Sousa, 2001
142
CONTRIBUIÇÃO AO ESTUDO DA RELAÇÃO ENTRE PROPRIEDADES E PROPORCIONAMENTO DE BLOCOS DE CONCRETO – APLICAÇÃO AO USO DE ENTULHO COMO AGREGADO RECICLADO ENG O JOSÉ GETULIO GOMES DE SOUSA DISSERTAÇÃO DE MESTRADO EM ESTRUTURAS E CONSTRUÇÃO CIVIL DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL
-
Upload
mayke-wallance-figueiredo-calassio -
Category
Documents
-
view
52 -
download
1
Transcript of Sousa, 2001

CONTRIBUIÇÃO AO ESTUDO DA RELAÇÃO ENTRE PROPRIEDADES E PROPORCIONAMENTO DE BLOCOS DE CONCRETO – APLICAÇÃO AO USO DE
ENTULHO COMO AGREGADO RECICLADO
ENGO JOSÉ GETULIO GOMES DE SOUSA
DISSERTAÇÃO DE MESTRADO EM ESTRUTURAS E CONSTRUÇÃO CIVIL DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL

UNIVERSIDADE DE BRASÍLIA FACULDADE DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL
“CONTRIBUIÇÃO AO ESTUDO DA RELAÇÃO ENTRE PROPRIEDADES E PROPORCIONAMENTO DE BLOCOS DE CONCRETO – APLICAÇÃO AO
USO DE ENTULHO COMO AGREGADO RECICLADO”
ENGO JOSÉ GETULIO GOMES DE SOUSA
Orientador: Elton Bauer Co-Orientadora: Rosa Maria Sposto
DISSERTAÇÃO DE MESTRADO EM ESTRUTURAS E CONSTRUÇÃO CIVIL
BRASÍLIA/DF, JULHO DE 2001.

ii
UNIVERSIDADE DE BRASÍLIA FACULDADE DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL
“CONTRIBUIÇÃO AO ESTUDO DA RELAÇÃO ENTRE PROPRIEDADES E PROPORCIONAMENTO DE BLOCOS DE CONCRETO – APLICAÇÃO AO
USO DE ENTULHO COMO AGREGADO RECICLADO”
DISSERTAÇÃO DE MESTRADO SUBMETIDA AO DEPARTAMENTO DE ENGENHARIA CIVIL E AMBIENTAL DA FACULDADE DE TECNOLOGIA DA UNIVERSIDADE DE BRASÍLIA, COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE. APROVADA POR:
BRASÍLIA/DF, 13 de JULHO DE 2001

iii
FICHA CATALOGRÁFICA SOUSA, JOSÉ GETULIO GOMES Contribuição ao estudo da relação entre propriedades e proporcionamento de blocos de concreto – Aplicação ao uso de entulho como agregado reciclado [Distrito Federal, 1999]. xxi, 120p., 297 mm (ENC/FT/UnB, Mestre, Estruturas, 2001). Dissertação de Mestrado – Universidade de Brasília. Faculdade de Tecnologia. Departamento de Engenharia Civil e Ambiental. 1. Blocos de concreto 2. Concreto para blocos 3. Parâmetros de mistura 4. Reciclagem de entulho I. ENC/FT/UnB II. Título (série) REFERÊNCIA BIBLIOGRÁFICA SOUSA, J. G. G. (2001). Contribuição ao estudo da relação entre propriedades e proporcionamento de blocos de concreto – Aplicação ao uso de entulho como agregado reciclado. Dissertação de Mestrado, Publicação E.D.M 009A/2001, Departamento de Engenharia Civil e Ambiental, Universidade de Brasília, Brasília, DF, 124p. CESSÃO DE DIREITOS
NOME DO AUTOR: José Getulio Gomes de Sousa TÍTULO DA DISSERTAÇÃO DE MESTRADO: Contribuição ao estudo da relação entre propriedades e proporcionamento de blocos de concreto – Aplicação ao uso de entulho como agregado reciclado. GRAU/ANO: Mestre/2001 É concedida à Universidade de Brasília permissão para reproduzir cópias desta dissertação de mestrado e para emprestar ou vender tais cópias somente para propósitos acadêmicos e científicos. O autor reserva outros direitos de publicação e nenhuma parte desta dissertação de mestrado pode ser reproduzida sem a autorização por escrito do autor.

iv
DEDICATÓRIA
A Deus por tudo.
A minha mãe, Fátima e meu irmão, Tadeu,
meus exemplos de vida, amor e ensinamento,
e minha esposa, Magna pelo incentivo na
conquista dessa etapa da minha vida.
A minha eterna gratidão.

v
AGRADECIMENTOS
Ao se concluir um trabalho como este, tão importante como realizações pessoal e
profissional, é necessário agradecer àquelas pessoas que, direta ou indiretamente,
contribuíram, participaram ou incentivaram o desenvolvimento e a elaboração dele.
Desta forma, expresso aqui os meus sinceros agradecimentos:
Aos professores e orientadores Elton Bauer e Rosa Maria Sposto, pela confiança e
reconhecimento do meu trabalho desde o início, através de uma orientação competente e
provedora de conhecimentos, durante toda a sua realização.
Aos professores Abdias Magalhães Gomes e Antônio Alberto Nepomuceno, por
aceitarem o convite para participar da banca examinadora da defesa desta dissertação.
Aos professores do Mestrado em Estruturas da UnB pelos ensinamentos transmitidos ao
longo do curso e pela amizade.
À Universidade de Brasília por subsidiar, física e financeiramente também, a realização
deste trabalho.
Aos Laboratórios de Ensaio de Materiais, Geotecnia e Estruturas da UnB, nas pessoas
dos professores Elton Bauer, José Henrique Feitosa e Eliane Kraus de Castro, pela
disponibilidade na realização dos ensaios, através do uso de instalações e equipamentos,
além da utilização de materiais, de extrema importância para o desenvolvimento deste
trabalho.
Aos técnicos dos laboratórios deste departamento: Severino, Xavier (Laboratório de
Ensaio de Materiais), Leonardo (Laboratório de Estruturas), Alessandro, Ricardo
(Laboratório de Geotecnia) pelo auxílio na confecção dos componentes estudados e na
execução dos ensaios.

vi
Ao Laboratório de Mecânica do Departamento de Engenharia Mecânica da UnB pela
confecção de peças para a execução de alguns ensaios. E aos técnicos CME pelas
manutenções nos equipamentos utilizados, e pelo apoio na solução de problemas
relacionados.
Aos amigos do mestrado pela amizade, companheirismo, ajuda e incentivo em tantas
conversas, trabalhos em conjunto e momentos de saudade da família; àqueles que já
cumpriram o seu objetivo e permaneceram em Brasília, ou àqueles que voltaram as suas
cidades, como também àqueles que prosseguem ou dão início aos seus trabalhos.
A todos os amigos Engenheiros Civis formados pela Universidade Federal da Paraíba no
segundo semestre de 1998, principalmente àqueles que vieram para Brasília, continuar
os estudos no mestrado: Andrea, Edith, Glauceny, Gustavo, Luciano, Marculino,
Silvrano pela amizade e companheirismo.
A todos os fornecedores que gentilmente me cederam os materiais para o
desenvolvimento desta pesquisa: A CAENGE Engenharia (Eng. Marco Aurélio) que
forneceu o entulho e a Sakis Mix (Eng. Alberico) que forneceu os agregados para
produção dos blocos.
Ao Engenheiro, Marcos Aurélio, pelas inúmeras oportunidades de discussão sobre as
questões referentes à reciclagem do entulho e pelo apoio ao longo da pesquisa.
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico – CNPq pelo
suporte financeiro.
Aos professores do Departamento de Engenharia Civil da Universidade Federal da
Paraíba (UFPB), especialmente àqueles que tiveram considerável influência na minha
formação científica. Ao professor Marcos César Santos Oriá do Departamento de Física
pela orientação durante o projeto de iniciação científica.

vii
A minha mãe, Maria de Fátima, pela dedicação e incentivo intensos a minha formação
pessoal, acadêmica e profissional, com valorosos conselhos, que me levaram sempre a
decisões coerentes e corretas. A meu pai, Francisco Rodrigues, pelos poucos, mais
saudosos, momentos que passamos juntos. A meu irmão, Judas Tadeu, pelos incentivos
a minha formação. A minha esposa, Magna, pelo apoio e incentivo durante o mestrado.
A todos os meus familiares que de certa forma contribuíram com a minha formação,
sempre presentes em todos os momentos. Aos meus avós: Genival Goems e Maria de
Lourdes, aos meus tios: Antônio, Marluce, Graça, Genivalter, Gorete, Socorro, Geane,
Ananias, Luciane, e em especial minha tia, Edjane, e meu primo, Murilo, que me
acolheram carinhosamente em Brasília como membro de sua família.

viii
RESUMO
O processo de produção de componentes pré-moldados, em particular os blocos de concreto, é caracterizado por ser extremamente artesanal com métodos empírico de proporcionamento. Neste sentido este trabalho surge com a proposta de contribuir com estudo dos parâmetros que influenciam nas propriedades e no proporcionamento do concreto utilizado na produção dos blocos. Outro assunto abordado, diz respeito às possibilidades de utilização de agregados de entulho de construção civil, reciclado, em substituição aos agregados convencionais geralmente empregados na produção dos blocos. Essa proposta contribui com os estudo sobre a reciclagem do entulho, uma vez que a produção de pré-moldados de concreto, com esse tipo de agregado, vem se evidenciando nas cidades que têm uma proposta de reciclagem do entulho. No geral foram estudados os parâmetros: tempo de adensamento, consistência de moldagem, composição granulométrica dos agregados e proporção cimento:agregado. Esses parâmetros foram avaliados quanto as grandezas: umidade de moldagem, massa específica, no estado fresco e endurecido, absorção de água por imersão e resistência à compressão. O estudo foi desenvolvido em corpos-de-prova cilíndricos (20x10) cm e em blocos de concreto (10x19x39) cm. As composições estudadas com entulho reciclado foram estabelecidas a partir das curvas granulométricas, das composições de melhor desempenho, estudas com os materiais convencionais. Os resultados obtidos indicaram uma considerável influência da composição granulométrica nas grandezas avaliadas, além de denunciar um elevado grau de dependência entre tais grandezas. Para os agregados convencionais, os resultados foram satisfatórios em relação à metodologia utilizada e às propriedades avaliadas. Para o entulho reciclado, utilizado na pesquisa, suas características foram determinantes nas propriedades dos blocos de concreto. Observando-se redução na resistência e aumentado na absorção, em relação aos materiais convencionais. Pode-se dizer que os resultados se mostraram favoráveis a utilização do entulho reciclado na produção dos blocos, entretanto recomenda-se um maior controle nas características do entulho, evitando-se sobretudo a parcela inferior a 2,4 mm. Tais partículas, se mostraram com grande influência na deficiência das propriedades dos blocos de concreto. Recomenda-se ainda que outros estudos complementares devam ser feitos para avaliar o desempenho desses blocos ao longo do tempo, frente a sua utilização como elemento de vedação.

ix
ABSTRACT
The process of production of premolded components, in specific the concrete blocks, it is characterized by being extremely empiric with methods empiric of mix design. In this sense this work appears with the proposal of contributing with study of the parameters that influence in the properties and in the mix design of the concrete used in the production of the blocks. Another approached subject, concerns the possibilities of use of aggregates of building site dump, recycled, in substitution to the conventional aggregates usually employees m the production of the blocks. That proposal contributed with the study them on the recycling of the dump, once the production of concrete prefabricated concrete blocks, with that aggregate type, comes if evidencing m the cities that have a proposal of recycling of the dump. In the general was studied the parameters: time of molding, molding consistence, particles size distribution and proportion cement:aggregate. Those parameters were appraised as the variables: molding humidity, specific mass, in the fresh state and hardened, absorption of water for immersion and resistance to the compression. The study was developed in cylindrical specimens (20x10) cm and in concrete blocks (10xl9x39) cm. The compositions study with recycled dump were established starting from particles size distribution, of the compositions of better performance, studied with the conventional materials. The obtained results indicated a considerable influence of the particles size distribution in the appraised variables, besides denouncing a high dependence degree among such variables. For the conventional aggregates, the results were satisfactory in relation to the used methodology and to the appraised properties. For the recycled dump, used in the research, their characteristics were decisive in the properties of the concrete blocks. Being observed reduction in the resistance and increased in the absorption, in relation to the conventional materials. It can be said that the results were shown favorable the use of the dump recycled in the production of the blocks, however a larger control is recommended in the characteristics of the dump, being avoided the inferior portion above all to 2,4 mm. Such particles, they were shown with great influence in the deficiency of the properties of the concrete blocks. It is recommended although other complemental studies should be made to evaluate the acting of those blocks along the time as luting element.

x
ÍNDICE
Capítulos Páginas 1 - INTRODUÇÃO 1
1.1 - ASPECTOS GERAIS PERTINENTES AO TEMA 1 1.2 - OBJETIVOS GERAIS E ESPECÍFICOS 4 1.3 - ESTRUTURA DO TRABALHO 4
2 - REVISÃO BIBLIOGRÁFICA 6
2.1 - BLOCOS PRÉ-MOLDADOS EM CONCRETO 6
2.1.1 - Materiais empregados na produção dos blocos 6 2.1.1.1 - Aglomerante 7 2.1.1.2 - Agregados 7 2.1.1.3 - Aditivos 9
2.1.2 - Equipamentos utilizados na produção dos blocos de concreto
9
2.1.2.1 - Mecanismo de vibração das vibro-prensas: parâmetros que influenciam
10
2.1.3 - Etapas do processo de produção 13 2.1.3.1 - Mensuração dos materiais constituintes 13 2.1.3.2 - Mistura e moldagem 14 2.1.3.3 -Cura 16
2.1.4 - Parâmetros de mistura 17 2.1.4.1 - Propriedades do concreto para blocos 17 2.1.4.2 - Diretrizes básicas para o proporcionamento do concreto para blocos
19
2.2 - A RECICLAGEM E A UTILIZAÇÃO DO ENTULHO COMO AGREGADO
24
2.2.1 - O entulho como resíduo sólido 24 2.2.2 - A reciclagem na industria da construção civil 26 2.2.3 - Agregados de entulho reciclado 28
2.2.3.1 - Argamassas produzidas com entulho reciclado 30 2.2.3.2 - Concreto produzido com entulho reciclado 32 2.2.3.3 - Blocos de concreto produzidos com entulho 33
3 - PROGRAMA EXPERIMENTAL 36
3.1 - ASPECTOS GERAIS 36 3.2 - PROJETO EXPERIMENTAL 37
3.2.1 - Variáveis de estudo 37 3.2.2 - Etapas do programa experimental 39
3.3 - OBTENÇÃO E CARACTERIZAÇÃO DOS MATERIAIS 40 3.3.1 - Coleta dos agregados 40
3.3.1.1 - Agregados convencionais 40

xi
3.3.1.2 - Entulho reciclado 41 3.3.2 - Caracterização dos materiais 42
3.3.2.1 - Cimento 42 3.3.2.2 - Agregados convencionais 43 3.3.2.3 - Entulho reciclado 44
3.4 - ENSAIOS E PROCEDIMENTOS EMPREGADOS 45 3.4.1 - Ensaio de determinação da consistência do concreto 46 3.4.2 - Ensaio de determinação da massa específica do concreto no estado fresco
47
3.4.3 - Moldagem dos corpos-de-prova 47 3.4.4 - Moldagem dos blocos de concreto 49 3.4.5 - Cura 50 3.4.6 - Ensaio de resistência à compressão 51 3.4.7 - Ensaio de absorção por imersão 51
3.5 - PROGRAMA PILOTO 52 3.5.1 - Massa específica no estado fresco 52 3.5.2 - Determinação da consistência de moldagem 54 3.5.3 - Determinação do tempo de adensamento 55 3.5.4 - Massa específica e resistência em função da umidade de moldagem
57
3.6 - SÉRIES DE ENSAIOS 59 4 - RESULTADOS E DISCUSSÕES 62
4.1 - RESULTADOS DAS SÉRIES DE ENSAIOS 62
4.1.1 - Corpos-de-prova cilíndricos: Agregados convencionais 62 4.1.1.1 - Umidade de moldagem dos corpos-de-prova 62 4.1.1.2 - Massa específica dos corpos-de-prova no estado endurecido
65
4.1.1.3 - Absorção de água por imersão 69 4.1.1.4 - Resistência à compressão 73
4.1.2 - Corpos-de-prova cilíndricos: Entulho reciclado 78 4.1.2.1 - Composição granulométrica do entulho 78 4.1.2.2 - Considerações sobre a mistura no estado fresco 81 4.1.2.3 - Umidade da mistura durante a moldagem 81 4.1.2.4 - Massa específica no estado endurecido 82 4.1.2.5 - Absorção por imersão 84 4.1.2.6 - Resistência à compressão 85
4.2 - BLOCOS DE CONCRETO 87 4.2.1 - Blocos de concreto: Agregados convencionais 88 4.2.2 - Blocos de concreto: Entulho reciclado 92
5 - CONCLUSÕES 96 5.1 – CONCLUSÕES DO ESTUDO 96 5.2 - SUGESTÕES PARA TRABALHOS FUTUROS 101
REFERÊNCIAS BIBLIOGRÁFICAS 102

xii
APÊNDICES 107 APÊNDICE A - COMPOSIÇÃO GRANULOMÉTRICA DOS AGREGADOS
108
APÊNDICE B - ESTUDO PILOTO 110 APÊNDICE C - RESULTADOS DAS SÉRIES DE ESTUDOS EM CORPOS-DE-PROVA - AGREGADOS CONVENCIONAIS
112
APÊNDICE D - RESULTADOS DAS SÉRIES DE ESTUDOS EM CORPOS DE PROVA - ENTULHO RECICLADO
118

xiii
LISTA DE FIGURAS
Figuras Páginas Figura 2.1 –
Classificação das vibro-prensas quanto à direção (BRESSON, 1981 )
11
Figura 2.2 – Evolução do adensamento em função do tempo e do tipo de vibração (BRESSON, 1981)
11
Figura 2.3 – Sequência básica de funcionamento de uma vibro-prensa automática (SOUZA et al, 1990 apud MEDEIROS, 1993)
15
Figura 2.4 – Curvas granulométricas consideradas ideais para diferentes tipos de blocos (modificado – PFEIFFENBERGER, 1985 apud MEDEIROS, 1993)
20
Figura 2.5 – Variação da resistência em função da relação água/cimento do concreto (TANGO, 1984)
21
Figura 3.1 – Variáveis de estudo
38
Figura 3.2 – Fluxograma do programa experimental
40
Figura 3.3 – Curvas granulométricas: areia fina, pedrisco e entulho reciclado
45
Figura 3.4 – Mesa vibratória utilizada no ensaio
46
Figura 3.5 – Ensaio de massa específica da mistura no estado fresco
47
Figura 3.6 – Moldagem dos corpos-de-prova cilíndricos
48
Figura 3.7 – Vibro-prensa utilizada na moldagem dos blocos de concreto
49
Figura 3.8 – Massa específica da mistura no estado fresco em função da umidade para diferentes percentagens de agregado A
53
Figura 3.9 – Determinação da umidade de moldagem
55
Figura 3.10 – Ilustração da determinação do tempo de adensamento para corpos-de-prova cilíndricos adensados na mesa vibratória
56
Figura 3.11 – Comportamento da massa específica no estado endurecido em função do tempo de adensamento – Corpos-de-prova cilíndricos
57
Figura 3.12 – Influência da umidade de moldagem na massa específica no estado endurecido e na resistência à compressão – Traço com 20% agregado A
58

xiv
Figura 4.1 – Umidade de moldagem dos corpos-de-prova, em função da % de
agregado A – Agregados convencionais
63
Figura 4.2 – Umidade de moldagem dos corpos-de-prova, em função da proporção cimento:agregado – Agregados convencionais
65
Figura 4.3 – Massa específica dos corpos-de-prova em função da % de agregado A – Agregados convencionais
66
Figura 4.4 – Massa específica dos corpos-de-prova em função da proporção cimento:agregado – Agregados convencionais
68
Figura 4.5 – Comportamento da massa específica em função da umidade de moldagem – Agregados convencionais
69
Figura 4.6 – Absorção de água por imersão dos corpos-de-prova em função da % do agregado A – Agregados convencionais
70
Figura 4.7 – Absorção de água por imersão dos corpos-de-prova em função da proporção cimento:agregado – Agregados convencionais
71
Figura 4.8 – Comportamento da massa específica em função do índice de absorção - Agregados convencionais
72
Figura 4.9 – Comportamento da absorção de água por imersão em função da umidade de moldagem – Agregados convencionais
72
Figura 4.10 – Resistência à compressão dos corpos-de-prova em função da proporção da % de agregado A – Agregados convencionais
73
Figura 4.11 – Resistência à compressão dos corpos-de-prova em função da proporção cimento:agregado – Agregados convencionais
75
Figura 4.12 – Comportamento da resistência em função da massa específica e da absorção por imersão – Agregados convencionais
76
Figura 4.13 – Comportamento da resistência em função da umidade de moldagem – Agregados convencionais
76
Figura 4.14 – Resultados relativos das séries de ensaios
77
Figura 4.15 – Curva granulométrica: entulho reciclado e composições com 10% e 20% do agregado A
79
Figura 4.16 – Granulometria: composições com 10% e 20% de areia e composições com 70%, 60% e 50% de entulho
79

xv
Figura 4.17 – Granulometria: composições com 10% e 20% do agregado A
80
Figura 4.18 – Umidade da mistura durante a moldagem dos corpos-de-prova em função da % de entulho – Traços 1:10
82
Figura 4.19 – Massa específica dos corpos-de-prova em função da % de entulho – Traços 1:10
83
Figura 4.20 – Comportamento da massa específica em função da umidade de moldagem – Entulho reciclado
83
Figura 4.21 – Absorção por imersão dos corpos-de-prova em função da % de entulho – Traços 1:10
84
Figura 4.22 – Comportamento da massa específica em função da absorção por imersão – Entulho reciclado
85
Figura 4.23 – Comportamento da absorção por imersão em função da umidade de moldagem – Entulho reciclado
85
Figura 4.24 – Resistência à compressão dos corpos -de-prova em função da % de entulho – Traços 1:6, 1:8, 1:10
86
Figura 4.25 – Comportamento da resistência em função da massa específica e da absorção por imersão - Entulho reciclado
86
Figura 4.26 – Comportamento da resistência à compressão em função da umidade de moldagem – Entulho reciclado
87
Figura 4.27 – Valores de Absorção e resistência em função da massa específica para os blocos com materiais convencionais
90
Figura 4.28 – Comparação entre os resultados das séries em corpos-de-prova cilíndricos e em blocos de concreto – Materiais convencionais
91
Figura 4.29 – Valores de Absorção e resistência em função da massa específica para os blocos com entulho reciclado
94
Figura 4.30 – Comparação entre os resultados das séries em corpos-de-prova cilíndricos e em blocos de concreto – Entulho reciclado
95

xvi
LISTA DE TABELAS Tabelas Páginas Tabela 2.1 – Características recomendadas para agregados destinados à produção
de blocos de concreto (MEDEIROS, 1993)
8
Tabela 2.2 – Comportamento do concreto (BRESSON, 1981)
12
Tabela 2.3 – Propriedades do concreto para blocos no estado endurecido (modificado - TANGO (1984))
19
Tabela 2.4 – Recomendações de traços para blocos de concreto para alvenaria sem função estrutural (ABCP, 1978)
22
Tabela 2.5 – Relação cimento/agregado em função da resistência à compressão média (MEDEIROS, 1993)
23
Tabela 2.6 – Classificação dos resíduos sólidos segundo a NBR 10004/87
25
Tabela 2.7 – Classificação dos agregados graúdos reciclados para concreto (RILEM, 1994)
30
Tabela 2.8 – Resultados de resistência das séries de ensaio (modificado – DE PAUW, 1980)
34
Tabela 3.1 – Propriedades físicas do cimento (Fornecidas pelo fabricante)
43
Tabela 3.2 – Propriedades químicas do cimento (Fornecidas pelo fabricante)
43
Tabela 3.3 – Ensaios de caracterização do agregado A
44
Tabela 3.4 – Ensaios de caracterização do agregado B
44
Tabela 3.5 – Ensaios de caracterização do entulho reciclado
44
Tabela 3.6 – Caracterização da composição com 20 % de agregado A em função da umidade
58
Tabela 3.7 – Séries de ensaios em corpos-de-prova cilíndricos (10x20) cm Agregados Convencionais
60
Tabela 3.8 – Séries de ensaios em corpos-de-prova cilíndricos (10x20) cm Entulho reciclado
60
Tabela 3.9 – Série de ensaios em blocos de concreto
61

xvii
Tabela 4.1 – Resultados individuais para a série BAP6-20 (traço 1:6 com 20% de areia)
89
Tabela 4.2 – Resultados individuais para a série BAP8-20 (traço 1:8 com 20% de areia)
89
Tabela 4.3 – Resultados individuais para a série BAP10-20 (traço 1:10 com 20% de areia)
90
Tabela 4.4 – Resultados individuais para a série BEP10-30 (traço 1:10 com 30% de entulho)
92
Tabela 4.5 – Resultados individuais para a série BEP10-50 (traço 1:10 com 50% de entulho)
93
Tabela 4.6 – Resultados individuais para a série BEP10-20/40 (traço 1:10 com 20% de areia agregado A e 40% de entulho)
94
Tabela A1 – Composição granulométrica do agregado A 109
Tabela A2 – Composição granulométrica do agregado B
109
Tabela A3 – Composição granulométrica do Entulho reciclado
109
Tabela B1 – Resultados de massa específica para a mistura no estado fresco – Traço 1:10
111
Tabela B2 – Resultados de massa específica dos blocos de concreto utilizado para determinar o tempo de adensamento dos corpos de prova – Traço 1:10
111
Tabela B3 – Resultados de massa específica e resistência à compressão para diferentes tempos de adensamento – Traço 1:10 (Estudo em corpos-de-prova cilíndricos)
111
Tabela B4 – Resultados de massa específica, resistência à compressão e absorção por imersão para misturas no estado endurecido com diferentes teores de umidade – Traço 1:10 (estudo em corpos-de-prova cilíndricos)
111
Tabela C1 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-0 – H% = 5,45 %
113
Tabela C2 – Resultados individuais de massa específica, resistência à compressão e absorção porimersão para a série CAP10-10 – H% = 5,45 %
113
Tabela C3 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-20 – H% = 6,36 %
113
Tabela C4 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-30 – H% = 7,72 %
114

xviii
Tabela C5 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-40 – H% = 8,18 %
114
Tabela C6 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-50 – H% = 9,08 %
114
Tabela C7 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-10 – H% = 6,11 %
115
Tabela C8 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-20 – H% = 6,67 %
115
Tabela C9 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-30 – H% = 6,67 %
115
Tabela C10 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-30 – H% = 7,22 %
116
Tabela C11 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-0 – H% = 5,71 %
116
Tabela C12 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-10 – H% = 6,14 %
116
Tabela C13 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-20 – H% = 6,57 %
117
Tabela C14 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-30 – H% = 7,00 %
117
Tabela D1 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-70 – H% = 10,91%
119
Tabela D2 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-60 – H% = 10 %
119
Tabela D3 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-50 – H% = 9,09 %
119
Tabela D4 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-40 – H% = 8,18 %
120
Tabela D5 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-30 – H% = 7,27 %
120
LISTA DE SÍMBOLOS E ABREVIAÇÕES

xix
Símbolo ou abreviação Significado a/c Relação água cimento
ABCP Associação Brasileira de Cimento Portland
ACI American Concrete Institute
ASTM American Society for Test Materials
BAP10-20 Série em blocos de concreto, traço 1:10 (cimento:agregado),
com 20% de agregado A na composição do agregado total – Agregados convencionais
BAP8-20 Série em blocos de concreto, traço 1:8 (cimento:agregado), com 20% de agregado A na composição do agregado total – Agregados convencionais
BAP6-20 Série em blocos de concreto, traço 1:6 (cimento:agregado), com 20% de agregado A na composição do agregado total – Agregados convencionais
BEP10-30 Série em blocos de concreto, traço 1:10 (cimento:agregado), com 30% de entulho na composição do agregado total – Entulho reciclado
BEP10-50 Série em blocos de concreto, traço 1:10 (cimento:agregado), com 30% de entulho na composição do agregado total – Entulho reciclado
BAEP10-20 Série em blocos de concreto, traço 1:10 (ciment o:agregado), com 30% de entulho na composição do agregado total – Entulho reciclado
CAP10-0 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 0% de agregado A na composição do agregado total – Agregados convencionais
CAP10-10 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 10% de agregado A na composição do agregado total – Agregados convencionais
CAP10-20 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 20% de agregado A na composição do agregado total – Agregados convencionais
CAP10-30 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 30% de agregado A na composição do agregado total – Agregados convencionais

xx
CAP10-40 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 40% de agregado A na composição do agregado total – Agregados convencionais
CAP10-50 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 50% de agregado A na composição do agregado total – Agregados convencionais
CAP8-10 Série em corpos-de-prova cilíndricos, traço 1:8 (cimento:agregado), com 10% de agregado A na composição do agregado total – Agregados convencionais
CAP8-20 Série em corpos-de-prova cilíndricos, traço 1:8 (cimento:agregado), com 20% de agregado A na composição do agregado total – Agregados convencionais
CAP8-30 Série em corpos-de-prova cilíndricos, traço 1:8 (cimento:agregado), com 30% de agregado A na composição do agregado total – Agregados convencionais
CAP8-40 Série em corpos-de-prova cilíndricos, traço 1:8 (cimento:agregado), com 40% de agregado A na composição do agregado total – Agregados convencionais
CAP6-0 Série em corpos-de-prova cilíndricos, traço 1:6 (cimento:agregado), com 0% de agregado A na composição do agregado total – Agregados convencionais
CAP6-10 Série em corpos-de-prova cilíndricos, traço 1:6 (cimento:agregado), com 10% de agregado A na composição do agregado total – Agregados convencionais
CAP6-20 Série em corpos-de-prova cilíndricos, traço 1:6 (cimento:agregado), com 20% de agregado A na composição do agregado total – Agregados convencionais
CAP6-30 Série em corpos-de-prova cilíndricos, traço 1:6 (cimento:agregado), com 30% de agregado A na composição do agregado total – Agregados convencionais
CEMPRE Compromisso Empresarial para Reciclar
CEP10-70 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 70% de entulho na composição do agregado total – Entulho reciclado
CEP10-60 Série em corpos-de-prova cilíndricos, traço 1:10
(cimento:agregado), com 60% de entulho na composição do agregado total – Entulho reciclado

xxi
CEP10-50 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 50% de entulho na composição do agregado total – Entulho reciclado
CEP10-40 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 40% de entulho na composição do agregado total – Entulho reciclado
CEP10-30 Série em corpos-de-prova cilíndricos, traço 1:10 (cimento:agregado), com 30% de entulho na composição do agregado total – Entulho reciclado
CP Cimento Portland
φφ Diâmetro
H% Teor de umidade da mistura
IPT Instituto de Pesquisas Tecnológicas
LEM Laboratório de Ensaios e Materiais da Universidade de Brasília
NBR Norma Brasileira Registrada
RILEM Réunion International des Laboratories d’Essais et Materiaux
UFPB Universidade Federal da Paraíba
UnB Universidade de Brasília

1
1 - INTRODUÇÃO
1.1 - ASPECTOS GERAIS PERTINENTES AO TEMA
Os blocos de concreto para alvenaria podem ser definidos, de uma forma geral, como
elementos pré-moldados de concreto, a partir da mistura adequada entre agregados
graúdos e miúdos, cimento e água. Atribui-se o surgimento destes elementos, nos
Estados Unidos, por volta de 1882 (PORTLAND CEMENT ASSOCIATION, 1988
apud MEDEIROS, 1993). Desde a época, o mercado consumidor de blocos de
concreto já se mostrou extremamente promissor. Em todo o país, o processo de
produção dos blocos de concreto foi ligeiramente disseminado, principalmente por
apresentarem, enormes vantagens construtivas (MEDEIROS, 1993).
No Brasil, existem registros da utilização de blocos de concreto por volta de 1940. Na
época foram construídas cerca de 2400 casas no conjunto habitacional de Realengo na
cidade do Rio de Janeiro (ABCP, 1978). MEDEIROS (1993), registra ainda outro fato
importante, ocorrido também na mesma época, que foi a utilização de blocos de
concreto na construção de núcleos habitacionais próximos às grandes hidrelétricas,
sendo utilizados como matéria prima, o resíduo originado na britagem dos agregados
que eram utilizados nas construções das barragens.
Atualmente é possível encontrar, em quase todas as grandes cidades brasileiras,
fábricas de blocos de concreto produzindo em sua maioria, componentes destinados ao
emprego em alvenaria de vedação. Apesar desse avanço, é de certa forma notória o
baixo grau de disseminação da utilização dos blocos de concreto em várias regiões do
país. Pode-se dizer que dentre os fatores atribuídos a esse aspecto, destaca-se a falta de
conhecimento técnico sobre o assunto, desde a fabricação dos blocos nas centrais de
produção, até o desenvolvimento das potencialidades atribuídas à utilização dos
blocos, não só como elemento de vedação (TANGO, 1984). Este fato se agrava com o
grande número de fabricantes de blocos de concreto, os quais na sua maioria, possuem

2
pouca ou nenhuma informação e infra-estrutura adequada à produção de componentes,
com características de acordo com as especificações de norma.
Quanto às pesquisas relacionadas à reciclagem do entulho, estas se evidenciaram a
partir de 1968, em simpósios realizados sobre o tema, principalmente com a criação de
comitês de entidades normalizadoras, como (CINCOTTO, 1983):
• Comitê E-38 da ASTM (American Society for Testing and Materials), com
objetivos relacionados ao desenvolvimento de métodos de recuperação de materiais
e energia;
• Comitê 37 DRC da RILEM (Réunion International des Laboratories d’Essais et
Materiaux), voltado para os resíduos de demolição;
• Comitê de OECD (Organization for Economic Cooperation and Development),
com o objetivo de promover o uso mais econômico dos materiais na construção de
rodovias e examinar a pesquisa e a exigência dos países membros.
Entretanto, pode-se dizer que as pesquisas ganharam força e se consolidaram com os
três simpósios internacionais de demolição e reaproveitamento de concreto e alvenaria
realizados pela RILEM, nos anos de 1985, 1988 e 1993 na Holanda, Japão e
Dinamarca, respectivamente.
No Brasil, os temas relacionados à reciclagem de entulho começaram a ser explorados
por CINCOTTO (1983) e PINTO (1986), com uma avaliação do uso como agregados,
seguindos por SILVEIRA (1993), com uma proposta de metodologia para
caracterização do entulho como resíduo sólido, e também LEVY e HELENE (1995 e
1996), HAMASSAKI et al. (1996), LEVY (1997) e ZORDAN (1997), avaliando a
utilização tanto em argamassas como em concreto. Finalizando este ciclo, PINTO
(1999), um dos precursores do estudo no Brasil, abordou com grande clareza as
questões relacionadas à gestão dos resíduos de construção e demolição, contribuindo
com uma avaliação geral das questões pertinentes ao tema. Pode-se dizer que a partir
desses estudos, as pesquisas sobre a reciclagem vêm crescendo e atraindo cada vez

3
mais pesquisadores nas diversas áreas afins, em várias universidades e centros de
pesquisa. Os estudos abordam desde o gerenciamento, a caracterização e possíveis
aplicações, onde se tem verificado que, em vários casos, os agregados reciclados
apresentam desempenho similar aos convencionais.
O presente estudo surge com a necessidade de contribuir com as poucas referências
bibliográficas que abordam o tema, apresentado uma fundamentação de base
científico-tecnológica, onde se procurou investigar detalhadamente os fatores que
influenciam nas propriedades e no proporcionamento do concreto utilizado na
produção dos blocos. Esse assunto, na maioria das vezes é abordado por metodologias,
de certa forma, empíricas e não sistêmicas, baseadas em experiências de operários e
profissionais da área. As possibilidades de utilização do entulho, como agregado
reciclado, em substituição aos agregados convencionais, geralmente empregados na
produção dos blocos, também é analisada. Esta proposta vem contribuir com os
estudos sobre a reciclagem do entulho, uma vez que a produção de blocos de concreto
e pré-moldados em geral, com este tipo de agregados, vem se evidenciando com certa
rotina nas grades cidades que têm um projeto de reciclagem de entulho bastante
desenvolvido, como é o caso de Belo Horizonte, São Paulo, entre outras (PINTO,
1997; COELHO, 1998).
A Universidade de Brasília, através do Departamento de Engenharia Civil e
Ambiental, também vem a vários anos desenvolvendo trabalhos que abordam a
questão da reciclagem do entulho e suas possíveis utilizações (GONÇALVES et al.,
1997; CANEDO et al., 1999; MENDONÇA et al., 1999; LIPARIZI et al., 1999 e
LAYSER et al., 1999). Esta dissertação é a primeira a ser apresentada ao Programa de
Pós-Graduação em Estruturas e Construção Civil a abordar o tema. Neste programa,
esta dissertação esta inserida na linha de pesquisa de sistemas construtivos e
desempenho de materiais e componentes. Indiretamente, uma das pretensões deste
estudo é desenvolver a conscientização e despertar o interesse para a questão, entre os
profissionais da área na região do Distrito Federal.

4
1.2 - OBJETIVO GERAL E ESPECÍFICOS
O objetivo geral do presente estudo consiste na avaliação da relação entre propriedades
de interesse e parâmetros de mistura determinantes do desempenho dos blocos de
concreto. Concomitantemente, busca-se avaliar a possibilidade de substituição parcial
dos agregados por entulho reciclado.
Como objetivos específicos pode-se citar:
• estudar as propriedades e os parâmetros de mistura dos blocos pré-moldados de
concreto;
• avaliar a influência da granulometria e do consumo de cimento nas propriedades;
• desenvolver metodologias capazes de orientar o proporcionamento;
• avaliar a substituição do agregado por entulho reciclado.
1.3 - ESTRUTURA DO TRABALHO
Este trabalho encontra-se estruturado em cinco capítulos, sendo este a Introdução que
tem um caráter geral de apresentação do tema, onde estão inseridos os objetivos da
pesquisa.
O Capítulo 2, compreende a revisão bibliográfica sobre o tema, destacando-se os
fatores considerados importantes no processo de produção dos blocos de concreto e
alguns aspectos relativos a utilização do entulho como agregado.
O programa experimental é abordado no Capítulo 3, onde se apresentam as variáveis
de estudo, os ensaios de caracterização dos materiais e os procedimentos de ensaios
empregados na avaliação das propriedades do concreto para blocos e na avaliação dos
blocos no estado endurecido.

5
O Capítulo 4, apresenta os resultados obtidos no programa experimental e suas
discussões, considerando os diferentes agregados utilizados no estudo: agregados
convencionais e entulho reciclado.
Finalizando, tem-se as Considerações Finais onde são apresentadas as conclusões do
presente estudo, sendo sugeridos alguns temas para estudos futuros.
Nos Anexos são apresentados os resultados de caracterização dos materiais utilizados
e os resultados individuais das séries de estudo avaliadas na pesquisa.

6
2 - REVISÃO BIBLIOGRÁFICA
2.1 - BLOCOS PRÉ-MOLDADOS EM CONCRETO
Neste item serão apresentados alguns dos fatores mais importantes relativos ao
processo de produção de blocos de concreto, que foram extraídos da literatura sobre o
assunto. Aborda-se também, dentre outras coisas, os materiais, as máquinas, as etapas
do processo de produção e os parâmetros de mistura. A partir desta revisão foi possível
definir quais os procedimentos a serem utilizados para o desenvolvimento da pesquisa
experimental.
2.1.1 - Materiais empregados na produção dos blocos
Os materiais utilizados na produção dos blocos de concreto, resumem-se em:
• aglomerante;
• agregados graúdos;
• agregado miúdo;
• adições;
• água.
Nesta lista podem ser incluídos os aditivos redutores de água e plastificantes, bem
como corantes orgânicos, quando se deseja produzir componentes decorativos.
Como regra geral, a maioria dos pesquisadores indica que os materiais adequados para
a produção de concreto convencional são também adequados para produção de blocos
de concreto, embora, considerando as peculiaridades intrínsecas de cada processo.
(ABCP, 1978; MEDEIROS, 1993; FERREIRA; 1995).

7
2.1.1.1 - Aglomerante
Praticamente todos os tipos de cimento podem ser utilizados na produção de blocos de
concreto. Entretanto a NBR 7173 (1982) – Blocos vazados de concreto simples para
alvenaria sem função estrutural, recomenda que se obedeçam as especificações das
normas para o uso em concreto e argamassas.
Outro ponto importante, relativo ao processo, diz respeito a observação da
compatibilidade entre o tipo de cimento e os demais materiais (agregados e aditivos
principalmente), e entre o processo de cura utilizado, onde, dependendo das
especificações, pode haver alterações nas propriedades dos blocos.
2.1.1.2 - Agregados
As características dos agregados são fundamentais para a obtenção das propriedades
desejadas para os blocos de concreto. As características destes materiais podem
interferir na aderência com a pasta de cimento, alterando a homogeneidade e a
resistência do concreto constituinte (MEDEIROS, 1993).
Os agregados podem ser areia e pedra britada, de acordo com a NBR 7211 (1983), ou
agregados leves como escória de alto forno, cinzas volantes, argila expandida ou
outros agregados, que satisfaçam as especificações próprias a cada um desses materiais
(NBR 7173, 1982).
A Tabela 2.1 - apresenta uma síntese das recomendações das principais características
para os agregados destinados à produção de blocos de concreto.

8
Tabela 2.1 – Características recomendadas para agregados destinados à produção de blocos de concreto (MEDEIROS, 1993)
Tolerâncias Características Agregado miúdo Agregado graúdo
Atender uma das faixas granulométricas da NBR 7217
Atender à faixa granulométrica da NBR 7217, indicada para brita zero
Granulometria Módulo de finura variar mais que 0,2 para materiais de mesma origem
Dimensão máxima característica menor ou igual à metade da espessura do molde da prensa1
Torrões de argila NBR 7218 1,5 % 1,0 % Impurezas orgânicas 7220 300 ppm ---
Material pulverulento 7219 5,0 % 1,0 %
Contrariando as especificações relatadas na Tabela 2.1, observa-se normalmente, que a
busca em se reduzir o custo de produção dos blocos de concreto para alvenaria de
vedação, tem levado alguns produtores a optar por materiais alternativos. Estes
materiais, as vezes de desempenho diferenciado em relação aos recomendados, podem
resultar em produtos competitivos em relação as propriedades desejadas para os blocos
de concreto.
Na região do Distrito Federal evidencia-se a grande utilização de agregados como as
seguintes características:
• brita com graduação zero segundo a NBR 7211 (1983), dimensão máxima
característica igual a 9,5 mm, com elevada percentagem de pó de pedra e, em
conjunto na composição, areia muito fina de cava (dimensão máxima característica
igual a 2,4 – Zona 1 da NBR 7211 (1983)).
• areia grossa natural (dimensão máxima característica igual a 6,3 mm – Zona 4 da
NBR 7211 (1983)) ou artificial, com as mesmas especificações.
A prática de utilização de agregados alternativos, em muitos casos, não é
acompanhada de uma avaliação experimental, principalmente no que se refere ao
1Para a dimensão máxima característica do agregado graúdo, verifica-se na literatura várias definições: • ABCP (1978) – 1/3 da espessura da parede dos blocos; • NBR 8186 (1980) – 1/4 da espessura da parede dos blocos. • MEDEIROS (1993) – 1/2 da espessura da parede dos blocos; • FERREIRA JUNIOR (1995) – especifica como recomendado a Brita 0, conforme NBR 7217 (1987);

9
proporcionamento entre os materiais constituintes e ao desempenho dos componentes
ao longo do tempo.
2.1.1.3 - Aditivos
Conforme a NBR 7173 (1982), permite-se o uso de aditivos, desde que não acarretem
efeitos prejudiciais devidamente comprovados por ensaios. Os aditivos mais utilizados
na fabricação dos blocos de concreto são os redutores de água. Estes aditivos têm
como função reduzir a quantidade de água de amassamento do concreto para uma dada
trabalhabilidade. Como resultado, tem-se uma redução no consumo de cimento do
concreto onde a relação água/cimento é constante (MEDEIROS,1993).
No Brasil, não existe tradição de emprego de aditivos para produção de blocos de
concreto. A maioria dos fabricantes, se preocupa com a importância de
trabalhabilidade da mistura, como forma de otimizar a moldagem das unidades,
emprega produtos químicos de efeitos ainda desconhecidos em relação às
características do concreto. Grande parte destes produtos é utilizada como detergentes
de emprego industrial (MEDEIROS, 1993).
2.1.2 - Equipamentos utilizados na produção dos blocos de concreto
Os equipamentos utilizados na produção dos blocos de concreto são denominados de
vibro-prensas. Elas recebem esta denominação devido ao mecanismo de
funcionamento empregado durante o processo de moldagem dos blocos: vibração
associada à prensagem. A primeira função é responsável pelo preenchimento e
adensamento da mistura nos moldes, e a segunda, influencia o adensamento e o
controle da altura dos blocos (acabamento).
A tecnologia dessas vibro-prensas está cada vez mais se desenvolvendo. Atualmente
existe no mercado uma grande diversidade de equipamentos (desde totalmente
automatizados a manuais), com elevada produção e custos relativamente baixos. Este

10
desenvolvimento tem permitido um maior grau de competição entre os diferentes
produtos para alvenaria, existentes no mercado.
Neste trabalho não nos aprofundaremos no processo de funcionamento das vibro-
prensas, sendo apenas apresentado uma síntese das características mais importantes.
2.1.2.1 - Mecanismo de vibração das vibro-prensas: parâmetros que influenciam
O mecanismo de vibração das vibro-prensas é responsável direto pelas características
dos componentes moldados. Esta vibração é responsável, sobre tudo, pelas operações
de moldagem dos blocos.
Os principais parâmetros que caracterizam a vibração, com influência no processo se
resumem em:
• direção
• amplitude
• velocidade
• aceleração
• tempo de adensamento
I - Direção
Quanto à direção as vibro-prensas podem ser classificadas em (Figura 3.1)
(BRESSON, 1981):
• unidirecional vertical;
• unidirecional horizontal;
• circulares no plano horizontal;
• circulares no plano vertical.

11
(a) - Unidirecional vertical (b) - Unidirecional horizontal
(c) - Circulares no plano horizontal
(d) - Circulares no plano vertical
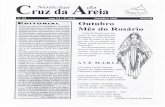
Figura 2.1 – Classificação das vibro-prensas quanto à direção (BRESSON, 1981)
A direção em que ocorre a vibração influencia a capacidade de transmissão de
vibração do molde para o concreto.
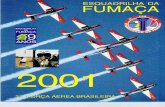
Para a produção de blocos de concreto, ensaios experimentais realizados em concreto
para blocos, sobre mesmas condições, para diferentes tipos de vibrações, verticais e
horizontais, mostraram que a vibração horizontal é mais eficiente (Figura 2.2).
1500
1600
1700
1800
1900
2000
2100
2200
2300
0 2 4 6 8 10Tempo (s)
Mas
sa u
nitá
ria (K
g/m
3)
Direção vertical
Direção horizontal
Figura 2.2 – Evolução do adensamento em função do tempo e do tipo de vibração
(BRESSON, 1981)

12
Esses ensaios foram realizados em moldes cilíndricos com uma massa sobre o
concreto para comprimí-lo de modo a se ter ao mesmo tempo os efeitos da transmissão
da vibração da fôrma para o concreto e também a transmissão no interior do concreto.
II - Frequência, amplitude, velocidade e aceleração
Estes parâmetros, intimamente relacionados, exercem influencia significativa em todo
o processo de produção dos blocos de concreto.
ALEXANDER (1977) apud BRESSON (1981) definiu, em diferentes fases de
vibração, o comportamento do concreto quando compactado por este tipo de energia.
A Tabela 2.2 ilustra esse comportamento.
Tabela 2.2 – Comportamento do concreto (BRESSON, 1981)
Fases Descrição Comportamento do concreto
Parâmetro essencial Justificativa
Inicial Há uma agitação dos
grãos maiores do concreto
Mola Amplitude
Força necessária para comprimir uma mola é proporcional
amplitude
Intermediária Há um escoamento
viscoso Amortecedor Velocidade
Força necessária para comprimir um
amortecedor é proporcional à
velocidade
Final Há uma liquefação
do concreto Massa Aceleração
Para colocar uma massa em
movimento a força é proporcional à
aceleração
A frequência de vibração considerada ideal, situa-se em torno de 50 Hz
(BRESSON,1981). Com relação à amplitude, na prática, é recomendado fixar um
limite em função de razões relacionadas à durabilidade do equipamento e precisão das
dimensões dos blocos, principalmente a altura (MEDEIROS, 1993).

13
III - Tempo de adensamento
O tempo de adensamento (vibração) é um dos parâmetros considerados essenciais, isto
porque é bastante visível a influência deste parâmetro nas características dos blocos,
principalmente no adensamento (Figura 2.2).
Na prática o tempo de adensamento é definido em função de critérios relacionados às
características do bloco após a desforma. Este tempo é o mínimo necessário para que
se obtenha:
• total preenchimento e adensamento da mistura nos moldes da prensa; • adequada aparência dos blocos após a desforma, relativa ao uso que se destina; • resistência dos blocos ao manuseio logo após a desforma; e • a produtividade das operações, dentro dos critérios estabelecidos acima.
2.1.3 - Etapas do processo de produção
2.1.3.1 - Mensuração dos materiais constituintes
Trata-se de se efetuar a medida da quantidade de cada material que compõe o traço, já
previamente estabelecido pela dosagem do concreto dos blocos. Este procedimento
pode ser em massa ou em volume. Entretanto deve-se ressaltar que para obtermos
blocos com características pouco variáveis é preferível que os materiais sejam
proporcionados em massa.
As principais fontes de variabilidade no ato do proporcionamento são resumidas em
(TANGO, 1984):
• erros durante a determinação da água de amassamento que são provocados pela não
consideração da umidade dos agregados;
• erros devido ao inchamento da areia que provoca variações no volume, quando o
proporcionamento é em volume; e
• erros causados por variações na quantidade de cimento, principalmente quando o
proporcionamento é em relação ao saco de cimento.

14
Dentre essas três fontes de erros a mais comum é relacionada a umidade da mistura.
Nas usinas, em muitos casos, a água é acrescentada em função da experiência dos
operários, o que leva a grandes variações nas características dos blocos,
principalmente devido às variações no grau de compactação durante a moldagem
(MEDEIROS, 1993).
2.1.3.2 - Mistura e moldagem
A mistura dos materiais básicos para produção de blocos de concreto, sendo uma etapa
fundamental, muitas vezes não tem merecido os cuidados adequados. A mesma é de
grande importância para a uniformidade da produção.
A sequência de colocação dos materiais e o tempo adequado de mistura devem ser
definidos em função do tipo de equipamento utilizado no processo, não sendo
considerados válidos os procedimentos gerais recomendados.
Durante a moldagem na vibro-prensa, o material destinado a moldagem dos blocos
sofre compactação através de vibração e prensagem. Para garantir que os blocos de
concreto obtenham o grau de compactação previsto e atendam às características de
projeto, deve-se respeitar os tempos de alimentação e vibração do equipamento. A
maioria das máquinas vibro-prensas, com exceção das manuais de pequeno porte,
possuem sistemas de alimentação totalmente automatizados. Estes sistemas controlam
desde o preenchimento da mistura nos moldes até o tempo necessário para adensar e
liberar os blocos.
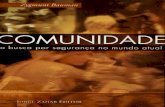
A sequência básica de funcionamento das vibro-prensas durante a moldagem dos
blocos, resume-se nas etapas apresentadas a seguir e ilustradas na Figura 2.3
(MEDEIROS, 1993).

15
a – preenchimento da gaveta alimentadora com a mistura destinada a moldagem dos
blocos;
b – preenchimento do molde metálico onde os blocos são moldados. Esta fase é
acompanhada por vibração do molde;
c – compactação dos blocos através dos extratores. Esta fase também é acompanhada
de nova vibração do molde finalizando quando a altura desejada para os blocos é
atingida;
d – desforma dos blocos logo após o término da operação anterior. Nesta fase os
extratores permanecem imóveis, enquanto o molde ascende, permitindo que os blocos
permaneçam sobre o “palet” onde foram moldados;
e - o “palet” com os blocos recém-moldados avançam para a frente da máquina,
enquanto um novo “palet” vazio ocupa seu lugar sob o molde;
f – o molde metálico desce então para sua posição original, enquanto os extratores
ascendem, preparando-se para um novo ciclo.
Extratores
Concreto
Gaveta alimentadora
Palet Molde vibratório
Blocos de concreto
(a) (b)
(c) (d)
(e) (f)
Figura 2.3 – Sequência básica de funcionamento de uma vibro-prensa automática
(SOUZA et al, 1990 apud MEDEIROS, 1993)

16
2.1.3.3 - Cura
O processo de cura corresponde a um conjunto de operações que visa proporcionar aos
blocos, durante um certo tempo, condições de umidade, temperatura e pressão,
necessários a uma adequada reação de hidratação do cimento. Qualquer alteração
nessas condições pode refletir diretamente nas características finais dos blocos de
concreto (TANGO, 1984).
A cura é outra importante etapa no processo de produção dos blocos de concreto. A
escolha de um processo de cura adequado pode ter como resultado, dentre outras
fatores, redução no consumo de cimento e no tempo necessário de cura, o que implica
em um tempo menor de permanência dos blocos na fábrica (TANGO, 1984).
Basicamente existem três tipos de cura, que geralmente são utilizadas na produção dos
blocos de concreto:
• cura através de autoclaves
• cura natural ou ao ar livre
• cura em câmara a vapor
A cura através de autoclaves utiliza temperatura entre 150 e 205 oC e pressão de
aproximadamente 1 MPa. Este método é pouco utilizado devido aos altos custos de
implantação e consumo que representa (MEDEIROS, 1993).
A cura natural é ainda bastante utilizada, principalmente em situações onde as
exigências de desempenho para os blocos são menores e as condições climáticas
favorecem o rápido endurecimento do concreto. Neste tipo de cura, recomenda-se que
os blocos permaneçam úmidos e protegidos do vento e da insolação direta, pelo menos
durante os sete primeiros dias, para evitar a evaporação excessiva de água
(MEDEIROS, 1993; TANGO, 1984).

17
A cura a vapor é o sistema de cura mais empregado na indústria de blocos de concreto.
Este sistema é normalmente empregado pelos produtores de blocos que exigem de seus
componentes melhor desempenho a curtas idades. O ciclo de cura a vapor é variável
podendo chegar a 24 horas (MEDEIROS, 1994).
2.1.4 - Parâmetros de mistura
O concreto utilizado na produção dos blocos de concreto possui várias particularidades
que o difere, em muito, do concreto plástico de uso consagrado na construção civil.
Possivelmente essas diferenças de comportamento são responsáveis pelo empirismo
que se vem observando no estabelecimento de traços de concreto para blocos, por
parte de um número considerável de produtores de blocos (TANGO, 1994).
No Brasil, grande parte dos fabricantes de blocos não dispõe de um método racional
para a dosagem dos blocos de concreto, sendo esta industria caracterizada por
processos extremamente artesanais, baseadas em grande parte na experiência dos
funcionários e em uma série de erros e tentativas. Esta prática, associada a meios
inadequados de proporcionamento dos materiais, contribui para a adoção de elevados
consumos de cimento gerando perdas desnecessárias de recursos e de produtividade
(MEDEIROS, 1993; TANGO, 1984).
2.1.4.1 - Propriedades do concreto para blocos
De forma clássica, as propriedades do concreto podem ser agrupadas em propriedades
no estado fresco e endurecido.
I - Propriedades no estado fresco
As propriedades do concreto requeridas para blocos no estado fresco estão
relacionadas ao manuseio durante a produção a trabalhabilidade da mistura. Neste
sentindo têm-se importância, dentre outros fatores:
• as características do molde (dimensões, geometria, dentre outros);

18
• a energia de adensamento;
• o processo de desmoldagem e manuseio.
A consistência necessária ao concreto para blocos está relacionada ao fato de que a
desmoldagem se faz com os blocos ainda no estado fresco. É necessário, que o
concreto, sob estas condições, apresente características que determinem a facilidade de
moldagem no equipamento e o manuseio após desforma. A consistência requerida ou
consistência de moldagem varia em função do equipamento utilizado (TANGO, 1984).
II - Propriedades no estado endurecido
O objetivo mais amplo da dosagem do concreto para blocos é a escolha do traço de
concreto que, com o equipamento e o processo de produção empregado, resulte na
confecção de blocos cujas propriedades no estado endurecido satisfaçam às exigências
de uso predeterminadas, com um custo mínimo (TANGO, 1984).
Algumas dessas exigências estão estabelecidas a partir das propriedades enumeradas
na Tabela 2.3.
Normalmente, as exigências têm-se referido à resistência à compressão e à absorção
d’água (NBR 7173, 1982). Em geral fixa-se o traço tendo em vista a resistência à
compressão, e simplesmente verifica-se a absorção d’água (TANGO, 1984). Este fato,
de certa forma é válido, uma vez que tais grandezas estão intimamente relacionadas. A
busca por maior resistência, em termos gerais, implica na redução dos valores de
absorção de água. Com relação às demais propriedades devem-se avaliar isoladamente
as especificações requeridas a cada aplicação.

19
Tabela 2.3 – Propriedades do concreto para blocos no estado endurecido (modificado - TANGO (1984))
Propriedades Método de ensaio Importância
Resistência à compressão NBR 7184
Relação íntima com a capacidade estrutural da parede; Ligada a quebras no transporte e manuseio.
Absorção d’água NBR 12118
Relacionada com a permeabilidade da parede à água de chuva e à durabilidade dos blocos.
Umidade NBR 12118 Relacionada à capacidade de aderência dos blocos à argamassa de revestimento no estado fresco
Capilaridade RILEM (Adaptação)
Relacionada com a infiltração de água por ascensão capilar
Retração por secagem NBR 12117
Relacionada à possibilidade de fissuração em paredes, quando do uso de traços ricos em cimento ou água, estando o concreto com idade relativamente baixa
2.1.4.2 - Dire trizes básicas para o proporcionamento do concreto para blocos
MEDEIROS (1993), apresenta as seguintes diretrizes para o proporcionamento do
concreto a ser utilizado na produção dos blocos:
• determinar a melhor composição granulométrica para a mistura dos agregados e
suas proporções ideais. Tal determinação tem em vista condições máximas de
compacidade e empacotamento durante o adensamento;
• determinar a quantidade de água a ser empregada na mistura. Esta relacionada a
critérios que dependem, dentre outros fatores, da funcionalidade do equipamento,
da composição e características individuais dos constituintes da mistura;
• determinar a quantidade adequada de cimento. Está relacionada às especificações
de resistência, absorção, dentre outros.
I - Composição granulométrica
Além da energia de adensamento, que é característica do equipamento, a compacidade
que se pode obter depende muito da composição granulométrica dos agregados.

20
MEDEIROS (1993), indica que, para se obter uma melhor compactação, deve-se
combinar os agregados em proporções adequadas para se obter uma granulometria
desejada para a mistura. Como proposta, PFEIFFENBERGER, (1985) apud
MEDEIROS (1993), apresenta curvas granulométricas consideradas ótimas, em função
do tipo do bloco que se deseja produzir (Figura 2.4).
0
10
20
30
40
50
60
70
80
90
1009,54,752,361,180,60,30,15Fundo
Abertura de peneiras (mm)
% R
etid
a ac
umul
ada
Blocos de densidade normal
Blocos leves
Blocos de densidade mediana
Figura 2.4 – Curvas granulométricas consideradas ótimas para diferentes tipos de blocos
(modificado - PFEIFFENBERGER, 1985 apud MEDEIROS, 1993)
Na maioria das vezes, não é possível com relação a produção, escolher agregados cuja
curva granulométrica esteja dentro de determinados padrões. Geralmente, é necessário
adaptar a produção aos materiais disponíveis. Para tanto, têm-se conseguido bons
resultados efetuando-se experiências onde se varia à proporção entre o agregado
graúdo e o miúdo, procurando a máxima compacidade possível de se obter com o
próprio equipamento utilizado (no caso as Vibro-prensas) (TANGO, 1984).

21
II - Umidade da mistura
O teor de umidade2 do concreto dos blocos relaciona-se com a resistência à
compressão de maneira diferente das observadas com o concreto plástico
convencional3.
A Figura 2.5 ilustra o comportamento do concreto, quanto à resistência, em diferentes
fases para diferentes teores de umidade, mantendo-se constante a proporção
cimento:agregado e a energia de adensamento.
Relação água/cimento
Re
si
st
ên
ci
a
à
co
mp
re
ss
ão
Energia de adensamento constante para um mesmo traço seco
IV III II I
I - Concreto plásticoII - Concreto seco, mas muito mole para se fazer blocos III - Concreto para blocosIV - Concreto muito seco, sem coesão
Figura 2.5 – Variação da resistência em função da relação água/cimento do concreto
(TANGO, 1984)
Para um traço fixo, a quantidade de água será aquela que proporciona aos blocos a
maior compacidade durante a moldagem. Normalmente a máxima compacidade é
obtida com a maior quantidade de água possível, até o limite em que os blocos
começam a perder coesão e a aderir nas paredes dos moldes (FERREIRA, 1995). Este
comportamento pode ser identificado no gráfico pela Zona II (Figura 2.5). O concreto
2 O teor de umidade neste caso pode ser referenciado como a relação água/cimento, comumente utilizada pela literatura, uma vez que estas grandezas estão relacionadas 3 Lei de Abrams relaciona resistência e relação água/cimento conforme equação
c/a2
1cj
k
kf = (MEHTA, 1994).

22
para blocos deve apresentar um teor de umidade (relação água/cimento), que enquadre
o concreto dentro dos limites exemplificados pela zona III (Figura 2.5).
III – Proporção cimento:agregado
É possível fabricar blocos de concreto com boas características, com diversos
consumos de cimento, desde traços ricos, como por exemplo 1:6 (cimento:agregado
em massa), até traços mais pobres como: 1:10, 1:15 ou mais (FERREIRA, 1995). A
escolha do traço é função principalmente da resistência desejada, variando com o tipo
de equipamento empregado na moldagem e principalmente com a granulometria dos
agregados (MEDEIROS, 1993).
ABCP (1978) apresenta indicações para traços normalmente empregados na fabricação
de blocos de concreto sem função estrutural. Alguns desses traços estão indicados na
Tabela 2.4. De certa forma, essa indicação, traduz o empirismo que é atribuído ao
proporcionamento dos materiais, na produção de blocos de concreto.
Tabela 2.4 – Recomendações de traços para blocos de concreto para alvenaria sem função estrutural (ABCP, 1978)
MATERIAIS TRAÇOS (massa por m3 de concreto) 1:10 1:12 1:13 Cimento:agregado
1:5:5 1:6:4 1:6:6 1:6,5:5,5 1:6,5:6,5 Relação água/cimento 1 1 1 1 1 Cimento (Kg) 197 197 171 171 160,5 Agregado total (Kg) 1970 1970 2052 2052 2086 Areia considerando 4 % umidade (Kg) 985 1182 1026 1110 1043 Pedrisco com pó de pedra (Kg) 985 788 1026 942 1043 Água (l) 158 150 130 127 119
Em outra indicação, MEDEIROS (1993), apresenta resultados de alguns traços, frutos
de estudos desenvolvidos para blocos de alvenaria estrutural. Tais traços, indicados na
Tabela 2.5, podem servir como um primeiro indicativo para adoção da relação
cimento/agregados para a produção de blocos de estruturais.

23
Tabela 2.5 – Relação cimento/agregado em função da resistência à compressão média (MEDEIROS, 1993)
Resistência à compressão média aos 28 dias (MPa)
4,5 6,0 8,0 9,0
Relação cimento/agregados (em massa)
1:9 a 1:12 1:8 a 1:10 1:7 a 1:9 1:6 a 1:8
Neste estudo foram utilizados blocos de concreto com dimensões: (145x190x295) mm,
rompidos aos 28 dias de idade. Segundo o autor, estes resultados estão sujeitos à
influência dos seguintes fatores:
• tipo de cura empregado (no caso foi empregado cura a vapor);
• o ensaio de blocos com capeamento de enxofre conforme NBR 7186;
• moldagem em vibro-prensa Montana MBX 975; e
• características próprias dos materiais empregados na mistura.

24
2.2 - A RECICLAGEM E A UTILIZAÇÃO DO ENTULHO COMO AGREGADO
Nos próximos itens desse capítulo serão apresentados alguns aspectos referentes à
utilização de entulho como agregado reciclado. Estes aspectos são frutos da revisão
bibliográfica sobre o assunto, destacando-se, dentre outros abordagens, a reciclagem
do entulho e as potencialidades de utilização destes agregados em argamassas, em
concreto e, particularmente, em blocos de concreto para alvenaria de vedação.
2.2.1 - O entulho como resíduo sólido
A NBR 10004 (1987) define os resíduos sólidos como sendo os resíduos no estado
sólido e semi-sólido, que resultem de atividades da comunidade de origem: industrial,
doméstica, hospitalar, comercial, agrícola, de serviços e de varrição. Ficam incluídos
nesta definição os lodos provenientes de sistemas de tratamento de água, aqueles
gerados em equipamentos e instalações de controle de poluição, bem como
determinados líquidos cujas particularidades tornem inviáveis o seu lançamento na
rede pública de esgotos ou corpos de água, ou exijam para isso soluções técnica e
economicamente inviáveis em face à melhor tecnologia disponível. Esta mesma norma
classifica tais resíduos como apresentado na Tabela 2.6 a seguir.
A partir dessa classificação, observa-se que uma grande parte dos resíduos de
construção civil pertencem aos Resíduos classe III – inertes. Entretanto em muitos
casos dependendo da origem, da composição ou do acondicionamento destes resíduos,
eles podem apresentar níveis elevados de contaminantes que os classificam em uma
das outras classes. Como exemplo dessa situação, pode-se citar o caso do entulho
gerado a partir de uma reforma de uma determinada fábrica de solventes, ou
contaminações que surgem com as deposições nos aterros sanitários ou irregulares.

25
Tabela 2.6 – Classificação dos resíduos sólidos segundo a NBR 10004/87 Classificação Definição
Resíduos classe I perigosos
São aqueles que apresentam periculosidade ou uma das características: inflamabilidade, corrosividade, reatividade, toxicidade, patogenicidade.
Resíduos classe II não-inertes
São aqueles que não se enquadram nas classificações de resíduos classe I ou classe III, nos termos desta norma. Os resíduos classe II, podem ter propriedades, tais como: combustibilidade, biodegradabilidade ou solubilidade em água.
Resíduos classe III inertes
Quaisquer resíduos que, quando amostrados de forma representativa, segundo NBR 10007 – Amostragem de resíduos, e submetidos a um contato estático ou dinâmico com água destilada ou deionizada, à temperatura ambiente, conforme teste de solubilização, segundo NBR 10006 – solubilização de resíduos, não tiverem nenhum de seus constituintes solubilizados a concentrações superiores aos padrões de potabilidade de água, excetuando-se os padrões de aspectos, cor, turbidez e sabor. Como exemplos destes materiais tem-se: rochas, tijolos, vidros e certos plásticos e borrachas que não são decompostos prontamente.
Para os resíduos oriundos da indústria da construção civil, ou simplesmente entulhos,
existem várias definições que são defendidas por alguns pesquisadores que estudam o
tema. Entretanto a proposta de resolução do CONAMA (2001)4 sobre Resíduos de
Construção Civil, apresenta uma definição bastante abrangente se mostrando,
aparentemente, como a mais adequada para o processo de geração dos resíduos
atualmente no Brasil. Para tal resolução, os resíduos da construção civil conhecidos,
são definidos como os provenientes de construções, reformas, reparos e demolições de
obras de construção civil, e os resultantes da preparação e da escavação de terrenos,
como tijolos, blocos cerâmicos, concreto em geral, solo, rocha, madeira, forros,
argamassa, gesso, telhas, pavimento asfáltico, vidros, plásticos, tubulações, fiação
elétrica, dentre outros. Estes podem ser ainda classificados em três grandes grupos:
Classe A – resíduos recicláveis como agregados;
Classe B – resíduos recicláveis com outras destinações, tais como: plásticos, papel,
metais, vidros, madeiras, gesso e outros.
Classe C – resíduos para os quais, ainda, não foram desenvolvidas tecnologias ou
aplicações economicamente viáveis que permitam a sua reciclagem ou recuperação.
4 O Mistério do Meio Ambiente-(MMA) através do Conselho Nacional do Meio Ambiente-(CONAMA), atualmente discute através de um grupo de trabalho uma proposta de resolução sobre Resíduos de Construção Civil. Esta resolução pretende, dentre outras coisas, definir responsabilidade, exemplo do que já vem ocorrendo com o pneu e a bateria de celular.

26
2.2.2 - A reciclagem na industria da construção civil
O processo de reciclagem é o resultado de uma série de atividades da qual materiais
que se tornam resíduos, são destinados, sendo coletados, separados e processados para
serem usados como matéria-prima na manufatura de bens, feitos anteriormente apenas
com matéria-prima virgem (JARDIM (1995)). Com relação à reciclagem do entulho,
tal processo pode ser entendido como um conjunto de operações de processamento que
incluem: seleção, britagem ou moagem, peneiramento, dentre outros, que permitam
obter um material cuja granulometria esteja dentro de limites específicos que
possibilitem seu uso como agregado em argamassa, concreto ou atividade correlata
(LEVY (1997)).
O processo de reciclagem pode ser classificado em dois tipos: reciclagem primária e
reciclagem secundária. Reciclagem primária, é definida como a reciclagem do resíduo
dentro do próprio processo que o originou, como por exemplo, a reciclagem do vidro,
do aço, as latas de alumínio. A reciclagem secundária, é definida como a reciclagem
de um resíduo em um outro processo, diverso daquele que o originou. Este último tipo,
é bastante verificado na indústria de produção do cimento que utiliza uma gama
considerável de resíduos gerados em outras atividades. (JOHN, 2001)
As vantagens decorrentes do processo de reciclagem são extremamente visíveis,
principalmente nos dias atuais. No Brasil, este processo cresce no momento em que as
legislações sobre as questões ambientais ficam cada vez mais rigorosas, e aumenta o
nível de conscientização das camadas mais consumidoras de bens. Outro fato
importante, diz respeito a simples disposição dos resíduos em aterros sanitários, que
vêm se tornando em alguns casos inviáveis. Isso porque, dentre outras questões, na
maioria das vezes tais aterros estão sujeitos ao esgotamento. Situação como essa foi
verificada na cidade de Belo Horizonte, que como outras grandes cidades brasileiras,
vinham perdendo gradativamente seus aterros sanitários, por simples esgotamento.
Eram doze em 1993 e reduziu-se a sete 1995 (CAMARGO, 1995). Muito
possivelmente este foi um dos fatores, que fizeram com que o atual sistema de

27
gerenciamento dos resíduos sólidos desenvolvido na cidade, se tornasse modelo para
todo o Brasil.
A reciclagem de resíduos, é uma oportunidade de transformação de uma fonte
importante de despesa em uma fonte de faturamento ou, pelo menos, de redução das
despesas de deposição. Uma grande siderúrgica, por exemplo, produz mais de 1
milhão de toneladas de escória de alto forno por ano. A reciclagem desse material na
indústria cimenteira, é um excelente negócio, pois elimina as despesas com o
gerenciamento e deposição do resíduo (JOHN, 2001).
A reciclagem, entretanto não é um processo simples onde qualquer tipo de resíduo
apresenta condições de reciclagem ou reaproveitamento. Na construção civil, e em
qualquer outra atividade, esse processo deve ser acompanhado e avaliado sobre todos
os critérios de desempenho necessários à funcionalidade dos produtos. Uma proposta
de metodologia para pesquisa e desenvolvimento da reciclagem de resíduos como
materiais de construção civil, é discutida por JOHN (2000). Esta proposta aborda,
dentre outras coisas, aspectos que envolvem:
• a caracterização física e química e da micro-estrutura do resíduo, incluindo o seu
risco ambiental;
• a busca de possíveis aplicações dentro da construção civil, considerando as
características do resíduo;
• o desenvolvimento de diferentes aplicações, incluindo seu processo de produção,
com base em ciência dos materiais;
• análise de desempenho frente às diferentes necessidades dos usuários para cada
aplicação específica;
• a análise do risco ambiental do novo produto, incluindo contaminação do lençol
freático, do ar interno e dos trabalhadores;
• a análise do impacto ambiental do novo produto, numa abordagem que deve
envolver a avaliação de risco à saúde dos trabalhadores e dos usuários;

28
• a análise da viabilidade econômica, fundamental em todas as etapas, devendo ser
avaliada em função do valor de mercado do produto, dos custos do processo de
reciclagem e do custo da disposição em aterro;
• a transferência da tecnologia.
Finalizando, o autor salienta ainda, a necessidade do envolvimento de profissionais das
mais diversificadas áreas do conhecimento como Medicina, Biologia, Química,
Marketing e Engenharia de Materiais, como parte essencial no processo de
desenvolvimento da cadeia.
2.2.3 - Agregados de entulho reciclado
Diversas pesquisas no Brasil e no mundo apontam as potencialidades do uso de
agregados reciclados na produção de concretos, argamassas e pavimentos. Entretanto a
variabilidade na composição desses agregados é um fator limitador da utilização
desses resíduos (ANGULO, 2000). Em várias situações, não são recomendados para a
produção de elementos que exijam grandes esforços ou onde sejam extremamente
desfavoráveis às condições ambientais.
Entulho de construções de concreto demolidas fornecem fragmentos nos quais o
agregado está contaminado por pasta de cimento, gipsita e outras substâncias em
menor quantidade. A fração que corresponde ao agregado miúdo contém,
principalmente, pasta de cimento e gipsita, sendo inadequada para a produção de
concreto. Entretanto, a fração que corresponde ao agregado graúdo, embora coberta de
pasta de cimento, tem sido usada com sucesso em vários estudos de laboratório e de
campo (MEHTA & MONTEIRO (1994)). Segundo os mesmos autores, o maior
obstáculo no uso do entulho é o custo de britagem, graduação, controle de pó e
separação dos constituintes indesejáveis. Elementos como vidro, papel, metais, gipsita
e matéria orgânica, geralmente presentes no entulho, podem influenciar negativamente
nas propriedades de trabalhabilidade, pega e endurecimento, resistência e durabilidade
dos concretos. Entretanto, concreto reciclado ou concreto com entulho britado podem

29
ser uma fonte economicamente viável de agregados, em locais onde agregados de boa
qualidade são escassos e quando o custo de disposição do entulho é incluído na análise
econômica.
A RILEM (1994), uma das mais importantes publicações sobre o assunto, apontado
em diferentes pesquisas, apresenta algumas recomendações para a utilização de
agregados graúdos reciclados. O documento classifica os agregados em três tipos:
Tipo I – agregados provenientes de entulho de alvenaria;
Tipo II – agregados proveniente de entulho de concreto;
Tipo III – agregados provenientes da mistura de agregados reciclados e agregados
naturais;
As composições do tipo III devem atender às exigências adicionais:
• quantidade mínima de agregados naturais deve ser 80% em massa;
• quantidade máxima de agregados Tipo I 10% em massa.
As especificações técnicas exigidas para a utilização desses agregados na produção de
concretos são apresentadas na Tabela 2.7
O documento sugere os testes apenas para os resíduos graúdos5, porque segundo a
RILEM (1994), a utilização da fração fina do entulho, deve ser evitada devido aos
aspectos:
• a fração fina do entulho geralmente contém muitos contaminantes, e pouco se sabe
sobre sua ação no concreto;
• impacto do uso de agregados miúdo reciclado na durabilidade e resistência do
concreto não está documentado suficientemente;
• um método relevante para a determinação da resistência de agregados finos
reciclados não está disponível;
• não há um método confiável para a determinação da reatividade residual do álcali.

30
Tabela 2.7 – Classificação dos agregados graúdos reciclados para concreto (RILEM, 1994)
Concreto com agregado graúdo reciclado Especificações
Tipo I Tipo II Tipo III
Método de ensaio
Massa específica mínima material seco (kg/m3) 1500 2000 2400 ISO 6783 & 7033
Absorção de água máxima (%) 20 10 3 ISO 6783 & 7033
Quantidade máxima de material SSS < 2200 Kg/m3 (%) a 10 10 ASTM C123 Quantidade máxima de material SSS < 1800 Kg/m3 (%) 10 1 1 ASTM C123 Quantidade máxima de material SSS < 1000 Kg/m3 (%) 1 0,5 0,5 ASTM C123 Quantidade máxima de impurezas (vidro, betume, plásticos) (%) 5 1 1 Visual Quantidade máxima de metais (%) 1 1 1 Visual Quantidade máxima de matéria orgânica (%) 1 0,5 0,5 NEN 5933 Quantidade máxima de finos < 0,063 mm (%) 3 2 2 PrEN 933-1 Quantidade máxima de areia < 4 mm (%) b 5 5 5 PrEN 933-1
Quantidade máxima de sulfatos (%) c 1 1 1 BS 812, part 118
a Condição saturada superfície seca b Se for considerado o limite de fração areia, esta parte deverá ser considerada como parte da areia total a ser utilizada c Quantidade de sulfato deve ser calculada como SO 3 As percentagens constantes na tabela referem-se à massa/massa SSS corresponde ao agregado na condição saturado superfície seca
A seguir serão apresentadas resumidamente algumas pesquisas sobre a reciclagem do
entulho.
2.2.3.1 - Argamassas produzidas com entulho reciclado
LEVY (1997), avaliou o desempenho de revestimentos à base de cimento, entulhos de
construção civil finamente moído e areia média, comparando o comportamento dessas
argamassas com os resultados apresentados nas bibliografias para as argamassas
mistas, à base de cimento, cal e areia. Dentre as conclusões do trabalho destacam-se os
seguintes aspectos:
• a presença dos materiais cerâmicos na mistura resultou em aumento na resistência à
compressão e a tração;
• a quantidade de água requerida para se manter a consistência das argamassas cresce
proporcionalmente com o aumento do teor de material cerâmico, fato explicado em
função do elevado percentual de finos presentes na composição, da ordem de 30 %;
5 Para o documento o limite inferior de definição do agregado graúdo é considerado como sendo 4 mm.

31
• as argamassas produzidas com adição de entulho reciclado apresentaram em média
uma redução de 30 % no consumo de cimento em relação aos resultados existentes
na literatura para argamassas mistas equivalentes.
De uma forma geral, segundo o autor da pesquisa, os revestimentos avaliados se
mostram tecnicamente apropriados para a produção de argamassas para fins de
utilização em revestimentos internos ou externos. Entretanto, o autor salienta que
devam ser feitos estudos complementares para se avaliar o comportamento ao longo do
tempo, principalmente quanto à durabilidade desses revestimentos.
HAMASSAKI et. al. (1997), avaliou a utilização do entulho como agregado miúdo na
produção de argamassas, simulando uma situação de uso do entulho no próprio local
gerado, ou seja reciclagem no próprio canteiro de obras.
De uma forma geral, o autor conclui que os resultados foram favoráveis ao uso do
entulho, como agregado na produção de argamassas, entretanto aponta a
heterogeneidade do entulho e a retração por secagem como um dos pontos críticos
relativos a utilização do entulho como agregado, considerando adequado o uso dessas
argamassas apenas para assentamento ou revestimento interno.
MIRANDA (2000), também estudou a influência do entulho nas argamassas para
revestimento, principalmente no que diz respeito a influência na elevada incidência de
fissuração, segundo ele, característico nos revestimentos que utilizam entulho como
agregado.
Os resultados obtidos indicaram que o entulho de construção reciclado pode ser
utilizado para a produção de revestimentos, em argamassas simples de cimento
Portland, obtendo-se bom acabamento superficial e boa resistência de aderência à
tração.

32
Dentre as recomendações feitas pelo autor destacam-se:
• a necessidade do controle do teor total de finos nas argamassas;
• o controle granulométrico entre as faixas de 2,4 mm e 0,15 mm, descartando, o
material passante;
• reduzir a exposição desse tipo de revestimento a ciclos de umedecimento e
secagem.
2.2.3.2 - Concreto produzido com entulho reciclado
ZORDAN (1997) realizou estudos com o objetivo de avaliar o comportamento de
concretos produzidos com a utilização de agregados reciclados, tendo como uma
possível aplicação na produção de componentes voltada para obras de infra-estrutura
urbana. O resíduo utilizado foi proveniente da usina de reciclagem de entulho instalada
em Ribeirão Preto-SP.
Como conclusão da pesquisa, o autor analisa alguns aspectos importantes verificados a
partir dos resultados, dos quais, cabe destacar:
• a parte graúda do entulho como agregado, revelou aspectos negativos para a
resistência do concreto, relacionados à presença de materiais cerâmicos polidos,
que induziram à ocorrência de superfícies de ruptura nas suas faces lisas, devido à
insuficiente aderência entre essas faces e a pasta de cimento;
• o entulho usado como agregado apresentou absorção bem superior à do agregado
tradicional, devido tanto à sua grande porosidade bem como a maior quantidade
de finos existentes neste resíduo;
• a resistência à compressão simples aos 28 dias, obtida pelos concretos produzidos,
representou em média 49 %, 62 %, e 93 % da resistência do concreto de
referência;
• os resultados de ensaios de resistência à compressão, abrasão e permeabilidade,
realizados no concreto com entulho, permitiram concluir que este tipo de concreto
atende perfeitamente as exigências de fabricação dos elementos, a que se dispõe o
objetivo da pesquisa: concreto não estrutural, passíveis de serem utilizados em

33
obras de infra-estrutura urbana como guias, lajotas para pavimentação, mourões,
etc.
Finalizando, o autor salienta que, embora se tratando de um material extremamente
heterogêneo, proveniente das mais diversas atividades da construção civil,
apresentando elementos que não têm um bom desempenho como agregado para
concreto, as propriedades mecânicas aferidas na pesquisa, apresentaram valores muito
significativos. Este fato leva a supor que, com um controle mais criterioso do entulho,
de forma que os materiais de qualidades distintas não sejam misturados durante a
produção, pode-se obter agregados com qualidades superiores às oferecidas pelo
resíduo analisado na pesquisa.
LEVY & HELENE (2000) apresentaram estudos sobre a durabilidade de concretos
produzidos com resíduos minerais provenientes de concretos e alvenarias. Os
resultados obtidos indicaram não haver diferença na resistência mecânica quando os
agregados naturais foram substituídos por reciclados de concreto e uma redução de 20
a 30 % quando foram utilizados agregados de alvenaria. Quanto a absorção por
imersão e o índice de vazios, as mesmas tiveram grande influência do agregado
utilizado, principalmente para os agregados de alvenaria. Para os demais resultados
avaliados no estudo: carbonatação e resistividade, não foram verificadas grandes
influências do tipo de agregado utilizado
Como conclusão os autores salientam que, nas condições do experimento, os
agregados reciclados de concreto não apresentaram restrições em termos de resistência
mecânica nem da durabilidade, fato que não foi verificado quando se utilizou agregado
reciclado de alvenaria.
2.2.3.3 - Blocos de concreto produzidos com entulho
DE PAUW (1980) avaliou a substituição de agregados naturais, convencionalmente
utilizados na produção dos blocos de concreto, por agregados reciclados de entulho.

34
Para todas as composições foi mantida uma certa percentagem de areia natural. A
quantidade de água utilizada na mistura foi definida visualmente, pela mão-de-obra
local, em função da facilidade de moldagem dos blocos. Os blocos produzidos foram
ensaiados apenas à compressão aos 28 dias. A Tabela 2.8 apresenta uma síntese dos
resultados obtidos para cada composição avaliada
Tabela 2.8 - Resultados de resistência das séries de ensaio (modificado – DE PAUW, 1980)
Traços utilizados em massa Cimento
(Kg) Areia natural
(Kg) Agregado
graúdo natural (Kg)
Agregados reciclados Séries
P15 - 302 0 – 2 (mm) 3 – 8 (mm) 0 – 25 (mm) 3 – 12 (mm)
Resistência à compressão
(MPa)
Referência 50 100 300 - - 3,7 1 50 150 - 250 2,2 2 50 100 - 200 3,3 3 50 200 - 200 2,9 4 50 150 - - 300 4,1 5 50 150 - - 250 7,0 6 50 200 - - 200 2,1
Segundo o autor, em relação à composição de referência, observa-se que na média os
resultados obtidos são satisfatórios. Para as composições com certa percentagem de
agregados reciclados, na faixa entre 0 e 25 mm, verifica-se uma queda na resistência.
Ao contrário, nas composições onde se utiliza agregados reciclados nas faixas entre 3 e
12 mm, verifica-se um certo aumento da resistência para as percentagens mais
elevadas.
POLLET (1997), também avaliou a substituição de agregados convencionais por
agregados reciclados para diferentes faixas granulométricas, e dois diferentes tempos
de adensamento, sendo um maior tempo utilizado para simular a produção de
componentes decorativos (uma vez que possibilita um melhor acabamento da
superfície dos blocos). Os blocos produzidos foram avaliados, dentre outras coisas,
quanto a massa específica, resistência à compressão e à absorção de água. Nesta última
avaliação os blocos com agregados reciclados se mostraram mais deficientes em

35
relação aos resultados obtidos com os blocos com materiais convencionais, e os limites
especificados por norma, que fixa em 8 %6 o índice de absorção de água.
Segundo o autor os resultados obtidos se mostrou favorável a utilização dos agregados
reciclados na produção de blocos de concreto. Entretanto ele salienta que algumas
precauções devem ser tomadas principalmente quanto ao uso desses blocos em paredes
externas ou subsolos.
6 Limite especificado pela NBN B21-001

36
3 - PROGRAMA EXPERIMENTAL
3.1 - ASPECTOS GERAIS
O programa experimental desta pesquisa tem como objetivo principal determinar quais
os parâmetros de mistura que são básicos na definição das propriedades dos blocos de
concreto, com o intuito de utilizar o entulho reciclado, como um agregado alternativo.
Esta investigação fundamenta-se na análise comparativa entre os resultados de
umidade de moldagem, massa específica, absorção por imersão e resistência à
compressão. Estas variáveis são relevantes na produção e nas propriedades finais dos
blocos de concreto.
No desenvolvimento do programa experimental, foram definidos os materiais, os
procedimentos de caracterização e os parâmetros de produção e de mistura a serem
utilizados. Estas definições foram baseadas em estudos já apresentados na revisão
bibliográfica, sendo complementados no decorrer da pesquisa de acordo com as
necessidades intrínsecas do processo.
Num estudo piloto, os parâmetros de produção, como tempo de adensamento e
consistência de moldagem, foram estabelecidos, sendo os mesmos, adotados como
referência em todas as etapas de moldagem, tanto dos corpos-de-prova cilíndricos
como dos blocos de concreto. Os estudos foram realizados a partir de variações nas
faixas granulométricas dos agregados para diferentes proporções entre aglomerante e
agregados, utilizando-se agregados convencionais7 e entulho reciclado8.
Dentre as contribuições deste trabalho, destacam-se os estudos experimentais de
definição dos parâmetros de mistura e de produção dos blocos. Enfatiza-se neste
sentido a utilização de corpos-de-prova cilíndricos de (10x20) cm, moldados com a
utilização de uma mesa vibratória, em condições similares a de produção dos blocos de
7 Para esta pesquisa os agregados convencionais foram definidos como os agregados convencionalmente utilizados pelos fabricantes da região do Distrito Federal. As características desses agregados estão apresentadas no item 4.3. 8 Para esta pesquisa os agregados provenientes da reciclagem do entulho foram denominados de entulho reciclado, suas características também estão apresentadas no item 4.3.

37
concreto. Tal procedimento, permitiu uma discussão mais criteriosa dos resultados,
reduzindo a grande variabilidade que caracteriza o processo de produção e ensaio dos
blocos de concreto.
A parte experimental desta pesquisa, tendo início na caracterização dos materiais e
finalizando com a produção dos blocos de concreto, foi desenvolvida no Laboratório
de Ensaios de Materiais-LEM da Universidade de Brasília-UnB.
3.2 - PROJETO EXPERIMENTAL
3.2.1 - Variáveis de estudo
A elaboração do projeto experimental fundamentou-se na necessidade de investigar
quais os materiais e composições a serem utilizados no estudo9. Deste modo a
proporção aglomerante:agregado, bem como as composições granulométricas
consideradas ótimas10, foram objetos de definição. Além disso foi ponderada a análise
comparativa do entulho nestas faixas ótimas.
Para este estudo, estabeleceram-se algumas variáveis do processo de produção dos
blocos consideradas essenciais ao desenvolvimento da pesquisa no laboratório. Uma
síntese destas variáveis é apresentada na Figura 3.1.
9 Variações na composição granulométrica e na relação aglomerante/agregado, são rotineiramente empregadas na definição e estudo de proporções e propriedades dos blocos de concreto conforme observado na revisão da literatura (MEDEIROS, 1993). 10 As faixas granulométricas foram definidas a partir de critérios relacionados ao grau de empacotamento da composição.

38
Proporção aglomeranteagregado
Composiçãogranulométrica
Umidade de moldagem
Massa específica
Absorção por imersão
Resistência à compressão
Variáveis independentes Variáveis dependentes
Figura 3.1 – Variáveis de estudo
Para a proporção aglomerante:agregados, os estudos tiveram o objetivo de investigar o
comportamento da mistura em relação aos resultados de umidade de moldagem, massa
específica, índice de absorção e resistência à compressão. Neste estudo adotou-se
como referência os traços 1:6, 1:8 e 1:10 (ABCP, 1978; MEDEIROS, 1993).
Os estudos com base na composição granulométrica tiveram fundamentação similar
aos adotados para a proporção aglomerante:agregados. Pretendeu-se, através destes,
investigar dentre os materiais disponíveis, as relações entre a composição
granulométrica, e as propriedades tanto no estado fresco como no estado endurecido .
Outro aspecto importante, verificado no estabelecimento das variáveis de estudo, diz
respeito a inter-relação entre as variáveis dependentes. Especificando, observa-se por
exemplo a influencia da umidade de moldagem nas demais variáveis de estudo.

39
3.2.2 - Etapas do programa experimental
As etapas para desenvolvimento da pesquisa constituíram em:
Etapa I – Coleta, processamento e caracterização
Esta etapa teve início com a coleta, processamento e caracterização dos materiais
utilizados em toda a pesquisa: cimento, agregados convencionais e entulho reciclado.
No que se refere ao entulho, houve certa dificuldade na aquisição deste material, pois
na região não se dispõe de usinas de reciclagem, nem programas que promovam a
reciclagem deste tipo de resíduo. Ressaltam-se algumas iniciativas isoladas por parte
de empresas coletoras de entulho e empresas que atuam na área de limpeza pública.
Etapa II – Parâmetros de mistura
Nesta etapa, foram feitos estudos referentes aos parâmetros de mistura utilizados na
produção dos blocos. Estes estudos foram subdivididos em: umidade de moldagem,
tempo de adensamento e proporcionamento entre os materiais. A maior parte destes
estudos foi feita em corpos-de-prova cilíndricos de (10x20) cm adensados em uma
mesa vibratória, em condições de adensamento similares a de produção dos blocos de
concreto.
Etapa III – Moldagem e estudo dos blocos de concreto
Na terceira e última etapa, a partir dos valores ótimos obtidos na etapa anterior,
moldaram-se os blocos de concreto para os diferentes tipos de agregados considerados
(convencionais e entulho reciclado), prosseguindo-se com a avaliação dos mesmos.
Uma análise esquemática do programa experimental pode ser feita a partir da Figura
3.2.

40
Obtenção dos materiais
Parâmetros
Moldagem dos blocos
Coleta dos materiais
Processamento
Caracterização
Granulometria
Aglomerante/Agregados
Tempo de adensamento
Blocos de concreto
Blocos com entulho
ETAPA I
ETAPA II
ETAPA III
Umidade de moldagem
Figura 3.2 – Fluxograma do programa experimental
3.3 - OBTENÇÃO E CARACTERIZAÇÃO DOS MATERIAIS
3.3.1 - Coleta dos agregados
3.3.1.1 - Agregados convencionais
Os agregados, utilizados ao longo da pesquisa, foram fornecidos por uma empresa
produtora de blocos na região do Distrito Federal. A coleta desses materiais seguiu as
recomendações da NBR 7216 (1987) – Amostragem de agregados.
Foi feita apenas uma coleta onde o volume cedido foi cerca de 4 m3 para cada
agregado, suficiente para as necessidades do presente estudo.
Após a coleta, os materiais seguiram para o local de armazenamento no LEM, não
passando por nenhum processamento específico.

41
3.3.1.2 - Entulho reciclado
Um dos principais problemas, no que se refere à reciclagem de entulho, é a
variabilidade na sua composição (ANGULO, 2000). Estes resíduos encontra-se na
maioria das vezes misturados a outros materiais como plástico, papel, vidro, gesso,
dentre outros, materiais esses que inviabilizam a reciclagem, pois requerem altos
custos para seleção durante o processamento (ZORDAN, 1997).
A primeira etapa desse estudo consistiu em desenvolver procedimentos, junto a
algumas empresas construtoras, que possibilitassem a separação dos resíduos
indesejáveis na própria obra, ou seja, segregação e coleta seletiva nos próprios
canteiros de obras. Pretendeu-se, como isso, além de estimular a conscientização das
empresas de construção civil, desenvolver procedimentos internos que viabilizassem o
desenvolvimento desta pesquisa.
As amostras de entulho utilizadas foram colhidas em um canteiro de obras de um
edifício de multipavimentos localizado no Setor Hoteleiro Norte, em Brasília-DF. A
obra apresenta estrutura em concreto armado, fechamento externo em alvenaria de
blocos cerâmicos e de concreto e divisórias internas em dry wall. As coletas foram
feitas na fase da obra correspondente à execução das alvenarias e revestimentos. Esta
fase foi escolhida devido ao volume de resíduos gerados ser bastante considerável,
bem como, pelo fato de não estarem presentes nesta etapa elementos como massa
acrílica, solventes e gesso em pó, materiais estes que dificultam a reciclagem.
No total foram feitas duas coletas, na fase acima descrita. O volume de resíduo em
estado solto, estipulado em função do volume das caçambas, foi de aproximadamente
10 m3.
O armazenamento no local foi feito em caçambas tipo Brooks, comumente utilizadas
para coleta e transporte de entulho. Ao término da etapa de coleta as amostras foram
transportadas até o local de processamento. As amostras de entulho das duas caçambas

42
foram misturadas e processadas com a utilização de um britador de mandíbula. Este
tipo de equipamento é geralmente utilizado nas usinas de processamento de entulho.
Sendo recomendado para execução do processamento primário, ou seja,
destorroamento ou quebra dos elementos maiores, como por exemplo peças de
concreto armado, blocos, etc.
Após a britagem, o entulho foi transportado para o LEM, onde inicialmente passou por
um processo de peneiramento para obtenção dos agregados com granulometria
equivalente a do agregado convencional utilizado na pesquisa, com dimensão máxima
de 9,6 mm. Em seguida, o material selecionado foi homogeneizado e armazenado em
baias internas.
3.3.2 - Caracterização dos materiais
A seguir serão descritos os materiais e os ensaios de caracterização realizados durante
a pesquisa.
3.3.2.1 - Cimento
Durante toda a pesquisa utilizou-se o cimento CP II F-32, por tratar-se do cimento
geralmente utilizado na produção dos blocos na região. O cimento em questão foi
produzido pela empresa Tocantins, localizada no Distrito Federal, tendo sido fornecido
em sacos de 50 Kg, de um mesmo lote.
As Tabelas 3.1 e 3.2, respectivamente, apresentam os resultados dos ensaios de
caracterização química e física do cimento utilizado na pesquisa.

43
Tabela 3.1 – Propriedades físicas do cimento (Fornecidas pelo fabricante)
Propriedades Resultados Método de ensaio Massa específica (g/cm3) 3,1 NBR 6474 (1984)
Resíduo na peneira ABNT 200 (%) 2,6 NBR 11579 (1991) Finura Área específica Blaine (m2/Kg) 3402 NBR 7224 (1984) Início de pega 170 NBR 11581 (1991) Tempo de pega
(min) Fim de pega 229 NBR 11581 (1991) Expansibilidade em Le Chatelier a frio (mm) 0,9 NBR 11582 (1991) Água de consistência – pasta (%) 26,6 NBR 11580 (1991)
03 dias 24,4 NBR 7215 (1991) 07 dias 28,5 NBR 7215 (1991) Resistência (MPa) 28 dias 35,3 NBR 7215 (1991)
Tabela 3.2 – Propriedades químicas do cimento (Fornecidas pelo fabricante)
Componentes químicos Teores (%) Método de ensaio Perda ao fogo 1,80 NBR 5743 (1989) Resíduo insolúvel 0,71 NBR 5744 (1989) Trióxido de enxofre (SO3) 3,20 NBR 5745 (1989) Óxido de magnésio (MgO) 4,20 NBR 5742 (1977) Dióxido de silício (SiO2) 17,41 NBR 5742 (1977) Óxido de ferro (Fe2O3) 2,85 NBR 5742 (1977) Óxido de alumínio (Al2O3) 4,38 NBR 5742 (1977) Óxido de cálcio (CaO) 59,34 NBR 5742 (1977) Óxido de cálcio livre (CaO) 1,54 NBR 5748 (1977)
Óxido de sódio (Na2O) 0,21 NBR 5747 (1989) Óxido de potássio (K2O) 0,87 NBR 5747 (1989) Álcalis totais
Equivalente alcalino em Na2O 0,78 --- Método de Bogue Sulfato de cálcio (CaSO4) 4,32 ---
3.3.2.2 - Agregados convencionais
Os agregados utilizados na pesquisa foram visualmente observados e definidos pelos
funcionários da empresa fornecedora do material, como11:
• Agregado A: composição entre areia fina lavada e areia rosa
• Agregado B: Brita 0 com pó de pedra
Estes tipos de agregados, são tradicionalmente utilizados na região para a produção de
blocos de concreto.
Os ensaios de caracterização física dos agregados, estão apresentados nas Tabelas 3.3
e 3.4.
11 Optou-se por denominar os agregados como agregado A e agregado B, para facilitar a identificação dos tipos de agregados convencionais utilizados na pesquisa.

44
Tabela 3.3 – Ensaios de caracterização do agregado A
Característica Resultados Método de ensaio Módulo de finura 1,64 NBR 7217 (1987) Dimensão máxima característica 2,4 mm NBR 7217 (1987) Teor de materiais pulverulentos 2,40 % NBR 7219 (1987) Absorção de água 5.9 % NBR 9777 (1987) Massa específica unitária 1108 g/dm3 NBR 7810 (1983) Massa específica real 2614 g/dm3 NBR 9776 (1987)
Tabela 3.4 – Ensaios de caracterização do agregado B
Característica Resultados Método de ensaio Módulo de finura 4,25 NBR 7217 (1987) Dimensão máxima característica 9,5 mm NBR 7217 (1987) Teor de materiais pulverulentos 6,72 % NBR 7219 (1987) Absorção de água12 – granulometria < 2,4 mm 1,3 % NBR 9777 (1987) Absorção de água – granulometria > 2,4 e < 9,6 mm 2,5 % NBR 9937 (1987) Massa específica unitária 1614 g/dm3 NBR 7810 (1983) Massa específica real 2770 g/dm3 NBR 9776 (1987)
A caracterização granulométrica dos agregados está apresentada na Figura 3.3. Para
este ensaio utilizou-se como referência à norma NBR 7217 (1987) – Agregados -
Determinação da composição granulométrica.
3.3.2.3 - Entulho reciclado
No estudo foram utilizadas amostras de entulho reciclado com dimensões inferiores a 9,6 mm,
conforme já especificado anteriormente. Para caracterizar este agregado, foram utilizados os
ensaios físicos listados na Tabela 3.5.
Tabela 3.5 – Ensaios de caracterização do entulho reciclado
Característica Resultados Método de ensaio Módulo de finura 3,47 NBR 7217 (1987) Dimensão máxima característica 9,5 mm NBR 7217 (1987) Teor de materiais pulverulentos 14,23 % NBR 7219 (1987) Absorção de água – granulometria < 2,4 mm 9,9 % NBR 9777 (1987) Absorção de água – granulometria > 2,4 e < 9,6 mm 16,5 % NBR 9937 (1987) Massa específica unitária 1272 g/dm3 NBR 7810 (1983) Massa específica real 2481 g/dm3 NBR 9776 (1987)
12 Optou-se por executar o ensaio de absorção para as duas faixas granulométricas apresentadas na Tabela 4.3 (faixa < 2,4 mm e 2,4 mm < faixa < 9,6 mm), para avaliar os agregados sob mesmos limites de dimensão. O limite de 2,4 mm foi escolhido em função da dimensão máxima característica do agregado A (Tabela 4.3). Este procedimento também foi adotado para o entulho reciclado.

45
O ensaio de caracterização granulométrica do entulho seguiu as recomendações da
NBR 7217 (1983). A curva granulométrica para este agregado está apresentada na
Figura 3.3.
0
10
20
30
40
50
60
70
80
90
10012,59,56,34,82,41,20,60,30,150,075Fundo
Abertura das peneiras (mm)
% A
cum
ulad
a
Agregado A Agregado B Entulho reciclado Figura 3.3 – Curvas granulométricas: agregado A, agregado B entulho reciclado
Não foi possível determinar o índice de forma para os agregados utilizados na
pesquisa, porque a dimensão máxima dos agregados é inferior ao limite recomendado
pela norma NBR 7809 (1983) para execução do ensaio.
3.4 - ENSAIOS E PROCEDIMENTOS EMPREGADOS
3.4.1 - Ensaio de determinação da consistência do concreto
Para a determinação da consistência da mistura, seguiu-se como orientação os
procedimentos descritos na norma ASTM C1170 (1991) – Standard Test Methods for
Determining Consistency and Density of Roller-Compacted Concrete Using a
Vibrating Table. Esta norma define os procedimento de ensaio e as configurações da
mesa vibratória, recomendadas para a determinação da consistência e da massa
específica de concreto compactado a rolo. Esta norma foi utilizada como referência,
em função do concreto utilizado na produção dos blocos apresentar características de

46
consistência semelhantes às preconizadas pelo documento. Segundo este ensaio, a
consistência é estabelecida em função do tempo que uma determinada amostra de
concreto leva para adensar sob determinada energia de adensamento, em uma mesa
vibratória. O tempo medido expresso em segundos, é definido como tempo Vebe.
A configuração básica da mesa vibratória utilizada no ensaio está indicada na Figura
4.4. Quanto à vibração e a amplitude, a mesa vibratória utilizada, apresenta,
respectivamente, os valores de 57,5 Hz e aproximadamente 1,5 mm.
Quanto a massa a ser utilizada no ensaio, a norma estabelece dois procedimentos:
Método de teste A – Utiliza uma massa de 22,7 Kg – recomendado para concreto
muito rijo à extremamente seco.
Método de teste B – Não utiliza nenhuma massa – recomendado para concreto rijo a
muito rijo ou quando o tempo de Vebe for inferior a 5 s.
Neste estudo, por questões de adequação do equipamento e de facilidade de
identificação do tempo Vebe durante o ensaio, optou-se por utilizar uma sobrecarga de
aproximadamente 10,0 Kg (disco metálico indicado na Figura 3.4).
Disco metálico com Ø = 230 mm e massa = 10 Kg
Recipiente cilíndrico com Ø = 240 mm e h = 200 mm
Mesa vibratória
Parafuso de fixação
Motor
Guia
Figura 3.4 – Mesa vibratória utilizada no ensaio

47
3.4.2 - Ensaio de determinação da massa específica do concreto no estado fresco
Para o ensaio de determinação da massa específica do concreto no estado fresco, foi
adotado um procedimento diferenciado do recomendado pela norma ASTM C1170
(1991). A massa específica no estado fresco foi determinada, a partir da introdução de
uma cápsula de volume conhecido, no interior do molde cilíndrico (antes de se
preencher o molde com a amostra13), conforme ilustra a Figura 3.5. Após o
adensamento da mistura, retirava-se a capsula, pesava-se o conjunto, capsula mais
amostra, e determinava-se a massa específica no estado fresco.
Amostra ensaiada
Cápsula utilizada no ensaioV = 0,50 dm3
Disco com massa = 10 Kg
Figura 3.5 – Ensaio de massa específica da mistura no estado fresco
3.4.3 - Moldagem dos corpos-de-prova
Grande parte dos estudos de definição dos parâmetros de mistura, foi desenvolvida
com a utilização de corpos-de-prova cilíndricos (10 x 20) cm, moldados na mesma
mesa vibratória utilizada nos ensaios descritos anteriormente. O objetivo desta
metodologia foi reduzir as variações típicas tanto no processo de produção como
também nos ensaios. Além do mais o estudo em corpos-de-prova cilíndricos possibilita
uma análise mais criteriosa dos resultados obtidos. Durante a moldagem, seguiu-se
como orientação os procedimentos descritos na norma NBR 5738 (1994) – Moldagem
e cura de corpos-de-prova de concreto, cilíndricos ou prismáticos. A Figura 3.6 ilustra

48
as configurações utilizadas durante a moldagem dos corpos-de-prova na mesa
vibratória.
Inicialmente as moldagens eram feitas, em duas camadas: uma primeira antes do
adensamento, onde era preenchido todo o molde, e a outra ao longo do adensamento,
preenchendo-se o espaço surgido com o adensamento. Entretanto observou-se que este
procedimento estava causando uma diferença de adensamento entre as camadas
inferiores e superiores. Este comportamento foi indicado em função do tipo de ruptura
dos corpos-de-prova que eram sempre na parte superior, onde o adensamento era mais
deficiente. Este problema foi solucionado com a introdução de um prolongamento de
PVC na parte superior do molde14, preenchendo-se o conjunto prolongamento e molde
em uma única camada (Figura 3.6). Com o adensamento, o volume correspondente ao
molde era preenchido sob as mesmas condições.
Prolongamento de PVC
Molde cilíndrico Parafuso de fixação
Ø = 100 mm e h = 150 mm
Ø = 100 mm e h = 200 mm
Barra de fixação
Mistura
Figura 3.6 – Moldagem dos corpos-de-prova cilíndricos
13 Durante o preenchimento da mistura no molde, deve-se ter o cuidado de não compactar a mostra. 14 A altura desse prolongamento foi definida em função do deslocamento médio da mistura, observado durante a moldagem dos corpos-de-prova.

49
Para o processo de moldagem e estudo em corpos-de-prova, adotou-se uma rotina
única, a saber:
• aproximadamente 24 h após a moldagem os corpos-de-prova foram desmoldados,
identificados e pesados;
• em seguida foram submetidos à cura por um período de 7 dias (item 3.4.5);
• após este período os corpos-de-prova foram ensaiados a compressão e a absorção
por imersão (itens 3.4.6 e 3.4.7, respectivamente).
Esta mesma rotina foi utilizada no processo com os blocos de concreto.
3.4.4 - Moldagem dos blocos de concreto
Os blocos de concreto utilizados durante o estudo foram moldados em uma máquina
vibro-prensa manual, pertencente ao LEM. As configurações desta vibro-prensa
podem ser identificadas na Figura 3.7, destacando ainda a direção da vibração,
classificada como unidirecional vertical (Figura 2.1-(a)) e frequência de vibração da
mesma em torno de 60 Hz.
Recipiente dosador
Extratores
Motor
Molde vibratório
Alavanca utilizada na compactação e desforma Abertura do molde
Figura 3.7 – Vibro-prensa utilizada na moldagem dos blocos de concreto

50
A sequência de funcionamento da prensa durante a moldagem dos blocos pode ser
resumida nas etapas:
• inicialmente preenche-se o recipiente dosador com a mistura destinada à moldagem
dos blocos;
• em seguida, com a máquina em funcionamento, desloca-se este recipiente para
frente de modo a permitir o preenchimento do molde dos blocos;
• depois de verificado todo o preenchimento do molde, retorna-se o recipiente para
posição de origem e inicia-se a descida dos extratores permitindo a compactação
dos blocos dentro do molde. Esta compactação é feita com a máquina em
funcionamento, até os blocos atingirem a altura necessária;
• após a compactação e segundos antes de finalizar a vibração, os blocos são
desmoldados.
Após o processo de moldagem dos blocos no laboratório, adotou-se a mesma rotina
utilizada na moldagem dos corpos-de-prova.
3.4.5 - Cura
A cura na produção de qualquer componente pré-moldado, como já visto na revisão
bibliográfica, é uma das etapas mais importantes. O processo mais utilizado na região
pelos grandes produtores de blocos é a cura a vapor. Este procedimento oferecer bons
resultados com custos relativamente baixos, se comparados aos outros processos
menos eficientes ou mais dispendiosos. Nesta pesquisa optou-se por um processo de
cura em câmara úmida, por ser um procedimento corriqueiro na avaliação
experimental dos concretos. A idade de 7 dias foi definida por ser uma idade
característica na produção de blocos (MEDEIROS, 1993).
Para todos os corpos-de-prova cilíndricos e blocos de concreto produzidos ao longo da
pesquisa, adotou-se o mesmo procedimento de cura, sendo 24 horas após a moldagem
submetidos à câmara úmida permanecendo lá por um período de 7 dias. Ao término
deste período, foram ensaiados a compressão e a absorção.

51
Nesta fase, seguiu-se como orientação, os procedimentos descritos pela norma NBR
5738 (1994).
3.4.6 - Ensaio de resistência à compressão
Os ensaios de resistência à compressão dos corpos-de-prova e dos blocos de concreto
seguiram, respectivamente, as recomendações das normas:
• NBR 5739 (1994) – Ensaio à compressão de corpos-de-prova cilíndricos de
concreto;
• NBR 7184 (1991) – Blocos vazados de concreto simples para alvenaria -
Determinação da resistência a compressão.
Estes ensaios tiveram o objetivo de avaliar o comportamento dos corpos-de-prova e
dos blocos de concreto, para diferentes composições, frente aos resultados de
resistência.
3.4.7 - Ensaio de absorção por imersão
Na mesma maneira que na resistência à compressão, o ensaio de absorção teve como
objetivo avaliar os corpos-de-prova e os blocos de concreto quanto à absorção por
imersão. Para este ensaio foram seguidas as recomendações das normas:
• NBR 9778 (1987) – Argamassa e concreto endurecido determinação da absorção
de água por imersão, índice de vazios e massa específica.
• NBR 13118 (1991) – Blocos vazados de concreto simples para alvenaria -
Determinação da absorção de água, do teor de umidade e da área líquida.

52
3.5 - PROGRAMA PILOTO
No presente item deste capítulo, serão descritos os procedimentos iniciais referentes ao
estudo dos parâmetros de mistura. Estes estudos se resumem em: avaliação da massa
específica da mistura no estado fresco e endurecido (para diferentes composições
granulométricas), consistência de moldagem da mistura e tempo de adensamento.
Para início dos trabalhos estabeleceu-se o traço 1:10 (1:m - cimento e agregado em
massa), como traço piloto, definido com base na literatura referente à produção de
blocos de concreto (ABCP, 1978). A partir dos estudos desenvolvidos com este traço
foi possível avaliar novas composições e definir quais os procedimentos a serem
adotados com o entulho reciclado.
3.5.1 - Massa específica no estado fresco
Os estudos referentes à avaliação da massa específica do concreto no estado fresco,
tiveram como objetivo investigar o comportamento dos materiais para diversos valores
de umidade e de composições granulométrica. No geral, a massa específica traduz de
forma tecnológica o grau de compacidade e empacotamento dos materiais. Estes
estudos foram desenvolvidos com a utilização da mesa vibratória, conforme o ensaio
descrito no item 3.4.2.
As diferentes composições granulométricas dos agregados foram obtidas variando-se
as percentagens entre os agregados A e B na composição do agregado total, sendo estas
variações identificadas em função da percentagem do agregado A. O ensaio foi
executado para um tempo fixo de adensamento na mesa vibratória de 20 segundos.
Optou-se por fixar o tempo, uma vez que, um dos objetivos de se realizar este ensaio,
era avaliar as diferentes composições, sob uma mesma energia de adensamento. Este
tempo foi definido em função de vários testes preliminares, para diferentes teores de
umidade, onde se constatou que as misturas apresentavam um adensamento
satisfatório nesta condição.
Os resultados deste estudo estão apresentados na Figura 3.8.

53
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
6,36 7,27 8,18 9,09 10,00 10,91 11,82 12,73 13,64
H (%)
Mas
sa e
spec
ífica
no
esat
do fr
esco
(g/d
m3)
20% 30% 40% 50% 60% 70%Agregado A em % ==>
Figura 3.8 – Massa específica da mistura no estado fresco em função da umidade para diferentes percentagens de agregado A
Apesar das curvas não indicarem valores de umidade que caracterizam um valor
máximo de massa específica, observa-se uma íntima relação entre estas grandezas.
Sabe-se ainda que, em muitas situações, o teor de umidade que determina um máximo
valor de massa específica, não oferece condições de moldagem nas vibro-prensas,
utilizadas na produção dos blocos de concreto (TANGO, 1984). A partir deste estudo,
cabe analisar, dentre os resultados encontrados, qual o teor de umidade que fornece
uma máxima massa específica, para os critérios de operacionalidade do equipamento
utilizado.
Quanto a granulometria, identifica-se que os valores de massa específica são
relativamente maiores à medida que a percentagem do agregado A, tende a diminuir na
mistura. Para as composições analisadas a que apresentou maio valor de massa
específica foi a composição com 20% do agregado A. Este comportamento pode ser
justificado em função de um melhor grau de empacotamento obtido entre as partículas
(para as condições de adensamento e umidade utilizadas). Em função dos resultados
obtidos, esta composição foi considerada como referência para os novos estudos no
programa piloto.

54
3.5.2 - Determinação da consistência de moldagem
A aplicação deste procedimento teve como objetivo mensurar o grau de consistência
da mistura para as condições de moldagem dos blocos na vibro-prensa, a ser utilizada
na pesquisa. Para o estudo, esta consistência foi denominada de “consistência de
moldagem” e a umidade correspondente, foi denominada de “umidade de moldagem”.
Este parâmetro foi empregado como referência na definição dos estudos subsequentes.
O ensaio utilizado está descrito no item 3.4.1.
Inicialmente para o traço 1:2:8 (cimento, agregado A (20 %), agregado B (80 %)),
variou-se o teor de umidade até atingir condições de moldagem dos blocos de concreto
na vibro-prensa (conforme item 3.4.4). Como critério, analisou-se para qual teor de
umidade máximo a prensa oferecia condições de moldagem com um rendimento
satisfatório. Após esta análise, reproduziu-se o traço escolhido e mensurou-se, a partir
do ensaio de consistência, o tempo Vebe em segundos. A Figura 3.9 ilustra como foi
fixado este parâmetro. Deste estudo estabeleceu-se o tempo de 10 s como determinante
da consistência de moldagem dos blocos na vibro-prensa.
Este parâmetro foi utilizado, para todas as composições, na moldagem dos corpos-de-
prova cilíndricos e dos blocos de concreto, ou seja, todas as composições estudadas
devem ter um teor de umidade que permita um tempo Vebe de 10 s (nas condições do
ensaio adaptado conforme item 3.4.1).

55
A
A
Adensamento
Adensamento
10 T3 T2 T (s)
Adensamento
H%1
H%2
H%3
H%4 = umidade de moldagem
Amostra ensaiada
Figura 3.9 – Determinação da umidade de moldagem
3.5.3 - Determinação do tempo de adensamento
Este estudo teve como objetivo investigar, em função do tempo de adensamento, qual
a energia de compactação necessária para moldar os blocos de concreto, respeitando-se
determinados critérios que serão discutidos a seguir. Outro ponto necessário, foi a
compatibilização desta energia para a mesa vibratória, possibilitando a moldagem dos
corpos-de-prova cilíndricos com características de massa específica similares a obtida
nos blocos de concreto moldados na vibro-prensa.
Para moldagem dos blocos de concreto, o tempo de adensamento na vibro-prensa foi
definido empiricamente a partir da análise de vários testes de moldagem. Este tempo
variou entre 10 e 15 s.
Para o estabelecimento deste tempo os parâmetros considerados foram:
• adensamento e preenchimento do molde pela mistura;
• aparência dos blocos após a desforma;
• resistência dos blocos ao manuseio após a desforma; e
• a produtividade das operações.

56
Na moldagem dos corpos-de-prova cilíndricos, o tempo de adensamento foi
estabelecido em função da equivalência entre as massas específicas dos blocos de
concreto e dos corpos-de-prova (massa específica no estado endurecido). Para isso foi
necessário estudar qual o tempo de adensamento demandado pela mesa vibratória. Os
procedimentos utilizados foram:
• para o traço 1:2:8 (1:10 - cimento, 20 % agregado A e 80 % agregado B no
agregado total), o tempo de adensamento e a consistência de moldagem,
previamente estabelecido, moldou-se quatro blocos de concreto;
• após 24 h, mediu-se as dimensões dos blocos e as massas, determinando-se a massa
específica no estado endurecido;
• com o mesmo traço e a mesma consistência de moldagem, moldou-se corpos-de-
prova cilíndricos na mesa vibratória para diferentes tempos de adensamento,
variando-se de 5 em 5 s (item 3.4.3);
• após 24 h, mediu-se as dimensões e as massas dos corpos-de-prova e determinou-
se a massa específica no estado endurecido;
De posse dos resultados, determinou-se qual o tempo de adensamento na mesa
vibratória que fornecia valores de massa específica no estado endurecido (para os
corpos-de-prova cilíndricos), equivalente à massa específica dos blocos de concreto
(Figura 3.10).
Mas
sa e
spec
ífica
dos
CP’
s
Tempo de adensamento dos CP’s (s)
Massa específica dos blocos
Tempo de moldagem dos CP’s
Figura 3.10 – Ilustração da determinação do tempo de adensamento
para corpos-de-prova cilíndricos adensados na mesa vibratória

57
Para os blocos de concreto a massa especifica média obtida foi de aproximadamente
2355 g/dm3. Os resultados de massa específica no estado endurecido, em função do
tempo de adensamento, para os corpos-de-prova estão apresentados na Figura 3.11.
2200
2250
2300
2350
2400
2450
0 5 10 15 20 25 30 35 40
Tempo de adensamento (s)
Mas
sa e
spec
ífic
a (g
/dm
3)
Figura 3.11 – Comportamento da massa específica no estado endurecido em função
do tempo de adensamento – Corpos-de-prova cilíndricos
De acordo com estes critérios, verifica-se que um tempo de adensamento, na mesa
vibratória, em torno de 25 s fornecia uma energia de compactação equivalente a
desenvolvida pela vibro-prensa durante a moldagem dos blocos de concreto. Este
tempo foi utilizado como parâmetro para a moldagem de todos os corpos-de-prova
cilíndricos utilizados nas etapas de estudo dos parâmetros de mistura.
3.5.4 - Massa específica e resistência em função da umidade de moldagem
Na sequência, os estudos prosseguiram para uma análise da influência da umidade da
mistura, nos resultados de massa específica e resistência à compressão, para concretos
no estado endurecido. Este estudo foi realizado, em corpos de prova cilíndricos
(moldados conforme item 3.4.3), com o tempo de adensamento de 25 s (estabelecido
no estudo anterior), para a composição com 20% do agregado A (traço 1:2:8). Os
valores de umidade considerados variaram entre 4,5% e 8,2%, aproximadamente.
Quanto à consistência, as misturas analisadas estão caracterizadas na Tabela 3.6. Os
resultados desse estudo estão apresentados na Figura 3.12.

58
Tabela 3.6 – Caracterização da composição com 20 % de agregado A em função da umidade
Descrição Umidade da mistura (%) Extremamente seco 4,5 – 5,0
Muito rijo 5,0 – 6,5 Rijo 6,5 – 7,5
Plástico 7,5 – 8,2
2050
2100
2150
2200
2250
2300
2350
2400
2450
2500
4 5 6 7 8 9
H%
Mas
sa e
spec
ífic
a (g
/dm
3)
(a) Massa específica no estado endurecido
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
4 5 6 7 8 9
H%
Res
istê
ncia
à co
mpr
essã
o (M
pa)
(b) Resistência à compressão
Figura 3.12 – Influência da umidade de moldagem na massa específica no estado endurecido e na resistência à compressão – Traço com 20% agregado A
Como era de se esperar, os resultados apresentados indicam uma nítida relação entre as
variações de umidade e os resultados obtidos, sendo estes, influenciados pelas
condições de arranjo entre as partículas, que são provocadas pala umidade da mistura.
Comportamento semelhante foi ilustrado na revisão da literatura, onde dentro de certos
limites que caracterizam o concreto seco, os valores de massa específica e resistência,
tendem a aumentar (TANGO, 1984). Na Figura 3.12 para a umidade da mistura entre
4,5% a 6,5%, variando de extremamente seco a muito rijo, não caracteriza uma
condição ótima de acomodação, já para valores entre 6,5% e 7,5%, essas condições
são mais favorecidas. Para valores de umidade acima de 7,5 %, a mistura entra na
região, onde o concreto é considerado plástico. Pela Figura 3.12, observa-se que a
umidade de moldagem dos blocos de concreto, para a composição analisada (traço
1:2:8), encontra-se próxima de 6,5%, ou seja, o limite entre o concreto rijo e muito
rígido. Esta estimativa não deve ser aceita como parâmetro para os estudos
subsequentes, uma vez que, cada composição apresenta características diferenciadas, o
que influencia consideravelmente nos valores de umidade de moldagem (conforme
ilustra a Figura 3.8).

59
3.6 - SÉRIES DE ENSAIOS
Uma vez concluído os estudos preliminares, onde se definiram todos os procedimentos
e parâmetros a serem adotados para a produção dos corpos-de-prova cilíndricos e dos
blocos de concreto, foram definidas as séries de ensaio, a serem utilizadas no estudo
dos parâmetros de mistura. A maior parte desse estudo foi feita em corpos-de-prova
cilíndricos (10x20) cm moldados segundo os procedimentos descritos no item 4.4.3,
considerando ainda, os critérios de consistência de moldagem (tempo Vebe de 10 s), e
o tempo de adensamento de 25 s. A partir da analise dos resultados obtidos, com as
composições consideradas ótimas15, moldou-se blocos de concreto com dimensões
(10x19x39) cm. Durante esta etapa, os procedimentos adotados estão descritos no item
4.4.4, devendo-se destacar que, para os blocos de concreto, também foram adotados os
critérios de consistência de moldagem previamente estabelecidos no estudo com os
corpos-de-prova cilíndricos.
Para os corpos-de-prova com materiais convencionais, a proporção
aglomerante:agregado foi avaliada em 3 traços: 1:6, 1:8, 1:10 (cimento e agregados em
massa). Com relação ao entulho reciclado, a proporção avaliada foi apenas no traço
1:10. Optou-se por este procedimento, em função do traço 1:10 ser o mais analisado ao
longo da pesquisa, sendo parte dos objetivos desse estudo apenas avaliar o
comportamento do entulho como agregado na composição, frente às propriedades
antes avaliadas com os materiais convencionais.
Para os agregados convencionais, as composições granulométricas foram analisadas a
partir da variação percentual entre o agregado A e B, na composição da parcela total de
agregados, conforme indica a Tabela 3.7.
15 Composições que apresentaram melhor desempenho para as propriedades avaliadas no estudo

60
Tabela 3.7 - Séries de ensaios em corpos-de-prova cilíndricos (10x20) cm – Agregados convencionais
% Agregados Quantidade por ensaio Materiais Séries
% A % E % B Massa specífica
Resistência Absorção CAP10-0 0 0 100 6 4 2
CAP10-10 10 0 90 6 4 2 CAP10-20 20 0 80 6 4 2 CAP10-30 30 0 70 6 4 2 CAP10-40 40 0 60 6 4 2 CAP10-50 50 0 50 6 4 2 CAP8-10 10 0 90 8 5 3 CAP8-20 20 0 80 8 5 3 CAP8-30 30 0 70 8 5 3 CAP8-40 40 0 60 8 5 3 CAP6-0 0 0 100 8 5 3 CAP6-10 10 0 90 8 5 3 CAP6-20 20 0 80 8 5 3
Traço: Agregados A e B
CAP6-30 30 0 70 8 5 3 Total de corpos-de-prova analisados 100 64 36
Legenda: CAP10-10 – Corpos-de-prova cilíndricos com Agregado convencionais, traço 1:10, com 10% de agregado A Para o entulho reciclado foram previstas variações apenas de ajuste na curva
granulométrica, a partir das composições ótimas determinadas com o agregados
convencionais para o traço 1:10. Estas composições estão indicadas na Tabela 3.8.
Tabela 3.8 - Séries de ensaios em corpos-de-prova cilíndricos (10x20) cm – Entulho reciclado
% Agregados Quantidade por ensaio Materiais Séries % A % E % B Massa
específica Resistência Absorção
CEP10-70 0 70 30 8 5 3 CEP10-60 0 60 40 8 5 3 CEP10-50 0 50 50 8 5 3 CEP10-40 0 40 60 8 5 3
Traço: Entulho e Agregado B
CEP10-30 0 30 70 8 5 3 Total de corpos-de-prova analisados 40 25 15
Legenda: CEP10-70 – Corpos-de-prova cilíndricos com Entulho reciclado, traço 1:10, com 10% de agregado A
As séries de blocos de concreto, avaliadas durante a pesquisa, para os agregados
convencionais e o entulho reciclado, estão apresentadas na Tabela 3.9. Para os
materiais convencionais, foram moldados blocos de concreto para as composições, que
apresentaram melhor desempenho, para os traços 1:6, 1:8 e 1:10. Para o entulho
reciclado, foram moldados blocos de concreto para 2 composições com melhores
resultados, para as propriedades avaliadas. Finalizando o estudo com o entulho, foi
moldada uma série de blocos de concreto, sem considerar as faixas granulométricas do

61
entulho inferior a 2,4 mm, procurando-se avaliar a influência dos finos nas
propriedades dos blocos.
Tabela 3.9 - Série de ensaios em blocos de concreto (10x19x39) cm
% Agregados Quantidade por ensaio Materiais Séries
% A % E % B Massa específica
Resistência Absorção BAP10-20 20 0 80 12 8 4 BAP8-20 20 0 80 12 8 4
Traço: Agregados A e B
BAP6-20 20 0 80 12 8 4 BEP10-30 0 30 70 12 8 4 BEP10-50 0 50 50 12 8 4
Traço: Entulho e Agregado B
BAEP10-20 20 40 40 12 8 4 Total de blocos analisados 72 48 24
Legenda: BAP10-20 – Blocos de concreto com Agregados convencionais, traço 1:10, com 20% de agregado A BEP10-70 – Blocos de concreto com Entulho reciclado, traço 1:10, com 30% de agregado A
Conforme identificado nas Tabelas 3.7, 3.8 e 3.9 todas as séries (em corpos-de-prova e
em blocos de concreto) foram avaliadas quanto à umidade de moldagem, massa
específica no estado endurecido, resistência à compressão e à absorção de água por
imersão. Maiores detalhes sobre o estudo estão apresentados no Capítulo 4.

62
4 - RESULTADOS E DISCUSSÕES
4.1 - RESULTADOS DAS SÉRIES DE ENSAIOS
Neste capítulo serão apresentados e discutidos, para as séries de ensaios definidas, os
resultados referentes ao estudo das variáveis independentes: composição
granulométrica e proporção cimento agregado, frente às grandezas: umidade de
moldagem, massa específica no estado endurecido, absorção por imersão e resistência
à compressão, definida anteriormente como variáveis dependentes do estudo (Figura
3.1).
Inicialmente serão apresentados os resultados obtidos em corpos-de-prova cilíndricos e
em seguida os resultados obtidos em blocos de concreto, considerando, em ambos os
casos, composições com materiais convencionais e composições com entulho
reciclado.
4.1.1 - Corpos-de-prova cilíndricos: Agregados convencionais
A seguir serão apresentados os resultados das séries de ensaios desenvolvidas em
corpos-de-prova cilíndricos, para as composições com agregados convencionais. Este
estudo foi feito considerando variações nas proporções entre os agregados A e B, na
composição do agregado total, e variações na proporção cimento:agregado. Os
resultados apresentados, se referem a média dos valores individualmente obtidos em
cada série.
4.1.1.1 - Umidade de moldagem dos corpos-de-prova
Como primeiro resultado, as Figuras 4.1 e 4.2, apresentam o estudo referente a
umidade de moldagem dos corpos-de-prova. Cabe lembrar que os valores de umidade
foram determinados para cada composição na condição de consistência de moldagem,
conforme procedimento descrito no item 3.5.2 do programa piloto.

63
Na Figura 4.1-(a), observa-se que, com o aumento da percentagem de agregado A na
composição dos agregados, a umidade de moldagem dos corpos-de-prova., também
aumenta.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP10-0 CAP10-10 CAP10-20 CAP10-30 CAP10-40 CAP10-50
Séries analisadas
H%
(a) Traço 1:10 com 0%, 10%, 20%, 30%, 40% e 50% de agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP8-10 CAP8-20 CAP8-30 CAP8-40
Séries analisadas
H%
(b) Traço 1:8 com 10%, 20%, 30% e 40% de areia de agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP6-0 CAP6-10 CAP6-20 CAP6-30
Séries analisadas
H%
(c) Traço 1:6 com 0%, 10%, 20% e 30% de agregado A
Figura 4.1 – Umidade de moldagem dos corpos-de-prova, em função da % de agregado A – Agregados convencionais
Para os demais casos, Figura 4.1-(b) e (c) (Traços 1:8 e 1:6), considerando os mesmos
parâmetros de consistência de moldagem, este comportamento ainda persiste
(aumenta), apesar de ser menos significativo que no caso anterior (Traço 1:10).

64
O aumento nos valores de umidade de moldagem, com o aumento da percentagem do
agregado A na mistura, pode ser explicado, por fatores que influenciam diretamente
nessa grandeza, destacando-se:
• pelo aumento da superfície de molhagem, uma vez que o agregado A, apresenta
uma dimensão máxima característica igual a 2,4 mm (Tabela 3.3);
• pelo grau de absorção de água do agregado A, relativamente superior a do agregado
B (Tabela 4.1), resultando em um teor de umidade mais elevado para corrigir tal
característica do agregado;
• pelas condições de arranjo entre as partículas (incluindo o cimento) alteradas pelo
aumento da percentagem do agregado A na mistura, tendo-se que aumentar o teor
de umidade para as mesmas características de consistência de moldagem.
Quando a análise dos resultados de umidade de moldagem é feita com relação a
variação na proporção cimento:agregado, para uma mesma composição
granulométrica (Figuras 4.2-(a), (b), (c)), observa-se que houve pouca influência dessa
variável, nos teores de umidade.
Os resultados apresentados indicam que a umidade da mistura, necessária para obter
uma dada consistência de moldagem (definida em função dos equipamentos utilizados
na produção dos blocos de concreto), sofre grande influência da composição
granulométrica dos agregados, bem como da característica dos mesmos (dimensão,
forma, absorção, dentre outros). Estes aspectos reforçam as idéias contrárias às
especificações de faixas granulométricas ideais para a produção dos blocos de
concreto apontadas por alguns autores (PFEIFFENBERGER, 1985 apud MEDEIROS,
1993).

65
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP6-10 CAP8-10 CAP10-10
Séries analisadas
H%
(a) Traços 1:6, 1:8 e 1:10, com 10% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP6-20 CAP8-20 CAP10-20
Séries analisadas
H%
(b) Traços 1:6, 1:8 e 1:10, com 20% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
CAP6-30 CAP8-30 CAP10-30
Séries analisadas
H%
(c) Traços 1:6, 1:8 e 1:10, com 30% do agregado A
Figura 4.2 – Umidade de moldagem dos corpos-de-prova,
em função da proporção cimento:agregado – Agregados convencionais
4.1.1.2 - Massa específica dos corpos-de-prova no estado endurecido
As Figuras 4.3 e 4.4, apresentam os resultados de massa específica no estado
endurecido, obtidos em corpos-de-prova. Para o traço 1:10, Figura 4.3-(a), identifica-
se comportamentos distintos para as diferentes composições granulométricas
analisadas. Inicialmente para percentagens baixas do agregado A os corpos-de-prova
apresentaram valores de massas específicas baixos. Com o aumento da percentagem
do agregado A, os valores de massas específicas tendem a um valor maior, decaindo a
medida que essa percentagem aumenta.
Esta configuração se repete com grande semelhança para os demais casos, Figuras 4.3-
(b) e (c) (Taços 1:8 e 1:6), embora o maior valor tenha sido superior ao apresentado
para o traço 1:10 (Figura 4.3-(a)).

66
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP10-0 CAP10-10 CAP10-20 CAP10-30 CAP10-40 CAP10-50
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
(a) Traço 1:10 com 0%, 10%, 20%, 30%, 40% e 50% do agregado A
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP8-10 CAP8-20 CAP8-30 CAP8-40
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
(b) Traço 1:8 com 10%, 20%, 30% e 40% do agregado A
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP6-0 CAP6-10 CAP6-20 CAP6-30
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
(c) Traço 1:6 com 0%, 10%, 20% e 30% do agregado A
Figura 4.3 – Massa específica dos corpos-de-prova em função da % de agregado A – Agregados convencionais
Este comportamento pode ser explicado devido aos seguintes fatores:
• no trecho ascendente, a percentagem do agregado A e o teor de cimento não são
suficientes para preencher os vazios existentes entre os grãos do agregado B
(dimensão máxima característica igual a 9,5 mm);
• à medida que a percentagem do agregado A aumenta, os vazios são preenchidos,
caracterizando uma acomodação ideal entre as partículas, indicando valores
máximos de massa específica (condição de máximo empacotamento entre as
partículas);
• quando a percentagem do agregado A aumenta, a partir do ponto máximo de massa
específica, o mesmo começa a substituir os grão do agregado B contribuindo com
dois fatores: em primeiro lugar, reduzindo a massa específica dos corpos-de-prova,
já que a massa específica do agregado A é menor que a do agregado B e, em

67
segundo lugar, o aumento na percentagem do agregado A, traz como consequência
um aumento no volume de vazios (na forma de vazios menores), reduzindo o
empacotamento.
Na média, os resultados apresentados no estudo da variação da composição
granulométrica, indicam valores máximos de massa específica, para as faixas entre
10% de 20% do agregado A.
Variado-se a proporção cimento:agregado, na Figuras 4.4-(a), observa-se uma grande
influencia nos valores de massa específica (diminui com aumento da proporção
cimento agregado para o mesmo teor de areia). Neste caso, os grãos de cimento, além
de possuírem maior massa específica, as dimensões de seus grãos são
significativamente inferiores as do agregado A e B, preenchendo os vazios ainda
existentes nas composições analisadas aumentando o empacotamento.
Nas Figuras 4.4-(b) e (c), à medida que a percentagem de areia aumenta e a
acomodação entre as partículas tende a um valor máximo, a influência da proporção
cimento:agregado é diminuída.

68
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP6-10 CAP8-10 CAP10-10
Séries analisadas
Mas
sa e
spec
ífic
a
(a) Traços 1:6, 1:8 e 1:10, com 10% do agregado A
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP6-20 CAP8-20 CAP10-20
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
(b) Traços 1:6, 1:8 e 1:10, com 20% do agregado A
2100,0
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
CAP6-30 CAP8-30 CAP10-30
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
(c) Traços 1:6, 1:8 e 1:10, com 30% do agregado A
Figura 4.4 – Massa específica dos corpos-de-prova em função da proporção cimento:agregado – Agregados convencionais
Deve-se ressaltar ainda que a massa específica dos corpos-de-prova está intimamente
relacionada com a umidade de moldagem, nesse caso, decorrente da consistência de
moldagem. Este fato pode ser constatado a partir da Figura 4.5, onde está apresentado
o comportamento da massa específica frente aos valores de umidade de moldagem.
Os teores de umidade apresentados para as séries, provavelmente não são os que
indicam um valor máximo de massa específica para cada mistura estudada, mas sim as
decorrentes da umidade necessária para se atingir a consistência de moldagem. Deste
modo, evidencia-se que as proporções entre os materiais exercem influência muito
significativa na definição do teor de umidade, necessário para as operações de
moldagem.

69
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
4,00 5,00 6,00 7,00 8,00 9,00 10,00
H (%)
Mas
sa e
spec
ífic
a (g
/dm
3)
Série CAP10Série CAP8Série CAP 6
Figura 4.5 – Comportamento da massa específica em função da umidade de
moldagem – Agregados convencionais
4.1.1.3 - Absorção de água por imersão
Para os resultados de absorção por imersão (Figura 4.6), observa-se comportamento
inverso aos de massa específica. As faixas granulométricas com maiores massas
específicas apresentaram menores valores de absorção.
Este comportamento pode ser explicado a partir de um raciocínio análogo ao descrito
para os resultados de massa específica, uma vez que a absorção de água por imersão
esta relacionada com o índice de vazios (compacidade). Para as faixas granulométricas
caracterizadas por valores menores de massa específica, resultantes de uma
distribuição granulométrica que induz um maior índice de vazios, implica em valores
maiores de absorção. Quando a distribuição granulométrica tende a proporções ideais,
tendo como resultados valores máximos de massa específica e menor índice de vazios,
a absorção de água por imersão, tende a diminuir.

70
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP10-0 CAP10-10 CAP10-20 CAP10-30 CAP10-40 CAP10-50
Séries analisadas
Abs
orçã
o (%
)
(a) Traço 1:10 com 0%, 10%, 20%, 30%, 40% e 50% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP8-10 CAP8-20 CAP8-30 CAP8-40
Séries analisadas
Abs
orçã
o (%
)
(b) Traço 1:8 com 0%, 10%, 20%, 30%, 40% e 50% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP6-0 CAP6-10 CAP6-20 CAP6-30
Séries analisadas - Traço 1:6
Abs
orçã
o (%
)
(c) Traço 1:6 com 0%, 10%, 20%, 30%, 40% e 50% do agregado A
Figura 4.6 – Absorção de água por imersão dos corpos-de-prova em função da % do agregado A – Agregados convencionais
Quando a análise é feita a partir da proporção cimento:agregado, Figura 4.7, observa-
se que, para percentagens menores de areia na composição (Figura 4.7-(a)), a
influencia da proporção cimento:agregado é extremamente visível. Nos demais casos
(Figura 4.7-(b) e (c)), apesar das variações persistirem, não são tão significativas como
no caso anterior. Este comportamento está em consonância com os resultados de
massa específica já apresentados anteriormente.

71
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP6-10 CAP8-10 CAP10-10
Séries analisadas
Abs
orçã
o (%
)
(a) Traços 1:6, 1:8 e 1:10, com 10% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP6-20 CAP8-20 CAP10-20
Séries analisadas
Abs
orçã
o (%
)
(b) Traços 1:6, 1:8 e 1:10, com 20% do agregado A
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
CAP6-30 CAP8-30 CAP10-30
Séries analisadas
Abs
orçã
o (%
)
(c) Traços 1:6, 1:8 e 1:10, com 30% do agregado A
Figura 4.7 – Absorção de água por imersão dos corpos-de-prova em função
da proporção cimento:agregado – Agregados convencionais
Os resultados apresentados até o momento indicam uma íntima relação entre os
valores de massa específica e absorção. As hipóteses levantadas para explicação dos
resultados de massa específica são corroboradas pelos resultados de absorção por
imersão. Este comportamento é fortemente evidenciado quando se analisa os
resultados de massa específica em função dos resultados de absorção (Figura 4.8),
onde para diferentes percentagens do agregado A e diferentes proporções
cimento:agregado, observa-se que a massa específica e a absorção apresentam
comportamentos inversos.

72
2150,0
2200,0
2250,0
2300,0
2350,0
2400,0
2450,0
2500,0
4,00 4,50 5,00 5,50 6,00 6,50 7,00 7,50
Absorção (%)
Mas
sa e
spec
ífic
a (g
/dm
3)
Figura 4.8 – Comportamento da massa específica em função da absorção por
imersão – Agregados convencionais
Como era de se esperar, também é possível identificar certa relação entre os valores de
absorção de água por imersão e umidade de moldagem (Figura 4.9). Este fato,
contribui com as hipóteses da inter-relação entre variáveis, abordado durante a
elaboração do programa experimental.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
4,00 5,00 6,00 7,00 8,00 9,00 10,00
H (%)
Abs
orçã
o po
r im
ersã
o (%
)
Série CAP10Série CAP8
Série CAP 6
Figura 4.9 – Comportamento da absorção por imersão em função
da umidade de moldagem – Agregados convencionais

73
4.1.1.4 - Resistência à compressão
Neste item, são apresentados os resultados de resistência à compressão, dos corpos-de-prova, para as séries analisadas. A Figura 4.10, apresenta comportamento similar aos resultados de massa específica já
discutidos. Os máximos valores obtidos foram nas composições com 20% (traços 1:10
e 1:8) e 10% (traço 1:6) de areia o que indica um certo deslocamento da curva para a
esquerda, a medida que o teor de cimento aumenta na composição.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP10-0 CAP10-10 CAP10-20 CAP10-30 CAP10-40 CAP10-50
Séries analisadas
Res
istê
ncia
(MPa
)
(a) Traço 1:10 com 0%, 10%, 20%, 30%, 40% e 50% do agregado A
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP8-10 CAP8-20 CAP8-30 CAP8-40
Séries analisadas
Res
istê
ncia
(M
Pa)
(b) Traço 1:8 com 10%, 20%, 30% e 40% do agregado A
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP6-0 CAP6-10 CAP6-20 CAP6-30
Séries analisadas - Traço 1:6
Res
istê
ncia
(c) Traço 1:6 com 0%, 10%, 20% e 30% do agregado A
Figura 4.10 – Resistência à compressão dos corpos-de-prova em função
da proporção cimento:agregado – Agregados convencionais
Estas faixas granulométricas coincidem com as faixas de máxima massa específica e
mínima absorção, já discutida anteriormente.
Os resultados indicam, a influência da composição granulométrica na resistência à
compressão dos corpos-de-prova. Para um mesmo teor de cimento, observa-se que a

74
diferença entre os máximos e os mínimos valores de resistência, que chegam à
8,3MPa, 8,4MPa, 9,6MPa (Figuras 4.10 - (a), (b) e (c) respectivamente), são bastante
consideráveis. Este comportamento indica ainda que essas diferenças tendem a
aumentar com o aumento do teor de cimento na composição. Portanto, deve-se
destacar que a busca por uma composição granulométrica considerada ideal (para
certos critérios de desempenho), entre as partículas constituintes (incluindo o cimento),
pode ter como resultado reduções bastante significativas no consumo de cimento, para
uma mesma resistência desejada, ou seja, significativa redução de custo.
Quando se analisa a proporção cimento:agregado em diferentes traços (Figura 4.11),
para uma mesma composição granulométrica (mesma percentagem de agregado A),
observa-se à influência direta do consumo de cimento na resistência. Exemplificando,
na Figura 4.11-(a) ao se reduzir o consumo de cimento (aumentando a proporção
cimento:agregado), para a mesma % de areia observa-se redução na resistência de 35,0
MPa para 14,5 e 10,0 MPa. Como era de se esperar, traços com teores maiores de
cimento apresentam maiores resistências.
A analise da Figura 4.11 indica ainda outro aspecto de elevada importância. Ao
aumentar a percentagem do agregado A de 10 % para 20 % (Figuras 4.11-(a) e (b)
respectivamente), o traço 1:6 (Série CAP6) apresenta uma pequena redução de
resistência, entretanto para os traços 1:8 e 1:10, observa-se um aumento significativo
de resistência. Tal fato pode ser justificado em função do melhor arranjo obtido para a
composição com 20 % de agregado A (Figura 4.11-(b)). Ao passar de 20 % para 30 %
do agregado A na composição, observa-se uma certa redução dos valores de resistência
para todas as composições (1:6, 1:8, 1:10). Um comportamento semelhante a este, foi
identificado nos resultados de massa específica no estado endurecido, para as mesmas
séries analisadas (Figura 4.4).

75
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP6-10 CAP8-10 CAP10-10
Séries analisadas
Res
istê
ncia
(MPa
)
(a) Traços 1:6, 1:8 e 1:10, com 10% do agregado A
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP6-20 CAP8-20 CAP10-20
Séries analisadas
Res
istê
ncia
(MPa
)
(b) Traços 1:6, 1:8 e 1:10, com 20% do agregado A
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
CAP6-30 CAP8-30 CAP10-30
Séries analisadas
Res
istê
ncia
(M
Pa)
(c) Traços 1:6, 1:8 e 1:10, com 30% do agregado A
Figura 4.11 – Resistência à compressão dos corpos-de-prova em função
da proporção cimento:agregado – Agregados convencionais
Os resultados de resistência à compressão apresentados, indicam a grande influência
das variáveis independentes: composição granulométrica e proporção
cimento:agregado, ambas com significativo grau de influência. Entretanto, deve-se
destacar novamente a importância dos estudos em busca da relação entre composições
granulométricas e propriedades que permitam desempenho satisfatório.
Quanto à inter-relação observada entre os resultados de massa específica e de absorção
por imersão, evidencia-se o mesmo comportamento com os resultados de resistência
(Figura 4.12). Quando se analisa a resistência em função da massa específica (Figura
4.12-(a)) e em função da absorção de água por imersão (Figura 4.12-(b)), constata-se
que os resultados apresentam elevado grau de relacionamento. De uma forma geral,
esse aspecto tem como resultado, composições com valores relativamente maiores de

76
massa específica, caracterizados por valores relativamente menores de absorção de
água por imersão, apresentando maiores valores de resistência à compressão.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
2150,0 2200,0 2250,0 2300,0 2350,0 2400,0 2450,0 2500,0
Massa específica (g/dm3)
Res
istê
ncia
(M
Pa)
(a) Resistência à compressão x massa específica
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
4,00 4,50 5,00 5,50 6,00 6,50 7,00 7,50
Agsorção (%)
Res
istê
ncia
(M
Pa)
(b) Resistência à compressão x absorção por imersão
Figura 4.12 – Comportamento da resistência em função da massa específica e da absorção por imersão – Agregados convencionais
Esta inter-relação, como não seria diferente dos demais casos já analisados, também é
identificada entre os resultados de resistência à compressão e umidade de moldagem
(Figura 4.13).
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
4,00 5,00 6,00 7,00 8,00 9,00 10,00
H (%)
Res
istê
ncia
(MPa
)
Série CAP10
Série CAP8
Série CAP 6
Figura 4.13 – Comportamento da resistência em função da umidade de moldagem – agregados convencionais
A partir dos resultados apresentados resta perguntar – O que é decisivo para aumentar
a resistência de um concreto com essas características? Aumentar o teor de cimento?
Os resultados indicam que, para um mesmo consumo de cimento (proporção
cimento:agregado) o ideal é otimizar a umidade de moldagem, em função de critérios
relacionados a um melhor arranjo entre as partículas da composição (cimento e

77
agregado), para valores máximos de massa específica e mínimos de absorção de água
por imersão.
Para melhor ilustrarmos o comportamento dos diferentes resultados obtidos elaborou-
se um gráfico evidenciando as variações e a distribuição ao longo das séries de ensaio
(Figura 4.14). No eixo das abcissas estão indicadas as séries de estudo, enquanto nas
ordenadas, procurou-se expressar cada valor obtido com relação à média dos valores.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
CAP10-0 CAP10-10 CAP10-20 CAP10-30 CAP10-40 CAP10-50 CAP8-10 CAP8-20 CAP8-30 CAP8-40 CAP6-0 CAP6-10 CAP6-20 CAP6-30
Séries analisadas
Res
ulta
dos
rela
tivos
Massa específica Resistência Absorção Umidade
Traço: 1:10 Traço: 1:8 Traço: 1:6
Figura 4.14 – Resultados relativos das séries de ensaios
A Figura 4.14 indica, no geral, vários aspectos, muitos já discutidos nos itens
anteriores. Entretanto cabe destacar:
• a umidade, como já indicado anteriormente, sofre influência mais significativa da
distribuição dos agregados, sendo as variações observadas em cada traço;
• para os resultados de massa específica no estado endurecido, as variações em torno
da média são relativamente pequenas, se comparadas aos demais resultados,
entretanto para cada traço observam-se pontos de máximo e mínimo;

78
• os valores de absorção e de resistência à compressão sofrem grandes variações em
torno da média, sendo evidente a influência da granulometria e da proporção
cimento:agregado;
• com o aumento do teor de cimento, a absorção tende a decair para valores
inferiores à média. Comportamento inverso é observado para a resistência, pois
seus valores aumentam consideravelmente em relação à média;
• para cada traço analisado os valores máximos de massa específica, absorção e
resistência coincidem nas mesmas faixas granulométricas, como indicado
anteriormente na análise individual dos resultados.
4.1.2 - Corpos-de-prova cilíndricos: Entulho reciclado
A seguir serão apresentados os estudos referentes às composições com entulho
reciclado. Este estudo teve como parâmetros de referência as curvar granulométricas
que obtiveram melhores resultados nos estudos anteriores com materiais
convencionais.
4.1.2.1 - Composição granulométrica do entulho
Na média, as faixas com melhores resultados de massa específica, resistência à
compressão e absorção por imersão, estão compreendidas entre 10% e 20% do
agregado A na composição. Sendo assim, procurou-se ajustar a granulometria do
entulho a este intervalo, Figura 4.15.

79
0
10
20
30
40
50
60
70
80
90
10012,59,56,34,82,41,20,60,30,150,075Fundo
Abertura das peneiras (mm)
% A
cum
ulad
a Agregado B
Entulho
10% de Areia
20% de Areia
Figura 4.15 – Curva granulométrica: entulho reciclado e composições
com 10% e 20% do agregado A
Como o entulho apresentou uma faixa granulométrica inferior às faixas
granulométricas de melhores resultados (Figura 4.14), a idéia foi adicionar o agregado
na composição, ajustando a curva ao intervalo desejado. Neste estudo as composições
que se enquadraram dentro destes limites foram definidas em: 70%, 60%, 50%, 40%,
30% de entulho, conforme Figura 4.16 e 4.17.
0
10
20
30
40
50
60
70
80
90
10012,59,56,34,82,41,20,60,30,150,075Fundo
Abertura das peneiras (mm)
% A
cum
ulad
a
10% agregado A
20% agregado A
70% de Entulho
60% de Entulho
50% de Entulho
Figura 4.16 – Granulometria: composições com 10% e 20% de areia
e composições com 70%, 60% e 50% de entulho

80
0
10
20
30
40
50
60
70
80
90
10012,59,56,34,82,41,20,60,30,150,075Fundo
Abertura das peneiras (mm)
% A
cum
ulad
a
10% agregado A
20% agregado A
40% de Entulho
30% de Entulho
Figura 4.17 – Granulometria: composições com 10% e 20% do agregado A
e composições com 40% e 30% de entulho
Após as definições das composições a serem estudadas, o passo seguinte foi moldar os
corpos-de-prova cilíndricos e submete-los aos ensaios. Nesta fase adotou-se os
mesmos procedimentos aplicados na moldagem e nos estudos dos corpos-de-prova
com materiais convencionais. A proporção cimento:agregado utilizado foi traço 1:10,
conforme já indicado na apresentação das séries de estudo (item 3.6). No estudo das
composições com entulho reciclado, pretende-se investigar se as tendências
identificadas com os materiais convencionais se repetem além de tentar mensurar a
influência do entulho nas propriedades. Os resultados apresentados correspondem à
média dos valores obtidos para cada série de estudo analisada.
Para facilitar a apresentação e a análise dos resultados, em cada estudo, foram
dispostos os resultados das séries correspondentes as faixas granulométricas adotadas
como referência (composições com 10% e 20% do agregado A). Deve-se salientar que
70% de entulho (na composição do agregado total), possui equivalência
granulométrica próxima de 20% do agregado A, nas composições com materiais
convencionais e, no outro extremo, 30% de entulho aproxima-se das composições com
10% do agregado A.

81
4.1.2.2 - Considerações sobre a mistura no estado fresco
Durante o processo de moldagem dos corpos-de-prova identificou-se visualmente que
a mistura no estado fresco apresentava comportamento diferente do observado com os
materiais convencionais. Basicamente as alterações se resumem em um grau de coesão
entre as partículas, maior do que o observado nos materiais convencionais, e uma certa
dificuldade de adensamento da mistura durante a moldagem dos corpos-de-prova.
Estes comportamentos podem ser justificados através de considerações relativas a
natureza da composição do entulho, onde se destacam:
• a presença de considerável parcela de materiais argilosos como solos, identificados
visualmente;
• o alto índice de materiais pulverulentos que foram comprovados através de ensaio
(Tabela 3.5);
• a estrutura de grande parte dos agregados, extremamente porosa, composta por
argamassas endurecidas e cacos cerâmicos, com influência direta no valor de
absorção de água dos agregados (Tabela 3.5).
4.1.2.3 - Umidade da mistura durante a moldagem
Numa primeira análise em função da percentagem de entulho na composição (Figura
4.18), observa-se que a umidade necessária para obter uma dada consistência aumenta
consideravelmente, à medida que a percentagem desse material também aumenta. Este
comportamento é evidenciado nas composições com 70% de entulho (CEP10-70),
onde o teor de umidade é próximo do dobro para a composição de referência
(materiais convencionais). Esta diferença tende a diminuir, à medida que certa
percentagem de entulho reciclado é reduzida na composição.

82
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
11,00
12,00
CAP10-20 CEP10-70 CEP10-60 CEP10-50 CEP10-40 CEP10-30 CAP10-10
Séries analisadas
H%
EntulhoConvencionais
Figura 4.18 – Umidade da mistura durante a moldagem dos corpos-de-prova
em função da % de entulho – Traços 1:10
Um desempenho similar, mas em menor escala, foi observado no estudo dos materiais
convencionais, no caso, influenciado pela percentagem do agregado A na composição.
Nas composições com entulho, este comportamento pode ser influenciado diretamente
pela natureza das partículas constituintes, já comentadas anteriormente.
4.1.2.4 - Massa específica no estado endurecido
A partir da Figura 4.19, observa-se que a massa específica, para 70% de entulho na
composição (CEP10-70), é extremamente baixa se comparada aos resultados com
materiais convencionais. Quando a percentagem é em torno de 50% a 30% (CEP10-50
e CEP10-30), a massa específica tende a aproximar dos valores obtidos com materiais
convencionais, para uma mesma equivalência granulométrica (composição com 10%
do agregado A).
Este comportamento pode ser justificado pelos seguintes fatores:
• a massa específica do entulho é relativamente menor que a do agregado B, sendo
assim, ao substituir o agregado B por entulho, a massa específica tende a diminuir;
• as dificuldades de adensamento da mistura observadas durante a moldagem,
influenciadas pelas maiores percentagens desse material na composição, têm como
resultado direto o aumento no volume de vazios e, consequentemente, redução na
massa específica.

83
1700,0
1800,0
1900,0
2000,0
2100,0
2200,0
2300,0
2400,0
2500,0
CAP10-20 CEP10-70 CEP10-60 CEP10-50 CEP10-40 CEP10-30 CAP10-10
Séries analisadas
Mas
sa e
spec
ífic
a (g
/dm
3)
EntulhoConvencionais
Figura 4.19 – Massa específica dos corpos-de-prova em função
da % de entulho – Traços 1:10
Quanto à análise da inter-relação entre resultados de massa específica no estado
endurecido e umidade de moldagem (Figura 4.20), apesar da curva não apresentar a
mesma configuração, observa-se um elevado grau de dependência entre as grandezas.
Para este caso, os resultados se mostraram influenciados pelas características
individuais do entulho reciclado. Tal fato indica, mais uma vez, a necessidade de se
avaliar todas as variáveis envolvidas no processo.
0,0
500,0
1000,0
1500,0
2000,0
2500,0
6,00 7,00 8,00 9,00 10,00 11,00 12,00
H (%)
Mas
sa e
spec
ífic
a (g
/dm
3)
Figura 4.20 – Comportamento da massa específica em função da umidade
de moldagem – Entulho reciclado

84
4.1.2.5 - Absorção por imersão
Os resultados de absorção indicam um comportamento já esperado para as
composições com grande percentagem de entulho, o alto índice de absorção. Na Figura
4.21, os valores para as composições com 70% e 60% (CEP10-70 e CEP10-60), em
alguns casos são maiores que o dobro dos valores de referência (materiais
convencionais). Esta influência é diminuída à medida que se reduz a percentagem
desse material na composição. Para este caso, a absorção por imersão se aproxima de
valores próximos dos obtidos com materiais convencionais.
Acredita-se que os fatores contribuintes para este comportamento são idênticos aos
descritos para os resultados de massa específica, sendo agravados mais ainda pela
natureza das partículas constituintes do entulho.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
CAP10-20 CEP10-70 CEP10-60 CEP10-50 CEP10-40 CEP10-30 CAP10-10
Séries analisadas
Abs
orçã
o (%
)
Entulho Convencionais
Figura 4.21 – Absorção por imersão dos corpos-de-prova em função da % de entulho – Traços 1:10
Para os resultados de massa específica e absorção, observa-se o mesmo grau de
relacionamento constatado nas composições com materiais convencionais. Constata-se
novamente que ambos os resultados são influenciados diretamente pelos mesmos
fatores. Este relacionamento é caracterizado por um comportamento inverso como já
indicado na Figura 4.6, para os materiais convencionais, e evidenciado na Figura 4.22,
para as composições com entulho. Como não deveria ser diferente, os resultados de
absorção por imersão também apresentam elevado grau de relação com os valores de

85
umidade de moldagem (Figura 4.23), relação esta compatível com os resultados de
massa específica (Figura 4.20).
1700,0
1800,0
1900,0
2000,0
2100,0
2200,0
2300,0
4,00 6,00 8,00 10,00 12,00 14,00 16,00 18,00
Absorção por imersão (%)
Mas
sa e
spec
ífic
a (g
/dm
3)
Figura 4.22 – Comportamento da massa específica em função da absorção
por imersão- Entulho reciclado
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
6,00 7,00 8,00 9,00 10,00 11,00 12,00
H (%)
Abs
orçã
o po
r im
ersã
o (%
)
Figura 4.23 – Comportamento da absorção por imersão em função da umidade
de moldagem – Entulho reciclado
4.1.2.6 - Resistência à compressão
Para os valores de resistência (Figura 4.24), observa-se um comportamento similar ao
obtido com os resultados de massa específica. A percentagem de entulho influencia
consideravelmente nos resultados, quando comparados aos materiais convencionais.
Para as composições entre 70% e 60% (CEP10-70 e CEP10-60) os valores de
resistência são menores que a metade dos valores de referência (CAP10-10 e CAP10-
20).

86
Na Figura 4.24, as composições no intervalo entre 30 % e 50 % (CEP10-30 e CEP10-
50), apresentaram valores de resistência pouco acima dos valores obtidos para
materiais convencionais com 10% do agregado de agregado A (CAP10-10). Isso pode
ser esperado, uma vez que, ao reduzir a percentagem de entulho, a composição
apresenta características próximas das obtidas com os materiais convencionais.
0
5
10
15
20
25
30
35
40
CAP10-20 CEP10-70 CEP10-60 CEP10-50 CEP10-40 CEP10-30 CAP10-10
Séries analisadas
Res
istê
ncia
(MPa
)
EntulhoConvencionais
Figura 4.24 – Resistência à compressão dos corpos-de-prova em função
da % de entulho – Traços 1:6, 1:8, 1:10
Para as relações entre os resultados de resistência à compressão, massa específica e
absorção por imersão (observados nos materiais convencionais), são novamente
evidenciadas as mesmas tendências nas composições com entulho (Figura 4.25). O
mesmo acontece em relação aos resultados de resistência à compressão em função dos
valores de umidade de moldagem (Figura 4.26).
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
1700,0 1800,0 1900,0 2000,0 2100,0 2200,0 2300,0
Massa específica (g/dm3)
Res
istê
ncia
à co
mpr
essã
o (M
pa)
(a) Resistência à compressão x massa específica
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
4,00 6,00 8,00 10,00 12,00 14,00 16,00 18,00
Índice de absorção (%)
Res
istê
ncia
à co
mpr
essã
o (M
pa)
(b) Resistência à compressão x absorção por imersão
Figura 4.25 – Comportamento da resistência em função da massa específica e da absorção por imersão – Entulho reciclado

87
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
6,00 7,00 8,00 9,00 10,00 11,00 12,00
Massa específica (g/dm3)
Res
istê
ncia
à c
ompr
essã
o (M
pa)
Figura 4.26 – Comportamento da resistência à compressão em função da umidade de moldagem – Entulho reciclado
Os resultados apresentados para os corpos-de-prova cilíndricos, moldados com entulho
reciclado, para diversas percentagens, indicam a existência da mesma inter-relação
entre as variáveis dependentes, já identificada com os materiais convencionais. A
utilização do entulho nesta análise, um material com características de composição
bem diferenciada das características dos agregados convencionais utilizados, vêm
contemplar todas as hipóteses abordadas durante a análise dos resultados com os
materiais convencionais.
4.2 - BLOCOS DE CONCRETO
Os valores apresentados neste item são resultados da avaliação do comportamento dos
blocos de concreto moldados a partir das composições que apresentaram melhores
resultados nos estudos em corpos de prova cilíndricos.
No total foram moldados 12 blocos de concreto por série sendo todos utilizados na
determinação da massa específica, 8 ensaiados à resistência à compressão e 4
ensaiados à absorção por imersão.
Para os materiais convencionais os traços estudados foram: 1:6, 1:8, 1:10,
considerando as composições com 20 % do agregado A e 80 % do agregado B (BAP6-

88
20, BAP8-20 e BAP10-20). Esta composição, na média apresentou melhores
resultados.
Para o entulho reciclado, o estudo foi desenvolvido apenas para o traço 1:10,
considerando as composições com 30% e 50% de entulho (BEP10-30 e BEP10-50).
No final do estudo, a partir da análise dos resultados obtidos, moldou-se uma nova
série de blocos sem considerar a parcela fina do entulho (partículas inferiores a 2,4
mm), sendo esta substituída por areia fina. Para a definição das proporções utilizou-se
a mesma metodologia empregada na definição das composições com entulho, ou seja,
procurou-se as composições entre o agregado A, entulho reciclado e agregado B,
equivalentes às curvas granulométricas de melhores resultados obtidos com os
materiais convencionais. O traço adotado foi estabelecido em 1:10 com 20% de areia
fina, 40% de entulho e 40% de pedrisco (percentagens referentes ao agregado total).
Os resultados desta série estão indicados juntamente com os demais resultados das
séries de ensaios.
4.2.1 - Blocos de concreto: Agregados convencionais
A seguir, as Tabelas 4.1, 4.2 e 4.3 apresentam, para os materiais convencionais, os
resultados individuais obtidos para cada série de ensaio desenvolvidas em blocos de
concreto.
Através destes resultados, pode-se constatar que individualmente os valores de
resistência à compressão e absorção por imersão são extremamente satisfatório. Com
relação à norma NBR 7173/82, que especifica os limites de resistência e absorção para
blocos de concreto simples sem função estrutural (Resistência igual ou superior a 2
MPa individual e 2,5 MPa média, absorção igual ou inferior a 10 % média e 15 %
individual), todos valores estão de acordo com o recomendado.
Na série BAP8-20, apesar da proporção cimento:agregados ser menor e os valores de
massa específica e de absorção serem relativamente maiores que os obtidos com a

89
série BAP10-20, o que poderia indicar um valor maior de resistência à compressão,
observa-se que, na média, estes valores são equivalentes. Este fato pode ser
identificado isoladamente nas demais séries, sendo justificado, dentre outros fatores,
em função do elevado grau de dispersão que caracteriza o processo.
Tabela 4.1 – Resultados individuais para a série BAP6-20 (traço 1:6 com 20% de areia)
BAP6-20 Massa específica (g/dm3)
Resistência à compressão (MPa)
Absorção por imersão (%)
R1 2135,5 5,0 R2 2139,2 4,4 R3 2026,6 3,1 R4 2255,7 5,9 R5 2485,5 5,4 R6 2464,3 7,1 R7 2493,7 8,3 R8 2193,5 4,6 A1 2317,4 6,72 A2 2393,9 5,85 A3 2051,3 7,86 A4 2169,0 8,21
Média 2260,5 5,5 7,2 Desv. Pad. 167,69 1,62 1,08
CV 7,42 29,54 15,12
Tabela 4.2 – Resultados individuais para a série BAP8-20 (traço 1:8 com 20% de areia)
BAP8-20 Massa específica (g/dm3)
Resistência à compressão (MPa)
Absorção por imersão (%)
R1 2168,6 2,1 R2 2221,9 3,8 R3 2397,8 4,0 R4 2334,4 3,5 R5 2345,2 4,4 R6 2051,8 4,5 R7 2173,0 3,3 R8 2159,7 3,1 A1 2176,9 6,17 A2 2075,3 7,81 A3 2189,6 6,96 A4 2222,0 7,01
Média 2209,7 3,6 7,0 Desv. Pad. 104,26 0,77 0,67
CV 4,72 21,45 9,56

90
Tabela 4.3 – Resultados individuais para a série BAP10-20 (traço 1:10 com 20% de areia)
BAP10-20 Massa específica (g/dm3)
Resistência à compressão (MPa)
Absorção por imersão (%)
R1 2083,9 3,0 R2 2196,3 3,4 R3 2189,5 2,5 R4 2191,9 4,9 R5 1984,2 3,5 R6 2097,0 4,0 R7 2088,7 3,1 R8 2111,5 2,8 A1 2000,6 9,65 A2 2093,0 9,31 A3 2071,8 8,83 A4 2075,8 7,90
Média 2098,7 3,4 8,9 Desv. Pad. 68,06 0,76 0,76
CV 3,24 22,33 8,56
Os resultados individuais das séries apresentados na Figura 4.27, indicam a mesma
dependência entre os diferentes resultados de massa específica, resistência e absorção,
já identificada no estudo dos corpos-de-prova cilíndricos.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
1900,0 2000,0 2100,0 2200,0 2300,0 2400,0 2500,0
Massa específica (g/dm3)
Abs
orçã
o (%
)
(a) Absorção x Massa específica
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
1900,0 2000,0 2100,0 2200,0 2300,0 2400,0 2500,0 2600,0
Massa específica (g/dm3)
Res
istê
ncia
(MPa
)
(b) Resistência x Massa específica
Figura 4.27 – Valores de Absorção e resistência em função da massa específica para os blocos com materiais convencionais
A Figura 4.28 apresenta a comparação entre a média dos resultados obtidos em corpos-
de-prova cilíndricos e em blocos de concreto para as séries analisadas. Os valores estão
indicados com relação à média de cada resultado. Esta representação foi adotada para
facilitar a análise dos resultados sobre a mesma ordem de grandeza.

91
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
BEP10-20 - CAP10-20 BEP8-20 - CAP8-20 BEP6-20 - CAP6-20Séries analisadas
Mas
sa e
spec
ífic
a re
lativ
a
Blocos de concretoCorpos-de-prova
(a) Massa específica relativa
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
BEP10-20 - CAP10-20 BEP8-20 - CAP8-20 BEP6-20 - CAP6-20Séries analisadas
Abs
orçã
o re
lativ
a
Blocos de concretoCorpos-de-prova
(b) absorção por imersão relativa
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
BEP10-20 - CAP10-20 BEP8-20 - CAP8-20 BEP6-20 - CAP6-20Séries analisadas
Res
istê
ncia
rel
ativ
a
Blocos de concretoCorpos-de-prova
(c) Resistência à compressão relativa
Figura 4.28 – Comparação entre os resultados das séries em corpos-de-prova cilíndricos e em blocos de concreto – Materiais convencionais
Para os resultados de massa específica, observa-se que, em ambos os casos, os
comportamentos apresentados são praticamente idênticos com pequenas diferenças
entre os valores. Para a absorção por imersão, os comportamentos são equivalentes,
entretanto as diferenças são maiores que as apresentadas nos resultados de massa
específica. Com relação à resistência, estas diferenças são mais consideráveis,
principalmente na série onde a relação cimento:agregado é menor. Quanto ao
comportamento, observa-se neste caso que, apesar das variações, os resultados
apresentam a mesma tendência. Os valores de mesma ordem, obtidos com os blocos de
concreto e com os corpos-de-prova (Figura 4.28), indica que o parâmetro de
moldagem, consistência de moldagem, foi definido adequadamente. A Figura 4.28
indica ainda que, com relação à média, as variações relativamente maiores são
observadas nos valores de resistência, podendo ser justificado em função da dispersão

92
dos resultados individuais dos blocos de concreto já identificado anteriormente, sendo
esta propriedade a mais influenciada.
4.2.2 - Blocos de concreto: Entulho reciclado
A seguir, as Tabelas 4.4, 4.5 apresentam, para os blocos produzidos com entulho
reciclado, os resultados individuais obtidos em cada série de ensaio. Através destes
resultados, pode-se observar que individualmente os valores obtidos para cada
propriedade avaliada são relativamente inferiores aos obtidos com os materiais
convencionais. Este comportamento também é identificado nos resultados da série
BEP10-20/40, apresentada na Tabela 4.6, série onde se substituiu por agregado A, a
parcela do entulho inferior a 2,4 mm.
Com relação a NBR 7173/82, estes resultados não foram satisfatórios. Para a série
BEP10-30 (Tabela 4.4), a maior parte dos valores individuais estão abaixo dos
recomendados o mesmo acontecendo com o valor médio. Para a absorção por imersão,
apesar dos valores individuais estarem de acordo com o recomendado, o valor médio
estar bem acima do recomendado.
Tabela 4.4 – Resultados individuais para a série BEP10-30 (traço 1:10 com 30% de entulho)
BEP10-30 Massa específica (g/dm3)
Resistência à compressão (MPa)
Absorção por imersão (%)
R1 1887,5 1,9 R2 2020,5 2,4 R3 1943,4 2,1 R4 1928,0 1,8 R5 1872,8 1,5 R6 1961,0 1,8 R7 1935,1 2,1 R8 1953,0 1,9 A1 1964,9 12,48 A2 1861,7 13,53 A3 1948,8 12,87 A4 1905,0 13,59
Média 1931,8 1,9 13,1 Desv. Pad. 44,49 0,27 0,53
CV 2,30 14,31 4,07
Na série BEP10-50 (Tabela 4.5), série com 50% de entulho reciclado na composição,
observa-se pequenas alterações em relação aos resultados da série anterior com uma

93
percentagem menor de entulho, 30%. Os valores individuais de resistência na maioria
são superiores aos recomendados, entretanto na média, o valor ainda é inferior ao
recomendado. Para a absorção por imersão, observa-se um aumento nos valores
obtidos, em alguns casos estes valores superam aos recomendados pela norma.
Tabela 4.5 – Resultados individuais para a série BEP10-50 (traço 1:10 com 50% de entulho)
BEP10-50 Massa específica (g/dm3)
Resistência à compressão. (MPa)
Absorção por imersão (%)
R1 1845,1 1,6 R2 1806,5 1,5 R3 1888,7 3,3 R4 1914,9 2,0 R5 2027,2 2,3 R6 1957,1 2,1 R7 1953,7 2,5 R8 1801,5 (1)
A1 1842,1 13,96 A2 1943,5 14,14 A3 1896,4 13,61 A4 1799,6 16,37
Média 1889,7 2,2 14,5 Desv. Pad. 72,74 0,59 1,25
CV 3,85 26,88 8,61
Os resultados das duas séries analisadas denunciam a influência do entulho nas
propriedades avaliadas, seja reduzindo a resistência ou aumentando a absorção dos
blocos consideravelmente. Este comportamento pode ser justificado a partir dos
mesmos fatores, relativos ao comportamento da mistura com entulho reciclado, já
descrito no estudo em corpos de prova cilíndricos, sendo agravado mais ainda pelos
fatores que caracterizam o processo de produção dos blocos com a prensa (espessura da
forma, energia de compactação, dentre outros).
Para a série BEP10-20/40, observa-se alguma melhora nos resultados em relação às
séries anteriores. Quanto às recomendações da NBR 7173/82, na grande maioria, os
valores estão de acordo com os valores indicados para a resistência e a absorção. Para
esta série pode-se comprovar a influência das partículas de entulho reciclado nas
propriedades da mistura, sendo evidenciada principalmente na absorção por imersão,
onde a redução em relação às séries anteriores é bastante considerável, cerca de 5%.

94
Tabela 4.6 – Resultados individuais para a série BEP10-20/40 (traço 1:10 com 20% de agregado A e 40% de entulho)
BEP10-20/40 Massa específica (g/dm3)
Resistência à compressão (MPa)
Absorção por imersão (%)
R1 2058,8 2,1 R2 1970,1 3,8 R3 2062,5 2,9 R4 2114,5 2,8 R5 1999,9 2,3 R6 1922,3 2,6 R7 1994,6 2,3 R8 1917,2 1,9 A1 2068,2 8,88 A2 1941,0 11,86 A3 2038,7 9,65 A4 2014,4 10,75
Média 2008,5 2,6 10,3 Desv. Pad. 62,71 0,58 1,30
CV 3,12 22,60 12,67
Para os resultados individuais das séries (Figura 4.29), evidencia-se a mesma
dependência entre os resultados de massa específica, resistência e absorção, já
identificada no estudo dos corpos-de-prova cilíndricos e nos blocos com materiais
convencionais.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
1750,0 1800,0 1850,0 1900,0 1950,0 2000,0 2050,0 2100,0
Massa específica (g/dm3)
Abs
orçã
o (%
)
(a) Absorção x Massa específica
0,0
1,0
2,0
3,0
4,0
5,0
6,0
1750,0 1800,0 1850,0 1900,0 1950,0 2000,0 2050,0 2100,0 2150,0
Massa específica (g/dm3)
Res
istê
ncia
(M
Pa)
(b) Resistência x Massa específica
Figura 4.29 – Valores de Absorção e resistência em função da massa específica para os blocos com entulho reciclado
Comparando os resultados obtidos em corpos-de-prova com os obtidos nos blocos com
entulho reciclado (Figura 4.30), observa-se que no geral, para as séries BEP10-50 e
BEP10-30, as diferentes propriedades avaliadas, apresentam relativamente o mesmo
comportamento. Este estudo foi realizado apenas para estas duas séries devido à
existência de séries em corpos-de-prova com a mesma equivalência granulométrica

95
(CEP10-50 e CEP10-30). Para a série BEP10-20/40, os resultados são apresentados
apenas para ilustrar o comportamento e as variações em relação aos demais resultados.
Para a massa específica os resultados apresentados são praticamente equivalentes com
pequenas variações com relação à média. Para a absorção por imersão, apenas para a
série BEP10-50, observa-se, na média, um resultado relativamente maior que o
apresentado para a série em corpos-de-prova (CEP10-50). Este comportamento afasta-
se da tendência identificada nos demais resultados e do grau de dependência observado
entre as propriedades avaliadas nos diferentes estudos.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
BEP10-50 - CEP10-50 BEP10-30 - CEP10-30 BEP10-20/40
Séries analisadas
Mas
sa e
spec
ífic
a re
lativ
a
Blocos de concretoCorpos-de-prova
(a) Massa específica
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
BEP10-50 - CEP10-50 BEP10-30 - CEP10-30 BEP10-20/40
Séries analisadas
Abs
orçã
o re
lativ
a
Blocos de concretoCorpos de prova
(b) absorção por imersão
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
BEP10-50 - CEP10-50 BEP10-30 - CEP10-30 BEP10-20/40
Séries analisadas
Res
istê
ncia
rel
ativ
a
Blocos de concretoCorpos-de-prova
(c) Resistência à compressão
Figura 4.30 – Comparação entre os resultados das séries em corpos-de-prova cilíndricos e em blocos de concreto – Entulho reciclado
Com relação aos resultados de resistência, a comparação entre as séries indica
comportamentos similares aos identificados nas séries com materiais convencionais,
não indicando grande diferenças entre os resultados das séries em blocos e em corpos-
de-prova cilíndricos.

96
5 - CONCLUSÕES
5.1 - CONCLUSÕES DO ESTUDO
Do estudo apresentado e discutido no Capítulo 4, dessa dissertação, cabe enumerar as
seguintes conclusões principais:
I - Em relação ao estudo piloto
• na análise preliminar da massa específica no estado fresco, em função do teor de
umidade, identifica-se claramente a influência da composição granulométrica nas
tendências observadas. Os maiores valores de massa específica (20 % do agregado
A) coincidem com as composições que fornecem um maior grau de empacotamento
dos materiais. Quanto ao teor de umidade, em cada composição tem-se faixas de
valores que indicam valores maiores de massa específica no estado fresco;
• a metodologia que levou à definição da consistência de moldagem, bem como o
emprego deste parâmetro ao longo do estudo se mostrou de grande relevância. Isso
fica evidenciado ao se comparar os resultados de massa específica no estado
endurecido, entre corpos-de-prova cilíndricos e blocos de concreto, apresentados
no item 4.2.
II - Em relação aos corpos-de-prova cilíndricos com agregados convencionais
• a granulometria e a proporção cimento:agregado exercem influência direta na
umidade de moldagem. Essa influência pode ser atribuída principalmente às
características dos agregados, bem como a proporção entre eles (no caso as
percentagens entre agregado A e B). Tais fatos têm como parâmetro resultante a
alterações no grau de empacotamento e na compacidade da mistura;
• a umidade de moldagem pode não ser a umidade na qual se conseguiria um valor
máximo de massa específica para cada composição. Isso porque a consistência de
moldagem é fator restritivo imposto pelo equipamento utilizado (vibro prensa);

97
• a massa específica (apresentando significativo grau de inter-relação com a umidade
de moldagem), sofre influência similar do arranjo granulométrica e da proporção
cimento:agregado. Identificando-se os melhores arranjos nas séries com 20% do
agregado A para todas as proporções cimento:agregado estudadas;
• a absorção de água por imersão se relaciona fortemente como a massa específica e
com a umidade de moldagem, apresentando tendência inversa de comportamento
com a massa específica. As composições com maiores valores de massa específica
(20 % do agregado A e 80% do agregado B) apresentaram menores valores de
absorção por imersão.
• os resultados de resistência à compressão, não contrariando as tendências
identificadas, se mostraram relativamente influenciados pelas variáveis
independentes (composição granulometria e proporção cimento:agregado). Desse
estudo destaca-se a busca por uma composição granulométrica considerada ideal
(para certos critérios de desempenho), como forma de se reduzir o consumo de
cimento para um mesmo valor de resistência. No geral as composições com
maiores valores de resistência foram as séries com 20 % do agregado A e 80 % do
agregado B. Composição com melhores resultados de massa específica e absorção
por imersão;
• conforme a hipótese abordada no programa experimental, todas as variáveis
dependentes: umidade de moldagem, massa específica, absorção de água por
imersão e resistência à compressão, se mostram com significativo grau de inter-
relação. Tal fato está evidenciado nas inúmeras relações entre os diferentes
resultados, que foram apresentadas no Capítulo 4.
III - Em relação aos corpos-de-prova cilíndricos com agregados de entulho reciclado
• a mistura se mostrou significativamente influenciada pelas características dos
agregados que compõem o entulho utiliza. Dentre essas características, destaca-se
a presença de materiais argilosos, o alto índice de material pulverulento e a elevada
absorção de água dos agregados. Como resultado imediato, identificado
visualmente durante a moldagem dos corpos-de-prova e dos blocos de concreto,

98
observou-se certa dificuldade de adensamento (considerando a mesma energia de
adensamento utilizada nas séries com agregados convencionais). As características
dos agregados, associadas a este fato, exerceram considerável influência nas
variáveis dependentes, consideradas durante o estudo;
• quanto à umidade de moldagem, o entulho reciclado exerceu uma influencia
extremamente significativa nos resultados. Em alguns casos (composição 70 % e
60 % de entulho), os teores de umidade foram superiores ao dobro dos resultados
obtidos com os materiais convencionais (série de referência CAP10-10 e CAP10-
20);
• os agregados de entulho reciclado também exerceram consideráveis influencias na
massa específica no estado endurecido. Novamente as composições com 70 % e 60
% de apresentara diferenças mais significativas em relação aos agregados
convencionais. Para as composições com 50 %, 40 % e 30 % (CEP10-50, CEP10-
40 e CEP10-30, respectivamente), a influencia do entulho foi significativamente
reduzida, obtendo-se valores de massa específica próximos aos obtidos com a série
de referência, com 10 % do agregado A (CAP10-10);
• nos resultados de absorção de água por imersão, é considerável a influencia das
características dos agregados reciclados (principalmente o elevado valor de
absorção de água obtido para esses agregados). Apenas as séries com 30 % de
entulho na composição (CEP10-30), apresentam valores próximos aos obtidos com
as séries de referência;
• a resistência à compressão também é influenciada pela maior percentagem de
entulho reciclado na composição. Entretanto esse fato foi marcante, apenas nas
composições com 70 % e 60 % de entulho (CEP10-70 e CEP10-60). Para as
demais composições (CEP10-50, CEP10-40 e CEP10-30), os resultados foram
equivalentes aos obtidos com as séries de referência para os agregados
convencionais;
• em todos os casos, a inter-relação entre as variáveis dependentes, observadas no
estudo com agregados convencionais, também foi evidenciada no estudo com o
entulho reciclado.

99
IV - Em relação aos blocos de concreto com agregados convencionais
• todos os resultados de resistência à compressão e absorção de água por imersão
(individuais e médios), mostraram-se satisfatórios quanto às especificações da
norma NBR 7173 (1982), que especifica os limites recomendados para alvenaria de
vedação;
• no estudo em blocos de concreto, para as grandezas avaliadas (resistência à
compressão, absorção por imersão e massa específica), também se identificou a
mesma inter-relação observada no estudo em corpos-de-prova cilíndricos;
• todos resultados obtidos em blocos de concreto se mostram equivalentes aos
obtidos em corpos-de-prova cilíndricos. Este fato foi evidenciado na comparação
entre os resultados relativos, obtidos no estudo em corpos-de-prova e em blocos de
concreto. Para os resultados de massa específica, os valores médios são
praticamente idênticos. Com relação aos resultados de resistência a compressão e
absorção por imersão, as diferenças observadas podem ser justificadas, dentre
outros fatores, pelas características intrínsecas de cada elemento e pela dispersão
dos resultados individuais (identificadas no estudo dos blocos de concreto).
V - Em relação aos blocos de concreto com entulho reciclado
• nas séries em blocos com entulho reciclado, é extremamente considerável a
influência do entulho nas propriedades avaliadas (massa específica, resistência à
compressão e absorção por imersão). Para as séries BEP10-30 (30 % de entulho), a
média e a maior parte dos resultados individuais de resistência e absorção não estão
de acordo com as especificações da norma para alvenaria de vedação (NBR 7173,
1982). Para as séries BEP10-50 (50 % de entulho), apesar da maior parte dos
resultados individuais de resistência estarem de acordo com os limites
especificados, a média desses resultados é ligeiramente inferior ao recomendado.
Quanto à absorção por imersão, todos os resultados não estão de acordo com as
especificações da norma.

100
• para a série BEP10-20/40 (20 % do agregado A e 40 % de entulho reciclado), sem
considerar a parcela do entulho inferior a 2,4 mm, observa-se uma considerável
melhora nos resultados de resistência e de absorção. Tanto a média como todos os
valores individuais estão de acordo com as especificações da referida norma para
alvenaria de vedação. Os resultados demonstram de certa forma, a influencia das
partículas do entulho inferior 2,4 mm, nas propriedades avaliadas (redução da
resistência e aumento da absorção);
• no estudo em blocos de concreto com entulho reciclado, para as grandezas
avaliadas (resistência à compressão, absorção por imersão e massa específica),
também se identificou a mesma inter-relação observada no estudo com os materiais
convencionais;
• semelhante ao comportamento observado com os blocos com agregados
convencionais, todos resultados obtidos em blocos, se mostram equivalentes aos
obtidos em corpos-de-prova cilíndricos. Este fato foi evidenciado na comparação
entre os resultados relativos, obtidos no estudo em corpos-de-prova e em blocos de
concreto. Para os resultados de massa específica, os valores médios são
praticamente idênticos. Com relação aos resultados de resistência a compressão e
absorção por imersão, as diferenças observadas podem ser justificadas, dentre
outros fatores, pelas características intrínsecas de cada elemento e pela dispersão
dos resultados individuais, no caso do entulho, influenciado ainda pela
variabilidade de suas características;
• no geral, os resultados apontam as potencialidades de utilização do entulho
reciclado na produção dos blocos de concreto. Entretanto, deve-se ressaltar a
necessidade de estudos complementares que avaliem o desempenho, de tais blocos,
ao longo do tempo. Recomenda-se ainda, evitar situações de utilização sob
condições de exposição excessiva à umidade.

101
5.2 - SUGESTÕES PARA ESTUDOS FUTUROS
Este estudo permite apresentar os seguintes temas para objeto de futuras pesquisas:
• estudo da composição granulométrica e a influência nas propriedades do concreto
seco;
• influencia do teor de finos nas propriedades do concreto para blocos;
• estudo da umidade de moldagem como parâmetro na produção de blocos de
concreto;
• definição de uma metodologia de dosagem para blocos de concreto;
• influencia das características do agregado, de entulho reciclado, nas propriedades
do concreto para blocos;
• definição de uma metodologia para controle e caracterização do entulho, para
utilização como agregado na produção de blocos de concreto;
• estudo da durabilidade de blocos de concreto com entulho reciclado.

102
REFERÊNCIAS BIBLIOGRÁFICAS
ANGULO, S.C. Variabilidade de agregados graúdos de resíduos de construção e demolição reciclados . São Paulo, 2000. 155p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Blocos de concreto
pré-moldados sem função estrutural. 6.ed. São Paulo, ABCP, 1978. 8p. (Boletim técnico n.33).
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Bloco vazado modular
de concreto – NBR 5712. Rio de Janeiro, 1982. ____. Moldagem e cura de corpos-de-prova cilíndricos ou prismáticos de concreto
– NBR 5738. Rio de Janeiro, 1994. ____. Determinação do inchamento de agregados miúdos para concreto – NBR
6467. Rio de Janeiro, 1987. ____. Blocos vazados de concreto simples para alvenaria sem função estrutural –
NBR 7173. Rio de Janeiro, 1982. ____. Blocos vazados de concreto simples para alvenaria – Determinação da
resistência à compressão – NBR 7184. Rio de Janeiro, 1991. ____. Agregado para concreto – NBR 7211. Rio de Janeiro, 1983. ____. Amostragem de agregados – NBR 7216, Rio de Janeiro, 1987. ____. Agregados – Determinação da composição granulométrica – NBR 7217. Rio
de Janeiro, 1987. ____. Agregados – Determinação do teor de materiais pulverulentos – NBR 7219.
Rio de Janeiro, 1983. ____. Agregados – Determinação de impurezas orgânicas húmicas em agregados
miúdo – NBR 7220. Rio de Janeiro, 1987. ____. Agregados – Determinação da umidade superficial em agregados miúdos
por meio do frasco de Chapmam – NBR 9775. Rio de Janeiro, 1987. ____. Agregados – Determinação da massa específica de agregados miúdos por
meio do frasco de Chapmam – NBR 9776. Rio de Janeiro, 1987.

103
____. Agregado em estado solto – Determinação da massa unitária – NBR 7251. Rio de Janeiro, 1982.
____. Agregado graúdo - Determinação do índice de forma pelo método do paquímetro – NBR 7809. Rio de Janeiro, 1983.
____. Blocos vazados de concreto simples para alvenaria estrutural – NBR 8186.
Rio de Janeiro, 1980. ____. Agregados – Determinação da absorção e da massa específica de agregado
graúdo – NBR 9937. Rio de Janeiro, 1987. ____. Agregados – Determinação da absorção de água em agregados miúdos –
NBR 9777. Rio de Janeiro, 1987. ____. Redução de amostras de campo de agregados para ensaio de laboratório –
NBR 9941. Rio de Janeiro, 1987. ____. Resíduos sólidos – NBR 10004. Rio de Janeiro, 1987. ____. Amostragem de resíduos – NBR 10007. Rio de Janeiro, 1987. ____. Blocos vazados de concreto para alvenaria – Retração por secagem – NBR
12117, Rio de Janeiro, 1991. ____. Blocos vazados de concreto simples para alvenaria – Determinação da
absorção de água, do teor de umidade e da área líquida – NBR 13118. Rio de Janeiro, 1991.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. Standard test
methods for determining consistency and density of roller-compacted concrete using a vibrating table – ASTM C1170. Philadelphia, 1991.
BRESSON, J. La vibration dans les machines a blocs. CERIB (Centre d’Etudes et
de Recherche de l’Industrie du Béton Manufacturé). Publication Techinique n. 58, 35p. 1981.
BRITO FILHO, J.A. Cidade versos entulho. In: Seminário Desenvolvimento
Sustentável e a Reciclagem na Construção Civil, 2., São Paulo, 1999. Anais. São Paulo, IBRACON, 1999. p.56-67.
CAMARGO, A. Reciclagem: minas de entulho. Téchne. São Paulo, Pini. n.15, p.15-
18, mar./abr., 1995. CANEDO, V.S. et al. Estudo do concreto constituído por agregado miúdo
proveniente da reciclagem do entulho de concreto. Brasília, 1999. 59p. Projeto final de curso – Engenharia Civil, Universidade de Brasília.

104
CINCOTTO, M.A. Utilização de subprodutos e resíduos na industria da construção civil. Construção. São Paulo, Pini. n.1855, p.27-30, ago., 1983.
COELHO, P.E.; CHAVES, A.P. Reciclagem de entulho: uma opção de negócio
potencialmente lucrativa e ambientalmente simpática. Areia & Brita. São Paulo, ANEPAC. N.5, p.31-35, abr./mai./jun., 1998.
CORBIOLI, N. Do caos à solução. Construção. São Paulo, Pini. n.2505, p.4-7, fev.,
1996. DE PAUW, C. Recyclage des decombres d’une ville sinistree. CSTC Revue n.4, p.12-
28. dez., 1982. FERREIRA JUNIOR, S. Produção de blocos de concreto para alvenaria: prática
recomendada. 3.ed. São Paulo, ABCP, 1995. 16p. (Boletim técnico 107). GONÇALVES, M.A.B. et al. O reaproveitamento de resíduos sólidos da
construção civil. Brasília, 1997. 117p. Projeto final de curso – Engenharia Civil, Universidade de Brasília.
HAMASSAKI, L.T. et al. Uso do Entulho como agregado para argamassa de
alvenaria. In: Reciclagem na Construção Civil Alternativa Econômica para Proteção Ambiental. São Paulo, 1997. Anais. São Paulo, PCC/USP, 1997. p.11-20.
JARDIM, N.S. et al. Lixo municipal: manual de gerenciamento integrado. 1.ed.
São Paulo, IPT & CEMPRE, 1995. (Publicação IPT 2163). JOHN, V.M. Reciclagem de resíduos na construção civil – contribuição à
metodologia de pesquisa e desenvolvimento. São Paulo, 2000. 102p. tese (livre docência) – Escola Politécnica, Universidade de São Paulo.
____. Aproveitamento de resíduos sólidos como materiais de construção. Reciclagem
de entulho para produção de materiais de construção – Projeto entulho bom. Salvador, EDUFBA, 2001. p.28-45.
LEYSER, A.V. et al. Estudo preliminar de argamassa para revestimentos internos
a partir da reciclagem de entulho. Brasília, 1999. 89p. Projeto final de curso – Engenharia Civil, Universidade de Brasília.
LEVY, S.M. Reciclagem do entulho da construção civil, para utilização como
agregados para argamassas e concretos. São Paulo, 1997. 147p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo.

105
LEVY, S.M.; HELENE, P. Propriedades mecânicas de argamassas produzidas com entulho de construção civil. In: Simpósio Brasileiro de Tecnologias das Argamassas, 1., Goiânia, 1995. Anais. Goiânia, UFG, 1995. p. 315-325.
____. Durabilidade de concretos produzidos com resíduos minerais de construção civil
práticas recomendas. In: Seminário Desenvolvimento Sustentável e a Reciclagem na Construção Civil: Práticas Recomendadas, 2., São Paulo, 2000. Anais. São Paulo, IBRACON, 2000. p.3-14.
LIPARIZI, F.B. et al. Estudo da viabilidade da substituição de agregados naturais
por agregados provenientes da reciclagem de entulho de concreto com base na resistência à compressão. Brasília, 1999. 70p. Projeto final de curso – Engenharia Civil, Universidade de Brasília.
MEDEIROS, J.S. Alvenaria estrutural não armada de blocos de concreto:
produção de componentes e parâmetros de projeto. São Paulo, 1993. 449p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo.
____. Blocos de concreto para alvenaria estrutural: avaliação de parâmetros básicos de
produção. In: International Seminar on Structural Masonry for Developing Countries, 5., Florianópolis, 1994. Proceedings. Florianópolis, 1994. P.21-31.
MEHTA, P.K.; MONTEIRO, P.J.M. Concreto: estrutura, propriedades e materiais.
2.ed. São Paulo, Pini, 1999. MENDONÇA, L.S.T. et al. Propriedades mecânicas do concreto reciclado . Brasília,
1999. 102p. Projeto final de curso – Engenharia Civil, Universidade de Brasília. MINISTÉRIO DO MEIO AMBIENTE – CONSELHO NACIONAL DO MEIO
AMBIENTE (CONAMA) Proposta de resolução - Resíduos da Construção Civil. 12. versão, Brasília, mar. 2001.
MIRANDA, L.F.R. Estudo de fatores que influenciam na fissuração de
revestimentos de argamassa com entulho reciclado . São Paulo, 2000. 172p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo.
PINTO, T.P. Utilização de resíduos de construção. Estudo do uso em argamassas.
São Carlos, 1986. 137p. Dissertação (Mestrado) – EESC, Universidade de São Paulo.
____. Metodologia para a gestão diferenciada de resíduos sólidos da construção
civil urbana. São Paulo, 1999. 189p. Tese (Doutorado) – Escola Politécnica, Universidade de São Paulo.
____. Resultados da gestão diferenciada. Téchne. São Paulo, pini. n.31, p.31-34, nov./des., 1997.

106
____. Reciclagem no canteiro de obras: responsabilidade ambiental e redução de
custos. Téchne. São Paulo, Pini. n.49, p.64-68, nov./dez., 2000. POLLET, V. et al. Recycled aggregates: alternative resources for the construction
industry. In: International Conference Buildings and the Environment, 2., Paris, 1997. Proceedings . Paris, 1997. P.635-642.
RILEM RECOMMENDATION. Specification for concrete with recycled aggregates.
Materials and Structures. n.27, p.557-559, 1994. SILVEIRA, G.T.R. Metodologia de caracterização dos resíduos sólidos, como base
para uma gestão ambiental. Estudo de caso: entulho da construção civil em Campinas. Campinas, 1993. 130p. Dissertação (Mestrado) – Faculdade de Engenharia Civil, UNICAMP.
TANGO, C.E.S. Blocos de concreto: dosagem, produção e controle de qualidade. 1 ed.
São Paulo, Instituto de Pesquisas Tecnológicas – IPT, 1984, v.1. ____. Fundamentos de dosagem de concreto para blocos estruturais. In: International
Seminar on Structural Masonry for Developing Countries, 5., Florianópolis, 1994. Proceedings . Florianópolis, 1994. P.21-31.
ZORDAN, S.E. A utilização do entulho como agregado, na confecção do concreto.
Campina, 1997. 140p. Dissertação (Mestrado) – Faculdade de Engenharia Civil, UNICAMP.

107
APÊNDICES

108
APÊNDICE A
COMPOSIÇÃO GRANULOMÉTRICA DOS AGREGADOS

109
Tabela A1 – Composição granulométrica do agregado A
Abertura (mm) Mat. Retido (g) % Retida % Acumulada 12,5 9,5 6,3 11,57 1,16 1 4,8 9,58 0,96 2 2,4 25,94 2,59 5 1,2 37,31 3,73 8 0,6 35,91 3,59 12 0,3 328,28 32,83 45 0,15 466,73 46,67 92 0,075 70,02 7,00 99 Fundo 14,66 1,47 100 Totais 1000,00 100,00
Módulo de Finura = 1,64 D. máx = 2,4
Tabela A2 – Composição granulométrica do agregado B
Abertura (mm) Mat. Retido (g) % Retida % Acumulada 12,5 9,5 6,3 300,39 10,01 10 4,8 467,16 15,57 26 2,4 996,21 33,21 59 1,2 524,01 17,47 76 0,6 219,57 7,32 84 0,3 140,88 4,70 88 0,15 132,12 4,40 93 0,075 52,32 1,74 94 Fundo 167,34 5,58 100 Totais 3000,00 100,00
Módulo de Finura = 4,25 D. máx = 9,5
Tabela A3 – Composição granulométrica do Entulho reciclado
Abertura (mm) Mat. Retido (g) % Retida % Acumulada
12,5 9,5 6,3 387,36 12,91 13 4,8 249,42 8,31 21 2,4 470,30 15,68 37 1,2 577,28 19,24 56 0,6 304,72 10,16 66 0,3 329,96 11,00 77 0,15 367,83 12,26 90 0,075 147,85 4,93 94 Fundo 165,28 5,51 100 Totais 3000,00 100,00
Módulo de Finura = 3,47 D. máx = 9,5

110
APÊNDICE B
ESTUDO PILOTO

111
Tabela B1 – Resultados de massa específica para a mistura no estado fresco – Traço 1:10
Traços H% 1:2:8 1:3:7 1:4:6 1:5:5 1:6:4 1:7:3
6,36 2119,35 1981,69 7,27 2340,89 2075,25 1949,90 1625,96 1632,19 1705,63 8,18 2345,15 2292,76 2008,65 1663,58 1768,61 1770,42 9,09 2404,23 2327,16 2176,86 1726,16 1783,10 1779,48 10,00 2435,72 2358,75 2314,49 1826,96 1788,33 1790,54 10,91 --- 2280,48 1981,69 1937,83 1860,97 11,82 2351,11 2242,05 2116,30 1936,82 12,73 2397,38 2215,90 2145,88 1961,77 13,64 2227,36 2163,98 2017,30
Tabela B2– Resultados de massa específica dos blocos de concreto utilizado para determinar o tempo de adensamento dos corpos de prova – Traço 1:10
Bloco de concreto Densidade (g/dm3)
B1 2380 B2 2332 B3 2393 B4 2327
Média 2358
Tabela B3 – Resultados de massa específica e resistência à compressão para diferentes tempos de adensamento – Traço 1:10 (Estudo em corpos-de-prova cilíndricos)
Corpo-de-prova Tempo de adensamento (s)
Massa específica (g/dm3)
Resist. Compressão (MPa)
CP1 5 2225 11,5 CP2 10 2315 15,3 CP3 15 2325 14,6 CP4 20 2332 16,2 CP5 25 2359 17,5 CP6 30 2403 20,4 CP7 35 2419 21,0
Tabela B4 – Resultados de massa específica, resistência à compressão e absorção por imersão para misturas no estado endurecido com diferentes teores de umidade – Traço 1:10
(estudo em corpos-de-prova cilíndricos)
H% Massa específica (g/dm3) Resist. Compressão (MPa)
4,55 2108,2 6,4 5,45 2187,1 7,6 6,36 2372,3 15,9 7,27 2435,2 17,2 8,18 2403,4 13,7

112
APÊNDICE C
RESULTADOS DAS SÉRIES DE ESTUDOS EM CORPOS-DE-PROVA – AGREGADOS CONVENCIONAIS

113
Tabela C1 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-0 – H% = 5,45 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2209,1 10,2 CP2 2200,2 12,7 CP3 2179,1 11,8 CP4 2155,0 10,2 CP5 2207,8 6,60 CP6 2200,2 6,88
Média 2191,9 11,2 6,7
Desv. 21,0 1,3 0,2 CV 1,0 11,2 2,9
Tabela C2 – Resultados individuais de massa específica, resistência à compressão e absorção porimersão para a série CAP10-10 – H% = 5,45 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. compressão (MPa)
Absorção por imersão (%)
CP1 2231,4 12,1 CP2 2213,5 8,3 CP3 2223,7 8,9 CP4 2200,2 10,8 CP5 2270,8 5,85 CP6 2185,5 7,43
Média 2220,8 10,0 6,6 Desv. 29,5 1,8 1,1 CV 1,3 17,5 16,8
Tabela C3 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-20 – H% = 6,36 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. compressão (MPa)
Absorção por imersão (%)
CP1 2428,1 13,37 CP2 2402,0 12,10 CP3 2406,4 16,55 CP4 2374,6 18,46 CP5 2394,3 4,98 CP6 2334,5 5,40
Média 2390,0 15,1 5,19 Desv. 32,2 2,9 0,30 CV 1,3 19,3 5,76

114
Tabela C4 – Resultados individuais de massa específica, resistência à compressão e absorção
por imersão para a série CAP10-30 – H% = 7,72 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. compressão (MPa)
Absorção por imersão (%)
CP1 2357,4 13,4 CP2 2345,9 12,7 CP3 2341,5 15,3 CP4 2363,8 14,3 CP5 2358,7 5,98 CP6 2358,0 6,15
Média 2354,2 13,9 6,07 Desv. 8,6 1,1 0,12 CV 0,4 8,0 2,03
Tabela C5 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP10-40 – H% = 8,18 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2300,7 10,8 CP2 2301,4 10,8 CP3 2287,4 10,2 CP4 2298,2 10,2 CP5 2293,1 6,53 CP6 2313,5 6,53
Média 2299,0 10,5 6,53 Desv. 8,8 0,4 0,00 CV 0,4 3,5 0,00
Tabela C6 – Resultados individuais de massa específica, resistência à compressão e absorção
por imersão para a série CAP10-50 – H% = 9,08 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2182,3 5,7 CP2 2218,6 7,6 CP3 2223,1 7,0 CP4 2231,4 7,0 CP5 2231,4 7,34 CP6 2212,9 7,28
Média 2216,6 6,8 7,31 Desv. 18,3 0,8 0,05 CV 0,8 11,7 0,65

115
Tabela C7 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-10 – H% = 6,11 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2433,2 13,4 CP2 2321,4 13,4 CP3 2407,5 15,3 CP4 2359,3 12,1 CP5 2428,0 14,6 CP6 2265,5 10,51 CP7 2388,3 4,58 CP8 2389,7 3,29
Média 2374,1 13,8 6,13 Desv. 57,0 1,2 3,85 CV 2,4 9,0 62,85
Tabela C8 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-20 – H% = 6,67 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2460,1 25,5 CP2 2420,2 27,4 CP3 2413,4 19,7 CP4 2465,9 19,1 CP5 2445,3 19,1 CP6 2448,1 4,70 CP7 2459,9 4,62 CP8 2437,9 4,71
Média 2443,8 22,2 4,68 Desv. 19,1 4,0 0,05 CV 0,8 17,9 1,05
Tabela C9 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-30 – H% = 6,67 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2345,3 17,8 CP2 2341,3 15,9 CP3 2334,3 15,3 CP4 2320,3 15,3 CP5 2335,8 16,6 CP6 2294,8 5,67 CP7 2346,9 5,45 CP8 2363,8 5,24
Média 2335,3 16,2 5,45 Desv. 20,5 1,1 0,21 CV 0,9 6,6 3,92

116
Tabela C10 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP8-30 – H% = 7,22 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2266,3 19,1 CP2 2295,3 16,6 CP3 2321,5 21,0 CP4 2201,1 19,7 CP5 2309,3 14,6 CP6 2260,1 6,09 CP7 2256,8 6,37 CP8 2233,4 5,99
Média 2268,0 18,2 6,15 Desv. 40,0 2,6 0,20 CV 1,8 14,1 3,17
Tabela C11 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-0 – H% = 5,71 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2286,1 25,8 CP2 2272,4 24,5 CP3 2353,8 28,0 CP4 2260,6 23,6 CP5 2341,8 27,4 CP6 2328,2 5,33 CP7 2244,8 5,96 CP8 2206,0 6,06
Média 2286,7 25,9 5,78 Desv. 51,3 1,9 0,40 CV 2,2 7,2 6,86
Tabela C12 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-10 – H% = 6,14 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2427,4 27,4 CP2 2472,4 40,1 CP3 2445,5 34,4 CP4 2467,0 40,1 CP5 2451,1 35,4 CP6 2447,7 4,72 CP7 2431,4 4,73 CP8 2448,6 4,65
Média 2448,9 35,5 4,70 Desv. 15,4 5,2 0,04 CV 0,6 14,8 0,93

117
Tabela C13 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-20 – H% = 6,57 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2460,5 37,6 CP2 2431,7 35,7 CP3 2465,4 33,7 CP4 2444,6 26,1 CP5 2451,1 CP6 2447,4 4,92 CP7 2442,1 4,92 CP8 2446,5 4,87
Média 2448,7 33,3 4,90 Desv. 10,6 5,0 0,03 CV 0,4 15,1 0,58
Tabela C14 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CAP6-30 – H% = 7,00 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2401,6 27,4 CP2 2402,7 22,9 CP3 2408,5 34,4 CP4 2386,8 34,4 CP5 2370,6 29,6 CP6 2399,1 5,31 CP7 2391,5 5,25 CP8 2376,4 5,23
Média 2392,2 29,7 5,26 Desv. 13,4 4,9 0,04 CV 0,6 16,4 0,83

118
APÊNDICE D
RESULTADOS DAS SÉRIES DE ESTUDOS EM CORPOS-DE-PROVA – ENTULHO RECICLADO

119
Tabela D1 – Resultados individuais de massa específica, resistência à compressão e absorção
por imersão para a série CEP10-70 – H% = 10,91%
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 1828,6 3,2 CP2 1789,3 3,2 CP3 1819,7 3,2 CP4 1737,0 2,5 CP5 1816,0 2,5 CP6 1814,7 17,41 CP7 1833,6 17,19 CP8 1773,2 17,30
Média 1801,5 2,9 17,3 Desv. 32,9 0,3 0,1 CV 1,8 11,9 0,6
Tabela D2 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-60 – H% = 10 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 1875,3 5,1 CP2 2088,4 6,4 CP3 1932,0 5,7 CP4 1999,9 5,7 CP5 1913,5 5,7 CP6 1998,3 13,12 CP7 1917,4 14,51 CP8 2011,6 12,47
Média 1967,1 5,7 13,4 Desv. 69,5 0,5 1,0
CV 3,5 7,9 7,8
Tabela D3 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-50 – H% = 9,09 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2125,2 10,82 CP2 2144,5 10,82 CP3 2202,3 12,73 CP4 2192,8 12,73 CP5 2167,7 12,10 CP6 2124,5 10,94 CP7 2224,2 12,18 CP8 2154,9 12,71
Média 2167,0 11,8 11,9 Desv. 36,6 1,0 0,9 CV 1,7 8,2 7,6

120
Tabela D4 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-40 – H% = 8,18 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2189,0 13,4 CP2 2137,5 11,5 CP3 2125,3 11,5 CP4 2209,9 14,0 CP5 2129,6 12,1 CP6 2115,2 11,63 CP7 2077,2 9,99 CP8 2049,4 10,79
Média 2129,1 12,5 10,8 Desv. 52,7 1,2 0,8 CV 2,5 9,3 7,6
Tabela D5 – Resultados individuais de massa específica, resistência à compressão e absorção por imersão para a série CEP10-30 – H% = 7,27 %
Corpo -de-prova cilíndrico (10x20)cm
Massa específica (g/dm3)
Resist. Compressão (MPa)
Absorção por imersão (%)
CP1 2215,6 13,4 CP2 2214,5 13,4 CP3 2205,5 12,7 CP4 2196,7 12,7 CP5 2206,1 13,4 CP6 2240,1 8,10 CP7 2150,2 7,23 CP8 2215,6 3,14
Média 2205,5 13,1 6,2 Desv. 25,7 0,3 2,6 CV 1,2 2,7 43,0