sintoniaPID_conen
20
1 1 INTRODUÇÃO Apesar do grande avanço na teoria de controle, o controlador Proporcio- nal, Integral e derivativo - PID (figura 1) continua sendo largamente utilizado em malhas de controle industriais dados sua robustez e facilidade de implementação. Åström (ÅSTRÖM; HÄNGGLUND, 1995) aponta que 95 % dos controladores utilizados na industria possuem como estratégia algoritmos PID. Figura 1: Sistema de controle realimentado, onde: y r - referência, C(s) - controlador PID, G(s) - Processo a ser controlado, D(s) - distúrbio e y - saída do sistema. Existem vários métodos de sintonia para controladores PID utilizados com grande aceitação em processos industriais. Dentre estes, os mais utilizados são ba- seados na resposta ao degrau: Ziegler e Nichols (ZIEGLER; NICHOLS, 1942), Cohen- Coon (COHEN; COON, 1953), López (LÓPEZ et al., 1967). Embora novos procedimen- tos tenham sido desenvolvidos e venham ampliando sua aceitação, os métodos tradicionais ainda constituem marcos referenciais. Estas técnicas se baseiam em modelos identificados para o processo contro- lado, que podem ser de primeira ordem a dois, três ou quatro parâmetros, podendo também encontrar-se modelos de ordem superior. Os métodos mais clássicos para a obtenção do modelo dinâmico de um sistema são a resposta ao degrau e o mé- todo do ganho crítico, que conduzem, neste caso, a um modelo de primeira or-
description
Sintonia de controladores PID
Transcript of sintoniaPID_conen
-
11 INTRODUO
Apesar do grande avano na teoria de controle, o controlador Proporcio-nal, Integral e derivativo - PID (figura 1) continua sendo largamente utilizado emmalhas de controle industriais dados sua robustez e facilidade de implementao.strm (STRM; HNGGLUND, 1995) aponta que 95 % dos controladores utilizadosna industria possuem como estratgia algoritmos PID.
Figura 1: Sistema de controle realimentado, onde: yr - referncia, C(s) - controlador PID,G(s) - Processo a ser controlado, D(s) - distrbio e y - sada do sistema.
Existem vrios mtodos de sintonia para controladores PID utilizados comgrande aceitao em processos industriais. Dentre estes, os mais utilizados so ba-seados na resposta ao degrau: Ziegler e Nichols (ZIEGLER; NICHOLS, 1942), Cohen-Coon (COHEN; COON, 1953), Lpez (LPEZ et al., 1967). Embora novos procedimen-tos tenham sido desenvolvidos e venham ampliando sua aceitao, os mtodostradicionais ainda constituem marcos referenciais.
Estas tcnicas se baseiam em modelos identificados para o processo contro-lado, que podem ser de primeira ordem a dois, trs ou quatro parmetros, podendotambm encontrar-se modelos de ordem superior. Os mtodos mais clssicos paraa obteno do modelo dinmico de um sistema so a resposta ao degrau e o m-todo do ganho crtico, que conduzem, neste caso, a um modelo de primeira or-
-
1.1 Sintonia de controladores industriais 2
dem com trs parmetros a saber: o ganho esttico do processo, o tempo mortoe a constante de tempo do processo. Dentre os mtodos de identificao de sis-temas, podem ser citados os mtodos de Rel (STRM; HNGGLUND, 1995), deChen (CHEN, 1989), de Ho et al. (HO; HANG; CAO, 1995), de Lee e Sung (LEE; SUNG,1993), de Yuwana e Seborg (YUWANA; SEBORG, 1982).
Contudo, independente do mtodo de identificao do modelo, bem como ode sintonia utilizado, persiste o questionamento sobre a robustez do sistema bemcomo os efeitos nocivos que a ao de controle pode ter sobre os elementos atu-adores e o desempenho do sistema como um todo. Sob uma tica ideal, espera-se que o comportamento do sistema seja timo, considerando-se determinadoscritrios de desempenho, independente das tcnicas utilizadas.
A medida quantitativa do desempenho de um sistema necessria paraa operao de sistemas de controle adaptativo modernos, para otimizao para-mtrica de sistemas de controle e para o projeto timo de sistemas. A avaliaode desempenho possvel graas a ndices tais como o IAE, ITSE, ITAE, ISE(CARMO; GOMES, 2006), a varincia de controle, a mdia de controle e a varincia dasada da malha (COELHO; ALMEIDA; COELHO, 2000), mediante distrbios e variaode referncia. Uma descrio exaustiva destes mtodos pode ser encontrada emKozub (KOZUB, 1996).
1.1 Sintonia de controladores industriais
A teoria de controle est cada vez mais integrada rea da computao,como se pode ver em Hemerly (HEMERLY, 2000). De forma crescente novos al-goritmos e recursos computacionais esto sendo utilizados para realizar os maisdiversos tipos de controle e podem ser encontrados em abundncia em diversossetores da indstria.
Atualmente, estratgias modernas de controle surgem com a utilizao delgica nebulosa, redes neurais, computao evolucionria e muitos outros (HEN-RIQUES et al., 2000). Estas tcnicas esto se disseminando de forma crescente,encontrando aplicabilidade diferenciada e com resultados cada vez mais promis-
-
1.1 Sintonia de controladores industriais 3
sores (MENDEL, 1995).
Apesar do uso crescente de novas tecnologias em controle de processos in-dustriais, muitas malhas encontram-se operando baseadas em controladores PID,cujo principal problema, na indstria, a sintonia adequada de seus parmetros.Neste aspecto da sintonia necessrio, normalmente, produzir respostas suficien-temente rpidas, porm sem sobre-sinal. Contudo, embora este controlador noseja recente, o ajuste dos seus parmetros de sintonia complexo para atenderessas caractersticas na resposta da malha de controle, fazendo com que vriosmtodos de sintonia, ou ajustes empricos, no produzam desempenho aceitveis.
Esses controladores so, geralmente, projetados para determinado ponto deoperao, ou valor de referncia e, normalmente, apresentam bom desempenho emcondies operacionais semelhantes quelas do projeto. Porm, quando ocorremmudanas maiores no ponto de operao do sistema, o controlador pode no apre-sentar desempenho satisfatrio diante da nova condio operacional, fazendo-senecessrio novos ajustes, sendo que, em muitos casos, no se alcana o desem-penho desejado.
A sintonia de um algoritmo de controle consiste em selecionar valores ade-quados de seus parmetros (CARMO; GOMES, 2005) que atendam s condies deprojeto. Portanto, para o caso do controlador PID, trata-se de calcular os valoresde seus parmetros Kp, Ti, Td que representam, respectivamente, o ganho pro-porcional, o tempo de integral e o tempo derivativo. Este ajuste feito de forma aassegurar que o sistema completo se comporte segundo algumas especificaespreviamente definidas, como constantes de tempo, tempo de estabilizao e sobre-sinal. De uma forma geral, em uma malha de controle, o objetivo primrio orastreamento da referncia e a rejeio de distrbios.
Nas primeiras aplicaes do algoritmo PID o ajuste se baseava unicamentena prpria experincia do operador, ou ajustes prvios feitos pelo fabricante. En-tretanto em 1942 Ziegler e Nichols (ZIEGLER; NICHOLS, 1942) propuseram tcnicasempricas que obtiveram grande aceitao e que tem servido de base para mtodosmais recentes.
Esses mtodos empricos, ou experimentais, de ajuste dos parmetros PID
-
1.1 Sintonia de controladores industriais 4
esto especialmente orientados ao mundo industrial, onde existe grandes dificul-dades de se obter uma descrio analtica dos processos a serem controlados.Esses mtodos (ISA, 1989) constam de trs passos:
Passo 1 - Estimao de algumas caractersticas da dinmica do processo aser controlado;
Passo 2 - Clculo dos parmetros do controlador, mediante determinadascaractersticas estimadas e a resposta desejada do sistema e
Passo 3 - Dado que os parmetros calculados foram aproximados, torna-senecessrio seu ajuste fino.
Entretanto, seguindo esses passos, no se alcana, em muitos casos, oobjetivo desejado quanto s caractersticas previamente especificadas devido aoprprio modelo utilizado, no-linearidades, distrbios inerentes malha de con-trole e incertezas do processo, tornando, assim, em vrias situaes, determinadosmtodos de sintonia ineficazes.
Alm dos mtodos de sintonia empricos ou analticos, destacam-se os mto-dos de auto-sintonia ou sintonia automtica, efetuados em um tempo inferior quea manual (baseada em alguns casos em mtodos empricos). Nos ltimos anosvrias tcnicas de auto-sintonia tm sido utilizadas, sendo sua praticidade muitomaior devido rapidez e facilidade de ajuste (PENA; TORRES, 2002) e (LEVA, 2000).
Vrios autores propuseram procedimentos distintos de auto-sintonia, nosquais diferentes parmetros so utilizados para ajustar o controlador PID, depen-dendo do mtodo utilizado e das caractersticas da resposta ao degrau, ganho e pe-rodo crticos, pontos da curva de Niquist e constante de tempo em malha fechada.Dentre os mtodos mais utilizados pode-se citar: Nishikawa (NISHIKAWA, 1984),Leva (LEVA, 2000), Wang-Barnes-Cluett (WANG; BARNES; CLUETT, 1995), Poulin etal. (POULIN et al., 1996), Voda e Landau (VODA; LANDAU, 1995).
Outra caracterstica que surge em uma malha de controle industrial o des-gaste de seus elementos, fazendo com que o ajuste feito anteriormente no sejavlido, gerando, assim, um controle deficiente.
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 29
utilizado em conjunto com as medidas adotadas para melhoria do desempenho,conforme captulo IV.
Os mtodos sero descritos para o controle contnuo de processos, mas oambiente baseado em um controlador PID discreto, portanto, necessrio umaadaptao dos parmetros de sintonia. possvel a utilizao destes mtodosadotando adaptaes como as sugeridas em Isermann (ISERMANN, 1981), ondeo tempo morto L acrescido da metade do tempo de amostragem; com isso,na programao do ambiente, o tempo de atraso nas frmulas de sintonia serL + T
2, onde T o tempo de amostragem em segundos. Para tempos reduzidos de
amostragem este acrscimo pode ser desconsiderado, porm, para maiores tem-pos de amostragem, esta correo torna-se necessria.
2.5.1 Mtodo de Ziegler-Nichols
De posse dos parmetros tempo do processo, tempo de atraso e o ganhoesttico determina-se os ajustes necessrios no controlador PID. Estes parmetrosso obtidos conforme tabela 4, no que tambm conhecido como segundo m-todo de Ziegler e Nichols ou mtodo de Ziegler e Nichols em malha aberta, pois oprimeiro (Sensibilidade Limite) baseia-se no perodo e ganho crticos diretamente,sem a necessidade de sua converso para um modelo baseado em funo de trans-ferncia.
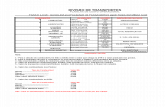
Tabela 4: Frmulas para o calculo dos parmetros PID para o mtodo de Ziegler e Nichols
Controlador FrmulasP Kp = LPI Kp = 0, 9 L Ti = 3, 33LPID Kp = 1, 2 L Ti = 2L Td =
L2
2.5.2 Mtodo de Cohen-Coon
Tambm se baseia na constante de tempo do processo, no tempo de atrasoe no ganho esttico do processo. Cohen e Coon (COHEN; COON, 1953) recorreram aesta relao para determinar os valores tericos dos parmetros dos controladores.
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 30
O ajuste dos parmetros efetuado com base na tabela 5.
Tabela 5: Frmulas para o calculo dos parmetros PID para o mtodo Cohen-CoonControlador FrmulasP Kp =
L(1+R3 )
PI Kp = L( 109 +
R12 )
Ti = L( 30+3R9+20R )
PD Kp = L( 54+
R6 )
Td = L( 62R22+3R )
PID Kp = L( 43+
R4 )
Ti = L( 32+6R13+8R ) Td =4
13+8R
onde R = L.
Para verificar se a aproximao de um sistema de 2a ordem ou superior porum sistema de 1a ordem com tempo morto deve-se determinar o intervalo mdioentre L e 0,632K, o qual deve ser aproximadamente igual a , com um erro m-ximo de 15%. Se a aproximao no se verificar, porque a tangente no pontode inflexo no foi calculada corretamente ou porque existem no-linearidades nosistema; nesta ltima situao a aproximao no ser vlida.
A principal vantagem dos mtodos baseados em curva de reao, como oCohen-Coon, deve-se ao fato de que, uma vez determinada a curva, os parmetrosde sintonia podem ser ajustados imediatamente. Esta vantagem particularmentetil em processos muito lentos, onde pode ser exigido um tempo maior at que oprocesso atinja a estabilidade crtica.
A sua principal desvantagem decorre que grande parte dos processos somais complexos do que um simples processo FODT, o que em muitos casos exigeajustes no ganho antes de poder considerar que a resposta da malha aceitvel.
importante ressaltar que no existem concluses gerais relativas a exa-tido destes mtodos empricos. A nica inferncia possvel que estes mtodosconduzem a primeiras aproximaes dos parmetros dos controladores, que podemser considerados razoveis, e que os valores obtidos podem necessitar posterioresajustes para se adequar s especifidades de cada sistema, at que o desempenhotimo seja atingido.
Existem diversas variaes dos mtodos expostos nesta seo e na anterior,que sero descritos a seguir.
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 31
2.5.3 Mtodo de sintonia Takahashi
Takahashi (TAKAHASHI; CHAN; AUSLANDER, 1971) adaptou os mtodos de Zi-egler e Nichols, tanto o da oscilao crtica quanto o da resposta ao degrau, paracontroladores PID discretos, levando-se em considerao no ajuste dos parmetrosPID o tempo de amostragem. Com isso, tem-se as seguintes frmulas para ajuste:
Tabela 6: Frmulas para o calculo dos parmetros PID para o mtodo de TakahashiControlador FrmulasP Kp = L+TPI Kp = 0, 9( R1 ) 0, 135 TR21 Ti =
KR210,27
PID Kp = 1, 2( R ) 0,3TR21 Ti =KR210,6 Td =
0,5K
onde R = L + T , R1 = L + T2 e T o tempo de amostragem.
2.5.4 Mtodo de sintonia Lambda
Mtodo tradicional empregado para ajustes de controladores PI (DAHLIN,1968), onde os valores de ajuste dos parmetros Kp e Ti so definidos para aconstante de tempo em malha fechada desejada. Para tal, define-se uma funode transferncia em malha fechada:
Gc(s) =1
Gp(s)
[Gsp(s)
1Gsp(s)]
(2.13)onde,
Gsp(s) =1
s + 1(2.14)
onde a constante de tempo em malha fechada desejada. Alguns fatores devemser levados em considerao na escolha da constante de tempo de malha fechada:
i - Robustez: desejando-se um controlador com desempenho apropriadoquando submetido a diferentes pontos de operao, nos quais os parmetros do
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 32
modelo do processo variam, a malha no deve ser sintonizada com altos ganhos,resultando na seguinte regra: escolher lambda que satisfaa as condies: 3 , = 3L e L > ;
ii - Incertezas do modelo: quanto mais precisos os parmetros do processo equanto mais constante se mantiverem ao longo dos diferentes pontos de operao,maiores os ganhos possveis;
iii - Sada do controlador: quanto maiores os ganhos, maiores e mais rpidassero as mudanas na sada do controlador;
iv - Fatores externos malha que est sendo sintonizada: o mtodo de sinto-nia lambda, que permite a escolha da velocidade de resposta, possui a flexibilidadede escolher lambda de modo a:
(1) - Retardar a resposta em malha fechada para reduzir a interaocom outras malhas de controle e
(2) - Utilizar a mesma velocidade de resposta em malha fechada deoutras malhas para otimizar a operao do processo.
Suponha que o processo a ser controlado possa ser descrito por uma din-mica de primeira ordem mais tempo de atraso (equao 2.1) e que se expanda esLpor srie de Taylor:
eLs = 1 Ls + 12!
L2s2 13!
L3s3 + ... (2.15)
A aproximao por srie de Taylor adequada para obteno da sintonia docontrolador para um processo com tempo morto, onde a funo de transfernciaaproximada expressa por:
Gp(s) = K 1 Ls1 + s
(2.16)
Levando-se em considerao um controlador PI, com Ti = , chega-se a
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 33
seguinte funo de transferncia em malha fechada:
Gsp(s) =Ls + 1(
T iKKp
L)s + 1
(2.17)
onde:
Ti =
Kp = 1K
(T i
+L
) (2.18)
Chega-se, com isso, s equaes de sintonia, de acordo com a tabela 7.
Tabela 7: Frmulas para o calculo dos parmetros PID para o mtodo LambdaControlador FrmulasPID Kp = 1
K Ti+LTi = Td = 0
2.5.5 Mtodo de sintonia Haalman
Definindo:
Gc(s) =Gl(s)
Gp(s)(2.19)
onde Gc(s) a funo de transferncia do controlador, Gp(s) a funo de transfe-rncia da planta a ser controlada e Gl(s) a funo de transferncia a ser utilizadapara a sintonia do controlador. Haalman (HAALMAN, 1965) sugere, para sistemascom atraso utilizar:
Gl(s) =2
3LseLs (2.20)
O valor 23
foi determinado a partir do critrio da minimizao do erro quadrticopara uma resposta ao degrau. Aplicando-se este mtodo e considerando um pro-cesso FODT (equao 2.1) chega-se a seguinte equao que define o controladorPI:
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 34
Gc(s) =2(1 + s)
3Ls=
2
3L
(1 +
1
s
)(2.21)
o que nos conduz aos seguintes parmetros de sintonia:
Tabela 8: Frmulas para o calculo dos parmetros PID para o mtodo HaalmanControlador FrmulasPID Kp = 2 3L Ti = Td = 0
2.5.6 Mtodo de sintonia de Chien, Hrones e Reswick
Existem muitas modificaes efetuadas sobre o mtodo de Ziegler e Nichols,conforme descrito anteriormente. Chien, Hrones e Reswick (CHIEN; HRONES; RES-WICK, 1952) modificaram o mtodo da curva de reao de Ziegler e Nichols paraque a malha fornea uma resposta ao degrau com o menor tempo de subida. Paraisto, sugeriram utilizar um mtodo de resposta rpida, sem sobreelevao ou com20% de sobreelevao, onde os parmetros so determinados a partir da respostaao degrau.
Tabela 9: Frmulas para o calculo dos parmetros PID para o mtodo de Chien, Hrones andReswick 0%
Controlador FrmulasP Kp = 0, 3 KLPI Kp = 0, 35 KL Ti = 1, 2PID Kp = 0, 6 KL Ti = Td = 0, 5L
Tabela 10: Frmulas para o calculo dos parmetros PID para o mtodo de Chien, Hronesand Reswick 20%
Controlador FrmulasP Kp = 0, 7 KLPI Kp = 0, 6 KL Ti = PID Kp = 0, 95 KL Ti = 1, 4 Td = 0, 47L
2.5.7 Mtodo da Alocao de plos
O mtodo baseia-se tambm na funo de transferncia aproximada do pro-cesso. Supor que determinado processo possa ser aproximado por uma funo detransferncia de 1a ordem:
-
2.5 Mtodos de Sintonia para controladores PID baseados na identificao do sistema 35
Gp(s) =K
1 + s(2.22)
e que o controlador em questo seja PI. Uma funo de transferncia de segundaordem pode ser obtida a partir da equao de malha fechada como segue:
Gsp(s) =GpGc
1 + GpGc(2.23)
Dois plos de malha fechada podem ser escolhidos arbitrariamente por umajuste satisfatrio do ganho proporcional K e do tempo de integral Ti do controlador,que poderiam ser escolhidos tambm a partir da equao caracterstica do sistema:
1 + GpGc = 0 (2.24)
O que conduz a:
s2 + s1 + KpK
+
KpK
Ti= 0 (2.25)
Supor que a dinmica de malha fechada seja caracterizada pelo amorteci-mento relativo e pela freqncia natural, portanto:
s2 + 20s + 20 = 0 (2.26)
Igualando-se os coeficientes das equaes caractersticas obtm-se os pa-rmetros Kp e Ti, conforme tabela 11:
Tabela 11: Frmulas para o calculo dos parmetros PID para o mtodo de Alocao de plos
Controlador FrmulasPID Kp = 201K Ti =
20120
Td = 0
A resposta do sistema depender dos parmetros selecionados, que por suavez depende da freqncia natural e do amortecimento relativo, desejados para o
-
2.6 ndices de desempenho baseados no erro 36
sistema em malha fechada. Este mtodo tem a desvantagem de no levar emconsiderao o tempo morto inerente a muitos processos, mas mostra-se eficienteem processos de ordem mais elevada.
Embora diversos mtodos de sintonia tenham sido desenvolvidos, neces-srio avali-los do ponto de vista do desempenho da malha de controle. Para tal,apresenta-se, na prxima seo, medidas de desempenho baseadas no erro apli-cado ao controlador e no tempo de estabilizao da malha de controle, o que per-mite avaliar a eficincia da malha de controle e/ou do mtodo de sintonia.
2.6 ndices de desempenho baseados no erro
Na literatura moderna associada a sistemas de controle pode-se encontrarformulao matemtica para ndices de desempenho, necessrios em aplicaestais como controle adaptativo, otimizao paramtrica de sistemas de controle eprojeto timo de sistemas.
Pode-se definir o ndice de desempenho como uma medida quantitativa dodesempenho de uma malha, sendo escolhido de modo que a nfase seja dada sespecificaes necessrias dos processos. Uma malha considerada uma estru-tura de controle timo quando seus parmetros so ajustados para que o ndice emquesto alcance um valor mnimo ou mximo. Um ndice, para ser significativo deveter, em muitos casos, um valor positivo ou nulo, sendo que o sistema timo deveminimizar ou maximizar este ndice.
Em se tratando de malhas de controle em geral, comum surgirem pertur-baes, que fazem com que as variveis de processo atinjam valores no dese-jados. Atenuao de perturbaes uma preocupao primria em controle deprocessos, mas em alguns sistemas persiste um erro em sua resposta dinmica.Quando este erro permanente se diz erro em regime. A figura 8 representa umaresposta a uma entrada em degrau em malha aberta e uma resposta utilizando umcontrolador com ao integral (STRM; HNGGLUND, 1995).
As quantidades caracterizadas na figura 8 so o erro mximo - emax, o tempo
-
2.6 ndices de desempenho baseados no erro 37
Figura 8: Erro apresentado em funo da resposta ao degrau em malha aberta e a atenuaodo erro utilizando ao integral.
em que ocorre o erro mximo - tmax, o tempo de estabilizao - ts e a relao deamortecimento - peo.
Para quantificar o erro ocorrido em funo de uma perturbao utilizam-secritrios baseados na integral do erro, definindo-se o primeiro critrio como a inte-gral absoluta do erro - integrated absolute error - IAE :
IAE =
0
|e(t)| dt (2.27)
O critrio IAE em muitos casos uma escolha natural, mas sua desvan-tagem significativa que sua avaliao requer grande preciso. Considerando queo critrio est baseado em um integral infinita, necessrio simular por longosperodos para que o seu valor seja significativo.
Para processos no-oscilatrios comum utilizar-se uma aproximao docritrio IAE, denominado de integral do erro ou integrated error - IE. O critrio IE uma boa aproximao para IAE em sistemas oscilatrios que sejam bem amorteci-dos.
-
2.6 ndices de desempenho baseados no erro 38
IE =
0
e(t)dt (2.28)
Outro critrio que possui facilidade de implementao a integral do erroquadrtico ou Integrated square error - ISE, mas possui a desvantagem de quan-tificar em maior escala os erros iniciais que possam ocorrer em sistemas oscilatrios,sendo mais indicado para malhas com caractersticas menos oscilatrias.
ISE =
0
e2(t)dt (2.29)
Para lidar com o problema de quantificao dos erros iniciais em malhasoscilatrias utiliza-se critrios que ponderam os erros iniciais como a integral dotempo multiplicado pelo erro absoluto - Integrated of the time multiplied by absoluteerror - ITAE ou a integral do tempo multiplicado pelo erro quadrtico - Integrated ofthe time multiplied by square error - ITSE , cujas equaes se encontram abaixo.
ITAE =
0
t |e(t)| dt (2.30)
ITSE =
0
te2(t)dt (2.31)
Dentre os ndices baseado nos erros descritos acima, o que apresenta maiorseletividade ITAE, pois o valor mnimo da integral prontamente verificvel aoserem variados os parmetros do sistema.
Quando se analisa sistemas de controle no espao discreto, as integraisdevem ser expressas em forma de somatrio e o erro em forma de erro discretoe(k) (tabela 12), onde N representa o nmero de amostras.
A anlise do comportamento das malhas industriais deve ser efetuado medi-
-
2.7 ndices de Desempenho baseados na mdia e varincia 39
Tabela 12: Modelos discretos para ndices de desempenho baseados no erro
ndice de desempenho Modelo ComputacionalISE
Nk=1
e2(k)
IAEN
k=1
|e(k)|
ITAEN
k=1
t |e(k)|
ITSEN
k=1
te2(k)
ante alteraes na referncia e na presena de distrbios, sejam determinsticos ouno, pois um sistema de controle timo deve rejeitar perturbaes e rastrear refe-rncias. A prxima seo discute ndices de desempenho que permitem qualificara malha para um determinado mtodo de sintonia em funo de modificaes quepossam ocorrer em sua dinmica.
2.7 ndices de Desempenho baseados na mdia e va-rincia
Em uma auditoria de uma malha de controle necessrio analisar o quantodeterminado sinal, presente na mesma, influencia seus componentes, sendo uti-lizado, em determinados casos, ferramentas estatsticas com objetivo de analisar-se quantitativa e qualificativa sua situao.
2.7.1 Mdia do sinal de Sada do sistema
Este ndice permite avaliar como os sinais de sada variaram em relao aovalor de referncia da malha. Por outro lado, quanto maior for o valor da mdiado sinal de sada em relao ao valor da referncia, menor a rastreabilidade que osistema apresenta para a referncia, podendo ainda a malha possuir caractersticasoscilatrias. Pode-se definir a mdia da sada como:
-
2.7 ndices de Desempenho baseados na mdia e varincia 40
y =1
N
Nk=1
y(k) (2.32)
ou a relao percentual ao valor de referncia:
y % =sp y
sp100% (2.33)
onde sp o valor da referncia.
2.7.2 Mdia do sinal de Controle
Outra medida importante em uma malha de controle a mdia do esforode controle que em conjunto com a avaliao da varincia do sinal de controle,representa o esforo sobre os elementos atuadores.
u =1
N
Nk=1
u(k) (2.34)
2.7.3 Varincia da sada do sistema
Se em um sistema de controle, na ocorrncia de distrbios e mudana na re-ferncia, for efetuado uma anlise dos ndicadores para N amostras, intuitivamentepode-se dizer que a mdia destas amostras tender ao valor ajustado na refern-cia. Sabe-se, entretanto, que nem sempre a estabilidade relativa de um sistema decontrole permite, em muitos casos ,que se tenha este comportamento em relao mdia de determinados sinais de uma malha. Uma boa medida para se analisar oquanto uma determinada varivel dispersou em relao mdia a varincia, quepermite, adicionalmente, o clculo de todos os valores observados, e o quanto amedida se distanciou da mdia. Por definio, a varincia expressa por:
-
2.7 ndices de Desempenho baseados na mdia e varincia 41
2 =
(x x)2
n(2.35)
ou a varincia o desvio padro ao quadrado.
Comumente, em anlise de desempenho para sistemas de controle, uti-lizada a varincia de um determinado sinal. Como o objetivo que determinadavarivel no se disperse em relao a mdia, pode-se concluir que o valor da va-rincia de determinado sinal deve ser o menor possvel, considerando sua otimali-dade. Baseado nisso, pode-se definir a equao que apresenta a varincia da sadade um sistema para N amostras:
S2y(t) =N
k=1
[y(k) y]2 (2.36)
2.7.4 Varincia do sinal de Controle
Permite avaliar o esforo de controle sobre os atuadores. Este valor deveser, em princpio, o menor possvel, para que se tenha uma maior vida til para oelemento atuador. Por definio:
S2u(t) =N
k=1
[u(t) u]2 (2.37)
Os ndices apresentados so teis para avaliar o comportamento de umamalha de controle sujeito a variaes diversas. Contudo, pode-se afirmar que umamalha bem sintonizada gera um bom compromisso com relao s medidas de de-sempenho, razo pela qual sero apresentados ndices de desempenho baseadosagora no em distrbios ou mudanas na referncia, mas na resposta dinmica queuma malha de controle apresente quando sujeita variao no valor da referncia.
-
2.8 ndices de Desempenho baseados no tempo de estabilizao 42
2.8 ndices de Desempenho baseados no tempo deestabilizao
Alguns parmetros relacionados resposta temporal de um sistema sujeito mudana de referncia tm sido utilizados para representar caractersticas de umsistema em malha fechada, no que se denomina estabilidade relativa, tais comoo tempo de subida - tr, tempo de estabilizao - ts e a sobreelevao (SEBORG;EDGAR; MELLICHAMP, 1989).
O tempo de estabilizao definido como o tempo em que a resposta dosistema oscila em torno de um valor determinado, prximo ao valor de regimepermanente. Neste trabalho, para efeito de anlise ir-se considerar = 0, 1 (figura9).
Figura 9: Resposta temporal - tempo de estabilizao.
Considerar-se- um processo FODT, conforme equao 2.1, para o desen-volvimento das equaes para anlise de desempenho, bem como na identificaodo sistema a ser controlado para sintonia dos parmetros PID.
IAE e ts so utilizados em conjunto com o tempo morto aparente, gerandondices de desempenho normalizados. Estes ndices, analisados em detalhes nocaptulo IV, independem da ordem do sistema e podem ser utilizados para apre-sentar o quo bem sintonizada se encontra determinada malha de controle. Entre-tanto, limita-se sua utilizao a controladores PI, e geralmente aplica-se com maior
-
2.8 ndices de Desempenho baseados no tempo de estabilizao 43
eficincia em sistemas com maior tempo morto. A importncia destes ndices ressaltada quando se verifica que modernos procedimentos de avaliao de desem-penho so centrados em conceitos diretamente associados ou derivados destesndices, como, por exemplo, o tempo de estabilizao normalizado (SWANDA; SE-BORG, 1999) e a integral do erro absoluto normalizada.
Controladores PI podem ser utilizados segundo um modelo abreviado porInternal Model Control - IMC ou modelo interno para controle cuja a funo detransferncia apresentada pela equao 2.38, onde o parmetro de sintonia selimita apenas a c.
Gc(s) =(s + 1)
K(c + L)s(2.38)
Muitos dos mtodos de sintonia para controladores PI, como o mtodo desintonia Lambda (BIALKOWSKI, 1996) (FRUEHALF; CHEN; LAURITSEN, 1994) (CHIEN;FRUEHALF, 1990) e o mtodo da sntese direta (SEBORG; EDGAR; MELLICHAMP, 1989)foram desenvolvidos utilizando este modelo. Muitos estudos adicionais tm sidorealizados nos ltimos anos a respeito da anlise de desempenho utilizando-se oIMC-PI, principalmente no tocante a aplicaes de indstrias qumicas. Rivera (RI-VERA; MORARI; SKOGESTAD, 1986) apontam que o parmetro de sintonia c deve serescolhido de forma que o critrio IAE seja mnimo.
2.8.1 Tempo de estabilizao normalizado
O tempo de estabilizao normalizado a razo entre o tempo de estabi-lizao e o tempo morto, levantado a partir da funo de transferncia aproximadado sistema. Deve-se lembrar que ts definido para a sada oscilando em torno doparmetro sendo importante para caracterizar a velocidade de resposta de umadeterminada malha mudanas de referncia. Portanto, o tempo de estabilizaonormalizado leva em considerao essa velocidade em relao ao tempo mortoapresentado pelo sistema, tornando esse ndice mais eficiente do que ts.
-
2.9 Concluses 44
Ts tsL
(2.39)
2.8.2 IAE normalizado
O ndice a ser utilizado, muito comumente em modelo IMC-PI o IAE. Pode-se adapt-lo para levar-se em considerao o tempo de atraso aparente e a mu-dana no valor da referncia, gerando, assim, o ndice de desempenho Integraldo erro absoluto normalizado - Integral Absolute Error dimensionless - IAEd. Estendice definido como:
IAEd IAE|ro|L (2.40)onde ro representa a amplitude de variao da referncia.
2.9 Concluses
Foram mostrados, neste captulo, os ndices de desempenho que sero uti-lizados para caracterizar as malhas de controle no ambiente desenvolvido, fazendo-se assim um processo de auditoria sobre elas. Os ndices baseados no erro e sinaisda malha de controle, como o sinal de sada e o sinal de controle, sero desenvolvi-dos para mudanas de referncia e/ou distrbios determinsticos como o degrau,e espera-se que apresentem valores minimizados, para um bom comportamentorelativo das malhas. J os ndices baseados na resposta dinmica de uma malhade controle mudana na referncia tambm qualificam, como os mtodos ante-riores, uma malha bem sintonizada, mas no utiliza distrbios para mensur-los,tratando-se, assim, de uma outra metodologia a ser utilizada. No Captulo IV, serdiscutida uma sistemtica baseada nos ndices temporais (tempo de estabilizao)para a melhoria do desempenho de uma malha de controle, cujo ndices no se-jam favorveis, constituindo, assim, uma ferramenta para melhoria na resposta damalha, em caso de mudanas na referncia.