UNIVERSIDADE DE MOGI DAS CRUZES OSCIMAR GIACOMETTI …
79
UNIVERSIDADE DE MOGI DAS CRUZES OSCIMAR GIACOMETTI TORRES SÍNTESE E CARACTERIZAÇÃO DE ÓXIDOS METÁLICOS NANOESTRUTURADOS E SUA APLICAÇÃO NO PROCESSO DE REFORMA CATALÍTICA A VAPOR DO ETANOL Mogi das Cruzes, SP 2010
Transcript of UNIVERSIDADE DE MOGI DAS CRUZES OSCIMAR GIACOMETTI …
UNIVERSIDADE DE MOGI DAS CRUZES
OSCIMAR GIACOMETTI TORRES
SÍNTESE E CARACTERIZAÇÃO DE ÓXIDOS
METÁLICOS NANOESTRUTURADOS E SUA APLICAÇÃO
NO PROCESSO DE REFORMA CATALÍTICA A VAPOR DO
ETANOL
Mogi das Cruzes, SP
2010

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

UNIVERSIDADE DE MOGI DAS CRUZES
OSCIMAR GIACOMETTI TORRES
SÍNTESE E CARACTERIZAÇÃO DE ÓXIDOS
METÁLICOS NANOESTRUTURADOS E SUA APLICAÇÃO
NO PROCESSO DE REFORMA CATALÍTICA A VAPOR DO
ETANOL
Orientador: Prof. Dr. Antonio Carlos Fávero Caires
Mogi das Cruzes, SP
2010
Dissertação apresentada ao Programa de Pós-Graduação em Biotecnologia da Universidade de Mogi das Cruzes como parte dos requisitos para a obtenção do título de mestre em Biotecnologia. Área de concentração: Biotecnologia Industrial

Dedico este trabalho primeiramente a Deus, aos meus pais
José e Raquel pelo apoio e acima de tudo pelo amor incondicional
e a Barbara que tanto amo e admiro.

AGRADECIMENTOS
Ao Prof. Dr. Antonio Carlos Fávero Caires - CIIB/UMC
Pela orientação e a oportunidade de absorver seus conhecimentos
À Profa. Dra. Elisabete Assaf e ao seu grupo de Catálise Heterogênea - IFQ-USP-SC
Por viabilizar e possibilitar os testes catalíticos, medidas de RTP e análises elementares de
carbono com os novos materiais. Fica um agradecimento especial à sua doutoranda Thaísa
Aparecida Maia pela hospitalidade e importante suporte técnico nestes itens
À Profa. Dra. Marivone Nunho Sousa e Márcio Evaristo Silva do Grupo de Catálise
FAENQUIL (USP-LORENA)
Pelos testes catalíticos iniciais e identificação das dificuldades e condições de contorno para a
realização do trabalho
À Dra. Rita de Cássia Lazzarini Dutra, Dr. Cairo L. Nascimento Jr.- CTA - São José dos
Campos
Pelas medidas de Difração de Raios-X
Ao Prof. Dr. Nelson Duran Caballero – IQ-UNICAMP
Pelas Medidas de área Superficial- BET

“Existem duas maneiras de ver a vida; Uma é pensar que não existem
milagres e a outra é que tudo é um milagre.”
Albert Einstein

RESUMO
Este trabalho consiste na síntese e caracterização de novos materiais nanoestruturados derivados do óxido de ferro (III), óxido de zinco (II) e paládio metálico. Os óxidos metálicos foram obtidos a partir da degradação térmica de seus respectivos sabões metálicos, previamente sintetizados, em condições controladas de temperatura. Esses materiais foram caracterizados pelas técnicas de Difração de Raios-X, Fluorescência de raios-X, Redução a temperatura Programada e Microscopia Eletrônica de Transmissão. Os materiais nano-estruturados foram identificados como nanoesferas de óxido de zinco, nanotubos de hematita (α-Fe2O3), com um agrupamento supramolecular em forma de redes e paládio metálico na forma de nanocristais com estrutura supramolecular não organizada. Os novos materiais foram testados como catalisadores mássicos no processo de Reforma a Vapor do Etanol em temperaturas de 400 a 700ºC. O óxido de ferro assim como os sistemas que apresentam este óxido em sua formulação, favorece a reação de deslocamento gás-água, mas devido aos sítios catalíticos presentes no catalisador a reação de desidratação do etanol a eteno também é favorecida inibindo a produção de H2. O óxido de zinco assim como os sistemas que apresentam este óxido em sua formulação, não favorece a reação de deslocamento gás-água devido a sua eficiente capacidade de favorecer a reação de desidratação do etanol a eteno, desse modo a produção de H2 é baixa em relação ao oxido de ferro. A adição de paládio metálico nos catalisadores de óxido de ferro e óxido de zinco assim como nos sistemas formados por estes catalisadores é de fundamental importância na produção de H2, pois em todos os casos estudados o paládio favoreceu a produção do gás hidrogênio.
Palavras-chave: Materiais Nanoestruturados, Óxidos Metálicos, Reforma Catalítica do
Etanol

ABSTRACT
This work presents the synthesis and characterization of new nanostructured materials derivatives from iron (III) oxide, zinc (II) oxide and metallic palladium. The metallic oxides were obtained from the thermal degradation of the it’s respective metallic soaps containing the oleate anion, previously synthesized, in controlled conditions of temperature. These new materials were characterized by X-Ray Diffraction (XRD), X-ray Fluorescence (XRF), Temperature-Programmed Reduction (TPR) and Transmission Electron Microscopy (TEM) techniques. The nanostructure of these new showed us zinc oxide nanospheres, hematite (α-Fe2O3) nanotubes, with a supramolecular grouping in network form and metallic palladium in the form of nanocrytals with not organized supramolecular structure. The new materials had been tested as non-supported catalysts in the Catalytic Reforming of Ethanol in the range of temperature of 400 to 700ºC. The iron oxide nanotubes as well as systems that present this oxide in its formulation, favors the displacement reaction gas-water. Due the presence of acid sites in the catalyst surface, the reaction of dehydration of ethanol the ethane also is favored inhibiting the production of H2. The zinc oxide as well as the systems that present this oxide in its formulation, does not favor the reaction of displacement gas-water due it efficient capacity to favor the reaction of dehydration of etanol to the ethane, in this manner the production of H2 is low compared to iron oxide. The addition of metallic palladium in the mixture of iron oxide and zinc oxide as well as in the systems formed for these catalysts is very important in the production of H2, therefore in all the studied cases palladium favored the production of the hydrogen gas. Key Words: Nanostructured Materials, Metallic Oxides, Ethanol Reforming, Metallic Soaps

LISTA DE ILUSTRAÇÕES
Figura 1 Produção de etanol no cenário mundial em 2008 (RFA, 2010)....................... 15
Figura 2 Linha de reação utilizada para testes catalíticos dos óxidos nanoestruturados (2-
a) Bomba de baixa vazão; (2-b) Evaporador; (2-c) Reator; (2-d) Condensador;
(2-e) Filtro; (2-f) Cromatógrafo a gás VARIAN CHROMPACK modelo CP-
3800 (MAIA, 2007).......................................................................................... 38
Figura 3 Difratogramas de Raios-X de (A) amostra de óxido de ferro e (B) amostra de
óxido de ferro contendo 1 % em massa de paládio metálico........................... 40
Figura 4 Difratogramas de raios-X (A) amostra de óxido de zinco (B) amostra de óxido
de zinco contendo 1% em massa de paládio metálico...................................... 41
Figura 5 Difratograma de Raios-X (A) sistema binário envolvendo óxido de ferro e
óxido de zinco e (B) sistema binário envolvendo óxido de ferro e óxido de
zinco dopado com 1% em massa de paládio metálico......................................41
Figura 6 Imagem obtida através de microscopia eletrônica de transmissão de
nanoesferas de óxido de zinco A) nanoesferas da ordem de 5 nm B)
nanoesferas da ordem de 100 nm..................................................................... 44
Figura 7 Imagens obtidas através da microscopia eletrônica de transmissão de
nanoesferas de óxido de zinco. Escala de 200 nm (B) escala de 100
nm..................................................................................................................... 45
Figura 8 Imagem obtida através de microscopia eletrônica de transmissão de
nanoesferas de óxido de zinco.......................................................................... 45
Figura 9 Imagem obtida através de microscopia eletrônica de transmissão do óxido de
ferro (Escala de 100 nm).................................................................................. 46
Figura 10 Imagem obtida através de microscopia eletrônica de transmissão onde as setas
indicam aglomerações desordenadas de nanopartículas óxido de ferro.
(Escala de 200 nm)........................................................................................... 47
Figura 11 Imagem obtida através de microscopia eletrônica de transmissão destacando a
estrutura de rede formada pelos nanobastões de óxido de ferro....................... 48
Figura 12 Imagens obtidas através de microscopia eletrônica de transmissão destacando
as estruturas supramoleculares dos NT's de óxido de ferro. (Escala 200
nm).................................................................................................................... 49
Figura 13 Imagem obtida através de microscopia eletrônica de transmissão de
nanocristais de paládio metálico....................................................................... 50
Figura 14 Nanocristais de paládio metálico obtida via microscopia eletrônica de
transmissão....................................................................................................... 51
Figura 15 Nanocristais de paládio metálico. (Escala 200 nm).......................................... 52
Figura 16 Perfis de TPR (A) óxido de ferro (α-Fe2O3) e (B) óxido de ferro dopado com
1% em massa de paládio metálico.................................................................... 54
Figura 17 Perfis de TPR (A) óxido de zinco e (B) óxido de zinco dopado com 1% em
massa de paládio............................................................................................... 54
Figura 18 Perfis de TPR do sistema binário do óxido de zinco e óxido de ferro e (B)
sistema binário envolvendo óxido de ferro e óxido de zinco dopado com 1 %
em massa de paládio metálico.......................................................................... 55
Figura 19 Gráfico de porcentagem de conversão de etanol englobando todos os
catalisadores e temperaturas estudadas............................................................ 56
Figura 20 Produção de eteno frente a vários catalisadores na reação de reforma catalítica
a vapor do etanol.............................................................................................. 65
Figura 21 Produção de H2 frente a vários catalisadores na reação de reforma catalítica a
vapor do etanol................................................................................................. 65
Figura 22 Produção de CO2 frente a vários catalisadores na reação de reforma catalítica a
vapor do etanol................................................................................................. 66

LISTA DE TABELAS
Tabela 1 Análise química por fluorescência de raios-X do óxido de zinco.................... 42
Tabela 2 Análise química por fluorescência de raios-X do óxido de ferro.................... 43 Tabela 3 Análise química por fluorescência de raios-X do paládio metálico................. 43 Tabela 4 Conversão do etanol frente a vários catalisadores na reação de reforma
catalítica a vapor............................................................................................... 58 Tabela 5 Produtos gasosos (%) formados com o catalisador Fe2O3............................... 59 Tabela 6 Produtos gasosos (%) formados com o catalisador Fe2O3+Pd......................... 60 Tabela 7 Produtos gasosos (%) formados com o catalisador ZnO.................................. 61 Tabela 8 Produtos gasosos (%) formados com o catalisador ZnO+Pd........................... 62 Tabela 9 Produtos gasosos (%) formados com o catalisador Fe2O3 +ZnO..................... 63 Tabela 10 Produtos gasosos (%) formados com o catalisador Fe2O3+ZnO+Pd............... 64 Tabela 11 Número de mols e formação de carbono (%) para todos os catalisadores
estudados.......................................................................................................... 67

LISTA DE ABREVIATURAS E SÍMBOLOS
MVA Acetato de Vinila
PVA Acetato de Polivinila
PET Polivinil Eteno
MD Mordenita Desaluminada
YSZ Ítria
TPR Redução a Temperatura Programada,
DRX Difração de Raios-X
TEM Microscopia Eletrônica de Transmissão
FRX Fluorescência de Raios-X
DCT Detector de Condutividade Térmica
FID Detector de Ionização de Chamas
λ Comprimento de onda
θ Ângulo
d Distância Reticular dos Cristais
n Reflexão
FTIR Infravermelho por Transformada de Fourier
ATR Refletância Total Atenuada
NT’s Nanotubos
mBar mili Bar
SUMÁRIO
1 INTRODUÇÃO.................................................................................................................... 14
1.1 O ETANOL E SUA IMPORTÂNCIA............................................................................... 14
1.2 ALCOOLQUÍMICA E SUAS ROTAS CATALÍTICAS.................................................. 15
1.3 DESIDRATAÇÃO DO ETANOL A ETENO................................................................... 16
1.4 REFORMA DO ETANOL A GÁS HIDROGÊNIO.......................................................... 18
2 OBJETIVOS......................................................................................................................... 27
3 MÉTODO.............................................................................................................................. 28
3.1 EQUIPAMENTOS............................................................................................................. 28
3.1.1 Síntese, Degradação Térmica e Calcinação das Amostras...................................... 28
3.2 INSTRUMENTOS............................................................................................................. 28
3.2.1 Caracterização Físico-química dos novos materiais................................................ 28
3.3 SÍNTESES......................................................................................................................... 29
3.3.1 Síntese dos sabões metálicos................................................................................... 30
3.3.1.1 Preparação do Oleato de Sódio............................................................................. 30
3.3.1.2 Preparação do Oleato de Ferro.............................................................................. 30
3.3.1.3 Preparação do Oleato de Zinco............................................................................. 31
3.3.1.4 Preparação do Oleato de Paládio.......................................................................... 31
3.4 DEGRADAÇÃO TÉRMICA DOS SABÕES METÁLICOS........................................... 32
3.5 CALCINAÇÃO................................................................................................................. 33
3.6 PREPARAÇÃO DAS AMOSTRAS................................................................................. 33
3.7 ATIVAÇÃO DOS ÓXIDOS.............................................................................................. 34
3.8 TÉCNICAS DE CARACTERIZAÇÃO DOS MATERIAIS OBTIDOS.......................... 34
3.8.1 Redução a Temperatura Programada....................................................................... 34
3.8.2 Análise Elementar – Determinação de Carbono...................................................... 35
3.8.3 Espectrometria de Fluorescência de Raios –X......................................................... 36
3.8.4 Difração de Raios –X (DRX) pelo Método do Pó................................................... 36
3.11 ANÁLISE DE PRODUTOS DA REAÇÃO – CONVERSÃO DO ETANOL E
PRODUÇÃO GASOSA.................................................................................................... 39
3.9 ENSAIOS CATALÍTICOS................................................................................................ 37
3.10 CONDIÇÕES DE OPERAÇÃO DOS ENSAIOS CATALÍTICOS................................ 38
4 RESULTADOS E DISCUSSÃO.......................................................................................... 40
4.1 DIFRAÇÃO DE RAIOS-X................................................................................................ 40
4.2 ESPECTROSCOPIAS DE FLUORESCÊNCIA DE RAIOS-X........................................ 42
4.3 MICROSCOPIA ELETRÔNICA DE TRANSMISSÃO................................................... 43
4.3.1 Microscopia Eletrônica de Transmissão do Óxido de Zinco................................... 44
4.3.2 Microscopia Eletrônica de Transmissão do Óxido de Ferro.................................... 46
4.3.3 Microscopia Eletrônica de Transmissão do Paládio Metálico................................. 49
4.4 REDUÇÃO A TEMPERATURA PROGRAMADA (TPR – H2)..................................... 53
4.5 APLICAÇÃO DOS MATERIAIS NANOESTRUTURADOS NA CONVERSÃO DO
ETANOL........................................................................................................................... 56
4.6 TESTES DOS MATERIAIS NANOESTRUTURADOS NO PROCESSO DE REFROMA
CATALÍTICA DO ETANOL........................................................................................... 59
4.6.1 Ensaios catalíticos com o Fe2O3.............................................................................. 59
4.6.2 Ensaios catalíticos com a mistura binária Fe2O3 dopado com 1% de Pd................. 60
4.6.3 Ensaios catalíticos com o ZnO................................................................................. 61
4.6.4 Ensaios catalíticos com a mistura binária ZnO dopado com 1% de Pd .................. 62
4.6.5 Ensaios catalíticos com a mistura binária ZnO e Fe2O3(50% m/m)........................ 63
4.6.6 Ensaios catalíticos com a mistura ternária Fe2O3 com ZnO (50% m/m) dopado com
1% de Pd........................................................................................................................... 64
4.7 ASPECTOS GERAIS DOS CATALISADORES NA PRODUÇÃO GASOSA............... 65
4.8 ANÁLISE DE FORMAÇÃO DE CARBONO DURANTE AS REAÇÕES.................... 67
5 CONCLUSÕES E SUGESTÕES......................................................................................... 69
6 REFERÊNCIAS.................................................................................................................... 71
14
1 INTRODUÇÃO
1.1 O ETANOL E SUA IMPORTÂNCIA
Conforme dados de literatura (BASTOS, 2007), nos últimos anos a expectativa sobre
os catalisadores sólidos tem crescido, pois são de enorme potencial para catálise de reforma e
desidratação de álcoois, principalmente do etanol.
Com a intensificação dos debates sobre as fontes e o efeito causado pelo acúmulo de
gases causadores do efeito estufa além do possível fim das reservas de petróleo e tendo em
conta que 80% dos combustíveis utilizados no mundo descendem de combustíveis de origem
fóssil, sua utilização tem se tornado um grande transtorno para a manutenção responsável do
planeta. Uma das alternativas é a busca de novos combustíveis de fontes renováveis que
venham a suprir os modernos estilos de vidas adotados pela humanidade nos últimos anos.
E o etanol é visto com grande expectativa, pois é interessante sob vários aspectos,
sejam eles ambientais, econômicos ou até mesmo geopolíticos; produzido a partir da cana de
açúcar o etanol pode ser denominado como substância de origem renovável, pois todo o
dióxido de carbono (CO2) gerado no processo de obtenção é consumido durante a renovação
da safra. Segundo a agência americana RFA (Renewable Fuels Association) o Brasil se
destaca no cenário mundial como segundo maior produtor de etanol, conforme ilustrado na
Figura 1atrás somente dos Estados Unidos que obtêm a maior parte de sua produção através
do milho (RFA, 2009).

15
E.U.A Brasil U. E. China Canadá Outros Tailândia Colômbia Índia Austrália 0
2000
4000
6000
8000
Milh
ões
de g
alõe
s
Figura 1. Produção de etanol no cenário mundial em 2008
(RFA, 2010)
No entanto o Brasil com sua produção baseada no plantio da cana de açúcar detém a
condição de maior produtor mundial com 425 milhões de toneladas, seguido pela Índia, juntos
os dois países são responsáveis por 50% da produção mundial. Na safra 2003/2004 o Brasil
contava com 284 usinas produtoras de álcool, com tecnologias de produção e sistemas de
distribuição bem desenvolvidos, elevando ao etanol brasileiro a qualidade de produto
estratégico para garantir o futuro das reservas energéticas frente à escassez e alto preço do
petróleo (BASTOS, 2007).
1.2 ALCOOLQUÍMICA E SUAS ROTAS CATALÍTICAS
Nos últimos anos o foco do governo, empresas e pesquisadores tem se voltado para a
utilização do etanol como fonte para obtenção de novos produtos, não o restringindo apenas a
utilização como combustível.
O etanol utilizado como matéria prima apresenta rotas catalíticas que podem ser
divididas em alguns grupos principais como: derivados do eteno, derivados halogenados,
derivados acéticos (SOUZA e SOUZA, 1983).

16
No grupo dos derivados do eteno destaque para: o eteno, éter etílico, dicloroetano,
tetracloroetano, cloreto de vinila monomérico, tricloroetileno, óxido de eteno, etilenoglicóis,
etanolaminas, éteres glicólicos, acrilonitrila, etilbenzeno e polietilenos. E no grupo dos
derivados halogenados é possível obter as seguintes substancia: cloreto de etila, etilcelulose,
brometo de etila e o clorofórmio. No grupo dos derivados acéticos, destaque para a produção
de éter etílico, acetato de etila e acetato de butila. O acetaldeído recebe especial atenção por
sua importância na produção de ácido acético, butanol, anidrido acético, acetato de vinila
(MVA), acetato de polivinila (PVA) e do álcool polivinilico (SOUZA e SOUZA, 1983).
Além das rotas catalíticas citadas acima, outro processo de extrema importância que o
etanol possibilita é a obtenção do gás hidrogênio (H2) como principal produto através da
reforma a vapor do mesmo. O hidrogênio pode ser obtido por vários métodos dentre eles a
reforma de gases naturais e combustíveis fosseis e pela reforma a vapor do metanol e etanol.
Dentre todas essas apenas o etanol possui provem de fonte renovável, mas para isso deve ser
originado de biomassa pelo processo de fermentação.
1.3 DESIDRATAÇÃO DO ETANOL A ETENO
O etileno tem elevado valor comercial, pois é utilizado como matéria prima para
diversos produtos como, por exemplo, o polivinil eteno (PET). Vários estudos têm sido
realizados para melhorar o processo e em particular em novos catalisadores que possibilitem
uma alta produção, alta resistência a desativação, alta taxa de conversão e seletividade.
O etanol é cataliticamente desidratado a eteno de acordo com a reação apresentado na
equação 1.
C2H5OH C2H4 + H2O
(Equação 1)
A teoria múltipla desidrogenação/desidratação é baseada na geometria superficial do
catalisador e se relaciona a distância entre os íons oxigênio e metálicos, determinando assim a
seletividade de conversão catalítica de álcoois. Uma distância maior entre os íons oxigênio e
os íons metálicos favorece reações de desidrogenação (JEWUR, 1984).
17
A conversão de etanol a etileno e água é uma reação de eliminação típica e
dependendo da natureza do intermediário de reação e do tempo relativo de quebra das
ligações químicas dentro da molécula, existem três mecanismos para reação de eliminação:
1. Mecanismo de Eliminação Bimolecular (E2): As quebras das ligações C-H e C-OH
são quase simultâneas; os sítios ácido-básicos são de forças semelhantes.
2. Mecanismo de Eliminação Unimolecular (E1): Os sítios ácidos eliminam a hidroxila
do álcool gerando um íon carbônio e a remoção do próton dos íons carbônio é rápida,
acompanhada da formação do etileno.
3. Mecanismo de Eliminação Unimolecular da Base Conjugada (E1bc): O próton é
removido primeiro para formar o carbânion intermediário e o grupo OH é perdido na etapa
rápida (JEWUR, 1984).
Com o aumento da basicidade do catalisador, a seletividade para desidrogenação
cresce. A ligação metal oxigênio nos óxidos básicos é geralmente iônica, a princípio,
enquanto óxidos metálicos ácidos exibem ligações covalentes. As grandes diferenças na
eletronegatividade entre cátions e ânions, podem ser favoráveis a desidrogenação de alcoóis
(JEWUR, 1984).
Arenamnart e Trakarnpruk (2006) estudaram a conversão do etanol com razão
água/etanol 9:1 utilizando um tipo de zeólita chamada mordenita desaluminada (MD) como
suporte para ancoragem de vários metais através de duas técnicas, a impregnada e a troca
iônica no estado sólido. Os catalisadores foram inseridos no reator juntamente com a solução
de água/etanol e submetidos à temperatura de 350°C, em 1 hora de reação onde o principal
produto formado foi o etileno juntamente com pequenas quantidades de outras oleofinas. A
550°C e também em 1 hora de reação o metano foi formado como resultado da reação de
decomposição. Os resultados obtidos mostraram que a água formada durante o processo de
conversão do etanol compete com alcenos de pequena cadeia carbônica pelos sítios ácidos de
Brönsted e Lewis, pois a adsorção de água reduz a força e a concentração destes sítios. Como
conseqüência, a conversão de alcenos de pequena cadeia carbônica para hidrocarboneto de
elevado peso molecular diminui. A MD foi utilizada como suporte para um ou um mix dos
seguintes metais (Zn, Mn, Co, Rh, Ni, Fe e Ag), os catalisadores MD/Zn e MD/Zn-Ag
preparados via método de impregnação mostraram grande seletividade para etileno
produzindo pequenas quantidades de coque e produção de etileno de 96% e 98%
respectivamente. O autor observa ainda que o catalisador MD/Ni demonstrou maior
seletividade para etano devido a sua característica de desidratação.
18
Agudelo e Montes (2005) estudaram a desidratação catalítica do etanol a eteno em
fase gasosa utilizando zeólita HMOR (Si/Al= 6,5), HZSM-5 (Si/Al= 29), Cu-HZSM-5
(Si/Al= 98) e Fe-ZSM-5 (Si/Al= 151) em intervalo de temperatura de 120-300°C e constatou
que os catalisadores suportados em HZSM-5 foram os mais ativos em temperaturas acima de
260°C, obtendo conversões acima de 60%. Onde o eteno foi o produto obtido em maior
quantidade na reação de desidratação.
A presença de cobre na zeólita HZSM-5 pouco influenciou na atividade catalítica em
temperaturas mais altas, no entanto a adição de ferro diminuiu a conversão de etanol. A
zeólita HMOR foi ativa apenas em temperaturas menores que 200°C, pois sua desativação
devido à formação do coque ocorria a 240°C.
Tsuyoshi e colaboradores (1994) estudaram a reforma a vapor do etanol à eteno,
acetona e a acetaldeído. A fim de desenvolver um catalisador apropriado para esta reação, o
autor estudou a atividade catalítica de 24 óxidos dentre estes óxidos o autor observou elevada
formação a acetona, o autor relata que a formação de acetona esta ligada a presença de
características ácidas e básicas na superfície do catalisador, sugerindo que a formação da
acetona se trata de uma reação catalítica bifuncional ácido-base. O óxido de ferro mostrou se
superior aos outros óxidos estudados para conversão do etanol a acetona. Esta superioridade é
fortemente aumentada misturando se o óxido de ferro com o óxido de zinco. A melhor
composição para o mix de ferro e zinco é Zn/ (Fe+Zn) = 0,1: 0,4 e a melhor condição para a
calcinação é 500°C por 3 horas. Com relação ao catalisador, este apresentou 100% de
conversão do etanol e formação de acetona de 94% em uma temperatura da reação de 713K.
Inicialmente utilizou se uma mistura de Fe2O3 e de ZnO mas na reação o mix é convertido a
um composto do tipo de espinélio, ZnFe2O3. A melhor temperatura de reação foi determinada
a 713K, e nesta temperatura, o rendimento da acetona diminuiu para 34% após 24 horas.
1.4 REFORMA DO ETANOL A GÁS HIDROGÊNIO
Há poucos estudos relacionados à reforma a vapor do etanol até o ano 2000, mas
devido ao crescimento do interesse por rotas de obtenção de matrizes energéticas alternativas
aos combustíveis de origem fóssil, desde então vários grupos de pesquisas têm direcionado
19
seus trabalhos para este importante. Esta seção apresentara publicações de catalisadores que
tem sido previamente utilizados para a produção de hidrogênio via reforma a vapor do etanol.
Vasudeva e colaboradores (1996) relatam que em todas as condições estudas a
conversão de etanol foi quase completa e somente traços de eteno e acetaldeído foram obtidos
como produtos. Para a alimentação do reator com a mistura reacional água/etanol com razão
molar 20:1, a quantidade de mols de hidrogênio obtido foi de 5,56, ou seja, muito próximo da
quantidade teórica máxima de mols de hidrogênio (6,0). O metano e o monóxido de carbono
decresceram substancialmente quando a razão de água/etanol subiu de 10 para 20. O autor
observa ainda que o aumento da temperatura de 525 para 925°C, utilizando a mesma razão
água/etanol (20:1) diminuiu a quantidade de metano e dióxido de carbono do equilíbrio, mas
aumentou a quantidade de monóxido de carbono. As produções de etileno, acetaldeído e
carbono não foram afetados. Com o aumento da temperatura de 525 para 625°C o rendimento
de hidrogênio inicialmente passou de 5,56 para 5,72 mols por mol de etanol consumido, mas
logo após diminui para 5,17 mols a 925°C. O autor demonstra que o baixo índice de água
(menor que 10mols/mol de etanol) e temperatura constante de 725°C, a produção de metano e
monóxido de carbono aumenta com a um decréscimo substancial de hidrogênio.
Freni e colaboradores (1996) investigaram termodinamicamente a reforma a vapor do
etanol na faixa de temperatura de 600 a 700°C, pressão de 1 atm e razão molar água/etanol de
2:1. O autor observou que termodinamicamente os produtos favorecidos foram o hidrogênio,
monóxido de carbono, metano, acetaldeído, eteno e carbono. Segundo o autor a quantidade de
hidrogênio produzido pela reforma a vapor é influenciado pela temperatura. A 600°C a
quantidade de hidrogênio produzido foi de 46,8% e aumento 58,95% a 700°C. O rendimento
do hidrogênio foi realçado a baixas pressões assim como a alta razão molar água/etanol da
mistura reacional reduz a produção de produtos indesejáveis como monóxido de carbono,
metano e carbono.
Garcia e Laborde (1991) relatam a possibilidade de se obter hidrogênio através da
reforma a vapor do etanol com temperaturas maiores que 280°C e pressão atmosférica, sendo
o metano o único produto indesejável formado. A produção de hidrogênio, entretanto é
favorecida em altas temperaturas, baixas pressões e razão água/etanol altas. Essas condições
também reduzem o nível de subprodutos. O efeito da pressão (1 a 9 atm) na produção de
hidrogênio e metano também foram estudados. O estudo mostra que a produção de hidrogênio
é acrescida quando todas as pressões e temperaturas são aumentadas mas é muito mais
eficaz quando a pressão atmosférica e temperatura estão a acima de 327°C.
20
O estudo mostra ainda que a concentração de metano decresce com a diminuição da
pressão. Em temperatura de 527 °C e razão molar água/etanol 1:1, o índice de metano foi 32
% em pressão atmosférica e 40% em pressão de 3 atm. A relação de produção de
hidrogênio/metano aumenta para a razão molar água/etanol de 10:1, em pressão de 1 atm e
temperatura acima de 427°C. Em pressão atmosférica e temperatura acima de 327°C, a
produção de hidrogênio alcança o máximo com o mínimo de CO produzido para razão molar
água/etanol de 10:1.
Thoephilus (2001) analisou termodinamicamente a reforma a vapor do etanol em uma
célula combustível em 1 atm, faixa de temperatura de 527 a 1027°C , e razão molar
água/etanol de 3:1 até 6:1 mostrando que a reação de reforma a vapor do etanol realiza-se de
duas maneiras: (i) uma etapa endotérmica de alta temperatura (reforma a vapor), na qual o
etanol é convertido para uma mistura gasosa de H2, CO, CO2, CH4 e H2O não reagida, (ii)
subsequentemente, em baixa temperatura (reação de deslocamento gás-água) na qual o CO
reage com água para formar H2 e CO2. Desde que a reação de deslocamento esteja limitando o
equilíbrio, a conversão CO não se completa e um passo adicional para remoção do CO é
necessário. O autor conclui que a produção de hidrogênio próximo de 100% foi obtida com
uma razão molar água/etanol de 5:1 e temperatura de 727 °C.
Cavallaro e Freni, (1996) investigaram a reforma a vapor do etanol utilizando
catalisadores CuO/ZnO/Al2O3, e outros como NiO/CuO/SiO2,CU/Zn/Cr/Al2Ox , Pt/
Al2O3,Pt/La2O3/Al2O3,Pt/TiO2, Pt/MgO/Al2O3, Rh/SiO2,Rh/Al2O3 e Rh/MgO/Al2O3. Os
experimentos foram realizados em um reator de leito fixo na faixa de temperatura de 357 até
477°C, pressão de 1 atm, razão molar água/etanol de 6:1 até 10:1. Em 377°C nenhum traço de
produtos intermediários como ácido acético, acetaldeído e etil acetato foi produzido. Estes
compostos são produzidos em temperaturas abaixo de 325°C quando a seletividade para
hidrogênio e dióxido de carbono é muito baixa. A seletividade para hidrogênio, dióxido de
carbono e monóxido de carbono aumenta conforme a temperatura também aumenta.
Haga e colaboradores (1997) investigaram o efeito do tamanho dos cristais dos
catalisadores de cobalto suportado em alumina na reforma a vapor do etanol sob as seguintes
condições reacionais: faixa de temperatura de 223 ate 452°C, pressão de 1 atm, razão molar
água/etanol de 4,2:1. O autor relata que o metano, acetaldeído, etano, dietil éter e dióxido de
carbono foram obtidos como produtos. A reforma a vapor do etanol de qualquer modo será
precedida através da formação de acetaldeído em temperaturas abaixo de 400 °C. A conversão
de etanol alcançou 100 % a 400 °C. Também, os resultados obtidos usando Co provenientes
de diferentes matérias mostram que a atividade para a conversão do etanol independe do

21
material de partida como o acetato de cobalto ou cloreto de cobalto para produzir o catalisador
de cobalto. A produção de acetaldeído aumenta notoriamente em baixas temperaturas
alcançando um máximo por volta de 330 °C. Acima desta temperatura, o acetaldeído e
convertido em dióxido de carbono e hidrogênio. A seletividade para monóxido de carbono
aumenta alcançando um máximo (53%) aproximadamente a 380 °C depois diminui
rapidamente para 23% a 400 °C. A seletividade para metano alcança um máximo de 20% a
400 °C depois decresce gradualmente para 10% a 450 °C.
Marino e colaboradores (1998) estudaram a atividade da γ-alumina como suporte para
catalisadores cobre-níquel para produção de hidrogênio a partir da reforma a vapor do etanol
em pressão atmosférica e razão molar água/etanol de 2,5:1. Os efeitos da temperatura de
calcinação e da concentração de cobre na estrutura e performance catalisador Cu/Ni/K/γ-
Al2O3 foram investigado. A concentração de cobre variou entre 0,00 % de peso em massa até
6,36 % de peso em massa, os catalisadores foram calcinados em 550 e 800°C por 5 horas. O
gás efluentes obtidos após a reação foram H2, CO, CH4, C2H4O, (C2H5)2 e H2O. Os
catalisadores apresentaram atividade, estabilidade e seletividade aceitáveis quando a reação
foi realizada a 300°C. Eles concluíram que a dopagem dos catalisadores com hidróxido de
potássio neutralizou os sítios ácidos do suporte e deste modo minimizaram a produção do éter
etílico e do eteno. No catalisador o cobre foi o agente ativo, o níquel promoveu a ruptura da
ligação C-C e aumentou a seletividade para o hidrogênio e o potássio neutralizou os sítios
ácidos da γ-alumina melhorando a performance do catalisador. Os resultados das medidas de
atividade e seletividade juntamente com as estrutura dos catalisadores indicam que o
catalisador tem uma alta dispersão de agentes ativos o que auxilia a conversão do etanol por
unidade de massa do cobre; a alta dispersão do cobre foi obtida quando o catalisador foi
calcinado em baixa temperatura (550°C).
Anthanasios e colaboradores (2002) investigaram a reforma a vapor do etanol a 750°C
com razão molar água/etanol 3:1 utilizando catalisadores de Ni suportados em zircônia
estabilizada em ítria (YSZ), La2O3, MgO e Al2O3. Os autores observaram que o catalisador de
Ni/La2O3 exibiu alta atividade e seletividade para a produção de hidrogênio assim como
estabilidade por volta de 100 horas na reforma a vapor do etanol. Esta longa estabilidade do
Ni/La2O3 foi atribuída à remoção do coque depositado na área superficial do Ni pelas espécies
oxicarbonatos de lantânio. Os resultados obtidos pelo catalisador Ni/Al2O3 são comparáveis
aos de Ni/La2O3, mas a seletividade dos produtos diminui. No caso do catalisador de Ni/YSZ,
a seletividade para hidrogênio foi constante, no entanto a seletividade para CO2 e CO
diminuiu com o tempo, obtendo estabilidade somente após 20 horas de reação. O catalisador

22
Ni/MgO foi muito estável sob condições superiores ,mas com pobre seletividade comparado
com outros catalisadores mencionados anteriormente.
Luengo e colaboradores (1992) estudaram a reforma a vapor do etanol usando Ni, Cu
e Cr ancorados em suportes de γ-Al2O3 e α-Al2O3. O experimento foi realizado utilizando os
seguintes parâmetros: faixa de temperatura de reação de 300 a 550°C; pressão atmosférica;
razão molar água/etanol de 0,4: 1 até 2:1; velocidade de vazão do etanol de 2,5 até 15m3/ h-1.
A concentração metálica foi escolhida com o objetivo de maximizar a conversão total e
aumentar a seletividade para CO e H2. O suporte α-Al2O3 realizou conversão de etanol de 100
% e alta seletividade para H2 e CO, no entanto o suporte γ-Al2O3 apresentou baixa conversão
e seletividade para os produtos desejados.
Velu e colaboradores (2002) estudaram a reforma a vapor do etanol utilizando um
catalisador formado por uma mistura de óxidos de Cu- Ni- Zn- Al na presença ou ausência de
ar. Os produtos obtidos foram H2, CO, CH3COOH, CH3CHO, CH4 e CO2. A conversão de
etanol aumentou com a razão O2/etanol alcançando 100% com a razão O2/etanol 0,6. A
seletividade de ambos CO e CO2 quando a razão O2/etanol alcançou 0, 4, de qualquer forma a
seletividade para CO cai com razão O2/etanol de 0,6. O rendimento do hidrogênio cai de 3
mols/mol de etanol convertido para 2 mols/mol de etanol convertido na ausência de oxigênio.
Os autores concluíram que a adição de oxigênio melhora a conversão de etanol e também a
oxidação do CH3CHO para CH4 e CO2. Eles ainda relatam que o catalisador de Cu favorece a
desidrogenação do etanol a acetaldeído, quando a adição de níquel no sistema Cu/Al2O3
rompe a ligação C-C, melhorando a gasificação do etanol e reduzindo a seletividade para
acetaldeído e ácido acético.
Cavallaro e colaboradores (2003) observaram que a impregnação de ródio em γ-
alumina é apropriada para a reforma a vapor do etanol. A utilização do Rh/γ-Al2O3 como
catalisador a 650°C apresentou os seguintes produtos CO2, CO, CH4 e CH3CHO. A
estabilidade do catalisador foi investigada com e sem a presença de oxigênio, e o autor
conclui que o oxigênio influência positivamente a estabilidade do catalisador onde apenas
10% da atividade foi perdida após 95 horas de reação.
Breen e colaboradores (2002) investigaram a reforma a vapor do etanol na faixa de
temperatura que variavam de 400 a 750 °C utilizando catalisadores de óxidos de metais
suportados, com razão molar água/etanol de 3:1. Os autores concluíram que os suportes
exercem um importante papel na reforma do etanol. Eles observaram que os catalisadores
suportados em alumina são mais ativos na desidratação do etanol a eteno em baixas
temperaturas do que em temperaturas mais altas (550 °C) produzindo em H2, CO e CO2 e em
23
menor produção o CH4. Os metais utilizados apresentaram a seguinte ordem de atividade Rh>
Pd> Ni= Pt. O suporte ceria/zircônia foi o mais ativo exibindo 100% de conversão de etanol
em temperaturas próximas a 650°C. A ordem de atividade em altas temperaturas foi Pt≥ Rh>
Pd. Usando a combinação de ceria/zircônia com a alumina, foi observado que a formação de
eteno não inibe a reação de reforma a vapor em altas temperaturas.
Freni (2001) examinou a reação de reforma vapor do etanol utilizando catalisador de
Rh/Al2O3. A reação ocorreu na faixa de temperatura de 392 até 650°C, pressão de 1,4 atm; e
razão molar de água-etanol de 4,2:1 até 8,4:1. Os resultados indicaram que a atividade da
alumina como catalisador não foi insignificante; houve produção de eteno e água a 347°C, a
produção aumentou e afetou o equilíbrio a 600°C. Os autores observaram que o índice de
água não influenciou a formação de eteno. Quando 5 % de peso em massa de Rh foi
adicionado a alumina, as análises dos produtos obtidos abaixo de 460°C indicaram a presença
de dióxido de carbono, metano e acetaldeído. A reação de reforma a vapor ocorreu
principalmente acima dos 460 °C produzindo hidrogênio, dióxido de carbono, monóxido de
carbono e metano.
Freni e colaboradores (2002) também estudaram a reforma do etanol para produção de
hidrogênio via células de combustível de carbonato fundido em Ni/MgO. Eles relatam que o
catalisador apresentou excelente seletividade para hidrogênio e dióxido de carbono. A
metanação do CO e decomposição foi consideravelmente reduzida. A formação do coque foi
drasticamente diminuída devido aos benefícios causados pelo suporte básico, que modificou
positivamente a propriedade eletrônica do Ni.
Galvita e colaboradores (2001) investigaram a reforma a vapor do etanol para
produção de gás de síntese (Syngas) em reator de duplo leito. As condições de reação foram
as seguintes, faixa de temperatura de trabalho de 210 a 380°C; pressão de 1 atm; razão molar
água/etanol de 8,1:1 até 1,04:1. No primeiro leito, o etanol foi convertido a uma mistura de
metano, óxido de carbono e hidrogênio em catalisador de Pd/C (Pd suportado em Sibunit,
carbonato de porosidade especial) e está mistura foi convertida para Syngas utilizando
catalisador de Ni ancorado no intuito de possibilitar a reforma a vapor do metano. Eles
observaram também que a conversão do etanol aumentou conforme a temperatura também
aumenta, obtendo 100% de 330 a 360°C com uma razão molar de água/etanol de 8,1 e 1,04
respectivamente. Eles concluem que o uso do reator de duplo leito previne a formação do
coque desde que o rendimento esteja próximo do equilíbrio.
Jordi e colaboradores (2002) examinaram o processo de produção de hidrogênio via
reforma do etanol utilizando catalisadores de Co ancorados em diversos suportes. A faixa de

24
temperatura utilizada foi de 300 a 450 °C e razão molar de água/etanol de 13:1. Foi observado
que uma insignificante reforma do etanol ocorre com o catalisador Co/Al2O3. A desidratação
do etanol a eteno ocorre na maior parte do experimento. Isto foi atribuído ao caráter ácido da
Al2O3. O catalisador de Co/MgO apresentou conversão de etanol de apenas 30%, sendo a
principal reação a conversão de etanol para acetaldeído. O catalisador de Co/SiO2 também
apresentou o acetaldeído como principal produto obtido. Em baixas temperaturas, a conversão
do etanol a 100% foi obtida pelo catalisador Co/V2O5, onde cerca de 84 % do etanol
convertido produziu acetaldeído. O catalisador de Co/ZnO exibiu a melhor performance
catalítica dentre todos os catalisadores estudados, onde a conversão do etanol obteve 100%
juntamente com uma alta seletividade para hidrogênio e maior razão de dióxido de carbono
por etanol reagido isso tudo sem apresentar desativação do catalisador.
Auprêtre e colaboradores (2002) estudaram a influencia dos metais (Rh, Pt, Pd, Ni,
Zn, Ru, Fe e Cu) em vários suportes (Al2O3,12% CeO2-Al2O3, CEO, CEO-ZrO2, ZrO2) no
intuito de minimizar a formação de CO, e propôs que metais altamente ativos na reação de
reforma a vapor como Rh e Ni aumentam a conversão do etanol em H2 e tem alta seletividade
para formar CO2. Metais como Pd, Zn, Fe, Ru e Cu são ativos na reação de deslocamento do
gás-água apresentando baixa atividade na reação de reforma a vapor, no entanto são
essencialmente ativos na desidratação do etanol formando eteno apesar de tais catalisadores
apresentarem rápida desativação devido a formação do coque em ocorrência da polimerização
do eteno. Além do mais, são pouco seletivos a formação de CO2, mas apresentam atividade
para formação de metano. O autor conclui que catalisadores que apresentam seletividade em
formar CO2 apresentam pouca eficiência na reação de deslocamento do gás-água. Pois o CO2
é produzido como produto primário na reação de reforma a vapor, e catalisadores altamente
ativos na reação de deslocamento do gás-água são pouco seletivos a formar CO2, pois
transforma o CO2 produzido durante a reação em CO até alcançar o equilíbrio termodinâmico.
Jose e colaboradores (2003) examinou a reação de reforma a vapor do etanol
utilizando catalisador Ni/Al2O3. Eles concluíram que em temperaturas acima de 500 °C, alta
razão molar de água/etanol (6:1) aumenta o rendimento de hidrogênio (5,2) e seletividade
(91%). Água em excesso dentro do reator melhora a reforma do metano e diminui a
quantidade de carbono depositado sobre o catalisador.
Em estudo realizado por Jordi e colaboradores (2001), vários óxidos como MgO, γ-
Al2O3, TiO2, V2O5, CeO2, ZnO, Sm2O3, La2O3 e SiO2 foram utilizados como catalisadores na
reforma a vapor do etanol em temperatura que variou de 300°C a 450 °C. Em todos os casos a
conversão de etanol aumentou com o aumento da temperatura, no entanto, significantes

25
diferenças foram observados em termos de atividade, estabilidade e seletividade dos
catalisadores. Foi observado que a γ-Al2O3 e o V2O5 apresentou alta conversão de etanol em
baixas temperaturas (350°C), eles não foram apropriados para a produção de hidrogênio, mas
ambos foram altamente seletivos a produção de eteno pela desidratação do etanol (devido a
suas naturezas ácidas). Os resultados mostraram também que o MgO e o SiO2 obtiveram
conversão menor que 10 % e foram também seletivos a desidrogenação do etanol para formar
acetaldeído, o La2O3 e CeO2 obtiveram conversão de aproximadamente 20%. Outros óxidos
como TiO2 e Sm2O3 apresentaram alto processo de desativação com conversões que
diminuíram de 100% para 3,9% e de 67,2% para 37,2% respectivamente. Após a reação estes
catalisadores apresentaram uma coloração negra. Isto é atribuído ao deposito de carbono
durante a reação, o que pode ser responsável pela queda de atividade dos catalisadores.
Segundo Jordi e colaboradores (2001), o ZnO apresentou alta seletividade para H2 e CO2,
concluindo que o etanol e capaz de formar uma larga escala de produtos ilustradas nas
seguintes equações:
• Reforma a vapor do etanol
C2H5OH + 3H2O → 2CO2 + 6H2
• Decomposição do etanol para formar metano
C2H5OH → CO + CH4 + H2
• Desidratação do etanol
C2H5OH → C2H4 + H2O
• Desidrogenação do etanol
C2H5OH → CH3CHO + H2
• Decomposição do etanol para formar acetona
2 C2H5OH → CH3COCH3 + CO + 3H2
• Reação de deslocamento gás-água
CO + H2O → CO2 + H2
O metano, acetaldeído, eteno, acetona são produtos indesejáveis na reforma a vapor do
etanol, pois eles competem com H2 por átomos de hidrogênio.
Apesar do número de trabalhos dedicados ao uso de materiais nanoestruturados na
reforma catalítica do etanol ser pequeno este índice vem crescendo cada vez mais, chamando

26
a atenção de vários grupos de pesquisas, pois há uma expectativa de que catalisadores
nanoestruturados mesmo apresentando a mesma composição química, podem apresentar
resultados diferentes em relação a catalisadores de estruturas macroscópicas. Como exemplo
podemos citar Tsuyoshi e colaboradores (1994) utilizaram o óxido de ferro e óxido de zinco
como catalisadores na reforma a vapor do etanol sem nenhuma preocupação com o tamanho e
os arranjos estruturais destes materiais obtendo assim excelente conversão de etanol e alta
produção de acetona.
Dessa forma, com a realização deste trabalho buscou-se a utilização de materiais
nanoestruturados de óxido de ferro e óxido de zinco, assim como o efeito causado pela
dopagem dos mesmos com paládio metálico na reforma catalítica do etanol, é importante
destacar que estes materiais foram testados de maneira inédita, onde o levantamento
bibliográfico realizado não apresentou trabalhos que utilizassem materiais obtidos de forma
semelhante como catalisadores na reforma a vapor do etanol. Deste modo a busca pela
obtenção de catalisadores de alta performance e a utilização de técnicas sintéticas simples
utilizando materiais baseados em ferro e zinco, que se destacam pelo seu de baixo custo,
foram algumas das principais preocupações deste trabalho .
27
2 OBJETIVOS
Considerando a grande importância que o etanol vem recebendo nos últimos anos no
cenário mundial, este trabalho teve por objetivo sintetizar e caracterizar novos materiais
nanoestruturados à base de óxido de zinco, óxido de ferro e paládio metálico, gerados por
decomposição térmica de oleatos metálicos, utilizando-os como catalisadores na reação de
reforma a vapor do etanol.
Deste modo este trabalho teve os seguintes objetivos específicos:
1. Sintetizar e caracterizar através de técnicas físicas e físico-químicas os novos
materiais nanoestruturados.
2. Utilizar e avaliar esses novos materiais nanoestruturados na reforma a vapor do
etanol.
3. Entender os mecanismos de reforma a vapor do etanol.
28
3 MÉTODO
3.1 EQUIPAMENTOS
3.1.1 Síntese, Degradação Térmica e Calcinação das Amostras
Sistema de refluxo do tipo Soxhlet- Utilizado para síntese dos sabões metálicos.
Bloco digestor mod. MA 058/16-Marconi– Utilizado para degradação térmica das
amostras.
Mufla mod. 3-550 PD- Vulcam- Utilizado para calcinação das amostras pós –
degradação térmica.
3.2 INSTRUMENTOS
3.2.1 Caracterização Físico-Química dos novos materiais
Espectrômetro de Fluorescência de Raios –X mod. XRF-1700- Shimadzu. Utilizado
para obtenção das medidas de fluorescência e dos teores metálicos nas amostras.
Espectrômetro de Infravermelho mod. Spectrum 100 - Perkin-Elmer. Utilizado para a
caracterização dos sabões metálicos.
Microscópio Eletrônico de Transmissão com filtro de energia mod. CEM-902- Zeiss,
equipado com câmara com plataforma iTEM-CCD Proscan. Utilizado para a obtenção de
imagens de microscopia eletrônica de transmissão (TEM) e caracterização dos materiais
nanoestruturados.
“Elemental Analyzer”- mod. EA 1110 CNHS-O, equipado com coluna Porapak PQS.
Utilizado para análise elementar de carbono após a reação catalítica

29
Sistema Analítico Multipropósito com detector de condutividade térmica mod.
SAMP3. Para análise de redução a temperatura programada.
Cromatógrafo a gás mod. GC-3800 da VARIAN CHROMPACK com detector DCT e
dois canais, o primeiro canal possui duas colunas em série, uma Porapak-N de 2 metros de
comprimento e uma peneira molecular 13X de 3 m de comprimento, ambas 1/8 polegadas de
diâmetro interno. No segundo canal utilizou se apenas uma peneira molecular 13X. Utilizado
para análises quantitativas e qualitativas dos gases produzidos na reforma catalítica do etanol.
Cromatógrafo a gás mod. VDC-5890 da VADEN-HP equipado com detector de
ionização de chamas (FID), coluna capilar FFAP de 25 m com diâmetro interno de 0,2mm e
espessura 0,33 µm. Utilizado para análises quantitativas e qualitativas de líquidos coletados
após separação no condensador (Figura 2d).
3.3 SÍNTESES
O processo de síntese dos materiais inicia-se com a produção do oleato de sódio, que
se dá por reação simples de saponificação (Equação 2). Esta substancia é o material de partida
para a produção do oleato de ferro, oleato de zinco assim como do oleato de paládio, para
tanto o oleato de sódio é submetido em uma reação de troca metálica com o metal de interesse
na forma de cloreto, conforme ilustrado nas equações 3,4 e 6 sob sistema de refluxo do tipo
Soxhlet
Todos os oleatos seguiram a mesma sistemática de produção, com exceção do oleato
de paládio, onde se realizou uma etapa adicional de preparação (Equação 5),com intuito de se
obter uma forma solúvel do sal de paládio.
30
3.3.1 Síntese dos sabões metálicos
3.3.1.1 Preparação do Oleato de Sódio
Em um béquer foram adicionados de forma estequiométrica, ácido oléico e solução de
hidróxido de sódio 25% dissolvidos em etanol. Lentamente foi adicionado ácido acético de
forma que o pH final da mistura apresentasse 6,5. O béquer foi aquecido em banho-maria em
agitação magnética constante. Após 20 minutos de reação obteve-se uma massa pastosa,
contendo glicerol e hidróxido de sódio em excesso.
Após o resfriamento da mistura em banho de gelo adicionou-se uma solução contendo
200g de cloreto de sódio, sob agitação magnética constante para precipitação do oleato de
sódio. O processo de adição do cloreto de sódio a mistura tem como objetivo aumentar a força
iônica da solução promovendo a separação do oleato de sódio. O sólido formado foi isolado
por filtração simples e lavado com água tipo 1 e etanol. Após secagem dos solventes ao ar o
produto foi armazenado em dessecador. O rendimento foi de 95%.
A equação 2 ilustra a reação de obtenção do oleato de ferro.
OHCOONaCHCHCHCHCHNaOHCOOHCHCHCHCHCH 26282362823 )()()()( +→+
(Equação 2)
3.3.1.2 Síntese do Oleato de Ferro
O oleato de ferro foi preparado através da reação estequiométrica de 36,5g de cloreto
de ferro hexahidratado e 10,8g de oleato de sódio. Dessa forma o oleato de sódio e o cloreto
de ferro hexahidratado foram dissolvidos em uma mistura contendo etanol, hexano e água. A
emulsão resultante foi aquecida a 70 °C e mantida em reação constante por 4 horas sob
refluxo.
Ao final da reação foram formadas duas fases sendo separadas com o auxilio de um
funil de separação. A fase orgânica superior foi isolada e lavada com água tipo 1.

31
Após a lavagem da solução o hexano foi evaporado resultando no oleato de ferro de
característica de um sólido pastoso com coloração marrom avermelhado, com rendimento de
97%.
A equação 3 ilustra a reação de obtenção do oleato de ferro.
FeCl3 + 3 CH3(CH2)8CHCH(CH3)6COONa→ [CH3(CH2)8CHCH(CH3)6COO]3Fe + 3NaCl
(Equação 3)
3.3.1.3 Síntese do Oleato de Zinco
O sabão metálico de zinco foi preparado através da reação de cloreto de zinco II e
oleato de sódio. Assim reagiu-se estequiometricamente 11,2g de cloreto de zinco II com 50 g
de oleato de sódio, os sólidos foram dissolvidos em uma mistura contendo etanol, hexano e
água. A emulsão resultante conforme a equação ilustrada na figura foi aquecida a 70 °C e
mantida nesta temperatura por 4 horas sob refluxo.
Ao final da reação foram formadas duas fases sendo separadas com o auxilio de um de
funil separação. A fase orgânica superior foi isolada e lavada com água tipo 1.
Após a lavagem da solução o hexano foi evaporado resultando no oleato de zinco de
característica sólida e pastosa de cor branca. A equação 3 ilustra a reação de obtenção do
oleato de zinco. O rendimento foi de 94%
NaClZnCOOCHCHCHCHCHCOONaCHCHCHCHCHZnCl 2])()([)()(2 262823628232 +→+
(Equação 4)
3.3.1.4 Síntese do Oleato de Paládio
Como material de partida foi sintetizado o composto tetracloropaladato de lítio
(Li2PdCl4), reagindo se em quantidades estequiométrica o cloreto de lítio e cloreto de paládio
sob-refluxo em metanol, conforme ilustrado na equação 4.

32
4222 2 PdClLiLiClPdCl →+ (Equação 5)
Uma vez obtida uma forma solúvel do sal de Paládio (II), 14,8g foram dissolvidos
juntamente com 50g de oleato de sódio em uma mistura contendo etanol, hexano e água onde
reagiram a 70 °C sob refluxo por 4 horas.
Ao término da reação com a formação de duas fases no balão de reação, separou se a
fase orgânica contendo o oleato de Paládio (II) em funil de superação. Após três sucessivas
lavagens utilizando água tipo 1, os solventes foram evaporados e o oleato de paládio isolado
conforme ilustrado na equação 6.
22628232234 22])()([2)()(42 LiClNaClPdCOOCHCHCHCHCHCOONaCHCHCHCHCHLiPdCl ++→+
(Equação 6)
Após a produção de todos os sabões metálicos obtidos a partir do ácido oléico foi
utilizada a técnica de espectroscopia na região do infravermelho dos sabões metálicos que
indicou que em todas as análises realizadas comprovaram a presença de bandas de grupos –
CH2 e –CH3 presentes na longa cadeia carbônica do íon oleato, também há em todos os
espectros a presença do modo normal de vibração típico do íon carboxilato.
3.4 DEGRADAÇÃO TÉRMICA DOS SABÕES METÁLICOS
Dissolveu-se 36g de oleato do metal de transição em 5,7g de ácido oléico e 200g de 1-
octadeceno em temperatura ambiente. A mistura foi aquecida a uma taxa de 3,3°C.min-1 até
320°C por 6 horas em bloco digestor, formando-se ao final uma suspensão homogênea negra.
Este processo é uma adaptação da técnica utilizada por Park (2004) que tinha como
objetivo produzir nanopartículas através da degradação térmica de seus respectivos oleatos
metálicos utilizando as mesmas condições e reagentes citados acima, mas com tempo de
degradação térmica de apenas 30 minutos.
33
3.5 CALCINAÇÃO
Após a etapa de degradação térmica as suspensões foram calcinadas a 550 °C por 6
horas. A etapa de calcinação teve como objetivo passar para a fase oxida qualquer substância
que por ventura ainda se encontrar na fase orgânica. Esta etapa é de extrema importância para
o processo de produção de potenciais catalisadores, pois condições como rampa de
aquecimento e temperatura final influenciam em propriedades como atividade e área
específica dos catalisadores.
3.6 PREPARAÇÃO DAS AMOSTRAS
Após todo o processo de obtenção dos materiais, utilizando a técnica adaptada de Park
e colaboradores (2004) para produção de materiais nanoestruturados, foram produzidos os
seguintes materiais:
• Óxido de ferro
• Óxido de zinco
• Paládio metálico
Estes materiais foram utilizados para formar sistemas com intuito de se observar como
a relação da composição destes materiais no sistema pode interferir na reação de reforma a
vapor do etanol. Desta forma os três materiais citados acima formaram os seguintes sistemas.
• Sistema 1: Óxido de ferro.
• Sistema 2: Óxido de ferro dopado com 1 % em massa de paládio metálico.
• Sistema 3: Óxido de zinco.
• Sistema 4: Óxido de zinco dopado com 1 % em massa de paládio metálico.
• Sistema 5: Óxido de ferro e óxido de zinco (50% m/m).
• Sistema 6: Óxido de ferro e óxido de zinco (50% m/m) dopado com 1 % em
massa de paládio metálico.

34
3.7 ATIVAÇÃO DOS ÓXIDOS
Realizada ao final da preparação das amostras, esta etapa visa através do processo de
redução, passar as espécies da forma óxida para sua forma metálica, ativando-as para a reação
química. Desta forma, os materiais obtidos foram ativados in-situ sob fluxo de 30mL. min-1 de
gás hidrogênio (99,95% de pureza), durante 1 hora a 650°C.
3.8 CARACTERIZAÇÃO DOS MATERIAIS OBTIDOS
A caracterização das amostras foi realizada com o objetivo de identificar possíveis
propriedades responsáveis pela atividade catalíticas. As diferentes técnicas utilizadas incluem:
redução à temperatura programada (TPR), difração de raios-X (DRX), fluorescência de raios-
X (FRX), espectroscopia na região do infravermelho, análise elementar de carbono e
microscopia eletrônica de transmissão (TEM). A seguir a técnicas utilizadas serão brevemente
discutidas.
3.8.1 Redução a Temperatura Programada
Esta técnica é utilizada para monitorar reações mássicas ou superfícies de sólidos onde
a amostra é submetida a um aumento programado de temperatura enquanto uma mistura
gasosa redutora flui através dela reduzindo espécies oxidadas presentes na amostra. Neste
processo os componentes da mistura gasosa utilizada como redutor (hidrogênio e gás inerte)
consumido são mensurados no processo mediante o uso de um detector de condutividade
térmica (CARDOSO e colaboradores, 2001).
Os sinais registrados pelo detector são obtidos pela variação da concentração do gás
redutor na mistura de gases em função da temperatura do sistema, o conjunto destes sinais
origina-se o perfil de TPR-H2. Cada sinal representa um processo de redução, envolvendo um
composto em particular presente no sólido caracterizado por temperatura de máximo consumo

35
de gás redutor. A área do pico é proporcional a quantidade total de H2 consumido durante o
processo de redução da amostra (CARDOSO e colaboradores , 2001).
O procedimento de análise de redução de temperatura programada consiste em colocar
uma pequena quantidade de lã de vidro dentro de um reator de quartzo, em forma de “U”,
procurando formar um leito de sustentação. Deposita-se 50mg de catalisador sobre o leito,
para evitar que o gás redutor não arraste a amostra. O sistema então é aquecido a uma taxa de
10°C.minuto-1 desde a temperatura ambiente até 1000 °C, sob fluxo gasoso de 30 ml.minuto-1
de H2/ar. A análise foi realizada nas mesmas condições para todos os catalisadores.
3.8.2 Análise Elementar – Determinação de Carbono
Durante a reação catalítica dependendo das condições experimentais e do tipo de
catalisador pode se gerar carbono, o que é extremamente indesejável em termos de capacidade
catalítica, pois o carbono obstrui os sítios catalíticos desativando o catalisador.
A técnica de análise elementar pode ser aplicada em amostras líquidas, sólidas e
gasosas e tem como objetivo determinar porcentagens de carbono, enxofre, nitrogênio e
hidrogênio de amostras orgânicas e inorgânicas.
Para utilizar esta técnica retém se a amostra em um porta-amostra feito de estanho,
após a oxidação da mesma, um gás é gerado e arrastado até uma coluna cromatográfica, onde
ocorre à separação e identificação dos picos por meio de um detector de condutividade
térmica (DCT).
O processo de combustão da amostra deve ser eficaz, ou seja, ser quantitativa e
instantânea para que os gases cheguem até a coluna cromatográfica e ao detector. Logo após
isto a amostra é encapsulada e colocada em uma “autosampler” sob atmosfera inerte de
nitrogênio, e só depois disto é introduzida em reator vertical de quartzo aquecido a 1000°C,
sob fluxo constante de hélio (gás de arraste) aquecido. Para garantir a combustão da amostra o
gás de arraste é enriquecido com oxigênio puro, produzindo uma atmosfera altamente
oxidante.
O detector após a combustão apresenta os resultados de CO2, SO2, N2, H2O para os
respectivos elementos carbono, enxofre, nitrogênio e hidrogênio.
36
3.8.3 Espectrometria de Fluorescência de Raios –X
A determinação quantitativa de metais presentes nas amostras pode ser realizada pelo
método de fluorescência de Raios-X (FRX). Utiliza-se um espectrômetro de fluorescência de
raios-X que determina quantitativamente os elementos presentes em uma determinada
amostra. Isto é possível através da aplicação de raios-X na superfície da amostra e a posterior
análise utilizando um detector dos raios-X fluorescentes emitidos.
3.8.4 Difração de Raios –X (DRX) pelo Método do Pó
Na difração de raios-X pelo método pó, a amostra é reduzida a um pó fino, esta técnica
tem como objetivo identificar fases cristalinas de sólidos. O difratograma padrão da rede
cristalina é característica para cada substância estudada e a posição das linhas de difração é
independente da presença de outras fases na amostra.
Quando uma substância cristalina é submetida a um feixe de raios-X incidindo
segundo um determinado ângulo, os diferentes planos ou camadas de átomos ou íons dos
cristais refletem parte da radiação sendo o ângulo de reflexão igual ao ângulo de incidência.
Para que as ondas refletidas pelos diferentes planos cristalinos estejam em fase, isto é para
que seja máxima a intensidade da radiação refletida, é necessário que se verifique certa
relação entre comprimento de onda da radiação, a distância entre os planos dos cristais ou a
distancia interplanar e o ângulo de incidência, relação esta que é dada pela lei de Bragg.
Assim, submetendo uma amostra cristalina a raios-X de um determinado comprimento de
onda e traçando um difratograma com intensidade da radiação difratada em função do ângulo
de incidência, obtêm se, através dos máximos de difração, um conjunto de distancias entre
planos cristalinos, que é característico da substância cristalina que lhe deu origem.
Com o comprimento de onda da radiação utilizada, é possível determinar o
espaçamento entre os planos cristalinos da amostra. (PECHARSKY e ZAVALIJ, 2005).
Neste trabalho esta técnica foi útil para a identificação dos ângulos 2 θ de
espalhamento dos óxidos nanoestruturados obtidos, permitindo a identificação de sua
estrutura cristalográfica.

37
3.9 ENSAIOS CATALÍTICOS
Após a caracterização, os catalisadores serão avaliados na reforma a vapor de etanol
através de uma linha de reação acoplada a um cromatógrafo para gases para identificação e
quantificação dos produtos formados durante as reações. A linha de reação é apresentada na
Figura 2, onde a mistura água/etanol (ou água/glicerol) da alimentação é conduzida por uma
bomba (Figura 2–a) até o evaporador (Figura 2–b). Após sair do evaporador, agora em fase
gasosa, os reagentes seguem para o reator (Figura 2–c) que fica situado dentro do forno de
aquecimento. A mistura efluente do reator passa por um condensador (Figura 2-d), onde
ocorre a separação da fase líquida e gasosa. A fase líquida fica retida até o final da reação,
quando é coletada para análise em cromatógrafo a gás VANDEN- HP modelo VDC-5890. A
fase gasosa atravessa um filtro empacotado (Figura 2-e) com zeólita, cuja função é reter
possíveis vestígios da fase líquida. A análise desta fase gasosa será realizada em um
cromatógrafo a gás VARIAN CHROMPACK modelo CP- 3800, com dois canais (Figura 2–f)
que está acoplado por uma interface ao computador, a injeção da amostra a ser analisada é
automaticamente realizada através de um software responsável pelo acionamento pneumático
da válvula de injeção e a integração dos picos do cromatograma.

38
Figura 2. Linha de reação utilizada para testes catalíticos dos óxidos nanoestruturados (2-a) Bomba de baixa vazão; (2-b) Evaporador; (2-c) Reator; (2-d) Condensador; (2-e) Filtro; (2-f) Cromatógrafo a gás VARIAN
CHROMPACK modelo CP-3800 (MAIA, 2007).
3.10 CONDIÇÕES DE OPERAÇÃO DOS ENSAIOS CATALÍTICOS
Pesou-se a massa do óxido (150mg) e logo após transferiu-se para uma camada de
quartzo moído, colocada acima da placa sinterizada do reator tubular de quartzo. Os
potenciais catalisadores foram reduzidos “in situ” para reação catalítica, com objetivo de
buscar a fase metálica, esse processo é importante para ativação dos materiais conforme
citado no item 3.7. Para a ativação do catalisador foi utilizada as seguintes condições:
• Temperatura: 650°C
• Composição do gás: 99,95 % H2
• Fluxo de gás 30 ml.min-1
• Tempo de Redução: 60minutos

39
Após a ativação, utilizou-se gás nitrogênio para limpar o sistema enquanto a
temperatura necessária para a reação era atingida. As condições de reação são apresentadas
abaixo:
• Massa do material a ser testado: 150mg
• Temperaturas de reações: 400, 500, 600 e 700°C
• Razão molar do etanol/H2O: 3:1
• Vazão: 2,5ml.min-1
• Tempo de reação em cada temperatura: ~ 60 minutos
• Tempo Total de Reação: 4 horas e 36 minutos
3.11 ANÁLISE DE PRODUTOS DA REAÇÃO – CONVERSÃO DO
ETANOL E PRODUÇÃO GASOSA
A conversão do etanol foi calculada utilizando a equação 8:
100×−
=total
residualtotal
nnn
X
(Equação 8)
Onde:
X = Conversão de Etanol
totaln = número de mol de etanol alimentado
residualn = número de mol de etanol não reagido
Para os produtos gasosos foram construídas curvas analíticas utilizando padrões de
hidrogênio, dióxido carbono, monóxido de carbono, metano e eteno.
40
4 RESULTADOS E DISCUSSÃO
4.1 DIFRAÇÃO DE RAIOS-X
A difração de raios-X foi realizada com objetivo de identificar espécies contidas nas
amostras, após vários estágios de preparação todos os difratogramas foram obtidos após
calcinação a 550°C por 6 horas.
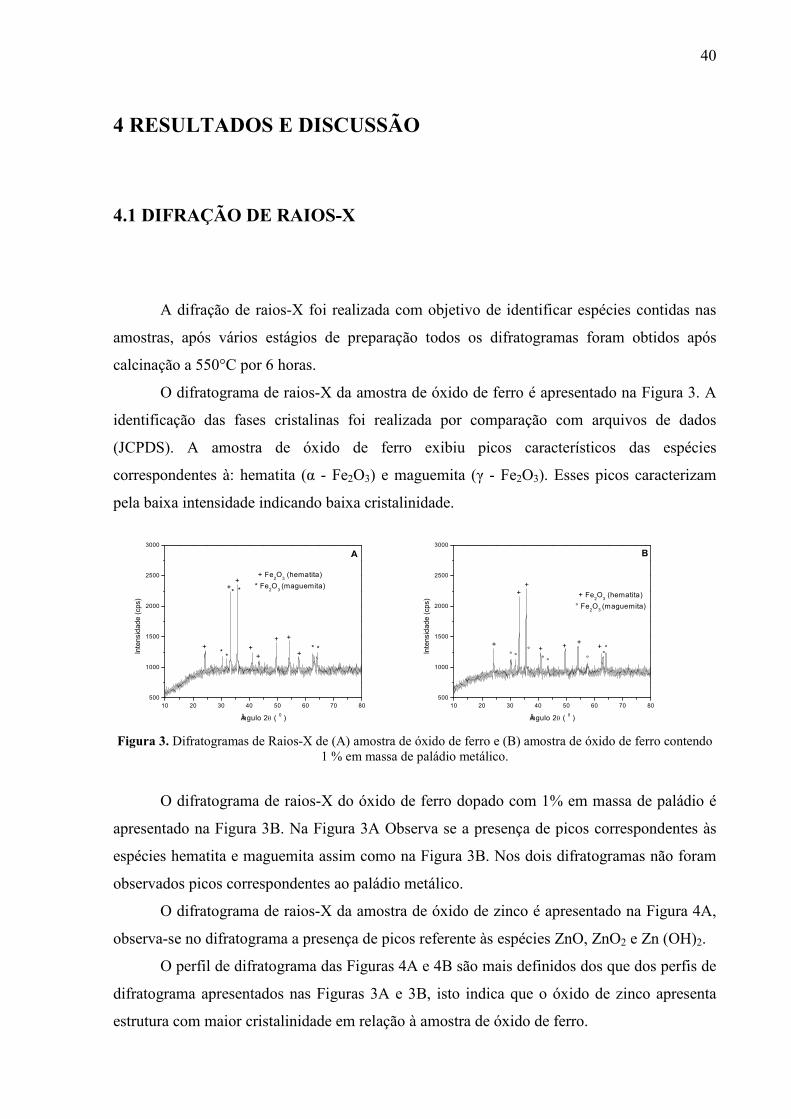
O difratograma de raios-X da amostra de óxido de ferro é apresentado na Figura 3. A
identificação das fases cristalinas foi realizada por comparação com arquivos de dados
(JCPDS). A amostra de óxido de ferro exibiu picos característicos das espécies
correspondentes à: hematita (α - Fe2O3) e maguemita (γ - Fe2O3). Esses picos caracterizam
pela baixa intensidade indicando baixa cristalinidade.
10 20 30 40 50 60 70 80500
1000
1500
2000
2500
3000
++
++
+
+
Intensidade (cps)
Ângulo 2θ ( 0 )
*
+
** *
+
**
+ Fe2O
3 (hematita)
* Fe2O
3 (maguemita)
A
10 20 30 40 50 60 70 80500
1000
1500
2000
2500
3000
+ Fe2O
3 (hematita)
° Fe2O
3 (maguemita)
°°
°°
°°°°
+
+
++ +
+
Intensidade (cps)
Ângulo 2θ ( 0 )
+
B
Figura 3. Difratogramas de Raios-X de (A) amostra de óxido de ferro e (B) amostra de óxido de ferro contendo
1 % em massa de paládio metálico.
O difratograma de raios-X do óxido de ferro dopado com 1% em massa de paládio é
apresentado na Figura 3B. Na Figura 3A Observa se a presença de picos correspondentes às
espécies hematita e maguemita assim como na Figura 3B. Nos dois difratogramas não foram
observados picos correspondentes ao paládio metálico.
O difratograma de raios-X da amostra de óxido de zinco é apresentado na Figura 4A,
observa-se no difratograma a presença de picos referente às espécies ZnO, ZnO2 e Zn (OH)2.
O perfil de difratograma das Figuras 4A e 4B são mais definidos dos que dos perfis de
difratograma apresentados nas Figuras 3A e 3B, isto indica que o óxido de zinco apresenta
estrutura com maior cristalinidade em relação à amostra de óxido de ferro.

41
10 20 30 40 50 60 70 800
2000
4000
6000
8000
10000
12000
++ +++ +*
*
*
* °
°
°°°
°
°
°
°
°
Intensidade (cps)
Ângulo 2θ ( 0 )
°
*
+
° ZnO* ZnO
2
+ Zn(OH)2
A
10 20 30 40 50 60 70 800
2000
4000
6000
8000
10000
° ZnO+ ZnO
2
* Zn(OH)2
°
*** *
°
°
°
°
°
+
+++
Ângulo 2θ ( 0 )
Intensidad
e (cps)
+
°°*** +
B
Figura 4. Difratogramas de raios-X (A) amostra de óxido de zinco (B) amostra de óxido de zinco contendo 1 %
em massa de paládio metálico.
O difratograma de raios-X do óxido de zinco dopado com 1% em massa de paládio é
apresentado na Figura 4B. Observa-se a presença de picos correspondentes as espécies ZnO,
ZnO2 e Zn(OH)2 já apresentados na Figura 4A. Nos dois difratogramas não foram observados
picos correspondentes ao paládio metálico.
O difratograma de raios-X do sistema binário contendo óxido de zinco e óxido de ferro
é apresentado na Figura 5A.
10 20 30 40 50 60 70 80500
1000
1500
2000
2500
Intensidad
e (cps)
Ângulo 2θ ( 0 )
°°°
°
*
*
*
*
* +
+
++
++
++ + Fe
2O
3 (hematita)
* Fe2O
3 (maguemita)
°ZnO
+*°
A
10 20 30 40 50 60 70 80500
1000
1500
2000
2500
°
°°
°°
°
**
*
*
+
+
++
++ ° ZnO
+ Fe2O
3 (hematita)
* Fe2O
3 (maguemita)
+
*°
Ângulo 2θ ( 0 )
Intensidade (cps)
B
Figura 5. Difratograma de Raios-X (A) sistema binário envolvendo óxido de ferro e óxido de zinco e
(B) sistema binário envolvendo óxido de ferro e óxido de zinco dopado com 1% em massa de paládio metálico.
O difratograma de raios-X do sistema binário contendo óxido de zinco e óxido de ferro
dopado com 1% em massa de paládio é apresentado na Figura 6B. Observa se a presença de
picos correspondentes as espécies hematita e maguemita já apresentados nas Figuras 3A e 3B,
assim como a espécie ZnO apresentado na Figura 4A e 4B. Nos dois difratogramas não foram
observados picos correspondentes ao paládio metálico.
42
Em todas as situações em que houve a utilização de misturas físicas entre os materiais,
nota-se através dos difratogramas de raios-X que não houve mudança na estrutura das
espécies contidas nas amostras.
4.2 ESPECTROSCOPIAS DE FLUORESCÊNCIA DE RAIOS-X
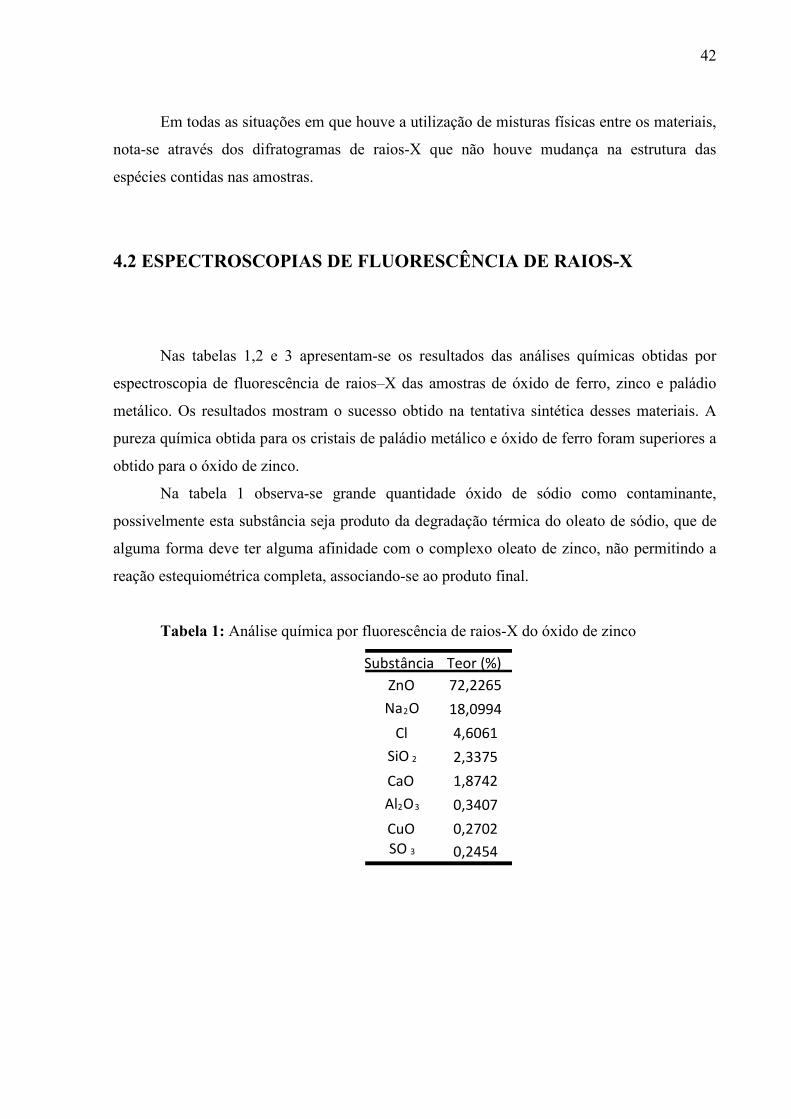
Nas tabelas 1,2 e 3 apresentam-se os resultados das análises químicas obtidas por
espectroscopia de fluorescência de raios–X das amostras de óxido de ferro, zinco e paládio
metálico. Os resultados mostram o sucesso obtido na tentativa sintética desses materiais. A
pureza química obtida para os cristais de paládio metálico e óxido de ferro foram superiores a
obtido para o óxido de zinco.
Na tabela 1 observa-se grande quantidade óxido de sódio como contaminante,
possivelmente esta substância seja produto da degradação térmica do oleato de sódio, que de
alguma forma deve ter alguma afinidade com o complexo oleato de zinco, não permitindo a
reação estequiométrica completa, associando-se ao produto final.
Tabela 1: Análise química por fluorescência de raios-X do óxido de zinco
Substância Teor (%)ZnO 72,2265
Na2O 18,0994
Cl 4,6061 SiO 2 2,3375
CaO 1,8742 Al2O 3 0,3407
CuO 0,2702 SO 3 0,2454

43
Tabela 2: Análise química por fluorescência de raios-X do óxido de ferro
Tabela 3: Análise química por fluorescência de raios-X do paládio metálico
4.3 MICROSCOPIA ELETRÔNICA DE TRANSMISSÃO
Segundo Park (2004) e colaboradores relataram a degradação térmica de oleatos de
metais transição sob certas temperaturas em 1-octadeceno produz materiais nanoestruturados.
Devido a sua longa cadeia carbônica esses materiais podem assumir estruturas especiais
quando suas cadeias sofrem rupturas pela temperatura empregada no processo.
Com o intuito de provar a obtenção desses materiais nanoestruturados assim como sua
morfologia e tamanho, esses materiais foram submetidos à microscopia eletrônica de
transmissão.
Substância Teor (%)Fe 2O3 92,9907
Na2O 2,1637
ZnO 1,9127
Cl 1,4318 SO 3 0,6601 SiO 2 0,5114 Al2O 3 0,1991 V2O5 0,1306
Substância Teor (%)Pd 94,0001
SiO 2 3,0841 Fe 2O3 1,0093 Cr 2O 3 0,6877 Al2O3 0,4778 CuO 0,3027 ZnO 0,2276 SO 3 0,2108
44
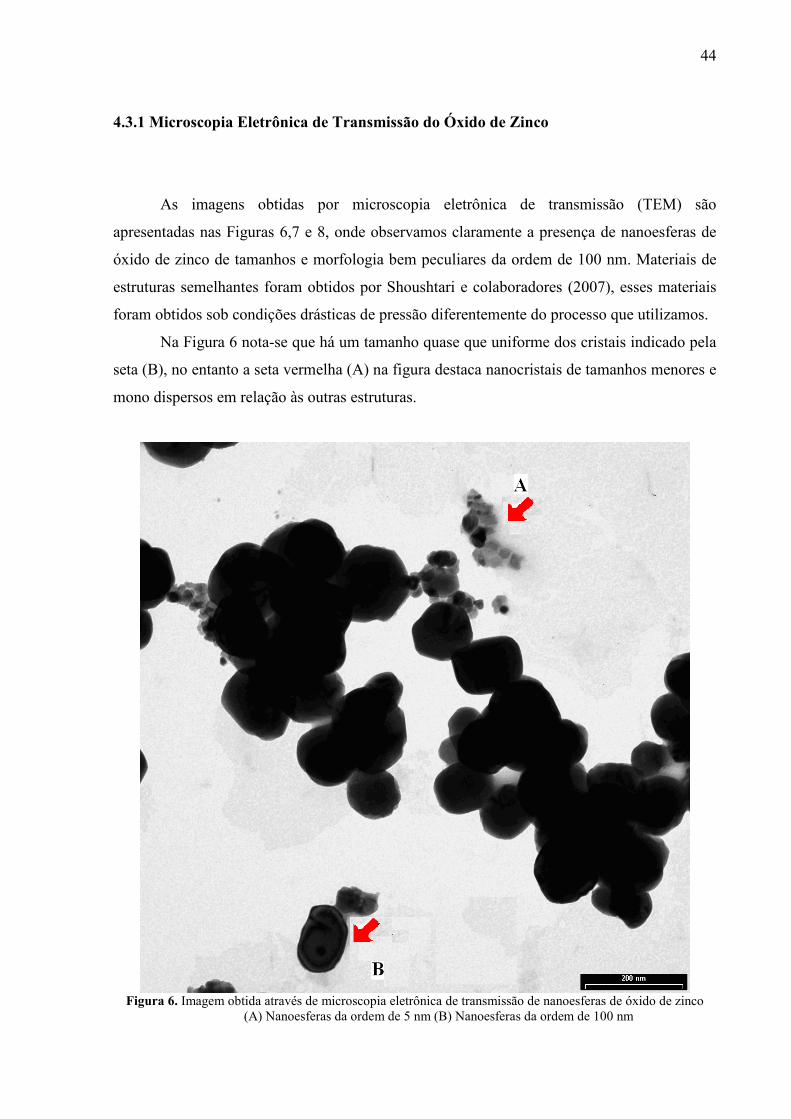
4.3.1 Microscopia Eletrônica de Transmissão do Óxido de Zinco
As imagens obtidas por microscopia eletrônica de transmissão (TEM) são
apresentadas nas Figuras 6,7 e 8, onde observamos claramente a presença de nanoesferas de
óxido de zinco de tamanhos e morfologia bem peculiares da ordem de 100 nm. Materiais de
estruturas semelhantes foram obtidos por Shoushtari e colaboradores (2007), esses materiais
foram obtidos sob condições drásticas de pressão diferentemente do processo que utilizamos.
Na Figura 6 nota-se que há um tamanho quase que uniforme dos cristais indicado pela
seta (B), no entanto a seta vermelha (A) na figura destaca nanocristais de tamanhos menores e
mono dispersos em relação às outras estruturas.
Figura 6. Imagem obtida através de microscopia eletrônica de transmissão de nanoesferas de óxido de zinco
(A) Nanoesferas da ordem de 5 nm (B) Nanoesferas da ordem de 100 nm

45
Figura 7. Imagens obtidas através da microscopia eletrônica de transmissão de nanoesferas de óxido de zinco.
(A)Escala de 200 nm (B) escala de 100 nm.
Figura 8. Imagem obtida através de microscopia eletrônica de transmissão de nanoesferas de óxido de zinco.
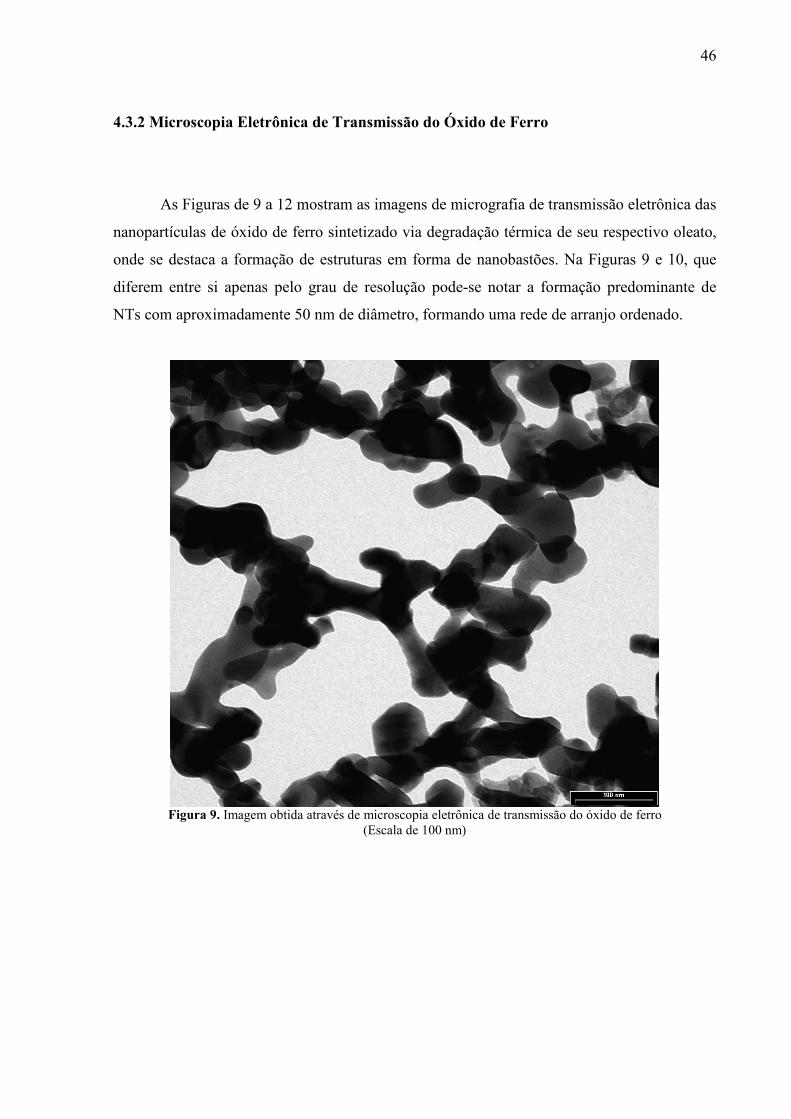
46
4.3.2 Microscopia Eletrônica de Transmissão do Óxido de Ferro
As Figuras de 9 a 12 mostram as imagens de micrografia de transmissão eletrônica das
nanopartículas de óxido de ferro sintetizado via degradação térmica de seu respectivo oleato,
onde se destaca a formação de estruturas em forma de nanobastões. Na Figuras 9 e 10, que
diferem entre si apenas pelo grau de resolução pode-se notar a formação predominante de
NTs com aproximadamente 50 nm de diâmetro, formando uma rede de arranjo ordenado.
Figura 9. Imagem obtida através de microscopia eletrônica de transmissão do óxido de ferro
(Escala de 100 nm)

47
Figura 10. Imagem obtida através de microscopia eletrônica de transmissão onde as setas indicam aglomerações
desordenadas de nanopartículas de óxido de ferro. (Escala de 200 nm)
Na Figura 10 podem ser observadas regiões na imagem, onde há aglomerações
desordenadas de nanopartículas diferentes dos nanobastões, o que nos leva a concluir que as
mesmas podem ou ser formadas por produtos de degradação térmica dos NTs, ou mais
possivelmente a forma de origem dos mesmos. Observam-se também nas Figuras de 9 a 12,
regiões de baixa densidade óptica (regiões claras), sugerindo cavidades interiores ocas.
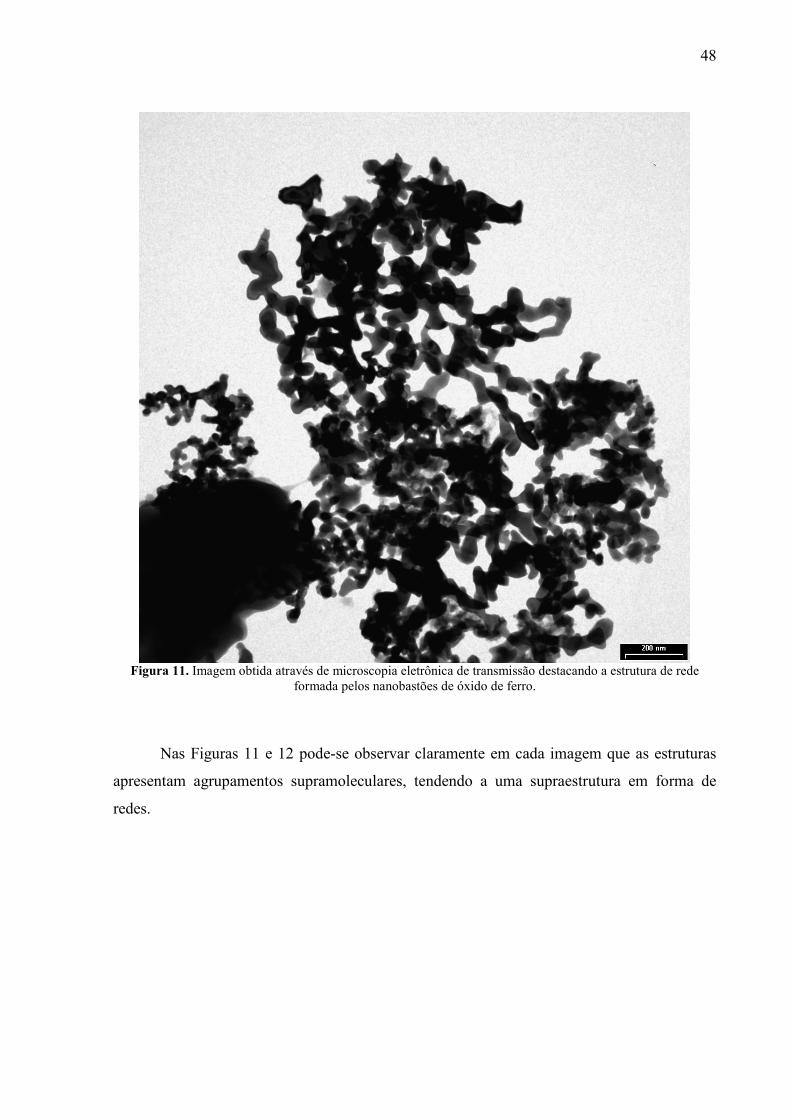
48
Figura 11. Imagem obtida através de microscopia eletrônica de transmissão destacando a estrutura de rede
formada pelos nanobastões de óxido de ferro.
Nas Figuras 11 e 12 pode-se observar claramente em cada imagem que as estruturas
apresentam agrupamentos supramoleculares, tendendo a uma supraestrutura em forma de
redes.

49
Figura 12. Imagens obtidas através de microscopia eletrônica de transmissão destacando as estruturas
supramoleculares dos NT’s de óxido de ferro. (Escala 200 nm)
Segundo literatura nanobastões ocos de óxido de ferro de fase cristalina β-Fe2O3
podem ser produzidos utilizando a técnica de condensação química a vapor (CVC) processo
que utiliza condições drásticas de temperatura e pressão, como 800°C de temperatura e 400
mBar de pressão, também para se obter NTs da ordem de 50 nm de diâmetro, os quais
obtivemos com maior simplicidade e condições mais amenas. (CHANG e colaboradores,
2009).
4.3.3 Microscopia Eletrônica de Transmissão do Paládio Metálico
Através da barra de escala fornecida nas imagens, nota-se que o paládio apresenta
tamanho de nanocristais com estrutura não organizada. Ao contrário das estruturas de ferro e
zinco comentadas anteriormente, o paládio não apresentou nenhum tipo de supraestrutura
organizada. As Figuras 13,14 e 15 apresentam as imagens de TEM desse material,
destacando-se regiões de aglomeração de partícula e de nanocristais isolados.

50
Figura 13. Imagem obtida através de microscopia eletrônica de transmissão de nanocristais de Paládio
metálico.

51
Figura 14. Nanocristais de Paládio metálico obtida via microscopia eletrônica de transmissão.
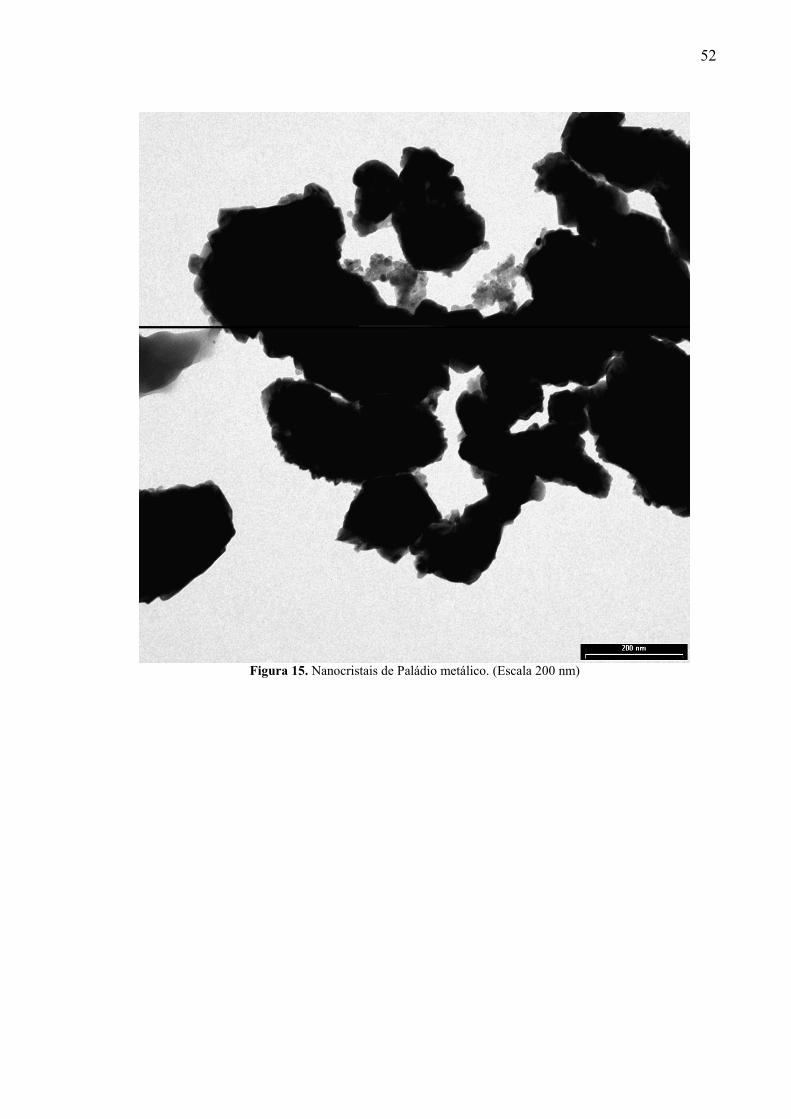
52
Figura 15. Nanocristais de Paládio metálico. (Escala 200 nm)
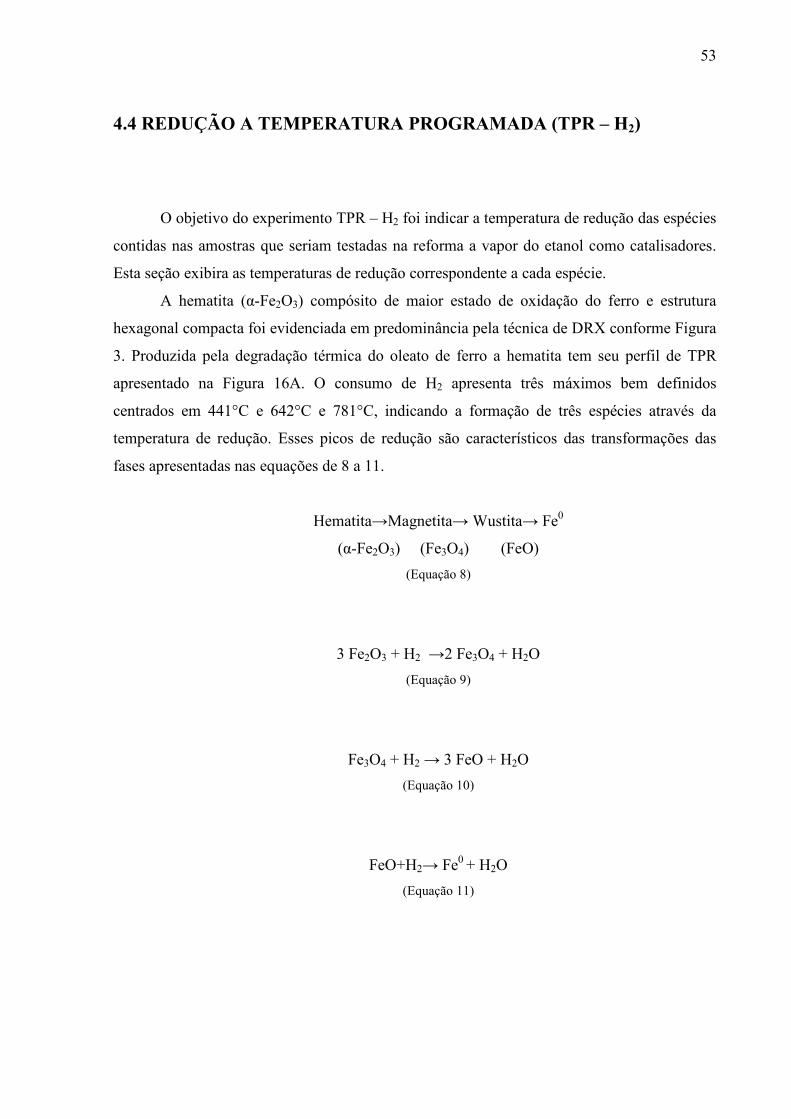
53
4.4 REDUÇÃO A TEMPERATURA PROGRAMADA (TPR – H2)
O objetivo do experimento TPR – H2 foi indicar a temperatura de redução das espécies
contidas nas amostras que seriam testadas na reforma a vapor do etanol como catalisadores.
Esta seção exibira as temperaturas de redução correspondente a cada espécie.
A hematita (α-Fe2O3) compósito de maior estado de oxidação do ferro e estrutura
hexagonal compacta foi evidenciada em predominância pela técnica de DRX conforme Figura
3. Produzida pela degradação térmica do oleato de ferro a hematita tem seu perfil de TPR
apresentado na Figura 16A. O consumo de H2 apresenta três máximos bem definidos
centrados em 441°C e 642°C e 781°C, indicando a formação de três espécies através da
temperatura de redução. Esses picos de redução são característicos das transformações das
fases apresentadas nas equações de 8 a 11.
Hematita→Magnetita→ Wustita→ Fe0
(α-Fe2O3) (Fe3O4) (FeO)
(Equação 8)
3 Fe2O3 + H2 →2 Fe3O4 + H2O
(Equação 9)
Fe3O4 + H2 → 3 FeO + H2O
(Equação 10)
FeO+H2→ Fe0 + H2O
(Equação 11)
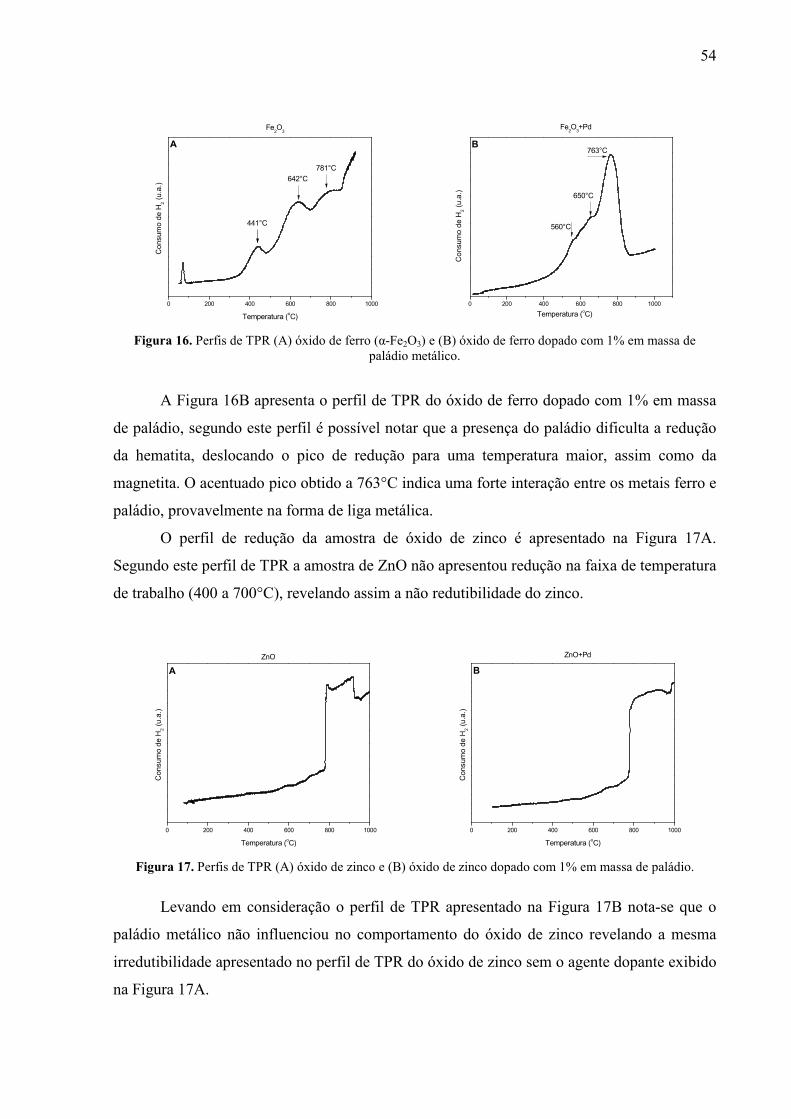
54
0 200 400 600 800 1000
781°C
Consumo de H
2 (u.a.)
Temperatura (oC)
441°C
642°C
Fe2O
3
A
0 200 400 600 800 1000
650°C
763°C
560°C
Temperatura (oC)
Con
sumo de
H2 (u.a.)
Fe2O
3+Pd
B
Figura 16. Perfis de TPR (A) óxido de ferro (α-Fe2O3) e (B) óxido de ferro dopado com 1% em massa de
paládio metálico.
A Figura 16B apresenta o perfil de TPR do óxido de ferro dopado com 1% em massa
de paládio, segundo este perfil é possível notar que a presença do paládio dificulta a redução
da hematita, deslocando o pico de redução para uma temperatura maior, assim como da
magnetita. O acentuado pico obtido a 763°C indica uma forte interação entre os metais ferro e
paládio, provavelmente na forma de liga metálica.
O perfil de redução da amostra de óxido de zinco é apresentado na Figura 17A.
Segundo este perfil de TPR a amostra de ZnO não apresentou redução na faixa de temperatura
de trabalho (400 a 700°C), revelando assim a não redutibilidade do zinco.
0 200 400 600 800 1000
Consumo de H
2 (u.a.)
Temperatura (oC)
ZnO
A
0 200 400 600 800 1000
Consumo de H
2 (u.a.)
Temperatura (oC)
ZnO+Pd
B
Figura 17. Perfis de TPR (A) óxido de zinco e (B) óxido de zinco dopado com 1% em massa de paládio.
Levando em consideração o perfil de TPR apresentado na Figura 17B nota-se que o
paládio metálico não influenciou no comportamento do óxido de zinco revelando a mesma
irredutibilidade apresentado no perfil de TPR do óxido de zinco sem o agente dopante exibido
na Figura 17A.

55
A partir do perfil de TPR do sistema binário entre o óxido de zinco e óxido de ferro
apresentado na figura 18A, observa-se que a presença de óxido zinco deslocou o pico de
formação da magnetita para temperaturas mais altas (550°C) indicando que este metal
dificulta a redução da hematita. Entretanto a formação do ferro metálico não foi afetada pela
presença do óxido de zinco.
0 200 400 600 800 1000
690°C
550°C
593°C
Consumo de H
2 (u.a.)
Temperatura (oC)
Fe2O
3+ZnO
A
0 200 400 600 800 1000
502°C
607°C
Consumo de H
2 (u.a.)
Temperatura (oC)
684°C
Fe2O
3+ZnO+Pd
B
Figura 18. Perfis de TPR do sistema binário do óxido de zinco e óxido de ferro e (B) sistema binário envolvendo
óxido de ferro e óxido de zinco dopado com 1 % em massa de paládio metálico.
Através do perfil de TPR obtido do sistema ternário envolvendo óxido de ferro e óxido
de zinco dopado com 1 % em massa de paládio metálico apresentado na Figura 18B, nota-se
que hematita reduziu passando a magnetita em temperatura menor (502°C) que ao sistema
anterior sem o agente dopante, mostrado na Figura 18A. As fases de redução da magnetita
(Fe3O4) a wustita (FeO) e posteriormente a ferro metálico apresentaram temperaturas de
reduções próximas às relatadas anteriormente.

56
4.5 APLICAÇÃO DOS MATERIAIS NANOESTRUTURADOS NA
CONVERSÃO DO ETANOL
Fe2O3 Fe2O3+Pd ZnO ZnO+Pd Fe2O3+ZnO Fe2O3+Pd+ZnO0
20
40
60
80
100
Etano
l Con
vertido (%
)
Catalisadores
400°C 500°C 600°C 700°C
Figura 19. Gráfico de porcentagem de conversão de etanol englobando todos os catalisadores e temperaturas
estudadas.
Os resultados de conversão do etanol demonstram o quanto os catalisadores foram
ativos no processo.
A atividade de um catalisador não necessariamente indica a seletividade do mesmo,
pois um catalisador pode apresentar as duas características, ou uma delas e até mesmo
nenhuma (MAIA, 2007).
Os ensaios catalíticos utilizando a razão molar 3:1 da mistura reacional H2O/Etanol
exibidos na Figura 19 mostraram que o catalisador de óxido de ferro auxilia a conversão de
etanol nas menores temperaturas estudadas (400 e 500°C), a adição de paládio como agente
dopante diminui esta conversão para valores menores, tendo ação direta nas temperaturas
mais elevadas (600 e 700°C). O óxido de zinco obteve fraco desempenho a 400 e 500°C, no
entanto apresentou valores significativos a 600 e 700°C. A adição de paládio mostrou-se de
fundamental importância para a conversão de etanol para este óxido em todas as temperaturas
estudadas.

57
O sistema binário envolvendo ZnO e Fe2O3 obteve conversão acima de 60% em todas
as temperaturas estudas e a adição de paládio obteve impacto positivo sobre esta conversão,
apresentando aumentando em todas as temperaturas estudadas.
A tabela 4 apresenta os valores de conversão do etanol em números e o volume de
efluente líquido (produtos líquidos mais etanol e água que não reagiram) para a reação de
reforma a vapor através da utilização de todos os materiais nanoestrturados sintetizados
anteriormente como catalisadores, esses valores foram calculados através da equação 7.
Pode-se observar que para alguns catalisadores a reação de conversão do etanol é
favorecida a temperaturas mais altas enquanto para outros não. A reação de deslocamento
gás-água assim como a formação de coque e influencia diretamente na conversão.
Os resultados de conversão de etanol obtidos utilizando o catalisador Fe2O3 são
apresentados também pela tabela 4, onde pode se observar excelente conversão a 400 e
500°C, porém a 600°C, nota se um decréscimo nesta conversão, o que pode estar ligada a
desativação do catalisador devido ao depósito de carbono. A desativação do catalisador não
impediu que a altas temperaturas a conversão de etanol fosse favorecida muito em razão da
reação de deslocamento gás-água, pois a 700°C há um acréscimo na conversão.
O paládio influenciou positivamente a conversão do etanol em temperaturas mais
altas, isso indica que o paládio promove a ruptura da ligação entre os dois carbonos presente
na estrutura molecular do etanol mais facilmente, mesmo apresentando quantidades de coque
maior em relação ao catalisador de óxido de ferro sem a dopagem de paládio, conforme na
tabela 11.
O óxido de zinco demonstrou maior eficiência à conversão também a temperaturas
mais altas (600 e 700°C) isso indica pouca quantidade de coque formado a temperaturas
elevadas viabilizando a conversão de etanol conforme tabela 11. Esta alta conversão de etanol
obtido por este material esta relacionada à alta atividade no óxido de zinco na reação de
desidratação do etanol.
A dopagem do óxido de zinco com 1% em massa de paládio metálico se mostrou
primordial na conversão do etanol em temperaturas mais baixas (400 e 500°C) isto esta
relacionado, assim como aconteceu no óxido de ferro à característica do paládio em promover
a ruptura da ligação C-C do etanol.
A mistura binária entre os óxidos de ferro e zinco se mostrou estável entre 65 e 72 %
de conversão de etanol, valores inferiores aos resultados obtido por Tsuyoshi e colaboradores
(1995), (100% de conversão de etanol a 440°C) utilizando uma formulação de catalisadores
similar a utilizada neste trabalho. No entanto a presença do óxido de ferro neste sistema

58
binário influenciou no aumento da conversão em temperaturas mais baixas, mas devido à
quantidade de coque gerado por este catalisador conforme tabela 11, a conversão de etanol em
temperaturas mais altas apresentou resultados inferiores aos resultados obtidos anteriormente.
O sistema ternário envolvendo o óxido de ferro e óxido de zinco dopado com 1% em
massa de paládio metálico mostrou-se mais eficiente na conversão do etanol se comparado ao
sistema sem a dopagem, indicando que o paládio metálico influencia positivamente na
conversão do etanol aumentado a porcentagem de conversão em todas as temperaturas
estudadas.
Tabela 4: Conversão do etanol frente a vários catalisadores na reação de reforma catalítica a vapor
Fe 2O3 99,83 97,24 76,59 84,44Fe2O3+Pd 90,34 85,29 87,32 93,04
ZnO 41,35 36,43 89,21 95,24ZnO+Pd 83,68 77,80 84,37 93,25
Fe 2O 3+ZnO 65,21 71,22 72,27 68,48Fe2O3+Pd+ZnO 71,56 83,65 83,45 95,27
Condições de Reação
T (°C ) 400 500 600 700
Conversão de Etanol (%)

59
4.6 TESTES DOS MATERIAIS NANOESTRUTURADOS NO
PROCESSO DE REFORMA CATALÍTICA DO ETANOL
4.6.1 Ensaios catalíticos com o Fe2O3
Tabela 5: Produtos gasosos (%) formados com o catalisador Fe2O3.
A tabela 5 apresenta os pontos médios da formação dos produtos gasosos referente ao
catalisador de Fe2O3.
A alta produção de eteno é causada pela desidratação do etanol sobre os sítios ácidos
do catalisador, certa estabilidade de formação de eteno com pequeno decréscimo a 500°C
também pode ser observado para este catalisador, isto se deve ao aumento da produção de
metano que competi diretamente com o eteno pelos átomos de hidrogênio e carbono.
A produção de H2 também apresentou estabilidade de formação, mas menor se
comparada à produção de eteno. Sabe se que a reação de desidratação inibe a reação de
reforma a vapor do etanol, dificultando a produção de hidrogênio, no entanto a não detecção
de monóxido de carbono e a presença do dióxido de carbono na reação leva a crer que a
reação de deslocamento gás-água é a principal responsável pela produção de gás hidrogênio,
pois nesta reação o CO é reduzido em presença de água produzindo CO2 e H2.
Produtos Gasosos % 400°C 500°C 600°C 700°C
C 2H 4 53,54 46,28 47,99 55,50H 2 38,93 38,54 39,68 32,66CO2 7,53 7,77 10,92 9,95 CO 0 0 0 0CH4 0 7,41 1,41 1,89
T°CFe 2O 3

60
4.6.2 Ensaios catalíticos com a mistura binária Fe2O3 dopado com 1% de
Pd
Tabela 6: Produtos gasosos (%) formados com o catalisador Fe2O3+Pd.
A evolução através de varias temperaturas do catalisador de Fe2O3 dopado com 1% em
massa de paládio (Fe2O3+Pd) é apresentada na tabela 6, que ilustra os pontos médios da
formação dos produtos gasosos na reforma a vapor do etanol.
Para este catalisador foi observado certa estabilidade na produção de eteno com
decréscimo considerável a 700 °C, isto pode ser explicado pela desativação dos sítios ácidos
do catalisador durante a reação o que pode ser verificado na tabela 11 referente à produção de
carbono depositado sob o catalisador, este envenenamento pode ter se originado muito em
razão da capacidade do eteno de sofrer polimerização, resultando em formação de carbono
conforme reação 13.
A presença de CO e CO2 como produtos a 700° prova a influencia da reação de
deslocamento gás-água na produção de H2, pois segundo Auprêtre e colaboradores (2002) a
produção destas sustâncias esta diretamente ligada a esta reação.
Apesar da eficiência deste catalisador a 700°C em formar H2, esses resultados são
inferiores aos apresentados por Maia e colaboradores (2007) obteve media de produção de H2
de 77% por 6 horas a 400°C com razão molar agua/etanol de (3:1) utilizando catalisador de
níquel e cobre contendo 5% em massa ancorados via método de impregnação em γ-alumina.
Produtos Gasosos % 400°C 500°C 600°C 700°CC 2H 4 41,13 56,91 49,60 29,60H 2 48,70 33,30 40,79 60,63CO2 10,17 9,79 9,61 5,18 CO 0,00 0,00 0,00 4,59 CH4 0,00 0,00 0,00 0,00
Fe2O3+Pd T°C

61
4.6.3 Ensaios catalíticos com o ZnO
Tabela 7: Produtos gasosos (%) formados com o catalisador ZnO.
A evolução da reação através de varias temperaturas é apresentada na tabela 7 que
ilustra os pontos médios da formação dos produtos gasosos na reforma a vapor do etanol
utilizando catalisador de ZnO.
Nota-se que em todas as temperaturas estudadas o catalisador promoveu alta
estabilidade para formação de eteno, isto se deve a grande capacidade do ZnO na reação de
desidratação do etanol, a reação de desidratação inibi fortemente a reação de reforma a vapor
do etanol, isso explica a baixa produção de hidrogênio para este catalisador.
A decomposição do metano é reação responsável pela produção do gás hidrogênio,
nota-se que conforme a produção de metano aumenta há um decréscimo na produção de H2.
A desprezível produção de dióxido de carbono e monóxido de carbono leva crer que o
catalisador não favorece a reação de deslocamento gás-água. A pouca elevação na produção
no metano, monóxido de carbono e dióxido de carbono é responsável pela queda na produção
de eteno a 700°C.
Produtos Gasosos % 400°C 500°C 600°C 700°CC2H4 80,03 84,05 85,81 78,76H2 19,97 14,73 11,74 14,23CO 2 0 0,48 0,89 1,34CO 0 0 0 2,46CH 4 0 0,74 1,55 3,21
ZnO T°C

62
4.6.4 Ensaios catalíticos com a mistura binária ZnO dopado com 1% de Pd
Tabela 8: Produtos gasosos (%) formados com o catalisador ZnO+Pd.
Através da evolução catalítica sob varias temperaturas o catalisador de ZnO dopado
com 1% em massa de paládio (ZnO+Pd) apresenta na tabela 8 onde os pontos médios da
formação dos produtos gasosos na reforma a vapor do etanol são exibidos.
Se compararmos com os resultados apresentados na tabela 7 nota-se uma queda na
produção de eteno, o que podemos atribuir a influencia do Pd, pois segundo Goula (2003), o
Pd tem como característica a capacidade de romper a ligação C-C. Com o a quebra desta
ligação há uma tendência de aumento na quantidade de produtos que apresentam 1 carbono
em sua composição molecular, o que pode ser comprovada na coluna referente à temperatura
de 700°C, com o aumento das produções de metano, monóxido e dióxido de carbono.
A adição Pd se mostrou significativa com relação à produção de H2 se comparado com
o catalisador sem a presença do Pd como agente dopante, e a baixa produção de CO2 leva a
crer que a reação de deslocamento gás-água também não é favorecida para este catalisador.
Produtos Gasosos % 400°C 500°C 600°C 700°CC 2H 4 64,42 58,64 74,84 52,16H 2 33,58 41,21 24,00 32,69
CO2 0,24 0,16 0,56 2,92 CO 0 0 0 5,33 CH4 1,76 0 0,60 6,90
ZnO+Pd T°C
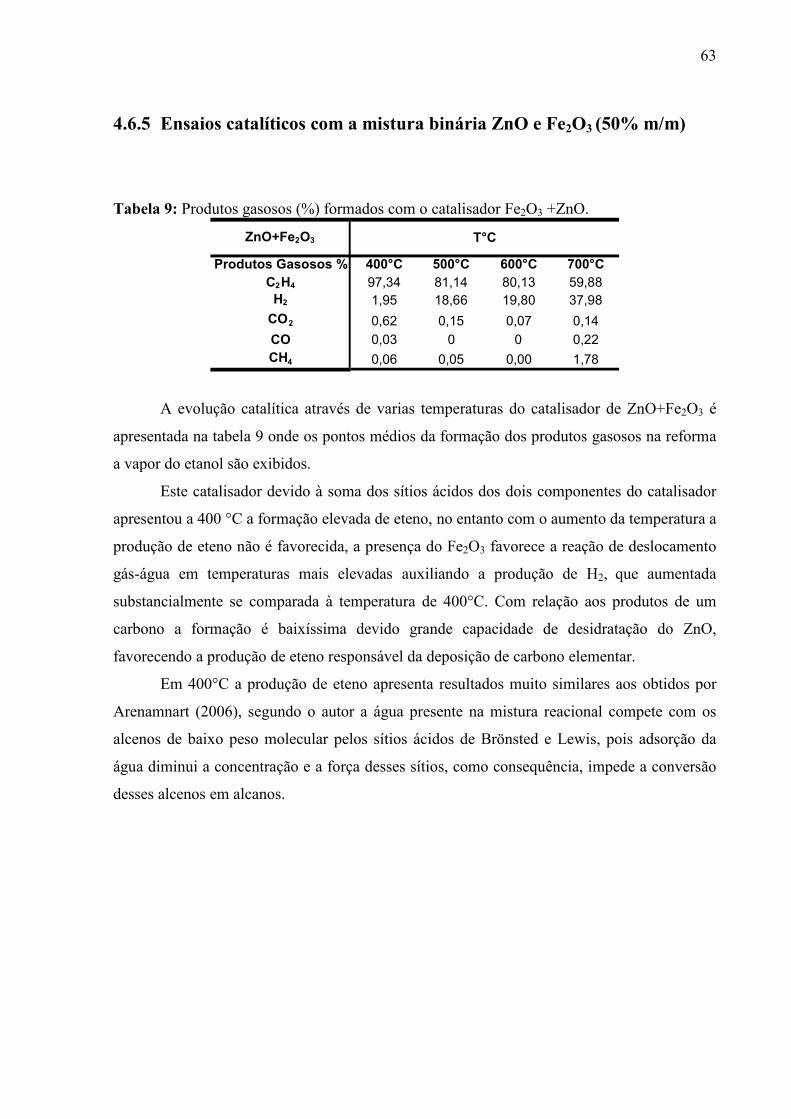
63
4.6.5 Ensaios catalíticos com a mistura binária ZnO e Fe2O3 (50% m/m)
Tabela 9: Produtos gasosos (%) formados com o catalisador Fe2O3 +ZnO.
A evolução catalítica através de varias temperaturas do catalisador de ZnO+Fe2O3 é
apresentada na tabela 9 onde os pontos médios da formação dos produtos gasosos na reforma
a vapor do etanol são exibidos.
Este catalisador devido à soma dos sítios ácidos dos dois componentes do catalisador
apresentou a 400 °C a formação elevada de eteno, no entanto com o aumento da temperatura a
produção de eteno não é favorecida, a presença do Fe2O3 favorece a reação de deslocamento
gás-água em temperaturas mais elevadas auxiliando a produção de H2, que aumentada
substancialmente se comparada à temperatura de 400°C. Com relação aos produtos de um
carbono a formação é baixíssima devido grande capacidade de desidratação do ZnO,
favorecendo a produção de eteno responsável da deposição de carbono elementar.
Em 400°C a produção de eteno apresenta resultados muito similares aos obtidos por
Arenamnart (2006), segundo o autor a água presente na mistura reacional compete com os
alcenos de baixo peso molecular pelos sítios ácidos de Brönsted e Lewis, pois adsorção da
água diminui a concentração e a força desses sítios, como consequência, impede a conversão
desses alcenos em alcanos.
Produtos Gasosos % 400°C 500°C 600°C 700°CC 2H 4 97,34 81,14 80,13 59,88H 2 1,95 18,66 19,80 37,98CO2 0,62 0,15 0,07 0,14 CO 0,03 0 0 0,22 CH4 0,06 0,05 0,00 1,78
ZnO+Fe2O3 T°C

64
4.6.6 Ensaios catalíticos com a mistura ternária Fe2O3 com ZnO (50%
m/m) dopado com 1% de Pd
Tabela 10: Produtos gasosos (%) formados com o catalisador Fe2O3+ZnO+Pd.
A evolução catalítica através da variação de temperaturas do catalisador de
ZnO+Fe2O3 contendo 1% em massa de paládio (ZnO+ Fe2O3 +Pd) é apresentado na tabela 10
que mostra os pontos médios da formação dos produtos gasosos na reforma a vapor do etanol.
Novamente a produção de eteno e favorecida com produção acima dos 80%,
novamente atribuída à presença do Zn, seguindo os moldes dos outros catalisadores que
continham Zn em sua formulação.
A formação H2 obtida pode ter se originado muito em razão das reações
decomposições, pois a reação de deslocamento do gás de vapor d’água não é favorecida. Isto
pode ser atribuído à alta produção de eteno, que competi pelos átomos de hidrogênio
limitando-o.
Produtos Gasosos % 400°C 500°C 600°C 700°CC 2H 4 81,30 80,91 83,68 88,16H 2 18,56 18,97 16,18 10,29CO2 0,04 0,11 0,08 0,15 CO 0,03 0,00 0,00 0,00 CH4 0,06 0,00 0,06 1,40
Fe2O3+ZnO+Pd T°C

65
4.7 ASPECTOS GERAIS DOS CATALISADORES NA PRODUÇÃO
GASOSA
Fe2O3 Fe2O3+Pd ZnO ZnO+Pd ZnO+Fe2O3 Fe2O3+ZnO+Pd0
20
40
60
80
100
400 °C 500 °C 600 °C 700 °C
Produ
ção de
C2H
4 (%)
Catalisadores
Figura 20. Produção de eteno frente a vários catalisadores na reação de reforma catalítica a vapor do etanol
Fe2O3 Fe2O3+Pd ZnO ZnO+Pd ZnO+Fe2O3 Fe2O3+ZnO+Pd
0
10
20
30
40
50
60
400 °C 500 °C 600 °C 700 °C
Produ
ção de
H2 (%
)
Catalisadores
Figura 21. Produção de H2 frente a vários catalisadores na reação de reforma catalítica a vapor do etanol
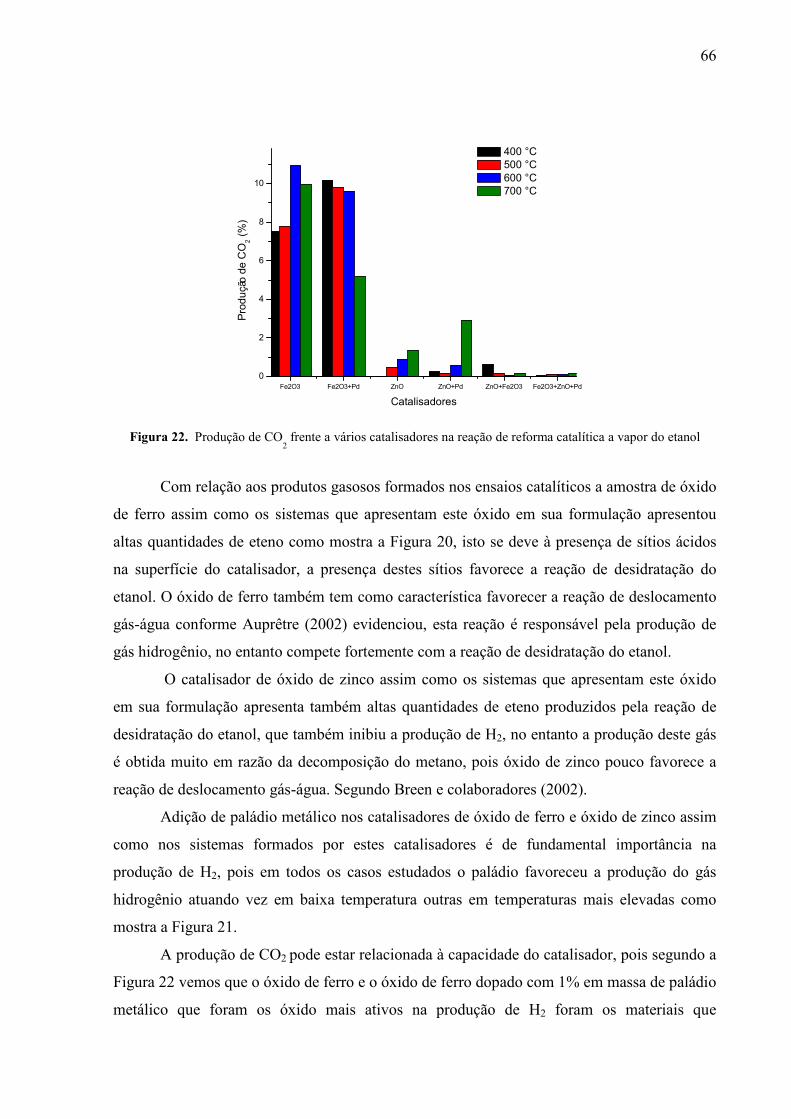
66
Fe2O3 Fe2O3+Pd ZnO ZnO+Pd ZnO+Fe2O3 Fe2O3+ZnO+Pd0
2
4
6
8
10
400 °C 500 °C 600 °C 700 °C
Produ
ção de
CO
2 (%
)
Catalisadores
Figura 22. Produção de CO
2 frente a vários catalisadores na reação de reforma catalítica a vapor do etanol
Com relação aos produtos gasosos formados nos ensaios catalíticos a amostra de óxido
de ferro assim como os sistemas que apresentam este óxido em sua formulação apresentou
altas quantidades de eteno como mostra a Figura 20, isto se deve à presença de sítios ácidos
na superfície do catalisador, a presença destes sítios favorece a reação de desidratação do
etanol. O óxido de ferro também tem como característica favorecer a reação de deslocamento
gás-água conforme Auprêtre (2002) evidenciou, esta reação é responsável pela produção de
gás hidrogênio, no entanto compete fortemente com a reação de desidratação do etanol.
O catalisador de óxido de zinco assim como os sistemas que apresentam este óxido
em sua formulação apresenta também altas quantidades de eteno produzidos pela reação de
desidratação do etanol, que também inibiu a produção de H2, no entanto a produção deste gás
é obtida muito em razão da decomposição do metano, pois óxido de zinco pouco favorece a
reação de deslocamento gás-água. Segundo Breen e colaboradores (2002).
Adição de paládio metálico nos catalisadores de óxido de ferro e óxido de zinco assim
como nos sistemas formados por estes catalisadores é de fundamental importância na
produção de H2, pois em todos os casos estudados o paládio favoreceu a produção do gás
hidrogênio atuando vez em baixa temperatura outras em temperaturas mais elevadas como
mostra a Figura 21.
A produção de CO2 pode estar relacionada à capacidade do catalisador, pois segundo a
Figura 22 vemos que o óxido de ferro e o óxido de ferro dopado com 1% em massa de paládio
metálico que foram os óxido mais ativos na produção de H2 foram os materiais que
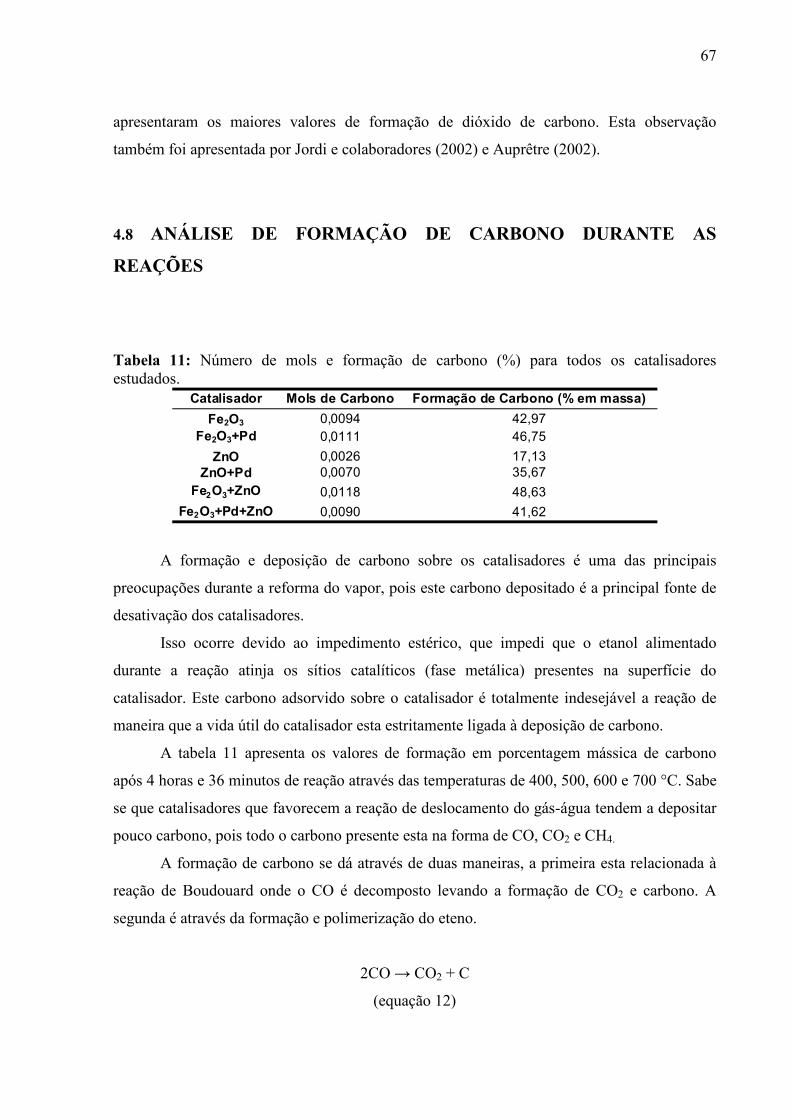
67
apresentaram os maiores valores de formação de dióxido de carbono. Esta observação
também foi apresentada por Jordi e colaboradores (2002) e Auprêtre (2002).
4.8 ANÁLISE DE FORMAÇÃO DE CARBONO DURANTE AS
REAÇÕES
Tabela 11: Número de mols e formação de carbono (%) para todos os catalisadores estudados.
Catalisador Mols de Carbono Formação de Carbono (% em massa)
Fe2O3 0,0094 42,97Fe2O3+Pd 0,0111 46,75
ZnO 0,0026 17,13ZnO+Pd 0,0070 35,67
Fe2O3+ZnO 0,0118 48,63Fe2O3+Pd+ZnO 0,0090 41,62
A formação e deposição de carbono sobre os catalisadores é uma das principais
preocupações durante a reforma do vapor, pois este carbono depositado é a principal fonte de
desativação dos catalisadores.
Isso ocorre devido ao impedimento estérico, que impedi que o etanol alimentado
durante a reação atinja os sítios catalíticos (fase metálica) presentes na superfície do
catalisador. Este carbono adsorvido sobre o catalisador é totalmente indesejável a reação de
maneira que a vida útil do catalisador esta estritamente ligada à deposição de carbono.
A tabela 11 apresenta os valores de formação em porcentagem mássica de carbono
após 4 horas e 36 minutos de reação através das temperaturas de 400, 500, 600 e 700 °C. Sabe
se que catalisadores que favorecem a reação de deslocamento do gás-água tendem a depositar
pouco carbono, pois todo o carbono presente esta na forma de CO, CO2 e CH4.
A formação de carbono se dá através de duas maneiras, a primeira esta relacionada à
reação de Boudouard onde o CO é decomposto levando a formação de CO2 e carbono. A
segunda é através da formação e polimerização do eteno.
2CO → CO2 + C
(equação 12)

68
Polimerização: CH2CH2 → monômeros → carbono
(equação 13)
Com base na produção de eteno e considerando a tabela 11, é possível observar que o
carbono produzido em maiores quantidades nos catalisadores que contem ferro em sua
formulação, é formado pelas reações citadas acima. Entretanto catalisador de ZnO foi o
catalisador que apresentou a menor formação de carbono depositado.
69
5 CONCLUSÕES E SUGESTÕES
Através da realização deste trabalho foi possível concluir que:
A adaptação da técnica de degradação térmica de oleatos de metais de transição de
Park e colaboradores (2004) produziu com sucesso nanoestruturas na forma de nanoesferas de
óxido zinco (Figura 9), nanobastões de óxido de ferro (Figura 12) e nanopartículas de paládio
metálico (Figura 16).
A utilização destes materiais como catalisadores na reforma a vapor do etanol
apresentou o sistema binário (50% m/m) formado por óxido de zinco e óxido de ferro a 400°C
(Figura 20) como o principal catalisador para produção de eteno obtendo 97,34% de
rendimento para este produto.
O óxido de ferro dopado com 1% massa de paládio metálico se mostrou muito ativo na
reforma a vapor do etanol através da reação de deslocamento gás-água obtendo
aproximadamente 61% de produção de H2 a 700°C (Figura 21), apresentando-se como
principal catalisador para este produto.
Apesar da produção de eteno ser consideravelmente alta utilizando o catalisador de
óxido de zinco dopado com 1% em massa de paládio metálico, os resultados mostraram-se
similares aos já encontrados por Arenamnart e colaboradores (2006) com o uso de um sistema
empregando zinco e prata metálicos ancorados sobre a zeólita modernita. Quanto à produção
de H2 a produção mostrou-se eficaz, mas inferior a resultados já obtidos em literatura por
Maia e colaboradores (2007), que utilizou um catalisador de Níquel e Cobre ancorados em γ-
Al2O3, considerado o catalisador mais eficiente até o momento atingindo uma média de 77 %
de H2 em 6 horas de reação e 400°C de temperatura.
A utilização do paládio metálico como agente dopante se mostrou eficaz auxiliando a
catálise, principalmente quando participou da reação juntamente com o óxido de zinco na
conversão do etanol assim como o óxido de ferro na produção de H2 a 700°C.
Como perspectiva futuras pretendem-se fazer os seguintes estudos:
1. Estudar a estabilidade e seletividade destes catalisadores na reforma a vapor do
etanol.
2. Utilizar a mesma técnica de produção dos catalisadores citada neste trabalho para
obter nanoestruturas de metais na reforma a vapor do etanol como, por exemplo, o Ni e Cu.

70
3. Estudar a variação de concentração do paládio metálico como agente dopante nos
catalisadores.
4. Medir o potencial dos materiais nanoestruturados como suporte para ancoragem de
outros metais na reforma a vapor do etanol.
Acreditamos que com a utilização da metodologia empregada neste trabalho e com o
aprofundamento de estudos nos itens mencionados podemos obter catalisadores de alta
performance tanto para produção de eteno quanto para a produção de hidrogênio.

71
REFERÊNCIAS
ATHANASIOS, N. F.; D. I. KONDARIDESM, Production of hydrogen for fuel cells by reformation of biomass-derived ethanol, Catalysis Today, n. 75, p. 145-155, 2002. AGUDELO, J. L.;MONTES ,C.C.; Catalytic dehydration of ethanol to ethylene over HMOR HZSM- 5 modified with copper and iron, Revista Ingeniería e Investigación, v.25, n. 3, p. 22- 26, 2005. ARENAMNART, S.; TRAKARNPRUK, W.; Ethanol Conversion to Ethylene Using Metal-Mordenite Catalysts, International Journal of Applied Science and Engineering, v. 4, n. 1, p. 21-32, 2006. AUPRÊTRE, F.; DESCORME, C. ; DUPREZ, D.; Bio-ethanol catalytic steam reforming over supported metal catalysts, Catalysis Communications, n. 3, p. 263–267, 2002. BASTOS, V. D. ;Etanol, Alcoolquímica e Biorrefinarias, BNDES Setorial, n. 25, p. 5-38, 2007. BENITO, M.; SANZ, J.L.; ISABEL, R., PADILLA, R.; ARJONA, R.; DAZA, L.; Bio-ethanol steam reforming: Insights on the mechanism for hydrogen production, Journal of Power Sources, n. 151, p. 11–17, 2005. BREEN, J. P.; BURCH, R.; COLEMAN, H. M.; Metal-catalised steam reforming of ethanol in the production of hydrogen for fuel cell applications. Applied Catalysis B: Environmental, n.39, p. 65-74, 2002. CARDOSO, D.; JORDÃO, M. H.; MACHADO, F. J.; 2° curso Ibero-Americano sobre caracterização de catalisadores e adsorventes, São Carlos, 2001. Cavallaro, S. and S. Freni, Ethanol steam reforming in a molten carbonate fuel cell. A preliminary kinetic investigation, Int. J. Hydrogen Energy, v. 21, n. 6, p. 465-469, 1996. CAVALLARO, S.; CHIODO, V.; FRENI, S.; MONDELLO, N.; FRUSTERI, F.; Performance of Rh/Al2O3 catalyst in the steam reforming of ethanol: H2 production for MCFC, Applied catalysis A: General n.249, p. 119-128, 2003.

72
CHANG, W. L; KYOUNG, L. N.; JAI, S. L.; Microstructural Evolution of Iron Oxide Hollow Nanoparticles Toward Iron Oxide Nanotubes in a Prolonged Sintering Condition, Materials Letters, n. 63, p. 2607-2610, 2009. FIERRO, V.; AKDIM, O.; PROVENDIER, H.; MIRODATOS, C.; Ethanol oxidative steam reforming over Ni-based catalysts, Journal of Power Sources, n. 145 , p. 659–666, 2005. FRENI, S.; MAGGIO, G.; CAVALLARO, S.; Ethanol steam reforming in a molten carbonate fuel cell: A thermodynamic approach . Journal of Power Sources, n. 62, p. 67-73, 1996. FRENI, S., Rh based catalysts for indirect internal reforming ethanol applications in molten carbonate fuel cells, Journal of Power Sources, n. 94, p. 14-19, 2001. FRENI, S.; CAVALLARO, S.; MONDELLO, N.; SPADARO, L.; FRUSTERI, F.; Steam reforming of ethanol on Ni/MgO catalyst: H2 production for MCFC, Journal of power sources, n. 108, p. 53-57, 2002. GALVITA, A. A.; SEMIN, G. L.; BELYAEV, V. D.; SEMIKOLENOV, V. A.; TSIAKARAS, P. ; SOBYANIN, V.A.; Synthesis gas production by steam reforming of ethanol, Applied catalysis A: General ,n. 220, p. 123-127, 2001. GARCIA, E. Y.; LABORDE, M. A.; Hydrogen Production by the Steam Reforming of Ethanol: Thermodynamic Analysis, Int. J. Hydrogen Energy, v.16, n. 5, p. 307-312, 1991. GOULA, M. A.; KONTOU, S. K.; TSIAKARAS, E. P.; Hydrogen production by ethanol steam reforming over a commercial Pd/γ-Al2O3 catalyst, Applied Catalysis B: Enviromental, n. 49, p.135-144, 2004. GROB, R. L.; Modern Pratice of Gas Chomatografy, Editora John Wiley and Sons, New York,1985. HAGA, F.; NAKAJIMA, T.; YAMASHITA, K.; MISHIMA, S.; Effect of crystallite size on the catalysis of Alumina-supported cobalt catalyst for steam reforming of ethanol, Reaction Kinectic. Catalysis Letter, v. 63, n. 2, p. 253-259, 1997. JEWUR, S.S.; Conversão Catalítica do Etanol, Quimica Nova, v. 7, n. 4, p. 67-79, 1984. JORDI, L.; RAMIREZ, P.; Direct production of hydrogen from ethanol aqueous solutions over oxide catalysts, The royal society of chemistry. Chem. Commun, p. 641- 642, 2001.

73
JORDI, L.; HOMS N.; SALES, J.; RAMIREZ DE LA PISCINA, P.; Efficient Production Of Hydrogen over supported Cobalt Catalysts from Ethanol Reforming, Journal of catalysis, n. 209, p.306-317, 2002. JOSE, C.; MARINO, F.; LABORDE, M.; AMADEO, N.; Bio-ethanol steam reforming on Ni/Al2O3 catalyst, Chemical Engineering Journal, (Accepted 2003, in press). LUENGO, C. A.; CIAMPI, G.; CENCING, M. O.; STECKELBERG, C.; LABORDE, M. A.; A novel catalyst system for ethanol gasification, International Journal of Hydrogen Energy, v. 17, n. 9, p. 667-681, 1992. MAIA, Thaisa Aparecida; ASSAF, Elisabete Moreira. Desenvolvimento de catalisadores de cobalto suportados em matrizes de Al2O3, CeO2 e ZrO2 para produção de hidrogênio a partir da reforma a vapor e oxidativa do etanol. 2007. 175 f. Dissertação (Mestrado em Físico-Química) – Universidade de São Paulo, São Carlos, 2007. MAIA, T. A.; BELLIDO, J. D. A.; ASSAF, E. M.; Produção de Hidrogênio a Partir da Reforma a Vapor de Etanol Utilizando Catalisadores Cu/Ni/γ-Al2O3, Química Nova, v. 30, n. 2, 339-345, 2007. MARINO, F.; CERRELLA, E.; DUHALDE, S.; JOBBAGY, M.; LABORDE, M.; Hydrogen from steam reforming of ethanol. Characterization and performance of copper-nickel supported catalysts, International Journal of Hydrogen Energy, n. 23, p. 1095-1101, 1998. PARK, J.; AN, K.; HWANG, Y.; PARK, J. G.; NOH, H. J.; KIM, J. Y.; PARK, J. H.; HWANG, N. M.; HYEON, T.; Ultra-Large-Scale Syntheses of Monodisperse Nanocrystals, Nature Materials ,n. 1251,p. 1-5, 2004. PECHARSKY, V. K.; ZAVALIJ, P. Y.; Fundametals of Powder Diffraction and Structural Characterization of Materials, Springer Science+ Business Media, Inc., New York, NY, USA, 2005. Renewable Fuels Association. Ethanol Industry Outlook, 2009.Washington, fev. 2010. SHOUSHTARI, M. Z.; PARHOODEH, S.; FARBOD, M.; Fabrication na Characterization of Zinc Oxide Nanoparticles by DC arc Plasma, Journal of Physics: Conference Series, n.100, p. 52-57, 2008. SOUZA, A. M.; SOUSA, E. F. A.; Química e Derivados, Agosto 1983.
74
THEOPHILOS, I.; Thermodynamic analysis of ethanol processors for fuel cell applications, Journal of Power Sources, n. 92, p. 17-25, 2001. TSUYOSHI, N.; NAMETA, H.; MISHIMA, S.; MATSUZAKI, I.; TANABE, K., A Highly Active and Highly Selective Oxide Catalyst for the Conversion of Ethanol to Acetone in the Presence of Water Vapour. J. Mater. Chem., v. 4, n.6, p. 853-858, 1994. VASUDEVA, K.; MITRA, N.; UMASANKAR, P.; DHINGRA, S. C.; Steam Reforming of Ethanol for Hydrogen Production: Thermodynamic Analysis, International Journal of Hydrogen Energy, v. 21, n. 1, p. 13-18, 1996. VAN GRIEKEN, R. E.; MARKOWICZ, A. A.; Handbook of X-ray Spectrometry: Methods and Techniques, 1.ed.New York : Marcel Dekker, Inc., 1993. VELU, S.; SATOH, N.; GOPINATH, S.C.; Oxidative reforming of bio-ethanol over Cu, Ni, Zn, Al, mixed oxides catalysts for hydrogen production. Catalysis letters, n. 82, p.145-151, 2002.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo