UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
76
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA RENATA PIRES FERREIRA Uso de coagulantes naturais como pré-tratamento de efluente de laticínio Lorena 2012
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA
RENATA PIRES FERREIRA
Uso de coagulantes naturais como pré-tratamento de efluente de laticínio
Lorena
2012

RENATA PIRES FERREIRA
Uso de coagulantes naturais como pré-tratamento de efluente de laticínio
Monografia apresentada à Escola de Engenharia de Lorena da Universidade de São Paulo como requisito parcial para obtenção do título de Engenheiro Químico. Área de concentração: Engenharia ambiental e Processos de separação
Orientador: Prof. Dr. Luís Fernando Figueiredo Faria
Lorena
2012

AGRADECIMENTOS
Agradeço a Deus por me conceder saúde e paciência para a realização deste
trabalho.
Ao Prof. Dr. Luís Fernando Figueiredo Faria pela orientação e confiança que
contribuíram para minha formação profissional.
Ao especialista de meio ambiente da LBR-Lácteos, Antonio Lima, por toda a
atenção, recepção e pela permissão de usar o efluente da LBR-Lácteos da
unidade de Guaratinguetá como objeto de estudo deste trabalho.
Aos meus pais, Aurora e Marcos, por todo o apoio, paciência e incentivo.
Ao meu namorado, Franchtesco, por todo seu amor, compreensão e incentivo.
Aos meus amigos de laboratório Júlia, Larissa, Thiago e, em especial, Paulo
Ricardo. Obrigada pela amizade e por toda a ajuda no desenvolvimento deste
trabalho, sem vocês não teria alcançado meu objetivo.
Ao meu gestor de estágio, Alexandre Isalino, por me conceder os dias
necessários para realização dos experimentos e por me ajudar na interpretação
dos resultados.
Ao meu colega Fernando, pelas conversas sobre planejamentos de experimentos
e experiências compartilhadas.
Ao Prof. Dr. Hélcio José, do departamento de Engenharia Química da Escola de
Engenharia de Lorena – USP, por disponibilizar seu laboratório para realização
das análises necessárias para o trabalho.
A todos que torceram e me ajudaram a conquistar este objetivo.

RESUMO
FERREIRA, R. P. Uso de coagulantes naturais como pré-tratamento de
efluente de laticínio . 2012. 73 f. Trabalho de Conclusão de Curso – Escola de
Engenharia de Lorena, Universidade de São Paulo, São Paulo, 2012.
As indústrias de laticínios representam uma atividade de grande importância na
economia brasileira, porém são responsáveis pela geração de efluentes com alto
potencial poluidor. Um tratamento primário eficiente, como a coagulação/
floculação, reduz significativamente o tamanho e os custos de operação de uma
planta de tratamento biológico. Recentes estudos têm apontado para alguns
inconvenientes no uso de sais de alumínio como coagulantes, como doença do
mal de Alzheimer. Muitos trabalhos têm apontado para introdução de coagulantes
naturais. A proposta deste trabalho foi realizar um tratamento primário do efluente
de laticínios fornecido por uma indústria, através da técnica de
coagulação/floculação, utilizando coagulantes naturais presentes no extrato da
semente de Moringa oleífera e no tanino. Para avaliar a influência das
concentrações de extrato de semente de Moringa oleifera, concentração de
derivado de tanino, pH e agitação sobre as variáveis estudadas - turbidez,
demanda química de oxigênio (DQO) e carbono orgânico total (COT), foram
utilizados planejamentos experimentais do tipo fatorial fracionado e delineamento
composto central rotacional (DCCR). Concluiu-se que a melhor condição de
tratamento dentro das faixas estudadas foi em pH igual a 5, concentração de
extrato de Moringa oleifera igual a 20 mg/L e concentração de derivado de tanino
igual a 50 mg/L, gerando reduções de 89,0 % para turbidez, 42,6 % para DQO e
24,2% para COT.
Palavras-chave: Coagulação. Floculação. Efluentes. Laticínios

SUMÁRIO 1 INTRODUÇÃO ................................................................................................. 5 2 OBJETIVOS ..................................................................................................... 7 3 REVISÃO BIBLIOGRÁFICA ............................................................................. 8
3.1 A INDÚSTRIA DE LATICÍNIOS ................................................................ 8
3.2 EFLUENTES DE LATICÍNIOS .................................................................. 9
3.3 TRATAMENTO DE EFLUENTES DE LATICÍNIOS ................................ 10
3.4 COAGULAÇÃO/FLOCULAÇÃO ............................................................. 12 3.4.1 COLOIDES .......................................................................................... 12 3.4.2 COAGULANTES QUÍMICOS .............................................................. 17 3.4.3 COAGULANTES NATURAIS .............................................................. 18
3.5 LEGISLAÇÃO AMBIENTAL .................................................................... 24
3.6 PARÂMETROS ANALÍTICOS ................................................................ 26
3.7 PLANEJAMENTO DE EXPERIMENTOS ................................................ 28 4 MATERIAL E MÉTODOS ............................................................................... 34
4.1 MATERIAIS ............................................................................................ 34 4.1.1 EFLUENTE DE LATICÍNIO ................................................................. 34 4.1.2 PREPARAÇÃO DOS COAGULANTES ............................................... 35
4.2 PLANEJAMENTO EXPERIMENTAL ...................................................... 36
4.3 MÉTODOS ANALÍTICOS ....................................................................... 39 5 RESULTADOS E DISCUSSÃO ..................................................................... 41
5.1 CARACTERIZAÇÃO DO ELFUENTE BRUTO 1 .................................... 41
5.2 RESULTADOS OBTIDOS NO PLANEJAMENTO FATORIAL FRACIONADO ................................................................................................... 41
5.3 ESCOLHA DOS FATORES E FAIXAS DE ESTUDO PARA O PLANEJAMENTO DO TIPO DCCR ................................................................... 50
5.4 CARACTERIZAÇÃO DO EFLUENTE BRUTO 2 .................................... 51
5.5 RESULTADOS OBTIDOS NO PLANEJAMENTO DO TIPO DCCR ....... 52 6 CONCLUSÃO ................................................................................................ 65 7 SUGESTÕES PARA TRABALHOS FUTUROS ............................................. 66 8 CRONOGRAMA REALIZADO ....................................................................... 67 REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................... 68 ANEXOS ............................................................................................................... 72

5
1 INTRODUÇÃO
A indústria de laticínios representa uma atividade de grande importância na
economia mundial. A recepção de leite pelas maiores empresas de laticínios no
Brasil em 2010 foi de 8,05 bilhões de litros. As exigências da legislação ambiental
são cada vez maiores e têm forçado uma mudança rápida de atitude por parte
dos empresários, no sentido de controlar a poluição, aliada a um movimento
progressivo de conscientização da população no sentido de, cada vez mais, se
consumir produtos e serviços que gerem menor impacto no meio ambiente
(SANTOS, 2009; EMBRAPA/Gado de Leite, 2012).
O lançamento de efluentes de laticínios, constituídos por leite e seus
subprodutos, sem tratamento prévio nos corpos hídricos gera diversos impactos
ambientais, como a elevação da demanda bioquímica de oxigênio (DBO) da água,
o que provoca diminuição do oxigênio dissolvido no meio; alteração da
temperatura do meio; aumento da concentração de sólidos solúveis, eutrofização
dos corpos hídricos e proliferação de doenças veiculadas pela água (SANTOS,
2009).
Outro aspecto importante é a destinação dada à parcela não aproveitada
do soro de queijo. A demanda bioquímica de oxigênio (DBO) do soro varia de
30.000 a 60.000. Outro dado que demonstra o potencial poluidor deste efluente é
o fato de que ele pode ser aproximadamente cem vezes mais poluidor do que o
esgoto doméstico. Assim, seu lançamento direto nos cursos d’água é um dos
maiores impactos ambientais gerados pelas indústrias de laticínios (FARIA, 2004;
SANTOS, 2009).
Assim, faz-se necessário tratar os efluentes lácteos, grandes poluidores
devido à alta carga orgânica, de modo a minimizar os impactos ambientais,
através de tratamentos físico-químicos e/ou biológicos.
Se um tratamento físico-químico é aplicado de maneira eficiente durante o
primeiro estágio do tratamento de efluentes, então a carga orgânica do efluente
do tratamento biológico subsequente é consideravelmente reduzida.
Muitos coagulantes são largamente usados em processos de tratamento de
águas, baseadas em suas características químicas. Estes coagulantes são
classificados em inorgânicos, polímeros orgânicos sintéticos e coagulantes

6
naturais. Os dois coagulantes mais comumente usados são sais de alumínio e
ferro (III).
Entretanto, recentes estudos têm apontado para vários inconvenientes no
uso de sais de alumínio como coagulantes, como doença do mal de Alzheimer,
associada com resíduos de alumínio no tratamento de águas, e grande produção
de volumes de lodo. Para contornar estes problemas associados com coagulantes
químicos, muitos estudos têm apontado para introdução de coagulantes naturais
ou extratos de micro-organismos, animais ou plantas. Por exemplo, o coagulante
natural proveniente do extrato da moringa produz não somente lodo inócuo, mas
também um lodo de quatro a cinco vezes menor em volume que o lodo químico
produzido pela coagulação com alumínio (VIEIRA, 2009).
Há uma tendência crescente em avaliar alguns materiais mais baratos,
incluindo dejetos agrícolas e industriais, para remover diversos poluentes dos
efluentes industriais (VIEIRA, 2009).
Portanto, este trabalho se justifica pela necessidade de novos estudos e
novas alternativas mais ecologicamente corretas de tratamento da crescente
quantidade de efluentes gerados pela indústria de laticínios, altamente poluidores,
para minimizar os impactos ambientais que os cursos d’água teriam caso estes
efluentes fossem lançados diretamente sem tratamento algum, também levando
em consideração os impactos que estes tratamento têm sobre a saúde humana

7
2 OBJETIVOS
Objetivos Gerais
O objetivo deste trabalho de conclusão de curso é contribuir para o
tratamento primário de um efluente de laticínio por meio do processo de
coagulação/floculação utilizando coagulantes naturais derivados do extrato da
semente de Moringa oleifera e de tanino. O efluente será fornecido gentilmente
por uma indústria de laticínios da região, a LBR-Lácteos Brasil, localizada no
município de Guaratinguetá.
Objetivos específicos
• Estudar como a variação das concentrações dos coagulantes
naturais Moringa oleifera e tanino no efluente bruto, o pH do meio e modo de
agitação na etapa de floculação influenciam na redução de carga orgânica do
efluente de laticínio.
• Reduzir a turbidez, demanda química de oxigênio (DQO) e carbono
orgânico total (COT) do efluente bruto.
8
3 REVISÃO BIBLIOGRÁFICA
3.1 A INDÚSTRIA DE LATICÍNIOS
Em 2010, a produção mundial de leite de vaca foi de aproximadamente 599
milhões de toneladas, sendo 64% desse volume produzido na América ou na
Europa (FAO, 2012). Em 2010, a produção de leite no Brasil foi de 30,7 bilhões de
litros de leite. O país está entre os cinco países com maior produção de leite no
mundo, atrás de Estados Unidos (85,8 bilhões), Índia (45,1 bilhões), China (35,5
bilhões) e Rússia (32,3 bilhões), considerando somente o leite de vaca (ZOCCAL,
2012).
A produção de leite no período de 1975 a 2001 cresceu 3,62 % ao ano,
saltando de 8 bilhões de litros em 1975 para 19,8 bilhões de litros em 2000. Deste
aumento, 61,93 % se deve ao crescimento da produtividade e somente 38,07 %
ao aumento do rebanho. O aumento da produtividade pode ser explicado pela
modernização do setor produtivo, como adoção de tecnologias, as modificações
genéticas dos rebanhos leiteiros e melhoramento da alimentação e saúde animal.
(VILELA et al., 2002)
Em 1975, a produtividade média era de 646 litros de leite por vaca por ano
e em 2010 foi de 1340 litros por vaca por ano. O aumento de rebanho é explicado
pela incorporação de novas áreas produtoras nas regiões de Minas Gerais,
Centro-Oeste e Norte. (EMBRAPA/Gado de Leite, 2012)
A indústria de laticínios no Brasil adquire a matéria-prima dos fornecedores,
processa, produz e vende diversos derivados lácteos. Este setor é formado por:
indústrias multinacionais, indústrias nacionais e cooperativas de produtores de
leite. (VILELA et al., 2002)
A recepção de leite pelas maiores empresas de laticínios no Brasil em 2010
foi de 8,05 bilhões de litros (EMBRAPA/Gado de Leite, 2012). Portanto, devido ao
volume de resíduos gerados, torna-se necessário e obrigatório o tratamento
prévio dos efluentes antes do lançamento nos curso d’água (SALAZAR, 2009;
FARIA et al., 2004).

9
3.2 EFLUENTES DE LATICÍNIOS
A indústria de laticínios gera efluentes caracterizados por altas
concentrações de nutrientes, conteúdos orgânicos e patógenos. O teor de matéria
orgânica e dos nutrientes destes efluentes depende do tamanho da vaca, de sua
lactação e dieta. Além disso, a composição de águas residuais é
significativamente influenciada pela gestão de resíduos, clima, condições
operacionais e demais fatores (PATTNAIK et al., 2008).
O principal constituinte do leite é a água. Os sólidos do leite são compostos
de gordura, proteínas, lactose e sais minerais. Os sais minerais e a lactose
formam uma solução com a água, a gordura forma uma emulsão e a proteína
uma dispersão coloidal. As proteínas do leite são compostas pelas caseínas (80%
do total de proteínas do leite), organizadas na forma de micelas, e pelas proteínas
do soro (lactoalbumina e lactoglobulina, solúveis em água). A lactose é um
dissacarídeo composto de galactose e glicose. Os principais sais minerais do leite
são os de cálcio e fósforo. (AQUARONE et al., 2001)
O efluente dessas indústrias consiste, principalmente, de quantidades
variáveis de leite diluído, materiais sólidos flutuantes (principalmente substâncias
graxas) de uma variedade de fontes, detergentes usados nas operações de
lavagem e sanitização, lubrificantes utilizados na manutenção de equipamentos,
areia e poeira removidas nas operações de lavagem de pisos e latões de leite e
esgotos domésticos (SALAZAR, 2009; FARIA et al., 2004).
No beneficiamento de iogurte e bebidas lácteas, os efluentes líquidos
industriais também contêm açúcar, pedaços de frutas e essências diversas.
Na produção de manteiga, gera-se o leitelho, com alto teor de fosfolipídeos.
Já na produção de queijos há geração do subproduto denominado soro, composto
por lactose, proteínas, sais minerais, dentre outros. A DBO do soro varia de
30.000 a 60.000. Ambos subprodutos contêm elevados valores nutritivos e cargas
orgânicas, o que significa que, micro-organismos existentes nos corpos d’água
receptores se utilizam do oxigênio dissolvido na água para biodegradar a matéria
orgânica. Isto causa falta de oxigênio para peixes e plantas aquáticas,

10
acarretando na morte dos mesmos por asfixia. (SALAZAR, 2009; FARIA et al.,
2004)
O leite ácido é o leite que contém muitas impurezas e apresenta
contaminação microbiológica, devido à ordenha manual sem cuidados higiênicos
e à falta de resfriamento no transporte. É originado no processo de
beneficiamento do leite devido à falta de controle durante o processo de obtenção
da matéria-prima. (FARIA et al., 2004)
O soro, o leitelho e o leite ácido devem ser captados e aproveitados para
fabricação de outros produtos ou na alimentação animal. Infelizmente são pouco
reaproveitados, gerando um problema para a indústria em termos de tratamento
(FARIA et al., 2004; SALAZAR, 2009).
Estes efluentes são gerados no beneficiamento do leite por processos e
operações, tais como descritos por Faria et al., 2004:
• Lavagem e limpeza de latões, tanques, tubulações de leite, pisos e
paredes.
• Descartes e descargas por interrupção de funcionamento
pasteurizadores, trocadores de calor e separadores; materiais
perdidos nas operações de empacotamento.
• Vazamentos e derramamentos devido à manutenção e operação
inadequadas.
O lançamento direto da parcela não aproveitada do soro de queijo nos
cursos d’água constitui um dos mais graves impactos ambientais gerados pelas
indústrias de laticínios. Assim, é imprescindível tratar os efluentes gerados pela
indústria de lacticínios, de modo a evitar grandes impactos ambientais (SANTOS
et al., 2009).
3.3 TRATAMENTO DE EFLUENTES DE LATICÍNIOS
O tratamento biológico remove a matéria orgânica do efluente através do
metabolismo de oxidação e de síntese das células. Este tipo de tratamento é
normalmente usado em virtude da grande quantidade de matéria orgânica,
11
facilmente biodegradável, presente na composição deste efluente (SANTOS et al.,
2009).
Nos processos aeróbios, a estabilização dos despejos é realizada por
micro-organismos aeróbios e facultativos, enquanto que nos processos
anaeróbios os micro-organismos atuantes são facultativos e anaeróbios.
Os tratamentos aeróbios podem ser: lodos ativados, filtro biológico (ambos
com disponibilidade artificial de oxigênio) e lagoa de estabilização aeróbia
(fornecimento natural de oxigênio pelas algas). O sucesso da aplicação de cada
um dos tipos de tratamento está relacionado com o conhecimento prévio sobre as
características físico-químicas do efluente. Os tratamentos anaeróbios não
necessitam de aeração e há geração de biogás (CH4), que pode ser aproveitado
na indústria como fonte de energia (SALAZAR, 2009).
Outro tratamento utilizado para estes efluentes é a coagulação química
seguida de sedimentação, que pode reduzir e atender os parâmetros definidos na
legislação, adequando o resíduo para descarte, como o teor de óleos e graxas
(TOG), a demanda química de oxigênio (DQO) e a turbidez (SANTOS et al.,
2009).
Tratamentos físicos e químicos também podem servir como tratamento
primário, anterior ao tratamento biológico. Um tratamento primário eficiente reduz
significativamente o tamanho, o capital e os custos de operação de uma planta de
tratamento biológico, devido à redução de sólidos suspensos, óleos e graxas no
efluente.
Dentre os processos físicos utilizados na etapa primária de tratamento,
pode-se citar a flotação e sedimentação. Entretanto alguns efluentes contêm
suspensões coloidais que apresentam grande estabilidade devido à pequena
dimensão e à existência de cargas superficiais que promovem a repulsão entre as
partículas, tornando difícil sua separação por processos físicos.
A coagulação/floculação é um tratamento químico que promove a
desestabilização e agregação das partículas coloidais, formando flocos maiores e
mais densos, possíveis de serem separados através de processos físicos.
(SCHOENHALS et al., 2006)

12
3.4 COAGULAÇÃO/FLOCULAÇÃO
Os termos coagulação e floculação são comumente utilizados como
sinônimos. Porém a coagulação é o processo pelo qual o agente coagulante,
adicionado ao meio, reduz as forças que mantém separadas as partículas em
suspensão, sendo geralmente necessária agitação intensa para que o processo
seja eficiente.
A floculação é o processo de agregação dessas partículas em suspensão
devido, principalmente, às forças de Van der Waals, de modo a formar partículas
maiores que possam sedimentar. A formação dos flocos pode ocorrer de maneira
espontânea, apenas pelos sucessivos choques entre as várias partículas
presentes, desde que o sistema apresente energia disponível para tal, decorrente
da agitação dele. No entanto, uma agitação muito intensa pode fazer com que os
flocos formados se desagreguem espontaneamente. (CARDOSO, 2008)
Entre as principais vantagens do processo de coagulação/floculação,
podem-se citar: ocorre em temperaturas baixas, consome pouca energia e atinge
elevados níveis de purificação em uma única etapa (MAGACHO, 2009).
3.4.1 COLOIDES
As partículas em suspensão apresentam diâmetros entre 10-1 mm e 10-3
mm e conseguem ser separadas da fase líquida através de processos de
sedimentação ou flotação em tempos razoáveis. Já as partículas que apresentam
diâmetros entre 10-3 mm e 10-6 mm correspondem às dispersões coloidais. Estas
partículas, devido ao reduzido tamanho, levariam um longo tempo para
sedimentar ou flotar, impossibilitando a remoção somente por meio da
sedimentação ou flotação (PAVANELLI, 2001).

13
Figura 1. Partículas presentes na água, distribuídas por tamanho. (PAVANELLI, 2001)
Os coloides podem ser classificados em hidrófilos e hidrófobos. Os
hidrófilos apresentam em torno de si uma camada de moléculas de água
adsorvidas, o que dificulta sua complexação. Os hidrófobos se mantêm em
suspensão devido aos choques entre suas moléculas e as moléculas de água e
ao seu reduzido tamanho. Os coloides hidrófobos negativamente carregados
apresentam maior facilidade de complexação (MAGACHO, 2009).
Mecanismos da formação de cargas superficiais nos c oloides
As cargas superficiais de substâncias orgânicas, substâncias químicas
inertes e óleos dispersos na água, encontrados no efluente lácteo, se
desenvolvem através dos seguintes mecanismos:
Adsorção preferencial – partículas de óleos e substâncias inertes
adquirem carga negativa por meio da adsorção preferencial de ânions,
principalmente íons hidroxila.
Ionização – as partículas orgânicas, como proteínas, que apresentam
muitos radicais carboxila (–COOH) e amina (–NH2), adquirem carga superficial
pela ionização dos grupos, representada na Figura 2, em que R representa o
restante da molécula. (SANTOS, 2006)

14
Figura 2. Ionização dos grupos carboxila e amina das proteínas de acordo com pH.
(SANTOS, 2006)
Nestes mecanismos, o pH da água é determinante no sinal e intensidade
da carga formada.
Dupla camada de Stern
Devido a forças de atração eletrostáticas e de van der Waals, ocorre
adesão de alguns íons de carga oposta na superfície de um coloide. Em torno
desta camada de íons, forma-se uma camada difusa, conforme Figura 3. A dupla
camada elétrica consiste, portanto, da camada compacta, ou camada de Stern, na
qual o potencial elétrico cai linearmente do potencial de Nernst para potencial de
Stern, e da camada difusa, na qual o potencial de Stern cai exponencialmente a 0,
conforme Figura 3. (SANTOS, 2006)

15
Figura 3. Modelo de Stern para dupla camada elétrica, mostrando a camada compacta e
a camada difusa. (SANTOS, 2006)
O potencial zeta é um parâmetro utilizado para determinação da carga
eletrostática superficial das partículas coloidais presentes na água e é utilizado
para medir a magnitude das interações repulsivas entre as partículas.
(PAVANELLI, 2001)
Mecanismos para desestabilização de partículas colo idais
Partículas coloidais estão sujeitas a duas forças distintas: uma de repulsão,
devido às suas cargas semelhantes e outra de atração, devido às forças de van
der Waals. Para que a força de atração seja maior que a de repulsão entre as
camadas difusas é necessária a introdução de coagulantes que neutralizem ou

16
superem as forças de repulsão entre essas partículas e energia para que haja
maior número de colisões entre as moléculas. Para tanto, podem ser usados
agentes coagulantes introduzidos ao meio sob agitação. (MAGACHO, 2009;
SANTOS, 2006)
São definidos quatro mecanismos para desestabilização de partículas
coloidais carregadas:
• Compressão da camada difusa
• Adsorção e neutralização de cargas
• Adsorção e formação de pontes
• Varredura
Estes mecanismos podem ocorrer de acordo com o produto químico
empregado como coagulante (SANTOS, 2006).
Desestabilização de coloides através da adição de á cidos ou bases fortes
A adição de ácidos e bases fortes provoca um aumento na concentração
de íons na solução. Os íons H+ ou OH- reagem com radicais presentes na
superfície dos coloides, reduzindo a carga superficial da partícula e possibilitando
a coagulação ao atingir o ponto isoelétrico. Se for adicionada quantidade
excessiva de ácido ou base poderá haver reversão das cargas na superfície da
partícula, tornando o coloide novamente estável (SANTOS, 2006).
Desestabilização de coloides através da adição de p olieletrólitos
A desestabilização de coloides com polieletrólitos pode ocorrer por
adsorção e neutralização de carga, adsorção e formação de pontes poliméricas
ou, por ambos mecanismos. Os polieletrólitos apresentam grandes cadeias
moleculares com sítios ionizáveis ao longo da cadeia. Eles podem ser catiônicos,
aniônicos, não iônicos ou anfolíticos (SANTOS, 2006).
De acordo com La Mer e Healy (1963), a molécula polimérica deve conter
grupos químicos que interajam com sítios na superfície da partícula coloidal.
Estes grupos adsorvem à superfície do coloide, deixando o restante da cadeia na
solução. Se um segundo coloide com algum sítio adsorvente vago entrar em
contato com este segmento estendido, pode haver a adesão, formando-se um

17
complexo partícula-polímero-partícula no qual o polímero serve como uma ponte.
Se não houver uma segunda partícula disponível, o segmento estendido pode
adsorver a outros sítios na partícula original, de modo que não poderá mais
formar pontes.
La Mer e Healy (1963) também afirmam que:
• a desestabilização pode ser obtida com uso de polímeros com carga
similar à da partícula e ocorre de modo otimizado quando apenas
uma fração dos sítios da partícula é utilizada.
• dosagens excessivas de polieletrólitos podem saturar as superfícies
coloidais, re-estabilizando o coloide devido à indisponibilidade de
sítios para formação de pontes poliméricas.
• Um sistema que foi desestabilizado pode ser re-estabilizado por
agitação excessiva, devido à quebra das ligações polímero-
superfície e à possibilidade de que os segmentos dobrem-se sobre
si mesmos.(LA MER e HEALY, 1963; SANTOS, 2006)
3.4.2 COAGULANTES QUÍMICOS
Os agentes coagulantes, em geral, são sais de cátions trivalentes (Al+3,
Fe+3). Esses sais, ao reagirem com álcalis, produzem precipitados floculentos,
cujos flocos apresentam grande superfície de adsorção de coloides e de material
em suspensão. Desta forma, a coagulação além de um processo químico de
complexação de moléculas, também é um processo físico de adsorção e arraste
de partículas. As substâncias formadas pela reação destes sais com álcalis têm
caráter anfótero. Isto implica na solubilização destas substâncias em valores de
pH muito ácidos ou muito alcalinos restando apenas uma faixa de pH em que são
ativas, isto é: formam precipitados floculentos. Esta faixa é variável para cada sal
usado. (MAGACHO, 2009)
O sulfato de alumínio se destaca como o coagulante químico mais utilizado
no Brasil, pela relativa eficiência, baixo custo, fácil armazenamento e transporte.
Porém, como o alumínio não é biodegradável, elevadas concentrações desse
composto podem ocasionar problemas à saúde humana, inclusive o processo
18
degenerativo do Mal de Alzheimer, envolvendo riscos relativos para populações
expostas a concentrações de alumínio em água potável superiores a 0,1 mg/L
(CARDOSO, 2008; MAGACHO, 2009).
O policloreto de alumínio (PAC), outro agente coagulante de destaque,
contém em sua formação de 10 a 25% de Al2O
3, considerado o ingrediente ativo.
O PAC oferece algumas vantagens técnicas sobre os coagulantes
tradicionalmente usados: é capaz de flocular em qualquer faixa de pH, apresenta
maior eficiência em comparação ao sulfato de alumínio na remoção de coloides
com menor gasto de reagentes e gera menor resíduo de alumínio no produto final
(FONSECA, 2010).
Para que a coagulação aconteça é necessária a presença de um agente
alcalinizante no meio reacional. Os reagentes mais utilizados são óxido de cálcio
(cal virgem), hidróxido de cálcio (cal hidratada) ou carbonato de sódio, sendo este
último mais indicado devido a sua maior solubilidade. Podem ainda ser aplicados
auxiliares de floculação (sílica ativada, polieletrólitos, argila, betonita, etc.) cuja
maior finalidade é tornar o floco mais denso, facilitando sua decantação
(MAGACHO, 2009).
3.4.3 COAGULANTES NATURAIS
Os coagulantes/floculantes naturais têm demonstrado vantagens em
relação aos químicos, especificamente em relação à biodegradabilidade, baixa
toxicidade e baixo índice de produção de lodos residuais (CARDOSO et al.,
2008).
Moringa oleifera:
Em vários países asiáticos, africanos e sulamericanos, inúmeras plantas
estão sendo utilizadas como coagulantes/floculantes naturais. Em geral, os
estudos são aplicados ao tratamento de águas para fins potáveis.
A Moringa oleifera pertence à família Moringaceae, que é composta apenas
de um gênero (Moringa) e 14 espécies. É uma árvore de pequeno porte, nativa do
19
Norte da Índia, amplamente distribuída na Índia, Egito, Filipinas, Sri Lanca,
Tailândia, Malásia, Myanmar, Paquistão, Singapura, Jamaica e Nigéria , de
crescimento rápido, que se adapta a uma ampla faixa de solo e é tolerante à
seca, cresce em regiões desde as subtropicais secas e úmidas, até tropicais
secas e florestas úmidas
O gênero Moringa, e particularmente as espécies M. oleifera e M.
stenopetala, destacam-se como um dos mais promissores coagulantes naturais,
apesar de sete espécies terem demonstrado o efeito coagulante. (CARDOSO et
al., 2008; PEREIRA et al., 2011).
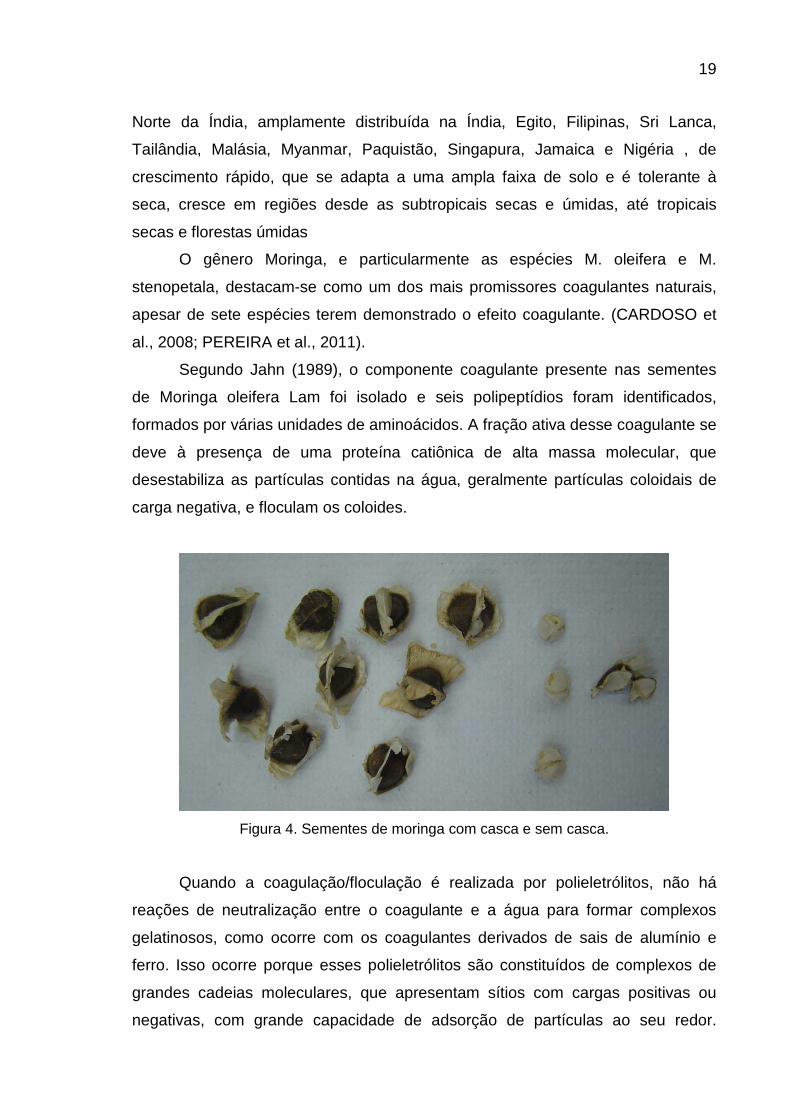
Segundo Jahn (1989), o componente coagulante presente nas sementes
de Moringa oleifera Lam foi isolado e seis polipeptídios foram identificados,
formados por várias unidades de aminoácidos. A fração ativa desse coagulante se
deve à presença de uma proteína catiônica de alta massa molecular, que
desestabiliza as partículas contidas na água, geralmente partículas coloidais de
carga negativa, e floculam os coloides.
Figura 4. Sementes de moringa com casca e sem casca.
Quando a coagulação/floculação é realizada por polieletrólitos, não há
reações de neutralização entre o coagulante e a água para formar complexos
gelatinosos, como ocorre com os coagulantes derivados de sais de alumínio e
ferro. Isso ocorre porque esses polieletrólitos são constituídos de complexos de
grandes cadeias moleculares, que apresentam sítios com cargas positivas ou
negativas, com grande capacidade de adsorção de partículas ao seu redor.

20
Assim, esse tipo de coagulação/floculação praticamente independe da
alcalinidade da água, podendo ocorrer numa grande faixa de valores de pH, entre
4,0 e 12,0. (CARDOSO, 2008)
Vieira et al. (2010) utilizaram as sementes de moringa como adsorvente
natural para o tratamento das águas residuais da indústria de laticínios. Os efeitos
do tempo de agitação, pH, doses de Moringa oleifera e concentração de leite em
água foram avaliados. Eficiências de remoção de até 98%, para cor e turbidez,
foram alcançadas usando 0,2 g de Moringa oleifera e 0,2 L de 1g/L de água
residual preparada com leite em pó e água de torneira. Os resultados obtidos
mostraram que as sementes M. oleifera mantém seu poder de adsorção em uma
faixa de pH entre 5 e 8. Houve uma boa afinidade entre os componentes do
efluente de laticínio e o coagulante. Vieira et al. (2010) concluíram que a
biomassa de moringa tem potencial para ser usado no tratamento de efluentes da
indústria de laticínios de uma forma eficiente e com baixo custo.
Muitos produtos úteis podem ser extraídos das sementes de Moringa
oleífera, em particular, óleos comestíveis e outros óleos úteis podem ser extraídos
antes do coagulante ser fracionado. Os resíduos sólidos podem ser usados como
ração animal e fertilizante, enquanto a casca da semente pode ser ativada e
usada como um adsorvente. O coagulante pode, assim, ser obtido com custo
extremamente baixo. Sementes de moringa são efetivas na remoção de material
em suspensão. Os extratos de M. oleifera geram menores volumes de lodo em
comparação com alumínio, e são adsorventes efetivos de cádmio. Se um
tratamento físico-químico efetivo é aplicado durante primeiro estágio do
tratamento de efluente, então o lodo de qualquer fase de tratamento biológico
subsequente é consideravelmente reduzido.
A grande preocupação na utilização de extratos de sementes para
tratamento de água é o material residual orgânico de semente que estará
presente na água ao final do tratamento. A moringa é orgânica e biodegradável.
Se as partículas são removidas e o lodo que é gerado é comprovadamente
inócuo, então este pode ser utilizado como um fertilizante e / ou condicionador de
solo após estabilização. Se moringa é comprovadamente ativa, segura e barata, é
possível usá-la para tratamento de água potável e águas residuais. (VIEIRA et al.,
2010)

21
Okuda et al. (1999) comparou a eficiência da coagulação utilizando várias
soluções de sais para extrair o componente coagulante ativo da moringa. Neste
estudo, foi verificado que a capacidade de coagulação do extrato de moringa
extraído com NaCl 1M foi 7,4 vezes maior que o extrato de moringa extraído com
água destilada na remoção de partículas de argila branca em suspensão.
Nenhuma diferença na eficiência da coagulação foi observada para extratos
utilizando NaCl, KNO3, KCl e NaNO3.
Madrona et al. (2010) prepararam a solução do coagulante no mesmo dia
dos ensaios usando 1g da polpa da semente em 100 mL de solução salina. A
solução foi agitada por 30 minutos e filtrada à vácuo.
Derivados de Tanino:
Taninos são compostos polifenóis encontrados em uma grande variedade
de plantas superiores, com características adstringentes. A grande vantagem dos
taninos vegetais é apresentar a propriedade de adsorver metais dissolvidos em
água, aglutinando-os por precipitação no meio, além disso, pode eliminar ou
diminuir a toxidez existente em águas contaminadas por bactérias clorofiladas ou
cianofíceas (FONSECA, 2010).
Segundo Heredia, Martín e Muñoz (2010), o termo tanino abrange muitas
famílias de compostos químicos. Tradicionalmente, os taninos são utilizados para
tingir couros, mas também vários taninos são usados como floculantes. Os
taninos são originados pelo metabolismo secundário de plantas, ocorrendo em
cascas, frutas e folhas.
Enquanto as cascas de Acacia e Schinopsis constituem a principal fonte de
taninos para a indústria de couros, as cascas de outras árvores não tropicais
como Quercus ilex, suber, e robur, Castanea, e Pinus também são ricas em
tanino.
Segundo os mesmos autores, taninos têm sido testados com sucesso na
remoção de surfactantes, na eliminação de corantes, remediação de águas
residuais municipais e clarificação de água.
O conhecimento de sua estrutura química é uma tarefa difícil devido à
complexidade química dos taninos e o fato de eles serem tomados de uma matriz
natural sem uma purificação completa.
22
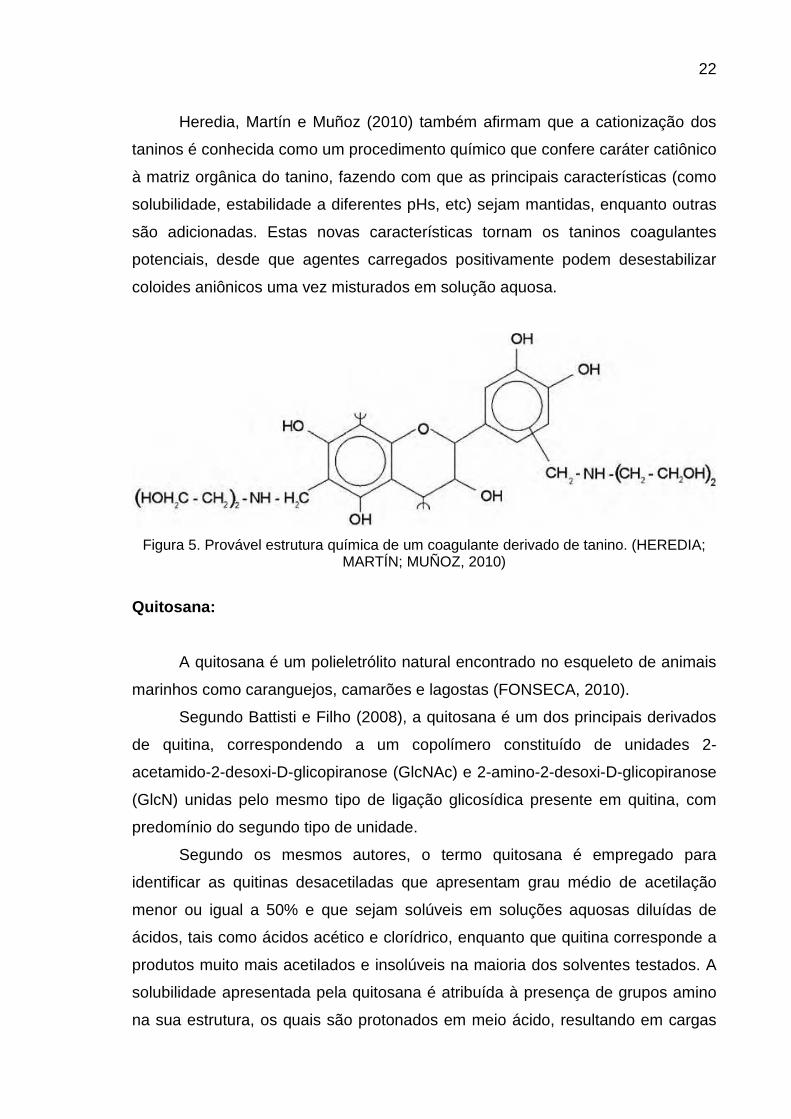
Heredia, Martín e Muñoz (2010) também afirmam que a cationização dos
taninos é conhecida como um procedimento químico que confere caráter catiônico
à matriz orgânica do tanino, fazendo com que as principais características (como
solubilidade, estabilidade a diferentes pHs, etc) sejam mantidas, enquanto outras
são adicionadas. Estas novas características tornam os taninos coagulantes
potenciais, desde que agentes carregados positivamente podem desestabilizar
coloides aniônicos uma vez misturados em solução aquosa.
Figura 5. Provável estrutura química de um coagulante derivado de tanino. (HEREDIA;
MARTÍN; MUÑOZ, 2010)
Quitosana:
A quitosana é um polieletrólito natural encontrado no esqueleto de animais
marinhos como caranguejos, camarões e lagostas (FONSECA, 2010).
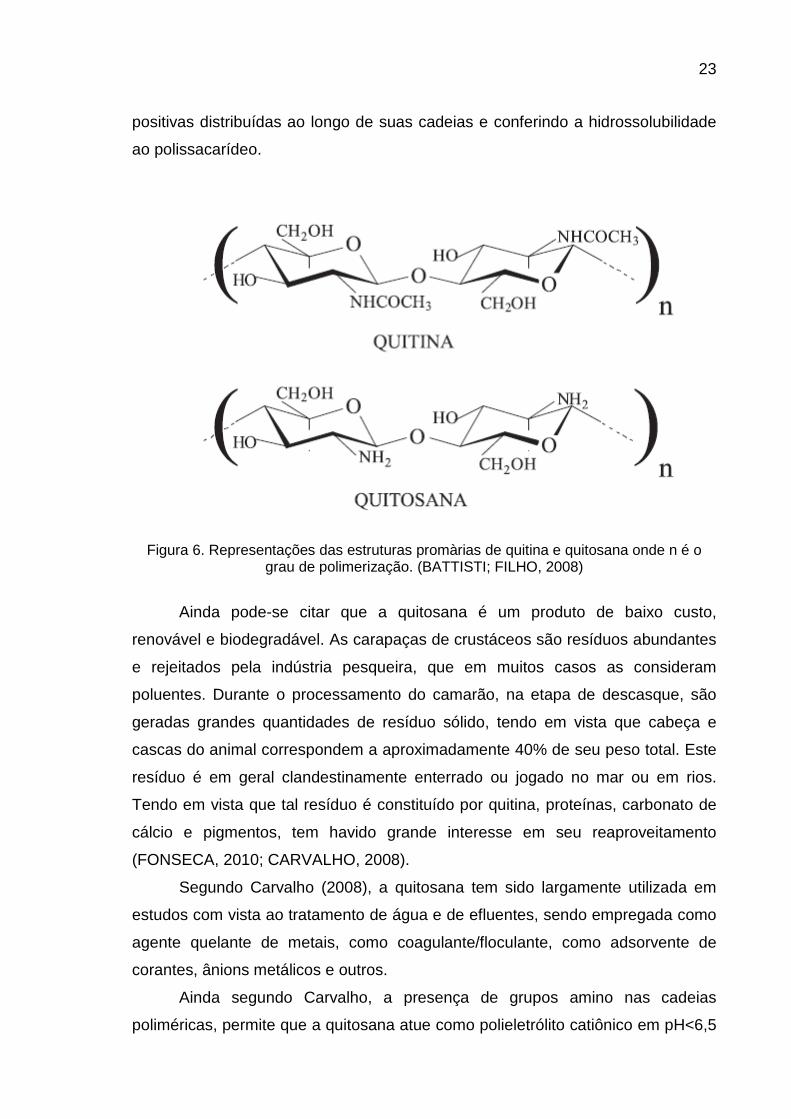
Segundo Battisti e Filho (2008), a quitosana é um dos principais derivados
de quitina, correspondendo a um copolímero constituído de unidades 2-
acetamido-2-desoxi-D-glicopiranose (GlcNAc) e 2-amino-2-desoxi-D-glicopiranose
(GlcN) unidas pelo mesmo tipo de ligação glicosídica presente em quitina, com
predomínio do segundo tipo de unidade.
Segundo os mesmos autores, o termo quitosana é empregado para
identificar as quitinas desacetiladas que apresentam grau médio de acetilação
menor ou igual a 50% e que sejam solúveis em soluções aquosas diluídas de
ácidos, tais como ácidos acético e clorídrico, enquanto que quitina corresponde a
produtos muito mais acetilados e insolúveis na maioria dos solventes testados. A
solubilidade apresentada pela quitosana é atribuída à presença de grupos amino
na sua estrutura, os quais são protonados em meio ácido, resultando em cargas
23
positivas distribuídas ao longo de suas cadeias e conferindo a hidrossolubilidade
ao polissacarídeo.
Figura 6. Representações das estruturas promàrias de quitina e quitosana onde n é o
grau de polimerização. (BATTISTI; FILHO, 2008)
Ainda pode-se citar que a quitosana é um produto de baixo custo,
renovável e biodegradável. As carapaças de crustáceos são resíduos abundantes
e rejeitados pela indústria pesqueira, que em muitos casos as consideram
poluentes. Durante o processamento do camarão, na etapa de descasque, são
geradas grandes quantidades de resíduo sólido, tendo em vista que cabeça e
cascas do animal correspondem a aproximadamente 40% de seu peso total. Este
resíduo é em geral clandestinamente enterrado ou jogado no mar ou em rios.
Tendo em vista que tal resíduo é constituído por quitina, proteínas, carbonato de
cálcio e pigmentos, tem havido grande interesse em seu reaproveitamento
(FONSECA, 2010; CARVALHO, 2008).
Segundo Carvalho (2008), a quitosana tem sido largamente utilizada em
estudos com vista ao tratamento de água e de efluentes, sendo empregada como
agente quelante de metais, como coagulante/floculante, como adsorvente de
corantes, ânions metálicos e outros.
Ainda segundo Carvalho, a presença de grupos amino nas cadeias
poliméricas, permite que a quitosana atue como polieletrólito catiônico em pH<6,5
24
e apresente uma alta densidade de cargas, que se adsorvem facilmente nas
superfícies carregadas negativamente. Uma vez que a maioria das impurezas
coloidais na água carrega cargas negativas, coagulantes catiônicos são
geralmente usados para o tratamento de água e efluentes industriais. A quitosana
tem um grupo amino em cada unidade de glicose, por essa razão ela tem um alto
potencial para coagulação da matéria coloidal.
3.5 LEGISLAÇÃO AMBIENTAL
A Resolução nº 430, de 13 de maio de 2011 do Conselho Nacional do Meio
Ambiente (CONAMA) dispõe sobre condições, parâmetros, padrões e diretrizes
para gestão do lançamento de efluentes em corpos de água receptores, alterando
parcialmente e complementando a Resolução nº 357, de 17 de março de 2005, do
CONAMA. O lançamento indireto de efluentes no corpo receptor deverá observar
o disposto nesta Resolução quando verificada a inexistência de legislação ou
normas específicas, disposições do órgão ambiental competente, bem como
diretrizes da operadora dos sistemas de coleta e tratamento de esgoto sanitário.
Segundo Art. 3º, os efluentes de qualquer fonte poluidora somente poderão
ser lançados diretamente nos corpos receptores após o devido tratamento e
desde que obedeçam às condições, padrões e exigências dispostos nesta
Resolução e em outras normas aplicáveis.
No Estado de São Paulo, a Companhia Estadual de Tecnologia de
Saneamento Básico e de Defesa do Meio-Ambiente (CETESB) é a agência
responsável pelo controle, fiscalização, monitoramento e licenciamento de
atividades geradoras de poluição, com a preocupação fundamental de preservar e
recuperar a qualidade das águas, do ar e do solo. É o Decreto nº 8.468, de 08 de
setembro de 1976, que dispõe sobre a prevenção e o controle da poluição do
meio ambiente no Estado de São Paulo.
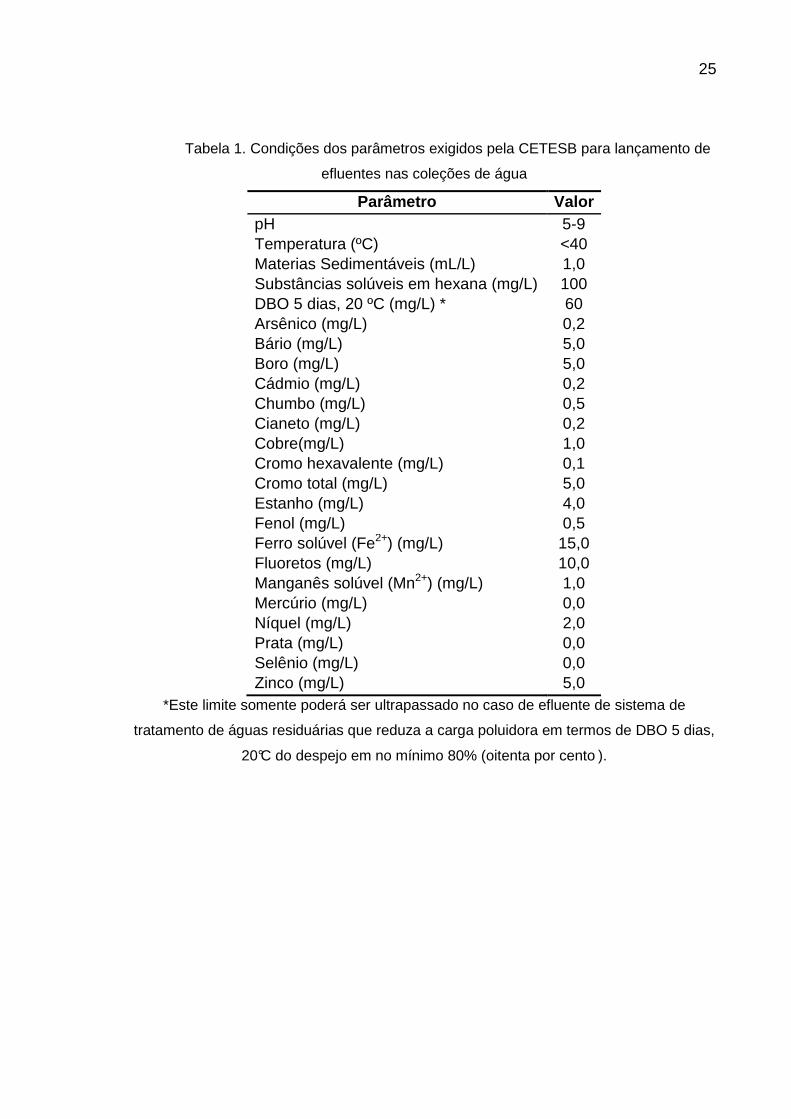
De acordo com a CETESB, os efluentes de qualquer fonte poluidora
somente poderão ser lançados, direta ou indiretamente, nas coleções de água,
desde que obedeçam às seguintes condições, mostradas na Tabela 1, segundo
Art. 18 do Decreto nº 8.468, de 08 de setembro de 1976.
25
Tabela 1. Condições dos parâmetros exigidos pela CETESB para lançamento de
efluentes nas coleções de água
Parâmetro Valor pH 5-9 Temperatura (ºC) <40 Materias Sedimentáveis (mL/L) 1,0 Substâncias solúveis em hexana (mg/L) 100 DBO 5 dias, 20 ºC (mg/L) * 60 Arsênico (mg/L) 0,2 Bário (mg/L) 5,0 Boro (mg/L) 5,0 Cádmio (mg/L) 0,2 Chumbo (mg/L) 0,5 Cianeto (mg/L) 0,2 Cobre(mg/L) 1,0 Cromo hexavalente (mg/L) 0,1 Cromo total (mg/L) 5,0 Estanho (mg/L) 4,0 Fenol (mg/L) 0,5 Ferro solúvel (Fe2+) (mg/L) 15,0 Fluoretos (mg/L) 10,0 Manganês solúvel (Mn2+) (mg/L) 1,0 Mercúrio (mg/L) 0,0 Níquel (mg/L) 2,0 Prata (mg/L) 0,0 Selênio (mg/L) 0,0 Zinco (mg/L) 5,0
*Este limite somente poderá ser ultrapassado no caso de efluente de sistema de
tratamento de águas residuárias que reduza a carga poluidora em termos de DBO 5 dias,
20°C do despejo em no mínimo 80% (oitenta por cento ).

26
3.6 PARÂMETROS ANALÍTICOS
Turbidez
A turbidez é uma característica da água devido à presença de partículas
suspensas com tamanho variando desde suspensões grosseiras aos coloides. A
presença dessas partículas provoca a dispersão e a absorção da luz. A turbidez
pode ser causada por uma variedade de materiais: partículas de argila ou lodo,
descarga de esgoto doméstico ou industrial ou a presença de um grande número
de microrganismos. A determinação da turbidez é fundamentada no método de
Jackson, que consiste em se determinar qual a profundidade que pode ser vista a
imagem da chama de uma vela, através da água colocada em um tubo de vidro.
Nos aparelhos nefelométricos, mede-se, em uma célula fotoelétrica, a
quantidade de luz dispersa através da amostra, a 90 º da luz incidente, e utiliza-se
a Unidade Nefelométrica de Turbidez, U.N.T., ou N.T.U. em inglês. (RICHTER;
NETTO, 2003)
Demanda Bioquímica de Oxigênio (DBO)
Segundo Metcalf e Eddy (2003), o parâmetro mais largamente utilizado
para medir a poluição orgânica de águas é a demanda bioquímica de oxigênio
(DBO). A determinação envolve a medição de oxigênio dissolvido usado pelos
microrganismos na oxidação bioquímica da matéria orgânica. É utilizada para
determinar aproximadamente a quantidade de oxigênio que será requerida para
estabilizar biologicamente a matéria orgânica presente, para determinar o
tamanho de instalações de tratamento, para medir da eficiência de alguns
processos de tratamento e para determinar limites de descarte de águas
residuais.
Segundo os mesmos autores, se quantidade suficiente de oxigênio está
presente, a decomposição biológica aeróbia da matéria orgânica continuará até
que toda ela seja consumida. Uma porção da matéria é oxidada em produtos
27
finais para obter energia para manutenção da célula e síntese tecido celular
(Equação 1).
Simultaneamente, uma parte da matéria é convertida em novas células
usando parte da energia liberada durante a oxidação (Equação 2). Quando a
matéria orgânica é esgotada, as células começam a consumir seus próprios
tecidos celulares para obter energia para manutenção da célula. Este último
processo é chamado de respiração endógena (Equação 3).
Oxidação:
COHNS + O2 + bactéria → CO2 + H2O + NH3 + outros produtos + energia (1)
Síntese:
COHNS + O2 + bactéria + energia → C5H7NO2 (2)
Respiração endógena:
C5H7NO2 + 5 O2 → 5 CO2 + NH3 + 2 H2O (3)
Demanda Química de Oxigênio (DQO)
A demanda química de oxigênio (DQO) é usada para determinar o oxigênio
equivalente da matéria orgânica que é oxidada por um agente oxidante forte
(dicromato de potássio) em meio ácido (Equação 4). A DQO geralmente é maior
que a DBO5 porque mais componentes podem ser oxidados quimicamente que
biologicamente. (METCALF e EDDY, 2003)
CnHaObNc + d Cr2O72- + (8d+c) H+ → n CO2 + (a+8d-3c)/2 H2O + c NH4
+ + 2d Cr3+ (4)
Na qual d = 2n/3 + a/6 – b/3 – c/2.
Carbono Orgânico Total
A análise de carbono orgânico total (COT), realizada instrumentalmente, é
usada para determinar o carbono orgânico total em uma amostra aquosa. Os
métodos para determinar COT utilizam calor e oxigênio, radiação ultravioleta ou
28
oxidantes químicos, ou alguma combinação destes métodos para converter o
carbono orgânico em dióxido de carbono, que é medido com um analisador
infravermelho ou outro recurso. A grande vantagem desta análise é que pode ser
realizada de 5 a 10 minutos. (METCALF e EDDY, 2003)
Sólidos Totais (ST)
Os sólidos totais (ST) são os resíduos remanescentes após uma amostra
de efluente ter sido evaporada e seca em uma temperatura específica entre 103
ºC e 105 ºC. Os sólidos totais compreendem os sólidos fixos e voláteis, tanto os
dissolvidos como os suspensos. (METCALF e EDDY, 2003)
Condutividade elétrica
A condutividade elétrica da água é a medida da habilidade da solução em
conduzir corrente elétrica. A condutividade elétrica cresce com o aumento da
concentração de íons, pois a corrente elétrica é transportada pelos íons em
solução. (METCALF e EDDY, 2003)
3.7 PLANEJAMENTO DE EXPERIMENTOS
A metodologia do planejamento fatorial, associada à análise de superfícies
de repostas, é uma ferramenta fundamentada na teoria estatística, que fornece
informações seguras sobre o processo, minimizando o empirismo que envolve
técnicas de tentativa e erro. (RODRIGUES; IEMMA, 2005)
Usando um planejamento de experimentos baseados em princípios
estatísticos, os pesquisadores podem extrair do sistema em estudo o máximo de
informação útil, fazendo um mínimo de experimentos, consequentemente,
diminuindo tempo e custo final. (NETO el al., 2010)

29
Planejamentos fatoriais
Em um planejamento fatorial são investigadas as influências das variáveis
experimentais de interesse (também chamadas variáveis independentes ou
fatores) e os efeitos de interação nas respostas. Se a combinação de k fatores é
investigada em dois níveis, um planejamento fatorial consistirá de 2k
experimentos.
A principal desvantagem do planejamento fatorial completo é o grande
aumento de número de ensaios que devem ser realizados a cada fator adicionado
ao estudo. Considerando-se e observando-se que os efeitos de altas ordens,
principalmente para planejamentos com k > 4, são quase sempre não
significativos, a realização de ensaios para estimar tais efeitos de interação pode
ser irrelevante. Desta maneira, com um número menor de experimentos, é
possível obter, na maioria das vezes, as mesmas conclusões caso fosse realizado
um fatorial completo. Estes planejamentos são chamados de planejamentos
fatoriais fracionários.
Em muitos casos, a realização de repetições pode ser algo inconveniente.
Pode-se obter uma boa estimativa dos erros, incluindo-se um experimento no
centro do planejamento, em que o valor médio dos níveis de todas as variáveis é
empregado. Estes experimentos de repetição são conhecidos como experimentos
no ponto central (nível zero). (TEÓFILO; FERREIRA, 2006)
Delineamento Composto Central Rotacional (DCCR)
Em planejamentos experimentais com quatro ou mais variáveis
independentes, uma investigação inicial pode ser conduzida através de um
planejamento fatorial fracionado e os fatores mais significativos podem ser
selecionados. Uma metodologia de análise de superfícies de respostas pode ser
executada com estes fatores mais significativos para otimização do experimento,
já que na maioria das vezes é possível fixar aquelas variáveis não significativas
da investigação inicial, ou seja, é possível encontrar os valores das variáveis que
irão produzir a melhor resposta desejada.
A metodologia de superfície de resposta baseia-se na construção de
modelos matemáticos empíricos que geralmente empregam funções polinomiais

30
lineares ou quadráticas para descrever o sistema estudado. Muitas vezes tem-se
interessante em ajustar às respostas experimentais um modelo de segunda
ordem (Equação 5).
∑ ∑∑∑= <=
++++=k
i ji jjiijiii
k
iii exxbxbxbby
1
2
10 (5)
Na qual b0, bi, bii e bij são os parâmetros do modelo de regressão, em que
b0 é média geral das respostas, xi e xj são variáveis codificadas, k é o número de
variáveis e e é o erro aleatório associado ao modelo.
Em tais situações, uma alternativa interessante consiste em adicionar ao
fatorial 2k, pontos axiais, gerando um delineamento denominado Delineamento
Composto Central (DCC). Há várias possibilidades para a escolha dos níveis nos
pontos axiais α, por exemplo, como mostra a Equação 6.
α = (2k)1/4 (6)
Um DCC que tem pontos axiais definidos como mostra a Equação 6 é
chamado de Delineamento Composto Central Rotacional (DCCR). Em um DCCR
com 2 níveis originais, tem-se 2k pontos fatoriais, 2k pontos axiais e um número
arbitrário de pontos centrais. (TEÓFILO; FERREIRA, 2006; RODRIGUES;
IEMMA, 2005)
Análise de variância
Na análise de variância (ANOVA) a variação total da resposta é definida
como a soma quadrática de dois componentes: a soma quadrática da regressão
(SQregr) e a soma quadrática dos resíduos (SQres), como mostra a Equação 7.
SQtotal = SQregr + SQres (7)
Sendo que:

31
2
1 1
)ˆ( yySQregr ij
m
i
ri
j
−=∑∑= =
(8)
2
1 1
)ˆ( iij
m
i
ri
j
yySQres −=∑∑= =
(9)
Nas quais, m é o número total de níveis do planejamento; ijy é o valor
estimado pelo modelo para o nível i (se houver mais de uma replicata no nível i, o
valor de ijy será igual para todas as replicatas deste nível), yij é o valor obtido
experimentalmente para o nível i e cada replicata j, ri é o número de replicatas em
cada nível i, e y é o valor médio de todas as respostas experimentais.
Quando algum modelo é ajustado aos dados, a soma quadrática do erro
puro é sempre uma parte da soma quadrática dos resíduos. Então, cada resíduo
pode ser desmembrado em duas partes, como mostra a Equação 10.
)ˆ()()ˆ( iiiijiij yyyyyy −−−=− (10)
O primeiro termo )( iij yy − diz respeito à diferença entre o valor de cada
observação individual no nível e a média de todas as observações naquele nível.
Já o segundo termo corresponde à diferença entre o valor estimado no nível e a
média de todas as observações naquele nível. A subtração entre estes dois
termos fornece como resposta o resíduo de cada observação individual.
Se se tomam as suas diferenças quadráticas, obtém-se Equação 11.
2
1
2
1 1
2
1 1
)ˆ()()ˆ( i
m
iiiij
m
i
ri
jiij
m
i
ri
j
yyyyyy ∑∑∑∑∑== == =
−+−=− (11)
O primeiro termo da direita é chamado de soma quadrática do erro puro
(SQep) e está relacionado exclusivamente com os erros aleatórios das replicatas.
Já o segundo termo da direita é chamado de soma quadrática da falta de ajuste
(SQfaj), pois ele é uma medida da discrepância entre a resposta do modelo e a
média das replicatas.

32
SQres = SQep + SQfaj (12)
A divisão da soma quadrática de cada fonte de variação pelo seu
respectivo número de grau de liberdade (GL) fornece a média quadrática (MQ).
A razão entre a média quadrática da regressão (MQreg) pela média
quadrática dos resíduos (MQres) pode ser usada para comparar estas fontes de
variação através do teste F (distribuição de Fisher), levando em consideração
seus respectivos números de graus de liberdade. O mesmo pode ser feito para a
razão entre a média quadrática da falta de ajuste (MQfaj) pela média quadrática do
erro puro (MQep).
Um bom modelo necessita ter uma regressão significativa e uma falta de
ajuste não significativa. Ou seja, a maior parte da variação total das observações
em torno da média deve ser descrita pela equação de regressão e o restante
pelos resíduos. Da variação que fica com os resíduos é esperado que a maior
parte fique com o erro puro, que é o erro experimental, e não com a falta de
ajuste, que está diretamente relacionada com o modelo.
Uma medida da qualidade do ajustamento da reta de regressão à nuvem
de pontos é dada pelo coeficiente de determinação, ou de explicação ou de
variação R2, que observa o quanto a variação em torno da média foi explicada
pela regressão.
2
2
2
)(
)ˆ(
∑
∑
−
−==
iij
iij
total
regr
yy
yy
SQ
SQR (13)
O coeficiente de variação fornece uma medida da proporção da variação
explicada pela equação de regressão em relação à variação total das respostas.
(TEÓFILO; FERREIRA, 2006; RODRIGUES; IEMMA, 2005)
A análise de variância (ANOVA) se encontra resumida na Tabela 2, na qual
p é o número de parâmetros (coeficientes) do modelo, n é o número total de
observações (ensaios) e m é o número de níveis do planejamento.

33
Tabela 2. Análise de variância.
Fontes de
variação GL SQ MQ Fcalc
Regressão p-1 2
1 1
)ˆ( yyij
m
i
ri
j
−∑∑= =
1
)ˆ( 2
1 1
−
−∑∑= =
p
yyij
m
i
ri
j res
reg
MQ
MQ
Resíduos n-p 2
1 1
)ˆ( iij
m
i
ri
j
yy −∑∑= =
pn
yy iij
m
i
ri
j
−
−∑∑= =
2
1 1
)ˆ(
_
Falta de ajuste m-p 2
1
)ˆ( i
m
ii yy∑
=
−
2
1
)ˆ(
pm
yy i
m
ii
−
−∑= ep
faj
MQ
MQ
Erro puro n-m 2
1 1
)( iij
m
i
ri
j
yy −∑∑= =
2
1 1
)(
mn
yy iij
m
i
ri
j
−
−∑∑= =
_
Total n-1 2
)(∑ −i
ij yy 2
1
)(
−
−∑
n
yyi
ij
_
34
4 MATERIAL E MÉTODOS
Este trabalho foi desenvolvido no laboratório de Processos de Separação
da Escola de Engenharia de Lorena (EEL), Universidade de São Paulo (USP).
O efluente foi gentilmente cedido pela LBR-Lácteos Brasil S.A. da unidade
de Guaratinguetá, companhia criada em 2010, fruto da união das empresas Bom
Gosto e LeitBom, com capacidade de produzir mais de 2 bilhões de litros de leite
por ano, além de contar com 5,8 mil colaboradores e uma cadeia de 56 mil
produtores de leite.
4.1 MATERIAIS
4.1.1 EFLUENTE DE LATICÍNIO
O efluente utilizado foi coletado logo após a etapa de pré-tratamento, ou
seja, antes de ir para o tanque de equalização (Anexo A). O efluente da indústria
é gerado principalmente nas operações de lavagens de caminhões e fabricação
de iogurtes.
O efluente utilizado na primeira etapa do trabalho foi coletado no dia 10 de
julho de 2012. Foram coletados aproximadamente 100 L em bombonas de 20 L e
foram adicionados 0,10% v/v do biocida IPEL BP-15 para evitar contaminação
biológica. Também foram conservados em câmara fria a 0,6 ºC para manter suas
características físico- químicas.
Uma nova coleta foi realizada no dia 04 de setembro de 2012 para
realização da segunda etapa do trabalho. Foram coletados 40 L em bombonas de
20 L e desta vez não foi adicionado biocida, pois os experimentos foram
realizados na mesma semana, sendo necessário somente conservar o efluente
em câmara fria.

35
4.1.2 PREPARAÇÃO DOS COAGULANTES
Na preparação dos coagulantes foram utilizados sementes de Moringa
oleífera, gentilmente cedidas pelo Departamento de Engenharia Química da
Universidade Estadual de Maringá, e derivado de tanino Biosugar (Acquaquímica
S/A). As soluções foram preparadas na concentração 20 g/L.
Na preparação da solução de derivado de tanino foram diluídos 20 g de
derivado de tanino Biosugar em 1 L de água destilada.
O coagulante de extrato da semente de moringa (20 g/L) deve ser
preparado no mesmo dia de sua utilização. As sementes foram descascadas e
trituradas em triturador Best Cook até obtenção de um pó fino. Mediu-se a
umidade deste pó da semente na balança de determinação de umidade Mettler
Toledo HB43-S Halogen. Para o preparo de 100 mL de solução 20 g/L são
necessários 2000 mg de extrato de moringa. Em laboratório, foi determinado,
através de gravimetria, que 1 g da semente triturada fornece 457 mg de extrato de
moringa em solução 1M de NaCl. Logo, para 2000 mg de extrato são necessários
4,3764 g da semente triturada de moringa, porém é preciso considerar a umidade
presente. Após determinação da massa do pó, considerando a umidade, esta
quantidade foi colocada em 100 mL de NaCl 1M sob agitação intensa por 30
minutos. Após este período, a solução foi filtrada a vácuo, utilizando bomba de
vácuo Gold Sun, em papel de filtro com diâmetro de poro de 14 µm.

36
4.2 PLANEJAMENTO EXPERIMENTAL
As variáveis estudadas no estudo de coagulação/floculação do efluente de
laticínio foram: concentração dos coagulantes naturais de derivado de tanino e
extrato da semente da moringa, pH e agitação. As variáveis de resposta utilizadas
para todos os experimentos foram turbidez, DQO e COT
Em uma primeira etapa, empregou-se um planejamento de experimentos
exploratório do tipo fatorial fracionado 24-1 com 3 experimentos no ponto central,
totalizando 11 experimentos. As variáveis de controle e os níveis escolhidos são
apresentados na Tabela 3 e a matriz deste planejamento é apresentada na
Tabela 4.
Tabela 3. Variáveis de controle se seus respectivos níveis para planejamento fatorial
fracionado 24-1.
Variáveis Níveis
-1 0 1 Tanino (mg/L) 0 50 100
Extrato de moringa (mg/L) 0 50 100
pH 5 7 9 Agitação Sem Intermitente Com

37
Tabela 4. Matriz experimental do planejamento fatorial fracionado 24-1.
Ensaios Tanino (mg/L)
Extrato de
moringa (mg/L)
pH Agitação
1 -1 -1 -1 -1 2 1 -1 -1 1 3 -1 1 -1 1 4 1 1 -1 -1 5 -1 -1 1 1 6 1 -1 1 -1 7 -1 1 1 -1 8 1 1 1 1 9 0 0 0 0 10 0 0 0 0 11 0 0 0 0
Com base nos resultados do planejamento fatorial fracionado, foi realizado
o Delineamento Composto Central Rotacional (DCCR), fixando-se a variável de
controle “Agitação” no nível intermitente. O planejamento DCCR consistiu em um
planejamento fatorial 23 com 6 ensaios nos pontos axiais e 4 ensaios no ponto
central, totalizando 18 experimentos, conforme Tabelas 5 e 6.
Tabela 5. Variáveis de controle se seus respectivos níveis para DCCR.
Variáveis Níveis
-1,68 -1 0 1 1,68
Extrato de moringa (mg/L) 20 36 60 84 100
Tanino (mg/L) 0 10 25 40 50 pH 5 5,4 6 6,6 7

38
Tabela 6. Matriz experiemntal do DCCR.
Ensaios Extrato de moringa (mg/L)
Tanino (mg/L) pH
1 -1 -1 -1 2 1 -1 -1 3 -1 1 -1 4 1 1 -1 5 -1 -1 1 6 1 -1 1 7 -1 1 1 8 1 1 1 9 -1,68 0 0 10 1,68 0 0 11 0 -1,68 0 12 0 1,68 0 13 0 0 -1,68 14 0 0 1,68 15 0 0 0 16 0 0 0 17 0 0 0 18 0 0 0
Os experimentos foram realizados a temperatura ambiente e os ajustes de
pH foram realizados com ácido clorídrico e hidróxido de sódio, utilizando-se
pHmetro digital Mettler Toledo FE20/EL20. Após ajuste de pH do efluente, este foi
distribuído entre 6 cubas de 2 L e em cada cuba foram utilizados 1,5 L de
efluente.
A execução do experimento de coagulação/floculação foi realizado em Jar
teste microcontrolado Labor. O tempo total de agitação em todos os experimentos
foi de 361 minutos. No nível de agitação “intermitente” foi fixado 1 minuto de
agitação a 120 rpm e intercalaram-se 15 minutos de agitação a 10 rpm e 45
minutos de repouso, em um período total de 6h.
No nível “com agitação” foi fixado 1 minuto de agitação a 120 rpm e 6 h de
agitação a 10 rpm.
No nível “sem agitação” foi fixado 1 minuto de agitação a 120 rpm e 6 h de
repouso.
39
O software MINITAB® 15.0 foi utilizado no tratamento estatístico dos
dados.
4.3 MÉTODOS ANALÍTICOS
Demanda Bioquímica de Oxigênio (DBO)
Foram utilizados sensores Velp Scientifica para determinação de DBO pelo
método respirométrico, onde o efluente foi incubado por 5 dias a 20 ºC. O método
consiste na medição do oxigênio utilizado pelos microrganismos, dentro de um
sistema fechado, pela diminuição de pressão causada, que é proporcional ao CO2
liberado, sendo este absorvido pelas pastilhas de hidróxido de sódio, com medida
inicial e ao longo dos 5 dias (STANDARD METHODS, 20th ed.)
Demanda Química de Oxigênio (DQO)
Esta determinação foi realizada em sistema fechado, onde amostra do
efluente de laticínio, sulfato de mercúrio (HgSO4), solução de sulfato de prata
(Ag2SO4) 0,67 % m/v em ácido sulfúrico (H2SO4) concentrado, água destilada e
dicromato de potássio (K2Cr2O7) 1 eq/L. foram submetidos a digestão a 150 ºC
por 2 horas, de acordo com a metodologia do Standard Methods of Examination
of Water and Wastewater.
Após resfriamento do sistema, foi realizada a leitura da absorbância em
espectrofotômetro Varian Cary UV 50 Conc em comprimento de onda de 620 ηm.
Através de curva de calibração com solução padrão de biftalato de potássio a
1500 mg/L (equivalente a 1880 mg O2/L), a absorbância obtida foi convertida em
concentração de O2 em mg/L. As análises foram feitas em duplicata.
Carbono Orgânico Total (COT)
A determinação de COT é fundamentada na oxidação catalítica a elevadas
temperaturas, onde CO2 é medido por espectroscopia de infravermelho. A
40
amostra foi previamente filtrada em cartuchos de membrana com tamanho de
poro de 0,45 µm de Nylon VertiPureTM e o pH foi corrigido para valores entre 2 e
3, para eliminação de interferentes inorgânicos, como carbonatos e bicarbonatos
(STANDARD METHODS, 20th ed.).
Sólidos Totais (ST)
Para a medida de sólidos totais (ST), um volume conhecido da amostra foi
colocado em uma cápsula de porcelana, previamente tarada, e evaporado até
secura. A massa contida na cápsula foi seca em estufa a 103-105 ºC por 30
minutos. A massa seca foi pesada em balança analítica Gehaka AG200. Este
procedimento foi repetido até que a massa pesada fosse constante. A
concentração de sólidos totais é calculada pela Equação 14. (STANDARD
METHODS, 20th ed.)
V
MMST
60 10).( −
= (14)
Na qual ST são os sólidos totais (mg/L), M é a massa da cápsula de
porcelana com amostra após secura entre 103 – 105 ºC (g), M0 é a massa da
cápsula de porcelana (g) e V é o volume da amostra (mL).

41
5 RESULTADOS E DISCUSSÃO
5.1 CARACTERIZAÇÃO DO ELFUENTE BRUTO 1
O efluente bruto utilizado no planejamento fatorial fracionado foi
caracterizado conforme os métodos analíticos descritos anteriormente no item 4.3
e os resultados obtidos são apresentados na Tabela 7.
Tabela 7. Caracterização do efluente bruto utilizado no planejamento fatorial fracionado.
Parâmetro Valor
pH 7,05 Turbidez (NTU) 241,67
DQO (mg/L) 904 COT (mg/L) 295,8
Sólidos totais (mg/L) 992 Condutividade (µS/cm) 202,3
5.2 RESULTADOS OBTIDOS NO PLANEJAMENTO FATORIAL
FRACIONADO
No planejamento experimental exploratório tipo fatorial fracionado 24-1,
foram avaliadas as respostas turbidez, DQO e COT, variando-se as
concentrações de tanino e extrato de moringa, pH e agitação (Tabela 8).
Empregou-se o teste de significância dos efeitos principais a um nível de
confiança de 95 % para as variáveis resposta turbidez e DQO e a um nível de
confiança de 90% para a variável resposta COT, gerando os diagramas de Pareto
apresentados nas Figuras 7, 8 e 9. Na sequência foram estimados os valores de
p-valor de cada fator em estudo (Tabelas 9, 10 e 11).

42
Tabela 8. Resultados de turbidez, DQO e COT nas condições experimentais do
planejamento fatorial fracionado 24-1.
Experimento Concentração
de tanino (mg/L)
Concentração de extrato de
moringa (mg/L)
pH Agitação Turbidez (NTU)
DQO (mg/L)
COT (mg/L)
1 0 0 5 Sem 207,0 680 94,8
2 100 0 5 Com 146,5 606 81,5
3 0 100 5 Com 19,0 457 287,0
4 100 100 5 Sem 27,2 499 350,0
5 0 0 9 Com 187,0 754 243,7
6 100 0 9 Sem 243,5 1205 235,9
7 0 100 9 Sem 491,0 1297 282,1
8 100 100 9 Com 499,0 1312 321,8
9 50 50 7 Intermitente 236,5 856 183,9
10 50 50 7 Intermitente 236,5 811 295,8
11 50 50 7 Intermitente 237,0 816 187,8
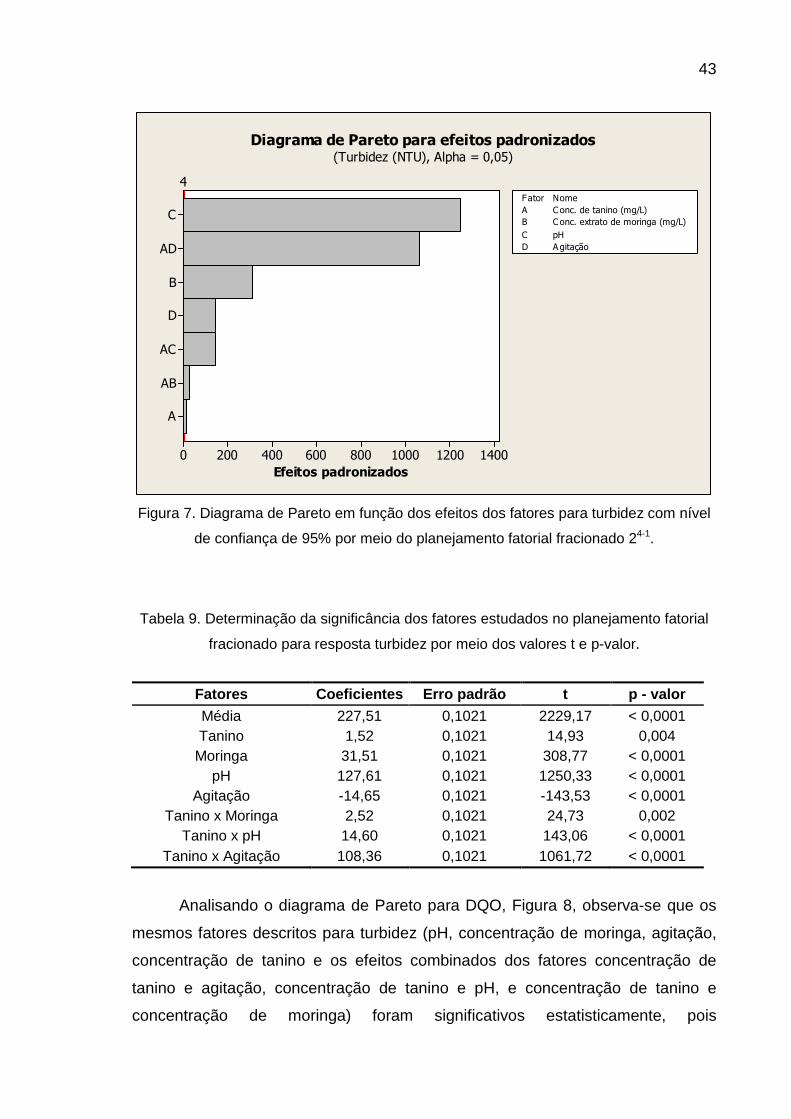
Analisando o diagrama de Pareto para turbidez, Figura 7, observa-se que
os fatores pH, concentração de moringa, agitação, concentração de tanino e os
efeitos combinados dos fatores concentração de tanino e agitação, concentração
de tanino e pH, e concentração de tanino e concentração de moringa foram
significativos estatisticamente, pois apresentaram valores de t calculado
superiores ao t tabelado de 4,30 (grau de liberdade 2 e nível de confiança de
95%).
Na análise dos valores do teste t, Tabela 9, pode-se observar que os
mesmos fatores e efeitos combinados tiveram um p-valor menor que 0,05.
43
A
AB
AC
D
B
AD
C
1400120010008006004002000
Efeitos padronizados
4
A C onc. de tanino (mg/L)
B C onc. extrato de moringa (mg/L)
C pH
D A gitação
Fator Nome
Diagrama de Pareto para efeitos padronizados(Turbidez (NTU), Alpha = 0,05)
Figura 7. Diagrama de Pareto em função dos efeitos dos fatores para turbidez com nível
de confiança de 95% por meio do planejamento fatorial fracionado 24-1.
Tabela 9. Determinação da significância dos fatores estudados no planejamento fatorial
fracionado para resposta turbidez por meio dos valores t e p-valor.
Fatores Coeficientes Erro padrão t p - valor
Média 227,51 0,1021 2229,17 < 0,0001 Tanino 1,52 0,1021 14,93 0,004
Moringa 31,51 0,1021 308,77 < 0,0001 pH 127,61 0,1021 1250,33 < 0,0001
Agitação -14,65 0,1021 -143,53 < 0,0001 Tanino x Moringa 2,52 0,1021 24,73 0,002
Tanino x pH 14,60 0,1021 143,06 < 0,0001 Tanino x Agitação 108,36 0,1021 1061,72 < 0,0001
Analisando o diagrama de Pareto para DQO, Figura 8, observa-se que os
mesmos fatores descritos para turbidez (pH, concentração de moringa, agitação,
concentração de tanino e os efeitos combinados dos fatores concentração de
tanino e agitação, concentração de tanino e pH, e concentração de tanino e
concentração de moringa) foram significativos estatisticamente, pois
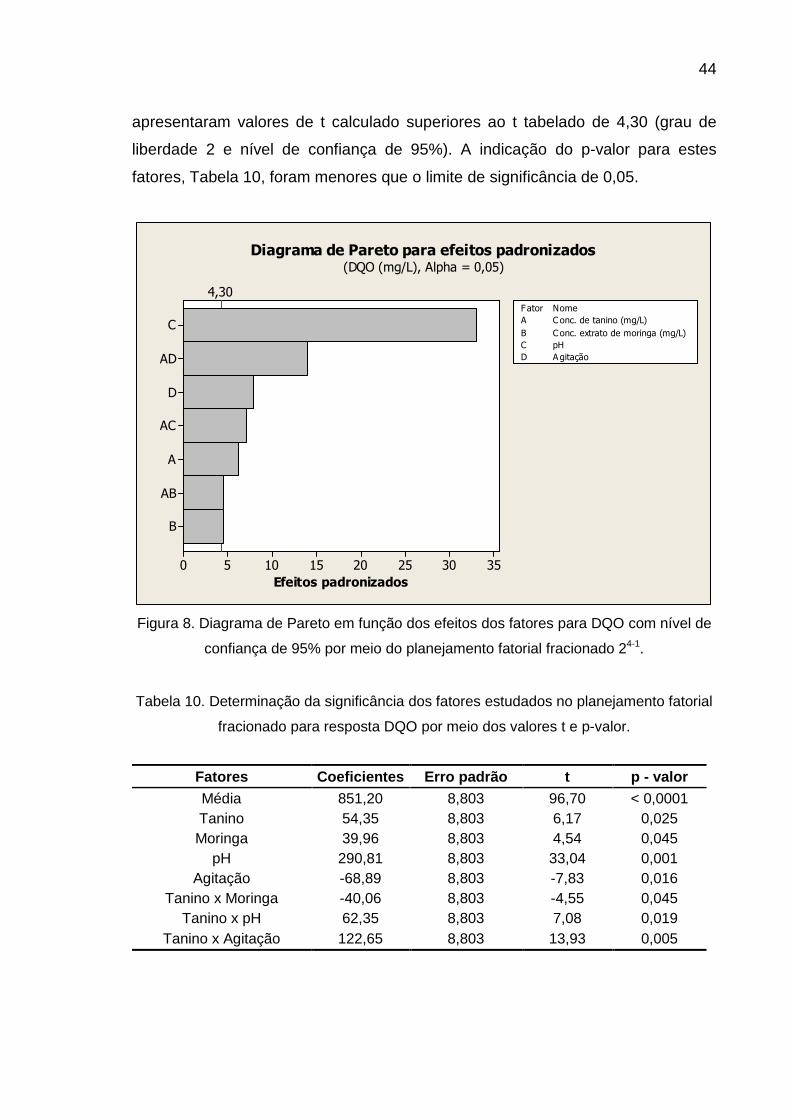
44
apresentaram valores de t calculado superiores ao t tabelado de 4,30 (grau de
liberdade 2 e nível de confiança de 95%). A indicação do p-valor para estes
fatores, Tabela 10, foram menores que o limite de significância de 0,05.
B
AB
A
AC
D
AD
C
35302520151050
Efeitos padronizados
4,30
A C onc. de tanino (mg/L)
B C onc. extrato de moringa (mg/L)
C pH
D A gitação
Fator Nome
Diagrama de Pareto para efeitos padronizados(DQO (mg/L), Alpha = 0,05)
Figura 8. Diagrama de Pareto em função dos efeitos dos fatores para DQO com nível de
confiança de 95% por meio do planejamento fatorial fracionado 24-1.
Tabela 10. Determinação da significância dos fatores estudados no planejamento fatorial
fracionado para resposta DQO por meio dos valores t e p-valor.
Fatores Coeficientes Erro padrão t p - valor Média 851,20 8,803 96,70 < 0,0001 Tanino 54,35 8,803 6,17 0,025 Moringa 39,96 8,803 4,54 0,045
pH 290,81 8,803 33,04 0,001 Agitação -68,89 8,803 -7,83 0,016
Tanino x Moringa -40,06 8,803 -4,55 0,045 Tanino x pH 62,35 8,803 7,08 0,019
Tanino x Agitação 122,65 8,803 13,93 0,005

45
Pode-se observar que, para as respostas turbidez e DQO, o fator pH e a
interação existente entre concentração de tanino e agitação foram os mais
significativos frente aos outros fatores. Isto demonstra a grande influência destes
fatores na remoção de turbidez e DQO.
Analisando o diagrama de Pareto para COT, Figura 9, observa-se que
apenas o fator concentração de extrato de moringa foi significativo
estatisticamente a um nível de confiança de 90%, com t calculado superior ao t
tabelado de 2,92 (grau de liberdade 2 e nível de confiança de 90%). A indicação
do p-valor para este fator, Tabela 11, foi menor que o limite de significância de
0,1.
AC
D
A
AB
C
AD
B
3,53,02,52,01,51,00,50,0
Efeitos padronizados
2,920
A C onc. de tanino (mg/L)
B C onc. extrato de moringa (mg/L)
C pH
D A gitação
Fator Nome
Diagrama de Pareto para efeitos padronizados(COT (mg/L), Alpha = 0,10)
Figura 9. Diagrama de Pareto em função dos efeitos dos fatores para COT com nível de
confiança de 90% por meio do planejamento fatorial fracionado 24-1.

46
Tabela 11. Determinação da significância dos fatores estudados no planejamento fatorial
fracionado para resposta COT por meio dos valores t e p-valor.
Fatores Coeficientes Erro padrão t p - valor Média 237,10 22,45 10,56 0,009 Tanino 10,21 22,45 0,45 0,694
Moringa 73,12 22,45 3,26 0,083 pH 33,77 22,45 1,50 0,271
Agitação -3,59 22,45 -0,16 0,888 Tanino x Moringa 15,47 22,45 0,69 0,562
Tanino x pH -2,23 22,45 -0,10 0,930 Tanino x Agitação -42,05 22,45 -1,87 0,202
Também foi obtido o coeficiente de determinação (R2) de 100% para
turbidez e 99,86% para DQO. O coeficiente de determinação demonstrou que os
fatores escolhidos (pH, agitação, concentrações de extrato de moringa e tanino)
foram responsáveis por 100% da variabilidade de turbidez no efluente de laticínio
e por 99,86% da variabilidade de DQO. Para COT, o coeficiente de determinação
foi de 89,59%. Isto demonstra uma baixa relação entre as variáveis estudadas e a
variável resposta em estudo.
Por meio do tratamento estatístico dos resultados, é possível também fazer
a avaliação dos efeitos principais individualizados para cada variável resposta
(Figuras 10, 11 e 12). Através da inclinação das retas obtidas e sua direção, é
possível observar o quanto cada fator é significativo para o modelo dentro dos
limites escolhidos.
Analisando a influência do pH na remoção de turbidez (Figura 10),
constata-se a ocorrência de maior inclinação da reta em relação aos demais
fatores. As inclinações para a concentração de extrato de moringa e agitação
foram menos acentuadas e a reta para concentração de tanino não apresentou
inclinação. Observa-se que quanto menor o pH, maior a remoção de turbidez do
efluente de laticínio.

47
10-1
300
200
100
10-1
10-1
300
200
100
10-1
Conc. de tanino (mg/L)Tu
rbid
ez (
NTU
)Conc. extrato de moringa (mg/L)
pH Agitação
Ponto central
Efeitos principais
Figura 10. Efeitos principais dos fatores estudados em função da resposta turbidez para o
planejamento fatorial fracionado 24-1.
Para a variável resposta DQO (Figura 11), também ocorre maior inclinação
da reta para pH em relação aos demais fatores. Observa que faixas baixas de pH
favorecem a diminuição de DQO.

48
10-1
1200
1050
900
750
600
10-1
10-1
1200
1050
900
750
600
10-1
Conc. de tanino (mg/L)D
QO
(m
g/
L)
Conc. extrato de moringa (mg/L)
pH Agitação
Ponto central
Efeitos principais
Figura 11. Efeitos principais dos fatores estudados em função da resposta DQO para o
planejamento fatorial fracionado 24-1.
Para a variável resposta COT (Figura 12), ocorre maior inclinação da reta
para concentração de extrato de moringa em relação aos demais fatores. A
inclinação da reta para pH foi menos acentuada, porém não menos significativa,
sendo que o melhor resultado para remoção de COT foi para faixas mais baixas
de pH. Concentrações altas de moringa parecem favorecer o aumento do carbono
orgânico total do efluente.

49
10-1
300
250
200
150
10-1
10-1
300
250
200
150
10-1
Conc. de tanino (mg/L)C
OT (
mg
/L)
Conc. extrato de moringa (mg/L)
pH Agitação
Ponto central
Efeitos principais
Figura 12. Efeitos principais dos fatores estudados em função da resposta COT para o
planejamento fatorial fracionado 24-1.
Analisando todos os resultados, dos 11 experimentos realizados a partir do
planejamento fatorial fracionado 24-1, o que apresentou a melhor porcentagem de
remoção de turbidez e DQO foi o ensaio 3 (pH igual a 5, concentração de extrato
de moringa de 100 mg/L, ausência de tanino e com agitação durante toda a etapa
de floculação), com redução para turbidez de 92% em relação ao efluente bruto e
com redução para DQO de 49%. Para a variável resposta COT, o ensaio que
apresentou melhor remoção foi o 2 (pH igual a 5, concentração de tanino de 100
mg/L, ausência de moringa e com agitação durante toda a etapa de floculação),
com 66% de redução.
No ensaio 4 (pH igual a 5, concentração de tanino de 100 mg/L,
concentração de extrato de moringa de 100 mg/L e sem agitação na etapa de
floculação) foram obtidas respostas muito parecidas com o ensaio 3 para
remoção de turbidez e DQO.
Para os ensaios em que o pH estava igual a 9, e que havia presença de
coagulante naturais (ensaios 6, 7 e 8), pode-se observar que os valores de
turbidez e DQO foram maiores que os valores obtidos para o efluente bruto, ou
seja, os coagulantes não contribuíram para o tratamento do efluente, e sim com
50
sua poluição, o que corrobora com a visualização experimental, pois foi
observado que nestes ensaios houve quase nenhuma formação de flóculo, ou
seja, os coagulantes ficaram dissolvidos no meio, contribuindo para aumento da
carga orgânica.
As porcentagens de redução de turbidez, DQO e COT obtidos neste
planejamento com o uso de coagulantes naturais em uma faixa de pH adequada,
ressaltam a eficácia deste tratamento primário na remoção de poluentes.
5.3 ESCOLHA DOS FATORES E FAIXAS DE ESTUDO PARA O
PLANEJAMENTO DO TIPO DCCR
Com base nos resultados obtidos no planejamento experimental fatorial
fracionado, projetou-se o segundo planejamento do tipo delineamento composto
central rotacional (DCCR). Este planejamento permite uma investigação mais
precisa da influência dos fatores estudados na redução de carga orgânica do
efluente de laticínio, com maior número de pontos experimentais.
Neste planejamento, foram estudadas as influências dos fatores pH,
concentração de extrato de moringa e tanino, utilizando as mesmas variáveis
respostas do primeiro planejamento – turbidez, DQO e COT.
Quanto ao modo de agitação, foi fixada a condição intermitente (em que se
intercalam momentos de agitação lenta e repouso). Optou-se fixar a condição de
agitação no ponto central pelo fato de que, na fase em que há agitação (15
minutos), fornece-se energia para que flocos maiores possam se formar e na fase
em que o sistema fica em repouso (45 minutos), estes flocos mais pesados
possam sedimentar. Além disso, observou-se experimentalmente nos ensaios em
que houve agitação a 10 rpm por 6h seguidas, que os flocos não ficaram
concentrados no fundo da cuba, e sim que se formou um gradiente de flocos do
fundo para a superfície da cuba, onde o fundo da mesma apresentava maior
concentração de flocos e a superfície era mais límpida, o que dificultou a
amostragem.

51
A nova escolhida para pH no planejamento DCCR foi de 5 à 7, pois os
melhores resultados para todas a variáveis resposta foram próximos a este
intervalo (ensaio 3 em pH igual a 5).
Decidiu-se por não estreitar muito a faixa de concentração de extrato de
moringa, estabelecendo-se valores de 20 a 100 mg/L. De acordo com os gráficos
de efeitos individualizados no planejamento exploratório, valores de 0 mg/L a 50
mg/L de concentração de extrato de moringa parecem contribuir para remoção de
turbidez, DQO e COT. Porém os melhores resultados obtidos experimentalmente
para redução de turbidez e DQO foram os ensaios nos quais havia 100 mg/L de
extrato de moringa.
Para a concentração de tanino optou-se pela faixa de 0 mg/L a 50 mg/L,
pois valores entre nível baixo e ponto central parecem contribuir mais para
remoção de DQO e COT, conforme planejamento fatorial fracionado.
5.4 CARACTERIZAÇÃO DO EFLUENTE BRUTO 2
Foi necessário fazer uma nova coleta do efluente para realização do
segundo planejamento experimental, devido à rápida deterioração do efluente
utilizado no planejamento tipo fatorial fracionado. O efluente bruto a ser tratado
nas condições propostas pelo planejamento tipo DCCR, foi caracterizado
conforme os métodos analíticos descritos anteriormente no item 4.3 e os
resultados obtidos são apresentados na Tabela 12.
Tabela 12. Caracterização do efluente bruto utilizado no planejamento tipo DCCR.
Parâmetro Valor
pH 11,07 Turbidez (NTU) 223,0
DQO (mg/L) 1559 COT (mg/L) 402,4
Sólidos totais (mg/L) 1412 Condutividade (µS/cm) 567

52
5.5 RESULTADOS OBTIDOS NO PLANEJAMENTO DO TIPO DCCR
Os resultados obtidos no planejamento experimental tipo DCCR são
mostrados na Tabela 13. Observa-se que a maior redução para as três variáveis
resposta – turbidez, DQO e COT – ocorreu no ensaio em que havia 60 mg/L de
extrato de moringa, 25 mg/L de tanino e pH igual a 5 (experimento 13).
Tabela 13. Resultados de turbidez, DQO e COT nas condições experimentais do
planejamento tipo DCCR.
Experimentos
Concentração de extrato de
moringa (mg/L)
Concentração de tanino
(mg/L) pH Turbidez
(NTU) DQO
(mg/L) COT
(mg/L)
1 36 10 5,4 358,0 1450 361,7 2 84 10 5,4 531,0 1552 399,9 3 36 40 5,4 204,5 1068 325,2 4 84 40 5,4 67,3 951 332,5 5 36 10 6,6 223,5 1523 412,7 6 84 10 6,6 309,5 1591 417,2 7 36 40 6,6 225,5 1504 407,2 8 84 40 6,6 313,0 1563 410,7 9 20 25 6 231,5 1503 415,7 10 100 25 6 455,0 1660 417,1 11 60 0 6 385,5 1604 421,0 12 60 50 6 344,0 1556 416,0 13 60 25 5 30,7 860 316,4 14 60 25 7 244,5 1589 449,7 15 60 25 6 338,5 1581 433,5 16 60 25 6 336,5 1602 447,6 17 60 25 6 340,0 1574 438,1 18 60 25 6 339,5 1598 445,9
Com um nível de confiança de 95% foram obtidos os coeficientes dos
fatores lineares, quadráticos e das interações do modelo matemático de cada
resposta (Tabelas 14, 15 e 16).

53
Para a variável resposta turbidez foram significantes estatisticamente (p <
0,05) os parâmetros concentração de tanino, pH2 e a interação entre tanino e pH.
Já para a resposta DQO, observa-se que os parâmetros com significância
estatística foram tanino, pH, pH2 e a interação entre tanino e pH.
Para a resposta COT, os fatores com significância estatística foram pH,
pH2, moringa2 e tanino2.
Tabela 14. Determinação da significância dos fatores estudados no planejamento DCCR
para resposta turbidez por meio dos valores t e p-valor.
Fatores Coeficientes Erro
padrão t p - valor
Média 338,595 39,34 8,608 < 0,0001 Moringa 42,849 21,32 2,010 0,079 Tanino -49,901 21,32 -2,341 0,047
pH 19,790 21,32 0,928 0,380 Moringa x Moringa 1,768 22,15 0,080 0,938 Tanino x Tanino 9,369 22,15 0,423 0,683
pH x pH -70,940 22,15 -3,202 0,013 Moringa x Tanino -38,587 27,86 -1,385 0,203
Moringa x pH 17,213 27,86 0,618 0,554 Tanino x pH 77,837 27,86 2,794 0,023
Tabela 15. Determinação da significância dos fatores estudados no planejamento DCCR
para resposta DQO por meio dos valores t e p-valor.
Fatores Coeficientes Erro
padrão t p - valor
Média 1591,480 49,78 31,972 < 0,0001 Moringa 27,600 26,98 1,023 0,336 Tanino -81,420 26,98 -3,018 0,017 pH 174,770 26,98 6,478 < 0,0001 Moringa x Moringa -14,310 28,03 -0,510 0,624 Tanino x Tanino -14,780 28,03 -0,527 0,612 pH x pH -140,650 28,03 -5,017 0,001 Moringa x Tanino -28,690 35,25 -0,814 0,439 Moringa x pH 17,640 35,25 0,501 0,630 Tanino x pH 117,100 35,25 3,322 0,011

54
Tabela 16. Determinação da significância dos fatores estudados no planejamento DCCR
para resposta COT por meio dos valores t e p-valor.
Fatores Coeficientes Erro padrão t p - valor
Média 442,265 9,13 48,443 < 0,0001 Moringa 4,090 4,948 0,827 0,432 Tanino -9,102 4,948 -1,840 0,103
pH 33,147 4,948 6,699 < 0,0001 Moringa x Moringa -13,224 5,141 -2,572 0,033 Tanino x Tanino -12,481 5,141 -2,428 0,041
pH x pH -25,015 5,141 -4,865 < 0,0001 Moringa x Tanino -3,987 6,465 -0,617 0,555
Moringa x pH -4,688 6,465 -0,725 0,489 Tanino x pH 11,487 6,465 1,777 0,113
Analisando os resultados dos ensaios realizados no planejamento tipo
DCCR, a melhor condição experimental foi obtida no experimento 13 (pH igual a
5, concentrações de moringa igual a 60 mg/L e concentração de tanino igual a 25
mg/L), com 86,23% de redução de turbidez, 44,86% de redução de DQO e
21,37% de redução de COT.
A análise de variância (ANOVA) para os modelos matemáticos de turbidez,
DQO e COT em função dos fatores estudados estão apresentadas nas Tabelas
17, 18 e 19.
Os modelos de regressão gerados para as variáveis resposta estudadas
foram significativos estatisticamente a um nível de confiança de 95 % (p-
valor<0,05). Porém, a falta de ajuste também foi significativa para todas as
respostas, com p-valor menor que 0,05. Entretanto, como os valores obtidos nos
pontos centrais foram muito próximos, contribuindo para um erro puro muito
pequeno frente à falta de ajuste, o modelo foi considerado válido para fins
preditivos (SOUZA; MENEZES, 2008). O coeficiente de determinação R2, que
observa o quanto a variação em torno da média foi explicada pela regressão, foi
de 80,17% para turbidez, 91,82% para DQO e 90,97% para COT, valores acima
de 75%, ou seja, acima dos quais os modelos são considerados adequados
(FONSECA, 2012).

55
Tabela 17. ANOVA para a variável resposta turbidez.
Fonte de Variação
Soma quadrática
(SQ)
Graus de liberdade
(GL)
Média Quadrática
(MQ)
p - valor
Regressão 200711 9 22301,2 0,043 Resíduos 49660 8 6207,5 Falta de ajuste 49653 5 9930,5 <0,0001 Erro puro 7 3 2,4 Total 250370 17 R2 80,17%
Tabela 18. ANOVA para a variável resposta DQO.
Fonte de Variação Soma
quadrática (SQ)
Graus de liberdade
(GL)
Média Quadrática
(MQ)
p - valor
Regressão 892079 9 99120 0,002 Resíduos 79521 8 9940 Falta de ajuste 78974 5 15795 0,002 Erro puro 546 3 182 Total 971600 17 R2 91,82%
Tabela 19. ANOVA para a variável resposta COT.
Fonte de Variação
Soma quadrática
(SQ)
Graus de liberdade
(GL)
Média Quadrática
(MQ)
p - valor
Regressão 26950,4 9 2994,49 0,003 Resíduos 2675 8 334,38 Falta de ajuste 2543,1 5 508,61 0,036 Erro puro 131,9 3 43,98 Total 29625,4 17 R2 90,97%
Assim, foi possível obter os modelos matemáticos apresentados abaixo para
as variáveis resposta estudadas:

56
Turbidez = 338,595 + 42,849 moringa – 49,901 tanino + 19,790 pH + 1,768
moringa2 + 9,369 tanino2 – 70,940 pH2 – 38,587 moringa x tanino + 17,213
moringa x pH + 77,837 tanino x pH (15)
DQO = 1591,480 + 27,600 moringa – 81,420 tanino + 174,770 pH – 14,310
moringa2 – 14,780 tanino2 – 140,650 pH2 – 28,690 moringa x tanino + 17,640
moringa x pH + 117,100 tanino x pH (16)
COT = 442,265 + 4,090 moringa – 9,102 tanino + 33,147 pH – 13,224 moringa2 –
12,481 tanino2 – 25,015 pH2 – 25,015 moringa x tanino – 4,688 moringa x pH +
11,487 tanino x pH (17)
A partir desse modelo matemático foram gerados os gráficos de superfície
de resposta e curvas de contorno para as interações entre as variáveis (Figuras
13 a 24).
Figura 13. Superfície de resposta para turbidez em função das variáveis independentes.

57
Figura 14. Curva de contorno para turbidez em função das variáveis concentração de
tanino e pH.
Figura 15. Curva de contorno para turbidez em função das variáveis concentração de
extrato de moringa e pH.

58
Figura 16. Curva de contorno para turbidez em função das variáveis concentração de
extrato de moringa e concentração de tanino.
Considerando a superfície de resposta e curvas de contorno para a variável
turbidez, é possível observar um resultado expressivo de redução de turbidez em
pH baixo, concentração de tanino alta e concentração de extrato de moringa
baixa.
Figura 17. Superfície de resposta para DQO em função das variáveis independentes.

59
Figura 18. Curva de contorno para DQO em função das variáveis concentração de tanino
e pH.
Figura 19. Curva de contorno para DQO em função das variáveis concentração de extrato
de moringa e pH.
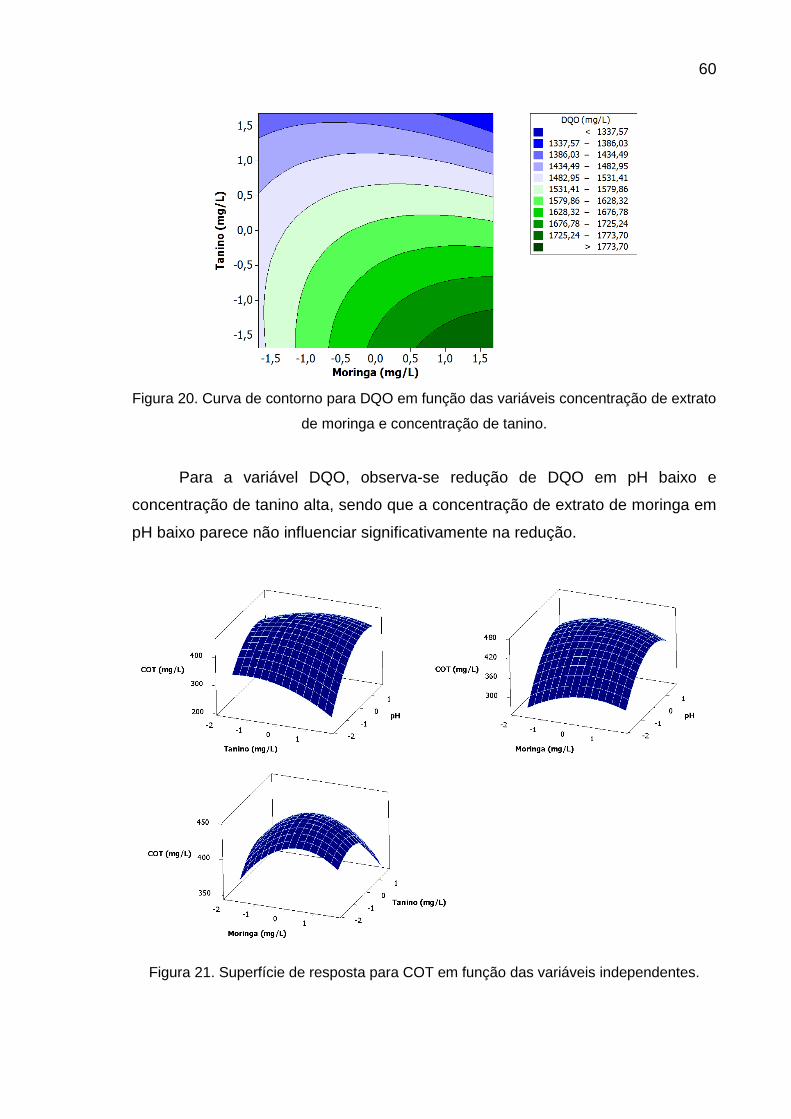
60
Figura 20. Curva de contorno para DQO em função das variáveis concentração de extrato
de moringa e concentração de tanino.
Para a variável DQO, observa-se redução de DQO em pH baixo e
concentração de tanino alta, sendo que a concentração de extrato de moringa em
pH baixo parece não influenciar significativamente na redução.
Figura 21. Superfície de resposta para COT em função das variáveis independentes.

61
Figura 22. Curva de contorno para COT em função das variáveis concentração de tanino
e pH.
Figura 23. Curva de contorno para COT em função das variáveis concentração de extrato
de moringa e pH.

62
Figura 24. Curva de contorno para COT em função das variáveis concentração de extrato
de moringa e concentração de tanino.
Pode-se observar que o COT apresentou os menores valores nas mesmas
condições obtidas para maior remoção de turbidez: pH igual a 5, concentração de
tanino de 50 mg/L e concentração de extrato de moringa de 20 mg/L.
Para confirmar e validar a previsão do modelo de regressão de que a
melhor condição experimental seria em pH igual a 5, concentração de extrato de
moringa igual a 20 mg/L e concentração de tanino igual a 50 mg/L, foi realizado
um 19º ensaio.
Na Tabela 20, pode-se comparar os valores de turbidez, DQO, DBO,
condutividade elétrica, sólidos totais e íons cálcio, potássio, sódio, fósforo
inorgânico e magnésio para o efluente bruto e efluentes tratados na melhor
condição experimental obtida no planejamento DCCR (ensaio 13) e na melhor
condição prevista pelo modelo (ensaio 19).
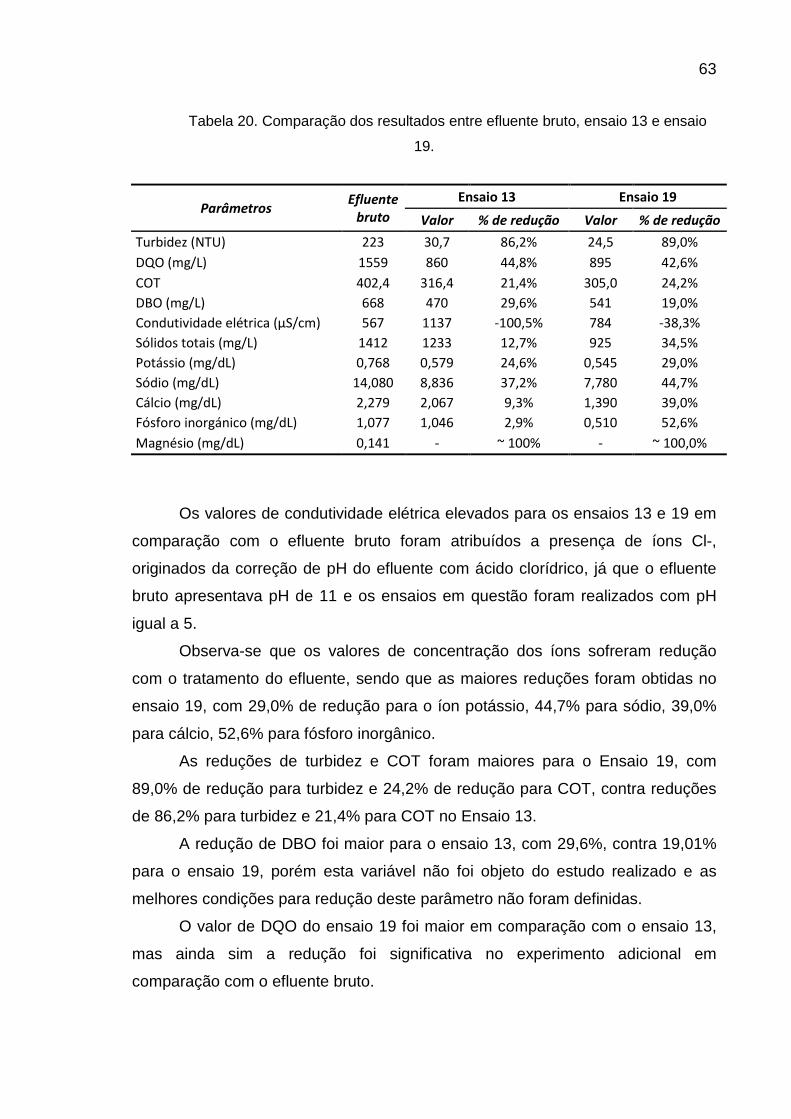
63
Tabela 20. Comparação dos resultados entre efluente bruto, ensaio 13 e ensaio
19.
Parâmetros
Efluente
bruto
Ensaio 13 Ensaio 19
Valor % de redução Valor % de redução
Turbidez (NTU) 223 30,7 86,2% 24,5 89,0%
DQO (mg/L) 1559 860 44,8% 895 42,6%
COT 402,4 316,4 21,4% 305,0 24,2%
DBO (mg/L) 668 470 29,6% 541 19,0%
Condutividade elétrica (µS/cm) 567 1137 -100,5% 784 -38,3%
Sólidos totais (mg/L) 1412 1233 12,7% 925 34,5%
Potássio (mg/dL) 0,768 0,579 24,6% 0,545 29,0%
Sódio (mg/dL) 14,080 8,836 37,2% 7,780 44,7%
Cálcio (mg/dL) 2,279 2,067 9,3% 1,390 39,0%
Fósforo inorgánico (mg/dL) 1,077 1,046 2,9% 0,510 52,6%
Magnésio (mg/dL) 0,141 - ~ 100% - ~ 100,0%
Os valores de condutividade elétrica elevados para os ensaios 13 e 19 em
comparação com o efluente bruto foram atribuídos a presença de íons Cl-,
originados da correção de pH do efluente com ácido clorídrico, já que o efluente
bruto apresentava pH de 11 e os ensaios em questão foram realizados com pH
igual a 5.
Observa-se que os valores de concentração dos íons sofreram redução
com o tratamento do efluente, sendo que as maiores reduções foram obtidas no
ensaio 19, com 29,0% de redução para o íon potássio, 44,7% para sódio, 39,0%
para cálcio, 52,6% para fósforo inorgânico.
As reduções de turbidez e COT foram maiores para o Ensaio 19, com
89,0% de redução para turbidez e 24,2% de redução para COT, contra reduções
de 86,2% para turbidez e 21,4% para COT no Ensaio 13.
A redução de DBO foi maior para o ensaio 13, com 29,6%, contra 19,01%
para o ensaio 19, porém esta variável não foi objeto do estudo realizado e as
melhores condições para redução deste parâmetro não foram definidas.
O valor de DQO do ensaio 19 foi maior em comparação com o ensaio 13,
mas ainda sim a redução foi significativa no experimento adicional em
comparação com o efluente bruto.

64
Na Tabela 20, também observa-se uma redução significativa de sólidos
totais para ensaio 19, com redução de 34,5% em relação ao efluente bruto.
Assim, com o experimento adicional realizado (ensaio 19), em
concentração de extrato de moringa de 20 mg/L, concentração de tanino de 50
mg/L e pH igual a 5, por meio dos resultados obtidos na Tabela 20, o modelo de
regressão foi considerado válido para turbidez e COT, e estas condições foram
consideradas as melhores, dentro das faixas estudadas, para tratamento do
efluente bruto da empresa LBR-Lácteos, com reduções de 89,0% para turbidez,
42,6% para DQO, 24,2% para COT, 34,5 % para sólidos totais, 29,0% para o íon
potássio, 44,7% para sódio, 39,0% para cálcio e 52,6% para fósforo inorgânico.

65
6 CONCLUSÃO
Com o desenvolvimento deste trabalho foi possível concluir:
• O processo de coagulação/floculação com coagulantes naturais
contribui para redução de turbidez, DQO e COT no efluente produzido por uma
indústria de laticínios.
• Com a dosagem ótima, obtida por meio dos planejamentos
experimentais nas faixas estudadas, obteve-se uma redução de turbidez de
89,0%, redução de DQO de 42,6% e redução de COT de 24,2% com a utilização
de uma concentração de extrato de moringa no efluente de 20 mg/L, de derivado
de tanino de 50 mg/L e pH igual a 5, o que demonstra a grande utilidade deste
processo.
• Também foi possível concluir que o tratamento com coagulantes
naturais no efluente apresentou desempenho semelhante ao tratamento de
coagulação/floculação utilizado pela LBR-Lácteos. Nesta indústria, o coagulante
químico utilizado é o PAC e após tratamento com este, se obtém uma redução de
aproximadamente 52% de DQO, contra os 42,6% de redução obtida com a
utilização das doses ótimas encontradas dos coagulantes naturais de extrato de
moringa, de derivado de tanino e pH igual a 5.

66
7 SUGESTÕES PARA TRABALHOS FUTUROS
• Realizar o planejamento experimental do tipo fatorial fracionado e o
planejamento do tipo DCCR com efluente recolhido no mesmo dia,
para evitar variações na carga orgânica do efluente.
• Estudar a influência de faixas menores de pH nos planejamentos
experimentais.
• Realizar as análises de carbono orgânico total em um equipamento
que não necessite de filtração prévia em cartuchos de membrana com
tamanho de poro de 0,45 µm, para seja eliminada a interferência de
remoção de carga orgânica nesta filtração.
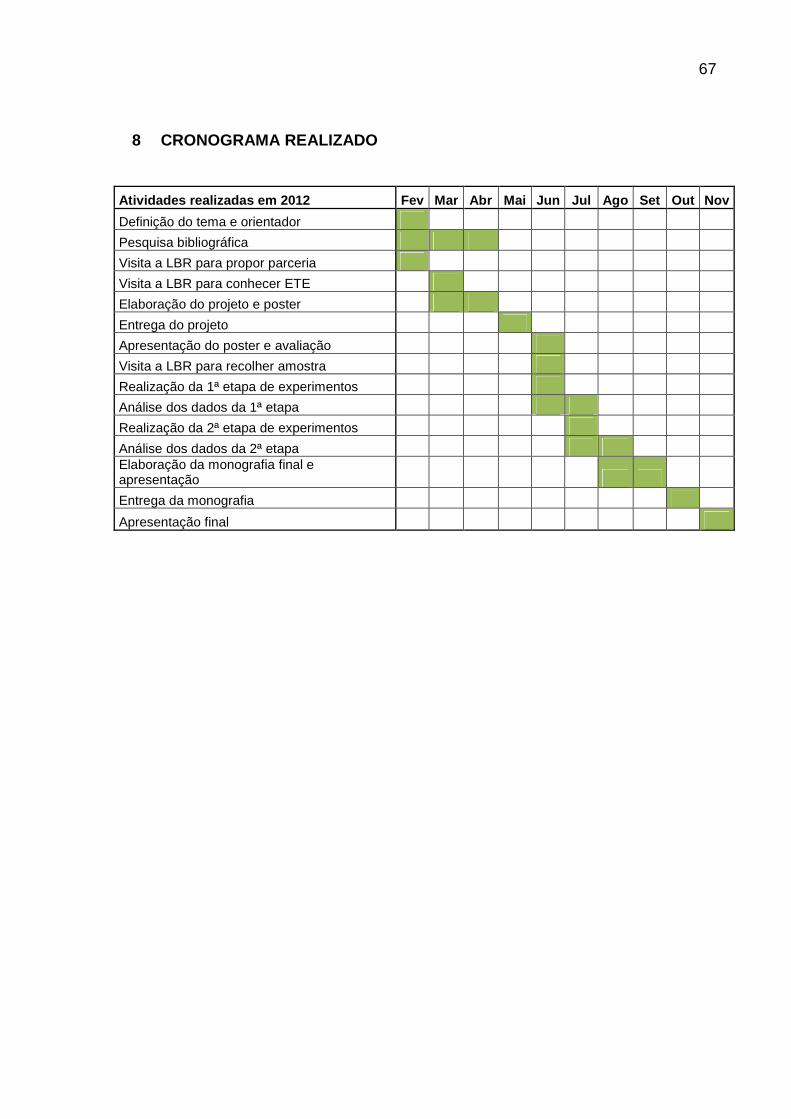
67
8 CRONOGRAMA REALIZADO
Atividades realizadas em 2012 Fev Mar Abr Mai Jun Jul Ago Set Out Nov
Definição do tema e orientador
Pesquisa bibliográfica
Visita a LBR para propor parceria
Visita a LBR para conhecer ETE
Elaboração do projeto e poster
Entrega do projeto
Apresentação do poster e avaliação
Visita a LBR para recolher amostra
Realização da 1ª etapa de experimentos
Análise dos dados da 1ª etapa
Realização da 2ª etapa de experimentos
Análise dos dados da 2ª etapa
Elaboração da monografia final e apresentação
Entrega da monografia
Apresentação final

68
REFERÊNCIAS BIBLIOGRÁFICAS
AQUARONE, E.; BORZANI, W.; SCHMIDELL, W.; LIMA, U. Biotecnologia
industrial : volume 4. 1a ed. São Paulo: Editora Edgard Blucher LTDA., 2001. 523 p.
BATTISTI, M. V.; FILHO, S. P. C. Obtenção e caracerização de α-quitina e
quitosanas de cacas de Macrobrachium rosembergii. Química Nova , v. 31, n. 8, p. 2014 – 2019, 2008.
BRASIL. Conselho Nacional do meio Ambiente. Resolução nº 430, de 13
de maio de 2011. Complementa e altera a Resolução nº 357/2005. Disponível em <http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=646>. Acesso em: 22 set. 2012.
CARDOSO, K. C; BERGAMASCO, R; COSSICH, E. S.; MORAES, L. C. K.
Otimização dos tempos de mistura e decantação no processo de coagulação/floculação da água bruta por meio da Moringa oleifera Lam. Acta Sci. Tech. , v. 30, n. 2, p. 193-198, 2008.
CARVALHO, M. J. H. Uso de coagulantes naturais no processo de
obtenção de água potável . 2008. 177 f. Dissertação (Mestrado em Engenharia Urbana) – Departamento de Engenharia Civil, Universidade Estadual de Maringá, Maringá, 2008.
EMBRAPA – Gado de Leite (Empresa Brasileira de Pesquisas
Agropecuária). Disponível em: http://www.cnpgl.embrapa.br/nova/principal.php Acesso em: 5 fev. 2012.
FARIA, E. A.; RODRIGUES, I. C.; BORGES, R. V. Estudo do impacto
ambiental gerado nos corpos d’agua pelo efluente da indústria de laticínio em Minas Gerais . Belo Horizonte, 2004. Disponível em: <www.casamundo.org.br/laticinio.doc>. Acesso em: 19 fev. 2012
FAO - Food And Agriculture Organization Of The United Nations.
Disponível em: <http://http://faostat.fao.org/>. Acesso em: 09 mar. 2012. FONSECA, C. R. Uso combinado de processos de separação visando
a destoxificação de hidrolisado hemicelulósico . 2012. 149 f. Dissertação (Mestrado em Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2012.

69
FONSECA, C. R.; FREITAS, T. P.; NORONHA, L. L.; FARIA, L. L. F. Utilização de quitosana e tanino como agentes coagulantes na purificação de hidrolisado de bagaço de cana. In: XVIII Congresso Brasileiro de Engenharia Química, 2010.
HEREDIA, J. B.; MARTÍN, J. S.; MUÑOZ, M. C. G. New coagulants from
tannin extracts: Preliminary optimisation studies. Chemical Engineering Journal , v. 162, p. 1019 - 1025, 2010.
JAHN, S.A.A. Monitored water coagulation with Moringa seeds in village households. GTZ: Gate. Eschborn, n. 1, p. 40-41, 1989.
LA MER, V. K.; HEALY, T. W. Adsorption-flocculation reactions of macromolecules at the solid-liquid interface. Reviews of pure and applied chemistry , p. 13-112, 1963.
MADRONA, G. S.; SERPELLONI, G. B.; VIEIRA, A. M. S.; NISHI, L.; CARDOSO, K. C.; BERGAMASCO, R. Study of the effect of saline solution on the extraction of the Moringa oleifera seed’s active component for water treatment. Water Air Soil Pollut, v. 211, p. 409-415, 2010.
MAGACHO, A. L. F. Avaliação de técnicas de separação combinadas para a purificação de xilose visando a obtenção de bioprodutos . 2009. 167 f. Dissertação (Mestrado em Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2009.
METCALF e EDDY. Wastewater Engineer : treatment and reuse. 4th ed.
New York: McGraw-Hill Inc, 2003. NETO, B. B.; SCARMINIO, I. S.; BRUNS, R. E. Como fazer
experimentos : pesquisa e desenvolvimento na ciência e na indústria. 4a ed. Porto Alegre: Bookman, 2010. 414 p.
OKUDA, T.; BAES, A. U.; NISHIJIMA, W.; OKADA, M. Improvement of
extraction method of coagulation active components from Moringa oleifera seed. Water Research , v. 33, n. 15, 3373–3378, 1999.
PATTNAIK, R.; YOST, R. S.; PORTER, G.; MASUNAGA, T.;
ATTANANDANA, T. Improving multi-soil-layer (MSL) system remediation of dairy effluent. Ecological engineering , v. 32, p. 1–10, 2007.
70
PAVANELLI, G. Eficiência de diferentes tipos de coagulantes na
coagulação, floculação e sedimentação de água com c or ou turbidez elevada . 2001. 222 f. Dissertação (Mestrado em Hidráulica e Saneamento). Escola de Engenharia de São Carlos, Universidade de São Paulo, 2001.
PEREIRA, D. F.; ARAÚJO, N. A.; SANTOS, T. M.; SANTANA, C. R.;
SILVA, G. F. Aproveitamento da torta da Moringa oleífera Lam para tratamento de água produzida. Exacta , v. 9, n. 3, p. 323–331, 2011.
RITCHER, C. A.; NETTO, J. M. A. Tratamento de água : tecnologia
atualizada. São Paulo: Editora Edgard Blucher LTDA.,1991. 332 p. RODRIGUES, M. I.; IEMMA, A. F. Planejamento de experimentos e
otimização de processos : uma estratégia sequencial de planejamentos. 1a ed. Campinas: Casa do Pão Editora, 2005. 326 p.
SALAZAR, R. F. S. Aplicação de processo oxidativo avançado (POA)
como pré-tratamento de efluente de laticínio para p osterior tratamento biológico . 2009. 210 f. Dissertação (Mestrado em Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2009.
SANTOS, A. M.; SILVA, S. R.; CARVALHO, S.H. V.; SOLETTI, J. I.
Tratamento de efluentes lácteos através de coagulação química e sedimentação. In: VIII Congresso Brasileiro de Engenharia Química em Iniciação Científica, 2009, Uberlândia. Disponível em: <http://www.cobeqic2009.feq.ufu.br/uploads/media/80813851.pdf>. Acesso em: 19 fev. 2012.
SANTOS, H. R. Coagulação/precipitação de efluentes de reator
anaeróbio de leito expandido e de sistema de lodo a tivado precedido de reator UASB, com remoção de partículas por sediment ação ou flotação . 2006. 330 f. Tese (Doutorado em Hidráulica e Saneamento). Escola de Engenharia de São Carlos, Universidade de São Paulo, 2006.
SÃO PAULO (Estado). Decreto nº 8.468, de 08 de setembro de 1976.
Aprova o Regulamento da Lei n. 997, de 31 de maio de a976, que dispões sobre a Prevenção e o Controle da Poluição do Meio Ambiente. Disponível em: < http://licenciamento.cetesb.sp.gov.br/Servicos/licenciamento/postos/legislacao/Decreto_Estadual_8468_76.pdf>. Acesso em: 22 set. 2012.

71
SCHOENHALS, M.; SENA, R. F.; JOSÉ, H. J. Avaliação da eficiência do processo de coagulação/flotação aplicado como tratamento primário de efluentes de abatedouro de frangos. Engenharia Ambiental – Espírito Santo do Pinhal , v.3, n. 2, p. 005-024, jul./dez. 2006.
SOUZA, M. L.; MENEZES, H. C. Otimização do processo de extrusão
termoplástica da mistura castanha do Brasil com farinha de mandioca. Ciência e Tecnologia de Alimentos , v.28, n.3, 2008.
STANDARD METHODS FOR THE EXAMINATION OF WATER AND
WASTEWATER , 20th edition. American Public Health Association, Washington DC.
TEÓFILO, R. F.; FERREIRA, M. M. C. Quimiometria II: planilhas
eletrônicas para cálculos de planejamentos experimentais, um tutorial. Química Nova , v. 29, n. 2, 2006.
VIEIRA, A. M. S.; VIEIRA, M. F.; SILVA, G. F.; ARAÚJO, A. A. A.; KLEN, M.
R. F.; VEIT, M. T.; BERGAMASCO, R. Use of Moringa oleífera seed as a natural adsorbent for wastewater treatment. Water Air Soil Pollut , v. 206, p. 273–281, 2010.
VILELA, D.; LEITE, J. L. B.; RESENDE, J. C. Políticas para o leite no
Brasil: passado, presente e futuro. In: SIMPÓSIO SOBRE SUSTENTABILIDADE DA PECUÁRIA LEITEIRA NA REGIÃO SUL DO BRASIL, 2002, Maringá. Anais Sul-Leite. Maringá, 2002. p. 1-26
VILELA, D. A importância econômica, social e nutricional do leite. In:
Revista Batavo , n. 111, dez. 2001/jan. 2002, Brasil. ZOCCAL, Rosangela. O Brasil produziu 30 bilhões de litros em 2010. In:
Panorama do Leite , ano 6, n. 62, jan/2012, Brasil.

72
ANEXOS
ANEXO A – Descrição do processo de tratamento do efluente industrial da LBR-
Lácteos Brasil *
Fluxograma simplificado da estação de tratamento de efluentes da LBR-Lácteos da
unidade de Guaratinguetá. (Fornecido por LBR-Lácteos)

73
Peneira Parabólica Estática:
O efluente industrial, proveniente da fabricação de produtos derivados do
leite, chega a um tanque de coleta do efluente bruto, onde é bombeado para a
unidade de peneiramento que tem a finalidade de reter as partículas maiores que
1,0 mm.
Tanque de Equalização:
É feita a regularização de vazões e cargas poluidoras.
O tempo de detenção para equalização (6 horas) é necessário para evitar
consumo excessivo de agentes neutralizantes, devido à neutralização mútua dos
efluentes e à mistura dos mesmos efetuada pelos misturadores submersos.
Tanque de Acidificação:
Início do processo anaeróbio (6 horas) e conversão das moléculas mais
simples em ácidos orgânicos (acético, pirúvico, butírico, propiônico, etc.), através
da ação das bactérias acidogênicas.
Tanque de Neutralização:
O pH do efluente equalizado/acidificado deverá ser mantido entre 6,8 a 7,2,
para se garantir um bom funcionamento do reator anaeróbio.
Isto é conseguido com a adição de solução de hidróxido de sódio através
de um controlador automático de pH instalado no tanque para este fim.
Elevatória do Efluente Neutralizado:
Fornece um regime de pulsação no reator anaeróbio através de válvula
pneumática, evitando a formação de caminhos preferenciais no manto de lodo.
Reator Anaeróbio:
A função operacional do reator anaeróbio foi desativada em 2008. Hoje
trabalha como retenção e desenvolvimento de bactéria anaeróbica facultativa
proveniente do petróleo, que foi adicionada anteriormente no tanque de
neutralização. Ocorre redução de 30% da DQO.
Dosagem química:

74
Dosagem química com coagulante e polieletrólito para posterior entrada de
microbolhas.
Flotador:
Processo físico químico de flotação com vazão de 120 m³/h. O lodo retirado
é enviado para tancagem e usado para fertilizar solos.
Tanque de Aeração:
Os resultados das análises da DBO e DQO determinarão a eficiência do
tanque de aeração que deverá ser de 95%.
A concentração de sólidos em suspensão no tanque de aeração é mantida
em torno de 5.000 mg/L através da descarga periódica de excesso de lodo
formado.
O índice volumétrico de lodo no tanque de aeração é mantido em torno de
100 a 150 mL/g através do controle, se necessário da taxa de recirculação de
lodo ativado. Quanto menor o I.V.L. melhor a sedimentabilidade de lodo.
O resíduo sedimentável está em torno de 300 a 400 mL/L no tanque de
aeração e menor que 1 mL/L no efluente dos decantadores secundários.
A concentração do oxigênio dissolvido está entre 0,5 a 2,0 mg/L em
qualquer ponto do tanque de aeração.
Decantadores:
O lodo ativado sedimentado é continuamente recirculado ao tanque de
aeração.
Observações Gerais:
Como medida direta da eficiência de todo o sistema de tratamento,
poderão ser comparados os seguintes parâmetros no afluente e efluente: pH,
sólidos em suspensão total, sólidos sedimentáveis, DBO, DQO, óleos e graxas,
nitrogênio total, fósforo total, temperatura, vazão, produção de gases, recirculação
do lodo.
*Informações fornecidas por LBR-Lácteos Brasil, uni dade de Guaratinguetá.

75