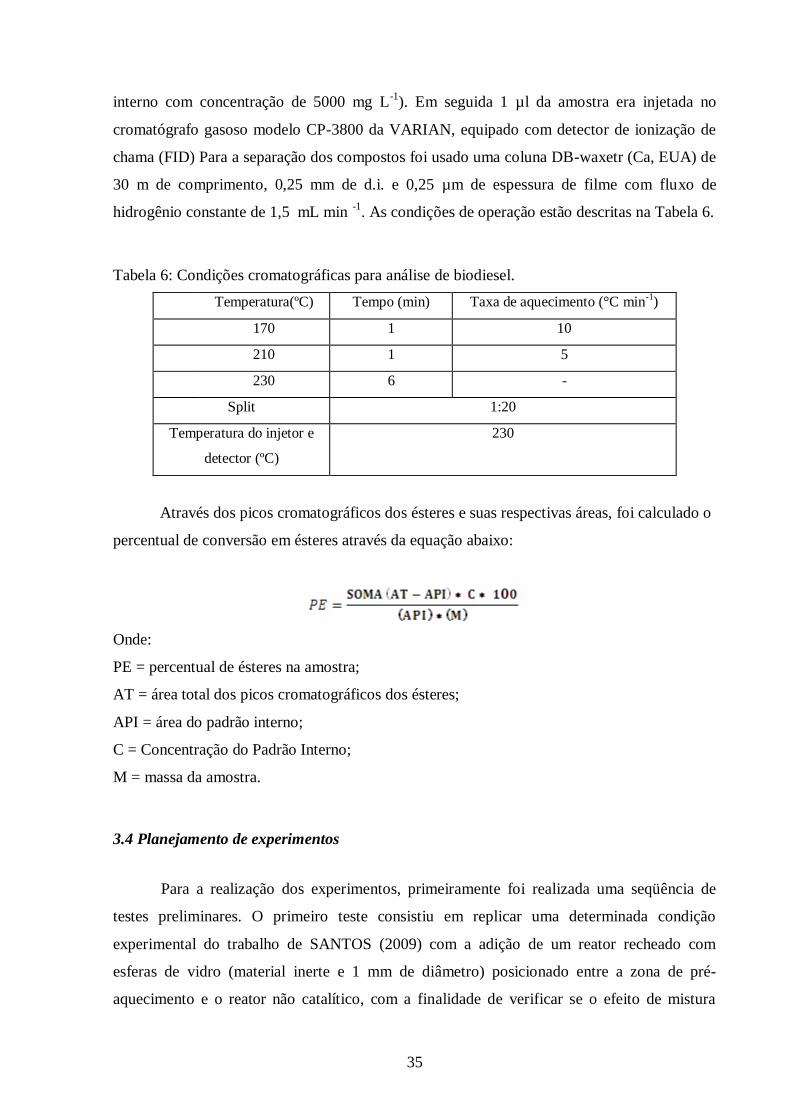
35
interno com concentração de 5000 mg L-1
). Em seguida 1 µl da amostra era injetada no
cromatógrafo gasoso modelo CP-3800 da VARIAN, equipado com detector de ionização de
chama (FID) Para a separação dos compostos foi usado uma coluna DB-waxetr (Ca, EUA) de
30 m de comprimento, 0,25 mm de d.i. e 0,25 µm de espessura de filme com fluxo de
hidrogênio constante de 1,5 mL min -1
. As condições de operação estão descritas na Tabela 6.
Tabela 6: Condições cromatográficas para análise de biodiesel.
Temperatura(ºC) Tempo (min) Taxa de aquecimento (°C min-1
)
170 1 10
210 1 5
230 6 -
Split 1:20
Temperatura do injetor e
detector (ºC)
230
Através dos picos cromatográficos dos ésteres e suas respectivas áreas, foi calculado o
percentual de conversão em ésteres através da equação abaixo:
Onde:
PE = percentual de ésteres na amostra;
AT = área total dos picos cromatográficos dos ésteres;
API = área do padrão interno;
C = Concentração do Padrão Interno;
M = massa da amostra.
3.4 Planejamento de experimentos
Para a realização dos experimentos, primeiramente foi realizada uma seqüência de
testes preliminares. O primeiro teste consistiu em replicar uma determinada condição
experimental do trabalho de SANTOS (2009) com a adição de um reator recheado com
esferas de vidro (material inerte e 1 mm de diâmetro) posicionado entre a zona de pré-
aquecimento e o reator não catalítico, com a finalidade de verificar se o efeito de mistura
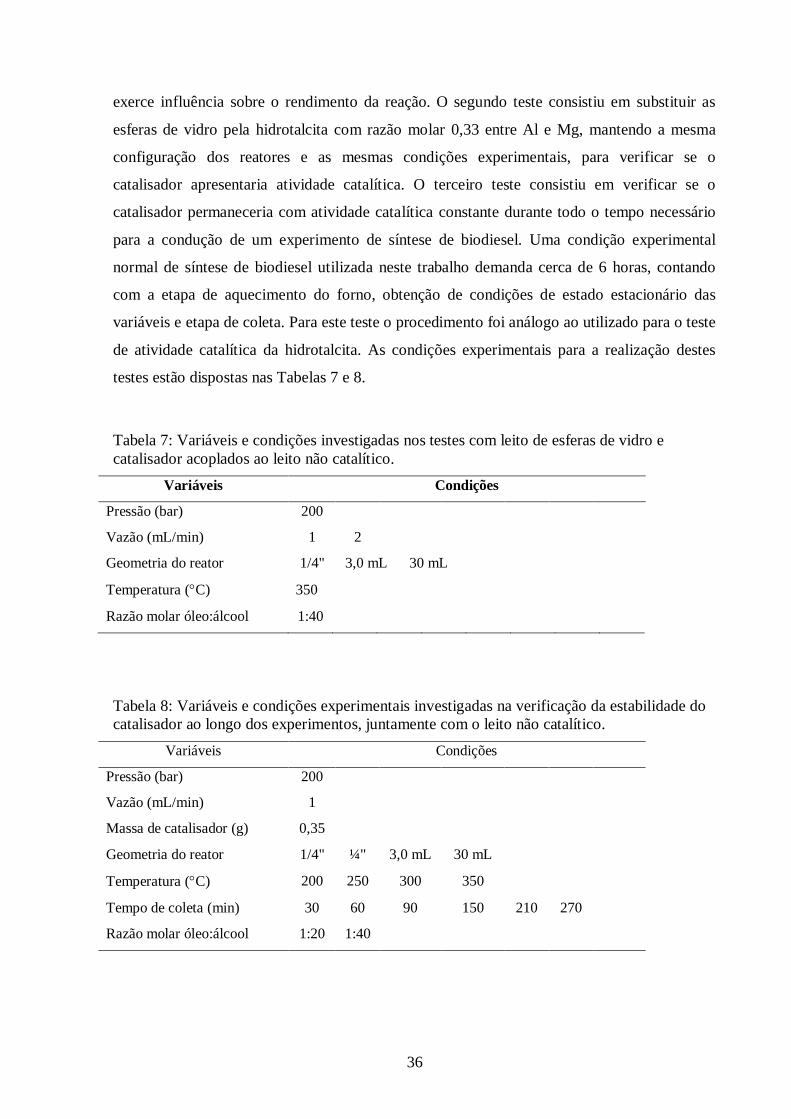
36
exerce influência sobre o rendimento da reação. O segundo teste consistiu em substituir as
esferas de vidro pela hidrotalcita com razão molar 0,33 entre Al e Mg, mantendo a mesma
configuração dos reatores e as mesmas condições experimentais, para verificar se o
catalisador apresentaria atividade catalítica. O terceiro teste consistiu em verificar se o
catalisador permaneceria com atividade catalítica constante durante todo o tempo necessário
para a condução de um experimento de síntese de biodiesel. Uma condição experimental
normal de síntese de biodiesel utilizada neste trabalho demanda cerca de 6 horas, contando
com a etapa de aquecimento do forno, obtenção de condições de estado estacionário das
variáveis e etapa de coleta. Para este teste o procedimento foi análogo ao utilizado para o teste
de atividade catalítica da hidrotalcita. As condições experimentais para a realização destes
testes estão dispostas nas Tabelas 7 e 8.
Tabela 7: Variáveis e condições investigadas nos testes com leito de esferas de vidro e
catalisador acoplados ao leito não catalítico.
Variáveis Condições
Pressão (bar) 200
Vazão (mL/min) 1 2
Geometria do reator 1/4" 3,0 mL 30 mL
Temperatura (C) 350
Razão molar óleo:álcool 1:40
Tabela 8: Variáveis e condições experimentais investigadas na verificação da estabilidade do
catalisador ao longo dos experimentos, juntamente com o leito não catalítico.
Variáveis Condições
Pressão (bar) 200
Vazão (mL/min) 1
Massa de catalisador (g) 0,35
Geometria do reator 1/4" ¼" 3,0 mL 30 mL
Temperatura (C) 200 250 300 350
Tempo de coleta (min) 30 60 90 150 210 270
Razão molar óleo:álcool 1:20 1:40
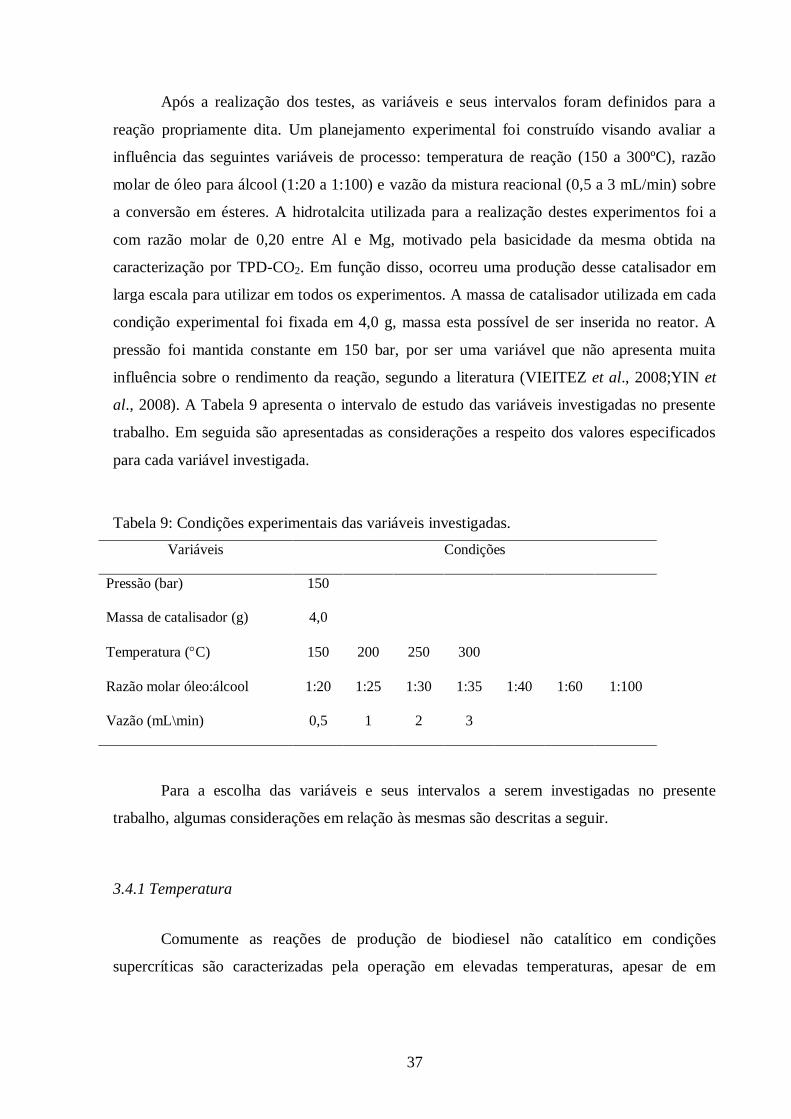
37
Após a realização dos testes, as variáveis e seus intervalos foram definidos para a
reação propriamente dita. Um planejamento experimental foi construído visando avaliar a
influência das seguintes variáveis de processo: temperatura de reação (150 a 300ºC), razão
molar de óleo para álcool (1:20 a 1:100) e vazão da mistura reacional (0,5 a 3 mL/min) sobre
a conversão em ésteres. A hidrotalcita utilizada para a realização destes experimentos foi a
com razão molar de 0,20 entre Al e Mg, motivado pela basicidade da mesma obtida na
caracterização por TPD-CO2. Em função disso, ocorreu uma produção desse catalisador em
larga escala para utilizar em todos os experimentos. A massa de catalisador utilizada em cada
condição experimental foi fixada em 4,0 g, massa esta possível de ser inserida no reator. A
pressão foi mantida constante em 150 bar, por ser uma variável que não apresenta muita
influência sobre o rendimento da reação, segundo a literatura (VIEITEZ et al., 2008;YIN et
al., 2008). A Tabela 9 apresenta o intervalo de estudo das variáveis investigadas no presente
trabalho. Em seguida são apresentadas as considerações a respeito dos valores especificados
para cada variável investigada.
Tabela 9: Condições experimentais das variáveis investigadas.
Variáveis Condições
Pressão (bar) 150
Massa de catalisador (g) 4,0
Temperatura (C) 150 200 250 300
Razão molar óleo:álcool 1:20 1:25 1:30 1:35 1:40 1:60 1:100
Vazão (mL\min) 0,5 1 2 3
Para a escolha das variáveis e seus intervalos a serem investigadas no presente
trabalho, algumas considerações em relação às mesmas são descritas a seguir.
3.4.1 Temperatura
Comumente as reações de produção de biodiesel não catalítico em condições
supercríticas são caracterizadas pela operação em elevadas temperaturas, apesar de em
38
condições acima de 350ºC, haver um decréscimo nas conversões, motivado pelo
craqueamento dos ésteres (SILVA et al., 2007; SANTOS, 2009; VIETEZ et al., 2009).
Com adição de catalisador ao meio reacional é possível obter bons rendimentos de
processo em temperaturas amenas de operação (MCNEFF et al., 2008). A faixa de
temperatura de 150 ºC a 300 ºC foi então selecionada a princípio com o objetivo de avaliar o
efeito desta variável sobre o rendimento da reação.
3.4.2 Razão molar entre óleo e álcool
No processo de trasesterificação a estequiométrica mínima é de 1:3 (óleo:álcool). No
entanto, em condições supercríticas, existe a necessidade da utilização de excesso de álcool a
fim de aumentar a solubilidade entre as fases, aumentando a conversão em ésteres
(KUSDIANA e SAKA, 2000; SILVA et al., 2007; SANTOS 2009; DEMIRBAS, 2009).
Com base em estudos preliminares (SANTOS, 2009), foi observado que a melhor
razão molar entre óleo e etanol é de 1:40 e, que, razões molares acima deste valor não
aumentam o rendimento da reação em ésteres. No entanto, não existem relatos na literatura
com o uso de catalisador. Assim, para comparação de resultados, foi estudado o efeito da
razão molar de óleo de soja para álcool metílico na faixa de 1:20 a 1:100.
3.4.3 Quantidade de catalisador
A maior parte dos estudos da literatura ocorre em reatores em batelada, condição de
operação diferente do presente trabalho. Diante disso, inicialmente foram feitos pré-testes
para o estudo da eficácia do catalisador com uma massa mínima, com o reator catalítico em
série a um reator não catalítico. Este procedimento tinha o intuito de analisar se o catalisador
seria capaz de aumentar a conversão, uma vez que já se sabia qual o comportamento sem o
leito recheado. Nestas condições, o tempo de contato foi de menos de 10 segundos.
Em seguida foi inserido somente um leito completamente recheado com catalisador.
Tendo em vista que o foco do presente trabalho não é a parte catalítica e sim o processo,
testou-se massas aleatórias de catalisador, capaz de rechear o reator.
39
3.4.5 Tempo de residência
A literatura coloca o tempo de residência como uma variável operacional de extrema
importância no rendimento de uma reação. Para as reações supercríticas os altos rendimentos
são alcançados em baixos tempos de reação. Em reatores tubulares recheados com
catalisadores heterogêneos o tempo de residência pode ser estimado a partir da razão entre o
volume livre do reator e a vazão volumétrica de alimentação dos reagentes, como descrito
pela seguinte equação:
onde:
V = volume de reator [mL];
FMR = vazão volumétrica da mistura reacional óleo:álcool [mL/min].
3.4.6 Recuperação do catalisador e Estabilidade
Visando verificar a possibilidade de reutilização do catalisador, uma determinada
condição experimental de reação foi selecionada. Primeiramente este experimento foi
realizado com catalisador “novo”. Após a reação ter sido concluída, o catalisador foi
recuperado, lavado 3 vezes com hexano, re-calcinado a 450°C em uma mufla por 18 horas,
para promover a eliminação do material carbonáceo e em seguida re-hidratada para que
retornasse à forma de hidróxido duplo lamelar. Este processo de re-hidratação consiste em
contato direto com 50% p/p de água deionizada durante 48h, segundo CLIMENT et al.
(2004). Após a reativação, o catalisador era inserido no reator tubular e a reação repetida nas
mesmas condições reacionais.
A estabilidade do catalisador frente a longos tempos de reação também foi avaliada.
Para este estudo, uma vez adicionado o catalisador ao reator e iniciado o experimento,
amostras eram coletadas em tempos pré-determinados durante um período de 48 horas.
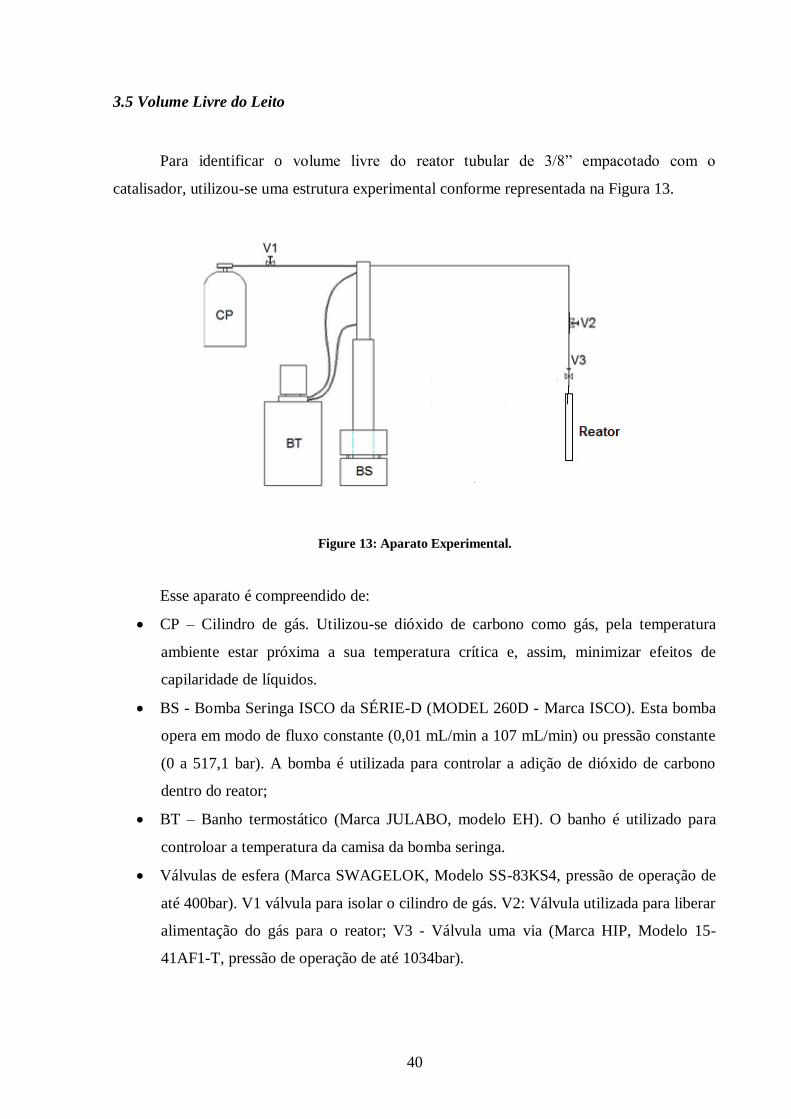
40
3.5 Volume Livre do Leito
Para identificar o volume livre do reator tubular de 3/8” empacotado com o
catalisador, utilizou-se uma estrutura experimental conforme representada na Figura 13.
Figure 13: Aparato Experimental.
Esse aparato é compreendido de:
CP – Cilindro de gás. Utilizou-se dióxido de carbono como gás, pela temperatura
ambiente estar próxima a sua temperatura crítica e, assim, minimizar efeitos de
capilaridade de líquidos.
BS - Bomba Seringa ISCO da SÉRIE-D (MODEL 260D - Marca ISCO). Esta bomba
opera em modo de fluxo constante (0,01 mL/min a 107 mL/min) ou pressão constante
(0 a 517,1 bar). A bomba é utilizada para controlar a adição de dióxido de carbono
dentro do reator;
BT – Banho termostático (Marca JULABO, modelo EH). O banho é utilizado para
controloar a temperatura da camisa da bomba seringa.
Válvulas de esfera (Marca SWAGELOK, Modelo SS-83KS4, pressão de operação de
até 400bar). V1 válvula para isolar o cilindro de gás. V2: Válvula utilizada para liberar
alimentação do gás para o reator; V3 - Válvula uma via (Marca HIP, Modelo 15-
41AF1-T, pressão de operação de até 1034bar).
41
O procedimento experimental consistia em fechar a válvula V3 e deixar a bomba de
seringa estabilizar em uma pressão de trabalho. O volume da bomba de seringa era então
anotado e a válvula V3 aberta para o reator. Uma vez que a bomba de seringa estava operando
em modo de pressão constante, o gás comprimido era deslocado para o reator até que
preenchesse todo o volume livre. Quando a bomba de seringa estabilizava novamente, a
diferença de volume deslocada no cilindro da bomba era então equivalente ao volume livre do
reator. Uma vez que o sistema era composto também de uma região não catalítica (zona de
pré-aquecimento e tubulações até a entrada do leito catalítico), o volume de cada zona foi
mensurado independentemente. Para tal era inserido um “tep” no final de cada zona. Zona 1,
mensurado volume entre V1 e a entrada do reator. Reator: volume total entre V1 e a saída do
reator menos o volume da zona 1. Os experimentos foram conduzidos em 3 pressões distintas
de dióxido de carbono (90, 120 e 150 bar), todos a temperatura ambiente e em triplicata. A
Tabela 10 demonstra os valores de volume obtidos.
Tabela 10: Tabela de resultados encontrados relativo ao volume livre do reator catalítico.
Pressão
(Bar)
Vol. Total
(mL)
Volume Zona
1(mL)
Volume livre
reator(mL)
90 11.2 4.0 7.2
11.2 4.2 7.0
120 10.7 4.0 6.7
10.6 4.1 6.5
150 10.5 4.3 6.2
10.8 4.2 6.6
A partir destes resultados, o volume livre do reator foi estimado como sendo 6,8 mL
com um desvio padrão de 0,3 mL.
42
Capítulo 4
4. RESULTADOS E DISCUSSÕES
4.1 Caracterização dos catalisadores
4.1.1 Composição Química
Pelo método de Fluorescência de Raios X, conseguiu-se visualizar a composição
química elementar, sendo apresentados na Tabela 11 os valores reais bem próximos dos
valores nominais. A mínima diferença entre as quantidades adicionais e as quantidades
encontradas pode esta relacionada à precisão das análises ou a perda durante a síntese.
Tabela 11: Composição química elementar das hidrotalcitas sintetizadas.
Razão molar Al/(Al+Mg) Valor nominal
Mg (nº mol)
Al (nº mol)
Razão molar Al/(Al+Mg) Valor real
0,20 0,4403 0,1041 0,19
0,33 0,3761 0,1735 0,31
4.1.2 Análise Textural
As isotermas de adsorção das hidrotalcitas sintetizadas são do tipo IV, o que pode ser
visto na Figura 14, tanto para as hidrotalcitas com razão molar Al-Mg de 0,22 como para a
hidrotalcita com razão molar Al-Mg de 0,33, indicando a presença de mesoporos. A Tabela 12
apresenta as características texturais dos materiais sintetizados.
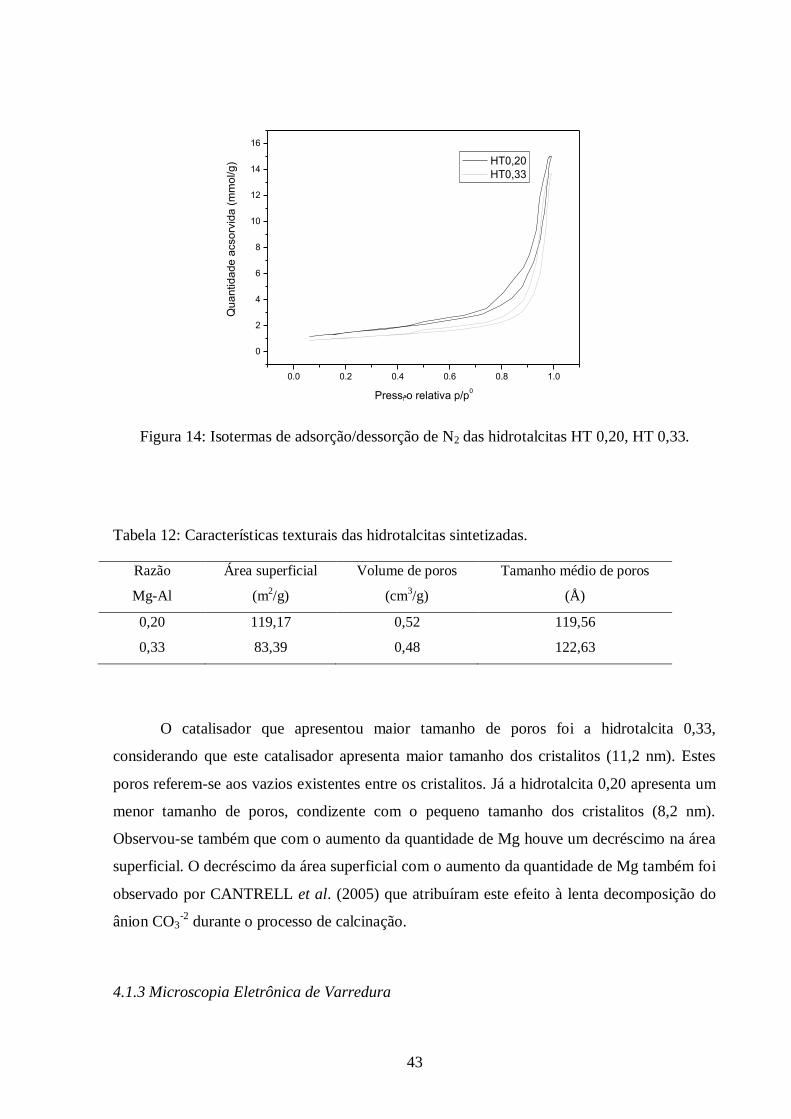
43
0.0 0.2 0.4 0.6 0.8 1.0
0
2
4
6
8
10
12
14
16
HT0,20
HT0,33
Qu
an
tid
ad
e a
cso
rvid
a (
mm
ol/g
)
Pressمo relativa p/p0
Figura 14: Isotermas de adsorção/dessorção de N2 das hidrotalcitas HT 0,20, HT 0,33.
Tabela 12: Características texturais das hidrotalcitas sintetizadas.
Razão
Mg-Al
Área superficial
(m2/g)
Volume de poros
(cm3/g)
Tamanho médio de poros
(Å)
0,20 119,17 0,52 119,56
0,33 83,39 0,48 122,63
O catalisador que apresentou maior tamanho de poros foi a hidrotalcita 0,33,
considerando que este catalisador apresenta maior tamanho dos cristalitos (11,2 nm). Estes
poros referem-se aos vazios existentes entre os cristalitos. Já a hidrotalcita 0,20 apresenta um
menor tamanho de poros, condizente com o pequeno tamanho dos cristalitos (8,2 nm).
Observou-se também que com o aumento da quantidade de Mg houve um decréscimo na área
superficial. O decréscimo da área superficial com o aumento da quantidade de Mg também foi
observado por CANTRELL et al. (2005) que atribuíram este efeito à lenta decomposição do
ânion CO3-2
durante o processo de calcinação.
4.1.3 Microscopia Eletrônica de Varredura
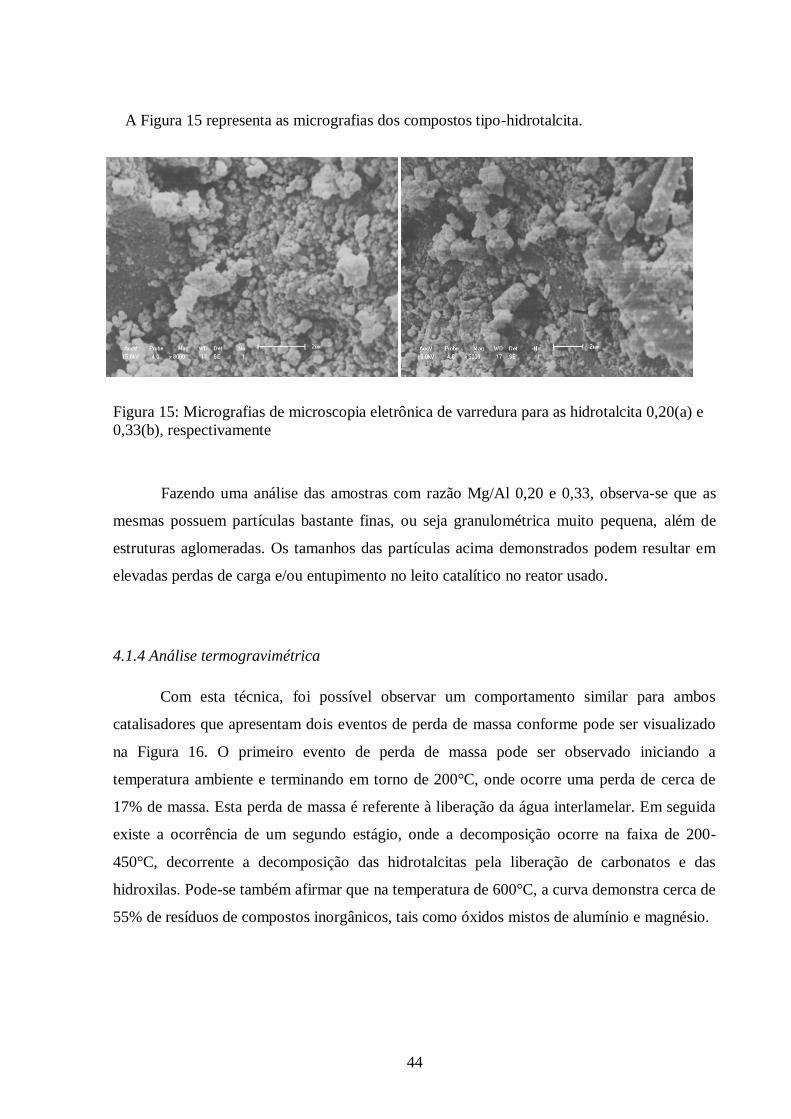
44
A Figura 15 representa as micrografias dos compostos tipo-hidrotalcita.
Figura 15: Micrografias de microscopia eletrônica de varredura para as hidrotalcita 0,20(a) e
0,33(b), respectivamente
Fazendo uma análise das amostras com razão Mg/Al 0,20 e 0,33, observa-se que as
mesmas possuem partículas bastante finas, ou seja granulométrica muito pequena, além de
estruturas aglomeradas. Os tamanhos das partículas acima demonstrados podem resultar em
elevadas perdas de carga e/ou entupimento no leito catalítico no reator usado.
4.1.4 Análise termogravimétrica
Com esta técnica, foi possível observar um comportamento similar para ambos
catalisadores que apresentam dois eventos de perda de massa conforme pode ser visualizado
na Figura 16. O primeiro evento de perda de massa pode ser observado iniciando a
temperatura ambiente e terminando em torno de 200°C, onde ocorre uma perda de cerca de
17% de massa. Esta perda de massa é referente à liberação da água interlamelar. Em seguida
existe a ocorrência de um segundo estágio, onde a decomposição ocorre na faixa de 200-
450°C, decorrente a decomposição das hidrotalcitas pela liberação de carbonatos e das
hidroxilas. Pode-se também afirmar que na temperatura de 600°C, a curva demonstra cerca de
55% de resíduos de compostos inorgânicos, tais como óxidos mistos de alumínio e magnésio.
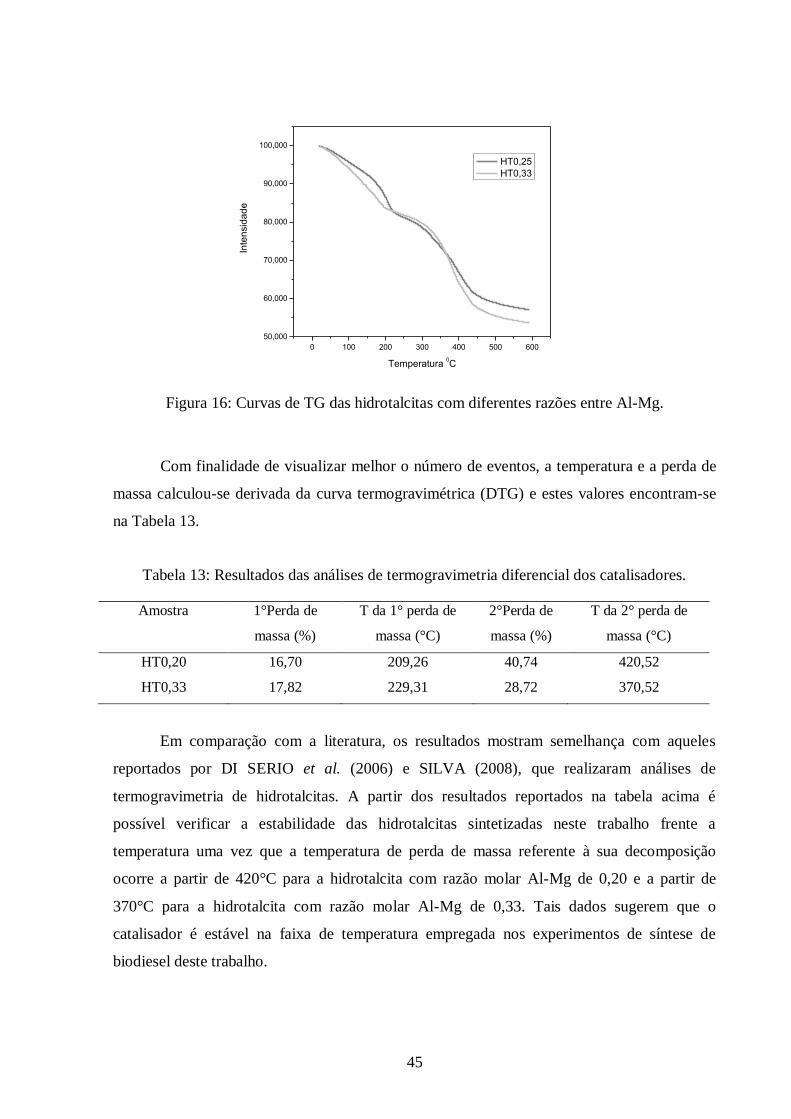
45
0 100 200 300 400 500 600
50,000
60,000
70,000
80,000
90,000
100,000
HT0,25
HT0,33
Inte
nsid
ad
e
Temperatura 0C
Figura 16: Curvas de TG das hidrotalcitas com diferentes razões entre Al-Mg.
Com finalidade de visualizar melhor o número de eventos, a temperatura e a perda de
massa calculou-se derivada da curva termogravimétrica (DTG) e estes valores encontram-se
na Tabela 13.
Tabela 13: Resultados das análises de termogravimetria diferencial dos catalisadores.
Amostra 1°Perda de
massa (%)
T da 1° perda de
massa (°C)
2°Perda de
massa (%)
T da 2° perda de
massa (°C)
HT0,20 16,70 209,26 40,74 420,52
HT0,33 17,82 229,31 28,72 370,52
Em comparação com a literatura, os resultados mostram semelhança com aqueles
reportados por DI SERIO et al. (2006) e SILVA (2008), que realizaram análises de
termogravimetria de hidrotalcitas. A partir dos resultados reportados na tabela acima é
possível verificar a estabilidade das hidrotalcitas sintetizadas neste trabalho frente a
temperatura uma vez que a temperatura de perda de massa referente à sua decomposição
ocorre a partir de 420°C para a hidrotalcita com razão molar Al-Mg de 0,20 e a partir de
370°C para a hidrotalcita com razão molar Al-Mg de 0,33. Tais dados sugerem que o
catalisador é estável na faixa de temperatura empregada nos experimentos de síntese de
biodiesel deste trabalho.
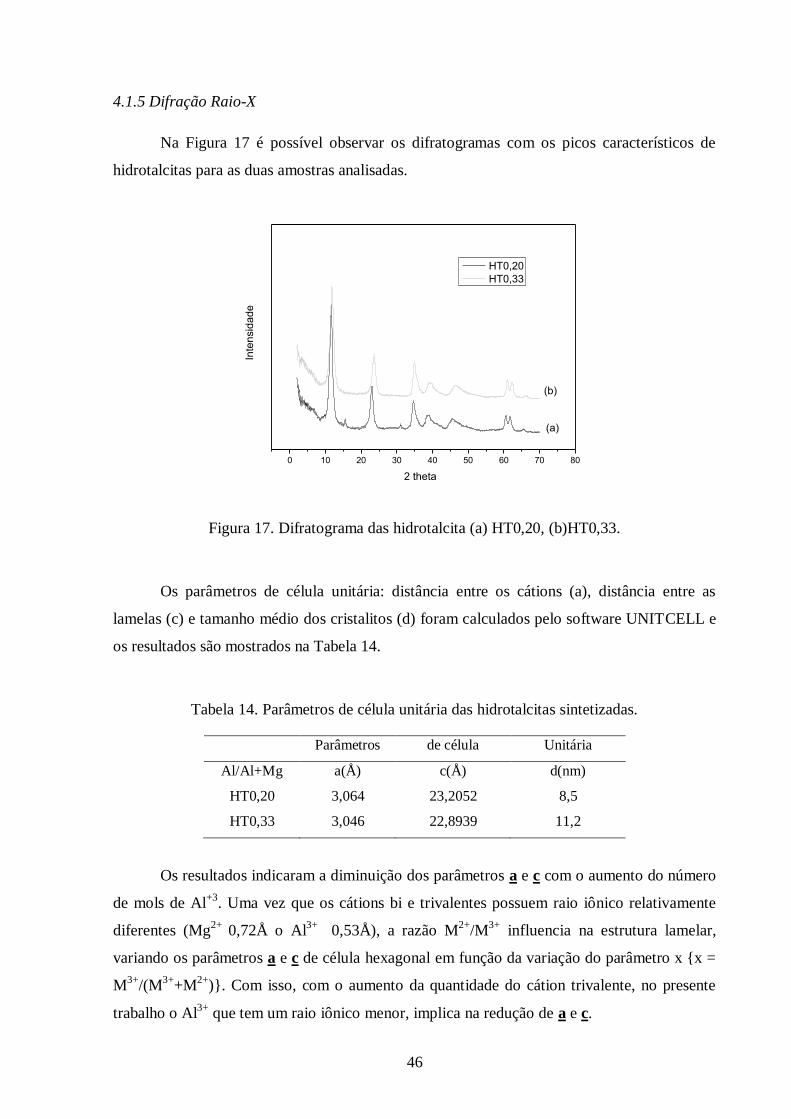
46
4.1.5 Difração Raio-X
Na Figura 17 é possível observar os difratogramas com os picos característicos de
hidrotalcitas para as duas amostras analisadas.
0 10 20 30 40 50 60 70 80
HT0,20
HT0,33
Inte
nsid
ad
e
2 theta
(b)
(a)
Figura 17. Difratograma das hidrotalcita (a) HT0,20, (b)HT0,33.
Os parâmetros de célula unitária: distância entre os cátions (a), distância entre as
lamelas (c) e tamanho médio dos cristalitos (d) foram calculados pelo software UNITCELL e
os resultados são mostrados na Tabela 14.
Tabela 14. Parâmetros de célula unitária das hidrotalcitas sintetizadas.
Parâmetros de célula Unitária
Al/Al+Mg a(Å) c(Å) d(nm)
HT0,20 3,064 23,2052 8,5
HT0,33 3,046 22,8939 11,2
Os resultados indicaram a diminuição dos parâmetros a e c com o aumento do número
de mols de Al+3
. Uma vez que os cátions bi e trivalentes possuem raio iônico relativamente
diferentes (Mg2+
0,72Å o Al3+
0,53Å), a razão M2+
/M3+
influencia na estrutura lamelar,
variando os parâmetros a e c de célula hexagonal em função da variação do parâmetro x {x =
M3+
/(M3+
+M2+
)}. Com isso, com o aumento da quantidade do cátion trivalente, no presente
trabalho o Al3+
que tem um raio iônico menor, implica na redução de a e c.
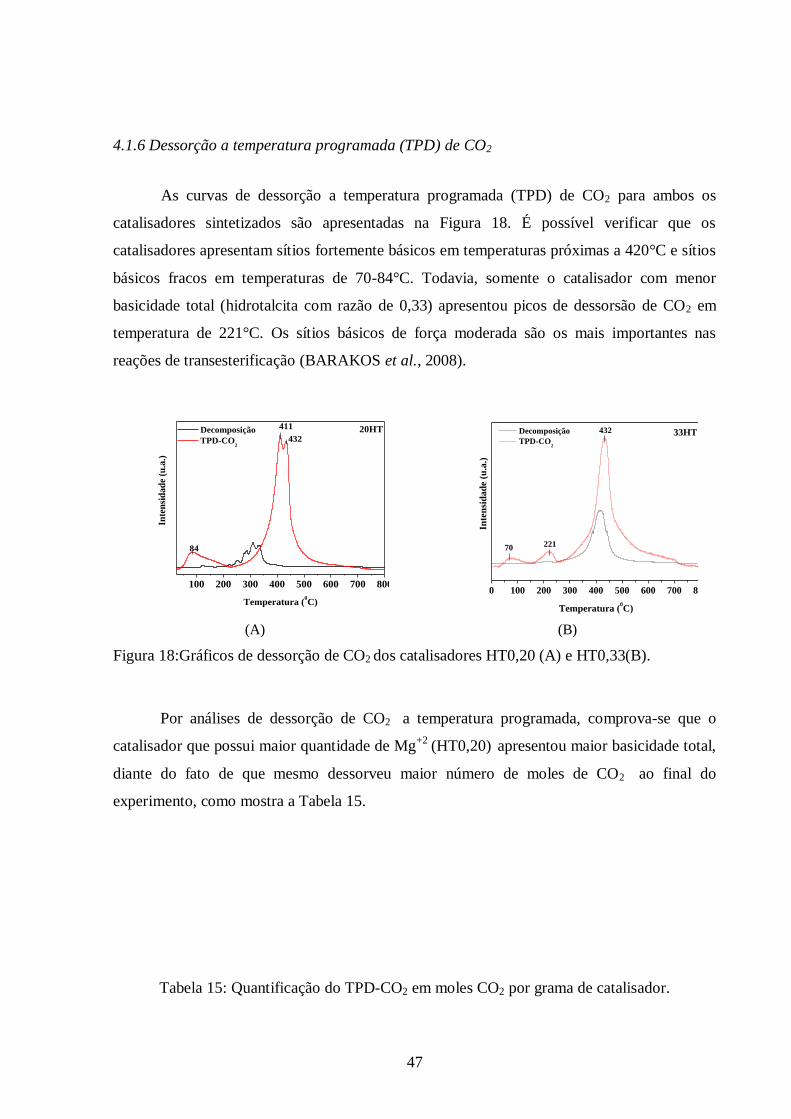
47
4.1.6 Dessorção a temperatura programada (TPD) de CO2
As curvas de dessorção a temperatura programada (TPD) de CO2 para ambos os
catalisadores sintetizados são apresentadas na Figura 18. É possível verificar que os
catalisadores apresentam sítios fortemente básicos em temperaturas próximas a 420°C e sítios
básicos fracos em temperaturas de 70-84°C. Todavia, somente o catalisador com menor
basicidade total (hidrotalcita com razão de 0,33) apresentou picos de dessorsão de CO2 em
temperatura de 221°C. Os sítios básicos de força moderada são os mais importantes nas
reações de transesterificação (BARAKOS et al., 2008).
100 200 300 400 500 600 700 800
84
432
411 20HT
Inte
nsi
da
de
(u.a
.)
Temperatura (0C)
Decomposição
TPD-CO2
0 100 200 300 400 500 600 700 800
33HT432
22170
Inte
nsi
dad
e (u
.a.)
Temperatura (0C)
Decomposição
TPD-CO2
(A) (B)
Figura 18:Gráficos de dessorção de CO2 dos catalisadores HT0,20 (A) e HT0,33(B).
Por análises de dessorção de CO2 a temperatura programada, comprova-se que o
catalisador que possui maior quantidade de Mg+2
(HT0,20) apresentou maior basicidade total,
diante do fato de que mesmo dessorveu maior número de moles de CO2 ao final do
experimento, como mostra a Tabela 15.
Tabela 15: Quantificação do TPD-CO2 em moles CO2 por grama de catalisador.
48
Amostra Perda de CO2 por decomposição
(mol)
TPD-CO2
(mol)
Diferença
(mol)
HT0,20 1,09E-4 1,63E-3 1,52E-3
HT0,33 1,55E-4 9,53E-4 7,98E-4
Uma vez que o alumínio é mais eletronegativo que o magnésio, o aumento da razão molar
Al/(Al+Mg) induz um aumento da eletronegatividade média do catalisador, diminuindo a densidade
eletrônica dos átomos de oxigênio e, como conseqüência, reduz a basicidade total do catalisador
(SILVA, 2008).
4.2 Resultados preliminares de síntese de biodiesel
Testes preliminares foram realizados para definir as condições dos experimentos de
síntese de biodiesel em meio supercrítico contínuo empregando hidrotalcitas como
catalisadores heterogêneos. Os testes incluíram o efeito de mistura pela adição de um reator
recheado com esferas antes do reator não catalítico; a avaliação da atividade catalítica da
hidrotalcita através da substituição das esferas de vidro pelo catalisador mantendo o mesmo
arranjo dos reatores; a análise da perda de carga empregando o leito recheado com o
catalisador acondicionado no reator; a peletização do catalisador objetivando aumentar a
granulometria do mesmo e a determinação da estabilidade do catalisador em tempos longos de
reação. Para todos estes testes foi utilizada a hidrotalcita com razão molar Al/Mg de 0,33, pois
possuía em menor quantidade e a finalidade era só para testes.
4.2.1 Efeito de mistura
Os testes para verificar o efeito de mistura sobre o rendimento da reação de
transesterificação foram realizados com a adição de um reator de 1/4" com volume útil de 3,0
mL (reator vazio) recheado com esferas de vidro (diâmetro médio de 500 micras) entre a zona
de pré-aquecimento e o reator não catalítico de 1/8" e 1/4" com volume útil de 30 mL para
ambos os reatores. A literatura reporta que o aumento da agitação do meio reacional através
da turbulência da mistura favorece o contato entre as fases aumentando assim a conversão da
reação (VIETEZ et al., 2008; SANTOS, 2009; DEMIRBAS 2009).
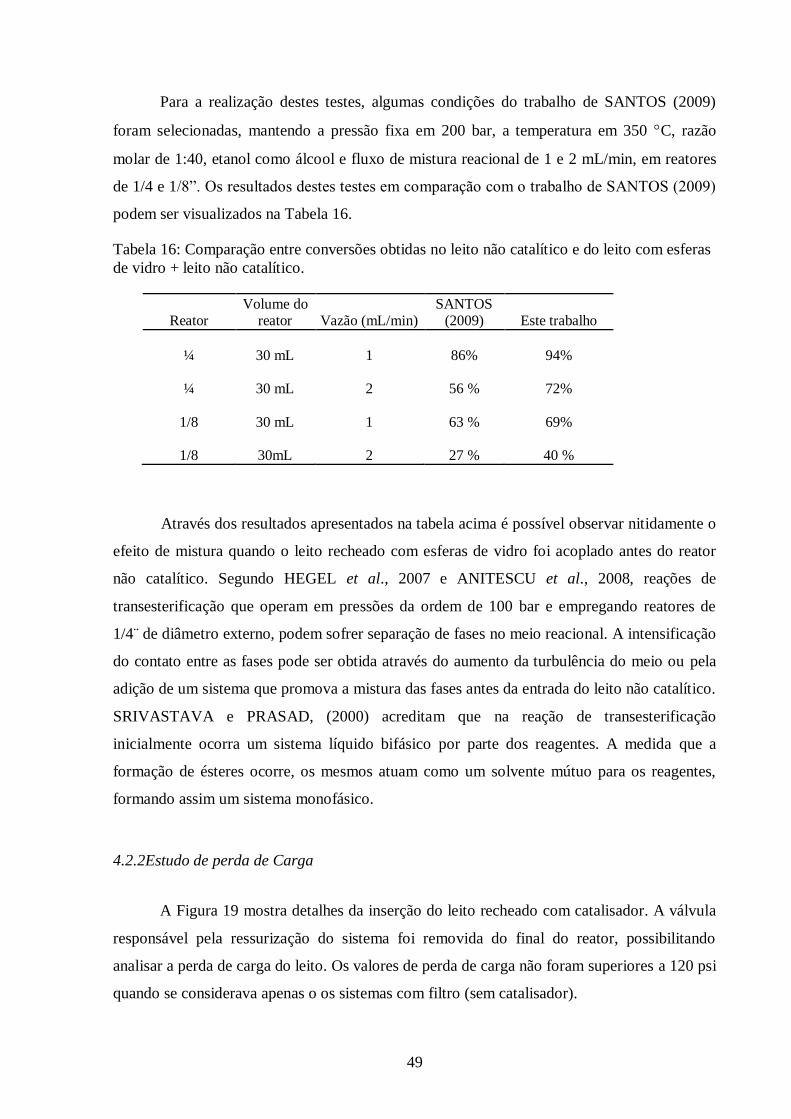
49
Para a realização destes testes, algumas condições do trabalho de SANTOS (2009)
foram selecionadas, mantendo a pressão fixa em 200 bar, a temperatura em 350 C, razão
molar de 1:40, etanol como álcool e fluxo de mistura reacional de 1 e 2 mL/min, em reatores
de 1/4 e 1/8”. Os resultados destes testes em comparação com o trabalho de SANTOS (2009)
podem ser visualizados na Tabela 16.
Tabela 16: Comparação entre conversões obtidas no leito não catalítico e do leito com esferas
de vidro + leito não catalítico.
Através dos resultados apresentados na tabela acima é possível observar nitidamente o
efeito de mistura quando o leito recheado com esferas de vidro foi acoplado antes do reator
não catalítico. Segundo HEGEL et al., 2007 e ANITESCU et al., 2008, reações de
transesterificação que operam em pressões da ordem de 100 bar e empregando reatores de
1/4¨ de diâmetro externo, podem sofrer separação de fases no meio reacional. A intensificação
do contato entre as fases pode ser obtida através do aumento da turbulência do meio ou pela
adição de um sistema que promova a mistura das fases antes da entrada do leito não catalítico.
SRIVASTAVA e PRASAD, (2000) acreditam que na reação de transesterificação
inicialmente ocorra um sistema líquido bifásico por parte dos reagentes. A medida que a
formação de ésteres ocorre, os mesmos atuam como um solvente mútuo para os reagentes,
formando assim um sistema monofásico.
4.2.2Estudo de perda de Carga
A Figura 19 mostra detalhes da inserção do leito recheado com catalisador. A válvula
responsável pela ressurização do sistema foi removida do final do reator, possibilitando
analisar a perda de carga do leito. Os valores de perda de carga não foram superiores a 120 psi
quando se considerava apenas o os sistemas com filtro (sem catalisador).
Reator Volume do
reator Vazão (mL/min) SANTOS
(2009) Este trabalho
¼ 30 mL 1 86% 94%
¼ 30 mL 2 56 % 72%
1/8 30 mL 1 63 % 69%
1/8 30mL 2 27 % 40 %
50
Figura 19: Vistas detalhadas da colocação do leito recheado com o catalisador.
Por outro lado, quando o leito era preenchido com a hidrotalcita tal como apresentada
no Capítulo 3, a perda de carga era excessiva (da ordem de 3000 psi), decorrente a mínima
granulométrica do catalisador. Além disso partículas do catalisador eram arrastadas junto com
a mistura reacional entupindo a válvula de controle de fluxo. Em diversos experimentos, o
sistema precisou ser desmontado para limpeza da válvula de controle e das linhas do mesmo.
Para minimizar este problema, buscou-se peletizar o catalisador em prensa mecânica.
O equipamento empregado é demonstrado na Figura 20. O procedimento para adequação da
granulometria que foi utilizado é esquematicamente apresentado na Figura 21. A hidrotalcita
era prensada com 5 toneladas, remasserada e peneirada, conservando uma granolometria entre
16 e 32 mesh.
Figura 20: Prensa para aumento de granulometria do catalisador.
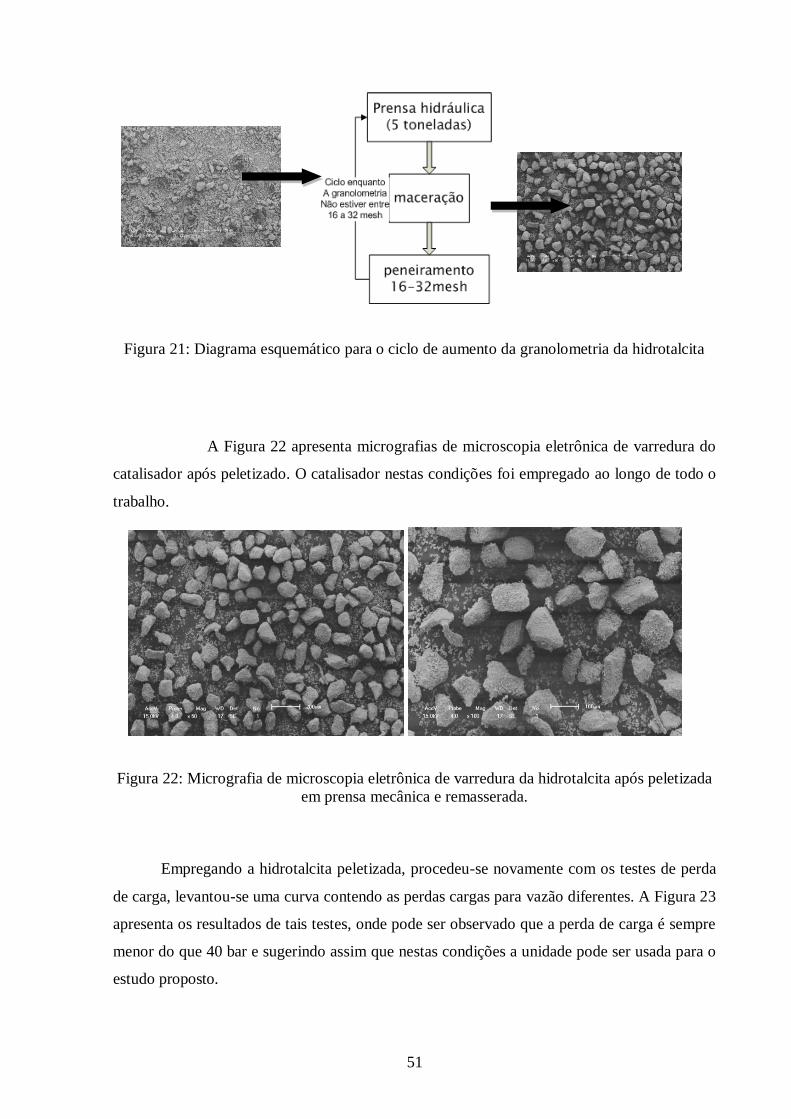
51
Figura 21: Diagrama esquemático para o ciclo de aumento da granolometria da hidrotalcita
A Figura 22 apresenta micrografias de microscopia eletrônica de varredura do
catalisador após peletizado. O catalisador nestas condições foi empregado ao longo de todo o
trabalho.
Figura 22: Micrografia de microscopia eletrônica de varredura da hidrotalcita após peletizada
em prensa mecânica e remasserada.
Empregando a hidrotalcita peletizada, procedeu-se novamente com os testes de perda
de carga, levantou-se uma curva contendo as perdas cargas para vazão diferentes. A Figura 23
apresenta os resultados de tais testes, onde pode ser observado que a perda de carga é sempre
menor do que 40 bar e sugerindo assim que nestas condições a unidade pode ser usada para o
estudo proposto.
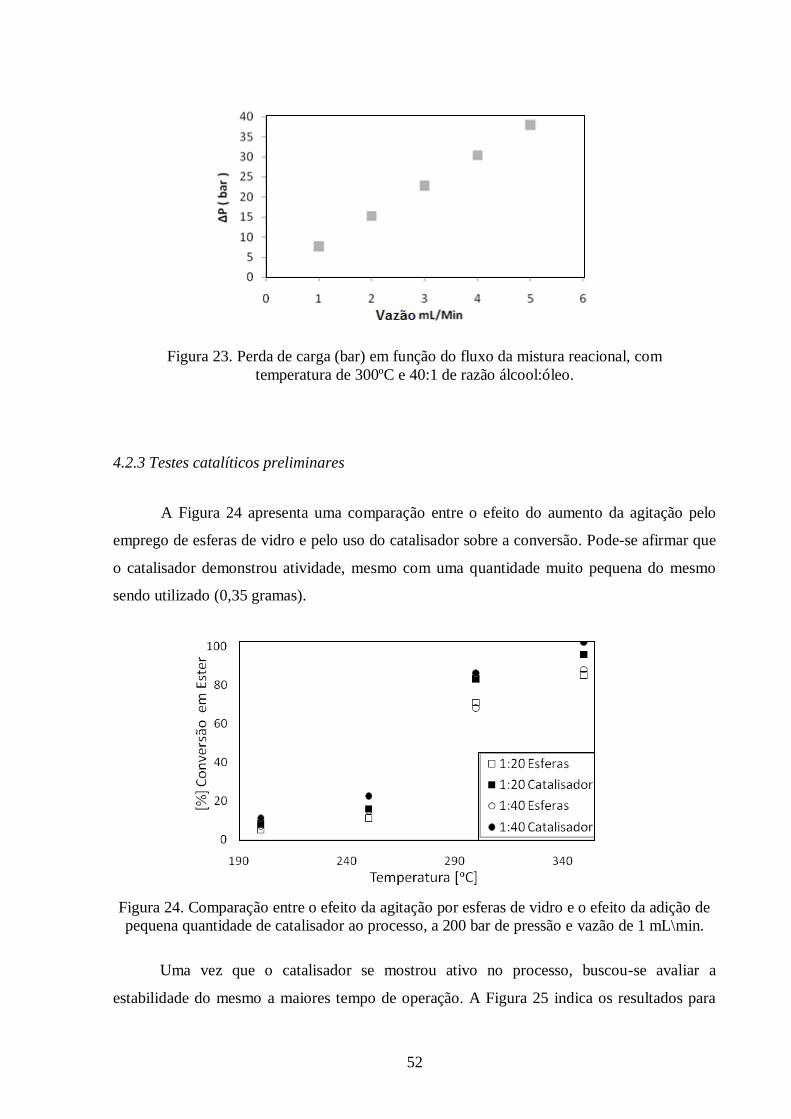
52
Figura 23. Perda de carga (bar) em função do fluxo da mistura reacional, com
temperatura de 300ºC e 40:1 de razão álcool:óleo.
4.2.3 Testes catalíticos preliminares
A Figura 24 apresenta uma comparação entre o efeito do aumento da agitação pelo
emprego de esferas de vidro e pelo uso do catalisador sobre a conversão. Pode-se afirmar que
o catalisador demonstrou atividade, mesmo com uma quantidade muito pequena do mesmo
sendo utilizado (0,35 gramas).
Figura 24. Comparação entre o efeito da agitação por esferas de vidro e o efeito da adição de
pequena quantidade de catalisador ao processo, a 200 bar de pressão e vazão de 1 mL\min.
Uma vez que o catalisador se mostrou ativo no processo, buscou-se avaliar a
estabilidade do mesmo a maiores tempo de operação. A Figura 25 indica os resultados para
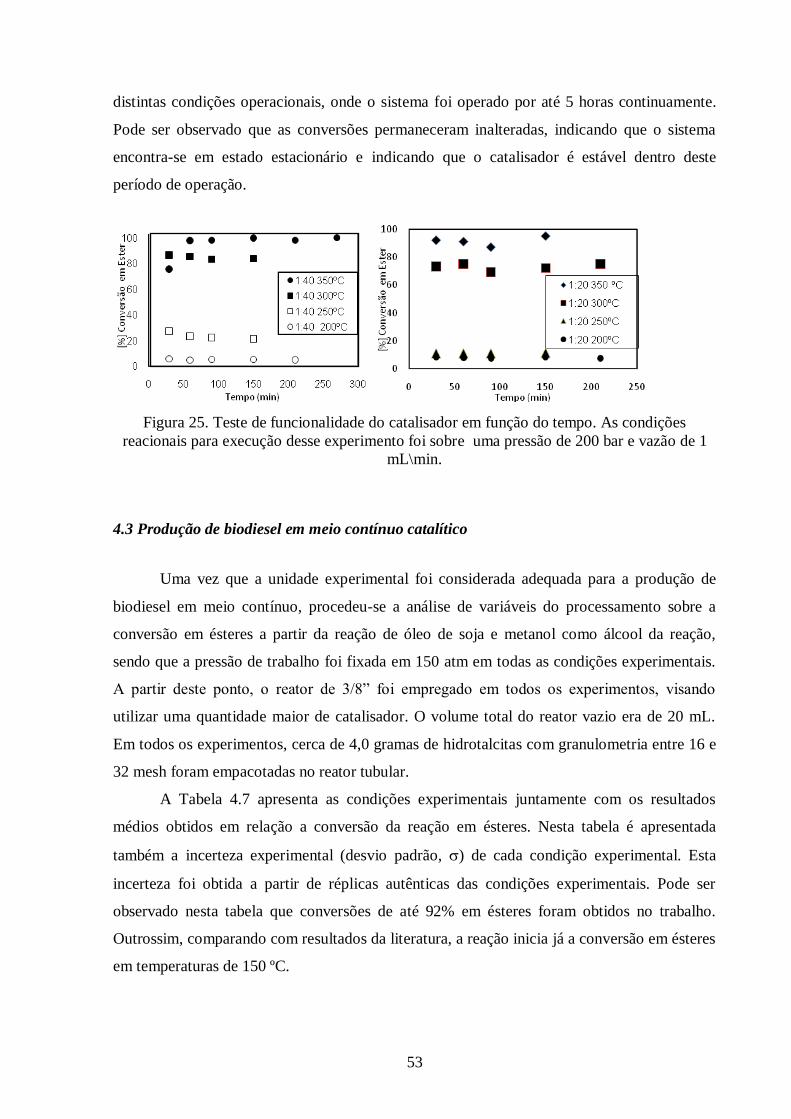
53
distintas condições operacionais, onde o sistema foi operado por até 5 horas continuamente.
Pode ser observado que as conversões permaneceram inalteradas, indicando que o sistema
encontra-se em estado estacionário e indicando que o catalisador é estável dentro deste
período de operação.
Figura 25. Teste de funcionalidade do catalisador em função do tempo. As condições
reacionais para execução desse experimento foi sobre uma pressão de 200 bar e vazão de 1
mL\min.
4.3 Produção de biodiesel em meio contínuo catalítico
Uma vez que a unidade experimental foi considerada adequada para a produção de
biodiesel em meio contínuo, procedeu-se a análise de variáveis do processamento sobre a
conversão em ésteres a partir da reação de óleo de soja e metanol como álcool da reação,
sendo que a pressão de trabalho foi fixada em 150 atm em todas as condições experimentais.
A partir deste ponto, o reator de 3/8” foi empregado em todos os experimentos, visando
utilizar uma quantidade maior de catalisador. O volume total do reator vazio era de 20 mL.
Em todos os experimentos, cerca de 4,0 gramas de hidrotalcitas com granulometria entre 16 e
32 mesh foram empacotadas no reator tubular.
A Tabela 4.7 apresenta as condições experimentais juntamente com os resultados
médios obtidos em relação a conversão da reação em ésteres. Nesta tabela é apresentada
também a incerteza experimental (desvio padrão, ) de cada condição experimental. Esta
incerteza foi obtida a partir de réplicas autênticas das condições experimentais. Pode ser
observado nesta tabela que conversões de até 92% em ésteres foram obtidos no trabalho.
Outrossim, comparando com resultados da literatura, a reação inicia já a conversão em ésteres
em temperaturas de 150 ºC.
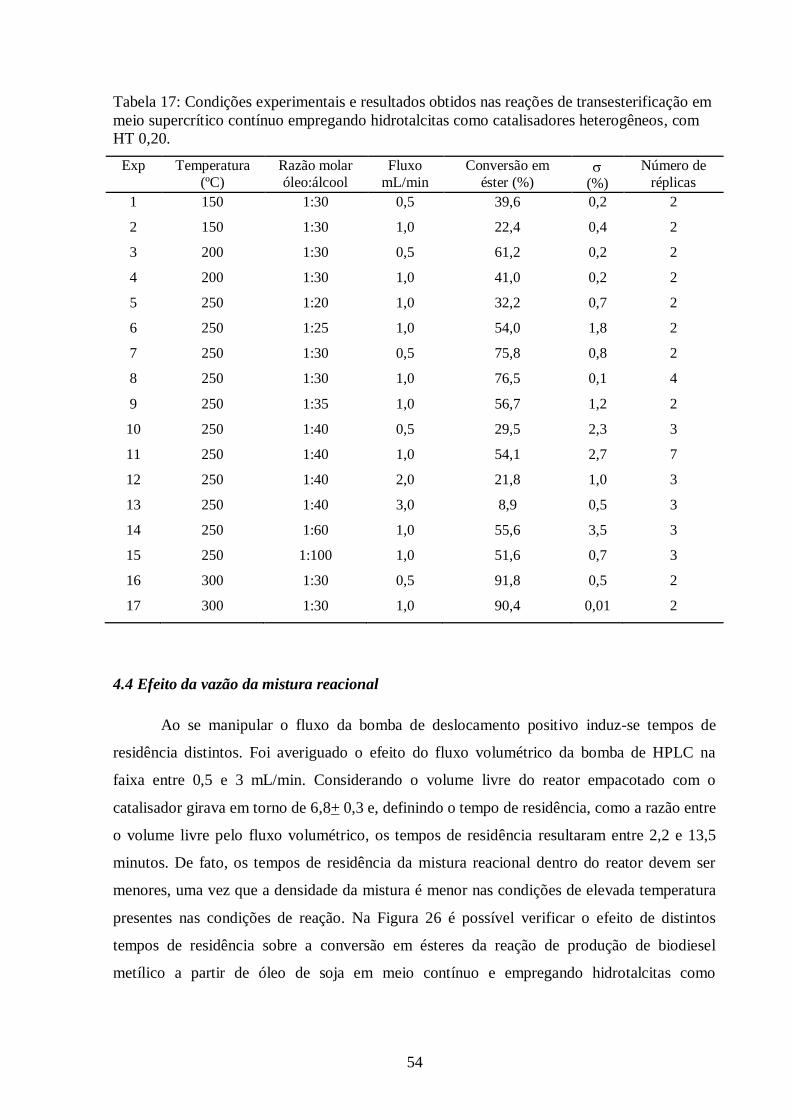
54
Tabela 17: Condições experimentais e resultados obtidos nas reações de transesterificação em
meio supercrítico contínuo empregando hidrotalcitas como catalisadores heterogêneos, com
HT 0,20.
Exp Temperatura
(ºC)
Razão molar
óleo:álcool
Fluxo
mL/min
Conversão em
éster (%)
(%)
Número de
réplicas
1 150 1:30 0,5 39,6 0,2 2
2 150 1:30 1,0 22,4 0,4 2
3 200 1:30 0,5 61,2 0,2 2
4 200 1:30 1,0 41,0 0,2 2
5 250 1:20 1,0 32,2 0,7 2
6 250 1:25 1,0 54,0 1,8 2
7 250 1:30 0,5 75,8 0,8 2
8 250 1:30 1,0 76,5 0,1 4
9 250 1:35 1,0 56,7 1,2 2
10 250 1:40 0,5 29,5 2,3 3
11 250 1:40 1,0 54,1 2,7 7
12 250 1:40 2,0 21,8 1,0 3
13 250 1:40 3,0 8,9 0,5 3
14 250 1:60 1,0 55,6 3,5 3
15 250 1:100 1,0 51,6 0,7 3
16 300 1:30 0,5 91,8 0,5 2
17 300 1:30 1,0 90,4 0,01 2
4.4 Efeito da vazão da mistura reacional
Ao se manipular o fluxo da bomba de deslocamento positivo induz-se tempos de
residência distintos. Foi averiguado o efeito do fluxo volumétrico da bomba de HPLC na
faixa entre 0,5 e 3 mL/min. Considerando o volume livre do reator empacotado com o
catalisador girava em torno de 6,8+ 0,3 e, definindo o tempo de residência, como a razão entre
o volume livre pelo fluxo volumétrico, os tempos de residência resultaram entre 2,2 e 13,5
minutos. De fato, os tempos de residência da mistura reacional dentro do reator devem ser
menores, uma vez que a densidade da mistura é menor nas condições de elevada temperatura
presentes nas condições de reação. Na Figura 26 é possível verificar o efeito de distintos
tempos de residência sobre a conversão em ésteres da reação de produção de biodiesel
metílico a partir de óleo de soja em meio contínuo e empregando hidrotalcitas como
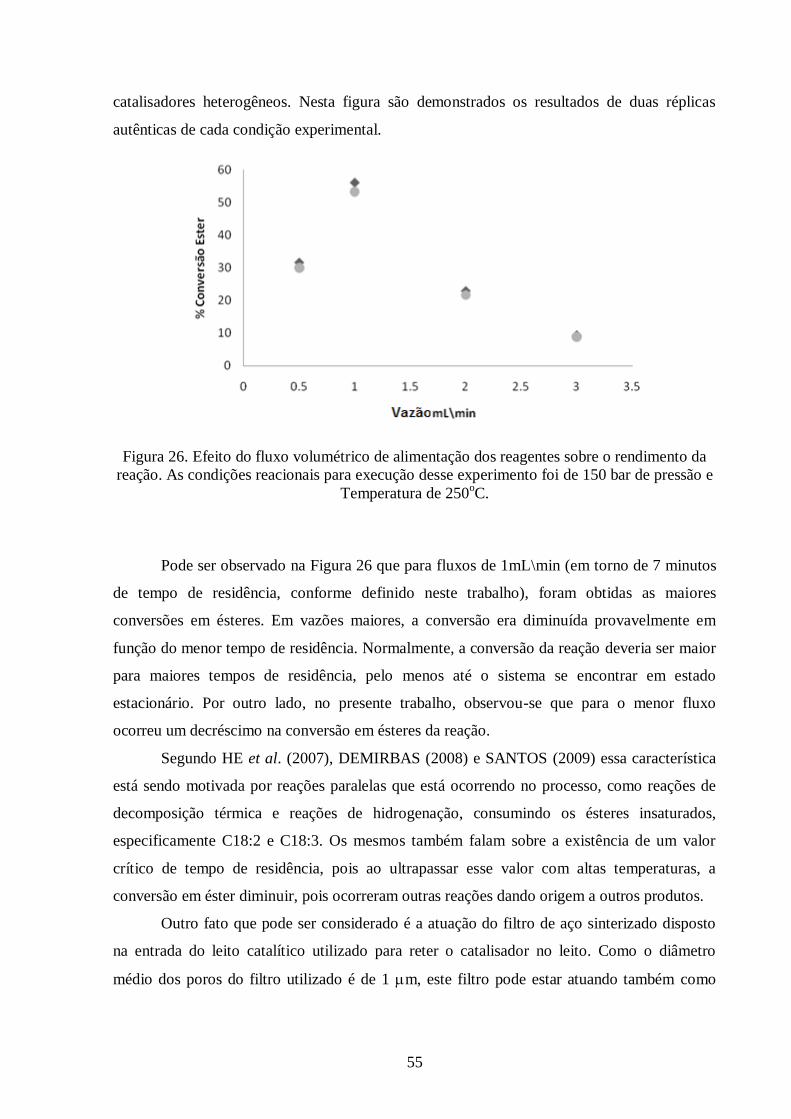
55
catalisadores heterogêneos. Nesta figura são demonstrados os resultados de duas réplicas
autênticas de cada condição experimental.
Figura 26. Efeito do fluxo volumétrico de alimentação dos reagentes sobre o rendimento da
reação. As condições reacionais para execução desse experimento foi de 150 bar de pressão e
Temperatura de 250oC.
Pode ser observado na Figura 26 que para fluxos de 1mL\min (em torno de 7 minutos
de tempo de residência, conforme definido neste trabalho), foram obtidas as maiores
conversões em ésteres. Em vazões maiores, a conversão era diminuída provavelmente em
função do menor tempo de residência. Normalmente, a conversão da reação deveria ser maior
para maiores tempos de residência, pelo menos até o sistema se encontrar em estado
estacionário. Por outro lado, no presente trabalho, observou-se que para o menor fluxo
ocorreu um decréscimo na conversão em ésteres da reação.
Segundo HE et al. (2007), DEMIRBAS (2008) e SANTOS (2009) essa característica
está sendo motivada por reações paralelas que está ocorrendo no processo, como reações de
decomposição térmica e reações de hidrogenação, consumindo os ésteres insaturados,
especificamente C18:2 e C18:3. Os mesmos também falam sobre a existência de um valor
crítico de tempo de residência, pois ao ultrapassar esse valor com altas temperaturas, a
conversão em éster diminuir, pois ocorreram outras reações dando origem a outros produtos.
Outro fato que pode ser considerado é a atuação do filtro de aço sinterizado disposto
na entrada do leito catalítico utilizado para reter o catalisador no leito. Como o diâmetro
médio dos poros do filtro utilizado é de 1 m, este filtro pode estar atuando também como
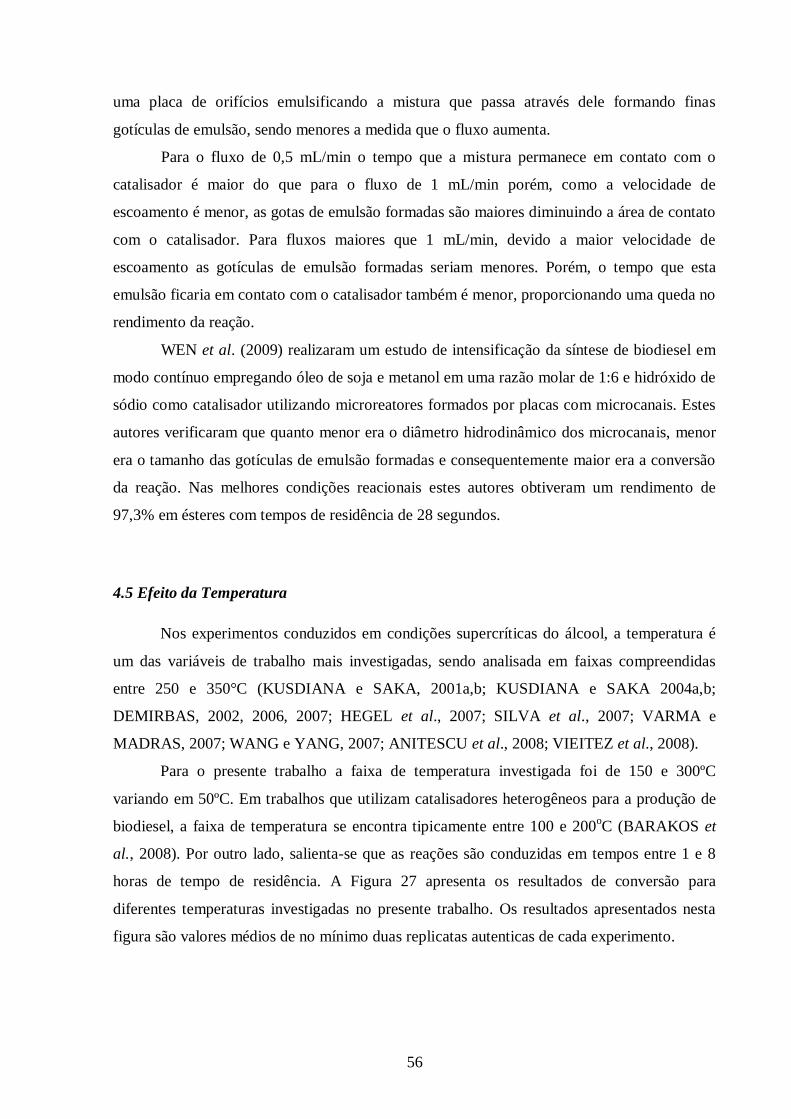
56
uma placa de orifícios emulsificando a mistura que passa através dele formando finas
gotículas de emulsão, sendo menores a medida que o fluxo aumenta.
Para o fluxo de 0,5 mL/min o tempo que a mistura permanece em contato com o
catalisador é maior do que para o fluxo de 1 mL/min porém, como a velocidade de
escoamento é menor, as gotas de emulsão formadas são maiores diminuindo a área de contato
com o catalisador. Para fluxos maiores que 1 mL/min, devido a maior velocidade de
escoamento as gotículas de emulsão formadas seriam menores. Porém, o tempo que esta
emulsão ficaria em contato com o catalisador também é menor, proporcionando uma queda no
rendimento da reação.
WEN et al. (2009) realizaram um estudo de intensificação da síntese de biodiesel em
modo contínuo empregando óleo de soja e metanol em uma razão molar de 1:6 e hidróxido de
sódio como catalisador utilizando microreatores formados por placas com microcanais. Estes
autores verificaram que quanto menor era o diâmetro hidrodinâmico dos microcanais, menor
era o tamanho das gotículas de emulsão formadas e consequentemente maior era a conversão
da reação. Nas melhores condições reacionais estes autores obtiveram um rendimento de
97,3% em ésteres com tempos de residência de 28 segundos.
4.5 Efeito da Temperatura
Nos experimentos conduzidos em condições supercríticas do álcool, a temperatura é
um das variáveis de trabalho mais investigadas, sendo analisada em faixas compreendidas
entre 250 e 350°C (KUSDIANA e SAKA, 2001a,b; KUSDIANA e SAKA 2004a,b;
DEMIRBAS, 2002, 2006, 2007; HEGEL et al., 2007; SILVA et al., 2007; VARMA e
MADRAS, 2007; WANG e YANG, 2007; ANITESCU et al., 2008; VIEITEZ et al., 2008).
Para o presente trabalho a faixa de temperatura investigada foi de 150 e 300ºC
variando em 50ºC. Em trabalhos que utilizam catalisadores heterogêneos para a produção de
biodiesel, a faixa de temperatura se encontra tipicamente entre 100 e 200oC (BARAKOS et
al., 2008). Por outro lado, salienta-se que as reações são conduzidas em tempos entre 1 e 8
horas de tempo de residência. A Figura 27 apresenta os resultados de conversão para
diferentes temperaturas investigadas no presente trabalho. Os resultados apresentados nesta
figura são valores médios de no mínimo duas replicatas autenticas de cada experimento.
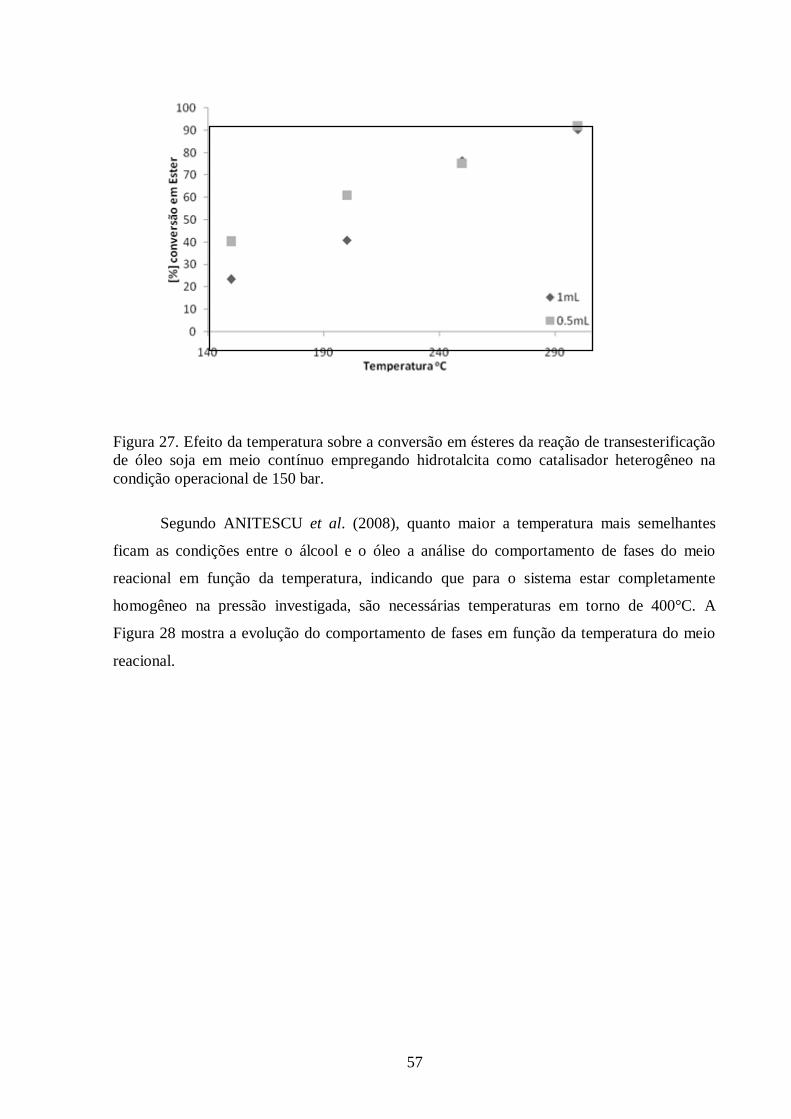
57
Figura 27. Efeito da temperatura sobre a conversão em ésteres da reação de transesterificação
de óleo soja em meio contínuo empregando hidrotalcita como catalisador heterogêneo na
condição operacional de 150 bar.
Segundo ANITESCU et al. (2008), quanto maior a temperatura mais semelhantes
ficam as condições entre o álcool e o óleo a análise do comportamento de fases do meio
reacional em função da temperatura, indicando que para o sistema estar completamente
homogêneo na pressão investigada, são necessárias temperaturas em torno de 400°C. A
Figura 28 mostra a evolução do comportamento de fases em função da temperatura do meio
reacional.

58
Figura 28. Miscibilidade de óleo de soja e etanol a partir da temperatura ambiente até 400ºC,
a 100 bar, com razão molar óleo:álcool de 1:16 (ANISTECU et al., 2008)
O efeito da temperatura sobre a reação de produção de biodiesel em meio pressurizado
é bem documentada na literatura, indicando um contínuo acréscimo da conversão com o
incremento desta variável, notadamente em faixas de operação onde são empregados
catalisadores heterogênos (menor do que 200 oC). Por outro lado, temperaturas mais elevadas
(tipicamente acima de 300 oC para sistemas não catalíticos) levam a decomposição térmica
dos produtos e reagentes da reação. Por exemplo, HE et al (2007a) ao analisaram os
resultados obtidos na transesterificação de óleo de soja em metanol supercrítico, os mesmos
concluíram que a razão do decréscimo no rendimento é decorrente ao fato que o conteúdo de
ésteres insaturados diminuir, pelo motivo das reações de decomposição térmica e
hidrogenação que consumiria tais ésteres, especialmente C18:2 (linoleato) e C18:3
(linolenato). Os resultados obtidos neste trabalho não permitem concluir se está ou não
ocorrendo já a degradação térmica do meio reacional, uma vez que foi observado um contínuo
incremento da conversão em ésteres com a temperatura dentro da faixa experimental
investigada.
59
4.6 Efeito da razão molar óleo:álcool
O efeito da razão molar entre óleo e álcool sobre o rendimento da reação foi
investigada neste trabalho nas proporções de 1:20, 1:25; 1:30; 1:35; 1:40; 1:60 e 1:100, para
um fluxo de 1 mL/min, pressão de 150 bar e temperatura de 250 ºC. A Figura 29 apresenta o
comportamento da conversão em função da razão molar óleo:álcool.
Figura 29. Efeito da razão molar óleo:álcool sobre a conversão da reação de transesterificação
metílica de óleo de soja em reator contínuo pressurizado empregando hidrotalcitas como
catalisadores heterogêneos sobre um fluxo de 1 mL/min, pressão de 150 bar e temperatura de
250 ºC.
Para processos não catalíticos, normalmente a literatura reporta um aumento na
conversão com o aumento da razão molar óleo:álcool até 1:40 e, a partir desta razão molar
não se verifica mais aumento na conversão em função de o óleo apresentar-se bastante diluído
em álcool. (WANG et al., 2007a,b). No presente trabalho, pode ser verificado que a razão
óleo:álcool de 1:30 foi a que apresentou um maior rendimento em ésteres. De acordo com
aspectos termodinâmicos, o excesso de reagente tenderia ao deslocamento do equilíbrio da
reação para os produtos, acarretando um aumento na conversão com o aumento do excesso de
álcool (SRIVASTAVA et al., 2003). Contudo, se a reação estiver próxima do equilíbrio, este
excesso de álcool não induziria a maiores conversões.
Do ponto de vista cinético, o aumento na concentração de álcool pode levar a um
aumento na taxa da reação, desde que a cinética dependesse da concentração deste reagente.
Neste sentido, uma vez que no presente esquema reacional não existe solvente inerte, quando
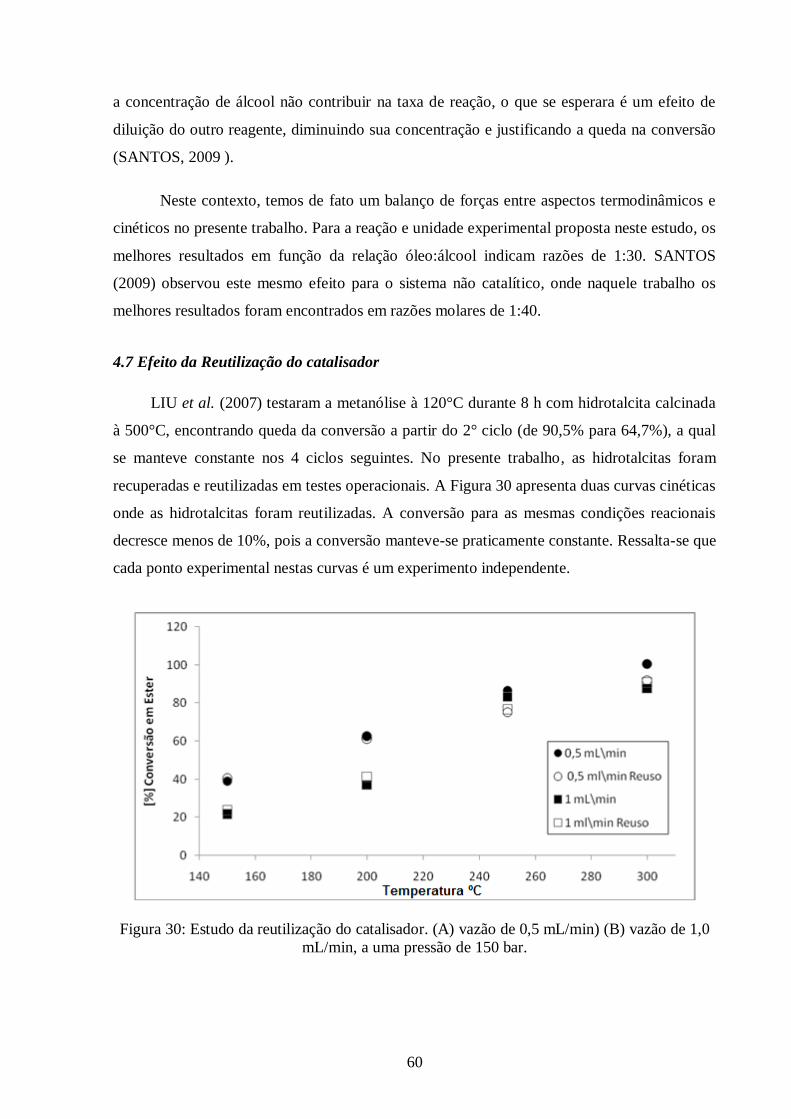
60
a concentração de álcool não contribuir na taxa de reação, o que se esperara é um efeito de
diluição do outro reagente, diminuindo sua concentração e justificando a queda na conversão
(SANTOS, 2009 ).
Neste contexto, temos de fato um balanço de forças entre aspectos termodinâmicos e
cinéticos no presente trabalho. Para a reação e unidade experimental proposta neste estudo, os
melhores resultados em função da relação óleo:álcool indicam razões de 1:30. SANTOS
(2009) observou este mesmo efeito para o sistema não catalítico, onde naquele trabalho os
melhores resultados foram encontrados em razões molares de 1:40.
4.7 Efeito da Reutilização do catalisador
LIU et al. (2007) testaram a metanólise à 120°C durante 8 h com hidrotalcita calcinada
à 500°C, encontrando queda da conversão a partir do 2° ciclo (de 90,5% para 64,7%), a qual
se manteve constante nos 4 ciclos seguintes. No presente trabalho, as hidrotalcitas foram
recuperadas e reutilizadas em testes operacionais. A Figura 30 apresenta duas curvas cinéticas
onde as hidrotalcitas foram reutilizadas. A conversão para as mesmas condições reacionais
decresce menos de 10%, pois a conversão manteve-se praticamente constante. Ressalta-se que
cada ponto experimental nestas curvas é um experimento independente.
Figura 30: Estudo da reutilização do catalisador. (A) vazão de 0,5 mL/min) (B) vazão de 1,0
mL/min, a uma pressão de 150 bar.

61
4.8 Efeito do álcool
DEMIRBAS (2006) define a transesterificação como uma reação de um triglicerídeo
com um álcool, podendo ou não ocorrer na presença de um catalisador. Segundo
FREEDMAN et al. (1986), a composição química do álcool também interfere na reação de
transesterificação, o processo ocorre preferencialmente com álcoois de baixo peso molecular
ou constituídos por cadeias alquílicas menores, tais como metanol e etanol.
Convencionalmente a produção de biodiesel metílica está mais consolidada em virtude das
características físico-químicas do metanol, que apresenta cadeia mais curta e maior
polaridade, assim como pela maior facilidade na separação das fases do produto da reação de
transesterificação (LIMA et al., 2007). Todavia, vêm sendo desenvolvidas várias pesquisas
para a produção de biodiesel empregando o etanol como agente transesterificante, uma vez
que possui várias vantagens ambientais, pois, ao contrário do metanol, o etanol é derivado da
biomassa e é biodegradável (SCHUCHARDT et al., 1998).
No presente trabalho, comparou-se o emprego de metanol e etanol em condições de
processo similares. A Figura 31 apresenta os resultados destes testes, de onde pode ser
observado melhores conversões empregando o metanol do que o etanol.
Figura 31. Efeito da utilização de metanol e etanol sobre o rendimento da reação de síntese de
biodiesel em meio supercrítico empregando hidrotalcitas como catalisadores.
4.9 Efeito da Efetividade
A cinética possui uma fundamental importância no desenvolvimento de processos,
tendo em vista que prevê comportamento de reações em particulares, podendo pensar até em
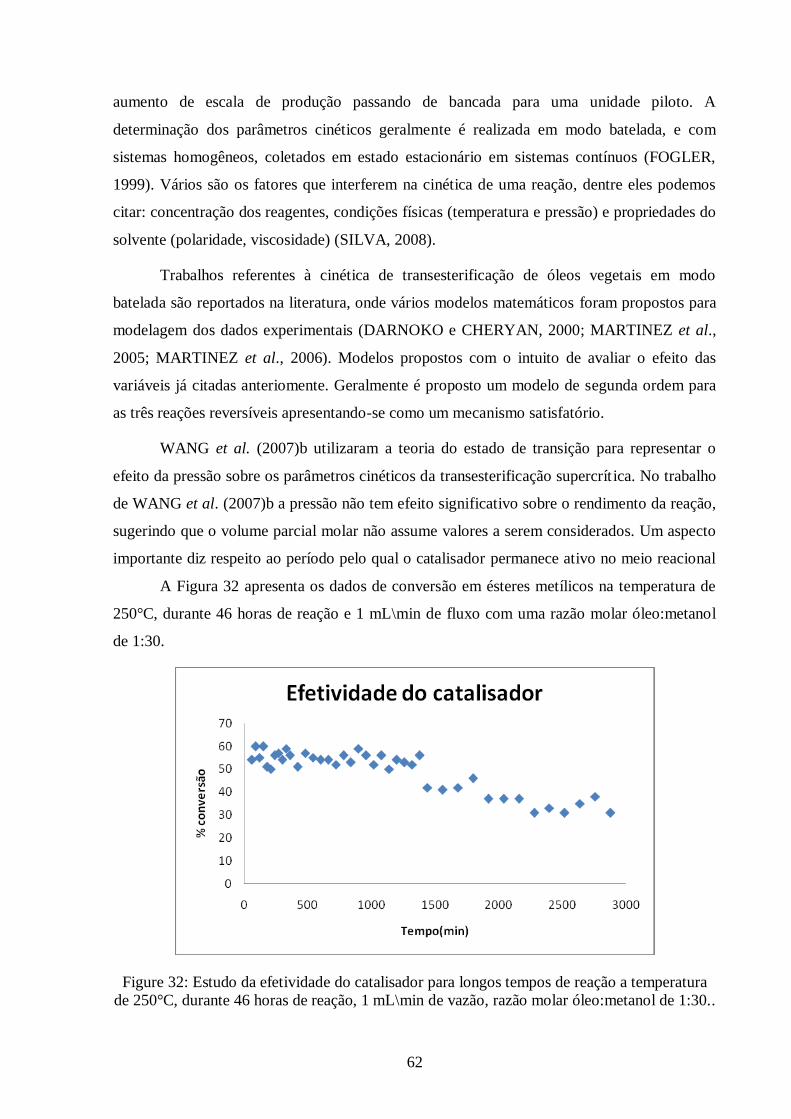
62
aumento de escala de produção passando de bancada para uma unidade piloto. A
determinação dos parâmetros cinéticos geralmente é realizada em modo batelada, e com
sistemas homogêneos, coletados em estado estacionário em sistemas contínuos (FOGLER,
1999). Vários são os fatores que interferem na cinética de uma reação, dentre eles podemos
citar: concentração dos reagentes, condições físicas (temperatura e pressão) e propriedades do
solvente (polaridade, viscosidade) (SILVA, 2008).
Trabalhos referentes à cinética de transesterificação de óleos vegetais em modo
batelada são reportados na literatura, onde vários modelos matemáticos foram propostos para
modelagem dos dados experimentais (DARNOKO e CHERYAN, 2000; MARTINEZ et al.,
2005; MARTINEZ et al., 2006). Modelos propostos com o intuito de avaliar o efeito das
variáveis já citadas anteriomente. Geralmente é proposto um modelo de segunda ordem para
as três reações reversíveis apresentando-se como um mecanismo satisfatório.
WANG et al. (2007)b utilizaram a teoria do estado de transição para representar o
efeito da pressão sobre os parâmetros cinéticos da transesterificação supercrít ica. No trabalho
de WANG et al. (2007)b a pressão não tem efeito significativo sobre o rendimento da reação,
sugerindo que o volume parcial molar não assume valores a serem considerados. Um aspecto
importante diz respeito ao período pelo qual o catalisador permanece ativo no meio reacional
A Figura 32 apresenta os dados de conversão em ésteres metílicos na temperatura de
250°C, durante 46 horas de reação e 1 mL\min de fluxo com uma razão molar óleo:metanol
de 1:30.
Figure 32: Estudo da efetividade do catalisador para longos tempos de reação a temperatura
de 250°C, durante 46 horas de reação, 1 mL\min de vazão, razão molar óleo:metanol de 1:30..
63
Como pode ser verificado na figura acima o catalisador demonstrou uma adequada
estabilidade durante as primeiras 24 horas de operação do reator contínuo, havendo
posteriormente uma queda nas conversões. Para averiguar uma possível perda de massa do
leito catalítico durante as 46 horas de operação da unidade experimental, foi realizado um
teste de absorção atômica, equipamento modelo aa100 da Perkin-Elmer disponível no
Laboratório de Estudos Ambientais do ITP/Unit para identificar possíveis traços de alumínio
e magnésio no meio reacional. Os resultados indicaram não haver presença destes dois metais
na amostra, sugerindo que o leito catalítico ficou intacto quanto a sua massa durante todo o
experimento.
64
Capítulo 5
5. CONCLUSÕES E PERSPECTIVAS
5.1. Conclusão
O presente trabalho esteve focado na produção de biodiesel empregando hidrotalcitas
como catalisador heterogêneo, num processo contínuo e empregando alcoóis pressurizados
(sub e supercríticos), enfatizando os efeitos das variáveis de processo como efeito de
temperatura, pressão, razão molar, fluxo volumétrico da mistura de reagentes. A partir da
consecução deste trabalho, as seguintes conclusões podem ser traçadas
A unidade reacional montada para produção de biodiesel com catalisadores
heterogêneos em meio contínuo supercrítico mostrou-se confiável e reprodutível
para o estudo proposto e para futuras investigações envolvendo distintos alcoóis e
catalisadores;
A partir de experimentos onde foi adicionado um leito de esferas de vidro no início
de um reator tubular não catalítico, concluiu-se que agitação/turbulência do meio
reacional contribuem para uma maior conversão da reação em ésteres;
A hidrotalcita conforma preparada neste trabalho é eficaz para a reação, uma vez
que mesmo com um tempo de residência mínimo, o catalisador contribuiu para a
conversão em ésteres;
A temperatura é uma das variáveis que contribuem mais fortemente na conversão
em ésteres da reação. Dentro da faixa experimental investigada, observou-se um
contínuo incremento na quantidade de ésteres formada e, desta forma pode-se
concluir que mesmo que tenha havido a ocorrência de degradação térmica, esta
quantidade foi menor do que o incremento proporcionado pelo aumento da
temperatura;
No tocante à razão molar óleo:álcool, observou-se um ponto de máximo na
conversão em ésteres dentro da faixa investigada (1:30), sugerindo haver uma forte
relação entre as regiões onde os regime cinético e termodinâmico são
predominantes no sistema;
65
O fluxo volumétrico da mistura reacional que está diretamente ligado ao tempo de
residência desta mistura dentro do reator apresentou um efeito bastante interessante
onde o fluxo de 1 mL/min indicou a maior conversão em ésteres. Menores ou
maiores fluxos estudados resultaram em menores conversões. Uma vez que neste
trabalho está sendo apresentada a conversão em ésteres da reação e não a conversão
total dos triglicerídeos, tal fato pode ser atribuído a um possível degradação térmica
dos ésteres em maiores tempos de contato entre a mistura reacional e o leito
catalítico;
O tipo de álcool utilizado na reação tem influência direta na conversão em ésteres
do processo, onde melhores resultados foram obtidos com metanol do que com
etanol;
Os testes em contínuo para 46 horas indicaram que nas primeiras 24 horas, o
catalisador permaneceu estável, propiciando o mesmo nível de conversão em
ésteres. A partir deste período, observou-se um pequeno decréscimo na conversão.
Por fim, a partir dos resultados obtidos cabe concluir que o sistema desenvolvido
(emprego de catalisador heterogêneo em reator tubular contínuo a alta pressão) é
uma tecnologia promissora, principalmente quando se considera os pequenos
tempos de residência investigados do trabalho, tipicamente menores do que 10
minutos.
5.2. Sugestões
Diante dos resultados encontrados, sugere-se para trabalhos futuros os seguintes temas:
Modelagem cinética da reação de transesterificação para melhor entendimento do
processo;
Modelagem fenomenológica do reator tubular contemplando etapas de escoamento em
leito poroso e com fluidos compressíveis;
Estudo do comportamento de fases do meio reacional, contemplando a descrição da
densidade da mistura para poder determinar com precisão o tempo de residência da
mistura reacional no leito catalítico;
Adicionar gás ao processo e investigar se o mesmo melhora o processo de catálise
heterogênea em modo continuo supercrítico;
66
Investigar outros catalisadores heterogêneos;
Acompanhar a produção de monoglicerídeos e diglicerídeos durante a reação em meio
contínuo supercrítico, bem como acompanhar quimicamente possíveis produtos
paralelos oriundos de reações de craqueamento;
Estudar o reciclo dos reagentes, buscando melhorar a mistura do meio reacional;
Investigar processos/tecnologias acopladas na saída do reator para permitir a separação
do glicerol do meio reacional.
67
Capítulo 6
6. REFERÊNCIAS BIBLIOGRÁFICAS
ANITESCU, G.; DESHPANDE, A.; TAVLARIDES, L. L. Integrated techonology for
supercritical biodiesel production and power cogeneration, Energy & Fuels, v. 22, p. 1391-
1399, 2008.
ANP: Agência Nacional de Petróleo. www.anp.gov.br. Acessado em Abril de 2010.
BARAKOS, N.; PASIAS, S.; PAPAYANNAKOS, N., Transesterification of triglycerides in
high and low quality oil feeds over an HT2 hydrotalcite catalyst. Bioresource Technology, v.
99, pp. 5037-5042, 2008.
BOURNAY L., CASANAVE D., DELFORT B., HILLION G. , CHODORGE J.A., New
heterogeneous process for biodiesel production: A way to improve the quality and the value
of the crude glycerin produced by biodiesel plants. Catalysis Today, n.106 190–192, 2005.
CANTRELL, D. G.; GILLIE, L. J.; LEE, A. F.; Structure-reactivity correlations in MgAl
hydrotalcite catalysts for biodiesel synthesis. Applied Catalysis A: General, v. 287 p. 183–
190, 2005.
CAO, W.; HAN, H.; ZHANG, J. Preparation of biodiesel from soybean oil using supercritical
methanol and co-solvent. Fuel, 84, p. 347–351, 2005.
CAVANI, F.; TRIFIRÒ, F. and VACCARI, A., “Hydrotalcite-Type Anionic Clays:
Preparation, Properties and Applications”, Catalysis Today, v. 11, pp. 173-301,1991.
CHANG, H. M.; LIAO, H. F.; LEE, C. C.; SHIEH, C. J., Optimized synthesis of lipase-
catalyzed biodiesel by Novozym 435. Journal of Chemical Technology and Biotechnology. v.
80, pp. 307-312, 2005.
CHEN, M. I. B; EGUCHI, M.; KUDO, T.; SHRESTHA S.; Cobalto: Efeitos dos Promotores
Alcalinos, Campinas, SP, Journal of Molecular Catalysis B: Enzyme. 16, 2001.
68
CHEN, Y.; XIAO, B.; CHANG, J.; FU, Y.; LV, P.; WANG, X., Synthesis of biodiesel from
waste cooking oil using immobilized lipase in fixed bed reactor. Energy Conversion and
Management, v. 50, pp. 668-673, 2009.
CHUAYPLOD, P.; TRAKARNPRUK, W., Transesterification of rice bran oil with methanol
catalyzed by Mg(Al)La hydrotalcites and metal/MgAl oxides. Industrial & Engineering
Chemistry Research, v. 48, pp. 4177-4183, 2009.
CLIMENT, M.J.; CORMA, A.; IBORRA, S.; Activated hydrotalcites as catalysts for the
synthesis of chalcones of pharmaceutical interest. Journal of Catalysis. 221p. 474–482, 2004.
CORMA, A.; HAMID, S. B. A.; IBORRA, S.; Lewis and Brönsted basic active sites on solid
catalysts and their role in the synthesis of monoglycerides. Journal of Catalysis, 234, p. 340–
347, 2005
CREPALDI, E. L.; VALIM, J. B. Hidróxidos Duplos Lamelares: Síntese, Estrutura,
Propriedades e Aplicações. Química nova, Vol. 21, No 3, p. 300-311. 1998
DARNOKO, D., CHERYAN, M. Kinetics of palm oil: Trasesterification in a Batch Reactor.
JAOCS, v. 77, pp.1263-1266, 2000.
DEMIRBAS, A. Biodiesel from sunflower oil in supercritical methanol with calcium oxide.
Energy Conversion and Management, v.48, pp.937-941, 2007.
DEMIRBAS, A. Biodiesel from vegetable oils via transesterification in supercritical
methanol. Energy: Conversion & Management, v. 43, pp. 2349-2356, 2002.
DEMIRBAS, A. Biodiesel production from vegetable oil via catalytic and non-catalytic
supercritical methanol transesterification methods, Progress in Energy and Combustion
Science, 31, p. 466-487, 2005.
DEMIRBAS, A. Biodiesel production via non-catalytic SCF method and Biodiesel fuel
characteristics. Energy Conversion & Management, v.47, pp.2271-2282, 2006.
DEMIRBAS, A. Biodiesel production via non-catalytic SCF method and Biodiesel fuel
characteristics. Energy Conversion & Management, v.47, pp.2271-2282, 2006.
DEMIRBAS, A. Studies on cottonseed oil biodiesel prepared in non-catalytic SCF conditions,
Bioresourde Technology, 99, p. 1125-1130, 2008.
DEMIRBAS, A., "Political, economic and environmental impacts of biofuels: A review".
Applied Energy 86, p. S108-S117, 2009
69
DI SERIO, B.; LEDDA, M.; COZZOLINO, M.; MINUTILLO, M.; TESSER, R.;
SANTACESARIA, E., Transesterification of soybean oil to biodiesel by using heterogeneous
basic catalysts. Industrial & Engineering Chemistry Research, v. 45, pp. 3009-3014, 2006.
DI SERIO, M.; COZZOLINO, M.; GIORDANO, M.; From Homogeneous to Heterogeneous
Catalysts in Biodiesel Production. Industrial & Engineering Chemistry Research, Vol. 46,
No. 20, p. 6379-6384, 2007
DIBLITZ, K., NOWECK, K., SCHIEFLER, J., BRASCH, A WELTORGANISATION FÜR
GEISTIGES EIGENTUM. WO Patent 96/23727. Ago. 8, 1996.
FACIOLI, N.L.; GONÇALVES, L. A. G.; Modificação por via enzimática da composição
triglicerídica do óleo de piqui (Caryocar brasiliense Camb) . Quimica Nova, 21, 16, 1998.
FOGLER, H. SCOTT. Elements of chemical reaction engineering. 3º edição, Prentice Hall,
New Jersey, 1999.
FREEDMAN, B., BUTTERFIELD, R.O., PRYDE, E.H., Transesterification kinetics of
soybean oil. J. Am. Oil Chem. Soc. 63, 1375–1380, 1986.
GAO, L.; TENG, G.; LV, J.; XIAO, G., Biodiesel synthesis catalyzed by the KF/Ca-Mg-Al
hydrotalcite base catalyst. Energy Fuels, v. 24, pp. 646-651, 2010.
GERPEN, JON VAN. Biodiesel processing and production. Fuel Process Tech, 86, 1097-
1107, 2005.
HAN, S., HOU, W., ZHANG, C., SUN, D., HUANG, X., WANG, G., J. Chem. Soc.,Faraday Trans., v.94, n.7, p.915, 1998.
HE, H., TAO, W., ZHU, S. Continuons production of biodiesel from vegetable oil using
supercritical methanol process. Energy Fuels, v.86, pp.442-447, 2007.
HEGEL, P., MABE, G., PEREDA, S., ZABALOY, M.S., BRIGNOLE, E.A. Phase equilibria
of near critical CO2 + propane mixtures with fixed oils in the LV, LL and LLV region. The
Journal of Supercritical Fluids, v.37, pp. 316-322, 2006.
HEGEL, P.; MABE, G.; PEREDA, S.; BRIGNOLE, E. A. Phase transitions in a biodiesel
reactor using supercritical methanol, Industrial Engineering Chemical Research, 46, p. 6360-
6365, 2007.
HSIEH L. S.; KUMAR U.; WU J.C.S. Continuous production of biodiesel in a packed-bed
reactor using shell–core structural Ca(C3H7O3)2/CaCO3 catalyst. Chemical Engineering
Journal 158 250–256. 2010
70
KAMATH, P.V., THERESE H.A., GOPALAKRISHNAN, J. Journal of Solid States
Chemistry , v.128, p38, 1997.
KATADA N.; HATANAKA T.; OTA M.; YAMADA K.; OKUMURA K.; NIWA M.
Biodiesel production using heteropoly acid-derived solid acid catalyst H4PNbW11O40/WO3–
Nb2O5. Applied Catalysis A: General 363, 164–168. 2009
KELKAR, C. P., SCHUTZ, A. A., CULLO, L. A ARISTECH Chemical corporation.
pittsburgh, pa. united states patent 5,507,980. abr. 16, 1996.
KIM, H.; KANG, B.; KIM, M.; PARK, Y.M.; KIM, D.; LEE, J.; LEE, K. Transesterification
of vegetable oil to biodiesel using heterogeneous base catalyst. Catalysis Today 93–95 (2004)
315–320.
KUSDIANA, D., SAKA, S. Biodiesel fuel from rapeseed oil as prepared in supercritical
methanol. Fuel, v.80, pp. 225-231, 2001a.
KUSDIANA, D., SAKA, S. Effetcs of water on biodiesel fuel production by supercritical
methanol treatment. Bioresource Techonology, v.91, pp.289-295, 2004b.
KUSDIANA, D., SAKA, S. Kinetics of transesterification in rapeseed oil to Biodiesel fuel as
treated in supercritical methanol. Fuel, v.80, pp. 693-698, 2001b.
KUSDIANA, D., SAKA, S. Methyl Esterification of free fatty acids of rapeseed oil as treated
in supercritical methanol. Journal of chemical Engineering of Japan, v.34, pp.383-387,
2001c.
KUSDIANA, D., SAKA, S. Two-Step preparation for Catalyst-free biodiesel fuel production.
Applied Biochemistry and Biotechonology, v.113, pp.781-791, 2004a.
KUSDIANA, D.; SAKA, S.. Biodiesel fuel from rapeseed oil as prepared in supercritical
methanol. Fuel, 80, 225-231, 2000.
LAUDANI, C. G.; HABULIN, M.; KNEZ, Z.; DELLA PORTA, G.; REVERCHON, E.,
Immobilized lípase-mediated long-chain fatty acid esterification in dense carbon dioxide:
bench-scale packed-bed reactor study. Journal of Supercritical Fluids, v. 41, pp. 74-81, 2006.
LEE D.W.; PARK Y. M.; LEE K. Y. Heterogeneous Base Catalysts for Transesterification in
Biodiesel Synthesis. Catal Surv Asia.DOI 10.1007/s10563-009-9068-6. 2009
LI, N. W.; ZONG, M. H.; WU, H., Highly efficient transformation of waste oil to biodiesel by
immobilized lipase from Penicillium expansum. Process Biochemistry, v. 44, 685-688, 2009.
71
LIMA, J. R. O., SILVA, R. B., SILVA, C. C. M., SANTOS, L. S. S., SANTOS JR. J.R.,
MOURA, E.M., MOURA, C.V. R. Biodiesel de babaçu (Orbignya Sp.) obtido por via
etanólica. Quim. Nova, Vol. 30, pp.600-603, 2007.
LIU, Y.; LOTERO, E.; GOODWIN JR., J. G.; Transesterification of poultry fat with
methanol using Mg–Al hydrotalcite derived catalysts . Applied Catalysis A: General. 331, p.
138–148, 2007.
LUKIC, I.; KRSTIC, J.; JOVANOVIC, D.; SKALA, D.; Alumina/sílica supported K2CO3 as
a catalyst for biodiesel synthesis from sunflower oil. Bioresource Technology, v. 100, pp.
4690-4696, 2009.
MA, F., HANNA, M. Biodiesel production : a review, Biresource Technology, v.70, pp.1-15,
1999.
MACARIO, A.; GIORDANO, G.; ONIDA, B.; COCINA, D.; TAGARELLI, A.; GIUFFRÈ,
A. M., Biodiesel production process by homogeneous/heterogenous catalytic system using an
acid-base catalyst. Applied Catalysis A: General, v. 378, pp. 160-168, 2010.
MACLEOD, C. S.; HARVEY, A. P.; LEE, A. F.; WILSON, K., Evaluation of the activity and
stability of alkali-doped metal oxide catalysts for application to an intensified method of
biodiesel production. Chemical Engineering Journal, v. 135, pp. 63-70, 2008.
MADRAS, G., KOLLURU, C., KUMAR, R. Synthesis of Biodiesel in supercritical fluids,
Fuel, 83, p. 2029-2033, 2004.
MARTINEZ, M., VICENTE, G., ARACIL, J. Kinetics of Brassica carinata oil methanolysis.
Energy & Fuels, v.20, pp.1722-1726, 2006.
MARTINEZ, M., VICENTE, G., ARACIL, J., ESTEBAN, A. Kinetics of Sunflower oil
methanolysis. Ind. Eng. Chem. Res., v. 44, pp. 5447-5454, 2005.
MCNEFF, C. V.; MCNEFF, L. C.; YAN, B.; NOWLAN, D. T.; RASMUSSEN, M.;
GYBERG, A.; KROHN, B.; FEDIE, R. L.; HOYE, T. R. A continuous catalytic system for
biodiesel production. V. 343, P. 39-48, 2008.
MIYATA, S. The Syntheses of Hydrotalcite-like Compounds and their Structures and
Physico-Chemical Properties – I: The systems Mg2+
-Al3+-NO3-, Mg2+-Al3+-Cl-,Mg2+-
Al3+-ClO4-, Ni2+-Al3+-Cl- and Zn2+ -Al3+-Cl-. Clays and Clay Minerals, v.28, p.369-375,
1975.
72
MYIATA, S.; KUMURA, T.; HATTORI, H. and TANABE, K., Nippon Kagaku Zasshi, v.
92, pp. 514. 1971.
Ndiaye P. M.; Cálculo de Propriedades Termodinâmicas de Soluções Poliméricas Através de
Modelos Baseados no Formalismo da Equação de Estado SAFT; Tese de Doutorado,
EQ/UFRJ, 2004
OBALOVÁ, L.; JIRÁTOVÁ, K.; KOVANDA, F.; VALASKOVÁ, M.; BALABÁNOVÁ, M.
and PACULTOVÁ, K., “Structure-activity relationship in the N2O decomposition over Ni-
(Mg)-Al and Ni-(Mg)-Mn mixed oxide prepared from hydrotalcite-like precursors”, Journal
of Molecular Catalysis A: Chemical, v. 248, pp. 210-219, 2006.
OLIVEIRA, L.G,Biodiesel from Castor Oil: A Comparison of Ethanolysis versus
Methanolysis. Energy & Fuels 20, 2262-2265,2006.
OLSBYE, U., AKPORIAYE, D., RYTTER, E., RONNEKLEIV, M., TANGSTAD, E. On the
stability of mixed M2+/M3+ oxides. Applied Catalysis A: General, v.224, n.1-2, p.39-49,
2002.
OOKUBO, A., OOI, K., HAYASHI, H. Preparation and phosphate ion-exchange properties
of a hydrotalcite-like compound. Langmuir Table of Contents, v.9, n.5, p.418-1422, Maio
1993.
REICHLE, W. T. Catalytic reactions by thermally activated, synthetic, anionic clay minerals.
Journal of Catalysis, v.94, n.2, p.547-557, Agosto 1986.
REICHLE, W.T., 1986, “Synthesis of anionic clay minerals (mixed metal hydroxides,
hydrotalcite)”, Solid State Ionics, v. 22, p. 135-141.
RENNEMANN F., Untersuchung Zur Protonenmobilitat in Synthetischen Hydrotalkiten.
Hannover, Tese (Doutorado), UNICAMP, Campinas , São Paulo,1997.
RODRIGUES, A.C.C.; Henriques, C.A and Monterio, J.L.F., 2003, “Influence of Ni content
in physico-chemical characteristics of Ni, Mg, Al-hydrotalcite like compounds”, Materials
Research, v. 4, pp. 563-568.
RODRIGUES, A.C.C.; HENRIQUES, C.A. and MONTEIRO, J.L.F., 2004, “Efeito do
método de incorporação de metais divalentes nas características dos compostos tipo
hifrotalcita”, Actas XIX Simpósio Iberoamericano de Catálisis, pp. 4165-4172, Yucatán-
México.
73
ROSA, C. D.; OLIVEIRA, D. ; OLIVEIRA, J. V.; The role of organic solvent amount in the
lipase-catalyzed biodiesel production. Ciênc. Tecnol. Aliment. ahead of print, pp. 0-0. Epub
26-Fev-2010. ISSN 0101-2061.
SAKA, S.; KUSDIANA, D. Biodiesel fuel from rapeseed oil as prepared in supercritical
methanol, Fuel, 80, p. 225-231, 2001.
SANTOS W. L.; Produção não Catalítica de Bidiesel Etílico em Meio Supercrítico Continuo
Com e Sem Cossolvente. Dissertação de mestrado, Programa de pós graduação em
Engenharia de Processos, Universidade Tiradentes, Aracaju-Sergipe, (2009)
SCHUCHARDT, U.; SERCHELI, R.; VARGAS R.M. Transesterification of vegetable oils: a
review. Journal of Brazilian Chemical Society, v. 9, n. 1, p.199-210, 1998.
SHARMA, R.; CHISTI, Y.; BANERJEE, U.C. Production, purification, characterization and
applications of lipases. Biotechnology advances, v.19, p. 627-662, 2001.
SHEN, J., KOBE, J. M., CHEN, Y., DUMESIC, J. A.; Synthesis and surface acid/base
properties of magnesium-aluminum mixed oxides obtained from hydrotalcites, Langmuir, 10,
p. 3902-3908, 1994.
SILVA, C. C. C. M.; Produção De Biodiesel a Partir do Óleo de Soja Utilizando Hidrotalcita
como Catalisador; Tese de Mestrado, EQ/UFRJ, Rio de Janeiro, 2008.
SILVA, C., WESCHENFELDER, T.A., ROVANI, S., CORAZZA, F.C., CORAZZA, M.L.,
DARIVA, C., OLIVEIRA, J.V. Continuous production of fatty ethyl esters from soybean oil
in compressed ethanol. Ind. Eng. Chem. Res. v. 46, pp.5304-5309, 2007.
SRIVASTAVA, A., PRASAD, R. Triglycerides-based diesel fuels. Renewable and
Sustainable Energy Reviews, v. 4, pp. 111-133, 2000.
SRIVASTAVA, S.; MADRAS, G.; MODAK, J. Esterification of myristic acid in supercritical
carbon dioxide, Journal of Supercritical Fluids, 27, p. 55-64, 2003.
SUAREZ, P. A. Z.; MENEGHETTI, S. M. P.; MENEGHETTI, M. R. Transformação de
Triglicerídeos em Combustíveis, Materiais Poliméricos e Insumos Químicos: Algumas
Aplicações da Catálise na Oleoquímica. Quimica Nova, Vol. 30, No. 3, p. 667-676, 2007.
VARMA, M. N.; MADRAS, G. Synthesis of Biodiesel from Castor Oil and Linseed Oil in
Supercritical Fluids, Industrial Engineering Chemical Research, 46, p. 1-6, 2007.
74
VIEITEZ, I., SILVA, C., BORGES, G. R., CORAZZA, F. C., OLIVEIRA, J. V.,
GROMPONE, M. A., JACHMANIÁN, I. Continuous Production of Soybean Biodiesel in
Supercritical Ethanol−Water Mixtures, Energy & Fuels, 22, p. 2805-2809, 2008.
VIEITEZ, I., SILVA, C.; ALCKMIN, I.; BORGES, G. R., CORAZZA, F. C., OLIVEIRA, J.
V., GROMPONE, M. A., JACHMANIÁN, I. Effect of Temperature on the Continuous
Synthesis of Soybean Esters under Supercritical Ethanol, Energy & Fuels, 23, p. 558-563,
2009.
WANG, C. W., ZHOU, J F., CHEN, W., WANG, W. G., WU, Y. X., ZHANG, J. F., CHI, R.
A., YING, W. Y. Effect of Weak Acids as a Catalyst on the Transesterification of soybean Oil
in Supercritical Methanol. Energy & Fuels, v. 22, pp. 3479-3483, 2008.
WANG, L., HE, H., XIE, Z., YANG, J., ZHU, S. Transesterification of the crude oil of
rapessed with NaOH in supercritical and subcritical methanol. Fuel Processing Technology,
v.88, pp.477-481, 2007a.
WANG, L., TANG, Z., XU, W., YANG, J. Catalytic transesterification of crude rapeseed oil
by liquid organic amine and co-catalyst in supercritical methanol. Catalysis Communications,
v.8, pp. 1511-1515, 2007b.
WANG, L., YANG, J. Transesterification of soybean oil with nano-MgO or not supercritical
and subcritical methanol. Fuel, v.86, pp. 328-333, 2007.
WARABI, Y., KUSDIANA, D., SAKA, S. Reactivity of triglycerides and fatty acids of
rapeseed oil in supercritical alcohols. Bioresource Technology, v. 91, pp. 283-287, 2004.
WEN Z.;YU X.;TU S. T.;YAN J.;DAHLQUIST E.; Intensification of biodiesel synthesis
using zigzag micro-channel reactors, Bioresource Technology 100, 3054–3060, 2009
YIN J.Z.; XIAO M.; WANG A.Q.; XIU Z. L., Synthesis of biodiesel from soybean oil by
coupling catalysis with subcritical methanol.Energy Conversion and Management v. 49, p.
3512–3516, 2008.
ZABETI, M; WAN DAUD, W. M. A.; AROUA, M. K., Activity of solid catalysts for
biodiesel production: A review. Fuel Processing Technology, v. 90, pp. 770-777, 2009.
ZHANG, G., HATTORI, H., TANABE, K. Aldol addition of acetone, catalyzed by solid base
catalysts: magnesium oxide, calcium oxide, strontium oxide, barium oxide, lanthanium (III)
oxide and zirconium oxide. Applied Catalysis A: General, v.36,p.189-197, 1988.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo